
半導体ウェハの裏面研削に用いる表面保護テープ及び該表面保護テープ用基材フィルム
【課題】厚み精度が均一であり、表面平滑性に優れるとともに、ブロッキング等のない表面滑性に優れた半導体ウェハの表面保護テープ、及び該表面保護テープ用基材フィルムを提供する。
【解決手段】半導体ウェハの表面保護テープ用の基材フィルムであって、ポリエチレン系樹脂を含む層を少なくとも1層有し、下記要件を満たすことを特徴とする基材フィルム:(1)JIS B0601に準拠して測定した、該基材フィルムの表裏両面の表面粗さ(Ra)が0.8μm以下であり、少なくとも一方の面の表面粗さ(Ra)が0.05μm以上であり、及び(2)該基材フィルムの厚みの最大値と最小値と差が4μm以下、を提供する。また、該基材フィルムと粘着層とを含む半導体ウェハの表面保護テープを提供する。
【解決手段】半導体ウェハの表面保護テープ用の基材フィルムであって、ポリエチレン系樹脂を含む層を少なくとも1層有し、下記要件を満たすことを特徴とする基材フィルム:(1)JIS B0601に準拠して測定した、該基材フィルムの表裏両面の表面粗さ(Ra)が0.8μm以下であり、少なくとも一方の面の表面粗さ(Ra)が0.05μm以上であり、及び(2)該基材フィルムの厚みの最大値と最小値と差が4μm以下、を提供する。また、該基材フィルムと粘着層とを含む半導体ウェハの表面保護テープを提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、半導体ウェハの裏面研削(以下、バックグラインドという)工程で使用される表面保護テープ及び該表面保護テープ用基材フィルムに関する。
【背景技術】
【0002】
半導体を製造する場合には、半導体ウェハの表面にイオン注入、エッチング等で回路を形成した後、ウェハを所定の厚さにするためにウェハの回路形成面とは反対の面をグラインダー等で研削するバックグラインド工程を経るのが一般的である。
【0003】
この半導体ウェハのバックグラインド時に、半導体ウェハの破損を防止したり、研削加工を容易にするため、半導体ウェハの回路形成面(表面)に粘着剤層を有する裏面研削用表面保護テープを貼着して保護する方法がとられている。
【0004】
近年、ICカードや各種携帯端末用等バックグラインド後の厚みが薄いものが求められている。従来半導体ウェハの厚みが300μm程度であったものが、最近では100μmあるいはそれよりも薄くなってきている。半導体ウェハの薄肉化は、半導体ウェハの強度が低下すると共に、バックグラインド中に半導体ウェハが破損したりする問題を抱えていた。
【0005】
このような状況の中、半導体ウェハのバックグラインド時に使用される表面保護テープについて、様々な提案がなされている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平11−345790号公報
【特許文献2】特開2000−8010号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明者らは、上記問題点の原因を探るべく検討を行ったところ、半導体ウェハの表面保護テープの厚み精度や基材フィルム内に含まれるフィッシュアイ等の異物の存在が、バックグラインド後の半導体ウェハの厚み精度に大きな影響を及ぼすことを見出した。また、基材フィルムの巻き取り時においてブロッキングが生じると、基材フィルムの表面平滑性が悪くなり、バックグラインド後の半導体ウェハの厚み精度に悪影響を及ぼすとの知見を得た。
【0008】
本発明の目的は、厚み精度が均一であり、表面平滑性に優れるとともに、ブロッキング等のない表面滑性に優れた半導体ウェハの表面保護テープ、及び該表面保護テープ用基材フィルムを提供することにある。
【0009】
なお、本発明において、半導体ウェハの表面保護テープとは、半導体ウェハのバックグラインド時に用いる半導体ウェハの回路形成面(表面)を保護するテープを意味し、半導体ウェハの表面保護テープ用の基材フィルムと粘着剤層と必要に応じ離型フィルムとから構成される。
【課題を解決するための手段】
【0010】
本発明者らは、上記の課題を達成すべく鋭意研究を行った結果、所定のポリエチレン系樹脂からなる層を少なくとも1層有する、表面粗さ(Ra)及び厚み精度が所定の範囲に制御された表面保護テープ用基材フィルムが、上記の課題を解決できることを見いだした。かかる知見に基づき、さらに研究を重ねて本発明を完成するに至った。
【0011】
本発明は、以下の半導体ウェハの表面保護テープ、及び該表面保護テープ用基材フィルムを提供する。
【0012】
項1. 半導体ウェハの表面保護テープ用の基材フィルムであって、ポリエチレン系樹脂を含む層を少なくとも1層有し、下記要件を満たすことを特徴とする基材フィルム:
(1)JIS B0601に準拠して測定した、該基材フィルムの表裏両面の表面粗さ(Ra)が0.8μm以下であり、少なくとも一方の面の表面粗さ(Ra)が0.05μm以上であり、及び
(2)該基材フィルムの厚みの最大値と最小値と差が4μm以下である。
【0013】
項2. 前記ポリエチレン系樹脂が、分岐状低密度ポリエチレン、エチレン−メタクリル酸アルキルエステル共重合体、エチレン−酢酸ビニル共重合体、及びこれらの混合物からなる群より選ばれる1種である項1に記載の半導体ウェハの表面保護テープ用基材フィルム。
【0014】
項3. 分岐状低密度ポリエチレン(LDPE)の単層フィルム、エチレン−メタクリル酸メチル共重合体(EMMA)の単層フィルム、エチレン−酢酸ビニル共重合体(EVA)の単層フィルム、又は分岐状低密度ポリエチレン(LDPE)とエチレン−メタクリル酸メチル共重合体(EMMA)との混合物の単層フィルムである項1又は2に記載の半導体ウェハの表面保護テープ用基材フィルム。
【0015】
項4. 種類が同一又は異なる分岐状低密度ポリエチレン(LDPE)の多層フィルム、分岐状低密度ポリエチレン(LDPE)とエチレン−メタクリル酸メチル(EMMA)との多層フィルム、又は分岐状低密度ポリエチレン(LDPE)とエチレン−酢酸ビニル共重合体と(EVA)の多層フィルムである項1又は2に記載の半導体ウェハの表面保護テープ用基材フィルム。
【0016】
項5. LDPE/LDPE/LDPEの3層フィルム、EMMA/LDPE/EMMAの3層フィルム、又はEVA/LDPE/EVAの3層フィルムである項4に記載の半導体ウェハの表面保護テープ用基材フィルム。
【0017】
項6. LDPE/LDPE/LDPEの3層フィルムであって、表裏層の樹脂密度が中間層のそれよりも高い項5に記載の半導体ウェハの表面保護テープ用基材フィルム。
【0018】
項7. EMMA/LDPE/EMMAの3層フィルムである項5に記載の半導体ウェハの表面保護テープ用基材フィルム。
【0019】
項8. EVA/LDPE/EVAの3層フィルムである項5に記載の半導体ウェハの表面保護テープ用基材フィルム。
【0020】
項9. 総厚みが50〜250μmの範囲である項1〜8のいずれかに記載の半導体ウェハの表面保護テープ用基材フィルム。
【0021】
項10. ポリエチレン系樹脂を含む層を少なくとも1層有し、下記要件を満たすことを特徴とする半導体ウェハの表面保護テープ用基材フィルムの製造方法であって、
(1)JIS B0601に準拠して測定した、該基材フィルムの表裏両面の表面粗さRaが0.8μm以下であり、少なくとも一方の面の表面粗さRaが0.05μm以上であり、及び(2)該基材フィルムの厚みの最大値と最小値と差が4μm以下である、
ポリエチレン系樹脂を含む層を少なくとも1層有するフィルムを押出成形して成形物とした後、該成形物を表面粗さ(Rz)が0.8〜10μmの範囲の金属ロール及び/又は金属無端ベルトで挟圧することを特徴とする製造方法。
【0022】
項11. 項1〜9のいずれかに記載の半導体ウェハの表面保護テープ用基材フィルムに、粘着剤層及び離型フィルムを設けてなる半導体ウェハの表面保護テープ。
【0023】
項12. 項11に記載の半導体ウェハの表面保護テープから離型フィルムを剥離して、半導体ウェハの表面に貼着した後、該表面保護テープの裏面を研削することを特徴とする半導体ウェハのバックグラインド方法。
【0024】
以下、本発明を詳細に説明する。
【0025】
本発明において、ポリエチレン系樹脂としては、例えば、エチレンの単独重合体、エチレンとメタクリル酸アルキルエステルとの共重合体、エチレンと酢酸ビニルとの共重合体またはこれらの混合物を好適なものとして挙げることができる。
【0026】
エチレンの単独重合体としては、エチル基などの短鎖分岐のほか長鎖分岐を含む密度の低い分岐状低密度ポリエチレンが例示できる。これは、高圧法すなわち1000気圧以上の高圧下エチレンのラジカル重合法で製造される。
【0027】
分岐状低密度ポリエチレンの密度は、0.914〜0.940g/cm3、好ましくは0.921〜0.934g/cm3の範囲である。密度が低すぎると低分子量分が増えて、押出成形時の熱劣化によりフィッシュアイが発生しやすくなる。一方、密度が高くなると、柔軟性が悪くなりクッション性がなくなるため、バックグラインド時にウェハが破損する場合がある。
【0028】
分岐状低密度ポリエチレンのMFR(温度190℃、荷重21.2N)は、0.8〜30g/10分、好ましくは2〜10g/10分の範囲である。
【0029】
エチレンとメタクリル酸アルキルエステルとの共重合体における、原料モノマーであるメタクリル酸アルキルエステルとしては、例えば、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸プロピル、メタクリル酸イソプロピル、メタクリル酸−n−ブチルまたはメタクリル酸シクロへキシル等を挙げることができる。最も好ましいのはエチレンとメタクリル酸メチルとの共重合体である。
【0030】
エチレンとメタクリル酸アルキルエステルとの共重合体の密度は、0.918〜0.945g/cm3、好ましくは0.920〜0.940g/cm3の範囲である。また、MFR(温度190℃、荷重21.2N)は、0.8〜30g/10分、好ましくは2〜10g/10分の範囲である。
【0031】
エチレンと酢酸ビニルとの共重合体としては、酢酸ビニルの含有量が4〜20重量%、好ましくは6〜15重量%である。その密度は、0.923〜0.941g/cm3、好ましくは0.925〜0.936g/cm3である。そのMFR(温度190℃、荷重21.2N)は、1〜30g/10分、好ましくは3〜15g/10分の範囲である。
【0032】
ポリエチレン系樹脂の中で、分岐状低密度ポリエチレン、エチレン−メタクリル酸メチル共重合体、またはエチレン−酢酸ビニル共重合体が好ましいのは、溶融時に高い溶融張力を有するため、押出成形等加工の際、厚み精度が良好となるためである。
【0033】
また、分岐状低密度ポリエチレンまたはエチレン−メタクリル酸メチル共重合体を用いる場合、酸化防止剤に代表される添加剤を極微量含有するだけでまたは含有しなくても押出成形等の加工が可能であり、エチレン−酢酸ビニル共重合体を用いる場合、酸化防止剤等の添加剤が極微量含有するだけで成形等の加工が可能であるというメリットがある。
【0034】
ここで、酸化防止剤とは、高分子材料等が常温または加熱下に空気中の酸素によって酸化分解を起こすのを防ぐために添加される物質のことであり、例えば、アルキルフェノール、アルキレン・ビスフェノール、アルキルフェノール・チオエーテル、有機亜リン酸エステル、芳香族アミンまたはフェノール・ニッケル複合体などを例示できる。
【0035】
このような添加剤は分子量が小さいため、高分子材料中を拡散・移動し、表面にブリードアウトすることがある。表面保護テープ用の基材フィルムに含有させる場合には、半導体ウェハを汚染する可能性があるため、添加剤の含有量を極力低くすることが好ましい。表面保護テープ用基材フィルムに含まれる酸化防止剤等の添加剤の量は、500ppm以下、好ましくは300ppm以下、さらに好ましくは150ppm以下である。
【0036】
本発明の表面保護テープ用基材フィルムの構成は、上記ポリエチレン系樹脂を含む層を少なくとも一層含むことが好ましい。
【0037】
単層フィルムとしては、分岐状低密度ポリエチレン(LDPE)の単層フィルム、エチレン−メタクリル酸メチル共重合体(EMMA)の単層フィルム、エチレン−酢酸ビニル共重合体(EVA)の単層フィルム、分岐状低密度ポリエチレン(LDPE)とエチレン−メタクリル酸メチル共重合体(EMMA)との混合物の単層フィルム等が例示される。
【0038】
多層フィルムとしては、種類が同一又は異なる分岐状低密度ポリエチレンの多層フィルム、分岐状低密度ポリエチレンとエチレン−メタクリル酸メチルとの多層フィルム、または分岐状低密度ポリエチレンとエチレン−酢酸ビニル共重合体との多層フィルムなどを例示することができる。
【0039】
多層フィルムにおける層の数としては、2〜5層を例示することができるが、表裏面の樹脂の種類が異なると、基材フィルムのカール等の不具合が生じやすく、生産性を低下させる可能性がある。このことから、表裏面の樹脂の種類が同じ、即ち対称構成となる3層または5層構成が好ましい。具体的な層構成としては、例えば、LDPE/LDPE/LDPE、EMMA/LDPE/EMMA、EVA/LDPE/EVA、EVA/EMMA/LDPE/EMMA/EVAなどが挙げられる。好ましくは、LDPE/LDPE/LDPE、EMMA/LDPE/EMMA、EVA/LDPE/EVAである。
【0040】
同種の樹脂からなる3層以上の構成の場合、表裏層の樹脂密度を中間層のそれよりも高くすることにより柔軟性と耐ブロッキング性を併せ持つ好適なフィルムとすることができる。例えば、LDPE/LDPE/LDPEの3層フィルムの場合、表裏層の樹脂密度を中間層のそれよりも高くし、表裏層の密度を0.925〜0.95g/cm3程度、中間層の密度を0.9〜0.925g/cm3程度とすることが好ましい。
【0041】
本発明における表面保護テープ用基材フィルムは、そのほか青色等の顔料を添加してもよい。具体的にはインダンスレン系顔料、フタロシアニン系顔料などが挙げられる。金属イオン遊離性の観点から、金属元素を含まないインダンスレン系顔料が好ましい。顔料の添加量は基材フィルムの総重量に対して1重量%未満、好ましくは0.1重量%未満である。また、3層以上フィルムに顔料を添加する場合には、ブリードアウトによる半導体ウェハの汚染や製造設備への影響を抑えることができるため、フィルムの表裏層以外の内部層へ添加するのが好ましい。
【0042】
本発明の表面保護テープ用基材フィルムの総厚みは、50〜250μm、好ましくは80〜200である。基材フィルムの総厚みが50μmより薄い場合には、バックグラインド時に生じる応力の吸収性に乏しく、ウェハが破損しやすくなる傾向にある。また、総厚みが250μmより厚い場合には、総厚みの精度が悪くなる傾向にある。
【0043】
また、本発明では、基材フィルムの総厚みの精度は最大厚みと最小厚みの差が4μm以下、好ましくは3μm以下、さらに好ましくは2μm以下とする。この厚みの差はフィッシュアイ等の異物による突起を含めたものである。最大厚みと最小厚みの差が4μmを超えると、バックグラインド時に厚み精度の優れた半導体ウェハを得ることができない。また、バックグラインドの際に生じる応力が均一にかからないために、半導体ウェハの破損につながり好ましくない。
【0044】
基材フィルムの総厚みの精度は、実施例に記載の方法により測定することができる。具体的には、無作為に400mm×400mmの大きさの基材フィルムを10枚抽出して、1枚について縦横10mm間隔で計1600箇所の厚みを測定し、同様の測定を残りの9枚についても行う。計16000点の測定値を得、その中の最大値と最小値の差を計算によって求める。厚みの測定は、例えば尾崎製作所製デジタルリニアゲージD−10HSを用いることができる。
【0045】
なお、実際のバックグラインド時には、例えば、半導体ウェハの直径に相当する直径が約12インチの円形の表面保護テープ(基材フィルム)が用いられる。本発明の上記の測定方法によれば、充分な面積を有する複数の基材フィルムについて厚み精度を測定するものであるため、その測定結果は、実際の表面保護テープの厚み精度の評価と一致する。
【0046】
表面保護テープ用基材フィルムが多層フィルムである場合の各層の厚みの比率は特に限定はないが、例えば、3層構成の場合、総厚みを100とした場合に10〜40/80〜20/10〜40であることが好ましく、20〜40/60〜20/20〜40であることがより好ましい。
【0047】
本発明における表面保護テープ用基材フィルムの表裏両面の表面粗さ(Ra)は0.8μm以下、好ましくは0.6μm以下である。Raが0.8μmを超えると基材フィルム表面の凹凸が大きくなり、バックグラインド時に厚み精度の優れたウェハを得ることができず好ましくない。また、表面保護テープ用基材フィルムの少なくとも一方の面の表面粗さ(Ra)は0.05μm以上、好ましくは0.08μm以上である。表裏両面ともRaが0.05μmより小さい場合には、基材フィルムを巻き取った状態のときブロッキング等の不具合が生じる可能性がある。どちらか一方の面のRaが0.05μm以上であれば問題ない。また表裏両面ともRaが0.05以上であっても、もちろん問題はない。
【0048】
なお、表面粗さ(Ra)はJIS B0601−1994で示される算術平均粗さを意味する。
【0049】
本発明における表面保護テープ用基材フィルムは、Tダイスまたは環状ダイスを使用した押出法やカレンダー法等、従来から用いられている方法で成形することが可能である。基材フィルムの厚み精度の点から考えると、Tダイスを使用した押出法が好ましいため、以下Tダイスを使用した押出法について説明する。
【0050】
単層フィルムを成形する場合、押出機上に設置された投入ホッパへ原料となるポリエチレン系樹脂を投入し、160〜240℃に設定された押出機中で溶融・混練された後、Tダイスから板状に押出され、表面温度が30℃の冷却ロールにて冷却固化され、次いで巻き取り機にて巻き取り、ロール状の基材フィルムを得る。原料樹脂が混合物の場合には投入ホッパへ原料を投入する前に混合するのが好ましい。
【0051】
多層フィルムを成形する場合、複数の押出機を用い、それぞれの原料樹脂をそれぞれの押出機に投入し、上記と同様にしてロール状の基材フィルムを得る。
【0052】
基材フィルムの表面を所定の表面粗さにするには、上記方法にて得たロール状基材フィルムを、別の工程にて所定の表面粗さ(Rz)を有する金属ロール及び/又は金属無端ベルトで挟圧して表面加工する。具体的には、基材フィルムを、表面が梨地加工され100〜280℃に加熱された2本の金属ロール、または1本の金属ロールと金属の無端ベルトで挟圧して所定の表面粗さにする。その後、該基材フィルムを冷却する。金属ロールの材質としては、例えば、スチール、ステンレススチールが挙げられ、金属の無端ベルトの材質としては、例えば、ニッケル、ステンレススチールが挙げられる。好ましくは、それぞれスチール、ニッケルである。金属ロール及び金属無端ベルトはクロムメッキされたものを使用することが好ましい。
【0053】
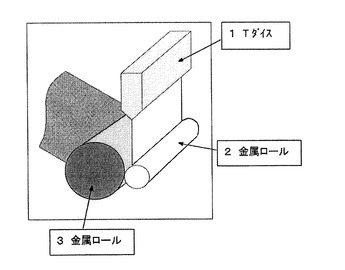
或いは、押出成形の際、Tダイスから押出される150〜230℃程度の単層又は多層の板状の成形物(厚さ50〜250μm程度)をそのまま、上記の表面が梨地加工された2本の金属ロール、または1本の金属ロールと金属の無端ベルトで挟圧しながら冷却することによっても得ることができる(図1)。工程数が少ないという点では、押出成形の際に表面加工を同時に行う方が好ましい。
【0054】
ここで、金属ロールまたは金属の無端ベルトの表面粗さ(Rz)は、0.8〜10μm、好ましくは1〜8μmであることが好ましい。金属ロールまたは金属無端ベルトの表面粗さ(Rz)の値がこの範囲にあると、基材フィルムの表面粗さ(Ra)が0.05〜0.8μmの範囲となり好ましいものとなる。
【0055】
なお、表面粗さ(Rz)はJIS B0601−1994で示される十点平均粗さを意味する。
【0056】
また、基材フィルムの厚み精度を上げるという意味においても、2本の金属ロール、または1本の金属ロールと金属の無端ベルトで挟圧しながら引き取る方法は好ましい。フィッシュアイ等の異物による局部的な突起による厚み不良は、押出成形の際にどうしても避けることのできないが、2本の金属ロールまたは1本の金属ロールと金属の無端ベルトで挟圧することにより、フィルムの内部に押し込むことができ、見かけ上表面の突起を埋没させることができ好ましい。
【0057】
このようにして得られた表面保護テープ用基材フィルムは、優れた厚み精度と表面粗さを有している。
【0058】
表面保護テープ用基材フィルムは、更にその上に粘着剤層を形成して、表面保護テープとすることができる。通常、粘着剤層には離型フィルムが設けられる。
【0059】
上記により得られる表面保護テープ用基材フィルムは、そのフィルム上に公知の粘着剤をコートして粘着剤層が形成され、さらに該粘着剤層上に離型フィルムが設けられて、表面保護テープが製造される。表面保護テープ用基材フィルムの第1層上に、粘着剤層及び離型フィルムが形成される。 粘着剤層の厚さは、例えば、10〜200μm程度、離型フィルムの厚さは、例えば、10〜100μm程度であればよい。
【0060】
粘着剤層で用いられる粘着剤成分としては、公知のものが用いられ、例えば、特開平5−211234号公報等に記載された粘着剤成分を用いることができる。なお、離型フィルムも公知のものが用いられる。
【0061】
この粘着剤層を構成する粘着剤としては、アクリル系粘着剤が好ましく、具体的には、(メタ)アクリル酸エステルを主たる構成単量体単位とする単独重合体および共重合体から選ばれたアクリル系重合体、その他の官能性単量体との共重合体、およびこれら重合体の混合物が用いられる。例えば、(メタ)アクリル酸エステルとしては、メタクリル酸エチル、メタクリル酸ブチル、メタクリル酸2−エチルヘキシル、メタクリル酸グリシジル、メタクリル酸2−ヒドロキシエチル、アクリル酸エチル、アクリル酸ブチル、アクリル酸2−エチルヘキシル、アクリル酸グリシジル、アクリル酸2−ヒドロキシエチルなどが好ましく使用できる。アクリル系重合体の分子量は、1.0×105〜10.0×105であり、好ましくは、4.0×105〜8.0×105である。
【0062】
また、上記のような粘着剤層中に放射線重合性化合物を含ませることによって、半導体ウェハの裏面を研削した後、該粘着剤層に放射線を照射することによって、粘着力を低下させることができる。このような放射線重合性化合物としては、たとえば、光照射によって三次元網状化しうる分子内に光重合性炭素−炭素二重結合を少なくとも2個以上有する低分子量化合物が広く用いられる(例えば、特開昭60−196956号公報、特開昭60−223139号公報等)。
【0063】
具体的には、トリメチロールプロパントリアクリレート、テトラメチロールメタンテトラアクリレート、ペンタエリスリトールトリアクリレート、ペンタエリスリトールテトラアクリレート、ジペンタエリスリトールモノヒドロキシペンタアクリレート、ジペンタエリスリトールヘキサアクリレートあるいは1,4−ブチレングリコールジアクリレート、1,6−ヘキサンジオールジアクリレート、ポリエチレングリコールジアクリレート、市販のオリゴエステルアクリレートなどが用いられる。
【0064】
さらに、放射線重合性化合物として、上記のようなアクリレート系化合物のほかに、ウレタンアクリレート系オリゴマーを用いることもできる。ウレタンアクリレート系オリゴマーは、ポリエステル型またはポリエーテル型などのポリオール化合物と、多価イソシアネート化合物とを反応させて得られる末端イソシアネートウレタンプレポリマーに、ヒドロキシル基を有するアクリレートあるいはメタクリレートを反応させて得られる。このウレタンアクリレート系オリゴマーは、炭素−炭素二重結合を少なくとも1個以上有する放射線重合性化合物である。
【0065】
さらに、粘着剤層中には、上記のような粘着剤と放射線重合性化合物とに加えて、必要に応じ、放射線照射により着色する化合物(ロイコ染料等)、光散乱性無機化合物粉末、砥粒(粒径0.5〜100μm程度)、イソシアネート系硬化剤、UV開始剤等を含有させることもできる。
【0066】
表面保護テープフィルムは、通常テープ状にカットされたロール巻き状態で取得される。
【0067】
上記の半導体ウェハの表面保護テープを用いた半導体ウェハのバックグラインド方法について説明する。該表面保護テープの粘着剤層から離型フィルムを剥離して、粘着剤層の表面を露出させて、その粘着剤層を介して集積回路が組み込まれた側の半導体ウェハの表面に貼着する。半導体ウェハの研削前の厚みは、通常、300μm〜1000μm程度である。次いで、半導体ウェハを固定して、その裏面を常法により研削する。研削後の半導体ウェハの厚みは、得られるチップのサイズ、回路の種類、用途等に応じて選択されるが、例えば、50μm〜200μm程度となる。裏面研削が終了した後、必要に応じケミカルエッチング工程やCMP(メカノケミカルポリッシング)工程を追加してもよい。その後、粘着フィルムを剥離する。また、必要に応じて、粘着フィルム剥離後に、半導体ウェハ表面に対して、水洗、プラズマ洗浄等の洗浄処理が施される。
【発明の効果】
【0068】
本発明の表面保護テープ用基材フィルムは、厚み精度が均一であり、フィッシュアイ等の異物による表面突起がなく表面精度に優れている。また、該基材フィルムは、少なくとも一方の面が適度な表面粗さを有しているため、ハンドリング性に優れ、ブロッキング等の発生を抑制することができるため、フィルム成形後においても高い表面精度が保持される。
【0069】
本発明の表面保護テープは、上記の優れた特性を有する表面保護テープ用基材フィルムと粘着層からなる。この表面保護テープを用いて半導体ウェハに貼着してバックグラインドする場合、より肉薄の半導体ウェハでも破損することなくバックグラインドすることができる。しかも、得られる半導体ウェハは厚み精度に優れたものとなる。
【図面の簡単な説明】
【0070】
【図1】表面保護テープ用基材フィルムの表面加工の一例を示す模式図である。
【発明を実施するための形態】
【0071】
以下に比較例と共に実施例で、より詳細に説明する。尚、以下の各例での表面粗さRa及びRz、厚み精度は、次のとおり測定し得たものである。
[フィルムの表面粗さ(Ra:算術平均粗さ)]
得られた表面保護テープ用基材フィルムについて、JIS B0610に準拠し、東京精密株式会社製サーフコム570Aを用いて、カットオフ0.8mm、測定端子の駆動速度0.3mm/秒、測定長さ2.5mmで測定した。
[金属ロールの表面粗さ(Rz:十点平均粗さ)]
金属ロールの表面粗さは、JIS B0610に準拠して測定されたものである。
[厚み精度]
得られた表面保護テープ用基材フィルムについて、400mm×400mmの大きさの試料を、任意の位置から無作為に10枚抽出し、1枚について縦横10mm間隔で計1600箇所の厚みを尾崎製作所製デジタルリニアゲージD−10HSを用いて測定した。同様の測定を残りの9枚についても行い、計16000点の測定値を得、その中の最大値と最小値の差を計算によって求めた。
【0072】
(実施例1)
分岐状低密度ポリエチレン(宇部丸善株式会社製 F522N:密度0.922g/cm3、MFR=5、添加剤無添加)を230℃に設定された押出機に投入し溶融させた後、230℃のTダイスから厚さ約120μmの板状に押出し、表面温度が30℃であり表面粗さRzが1.2μmの金属ロールと、表面温度が20℃であり表面粗さRzが3.8μmの金属無端ベルトで挟圧しながら冷却固化させ引き取った後、巻き取り機で巻き取って厚さ120μmの単層フィルムを得た(図1を参照)。得られたフィルムから採取した試料を用いて、表面粗さ、厚み精度及びショアD型硬度を測定した。結果は表1に示した。
【0073】
(実施例2)
原料としてエチレン−メタクリル酸メチル共重合体(住友化学株式会社製 WD206:密度0.94g/cm3、MFR=2、メタクリル酸メチル含量20重量%、添加剤無添加)を使用した以外は実施例1と同様の条件でフィルムを得た。得られたフィルムから採取した試料を用いて、表面粗さおよび厚み精度を測定した。結果は表1に示した。
【0074】
(実施例3)
原料としてエチレン−酢酸ビニル共重合体(東ソー株式会社製 ウルトラセン541:密度0.929g/cm3、MFR=9)を使用した以外は実施例1と同様の条件でフィルムを得た。得られたフィルムから採取した試料を用いて、表面粗さおよび厚み精度を測定した。結果は表1に示した。
【0075】
(実施例4)
原料として分岐状低密度ポリエチレン(宇部丸善株式会社製 F522N:密度0.922g/cm3、MFR=5、添加剤無添加)をA層とし、エチレン−メタクリル酸メチル共重合体(住友化学株式会社製 WD203−1(密度0.92g/cm3、MFR=2、メタクリル酸メチル含量5重量%、酸化防止剤1000ppm)をB層となるよう、それぞれの押出機に投入し、3層(B/A/B)構成で各層の厚みが20μm/80μm/20μmとなるようにした以外は実施例1と同様の条件でフィルムを得た。得られたフィルムから採取した試料を用いて、表面粗さおよび厚み精度を測定した。結果は表1に示した。
【0076】
(実施例5)
原料として分岐状低密度ポリエチレン(宇部丸善株式会社製 F522N:密度0.922g/cm3、MFR=5、添加剤無添加)をA層とし、分岐状低密度ポリエチレン(宇部丸善株式会社製 Z372:密度0.934g/cm3、MFR=5)をB層となるように、それぞれの押出機に投入し、3層(B/A/B)構成で各層の厚みが20μm/80μm/20μmとなるようにした以外は実施例1と同様の条件でフィルムを得た。得られたフィルムから採取した試料を用いて、表面粗さおよび厚み精度を測定した。結果
は表1に示した。
【0077】
(実施例6)
原料として分岐状低密度ポリエチレン(宇部丸善株式会社製 F522N:密度0.922g/cm3、MFR=5、添加剤無添加)をA層とし、エチレン−酢酸ビニル共重合体(東ソー株式会社製 ウルトラセン541:密度0.929g/cm3、MFR=9)をB層となるように、それぞれの押出機に投入し、3層(B/A/B)構成で各層の厚みが20μm/80μm/20μmとなるようにした以外は実施例1と同様の条件でフィルムを得た。得られたフィルムから採取した試料を用いて、表面粗さおよび厚み精度を測定した。結果は表1に示した。
【0078】
(実施例7)
挟圧、冷却固化に用いたロールが、表面粗さRzが1.2μmの金属ロール1と表面が鏡面の金属無端ベルト用いた以外は実施例1と同様の条件でフィルムを得た。得られたフィルムから採取した試料を用いて、表面粗さおよび厚み精度を測定した。結果は表1に示した。
【0079】
(比較例1)
原料としてエチレン−メタクリル酸共重合体(三井デュポンポリケミカル株式会社製 ニュクレルAN4214C:密度0.93g/cm3、MFR=7、メタクリル酸含量4重量%)を用いた以外は実施例1と同様の条件でフィルムを得た。得られたフィルムは、金属ロールと金属無端ベルトによる挟圧によってもフィルム内に押し込めないほど大きなフィッシュアイがあり、その部分の厚みが厚くなっていた。得られたフィルムから採取した試料を用いて、表面粗さおよび厚み精度を測定した。結果は表1に示した。
【0080】
(比較例2)
原料としてエチレン−アクリル酸エチル共重合体(三井デュポンポリケミカル株式会社製エバフレックス−EEA A701:密度0.92g/cm3、MFR=5、アクリル酸エチル含量9重量%)を用いた以外は実施例1と同様の条件でフィルムを得た。得られたフィルムは、金属ロールと金属無端ベルトによる挟圧によってもフィルム内に押し込めないほど大きなフィッシュアイがあり、その部分の厚みが厚くなっていた。得られたフィルムから採取した試料を用いて、表面粗さおよび厚み精度を測定した。結果は表1に示した。
【0081】
(比較例3)
挟圧、冷却固化に用いたロールが、表面が鏡面の金属ロール1と表面が鏡面の金属無端ベルト用いた以外は実施例1と同様の条件で成形を行ったが、フィルムと金属ロールとの剥離性が悪いため、安定して成形することが困難であった。得られたフィルムも裏表両面の表面粗さが小さく、滑性の悪いフィルムでありハンドリング性に劣るものとなった。得られたフィルムから採取した試料を用いて、表面粗さおよび厚み精度を測定した。結果は表1に示した。
【0082】
【表1】

【0083】
(試験例1)
裏面研削評価
実施例および比較例で得られたフィルムに粘着剤を塗布し、粘着テープとした後、シリコンミラーウェハ(直径8インチ、厚み700μm)の表面に、ヒューグルエレクトロニクス社製テープ貼付装置(Model3250)を使用し貼り付けた。次いでディスコ社製グラインド装置(DFG−810)にて、厚みが150μmになるまで研削し、ウェハの破損やクラックの有無を確認した。目視にて、破損やクラックが確認できない場合を「○」、確認できる場合を「×」とした。
【0084】
【表2】
【符号の説明】
【0085】
1 Tダイス
2 金属ロール
3 金属ロール
【技術分野】
【0001】
本発明は、半導体ウェハの裏面研削(以下、バックグラインドという)工程で使用される表面保護テープ及び該表面保護テープ用基材フィルムに関する。
【背景技術】
【0002】
半導体を製造する場合には、半導体ウェハの表面にイオン注入、エッチング等で回路を形成した後、ウェハを所定の厚さにするためにウェハの回路形成面とは反対の面をグラインダー等で研削するバックグラインド工程を経るのが一般的である。
【0003】
この半導体ウェハのバックグラインド時に、半導体ウェハの破損を防止したり、研削加工を容易にするため、半導体ウェハの回路形成面(表面)に粘着剤層を有する裏面研削用表面保護テープを貼着して保護する方法がとられている。
【0004】
近年、ICカードや各種携帯端末用等バックグラインド後の厚みが薄いものが求められている。従来半導体ウェハの厚みが300μm程度であったものが、最近では100μmあるいはそれよりも薄くなってきている。半導体ウェハの薄肉化は、半導体ウェハの強度が低下すると共に、バックグラインド中に半導体ウェハが破損したりする問題を抱えていた。
【0005】
このような状況の中、半導体ウェハのバックグラインド時に使用される表面保護テープについて、様々な提案がなされている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平11−345790号公報
【特許文献2】特開2000−8010号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明者らは、上記問題点の原因を探るべく検討を行ったところ、半導体ウェハの表面保護テープの厚み精度や基材フィルム内に含まれるフィッシュアイ等の異物の存在が、バックグラインド後の半導体ウェハの厚み精度に大きな影響を及ぼすことを見出した。また、基材フィルムの巻き取り時においてブロッキングが生じると、基材フィルムの表面平滑性が悪くなり、バックグラインド後の半導体ウェハの厚み精度に悪影響を及ぼすとの知見を得た。
【0008】
本発明の目的は、厚み精度が均一であり、表面平滑性に優れるとともに、ブロッキング等のない表面滑性に優れた半導体ウェハの表面保護テープ、及び該表面保護テープ用基材フィルムを提供することにある。
【0009】
なお、本発明において、半導体ウェハの表面保護テープとは、半導体ウェハのバックグラインド時に用いる半導体ウェハの回路形成面(表面)を保護するテープを意味し、半導体ウェハの表面保護テープ用の基材フィルムと粘着剤層と必要に応じ離型フィルムとから構成される。
【課題を解決するための手段】
【0010】
本発明者らは、上記の課題を達成すべく鋭意研究を行った結果、所定のポリエチレン系樹脂からなる層を少なくとも1層有する、表面粗さ(Ra)及び厚み精度が所定の範囲に制御された表面保護テープ用基材フィルムが、上記の課題を解決できることを見いだした。かかる知見に基づき、さらに研究を重ねて本発明を完成するに至った。
【0011】
本発明は、以下の半導体ウェハの表面保護テープ、及び該表面保護テープ用基材フィルムを提供する。
【0012】
項1. 半導体ウェハの表面保護テープ用の基材フィルムであって、ポリエチレン系樹脂を含む層を少なくとも1層有し、下記要件を満たすことを特徴とする基材フィルム:
(1)JIS B0601に準拠して測定した、該基材フィルムの表裏両面の表面粗さ(Ra)が0.8μm以下であり、少なくとも一方の面の表面粗さ(Ra)が0.05μm以上であり、及び
(2)該基材フィルムの厚みの最大値と最小値と差が4μm以下である。
【0013】
項2. 前記ポリエチレン系樹脂が、分岐状低密度ポリエチレン、エチレン−メタクリル酸アルキルエステル共重合体、エチレン−酢酸ビニル共重合体、及びこれらの混合物からなる群より選ばれる1種である項1に記載の半導体ウェハの表面保護テープ用基材フィルム。
【0014】
項3. 分岐状低密度ポリエチレン(LDPE)の単層フィルム、エチレン−メタクリル酸メチル共重合体(EMMA)の単層フィルム、エチレン−酢酸ビニル共重合体(EVA)の単層フィルム、又は分岐状低密度ポリエチレン(LDPE)とエチレン−メタクリル酸メチル共重合体(EMMA)との混合物の単層フィルムである項1又は2に記載の半導体ウェハの表面保護テープ用基材フィルム。
【0015】
項4. 種類が同一又は異なる分岐状低密度ポリエチレン(LDPE)の多層フィルム、分岐状低密度ポリエチレン(LDPE)とエチレン−メタクリル酸メチル(EMMA)との多層フィルム、又は分岐状低密度ポリエチレン(LDPE)とエチレン−酢酸ビニル共重合体と(EVA)の多層フィルムである項1又は2に記載の半導体ウェハの表面保護テープ用基材フィルム。
【0016】
項5. LDPE/LDPE/LDPEの3層フィルム、EMMA/LDPE/EMMAの3層フィルム、又はEVA/LDPE/EVAの3層フィルムである項4に記載の半導体ウェハの表面保護テープ用基材フィルム。
【0017】
項6. LDPE/LDPE/LDPEの3層フィルムであって、表裏層の樹脂密度が中間層のそれよりも高い項5に記載の半導体ウェハの表面保護テープ用基材フィルム。
【0018】
項7. EMMA/LDPE/EMMAの3層フィルムである項5に記載の半導体ウェハの表面保護テープ用基材フィルム。
【0019】
項8. EVA/LDPE/EVAの3層フィルムである項5に記載の半導体ウェハの表面保護テープ用基材フィルム。
【0020】
項9. 総厚みが50〜250μmの範囲である項1〜8のいずれかに記載の半導体ウェハの表面保護テープ用基材フィルム。
【0021】
項10. ポリエチレン系樹脂を含む層を少なくとも1層有し、下記要件を満たすことを特徴とする半導体ウェハの表面保護テープ用基材フィルムの製造方法であって、
(1)JIS B0601に準拠して測定した、該基材フィルムの表裏両面の表面粗さRaが0.8μm以下であり、少なくとも一方の面の表面粗さRaが0.05μm以上であり、及び(2)該基材フィルムの厚みの最大値と最小値と差が4μm以下である、
ポリエチレン系樹脂を含む層を少なくとも1層有するフィルムを押出成形して成形物とした後、該成形物を表面粗さ(Rz)が0.8〜10μmの範囲の金属ロール及び/又は金属無端ベルトで挟圧することを特徴とする製造方法。
【0022】
項11. 項1〜9のいずれかに記載の半導体ウェハの表面保護テープ用基材フィルムに、粘着剤層及び離型フィルムを設けてなる半導体ウェハの表面保護テープ。
【0023】
項12. 項11に記載の半導体ウェハの表面保護テープから離型フィルムを剥離して、半導体ウェハの表面に貼着した後、該表面保護テープの裏面を研削することを特徴とする半導体ウェハのバックグラインド方法。
【0024】
以下、本発明を詳細に説明する。
【0025】
本発明において、ポリエチレン系樹脂としては、例えば、エチレンの単独重合体、エチレンとメタクリル酸アルキルエステルとの共重合体、エチレンと酢酸ビニルとの共重合体またはこれらの混合物を好適なものとして挙げることができる。
【0026】
エチレンの単独重合体としては、エチル基などの短鎖分岐のほか長鎖分岐を含む密度の低い分岐状低密度ポリエチレンが例示できる。これは、高圧法すなわち1000気圧以上の高圧下エチレンのラジカル重合法で製造される。
【0027】
分岐状低密度ポリエチレンの密度は、0.914〜0.940g/cm3、好ましくは0.921〜0.934g/cm3の範囲である。密度が低すぎると低分子量分が増えて、押出成形時の熱劣化によりフィッシュアイが発生しやすくなる。一方、密度が高くなると、柔軟性が悪くなりクッション性がなくなるため、バックグラインド時にウェハが破損する場合がある。
【0028】
分岐状低密度ポリエチレンのMFR(温度190℃、荷重21.2N)は、0.8〜30g/10分、好ましくは2〜10g/10分の範囲である。
【0029】
エチレンとメタクリル酸アルキルエステルとの共重合体における、原料モノマーであるメタクリル酸アルキルエステルとしては、例えば、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸プロピル、メタクリル酸イソプロピル、メタクリル酸−n−ブチルまたはメタクリル酸シクロへキシル等を挙げることができる。最も好ましいのはエチレンとメタクリル酸メチルとの共重合体である。
【0030】
エチレンとメタクリル酸アルキルエステルとの共重合体の密度は、0.918〜0.945g/cm3、好ましくは0.920〜0.940g/cm3の範囲である。また、MFR(温度190℃、荷重21.2N)は、0.8〜30g/10分、好ましくは2〜10g/10分の範囲である。
【0031】
エチレンと酢酸ビニルとの共重合体としては、酢酸ビニルの含有量が4〜20重量%、好ましくは6〜15重量%である。その密度は、0.923〜0.941g/cm3、好ましくは0.925〜0.936g/cm3である。そのMFR(温度190℃、荷重21.2N)は、1〜30g/10分、好ましくは3〜15g/10分の範囲である。
【0032】
ポリエチレン系樹脂の中で、分岐状低密度ポリエチレン、エチレン−メタクリル酸メチル共重合体、またはエチレン−酢酸ビニル共重合体が好ましいのは、溶融時に高い溶融張力を有するため、押出成形等加工の際、厚み精度が良好となるためである。
【0033】
また、分岐状低密度ポリエチレンまたはエチレン−メタクリル酸メチル共重合体を用いる場合、酸化防止剤に代表される添加剤を極微量含有するだけでまたは含有しなくても押出成形等の加工が可能であり、エチレン−酢酸ビニル共重合体を用いる場合、酸化防止剤等の添加剤が極微量含有するだけで成形等の加工が可能であるというメリットがある。
【0034】
ここで、酸化防止剤とは、高分子材料等が常温または加熱下に空気中の酸素によって酸化分解を起こすのを防ぐために添加される物質のことであり、例えば、アルキルフェノール、アルキレン・ビスフェノール、アルキルフェノール・チオエーテル、有機亜リン酸エステル、芳香族アミンまたはフェノール・ニッケル複合体などを例示できる。
【0035】
このような添加剤は分子量が小さいため、高分子材料中を拡散・移動し、表面にブリードアウトすることがある。表面保護テープ用の基材フィルムに含有させる場合には、半導体ウェハを汚染する可能性があるため、添加剤の含有量を極力低くすることが好ましい。表面保護テープ用基材フィルムに含まれる酸化防止剤等の添加剤の量は、500ppm以下、好ましくは300ppm以下、さらに好ましくは150ppm以下である。
【0036】
本発明の表面保護テープ用基材フィルムの構成は、上記ポリエチレン系樹脂を含む層を少なくとも一層含むことが好ましい。
【0037】
単層フィルムとしては、分岐状低密度ポリエチレン(LDPE)の単層フィルム、エチレン−メタクリル酸メチル共重合体(EMMA)の単層フィルム、エチレン−酢酸ビニル共重合体(EVA)の単層フィルム、分岐状低密度ポリエチレン(LDPE)とエチレン−メタクリル酸メチル共重合体(EMMA)との混合物の単層フィルム等が例示される。
【0038】
多層フィルムとしては、種類が同一又は異なる分岐状低密度ポリエチレンの多層フィルム、分岐状低密度ポリエチレンとエチレン−メタクリル酸メチルとの多層フィルム、または分岐状低密度ポリエチレンとエチレン−酢酸ビニル共重合体との多層フィルムなどを例示することができる。
【0039】
多層フィルムにおける層の数としては、2〜5層を例示することができるが、表裏面の樹脂の種類が異なると、基材フィルムのカール等の不具合が生じやすく、生産性を低下させる可能性がある。このことから、表裏面の樹脂の種類が同じ、即ち対称構成となる3層または5層構成が好ましい。具体的な層構成としては、例えば、LDPE/LDPE/LDPE、EMMA/LDPE/EMMA、EVA/LDPE/EVA、EVA/EMMA/LDPE/EMMA/EVAなどが挙げられる。好ましくは、LDPE/LDPE/LDPE、EMMA/LDPE/EMMA、EVA/LDPE/EVAである。
【0040】
同種の樹脂からなる3層以上の構成の場合、表裏層の樹脂密度を中間層のそれよりも高くすることにより柔軟性と耐ブロッキング性を併せ持つ好適なフィルムとすることができる。例えば、LDPE/LDPE/LDPEの3層フィルムの場合、表裏層の樹脂密度を中間層のそれよりも高くし、表裏層の密度を0.925〜0.95g/cm3程度、中間層の密度を0.9〜0.925g/cm3程度とすることが好ましい。
【0041】
本発明における表面保護テープ用基材フィルムは、そのほか青色等の顔料を添加してもよい。具体的にはインダンスレン系顔料、フタロシアニン系顔料などが挙げられる。金属イオン遊離性の観点から、金属元素を含まないインダンスレン系顔料が好ましい。顔料の添加量は基材フィルムの総重量に対して1重量%未満、好ましくは0.1重量%未満である。また、3層以上フィルムに顔料を添加する場合には、ブリードアウトによる半導体ウェハの汚染や製造設備への影響を抑えることができるため、フィルムの表裏層以外の内部層へ添加するのが好ましい。
【0042】
本発明の表面保護テープ用基材フィルムの総厚みは、50〜250μm、好ましくは80〜200である。基材フィルムの総厚みが50μmより薄い場合には、バックグラインド時に生じる応力の吸収性に乏しく、ウェハが破損しやすくなる傾向にある。また、総厚みが250μmより厚い場合には、総厚みの精度が悪くなる傾向にある。
【0043】
また、本発明では、基材フィルムの総厚みの精度は最大厚みと最小厚みの差が4μm以下、好ましくは3μm以下、さらに好ましくは2μm以下とする。この厚みの差はフィッシュアイ等の異物による突起を含めたものである。最大厚みと最小厚みの差が4μmを超えると、バックグラインド時に厚み精度の優れた半導体ウェハを得ることができない。また、バックグラインドの際に生じる応力が均一にかからないために、半導体ウェハの破損につながり好ましくない。
【0044】
基材フィルムの総厚みの精度は、実施例に記載の方法により測定することができる。具体的には、無作為に400mm×400mmの大きさの基材フィルムを10枚抽出して、1枚について縦横10mm間隔で計1600箇所の厚みを測定し、同様の測定を残りの9枚についても行う。計16000点の測定値を得、その中の最大値と最小値の差を計算によって求める。厚みの測定は、例えば尾崎製作所製デジタルリニアゲージD−10HSを用いることができる。
【0045】
なお、実際のバックグラインド時には、例えば、半導体ウェハの直径に相当する直径が約12インチの円形の表面保護テープ(基材フィルム)が用いられる。本発明の上記の測定方法によれば、充分な面積を有する複数の基材フィルムについて厚み精度を測定するものであるため、その測定結果は、実際の表面保護テープの厚み精度の評価と一致する。
【0046】
表面保護テープ用基材フィルムが多層フィルムである場合の各層の厚みの比率は特に限定はないが、例えば、3層構成の場合、総厚みを100とした場合に10〜40/80〜20/10〜40であることが好ましく、20〜40/60〜20/20〜40であることがより好ましい。
【0047】
本発明における表面保護テープ用基材フィルムの表裏両面の表面粗さ(Ra)は0.8μm以下、好ましくは0.6μm以下である。Raが0.8μmを超えると基材フィルム表面の凹凸が大きくなり、バックグラインド時に厚み精度の優れたウェハを得ることができず好ましくない。また、表面保護テープ用基材フィルムの少なくとも一方の面の表面粗さ(Ra)は0.05μm以上、好ましくは0.08μm以上である。表裏両面ともRaが0.05μmより小さい場合には、基材フィルムを巻き取った状態のときブロッキング等の不具合が生じる可能性がある。どちらか一方の面のRaが0.05μm以上であれば問題ない。また表裏両面ともRaが0.05以上であっても、もちろん問題はない。
【0048】
なお、表面粗さ(Ra)はJIS B0601−1994で示される算術平均粗さを意味する。
【0049】
本発明における表面保護テープ用基材フィルムは、Tダイスまたは環状ダイスを使用した押出法やカレンダー法等、従来から用いられている方法で成形することが可能である。基材フィルムの厚み精度の点から考えると、Tダイスを使用した押出法が好ましいため、以下Tダイスを使用した押出法について説明する。
【0050】
単層フィルムを成形する場合、押出機上に設置された投入ホッパへ原料となるポリエチレン系樹脂を投入し、160〜240℃に設定された押出機中で溶融・混練された後、Tダイスから板状に押出され、表面温度が30℃の冷却ロールにて冷却固化され、次いで巻き取り機にて巻き取り、ロール状の基材フィルムを得る。原料樹脂が混合物の場合には投入ホッパへ原料を投入する前に混合するのが好ましい。
【0051】
多層フィルムを成形する場合、複数の押出機を用い、それぞれの原料樹脂をそれぞれの押出機に投入し、上記と同様にしてロール状の基材フィルムを得る。
【0052】
基材フィルムの表面を所定の表面粗さにするには、上記方法にて得たロール状基材フィルムを、別の工程にて所定の表面粗さ(Rz)を有する金属ロール及び/又は金属無端ベルトで挟圧して表面加工する。具体的には、基材フィルムを、表面が梨地加工され100〜280℃に加熱された2本の金属ロール、または1本の金属ロールと金属の無端ベルトで挟圧して所定の表面粗さにする。その後、該基材フィルムを冷却する。金属ロールの材質としては、例えば、スチール、ステンレススチールが挙げられ、金属の無端ベルトの材質としては、例えば、ニッケル、ステンレススチールが挙げられる。好ましくは、それぞれスチール、ニッケルである。金属ロール及び金属無端ベルトはクロムメッキされたものを使用することが好ましい。
【0053】
或いは、押出成形の際、Tダイスから押出される150〜230℃程度の単層又は多層の板状の成形物(厚さ50〜250μm程度)をそのまま、上記の表面が梨地加工された2本の金属ロール、または1本の金属ロールと金属の無端ベルトで挟圧しながら冷却することによっても得ることができる(図1)。工程数が少ないという点では、押出成形の際に表面加工を同時に行う方が好ましい。
【0054】
ここで、金属ロールまたは金属の無端ベルトの表面粗さ(Rz)は、0.8〜10μm、好ましくは1〜8μmであることが好ましい。金属ロールまたは金属無端ベルトの表面粗さ(Rz)の値がこの範囲にあると、基材フィルムの表面粗さ(Ra)が0.05〜0.8μmの範囲となり好ましいものとなる。
【0055】
なお、表面粗さ(Rz)はJIS B0601−1994で示される十点平均粗さを意味する。
【0056】
また、基材フィルムの厚み精度を上げるという意味においても、2本の金属ロール、または1本の金属ロールと金属の無端ベルトで挟圧しながら引き取る方法は好ましい。フィッシュアイ等の異物による局部的な突起による厚み不良は、押出成形の際にどうしても避けることのできないが、2本の金属ロールまたは1本の金属ロールと金属の無端ベルトで挟圧することにより、フィルムの内部に押し込むことができ、見かけ上表面の突起を埋没させることができ好ましい。
【0057】
このようにして得られた表面保護テープ用基材フィルムは、優れた厚み精度と表面粗さを有している。
【0058】
表面保護テープ用基材フィルムは、更にその上に粘着剤層を形成して、表面保護テープとすることができる。通常、粘着剤層には離型フィルムが設けられる。
【0059】
上記により得られる表面保護テープ用基材フィルムは、そのフィルム上に公知の粘着剤をコートして粘着剤層が形成され、さらに該粘着剤層上に離型フィルムが設けられて、表面保護テープが製造される。表面保護テープ用基材フィルムの第1層上に、粘着剤層及び離型フィルムが形成される。 粘着剤層の厚さは、例えば、10〜200μm程度、離型フィルムの厚さは、例えば、10〜100μm程度であればよい。
【0060】
粘着剤層で用いられる粘着剤成分としては、公知のものが用いられ、例えば、特開平5−211234号公報等に記載された粘着剤成分を用いることができる。なお、離型フィルムも公知のものが用いられる。
【0061】
この粘着剤層を構成する粘着剤としては、アクリル系粘着剤が好ましく、具体的には、(メタ)アクリル酸エステルを主たる構成単量体単位とする単独重合体および共重合体から選ばれたアクリル系重合体、その他の官能性単量体との共重合体、およびこれら重合体の混合物が用いられる。例えば、(メタ)アクリル酸エステルとしては、メタクリル酸エチル、メタクリル酸ブチル、メタクリル酸2−エチルヘキシル、メタクリル酸グリシジル、メタクリル酸2−ヒドロキシエチル、アクリル酸エチル、アクリル酸ブチル、アクリル酸2−エチルヘキシル、アクリル酸グリシジル、アクリル酸2−ヒドロキシエチルなどが好ましく使用できる。アクリル系重合体の分子量は、1.0×105〜10.0×105であり、好ましくは、4.0×105〜8.0×105である。
【0062】
また、上記のような粘着剤層中に放射線重合性化合物を含ませることによって、半導体ウェハの裏面を研削した後、該粘着剤層に放射線を照射することによって、粘着力を低下させることができる。このような放射線重合性化合物としては、たとえば、光照射によって三次元網状化しうる分子内に光重合性炭素−炭素二重結合を少なくとも2個以上有する低分子量化合物が広く用いられる(例えば、特開昭60−196956号公報、特開昭60−223139号公報等)。
【0063】
具体的には、トリメチロールプロパントリアクリレート、テトラメチロールメタンテトラアクリレート、ペンタエリスリトールトリアクリレート、ペンタエリスリトールテトラアクリレート、ジペンタエリスリトールモノヒドロキシペンタアクリレート、ジペンタエリスリトールヘキサアクリレートあるいは1,4−ブチレングリコールジアクリレート、1,6−ヘキサンジオールジアクリレート、ポリエチレングリコールジアクリレート、市販のオリゴエステルアクリレートなどが用いられる。
【0064】
さらに、放射線重合性化合物として、上記のようなアクリレート系化合物のほかに、ウレタンアクリレート系オリゴマーを用いることもできる。ウレタンアクリレート系オリゴマーは、ポリエステル型またはポリエーテル型などのポリオール化合物と、多価イソシアネート化合物とを反応させて得られる末端イソシアネートウレタンプレポリマーに、ヒドロキシル基を有するアクリレートあるいはメタクリレートを反応させて得られる。このウレタンアクリレート系オリゴマーは、炭素−炭素二重結合を少なくとも1個以上有する放射線重合性化合物である。
【0065】
さらに、粘着剤層中には、上記のような粘着剤と放射線重合性化合物とに加えて、必要に応じ、放射線照射により着色する化合物(ロイコ染料等)、光散乱性無機化合物粉末、砥粒(粒径0.5〜100μm程度)、イソシアネート系硬化剤、UV開始剤等を含有させることもできる。
【0066】
表面保護テープフィルムは、通常テープ状にカットされたロール巻き状態で取得される。
【0067】
上記の半導体ウェハの表面保護テープを用いた半導体ウェハのバックグラインド方法について説明する。該表面保護テープの粘着剤層から離型フィルムを剥離して、粘着剤層の表面を露出させて、その粘着剤層を介して集積回路が組み込まれた側の半導体ウェハの表面に貼着する。半導体ウェハの研削前の厚みは、通常、300μm〜1000μm程度である。次いで、半導体ウェハを固定して、その裏面を常法により研削する。研削後の半導体ウェハの厚みは、得られるチップのサイズ、回路の種類、用途等に応じて選択されるが、例えば、50μm〜200μm程度となる。裏面研削が終了した後、必要に応じケミカルエッチング工程やCMP(メカノケミカルポリッシング)工程を追加してもよい。その後、粘着フィルムを剥離する。また、必要に応じて、粘着フィルム剥離後に、半導体ウェハ表面に対して、水洗、プラズマ洗浄等の洗浄処理が施される。
【発明の効果】
【0068】
本発明の表面保護テープ用基材フィルムは、厚み精度が均一であり、フィッシュアイ等の異物による表面突起がなく表面精度に優れている。また、該基材フィルムは、少なくとも一方の面が適度な表面粗さを有しているため、ハンドリング性に優れ、ブロッキング等の発生を抑制することができるため、フィルム成形後においても高い表面精度が保持される。
【0069】
本発明の表面保護テープは、上記の優れた特性を有する表面保護テープ用基材フィルムと粘着層からなる。この表面保護テープを用いて半導体ウェハに貼着してバックグラインドする場合、より肉薄の半導体ウェハでも破損することなくバックグラインドすることができる。しかも、得られる半導体ウェハは厚み精度に優れたものとなる。
【図面の簡単な説明】
【0070】
【図1】表面保護テープ用基材フィルムの表面加工の一例を示す模式図である。
【発明を実施するための形態】
【0071】
以下に比較例と共に実施例で、より詳細に説明する。尚、以下の各例での表面粗さRa及びRz、厚み精度は、次のとおり測定し得たものである。
[フィルムの表面粗さ(Ra:算術平均粗さ)]
得られた表面保護テープ用基材フィルムについて、JIS B0610に準拠し、東京精密株式会社製サーフコム570Aを用いて、カットオフ0.8mm、測定端子の駆動速度0.3mm/秒、測定長さ2.5mmで測定した。
[金属ロールの表面粗さ(Rz:十点平均粗さ)]
金属ロールの表面粗さは、JIS B0610に準拠して測定されたものである。
[厚み精度]
得られた表面保護テープ用基材フィルムについて、400mm×400mmの大きさの試料を、任意の位置から無作為に10枚抽出し、1枚について縦横10mm間隔で計1600箇所の厚みを尾崎製作所製デジタルリニアゲージD−10HSを用いて測定した。同様の測定を残りの9枚についても行い、計16000点の測定値を得、その中の最大値と最小値の差を計算によって求めた。
【0072】
(実施例1)
分岐状低密度ポリエチレン(宇部丸善株式会社製 F522N:密度0.922g/cm3、MFR=5、添加剤無添加)を230℃に設定された押出機に投入し溶融させた後、230℃のTダイスから厚さ約120μmの板状に押出し、表面温度が30℃であり表面粗さRzが1.2μmの金属ロールと、表面温度が20℃であり表面粗さRzが3.8μmの金属無端ベルトで挟圧しながら冷却固化させ引き取った後、巻き取り機で巻き取って厚さ120μmの単層フィルムを得た(図1を参照)。得られたフィルムから採取した試料を用いて、表面粗さ、厚み精度及びショアD型硬度を測定した。結果は表1に示した。
【0073】
(実施例2)
原料としてエチレン−メタクリル酸メチル共重合体(住友化学株式会社製 WD206:密度0.94g/cm3、MFR=2、メタクリル酸メチル含量20重量%、添加剤無添加)を使用した以外は実施例1と同様の条件でフィルムを得た。得られたフィルムから採取した試料を用いて、表面粗さおよび厚み精度を測定した。結果は表1に示した。
【0074】
(実施例3)
原料としてエチレン−酢酸ビニル共重合体(東ソー株式会社製 ウルトラセン541:密度0.929g/cm3、MFR=9)を使用した以外は実施例1と同様の条件でフィルムを得た。得られたフィルムから採取した試料を用いて、表面粗さおよび厚み精度を測定した。結果は表1に示した。
【0075】
(実施例4)
原料として分岐状低密度ポリエチレン(宇部丸善株式会社製 F522N:密度0.922g/cm3、MFR=5、添加剤無添加)をA層とし、エチレン−メタクリル酸メチル共重合体(住友化学株式会社製 WD203−1(密度0.92g/cm3、MFR=2、メタクリル酸メチル含量5重量%、酸化防止剤1000ppm)をB層となるよう、それぞれの押出機に投入し、3層(B/A/B)構成で各層の厚みが20μm/80μm/20μmとなるようにした以外は実施例1と同様の条件でフィルムを得た。得られたフィルムから採取した試料を用いて、表面粗さおよび厚み精度を測定した。結果は表1に示した。
【0076】
(実施例5)
原料として分岐状低密度ポリエチレン(宇部丸善株式会社製 F522N:密度0.922g/cm3、MFR=5、添加剤無添加)をA層とし、分岐状低密度ポリエチレン(宇部丸善株式会社製 Z372:密度0.934g/cm3、MFR=5)をB層となるように、それぞれの押出機に投入し、3層(B/A/B)構成で各層の厚みが20μm/80μm/20μmとなるようにした以外は実施例1と同様の条件でフィルムを得た。得られたフィルムから採取した試料を用いて、表面粗さおよび厚み精度を測定した。結果
は表1に示した。
【0077】
(実施例6)
原料として分岐状低密度ポリエチレン(宇部丸善株式会社製 F522N:密度0.922g/cm3、MFR=5、添加剤無添加)をA層とし、エチレン−酢酸ビニル共重合体(東ソー株式会社製 ウルトラセン541:密度0.929g/cm3、MFR=9)をB層となるように、それぞれの押出機に投入し、3層(B/A/B)構成で各層の厚みが20μm/80μm/20μmとなるようにした以外は実施例1と同様の条件でフィルムを得た。得られたフィルムから採取した試料を用いて、表面粗さおよび厚み精度を測定した。結果は表1に示した。
【0078】
(実施例7)
挟圧、冷却固化に用いたロールが、表面粗さRzが1.2μmの金属ロール1と表面が鏡面の金属無端ベルト用いた以外は実施例1と同様の条件でフィルムを得た。得られたフィルムから採取した試料を用いて、表面粗さおよび厚み精度を測定した。結果は表1に示した。
【0079】
(比較例1)
原料としてエチレン−メタクリル酸共重合体(三井デュポンポリケミカル株式会社製 ニュクレルAN4214C:密度0.93g/cm3、MFR=7、メタクリル酸含量4重量%)を用いた以外は実施例1と同様の条件でフィルムを得た。得られたフィルムは、金属ロールと金属無端ベルトによる挟圧によってもフィルム内に押し込めないほど大きなフィッシュアイがあり、その部分の厚みが厚くなっていた。得られたフィルムから採取した試料を用いて、表面粗さおよび厚み精度を測定した。結果は表1に示した。
【0080】
(比較例2)
原料としてエチレン−アクリル酸エチル共重合体(三井デュポンポリケミカル株式会社製エバフレックス−EEA A701:密度0.92g/cm3、MFR=5、アクリル酸エチル含量9重量%)を用いた以外は実施例1と同様の条件でフィルムを得た。得られたフィルムは、金属ロールと金属無端ベルトによる挟圧によってもフィルム内に押し込めないほど大きなフィッシュアイがあり、その部分の厚みが厚くなっていた。得られたフィルムから採取した試料を用いて、表面粗さおよび厚み精度を測定した。結果は表1に示した。
【0081】
(比較例3)
挟圧、冷却固化に用いたロールが、表面が鏡面の金属ロール1と表面が鏡面の金属無端ベルト用いた以外は実施例1と同様の条件で成形を行ったが、フィルムと金属ロールとの剥離性が悪いため、安定して成形することが困難であった。得られたフィルムも裏表両面の表面粗さが小さく、滑性の悪いフィルムでありハンドリング性に劣るものとなった。得られたフィルムから採取した試料を用いて、表面粗さおよび厚み精度を測定した。結果は表1に示した。
【0082】
【表1】
【0083】
(試験例1)
裏面研削評価
実施例および比較例で得られたフィルムに粘着剤を塗布し、粘着テープとした後、シリコンミラーウェハ(直径8インチ、厚み700μm)の表面に、ヒューグルエレクトロニクス社製テープ貼付装置(Model3250)を使用し貼り付けた。次いでディスコ社製グラインド装置(DFG−810)にて、厚みが150μmになるまで研削し、ウェハの破損やクラックの有無を確認した。目視にて、破損やクラックが確認できない場合を「○」、確認できる場合を「×」とした。
【0084】
【表2】
【符号の説明】
【0085】
1 Tダイス
2 金属ロール
3 金属ロール
【特許請求の範囲】
【請求項1】
半導体ウェハの表面保護テープ用基材フィルムであって、ポリエチレン系樹脂を含む層を少なくとも1層有し、下記要件を満たすことを特徴とする基材フィルム:
(1)JIS B0601に準拠して測定した、該基材フィルムの表裏両面の表面粗さRaが0.8μm以下であり、少なくとも一方の面の表面粗さRaが0.05μm以上であり、及び
(2)該基材フィルムの厚みの最大値と最小値と差が4μm以下である。
【請求項2】
前記ポリエチレン系樹脂が、分岐状低密度ポリエチレン、エチレン−メタクリル酸アルキルエステル共重合体、エチレン−酢酸ビニル共重合体、及びこれらの混合物からなる群より選ばれる1種である請求項1に記載の半導体ウェハの表面保護テープ用基材フィルム。
【請求項3】
分岐状低密度ポリエチレン(LDPE)の単層フィルム、エチレン−メタクリル酸メチル共重合体(EMMA)の単層フィルム、エチレン−酢酸ビニル共重合体(EVA)の単層フィルム、又は分岐状低密度ポリエチレン(LDPE)とエチレン−メタクリル酸メチル共重合体(EMMA)との混合物の単層フィルムである請求項1又は2に記載の半導体ウェハの表面保護テープ用基材フィルム。
【請求項4】
種類が同一又は異なる分岐状低密度ポリエチレン(LDPE)の多層フィルム、分岐状低密度ポリエチレン(LDPE)とエチレン−メタクリル酸メチル(EMMA)との多層フィルム、又は分岐状低密度ポリエチレン(LDPE)とエチレン−酢酸ビニル共重合体と(EVA)の多層フィルムである請求項1又は2に記載の半導体ウェハの表面保護テープ用基材フィルム。
【請求項5】
LDPE/LDPE/LDPEの3層フィルム、EMMA/LDPE/EMMAの3層フィルム、又はEVA/LDPE/EVAの3層フィルムである請求項4に記載の半導体ウェハの表面保護テープ用基材フィルム。
【請求項6】
LDPE/LDPE/LDPEの3層フィルムであって、表裏層の樹脂密度が中間層のそれよりも高い請求項5に記載の半導体ウェハの表面保護テープ用基材フィルム。
【請求項7】
EMMA/LDPE/EMMAの3層フィルムである請求項5に記載の半導体ウェハの表面保護テープ用基材フィルム。
【請求項8】
EVA/LDPE/EVAの3層フィルムである請求項5に記載の半導体ウェハの表面保護テープ用基材フィルム。
【請求項9】
総厚みが50〜250μmの範囲である請求項1〜8のいずれかに記載の半導体ウェハの表面保護テープ用基材フィルム。
【請求項10】
ポリエチレン系樹脂を含む層を少なくとも1層有し、下記要件を満たすことを特徴とする半導体ウェハの表面保護テープ用基材フィルムの製造方法であって、
(1)JIS B0601に準拠して測定した、該基材フィルムの表裏両面の表面粗さRaが0.8μm以下であり、少なくとも一方の面の表面粗さRaが0.05μm以上であり、及び(2)該基材フィルムの厚みの最大値と最小値と差が4μm以下である、
ポリエチレン系樹脂を含む層を少なくとも1層有するフィルムを押出成形して成形物とした後、該成形物を表面粗さ(Rz)が0.8〜10μmの範囲の金属ロール及び/又は金属無端ベルトで挟圧することを特徴とする製造方法。
【請求項11】
請求項1〜9のいずれかに記載の半導体ウェハの表面保護テープ用基材フィルムに、粘着剤層及び離型フィルムを設けてなる半導体ウェハの表面保護テープ。
【請求項12】
請求項11に記載の半導体ウェハの表面保護テープから離型フィルムを剥離して、半導体ウェハの表面に貼着した後、該表面保護テープの裏面を研削することを特徴とする半導体ウェハのバックグラインド方法。
【請求項1】
半導体ウェハの表面保護テープ用基材フィルムであって、ポリエチレン系樹脂を含む層を少なくとも1層有し、下記要件を満たすことを特徴とする基材フィルム:
(1)JIS B0601に準拠して測定した、該基材フィルムの表裏両面の表面粗さRaが0.8μm以下であり、少なくとも一方の面の表面粗さRaが0.05μm以上であり、及び
(2)該基材フィルムの厚みの最大値と最小値と差が4μm以下である。
【請求項2】
前記ポリエチレン系樹脂が、分岐状低密度ポリエチレン、エチレン−メタクリル酸アルキルエステル共重合体、エチレン−酢酸ビニル共重合体、及びこれらの混合物からなる群より選ばれる1種である請求項1に記載の半導体ウェハの表面保護テープ用基材フィルム。
【請求項3】
分岐状低密度ポリエチレン(LDPE)の単層フィルム、エチレン−メタクリル酸メチル共重合体(EMMA)の単層フィルム、エチレン−酢酸ビニル共重合体(EVA)の単層フィルム、又は分岐状低密度ポリエチレン(LDPE)とエチレン−メタクリル酸メチル共重合体(EMMA)との混合物の単層フィルムである請求項1又は2に記載の半導体ウェハの表面保護テープ用基材フィルム。
【請求項4】
種類が同一又は異なる分岐状低密度ポリエチレン(LDPE)の多層フィルム、分岐状低密度ポリエチレン(LDPE)とエチレン−メタクリル酸メチル(EMMA)との多層フィルム、又は分岐状低密度ポリエチレン(LDPE)とエチレン−酢酸ビニル共重合体と(EVA)の多層フィルムである請求項1又は2に記載の半導体ウェハの表面保護テープ用基材フィルム。
【請求項5】
LDPE/LDPE/LDPEの3層フィルム、EMMA/LDPE/EMMAの3層フィルム、又はEVA/LDPE/EVAの3層フィルムである請求項4に記載の半導体ウェハの表面保護テープ用基材フィルム。
【請求項6】
LDPE/LDPE/LDPEの3層フィルムであって、表裏層の樹脂密度が中間層のそれよりも高い請求項5に記載の半導体ウェハの表面保護テープ用基材フィルム。
【請求項7】
EMMA/LDPE/EMMAの3層フィルムである請求項5に記載の半導体ウェハの表面保護テープ用基材フィルム。
【請求項8】
EVA/LDPE/EVAの3層フィルムである請求項5に記載の半導体ウェハの表面保護テープ用基材フィルム。
【請求項9】
総厚みが50〜250μmの範囲である請求項1〜8のいずれかに記載の半導体ウェハの表面保護テープ用基材フィルム。
【請求項10】
ポリエチレン系樹脂を含む層を少なくとも1層有し、下記要件を満たすことを特徴とする半導体ウェハの表面保護テープ用基材フィルムの製造方法であって、
(1)JIS B0601に準拠して測定した、該基材フィルムの表裏両面の表面粗さRaが0.8μm以下であり、少なくとも一方の面の表面粗さRaが0.05μm以上であり、及び(2)該基材フィルムの厚みの最大値と最小値と差が4μm以下である、
ポリエチレン系樹脂を含む層を少なくとも1層有するフィルムを押出成形して成形物とした後、該成形物を表面粗さ(Rz)が0.8〜10μmの範囲の金属ロール及び/又は金属無端ベルトで挟圧することを特徴とする製造方法。
【請求項11】
請求項1〜9のいずれかに記載の半導体ウェハの表面保護テープ用基材フィルムに、粘着剤層及び離型フィルムを設けてなる半導体ウェハの表面保護テープ。
【請求項12】
請求項11に記載の半導体ウェハの表面保護テープから離型フィルムを剥離して、半導体ウェハの表面に貼着した後、該表面保護テープの裏面を研削することを特徴とする半導体ウェハのバックグラインド方法。
【図1】

【公開番号】特開2013−102195(P2013−102195A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2013−3821(P2013−3821)
【出願日】平成25年1月11日(2013.1.11)
【分割の表示】特願2008−509833(P2008−509833)の分割
【原出願日】平成19年4月2日(2007.4.2)
【出願人】(000001339)グンゼ株式会社 (919)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成25年1月11日(2013.1.11)
【分割の表示】特願2008−509833(P2008−509833)の分割
【原出願日】平成19年4月2日(2007.4.2)
【出願人】(000001339)グンゼ株式会社 (919)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
[ Back to top ]