
半導体ウエハの研磨法
【課題】半導体ウエハ上に形成された金属膜を平坦化する工程において、低研磨圧力条件下においても金属膜を高速に研磨し、かつスクラッチ、ディッシング等研磨面の欠陥の発生も抑制できる半導体ウエハ上に形成された金属膜の平坦化方法ならびに半導体ウエハの製造方法を提供する。
【解決手段】ポリオキソ酸、アニオン性界面活性剤および水を含有してなることを特徴とする金属用研磨組成物を用いて半導体ウエハ上に形成された金属膜を、研磨パッドを具備した化学機械研磨装置を用いて化学機械研磨する方法において、前記研磨パッドが前記金属用研磨組成物を前記研磨パッド表面に供給するための穴を具備し、かつ前記化学機械研磨装置が前記研磨パッドの穴を通して前記研磨パッド表面に前記金属研磨用組成物を供給する装置を具備している事を特徴とする半導体ウエハの研磨法。
【解決手段】ポリオキソ酸、アニオン性界面活性剤および水を含有してなることを特徴とする金属用研磨組成物を用いて半導体ウエハ上に形成された金属膜を、研磨パッドを具備した化学機械研磨装置を用いて化学機械研磨する方法において、前記研磨パッドが前記金属用研磨組成物を前記研磨パッド表面に供給するための穴を具備し、かつ前記化学機械研磨装置が前記研磨パッドの穴を通して前記研磨パッド表面に前記金属研磨用組成物を供給する装置を具備している事を特徴とする半導体ウエハの研磨法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、半導体ウエハ上に形成された金属膜の研磨に用いられる研磨組成物、研磨装置およびそれを用いてなる半導体ウエハ上に形成された金属膜の研磨法に関する。
【背景技術】
【0002】
LSI技術の急速な進展により、集積回路は益々微細化や多層配線化の傾向にある。集積回路における多層配線化は、半導体表面の凹凸が極めて大きくなる要因であり、これが集積回路の微細化とも相まって断線や電気容量の低下、エレクトロマイグレーションの発生などをもたらし、歩留まりの低下や信頼性上の問題をきたす原因となっている。
このため、これまでに多層配線ウエハにおける金属配線や層間絶縁膜を平坦化する種々の加工技術が開発されてきており、その一つにCMP(Chemical Mechanical Polishing:化学機械的研磨)技術がある。CMP技術は、半導体製造において層間絶縁膜の平坦化、埋め込み配線形成、プラグ形成等に必要となる技術である。CMPは、キャリアに装着された通常半導体材料からなる平坦な半導体ウエハを、湿った研磨パッドに対し一定の圧力で押し付けながらキャリアおよび研磨パッド各々を回転することにより行われる。この時半導体ウエハと研磨パッドの間に導入される研磨組成物により、配線や絶縁膜の凸部が研磨され平坦化がなされる。
【0003】
従来、半導体ウエハ上に形成された金属膜の研磨には種々の研磨組成物や研磨法の提案がなされている。土肥俊郎ら著「半導体平坦化CMP技術」(1998年7月、工業調査会発行)235頁に示されているように、金属のCMPでは研磨組成物中の酸化剤により金属の表面を酸化しつつ、pHを酸性にするなどしてわずかに金属が腐蝕する(エッチング)条件下で研磨パッドと砥粒で研磨が行われる。例えば半導体ウエハ上に形成されたアルミニウム等金属膜の研磨組成物としては、酸化アルミニウムをpH3以下の硝酸水溶液中に分散してなる研磨組成物(例えば米国特許第4,702,792号明細書参照)、酸化アルミニウムや酸化ケイ素を硫酸、硝酸、酢酸等の酸性水溶液と混合してなる研磨組成物(例えば米国特許第4,944,836号明細書参照)がある。また、酸化アルミニウムを過酸化水素とリン酸水溶液中に分散した研磨組成物(例えば米国特許第5,209,816号明細書参照)など、酸化アルミニウムまたは酸化ケイ素等の砥粒と、過酸化水素等の酸化剤よりなる研磨組成物が通常使用されている。
【0004】
しかしながら、半導体ウエハ上に形成された金属膜の平坦化に酸化アルミニウムを用いた場合、α型では高い研磨速度を示す反面、金属膜や絶縁膜の表面にマイクロスクラッチやオレンジピール等の欠陥を発生させることがあった。一方、γ型や非晶質アルミナまたは酸化ケイ素等の砥粒を用いた場合、金属膜や絶縁膜の表面のマイクロスクラッチやオレンジピール等の欠陥発生を抑えることができるが、金属膜の研磨に際して十分な研磨速度が得られないという問題があった。このように、酸化アルミニウムや酸化ケイ素などの金属酸化物から成る砥粒を水溶液中に分散した研磨組成物は、砥粒自体の分散性不良に起因した表面スクラッチの問題があった。また、この他にも前述のように液状酸化剤である過酸化水素を用いた場合や、過硫酸アンモニウム等のエッチング剤を用いた場合(例えば特開平6−313164号公報参照)、ウェットエッチングが過度に進むことによりディッシング(図1(D)の金属膜(d)の中央部が周辺部より過剰に研磨される現象)やピット、ボイド等の欠陥が発生するなど実用化に際し問題があった。
【0005】
これを改良する目的で、研磨組成物中に金属膜表面に保護膜を形成する化学試薬(防食剤、キレート剤等)を添加する方法も提案されている(例えば特開平8−83780号公報、特開平11−195628号公報等参照)。しかしながらこのような化学試薬を用いると、確かにエッチングが抑制されディッシング等の発生を防止することができるが、研磨すべき部位にも保護膜が形成されるため研磨速度が極端に低下するという問題が生じる。これを防ぐためエッチング剤や化学試薬の使用量の適正化を図る試みがなされているが、両者の性能を満足する条件を見出すことは難しく、プロセス条件の影響も受けやすいため再現性のある結果が得られないという問題がある。
【0006】
また、400nm/分以上という高い研磨速度を得るために200g/cm2以上の高い研磨圧力で、前記保護膜を除去することも行われるが(例えば特開2000−252242号公報参照)、今後主流となることが予測されているポーラス型低誘電率絶縁膜を半導体ウエハ製造に用いた場合、該絶縁膜の強度に問題がある為、半導体ウエハに過大なストレスがかかると該絶縁膜の破壊が起こる。
また、研磨圧力を高めパッドによる機械的研磨を行うと、研磨時のパッド表面の影響をさらに受け易くなるため、これまで行っていたドレッシングによるパッド表面状態の管理が難しくなり、プロセス管理上大きな問題となる。
【0007】
ところで、ポリオキソ酸とりわけヘテロポリ酸は、日本化学会編「ポリ酸の化学」(1993年8月、学会出版センター発行)にも記載のように、強い酸性と酸化作用を有するものであり、これを金属の不動態化処理やエッチングに用いることは,例えば特開平9−505111号公報等に記載されている。実際ヘテロポリ酸を半導体表面のエッチング剤として適用した例(Applied Surface Science vol.135、No.1/4、pp65−70(1998.10.8))や、ポリオキソ酸もしくはその塩を研磨用エッチング剤として用いる試みもなされている(例えば特開2000−119639号公報参照)。特に後者においては、ポリオキソ酸もしくはその塩のみを研磨用エッチング剤として用いる場合(第1研磨組成物)および、これにさらに研磨材として公知の砥粒を含有させる場合(第2研磨組成物)の二つの使用方法について記載されている。
【0008】
第1研磨組成物の場合、ヘテロポリ酸を単独で金属膜研磨用のエッチング剤として使用すると、ヘテロポリ酸は水に可溶であるため液状酸化剤として作用することから、前述の如く研磨速度とディッシング性能の両方を満足することはできない。すなわち、研磨速度を上げるためにヘテロポリ酸の濃度を高めると、同時にエッチングも進行しディッシングの発生が起こる。一方、上記ヘテロポリ酸にアンモニア等の塩基性物質を作用させヘテロポリ酸塩として使用すると、エッチングは抑制されるが、同時に研磨速度も低下してしまう。そのため、研磨速度を高める目的で、この種の第1研磨組成物に研磨材を含有させ第2研磨組成物とすることが提案されているが、この場合も、上述の第1研磨組成物と同様エッチングの進行によりディッシングの発生を抑制することは困難である。従って、ディッシングの発生を抑制しつつ、低研磨圧力で高い研磨速度を得ようとする本目的に合致するものではない。
【0009】
また、研磨装置の改良として、研磨パッドと半導体ウエハとの間に研磨液を介在させた状態で、前記研磨パッドと前記半導体ウエハとを相対移動させることにより、前記半導体ウエハを研磨する化学機械研磨装置において、前記研磨パッドに研磨液を研磨パッド表面に供給する穴を具備する事を特徴とする、化学機械研磨装置が報告されている(例えば特表2004−505435号公報参照)。該発明による化学機械研磨装置を用いると、ディッシングは抑制されるものの、研磨速度が不十分(おおむね300nm/分以下)であった。
【特許文献1】米国特許第4,702,792号明細書
【特許文献2】米国特許第4,944,836号明細書
【特許文献3】米国特許第5,209,816号明細書
【特許文献4】特開平6−313164号公報
【特許文献5】特開平8−83780号公報
【特許文献6】特開平11−195628号公報
【特許文献7】特開2000−252242号公報
【特許文献8】特開平9−505111号公報
【特許文献9】特開2000−119639号公報
【特許文献10】特開2004−505435号公報
【非特許文献1】土肥俊郎ら著、「半導体平坦化CMP技術」、初版、工業調査会発行、1998年7月15日、235頁
【非特許文献2】日本化学会編、「ポリ酸の化学」、初版、学会出版センター、1993年8月25日、86〜87頁、112〜123頁
【非特許文献3】A.Rothschild、C.Debiemme−Chouvy、A.Etcheberry著、「Study of the interaction at rest potential between silicotungsticheteropolyanion solution and GaAs surface」Applied Surface Science、1998年10月8日、vol.135、No.1/4、pp65−70
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明は、低研磨圧力下においても半導体ウエハ上に形成された金属膜を高速に研磨でき、かつディッシングの原因となるエッチング性も低いレベルに制御され、同時にスクラッチやエロージョン(図1(D)の金属膜(d)の周辺の絶縁膜(b)が研磨される現象)等の被研磨面の欠陥発生も抑制することのできる半導体ウエハ上に形成された金属膜の研磨法、ならびに半導体ウエハの製造方法を提供することを目的とする。なお、半導体ウエハの研磨方法とは、研磨前の半導体ウエハを研磨装置に装填する段階から、研磨後の半導体ウエハを装置から取り外す段階までを含む。
【課題を解決するための手段】
【0011】
本発明者等は、前記課題を解決するために鋭意検討した結果、ポリオキソ酸、アニオン性界面活性剤および水からなる金属用研磨組成物および、研磨パッドが前記金属用研磨組成物を前記研磨パッド表面に供給するための穴を具備し、かつ前記研磨パッドの穴を通して前記研磨パッド表面に前記金属研磨用組成物を供給する装置を具備している化学機械研磨装置を用いる事によって従来困難であったエッチング、ディッシングの抑制と低研磨圧力における高研磨速度の両立を可能とし、半導体ウエハ上に形成された金属膜の研磨において有効であることを見出し、本発明をなすに至った。すなわち、本発明は以下の通りである。
【0012】
1)ポリオキソ酸、アニオン性界面活性剤および水を含有してなることを特徴とする金属用研磨組成物を用いて半導体ウエハ上に形成された金属膜を、研磨パッドを具備した化学機械研磨装置を用い、金属膜面を研磨パッドに押圧して化学機械研磨する方法において、前記研磨パッドが前記金属用研磨組成物を前記研磨パッド表面に供給するための穴を具備し、かつ前記化学機械研磨装置が前記研磨パッドの穴を通して前記研磨パッド表面に前記金属研磨用組成物を供給する装置を具備し、前記穴から研磨中に前記金属用研磨組成物を金属膜と研磨パッド間に供給する事を特徴とする半導体ウエハの研磨法。
2)前記ポリオキソ酸が、ヘテロポリ酸である1)の発明の半導体ウエハの研磨法
3)前記化学機械研磨装置が、前記研磨パッドを軌道運動させるために接続された支持台および、半導体ウエハを保持し、半導体ウエハ上の金属膜面を前記研磨パッドに対して押圧するキャリアを具備していることを特徴とする1)または2)の発明の半導体ウエハの研磨法。
【0013】
4)前記キャリアが前面基準キャリアであることを特徴とする3)の発明の半導体ウエハの研磨法。
5)前記キャリアが裏面基準キャリアであることを特徴とする3)の発明の半導体ウエハの研磨法。
6)前記支持台が4mm未満の軌道半径により、前記研磨パッドを半導体ウエハに対して水平に軌道運動させることを特徴とする3)から5)のいずれか1つの発明の半導体ウエハの研磨法。
7)前記支持台が400rpmを超える軌道速度で、前記研磨パッドを軌道運動させることを特徴とする3)から6)のいずれか1つの発明の半導体ウエハの研磨法。
【0014】
8)半導体ウエハの研磨法が、
(あ)半導体ウエハをキャリアに装てんする段階
(い)前記半導体ウエハを前記研磨パッドに近接して配置する段階
(う)前記半導体ウエハを前記研磨パッドに押圧する段階
(え)前記研磨パッドを軌道運動させる段階、および
(お)前記半導体ウエハを前記研磨パッドから取り外す段階
を(あ)から(お)の順で含むことを特徴とする1)から7)のいずれか1つの発明の半導体ウエハの研磨法。
【0015】
9)前記半導体ウエハの研磨法が、
(か)前記半導体ウエハを前記研磨パッドから取り外す前に、前記半導体ウエハを回転させる段階を含むことを特徴とする8)の発明の半導体ウエハの研磨法。
10)前記半導体ウエハの研磨法が、(き)前記半導体ウエハを前記研磨パッドから取り外す前に、前記半導体ウエハを時計回りと反時計回りに交互に回転させる段階を含むことを特徴とする8)の発明の半導体ウエハの研磨法。
11)前記半導体ウエハの研磨法が、段階(う)が、前記半導体ウエハの裏面の中心ゾーンに対して第1圧力をかける段階、および前記中心ゾーンに対して同心の周辺ゾーンに前記第1圧力とは異なる第2圧力をかける段階を含むことを特徴とする8)の発明の半導体ウエハの研磨法。
【発明の効果】
【0016】
本発明の半導体ウエハの製造方法によれば、従来技術では困難であった、エッチング、ディッシング、エロージョンやスクラッチの発生を抑制すると同時に低研磨圧力下においても高速に銅膜等の金属膜を研磨することが可能となる。
【発明を実施するための最良の形態】
【0017】
本発明について、以下に具体的に説明する。
本発明において低研磨圧力とは概ね150g/cm2以下を意味し、高速研磨とは概ね450nm/分以上の研磨速度を意味する。
本発明は、半導体ウエハ上に形成された金属膜の研磨、平坦化に適用される。研磨対象となる半導体ウエハ上に形成された金属膜は、公知の配線用、プラグ用、コンタクトメタル層用、バリヤーメタル層用金属膜であり、例えばアルミニウム、銅、タングステン、チタニウム、タンタル、アルミニウム合金、銅合金、窒化チタニウム、窒化タンタル等からなる群より選ばれる金属膜等が挙げられる。特に表面硬度が低く、傷やディッシングといった欠陥が生じ易い銅および銅合金からなる金属膜への適用が推奨される。
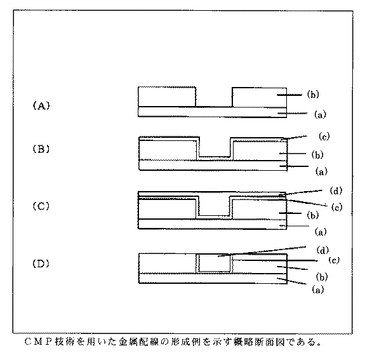
図1(C)に示すように、配線用の金属膜(d)を埋め込むことにより得られた半導体ウエハについて、図1(D)に示すように溝または開口部以外の余分な金属膜を、本発明の研磨組成物を用いて研磨することにより取り除き平坦化する。
【0018】
以下、半導体ウエハの製造方法の一例の概要について説明する。
初めに、図1(A)のようにシリコンウエハ等の半導体ウエハ上(a)に絶縁膜(b)を形成した後に、フォトリソグラフィー法およびエッチング法で絶縁膜(b)に金属配線用の溝、あるいは接続配線用の開口部を形成する。次に図1(B)に示すように、絶縁膜(b)に形成した溝あるいは開口部にスパッタリングやCVD等の方法により窒化チタニウム(TiN)、窒化タンタル(TaN)等よりなるバリヤーメタル層(c)を形成する。次に図1(C)に示すように、厚みがバリヤーメタル層(c)に形成した溝または開口部の高さ以上となるように配線用の金属膜(d)を埋め込む。次に図1(D)に示すように、溝または開口部以外の余分な金属膜(d)を本発明の研磨組成物を用いて研磨する方法により取り除く。さらに、得られた該平坦化された表面上に絶縁膜を形成し上記の方法を必要回数繰り返すことにより、電子部品として多層配線構造を有する半導体ウエハを得ることができる。
【0019】
本発明の半導体ウエハの製造方法に用いる金属用研磨組成物は、ポリオキソ酸、アニオン性界面活性剤および水を含有して成る。本発明の研磨組成物は、後述する通り本件発明の効果を阻害しない範囲で、あるいは目的に応じて、通常用いられている研磨粒子や添加剤等の成分を含むが、基本的に上記3成分のみでも本発明の目的を達成できることが特徴である。即ち、本発明の研磨組成物は、実質的に砥粒を含まないでも優れた研磨性能を示すという特徴を有する。ここで、実質的に砥粒を含まないとは、研磨組成物全質量中に占める砥粒の質量の割合が、1%未満である状態を言う。
【0020】
本発明で用いられるポリオキソ酸は、Mo、V、W、Ti、Nb、Ta等の元素から成る酸素酸が縮合したものであり、イソポリ酸とヘテロポリ酸がこれに当たる。イソポリ酸は前記ポリオキソ酸の構成元素のうち、単一の元素からなる縮合酸素酸のことであり、ポリモリブデン酸、ポリバナジン酸、ポリタングステン酸、ポリチタン酸、ポリニオブ酸、ポリタンタル酸等が挙げられる。これらのうち金属研磨を目的とした本発明の場合、得られる金属用研磨組成物の研磨速度の観点からポリモリブデン酸、ポリバナジン酸、ポリタングステン酸が好ましい。
【0021】
ヘテロポリ酸は、前記イソポリ酸にヘテロ元素を中心元素として組み込むことによって得られるものであり、その構成は縮合配位元素、中心元素および酸素から成る。ここで縮合配位元素とは、前記ポリオキソ酸の構成元素を意味し、このうちMo、W及びVからなる群より選ばれた少なくとも1種を含むものが好ましい例として挙げられ、その他Nb、Ta等の元素を含んでも良い。また、ヘテロポリ酸の中心元素はP、Si、As、Ge、Ti、Ce、Mn、Ni、Te、I、Co、Cr、Fe、Ga、B、V、Pt、BeおよびZnからなる群より選ばれた1種であり縮合配位元素と中心元素の原子比(縮合配位元素/中心元素)は2.5〜12である。
【0022】
前述したヘテロポリ酸の具体例としては、例えばリンモリブデン酸、ケイモリブデン酸、リンバナドモリブデン酸、ケイバナドモリブデン酸、リンタングストモリブデン酸、ケイタングストモリブデン酸、リンバナドタングストモリブデン酸、ケイバナドタングストモリブデン酸、リンバナドタングステン酸、ケイバナドタングステン酸、リンモリブドニオブ酸、ホウモリブデン酸、ホウタングストモリブデン酸、ホウバナドモリブデン酸、ホウバナドタングステン酸、コバルトモリブデン酸、コバルトバナドタングステン酸、リンタングステン酸、ケイタングステン酸、リンバナジン酸、ケイバナジン酸等が挙げられるがこれらに限定されるものではない。前記ポリオキソ酸のうち、研磨用途として金属をエッチングするに足る十分な酸強度、酸化力の観点からヘテロポリ酸が好ましく、好適にはリンモリブデン酸、ケイモリブデン酸、および更にこれらにバナジウムを導入したリンバナドモリブデン酸、ケイバナドモリブデン酸等を挙げることができる。
【0023】
ポリオキソ酸は、上記を単独でまたはそれらを混合して用いてもよい。また、得られる研磨組成物の酸性度を調整し研磨性能を制御する目的で、これらのポリオキソ酸に塩基性物質を添加し、ポリオキソ酸の一部または全部をポリオキソ酸塩として使用することも可能である。ポリオキソ酸塩としては、上記ポリオキソ酸と金属、アンモニウム、有機アミン類との塩が挙げられる。
本発明の研磨組成物中のポリオキソ酸の含有量は、特に限定されるものではないが、好ましくは0.1〜30質量%の範囲で使用され、さらに好ましくは0.5〜15質量%の範囲である。高い研磨速度が得られるという観点から0.1質量%以上が好ましく、ディッシング抑制の容易さという観点から30質量%以下が好ましい。
【0024】
本発明の組成物にアニオン性界面活性剤を含有することにより、ポリオキソ酸による研磨対象金属のエッチングを抑制することが可能となり、研磨対象金属膜の平坦化、ディッシングの抑制などの研磨性能を有する研磨組成物が得られる。
本発明に用いられるアニオン性界面活性剤としては特に制限はないが、例えば脂肪酸またはその塩、アルキルスルホン酸またはその塩、アルキルベンゼンスルホン酸またはその塩、アルキルスルホコハク酸またはその塩、ポリオキシエチレンアルキル硫酸またはその塩、ポリオキシエチレンアルキルアリール硫酸またはその塩、p−スチレンスルホン酸またはその塩、アルキルナフタレンスルホン酸またはその塩、ナフタレンスルホン酸またはその塩、ナフテン酸またはその塩等、アルキルエーテルカルボン酸またはその塩、α−オレフィンスルホン酸またはその塩、N−アシルメチルタウリン、アルキルエーテル硫酸またはその塩、ポリオキシエチレンアルキルフェニルエーテル硫酸またはその塩、アルキルエーテル燐酸エステルまたはその塩、アルキル燐酸エステルまたはその塩、アシル化ペプチド、ホルマリン重縮合物、高級脂肪酸とアミノ酸の縮合物、モノグリサルフェート、第二級高級アルコールエトキシサルフェート、ジアルキルスルホコハク酸エステル塩等が挙げられる。
【0025】
本発明においては、炭素−炭素二重結合(ベンゼン環を除く)を全く含まない飽和型のものが酸化による変質を受け難く経時の性能劣化が起こらないことから好ましく、アルキルスルホン酸またはその塩、アルキルベンゼンスルホン酸またはその塩、アルキルスルホコハク酸またはその塩、ポリオキシエチレンアルキル硫酸またはその塩、ポリオキシエチレンアルキルアリール硫酸またはその塩が好ましく用いられる。さらに好ましくはアルキルスルホン酸、アルキルベンゼンスルホン酸、アルキルスルホコハク酸、ポリオキシエチレンアルキル硫酸、ポリオキシエチレンアルキルアリール硫酸が用いられる。
すなわち、本発明における金属用研磨組成物の研磨速度の観点から、上記アニオン性界面活性剤は塩を形成しているものよりも酸型のものが好ましい。
本発明においては、前記アニオン性界面活性剤を1種単独で使用することもできるし、またその2種以上を併用することもできる。
【0026】
本発明の研磨組成物に用いられるアニオン性界面活性剤の含有量は、その種類や使用するポリオキソ酸(その塩)および非イオン性界面活性剤の種類や量によっても異なるが、好ましくは0.1〜50質量%の範囲で使用され、より好ましくは0.3〜20質量%の範囲である。0.1質量%以上で十分な組成物の安定化効果が発現し、また50質量%以下でディッシング小さく、あるいは粘度の上昇が生じるなどの不都合がない。
本発明の研磨組成物は、通常、水を媒体に用いる。ポリオキソ酸およびアニオン性界面活性剤の溶解は、一般に使用される撹拌翼を使用した攪拌により行なわれるが、ホモジナイザー、超音波、湿式媒体ミル等を用いて十分に撹拌することは好ましい。
【0027】
本発明の研磨組成物において、その研磨機構の詳細は明らかではないが、ポリオキソ酸のみを溶解させた研磨組成物を用いた場合、研磨対象金属に対するその高いエッチング性のため、極めて高い研磨速度が得られるが、金属膜表面の平坦化は起こらず、かつ、激しいディッシングも生じてしまうが、ポリオキソ酸にアニオン性界面活性剤を適した割合で混合し本発明の研磨組成物とした場合、ポリオキソ酸の持つエッチング性が抑制され、研磨対象の金属膜の凸部が研磨パッドと接触する部分のみ研磨が進み、平坦な金属膜表面が得られ、ディッシングの発生も抑制されることが判った。このことから、アニオン性界面活性剤が何らかの作用により、ポリオキソ酸のエッチング性を抑制し、さらに研磨パッドと金属膜の凸部で生じる摩擦あるいは液膜に生じる高いシェアによって、アニオン性界面活性剤によるポリオキソ酸のエッチング性抑制効果が阻害され、金属膜の凸部のみ研磨が進行するものと推定している。
【0028】
従って、本発明の研磨組成物は、従来、機械的研磨を目的に添加されていた砥粒を必要としないことが特徴であり、砥粒由来の問題点であった、凝集粒子による金属膜表面へのスクラッチや砥粒の沈降などが解消される。さらに、砥粒による機械的研磨を必要とする従来の研磨組成物では、研磨速度は研磨圧力に比例することが知られているが、本発明の研磨組成物を使用した場合、研磨速度は研磨圧力に比例するものではなく、研磨圧力のある一定の閾値以下では研磨は進行せず、該閾値を越える研磨圧力において急激に高い研磨速度が得られるという特徴がある。該閾値は本発明の研磨組成物の組成によって異なるが、該閾値が低い組成を選択することによって、低研磨圧力で高い研磨速度を得ることが可能となり、研磨時の研磨圧力による下地ウエハへのダメージ等の問題が解消される。
【0029】
本発明において窒素原子およびカルボキシル基を分子内に併せ持つ有機化合物を含有させることはディッシングの抑制の観点から好ましい。窒素原子およびカルボキシル基を分子内に併せ持つ有機化合物としては、例えばシスチン、グリシン、グルタミン酸、アスパラギン酸、キナルジン酸、キノリン酸、ピコリン酸、ニコチン酸、ヒスチジン、ベンゾトリアゾールカルボン酸、グルタミン、グルタチオン、グリシルグリシン、アラニン、γ−アミノ酪酸、ε−アミノカプロン酸、アルギニン、チトルリン、トリプトファン、スレオニン、システイン、N−アセチルシステイン、オキシプロリン、イソロイシン、ロイシン、リジン、メチオニン、フェニルアラニン、フェニルグリシン、プロリン、セリン、チロシン、バリンなどが好ましい例として挙げられ、より好ましい例としてキナルジン酸、ヒスチジンが挙げられる。
【0030】
窒素原子およびカルボキシル基を分子内に併せ持つ有機化合物の添加量は、研磨速度の観点からおよびディッシング抑制の効果発現の観点から、5000ppm以下、好ましくは1000ppm以下、さらに好ましくは200ppm以下である。
本発明の研磨組成物は、ディッシングの原因となる金属膜のエッチング性は極めて低いものであるため、当該業界において知られている保護膜形成剤を併用する必要はないが、研磨レートの低下が実用上許容される範囲内で、必要に応じて、該保護膜形成剤を添加し、更にエッチング性を抑制することも可能である。特に金属が銅もしくは銅を主成分とする銅合金の場合、例えばベンゾトリアゾール、ベンゾイミダゾール、トリルトリアゾール、キノリン、イソキノリン、インドール、イソインドール、キナゾリン、シンノリン、グルコース、キノキサリン、フタラジン、アクリジン、ドデシルメルカプタン等を好ましい一例として挙げることができる。
【0031】
これらの保護膜形成剤の添加量は、研磨速度の観点からおよびディッシング抑制の効果発現の観点から、500ppm以下、好ましくは200ppm以下、さらに好ましくは100ppm以下である。
本発明の金属用研磨組成物に水溶性高分子化合物および/または多価アルコール化合物を含有させることは、得られる研磨面の研磨の均一性を向上させる観点から好ましい。本発明で用いられる水溶性高分子としては、例えばポリエチレングリコール、ポリプロピレングリコール、ポリエチレングリコールアルキルエーテル等のエーテル類;ポリビニルアルコール、ポリビニルピロリドンおよびポリアクロレイン等のビニル系ポリマー;ポリアクリル酸、ポリメタクリル酸、ポリアクリルアミド、ポリアミド酸、ポリアクリル酸アンモニウム塩等のポリカルボン酸およびその塩;メチルセルロース、ヒドロキシエチルセルロース、ヒドロキシプロピルセルロース、カルボキシメチルセルロース、酢酸セルロース、硝酸セルロース、硫酸セルロース、ペクチン等の多糖類、他ではゼラチン、でんぷん、アルブミン等が好ましい例として挙げられ、ポリエチレングリコール、ヒドロキシエチルセルロース、ヒドロキシプロピルセルロース、カルボキシメチルセルロース、がより好ましい例として挙げられる。
【0032】
本発明において多価アルコール化合物とは上記の水溶性高分子化合物以外の低分子化合物であって、一分子内に複数の水酸基を有する化合物をいい、例えばエチレングリコール、グリセリン、プロパンジオール、ペンタエリスリトール、果糖、ショ糖、ジエチレングリコール、トリエチレングリコールなどが好ましい例として挙げられ、エチレングリコール、グリセリン、ジエチレングリコール、トリエチレングリコールがより好ましい例として挙げられる。
本発明の研磨組成物に用いられる水溶性高分子化合物および/または多価アルコール化合物の含有量は、その種類や使用するポリオキソ酸(その塩)の種類や量によっても異なるが、好ましくは0.01〜50質量%の範囲であり、より好ましくは0.1〜20質量%の範囲である。即ち、添加効果発現の観点から0.01質量%以上が好ましく、添加による粘度の上昇の観点から50質量%以下が好ましい。
【0033】
本発明の研磨組成物は、上述の通り、通常機械的研磨を目的に使用される砥粒を含まないでも目的とする研磨を行うことができるが、更に研磨速度を高める目的で砥粒を用いることも可能である。その際用いられる砥粒としては、例えばアルミナ、シリカ、セリア、ジルコニア、酸化マグネシウム等の無機粒子、有機ポリマー、非晶質炭素、カーボンブラック等の有機粒子が挙げられるが、このうち好適にはコロイダルアルミナ、コロイダルシリカである。
【0034】
本発明に用いる化学機械研磨装置は、具備する研磨パッドが金属用研磨組成物を前記研磨パッド表面に供給するための穴を具備し、かつ前記化学機械研磨装置が前記研磨パッドの穴を通して前記研磨パッド表面に前記金属研磨用組成物を供給する装置を具備することを特徴とする。さらには研磨パッドを軌道運動させる装置を具備してなることが好ましい。
【0035】
本発明に用いる好ましい化学機械研磨装置の例を以下に説明する。
研磨パッドは、軌道運動させる手段を有する支持台(supporting base)に接続されるか、または前記軌道運動させる装置に接続される。キャリアは、前面基準キャリアであることが望ましく、支持台が研磨パッドを軌道運動させる間、半導体ウエハを保持し、研磨パッドに対して押し当てる。
【0036】
また、研磨工程の間、半導体ウエハを回転またはその他の運動をさせるため、軸を介して、キャリアをモータに接続することができる。さらに、半導体ウエハ裏面に、複数の異なる圧力ゾーンを適用できるキャリアを使用することにより、平坦化工程に対し一層のフレキシビリティが得られるので好ましい。軌道半径および/または軌道速度を調整することにより、種々の半導体ウエハ、および半導体ウエハ上に堆積された薄膜について研磨工程を最適化できる。より小さい軌道半径で研磨パッドを軌道運動させる、またはより速い軌道速度で研磨パッドを軌道運動させること、好ましくは2つを組み合わせることにより、研磨の結果を改善できる。
【0037】
本発明の研磨法では、キャリア、好ましくは前面基準キャリア内に半導体ウエハを装てんして、実質的に硬質のプラテンに取り付けられた研磨パッドに近接して半導体ウエハを配置することによって、実施できる。半導体ウエハは、研磨パッドに好ましくは4mm未満の半径、400軌道/分を超える速度で軌道運動させながら、半導体ウエハを研磨パッドに対して押圧することによって、研磨される。また、キャリアは、半導体ウエハの前面上に形成されることが多いパターンを平滑化して除去するように回転させることができる。このほかに、キャリアを、時計方向と反時計方向に交互に、好ましくは360度未満の角度で回転させて、キャリアへの流体の供給を単純化することもできる。
【0038】
個別に制御可能な複数の圧力ゾーンを有する前面基準キャリアを使用する場合には、研磨工程についてさらなる改善が得られる。半導体ウエハ前面上の、除去する材料の多いゾーンまたは少ないゾーンに応じて、半導体ウエハ裏面に当接させて加える圧力を増減できる。半導体ウエハの研磨工程は、研磨パッドから半導体ウエハを取り外すか、または半導体ウエハと研磨パッドの間の相対的な動きを停止することによって終了できる。
【0039】
図2を参照して、本発明を実施する装置の例について詳細に説明する。前面基準キャリア215は、平坦化工程の間、半導体ウエハ216を保持して、研磨パッド207に対して半導体ウエハ216を押圧するのに使用できる。前面基準キャリア215は、半導体ウエハ216の裏面に突起がある場合でも、半導体ウエハ216の裏面に実質的に均一の圧力を加える。このため、裏面基準キャリア(back−reference carrier)の突起に関わる問題、すなわち、これらの突起と反対側の半導体ウエハ前面のスポットに局所的に強い圧力が生じることが回避される。前面基準キャリア215は通常、加圧流体(例:ろ過空気、脱イオン水など)、および/またはフレキシブル隔膜(flexiblemembrane)/ダイヤフラム203を使用して、半導体ウエハ216の裏面に均一に圧力を加える。本発明を実施するのに使用できる前面基準キャリアの数例が、例えば米国特許第5,423,716号明細書(Strasbaugh),米国特許第5,449,316号明細書(Strasbaugh),米国特許第5,635,083号明細書(Breivogel等),米国特許第5,851,140号明細書(Barns等),米国特許第6,012,964号明細書(Arai等)および米国特許第6,024,630号明細書(Shendon等)等に開示されている。前面基準キャリア215は、複数のゾーン204,228を有することができ、これらは通常互いに同心状であって、複数の均一な圧力ゾーンを生じるように、個別に加圧できる。言い換えれば、各ゾーンは互いに異なる圧力がかけられるが、各ゾーン内の圧力は実質的に均一である。
【0040】
複数ゾーンを有する前面基準キャリア215は、半導体ウエハ216の前面のバルジ(膨らみ:bulge)を有する同心状のゾーンから余分な材料を迅速に除去するために好適に使用することができる。特に、複数ゾーンを有する前面基準キャリア215は、バルジと反対側の半導体ウエハ216の裏面に対して、より高い均一な圧力を加えることができる。同時に、半導体ウエハ216の裏面の他のゾーン、たとえば、バルジ間のゾーンでは、より低い均一な圧力をかけられる。
【0041】
本発明を実施するために使用できる複数ゾーン前面基準キャリアの例は、例えば米国特許第5,941,758号明細書(Mack),米国特許出願第09/540,476号明細書および米国特許出願第08/504,686号明細書等に開示されている。図2には、個別に制御可能な均一圧力ゾーン204,228を有する前面基準キャリア215の例をあわせて示した。圧力源227は、マニホールド229を介して2つの圧力調整器223,224に圧力を供給できる。圧力調整器223,224は、コンピュータ制御されるのが望ましく、制御システム230と接続できる。圧力調整器223,224は、加圧流体をキャリアシャフト201内の対応する回転カップラ(図示せず)に送ることができる。回転カップラはついで、キャリアシャフト201内のチューブまたはチャネル225,226を通して、加圧流体を、前面基準キャリア215内の対応するチューブまたはチャネルに送ることができる。前面基準キャリア215内のチューブまたはチャネルはついで、加圧流体を、前面基準キャリア215内のゾーン204,228に流通させ、半導体ウエハ216の裏面上の対応するゾーンに加えられる圧力を制御する。ゾーン204,228は、1つまたは複数のリング形状のバリヤ205によって分離されて、各ゾーンが別個の内圧を有することができるようにする。
【0042】
このため、制御システム230は、半導体ウエハ216の裏面上の2つのゾーン204,228に加えられる圧力を個別に制御できる。半導体ウエハ216の裏面上に所望の圧力をかけることを容易にするため、他にも種々のキャリアを使用できることを理解されたい。ここでは、特に前面基準キャリア215について詳しく記載しており、本発明は前面基準キャリアを用いて実施することが望ましいが、本発明は種々の前面基準キャリアおよび裏面基準キャリアを使用しても実施可能である。
【0043】
前面基準キャリア215は、静止状態に保持するか、または種々の運動を行わせることができ、たとえば、研磨パッド207上で線形運動、軌道運動、振動または回転運動させることができる。たとえば、前面基準キャリア215は、キャリアシャフト201を介して、モータ222により回転可能である。前面基準キャリア215が回転する場合には、約10から20rpmで回転することが望ましい。前面基準キャリア215を回転させることにより、研磨パッド207の軌道運動の周期性によって、半導体ウエハ216の前面上に生じがちなパターンを平滑化または除去することが認められた。また、前面基準キャリア215を、時計方向と反時計方向に交互に回転させることができる。
【0044】
複数のチャンバを有する前面基準キャリアを使用する場合には、これは特に利点があり好ましい。どのチャンバも、動作するには追加の流体供給路(fluidcommunication path)が必要である。前面基準キャリア215が1つの方向にのみ回転する場合には、ロータリーカップリング(RotaryCoupling)など複雑な流体供給手段を必要とする。しかしながら、前面基準キャリア215が、時計方向と反時計方向に交互に回転する場合、さらに好ましくは360度まで回転しない場合には、従来のチューブなどの複雑性の低い流体供給手段を使用できる。
【0045】
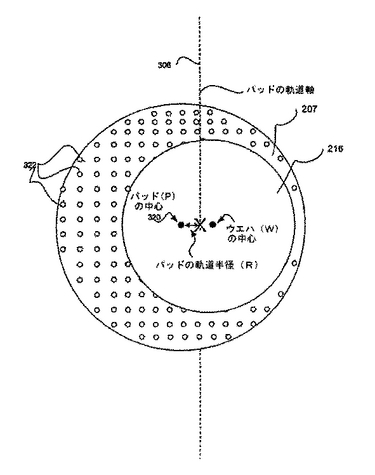
研磨工程の間、半導体ウエハ216の前面は、一般にはスラリーが存在するなかで、プラテン221に固定された研磨パッド207へと押圧される。研磨パッド207は、たとえば、IC1000/Suba400またはIC1400でよい。両方の製品とも、アリゾナ州フェニックスに本社を置くRodelInc.により製造かつ商業的に提供される。使用する具体的な研磨パッド207は、半導体ウエハ216の特性に応じて変更できるが、通常はウレタン・ベースの材料からなる。図3に示すように、研磨パッド207は、スラリーを研磨パッド207の表面に供給するための穴322を具備している。また、研磨パッド207は、研磨パッド207の表面全体にスラリーが行き渡るのを支援するために、溝(図示せず)を具備することもできる。
【0046】
図2に戻って参照して、プラテン221は、研磨パッド207を載置するために、実質的に平坦な表面を有する硬質材料から作製できる。本発明のプラテン221は、研磨パッドを支持するために、硬質にすべきである。たとえば、プラテン221は、アルミニウム,ステンレス鋼,セラミック,チタンまたはその他の硬質かつ好ましくは非腐食性の材料から構成される。
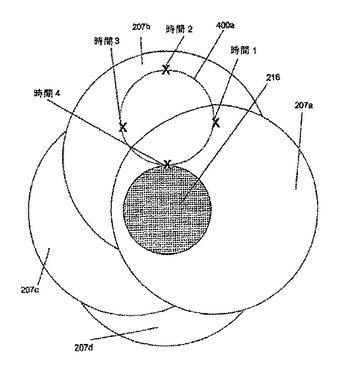
研磨工程の間、プラテン221は、支持台220により軌道運動することができる。図4を参照して、研磨パッド207の軌道運動について詳述する。研磨パッド207は時間1,時間2,時間3および時間4において、それぞれ位置207a,207b,207c,207dに移動し、その結果、研磨パッド上の「X」は円400aを描いて移動する。研磨パッド207は軌道運動時には回転しないことに注意されたい。軌道半径は円400aまたは研磨パッド上の1つの軌道運動ポイントにより描かれる他の円の半径と同じである。円400aにより示される軌道運動の大きさは、軌道運動を説明しやすくするために、通常所望される大きさよりも大きめである。
【0047】
図5を参照して、半導体ウエハ216を、複数の円運動400bとともに示す。円運動400bは、軌道運動中に半導体ウエハ216の前面上の各ポイントがたどる動きを表す。円運動400bを生じる軌道の半径は、円運動400aを生じる軌道の半径よりも大幅に小さい。軌道半径は、軌道運動を生じるために使用される機構によって制御でき、ここではその幾つかの例を考察する。例えば、米国特許第5,582,534号明細書(Shendon)および米国特許第5,938,884号明細書(Hoshizaki等)は、キャリアの軌道運動を生じるための幾つかの機構を開示する。軌道運動を生じるために開示されたこれらの機構の原理は、当業者をして、プラテン221を軌道運動させることができる支持台220を作製するために応用できる。
【0048】
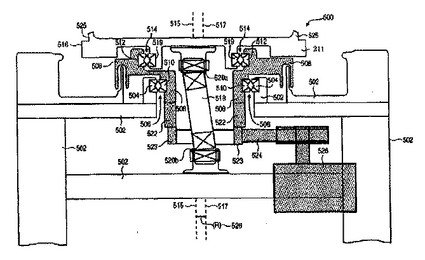
図6は、プラテン211の軌道運動を生じさせるのに使用できる典型的な支持台220の断面図である。この支持台は概ね、米国特許第5,554,064号明細書(Breivogel等)に開示され、ここに参考資料として包含される。支持台220は、地面にしっかりと固定できる剛体の固定フレーム502を具備する。固定フレーム502は、運動生成器を支持し、そのバランスをとるために使用される。下方ベアリング506の外側リング504は、クランプによって固定フレーム502にしっかりと固定される。固定フレーム502は、下方ベアリング506の外側リング504が回転するのを防ぐ。円形で中空の硬質ステンレス鋼の本体により形成される波動生成器(wavegenerator)508は、下方ベアリング506の内側リング510に取り付けられる。波動生成器508はまた、上方ベアリング514の外側リング512に取り付けられる。波動生成器508は、上方ベアリング514を下方ベアリング506と平行に配置する。波動生成器508は、上方ベアリング514の中心軸515を、下方ベアリング506の中心軸517からオフセットする。
【0049】
アルミニウムの円形プラテン211は、上方ベアリング514の内側リング519に対して対称に配置されて、これにしっかりと固定される。研磨パッドまたは研磨パッド・アセンブリは、プラテン211の上面の外側端の周囲に形成されるリッジ(ridge)525にしっかりと固定できる。2つのピボット・ポイント520a,520bを有する自在継手518は、固定フレーム502と、プラテン211の下面とにしっかりと固定される。波動生成器508の下方部分は、中空かつ円筒形のドライブ・スプール(drivespool)522と硬く接続されて、これは、ついで、中空かつ円筒形のドライブ・プーリ523と接続される。ドライブ・プーリ523は、ベルト524によりモータ526と結合される。モータ526は、可変速度の3相2馬力ACモータとすることができる。
【0050】
プラテン211の軌道運動は、波動生成器508をスピンさせることによって生じる。波動生成器508は、可変速モータ526によって回転される。波動生成器508が回転するにつれ、上方ベアリング514の中心軸515が、下方ベアリング506の中心軸517の周囲を回る。上方ベアリング514の軌道半径は、上方ベアリング514の中心軸515と、下方ベアリング506の中心軸517とのオフセット(R)526に等しい。上方ベアリング514は、波動生成器508の回転に等しい速度で、下方ベアリング506の中心軸517の周囲を回転する。波動生成器508が回転するにつれ、上方ベアリング514の外側リング512が軌道運動すると同時に回転(スピン)することに注意されたい。
【0051】
自在継手518の機能は、プラテン211の回転またはスピンによるトルクを防ぐことである。自在継手518の2つのピボット・ポイント520a,520bにより、プラテン211は、回転方向を除く全方向に動くことができる。プラテン211を上方ベアリング514の内側リング519に接続し、かつ自在継手518をプラテン211と固定フレーム502とに接続することによって、内側リング519とプラテン211の回転運
動が妨げられて、プラテン211は所望の軌道運動のみを行う。プラテン211の軌道速度は、波動生成器508の回転速度に等しく、プラテン211の軌道半径は、上方ベアリング514の中心軸515の、下方ベアリング506の中心軸517からのオフセットに等しい。研磨パッドの軌道運動を容易にするために、他にも種々の周知の手段を使用できることを理解されたい。軌道運動を生じさせる具体的な方法を詳しく述べたが、本発明は、プラテン211上の研磨パッドを軌道運動させるための種々の技術を使用して実施できる。
【0052】
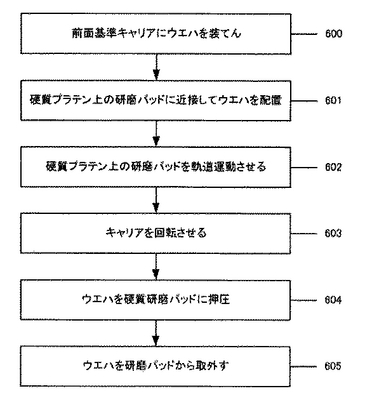
図2と図7とを参照して、本発明に用いる化学機械研磨装置の典型的な動作方法を説明する。第1段階は、半導体ウエハ216を前面基準キャリア215に装てんすることである(段階600)。裏面基準キャリアも使用可能であるが、本発明では、前面基準キャリア215を使用すると、良好な結果が得られた。半導体ウエハ216が、その前面に1つまたは複数の同心のバルジを有する場合には、個別に制御可能な複数の圧力ゾーンを有する前面基準キャリア215を使用するのが適切である。個別に制御可能な圧力ゾーンは、半導体ウエハの凹部または低いポイントに当接してかけられる圧力よりも、バルジに当接する半導体ウエハ裏面に高い圧力をかけることができる。バルジの数と位置は、たとえば、その場(insitu)で測定を行うか、または前処理工程により生じた一般的な半導体ウエハの形状を知ることによって決定できる。
【0053】
ついで、半導体ウエハ216を、プラテン221に固定された研磨パッド207に近接して配置する(段階601)。半導体ウエハ216を研磨パッド207に近接する位置に移動する機械的手段は、当該技術分野で知られており、本発明を不必要に曖昧にすることを避けるため言及しない。
半導体ウエハ216の裏面に加えられる圧力により、半導体ウエハ216は研磨パッド207へと押圧される(段階604)。半導体ウエハ216裏面に加えられる最適圧力は、半導体ウエハ216の特性,研磨パッド207,スラリー,所望の除去速度およびその他の要素に依存して変化しうる。しかしながら、約0.5psiから約2psiの間の圧力が極めて良好な結果を生じた。ただし、本発明はこれより低いまたは高い圧力でも容易に使用し得る。
【0054】
半導体ウエハ216が研磨パッド207に押し当てられる(段階604)とほぼ同時に、研磨パッド207は、軌道運動を開始することができ(段階602)、キャリアは回転を開始できる(段階603)。研磨パッド207は、400周回/分を超える速度で軌道運動することが望ましく、軌道半径16mm、軌道速度約600回/分において、極めて良好な平坦化を得た。また、研磨パッド207の軌道半径は、6mm未満にすることができ、軌道回転周波数約6400周回/分、軌道半径約1.5mmにおいて、極めて良好な平坦化を得た。小さい軌道半径では一般に、半導体ウエハ216前面から材料を除去する所与の速度を保つために、軌道周期を高くする必要がある。前面基準キャリア215は30rpmより低い速度で回転することができ、約10から約20rpmの間の速度が望ましい。前面基準キャリア215が、時計方向または反時計方向に、360度まで回転せずに、交互に回転する場合には、チューブまたはチャネル225,226を簡素化できる。
終点検出システムからの入力に基づき、または経験により割り出された具体的な平坦化工程で要する時間に基づき、半導体ウエハ216を研磨パッド207から取り外し、平坦化工程を終了することができる。
【実施例】
【0055】
以下、本発明を実施例に基づいて説明する。
〔配合例1〕
ポリオキソ酸としてリンバナドモリブデン酸(商品名PVM−1−11 日本無機化学工業社製)12gを水187gに溶解させた後、アニオン性界面活性剤としてドデシルベンゼンスルホン酸(和光純薬工業社製)1gを添加、混合した後、水を添加し3倍に希釈することで金属用研磨組成物(ア)を得た。
[配合例2]
ポリオキソ酸としてリンバナドモリブデン酸12gを水187gに溶解させた後、アニオン性界面活性剤としてドデシルベンゼンスルホン酸0.55g、グリシン(和光純薬工業社製)0.02gを添加、混合した後、水を添加し3倍に希釈することで金属用研磨組成物(イ)を得た。
【0056】
[配合例3]
ポリオキソ酸としてリンバナドタングステン酸(商品名PVW−1−11 日本無機化学工業社製)12gを水187gに溶解させた後、アニオン性界面活性剤としてメタンスルホン酸0.5g、ヒスチジン0.03g、キナルジン酸(和光純薬工業社製)0.008gを添加、混合した後、水を添加し3倍に希釈することで金属用研磨組成物(ウ)を得た。
[配合例4]
ポリオキソ酸としてケイモリブデン酸(商品名SM 日本無機化学工業社製)10gを水189gに溶解させた後、アニオン性界面活性剤としてドデシルベンゼンスルホン酸0.4g、ヒスチジン0.02g、キナルジン酸0.01gを添加、混合した後、水を添加し3倍に希釈することで金属用研磨組成物(エ)を得た。
【0057】
[配合例5]
ポリオキソ酸としてリンモリブデン酸12gを水187gに溶解させた後、アニオン性界面活性剤としてパラトルエンスルホン酸0.5g、プロリン(和光純薬工業社製)0.02gを添加、混合した後、水を添加し3倍に希釈することで金属用研磨組成物(オ)を得た。
[配合例6]
ポリオキソ酸としてケイタングステン酸12gを水187gに溶解させた後、アニオン性界面活性剤としてベンゼンスルホン酸0.5g、ニコチン酸(和光純薬工業社製)0.02gを添加、混合した後、水を添加し3倍に希釈することで金属用研磨組成物(カ)を得た。
【0058】
[配合例7]
ポリオキソ酸としてリンモリブデン酸(商品名PVW−1−11 日本無機化学工業社製)12gを水187gに溶解させた後、アニオン性界面活性剤としてメタンスルホン酸0.5g、ヒスチジン0.03g、キナルジン酸(和光純薬工業社製)0.008gを添加、混合した後、水を添加し3倍に希釈することで金属用研磨組成物(キ)を得た。
[配合例8]
リンバナドモリブデン酸4gを水196gに溶解させただけの金属用研磨用組成物(ク)を得た。
【0059】
[配合例9]
リンバナドタングステン酸4gを水196gに溶解させただけの金属用研磨組成物(ケ)を得た。
[配合例10]
ケイモリブデン酸4gを水196gに溶解させただけの金属用研磨組成物(コ)を得た。
[配合例11]
ドデシルベンゼンスルホン酸1gを水199gに溶解させただけの金属用研磨組成物(サ)を得た。
[配合例12]
メタンスルホン酸1gを水199gに溶解させただけの金属用研磨組成物(シ)を得た。
[配合例13]
ヒスチジン0.01gを水200gに溶解させただけの金属用研磨組成物(ス)を得た。
[配合例14]
キナルジン酸0.01gを水200gに溶解させただけの金属用研磨組成物(セ)を得た。
[配合例15]
非イオン性界面活性剤の代わりにカチオン性界面活性剤として同量のラウリルトリメチルアンモニウムクロリドを用いる以外は配合例5と全く同様にして金属用研磨組成物(ソ)を得た。なお、この組成物は1日放置後、粒子の沈降が確認された。
【0060】
〔実施例1〕
半導体ウエハとして300mm径の酸化珪素絶縁膜上に銅膜を設けたシリコンウエハを、研磨剤として配合例1で得られた金属研磨用組成物(ア)を300ml/分の量研磨パッドの穴から供給し、研磨パッドとしてポリウレタン樹脂を素材としたパッドを、研磨装置としてNOVELLUS社製 MOMENTUM300を用い、キャリア回転数を20rpm、研磨パッドの回転数を700rpm、研磨パッドの軌道半径を4mm、ウエハにかかる研磨パッドの圧力を1.4psi(100g/cm2)で研磨を行なって、パターン幅150μmの半導体ウエハを得た。研磨速度は850nm/分であり、ディッシングは、16nmであった。
【0061】
〔実施例2〕
研磨剤として配合例2で得られた金属用研磨組成物(イ)を用いる他は実施例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は810nm/分であり、ディッシングは、19nmであった。
【0062】
〔実施例3〕
研磨剤として配合例3で得られた金属用研磨組成物(ウ)を用いる他は実施例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は780nm/分であり、ディッシングは、19nmであった。
【0063】
〔実施例4〕
研磨剤として配合例4で得られた金属用研磨組成物(エ)を用いる他は実施例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は765nm/分であり、ディッシングは、23nmであった。
【0064】
〔実施例5〕
研磨剤として配合例5で得られた金属用研磨組成物(オ)を用いる他は実施例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は687nm/分であり、ディッシングは、22nmであった。
【0065】
〔実施例6〕
研磨剤として配合例6で得られた金属用研磨組成物(カ)を用いる他は実施例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は697nm/分であり、ディッシングは、22nmであった。
【0066】
〔実施例7〕
研磨剤として配合例3で得られた金属用研磨組成物(キ)を用いる他は実施例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は735nm/分であり、ディッシングは、27nmであった。
【0067】
〔比較例1〕
金属用研磨組成物を研磨パッドの穴からではなく、研磨パッド上方から供給する他は、実施例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は430nm/分であり、ディッシングは35nmであった。
【0068】
〔比較例2〕
研磨剤として配合例2で得られた金属用研磨組成物(イ)を用いる他は、比較例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は503nm/分であり、ディッシングは55nmであった。
【0069】
〔比較例3〕
研磨剤として配合例3で得られた金属用研磨組成物(ウ)を用いる他は、比較例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は551nm/分であり、ディッシングは53nmであった。
【0070】
〔比較例4〕
研磨剤として配合例4で得られた金属用研磨組成物(エ)を用いる他は、比較例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は487nm/分であり、ディッシングは78nmであった。
【0071】
〔比較例5〕
研磨剤として配合例5で得られた金属用研磨組成物(オ)を用いる他は、比較例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は509nm/分であり、ディッシングは87nmであった。
【0072】
〔比較例6〕
研磨剤として配合例6で得られた金属用研磨組成物(カ)を用いる他は、比較例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は501nm/分であり、ディッシングは72nmであった。
【0073】
〔比較例7〕
研磨剤として配合例7で得られた金属用研磨組成物(キ)を用いる他は、比較例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は511nm/分であり、ディッシングは87nmであった。
【0074】
〔比較例8〕
研磨剤として配合例8で得られた金属用研磨組成物(ク)を用いる他は、比較例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は545nm/分であり、ディッシングは490nmであった。
【0075】
〔比較例9〕
研磨剤として配合例9で得られた金属用研磨組成物(ケ)を用いる他は、比較例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は534nm/分であり、ディッシングは523nmであった。
【0076】
〔比較例10〕
研磨剤として配合例10で得られた金属用研磨組成物(コ)を用いる他は、比較例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は522nm/分であり、ディッシングは443nmであった。
【0077】
〔比較例11〕
研磨剤として配合例11で得られた金属用研磨組成物(サ)を用いる他は、比較例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は50nm/分以下であり、ディッシングを測定できなかった。
【0078】
〔比較例12〕
研磨剤として配合例12で得られた金属用研磨組成物(シ)を用いる他は、比較例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は50nm/分以下であり、ディッシングを測定できなかった。
【0079】
〔比較例13〕
研磨剤として配合例13で得られた金属用研磨組成物(ス)を用いる他は、比較例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は10nm/分以下であり、ディッシングを測定できなかった。
【0080】
〔比較例14〕
研磨剤として配合例14で得られた金属用研磨組成物(セ)を用いる他は、比較例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は10nm/分以下であり、ディッシングを測定できなかった。
【0081】
〔比較例15〕
研磨剤として配合例15で得られた金属用研磨組成物(ソ)を用いる他は、比較例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は430nm/分であり、ディッシングは370nmであった。
【0082】
〔比較例16〕
研磨剤としてA社から発売されている金属用研磨組成物(タ)を用いる他は、比較例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は180nm/分であり、ディッシングは27nmであった。
【産業上の利用可能性】
【0083】
本発明の半導体ウエハの製造方法によれば、従来技術では困難であった、エッチング、ディッシングを抑制すると同時に低研磨圧力下においても高速に銅膜等の金属膜を研磨することが可能となる。本発明は、半導体ウエハ上に形成された金属膜を研磨する上で極めて有用な半導体ウエハの製造方法を見出したものであり、産業上の利用価値は甚だ大きなものである。
【図面の簡単な説明】
【0084】
【図1】CMP技術を用いた金属配線の形成例を示す概略断面図である。
【図2】半導体ウエハを、プラテンに取り付けられた研磨パッドに対して保持する前面基準キャリアの断面図である。
【図3】軌道運動する研磨パッドに近接する半導体ウエハの平面図である。
【図4】研磨パッドの軌道運動中の4つの異なる時間における軌道運動する研磨パッドとともに示された、静止状態の半導体ウエハの平面図である。
【図5】軌道運動のみによって半導体ウエハ前面のあらゆる点で経験される動きを示す、半導体ウエハの前面の図である。
【図6】研磨パッドの軌道運動を生じさせる1つの考えられる機構の断面図である。
【図7】研磨法の一例を説明する図である。
【符号の説明】
【0085】
(a) 半導体ウエハ
(b) 絶縁膜
(c) バリヤーメタル層
(d) 金属膜
【技術分野】
【0001】
本発明は、半導体ウエハ上に形成された金属膜の研磨に用いられる研磨組成物、研磨装置およびそれを用いてなる半導体ウエハ上に形成された金属膜の研磨法に関する。
【背景技術】
【0002】
LSI技術の急速な進展により、集積回路は益々微細化や多層配線化の傾向にある。集積回路における多層配線化は、半導体表面の凹凸が極めて大きくなる要因であり、これが集積回路の微細化とも相まって断線や電気容量の低下、エレクトロマイグレーションの発生などをもたらし、歩留まりの低下や信頼性上の問題をきたす原因となっている。
このため、これまでに多層配線ウエハにおける金属配線や層間絶縁膜を平坦化する種々の加工技術が開発されてきており、その一つにCMP(Chemical Mechanical Polishing:化学機械的研磨)技術がある。CMP技術は、半導体製造において層間絶縁膜の平坦化、埋め込み配線形成、プラグ形成等に必要となる技術である。CMPは、キャリアに装着された通常半導体材料からなる平坦な半導体ウエハを、湿った研磨パッドに対し一定の圧力で押し付けながらキャリアおよび研磨パッド各々を回転することにより行われる。この時半導体ウエハと研磨パッドの間に導入される研磨組成物により、配線や絶縁膜の凸部が研磨され平坦化がなされる。
【0003】
従来、半導体ウエハ上に形成された金属膜の研磨には種々の研磨組成物や研磨法の提案がなされている。土肥俊郎ら著「半導体平坦化CMP技術」(1998年7月、工業調査会発行)235頁に示されているように、金属のCMPでは研磨組成物中の酸化剤により金属の表面を酸化しつつ、pHを酸性にするなどしてわずかに金属が腐蝕する(エッチング)条件下で研磨パッドと砥粒で研磨が行われる。例えば半導体ウエハ上に形成されたアルミニウム等金属膜の研磨組成物としては、酸化アルミニウムをpH3以下の硝酸水溶液中に分散してなる研磨組成物(例えば米国特許第4,702,792号明細書参照)、酸化アルミニウムや酸化ケイ素を硫酸、硝酸、酢酸等の酸性水溶液と混合してなる研磨組成物(例えば米国特許第4,944,836号明細書参照)がある。また、酸化アルミニウムを過酸化水素とリン酸水溶液中に分散した研磨組成物(例えば米国特許第5,209,816号明細書参照)など、酸化アルミニウムまたは酸化ケイ素等の砥粒と、過酸化水素等の酸化剤よりなる研磨組成物が通常使用されている。
【0004】
しかしながら、半導体ウエハ上に形成された金属膜の平坦化に酸化アルミニウムを用いた場合、α型では高い研磨速度を示す反面、金属膜や絶縁膜の表面にマイクロスクラッチやオレンジピール等の欠陥を発生させることがあった。一方、γ型や非晶質アルミナまたは酸化ケイ素等の砥粒を用いた場合、金属膜や絶縁膜の表面のマイクロスクラッチやオレンジピール等の欠陥発生を抑えることができるが、金属膜の研磨に際して十分な研磨速度が得られないという問題があった。このように、酸化アルミニウムや酸化ケイ素などの金属酸化物から成る砥粒を水溶液中に分散した研磨組成物は、砥粒自体の分散性不良に起因した表面スクラッチの問題があった。また、この他にも前述のように液状酸化剤である過酸化水素を用いた場合や、過硫酸アンモニウム等のエッチング剤を用いた場合(例えば特開平6−313164号公報参照)、ウェットエッチングが過度に進むことによりディッシング(図1(D)の金属膜(d)の中央部が周辺部より過剰に研磨される現象)やピット、ボイド等の欠陥が発生するなど実用化に際し問題があった。
【0005】
これを改良する目的で、研磨組成物中に金属膜表面に保護膜を形成する化学試薬(防食剤、キレート剤等)を添加する方法も提案されている(例えば特開平8−83780号公報、特開平11−195628号公報等参照)。しかしながらこのような化学試薬を用いると、確かにエッチングが抑制されディッシング等の発生を防止することができるが、研磨すべき部位にも保護膜が形成されるため研磨速度が極端に低下するという問題が生じる。これを防ぐためエッチング剤や化学試薬の使用量の適正化を図る試みがなされているが、両者の性能を満足する条件を見出すことは難しく、プロセス条件の影響も受けやすいため再現性のある結果が得られないという問題がある。
【0006】
また、400nm/分以上という高い研磨速度を得るために200g/cm2以上の高い研磨圧力で、前記保護膜を除去することも行われるが(例えば特開2000−252242号公報参照)、今後主流となることが予測されているポーラス型低誘電率絶縁膜を半導体ウエハ製造に用いた場合、該絶縁膜の強度に問題がある為、半導体ウエハに過大なストレスがかかると該絶縁膜の破壊が起こる。
また、研磨圧力を高めパッドによる機械的研磨を行うと、研磨時のパッド表面の影響をさらに受け易くなるため、これまで行っていたドレッシングによるパッド表面状態の管理が難しくなり、プロセス管理上大きな問題となる。
【0007】
ところで、ポリオキソ酸とりわけヘテロポリ酸は、日本化学会編「ポリ酸の化学」(1993年8月、学会出版センター発行)にも記載のように、強い酸性と酸化作用を有するものであり、これを金属の不動態化処理やエッチングに用いることは,例えば特開平9−505111号公報等に記載されている。実際ヘテロポリ酸を半導体表面のエッチング剤として適用した例(Applied Surface Science vol.135、No.1/4、pp65−70(1998.10.8))や、ポリオキソ酸もしくはその塩を研磨用エッチング剤として用いる試みもなされている(例えば特開2000−119639号公報参照)。特に後者においては、ポリオキソ酸もしくはその塩のみを研磨用エッチング剤として用いる場合(第1研磨組成物)および、これにさらに研磨材として公知の砥粒を含有させる場合(第2研磨組成物)の二つの使用方法について記載されている。
【0008】
第1研磨組成物の場合、ヘテロポリ酸を単独で金属膜研磨用のエッチング剤として使用すると、ヘテロポリ酸は水に可溶であるため液状酸化剤として作用することから、前述の如く研磨速度とディッシング性能の両方を満足することはできない。すなわち、研磨速度を上げるためにヘテロポリ酸の濃度を高めると、同時にエッチングも進行しディッシングの発生が起こる。一方、上記ヘテロポリ酸にアンモニア等の塩基性物質を作用させヘテロポリ酸塩として使用すると、エッチングは抑制されるが、同時に研磨速度も低下してしまう。そのため、研磨速度を高める目的で、この種の第1研磨組成物に研磨材を含有させ第2研磨組成物とすることが提案されているが、この場合も、上述の第1研磨組成物と同様エッチングの進行によりディッシングの発生を抑制することは困難である。従って、ディッシングの発生を抑制しつつ、低研磨圧力で高い研磨速度を得ようとする本目的に合致するものではない。
【0009】
また、研磨装置の改良として、研磨パッドと半導体ウエハとの間に研磨液を介在させた状態で、前記研磨パッドと前記半導体ウエハとを相対移動させることにより、前記半導体ウエハを研磨する化学機械研磨装置において、前記研磨パッドに研磨液を研磨パッド表面に供給する穴を具備する事を特徴とする、化学機械研磨装置が報告されている(例えば特表2004−505435号公報参照)。該発明による化学機械研磨装置を用いると、ディッシングは抑制されるものの、研磨速度が不十分(おおむね300nm/分以下)であった。
【特許文献1】米国特許第4,702,792号明細書
【特許文献2】米国特許第4,944,836号明細書
【特許文献3】米国特許第5,209,816号明細書
【特許文献4】特開平6−313164号公報
【特許文献5】特開平8−83780号公報
【特許文献6】特開平11−195628号公報
【特許文献7】特開2000−252242号公報
【特許文献8】特開平9−505111号公報
【特許文献9】特開2000−119639号公報
【特許文献10】特開2004−505435号公報
【非特許文献1】土肥俊郎ら著、「半導体平坦化CMP技術」、初版、工業調査会発行、1998年7月15日、235頁
【非特許文献2】日本化学会編、「ポリ酸の化学」、初版、学会出版センター、1993年8月25日、86〜87頁、112〜123頁
【非特許文献3】A.Rothschild、C.Debiemme−Chouvy、A.Etcheberry著、「Study of the interaction at rest potential between silicotungsticheteropolyanion solution and GaAs surface」Applied Surface Science、1998年10月8日、vol.135、No.1/4、pp65−70
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明は、低研磨圧力下においても半導体ウエハ上に形成された金属膜を高速に研磨でき、かつディッシングの原因となるエッチング性も低いレベルに制御され、同時にスクラッチやエロージョン(図1(D)の金属膜(d)の周辺の絶縁膜(b)が研磨される現象)等の被研磨面の欠陥発生も抑制することのできる半導体ウエハ上に形成された金属膜の研磨法、ならびに半導体ウエハの製造方法を提供することを目的とする。なお、半導体ウエハの研磨方法とは、研磨前の半導体ウエハを研磨装置に装填する段階から、研磨後の半導体ウエハを装置から取り外す段階までを含む。
【課題を解決するための手段】
【0011】
本発明者等は、前記課題を解決するために鋭意検討した結果、ポリオキソ酸、アニオン性界面活性剤および水からなる金属用研磨組成物および、研磨パッドが前記金属用研磨組成物を前記研磨パッド表面に供給するための穴を具備し、かつ前記研磨パッドの穴を通して前記研磨パッド表面に前記金属研磨用組成物を供給する装置を具備している化学機械研磨装置を用いる事によって従来困難であったエッチング、ディッシングの抑制と低研磨圧力における高研磨速度の両立を可能とし、半導体ウエハ上に形成された金属膜の研磨において有効であることを見出し、本発明をなすに至った。すなわち、本発明は以下の通りである。
【0012】
1)ポリオキソ酸、アニオン性界面活性剤および水を含有してなることを特徴とする金属用研磨組成物を用いて半導体ウエハ上に形成された金属膜を、研磨パッドを具備した化学機械研磨装置を用い、金属膜面を研磨パッドに押圧して化学機械研磨する方法において、前記研磨パッドが前記金属用研磨組成物を前記研磨パッド表面に供給するための穴を具備し、かつ前記化学機械研磨装置が前記研磨パッドの穴を通して前記研磨パッド表面に前記金属研磨用組成物を供給する装置を具備し、前記穴から研磨中に前記金属用研磨組成物を金属膜と研磨パッド間に供給する事を特徴とする半導体ウエハの研磨法。
2)前記ポリオキソ酸が、ヘテロポリ酸である1)の発明の半導体ウエハの研磨法
3)前記化学機械研磨装置が、前記研磨パッドを軌道運動させるために接続された支持台および、半導体ウエハを保持し、半導体ウエハ上の金属膜面を前記研磨パッドに対して押圧するキャリアを具備していることを特徴とする1)または2)の発明の半導体ウエハの研磨法。
【0013】
4)前記キャリアが前面基準キャリアであることを特徴とする3)の発明の半導体ウエハの研磨法。
5)前記キャリアが裏面基準キャリアであることを特徴とする3)の発明の半導体ウエハの研磨法。
6)前記支持台が4mm未満の軌道半径により、前記研磨パッドを半導体ウエハに対して水平に軌道運動させることを特徴とする3)から5)のいずれか1つの発明の半導体ウエハの研磨法。
7)前記支持台が400rpmを超える軌道速度で、前記研磨パッドを軌道運動させることを特徴とする3)から6)のいずれか1つの発明の半導体ウエハの研磨法。
【0014】
8)半導体ウエハの研磨法が、
(あ)半導体ウエハをキャリアに装てんする段階
(い)前記半導体ウエハを前記研磨パッドに近接して配置する段階
(う)前記半導体ウエハを前記研磨パッドに押圧する段階
(え)前記研磨パッドを軌道運動させる段階、および
(お)前記半導体ウエハを前記研磨パッドから取り外す段階
を(あ)から(お)の順で含むことを特徴とする1)から7)のいずれか1つの発明の半導体ウエハの研磨法。
【0015】
9)前記半導体ウエハの研磨法が、
(か)前記半導体ウエハを前記研磨パッドから取り外す前に、前記半導体ウエハを回転させる段階を含むことを特徴とする8)の発明の半導体ウエハの研磨法。
10)前記半導体ウエハの研磨法が、(き)前記半導体ウエハを前記研磨パッドから取り外す前に、前記半導体ウエハを時計回りと反時計回りに交互に回転させる段階を含むことを特徴とする8)の発明の半導体ウエハの研磨法。
11)前記半導体ウエハの研磨法が、段階(う)が、前記半導体ウエハの裏面の中心ゾーンに対して第1圧力をかける段階、および前記中心ゾーンに対して同心の周辺ゾーンに前記第1圧力とは異なる第2圧力をかける段階を含むことを特徴とする8)の発明の半導体ウエハの研磨法。
【発明の効果】
【0016】
本発明の半導体ウエハの製造方法によれば、従来技術では困難であった、エッチング、ディッシング、エロージョンやスクラッチの発生を抑制すると同時に低研磨圧力下においても高速に銅膜等の金属膜を研磨することが可能となる。
【発明を実施するための最良の形態】
【0017】
本発明について、以下に具体的に説明する。
本発明において低研磨圧力とは概ね150g/cm2以下を意味し、高速研磨とは概ね450nm/分以上の研磨速度を意味する。
本発明は、半導体ウエハ上に形成された金属膜の研磨、平坦化に適用される。研磨対象となる半導体ウエハ上に形成された金属膜は、公知の配線用、プラグ用、コンタクトメタル層用、バリヤーメタル層用金属膜であり、例えばアルミニウム、銅、タングステン、チタニウム、タンタル、アルミニウム合金、銅合金、窒化チタニウム、窒化タンタル等からなる群より選ばれる金属膜等が挙げられる。特に表面硬度が低く、傷やディッシングといった欠陥が生じ易い銅および銅合金からなる金属膜への適用が推奨される。
図1(C)に示すように、配線用の金属膜(d)を埋め込むことにより得られた半導体ウエハについて、図1(D)に示すように溝または開口部以外の余分な金属膜を、本発明の研磨組成物を用いて研磨することにより取り除き平坦化する。
【0018】
以下、半導体ウエハの製造方法の一例の概要について説明する。
初めに、図1(A)のようにシリコンウエハ等の半導体ウエハ上(a)に絶縁膜(b)を形成した後に、フォトリソグラフィー法およびエッチング法で絶縁膜(b)に金属配線用の溝、あるいは接続配線用の開口部を形成する。次に図1(B)に示すように、絶縁膜(b)に形成した溝あるいは開口部にスパッタリングやCVD等の方法により窒化チタニウム(TiN)、窒化タンタル(TaN)等よりなるバリヤーメタル層(c)を形成する。次に図1(C)に示すように、厚みがバリヤーメタル層(c)に形成した溝または開口部の高さ以上となるように配線用の金属膜(d)を埋め込む。次に図1(D)に示すように、溝または開口部以外の余分な金属膜(d)を本発明の研磨組成物を用いて研磨する方法により取り除く。さらに、得られた該平坦化された表面上に絶縁膜を形成し上記の方法を必要回数繰り返すことにより、電子部品として多層配線構造を有する半導体ウエハを得ることができる。
【0019】
本発明の半導体ウエハの製造方法に用いる金属用研磨組成物は、ポリオキソ酸、アニオン性界面活性剤および水を含有して成る。本発明の研磨組成物は、後述する通り本件発明の効果を阻害しない範囲で、あるいは目的に応じて、通常用いられている研磨粒子や添加剤等の成分を含むが、基本的に上記3成分のみでも本発明の目的を達成できることが特徴である。即ち、本発明の研磨組成物は、実質的に砥粒を含まないでも優れた研磨性能を示すという特徴を有する。ここで、実質的に砥粒を含まないとは、研磨組成物全質量中に占める砥粒の質量の割合が、1%未満である状態を言う。
【0020】
本発明で用いられるポリオキソ酸は、Mo、V、W、Ti、Nb、Ta等の元素から成る酸素酸が縮合したものであり、イソポリ酸とヘテロポリ酸がこれに当たる。イソポリ酸は前記ポリオキソ酸の構成元素のうち、単一の元素からなる縮合酸素酸のことであり、ポリモリブデン酸、ポリバナジン酸、ポリタングステン酸、ポリチタン酸、ポリニオブ酸、ポリタンタル酸等が挙げられる。これらのうち金属研磨を目的とした本発明の場合、得られる金属用研磨組成物の研磨速度の観点からポリモリブデン酸、ポリバナジン酸、ポリタングステン酸が好ましい。
【0021】
ヘテロポリ酸は、前記イソポリ酸にヘテロ元素を中心元素として組み込むことによって得られるものであり、その構成は縮合配位元素、中心元素および酸素から成る。ここで縮合配位元素とは、前記ポリオキソ酸の構成元素を意味し、このうちMo、W及びVからなる群より選ばれた少なくとも1種を含むものが好ましい例として挙げられ、その他Nb、Ta等の元素を含んでも良い。また、ヘテロポリ酸の中心元素はP、Si、As、Ge、Ti、Ce、Mn、Ni、Te、I、Co、Cr、Fe、Ga、B、V、Pt、BeおよびZnからなる群より選ばれた1種であり縮合配位元素と中心元素の原子比(縮合配位元素/中心元素)は2.5〜12である。
【0022】
前述したヘテロポリ酸の具体例としては、例えばリンモリブデン酸、ケイモリブデン酸、リンバナドモリブデン酸、ケイバナドモリブデン酸、リンタングストモリブデン酸、ケイタングストモリブデン酸、リンバナドタングストモリブデン酸、ケイバナドタングストモリブデン酸、リンバナドタングステン酸、ケイバナドタングステン酸、リンモリブドニオブ酸、ホウモリブデン酸、ホウタングストモリブデン酸、ホウバナドモリブデン酸、ホウバナドタングステン酸、コバルトモリブデン酸、コバルトバナドタングステン酸、リンタングステン酸、ケイタングステン酸、リンバナジン酸、ケイバナジン酸等が挙げられるがこれらに限定されるものではない。前記ポリオキソ酸のうち、研磨用途として金属をエッチングするに足る十分な酸強度、酸化力の観点からヘテロポリ酸が好ましく、好適にはリンモリブデン酸、ケイモリブデン酸、および更にこれらにバナジウムを導入したリンバナドモリブデン酸、ケイバナドモリブデン酸等を挙げることができる。
【0023】
ポリオキソ酸は、上記を単独でまたはそれらを混合して用いてもよい。また、得られる研磨組成物の酸性度を調整し研磨性能を制御する目的で、これらのポリオキソ酸に塩基性物質を添加し、ポリオキソ酸の一部または全部をポリオキソ酸塩として使用することも可能である。ポリオキソ酸塩としては、上記ポリオキソ酸と金属、アンモニウム、有機アミン類との塩が挙げられる。
本発明の研磨組成物中のポリオキソ酸の含有量は、特に限定されるものではないが、好ましくは0.1〜30質量%の範囲で使用され、さらに好ましくは0.5〜15質量%の範囲である。高い研磨速度が得られるという観点から0.1質量%以上が好ましく、ディッシング抑制の容易さという観点から30質量%以下が好ましい。
【0024】
本発明の組成物にアニオン性界面活性剤を含有することにより、ポリオキソ酸による研磨対象金属のエッチングを抑制することが可能となり、研磨対象金属膜の平坦化、ディッシングの抑制などの研磨性能を有する研磨組成物が得られる。
本発明に用いられるアニオン性界面活性剤としては特に制限はないが、例えば脂肪酸またはその塩、アルキルスルホン酸またはその塩、アルキルベンゼンスルホン酸またはその塩、アルキルスルホコハク酸またはその塩、ポリオキシエチレンアルキル硫酸またはその塩、ポリオキシエチレンアルキルアリール硫酸またはその塩、p−スチレンスルホン酸またはその塩、アルキルナフタレンスルホン酸またはその塩、ナフタレンスルホン酸またはその塩、ナフテン酸またはその塩等、アルキルエーテルカルボン酸またはその塩、α−オレフィンスルホン酸またはその塩、N−アシルメチルタウリン、アルキルエーテル硫酸またはその塩、ポリオキシエチレンアルキルフェニルエーテル硫酸またはその塩、アルキルエーテル燐酸エステルまたはその塩、アルキル燐酸エステルまたはその塩、アシル化ペプチド、ホルマリン重縮合物、高級脂肪酸とアミノ酸の縮合物、モノグリサルフェート、第二級高級アルコールエトキシサルフェート、ジアルキルスルホコハク酸エステル塩等が挙げられる。
【0025】
本発明においては、炭素−炭素二重結合(ベンゼン環を除く)を全く含まない飽和型のものが酸化による変質を受け難く経時の性能劣化が起こらないことから好ましく、アルキルスルホン酸またはその塩、アルキルベンゼンスルホン酸またはその塩、アルキルスルホコハク酸またはその塩、ポリオキシエチレンアルキル硫酸またはその塩、ポリオキシエチレンアルキルアリール硫酸またはその塩が好ましく用いられる。さらに好ましくはアルキルスルホン酸、アルキルベンゼンスルホン酸、アルキルスルホコハク酸、ポリオキシエチレンアルキル硫酸、ポリオキシエチレンアルキルアリール硫酸が用いられる。
すなわち、本発明における金属用研磨組成物の研磨速度の観点から、上記アニオン性界面活性剤は塩を形成しているものよりも酸型のものが好ましい。
本発明においては、前記アニオン性界面活性剤を1種単独で使用することもできるし、またその2種以上を併用することもできる。
【0026】
本発明の研磨組成物に用いられるアニオン性界面活性剤の含有量は、その種類や使用するポリオキソ酸(その塩)および非イオン性界面活性剤の種類や量によっても異なるが、好ましくは0.1〜50質量%の範囲で使用され、より好ましくは0.3〜20質量%の範囲である。0.1質量%以上で十分な組成物の安定化効果が発現し、また50質量%以下でディッシング小さく、あるいは粘度の上昇が生じるなどの不都合がない。
本発明の研磨組成物は、通常、水を媒体に用いる。ポリオキソ酸およびアニオン性界面活性剤の溶解は、一般に使用される撹拌翼を使用した攪拌により行なわれるが、ホモジナイザー、超音波、湿式媒体ミル等を用いて十分に撹拌することは好ましい。
【0027】
本発明の研磨組成物において、その研磨機構の詳細は明らかではないが、ポリオキソ酸のみを溶解させた研磨組成物を用いた場合、研磨対象金属に対するその高いエッチング性のため、極めて高い研磨速度が得られるが、金属膜表面の平坦化は起こらず、かつ、激しいディッシングも生じてしまうが、ポリオキソ酸にアニオン性界面活性剤を適した割合で混合し本発明の研磨組成物とした場合、ポリオキソ酸の持つエッチング性が抑制され、研磨対象の金属膜の凸部が研磨パッドと接触する部分のみ研磨が進み、平坦な金属膜表面が得られ、ディッシングの発生も抑制されることが判った。このことから、アニオン性界面活性剤が何らかの作用により、ポリオキソ酸のエッチング性を抑制し、さらに研磨パッドと金属膜の凸部で生じる摩擦あるいは液膜に生じる高いシェアによって、アニオン性界面活性剤によるポリオキソ酸のエッチング性抑制効果が阻害され、金属膜の凸部のみ研磨が進行するものと推定している。
【0028】
従って、本発明の研磨組成物は、従来、機械的研磨を目的に添加されていた砥粒を必要としないことが特徴であり、砥粒由来の問題点であった、凝集粒子による金属膜表面へのスクラッチや砥粒の沈降などが解消される。さらに、砥粒による機械的研磨を必要とする従来の研磨組成物では、研磨速度は研磨圧力に比例することが知られているが、本発明の研磨組成物を使用した場合、研磨速度は研磨圧力に比例するものではなく、研磨圧力のある一定の閾値以下では研磨は進行せず、該閾値を越える研磨圧力において急激に高い研磨速度が得られるという特徴がある。該閾値は本発明の研磨組成物の組成によって異なるが、該閾値が低い組成を選択することによって、低研磨圧力で高い研磨速度を得ることが可能となり、研磨時の研磨圧力による下地ウエハへのダメージ等の問題が解消される。
【0029】
本発明において窒素原子およびカルボキシル基を分子内に併せ持つ有機化合物を含有させることはディッシングの抑制の観点から好ましい。窒素原子およびカルボキシル基を分子内に併せ持つ有機化合物としては、例えばシスチン、グリシン、グルタミン酸、アスパラギン酸、キナルジン酸、キノリン酸、ピコリン酸、ニコチン酸、ヒスチジン、ベンゾトリアゾールカルボン酸、グルタミン、グルタチオン、グリシルグリシン、アラニン、γ−アミノ酪酸、ε−アミノカプロン酸、アルギニン、チトルリン、トリプトファン、スレオニン、システイン、N−アセチルシステイン、オキシプロリン、イソロイシン、ロイシン、リジン、メチオニン、フェニルアラニン、フェニルグリシン、プロリン、セリン、チロシン、バリンなどが好ましい例として挙げられ、より好ましい例としてキナルジン酸、ヒスチジンが挙げられる。
【0030】
窒素原子およびカルボキシル基を分子内に併せ持つ有機化合物の添加量は、研磨速度の観点からおよびディッシング抑制の効果発現の観点から、5000ppm以下、好ましくは1000ppm以下、さらに好ましくは200ppm以下である。
本発明の研磨組成物は、ディッシングの原因となる金属膜のエッチング性は極めて低いものであるため、当該業界において知られている保護膜形成剤を併用する必要はないが、研磨レートの低下が実用上許容される範囲内で、必要に応じて、該保護膜形成剤を添加し、更にエッチング性を抑制することも可能である。特に金属が銅もしくは銅を主成分とする銅合金の場合、例えばベンゾトリアゾール、ベンゾイミダゾール、トリルトリアゾール、キノリン、イソキノリン、インドール、イソインドール、キナゾリン、シンノリン、グルコース、キノキサリン、フタラジン、アクリジン、ドデシルメルカプタン等を好ましい一例として挙げることができる。
【0031】
これらの保護膜形成剤の添加量は、研磨速度の観点からおよびディッシング抑制の効果発現の観点から、500ppm以下、好ましくは200ppm以下、さらに好ましくは100ppm以下である。
本発明の金属用研磨組成物に水溶性高分子化合物および/または多価アルコール化合物を含有させることは、得られる研磨面の研磨の均一性を向上させる観点から好ましい。本発明で用いられる水溶性高分子としては、例えばポリエチレングリコール、ポリプロピレングリコール、ポリエチレングリコールアルキルエーテル等のエーテル類;ポリビニルアルコール、ポリビニルピロリドンおよびポリアクロレイン等のビニル系ポリマー;ポリアクリル酸、ポリメタクリル酸、ポリアクリルアミド、ポリアミド酸、ポリアクリル酸アンモニウム塩等のポリカルボン酸およびその塩;メチルセルロース、ヒドロキシエチルセルロース、ヒドロキシプロピルセルロース、カルボキシメチルセルロース、酢酸セルロース、硝酸セルロース、硫酸セルロース、ペクチン等の多糖類、他ではゼラチン、でんぷん、アルブミン等が好ましい例として挙げられ、ポリエチレングリコール、ヒドロキシエチルセルロース、ヒドロキシプロピルセルロース、カルボキシメチルセルロース、がより好ましい例として挙げられる。
【0032】
本発明において多価アルコール化合物とは上記の水溶性高分子化合物以外の低分子化合物であって、一分子内に複数の水酸基を有する化合物をいい、例えばエチレングリコール、グリセリン、プロパンジオール、ペンタエリスリトール、果糖、ショ糖、ジエチレングリコール、トリエチレングリコールなどが好ましい例として挙げられ、エチレングリコール、グリセリン、ジエチレングリコール、トリエチレングリコールがより好ましい例として挙げられる。
本発明の研磨組成物に用いられる水溶性高分子化合物および/または多価アルコール化合物の含有量は、その種類や使用するポリオキソ酸(その塩)の種類や量によっても異なるが、好ましくは0.01〜50質量%の範囲であり、より好ましくは0.1〜20質量%の範囲である。即ち、添加効果発現の観点から0.01質量%以上が好ましく、添加による粘度の上昇の観点から50質量%以下が好ましい。
【0033】
本発明の研磨組成物は、上述の通り、通常機械的研磨を目的に使用される砥粒を含まないでも目的とする研磨を行うことができるが、更に研磨速度を高める目的で砥粒を用いることも可能である。その際用いられる砥粒としては、例えばアルミナ、シリカ、セリア、ジルコニア、酸化マグネシウム等の無機粒子、有機ポリマー、非晶質炭素、カーボンブラック等の有機粒子が挙げられるが、このうち好適にはコロイダルアルミナ、コロイダルシリカである。
【0034】
本発明に用いる化学機械研磨装置は、具備する研磨パッドが金属用研磨組成物を前記研磨パッド表面に供給するための穴を具備し、かつ前記化学機械研磨装置が前記研磨パッドの穴を通して前記研磨パッド表面に前記金属研磨用組成物を供給する装置を具備することを特徴とする。さらには研磨パッドを軌道運動させる装置を具備してなることが好ましい。
【0035】
本発明に用いる好ましい化学機械研磨装置の例を以下に説明する。
研磨パッドは、軌道運動させる手段を有する支持台(supporting base)に接続されるか、または前記軌道運動させる装置に接続される。キャリアは、前面基準キャリアであることが望ましく、支持台が研磨パッドを軌道運動させる間、半導体ウエハを保持し、研磨パッドに対して押し当てる。
【0036】
また、研磨工程の間、半導体ウエハを回転またはその他の運動をさせるため、軸を介して、キャリアをモータに接続することができる。さらに、半導体ウエハ裏面に、複数の異なる圧力ゾーンを適用できるキャリアを使用することにより、平坦化工程に対し一層のフレキシビリティが得られるので好ましい。軌道半径および/または軌道速度を調整することにより、種々の半導体ウエハ、および半導体ウエハ上に堆積された薄膜について研磨工程を最適化できる。より小さい軌道半径で研磨パッドを軌道運動させる、またはより速い軌道速度で研磨パッドを軌道運動させること、好ましくは2つを組み合わせることにより、研磨の結果を改善できる。
【0037】
本発明の研磨法では、キャリア、好ましくは前面基準キャリア内に半導体ウエハを装てんして、実質的に硬質のプラテンに取り付けられた研磨パッドに近接して半導体ウエハを配置することによって、実施できる。半導体ウエハは、研磨パッドに好ましくは4mm未満の半径、400軌道/分を超える速度で軌道運動させながら、半導体ウエハを研磨パッドに対して押圧することによって、研磨される。また、キャリアは、半導体ウエハの前面上に形成されることが多いパターンを平滑化して除去するように回転させることができる。このほかに、キャリアを、時計方向と反時計方向に交互に、好ましくは360度未満の角度で回転させて、キャリアへの流体の供給を単純化することもできる。
【0038】
個別に制御可能な複数の圧力ゾーンを有する前面基準キャリアを使用する場合には、研磨工程についてさらなる改善が得られる。半導体ウエハ前面上の、除去する材料の多いゾーンまたは少ないゾーンに応じて、半導体ウエハ裏面に当接させて加える圧力を増減できる。半導体ウエハの研磨工程は、研磨パッドから半導体ウエハを取り外すか、または半導体ウエハと研磨パッドの間の相対的な動きを停止することによって終了できる。
【0039】
図2を参照して、本発明を実施する装置の例について詳細に説明する。前面基準キャリア215は、平坦化工程の間、半導体ウエハ216を保持して、研磨パッド207に対して半導体ウエハ216を押圧するのに使用できる。前面基準キャリア215は、半導体ウエハ216の裏面に突起がある場合でも、半導体ウエハ216の裏面に実質的に均一の圧力を加える。このため、裏面基準キャリア(back−reference carrier)の突起に関わる問題、すなわち、これらの突起と反対側の半導体ウエハ前面のスポットに局所的に強い圧力が生じることが回避される。前面基準キャリア215は通常、加圧流体(例:ろ過空気、脱イオン水など)、および/またはフレキシブル隔膜(flexiblemembrane)/ダイヤフラム203を使用して、半導体ウエハ216の裏面に均一に圧力を加える。本発明を実施するのに使用できる前面基準キャリアの数例が、例えば米国特許第5,423,716号明細書(Strasbaugh),米国特許第5,449,316号明細書(Strasbaugh),米国特許第5,635,083号明細書(Breivogel等),米国特許第5,851,140号明細書(Barns等),米国特許第6,012,964号明細書(Arai等)および米国特許第6,024,630号明細書(Shendon等)等に開示されている。前面基準キャリア215は、複数のゾーン204,228を有することができ、これらは通常互いに同心状であって、複数の均一な圧力ゾーンを生じるように、個別に加圧できる。言い換えれば、各ゾーンは互いに異なる圧力がかけられるが、各ゾーン内の圧力は実質的に均一である。
【0040】
複数ゾーンを有する前面基準キャリア215は、半導体ウエハ216の前面のバルジ(膨らみ:bulge)を有する同心状のゾーンから余分な材料を迅速に除去するために好適に使用することができる。特に、複数ゾーンを有する前面基準キャリア215は、バルジと反対側の半導体ウエハ216の裏面に対して、より高い均一な圧力を加えることができる。同時に、半導体ウエハ216の裏面の他のゾーン、たとえば、バルジ間のゾーンでは、より低い均一な圧力をかけられる。
【0041】
本発明を実施するために使用できる複数ゾーン前面基準キャリアの例は、例えば米国特許第5,941,758号明細書(Mack),米国特許出願第09/540,476号明細書および米国特許出願第08/504,686号明細書等に開示されている。図2には、個別に制御可能な均一圧力ゾーン204,228を有する前面基準キャリア215の例をあわせて示した。圧力源227は、マニホールド229を介して2つの圧力調整器223,224に圧力を供給できる。圧力調整器223,224は、コンピュータ制御されるのが望ましく、制御システム230と接続できる。圧力調整器223,224は、加圧流体をキャリアシャフト201内の対応する回転カップラ(図示せず)に送ることができる。回転カップラはついで、キャリアシャフト201内のチューブまたはチャネル225,226を通して、加圧流体を、前面基準キャリア215内の対応するチューブまたはチャネルに送ることができる。前面基準キャリア215内のチューブまたはチャネルはついで、加圧流体を、前面基準キャリア215内のゾーン204,228に流通させ、半導体ウエハ216の裏面上の対応するゾーンに加えられる圧力を制御する。ゾーン204,228は、1つまたは複数のリング形状のバリヤ205によって分離されて、各ゾーンが別個の内圧を有することができるようにする。
【0042】
このため、制御システム230は、半導体ウエハ216の裏面上の2つのゾーン204,228に加えられる圧力を個別に制御できる。半導体ウエハ216の裏面上に所望の圧力をかけることを容易にするため、他にも種々のキャリアを使用できることを理解されたい。ここでは、特に前面基準キャリア215について詳しく記載しており、本発明は前面基準キャリアを用いて実施することが望ましいが、本発明は種々の前面基準キャリアおよび裏面基準キャリアを使用しても実施可能である。
【0043】
前面基準キャリア215は、静止状態に保持するか、または種々の運動を行わせることができ、たとえば、研磨パッド207上で線形運動、軌道運動、振動または回転運動させることができる。たとえば、前面基準キャリア215は、キャリアシャフト201を介して、モータ222により回転可能である。前面基準キャリア215が回転する場合には、約10から20rpmで回転することが望ましい。前面基準キャリア215を回転させることにより、研磨パッド207の軌道運動の周期性によって、半導体ウエハ216の前面上に生じがちなパターンを平滑化または除去することが認められた。また、前面基準キャリア215を、時計方向と反時計方向に交互に回転させることができる。
【0044】
複数のチャンバを有する前面基準キャリアを使用する場合には、これは特に利点があり好ましい。どのチャンバも、動作するには追加の流体供給路(fluidcommunication path)が必要である。前面基準キャリア215が1つの方向にのみ回転する場合には、ロータリーカップリング(RotaryCoupling)など複雑な流体供給手段を必要とする。しかしながら、前面基準キャリア215が、時計方向と反時計方向に交互に回転する場合、さらに好ましくは360度まで回転しない場合には、従来のチューブなどの複雑性の低い流体供給手段を使用できる。
【0045】
研磨工程の間、半導体ウエハ216の前面は、一般にはスラリーが存在するなかで、プラテン221に固定された研磨パッド207へと押圧される。研磨パッド207は、たとえば、IC1000/Suba400またはIC1400でよい。両方の製品とも、アリゾナ州フェニックスに本社を置くRodelInc.により製造かつ商業的に提供される。使用する具体的な研磨パッド207は、半導体ウエハ216の特性に応じて変更できるが、通常はウレタン・ベースの材料からなる。図3に示すように、研磨パッド207は、スラリーを研磨パッド207の表面に供給するための穴322を具備している。また、研磨パッド207は、研磨パッド207の表面全体にスラリーが行き渡るのを支援するために、溝(図示せず)を具備することもできる。
【0046】
図2に戻って参照して、プラテン221は、研磨パッド207を載置するために、実質的に平坦な表面を有する硬質材料から作製できる。本発明のプラテン221は、研磨パッドを支持するために、硬質にすべきである。たとえば、プラテン221は、アルミニウム,ステンレス鋼,セラミック,チタンまたはその他の硬質かつ好ましくは非腐食性の材料から構成される。
研磨工程の間、プラテン221は、支持台220により軌道運動することができる。図4を参照して、研磨パッド207の軌道運動について詳述する。研磨パッド207は時間1,時間2,時間3および時間4において、それぞれ位置207a,207b,207c,207dに移動し、その結果、研磨パッド上の「X」は円400aを描いて移動する。研磨パッド207は軌道運動時には回転しないことに注意されたい。軌道半径は円400aまたは研磨パッド上の1つの軌道運動ポイントにより描かれる他の円の半径と同じである。円400aにより示される軌道運動の大きさは、軌道運動を説明しやすくするために、通常所望される大きさよりも大きめである。
【0047】
図5を参照して、半導体ウエハ216を、複数の円運動400bとともに示す。円運動400bは、軌道運動中に半導体ウエハ216の前面上の各ポイントがたどる動きを表す。円運動400bを生じる軌道の半径は、円運動400aを生じる軌道の半径よりも大幅に小さい。軌道半径は、軌道運動を生じるために使用される機構によって制御でき、ここではその幾つかの例を考察する。例えば、米国特許第5,582,534号明細書(Shendon)および米国特許第5,938,884号明細書(Hoshizaki等)は、キャリアの軌道運動を生じるための幾つかの機構を開示する。軌道運動を生じるために開示されたこれらの機構の原理は、当業者をして、プラテン221を軌道運動させることができる支持台220を作製するために応用できる。
【0048】
図6は、プラテン211の軌道運動を生じさせるのに使用できる典型的な支持台220の断面図である。この支持台は概ね、米国特許第5,554,064号明細書(Breivogel等)に開示され、ここに参考資料として包含される。支持台220は、地面にしっかりと固定できる剛体の固定フレーム502を具備する。固定フレーム502は、運動生成器を支持し、そのバランスをとるために使用される。下方ベアリング506の外側リング504は、クランプによって固定フレーム502にしっかりと固定される。固定フレーム502は、下方ベアリング506の外側リング504が回転するのを防ぐ。円形で中空の硬質ステンレス鋼の本体により形成される波動生成器(wavegenerator)508は、下方ベアリング506の内側リング510に取り付けられる。波動生成器508はまた、上方ベアリング514の外側リング512に取り付けられる。波動生成器508は、上方ベアリング514を下方ベアリング506と平行に配置する。波動生成器508は、上方ベアリング514の中心軸515を、下方ベアリング506の中心軸517からオフセットする。
【0049】
アルミニウムの円形プラテン211は、上方ベアリング514の内側リング519に対して対称に配置されて、これにしっかりと固定される。研磨パッドまたは研磨パッド・アセンブリは、プラテン211の上面の外側端の周囲に形成されるリッジ(ridge)525にしっかりと固定できる。2つのピボット・ポイント520a,520bを有する自在継手518は、固定フレーム502と、プラテン211の下面とにしっかりと固定される。波動生成器508の下方部分は、中空かつ円筒形のドライブ・スプール(drivespool)522と硬く接続されて、これは、ついで、中空かつ円筒形のドライブ・プーリ523と接続される。ドライブ・プーリ523は、ベルト524によりモータ526と結合される。モータ526は、可変速度の3相2馬力ACモータとすることができる。
【0050】
プラテン211の軌道運動は、波動生成器508をスピンさせることによって生じる。波動生成器508は、可変速モータ526によって回転される。波動生成器508が回転するにつれ、上方ベアリング514の中心軸515が、下方ベアリング506の中心軸517の周囲を回る。上方ベアリング514の軌道半径は、上方ベアリング514の中心軸515と、下方ベアリング506の中心軸517とのオフセット(R)526に等しい。上方ベアリング514は、波動生成器508の回転に等しい速度で、下方ベアリング506の中心軸517の周囲を回転する。波動生成器508が回転するにつれ、上方ベアリング514の外側リング512が軌道運動すると同時に回転(スピン)することに注意されたい。
【0051】
自在継手518の機能は、プラテン211の回転またはスピンによるトルクを防ぐことである。自在継手518の2つのピボット・ポイント520a,520bにより、プラテン211は、回転方向を除く全方向に動くことができる。プラテン211を上方ベアリング514の内側リング519に接続し、かつ自在継手518をプラテン211と固定フレーム502とに接続することによって、内側リング519とプラテン211の回転運
動が妨げられて、プラテン211は所望の軌道運動のみを行う。プラテン211の軌道速度は、波動生成器508の回転速度に等しく、プラテン211の軌道半径は、上方ベアリング514の中心軸515の、下方ベアリング506の中心軸517からのオフセットに等しい。研磨パッドの軌道運動を容易にするために、他にも種々の周知の手段を使用できることを理解されたい。軌道運動を生じさせる具体的な方法を詳しく述べたが、本発明は、プラテン211上の研磨パッドを軌道運動させるための種々の技術を使用して実施できる。
【0052】
図2と図7とを参照して、本発明に用いる化学機械研磨装置の典型的な動作方法を説明する。第1段階は、半導体ウエハ216を前面基準キャリア215に装てんすることである(段階600)。裏面基準キャリアも使用可能であるが、本発明では、前面基準キャリア215を使用すると、良好な結果が得られた。半導体ウエハ216が、その前面に1つまたは複数の同心のバルジを有する場合には、個別に制御可能な複数の圧力ゾーンを有する前面基準キャリア215を使用するのが適切である。個別に制御可能な圧力ゾーンは、半導体ウエハの凹部または低いポイントに当接してかけられる圧力よりも、バルジに当接する半導体ウエハ裏面に高い圧力をかけることができる。バルジの数と位置は、たとえば、その場(insitu)で測定を行うか、または前処理工程により生じた一般的な半導体ウエハの形状を知ることによって決定できる。
【0053】
ついで、半導体ウエハ216を、プラテン221に固定された研磨パッド207に近接して配置する(段階601)。半導体ウエハ216を研磨パッド207に近接する位置に移動する機械的手段は、当該技術分野で知られており、本発明を不必要に曖昧にすることを避けるため言及しない。
半導体ウエハ216の裏面に加えられる圧力により、半導体ウエハ216は研磨パッド207へと押圧される(段階604)。半導体ウエハ216裏面に加えられる最適圧力は、半導体ウエハ216の特性,研磨パッド207,スラリー,所望の除去速度およびその他の要素に依存して変化しうる。しかしながら、約0.5psiから約2psiの間の圧力が極めて良好な結果を生じた。ただし、本発明はこれより低いまたは高い圧力でも容易に使用し得る。
【0054】
半導体ウエハ216が研磨パッド207に押し当てられる(段階604)とほぼ同時に、研磨パッド207は、軌道運動を開始することができ(段階602)、キャリアは回転を開始できる(段階603)。研磨パッド207は、400周回/分を超える速度で軌道運動することが望ましく、軌道半径16mm、軌道速度約600回/分において、極めて良好な平坦化を得た。また、研磨パッド207の軌道半径は、6mm未満にすることができ、軌道回転周波数約6400周回/分、軌道半径約1.5mmにおいて、極めて良好な平坦化を得た。小さい軌道半径では一般に、半導体ウエハ216前面から材料を除去する所与の速度を保つために、軌道周期を高くする必要がある。前面基準キャリア215は30rpmより低い速度で回転することができ、約10から約20rpmの間の速度が望ましい。前面基準キャリア215が、時計方向または反時計方向に、360度まで回転せずに、交互に回転する場合には、チューブまたはチャネル225,226を簡素化できる。
終点検出システムからの入力に基づき、または経験により割り出された具体的な平坦化工程で要する時間に基づき、半導体ウエハ216を研磨パッド207から取り外し、平坦化工程を終了することができる。
【実施例】
【0055】
以下、本発明を実施例に基づいて説明する。
〔配合例1〕
ポリオキソ酸としてリンバナドモリブデン酸(商品名PVM−1−11 日本無機化学工業社製)12gを水187gに溶解させた後、アニオン性界面活性剤としてドデシルベンゼンスルホン酸(和光純薬工業社製)1gを添加、混合した後、水を添加し3倍に希釈することで金属用研磨組成物(ア)を得た。
[配合例2]
ポリオキソ酸としてリンバナドモリブデン酸12gを水187gに溶解させた後、アニオン性界面活性剤としてドデシルベンゼンスルホン酸0.55g、グリシン(和光純薬工業社製)0.02gを添加、混合した後、水を添加し3倍に希釈することで金属用研磨組成物(イ)を得た。
【0056】
[配合例3]
ポリオキソ酸としてリンバナドタングステン酸(商品名PVW−1−11 日本無機化学工業社製)12gを水187gに溶解させた後、アニオン性界面活性剤としてメタンスルホン酸0.5g、ヒスチジン0.03g、キナルジン酸(和光純薬工業社製)0.008gを添加、混合した後、水を添加し3倍に希釈することで金属用研磨組成物(ウ)を得た。
[配合例4]
ポリオキソ酸としてケイモリブデン酸(商品名SM 日本無機化学工業社製)10gを水189gに溶解させた後、アニオン性界面活性剤としてドデシルベンゼンスルホン酸0.4g、ヒスチジン0.02g、キナルジン酸0.01gを添加、混合した後、水を添加し3倍に希釈することで金属用研磨組成物(エ)を得た。
【0057】
[配合例5]
ポリオキソ酸としてリンモリブデン酸12gを水187gに溶解させた後、アニオン性界面活性剤としてパラトルエンスルホン酸0.5g、プロリン(和光純薬工業社製)0.02gを添加、混合した後、水を添加し3倍に希釈することで金属用研磨組成物(オ)を得た。
[配合例6]
ポリオキソ酸としてケイタングステン酸12gを水187gに溶解させた後、アニオン性界面活性剤としてベンゼンスルホン酸0.5g、ニコチン酸(和光純薬工業社製)0.02gを添加、混合した後、水を添加し3倍に希釈することで金属用研磨組成物(カ)を得た。
【0058】
[配合例7]
ポリオキソ酸としてリンモリブデン酸(商品名PVW−1−11 日本無機化学工業社製)12gを水187gに溶解させた後、アニオン性界面活性剤としてメタンスルホン酸0.5g、ヒスチジン0.03g、キナルジン酸(和光純薬工業社製)0.008gを添加、混合した後、水を添加し3倍に希釈することで金属用研磨組成物(キ)を得た。
[配合例8]
リンバナドモリブデン酸4gを水196gに溶解させただけの金属用研磨用組成物(ク)を得た。
【0059】
[配合例9]
リンバナドタングステン酸4gを水196gに溶解させただけの金属用研磨組成物(ケ)を得た。
[配合例10]
ケイモリブデン酸4gを水196gに溶解させただけの金属用研磨組成物(コ)を得た。
[配合例11]
ドデシルベンゼンスルホン酸1gを水199gに溶解させただけの金属用研磨組成物(サ)を得た。
[配合例12]
メタンスルホン酸1gを水199gに溶解させただけの金属用研磨組成物(シ)を得た。
[配合例13]
ヒスチジン0.01gを水200gに溶解させただけの金属用研磨組成物(ス)を得た。
[配合例14]
キナルジン酸0.01gを水200gに溶解させただけの金属用研磨組成物(セ)を得た。
[配合例15]
非イオン性界面活性剤の代わりにカチオン性界面活性剤として同量のラウリルトリメチルアンモニウムクロリドを用いる以外は配合例5と全く同様にして金属用研磨組成物(ソ)を得た。なお、この組成物は1日放置後、粒子の沈降が確認された。
【0060】
〔実施例1〕
半導体ウエハとして300mm径の酸化珪素絶縁膜上に銅膜を設けたシリコンウエハを、研磨剤として配合例1で得られた金属研磨用組成物(ア)を300ml/分の量研磨パッドの穴から供給し、研磨パッドとしてポリウレタン樹脂を素材としたパッドを、研磨装置としてNOVELLUS社製 MOMENTUM300を用い、キャリア回転数を20rpm、研磨パッドの回転数を700rpm、研磨パッドの軌道半径を4mm、ウエハにかかる研磨パッドの圧力を1.4psi(100g/cm2)で研磨を行なって、パターン幅150μmの半導体ウエハを得た。研磨速度は850nm/分であり、ディッシングは、16nmであった。
【0061】
〔実施例2〕
研磨剤として配合例2で得られた金属用研磨組成物(イ)を用いる他は実施例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は810nm/分であり、ディッシングは、19nmであった。
【0062】
〔実施例3〕
研磨剤として配合例3で得られた金属用研磨組成物(ウ)を用いる他は実施例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は780nm/分であり、ディッシングは、19nmであった。
【0063】
〔実施例4〕
研磨剤として配合例4で得られた金属用研磨組成物(エ)を用いる他は実施例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は765nm/分であり、ディッシングは、23nmであった。
【0064】
〔実施例5〕
研磨剤として配合例5で得られた金属用研磨組成物(オ)を用いる他は実施例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は687nm/分であり、ディッシングは、22nmであった。
【0065】
〔実施例6〕
研磨剤として配合例6で得られた金属用研磨組成物(カ)を用いる他は実施例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は697nm/分であり、ディッシングは、22nmであった。
【0066】
〔実施例7〕
研磨剤として配合例3で得られた金属用研磨組成物(キ)を用いる他は実施例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は735nm/分であり、ディッシングは、27nmであった。
【0067】
〔比較例1〕
金属用研磨組成物を研磨パッドの穴からではなく、研磨パッド上方から供給する他は、実施例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は430nm/分であり、ディッシングは35nmであった。
【0068】
〔比較例2〕
研磨剤として配合例2で得られた金属用研磨組成物(イ)を用いる他は、比較例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は503nm/分であり、ディッシングは55nmであった。
【0069】
〔比較例3〕
研磨剤として配合例3で得られた金属用研磨組成物(ウ)を用いる他は、比較例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は551nm/分であり、ディッシングは53nmであった。
【0070】
〔比較例4〕
研磨剤として配合例4で得られた金属用研磨組成物(エ)を用いる他は、比較例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は487nm/分であり、ディッシングは78nmであった。
【0071】
〔比較例5〕
研磨剤として配合例5で得られた金属用研磨組成物(オ)を用いる他は、比較例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は509nm/分であり、ディッシングは87nmであった。
【0072】
〔比較例6〕
研磨剤として配合例6で得られた金属用研磨組成物(カ)を用いる他は、比較例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は501nm/分であり、ディッシングは72nmであった。
【0073】
〔比較例7〕
研磨剤として配合例7で得られた金属用研磨組成物(キ)を用いる他は、比較例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は511nm/分であり、ディッシングは87nmであった。
【0074】
〔比較例8〕
研磨剤として配合例8で得られた金属用研磨組成物(ク)を用いる他は、比較例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は545nm/分であり、ディッシングは490nmであった。
【0075】
〔比較例9〕
研磨剤として配合例9で得られた金属用研磨組成物(ケ)を用いる他は、比較例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は534nm/分であり、ディッシングは523nmであった。
【0076】
〔比較例10〕
研磨剤として配合例10で得られた金属用研磨組成物(コ)を用いる他は、比較例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は522nm/分であり、ディッシングは443nmであった。
【0077】
〔比較例11〕
研磨剤として配合例11で得られた金属用研磨組成物(サ)を用いる他は、比較例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は50nm/分以下であり、ディッシングを測定できなかった。
【0078】
〔比較例12〕
研磨剤として配合例12で得られた金属用研磨組成物(シ)を用いる他は、比較例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は50nm/分以下であり、ディッシングを測定できなかった。
【0079】
〔比較例13〕
研磨剤として配合例13で得られた金属用研磨組成物(ス)を用いる他は、比較例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は10nm/分以下であり、ディッシングを測定できなかった。
【0080】
〔比較例14〕
研磨剤として配合例14で得られた金属用研磨組成物(セ)を用いる他は、比較例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は10nm/分以下であり、ディッシングを測定できなかった。
【0081】
〔比較例15〕
研磨剤として配合例15で得られた金属用研磨組成物(ソ)を用いる他は、比較例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は430nm/分であり、ディッシングは370nmであった。
【0082】
〔比較例16〕
研磨剤としてA社から発売されている金属用研磨組成物(タ)を用いる他は、比較例1と同様に研磨を行い、パターン幅150μmの半導体ウエハを得た。研磨速度は180nm/分であり、ディッシングは27nmであった。
【産業上の利用可能性】
【0083】
本発明の半導体ウエハの製造方法によれば、従来技術では困難であった、エッチング、ディッシングを抑制すると同時に低研磨圧力下においても高速に銅膜等の金属膜を研磨することが可能となる。本発明は、半導体ウエハ上に形成された金属膜を研磨する上で極めて有用な半導体ウエハの製造方法を見出したものであり、産業上の利用価値は甚だ大きなものである。
【図面の簡単な説明】
【0084】
【図1】CMP技術を用いた金属配線の形成例を示す概略断面図である。
【図2】半導体ウエハを、プラテンに取り付けられた研磨パッドに対して保持する前面基準キャリアの断面図である。
【図3】軌道運動する研磨パッドに近接する半導体ウエハの平面図である。
【図4】研磨パッドの軌道運動中の4つの異なる時間における軌道運動する研磨パッドとともに示された、静止状態の半導体ウエハの平面図である。
【図5】軌道運動のみによって半導体ウエハ前面のあらゆる点で経験される動きを示す、半導体ウエハの前面の図である。
【図6】研磨パッドの軌道運動を生じさせる1つの考えられる機構の断面図である。
【図7】研磨法の一例を説明する図である。
【符号の説明】
【0085】
(a) 半導体ウエハ
(b) 絶縁膜
(c) バリヤーメタル層
(d) 金属膜
【特許請求の範囲】
【請求項1】
ポリオキソ酸、アニオン性界面活性剤および水を含有してなることを特徴とする金属用研磨組成物を用いて半導体ウエハ上に形成された金属膜を、研磨パッドを具備した化学機械研磨装置を用い、金属膜面を研磨パッドに押圧して化学機械研磨する方法において、前記研磨パッドが前記金属用研磨組成物を前記研磨パッド表面に供給するための穴を具備し、かつ前記化学機械研磨装置が前記研磨パッドの穴を通して前記研磨パッド表面に前記金属研磨用組成物を供給する装置を具備し、前記穴から研磨中に前記金属用研磨組成物を金属膜と研磨パッド間に供給する事を特徴とする半導体ウエハの研磨法。
【請求項2】
前記ポリオキソ酸が、ヘテロポリ酸である請求項1に記載の半導体ウエハの研磨法。
【請求項3】
前記化学機械研磨装置が、前記研磨パッドを軌道運動させるために接続された支持台および、半導体ウエハを保持し、半導体ウエハ上の金属膜面を前記研磨パッドに対して押圧するキャリアを具備していることを特徴とする請求項1または2のいずれか一項に記載の半導体ウエハの研磨法。
【請求項4】
前記キャリアが前面基準キャリアであることを特徴とする請求項3記載の半導体ウエハの研磨法。
【請求項5】
前記キャリアが裏面基準キャリアであることを特徴とする請求項3記載の半導体ウエハの研磨法。
【請求項6】
前記支持台が4mm未満の軌道半径により、前記研磨パッドを半導体ウエハに対して水平に軌道運動させることを特徴とする請求項3から5のいずれか1項に記載の半導体ウエハの研磨法。
【請求項7】
前記支持台が400rpmを超える軌道速度で、前記研磨パッドを軌道運動させることを特徴とする請求項3から6のいずれか1項に記載の半導体ウエハの研磨法。
【請求項8】
半導体ウエハの研磨法が、
(あ)半導体ウエハをキャリアに装てんする段階
(い)前記半導体ウエハを前記研磨パッドに近接して配置する段階
(う)前記半導体ウエハを前記研磨パッドに押圧する段階
(え)前記研磨パッドを軌道運動させる段階、および
(お)前記半導体ウエハを前記研磨パッドから取り外す段階
を(あ)から(お)の順で含むことを特徴とする請求項1〜7のいずれか1項に記載の半導体ウエハの研磨法。
【請求項9】
前記半導体ウエハの研磨法が、
(か)前記半導体ウエハを前記研磨パッドから取り外す前に、前記半導体ウエハを回転させる段階
を含むことを特徴とする請求項8に記載の半導体ウエハの研磨法。
【請求項10】
前記半導体ウエハの研磨法が、
(き)前記半導体ウエハを前記研磨パッドから取り外す前に、前記半導体ウエハを時計回りと反時計回りに交互に回転させる段階
を含むことを特徴とする請求項8に記載の半導体ウエハの研磨法。
【請求項11】
前記半導体ウエハの研磨法が、段階(う)が、前記半導体ウエハの裏面の中心ゾーンに対して第1圧力をかける段階、および前記中心ゾーンに対して同心の周辺ゾーンに前記第1圧力とは異なる第2圧力をかける段階を含むことを特徴とする請求項8に記載の半導体ウエハの研磨法。
【請求項1】
ポリオキソ酸、アニオン性界面活性剤および水を含有してなることを特徴とする金属用研磨組成物を用いて半導体ウエハ上に形成された金属膜を、研磨パッドを具備した化学機械研磨装置を用い、金属膜面を研磨パッドに押圧して化学機械研磨する方法において、前記研磨パッドが前記金属用研磨組成物を前記研磨パッド表面に供給するための穴を具備し、かつ前記化学機械研磨装置が前記研磨パッドの穴を通して前記研磨パッド表面に前記金属研磨用組成物を供給する装置を具備し、前記穴から研磨中に前記金属用研磨組成物を金属膜と研磨パッド間に供給する事を特徴とする半導体ウエハの研磨法。
【請求項2】
前記ポリオキソ酸が、ヘテロポリ酸である請求項1に記載の半導体ウエハの研磨法。
【請求項3】
前記化学機械研磨装置が、前記研磨パッドを軌道運動させるために接続された支持台および、半導体ウエハを保持し、半導体ウエハ上の金属膜面を前記研磨パッドに対して押圧するキャリアを具備していることを特徴とする請求項1または2のいずれか一項に記載の半導体ウエハの研磨法。
【請求項4】
前記キャリアが前面基準キャリアであることを特徴とする請求項3記載の半導体ウエハの研磨法。
【請求項5】
前記キャリアが裏面基準キャリアであることを特徴とする請求項3記載の半導体ウエハの研磨法。
【請求項6】
前記支持台が4mm未満の軌道半径により、前記研磨パッドを半導体ウエハに対して水平に軌道運動させることを特徴とする請求項3から5のいずれか1項に記載の半導体ウエハの研磨法。
【請求項7】
前記支持台が400rpmを超える軌道速度で、前記研磨パッドを軌道運動させることを特徴とする請求項3から6のいずれか1項に記載の半導体ウエハの研磨法。
【請求項8】
半導体ウエハの研磨法が、
(あ)半導体ウエハをキャリアに装てんする段階
(い)前記半導体ウエハを前記研磨パッドに近接して配置する段階
(う)前記半導体ウエハを前記研磨パッドに押圧する段階
(え)前記研磨パッドを軌道運動させる段階、および
(お)前記半導体ウエハを前記研磨パッドから取り外す段階
を(あ)から(お)の順で含むことを特徴とする請求項1〜7のいずれか1項に記載の半導体ウエハの研磨法。
【請求項9】
前記半導体ウエハの研磨法が、
(か)前記半導体ウエハを前記研磨パッドから取り外す前に、前記半導体ウエハを回転させる段階
を含むことを特徴とする請求項8に記載の半導体ウエハの研磨法。
【請求項10】
前記半導体ウエハの研磨法が、
(き)前記半導体ウエハを前記研磨パッドから取り外す前に、前記半導体ウエハを時計回りと反時計回りに交互に回転させる段階
を含むことを特徴とする請求項8に記載の半導体ウエハの研磨法。
【請求項11】
前記半導体ウエハの研磨法が、段階(う)が、前記半導体ウエハの裏面の中心ゾーンに対して第1圧力をかける段階、および前記中心ゾーンに対して同心の周辺ゾーンに前記第1圧力とは異なる第2圧力をかける段階を含むことを特徴とする請求項8に記載の半導体ウエハの研磨法。
【図1】


【図2】

【図3】
【図4】
【図5】

【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2006−19641(P2006−19641A)
【公開日】平成18年1月19日(2006.1.19)
【国際特許分類】
【出願番号】特願2004−198192(P2004−198192)
【出願日】平成16年7月5日(2004.7.5)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
【公開日】平成18年1月19日(2006.1.19)
【国際特許分類】
【出願日】平成16年7月5日(2004.7.5)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
[ Back to top ]