
半導体の製造ラインにおける棚管理システムおよび棚管理プログラム
【課題】半導体の製造ラインにおいて、ロットの搬入および搬出の作業を作業者が行うことを前提とした管理を効率的に行える棚管理システムおよび棚管理プログラムを提供する。
【解決手段】ポジション決定手段82がそのロットを格納すべきポジションを決定すると、ポジション予約手段83はそのポジションを「予約中」とする。入庫入力手段62が入庫完了操作を受け付けると、ポジション予約手段83はそのポジション状態を「使用中」とする。
【解決手段】ポジション決定手段82がそのロットを格納すべきポジションを決定すると、ポジション予約手段83はそのポジションを「予約中」とする。入庫入力手段62が入庫完了操作を受け付けると、ポジション予約手段83はそのポジション状態を「使用中」とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複数の加工検査装置を含む半導体の製造ラインに関連して、半導体のロットを格納する棚に関する情報を管理する、棚管理システムおよび棚管理プログラムに関する。
【背景技術】
【0002】
半導体製造工場では、製造途中の半導体ロットを一時的に保管する場所として棚を利用する。製造途中の各ロットと、棚のマス(ポジション)との関係を管理する棚管理システムの例として、たとえば特許文献1に記載の生産ライン管理システムが知られている。なお、一部の工場では、異なる工程または異なる処理段階のロットで同一の棚を共用する場合がある。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平11−254275号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、従来の技術では、ロットの搬入および搬出の作業を作業者が行うことを前提とした管理が困難であるという問題があった。
たとえば特許文献1の技術は、ロットの搬入および搬出をすべて搬送機が自動で行うため、搬送機や自動搬入ストッカ等を備えない工場では利用することができない。とくに、ロットの搬入および搬出の作業を作業者が行う場合、作業者が各ロットを区別するための仕組みが必要となる。各ロットには識別情報(RFIDタグやバーコード等)が付与されているが、これを作業者が認識するためにはRFIDリーダやバーコードリーダの使用が必要であり、作業が煩雑になるため効率が低下する。
【0005】
この発明は、このような問題点を解決するためになされたものであり、ロットの搬入および搬出の作業を作業者が行うことを前提とした管理を効率的に行える棚管理システムおよび棚管理プログラムを提供することを目的とする。
【課題を解決するための手段】
【0006】
上述の問題点を解決するため、この発明に係る棚管理システムは、
半導体の製造ラインに関連して、半導体のロットを格納する棚に関する情報を管理する、棚管理システムであって、
棚は、ロットを格納するためのポジションを複数含むものであり、
棚管理システムは、
棚に含まれるポジションのそれぞれについてポジション情報を記憶する棚情報記憶手段であって、
ポジション情報は、
各ポジションに関連付けられているロットのロット番号と、
各ポジションがいかなるロットにも関連付けられていないか、関連付けられたロットに対して予約中であるか、または関連付けられたロットに対して使用中であるかに関するポジション状態と
を含む、棚情報記憶手段と、
ロットを格納すべきポジションを決定する、ポジション決定手段と、
ロットを、ポジション決定手段によって決定されたポジションに関連付ける、ポジション予約手段と、
棚と、ポジションと、そのポジションのポジション状態と、そのポジションに関連付けられているロットを表すロット番号とを関連付けて表示する棚表示手段と、
ポジションにロットが入庫されたことを示す入庫完了操作として、ポジションまたはロット番号の入力を受け付ける、入庫入力手段と
を備え、
ポジション決定手段がポジションを決定すると、ポジション予約手段は、決定されたポジションのポジション状態を予約中とし、
入庫入力手段が入庫完了操作を受け付けると、ポジション予約手段は、受け付けられた入庫完了操作に係るポジションのポジション状態を使用中とする。
【0007】
入庫完了操作は、棚表示手段においてポジションまたはロット番号が表示されている領域に対する操作であってもよい。
棚管理システムはさらに、ロット番号のいずれかに関連付けられたポジションを、変更前のポジションから変更後のポジションに変更する変更操作の入力を受け付ける、変更入力手段を備えてもよい。
棚管理システムは、ロットとポジションとの関連付けを解消する、ポジション解放手段をさらに備え、変更操作は、変更前のポジションまたはロット番号と、変更後のポジションとからなる組を指定する、移動操作を含み、変更入力手段が移動操作を受け付けると、ポジション解放手段は、変更前のポジションおよびロット番号の関連付けを解消し、ポジション予約手段は、そのロット番号と変更後のポジションとを関連付けるとともに、変更後のポジションのポジション状態を使用中としてもよい。
棚情報記憶手段はさらに、棚から退避されているロットのロット番号を含む退避ロット情報を記憶し、変更操作は、変更前のポジションまたはロット番号を指定する退避操作と、退避ロット情報に含まれるロット番号と、変更後のポジションとを指定する復旧操作とを含み、変更入力手段が退避操作を受け付けると、棚情報記憶手段はその退避操作に係るロット番号を退避ロット情報に記憶し、ポジション解放手段は変更前のポジションとロット番号との関連付けを解消し、変更入力手段が復旧操作を受け付けると、棚情報記憶手段はその復旧操作に係るロット番号を退避ロット情報から削除し、ポジション予約手段は変更後のポジションとロット番号とを関連付けるとともに、変更後のポジションのポジション状態を使用中としてもよい。
棚情報記憶手段はさらに、変更前のポジションおよび変更後のポジションを関連付ける変更履歴情報を記憶し、ポジション決定手段は、変更履歴情報に基づいて、ロットを格納すべきポジションを決定してもよい。
棚表示手段および入庫入力手段はタッチパネルを用いて構成されてもよい。
棚表示手段は、ポジションを2次元または3次元に配列して表示してもよい。
半導体の製造ラインは、複数の加工検査装置を含み、棚管理システムは、
加工検査装置のそれぞれに複数の棚のうちいずれかを関連付ける装置‐棚情報を記憶する、装置‐棚情報記憶手段と、
信号を受信する信号受信手段であって、信号は、ロットの加工検査が開始されたことを示す加工検査開始信号と、ロットの加工検査が終了したことを示す加工検査終了信号とを含み、加工検査開始信号および加工検査終了信号は、加工検査装置を表す装置番号と、ロット番号とを含む、信号受信手段と、
ロットのそれぞれについてロット情報を記憶するロット記憶手段であって、ロット情報は、そのロットを処理すべき複数の加工検査装置の順序を装置番号を用いて表すトラベルフロー情報を含む、ロット記憶手段と、
加工検査開始信号の受信に応じて、受信した加工検査開始信号に係るロットとポジションとの関連付けを解消する、ポジション解放手段と
をさらに備え、
ポジション決定手段は、加工検査終了信号の受信に応じて、受信した加工検査終了信号、ポジション情報およびロット情報に基づき、受信した加工検査終了信号に係るロットを格納すべきポジションを決定してもよい。
【0008】
また、この発明に係る棚管理プログラムは、コンピュータを、上述の棚管理システムとして機能させる。
【発明の効果】
【0009】
この発明に係る棚管理システムおよび棚管理プログラムによれば、ポジション決定手段がロットを格納すべきポジションを決定し、棚表示手段が、各ポジションとロット番号とを関連付けて表示するので、作業者は、棚状態表示ウインドウを確認することによってどのポジションにどのロット番号のロットが格納されているかを知ることができる。このため、ロットの搬入および搬出の作業を作業者が行うことを前提として、棚およびロットの管理を効率的に行うことができる。
【図面の簡単な説明】
【0010】
【図1】本発明の実施の形態1に係る棚管理システムを含む構成を示す図である。
【図2】図1の装置‐棚情報の構成の例を示す図である。
【図3】図1の棚種別情報の構成の例を示す図である。
【図4】図1のポジション情報の構成の例を示す図である。
【図5】図1の退避ロット情報の構成の例を示す図である。
【図6】図1の変更履歴情報の構成の例を示す図である。
【図7】図1のトラベルフロー情報の構成の例を示す図である。
【図8】図1の進捗情報の構成の例を示す図である。
【図9】図1のレシピ情報の構成の例を示す図である。
【図10】図1の棚管理システムの処理の流れを示すフローチャートである。
【図11】図1の棚表示手段が表示する棚状態表示ウインドウの例である。
【図12】図1の棚表示手段が表示する確認ウインドウの例である。
【図13】図1の棚表示手段が表示する退避ロット表示ウインドウの例である。
【図14】退避操作中に図1の棚表示手段が表示する画面例である。
【発明を実施するための形態】
【0011】
以下、この発明の実施の形態を添付図面に基づいて説明する。
実施の形態1.
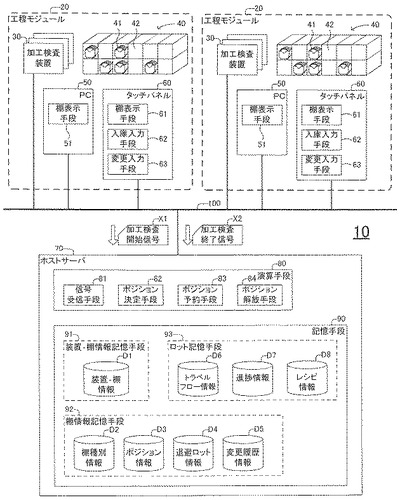
図1に、本発明に係る棚管理システム10を含む構成を示す。棚管理システム10は、半導体の製造ラインに関連して設けられる。半導体の製造ラインは複数の工程モジュール20を含み、工程モジュール20はそれぞれ1つ以上の加工検査装置30を備える。
【0012】
加工検査装置30とは、半導体を加工する装置、または半導体を検査する装置のことであり、加工や検査に係らない装置(例えば配送装置や搬送装置)は含まない。また、加工装置の中には、例えば写真装置がある。写真装置は、ウエハにマスク上に描かれたパターンを焼き付ける。さらに、検査装置の中には、例えば膜厚測定などがある。
なお、製造される半導体の各ロットを処理する加工検査装置30の組み合わせおよび処理順序は、ロットごとに異なる場合がある。
【0013】
各工程モジュール20には、半導体のロット41を一時的に保管する共用棚40が設けられる。図1では工程モジュール20ごとに1つの共用棚40を示すが、これは複数であってもよい。実際の工場では、ひとつの工程モジュール20に複数の共用棚40(ただし一般的には加工検査装置30の数よりは少ない)が設けられ、これらの共用棚40のそれぞれを複数の加工検査装置30が共用するという構成となることが多い。
【0014】
共用棚40は複数のマスすなわち空間的なポジション42を備え、各ポジション42に1つずつロット41を格納することが可能である。工場の作業者は、加工検査装置30における加工検査処理が終了したロット41を共用棚40の適切なポジション42に入庫し、また、ポジション42に格納されているロット41を搬出して加工検査装置30に投入する。ロット41にはそれぞれ固有のロット番号が付与されており、このロット番号により各ロット41が一意に識別できるようになっている。ロット番号の付与は周知の手法を用いて行われ、たとえばRFIDタグを利用して行うことができる。棚管理システム10はこのロット番号を用いてロット41を管理する。
【0015】
なお、各工程モジュール20において、共用棚40の他に、各加工検査装置30に専用の棚(図示せず)が設けられる。これらの棚は、その加工検査装置30に投入すべきロット41を格納する処理前棚と、その加工検査装置30から取り出されたロット41を格納する処理後棚とを含む。この処理前棚および処理後棚は、本実施形態では棚管理システム10の管理対象ではないため図示を省略するが、共用棚40と同様の方法で管理することも可能である。
【0016】
加工検査装置30は、ロット41に対して加工検査を行う。加工検査装置30はいずれも、加工検査のために投入されたロット41のロット番号を認識する機能を有する。ロット番号の認識は周知技術を用いて適宜行われるが、たとえば、各ロット41にRFIDタグを取り付けておき、加工検査装置30に設けられたRFIDリーダがこれを読み取ることによってロット番号を認識することができる。
【0017】
また、加工検査装置30は、加工検査処理の開始および終了に応じて、加工検査開始信号X1および加工検査終了信号X2を生成し出力する機能を有する。
加工検査開始信号X1は、その加工検査装置30が少なくとも1つのロット41について加工検査処理を開始したこと(あるいは加工検査処理を開始しようとしていること)を示す信号である。加工検査終了信号X2は、その加工検査装置30が少なくとも1つのロット41について加工検査処理を終了したことを示す信号である。加工検査開始信号X1および加工検査終了信号X2は、いずれも、当該加工検査装置30を特定する情報(たとえば装置番号)と、加工検査の対象となったロット41のロット番号(複数ある場合にはロット番号のリスト)とを含む。
【0018】
棚管理システム10は、このような半導体の製造ラインに関連して設けられ、半導体のロットを格納する棚に関する情報を管理する。なお、加工検査装置30、共用棚40およびロット41は棚管理システム10によって管理される対象であり、本実施形態では棚管理システム10自体の一部を構成するものではないが、変形例として棚管理システム10の一部を構成するものとして扱われても良い。
【0019】
棚管理システム10は、PC(パーソナルコンピュータ)50、タッチパネル60およびホストサーバ70を備える。PC50およびタッチパネル60は各工程モジュール20について1つずつ設けられ、ホストサーバ70は複数の工程モジュール20(図1の例ではすべての工程モジュール20)について1つ設けられる。
【0020】
PC50、タッチパネル60およびホストサーバ70は、周知のコンピュータとしての構成を有する。
たとえばホストサーバ70は、演算を行う演算手段80と、情報を格納する記憶手段90とを備える。演算手段80はCPU(中央処理装置)を含み、記憶手段90は半導体メモリおよびHDD(ハードディスクドライブ)を含む。また、とくに図示しないが、ホストサーバ70は、使用者が情報を入力するために用いる入力手段として入力装置を備える。この入力装置は、たとえばマウスやキーボード等である。また、ホストサーバ70は、使用者に対して情報を出力する出力手段として出力装置を備える。出力装置は、たとえば液晶ディスプレイ等の表示装置であるが、プリンタ等の印刷装置であってもよい。
PC50およびタッチパネル60も、ホストサーバ70と同様に、演算手段、記憶手段、入力手段および出力手段を備える。ただし、タッチパネル60では、周知のように入力手段は出力手段と一体となっている。
【0021】
加工検査装置30、PC50、タッチパネル60およびホストサーバ70は、LAN(ローカルエリアネットワーク)100を介して互いに通信可能に接続される。とくに、加工検査装置30は、LAN100を介して、加工検査開始信号X1および加工検査終了信号X2を他のコンピュータ(たとえばホストサーバ70)に送信する機能を有する。
【0022】
PC50の演算手段(図示せず)は、記憶手段(図示せず)に記憶された棚管理PC用プログラムを実行することにより、棚表示手段51として機能するとともに、本明細書に記載されるその他の機能を実現する。棚表示手段51は、対応する工程モジュール20の共用棚40を特定する情報(たとえば共用棚40の棚名)と、共用棚40の各ポジション42を特定する情報(たとえば共用棚40を正面から見た場合の各ポジション42の位置)と、各ポジション42に関連付けられているロット41を特定する情報(たとえば各ポジションに格納されているロットのロット番号)とを関連付けて表示する。
【0023】
また、タッチパネル60の演算手段(図示せず)は、記憶手段(図示せず)に記憶された棚管理タッチパネル用プログラムを実行することにより、棚表示手段61、入庫入力手段62および変更入力手段63として機能するとともに、本明細書に記載されるその他の機能を実現する。
棚表示手段61は、PC50の棚表示手段51と同様に、共用棚40に関する情報を表示する機能を有する。
【0024】
入庫入力手段62は、任意のポジション42に特定のロット41が入庫されたことを示す入庫完了操作を受け付ける機能を有する。たとえば作業者は、ポジション42にロット41を入庫した後に、入庫入力手段62を介して入庫完了操作を行うことにより、入庫が完了したという情報を棚管理システム10に入力する。
【0025】
変更入力手段63は、ロット41の格納ポジションを変更することを示す変更操作を受け付ける機能を有する。たとえば作業者は、あるポジション42に格納することになっているロット41を別のポジション42に格納した場合に、変更入力手段63を介して変更操作を行うことにより、ポジションの変更を棚管理システム10に入力する。
【0026】
ホストサーバ70の演算手段80は、記憶手段90に記憶された棚管理ホストサーバ用プログラム(図示せず)を実行することにより、信号受信手段81、ポジション決定手段82、ポジション予約手段83およびポジション解放手段84として機能するとともに、本明細書に記載される他の機能を実現する。
なお、上述の棚管理PC用プログラムおよび棚管理タッチパネル用プログラムと、この棚管理ホストサーバ用プログラムとが、本実施形態に係る棚管理プログラムを構成する。
【0027】
信号受信手段81は、外部のコンピュータ等から信号を受信する機能を有する。受信される信号は、たとえば加工検査開始信号X1または加工検査終了信号X2である。これらの信号は、たとえば加工検査装置30からLAN100を介して送信されるものである。
【0028】
ポジション決定手段82は、ロット41を格納すべき共用棚40およびポジション42を決定する機能を有する。この機能は、たとえば信号受信手段81が加工検査終了信号X2を受信することに応じて実行される。すなわち、加工検査装置30が加工検査処理を終了すると、これに応じて、加工検査装置30から取り出されたロット41の格納ポジションが決まることになる。
【0029】
ポジション予約手段83は、ロット41をポジション42に関連付ける機能を有する。この関連付けは、当該ポジション42に当該ロット41のロット番号を関連付けるとともに、ポジション状態(図4、後述)を「空き」から「予約中」に変更することによって行われる。この機能は、たとえばポジション決定手段82がポジション42を決定することに応じて実行される。
【0030】
ポジション解放手段84は、ロット41とポジション42との関連付けを解消する機能を有する。関連付けの解消は、当該ポジション42のポジション状態を「予約中」または「使用中」から「空き」に変更することを含む。この機能は、たとえば信号受信手段81が加工検査開始信号X1を受信することに応じて実行される。すなわち、加工検査装置30がロット41の加工検査処理を開始すると、これに応じて、そのロット41がそれまで占有していたポジション42が解放され、他のロット41に対して予約可能になることになる。
【0031】
ホストサーバ70の記憶手段90は、装置‐棚情報記憶手段91、棚情報記憶手段92、および、ロット記憶手段93を含む。
装置‐棚情報記憶手段91は、加工検査装置30のそれぞれに関する情報として、装置‐棚情報D1を記憶する。
【0032】
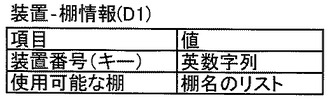
図2は、装置‐棚情報D1の構成の例を示す。装置‐棚情報D1は、加工検査装置30のそれぞれに、共用棚40のいずれかを関連付ける情報である。
加工検査装置30を一意に識別する情報である装置番号と、その加工検査装置30に関連して使用可能な棚とを関連付ける。「加工検査装置30に関連して使用可能な棚」とは、たとえば、その加工検査装置30による処理を待っている状態のロットを格納することに決められている棚である。1つの加工検査装置30に対して複数の棚が使用可能となる場合があり、使用可能な棚は、棚名(図3参照、たとえば英数字列)を1つ以上含むリストで表される。また、複数の加工検査装置30に対して、同一の共用棚40が使用可能な棚として関連付けられてもよい。
【0033】
図1に戻り、棚情報記憶手段92は、共用棚40のそれぞれに関する情報として、棚種別情報D2、ポジション情報D3、退避ロット情報D4および変更履歴情報D5を記憶する。
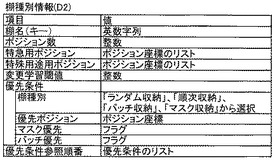
図3は、棚種別情報D2の構成の例を示す。棚種別情報D2は、その共用棚40について、ポジション決定手段82の動作を規定する情報である。棚種別情報D2は、共用棚40を一意に識別する情報である棚名と、その共用棚40に関する情報とを関連付ける。共用棚40に関する情報は、ポジション数、特急用ポジション、特殊用途用ポジション、変更学習閾値、優先条件参照順番、および優先条件を含む。
【0034】
ポジション数は、その共用棚40が備えるポジション(ロットを格納する空間)の数を表す。特急用ポジションは、ロットのうち「特急品」に該当するもののみが使用可能なポジションを表すポジション座標のリストである。たとえば、あるロットのプライオリティ(図8参照)が特定の値以上であれば、そのロットは特急品として扱われる。
【0035】
ここで、ポジション座標は、たとえば上から2段目・左から1列目のポジション(2,1)については「D21」のように表現され、先頭の「D」は当該文字列がポジション座標を表すことを示し、2文字目の「2」はポジションの縦座標を示し、3文字目の「1」はポジションの横座標を示す。なお、この「D21」という表記はポジションが縦横の2次元配列となっている場合の例であるが、ポジションが3次元配列であればさらに奥行きを表す桁が追加される。
【0036】
特殊用途用ポジションは、特定の加工検査装置30の処理前または処理後のロットのみが使用可能なポジションを表すポジション座標のリストである。たとえば、ある加工検査装置30の処理後に比較的長時間の保管期間が必要な場合、その加工検査装置30の処理後のロットは特殊用途用のポジションを使用可能である。どの加工検査装置30の処理前または処理後のロットが特殊用途用ポジションを使用可能であるかという定義は、たとえば装置‐棚情報D1に追加で定義してもよいし、他の形式で定義してもよい。
【0037】
変更学習閾値は、あるロットについてポジション決定手段82が決定したポジションが作業者によって変更された場合に、以後その変更内容をポジション決定手段82による決定に反映させるかどうかを判断する基準である。たとえば、ポジション決定手段82があるロットをポジション(1,1)に格納すべきと決定したにもかかわらず、なんらかの理由から作業者がこれを隣のポジション(1,2)に変更する場合がある。変更学習閾値が3となっている場合、(1,1)から(1,2)への変更が2回以下であればポジション決定手段82はこの変更を学習せず動作は変更されないが、変更が3回以上であればポジション決定手段82はこの変更を学習し、次にいずれかのロットを格納すべきポジションが(1,1)と判定された場合には、これを(1,2)に変更して予約させる。
【0038】
優先条件は、各ロットを格納すべきポジションをポジション決定手段82が決定する際に参照する優先条件を表す。優先条件は、棚種別、優先ポジション、マスク優先、バッチ優先という4つの項目を含む。また、優先条件参照順番は、これら4つの優先条件を参照する順番を表す。この優先条件および優先条件参照順番に関する詳細については、ポジション決定手段82の動作に関連して後述する(図10のステップS4)。
【0039】
図4は、ポジション情報D3の構成の例を示す。ポジション情報D3は、その共用棚40に含まれるポジションのそれぞれに関する情報である。ポジション情報D3は、各共用棚40の棚名(図3の棚名に対応)と、その共用棚40が備える各ポジションに関する情報とを関連付ける。
ポジション数は、その共用棚40が備えるポジションの数を表す。
【0040】
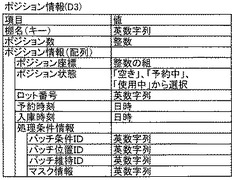
ポジション情報は配列で表され、1つのポジションについて1つの要素が定義される。各要素は、ポジション座標、ポジション状態、ロット番号、予約時刻、入庫時刻、および処理条件情報を含む。
ポジション座標は共用棚40におけるそのポジションの位置を表す座標であり、たとえば上から2段目・左から1列目のポジションのポジション座標は(2,1)と表される。なお上述のように、データ上は、このポジション座標は「D21」のように表現される。
【0041】
ポジション状態は、そのポジションとロットとの関連を表す。「空き」は、そのポジションがいかなるロットにも関連付けられていない状態を示す。「予約中」は、そのポジションがあるロットに対して関連付けられており、そのロットに対して予約中である状態を示す。「使用中」は、関連付けられたロットがすでに入庫済みであり、使用中である状態を示す。
【0042】
ロット番号(図8のロット番号に対応)は、そのポジションに関連付けられているロットを一意に識別する情報である。「ポジションにロットが関連付けられている」とは、そのポジションがそのロットに対して予約されている状態と、そのポジションにすでにそのロットが格納されている状態とを含む。なお、そのポジションにロットが関連付けられていない場合には、そのポジションに対するロット番号は空欄となる。
【0043】
予約時刻は、そのポジションが最後にいずれかのロットに対して予約された時刻(日時)を表す。
入庫時刻は、そのポジションに最後にいずれかのロットが入庫された時刻(日時)を表す。
処理条件情報は、そのポジションに関連付けられているロットの処理条件情報(図8に関連して後述)に対応する。
【0044】
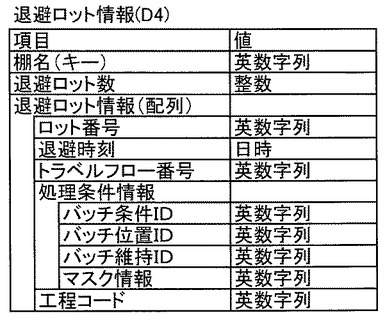
図5は、退避ロット情報D4の構成の例を示す。退避ロット情報D4は、共用棚40から退避されているロットに関する情報である。
退避とは、一度、共用棚40に入れたロットを、共用棚40以外の保管場所(たとえばその横に置かれた平台の上)に退避しておくことである。例えば、共用棚40が満杯である場合に、特急品のロットを入れるスペースを空けるために、ロットの退避が行われる。退避しておけば、共用棚40に余裕ができた時にロットを共用棚40に戻し、ロットに係る情報も退避前の状態に戻すことができる。なお、加工検査装置の作業員は、共用棚40にあるロットを優先して作業を行う。
退避ロット情報D4は、各共用棚40の棚名(図3の棚名に対応)と、その共用棚40から退避されている各ロットに関する情報とを関連付ける。
【0045】
退避ロット数は、その共用棚40から退避されているロットの数を表す。
退避ロット情報は配列で表され、1つの退避ロットについて1つの要素が定義される。各要素は、ロット番号、退避時刻、トラベルフロー番号、処理条件情報および工程コードを含む。
ロット番号は、図8のロット番号に対応するものであり、そのロットを一意に識別する情報である。
退避時刻は、そのロットが共用棚40から退避された時刻(日時)を表す。
トラベルフロー番号は、図7のトラベルフロー番号に対応するものであり、そのロットに対してどのトラベルフローが適用されるかを表す。
処理条件情報は、そのロットの処理条件情報(図8に関連して後述)に対応する。
工程コードは、その工程を一意に識別する情報であり、図7の工程コードに対応する。
【0046】
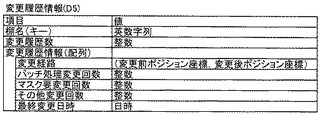
図6は、変更履歴情報D5の構成の例を示す。変更履歴情報D5は、各共用棚40の棚名(図3の棚名に対応)と、その共用棚40においてポジションが変更されたことの履歴とを関連付ける。
変更履歴数は、その共用棚40に関する変更履歴の数、すなわち過去にポジションの変更が行われた回数を表す。
【0047】
変更履歴情報は配列で表され、1つの変更経路について1つの要素が定義される。「変更経路」とは、あるロットを格納すべきポジションが変更された場合の、変更前および変更後のポジション座標の組を表す。たとえば、ポジション決定手段82がロットを格納すべきポジションを(1,1)と決定した後、作業者が実際にそのロットを格納するポジションを(1,2)とした場合、変更前ポジション座標は(1,1)であり、変更後ポジション座標は(1,2)であり、変更経路は{(1,1),(1,2)}となる。また、たとえば2回の変更が行われ、それらの変更前ポジション座標が同一であったとしても、変更後ポジションが異なっていれば異なる変更経路となる。
配列の各要素は、変更経路の他に、バッチ処理変更回数、マスク要変更回数、その他変更回数、および最終変更日時を含む。
【0048】
バッチ処理変更回数は、進捗情報D7(図8に関連して後述)にバッチ条件IDが定義されているロットに関する変更履歴の数を表す。マスク要変更回数は、進捗情報D7(図8)にマスク情報が定義されているロット(すなわちマスクを必要とするロット)に関する変更履歴の数を表す。その他変更回数は、バッチ条件IDもマスク情報も定義されていないロットに関する変更履歴の数を表す。なお、図6には示さないが、この他に変更回数の合計を表す変更回数合計が記憶されてもよい。この変更回数合計は、バッチ処理変更回数、マスク要変更回数、およびその他変更回数を単に合計したものであってもよいが、同一のロットにバッチ条件IDおよびマスク情報が双方とも定義されている場合にはこれを合わせて1回と数えるものであってもよい。
最終変更日時は、その変更経路について最後に変更履歴が記録された日時を表す。
【0049】
図1に戻り、ロット記憶手段93は、ロットのそれぞれに関するロット情報として、トラベルフロー情報D6、進捗情報D7およびレシピ情報D8を記憶する。なお、レシピ情報D8を記憶するレシピ情報記憶手段が別途設けられてもよい。
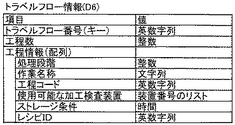
図7は、トラベルフロー情報D6の構成の例を示す。トラベルフロー情報D6は、トラベルフロー番号と、そのトラベルフローにおける加工検査処理の内容とを関連付ける。なお、トラベルフロー番号は、進捗情報D7(図8に関連して後述)において各ロット番号に関連付けられる。
【0050】
加工検査処理の内容は、工程数と、工程情報とを含む。
工程数は、そのトラベルフローにおける工程の数を表す。
工程情報は配列で表され、1つの工程について1つの要素が定義される。
【0051】
工程情報の各要素は、処理段階、作業名称、工程コード、使用可能な加工検査装置、ストレージ条件、および、レシピIDを含む。
処理段階は、そのトラベルフローにおける処理の進捗段階を表す。
作業名称は、その工程の種類を表す名称であり、たとえば「WET」「写真」「拡散」「エッチャー」等の文字列が指定される。
工程コードは、その工程を一意に識別する情報である。
使用可能な加工検査装置は、その工程において使用可能な加工検査装置30のリストである。リストに含まれる各加工検査装置30は、装置番号(図2の装置番号に対応)によって表される。
ストレージ条件は、その工程の処理が終了した後、次の工程の処理を開始する前に必要な待ち時間を表す。
レシピIDは、そのロットに適用されるレシピ情報を識別する情報であり、レシピ情報(図9)のレシピIDに対応する。
【0052】
なお、トラベルフロー情報D6の内容は、随時更新可能である。たとえば、作業者は、毎日、加工検査装置30を起動する前に、その日使用可能な加工検査装置を特定し、トラベルフロー情報D6の「使用可能な加工検査装置」を更新してもよい。
【0053】
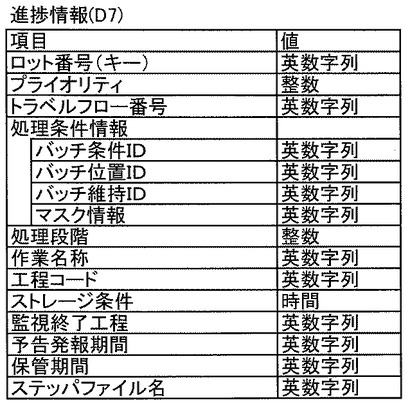
図8は、進捗情報D7の構成の例を示す。進捗情報D7は、ロット番号と、そのロットに対する加工検査処理の進捗状況とを関連付ける。進捗状況は、プライオリティ、トラベルフロー番号、処理条件情報、処理段階、作業名称、工程コード、ストレージ条件、監視終了工程、予告発報期間、保管期間、およびステッパファイル名を含む。
【0054】
プライオリティはそのロットの製造を急ぐべき優先度を表し、たとえば1であれば特急品に該当するロットであり、0であれば通常のロットである。
トラベルフロー番号は、トラベルフロー情報D6(図7)に定義されるトラベルフロー情報のうち、いずれがそのロットに対して適用されるかを表す。
【0055】
処理条件情報は、処理条件を表す4つの項目として、バッチ条件ID、バッチ位置ID、バッチ維持IDおよびマスク情報を含む。
【0056】
バッチ条件IDは英数字列であり、バッチ処理に関する処理条件を表す。バッチ処理とは、1つの加工検査装置30によって同時に複数のロットを処理することを意味する。バッチ条件IDは各工程における処理条件の相異を示すコードであり、複数のロットのバッチ条件IDが一致する場合、それらのロットは同一の加工検査装置30で同時に処理するのが効率的である。なお、そのようなバッチ処理を要しないロットについては、たとえばバッチ条件IDは指定されず空欄となっている。
【0057】
バッチ条件IDは、たとえば次のように決定することができる。まず、あるロットについて、進捗情報D7を参照して、そのロット番号に対応するトラベルフロー番号および処理段階を取得する。そして、トラベルフロー番号および処理段階を用いてトラベルフロー情報D6を参照し、該当するトラベルフローにおける「取得した処理段階+1番目」の工程に指定されるレシピIDを特定する。そして、このレシピIDを用いてレシピ情報D8を参照し、温度や、焼く時間等が同一であるロットを識別することができる。このようにして、レシピ情報におけるレシピID以外の全項目が同一であるロットのグループ(図9の例では、項目J1およびJ2がいずれも一致するロットのグループ)をまとめて、同じバッチ条件ID(たとえば4桁の数字)を付ける。
【0058】
バッチ位置IDは英数字列であり、拡散系において、同じ工程を複数回行うことがある時に、その中での位置を表す。拡散系とは、同時に処理するロットの組み合わせを決めて複数工程を連続して処理する必要があるトラベルフローを表し、非拡散系はそれ以外のトラベルフローを表す。例えばあるトラベルフロー情報が600個の工程情報で構成されており、600個の中に同じ工程が3個あり、3個の中で、1個目の工程なのか、2個目の工程なのか、3個目の工程なのかを表す。すなわち、バッチ位置IDは、拡散系/非拡散系内での現進捗系先頭からの相対位置である。
【0059】
バッチ位置IDについても、トラベルフロー情報D6を参照して、たとえば2桁の数字を付ける。
【0060】
バッチ維持IDは英数字列であり、拡散系での維持すべきバッチの構成ロットを識別するコードである。バッチ維持IDは、拡散系で、同時に処理することを予約したロットを判別するために使用する。
【0061】
バッチ維持IDについては、バッチ条件IDおよびバッチ位置IDがいずれも一致するロットのグループについて、加工検査装置でまとめて処理可能な個数(あらかじめ指定される数である)ごとに、同じ4桁の数字を付ける。(すなわち、このまとまりで、加工検査装置を使用することを予約する意味合いも含まれる。)
上述のようなバッチ条件ID、バッチ位置IDおよびバッチ維持IDを付与する作業は、作業員が行ってもよく、棚管理システム10に含まれるコンピュータのいずれかが行ってもよい。
【0062】
このようにして、バッチ条件ID・バッチ位置ID・バッチ維持IDを予め決めておき、例えば、同一のレシピIDを有するレシピで処理する各ロットとして、進捗情報D7において「0001010001」というバッチ条件ID・バッチ位置ID・バッチ維持IDが振られたロットが複数あれば、これらを一度にまとめて一つの加工検査装置30で処理することができる。また、「0001010002」というバッチ条件ID・バッチ位置ID・バッチ維持IDが振られたロットが複数あれば、これらを別途一度にまとめて一つの加工検査装置30で処理することができる。
【0063】
バッチ位置IDおよびバッチ維持IDは、バッチ条件IDの一部として扱われてもよい(すなわち、バッチ条件IDがバッチ位置IDおよびバッチ維持IDを含んでもよい。この場合、バッチ位置IDおよびバッチ維持IDまで一致する場合のみ、バッチ条件IDが全体として一致することになる)。例えば、バッチ条件IDは4桁の数字、バッチ位置IDは2桁の数字、バッチ維持IDは4桁の数字で表し、まとめて連続した10桁の数字として扱うこともある。
【0064】
マスク情報は、マスク処理に関する処理条件を表す。マスク処理はロットごとに異なる段取りを要するため、同一の工程に複数の加工検査装置30が準備されている場合でも、特定のマスクに対応した加工検査装置30は一部のみとなることがある。マスク情報は、そのロットに対応するマスクを特定する。複数のロットのマスク情報が一致する場合、それらのロットは同一の加工検査装置30で同時に処理するのが効率的である。なお、そのようなマスク処理を要しないロットについては、たとえばマスク情報は指定されず空欄となっている。
なお、どの加工検査装置30がどのマスクに対応するかという定義は、たとえば装置‐棚情報D1に追加で定義してもよいし、他の形式で定義してもよい。なお、このような定義に合わせた加工検査装置30(たとえば写真装置)側の設定は、工程が進む都度、設定し直される。また、バッチ条件やレシピ情報に合わせた加工検査装置30側のパラメータの設定も、工程が進む都度、設定し直される。
【0065】
処理段階は、図7の処理段階に対応して、そのロットのトラベルフローにおける処理の進捗段階を表す。たとえば、トラベルフロー情報D6(図7)の工程情報に定義される工程のうち何番目のものまで終了したかを表す値が指定される。
作業名称および工程コードは、そのロットについて最後に処理を行った工程の作業名称および工程コードを表す。あるいは、作業名称および工程コードは、そのロットについて次に処理を行うべき工程の作業名称および工程コードを表してもよい。また、作業名称および工程コードは、図7の作業名称および工程コードに対応している。
【0066】
ストレージ条件は、図7のストレージ条件に対応する。
監視終了工程は、保管期間の監視終了工程を表す。予告発報期間は、保管期間の監視予告時間を表す。保管期間は、保管期間の監視時間を表す。この保管期間が、トラベルフロー情報D6(図7)のストレージ条件に対応してもよい。
ステッパファイル名の意味は当業者には明らかであるため説明を省略する。
【0067】
なお、図8の進捗情報D7の内容は、そのロットの処理が進むにつれて更新される。たとえば、処理段階はそのロットの工程が進む都度、1だけ加算される。また、処理条件情報、作業名称、工程コード、ストレージ条件、監視終了工程、予告発報期間、保管期間およびステッパファイル名は、トラベルフロー情報D6(図7)やその他の情報を参照して随時更新される。
【0068】
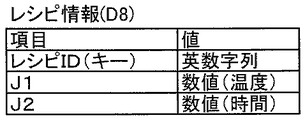
図9は、レシピ情報D8の構成の例を示す。レシピ情報D8は、レシピIDと、そのレシピIDが表すレシピの内容を関連付ける。レシピは項目J1およびJ2を含む。項目J1およびJ2は、いずれも加工検査装置に設定されるパラメータである。たとえば項目J1はその加工検査装置における処理の温度を表す数値であり、項目J2はその加工検査装置における処理の時間(たとえばロットを焼く時間)を表す数値である。なお、温度や時間以外の項目が定義されてもよい。
【0069】
以上のように構成される棚管理システム10の動作およびこれに伴う業務の流れを、図10のフローチャートおよび図11〜図14の画面例を用いて説明する。
いずれかの加工検査装置30において加工検査処理が終了すると、加工検査装置30からホストサーバ70に加工検査終了信号X2が送信される。加工検査終了信号X2は、加工検査装置30の装置番号と、加工検査の対象となったロットのロット番号(1つまたは複数)とを含む。
【0070】
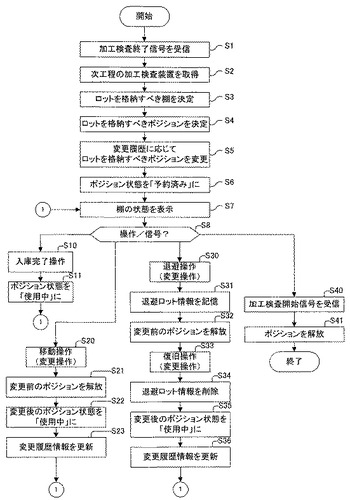
図10に示す処理は、ホストサーバ70の信号受信手段81が、この加工検査終了信号X2を受信することに応じて開始される(ステップS1)。なお、加工検査終了信号X2に複数のロット番号が含まれていた場合には、図10の処理は各ロットについて並列的に実行される。
【0071】
次に、ポジション決定手段82は、そのロットの次工程の加工検査装置30がどれであるかを特定し、その装置番号を取得する(ステップS2)。ステップS2において、ポジション決定手段82はそのロットの進捗情報D7における処理段階の値を1だけ増加させるとともに、トラベルフロー情報D6における新たな処理段階に対応する「使用可能な加工検査装置」を参照する。「使用可能な加工検査装置」に指定された装置番号が1つのみである場合、次工程の加工検査装置はその装置番号によって表される加工検査装置30となる。「使用可能な加工検査装置」に指定された装置番号が複数ある場合には、それらのうちから1つの加工検査装置30が選択される。
【0072】
ここで、加工検査装置30の選択において、装置‐棚情報D1(図2)、棚種別情報D2(図3)、ポジション情報D3(図4)等を参照してもよい。たとえば、特急品であるロットに対しては、特急用ポジションのいずれかが空いている共用棚40を検索し、その共用棚40が「使用可能な棚」に含まれる加工検査装置を選択してもよい。同様に、特殊用途用のロットに対しては、特殊用途用ポジションのいずれかが空いている共用棚40を検索し、その共用棚40が「使用可能な棚」に含まれる加工検査装置30を選択してもよい。
【0073】
なお、複数の加工検査装置30のうち1つを選択する際の基準として、たとえば、処理時間の長い工程では、同一のバッチ条件IDを有するロットを同時に同一の加工検査装置30で処理するように選択することができ、このようにすると処理効率が向上する。同一のバッチ条件を有するロットを同時に処理する場合、処理の単位は1〜6個のロットとすることができる。また、複数ロットを同時に搬送することにより搬送時間を短縮してもよい。また、一旦搬送を開始したロットと同一のバッチ条件IDを有するロットを連続的に搬送してもよい。また、同一のバッチ条件IDを有するロットは、工程単位で揃えてもよいし、連続する複数の工程をまとまった単位として揃えてもよい。
【0074】
また、上述のように処理段階の値を1だけ増加させることに伴い、ホストサーバ70は、新たな処理段階に対応するよう進捗情報D7のその他の内容を更新する。たとえば、トラベルフロー情報D6(図7)を参照し、処理条件情報、作業名称、工程コード、ストレージ条件、監視終了工程、予告発報期間、保管期間およびステッパファイル名を更新する。
【0075】
次に、ポジション決定手段82は、そのロットを格納すべき共用棚40を決定する(ステップS3)。ここで、ポジション決定手段82は装置‐棚情報D1を参照して次工程の加工検査装置30について使用可能な棚を取得し、そのうちから格納すべき共用棚40を1つ選択する。
【0076】
この選択のアルゴリズムの例は、たとえば次のように構成することができる。選択の基準としては、たとえばそのロットのバッチ条件IDおよびマスク情報を用いることができる。そのロットにバッチ条件IDが指定されており、かつ、次工程の加工検査装置30が使用可能な共用棚40のいずれかに、同一のバッチ条件IDを有する他のロットがすでに予約中または使用中となっている場合、その共用棚40を選択してもよい。同様に、ロットにマスク情報が指定されており、かつ、次工程の加工検査装置30が使用可能な共用棚40のいずれかに、同一のマスク情報を有する他のロットがすでに予約中または使用中となっている場合、その共用棚40を選択してもよい。また、そのロットにバッチ条件IDもマスク情報も指定されていない場合には、「空き」のポジションが最も多い共用棚40を選択してもよい。
【0077】
次に、ポジション決定手段82は、そのロットを格納すべきポジションを決定する(ステップS4)。ポジションの決定は、そのロットの進捗情報D7と、そのロットに関連するトラベルフロー情報D6と、対象となる共用棚40の棚種別情報D2およびポジション情報D3とに基づいて行われる。
【0078】
ステップS4において、まずポジション決定手段82は棚種別情報D2の優先条件参照順番を参照し、そこに定義されている順序に従って優先条件を適用する。
優先条件のうち、「マスク優先」および「バッチ優先」は、ロットの処理条件を優先するという基準である。
【0079】
たとえば、優先条件参照順番の先頭に「バッチ優先」が指定されており、かつ「バッチ優先」フラグがオンに設定されている場合や、優先条件参照順番の先頭に「棚種別」が指定されており、かつ「棚種別」に「バッチ収納」が指定されており、かつ「バッチ優先」フラグがオンに設定されている場合には、ポジション決定手段82はそのロットのバッチ条件IDに基づいてポジションを決定する。
【0080】
たとえば、ポジション情報D3を参照して、そのロットと同一のバッチ条件IDを有する他のロットがその共用棚40に格納されているか否かを判定する。もし格納されていれば、これに隣接するポジションのうち「空き」のものを選択する。隣接するポジションに「空き」のものがなければ、最も近い空きのポジションを選択する。
同一のバッチ条件IDのロットが格納されていない場合、同一のバッチ条件IDを有するロットが予約されているか否かを判定する。もし予約されていれば、これに隣接するポジションのうち「空き」のものを選択する。隣接するポジションに「空き」のものがなければ、最も近い空きのポジションを選択する。
【0081】
一方、「バッチ優先」フラグがオフに設定されている場合や、そのロットと同一のバッチ条件IDを有する他のロットが共用棚40に予約も格納もされていない場合や、そのロットにバッチ条件IDが指定されていない場合には、ポジション決定手段82はバッチ条件IDを用いず次の優先条件を用いてポジションを決定する。
【0082】
優先条件のうち「マスク優先」についても「バッチ優先」と同様に処理が行われる。すなわち、ポジション決定手段82は原則として同一のマスク情報を有するロットどうしが隣り合うようにポジションを決定する。
【0083】
以上のように、棚種別情報が処理条件優先を表す場合、ポジション決定手段82は、そのロットの処理条件(バッチ条件IDまたはマスク情報)と同一の処理条件を有する他のロットがポジションのいずれかに関連付けられている場合には、そのロットを格納すべきポジションを決定する際に、当該他のロットが関連付けられているポジションにより近いポジションを優先する。このため、作業員がこの決定に従ってロットを格納してゆけば、同時に同一の加工検査装置30で処理すべきロットを近い範囲に集めることができ、作業効率が向上する。
【0084】
なお、上述のように、マスク情報やバッチ条件に合わせた加工検査装置30側の設定は、工程が進む都度、設定し直される。ここで、本実施形態によれば、上述のように同一の処理条件を有するロットを近い位置に集めて少数の加工検査装置30に集中させることができるので、離れた位置にある複数の加工検査装置30でそれぞれ設定修正作業を行う必要がなくなり(または、設定修正作業が必要となる加工検査装置30の数を低減することができ)、作業の効率が向上する。
【0085】
優先条件のうち「棚種別」および「優先ポジション」は、ロットの処理条件に依存しない基準である。
「棚種別」に「ランダム収納」を表す値が指定されている場合、ポジション決定手段82は、その共用棚40において空いているポジションのうちからランダムにポジションを選択する。なお、ランダムな選択は、あらかじめ各ポジションのポジション座標を要素として含む配列を作成しておき、その配列における要素の順序をランダムにした上で、先頭から順に要素を選択することにより、結果的にポジションをランダムに選択することができる。
【0086】
なお、要素の順序をランダムに並べ替える処理は、適切な手段が適切なタイミングで実行すればよいが、実行する手段はたとえばホストサーバとすることができ、実行するタイミングは、たとえば、棚種別情報D2の棚種別が変更された時、棚種別情報D2の優先条件参照順番が変更された時、新たなポジション情報が作成された時、ポジション情報のポジション状態が変更された時、等とすることができる。
【0087】
また、「棚種別」に「順次収納」を表す値が指定されている場合、ポジション決定手段82は、その共用棚40において、優先ポジションを基準とするあらかじめ定義された順序に従って、空きのポジションを順次選択する。たとえば優先ポジションが(1,1)であれば、左上のポジションから右に向かって空きのポジションを探索してゆき、最初に発見した空きのポジションを選択する(右端まで発見されなければ1段下を左端から同様に探索し、以下同様である)。ただし、優先条件参照順番において「優先ポジション」が「棚種別」よりも高い優先度を与えられている場合には、「棚種別」の指定内容に関わらず優先ポジションを基準として空きのポジションを順次選択する。
【0088】
ここで、「棚種別」に「順次収納」を表す値が指定されており、かつ、優先条件参照順番において「棚種別」が「優先ポジション」よりも先に指定されている場合には、ある共用棚40のいずれかのポジションが「使用中」から「空き」になった時であっても、特に配列の並べ替えは行なわれない。例えば、最も優先するポジション(例として優先ポジションは(1,1)であるとする)に空きが出ても、そこは使わずに順次収納する。すなわち、ポジション決定手段82は、最後に決定したポジションの次のポジションから順に空きのポジションを探索することになる。空きのポジションが配列の最後まで発見できなければ、あらためて配列の先頭から探索を行う。
【0089】
搬入された順番で処理を行なうことが適した工程では、このように棚を管理して、作業者が(1,1)から順に作業を行なうことにしていれば、搬入された順番で処理を行なうことができる。このような優先条件参照順番および棚種別の指定は、ロットの優先順位よりも、時系列を優先する場合に使用することができる。
【0090】
一方、「棚種別」に「順次収納」を表す値が指定されており、かつ、優先条件参照順番において「優先ポジション」が「棚種別」よりも先に指定されている場合には、ある共用棚40のいずれかのポジションが「使用中」から「空き」になった時に、その共用棚40のポジション情報D3における配列の並べ替えを行なう。例えば、最も優先するポジション(例として優先ポジションは(1,1)であるとする)に空きが出れば、次はそのポジションが選択されることになる。
【0091】
搬入された順番で処理を行なうことが適してはいるものの、多少順番の変更があっても構わず、棚を左上から満たしていくことが作業者にとって効率がよい工程では、このように共用棚40を管理することができる。
【0092】
また、優先条件の「バッチ優先」のフラグがオンである場合には、優先条件参照順番の指定内容に関わらず、ある共用棚40のいずれかのポジションが「使用中」から「空き」になった時に、配列の並べ替えを行なう。
このようにすると、ロットの優先順位によって、配列を並び替えることにより、同一のバッチ条件IDを有するロットが存在する場合に、より確実にそのロットの最寄りに配置できるようになる。これにより作業者は、同時に処理可能な、同一条件のロットを探す場合に、近くのロットを探すことで見つける可能性が高くなり、作業効率が上がる。3次元に配列された奥行きのある棚の場合などに、他のロットをどけないと取れない場所に収納するケースをなるべく少なくし、同一の場所に集めることにより必要なロットだけがなるべく払いだせるようにすることが可能となる。
【0093】
また、「棚種別」に「ランダム収納」を表す値が指定されており、かつ、優先条件の「マスク優先」のフラグがオンである場合には、優先条件参照順番の指定内容に関わらず、ある共用棚40のいずれかのポジションが「使用中」から「空き」になった時に、配列の並べ替えを行なう。このように、ロットの優先順位によって、配列を並び替えることにより、同一のマスク情報を有するロットが存在する場合に、より確実にそのロットの最寄りに配置できるようになる。これにより作業者は、現在のマスクの設定で処理可能な、同一条件のロットを探す場合に、近くのロットを探すことで見つける可能性が高くなり、作業効率が上がる。合わせて、装置のマスクの設定を変更する際に、棚情報を確認してもよいが、最寄りにいなくなったところで、段取りを変更するなど、現在あるものを終了してから、変更することにより、段取り変えによる、ロットの停滞を軽減することができる。(あと1ロット処理して変更するのと、それを残したまま変更するのでは、残ったロットは次の段取り変えまで処理が出来ず停滞してしまうことになるため)
【0094】
また、「棚種別」に「バッチ収納」を表す値が指定されており、かつ、優先条件の「バッチ優先」のフラグがオンである場合には、優先条件参照順番の指定内容に関わらず、同一のバッチ条件IDを有するロットを互いに近くにまとめて配置する。すなわち、上述のように、同一のバッチ条件IDを有する他のロットに隣接するポジションがあればそれを選択し、なければ最も近い空きのポジションを選択する。ここで、このポジションの選択は、1つの列を優先して行う。たとえば、その共用棚40のポジション配列が2次元(縦および横)であれば、1つの行(横列)に、同じバッチ条件IDのロットをまとめて配置する。(なお、この横列のポジションに空きがあっても、異なるバッチ条件IDのロットに対してそのポジションは選択しない。)また、共用棚40のポジション配列が3次元(縦、横および奥行き)であれば、1つの奥行き列に、同じバッチ条件IDのロットをまとめて配置する。優先ポジション座標も、このまとまり(横列、奥行き列等)を崩さない範囲で、影響する。
これにより、作業者は同一棚の並びにあるロットは全て使用可能と判断できるため、同一処理ロットを探す作業が軽減され、間違った組合せを処理してしまうような、オペレーションミスも減らすことができる。
【0095】
また、「棚種別」に「バッチ収納」を表す値が指定されており、かつ、優先条件の「マスク優先」のフラグがオンである場合には、優先条件参照順番の指定内容に関わらず、同一のマスク情報を有するロットを互いに近くにまとめて配置する。すなわち、上述のように、同一のマスク情報を有する他のロットに隣接するポジションがあればそれを選択し、なければ最も近い空きのポジションを選択する。ここで、このポジションの選択は、1つの列を優先して行う。たとえば、その共用棚40のポジション配列が2次元(縦および横)であれば、1つの行(横列)に、同じマスク情報のロットをまとめて配置する。(なお、この横列のポジションに空きがあっても、異なるマスク情報のロットに対してそのポジションは選択しない。)また、共用棚40のポジション配列が3次元(縦、横および奥行き)であれば、1つの奥行き列に、同じマスク情報のロットをまとめて配置する。優先ポジション座標も、このまとまり(横列、奥行き列等)を崩さない範囲で、影響する。
これにより、同一棚のものが設定で処理可能であることが解り、棚で作業の段取がつけられるようになる。また、交換タイミング(マスクの設定変更)などが把握できるようになる。
【0096】
このように、ポジション決定手段82は、様々な優先条件に従って、すべてのポジションのうちから、ポジション状態が「空き」となっているポジションを1つ選択する。したがって、従来のように工程やロットの属性等によってあらかじめ棚を区別したり専用のポジションを設けたりする必要がなく、共用棚40のポジションを無駄なく活用することができる。たとえば、ある1つのポジションに、まずあるロットを格納し、そのロットが搬出された後に別のロットを格納することができ、スペースを節約できる。また、同一のポジションに異なるロットを同時に割り当ててしまうことがない。
【0097】
なお、優先条件参照順番の指定内容は、作業者が適宜変更する。たとえば、より優先順位の高いロット(工期が短いなど)がはいった場合に、参照順番を並び替える。マスク優先/バッチ優先と併用することにより、より高い優先のロットの近くに置けるようになる。例えば、バッチ数が4のときに、何らかの理由で3−3で同一バッチが2バッチ離れて置かれている場合に、その2バッチの優先順位の高いロットのほうの空きを埋めることができる。(バッチ数が4未満では処理できないという場合などに有効となる)
【0098】
次に、ポジション決定手段82は、変更履歴情報D5を参照し、結果に応じてそのロットを格納すべきポジションを変更する(ステップS5)。たとえば、変更前ポジションおよび変更後ポジションの組み合わせが一致している変更の回数が、棚種別情報D2の変更学習閾値以上である場合には、格納すべきポジションを当該変更後のポジションに変更し、そうでない場合には、格納すべきポジションをそのまま維持する。
【0099】
この判断は、たとえば次のようにして行われる。まずポジション決定手段82は、変更履歴情報D5において、変更経路に含まれる「変更前ポジション座標」の値がステップS4において決定したポジション座標と一致している配列要素をすべて抽出する。そして、その要素のうちで、変更回数(たとえば、バッチ処理変更回数、マスク要変更回数およびその他変更回数の総和)が最も大きいものを特定する。その変更回数が棚種別情報D2の「変更学習閾値」以上であれば、そのロットを格納すべきポジション座標の値を、当該変更経路の「変更後ポジション座標」の値に変更(再決定)する。
【0100】
このように、過去にポジション決定手段82の判断と作業者の判断が異なっていた場合には一定の基準で作業者の判断を優先するので、生産量や生産品種などにより一時的に使用する条件が異なった場合には、一時的または流動的にポジションを変更することができる。
【0101】
次に、ポジション予約手段83は、ステップS4〜S5で決定されたポジションを予約中とする(ステップS6)。すなわち、ポジション情報D3において当該ポジションにそのロットのロット番号を関連付け、当該ポジションのポジション状態を「予約中」に変更し、当該ポジションの予約時刻としてその時点の時刻を記憶し、当該ポジションの処理条件情報としてそのロットの処理条件情報を記憶する。
【0102】
次に、棚表示手段51および棚表示手段61は、棚状態表示ウインドウを表示する(ステップS7)。
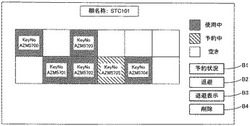
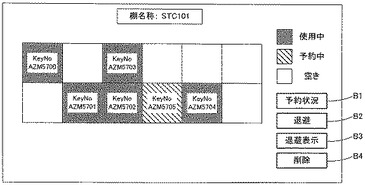
図11は、棚表示手段61が表示する棚状態表示ウインドウの例である。棚状態表示ウインドウは、共用棚40の棚名と、その共用棚40に含まれるポジションを表す図形(たとえば矩形)と、各ポジションのポジション状態と、各ポジションに関連付けられているロットを表すロット番号とを含む。なお、図11の例では、各ポジションのポジション座標は数値としてではなく位置として表されており、たとえば上段の左から3列目のポジションがポジション座標(1,3)に対応し、ロット番号「AZM5703」を有するロットがこのポジションを使用中である。
なお、これらの表示を行うために必要な情報は、適宜ホストサーバ70がPC50およびタッチパネル60に送信する。また、この棚状態ウインドウは、たとえば画面の一部のみを占めるウインドウとして表示される。
【0103】
また、棚状態表示ウインドウは、予約状況ボタンB1、退避ボタンB2、退避表示ボタンB3および削除ボタンB4を含む。なお、図11の例では、ポジション状態はパターンで表されているが、実際には色で表されてもよく、たとえば使用中は赤、予約中は黄、空きは緑で表されても良い。
なお、PC50の棚表示手段51にも図11と同様の棚状態表示ウインドウが表示されるが、予約状況ボタンB1、退避ボタンB2、退避表示ボタンB3および削除ボタンB4は表示されない。
【0104】
このようにして、当該ポジション(図11ではポジション(2,4))のポジション状態が「予約中」となったことが表示される。
このように、棚表示手段51および棚表示手段61は、各ポジションにどのロット番号のロットが関連付けられているか、および、そのポジション状態が「空き」「予約中」「使用中」のいずれであるかを表示する。したがって、作業者は棚状態表示ウインドウを確認することによって、各ポジションに格納されているロットのロット番号が何であるかを知ることができる。このため、ロットを識別するためのRFIDリーダやバーコードリーダを用いる必要がなく、作業者の作業効率が向上する。
【0105】
作業者は、棚状態表示ウインドウを見てポジション(2,4)が予約中であることを知り、また、このポジションにロット番号「AZM5705」のロットを入庫すべきであることを知る。これに従って、対応する加工検査装置30において当該ロットをピックアップし、その共用棚40に入庫する。(なお、各加工検査装置30の処理直後は、各ロットのロット番号を容易に確認できる状態となっている。たとえば加工検査装置30が各ロットのロット番号を表示してもよい。)
【0106】
ここで、作業者は、そのロットを予約されたとおりのポジションにロットを入庫する場合もあれば、適宜の判断によって他のポジションに入庫する場合もある。作業者は、そのロットを予約されたとおりのポジションに入庫する場合には、入庫完了操作を行う。一方、他のポジションに入庫する場合には、そのロットに関連付けられたポジションを、変更前のポジションから変更後のポジションに変更する変更操作を行う。
これに対応して、棚管理システム10は、タッチパネル60から入力される作業者の操作入力を待ち、受け付けた操作に応じて異なる処理を開始する(ステップS8)。ただし、ステップS8において加工検査開始信号X1を受信した場合には、これに応じてステップS40以降の処理を開始する。
【0107】
ステップS10〜S11は、入庫完了操作を行った場合の処理である。
タッチパネル60の入庫入力手段62が入庫完了操作を受け付ける(ステップS10)。入庫完了操作は、棚状態表示ウインドウにおいてポジションまたはロット番号を入力することによって開始される。この入力は、たとえば予約中のポジションまたはロット番号が表示されている領域をタッチすることによって行われる。その後、これに伴って表示される確認ウインドウ(図12に例を示す)に確認応答を入力する(たとえば「搬入」と表示されたボタンにタッチする)ことによって入庫完了操作が終了する。
【0108】
搬入入力手段62が入庫完了操作を受け付けると、ポジション予約手段83は、ポジション情報D3において該当するポジションのポジション状態を「使用中」に変更するとともに、入庫時刻としてその時点の時刻を記憶する(ステップS11)。その後、処理はステップS7に戻る。すなわち、更新された状態の棚状態表示ウインドウが表示される。
【0109】
ステップS20〜S23は、変更操作の一種として移動操作を行った場合の処理である。
タッチパネル60の変更入力手段63が移動操作を受け付ける(ステップS20)。移動操作は、変更前のポジションまたはロット番号と、変更後のポジションとからなる組を指定することを含む。指定方法として、たとえば、予約中または使用中のポジションを表す図形(図11の例では矩形)を、変更後のポジションにドラッグするという方法を用いる。この操作に応じて、図12と同様の確認ウインドウが表示されてもよい。
【0110】
変更入力手段63が移動操作を受け付けると、ポジション解放手段84が変更前のポジションを解放する(ステップS21)。ここで、ポジション解放手段84は、ポジション情報D3において変更前のポジションとロット番号との関連付けを解消し、変更前のポジションのポジション状態を「空き」に変更し、予約時刻、入庫時刻および処理条件情報を消去する。
【0111】
次に、ポジション予約手段83は、ポジション情報D3において変更後のポジションとロット番号とを関連付けるとともに、変更後のポジションのポジション状態を「使用中」に変更する(ステップS22)。また、入庫時刻としてその時点の時刻を記憶し、当該ポジションの処理条件としてそのロットの処理条件情報を記憶する。なお、記憶する処理条件情報は、ステップS21において、消去する前の処理条件情報と同じ内容とする。
次に、変更入力手段63は、変更履歴情報D5を更新する(ステップS23)。すなわち、変更履歴数を1だけ増加させ、変更前のポジションおよび変更後のポジションからなる変更経路を持つ要素を更新する。ここで、そのロットにバッチ条件IDが指定されていれば、「バッチ処理変更回数」を1だけ増加させ、そのロットにマスク情報が指定されていれば、「マスク要変更回数」を1だけ増加させ、いずれも指定されていなければ、「その他変更回数」を1だけ増加させる。また、最終変更日時を、その時点の日時に変更する。
その後、処理はステップS7に戻る。すなわち、更新された状態の棚状態表示ウインドウが表示される。
【0112】
ステップS30〜S36は、変更操作の一種として退避操作および復旧操作を行った場合の処理である。以下では、「退避前のポジション」および「復旧後のポジション」が、それぞれ「変更前のポジションおよび「変更後のポジション」に対応する。
【0113】
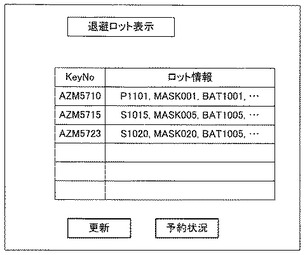
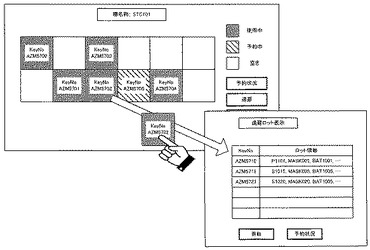
タッチパネル60の変更入力手段63が退避操作を受け付ける(ステップS30)。退避操作は、退避ボタンB2にタッチして退避操作の開始を指示した後、退避すべきロットに対応する退避前のポジションまたはロット番号を指定することを含む。棚表示手段61は、退避ボタンB2がタッチされると、画面の背景色を変更するとともに退避ロット表示ウインドウ(図13に例を示す)を表示することにより、退避操作を開始する指示を受け付けたことを表示する。背景色はたとえば白からピンクに変更される。退避ロット表示ウインドウには、すでに退避されているロットのそれぞれについて、ロット番号と、ロットに関する情報(バッチ条件ID、マスク情報、等)が表示される。
【0114】
退避すべきロットの指定方法として、たとえば、退避前のポジションを表す図形(図11の例では矩形)を、退避ロット表示ウインドウにドラッグするという方法を用いる。図14はこの操作中の画面例を示す。なお、図14中の指および矢印はドラッグ操作を示すものであり、実際の画面には表示されない。この操作に応じて、図12と同様の確認ウインドウが表示されてもよい。
【0115】
変更入力手段63が退避操作を受け付けると、退避ロット情報D4にそのロット番号が記憶され(ステップS31)、退避時刻としてその時点の時刻が記憶され、トラベルフロー番号としてそのロットのトラベルフロー番号が記憶され、処理条件情報としてそのロットの処理条件情報が記憶され、工程コードとしてそのロットに係る工程の工程コードが記憶され、退避ロット数が1だけ加算される。その後、ポジション解放手段84がステップS21と同様にして退避前のポジションを解放する(ステップS32)。
【0116】
次に、タッチパネル60の変更入力手段63が復旧操作を受け付ける(ステップS33)。復旧操作は、退避ロット情報に含まれるロット番号と、復旧後のポジションとを指定することを含む。これらの指定方法として、たとえば、退避表示ボタンB3にタッチして退避ロット表示ウインドウを表示させた後、退避ロット表示ウインドウ中の復旧させたいロット番号を、棚状態表示ウインドウ中の復旧後のポジションを表す図形にドラッグするという方法を用いる。
【0117】
変更入力手段63が復旧操作を受け付けると、退避ロット情報D4からそのロット番号に係る退避ロット情報(ロット番号、退避時刻、トラベルフロー番号、処理条件情報、工程コード)が削除され、退避ロット数が1だけ減算される(ステップS34)。次に、ポジション予約手段83は、ポジション情報D3において復旧後のポジションとロット番号とを関連付けるとともに、復旧後のポジションのポジション状態を「使用中」に変更する(ステップS35)。また、入庫時刻としてその時点の時刻を記憶し、当該ポジションの処理条件としてそのロットの処理条件情報を記憶する。なお、記憶する処理条件情報は、ステップS34において、削除される前の処理条件情報と同じ内容とする。
【0118】
次に、変更入力手段63は、ステップS23と同様に変更履歴情報D5を更新する(ステップS36)。すなわち、変更履歴数を1だけ増加させ、退避前のポジションおよび復旧後のポジションからなる変更経路を持つ要素を更新する。
その後、処理はステップS7に戻る。すなわち、更新された状態の棚状態表示ウインドウが表示される。
【0119】
加工検査処理の進行に伴い、作業者は、共用棚40に格納されていたロットを適宜取り出して加工検査装置30に投入する。これに応じ、加工検査装置30からホストサーバ70に加工検査開始信号X1が送信される。加工検査開始信号X1は、加工検査装置30の装置番号と、加工検査の対象となったロットのロット番号(1つまたは複数)とを含む。
【0120】
ステップS40〜S41は、加工検査開始信号X1が送信された場合の処理である。
信号受信手段81は、この加工検査開始信号X1を受信する(ステップS40)。これに応じて、ポジション解放手段84はステップS21と同様にして関連するポジションを開放する(ステップS41)。すなわち、ポジション情報D3を参照して、加工検査開始信号X1に含まれるロット番号が関連付けられているポジションを特定し、そのポジションとロット番号との関連付けを解消するとともに、ポジション状態を「空き」に変更する。
【0121】
以上のように説明される棚管理システム10によれば、ポジション決定手段82がロットを格納すべきポジションを決定し、棚表示手段51および棚表示手段61が、各ポジションとロット番号とを関連付けて表示するので、作業者は、棚状態表示ウインドウを確認することによってどのポジションにどのロット番号のロットが格納されているかを知ることができる。このため、ロットを識別するためのRFIDリーダやバーコードリーダを用いる必要がなく、作業者の作業効率が向上する。
【0122】
また、棚表示手段61、入庫入力手段62および変更入力手段63はタッチパネル60を用いて構成されるので、作業者はポジション状態を確認した画面をそのまま用いて操作を行うことができ、作業効率がさらに向上する。
【0123】
また、ロットにICタグをつけたり、バーコードやセンサーを使用しない場合でも、フリーの棚をシステムで管理して置く場所を逆に人に指示する指示型の棚管理システムを実現することができる。人の意思を組み込むことができ、現状使い勝手の良いように使用している選択方法をシステムが引き継ぎ、さらに効率の良い使い方を組み込むこともできる。これにより、ロットの所在が明確になり、装置の段取や、同一処理可能なロットが探しやすくなり装置の稼働率が上がる。
【0124】
なお、棚管理システム10の管理者は、変更履歴情報D5を適宜参照し、棚種別情報D2の優先条件に反映させてもよい。たとえば、あるポジションから別のポジションへの変更履歴が多ければ、変更後のポジションを最初から選択できるように棚種別情報D2の優先条件参照順番および棚種別を修正してもよい。このようにすると、棚種別情報D2に指定される恒久的な優先条件を初期値としつつ、変更履歴情報D5に基づいて優先条件を流動的に変更することができる。
【0125】
また、棚管理システム10の管理者は、変更履歴情報D5において一定期間以上更新のないデータについては削除してもよい。たとえば、変更履歴情報の各要素の最終変更日時を参照し、所定の期間が経過している要素を対象とすることができる。この削除は自動で行われてもよく、棚管理システム10はこれを実行するための変更履歴削除手段を備えてもよい。
【0126】
また、棚管理システム10は、棚種別情報D2が更新された場合には、その共用棚40に対応する変更履歴情報D5を削除する。また、いずれかの共用棚40に対応する棚種別情報D2が削除された場合にも対応する変更履歴情報D5を削除する。棚管理システム10はこれを実行するための変更履歴情報削除手段を備えてもよい。
【0127】
上述の実施の形態1において、次のような変形を施すことができる。
変更履歴情報D5において頻度が高い変更に関する情報は電子メールで通知するようにしてもよく、棚管理システム10はこれを実行する電子メール送信手段を備えてもよい。電子メール送信手段は、変更履歴情報D5の変更履歴情報の各要素について、バッチ処理変更回数、マスク要変更回数およびその他変更回数の和を算出し、この和が所定の閾値以上となるものがあれば、その要素の内容を所定のメールアドレスに送信する。なお、この所定のメールアドレスは棚管理システム10の管理者のメールアドレスとしてもよく、管理者がこの電子メールを参照して棚種別情報D2を修正してもよい。
【0128】
共用棚は、ポジションが2次元でなく1次元または3次元に配列されたものであってもよい。たとえば、ポジションは縦座標および横座標に加え、さらに奥行き座標を用いて表されてもよい。この場合、棚表示手段51および棚表示手段61は、棚状態表示ウインドウにおいて、各ポジションを1次元または3次元に配列して表示することになる。なおポジションを3次元に配列する際の具体的な表示方法は当業者が適宜設計可能である。
【0129】
共用棚が3次元の配列を有する場合、ステップS4のバッチ条件IDの判定において、奥行きを優先して考慮してもよい。たとえば、奥行き分がすべて同一のバッチ条件IDを持つロットのみとなるようにしてもよい(すなわち、同一の縦座標および同一の横座標を持つ奥行き方向に並んだ前後一列のポジションに対して、異なるバッチ条件IDが指定されたロットが混在しないようにしてもよい)。
このような機能は、たとえば次のような処理によって実現することができる。すなわち、バッチ条件IDが指定されていないロットのポジションを決定する際には、バッチ条件IDが指定されている他のロットと同じ縦座標および横座標を持つポジションは選択しないようにし、かつ、バッチ条件IDが指定されているロットについては隣接するポジションの中でも特に奥行き方向に隣接するポジションを優先するようにすればよい。
【0130】
加工検査開始信号X1および加工検査終了信号X2は、加工検査装置30以外から送信されてもよい。たとえば、作業者が特定の装置番号および特定のロット番号を指定し、加工検査開始信号または加工検査終了信号をPC50において入力してもよい。この場合、PC50が加工検査開始信号および加工検査終了信号を送信する。なお、この場合、加工検査開始信号および加工検査終了信号の送受信は、必ずしも加工検査装置30における処理の開始および終了とは同期しなくともよい。
また、この場合、信号受信手段81は、加工検査装置30から送信される加工検査開始信号X1および加工検査終了信号X2を受信する機能と、作業者によって入力されPC50から送信される上記の加工検査開始信号および加工検査終了信号を受信する機能とを有してもよい。
【0131】
配列を含む構成(図4のポジション情報D3、図5の退避ロット情報D4、図6の変更履歴情報D5、図7のトラベルフロー情報D6、等)は、実際には、複数のテーブルを用いて実現されていても構わない。例えば、図4の例では、棚名をキーにして対応するポジション数、ポジション座標(例えば(2,1)等)のリストが記憶されているテーブルがあり、このテーブルとは別に、ポジション座標に対応するポジション状態、ロット番号、予約時刻、入庫時刻、処理条件情報(バッチ条件ID、マスク情報等)が記憶されているテーブルがあってもよい。
【0132】
図7のトラベルフロー情報D6、図8の進捗情報D7および図9のレシピ情報D8は、ロット番号に基づいて最終的に各情報を取得できるものであれば、具体的構成は図示のものに限らない。
たとえば、実施の形態1では図7のトラベルフロー情報D6に含まれる「使用可能な加工検査装置」は、変形例として図9のレシピIDに関連付けられて定義されてもよい。この場合、ロット番号に基づいてトラベルフロー番号および処理段階を取得し、トラベルフロー番号および処理段階に基づいてレシピIDを取得し、レシピIDに基づいて使用可能な加工検査装置を取得することができる。
また、たとえば、図7のトラベルフロー情報D6の工程情報(配列)の中に、図8の進捗情報D7の内容を変更するタイミングに係る情報を保持してもよい。たとえば、バッチ条件ID、バッチ位置ID、バッチ維持IDを変更するタイミングに係る情報を保持してもよい。この場合、工程情報(配列)の各要素について(すなわち処理段階ごとに)、項目「バッチ維持区間」を指定してもよい。バッチ維持区間は、たとえば「Start」「Between」「End」等の値をとることができる。ロットの処理段階が進む際に、その処理段階のバッチ維持区間に「Start」が指定されている場合には、バッチ条件ID、バッチ位置IDおよびバッチ維持IDを採番して記憶する。また、その処理段階のバッチ維持区間に「Between」が指定されている場合には、バッチ条件ID、バッチ位置IDおよびバッチ維持IDは変更しない。さらに、その処理段階のバッチ維持区間に「End」が指定されている場合には、バッチ条件ID、バッチ位置IDおよびバッチ維持IDの内容を削除する。
上述のような変形を施した場合においても、実施の形態1と同様に、図8の進捗情報D7は、ロットの工程が進む都度、最新のトラベルフロー情報D6やその他の情報を参照して更新される。
【0133】
ハードウエアの構成単位は、実施の形態1に示すものに限らない。たとえば、実施の形態1のタッチパネル60は演算手段および記憶手段を有するコンピュータであるが、タッチパネルは単なる入出力装置として構成されてもよい。この場合、ホストサーバ70がタッチパネルにおける入出力を制御してもよい。また、この場合、棚管理プログラムはタッチパネルには記憶されず、PC50およびホストサーバ70のみに記憶されてもよい。
【符号の説明】
【0134】
10 棚管理システム、20 工程モジュール、30 加工検査装置、40 共用棚、41 ロット、42 ポジション、50 PC、51 棚表示手段、60 タッチパネル、61 棚表示手段、62 入庫入力手段、62 搬入入力手段、63 変更入力手段、70 ホストサーバ、80 演算手段、81 信号受信手段、82 ポジション決定手段、83 ポジション予約手段、84 ポジション解放手段、90 記憶手段、91 装置‐棚情報記憶手段、92 棚情報記憶手段、93 ロット記憶手段、
D1 棚情報、D2 棚種別情報、D3 ポジション情報、D4 退避ロット情報、D5 変更履歴情報、D6 トラベルフロー情報、D7 進捗情報、
X1 加工検査開始信号、X2 加工検査終了信号。
【技術分野】
【0001】
本発明は、複数の加工検査装置を含む半導体の製造ラインに関連して、半導体のロットを格納する棚に関する情報を管理する、棚管理システムおよび棚管理プログラムに関する。
【背景技術】
【0002】
半導体製造工場では、製造途中の半導体ロットを一時的に保管する場所として棚を利用する。製造途中の各ロットと、棚のマス(ポジション)との関係を管理する棚管理システムの例として、たとえば特許文献1に記載の生産ライン管理システムが知られている。なお、一部の工場では、異なる工程または異なる処理段階のロットで同一の棚を共用する場合がある。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平11−254275号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、従来の技術では、ロットの搬入および搬出の作業を作業者が行うことを前提とした管理が困難であるという問題があった。
たとえば特許文献1の技術は、ロットの搬入および搬出をすべて搬送機が自動で行うため、搬送機や自動搬入ストッカ等を備えない工場では利用することができない。とくに、ロットの搬入および搬出の作業を作業者が行う場合、作業者が各ロットを区別するための仕組みが必要となる。各ロットには識別情報(RFIDタグやバーコード等)が付与されているが、これを作業者が認識するためにはRFIDリーダやバーコードリーダの使用が必要であり、作業が煩雑になるため効率が低下する。
【0005】
この発明は、このような問題点を解決するためになされたものであり、ロットの搬入および搬出の作業を作業者が行うことを前提とした管理を効率的に行える棚管理システムおよび棚管理プログラムを提供することを目的とする。
【課題を解決するための手段】
【0006】
上述の問題点を解決するため、この発明に係る棚管理システムは、
半導体の製造ラインに関連して、半導体のロットを格納する棚に関する情報を管理する、棚管理システムであって、
棚は、ロットを格納するためのポジションを複数含むものであり、
棚管理システムは、
棚に含まれるポジションのそれぞれについてポジション情報を記憶する棚情報記憶手段であって、
ポジション情報は、
各ポジションに関連付けられているロットのロット番号と、
各ポジションがいかなるロットにも関連付けられていないか、関連付けられたロットに対して予約中であるか、または関連付けられたロットに対して使用中であるかに関するポジション状態と
を含む、棚情報記憶手段と、
ロットを格納すべきポジションを決定する、ポジション決定手段と、
ロットを、ポジション決定手段によって決定されたポジションに関連付ける、ポジション予約手段と、
棚と、ポジションと、そのポジションのポジション状態と、そのポジションに関連付けられているロットを表すロット番号とを関連付けて表示する棚表示手段と、
ポジションにロットが入庫されたことを示す入庫完了操作として、ポジションまたはロット番号の入力を受け付ける、入庫入力手段と
を備え、
ポジション決定手段がポジションを決定すると、ポジション予約手段は、決定されたポジションのポジション状態を予約中とし、
入庫入力手段が入庫完了操作を受け付けると、ポジション予約手段は、受け付けられた入庫完了操作に係るポジションのポジション状態を使用中とする。
【0007】
入庫完了操作は、棚表示手段においてポジションまたはロット番号が表示されている領域に対する操作であってもよい。
棚管理システムはさらに、ロット番号のいずれかに関連付けられたポジションを、変更前のポジションから変更後のポジションに変更する変更操作の入力を受け付ける、変更入力手段を備えてもよい。
棚管理システムは、ロットとポジションとの関連付けを解消する、ポジション解放手段をさらに備え、変更操作は、変更前のポジションまたはロット番号と、変更後のポジションとからなる組を指定する、移動操作を含み、変更入力手段が移動操作を受け付けると、ポジション解放手段は、変更前のポジションおよびロット番号の関連付けを解消し、ポジション予約手段は、そのロット番号と変更後のポジションとを関連付けるとともに、変更後のポジションのポジション状態を使用中としてもよい。
棚情報記憶手段はさらに、棚から退避されているロットのロット番号を含む退避ロット情報を記憶し、変更操作は、変更前のポジションまたはロット番号を指定する退避操作と、退避ロット情報に含まれるロット番号と、変更後のポジションとを指定する復旧操作とを含み、変更入力手段が退避操作を受け付けると、棚情報記憶手段はその退避操作に係るロット番号を退避ロット情報に記憶し、ポジション解放手段は変更前のポジションとロット番号との関連付けを解消し、変更入力手段が復旧操作を受け付けると、棚情報記憶手段はその復旧操作に係るロット番号を退避ロット情報から削除し、ポジション予約手段は変更後のポジションとロット番号とを関連付けるとともに、変更後のポジションのポジション状態を使用中としてもよい。
棚情報記憶手段はさらに、変更前のポジションおよび変更後のポジションを関連付ける変更履歴情報を記憶し、ポジション決定手段は、変更履歴情報に基づいて、ロットを格納すべきポジションを決定してもよい。
棚表示手段および入庫入力手段はタッチパネルを用いて構成されてもよい。
棚表示手段は、ポジションを2次元または3次元に配列して表示してもよい。
半導体の製造ラインは、複数の加工検査装置を含み、棚管理システムは、
加工検査装置のそれぞれに複数の棚のうちいずれかを関連付ける装置‐棚情報を記憶する、装置‐棚情報記憶手段と、
信号を受信する信号受信手段であって、信号は、ロットの加工検査が開始されたことを示す加工検査開始信号と、ロットの加工検査が終了したことを示す加工検査終了信号とを含み、加工検査開始信号および加工検査終了信号は、加工検査装置を表す装置番号と、ロット番号とを含む、信号受信手段と、
ロットのそれぞれについてロット情報を記憶するロット記憶手段であって、ロット情報は、そのロットを処理すべき複数の加工検査装置の順序を装置番号を用いて表すトラベルフロー情報を含む、ロット記憶手段と、
加工検査開始信号の受信に応じて、受信した加工検査開始信号に係るロットとポジションとの関連付けを解消する、ポジション解放手段と
をさらに備え、
ポジション決定手段は、加工検査終了信号の受信に応じて、受信した加工検査終了信号、ポジション情報およびロット情報に基づき、受信した加工検査終了信号に係るロットを格納すべきポジションを決定してもよい。
【0008】
また、この発明に係る棚管理プログラムは、コンピュータを、上述の棚管理システムとして機能させる。
【発明の効果】
【0009】
この発明に係る棚管理システムおよび棚管理プログラムによれば、ポジション決定手段がロットを格納すべきポジションを決定し、棚表示手段が、各ポジションとロット番号とを関連付けて表示するので、作業者は、棚状態表示ウインドウを確認することによってどのポジションにどのロット番号のロットが格納されているかを知ることができる。このため、ロットの搬入および搬出の作業を作業者が行うことを前提として、棚およびロットの管理を効率的に行うことができる。
【図面の簡単な説明】
【0010】
【図1】本発明の実施の形態1に係る棚管理システムを含む構成を示す図である。
【図2】図1の装置‐棚情報の構成の例を示す図である。
【図3】図1の棚種別情報の構成の例を示す図である。
【図4】図1のポジション情報の構成の例を示す図である。
【図5】図1の退避ロット情報の構成の例を示す図である。
【図6】図1の変更履歴情報の構成の例を示す図である。
【図7】図1のトラベルフロー情報の構成の例を示す図である。
【図8】図1の進捗情報の構成の例を示す図である。
【図9】図1のレシピ情報の構成の例を示す図である。
【図10】図1の棚管理システムの処理の流れを示すフローチャートである。
【図11】図1の棚表示手段が表示する棚状態表示ウインドウの例である。
【図12】図1の棚表示手段が表示する確認ウインドウの例である。
【図13】図1の棚表示手段が表示する退避ロット表示ウインドウの例である。
【図14】退避操作中に図1の棚表示手段が表示する画面例である。
【発明を実施するための形態】
【0011】
以下、この発明の実施の形態を添付図面に基づいて説明する。
実施の形態1.
図1に、本発明に係る棚管理システム10を含む構成を示す。棚管理システム10は、半導体の製造ラインに関連して設けられる。半導体の製造ラインは複数の工程モジュール20を含み、工程モジュール20はそれぞれ1つ以上の加工検査装置30を備える。
【0012】
加工検査装置30とは、半導体を加工する装置、または半導体を検査する装置のことであり、加工や検査に係らない装置(例えば配送装置や搬送装置)は含まない。また、加工装置の中には、例えば写真装置がある。写真装置は、ウエハにマスク上に描かれたパターンを焼き付ける。さらに、検査装置の中には、例えば膜厚測定などがある。
なお、製造される半導体の各ロットを処理する加工検査装置30の組み合わせおよび処理順序は、ロットごとに異なる場合がある。
【0013】
各工程モジュール20には、半導体のロット41を一時的に保管する共用棚40が設けられる。図1では工程モジュール20ごとに1つの共用棚40を示すが、これは複数であってもよい。実際の工場では、ひとつの工程モジュール20に複数の共用棚40(ただし一般的には加工検査装置30の数よりは少ない)が設けられ、これらの共用棚40のそれぞれを複数の加工検査装置30が共用するという構成となることが多い。
【0014】
共用棚40は複数のマスすなわち空間的なポジション42を備え、各ポジション42に1つずつロット41を格納することが可能である。工場の作業者は、加工検査装置30における加工検査処理が終了したロット41を共用棚40の適切なポジション42に入庫し、また、ポジション42に格納されているロット41を搬出して加工検査装置30に投入する。ロット41にはそれぞれ固有のロット番号が付与されており、このロット番号により各ロット41が一意に識別できるようになっている。ロット番号の付与は周知の手法を用いて行われ、たとえばRFIDタグを利用して行うことができる。棚管理システム10はこのロット番号を用いてロット41を管理する。
【0015】
なお、各工程モジュール20において、共用棚40の他に、各加工検査装置30に専用の棚(図示せず)が設けられる。これらの棚は、その加工検査装置30に投入すべきロット41を格納する処理前棚と、その加工検査装置30から取り出されたロット41を格納する処理後棚とを含む。この処理前棚および処理後棚は、本実施形態では棚管理システム10の管理対象ではないため図示を省略するが、共用棚40と同様の方法で管理することも可能である。
【0016】
加工検査装置30は、ロット41に対して加工検査を行う。加工検査装置30はいずれも、加工検査のために投入されたロット41のロット番号を認識する機能を有する。ロット番号の認識は周知技術を用いて適宜行われるが、たとえば、各ロット41にRFIDタグを取り付けておき、加工検査装置30に設けられたRFIDリーダがこれを読み取ることによってロット番号を認識することができる。
【0017】
また、加工検査装置30は、加工検査処理の開始および終了に応じて、加工検査開始信号X1および加工検査終了信号X2を生成し出力する機能を有する。
加工検査開始信号X1は、その加工検査装置30が少なくとも1つのロット41について加工検査処理を開始したこと(あるいは加工検査処理を開始しようとしていること)を示す信号である。加工検査終了信号X2は、その加工検査装置30が少なくとも1つのロット41について加工検査処理を終了したことを示す信号である。加工検査開始信号X1および加工検査終了信号X2は、いずれも、当該加工検査装置30を特定する情報(たとえば装置番号)と、加工検査の対象となったロット41のロット番号(複数ある場合にはロット番号のリスト)とを含む。
【0018】
棚管理システム10は、このような半導体の製造ラインに関連して設けられ、半導体のロットを格納する棚に関する情報を管理する。なお、加工検査装置30、共用棚40およびロット41は棚管理システム10によって管理される対象であり、本実施形態では棚管理システム10自体の一部を構成するものではないが、変形例として棚管理システム10の一部を構成するものとして扱われても良い。
【0019】
棚管理システム10は、PC(パーソナルコンピュータ)50、タッチパネル60およびホストサーバ70を備える。PC50およびタッチパネル60は各工程モジュール20について1つずつ設けられ、ホストサーバ70は複数の工程モジュール20(図1の例ではすべての工程モジュール20)について1つ設けられる。
【0020】
PC50、タッチパネル60およびホストサーバ70は、周知のコンピュータとしての構成を有する。
たとえばホストサーバ70は、演算を行う演算手段80と、情報を格納する記憶手段90とを備える。演算手段80はCPU(中央処理装置)を含み、記憶手段90は半導体メモリおよびHDD(ハードディスクドライブ)を含む。また、とくに図示しないが、ホストサーバ70は、使用者が情報を入力するために用いる入力手段として入力装置を備える。この入力装置は、たとえばマウスやキーボード等である。また、ホストサーバ70は、使用者に対して情報を出力する出力手段として出力装置を備える。出力装置は、たとえば液晶ディスプレイ等の表示装置であるが、プリンタ等の印刷装置であってもよい。
PC50およびタッチパネル60も、ホストサーバ70と同様に、演算手段、記憶手段、入力手段および出力手段を備える。ただし、タッチパネル60では、周知のように入力手段は出力手段と一体となっている。
【0021】
加工検査装置30、PC50、タッチパネル60およびホストサーバ70は、LAN(ローカルエリアネットワーク)100を介して互いに通信可能に接続される。とくに、加工検査装置30は、LAN100を介して、加工検査開始信号X1および加工検査終了信号X2を他のコンピュータ(たとえばホストサーバ70)に送信する機能を有する。
【0022】
PC50の演算手段(図示せず)は、記憶手段(図示せず)に記憶された棚管理PC用プログラムを実行することにより、棚表示手段51として機能するとともに、本明細書に記載されるその他の機能を実現する。棚表示手段51は、対応する工程モジュール20の共用棚40を特定する情報(たとえば共用棚40の棚名)と、共用棚40の各ポジション42を特定する情報(たとえば共用棚40を正面から見た場合の各ポジション42の位置)と、各ポジション42に関連付けられているロット41を特定する情報(たとえば各ポジションに格納されているロットのロット番号)とを関連付けて表示する。
【0023】
また、タッチパネル60の演算手段(図示せず)は、記憶手段(図示せず)に記憶された棚管理タッチパネル用プログラムを実行することにより、棚表示手段61、入庫入力手段62および変更入力手段63として機能するとともに、本明細書に記載されるその他の機能を実現する。
棚表示手段61は、PC50の棚表示手段51と同様に、共用棚40に関する情報を表示する機能を有する。
【0024】
入庫入力手段62は、任意のポジション42に特定のロット41が入庫されたことを示す入庫完了操作を受け付ける機能を有する。たとえば作業者は、ポジション42にロット41を入庫した後に、入庫入力手段62を介して入庫完了操作を行うことにより、入庫が完了したという情報を棚管理システム10に入力する。
【0025】
変更入力手段63は、ロット41の格納ポジションを変更することを示す変更操作を受け付ける機能を有する。たとえば作業者は、あるポジション42に格納することになっているロット41を別のポジション42に格納した場合に、変更入力手段63を介して変更操作を行うことにより、ポジションの変更を棚管理システム10に入力する。
【0026】
ホストサーバ70の演算手段80は、記憶手段90に記憶された棚管理ホストサーバ用プログラム(図示せず)を実行することにより、信号受信手段81、ポジション決定手段82、ポジション予約手段83およびポジション解放手段84として機能するとともに、本明細書に記載される他の機能を実現する。
なお、上述の棚管理PC用プログラムおよび棚管理タッチパネル用プログラムと、この棚管理ホストサーバ用プログラムとが、本実施形態に係る棚管理プログラムを構成する。
【0027】
信号受信手段81は、外部のコンピュータ等から信号を受信する機能を有する。受信される信号は、たとえば加工検査開始信号X1または加工検査終了信号X2である。これらの信号は、たとえば加工検査装置30からLAN100を介して送信されるものである。
【0028】
ポジション決定手段82は、ロット41を格納すべき共用棚40およびポジション42を決定する機能を有する。この機能は、たとえば信号受信手段81が加工検査終了信号X2を受信することに応じて実行される。すなわち、加工検査装置30が加工検査処理を終了すると、これに応じて、加工検査装置30から取り出されたロット41の格納ポジションが決まることになる。
【0029】
ポジション予約手段83は、ロット41をポジション42に関連付ける機能を有する。この関連付けは、当該ポジション42に当該ロット41のロット番号を関連付けるとともに、ポジション状態(図4、後述)を「空き」から「予約中」に変更することによって行われる。この機能は、たとえばポジション決定手段82がポジション42を決定することに応じて実行される。
【0030】
ポジション解放手段84は、ロット41とポジション42との関連付けを解消する機能を有する。関連付けの解消は、当該ポジション42のポジション状態を「予約中」または「使用中」から「空き」に変更することを含む。この機能は、たとえば信号受信手段81が加工検査開始信号X1を受信することに応じて実行される。すなわち、加工検査装置30がロット41の加工検査処理を開始すると、これに応じて、そのロット41がそれまで占有していたポジション42が解放され、他のロット41に対して予約可能になることになる。
【0031】
ホストサーバ70の記憶手段90は、装置‐棚情報記憶手段91、棚情報記憶手段92、および、ロット記憶手段93を含む。
装置‐棚情報記憶手段91は、加工検査装置30のそれぞれに関する情報として、装置‐棚情報D1を記憶する。
【0032】
図2は、装置‐棚情報D1の構成の例を示す。装置‐棚情報D1は、加工検査装置30のそれぞれに、共用棚40のいずれかを関連付ける情報である。
加工検査装置30を一意に識別する情報である装置番号と、その加工検査装置30に関連して使用可能な棚とを関連付ける。「加工検査装置30に関連して使用可能な棚」とは、たとえば、その加工検査装置30による処理を待っている状態のロットを格納することに決められている棚である。1つの加工検査装置30に対して複数の棚が使用可能となる場合があり、使用可能な棚は、棚名(図3参照、たとえば英数字列)を1つ以上含むリストで表される。また、複数の加工検査装置30に対して、同一の共用棚40が使用可能な棚として関連付けられてもよい。
【0033】
図1に戻り、棚情報記憶手段92は、共用棚40のそれぞれに関する情報として、棚種別情報D2、ポジション情報D3、退避ロット情報D4および変更履歴情報D5を記憶する。
図3は、棚種別情報D2の構成の例を示す。棚種別情報D2は、その共用棚40について、ポジション決定手段82の動作を規定する情報である。棚種別情報D2は、共用棚40を一意に識別する情報である棚名と、その共用棚40に関する情報とを関連付ける。共用棚40に関する情報は、ポジション数、特急用ポジション、特殊用途用ポジション、変更学習閾値、優先条件参照順番、および優先条件を含む。
【0034】
ポジション数は、その共用棚40が備えるポジション(ロットを格納する空間)の数を表す。特急用ポジションは、ロットのうち「特急品」に該当するもののみが使用可能なポジションを表すポジション座標のリストである。たとえば、あるロットのプライオリティ(図8参照)が特定の値以上であれば、そのロットは特急品として扱われる。
【0035】
ここで、ポジション座標は、たとえば上から2段目・左から1列目のポジション(2,1)については「D21」のように表現され、先頭の「D」は当該文字列がポジション座標を表すことを示し、2文字目の「2」はポジションの縦座標を示し、3文字目の「1」はポジションの横座標を示す。なお、この「D21」という表記はポジションが縦横の2次元配列となっている場合の例であるが、ポジションが3次元配列であればさらに奥行きを表す桁が追加される。
【0036】
特殊用途用ポジションは、特定の加工検査装置30の処理前または処理後のロットのみが使用可能なポジションを表すポジション座標のリストである。たとえば、ある加工検査装置30の処理後に比較的長時間の保管期間が必要な場合、その加工検査装置30の処理後のロットは特殊用途用のポジションを使用可能である。どの加工検査装置30の処理前または処理後のロットが特殊用途用ポジションを使用可能であるかという定義は、たとえば装置‐棚情報D1に追加で定義してもよいし、他の形式で定義してもよい。
【0037】
変更学習閾値は、あるロットについてポジション決定手段82が決定したポジションが作業者によって変更された場合に、以後その変更内容をポジション決定手段82による決定に反映させるかどうかを判断する基準である。たとえば、ポジション決定手段82があるロットをポジション(1,1)に格納すべきと決定したにもかかわらず、なんらかの理由から作業者がこれを隣のポジション(1,2)に変更する場合がある。変更学習閾値が3となっている場合、(1,1)から(1,2)への変更が2回以下であればポジション決定手段82はこの変更を学習せず動作は変更されないが、変更が3回以上であればポジション決定手段82はこの変更を学習し、次にいずれかのロットを格納すべきポジションが(1,1)と判定された場合には、これを(1,2)に変更して予約させる。
【0038】
優先条件は、各ロットを格納すべきポジションをポジション決定手段82が決定する際に参照する優先条件を表す。優先条件は、棚種別、優先ポジション、マスク優先、バッチ優先という4つの項目を含む。また、優先条件参照順番は、これら4つの優先条件を参照する順番を表す。この優先条件および優先条件参照順番に関する詳細については、ポジション決定手段82の動作に関連して後述する(図10のステップS4)。
【0039】
図4は、ポジション情報D3の構成の例を示す。ポジション情報D3は、その共用棚40に含まれるポジションのそれぞれに関する情報である。ポジション情報D3は、各共用棚40の棚名(図3の棚名に対応)と、その共用棚40が備える各ポジションに関する情報とを関連付ける。
ポジション数は、その共用棚40が備えるポジションの数を表す。
【0040】
ポジション情報は配列で表され、1つのポジションについて1つの要素が定義される。各要素は、ポジション座標、ポジション状態、ロット番号、予約時刻、入庫時刻、および処理条件情報を含む。
ポジション座標は共用棚40におけるそのポジションの位置を表す座標であり、たとえば上から2段目・左から1列目のポジションのポジション座標は(2,1)と表される。なお上述のように、データ上は、このポジション座標は「D21」のように表現される。
【0041】
ポジション状態は、そのポジションとロットとの関連を表す。「空き」は、そのポジションがいかなるロットにも関連付けられていない状態を示す。「予約中」は、そのポジションがあるロットに対して関連付けられており、そのロットに対して予約中である状態を示す。「使用中」は、関連付けられたロットがすでに入庫済みであり、使用中である状態を示す。
【0042】
ロット番号(図8のロット番号に対応)は、そのポジションに関連付けられているロットを一意に識別する情報である。「ポジションにロットが関連付けられている」とは、そのポジションがそのロットに対して予約されている状態と、そのポジションにすでにそのロットが格納されている状態とを含む。なお、そのポジションにロットが関連付けられていない場合には、そのポジションに対するロット番号は空欄となる。
【0043】
予約時刻は、そのポジションが最後にいずれかのロットに対して予約された時刻(日時)を表す。
入庫時刻は、そのポジションに最後にいずれかのロットが入庫された時刻(日時)を表す。
処理条件情報は、そのポジションに関連付けられているロットの処理条件情報(図8に関連して後述)に対応する。
【0044】
図5は、退避ロット情報D4の構成の例を示す。退避ロット情報D4は、共用棚40から退避されているロットに関する情報である。
退避とは、一度、共用棚40に入れたロットを、共用棚40以外の保管場所(たとえばその横に置かれた平台の上)に退避しておくことである。例えば、共用棚40が満杯である場合に、特急品のロットを入れるスペースを空けるために、ロットの退避が行われる。退避しておけば、共用棚40に余裕ができた時にロットを共用棚40に戻し、ロットに係る情報も退避前の状態に戻すことができる。なお、加工検査装置の作業員は、共用棚40にあるロットを優先して作業を行う。
退避ロット情報D4は、各共用棚40の棚名(図3の棚名に対応)と、その共用棚40から退避されている各ロットに関する情報とを関連付ける。
【0045】
退避ロット数は、その共用棚40から退避されているロットの数を表す。
退避ロット情報は配列で表され、1つの退避ロットについて1つの要素が定義される。各要素は、ロット番号、退避時刻、トラベルフロー番号、処理条件情報および工程コードを含む。
ロット番号は、図8のロット番号に対応するものであり、そのロットを一意に識別する情報である。
退避時刻は、そのロットが共用棚40から退避された時刻(日時)を表す。
トラベルフロー番号は、図7のトラベルフロー番号に対応するものであり、そのロットに対してどのトラベルフローが適用されるかを表す。
処理条件情報は、そのロットの処理条件情報(図8に関連して後述)に対応する。
工程コードは、その工程を一意に識別する情報であり、図7の工程コードに対応する。
【0046】
図6は、変更履歴情報D5の構成の例を示す。変更履歴情報D5は、各共用棚40の棚名(図3の棚名に対応)と、その共用棚40においてポジションが変更されたことの履歴とを関連付ける。
変更履歴数は、その共用棚40に関する変更履歴の数、すなわち過去にポジションの変更が行われた回数を表す。
【0047】
変更履歴情報は配列で表され、1つの変更経路について1つの要素が定義される。「変更経路」とは、あるロットを格納すべきポジションが変更された場合の、変更前および変更後のポジション座標の組を表す。たとえば、ポジション決定手段82がロットを格納すべきポジションを(1,1)と決定した後、作業者が実際にそのロットを格納するポジションを(1,2)とした場合、変更前ポジション座標は(1,1)であり、変更後ポジション座標は(1,2)であり、変更経路は{(1,1),(1,2)}となる。また、たとえば2回の変更が行われ、それらの変更前ポジション座標が同一であったとしても、変更後ポジションが異なっていれば異なる変更経路となる。
配列の各要素は、変更経路の他に、バッチ処理変更回数、マスク要変更回数、その他変更回数、および最終変更日時を含む。
【0048】
バッチ処理変更回数は、進捗情報D7(図8に関連して後述)にバッチ条件IDが定義されているロットに関する変更履歴の数を表す。マスク要変更回数は、進捗情報D7(図8)にマスク情報が定義されているロット(すなわちマスクを必要とするロット)に関する変更履歴の数を表す。その他変更回数は、バッチ条件IDもマスク情報も定義されていないロットに関する変更履歴の数を表す。なお、図6には示さないが、この他に変更回数の合計を表す変更回数合計が記憶されてもよい。この変更回数合計は、バッチ処理変更回数、マスク要変更回数、およびその他変更回数を単に合計したものであってもよいが、同一のロットにバッチ条件IDおよびマスク情報が双方とも定義されている場合にはこれを合わせて1回と数えるものであってもよい。
最終変更日時は、その変更経路について最後に変更履歴が記録された日時を表す。
【0049】
図1に戻り、ロット記憶手段93は、ロットのそれぞれに関するロット情報として、トラベルフロー情報D6、進捗情報D7およびレシピ情報D8を記憶する。なお、レシピ情報D8を記憶するレシピ情報記憶手段が別途設けられてもよい。
図7は、トラベルフロー情報D6の構成の例を示す。トラベルフロー情報D6は、トラベルフロー番号と、そのトラベルフローにおける加工検査処理の内容とを関連付ける。なお、トラベルフロー番号は、進捗情報D7(図8に関連して後述)において各ロット番号に関連付けられる。
【0050】
加工検査処理の内容は、工程数と、工程情報とを含む。
工程数は、そのトラベルフローにおける工程の数を表す。
工程情報は配列で表され、1つの工程について1つの要素が定義される。
【0051】
工程情報の各要素は、処理段階、作業名称、工程コード、使用可能な加工検査装置、ストレージ条件、および、レシピIDを含む。
処理段階は、そのトラベルフローにおける処理の進捗段階を表す。
作業名称は、その工程の種類を表す名称であり、たとえば「WET」「写真」「拡散」「エッチャー」等の文字列が指定される。
工程コードは、その工程を一意に識別する情報である。
使用可能な加工検査装置は、その工程において使用可能な加工検査装置30のリストである。リストに含まれる各加工検査装置30は、装置番号(図2の装置番号に対応)によって表される。
ストレージ条件は、その工程の処理が終了した後、次の工程の処理を開始する前に必要な待ち時間を表す。
レシピIDは、そのロットに適用されるレシピ情報を識別する情報であり、レシピ情報(図9)のレシピIDに対応する。
【0052】
なお、トラベルフロー情報D6の内容は、随時更新可能である。たとえば、作業者は、毎日、加工検査装置30を起動する前に、その日使用可能な加工検査装置を特定し、トラベルフロー情報D6の「使用可能な加工検査装置」を更新してもよい。
【0053】
図8は、進捗情報D7の構成の例を示す。進捗情報D7は、ロット番号と、そのロットに対する加工検査処理の進捗状況とを関連付ける。進捗状況は、プライオリティ、トラベルフロー番号、処理条件情報、処理段階、作業名称、工程コード、ストレージ条件、監視終了工程、予告発報期間、保管期間、およびステッパファイル名を含む。
【0054】
プライオリティはそのロットの製造を急ぐべき優先度を表し、たとえば1であれば特急品に該当するロットであり、0であれば通常のロットである。
トラベルフロー番号は、トラベルフロー情報D6(図7)に定義されるトラベルフロー情報のうち、いずれがそのロットに対して適用されるかを表す。
【0055】
処理条件情報は、処理条件を表す4つの項目として、バッチ条件ID、バッチ位置ID、バッチ維持IDおよびマスク情報を含む。
【0056】
バッチ条件IDは英数字列であり、バッチ処理に関する処理条件を表す。バッチ処理とは、1つの加工検査装置30によって同時に複数のロットを処理することを意味する。バッチ条件IDは各工程における処理条件の相異を示すコードであり、複数のロットのバッチ条件IDが一致する場合、それらのロットは同一の加工検査装置30で同時に処理するのが効率的である。なお、そのようなバッチ処理を要しないロットについては、たとえばバッチ条件IDは指定されず空欄となっている。
【0057】
バッチ条件IDは、たとえば次のように決定することができる。まず、あるロットについて、進捗情報D7を参照して、そのロット番号に対応するトラベルフロー番号および処理段階を取得する。そして、トラベルフロー番号および処理段階を用いてトラベルフロー情報D6を参照し、該当するトラベルフローにおける「取得した処理段階+1番目」の工程に指定されるレシピIDを特定する。そして、このレシピIDを用いてレシピ情報D8を参照し、温度や、焼く時間等が同一であるロットを識別することができる。このようにして、レシピ情報におけるレシピID以外の全項目が同一であるロットのグループ(図9の例では、項目J1およびJ2がいずれも一致するロットのグループ)をまとめて、同じバッチ条件ID(たとえば4桁の数字)を付ける。
【0058】
バッチ位置IDは英数字列であり、拡散系において、同じ工程を複数回行うことがある時に、その中での位置を表す。拡散系とは、同時に処理するロットの組み合わせを決めて複数工程を連続して処理する必要があるトラベルフローを表し、非拡散系はそれ以外のトラベルフローを表す。例えばあるトラベルフロー情報が600個の工程情報で構成されており、600個の中に同じ工程が3個あり、3個の中で、1個目の工程なのか、2個目の工程なのか、3個目の工程なのかを表す。すなわち、バッチ位置IDは、拡散系/非拡散系内での現進捗系先頭からの相対位置である。
【0059】
バッチ位置IDについても、トラベルフロー情報D6を参照して、たとえば2桁の数字を付ける。
【0060】
バッチ維持IDは英数字列であり、拡散系での維持すべきバッチの構成ロットを識別するコードである。バッチ維持IDは、拡散系で、同時に処理することを予約したロットを判別するために使用する。
【0061】
バッチ維持IDについては、バッチ条件IDおよびバッチ位置IDがいずれも一致するロットのグループについて、加工検査装置でまとめて処理可能な個数(あらかじめ指定される数である)ごとに、同じ4桁の数字を付ける。(すなわち、このまとまりで、加工検査装置を使用することを予約する意味合いも含まれる。)
上述のようなバッチ条件ID、バッチ位置IDおよびバッチ維持IDを付与する作業は、作業員が行ってもよく、棚管理システム10に含まれるコンピュータのいずれかが行ってもよい。
【0062】
このようにして、バッチ条件ID・バッチ位置ID・バッチ維持IDを予め決めておき、例えば、同一のレシピIDを有するレシピで処理する各ロットとして、進捗情報D7において「0001010001」というバッチ条件ID・バッチ位置ID・バッチ維持IDが振られたロットが複数あれば、これらを一度にまとめて一つの加工検査装置30で処理することができる。また、「0001010002」というバッチ条件ID・バッチ位置ID・バッチ維持IDが振られたロットが複数あれば、これらを別途一度にまとめて一つの加工検査装置30で処理することができる。
【0063】
バッチ位置IDおよびバッチ維持IDは、バッチ条件IDの一部として扱われてもよい(すなわち、バッチ条件IDがバッチ位置IDおよびバッチ維持IDを含んでもよい。この場合、バッチ位置IDおよびバッチ維持IDまで一致する場合のみ、バッチ条件IDが全体として一致することになる)。例えば、バッチ条件IDは4桁の数字、バッチ位置IDは2桁の数字、バッチ維持IDは4桁の数字で表し、まとめて連続した10桁の数字として扱うこともある。
【0064】
マスク情報は、マスク処理に関する処理条件を表す。マスク処理はロットごとに異なる段取りを要するため、同一の工程に複数の加工検査装置30が準備されている場合でも、特定のマスクに対応した加工検査装置30は一部のみとなることがある。マスク情報は、そのロットに対応するマスクを特定する。複数のロットのマスク情報が一致する場合、それらのロットは同一の加工検査装置30で同時に処理するのが効率的である。なお、そのようなマスク処理を要しないロットについては、たとえばマスク情報は指定されず空欄となっている。
なお、どの加工検査装置30がどのマスクに対応するかという定義は、たとえば装置‐棚情報D1に追加で定義してもよいし、他の形式で定義してもよい。なお、このような定義に合わせた加工検査装置30(たとえば写真装置)側の設定は、工程が進む都度、設定し直される。また、バッチ条件やレシピ情報に合わせた加工検査装置30側のパラメータの設定も、工程が進む都度、設定し直される。
【0065】
処理段階は、図7の処理段階に対応して、そのロットのトラベルフローにおける処理の進捗段階を表す。たとえば、トラベルフロー情報D6(図7)の工程情報に定義される工程のうち何番目のものまで終了したかを表す値が指定される。
作業名称および工程コードは、そのロットについて最後に処理を行った工程の作業名称および工程コードを表す。あるいは、作業名称および工程コードは、そのロットについて次に処理を行うべき工程の作業名称および工程コードを表してもよい。また、作業名称および工程コードは、図7の作業名称および工程コードに対応している。
【0066】
ストレージ条件は、図7のストレージ条件に対応する。
監視終了工程は、保管期間の監視終了工程を表す。予告発報期間は、保管期間の監視予告時間を表す。保管期間は、保管期間の監視時間を表す。この保管期間が、トラベルフロー情報D6(図7)のストレージ条件に対応してもよい。
ステッパファイル名の意味は当業者には明らかであるため説明を省略する。
【0067】
なお、図8の進捗情報D7の内容は、そのロットの処理が進むにつれて更新される。たとえば、処理段階はそのロットの工程が進む都度、1だけ加算される。また、処理条件情報、作業名称、工程コード、ストレージ条件、監視終了工程、予告発報期間、保管期間およびステッパファイル名は、トラベルフロー情報D6(図7)やその他の情報を参照して随時更新される。
【0068】
図9は、レシピ情報D8の構成の例を示す。レシピ情報D8は、レシピIDと、そのレシピIDが表すレシピの内容を関連付ける。レシピは項目J1およびJ2を含む。項目J1およびJ2は、いずれも加工検査装置に設定されるパラメータである。たとえば項目J1はその加工検査装置における処理の温度を表す数値であり、項目J2はその加工検査装置における処理の時間(たとえばロットを焼く時間)を表す数値である。なお、温度や時間以外の項目が定義されてもよい。
【0069】
以上のように構成される棚管理システム10の動作およびこれに伴う業務の流れを、図10のフローチャートおよび図11〜図14の画面例を用いて説明する。
いずれかの加工検査装置30において加工検査処理が終了すると、加工検査装置30からホストサーバ70に加工検査終了信号X2が送信される。加工検査終了信号X2は、加工検査装置30の装置番号と、加工検査の対象となったロットのロット番号(1つまたは複数)とを含む。
【0070】
図10に示す処理は、ホストサーバ70の信号受信手段81が、この加工検査終了信号X2を受信することに応じて開始される(ステップS1)。なお、加工検査終了信号X2に複数のロット番号が含まれていた場合には、図10の処理は各ロットについて並列的に実行される。
【0071】
次に、ポジション決定手段82は、そのロットの次工程の加工検査装置30がどれであるかを特定し、その装置番号を取得する(ステップS2)。ステップS2において、ポジション決定手段82はそのロットの進捗情報D7における処理段階の値を1だけ増加させるとともに、トラベルフロー情報D6における新たな処理段階に対応する「使用可能な加工検査装置」を参照する。「使用可能な加工検査装置」に指定された装置番号が1つのみである場合、次工程の加工検査装置はその装置番号によって表される加工検査装置30となる。「使用可能な加工検査装置」に指定された装置番号が複数ある場合には、それらのうちから1つの加工検査装置30が選択される。
【0072】
ここで、加工検査装置30の選択において、装置‐棚情報D1(図2)、棚種別情報D2(図3)、ポジション情報D3(図4)等を参照してもよい。たとえば、特急品であるロットに対しては、特急用ポジションのいずれかが空いている共用棚40を検索し、その共用棚40が「使用可能な棚」に含まれる加工検査装置を選択してもよい。同様に、特殊用途用のロットに対しては、特殊用途用ポジションのいずれかが空いている共用棚40を検索し、その共用棚40が「使用可能な棚」に含まれる加工検査装置30を選択してもよい。
【0073】
なお、複数の加工検査装置30のうち1つを選択する際の基準として、たとえば、処理時間の長い工程では、同一のバッチ条件IDを有するロットを同時に同一の加工検査装置30で処理するように選択することができ、このようにすると処理効率が向上する。同一のバッチ条件を有するロットを同時に処理する場合、処理の単位は1〜6個のロットとすることができる。また、複数ロットを同時に搬送することにより搬送時間を短縮してもよい。また、一旦搬送を開始したロットと同一のバッチ条件IDを有するロットを連続的に搬送してもよい。また、同一のバッチ条件IDを有するロットは、工程単位で揃えてもよいし、連続する複数の工程をまとまった単位として揃えてもよい。
【0074】
また、上述のように処理段階の値を1だけ増加させることに伴い、ホストサーバ70は、新たな処理段階に対応するよう進捗情報D7のその他の内容を更新する。たとえば、トラベルフロー情報D6(図7)を参照し、処理条件情報、作業名称、工程コード、ストレージ条件、監視終了工程、予告発報期間、保管期間およびステッパファイル名を更新する。
【0075】
次に、ポジション決定手段82は、そのロットを格納すべき共用棚40を決定する(ステップS3)。ここで、ポジション決定手段82は装置‐棚情報D1を参照して次工程の加工検査装置30について使用可能な棚を取得し、そのうちから格納すべき共用棚40を1つ選択する。
【0076】
この選択のアルゴリズムの例は、たとえば次のように構成することができる。選択の基準としては、たとえばそのロットのバッチ条件IDおよびマスク情報を用いることができる。そのロットにバッチ条件IDが指定されており、かつ、次工程の加工検査装置30が使用可能な共用棚40のいずれかに、同一のバッチ条件IDを有する他のロットがすでに予約中または使用中となっている場合、その共用棚40を選択してもよい。同様に、ロットにマスク情報が指定されており、かつ、次工程の加工検査装置30が使用可能な共用棚40のいずれかに、同一のマスク情報を有する他のロットがすでに予約中または使用中となっている場合、その共用棚40を選択してもよい。また、そのロットにバッチ条件IDもマスク情報も指定されていない場合には、「空き」のポジションが最も多い共用棚40を選択してもよい。
【0077】
次に、ポジション決定手段82は、そのロットを格納すべきポジションを決定する(ステップS4)。ポジションの決定は、そのロットの進捗情報D7と、そのロットに関連するトラベルフロー情報D6と、対象となる共用棚40の棚種別情報D2およびポジション情報D3とに基づいて行われる。
【0078】
ステップS4において、まずポジション決定手段82は棚種別情報D2の優先条件参照順番を参照し、そこに定義されている順序に従って優先条件を適用する。
優先条件のうち、「マスク優先」および「バッチ優先」は、ロットの処理条件を優先するという基準である。
【0079】
たとえば、優先条件参照順番の先頭に「バッチ優先」が指定されており、かつ「バッチ優先」フラグがオンに設定されている場合や、優先条件参照順番の先頭に「棚種別」が指定されており、かつ「棚種別」に「バッチ収納」が指定されており、かつ「バッチ優先」フラグがオンに設定されている場合には、ポジション決定手段82はそのロットのバッチ条件IDに基づいてポジションを決定する。
【0080】
たとえば、ポジション情報D3を参照して、そのロットと同一のバッチ条件IDを有する他のロットがその共用棚40に格納されているか否かを判定する。もし格納されていれば、これに隣接するポジションのうち「空き」のものを選択する。隣接するポジションに「空き」のものがなければ、最も近い空きのポジションを選択する。
同一のバッチ条件IDのロットが格納されていない場合、同一のバッチ条件IDを有するロットが予約されているか否かを判定する。もし予約されていれば、これに隣接するポジションのうち「空き」のものを選択する。隣接するポジションに「空き」のものがなければ、最も近い空きのポジションを選択する。
【0081】
一方、「バッチ優先」フラグがオフに設定されている場合や、そのロットと同一のバッチ条件IDを有する他のロットが共用棚40に予約も格納もされていない場合や、そのロットにバッチ条件IDが指定されていない場合には、ポジション決定手段82はバッチ条件IDを用いず次の優先条件を用いてポジションを決定する。
【0082】
優先条件のうち「マスク優先」についても「バッチ優先」と同様に処理が行われる。すなわち、ポジション決定手段82は原則として同一のマスク情報を有するロットどうしが隣り合うようにポジションを決定する。
【0083】
以上のように、棚種別情報が処理条件優先を表す場合、ポジション決定手段82は、そのロットの処理条件(バッチ条件IDまたはマスク情報)と同一の処理条件を有する他のロットがポジションのいずれかに関連付けられている場合には、そのロットを格納すべきポジションを決定する際に、当該他のロットが関連付けられているポジションにより近いポジションを優先する。このため、作業員がこの決定に従ってロットを格納してゆけば、同時に同一の加工検査装置30で処理すべきロットを近い範囲に集めることができ、作業効率が向上する。
【0084】
なお、上述のように、マスク情報やバッチ条件に合わせた加工検査装置30側の設定は、工程が進む都度、設定し直される。ここで、本実施形態によれば、上述のように同一の処理条件を有するロットを近い位置に集めて少数の加工検査装置30に集中させることができるので、離れた位置にある複数の加工検査装置30でそれぞれ設定修正作業を行う必要がなくなり(または、設定修正作業が必要となる加工検査装置30の数を低減することができ)、作業の効率が向上する。
【0085】
優先条件のうち「棚種別」および「優先ポジション」は、ロットの処理条件に依存しない基準である。
「棚種別」に「ランダム収納」を表す値が指定されている場合、ポジション決定手段82は、その共用棚40において空いているポジションのうちからランダムにポジションを選択する。なお、ランダムな選択は、あらかじめ各ポジションのポジション座標を要素として含む配列を作成しておき、その配列における要素の順序をランダムにした上で、先頭から順に要素を選択することにより、結果的にポジションをランダムに選択することができる。
【0086】
なお、要素の順序をランダムに並べ替える処理は、適切な手段が適切なタイミングで実行すればよいが、実行する手段はたとえばホストサーバとすることができ、実行するタイミングは、たとえば、棚種別情報D2の棚種別が変更された時、棚種別情報D2の優先条件参照順番が変更された時、新たなポジション情報が作成された時、ポジション情報のポジション状態が変更された時、等とすることができる。
【0087】
また、「棚種別」に「順次収納」を表す値が指定されている場合、ポジション決定手段82は、その共用棚40において、優先ポジションを基準とするあらかじめ定義された順序に従って、空きのポジションを順次選択する。たとえば優先ポジションが(1,1)であれば、左上のポジションから右に向かって空きのポジションを探索してゆき、最初に発見した空きのポジションを選択する(右端まで発見されなければ1段下を左端から同様に探索し、以下同様である)。ただし、優先条件参照順番において「優先ポジション」が「棚種別」よりも高い優先度を与えられている場合には、「棚種別」の指定内容に関わらず優先ポジションを基準として空きのポジションを順次選択する。
【0088】
ここで、「棚種別」に「順次収納」を表す値が指定されており、かつ、優先条件参照順番において「棚種別」が「優先ポジション」よりも先に指定されている場合には、ある共用棚40のいずれかのポジションが「使用中」から「空き」になった時であっても、特に配列の並べ替えは行なわれない。例えば、最も優先するポジション(例として優先ポジションは(1,1)であるとする)に空きが出ても、そこは使わずに順次収納する。すなわち、ポジション決定手段82は、最後に決定したポジションの次のポジションから順に空きのポジションを探索することになる。空きのポジションが配列の最後まで発見できなければ、あらためて配列の先頭から探索を行う。
【0089】
搬入された順番で処理を行なうことが適した工程では、このように棚を管理して、作業者が(1,1)から順に作業を行なうことにしていれば、搬入された順番で処理を行なうことができる。このような優先条件参照順番および棚種別の指定は、ロットの優先順位よりも、時系列を優先する場合に使用することができる。
【0090】
一方、「棚種別」に「順次収納」を表す値が指定されており、かつ、優先条件参照順番において「優先ポジション」が「棚種別」よりも先に指定されている場合には、ある共用棚40のいずれかのポジションが「使用中」から「空き」になった時に、その共用棚40のポジション情報D3における配列の並べ替えを行なう。例えば、最も優先するポジション(例として優先ポジションは(1,1)であるとする)に空きが出れば、次はそのポジションが選択されることになる。
【0091】
搬入された順番で処理を行なうことが適してはいるものの、多少順番の変更があっても構わず、棚を左上から満たしていくことが作業者にとって効率がよい工程では、このように共用棚40を管理することができる。
【0092】
また、優先条件の「バッチ優先」のフラグがオンである場合には、優先条件参照順番の指定内容に関わらず、ある共用棚40のいずれかのポジションが「使用中」から「空き」になった時に、配列の並べ替えを行なう。
このようにすると、ロットの優先順位によって、配列を並び替えることにより、同一のバッチ条件IDを有するロットが存在する場合に、より確実にそのロットの最寄りに配置できるようになる。これにより作業者は、同時に処理可能な、同一条件のロットを探す場合に、近くのロットを探すことで見つける可能性が高くなり、作業効率が上がる。3次元に配列された奥行きのある棚の場合などに、他のロットをどけないと取れない場所に収納するケースをなるべく少なくし、同一の場所に集めることにより必要なロットだけがなるべく払いだせるようにすることが可能となる。
【0093】
また、「棚種別」に「ランダム収納」を表す値が指定されており、かつ、優先条件の「マスク優先」のフラグがオンである場合には、優先条件参照順番の指定内容に関わらず、ある共用棚40のいずれかのポジションが「使用中」から「空き」になった時に、配列の並べ替えを行なう。このように、ロットの優先順位によって、配列を並び替えることにより、同一のマスク情報を有するロットが存在する場合に、より確実にそのロットの最寄りに配置できるようになる。これにより作業者は、現在のマスクの設定で処理可能な、同一条件のロットを探す場合に、近くのロットを探すことで見つける可能性が高くなり、作業効率が上がる。合わせて、装置のマスクの設定を変更する際に、棚情報を確認してもよいが、最寄りにいなくなったところで、段取りを変更するなど、現在あるものを終了してから、変更することにより、段取り変えによる、ロットの停滞を軽減することができる。(あと1ロット処理して変更するのと、それを残したまま変更するのでは、残ったロットは次の段取り変えまで処理が出来ず停滞してしまうことになるため)
【0094】
また、「棚種別」に「バッチ収納」を表す値が指定されており、かつ、優先条件の「バッチ優先」のフラグがオンである場合には、優先条件参照順番の指定内容に関わらず、同一のバッチ条件IDを有するロットを互いに近くにまとめて配置する。すなわち、上述のように、同一のバッチ条件IDを有する他のロットに隣接するポジションがあればそれを選択し、なければ最も近い空きのポジションを選択する。ここで、このポジションの選択は、1つの列を優先して行う。たとえば、その共用棚40のポジション配列が2次元(縦および横)であれば、1つの行(横列)に、同じバッチ条件IDのロットをまとめて配置する。(なお、この横列のポジションに空きがあっても、異なるバッチ条件IDのロットに対してそのポジションは選択しない。)また、共用棚40のポジション配列が3次元(縦、横および奥行き)であれば、1つの奥行き列に、同じバッチ条件IDのロットをまとめて配置する。優先ポジション座標も、このまとまり(横列、奥行き列等)を崩さない範囲で、影響する。
これにより、作業者は同一棚の並びにあるロットは全て使用可能と判断できるため、同一処理ロットを探す作業が軽減され、間違った組合せを処理してしまうような、オペレーションミスも減らすことができる。
【0095】
また、「棚種別」に「バッチ収納」を表す値が指定されており、かつ、優先条件の「マスク優先」のフラグがオンである場合には、優先条件参照順番の指定内容に関わらず、同一のマスク情報を有するロットを互いに近くにまとめて配置する。すなわち、上述のように、同一のマスク情報を有する他のロットに隣接するポジションがあればそれを選択し、なければ最も近い空きのポジションを選択する。ここで、このポジションの選択は、1つの列を優先して行う。たとえば、その共用棚40のポジション配列が2次元(縦および横)であれば、1つの行(横列)に、同じマスク情報のロットをまとめて配置する。(なお、この横列のポジションに空きがあっても、異なるマスク情報のロットに対してそのポジションは選択しない。)また、共用棚40のポジション配列が3次元(縦、横および奥行き)であれば、1つの奥行き列に、同じマスク情報のロットをまとめて配置する。優先ポジション座標も、このまとまり(横列、奥行き列等)を崩さない範囲で、影響する。
これにより、同一棚のものが設定で処理可能であることが解り、棚で作業の段取がつけられるようになる。また、交換タイミング(マスクの設定変更)などが把握できるようになる。
【0096】
このように、ポジション決定手段82は、様々な優先条件に従って、すべてのポジションのうちから、ポジション状態が「空き」となっているポジションを1つ選択する。したがって、従来のように工程やロットの属性等によってあらかじめ棚を区別したり専用のポジションを設けたりする必要がなく、共用棚40のポジションを無駄なく活用することができる。たとえば、ある1つのポジションに、まずあるロットを格納し、そのロットが搬出された後に別のロットを格納することができ、スペースを節約できる。また、同一のポジションに異なるロットを同時に割り当ててしまうことがない。
【0097】
なお、優先条件参照順番の指定内容は、作業者が適宜変更する。たとえば、より優先順位の高いロット(工期が短いなど)がはいった場合に、参照順番を並び替える。マスク優先/バッチ優先と併用することにより、より高い優先のロットの近くに置けるようになる。例えば、バッチ数が4のときに、何らかの理由で3−3で同一バッチが2バッチ離れて置かれている場合に、その2バッチの優先順位の高いロットのほうの空きを埋めることができる。(バッチ数が4未満では処理できないという場合などに有効となる)
【0098】
次に、ポジション決定手段82は、変更履歴情報D5を参照し、結果に応じてそのロットを格納すべきポジションを変更する(ステップS5)。たとえば、変更前ポジションおよび変更後ポジションの組み合わせが一致している変更の回数が、棚種別情報D2の変更学習閾値以上である場合には、格納すべきポジションを当該変更後のポジションに変更し、そうでない場合には、格納すべきポジションをそのまま維持する。
【0099】
この判断は、たとえば次のようにして行われる。まずポジション決定手段82は、変更履歴情報D5において、変更経路に含まれる「変更前ポジション座標」の値がステップS4において決定したポジション座標と一致している配列要素をすべて抽出する。そして、その要素のうちで、変更回数(たとえば、バッチ処理変更回数、マスク要変更回数およびその他変更回数の総和)が最も大きいものを特定する。その変更回数が棚種別情報D2の「変更学習閾値」以上であれば、そのロットを格納すべきポジション座標の値を、当該変更経路の「変更後ポジション座標」の値に変更(再決定)する。
【0100】
このように、過去にポジション決定手段82の判断と作業者の判断が異なっていた場合には一定の基準で作業者の判断を優先するので、生産量や生産品種などにより一時的に使用する条件が異なった場合には、一時的または流動的にポジションを変更することができる。
【0101】
次に、ポジション予約手段83は、ステップS4〜S5で決定されたポジションを予約中とする(ステップS6)。すなわち、ポジション情報D3において当該ポジションにそのロットのロット番号を関連付け、当該ポジションのポジション状態を「予約中」に変更し、当該ポジションの予約時刻としてその時点の時刻を記憶し、当該ポジションの処理条件情報としてそのロットの処理条件情報を記憶する。
【0102】
次に、棚表示手段51および棚表示手段61は、棚状態表示ウインドウを表示する(ステップS7)。
図11は、棚表示手段61が表示する棚状態表示ウインドウの例である。棚状態表示ウインドウは、共用棚40の棚名と、その共用棚40に含まれるポジションを表す図形(たとえば矩形)と、各ポジションのポジション状態と、各ポジションに関連付けられているロットを表すロット番号とを含む。なお、図11の例では、各ポジションのポジション座標は数値としてではなく位置として表されており、たとえば上段の左から3列目のポジションがポジション座標(1,3)に対応し、ロット番号「AZM5703」を有するロットがこのポジションを使用中である。
なお、これらの表示を行うために必要な情報は、適宜ホストサーバ70がPC50およびタッチパネル60に送信する。また、この棚状態ウインドウは、たとえば画面の一部のみを占めるウインドウとして表示される。
【0103】
また、棚状態表示ウインドウは、予約状況ボタンB1、退避ボタンB2、退避表示ボタンB3および削除ボタンB4を含む。なお、図11の例では、ポジション状態はパターンで表されているが、実際には色で表されてもよく、たとえば使用中は赤、予約中は黄、空きは緑で表されても良い。
なお、PC50の棚表示手段51にも図11と同様の棚状態表示ウインドウが表示されるが、予約状況ボタンB1、退避ボタンB2、退避表示ボタンB3および削除ボタンB4は表示されない。
【0104】
このようにして、当該ポジション(図11ではポジション(2,4))のポジション状態が「予約中」となったことが表示される。
このように、棚表示手段51および棚表示手段61は、各ポジションにどのロット番号のロットが関連付けられているか、および、そのポジション状態が「空き」「予約中」「使用中」のいずれであるかを表示する。したがって、作業者は棚状態表示ウインドウを確認することによって、各ポジションに格納されているロットのロット番号が何であるかを知ることができる。このため、ロットを識別するためのRFIDリーダやバーコードリーダを用いる必要がなく、作業者の作業効率が向上する。
【0105】
作業者は、棚状態表示ウインドウを見てポジション(2,4)が予約中であることを知り、また、このポジションにロット番号「AZM5705」のロットを入庫すべきであることを知る。これに従って、対応する加工検査装置30において当該ロットをピックアップし、その共用棚40に入庫する。(なお、各加工検査装置30の処理直後は、各ロットのロット番号を容易に確認できる状態となっている。たとえば加工検査装置30が各ロットのロット番号を表示してもよい。)
【0106】
ここで、作業者は、そのロットを予約されたとおりのポジションにロットを入庫する場合もあれば、適宜の判断によって他のポジションに入庫する場合もある。作業者は、そのロットを予約されたとおりのポジションに入庫する場合には、入庫完了操作を行う。一方、他のポジションに入庫する場合には、そのロットに関連付けられたポジションを、変更前のポジションから変更後のポジションに変更する変更操作を行う。
これに対応して、棚管理システム10は、タッチパネル60から入力される作業者の操作入力を待ち、受け付けた操作に応じて異なる処理を開始する(ステップS8)。ただし、ステップS8において加工検査開始信号X1を受信した場合には、これに応じてステップS40以降の処理を開始する。
【0107】
ステップS10〜S11は、入庫完了操作を行った場合の処理である。
タッチパネル60の入庫入力手段62が入庫完了操作を受け付ける(ステップS10)。入庫完了操作は、棚状態表示ウインドウにおいてポジションまたはロット番号を入力することによって開始される。この入力は、たとえば予約中のポジションまたはロット番号が表示されている領域をタッチすることによって行われる。その後、これに伴って表示される確認ウインドウ(図12に例を示す)に確認応答を入力する(たとえば「搬入」と表示されたボタンにタッチする)ことによって入庫完了操作が終了する。
【0108】
搬入入力手段62が入庫完了操作を受け付けると、ポジション予約手段83は、ポジション情報D3において該当するポジションのポジション状態を「使用中」に変更するとともに、入庫時刻としてその時点の時刻を記憶する(ステップS11)。その後、処理はステップS7に戻る。すなわち、更新された状態の棚状態表示ウインドウが表示される。
【0109】
ステップS20〜S23は、変更操作の一種として移動操作を行った場合の処理である。
タッチパネル60の変更入力手段63が移動操作を受け付ける(ステップS20)。移動操作は、変更前のポジションまたはロット番号と、変更後のポジションとからなる組を指定することを含む。指定方法として、たとえば、予約中または使用中のポジションを表す図形(図11の例では矩形)を、変更後のポジションにドラッグするという方法を用いる。この操作に応じて、図12と同様の確認ウインドウが表示されてもよい。
【0110】
変更入力手段63が移動操作を受け付けると、ポジション解放手段84が変更前のポジションを解放する(ステップS21)。ここで、ポジション解放手段84は、ポジション情報D3において変更前のポジションとロット番号との関連付けを解消し、変更前のポジションのポジション状態を「空き」に変更し、予約時刻、入庫時刻および処理条件情報を消去する。
【0111】
次に、ポジション予約手段83は、ポジション情報D3において変更後のポジションとロット番号とを関連付けるとともに、変更後のポジションのポジション状態を「使用中」に変更する(ステップS22)。また、入庫時刻としてその時点の時刻を記憶し、当該ポジションの処理条件としてそのロットの処理条件情報を記憶する。なお、記憶する処理条件情報は、ステップS21において、消去する前の処理条件情報と同じ内容とする。
次に、変更入力手段63は、変更履歴情報D5を更新する(ステップS23)。すなわち、変更履歴数を1だけ増加させ、変更前のポジションおよび変更後のポジションからなる変更経路を持つ要素を更新する。ここで、そのロットにバッチ条件IDが指定されていれば、「バッチ処理変更回数」を1だけ増加させ、そのロットにマスク情報が指定されていれば、「マスク要変更回数」を1だけ増加させ、いずれも指定されていなければ、「その他変更回数」を1だけ増加させる。また、最終変更日時を、その時点の日時に変更する。
その後、処理はステップS7に戻る。すなわち、更新された状態の棚状態表示ウインドウが表示される。
【0112】
ステップS30〜S36は、変更操作の一種として退避操作および復旧操作を行った場合の処理である。以下では、「退避前のポジション」および「復旧後のポジション」が、それぞれ「変更前のポジションおよび「変更後のポジション」に対応する。
【0113】
タッチパネル60の変更入力手段63が退避操作を受け付ける(ステップS30)。退避操作は、退避ボタンB2にタッチして退避操作の開始を指示した後、退避すべきロットに対応する退避前のポジションまたはロット番号を指定することを含む。棚表示手段61は、退避ボタンB2がタッチされると、画面の背景色を変更するとともに退避ロット表示ウインドウ(図13に例を示す)を表示することにより、退避操作を開始する指示を受け付けたことを表示する。背景色はたとえば白からピンクに変更される。退避ロット表示ウインドウには、すでに退避されているロットのそれぞれについて、ロット番号と、ロットに関する情報(バッチ条件ID、マスク情報、等)が表示される。
【0114】
退避すべきロットの指定方法として、たとえば、退避前のポジションを表す図形(図11の例では矩形)を、退避ロット表示ウインドウにドラッグするという方法を用いる。図14はこの操作中の画面例を示す。なお、図14中の指および矢印はドラッグ操作を示すものであり、実際の画面には表示されない。この操作に応じて、図12と同様の確認ウインドウが表示されてもよい。
【0115】
変更入力手段63が退避操作を受け付けると、退避ロット情報D4にそのロット番号が記憶され(ステップS31)、退避時刻としてその時点の時刻が記憶され、トラベルフロー番号としてそのロットのトラベルフロー番号が記憶され、処理条件情報としてそのロットの処理条件情報が記憶され、工程コードとしてそのロットに係る工程の工程コードが記憶され、退避ロット数が1だけ加算される。その後、ポジション解放手段84がステップS21と同様にして退避前のポジションを解放する(ステップS32)。
【0116】
次に、タッチパネル60の変更入力手段63が復旧操作を受け付ける(ステップS33)。復旧操作は、退避ロット情報に含まれるロット番号と、復旧後のポジションとを指定することを含む。これらの指定方法として、たとえば、退避表示ボタンB3にタッチして退避ロット表示ウインドウを表示させた後、退避ロット表示ウインドウ中の復旧させたいロット番号を、棚状態表示ウインドウ中の復旧後のポジションを表す図形にドラッグするという方法を用いる。
【0117】
変更入力手段63が復旧操作を受け付けると、退避ロット情報D4からそのロット番号に係る退避ロット情報(ロット番号、退避時刻、トラベルフロー番号、処理条件情報、工程コード)が削除され、退避ロット数が1だけ減算される(ステップS34)。次に、ポジション予約手段83は、ポジション情報D3において復旧後のポジションとロット番号とを関連付けるとともに、復旧後のポジションのポジション状態を「使用中」に変更する(ステップS35)。また、入庫時刻としてその時点の時刻を記憶し、当該ポジションの処理条件としてそのロットの処理条件情報を記憶する。なお、記憶する処理条件情報は、ステップS34において、削除される前の処理条件情報と同じ内容とする。
【0118】
次に、変更入力手段63は、ステップS23と同様に変更履歴情報D5を更新する(ステップS36)。すなわち、変更履歴数を1だけ増加させ、退避前のポジションおよび復旧後のポジションからなる変更経路を持つ要素を更新する。
その後、処理はステップS7に戻る。すなわち、更新された状態の棚状態表示ウインドウが表示される。
【0119】
加工検査処理の進行に伴い、作業者は、共用棚40に格納されていたロットを適宜取り出して加工検査装置30に投入する。これに応じ、加工検査装置30からホストサーバ70に加工検査開始信号X1が送信される。加工検査開始信号X1は、加工検査装置30の装置番号と、加工検査の対象となったロットのロット番号(1つまたは複数)とを含む。
【0120】
ステップS40〜S41は、加工検査開始信号X1が送信された場合の処理である。
信号受信手段81は、この加工検査開始信号X1を受信する(ステップS40)。これに応じて、ポジション解放手段84はステップS21と同様にして関連するポジションを開放する(ステップS41)。すなわち、ポジション情報D3を参照して、加工検査開始信号X1に含まれるロット番号が関連付けられているポジションを特定し、そのポジションとロット番号との関連付けを解消するとともに、ポジション状態を「空き」に変更する。
【0121】
以上のように説明される棚管理システム10によれば、ポジション決定手段82がロットを格納すべきポジションを決定し、棚表示手段51および棚表示手段61が、各ポジションとロット番号とを関連付けて表示するので、作業者は、棚状態表示ウインドウを確認することによってどのポジションにどのロット番号のロットが格納されているかを知ることができる。このため、ロットを識別するためのRFIDリーダやバーコードリーダを用いる必要がなく、作業者の作業効率が向上する。
【0122】
また、棚表示手段61、入庫入力手段62および変更入力手段63はタッチパネル60を用いて構成されるので、作業者はポジション状態を確認した画面をそのまま用いて操作を行うことができ、作業効率がさらに向上する。
【0123】
また、ロットにICタグをつけたり、バーコードやセンサーを使用しない場合でも、フリーの棚をシステムで管理して置く場所を逆に人に指示する指示型の棚管理システムを実現することができる。人の意思を組み込むことができ、現状使い勝手の良いように使用している選択方法をシステムが引き継ぎ、さらに効率の良い使い方を組み込むこともできる。これにより、ロットの所在が明確になり、装置の段取や、同一処理可能なロットが探しやすくなり装置の稼働率が上がる。
【0124】
なお、棚管理システム10の管理者は、変更履歴情報D5を適宜参照し、棚種別情報D2の優先条件に反映させてもよい。たとえば、あるポジションから別のポジションへの変更履歴が多ければ、変更後のポジションを最初から選択できるように棚種別情報D2の優先条件参照順番および棚種別を修正してもよい。このようにすると、棚種別情報D2に指定される恒久的な優先条件を初期値としつつ、変更履歴情報D5に基づいて優先条件を流動的に変更することができる。
【0125】
また、棚管理システム10の管理者は、変更履歴情報D5において一定期間以上更新のないデータについては削除してもよい。たとえば、変更履歴情報の各要素の最終変更日時を参照し、所定の期間が経過している要素を対象とすることができる。この削除は自動で行われてもよく、棚管理システム10はこれを実行するための変更履歴削除手段を備えてもよい。
【0126】
また、棚管理システム10は、棚種別情報D2が更新された場合には、その共用棚40に対応する変更履歴情報D5を削除する。また、いずれかの共用棚40に対応する棚種別情報D2が削除された場合にも対応する変更履歴情報D5を削除する。棚管理システム10はこれを実行するための変更履歴情報削除手段を備えてもよい。
【0127】
上述の実施の形態1において、次のような変形を施すことができる。
変更履歴情報D5において頻度が高い変更に関する情報は電子メールで通知するようにしてもよく、棚管理システム10はこれを実行する電子メール送信手段を備えてもよい。電子メール送信手段は、変更履歴情報D5の変更履歴情報の各要素について、バッチ処理変更回数、マスク要変更回数およびその他変更回数の和を算出し、この和が所定の閾値以上となるものがあれば、その要素の内容を所定のメールアドレスに送信する。なお、この所定のメールアドレスは棚管理システム10の管理者のメールアドレスとしてもよく、管理者がこの電子メールを参照して棚種別情報D2を修正してもよい。
【0128】
共用棚は、ポジションが2次元でなく1次元または3次元に配列されたものであってもよい。たとえば、ポジションは縦座標および横座標に加え、さらに奥行き座標を用いて表されてもよい。この場合、棚表示手段51および棚表示手段61は、棚状態表示ウインドウにおいて、各ポジションを1次元または3次元に配列して表示することになる。なおポジションを3次元に配列する際の具体的な表示方法は当業者が適宜設計可能である。
【0129】
共用棚が3次元の配列を有する場合、ステップS4のバッチ条件IDの判定において、奥行きを優先して考慮してもよい。たとえば、奥行き分がすべて同一のバッチ条件IDを持つロットのみとなるようにしてもよい(すなわち、同一の縦座標および同一の横座標を持つ奥行き方向に並んだ前後一列のポジションに対して、異なるバッチ条件IDが指定されたロットが混在しないようにしてもよい)。
このような機能は、たとえば次のような処理によって実現することができる。すなわち、バッチ条件IDが指定されていないロットのポジションを決定する際には、バッチ条件IDが指定されている他のロットと同じ縦座標および横座標を持つポジションは選択しないようにし、かつ、バッチ条件IDが指定されているロットについては隣接するポジションの中でも特に奥行き方向に隣接するポジションを優先するようにすればよい。
【0130】
加工検査開始信号X1および加工検査終了信号X2は、加工検査装置30以外から送信されてもよい。たとえば、作業者が特定の装置番号および特定のロット番号を指定し、加工検査開始信号または加工検査終了信号をPC50において入力してもよい。この場合、PC50が加工検査開始信号および加工検査終了信号を送信する。なお、この場合、加工検査開始信号および加工検査終了信号の送受信は、必ずしも加工検査装置30における処理の開始および終了とは同期しなくともよい。
また、この場合、信号受信手段81は、加工検査装置30から送信される加工検査開始信号X1および加工検査終了信号X2を受信する機能と、作業者によって入力されPC50から送信される上記の加工検査開始信号および加工検査終了信号を受信する機能とを有してもよい。
【0131】
配列を含む構成(図4のポジション情報D3、図5の退避ロット情報D4、図6の変更履歴情報D5、図7のトラベルフロー情報D6、等)は、実際には、複数のテーブルを用いて実現されていても構わない。例えば、図4の例では、棚名をキーにして対応するポジション数、ポジション座標(例えば(2,1)等)のリストが記憶されているテーブルがあり、このテーブルとは別に、ポジション座標に対応するポジション状態、ロット番号、予約時刻、入庫時刻、処理条件情報(バッチ条件ID、マスク情報等)が記憶されているテーブルがあってもよい。
【0132】
図7のトラベルフロー情報D6、図8の進捗情報D7および図9のレシピ情報D8は、ロット番号に基づいて最終的に各情報を取得できるものであれば、具体的構成は図示のものに限らない。
たとえば、実施の形態1では図7のトラベルフロー情報D6に含まれる「使用可能な加工検査装置」は、変形例として図9のレシピIDに関連付けられて定義されてもよい。この場合、ロット番号に基づいてトラベルフロー番号および処理段階を取得し、トラベルフロー番号および処理段階に基づいてレシピIDを取得し、レシピIDに基づいて使用可能な加工検査装置を取得することができる。
また、たとえば、図7のトラベルフロー情報D6の工程情報(配列)の中に、図8の進捗情報D7の内容を変更するタイミングに係る情報を保持してもよい。たとえば、バッチ条件ID、バッチ位置ID、バッチ維持IDを変更するタイミングに係る情報を保持してもよい。この場合、工程情報(配列)の各要素について(すなわち処理段階ごとに)、項目「バッチ維持区間」を指定してもよい。バッチ維持区間は、たとえば「Start」「Between」「End」等の値をとることができる。ロットの処理段階が進む際に、その処理段階のバッチ維持区間に「Start」が指定されている場合には、バッチ条件ID、バッチ位置IDおよびバッチ維持IDを採番して記憶する。また、その処理段階のバッチ維持区間に「Between」が指定されている場合には、バッチ条件ID、バッチ位置IDおよびバッチ維持IDは変更しない。さらに、その処理段階のバッチ維持区間に「End」が指定されている場合には、バッチ条件ID、バッチ位置IDおよびバッチ維持IDの内容を削除する。
上述のような変形を施した場合においても、実施の形態1と同様に、図8の進捗情報D7は、ロットの工程が進む都度、最新のトラベルフロー情報D6やその他の情報を参照して更新される。
【0133】
ハードウエアの構成単位は、実施の形態1に示すものに限らない。たとえば、実施の形態1のタッチパネル60は演算手段および記憶手段を有するコンピュータであるが、タッチパネルは単なる入出力装置として構成されてもよい。この場合、ホストサーバ70がタッチパネルにおける入出力を制御してもよい。また、この場合、棚管理プログラムはタッチパネルには記憶されず、PC50およびホストサーバ70のみに記憶されてもよい。
【符号の説明】
【0134】
10 棚管理システム、20 工程モジュール、30 加工検査装置、40 共用棚、41 ロット、42 ポジション、50 PC、51 棚表示手段、60 タッチパネル、61 棚表示手段、62 入庫入力手段、62 搬入入力手段、63 変更入力手段、70 ホストサーバ、80 演算手段、81 信号受信手段、82 ポジション決定手段、83 ポジション予約手段、84 ポジション解放手段、90 記憶手段、91 装置‐棚情報記憶手段、92 棚情報記憶手段、93 ロット記憶手段、
D1 棚情報、D2 棚種別情報、D3 ポジション情報、D4 退避ロット情報、D5 変更履歴情報、D6 トラベルフロー情報、D7 進捗情報、
X1 加工検査開始信号、X2 加工検査終了信号。
【特許請求の範囲】
【請求項1】
半導体の製造ラインに関連して、半導体のロットを格納する棚に関する情報を管理する、棚管理システムであって、
前記棚は、前記ロットを格納するためのポジションを複数含むものであり、
前記棚管理システムは、
前記棚に含まれる前記ポジションのそれぞれについてポジション情報を記憶する棚情報記憶手段であって、
前記ポジション情報は、
各ポジションに関連付けられているロットのロット番号と、
各ポジションがいかなるロットにも関連付けられていないか、関連付けられたロットに対して予約中であるか、または関連付けられたロットに対して使用中であるかに関するポジション状態と
を含む、棚情報記憶手段と、
ロットを格納すべきポジションを決定する、ポジション決定手段と、
ロットを、前記ポジション決定手段によって決定された前記ポジションに関連付ける、ポジション予約手段と、
前記棚と、前記ポジションと、そのポジションのポジション状態と、そのポジションに関連付けられているロットを表すロット番号とを関連付けて表示する棚表示手段と、
前記ポジションに前記ロットが入庫されたことを示す入庫完了操作として、ポジションまたはロット番号の入力を受け付ける、入庫入力手段と
を備え、
前記ポジション決定手段がポジションを決定すると、前記ポジション予約手段は、決定されたポジションのポジション状態を予約中とし、
前記入庫入力手段が前記入庫完了操作を受け付けると、前記ポジション予約手段は、受け付けられた入庫完了操作に係るポジションのポジション状態を使用中とする、
棚管理システム。
【請求項2】
前記入庫完了操作は、前記棚表示手段においてポジションまたはロット番号が表示されている領域に対する操作である、請求項1に記載の棚管理システム。
【請求項3】
前記棚管理システムはさらに、前記ロット番号のいずれかに関連付けられたポジションを、変更前のポジションから変更後のポジションに変更する変更操作の入力を受け付ける、変更入力手段を備える、請求項1または2に記載の棚管理システム。
【請求項4】
前記棚管理システムは、ロットと前記ポジションとの関連付けを解消する、ポジション解放手段をさらに備え、
前記変更操作は、前記変更前のポジションまたはロット番号と、前記変更後のポジションとからなる組を指定する、移動操作を含み、
前記変更入力手段が前記移動操作を受け付けると、前記ポジション解放手段は、前記変更前のポジションおよびロット番号の関連付けを解消し、前記ポジション予約手段は、そのロット番号と前記変更後のポジションとを関連付けるとともに、前記変更後のポジションのポジション状態を使用中とする、請求項3に記載の棚管理システム。
【請求項5】
前記棚情報記憶手段はさらに、棚から退避されているロットのロット番号を含む退避ロット情報を記憶し、
前記変更操作は、
前記変更前のポジションまたはロット番号を指定する退避操作と、
前記退避ロット情報に含まれるロット番号と、前記変更後のポジションとを指定する復旧操作と
を含み、
前記変更入力手段が前記退避操作を受け付けると、前記棚情報記憶手段はその退避操作に係るロット番号を前記退避ロット情報に記憶し、前記ポジション解放手段は前記変更前のポジションと前記ロット番号との関連付けを解消し、
前記変更入力手段が前記復旧操作を受け付けると、前記棚情報記憶手段はその復旧操作に係るロット番号を前記退避ロット情報から削除し、前記ポジション予約手段は前記変更後のポジションと前記ロット番号とを関連付けるとともに、前記変更後のポジションのポジション状態を使用中とする、請求項3または4に記載の棚管理システム。
【請求項6】
前記棚情報記憶手段はさらに、前記変更前のポジションおよび前記変更後のポジションを関連付ける変更履歴情報を記憶し、
前記ポジション決定手段は、前記変更履歴情報に基づいて、ロットを格納すべきポジションを決定する、請求項3〜5のいずれか一項に記載の棚管理システム。
【請求項7】
前記棚表示手段および前記入庫入力手段はタッチパネルを用いて構成される、請求項1〜6のいずれか一項に記載の棚管理システム。
【請求項8】
前記棚表示手段は、前記ポジションを2次元または3次元に配列して表示する、請求項1〜7のいずれか一項に記載の棚管理システム。
【請求項9】
前記半導体の製造ラインは、複数の加工検査装置を含み、
前記棚管理システムは、
前記加工検査装置のそれぞれに複数の棚のうちいずれかを関連付ける装置‐棚情報を記憶する、装置‐棚情報記憶手段と、
信号を受信する信号受信手段であって、前記信号は、前記ロットの加工検査が開始されたことを示す加工検査開始信号と、前記ロットの加工検査が終了したことを示す加工検査終了信号とを含み、前記加工検査開始信号および前記加工検査終了信号は、加工検査装置を表す装置番号と、前記ロット番号とを含む、信号受信手段と、
前記ロットのそれぞれについてロット情報を記憶するロット記憶手段であって、前記ロット情報は、そのロットを処理すべき複数の加工検査装置の順序を前記装置番号を用いて表すトラベルフロー情報を含む、ロット記憶手段と、
前記加工検査開始信号の受信に応じて、受信した加工検査開始信号に係るロットと前記ポジションとの関連付けを解消する、ポジション解放手段と
をさらに備え、
前記ポジション決定手段は、前記加工検査終了信号の受信に応じて、受信した加工検査終了信号、前記ポジション情報および前記ロット情報に基づき、受信した前記加工検査終了信号に係るロットを格納すべきポジションを決定する、
請求項1〜8のいずれか一項に記載の棚管理システム。
【請求項10】
コンピュータを、請求項1〜9のいずれか一項に記載の棚管理システムとして機能させるための棚管理プログラム。
【請求項1】
半導体の製造ラインに関連して、半導体のロットを格納する棚に関する情報を管理する、棚管理システムであって、
前記棚は、前記ロットを格納するためのポジションを複数含むものであり、
前記棚管理システムは、
前記棚に含まれる前記ポジションのそれぞれについてポジション情報を記憶する棚情報記憶手段であって、
前記ポジション情報は、
各ポジションに関連付けられているロットのロット番号と、
各ポジションがいかなるロットにも関連付けられていないか、関連付けられたロットに対して予約中であるか、または関連付けられたロットに対して使用中であるかに関するポジション状態と
を含む、棚情報記憶手段と、
ロットを格納すべきポジションを決定する、ポジション決定手段と、
ロットを、前記ポジション決定手段によって決定された前記ポジションに関連付ける、ポジション予約手段と、
前記棚と、前記ポジションと、そのポジションのポジション状態と、そのポジションに関連付けられているロットを表すロット番号とを関連付けて表示する棚表示手段と、
前記ポジションに前記ロットが入庫されたことを示す入庫完了操作として、ポジションまたはロット番号の入力を受け付ける、入庫入力手段と
を備え、
前記ポジション決定手段がポジションを決定すると、前記ポジション予約手段は、決定されたポジションのポジション状態を予約中とし、
前記入庫入力手段が前記入庫完了操作を受け付けると、前記ポジション予約手段は、受け付けられた入庫完了操作に係るポジションのポジション状態を使用中とする、
棚管理システム。
【請求項2】
前記入庫完了操作は、前記棚表示手段においてポジションまたはロット番号が表示されている領域に対する操作である、請求項1に記載の棚管理システム。
【請求項3】
前記棚管理システムはさらに、前記ロット番号のいずれかに関連付けられたポジションを、変更前のポジションから変更後のポジションに変更する変更操作の入力を受け付ける、変更入力手段を備える、請求項1または2に記載の棚管理システム。
【請求項4】
前記棚管理システムは、ロットと前記ポジションとの関連付けを解消する、ポジション解放手段をさらに備え、
前記変更操作は、前記変更前のポジションまたはロット番号と、前記変更後のポジションとからなる組を指定する、移動操作を含み、
前記変更入力手段が前記移動操作を受け付けると、前記ポジション解放手段は、前記変更前のポジションおよびロット番号の関連付けを解消し、前記ポジション予約手段は、そのロット番号と前記変更後のポジションとを関連付けるとともに、前記変更後のポジションのポジション状態を使用中とする、請求項3に記載の棚管理システム。
【請求項5】
前記棚情報記憶手段はさらに、棚から退避されているロットのロット番号を含む退避ロット情報を記憶し、
前記変更操作は、
前記変更前のポジションまたはロット番号を指定する退避操作と、
前記退避ロット情報に含まれるロット番号と、前記変更後のポジションとを指定する復旧操作と
を含み、
前記変更入力手段が前記退避操作を受け付けると、前記棚情報記憶手段はその退避操作に係るロット番号を前記退避ロット情報に記憶し、前記ポジション解放手段は前記変更前のポジションと前記ロット番号との関連付けを解消し、
前記変更入力手段が前記復旧操作を受け付けると、前記棚情報記憶手段はその復旧操作に係るロット番号を前記退避ロット情報から削除し、前記ポジション予約手段は前記変更後のポジションと前記ロット番号とを関連付けるとともに、前記変更後のポジションのポジション状態を使用中とする、請求項3または4に記載の棚管理システム。
【請求項6】
前記棚情報記憶手段はさらに、前記変更前のポジションおよび前記変更後のポジションを関連付ける変更履歴情報を記憶し、
前記ポジション決定手段は、前記変更履歴情報に基づいて、ロットを格納すべきポジションを決定する、請求項3〜5のいずれか一項に記載の棚管理システム。
【請求項7】
前記棚表示手段および前記入庫入力手段はタッチパネルを用いて構成される、請求項1〜6のいずれか一項に記載の棚管理システム。
【請求項8】
前記棚表示手段は、前記ポジションを2次元または3次元に配列して表示する、請求項1〜7のいずれか一項に記載の棚管理システム。
【請求項9】
前記半導体の製造ラインは、複数の加工検査装置を含み、
前記棚管理システムは、
前記加工検査装置のそれぞれに複数の棚のうちいずれかを関連付ける装置‐棚情報を記憶する、装置‐棚情報記憶手段と、
信号を受信する信号受信手段であって、前記信号は、前記ロットの加工検査が開始されたことを示す加工検査開始信号と、前記ロットの加工検査が終了したことを示す加工検査終了信号とを含み、前記加工検査開始信号および前記加工検査終了信号は、加工検査装置を表す装置番号と、前記ロット番号とを含む、信号受信手段と、
前記ロットのそれぞれについてロット情報を記憶するロット記憶手段であって、前記ロット情報は、そのロットを処理すべき複数の加工検査装置の順序を前記装置番号を用いて表すトラベルフロー情報を含む、ロット記憶手段と、
前記加工検査開始信号の受信に応じて、受信した加工検査開始信号に係るロットと前記ポジションとの関連付けを解消する、ポジション解放手段と
をさらに備え、
前記ポジション決定手段は、前記加工検査終了信号の受信に応じて、受信した加工検査終了信号、前記ポジション情報および前記ロット情報に基づき、受信した前記加工検査終了信号に係るロットを格納すべきポジションを決定する、
請求項1〜8のいずれか一項に記載の棚管理システム。
【請求項10】
コンピュータを、請求項1〜9のいずれか一項に記載の棚管理システムとして機能させるための棚管理プログラム。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2012−222341(P2012−222341A)
【公開日】平成24年11月12日(2012.11.12)
【国際特許分類】
【出願番号】特願2011−279157(P2011−279157)
【出願日】平成23年12月21日(2011.12.21)
【分割の表示】特願2011−83943(P2011−83943)の分割
【原出願日】平成23年4月5日(2011.4.5)
【特許番号】特許第4945010号(P4945010)
【特許公報発行日】平成24年6月6日(2012.6.6)
【出願人】(394013002)三菱電機インフォメーションシステムズ株式会社 (251)
【Fターム(参考)】
【公開日】平成24年11月12日(2012.11.12)
【国際特許分類】
【出願日】平成23年12月21日(2011.12.21)
【分割の表示】特願2011−83943(P2011−83943)の分割
【原出願日】平成23年4月5日(2011.4.5)
【特許番号】特許第4945010号(P4945010)
【特許公報発行日】平成24年6月6日(2012.6.6)
【出願人】(394013002)三菱電機インフォメーションシステムズ株式会社 (251)
【Fターム(参考)】
[ Back to top ]