
半完結スカイビング法を実行するための対応するスカイビングツールを有する半完結スカイビング加工の方法および装置
【課題】ツールの寿命を出来る限り長くする。
【解決手段】本発明の方法は、歯車の歯の製造中に、交互式の半完結法を利用して、異なる設定が用いられるが、同じツール100を用いて、2つの側面が連続的にスカイビング加工される。半完結法の性質上、例えば、ツールの全左側面の刃先が2回使用され、全右側面の刃先が1回のみ使用される。本発明によれば、歯車の歯の製造において、第1のワークピース50.1の加工中により激しい負荷にさらされた一方の側面の刃先が、次の工程では少ない頻度で使用されるように、同じツール100が使用される。このことは、他方の側面の刃先が、第2のワークピース50.2の加工中により激しく又はより頻繁に使用されることで成し遂げられる。
【解決手段】本発明の方法は、歯車の歯の製造中に、交互式の半完結法を利用して、異なる設定が用いられるが、同じツール100を用いて、2つの側面が連続的にスカイビング加工される。半完結法の性質上、例えば、ツールの全左側面の刃先が2回使用され、全右側面の刃先が1回のみ使用される。本発明によれば、歯車の歯の製造において、第1のワークピース50.1の加工中により激しい負荷にさらされた一方の側面の刃先が、次の工程では少ない頻度で使用されるように、同じツール100が使用される。このことは、他方の側面の刃先が、第2のワークピース50.2の加工中により激しく又はより頻繁に使用されることで成し遂げられる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明の対象は、ギヤの歯又は別の周期構造を半完結スカイビング加工するための方法、及び、半完結スカイビング法を遂行するための対応するスカイビングツールを有する装置である。
【背景技術】
【0002】
歯車を加工するための方法は多数存在する。大まかな(soft)予備加工において、ホブ加工(hobbing)、歯車形削り(gear shaping)、創成平削り(generating planing)及びパワースカイビング(power skiving)が知られている。次に説明するように、ホブ加工及びパワースカイビングは所謂連続法である。
【0003】
歯車の切削において、間欠割出法又は単一割出法と、ときには連続割出法又はフェイスホブとも呼ばれる連続法とが区別される。
【0004】
連続法では、例えば、カッタを備えた工具が、ワークピースの側面を切削するために用いられる。ワークピースは、一度のクランプで連続的に、すなわち途切れない方法で仕上げ切削される。連続法は、複雑で、組み合わされた動きの順序に基づくものであり、工具と、加工されるワークピースとが、互いに対する連続インデックス動作を実行する。このインデックス動作は、対応するマシンの複数の駆動軸が協調的に又は組み合わされて駆動されることによって起こる。
【0005】
単一割出法では、1つの歯間が加工され、その後、次の歯間が加工される前に、例えば、工具の相対運動と、所謂インデックス動作(インデックス回転)とが実行され、この間に、工具に対してワークピースが回転する。このようにして、歯車は段階的に加工される。
【0006】
冒頭で述べた歯車形削り法は、図1に概略的に示されるように、成形ツール1の回転軸R1とワークピース2の回転軸R2との交角(「軸交角」とも呼ばれる)が0度であるため、円筒状の歯車によって説明され得る。前記軸交角が0度である場合、前記2つの回転軸R1,R2は、平行に延びることになる。ワークピース2と成形ツール1とは、それぞれの回転軸R2,R1を中心として連続的に回転する。この回転動作に加えて、成形ツール1は、図1において両矢印Shxで示されるようなストローク動作を実行し、このストローク動作中にワークピース2から切り屑を除去する。
【0007】
かつて、スカイビングと呼ばれる方法が新たに取り上げられた。その基礎は約100年前である。独国第243514号と番号が付されたこの主題に関する最初の特許出願は1912年に遡る。当初何年か考慮および調査された後、スカイビングはもはや更に真剣には追求されなくなった。これまでは、スカイビング法のための好適な工具形状を見つけるために、一部経験に基づいた複雑なプロセスが必要であった。
【0008】
1980年代中頃、スカイビングが再び取り上げられるようになった。スカイビングの原理は、マシンの今日のシミュレーション法および現代のCNC制御をもってようやく、生産性、再現性およびロバスト性が高い方法として実行され得るようになった。さらに、今日のツール材料の高耐久性、非常に高い静的および動的な剛性、並びに現代のマシンの同時運転の高い性能は意義深かった。
【0009】
図2Aに示すように、スカイビングでは、スカイビングツール10(「スカイビングホイール」ともいう)の回転軸R1とワークピース20の回転軸R2との軸交角Σが予め規定され、この軸交角は0度とは異なる。結果として起こるスカイビングツール10とワークピース20との相対運動は、回転成分と前進成分(並進成分)とに分解され得るヘリカル運動である。回転ヘリカルギヤリングは、駆動技術アナログ(drive technology-specific analogon)として考えることができ、前記回転成分が回転に対応し、前記前進成分が側面のスライドに対応する。軸交角Σの絶対値が大きいほど、ワークピース20の加工に必要な並進移動成分が増大する。これは、ワークピース20の歯面の方向に、スカイビングツール10の刃の運動成分が生じるためである。スカイビングにおいて、対応するヘリカルギヤリングの係合される歯車の噛合相対運動のスライド成分は、切削動作を実行するために利用される。スカイビングにおいて、ワークピース20の回転軸R2に平行な遅い軸方向のフィード(「軸方向のフィード」ともいう)Saxのみが必要であり、歯車形削りにとって一般的である所謂成形動作は省略される。したがって、スカイビングにおいて、戻りストロークの動作も生じない。
【0010】
スカイビングにおける切削速度は、スカイビングツール10又はワークピース20の速度と、回転軸R1,R2間の適用される軸交角Σとから直接影響を受ける。軸交角Σ、ひいてはスライド成分は、所定速度での材料を加工するために最適な切削速度が実現されるように選択されるべきである。
【0011】
公知のスカイビング法の連続した動作と更なる詳細とが、上述の図2Aの概略図から理解され得る。図2Aは、円筒状のワークピース20における外歯車の歯のスカイビングを示す。ワークピース20とツール10(ここでは円筒状のスカイビングツール10)とは、図2Aに見られるように、例えば角速度ω1,ω2で、反対方向に回転する。
【0012】
加えて、更なる相対運動が存在する。ワークピース20の歯幅全体をツール10で加工できるようにするために、上述した軸方向のフィードSaxが必要である。該軸方向のフィードにより、ワークピース20の回転軸R2に平行な方向において、ワークピース20に対するツール10の変位が生じる。このツール10の移動方向は、図2Aにおいて符号Saxで示されている。ワークピース20上においてヘリカルギヤの歯の形成が望まれている場合(すなわちβ2≠0である場合)、軸方向のフィードSaxに差のフィードSDが重ね合わされ、この差のフィードSDは、図2Aに示されるように、回転軸R2周りのワークピース20の更なる回転に対応する。ワークピース20に対するツール10のフィードが、生成される歯間の方向に生じるような設計観点で、差のフィードSDと軸方向のフィードSaxとは互いに適応される。さらに、例えば、ワークピース20の歯車の歯の凸性に影響を与えるために、径方向のフィードSradが用いられてもよい。
【0013】
スカイビングにおいて、切削速度のベクトルvcは、実質的に、ツール10及びワークピース20の回転軸R1,R2の2つの速度ベクトルv1,v2の差として生じ、これらの速度ベクトルは、互いに対して軸交角Σだけ傾斜している。速度ベクトルv1は、ツール10の外周における速度ベクトルであり、速度ベクトルv2は、ワークピース20の外周における速度ベクトルである。スカイビングプロセスの切削速度vcは、軸交角Σと、対応するヘリカルギヤリングにおける回転速度とによって変更されてもよい。軸方向のフィードSaxは、上述したように比較的遅いため、切削速度vcに少ししか影響を与えず、スカイビング法において無視してもよい。そのため、軸方向のフィードSaxは、図2Aにおけるベクトルv1,v2,vcを有するベクトル図において考慮に入れられていない。
【0014】
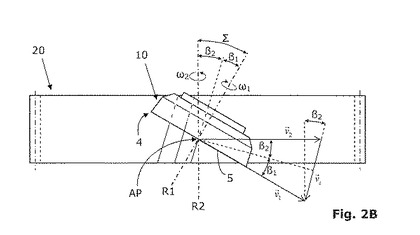
図2Bに、円錐形のスカイビングツール10を用いたワークピース20の外歯車の歯のスカイビングが示されている。図2Bにも、軸交角Σ、切削速度のベクトルvc、ツール10の外周における速度ベクトルv1、及び、ワークピース20の外周における速度ベクトルv2が示され、さらにツール10のねじれ角β1とワークピース20のねじれ角β2とが示されている。ここでは、ねじれ角β2がゼロでない。図2Bにおいて、ツール10のトゥースヘッド(tooth head)には参照符号4が付されている。図2Bにおいて、トゥースフェイス(tooth face)には参照符号5が付されている。2つの回転軸R1,R2は交差せず、むしろ、互いに対してねじれの位置関係で配置されている。円錐形のスカイビングツール10を用いる場合、先端逃げ角(end relieve angles)を設けるためにスカイビングツール10の傾斜(tilting)は必要でないため、典型的には、2つの回転軸R1,R2の共通垂線上に設計点APが選択される。この場合、設計点APは、所謂接点(contact point)BPと一致する。対応するヘリカル回転ギヤリングのピッチ円は、設計点APにおいて接する。
【0015】
スカイビングでは、少なくとも1つの幾何学的に決定された側面の刃先を備えたツール10が用いられる。図2A及び図2Bにおいて、前記側面の刃先は図示されていない。前記側面の刃先の形状および配置は、実際には、具体的構成において考慮に入れられるべきものである。
【0016】
さらに、スカイビングではツール自体が非常に重要である。図2Aに示される例において、スカイビングツール10は平歯車の形状を有する。図2Aにおけるメインボディの外形は円筒形である。しかしながら、その外形は、図2Bに示されるような円錐形であってもよい。スカイビングツール10の歯車の歯は前記側面の刃先の全長に亘って係合するため、ツール10の各歯は、側面の刃先において十分な逃げ角を必要とする。
【0017】
スカイビングにおいて所謂半完結法が適用されてもよいことが知られている。半完結メソッドと呼ばれる方法では、第1のステップで歯間の左右両側面が加工されるが、左右の一方の側面の形状しか仕上げ加工されない。そして、第2のステップでは、マシン設定が変更された後、所望のギャップ幅及び歯の形状を得るために左右一方の側面が再加工される。半完結メソッドが採用される1つの理由は、側面がより自由に構成され得ることである。すなわち、所謂歯面修整を完結メソッドよりも容易に行うことができる。さらに、半完結では、ギャップ幅がワークホイールのシンプルな旋回により変更されることから、歯の厚みも補正することができる。
【0018】
半完結メソッドは、Zyklo-Palloid(商標名)メソッドで予備加工されるギヤの歯を単一割出法で研削することから、もともとはベベルギヤで知られている。
【0019】
以前のスカイビング法のいくつかの研究により、スカイビングツール10の構成によっては、スカイビングツール10の激しい摩耗が生じ得ることが示されている。この提言は、スカイビングに半完結法を適用する場合にも当てはまる。したがって、スカイビングツール10の摩耗を低減でき、スカイビングツール10を長寿命化することができる解決策が求められる。ワークピース20の歯切り中の生産コストはツールの寿命により実質的に影響されるため、スカイビングメソッドは、摩耗が低減されることでコスト的に有利になる。
【0020】
本発明の目的は、歯車毎ないしワークピース毎の生産コストの低減により区別される、歯車または別の周期構造の歯面を加工するための方法および装置を提供することである。
【0021】
特に、本発明の目的は、ツールの寿命を出来る限り長くすることである。
【発明の概要】
【0022】
この目的は、本明細書において交互式の半完結スカイビング法と呼ばれる本発明に係る方法により達成される。すなわち、前記目的は、半完結法の原理に基づいた本発明に係る方法により達成される。スカイビングツールの側面の刃先の、任意的には更にヘッドの刃先の負荷、ひいては摩耗を最大限均一にするために、交互式の方法が実行される。
【0023】
本発明の特徴は、例えば歯車の歯を製造しているとき、交互式の半完結法を適用することで、該歯の2つの側面が、異なる設定を用いるが、同じツールを用いて、継続的にスカイビング加工される。半完結法の性質上、例えば、ツールの全左側面の刃先が2回使用されるが、右側面の刃先は1回しか使用されないことになる。そこで、本発明によれば、同じツールが、先に、より激しく且つ/又はより長い加工時間にさらされた一方の側面の刃先(上述の例では左側面の刃先)が、次の工程では、激しさ又は頻度が低減されて使用されるような態様で歯車の歯を製造するように使用される。このことは、他方の側面の刃先(上述の例では右側面の刃先)が、第2の歯車の歯の製造中に、より激しく又はより高い頻度で使用されることによって、成し遂げられる。
【0024】
本発明は、主として、予備歯切りのために、すなわち、金属材料の加工のために開発されたものである。
【0025】
本発明によれば、側面の刃先の摩耗に加えて、ヘッドの刃先の摩耗も均一化、すなわち、均一に分散することができる。
【0026】
したがって、本発明は、交互式の半完結スカイビング法に関する。すなわち、本発明は、側面の刃先を交互に使用することによりツールの刃の負荷が出来る限り均一に分散されるように、半完結の態様が連続スカイビング法に適用される方法に関する。
【0027】
交互式の半完結スカイビング法は、歯車の歯などの回転対称性の周期構造の製造に関連して使用されることができる。
【0028】
交互式の半完結スカイビング法には、本明細書でスカイビングツールと呼ばれるツールが使用される。
【0029】
本発明は、回転対称性の周期構造を有する少なくとも2つのワークピースを1つのスカイビングツールのみを使用してスカイビング加工するための方法及び装置に関する。本発明では、
第1のワークピースを提供するステップと、
第2のワークピースを提供するステップと、が実行され、
第1のワークピースを提供するステップは、
第1のワークピースに対して、前記スカイビングツールを第1の相対位置に位置付けるステップと、
第1のワークピースの第1のスカイビング加工動作(「第1の加工段階」ともいう)を実行するステップであって、該第1のスカイビング加工動作において、第1のワークピースの周期構造の全右側面又は全左側面の一方を仕上げ加工し、他方を予備加工するステップと、
第1のワークピースに対して、前記スカイビングツールを第2の相対位置に位置付けるステップと、
第1のワークピースの第2のスカイビング加工動作(「第2の加工段階」ともいう)を実行するステップであって、該第2のスカイビング加工動作において、第1のワークピースの周期構造の左右の側面のうち、第1のスカイビング加工動作において予備加工しかされなかった側面を仕上げ加工するステップと、を有し、
第2のワークピースを提供するステップは、
第2のワークピースに対して、前記スカイビングツールを第3の相対位置に位置付けるステップと、
第2のワークピースの第3のスカイビング加工動作(「第3の加工段階」ともいう)を実行するステップであって、該第3のスカイビング加工動作において、
第1のワークピースにおいて第1のスカイビング加工動作の実行中に前記周期構造の全左側面が仕上げ加工された場合に、第2のワークピースの周期構造の全右側面を仕上げ加工するとともに、前記左側面を予備加工する動作と、
第1のワークピースにおいて第1のスカイビング加工動作の実行中に前記周期構造の全右側面)が仕上げ加工された場合に、第2のワークピースの周期構造の全左側面を仕上げ加工するとともに、前記右側面を予備加工する動作とのうち、いずれか一方の動作を実行するステップと、
第2のワークピースに対して、前記スカイビングツールを第4の相対位置に位置付けるステップと、
第2のワークピースの第4のスカイビング加工動作(「第4の加工段階」ともいう)を実行するステップであって、該第4のスカイビング加工動作において、第2のワークピースの周期構造の左右の側面のうち、第3のスカイビング加工動作において予備加工しかされなかった側面を仕上げ加工するステップと、を有する。
【0030】
ここで、第1及び第2の加工段階の後、直ちに第3及び第4の加工段階を続けなければならないわけではないことに留意されたい。例えば、第1及び第2の加工段階で複数のワークピースが加工され、その後に、別のワークピースが第3及び第4の加工段階で加工されてもよい。ただし、結果的には、半完結加工を交互に行うことで、スカイビングツールの右側面の刃先の負荷と左側面の刃先の負荷とが略均一に分散されることは保証されるべきである。
【0031】
ここで、ワークピースの前記回転対称性の周期構造は、必ずしも、対称な歯、すなわち、対称な歯間、溝またはチャンネルを有する必要はない。簡潔にする目的で、本願図面および明細書の後の説明では、対称な歯を有するワークピースが図示および説明されている。しかしながら、本発明は、非対称の構造にも適用することができる。
【0032】
少なくとも、第1の相対位置と第2の相対位置とは互いに異なり、第3の相対位置と第4の相対位置とは互いに異なることに留意されたい。全ての実施形態において、第1の相対位置は、第4の相対位置に一致することが好ましく、第2の相対位置は、第3の相対位置に一致することが好ましい。
【0033】
スカイビングツールにおいて、ヘッドの刃先は、第1のワークピース及び第2のワークピースにおいて製造される歯間の歯底におけるギャップ幅よりも小さい幅を有する。
【0034】
さらに、本発明によれば、ワークピースにおけるギャップ幅に対応してヘッドの刃の幅が選択されることで、ヘッドの刃の摩耗を均一に分散させることができる。したがって、ヘッドの刃は、前記歯底におけるギャップ幅の3分の2以下の幅を有することが特に好ましい。
【0035】
全ての実施形態において、本発明のスカイビングは、歯又は別の周期構造が形成されるまでワークピースの材料が連続的に除去されるように、ワークピースとツールとの相対動作が予め定義され、実行されることを特徴とする。
【0036】
本発明によれば、歯の頂部に影響を及ぼすために、例えば、独国特許出願DE3915976A1の技術的教唆に従って、スカイビングツールの相対フィード動作に径方向の移動が重ね合わされてもよい。
【0037】
本発明に係る方法は、「歯車の歯」を持たないワークピース、すなわち、ハード加工前のソフト加工(「予備歯切り」という)の範囲に好適に利用される。
【0038】
本発明に係る方法は、所定状況下ではハード加工に利用することもできる。
【0039】
スカイビング加工中、回転しているツールは、回転しているワークピースに対して、第2の回転軸の方向に沿って、軸方向のフィード動作を実行し、この軸方向のフィード動作は、切削方向に対して同じ方向または反対方向に拡がる。
【0040】
ツールの回転軸は、常に、本発明に係るスカイビングにおけるワークピースの回転軸に対して傾いて位置付けられ、すなわち、軸交角Σは常にゼロでない。
【0041】
さらに、例えば、本願の出願人により2011年5月26日に欧州特許出願第11167703.5号として欧州特許庁に提出された特許出願の明細書に記載されているように、本発明に係るスカイビング中に、ツールは、ワークピースに対して接近する方向または離反する方向に傾けられてもよい。
【0042】
本発明に係るスカイビングは、連続的なチップ除去メソッドである。
【0043】
本発明に係るツールは、全ての実施形態において、所謂コンプリートツールとして構成されてもよく、該コンプリートツールは、1つの部材により実行されるツールである。コンプリートツールでは、刃がツールと一体的な構成要素となる。
【0044】
全ての実施形態において、ディスク状、リング状、又は、プレート状のカッタヘッドのメインボディを有し、該メインボディに、好ましくはバーカッタで構成されたカッタインサートが設けられたカッタヘッドツール(本明細書では「バーカッタツール」という)が特に好ましい。本発明の実施形態では、ディスク状又はプレート状のカッタヘッドのメインボディを有し、該メインボディに切削プレートが設けられたツールであってもよい。
【0045】
本発明によれば、前記バーカッタツールのシャフトは、別のスカイビングツールよりも狭く構成されてもよい。これにより、パッキング密度(packing density)をより高くすることができる。他の半完結法に比べて、より多くのバーカッタツールが、ディスク状、リング状またはプレート状のカッタヘッドのメインボディに収められてもよい。
【0046】
本発明の方法は、外側ツールだけでなく、内側ツールにも適用することができる。
【0047】
本発明は、従来の半完結スカイビングに比べて、多くの利点を提供し、その利点を以下に簡潔に列挙する。
・ツールの寿命を長くすることができる。
・ワークピースのコストを低減できる。
・ツールの故障を抑制することができる。
・費用対効果を高めることができる。
【0048】
本発明に係る方法は、乾式加工および湿式加工のいずれに関連づけても実行することができる。
以下、本発明の更なる詳細および効果が、実施例に基づいて且つ図面を参照して説明される。簡潔にする目的で、全ての概略図面におけるピッチ円(ピッチ円筒)において、ワークピースとスカイビングツールは単純化されている。ただし、図示された関係は、歯の高さを有する全ての歯にも当てはまる。
【図面の簡単な説明】
【0049】
【図1】外側が歯切りされるワークピースに歯車形削り中に係合する円筒状の外形を有する成形ホイールの概略図を示す。
【図2A】外側が歯切りされるワークピースにスカイビング中に係合する円筒状の外形を有するすぐばスカイビングホイールの概略図を示す。
【図2B】外側が歯切りされるワークピースにスカイビング中に係合する円錐状の外形を有するはすばスカイビングホイールの概略図を示す。
【図3A】スカイビングツールの刃の左右両側面の刃先とヘッドの刃先とを用いて、第1のワークピースの左側面の仕上げ歯切りと右側面の予備歯切りとが同時に行われる第1の加工段階の概略断面図を示す。
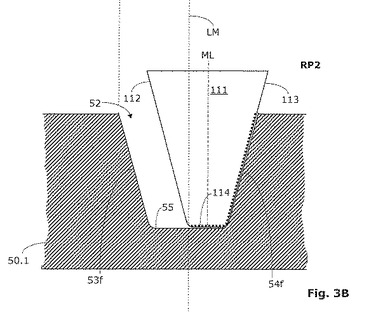
【図3B】スカイビングツールの刃の右のみの側面の刃先とヘッドの刃先とを用いて、第1のワークピースの右側面の仕上げ歯切りが行われる第2の加工段階の概略断面図を示す。
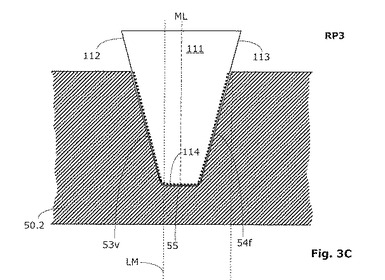
【図3C】スカイビングツールの刃の左右両側面の刃先とヘッドの刃先とを用いて、第2のワークピースの右側面の仕上げ歯切りと左側面の予備歯切りとが同時に行われる第3の加工段階の概略断面図を示す。
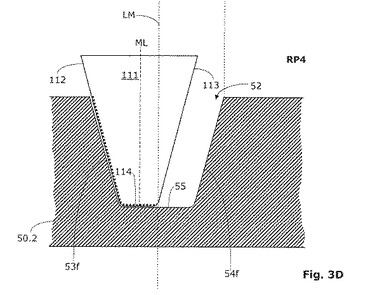
【図3D】スカイビングツールの刃の左のみの側面の刃先とヘッドの刃先とを用いて、第2のワークピースの左側面の仕上げ歯切りが行われる第4の加工段階の概略断面図を示す。
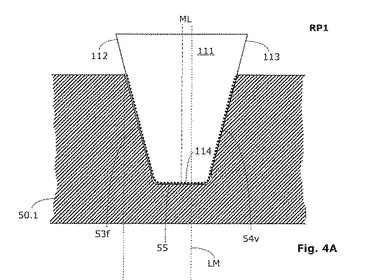
【図4A】スカイビングツールの刃の左右両側面の刃先とヘッドの刃先全体とを用いて、第1のワークピースの左側面の仕上げ歯切りと右側面の予備歯切りとが同時に行われる第1の加工段階の概略断面図を示す。
【図4B】スカイビングツールの刃の右のみの側面の刃先とヘッドの刃先の右部分のみとを用いて、第1のワークピースの右側面の仕上げ歯切りが行われる第2の加工段階の概略断面図を示す。
【図4C】スカイビングツールの刃の左右両側面の刃先とヘッドの刃先全体とを用いて、第2のワークピースの右側面の仕上げ歯切りと左側面の予備歯切りとが同時に行われる第3の加工段階の概略断面図を示す。
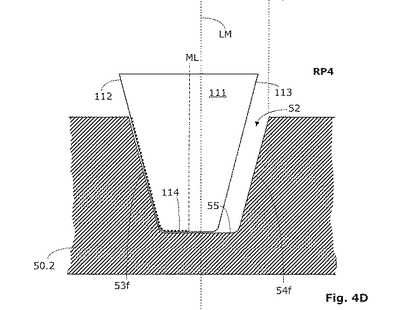
【図4D】スカイビングツールの刃の左のみの側面の刃先とヘッドの刃先の左部分とを用いて、第2のワークピースの左側面の仕上げ歯切りが行われる第4の加工段階の概略断面図を示す。
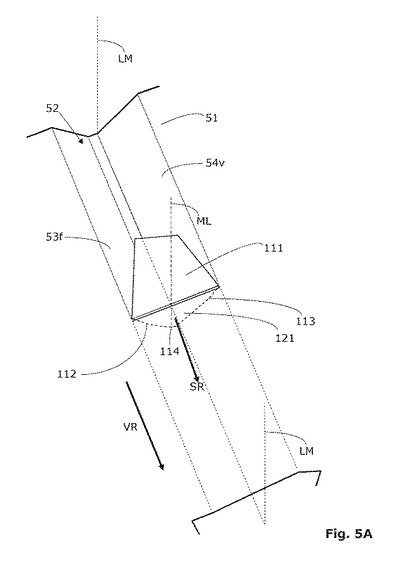
【図5A】第1の加工段階において刃が歯間を通過するときの刃の位置が概略的に示された、ワークピースの一部の平面図を示す。
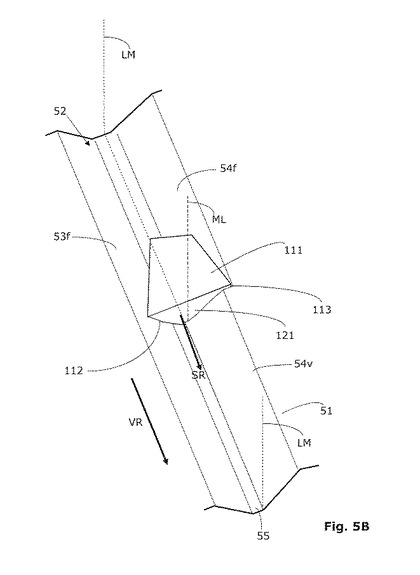
【図5B】第2の加工段階において刃が歯間を通過するときの刃の位置が概略的に示された、図5Aのワークピースの一部の平面図を示す。
【図6】第2の加工段階においてスカイビングツール(図示せず)の刃を有するカッタバーが歯間を通るように案内される態様を理解できるようにした、スカイビング中におけるワークピースの一部を示す図である。
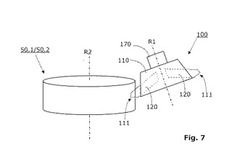
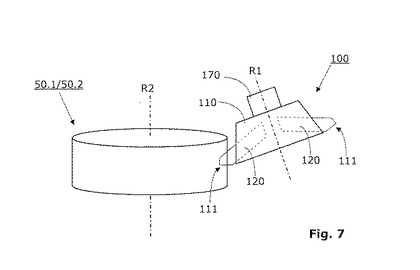
【図7】外側で歯切りされる円筒状のワークピースと、−20°の傾斜角度δで本発明に使用され得る、円錐状に先細のスカイビングツールとを示す概略図である。
【図8】カッティングホイールコンプリートツールで構成されたスカイビングツールの概略図を示す。
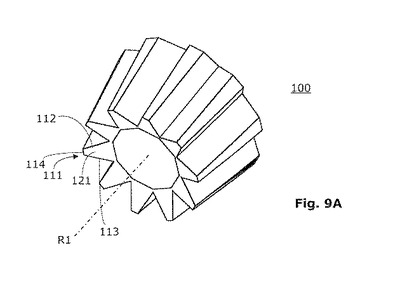
【図9A】正の傾斜角度δでの使用に適したカッティングホイールコンプリートツールで構成された、別のスカイビングツールの概略図を示す。
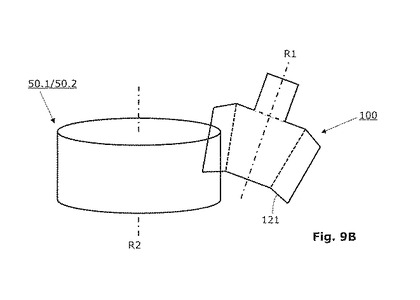
【図9B】外側で歯切りされる円筒状のワークピースと、+20°の傾斜角度δが予め定義された図9Aのスカイビングツールとを示す概略図である。
【図10A】負の傾斜角度δでの使用に適したカッティングホイールコンプリートツールで構成された、別のスカイビングツールを示す概略図である。
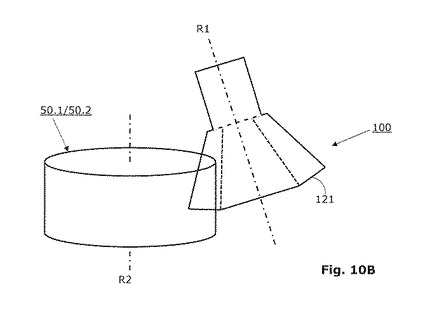
【図10B】外側で歯切りされる円筒状のワークピースと、−20°の傾斜角度δが予め定義された図10Aのスカイビングツールとを示す概略図である。
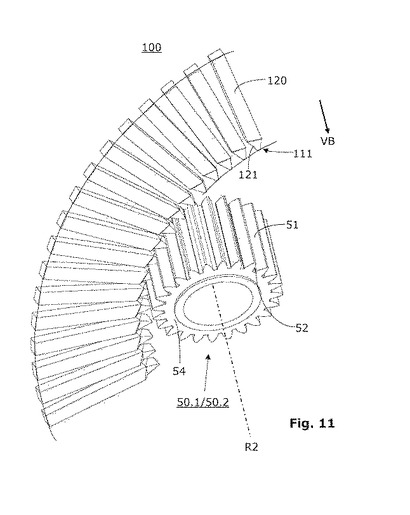
【図11】斜め下方からのすぐばワークピースの内側スカイビング中における所謂インナースカイビングリングの一部を示す概略斜視図であり、該インナースカイビングリングのいくつかのカッタバーのみが図示され、該インナースカイビングリングのリング状のメインボディの図示が省略された図である。
【図12】内側で歯切りされるワークピースの歯切り中における、スカイビングツールを有する本発明に係るマシンの概略図を示す。
【発明を実施するための形態】
【0050】
本発明の説明に関して、関連のある出版物および特許にも使用される用語が使用される。ただし、これらの用語は、よりよい理解に役立つために使用されるに過ぎないものである。本発明の考え、及び本願請求項の保護範囲は、用語の特異な選択によってそれらの範囲内に限定されるべきものでない。本発明は、他の用語システム及び/又は技術分野に容易に転換することができる。それらの用語は、他の技術分野において適切に使用されるべきである。
【0051】
回転対称性の周期構造(rotationally-symmetric, periodic structures)は、例えば、内側および/または外側の歯を有する(平歯車などの)歯車である。ただし、回転対称性の周期構造は、例えば、ブレーキディスク、クラッチ要素またはトランスミッション要素などであってもよい。特に、本発明は、ピニオンシャフト、ウォーム、歯車ポンプ、リングジョイントハブ(リングジョイントは、例えばディファレンシャルから車輪に力を伝達するための自動車部品に使用される。)、スプラインシャフト接続部、スライディングスリーブ、ベルトプーリなどの生産に関する。本明細書において、周期構造は周期的反復構造ともいう。
【0052】
以下、主として、歯車、歯および歯間について説明する。ただし、上述のように、本発明は、他の周期構造を備えた他の部品に転用することもできる。この場合、これらの他の部品は、歯間ではなく、例えば溝またはチャンネルを対象とする。
【0053】
以下、第1及び第2のワークピース50.1,50.2について説明する。第2のワークピース50.2は、典型的には、第1のワークピース50.1と比べて、未加工の状態の形状は異ならないが、仕上げ加工された状態での形状が異なる。典型的に、本明細書において第1の加工段階と呼ぶ第1のステップ後の第1のワークピース50.1と、本明細書において第3の加工段階と呼ぶ第3のステップ後の第2のワークピース50.2との間に相違がある。
【0054】
以下、図3A〜図3D及び図4A〜図4Dの概略図を参照しながら、本発明に係る方法の基本的な側面について説明する。
【0055】
図3A〜図3Dに基づいて、スカイビングツール100の全右側面の刃先113及び全左側面の刃先112の均一な負荷を主たる対象とする第1の方法について説明する。なお、第1の方法では、スカイビングツール100のヘッドの刃114の使用については、最適化されたものでない。図3A及び図3Bは、スカイビングツール100を用いて、回転対称性周期構造を有する第1のワークピース50.1をスカイビング加工することに関するものであり、図3C及び図3Dは、同じスカイビングツール100を用いて、回転対称性周期構造を有する第2のワークピース50.2をスカイビング加工することに関するものである。これらの図面は、非常に概略的なものであり、1つの歯間と、スカイビングツール100の1つの刃111のみを示している。図3A及び図3Bにおけるスカイビングツール100とワークピース50.1との位置関係と、図3C及び図3Dにおけるスカイビングツール100とワークピース50.2との位置関係とを理解できるようにすることを目的として、以下のラインが引かれている。ラインMLは刃111の中心線を表している。仮想のギャップの中心はラインLMで示されている。太い破線は、図示された瞬間においてワークピース50.1,50.2上の材料を取り除く刃111部分を概略的に示している。
【0056】
図面では便宜上、対称的な構造が示されているが、本発明のあらゆる実施形態において、歯または別の周期構造は非対称であってもよい。
【0057】
本実施形態の方法は、次のステップを有する。
[第1のワークピース50.1を提供するステップ]
このステップは、例えば、スカイビングマシン200内に第1のワークピース50.1を導入するステップと、ワークピーススピンドル180上に第1のワークピース50.1を固定するステップとを備えてもよい。
・このステップでは、先ず、第1のワークピース50.1に対する第1の相対位置RP1にスカイビングツール100が位置付けられる。第1の相対位置RP1は図3Aに示されている(このとき、中心線MLは仮想のギャップ中心LMよりも左側に位置する)。
・第1の相対位置RP1において、第1のワークピース50.1の第1のスカイビング加工動作(「第1の加工段階」という)が始まる。第1の加工段階の間、第1のワークピース50.1の周期構造の全右側面54又は全左側面53のいずれか一方が仕上げ加工され、他方の側面53,54が予備加工される。図3Aには一例が示されており、参照符号53f(「f」は「仕上げ(finish)」を意味する)で示されるように、第1の加工段階の間に左側面が仕上げ加工される。対照的に、右側面は、参照符号54v(「v」は「予備加工(premachined)」を意味する)で示されるように、予備加工されるのみである。第1の加工段階の間には全ての面の刃先112,113,114が全体的に使用される。
・続いて、スカイビングツール100は、第1のワークピース50.1に対する第2の相対位置RP2に位置付けられる。第2の相対位置RP2は図3Bに示されている(このとき、中心線MLは仮想のギャップ中心LMよりも右側に位置する)。
・第2の相対位置RP2において、第1のワークピース50.1の第2のスカイビング加工動作(「第2の加工段階」という)が始まる。第2の加工段階の間、第1のワークピース50.1の周期構造の左右の側面53,54のうち、先に第1の加工段階において予備加工しかされなかった側面が仕上げ加工される。図示された例において、参照符号54f(「f」は「仕上げ(finish)」を意味する)で示されるように、第2の加工段階の間に右側面が仕上げ加工される。第2の加工段階の間には、全右側面の刃先113と、ヘッド全体の刃先114とが使用される。このとき、左側面の刃先112は使用されない。
[第1のワークピース50.1の加工に続いて、又は、更に別の第1のワークピースが(同じ方法により)加工された後、第2のワークピース50.2を提供するステップ]
このステップは、例えば、スカイビングマシン200内に第2のワークピース50.2を導入するステップと、ワークピーススピンドル180上に第2のワークピース50.2を固定するステップとを備えてもよい。再固定を行うことなく、第1のワークピース50.1の加工から第2のワークピース50.2の加工への変更を可能にするために、スカイビングマシン200に2つのワークスピンドル180を設けてもよい。
・このステップでは、先ず、第2のワークピース50.2に対する第3の相対位置RP3にスカイビングツール100が位置付けられる。このとき、第2の相対位置RP2と同様、中心線MLは、仮想のギャップ中心LMよりも右側に位置する。
・(例えば第2の相対位置RP2に一致してもよい)第3の相対位置RP3において、第2のワークピース50.2の第3のスカイビング加工動作(「第3の加工段階」という)が始まる。第3の加工段階では、次の2つの加工のうちいずれか一方が行われる。一方の加工では、(図3Aの場合のように)第1のワークピース50.1における第1のスカイビング加工動作の実行中に第2のワークピースの周期構造の全ての左側面53が仕上げ加工された場合において、(図3Cに示すように、)第2のワークピース50.2の周期構造の全ての右側面54が仕上げ加工されると共に、全ての左側面53が予備加工される。他方の加工では、第1のワークピース50.1における第1のスカイビング加工動作の実行中に第2のワークピースの周期構造の全ての右側面54が仕上げ加工された場合において、第2のワークピース50.2の周期構造の全ての左側面53が仕上げ加工されると共に、全ての右側面54が予備加工される。
図3A〜図3Dに示す例では、図3Aにおける参照符号53f(「f」は「仕上げ(finish)」を意味する)に示すように、第1の加工段階中に第1のワークピース50.1で前記周期構造の全左側面が仕上げ加工された。したがって、(図3Cに示される)第3の加工段階中に、図3Cにおいて参照符号54f(「f」は「仕上げ(finish)」を意味する)で示されるように、第2のワークピース50.2の周期構造の全ての右側面が仕上げ加工された。図3Cにおいて参照符号53v(「v」は「予備加工(premachined)」を意味する)で示されるように、左側面は予備加工のみされた。全ての面の刃先112,113,114は、そっくりそのまま第3の加工段階中に再び使用される。
・続いて、スカイビングツール100は、第2のワークピース50.2に対する第4の相対位置RP4に位置付けられる。図3Aと図3Dとの比較に基づいて明らかなように、第4の相対位置RP4は、図示された例において、第1の加工位置RP1に一致している。第1の相対位置RP1の場合と同様、中心線MLは、仮想のギャップ中心LMよりも左側に位置する。
・第4の相対位置RP4において、第2のワークピース50.2の第4のスカイビング加工動作(「第4の加工段階」という)が始まる。第4の加工段階中には、第3の加工段階中に予備加工しかされなかった第2のワークピース50.2の周期構造の側面53,54が仕上げ加工される。図示された例では、図3Dにおいて参照符号53f(「f」は「仕上げ(finish)」を意味する)で示されるように、左側面が仕上げ加工される。第4の加工段階中に、全左側面の刃先112とヘッド全体の刃先114とが使用される。ここでは、右側面の刃先113は使用されない。
【0058】
概して、図3A〜図3Dに係る第1のワークピース50.1及び第2のワークピース50.2の製造中において、1つのカッタで切削される歯間52毎に、左側面の刃先112は3回使用され、右側面の刃先113は3回使用され、ヘッドの刃先は4回使用される。したがって、側面の刃先112,113には均一に負荷がかかる。
【0059】
さらに、図3A〜図3Dに見られるように、刃111には、右側面の刃先113と、左側面の刃先112と、ヘッドの刃先114とが設けられている。図示された例において、ヘッドの刃先114は、(図面の面において、)製造される歯間52の歯底55の底幅の半分に概ね一致する幅を有する。この寸法の結果、第1のワークピース50.1の加工中、具体的には、第1の加工段階(図3A)及び第2の加工段階(図3B)の間に、ヘッドの刃先114が2回使用されることになる。第2のワークピース50.2においても、結果的に、ヘッドの刃先114は2回使用される。対照的に、ヘッドの刃先114の幅が、製造される歯間52の底幅の半分よりも大きい場合、図4A〜図4Dに基づいて後述するように、ヘッドの刃先114の一部のみが複数回使用される。
【0060】
図4A〜図4Dに基づいて、スカイビングツール100の全右側面の刃先113と全左側面の刃先112との均一な負荷のみを対象としない第2の方法について説明する。なお、第2の方法では、スカイビングツール100のヘッドの刃先114の使用については、最適化されたものでない。図4A及び図4Bは、また、スカイビングツール100を使用しながら、回転対称性の周期構造を有する第1のワークピース50.1をスカイビング加工することに関し、図4C及び図4Dは、同じスカイビングツール100を使用しながら、回転対称性の周期構造を有する第2のワークピース50.2をスカイビング加工することに関する。
【0061】
図4A〜図4Dは図3A〜図3Dに実質的に対応するため、図3A〜図3Dの説明が参照される。以下、本質的に異なることについてのみ説明する。図4B及び図4Dに示されるように、ヘッドの刃先114は、歯底55におけるギャップ幅の約3分の2に一致する幅を有する。
【0062】
図4Aに示される第1の加工段階において、図4Aにおいて太い破線で示されるように、全側面の刃先112,113とヘッド全体の刃先114とが使用される。図4Aにおいて、左側面53fは仕上げ加工され、右側面54vは予備加工される。さらに、歯底は、ヘッドの刃先114の全幅に亘って加工された。
【0063】
図4Bにおいて、第2の加工段階において右側面54fは仕上げ加工される。さらに、歯底55におけるギャップ幅の右側約3分の1の部分が仕上げ加工される。図4Bに示される第2の加工段階において、図4Bにおける太い破線で示されるように、右側面の刃先113と、ヘッドの刃先114のせいぜい右側半分のみが使用される。
【0064】
図4Cに示される第3の加工段階において、図4Cの太い破線で示されるように、全側面の刃先112,113とヘッド全体の刃先114とが再び使用される。図4Cにおいて、右側面54fが仕上げ加工され、左側面53vが予備加工される。さらに、歯底はヘッドの刃先114の全幅に亘って加工された。
【0065】
図4Dでは、第4の加工段階中に左側面53fが仕上げ加工される。さらに、歯底55におけるギャップ幅の左側約3分の1の部分が仕上げ加工される。図4Dに示される第4の加工段階では、図4Dの太い破線で示されるように、左側面の刃先112と、ヘッドのせいぜい左側半分の刃先114のみが使用される。
【0066】
結果的に、図4A〜図4Dに係る第1のワークピース50.1及び第2のワークピース50.2の製造中、1つのカッタにより切削される歯間52毎に、左側面の刃先112が3回使用され、右側面の刃先113が3回使用され、ヘッドの刃先114が3回使用される。したがって、側面の刃先112,113とヘッドの刃先114とには均一に負荷がかかる。
【0067】
刃111は、コンプリートツール、バーカッタツール又はカッティングプレートツールとして組み込まれたスカイビングツール100の一部であってもよい。
【0068】
図5A及び図5Bは、図3A及び図3Bにおける状態に概ね一致する図を示す。
【0069】
図5Aは、刃111が歯間52を通過するときの刃の位置が概略的に示された、ワークピース50.1の一部の平面図を示す。図5A及び図5Bに基づいて、フィード方向VR、切削方向SR、刃111の位置、及び、切削面121の概略形状が理解され得る。フィード方向VRはギャップ方向に延び、ワークピース50.1の軸方向のフィードと、該軸方向のフィードに組み合わされる差のフィードとで構成される。切削方向SRは、ここでフィード方向VRと共に鋭角を形成する。図5Aは、例えば第1の加工段階中における概略的なスナップショットを示す。図5Aにおいて、側面の刃先112,113とヘッドの刃先114とは破線で示され、刃111のこれらの要素は、ワークピース50.1の材料で隠されている。図示された瞬間において、両側面の刃先112,113とヘッドの刃先114とが使用されている。
【0070】
図5Bは、例えば第2の加工段階中の概略的なスナップショットを示す。側面の刃先112は見える。側面の刃先113はほんの小さな部分だけが見て取れる。ヘッドの刃先114は、図5Bにおいてワークピース50.1の材料に隠されている。よりよい説明のために、図5A及び図5Bにおいても補助線LM,MLが図示されており、これらの補助線の意味は、図3A〜図3Dの文脈で説明した通りである。
【0071】
図6は、本発明に係るスカイビング中における第2のワークピース50.2の一部を示し、この図6により、刃111を有するカッタバー120が歯間52を通るように案内される態様を理解できる。図6に示されるスカイビングツール100(「バーカッタツール」という)は、複数のカッタバー120を受けるためのメインボディを備える。ただし、図6では、スカイビングツール100の1つのカッタバー120のみが図示されている。
【0072】
全ての実施形態において、各刃111は1つの切削面121を有し、全ての切削面121は、ツール100の回転軸R1に対して、正面側の平面または円錐面上に回転対称性をもって配置されることが好ましい(任意的に、端面または円錐面に対して1段階の角度だけ個々に傾けられてもよい)。
【0073】
すなわち、切削面121は、端面に生じ得る正面の円錐面上において、ツール100の回転軸R1に対して回転対称性をもって配置されることが好ましい。
【0074】
切削面121は、カッティングヘッド(刃111)上に、フラットな平面または僅かに湾曲した平面として組み込まれてもよい。また、切削面121は、カッティングフェイスの基準面に対して僅かにアーチ状に曲がっていてもよい。
【0075】
本発明によれば、2つの回転軸R1,R2は、常に互いに対して傾斜して(ねじれて)いる。したがって、軸交角Σは常にゼロではない。
【0076】
ツール100は、スカイビング中において、ワークピース50.1,50.2に対して接近する方向または離反する方向に傾けられることが好ましい。ツール100の当該傾斜度は任意である。この傾きは、通常、衝突を回避するために使用される。当該傾斜角度をδとする。この傾斜についての詳細は、例えば、本願の出願人により2011年5月26日に欧州特許出願第11167703.5号として欧州特許庁に提出された特許出願の明細書において説明されている。
【0077】
傾斜角度δは、−30°から+30°までの範囲内であることが好ましい。
【0078】
図7は、本発明の文脈において−20°の傾斜角度で使用され得る円錐形テーパ状スカイビングツール100の概略図である。図7の概略図に示されるように、スカイビングツール100は、所謂カッタヘッドツールであり、(円錐台形状を有する)カッタヘッドのメインボディ110を備え、好ましくはバーカッタ120の形状でカッタ挿入部が設けられている。スカイビングツール100は、非常に概略的に図示されたツールスピンドル170を介してマシン200に駆動連結されている。スカイビングツール100は、傾斜角度δが−20°であってもスカイビング中にスカイビングツール100のワークピース50.1又は50.2との衝突が生じないように選択された、(カッタバー120を含むカッタヘッドのメインボディ110の三次元末梢形状の意味における)衝突曲線を有する。
【0079】
しかしながら、スカイビングツール100は、例えば図8に示されるように、別の形状を有してもよい。図8は、カッティングホイールの形状を有するスカイビングツール100を示す。このツールは、刃111がスカイビングツール100の一部となっているコンプリートツールである。スカイビングツール100は複数の刃111を有し、図8では、そのうちの1つの刃に参照符号111が付されている。スカイビングツール100のメインボディは、円錐団ディスクの形状、又は、円錐台状のプレートを有する。スカイビングツール100の隣に、1つの刃111が拡大して図示されている。この刃111に、側面の刃先112,113、ヘッドの刃先114及び切削面121が示されている。
【0080】
図9Aは、本発明と共に使用され得る別のスカイビングツール100を示す。刃111の切削面121は、(任意に傾けられた)円錐面上に配置されている。図9Bは、図9Aに係るスカイビングツール100を円筒状のワークピース50.1又は50.2と共に示す。スカイビングツール100は、大きな傾斜角度δでワークピース50.1,50.2に対して傾けられている。傾斜角度δは約20°である。
【0081】
図9A及び図9Bに示されるスカイビングツール100は、すぐばベベルギヤの形状を有し、このベベルギヤの歯が刃111に相当する。切削面121は、比較的小さな径を有する端面上に位置付けられている。より正確には、補助的な錐面上、すなわち、(任意に互いに傾けられた)円錐面上に切削面121が配置されている。図示されたスカイビングツール100のねじれ角β1は0°である。ねじれ角β1が0°でない場合、当該スカイビングツール100は、ヘリカルベベルギヤの基本形状を有する。
【0082】
図10Aは、本発明と共に使用され得る別のスカイビングツール100を示す。刃111の切削面121は、(任意に傾けられた)円錐面上に配置されている。図10Bは、図10Aに係るスカイビングツール100を円筒状のワークピース50.1又は50.2と共に示す。スカイビングツール100は、大きな傾斜角度δでワークピース50.1,50.2に対して傾けられている。傾斜角度δは約−18°である。
【0083】
図10A及び図10Bに示されるスカイビングツール100は、すぐばベベルギヤの形状を有し、該ベベルギヤの歯は刃111に相当する。切削面121は、比較的大きな径を有する端面に位置付けられている。より正確には、補助的な錐面上、すなわち、(任意に互いに傾けられた)円錐面上に切削面121が配置されている。図示されたスカイビングツール100のねじれ角β1は0°である。ねじれ角β1が0°でない場合、当該スカイビングツール100は、ヘリカルベベルギヤの基本形状を有する。
【0084】
図11は、すぐばのワークピース50.1又は50.2の内側スカイビング中における所謂インナースカイビングリング100の一部を示す概略斜視図であり、該インナースカイビングリング100のいくつかのカッタバー120のみが図示されている。歯51、又は、歯51の間の歯間52は、それぞれ、すぐばのワークピース50.1,50.2上ですでにほとんど仕上げられている。インナースカイビングリング100のリング形状のメインボディの図示は省略された。カッタバー120の(断面矩形で図示された)狭いシャフトがどのようにしてリング形状のメインボディ内で問題なく、すなわち、衝突することなく配置され得るかは、図11に基づいてよく理解されよう。刃111と切削面121は、図11における1つのカッタバー120上に示されている。刃111の切削面121は、図示された例において、端面に対して僅かに傾けられている。
【0085】
内側スカイビングのための対応する方法の詳細は、例えば、本願の出願人により2011年7月14日に欧州特許出願第11173901.7号として欧州特許庁に提出された特許出願の明細書において説明されている。
【0086】
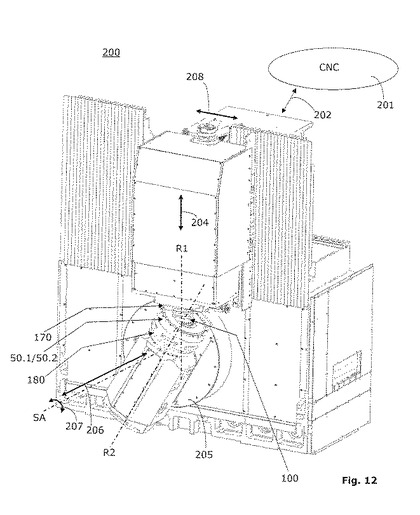
本発明に係る交互式の半完結スカイビング用に構成されたマシン200は、軸R1,R2のカップリング、又は、軸運動の協調(コーディネーション)をそれぞれ可能にするCNC制御部201を有する。CNC制御部201は、マシン200の一部であってもよいし、あるいは、外付けされてマシン200への通信接続202用に構成されてもよい。対応するマシン200は、ワークピース50.1又は50.2(図示された例においてワークピース50.1又は50.2は、内側で歯切りされるワークピースである。)に対してスカイビングツール100のフィード動作VBを実行するために、所謂「電気的ギヤ列」または「電気的若しくはプログラム化した軸カップリング」を備える。種々の加工段階において、スカイビングツール100とワークピース50.1,50.2との間に、ヘリカルギヤの駆動の相対移動に対応する相対移動が生じるように、スカイビングツール100及びワークピース50.1,50.2の組み合わされた動作は実行される。電気的なギヤ列、又は、電気的若しくはプログラム化した軸カップリングは、それぞれ、マシン200の少なくとも2つの軸の速度の同期を保証する。この場合、少なくとも、ツールスピンドル170の回転軸R1は、ワークピーススピンドル180の回転軸R2に組み合わされる。さらに、ツールスピンドル170の回転軸R1は、全ての実施形態において方向R2における軸方向のフィード動作VBに組み合わされることが好ましい。この軸方向のフィード動作VBは、(垂直な)動作204と(水平な)動作208との重ね合わせから生じる。さらに、ワークピーススピンドル180は、両矢印206に示されるように、旋回軸SAに平行な(回転式)キャリッジ205により並進移動され得る。さらに、ワークピーススピンドル180とワークピース50.1,50.2とを含む(回転式)キャリッジ205は、両矢印207に示されるように、旋回軸SAを中心として回転可能である。軸交角Σは、旋回軸SAを中心とした回転により設定され得る。両回転軸R1,R2の軸間隔は、並進移動動作206により設定され得る。
【0087】
マシン200は、図12に示されるように、垂直な配置に基づいて好適に用いられる。このような垂直な配置において、ツールスピンドル170を含むスカイビングツール100は、ワークピーススピンドル180を含むワークピース50.1,50.2の上に位置付けられるか、又は、その逆の位置付けとなる。スカイビングにおいて生じる切り屑は、重力の影響により下方へ落下し、例えばチップベッド(図示せず)によって除去されてもよい。
【0088】
さらに、本発明に係るスカイビング用に構成されたマシン200は、正確で複雑な幾何学的かつ運動学的なマシン設定と、上述の軸の軸運動とを保証する。全ての実施形態において、マシン200は6つの軸を有することが好ましい。以下の軸方向の動作が好ましい。
・第1の回転軸R1を中心としたスカイビングツール100の回転
・この回転に組み合わされる、第2の回転軸R2を中心としたワークピース50.1,50.2の回転
・旋回軸SAを中心とした回転動作
・矢印204に平行な垂直な並進移動
・矢印206に平行な水平な並進移動
・矢印208に平行な水平な並進移動
【0089】
上述のスカイビング法は、全ての実施形態において乾式または湿式のいずれにも適用することができ、乾式においてスカイビングを使用することがより好ましい。
【0090】
上述のスカイビング法の利用範囲は広く、種々の回転対称性周期構造の製造への利用にまで及ぶ。
【符号の説明】
【0091】
1 :成形ホイール
2 :ワークピース
4 :トゥースヘッド
5 :トゥースフェイス
10 :スカイビングツール
20 :(スカイビング加工される)ワークピース
50.1:第1の(スカイビング加工される)ワークピース
50.2:第2の(スカイビング加工される)ワークピース
51 :歯
52 :歯間
53 :左側面
53v :予備加工された左側面
53f :仕上げ加工された左側面
54 :右側面
54v :予備加工された右側面
54f :仕上げ加工された右側面
55 :歯底
100 :スカイビングツール
110 :カッタヘッドのメインボディ
111 :刃cutting teeth/cutting heads
112 :第2の側面の刃先/左側面の刃先
113 :第1の側面の刃先/右側面の刃先
114 :ヘッドの刃先
120 :カッタバー
121 :切削面
170 :ツールスピンドル
180 :ワークピーススピンドル
200 :マシン
201 :CNC制御部
202 :通信接続
204 :垂直移動コンポーネント
205 :キャリッジ
206 :並進移動
207 :旋回移動
208 :水平な並進移動
AP :設計点
BP :接点
β1 :ツールのねじれ角
β2 :ワークピースのねじれ角
δ :傾斜角度(図示せず)
LM :仮想のギャップ中心
ML :中心線
R1 :ツールの回転軸(ツール軸)
R2 :ワークピースの回転軸(ワークピース軸)
RP1 :第1の相対位置
RP2 :第2の相対位置
RP3 :第3の相対位置
RP4 :第4の相対位置
SA :旋回軸
Shk :ストローク動作
Sax :軸方向のフィード
SD :差のフィード
Srad :径方向のフィード
SR :切削方向
Σ :軸交角
VB :フィード動作
VR :フィード方向
vc :切削速度の絶対値
ω1 :軸R1周りの回転
ω2 :軸R2周りの回転
【技術分野】
【0001】
本発明の対象は、ギヤの歯又は別の周期構造を半完結スカイビング加工するための方法、及び、半完結スカイビング法を遂行するための対応するスカイビングツールを有する装置である。
【背景技術】
【0002】
歯車を加工するための方法は多数存在する。大まかな(soft)予備加工において、ホブ加工(hobbing)、歯車形削り(gear shaping)、創成平削り(generating planing)及びパワースカイビング(power skiving)が知られている。次に説明するように、ホブ加工及びパワースカイビングは所謂連続法である。
【0003】
歯車の切削において、間欠割出法又は単一割出法と、ときには連続割出法又はフェイスホブとも呼ばれる連続法とが区別される。
【0004】
連続法では、例えば、カッタを備えた工具が、ワークピースの側面を切削するために用いられる。ワークピースは、一度のクランプで連続的に、すなわち途切れない方法で仕上げ切削される。連続法は、複雑で、組み合わされた動きの順序に基づくものであり、工具と、加工されるワークピースとが、互いに対する連続インデックス動作を実行する。このインデックス動作は、対応するマシンの複数の駆動軸が協調的に又は組み合わされて駆動されることによって起こる。
【0005】
単一割出法では、1つの歯間が加工され、その後、次の歯間が加工される前に、例えば、工具の相対運動と、所謂インデックス動作(インデックス回転)とが実行され、この間に、工具に対してワークピースが回転する。このようにして、歯車は段階的に加工される。
【0006】
冒頭で述べた歯車形削り法は、図1に概略的に示されるように、成形ツール1の回転軸R1とワークピース2の回転軸R2との交角(「軸交角」とも呼ばれる)が0度であるため、円筒状の歯車によって説明され得る。前記軸交角が0度である場合、前記2つの回転軸R1,R2は、平行に延びることになる。ワークピース2と成形ツール1とは、それぞれの回転軸R2,R1を中心として連続的に回転する。この回転動作に加えて、成形ツール1は、図1において両矢印Shxで示されるようなストローク動作を実行し、このストローク動作中にワークピース2から切り屑を除去する。
【0007】
かつて、スカイビングと呼ばれる方法が新たに取り上げられた。その基礎は約100年前である。独国第243514号と番号が付されたこの主題に関する最初の特許出願は1912年に遡る。当初何年か考慮および調査された後、スカイビングはもはや更に真剣には追求されなくなった。これまでは、スカイビング法のための好適な工具形状を見つけるために、一部経験に基づいた複雑なプロセスが必要であった。
【0008】
1980年代中頃、スカイビングが再び取り上げられるようになった。スカイビングの原理は、マシンの今日のシミュレーション法および現代のCNC制御をもってようやく、生産性、再現性およびロバスト性が高い方法として実行され得るようになった。さらに、今日のツール材料の高耐久性、非常に高い静的および動的な剛性、並びに現代のマシンの同時運転の高い性能は意義深かった。
【0009】
図2Aに示すように、スカイビングでは、スカイビングツール10(「スカイビングホイール」ともいう)の回転軸R1とワークピース20の回転軸R2との軸交角Σが予め規定され、この軸交角は0度とは異なる。結果として起こるスカイビングツール10とワークピース20との相対運動は、回転成分と前進成分(並進成分)とに分解され得るヘリカル運動である。回転ヘリカルギヤリングは、駆動技術アナログ(drive technology-specific analogon)として考えることができ、前記回転成分が回転に対応し、前記前進成分が側面のスライドに対応する。軸交角Σの絶対値が大きいほど、ワークピース20の加工に必要な並進移動成分が増大する。これは、ワークピース20の歯面の方向に、スカイビングツール10の刃の運動成分が生じるためである。スカイビングにおいて、対応するヘリカルギヤリングの係合される歯車の噛合相対運動のスライド成分は、切削動作を実行するために利用される。スカイビングにおいて、ワークピース20の回転軸R2に平行な遅い軸方向のフィード(「軸方向のフィード」ともいう)Saxのみが必要であり、歯車形削りにとって一般的である所謂成形動作は省略される。したがって、スカイビングにおいて、戻りストロークの動作も生じない。
【0010】
スカイビングにおける切削速度は、スカイビングツール10又はワークピース20の速度と、回転軸R1,R2間の適用される軸交角Σとから直接影響を受ける。軸交角Σ、ひいてはスライド成分は、所定速度での材料を加工するために最適な切削速度が実現されるように選択されるべきである。
【0011】
公知のスカイビング法の連続した動作と更なる詳細とが、上述の図2Aの概略図から理解され得る。図2Aは、円筒状のワークピース20における外歯車の歯のスカイビングを示す。ワークピース20とツール10(ここでは円筒状のスカイビングツール10)とは、図2Aに見られるように、例えば角速度ω1,ω2で、反対方向に回転する。
【0012】
加えて、更なる相対運動が存在する。ワークピース20の歯幅全体をツール10で加工できるようにするために、上述した軸方向のフィードSaxが必要である。該軸方向のフィードにより、ワークピース20の回転軸R2に平行な方向において、ワークピース20に対するツール10の変位が生じる。このツール10の移動方向は、図2Aにおいて符号Saxで示されている。ワークピース20上においてヘリカルギヤの歯の形成が望まれている場合(すなわちβ2≠0である場合)、軸方向のフィードSaxに差のフィードSDが重ね合わされ、この差のフィードSDは、図2Aに示されるように、回転軸R2周りのワークピース20の更なる回転に対応する。ワークピース20に対するツール10のフィードが、生成される歯間の方向に生じるような設計観点で、差のフィードSDと軸方向のフィードSaxとは互いに適応される。さらに、例えば、ワークピース20の歯車の歯の凸性に影響を与えるために、径方向のフィードSradが用いられてもよい。
【0013】
スカイビングにおいて、切削速度のベクトルvcは、実質的に、ツール10及びワークピース20の回転軸R1,R2の2つの速度ベクトルv1,v2の差として生じ、これらの速度ベクトルは、互いに対して軸交角Σだけ傾斜している。速度ベクトルv1は、ツール10の外周における速度ベクトルであり、速度ベクトルv2は、ワークピース20の外周における速度ベクトルである。スカイビングプロセスの切削速度vcは、軸交角Σと、対応するヘリカルギヤリングにおける回転速度とによって変更されてもよい。軸方向のフィードSaxは、上述したように比較的遅いため、切削速度vcに少ししか影響を与えず、スカイビング法において無視してもよい。そのため、軸方向のフィードSaxは、図2Aにおけるベクトルv1,v2,vcを有するベクトル図において考慮に入れられていない。
【0014】
図2Bに、円錐形のスカイビングツール10を用いたワークピース20の外歯車の歯のスカイビングが示されている。図2Bにも、軸交角Σ、切削速度のベクトルvc、ツール10の外周における速度ベクトルv1、及び、ワークピース20の外周における速度ベクトルv2が示され、さらにツール10のねじれ角β1とワークピース20のねじれ角β2とが示されている。ここでは、ねじれ角β2がゼロでない。図2Bにおいて、ツール10のトゥースヘッド(tooth head)には参照符号4が付されている。図2Bにおいて、トゥースフェイス(tooth face)には参照符号5が付されている。2つの回転軸R1,R2は交差せず、むしろ、互いに対してねじれの位置関係で配置されている。円錐形のスカイビングツール10を用いる場合、先端逃げ角(end relieve angles)を設けるためにスカイビングツール10の傾斜(tilting)は必要でないため、典型的には、2つの回転軸R1,R2の共通垂線上に設計点APが選択される。この場合、設計点APは、所謂接点(contact point)BPと一致する。対応するヘリカル回転ギヤリングのピッチ円は、設計点APにおいて接する。
【0015】
スカイビングでは、少なくとも1つの幾何学的に決定された側面の刃先を備えたツール10が用いられる。図2A及び図2Bにおいて、前記側面の刃先は図示されていない。前記側面の刃先の形状および配置は、実際には、具体的構成において考慮に入れられるべきものである。
【0016】
さらに、スカイビングではツール自体が非常に重要である。図2Aに示される例において、スカイビングツール10は平歯車の形状を有する。図2Aにおけるメインボディの外形は円筒形である。しかしながら、その外形は、図2Bに示されるような円錐形であってもよい。スカイビングツール10の歯車の歯は前記側面の刃先の全長に亘って係合するため、ツール10の各歯は、側面の刃先において十分な逃げ角を必要とする。
【0017】
スカイビングにおいて所謂半完結法が適用されてもよいことが知られている。半完結メソッドと呼ばれる方法では、第1のステップで歯間の左右両側面が加工されるが、左右の一方の側面の形状しか仕上げ加工されない。そして、第2のステップでは、マシン設定が変更された後、所望のギャップ幅及び歯の形状を得るために左右一方の側面が再加工される。半完結メソッドが採用される1つの理由は、側面がより自由に構成され得ることである。すなわち、所謂歯面修整を完結メソッドよりも容易に行うことができる。さらに、半完結では、ギャップ幅がワークホイールのシンプルな旋回により変更されることから、歯の厚みも補正することができる。
【0018】
半完結メソッドは、Zyklo-Palloid(商標名)メソッドで予備加工されるギヤの歯を単一割出法で研削することから、もともとはベベルギヤで知られている。
【0019】
以前のスカイビング法のいくつかの研究により、スカイビングツール10の構成によっては、スカイビングツール10の激しい摩耗が生じ得ることが示されている。この提言は、スカイビングに半完結法を適用する場合にも当てはまる。したがって、スカイビングツール10の摩耗を低減でき、スカイビングツール10を長寿命化することができる解決策が求められる。ワークピース20の歯切り中の生産コストはツールの寿命により実質的に影響されるため、スカイビングメソッドは、摩耗が低減されることでコスト的に有利になる。
【0020】
本発明の目的は、歯車毎ないしワークピース毎の生産コストの低減により区別される、歯車または別の周期構造の歯面を加工するための方法および装置を提供することである。
【0021】
特に、本発明の目的は、ツールの寿命を出来る限り長くすることである。
【発明の概要】
【0022】
この目的は、本明細書において交互式の半完結スカイビング法と呼ばれる本発明に係る方法により達成される。すなわち、前記目的は、半完結法の原理に基づいた本発明に係る方法により達成される。スカイビングツールの側面の刃先の、任意的には更にヘッドの刃先の負荷、ひいては摩耗を最大限均一にするために、交互式の方法が実行される。
【0023】
本発明の特徴は、例えば歯車の歯を製造しているとき、交互式の半完結法を適用することで、該歯の2つの側面が、異なる設定を用いるが、同じツールを用いて、継続的にスカイビング加工される。半完結法の性質上、例えば、ツールの全左側面の刃先が2回使用されるが、右側面の刃先は1回しか使用されないことになる。そこで、本発明によれば、同じツールが、先に、より激しく且つ/又はより長い加工時間にさらされた一方の側面の刃先(上述の例では左側面の刃先)が、次の工程では、激しさ又は頻度が低減されて使用されるような態様で歯車の歯を製造するように使用される。このことは、他方の側面の刃先(上述の例では右側面の刃先)が、第2の歯車の歯の製造中に、より激しく又はより高い頻度で使用されることによって、成し遂げられる。
【0024】
本発明は、主として、予備歯切りのために、すなわち、金属材料の加工のために開発されたものである。
【0025】
本発明によれば、側面の刃先の摩耗に加えて、ヘッドの刃先の摩耗も均一化、すなわち、均一に分散することができる。
【0026】
したがって、本発明は、交互式の半完結スカイビング法に関する。すなわち、本発明は、側面の刃先を交互に使用することによりツールの刃の負荷が出来る限り均一に分散されるように、半完結の態様が連続スカイビング法に適用される方法に関する。
【0027】
交互式の半完結スカイビング法は、歯車の歯などの回転対称性の周期構造の製造に関連して使用されることができる。
【0028】
交互式の半完結スカイビング法には、本明細書でスカイビングツールと呼ばれるツールが使用される。
【0029】
本発明は、回転対称性の周期構造を有する少なくとも2つのワークピースを1つのスカイビングツールのみを使用してスカイビング加工するための方法及び装置に関する。本発明では、
第1のワークピースを提供するステップと、
第2のワークピースを提供するステップと、が実行され、
第1のワークピースを提供するステップは、
第1のワークピースに対して、前記スカイビングツールを第1の相対位置に位置付けるステップと、
第1のワークピースの第1のスカイビング加工動作(「第1の加工段階」ともいう)を実行するステップであって、該第1のスカイビング加工動作において、第1のワークピースの周期構造の全右側面又は全左側面の一方を仕上げ加工し、他方を予備加工するステップと、
第1のワークピースに対して、前記スカイビングツールを第2の相対位置に位置付けるステップと、
第1のワークピースの第2のスカイビング加工動作(「第2の加工段階」ともいう)を実行するステップであって、該第2のスカイビング加工動作において、第1のワークピースの周期構造の左右の側面のうち、第1のスカイビング加工動作において予備加工しかされなかった側面を仕上げ加工するステップと、を有し、
第2のワークピースを提供するステップは、
第2のワークピースに対して、前記スカイビングツールを第3の相対位置に位置付けるステップと、
第2のワークピースの第3のスカイビング加工動作(「第3の加工段階」ともいう)を実行するステップであって、該第3のスカイビング加工動作において、
第1のワークピースにおいて第1のスカイビング加工動作の実行中に前記周期構造の全左側面が仕上げ加工された場合に、第2のワークピースの周期構造の全右側面を仕上げ加工するとともに、前記左側面を予備加工する動作と、
第1のワークピースにおいて第1のスカイビング加工動作の実行中に前記周期構造の全右側面)が仕上げ加工された場合に、第2のワークピースの周期構造の全左側面を仕上げ加工するとともに、前記右側面を予備加工する動作とのうち、いずれか一方の動作を実行するステップと、
第2のワークピースに対して、前記スカイビングツールを第4の相対位置に位置付けるステップと、
第2のワークピースの第4のスカイビング加工動作(「第4の加工段階」ともいう)を実行するステップであって、該第4のスカイビング加工動作において、第2のワークピースの周期構造の左右の側面のうち、第3のスカイビング加工動作において予備加工しかされなかった側面を仕上げ加工するステップと、を有する。
【0030】
ここで、第1及び第2の加工段階の後、直ちに第3及び第4の加工段階を続けなければならないわけではないことに留意されたい。例えば、第1及び第2の加工段階で複数のワークピースが加工され、その後に、別のワークピースが第3及び第4の加工段階で加工されてもよい。ただし、結果的には、半完結加工を交互に行うことで、スカイビングツールの右側面の刃先の負荷と左側面の刃先の負荷とが略均一に分散されることは保証されるべきである。
【0031】
ここで、ワークピースの前記回転対称性の周期構造は、必ずしも、対称な歯、すなわち、対称な歯間、溝またはチャンネルを有する必要はない。簡潔にする目的で、本願図面および明細書の後の説明では、対称な歯を有するワークピースが図示および説明されている。しかしながら、本発明は、非対称の構造にも適用することができる。
【0032】
少なくとも、第1の相対位置と第2の相対位置とは互いに異なり、第3の相対位置と第4の相対位置とは互いに異なることに留意されたい。全ての実施形態において、第1の相対位置は、第4の相対位置に一致することが好ましく、第2の相対位置は、第3の相対位置に一致することが好ましい。
【0033】
スカイビングツールにおいて、ヘッドの刃先は、第1のワークピース及び第2のワークピースにおいて製造される歯間の歯底におけるギャップ幅よりも小さい幅を有する。
【0034】
さらに、本発明によれば、ワークピースにおけるギャップ幅に対応してヘッドの刃の幅が選択されることで、ヘッドの刃の摩耗を均一に分散させることができる。したがって、ヘッドの刃は、前記歯底におけるギャップ幅の3分の2以下の幅を有することが特に好ましい。
【0035】
全ての実施形態において、本発明のスカイビングは、歯又は別の周期構造が形成されるまでワークピースの材料が連続的に除去されるように、ワークピースとツールとの相対動作が予め定義され、実行されることを特徴とする。
【0036】
本発明によれば、歯の頂部に影響を及ぼすために、例えば、独国特許出願DE3915976A1の技術的教唆に従って、スカイビングツールの相対フィード動作に径方向の移動が重ね合わされてもよい。
【0037】
本発明に係る方法は、「歯車の歯」を持たないワークピース、すなわち、ハード加工前のソフト加工(「予備歯切り」という)の範囲に好適に利用される。
【0038】
本発明に係る方法は、所定状況下ではハード加工に利用することもできる。
【0039】
スカイビング加工中、回転しているツールは、回転しているワークピースに対して、第2の回転軸の方向に沿って、軸方向のフィード動作を実行し、この軸方向のフィード動作は、切削方向に対して同じ方向または反対方向に拡がる。
【0040】
ツールの回転軸は、常に、本発明に係るスカイビングにおけるワークピースの回転軸に対して傾いて位置付けられ、すなわち、軸交角Σは常にゼロでない。
【0041】
さらに、例えば、本願の出願人により2011年5月26日に欧州特許出願第11167703.5号として欧州特許庁に提出された特許出願の明細書に記載されているように、本発明に係るスカイビング中に、ツールは、ワークピースに対して接近する方向または離反する方向に傾けられてもよい。
【0042】
本発明に係るスカイビングは、連続的なチップ除去メソッドである。
【0043】
本発明に係るツールは、全ての実施形態において、所謂コンプリートツールとして構成されてもよく、該コンプリートツールは、1つの部材により実行されるツールである。コンプリートツールでは、刃がツールと一体的な構成要素となる。
【0044】
全ての実施形態において、ディスク状、リング状、又は、プレート状のカッタヘッドのメインボディを有し、該メインボディに、好ましくはバーカッタで構成されたカッタインサートが設けられたカッタヘッドツール(本明細書では「バーカッタツール」という)が特に好ましい。本発明の実施形態では、ディスク状又はプレート状のカッタヘッドのメインボディを有し、該メインボディに切削プレートが設けられたツールであってもよい。
【0045】
本発明によれば、前記バーカッタツールのシャフトは、別のスカイビングツールよりも狭く構成されてもよい。これにより、パッキング密度(packing density)をより高くすることができる。他の半完結法に比べて、より多くのバーカッタツールが、ディスク状、リング状またはプレート状のカッタヘッドのメインボディに収められてもよい。
【0046】
本発明の方法は、外側ツールだけでなく、内側ツールにも適用することができる。
【0047】
本発明は、従来の半完結スカイビングに比べて、多くの利点を提供し、その利点を以下に簡潔に列挙する。
・ツールの寿命を長くすることができる。
・ワークピースのコストを低減できる。
・ツールの故障を抑制することができる。
・費用対効果を高めることができる。
【0048】
本発明に係る方法は、乾式加工および湿式加工のいずれに関連づけても実行することができる。
以下、本発明の更なる詳細および効果が、実施例に基づいて且つ図面を参照して説明される。簡潔にする目的で、全ての概略図面におけるピッチ円(ピッチ円筒)において、ワークピースとスカイビングツールは単純化されている。ただし、図示された関係は、歯の高さを有する全ての歯にも当てはまる。
【図面の簡単な説明】
【0049】
【図1】外側が歯切りされるワークピースに歯車形削り中に係合する円筒状の外形を有する成形ホイールの概略図を示す。
【図2A】外側が歯切りされるワークピースにスカイビング中に係合する円筒状の外形を有するすぐばスカイビングホイールの概略図を示す。
【図2B】外側が歯切りされるワークピースにスカイビング中に係合する円錐状の外形を有するはすばスカイビングホイールの概略図を示す。
【図3A】スカイビングツールの刃の左右両側面の刃先とヘッドの刃先とを用いて、第1のワークピースの左側面の仕上げ歯切りと右側面の予備歯切りとが同時に行われる第1の加工段階の概略断面図を示す。
【図3B】スカイビングツールの刃の右のみの側面の刃先とヘッドの刃先とを用いて、第1のワークピースの右側面の仕上げ歯切りが行われる第2の加工段階の概略断面図を示す。
【図3C】スカイビングツールの刃の左右両側面の刃先とヘッドの刃先とを用いて、第2のワークピースの右側面の仕上げ歯切りと左側面の予備歯切りとが同時に行われる第3の加工段階の概略断面図を示す。
【図3D】スカイビングツールの刃の左のみの側面の刃先とヘッドの刃先とを用いて、第2のワークピースの左側面の仕上げ歯切りが行われる第4の加工段階の概略断面図を示す。
【図4A】スカイビングツールの刃の左右両側面の刃先とヘッドの刃先全体とを用いて、第1のワークピースの左側面の仕上げ歯切りと右側面の予備歯切りとが同時に行われる第1の加工段階の概略断面図を示す。
【図4B】スカイビングツールの刃の右のみの側面の刃先とヘッドの刃先の右部分のみとを用いて、第1のワークピースの右側面の仕上げ歯切りが行われる第2の加工段階の概略断面図を示す。
【図4C】スカイビングツールの刃の左右両側面の刃先とヘッドの刃先全体とを用いて、第2のワークピースの右側面の仕上げ歯切りと左側面の予備歯切りとが同時に行われる第3の加工段階の概略断面図を示す。
【図4D】スカイビングツールの刃の左のみの側面の刃先とヘッドの刃先の左部分とを用いて、第2のワークピースの左側面の仕上げ歯切りが行われる第4の加工段階の概略断面図を示す。
【図5A】第1の加工段階において刃が歯間を通過するときの刃の位置が概略的に示された、ワークピースの一部の平面図を示す。
【図5B】第2の加工段階において刃が歯間を通過するときの刃の位置が概略的に示された、図5Aのワークピースの一部の平面図を示す。
【図6】第2の加工段階においてスカイビングツール(図示せず)の刃を有するカッタバーが歯間を通るように案内される態様を理解できるようにした、スカイビング中におけるワークピースの一部を示す図である。
【図7】外側で歯切りされる円筒状のワークピースと、−20°の傾斜角度δで本発明に使用され得る、円錐状に先細のスカイビングツールとを示す概略図である。
【図8】カッティングホイールコンプリートツールで構成されたスカイビングツールの概略図を示す。
【図9A】正の傾斜角度δでの使用に適したカッティングホイールコンプリートツールで構成された、別のスカイビングツールの概略図を示す。
【図9B】外側で歯切りされる円筒状のワークピースと、+20°の傾斜角度δが予め定義された図9Aのスカイビングツールとを示す概略図である。
【図10A】負の傾斜角度δでの使用に適したカッティングホイールコンプリートツールで構成された、別のスカイビングツールを示す概略図である。
【図10B】外側で歯切りされる円筒状のワークピースと、−20°の傾斜角度δが予め定義された図10Aのスカイビングツールとを示す概略図である。
【図11】斜め下方からのすぐばワークピースの内側スカイビング中における所謂インナースカイビングリングの一部を示す概略斜視図であり、該インナースカイビングリングのいくつかのカッタバーのみが図示され、該インナースカイビングリングのリング状のメインボディの図示が省略された図である。
【図12】内側で歯切りされるワークピースの歯切り中における、スカイビングツールを有する本発明に係るマシンの概略図を示す。
【発明を実施するための形態】
【0050】
本発明の説明に関して、関連のある出版物および特許にも使用される用語が使用される。ただし、これらの用語は、よりよい理解に役立つために使用されるに過ぎないものである。本発明の考え、及び本願請求項の保護範囲は、用語の特異な選択によってそれらの範囲内に限定されるべきものでない。本発明は、他の用語システム及び/又は技術分野に容易に転換することができる。それらの用語は、他の技術分野において適切に使用されるべきである。
【0051】
回転対称性の周期構造(rotationally-symmetric, periodic structures)は、例えば、内側および/または外側の歯を有する(平歯車などの)歯車である。ただし、回転対称性の周期構造は、例えば、ブレーキディスク、クラッチ要素またはトランスミッション要素などであってもよい。特に、本発明は、ピニオンシャフト、ウォーム、歯車ポンプ、リングジョイントハブ(リングジョイントは、例えばディファレンシャルから車輪に力を伝達するための自動車部品に使用される。)、スプラインシャフト接続部、スライディングスリーブ、ベルトプーリなどの生産に関する。本明細書において、周期構造は周期的反復構造ともいう。
【0052】
以下、主として、歯車、歯および歯間について説明する。ただし、上述のように、本発明は、他の周期構造を備えた他の部品に転用することもできる。この場合、これらの他の部品は、歯間ではなく、例えば溝またはチャンネルを対象とする。
【0053】
以下、第1及び第2のワークピース50.1,50.2について説明する。第2のワークピース50.2は、典型的には、第1のワークピース50.1と比べて、未加工の状態の形状は異ならないが、仕上げ加工された状態での形状が異なる。典型的に、本明細書において第1の加工段階と呼ぶ第1のステップ後の第1のワークピース50.1と、本明細書において第3の加工段階と呼ぶ第3のステップ後の第2のワークピース50.2との間に相違がある。
【0054】
以下、図3A〜図3D及び図4A〜図4Dの概略図を参照しながら、本発明に係る方法の基本的な側面について説明する。
【0055】
図3A〜図3Dに基づいて、スカイビングツール100の全右側面の刃先113及び全左側面の刃先112の均一な負荷を主たる対象とする第1の方法について説明する。なお、第1の方法では、スカイビングツール100のヘッドの刃114の使用については、最適化されたものでない。図3A及び図3Bは、スカイビングツール100を用いて、回転対称性周期構造を有する第1のワークピース50.1をスカイビング加工することに関するものであり、図3C及び図3Dは、同じスカイビングツール100を用いて、回転対称性周期構造を有する第2のワークピース50.2をスカイビング加工することに関するものである。これらの図面は、非常に概略的なものであり、1つの歯間と、スカイビングツール100の1つの刃111のみを示している。図3A及び図3Bにおけるスカイビングツール100とワークピース50.1との位置関係と、図3C及び図3Dにおけるスカイビングツール100とワークピース50.2との位置関係とを理解できるようにすることを目的として、以下のラインが引かれている。ラインMLは刃111の中心線を表している。仮想のギャップの中心はラインLMで示されている。太い破線は、図示された瞬間においてワークピース50.1,50.2上の材料を取り除く刃111部分を概略的に示している。
【0056】
図面では便宜上、対称的な構造が示されているが、本発明のあらゆる実施形態において、歯または別の周期構造は非対称であってもよい。
【0057】
本実施形態の方法は、次のステップを有する。
[第1のワークピース50.1を提供するステップ]
このステップは、例えば、スカイビングマシン200内に第1のワークピース50.1を導入するステップと、ワークピーススピンドル180上に第1のワークピース50.1を固定するステップとを備えてもよい。
・このステップでは、先ず、第1のワークピース50.1に対する第1の相対位置RP1にスカイビングツール100が位置付けられる。第1の相対位置RP1は図3Aに示されている(このとき、中心線MLは仮想のギャップ中心LMよりも左側に位置する)。
・第1の相対位置RP1において、第1のワークピース50.1の第1のスカイビング加工動作(「第1の加工段階」という)が始まる。第1の加工段階の間、第1のワークピース50.1の周期構造の全右側面54又は全左側面53のいずれか一方が仕上げ加工され、他方の側面53,54が予備加工される。図3Aには一例が示されており、参照符号53f(「f」は「仕上げ(finish)」を意味する)で示されるように、第1の加工段階の間に左側面が仕上げ加工される。対照的に、右側面は、参照符号54v(「v」は「予備加工(premachined)」を意味する)で示されるように、予備加工されるのみである。第1の加工段階の間には全ての面の刃先112,113,114が全体的に使用される。
・続いて、スカイビングツール100は、第1のワークピース50.1に対する第2の相対位置RP2に位置付けられる。第2の相対位置RP2は図3Bに示されている(このとき、中心線MLは仮想のギャップ中心LMよりも右側に位置する)。
・第2の相対位置RP2において、第1のワークピース50.1の第2のスカイビング加工動作(「第2の加工段階」という)が始まる。第2の加工段階の間、第1のワークピース50.1の周期構造の左右の側面53,54のうち、先に第1の加工段階において予備加工しかされなかった側面が仕上げ加工される。図示された例において、参照符号54f(「f」は「仕上げ(finish)」を意味する)で示されるように、第2の加工段階の間に右側面が仕上げ加工される。第2の加工段階の間には、全右側面の刃先113と、ヘッド全体の刃先114とが使用される。このとき、左側面の刃先112は使用されない。
[第1のワークピース50.1の加工に続いて、又は、更に別の第1のワークピースが(同じ方法により)加工された後、第2のワークピース50.2を提供するステップ]
このステップは、例えば、スカイビングマシン200内に第2のワークピース50.2を導入するステップと、ワークピーススピンドル180上に第2のワークピース50.2を固定するステップとを備えてもよい。再固定を行うことなく、第1のワークピース50.1の加工から第2のワークピース50.2の加工への変更を可能にするために、スカイビングマシン200に2つのワークスピンドル180を設けてもよい。
・このステップでは、先ず、第2のワークピース50.2に対する第3の相対位置RP3にスカイビングツール100が位置付けられる。このとき、第2の相対位置RP2と同様、中心線MLは、仮想のギャップ中心LMよりも右側に位置する。
・(例えば第2の相対位置RP2に一致してもよい)第3の相対位置RP3において、第2のワークピース50.2の第3のスカイビング加工動作(「第3の加工段階」という)が始まる。第3の加工段階では、次の2つの加工のうちいずれか一方が行われる。一方の加工では、(図3Aの場合のように)第1のワークピース50.1における第1のスカイビング加工動作の実行中に第2のワークピースの周期構造の全ての左側面53が仕上げ加工された場合において、(図3Cに示すように、)第2のワークピース50.2の周期構造の全ての右側面54が仕上げ加工されると共に、全ての左側面53が予備加工される。他方の加工では、第1のワークピース50.1における第1のスカイビング加工動作の実行中に第2のワークピースの周期構造の全ての右側面54が仕上げ加工された場合において、第2のワークピース50.2の周期構造の全ての左側面53が仕上げ加工されると共に、全ての右側面54が予備加工される。
図3A〜図3Dに示す例では、図3Aにおける参照符号53f(「f」は「仕上げ(finish)」を意味する)に示すように、第1の加工段階中に第1のワークピース50.1で前記周期構造の全左側面が仕上げ加工された。したがって、(図3Cに示される)第3の加工段階中に、図3Cにおいて参照符号54f(「f」は「仕上げ(finish)」を意味する)で示されるように、第2のワークピース50.2の周期構造の全ての右側面が仕上げ加工された。図3Cにおいて参照符号53v(「v」は「予備加工(premachined)」を意味する)で示されるように、左側面は予備加工のみされた。全ての面の刃先112,113,114は、そっくりそのまま第3の加工段階中に再び使用される。
・続いて、スカイビングツール100は、第2のワークピース50.2に対する第4の相対位置RP4に位置付けられる。図3Aと図3Dとの比較に基づいて明らかなように、第4の相対位置RP4は、図示された例において、第1の加工位置RP1に一致している。第1の相対位置RP1の場合と同様、中心線MLは、仮想のギャップ中心LMよりも左側に位置する。
・第4の相対位置RP4において、第2のワークピース50.2の第4のスカイビング加工動作(「第4の加工段階」という)が始まる。第4の加工段階中には、第3の加工段階中に予備加工しかされなかった第2のワークピース50.2の周期構造の側面53,54が仕上げ加工される。図示された例では、図3Dにおいて参照符号53f(「f」は「仕上げ(finish)」を意味する)で示されるように、左側面が仕上げ加工される。第4の加工段階中に、全左側面の刃先112とヘッド全体の刃先114とが使用される。ここでは、右側面の刃先113は使用されない。
【0058】
概して、図3A〜図3Dに係る第1のワークピース50.1及び第2のワークピース50.2の製造中において、1つのカッタで切削される歯間52毎に、左側面の刃先112は3回使用され、右側面の刃先113は3回使用され、ヘッドの刃先は4回使用される。したがって、側面の刃先112,113には均一に負荷がかかる。
【0059】
さらに、図3A〜図3Dに見られるように、刃111には、右側面の刃先113と、左側面の刃先112と、ヘッドの刃先114とが設けられている。図示された例において、ヘッドの刃先114は、(図面の面において、)製造される歯間52の歯底55の底幅の半分に概ね一致する幅を有する。この寸法の結果、第1のワークピース50.1の加工中、具体的には、第1の加工段階(図3A)及び第2の加工段階(図3B)の間に、ヘッドの刃先114が2回使用されることになる。第2のワークピース50.2においても、結果的に、ヘッドの刃先114は2回使用される。対照的に、ヘッドの刃先114の幅が、製造される歯間52の底幅の半分よりも大きい場合、図4A〜図4Dに基づいて後述するように、ヘッドの刃先114の一部のみが複数回使用される。
【0060】
図4A〜図4Dに基づいて、スカイビングツール100の全右側面の刃先113と全左側面の刃先112との均一な負荷のみを対象としない第2の方法について説明する。なお、第2の方法では、スカイビングツール100のヘッドの刃先114の使用については、最適化されたものでない。図4A及び図4Bは、また、スカイビングツール100を使用しながら、回転対称性の周期構造を有する第1のワークピース50.1をスカイビング加工することに関し、図4C及び図4Dは、同じスカイビングツール100を使用しながら、回転対称性の周期構造を有する第2のワークピース50.2をスカイビング加工することに関する。
【0061】
図4A〜図4Dは図3A〜図3Dに実質的に対応するため、図3A〜図3Dの説明が参照される。以下、本質的に異なることについてのみ説明する。図4B及び図4Dに示されるように、ヘッドの刃先114は、歯底55におけるギャップ幅の約3分の2に一致する幅を有する。
【0062】
図4Aに示される第1の加工段階において、図4Aにおいて太い破線で示されるように、全側面の刃先112,113とヘッド全体の刃先114とが使用される。図4Aにおいて、左側面53fは仕上げ加工され、右側面54vは予備加工される。さらに、歯底は、ヘッドの刃先114の全幅に亘って加工された。
【0063】
図4Bにおいて、第2の加工段階において右側面54fは仕上げ加工される。さらに、歯底55におけるギャップ幅の右側約3分の1の部分が仕上げ加工される。図4Bに示される第2の加工段階において、図4Bにおける太い破線で示されるように、右側面の刃先113と、ヘッドの刃先114のせいぜい右側半分のみが使用される。
【0064】
図4Cに示される第3の加工段階において、図4Cの太い破線で示されるように、全側面の刃先112,113とヘッド全体の刃先114とが再び使用される。図4Cにおいて、右側面54fが仕上げ加工され、左側面53vが予備加工される。さらに、歯底はヘッドの刃先114の全幅に亘って加工された。
【0065】
図4Dでは、第4の加工段階中に左側面53fが仕上げ加工される。さらに、歯底55におけるギャップ幅の左側約3分の1の部分が仕上げ加工される。図4Dに示される第4の加工段階では、図4Dの太い破線で示されるように、左側面の刃先112と、ヘッドのせいぜい左側半分の刃先114のみが使用される。
【0066】
結果的に、図4A〜図4Dに係る第1のワークピース50.1及び第2のワークピース50.2の製造中、1つのカッタにより切削される歯間52毎に、左側面の刃先112が3回使用され、右側面の刃先113が3回使用され、ヘッドの刃先114が3回使用される。したがって、側面の刃先112,113とヘッドの刃先114とには均一に負荷がかかる。
【0067】
刃111は、コンプリートツール、バーカッタツール又はカッティングプレートツールとして組み込まれたスカイビングツール100の一部であってもよい。
【0068】
図5A及び図5Bは、図3A及び図3Bにおける状態に概ね一致する図を示す。
【0069】
図5Aは、刃111が歯間52を通過するときの刃の位置が概略的に示された、ワークピース50.1の一部の平面図を示す。図5A及び図5Bに基づいて、フィード方向VR、切削方向SR、刃111の位置、及び、切削面121の概略形状が理解され得る。フィード方向VRはギャップ方向に延び、ワークピース50.1の軸方向のフィードと、該軸方向のフィードに組み合わされる差のフィードとで構成される。切削方向SRは、ここでフィード方向VRと共に鋭角を形成する。図5Aは、例えば第1の加工段階中における概略的なスナップショットを示す。図5Aにおいて、側面の刃先112,113とヘッドの刃先114とは破線で示され、刃111のこれらの要素は、ワークピース50.1の材料で隠されている。図示された瞬間において、両側面の刃先112,113とヘッドの刃先114とが使用されている。
【0070】
図5Bは、例えば第2の加工段階中の概略的なスナップショットを示す。側面の刃先112は見える。側面の刃先113はほんの小さな部分だけが見て取れる。ヘッドの刃先114は、図5Bにおいてワークピース50.1の材料に隠されている。よりよい説明のために、図5A及び図5Bにおいても補助線LM,MLが図示されており、これらの補助線の意味は、図3A〜図3Dの文脈で説明した通りである。
【0071】
図6は、本発明に係るスカイビング中における第2のワークピース50.2の一部を示し、この図6により、刃111を有するカッタバー120が歯間52を通るように案内される態様を理解できる。図6に示されるスカイビングツール100(「バーカッタツール」という)は、複数のカッタバー120を受けるためのメインボディを備える。ただし、図6では、スカイビングツール100の1つのカッタバー120のみが図示されている。
【0072】
全ての実施形態において、各刃111は1つの切削面121を有し、全ての切削面121は、ツール100の回転軸R1に対して、正面側の平面または円錐面上に回転対称性をもって配置されることが好ましい(任意的に、端面または円錐面に対して1段階の角度だけ個々に傾けられてもよい)。
【0073】
すなわち、切削面121は、端面に生じ得る正面の円錐面上において、ツール100の回転軸R1に対して回転対称性をもって配置されることが好ましい。
【0074】
切削面121は、カッティングヘッド(刃111)上に、フラットな平面または僅かに湾曲した平面として組み込まれてもよい。また、切削面121は、カッティングフェイスの基準面に対して僅かにアーチ状に曲がっていてもよい。
【0075】
本発明によれば、2つの回転軸R1,R2は、常に互いに対して傾斜して(ねじれて)いる。したがって、軸交角Σは常にゼロではない。
【0076】
ツール100は、スカイビング中において、ワークピース50.1,50.2に対して接近する方向または離反する方向に傾けられることが好ましい。ツール100の当該傾斜度は任意である。この傾きは、通常、衝突を回避するために使用される。当該傾斜角度をδとする。この傾斜についての詳細は、例えば、本願の出願人により2011年5月26日に欧州特許出願第11167703.5号として欧州特許庁に提出された特許出願の明細書において説明されている。
【0077】
傾斜角度δは、−30°から+30°までの範囲内であることが好ましい。
【0078】
図7は、本発明の文脈において−20°の傾斜角度で使用され得る円錐形テーパ状スカイビングツール100の概略図である。図7の概略図に示されるように、スカイビングツール100は、所謂カッタヘッドツールであり、(円錐台形状を有する)カッタヘッドのメインボディ110を備え、好ましくはバーカッタ120の形状でカッタ挿入部が設けられている。スカイビングツール100は、非常に概略的に図示されたツールスピンドル170を介してマシン200に駆動連結されている。スカイビングツール100は、傾斜角度δが−20°であってもスカイビング中にスカイビングツール100のワークピース50.1又は50.2との衝突が生じないように選択された、(カッタバー120を含むカッタヘッドのメインボディ110の三次元末梢形状の意味における)衝突曲線を有する。
【0079】
しかしながら、スカイビングツール100は、例えば図8に示されるように、別の形状を有してもよい。図8は、カッティングホイールの形状を有するスカイビングツール100を示す。このツールは、刃111がスカイビングツール100の一部となっているコンプリートツールである。スカイビングツール100は複数の刃111を有し、図8では、そのうちの1つの刃に参照符号111が付されている。スカイビングツール100のメインボディは、円錐団ディスクの形状、又は、円錐台状のプレートを有する。スカイビングツール100の隣に、1つの刃111が拡大して図示されている。この刃111に、側面の刃先112,113、ヘッドの刃先114及び切削面121が示されている。
【0080】
図9Aは、本発明と共に使用され得る別のスカイビングツール100を示す。刃111の切削面121は、(任意に傾けられた)円錐面上に配置されている。図9Bは、図9Aに係るスカイビングツール100を円筒状のワークピース50.1又は50.2と共に示す。スカイビングツール100は、大きな傾斜角度δでワークピース50.1,50.2に対して傾けられている。傾斜角度δは約20°である。
【0081】
図9A及び図9Bに示されるスカイビングツール100は、すぐばベベルギヤの形状を有し、このベベルギヤの歯が刃111に相当する。切削面121は、比較的小さな径を有する端面上に位置付けられている。より正確には、補助的な錐面上、すなわち、(任意に互いに傾けられた)円錐面上に切削面121が配置されている。図示されたスカイビングツール100のねじれ角β1は0°である。ねじれ角β1が0°でない場合、当該スカイビングツール100は、ヘリカルベベルギヤの基本形状を有する。
【0082】
図10Aは、本発明と共に使用され得る別のスカイビングツール100を示す。刃111の切削面121は、(任意に傾けられた)円錐面上に配置されている。図10Bは、図10Aに係るスカイビングツール100を円筒状のワークピース50.1又は50.2と共に示す。スカイビングツール100は、大きな傾斜角度δでワークピース50.1,50.2に対して傾けられている。傾斜角度δは約−18°である。
【0083】
図10A及び図10Bに示されるスカイビングツール100は、すぐばベベルギヤの形状を有し、該ベベルギヤの歯は刃111に相当する。切削面121は、比較的大きな径を有する端面に位置付けられている。より正確には、補助的な錐面上、すなわち、(任意に互いに傾けられた)円錐面上に切削面121が配置されている。図示されたスカイビングツール100のねじれ角β1は0°である。ねじれ角β1が0°でない場合、当該スカイビングツール100は、ヘリカルベベルギヤの基本形状を有する。
【0084】
図11は、すぐばのワークピース50.1又は50.2の内側スカイビング中における所謂インナースカイビングリング100の一部を示す概略斜視図であり、該インナースカイビングリング100のいくつかのカッタバー120のみが図示されている。歯51、又は、歯51の間の歯間52は、それぞれ、すぐばのワークピース50.1,50.2上ですでにほとんど仕上げられている。インナースカイビングリング100のリング形状のメインボディの図示は省略された。カッタバー120の(断面矩形で図示された)狭いシャフトがどのようにしてリング形状のメインボディ内で問題なく、すなわち、衝突することなく配置され得るかは、図11に基づいてよく理解されよう。刃111と切削面121は、図11における1つのカッタバー120上に示されている。刃111の切削面121は、図示された例において、端面に対して僅かに傾けられている。
【0085】
内側スカイビングのための対応する方法の詳細は、例えば、本願の出願人により2011年7月14日に欧州特許出願第11173901.7号として欧州特許庁に提出された特許出願の明細書において説明されている。
【0086】
本発明に係る交互式の半完結スカイビング用に構成されたマシン200は、軸R1,R2のカップリング、又は、軸運動の協調(コーディネーション)をそれぞれ可能にするCNC制御部201を有する。CNC制御部201は、マシン200の一部であってもよいし、あるいは、外付けされてマシン200への通信接続202用に構成されてもよい。対応するマシン200は、ワークピース50.1又は50.2(図示された例においてワークピース50.1又は50.2は、内側で歯切りされるワークピースである。)に対してスカイビングツール100のフィード動作VBを実行するために、所謂「電気的ギヤ列」または「電気的若しくはプログラム化した軸カップリング」を備える。種々の加工段階において、スカイビングツール100とワークピース50.1,50.2との間に、ヘリカルギヤの駆動の相対移動に対応する相対移動が生じるように、スカイビングツール100及びワークピース50.1,50.2の組み合わされた動作は実行される。電気的なギヤ列、又は、電気的若しくはプログラム化した軸カップリングは、それぞれ、マシン200の少なくとも2つの軸の速度の同期を保証する。この場合、少なくとも、ツールスピンドル170の回転軸R1は、ワークピーススピンドル180の回転軸R2に組み合わされる。さらに、ツールスピンドル170の回転軸R1は、全ての実施形態において方向R2における軸方向のフィード動作VBに組み合わされることが好ましい。この軸方向のフィード動作VBは、(垂直な)動作204と(水平な)動作208との重ね合わせから生じる。さらに、ワークピーススピンドル180は、両矢印206に示されるように、旋回軸SAに平行な(回転式)キャリッジ205により並進移動され得る。さらに、ワークピーススピンドル180とワークピース50.1,50.2とを含む(回転式)キャリッジ205は、両矢印207に示されるように、旋回軸SAを中心として回転可能である。軸交角Σは、旋回軸SAを中心とした回転により設定され得る。両回転軸R1,R2の軸間隔は、並進移動動作206により設定され得る。
【0087】
マシン200は、図12に示されるように、垂直な配置に基づいて好適に用いられる。このような垂直な配置において、ツールスピンドル170を含むスカイビングツール100は、ワークピーススピンドル180を含むワークピース50.1,50.2の上に位置付けられるか、又は、その逆の位置付けとなる。スカイビングにおいて生じる切り屑は、重力の影響により下方へ落下し、例えばチップベッド(図示せず)によって除去されてもよい。
【0088】
さらに、本発明に係るスカイビング用に構成されたマシン200は、正確で複雑な幾何学的かつ運動学的なマシン設定と、上述の軸の軸運動とを保証する。全ての実施形態において、マシン200は6つの軸を有することが好ましい。以下の軸方向の動作が好ましい。
・第1の回転軸R1を中心としたスカイビングツール100の回転
・この回転に組み合わされる、第2の回転軸R2を中心としたワークピース50.1,50.2の回転
・旋回軸SAを中心とした回転動作
・矢印204に平行な垂直な並進移動
・矢印206に平行な水平な並進移動
・矢印208に平行な水平な並進移動
【0089】
上述のスカイビング法は、全ての実施形態において乾式または湿式のいずれにも適用することができ、乾式においてスカイビングを使用することがより好ましい。
【0090】
上述のスカイビング法の利用範囲は広く、種々の回転対称性周期構造の製造への利用にまで及ぶ。
【符号の説明】
【0091】
1 :成形ホイール
2 :ワークピース
4 :トゥースヘッド
5 :トゥースフェイス
10 :スカイビングツール
20 :(スカイビング加工される)ワークピース
50.1:第1の(スカイビング加工される)ワークピース
50.2:第2の(スカイビング加工される)ワークピース
51 :歯
52 :歯間
53 :左側面
53v :予備加工された左側面
53f :仕上げ加工された左側面
54 :右側面
54v :予備加工された右側面
54f :仕上げ加工された右側面
55 :歯底
100 :スカイビングツール
110 :カッタヘッドのメインボディ
111 :刃cutting teeth/cutting heads
112 :第2の側面の刃先/左側面の刃先
113 :第1の側面の刃先/右側面の刃先
114 :ヘッドの刃先
120 :カッタバー
121 :切削面
170 :ツールスピンドル
180 :ワークピーススピンドル
200 :マシン
201 :CNC制御部
202 :通信接続
204 :垂直移動コンポーネント
205 :キャリッジ
206 :並進移動
207 :旋回移動
208 :水平な並進移動
AP :設計点
BP :接点
β1 :ツールのねじれ角
β2 :ワークピースのねじれ角
δ :傾斜角度(図示せず)
LM :仮想のギャップ中心
ML :中心線
R1 :ツールの回転軸(ツール軸)
R2 :ワークピースの回転軸(ワークピース軸)
RP1 :第1の相対位置
RP2 :第2の相対位置
RP3 :第3の相対位置
RP4 :第4の相対位置
SA :旋回軸
Shk :ストローク動作
Sax :軸方向のフィード
SD :差のフィード
Srad :径方向のフィード
SR :切削方向
Σ :軸交角
VB :フィード動作
VR :フィード方向
vc :切削速度の絶対値
ω1 :軸R1周りの回転
ω2 :軸R2周りの回転
【特許請求の範囲】
【請求項1】
回転対称性の周期構造を有する第1のワークピース(50.1)と第2のワークピース(50.2)とをスカイビングツール(100)を用いてスカイビング加工するための方法であって、
第1のワークピース(50.1)を提供するステップと、
第2のワークピース(50.2)を提供するステップと、を有し、
第1のワークピース(50.1)を提供するステップは、
第1のワークピース(50.1)に対して、前記スカイビングツール(100)を第1の相対位置(RP1)に位置付けるステップと、
第1のワークピース(50.1)の第1のスカイビング加工動作を実行するステップであって、該第1のスカイビング加工動作において、第1のワークピース(50.1)の周期構造の全右側面(54)又は全左側面(53)の一方を仕上げ加工し、他方を予備加工するステップと、
第1のワークピース(50.1)に対して、前記スカイビングツール(100)を第2の相対位置(RP2)に位置付けるステップと、
第1のワークピース(50.1)の第2のスカイビング加工動作を実行するステップであって、該第2のスカイビング加工動作において、第1のワークピース(50.1)の周期構造の左右の側面(53,54)のうち、第1のスカイビング加工動作において予備加工しかされなかった側面を仕上げ加工するステップと、を有し、
第2のワークピース(50.2)を提供するステップは、
第2のワークピース(50.1)に対して、前記スカイビングツール(100)を第3の相対位置(RP1)に位置付けるステップと、
第2のワークピース(50.1)の第3のスカイビング加工動作を実行するステップであって、該第3のスカイビング加工動作において、
第1のワークピース(50.1)において第1のスカイビング加工動作の実行中に前記周期構造の全左側面(53)が仕上げ加工された場合に、第2のワークピース(50.2)の周期構造の全右側面(54)を仕上げ加工するとともに、前記左側面(53)を予備加工する動作と、
第1のワークピース(50.1)において第1のスカイビング加工動作の実行中に前記周期構造の全右側面(54)が仕上げ加工された場合に、第2のワークピース(50.2)の周期構造の全左側面(53)を仕上げ加工するとともに、前記右側面(54)を予備加工する動作とのうち、いずれか一方の動作を実行するステップと、
第2のワークピース(50.2)に対して、前記スカイビングツール(100)を第4の相対位置(RP4)に位置付けるステップと、
第2のワークピース(50.2)の第4のスカイビング加工動作を実行するステップであって、該第4のスカイビング加工動作において、第2のワークピース(50.2)の周期構造の左右の側面(53,54)のうち、第3のスカイビング加工動作において予備加工しかされなかった側面を仕上げ加工するステップと、を有する、方法。
【請求項2】
第1のワークピース(50.1)の第1のスカイビング加工動作と第2のスカイビング加工動作とは、
第1の回転軸(R1)を中心として前記スカイビングツール(100)を回転させるステップと、
該スカイビングツール(100)の回転と組み合わせて、第2の回転軸(R2)を中心として第1のワークピース(50.1)を回転させるステップと、
第2の回転軸(R2)に平行な方向に沿って、第1のワークピース(50.1)に対する前記スカイビングツール(100)の軸方向のフィード動作(VB)を実行するステップと、を備える、請求項1に記載の方法。
【請求項3】
第2のワークピース(50.2)の第3のスカイビング加工動作と第4のスカイビング加工動作とは、
第1の回転軸(R1)を中心として前記スカイビングツール(100)を回転させるステップと、
該スカイビングツール(100)の回転と組み合わせて、第2の回転軸(R2)を中心として第2のワークピース(50.2)を回転させるステップと、
第2の回転軸(R2)に平行な方向に沿って、第2のワークピース(50.2)に対する前記スカイビングツール(100)の軸方向のフィード動作(VB)を実行するステップと、を備える、請求項1または2に記載の方法。
【請求項4】
前記スカイビングツール(100)は、複数の刃(111)を備え、
各刃(111)は、前記右側面(54)を切削するための第1の側面刃先(113)と、前記左側面(53)を切削するための第2の側面刃先(112)と、第1の側面刃先(113)と第2の側面刃先(112)との間の領域に存在するヘッドの刃先(114)と、を備えることを特徴とする請求項1〜3のいずれかに記載の方法。
【請求項5】
第1のワークピース(50.1)及び第2のワークピース(50.2)の第1〜第4のスカイビング加工動作は、
第1の側面刃先(113)を使用して実行される切削の回数と、第2の側面刃先(112)を使用して実行される切削の回数とが略等しくなるように実行されることを特徴とする請求項4に記載の方法。
【請求項6】
前記ヘッドの刃先(114)は、第1のワークピース(50.1)及び第2のワークピース(50.2)において仕上げ加工されるギャップ(52)の歯底(55)におけるギャップ幅よりも小さい幅、好ましくは、前記歯底(55)における前記ギャップ幅の3分の2以下の幅を有することを特徴とする請求項4または5に記載の方法。
【請求項7】
第1のワークピース(50.1)又は第2のワークピース(50.2)の角度回転を経て、第1〜第4の相対位置(RP1,RP2,RP3,RP4)のうち少なくとも2つの相対位置は異なっていることを特徴とする請求項1〜6のいずれか1項に記載の方法。
【請求項8】
第2の相対位置(RP2)は第3の相対位置(RP3)に一致し、第1の相対位置(RP1)は第4の相対位置(RP4)に一致することを特徴とする請求項1〜6のいずれか1項に記載の方法。
【請求項9】
第1〜第4のスカイビング加工動作は、硬化されていないワークピース(50.1,50.2)において実行されることを特徴とする請求項1〜8のいずれか1項に記載の方法。
【請求項10】
CNC制御部(201)を備えたマシン(200)であって、前記CNC制御部は、請求項1〜9のいずれか1項に記載の方法を実行するようにプログラムされている、マシン。
【請求項11】
前記スカイビングツール(100)の刃先(112,113,114)の切削負荷を最大限均一にするためにスカイビングにおいて交互式半完結法が予め定義できるようにプログラムされたソフトウェアモジュールを備えた、請求項10に記載のマシン。
【請求項1】
回転対称性の周期構造を有する第1のワークピース(50.1)と第2のワークピース(50.2)とをスカイビングツール(100)を用いてスカイビング加工するための方法であって、
第1のワークピース(50.1)を提供するステップと、
第2のワークピース(50.2)を提供するステップと、を有し、
第1のワークピース(50.1)を提供するステップは、
第1のワークピース(50.1)に対して、前記スカイビングツール(100)を第1の相対位置(RP1)に位置付けるステップと、
第1のワークピース(50.1)の第1のスカイビング加工動作を実行するステップであって、該第1のスカイビング加工動作において、第1のワークピース(50.1)の周期構造の全右側面(54)又は全左側面(53)の一方を仕上げ加工し、他方を予備加工するステップと、
第1のワークピース(50.1)に対して、前記スカイビングツール(100)を第2の相対位置(RP2)に位置付けるステップと、
第1のワークピース(50.1)の第2のスカイビング加工動作を実行するステップであって、該第2のスカイビング加工動作において、第1のワークピース(50.1)の周期構造の左右の側面(53,54)のうち、第1のスカイビング加工動作において予備加工しかされなかった側面を仕上げ加工するステップと、を有し、
第2のワークピース(50.2)を提供するステップは、
第2のワークピース(50.1)に対して、前記スカイビングツール(100)を第3の相対位置(RP1)に位置付けるステップと、
第2のワークピース(50.1)の第3のスカイビング加工動作を実行するステップであって、該第3のスカイビング加工動作において、
第1のワークピース(50.1)において第1のスカイビング加工動作の実行中に前記周期構造の全左側面(53)が仕上げ加工された場合に、第2のワークピース(50.2)の周期構造の全右側面(54)を仕上げ加工するとともに、前記左側面(53)を予備加工する動作と、
第1のワークピース(50.1)において第1のスカイビング加工動作の実行中に前記周期構造の全右側面(54)が仕上げ加工された場合に、第2のワークピース(50.2)の周期構造の全左側面(53)を仕上げ加工するとともに、前記右側面(54)を予備加工する動作とのうち、いずれか一方の動作を実行するステップと、
第2のワークピース(50.2)に対して、前記スカイビングツール(100)を第4の相対位置(RP4)に位置付けるステップと、
第2のワークピース(50.2)の第4のスカイビング加工動作を実行するステップであって、該第4のスカイビング加工動作において、第2のワークピース(50.2)の周期構造の左右の側面(53,54)のうち、第3のスカイビング加工動作において予備加工しかされなかった側面を仕上げ加工するステップと、を有する、方法。
【請求項2】
第1のワークピース(50.1)の第1のスカイビング加工動作と第2のスカイビング加工動作とは、
第1の回転軸(R1)を中心として前記スカイビングツール(100)を回転させるステップと、
該スカイビングツール(100)の回転と組み合わせて、第2の回転軸(R2)を中心として第1のワークピース(50.1)を回転させるステップと、
第2の回転軸(R2)に平行な方向に沿って、第1のワークピース(50.1)に対する前記スカイビングツール(100)の軸方向のフィード動作(VB)を実行するステップと、を備える、請求項1に記載の方法。
【請求項3】
第2のワークピース(50.2)の第3のスカイビング加工動作と第4のスカイビング加工動作とは、
第1の回転軸(R1)を中心として前記スカイビングツール(100)を回転させるステップと、
該スカイビングツール(100)の回転と組み合わせて、第2の回転軸(R2)を中心として第2のワークピース(50.2)を回転させるステップと、
第2の回転軸(R2)に平行な方向に沿って、第2のワークピース(50.2)に対する前記スカイビングツール(100)の軸方向のフィード動作(VB)を実行するステップと、を備える、請求項1または2に記載の方法。
【請求項4】
前記スカイビングツール(100)は、複数の刃(111)を備え、
各刃(111)は、前記右側面(54)を切削するための第1の側面刃先(113)と、前記左側面(53)を切削するための第2の側面刃先(112)と、第1の側面刃先(113)と第2の側面刃先(112)との間の領域に存在するヘッドの刃先(114)と、を備えることを特徴とする請求項1〜3のいずれかに記載の方法。
【請求項5】
第1のワークピース(50.1)及び第2のワークピース(50.2)の第1〜第4のスカイビング加工動作は、
第1の側面刃先(113)を使用して実行される切削の回数と、第2の側面刃先(112)を使用して実行される切削の回数とが略等しくなるように実行されることを特徴とする請求項4に記載の方法。
【請求項6】
前記ヘッドの刃先(114)は、第1のワークピース(50.1)及び第2のワークピース(50.2)において仕上げ加工されるギャップ(52)の歯底(55)におけるギャップ幅よりも小さい幅、好ましくは、前記歯底(55)における前記ギャップ幅の3分の2以下の幅を有することを特徴とする請求項4または5に記載の方法。
【請求項7】
第1のワークピース(50.1)又は第2のワークピース(50.2)の角度回転を経て、第1〜第4の相対位置(RP1,RP2,RP3,RP4)のうち少なくとも2つの相対位置は異なっていることを特徴とする請求項1〜6のいずれか1項に記載の方法。
【請求項8】
第2の相対位置(RP2)は第3の相対位置(RP3)に一致し、第1の相対位置(RP1)は第4の相対位置(RP4)に一致することを特徴とする請求項1〜6のいずれか1項に記載の方法。
【請求項9】
第1〜第4のスカイビング加工動作は、硬化されていないワークピース(50.1,50.2)において実行されることを特徴とする請求項1〜8のいずれか1項に記載の方法。
【請求項10】
CNC制御部(201)を備えたマシン(200)であって、前記CNC制御部は、請求項1〜9のいずれか1項に記載の方法を実行するようにプログラムされている、マシン。
【請求項11】
前記スカイビングツール(100)の刃先(112,113,114)の切削負荷を最大限均一にするためにスカイビングにおいて交互式半完結法が予め定義できるようにプログラムされたソフトウェアモジュールを備えた、請求項10に記載のマシン。
【図1】



【図2A】

【図2B】
【図3A】

【図3B】
【図3C】
【図3D】
【図4A】
【図4B】

【図4C】

【図4D】
【図5A】
【図5B】
【図6】

【図7】
【図8】

【図9A】
【図9B】
【図10A】

【図10B】
【図11】
【図12】
【図2A】
【図2B】
【図3A】
【図3B】
【図3C】
【図3D】
【図4A】
【図4B】
【図4C】
【図4D】
【図5A】
【図5B】
【図6】
【図7】
【図8】
【図9A】
【図9B】
【図10A】
【図10B】
【図11】
【図12】
【公開番号】特開2013−63506(P2013−63506A)
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【外国語出願】
【出願番号】特願2012−204456(P2012−204456)
【出願日】平成24年9月18日(2012.9.18)
【出願人】(596043494)クリンゲルンベルク・アクチェンゲゼルシャフト (15)
【氏名又は名称原語表記】Klingelnberg AG
【Fターム(参考)】
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願番号】特願2012−204456(P2012−204456)
【出願日】平成24年9月18日(2012.9.18)
【出願人】(596043494)クリンゲルンベルク・アクチェンゲゼルシャフト (15)
【氏名又は名称原語表記】Klingelnberg AG
【Fターム(参考)】
[ Back to top ]