
半導体ウェーハ用治具及び半導体ウェーハの加工方法
【課題】半導体ウェーハの強度を向上させ、設備やコストの削減を図ることのできる半導体ウェーハ用治具及び半導体ウェーハの加工方法を提供する。
【解決手段】 半導体ウェーハ1に剛性を付与する治具で、バックグラインドされた薄い半導体ウェーハ1の周縁部に耐熱性を有する剛性確保リング2を沿わせて接着する。バックグラインドされた薄い半導体ウェーハ1の周縁部に剛性確保リング2を接着することにより、半導体ウェーハ1の強度を増大させるので、半導体ウェーハ1の周縁部を残しながらその内側領域をバックグラインドする必要がなく、専用の装置を省略したり、設備やコストの削減を図ることができる。
【解決手段】 半導体ウェーハ1に剛性を付与する治具で、バックグラインドされた薄い半導体ウェーハ1の周縁部に耐熱性を有する剛性確保リング2を沿わせて接着する。バックグラインドされた薄い半導体ウェーハ1の周縁部に剛性確保リング2を接着することにより、半導体ウェーハ1の強度を増大させるので、半導体ウェーハ1の周縁部を残しながらその内側領域をバックグラインドする必要がなく、専用の装置を省略したり、設備やコストの削減を図ることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、バックグラインドされた薄い半導体ウェーハに剛性を付与して加工処理を施すための半導体ウェーハ用治具及び半導体ウェーハの加工方法に関するものである。
【背景技術】
【0002】
半導体ウェーハは、薄い半導体パッケージに適合させる観点から、全裏面がバックグラインドされた後、キャリア治具の粘着テープに粘着され、ダイシングにより多数の半導体チップが形成されるが(特許文献1、2、3参照)、バックグラインドによる薄化で100μm以下の厚さになる(30〜50μm程度の厚さになることもある)場合には、非常に撓みやすく、後のハンドリングや搬送に支障を来たすおそれがある。
【0003】
そこで上記に鑑み、半導体ウェーハのバックグラインドの際、半導体ウェーハの周縁部を残しながらその内側領域をバックグラインドし、残存する周縁部により半導体ウェーハに剛性を付与して撓みを抑制防止する方法が提案されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009‐260219号公報
【特許文献2】特開2009‐164476号公報
【特許文献3】特開2005‐191039号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、半導体ウェーハの周縁部を残しながらその内側領域をバックグラインドする方法は、半導体ウェーハの強度を向上させて反りを低減することができるものの、半導体ウェーハの周縁部を残存させるため、専用の装置が必要になるので、製造設備やコストの削減を図ることができないという問題が生じる。
【0006】
本発明は上記に鑑みなされたもので、半導体ウェーハの強度を向上させ、設備やコストの削減を図ることのできる半導体ウェーハ用治具及び半導体ウェーハの加工方法を提供することを目的としている。
【課題を解決するための手段】
【0007】
本発明においては上記課題を解決するため、半導体ウェーハに剛性を付与するものであって、
バックグラインドされた薄い半導体ウェーハの周縁部に耐熱性を有する剛性確保リングを取り付けるようにしたことを特徴としている。
【0008】
また、本発明においては上記課題を解決するため、バックグラインドされた薄い半導体ウェーハの周縁部に請求項1記載の半導体ウェーハ用治具を取り付け、この半導体ウェーハにダイシング処理を施すことを特徴としている。
【0009】
ここで、特許請求の範囲における半導体ウェーハは、φ200、300、450、600mmタイプ等のいずれでも良い。剛性確保リングは、半導体ウェーハの表面周縁部又は半導体ウェーハの裏面周縁部に接着剤や粘着剤(例えば、シリコーン系やフッ素系の粘着剤)等を介して固定することができるし、着脱自在に取り付けることもできる。
【0010】
本発明によれば、バックグラインドされた薄い半導体ウェーハの周縁部に剛性確保リングを取り付けることにより、半導体ウェーハの強度を増大させることができるので、半導体ウェーハの反りや撓みを抑制することができる。したがって、半導体ウェーハの周縁部を残しながらその内側領域をバックグラインドする必要がなく、専用の装置を省いたり、設備やコストの削減を図ることができる。
【発明の効果】
【0011】
本発明によれば、バックグラインドされた薄い半導体ウェーハの周縁部に耐熱性を有する剛性確保リングを取り付けるので、半導体ウェーハの強度を向上させて反りや撓みを抑制し、設備やコストの削減を図ることができるという効果がある。
また、バックグラインドされた薄い半導体ウェーハの周縁部に請求項1記載の半導体ウェーハ用治具を取り付けた後、半導体ウェーハにダイシング処理を施せば、半導体ウェーハの反りや撓みに伴う破損を防ぎながら半導体チップを得ることができる。
【図面の簡単な説明】
【0012】
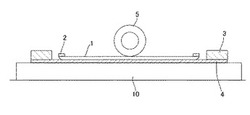
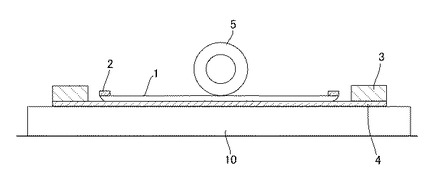
【図1】本発明に係る半導体ウェーハ用治具及び半導体ウェーハの加工方法の実施形態を模式的に示す断面説明図である。
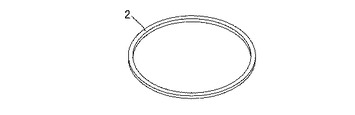
【図2】本発明に係る半導体ウェーハ用治具の実施形態における剛性確保リングを模式的に示す斜視説明図である。
【発明を実施するための形態】
【0013】
以下、図面を参照して本発明の実施形態を説明すると、本実施形態における半導体ウェーハ用治具は、図1や図2に示すように、厚さ100μm以下の薄い半導体ウェーハ1の周縁部に剛性確保リング2を接着することにより、半導体ウェーハ1に剛性を付与してその反りや撓みを抑制防止するようにしている。
【0014】
薄い半導体ウェーハ1は、例えばφ200mmの平面円形のシリコンウェーハからなり、表面に回路パターンが形成され、裏面が薄い半導体パッケージに適合させる観点からバックグラインド装置によりバックグラインドされる。バックグラインド装置は、専用品ではなく、公知の各種装置が使用される。
【0015】
剛性確保リング2は、所定の材料を使用して平面リング形に形成され、バックグラインドされた薄く脆い半導体ウェーハ1の裏面周縁部、具体的には裏面の周縁から約3mm内側の箇所に沿うよう耐熱性の接着剤を介して接着される。この剛性確保リング2は、外径が半導体ウェーハ1と同様のφ200mm、内径が幅3mmとした場合、φ194mmとなる。
【0016】
係る剛性確保リング2は、耐熱性と剛性とを有するシリコン、金属箔(SUS、アルミニム、ニッケル、チタン、チタン、マグネシウム、各種の合金等)、ガラス、液晶ポリマー、ポリエーテルエーテルケトン、ポリエーテルイミド、ガラスクロス複合材(エポキシ、ポリフェニレンエーテル、ビスマレイミドトリアジン樹脂等からなる熱硬化性樹脂、フェノール等を含有)を用い、0.1〜2mm程度、好ましくは0.2〜0.7mm程度の厚さに形成される。
【0017】
剛性確保リング2の剛性は、薄化された半導体ウェーハ1に剛性確保リング2が接着された状態において、例えば90°に等分割された周縁部の4点を支持した際、最大の撓み量が3mm、好ましくは1mm以内になるよう調整される。また、剛性確保リング2の耐熱性は、ハンダリフロー工程に耐え得る温度、具体的には260℃、5分間の加熱に耐え得る程度に設定される。
【0018】
上記構成において、バックグラインドされた厚さ100μm以下の薄い半導体ウェーハ1に剛性を付与してダイシング処理を施す場合には、先ず、バックグラインドされた薄い半導体ウェーハ1の裏面周縁部に半導体ウェーハ用治具である剛性確保リング2を耐熱性の接着剤により接着し、この強度を増した半導体ウェーハ1をキャリア治具3の粘着テープ4に粘着し、半導体ウェーハ1に裏面側から高速回転するダイシングブレード5でダイシング処理を施せば、半導体ウェーハ1の破損を招くことなく、多数の半導体チップを得ることができる。
【0019】
このダイシング処理の際、剛性確保リング2が切断可能な材質である場合には、半導体ウェーハ1と共に剛性確保リング2をダイシングブレード5で切断すれば、剛性確保リング2を除去するための特別な作業を省略することができる。剛性確保リング2を除去する工程を要する場合には、吸着テーブル10の表面にキャリア治具3を真空吸着し、半導体ウェーハ1を剛性確保リング2の内周縁に沿ってレーザで内外に切断すれば、剛性確保リング2を半導体ウェーハ1の周縁部と共に除去することができる。
【0020】
上記構成によれば、バックグラインドされた薄い半導体ウェーハ1の周縁部に剛性確保リング2を沿わせて接着することにより、半導体ウェーハ1の強度を増大させることができるので、半導体ウェーハ1の反りや撓みを有効に抑制防止し、後のハンドリングや搬送の円滑化が大いに期待できる。したがって、半導体ウェーハ1の周縁部を残しながらその内側領域をバックグラインドする必要がないので、専用の装置を確実に省略することができ、製造設備やコストの大幅な削減を図ることができる。
【0021】
なお、上記実施形態では薄い半導体ウェーハ1の周縁部に剛性確保リング2を接着固定したが、何らこれに限定されるものではない。例えば、薄い半導体ウェーハ1の周縁部に剛性確保リング2を着脱自在に粘着し、剛性確保リング2を必要に応じ溶剤等を用いて取り外し、再利用するようにしても良い。
【符号の説明】
【0022】
1 半導体ウェーハ
2 剛性確保リング
3 キャリア治具
4 粘着テープ
5 ダイシングブレード
10 吸着テーブル
【技術分野】
【0001】
本発明は、バックグラインドされた薄い半導体ウェーハに剛性を付与して加工処理を施すための半導体ウェーハ用治具及び半導体ウェーハの加工方法に関するものである。
【背景技術】
【0002】
半導体ウェーハは、薄い半導体パッケージに適合させる観点から、全裏面がバックグラインドされた後、キャリア治具の粘着テープに粘着され、ダイシングにより多数の半導体チップが形成されるが(特許文献1、2、3参照)、バックグラインドによる薄化で100μm以下の厚さになる(30〜50μm程度の厚さになることもある)場合には、非常に撓みやすく、後のハンドリングや搬送に支障を来たすおそれがある。
【0003】
そこで上記に鑑み、半導体ウェーハのバックグラインドの際、半導体ウェーハの周縁部を残しながらその内側領域をバックグラインドし、残存する周縁部により半導体ウェーハに剛性を付与して撓みを抑制防止する方法が提案されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009‐260219号公報
【特許文献2】特開2009‐164476号公報
【特許文献3】特開2005‐191039号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、半導体ウェーハの周縁部を残しながらその内側領域をバックグラインドする方法は、半導体ウェーハの強度を向上させて反りを低減することができるものの、半導体ウェーハの周縁部を残存させるため、専用の装置が必要になるので、製造設備やコストの削減を図ることができないという問題が生じる。
【0006】
本発明は上記に鑑みなされたもので、半導体ウェーハの強度を向上させ、設備やコストの削減を図ることのできる半導体ウェーハ用治具及び半導体ウェーハの加工方法を提供することを目的としている。
【課題を解決するための手段】
【0007】
本発明においては上記課題を解決するため、半導体ウェーハに剛性を付与するものであって、
バックグラインドされた薄い半導体ウェーハの周縁部に耐熱性を有する剛性確保リングを取り付けるようにしたことを特徴としている。
【0008】
また、本発明においては上記課題を解決するため、バックグラインドされた薄い半導体ウェーハの周縁部に請求項1記載の半導体ウェーハ用治具を取り付け、この半導体ウェーハにダイシング処理を施すことを特徴としている。
【0009】
ここで、特許請求の範囲における半導体ウェーハは、φ200、300、450、600mmタイプ等のいずれでも良い。剛性確保リングは、半導体ウェーハの表面周縁部又は半導体ウェーハの裏面周縁部に接着剤や粘着剤(例えば、シリコーン系やフッ素系の粘着剤)等を介して固定することができるし、着脱自在に取り付けることもできる。
【0010】
本発明によれば、バックグラインドされた薄い半導体ウェーハの周縁部に剛性確保リングを取り付けることにより、半導体ウェーハの強度を増大させることができるので、半導体ウェーハの反りや撓みを抑制することができる。したがって、半導体ウェーハの周縁部を残しながらその内側領域をバックグラインドする必要がなく、専用の装置を省いたり、設備やコストの削減を図ることができる。
【発明の効果】
【0011】
本発明によれば、バックグラインドされた薄い半導体ウェーハの周縁部に耐熱性を有する剛性確保リングを取り付けるので、半導体ウェーハの強度を向上させて反りや撓みを抑制し、設備やコストの削減を図ることができるという効果がある。
また、バックグラインドされた薄い半導体ウェーハの周縁部に請求項1記載の半導体ウェーハ用治具を取り付けた後、半導体ウェーハにダイシング処理を施せば、半導体ウェーハの反りや撓みに伴う破損を防ぎながら半導体チップを得ることができる。
【図面の簡単な説明】
【0012】
【図1】本発明に係る半導体ウェーハ用治具及び半導体ウェーハの加工方法の実施形態を模式的に示す断面説明図である。
【図2】本発明に係る半導体ウェーハ用治具の実施形態における剛性確保リングを模式的に示す斜視説明図である。
【発明を実施するための形態】
【0013】
以下、図面を参照して本発明の実施形態を説明すると、本実施形態における半導体ウェーハ用治具は、図1や図2に示すように、厚さ100μm以下の薄い半導体ウェーハ1の周縁部に剛性確保リング2を接着することにより、半導体ウェーハ1に剛性を付与してその反りや撓みを抑制防止するようにしている。
【0014】
薄い半導体ウェーハ1は、例えばφ200mmの平面円形のシリコンウェーハからなり、表面に回路パターンが形成され、裏面が薄い半導体パッケージに適合させる観点からバックグラインド装置によりバックグラインドされる。バックグラインド装置は、専用品ではなく、公知の各種装置が使用される。
【0015】
剛性確保リング2は、所定の材料を使用して平面リング形に形成され、バックグラインドされた薄く脆い半導体ウェーハ1の裏面周縁部、具体的には裏面の周縁から約3mm内側の箇所に沿うよう耐熱性の接着剤を介して接着される。この剛性確保リング2は、外径が半導体ウェーハ1と同様のφ200mm、内径が幅3mmとした場合、φ194mmとなる。
【0016】
係る剛性確保リング2は、耐熱性と剛性とを有するシリコン、金属箔(SUS、アルミニム、ニッケル、チタン、チタン、マグネシウム、各種の合金等)、ガラス、液晶ポリマー、ポリエーテルエーテルケトン、ポリエーテルイミド、ガラスクロス複合材(エポキシ、ポリフェニレンエーテル、ビスマレイミドトリアジン樹脂等からなる熱硬化性樹脂、フェノール等を含有)を用い、0.1〜2mm程度、好ましくは0.2〜0.7mm程度の厚さに形成される。
【0017】
剛性確保リング2の剛性は、薄化された半導体ウェーハ1に剛性確保リング2が接着された状態において、例えば90°に等分割された周縁部の4点を支持した際、最大の撓み量が3mm、好ましくは1mm以内になるよう調整される。また、剛性確保リング2の耐熱性は、ハンダリフロー工程に耐え得る温度、具体的には260℃、5分間の加熱に耐え得る程度に設定される。
【0018】
上記構成において、バックグラインドされた厚さ100μm以下の薄い半導体ウェーハ1に剛性を付与してダイシング処理を施す場合には、先ず、バックグラインドされた薄い半導体ウェーハ1の裏面周縁部に半導体ウェーハ用治具である剛性確保リング2を耐熱性の接着剤により接着し、この強度を増した半導体ウェーハ1をキャリア治具3の粘着テープ4に粘着し、半導体ウェーハ1に裏面側から高速回転するダイシングブレード5でダイシング処理を施せば、半導体ウェーハ1の破損を招くことなく、多数の半導体チップを得ることができる。
【0019】
このダイシング処理の際、剛性確保リング2が切断可能な材質である場合には、半導体ウェーハ1と共に剛性確保リング2をダイシングブレード5で切断すれば、剛性確保リング2を除去するための特別な作業を省略することができる。剛性確保リング2を除去する工程を要する場合には、吸着テーブル10の表面にキャリア治具3を真空吸着し、半導体ウェーハ1を剛性確保リング2の内周縁に沿ってレーザで内外に切断すれば、剛性確保リング2を半導体ウェーハ1の周縁部と共に除去することができる。
【0020】
上記構成によれば、バックグラインドされた薄い半導体ウェーハ1の周縁部に剛性確保リング2を沿わせて接着することにより、半導体ウェーハ1の強度を増大させることができるので、半導体ウェーハ1の反りや撓みを有効に抑制防止し、後のハンドリングや搬送の円滑化が大いに期待できる。したがって、半導体ウェーハ1の周縁部を残しながらその内側領域をバックグラインドする必要がないので、専用の装置を確実に省略することができ、製造設備やコストの大幅な削減を図ることができる。
【0021】
なお、上記実施形態では薄い半導体ウェーハ1の周縁部に剛性確保リング2を接着固定したが、何らこれに限定されるものではない。例えば、薄い半導体ウェーハ1の周縁部に剛性確保リング2を着脱自在に粘着し、剛性確保リング2を必要に応じ溶剤等を用いて取り外し、再利用するようにしても良い。
【符号の説明】
【0022】
1 半導体ウェーハ
2 剛性確保リング
3 キャリア治具
4 粘着テープ
5 ダイシングブレード
10 吸着テーブル
【特許請求の範囲】
【請求項1】
半導体ウェーハに剛性を付与する半導体ウェーハ用治具であって、バックグラインドされた薄い半導体ウェーハの周縁部に耐熱性を有する剛性確保リングを取り付けるようにしたことを特徴とする半導体ウェーハ用治具。
【請求項2】
バックグラインドされた薄い半導体ウェーハの周縁部に請求項1記載の半導体ウェーハ用治具を取り付け、この半導体ウェーハにダイシング処理を施すことを特徴とする半導体ウェーハの加工方法。
【請求項1】
半導体ウェーハに剛性を付与する半導体ウェーハ用治具であって、バックグラインドされた薄い半導体ウェーハの周縁部に耐熱性を有する剛性確保リングを取り付けるようにしたことを特徴とする半導体ウェーハ用治具。
【請求項2】
バックグラインドされた薄い半導体ウェーハの周縁部に請求項1記載の半導体ウェーハ用治具を取り付け、この半導体ウェーハにダイシング処理を施すことを特徴とする半導体ウェーハの加工方法。
【図1】


【図2】
【図2】
【公開番号】特開2011−159864(P2011−159864A)
【公開日】平成23年8月18日(2011.8.18)
【国際特許分類】
【出願番号】特願2010−21348(P2010−21348)
【出願日】平成22年2月2日(2010.2.2)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成23年8月18日(2011.8.18)
【国際特許分類】
【出願日】平成22年2月2日(2010.2.2)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]