
半導体コンテナ用のベルトコンベア
本発明は、製造設備内で半導体コンテナ(2)を輸送するためのコンベア(100)を含む。一実施形態では、コンベアは、複数の独立制御のコンベア領域(Z)を含む。各コンベア領域は、第1のベルト(110)、第2のベルト(112)、第1のベルト及び第2のベルトを略同一速度で回転させる駆動組立体(138)を含む。第1のベルト及び第2のベルトは、略同一速度で駆動され、コンベアに沿ってコンテナが移動するときに、コンテナの底プレートを移動可能に支持する。他の実施形態では、コンベアは、とりわけコンテナの位置を決定するセンサ(200)を含む。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一般的には、コンベアシステムからなる。より具体的には、本発明は、製造設備の中で半導体コンテナを移動させるためのベルトコンベアシステムからなる。
【背景技術】
【0002】
半導体製造設備(「fab」)内で半導体ウエハーコンテナを輸送する方法は、いくつかある。コンテナを輸送するためのシステムは、しばしば材料自動輸送システム(「AMHS」)、又は単に材料輸送システムと呼ばれる。材料輸送システムは、全体のシステムの一部又は全てを指すかもしれない。半導体製造設備は、半導体製造設備全体を通じてたった一つのタイプの材料自動輸送システムを使用してもよいし、或いは、或るエリアには異なるタイプの材料自動輸送システム、若しくは異なる輸送機能のために異なるタイプの材料自動輸送システムがあってもよい。これら材料自動輸送システムタイプの或るものは、コンテナが輸送されているとき、コンテナを保持するのに、レール誘導車両(RGV)又は自動誘導車両(AGV)のような車両を使用する。レール誘導車両又は自動誘導車両を活用する材料輸送システムは、コンテナが積み込まれる場所に車両の到着を手配するために、空の車両を管理することが要求される。これらの車両の到着待ちは、材料自動輸送システムの遅延を引き起こし、車両の移動の管理は、材料自動輸送システムの複雑さを増大させる。また、天井吊下式輸送装置(OHT)でコンテナを移動させるときも同じ課題が存在する。
【0003】
コンベアシステムは、車両の遅れなしに或いは最小数の車両遅れで半導体製造設備内でコンテナを移動させる上でより効率的であり、且つ空の車両の管理を行う必要がない。コンベアは、コンベア面とコンテナ面との間に来るいかなる材料又は機械的な界面なしにコンテナを直接移動させる。コンベアが一杯でない限り、コンベアは、輸送のためにコンテナをすぐに受けることが可能である。これら及び他の理由のために、コンベアは、非常に高い処理能力の材料自動輸送システムを提供する。
【0004】
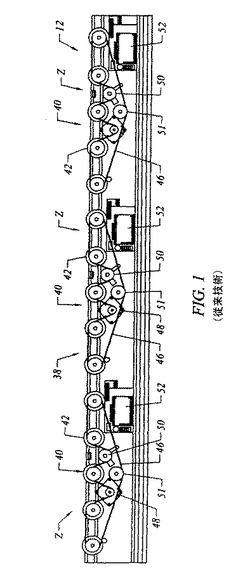
コンベアシステムの一例が、アシストテクノロジー社が所有する、「一体形のローラ搬送ポッド及び非同期型コンベヤ」と題した米国特許第6,223,886号に開示されており、その全体がこの中に組み込まれる。駆動レール12は、レール12に沿ってコンテナ2を推進するための、図1に38で全体的に指し、駆動システムを含む。駆動システム38は、複数の別々の駆動組立体40を含む。各駆動組立体40は、コンテナ2を特定の領域Zの間、駆動レール12に沿って推進させるために、コンテナ2の下側に摩擦係合する複数の駆動輪42を含む。図1に示すように、駆動組立体40は、隣接した駆動組立体40の最も外側の駆動輪42間の間隙が、個々の駆動組立体40の駆動輪42の間隔と実質的に等しいように、レールに沿って配置される。駆動輪42は、レール12の駆動輪40が、搬送コンテナ2を直接支持するように、駆動レールのハウジングから上方に突出する。各駆動輪42は、コンテナ2をレール12に沿って移動させる際のコンテナの傾き又は揺れを最小にするために、略同じ高さに取り付けられるのが好ましい。受動ローラ43を各駆動輪42の間に取り付けること(図1に示されたように)も当該技術で知られている。
【発明の開示】
【発明が解決しようとする課題】
【0005】
在来のコンベアの性能を向上させ、材料自動輸送システムのコンベアシステムのコストを下げるコンベアシステムを提供することは、有益である。本発明は、その様なコンベアを提供する。
【発明を実施するための最良の形態】
【0006】
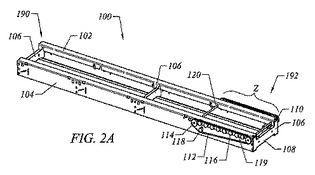
図2Aは、コンベアシステム100を示す。コンベアシステム100は、例示の目的のみで示され、駆動システム130を設置させた一つの領域、領域Zのみを有する。コンベア100は、ビーム102、ビーム102から間隔を隔てたビーム104、及び2つのビーム102,104を複数の位置で互いに固定する多様の横つなぎプレート106を含む。横つなぎプレート106は、コンベア100の端部190,192の各々でビーム102、及び104に固定され、追加の横つなぎプレート106がコンベア100の中間で2つのビーム102,104に固定される。横つなぎプレート106は、他の位置でビーム102,104に固定されてもよい。
【0007】
ビーム102,104は、コンベア装置100の2つの側を構成し、好適な実施形態では、折り曲げた金属薄板により形成される。ビーム102,104の金属薄板の構造は、他の在来のコンベア構造の改良である。他の種類の構造(例えば、機械加工した押し出材、機械加工した棒材、機械加工したプレート材)は、幾つかの欠点を有する。例えば、他の構造は、機械加工工程中又は押し出し工程中に捩れる可能性がある。押し出しは、本質的に、ダイで押し通されるに従って捩れる素材を製造し、次いで素材は、できるだけ修正される必要がある。機械加工工程は、素材を曲げる応力不平衡を引き起こす、金属中の面積応力を軽減させる。これらの製造上の諸問題により、最終的なコンベア組立体を、整合の問題を引き起こすように曲げたり捩じったりすることがある。さらには、他の構造は、要求される機械加工時間のために、より高価になるかもしれない。さらに他の構造は、剛性に必要とされない全ての材料を(機械加工を用いて)取り除くことは、適切ではなく又は費用効果がない。
【0008】
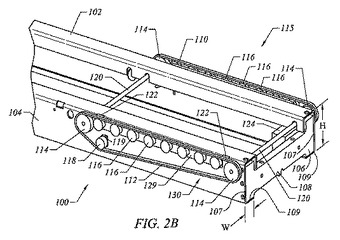
図2Bは、各横つなぎプレート106が各ビーム102,104の2つの壁、即ちビームの底壁109及びビームの側壁107に取り付けられている状態を示す。各横つなぎプレート106を各ビームの2つの別々の壁に取り付けることで、横つなぎプレート106は、ビーム102,104のためにねじり強さ、及び精密な規準構造を提供する。図2Bは、横つなぎプレート106がビーム102,104の端と面一であることを示す。横つなぎプレート106は、金属薄板のビーム102,104の端部から僅かに外方に延びても良い。この場合、第2のコンベアセクションが横つなぎプレート106に取り付き、コンベア100に整合し、隣接したコンベアを形成する。
【0009】
折り曲げた金属構造は、幾つかの利点を有する。略「C」形の断面(図3、図4を参照)のビーム102,104は、高さHの側壁107及び幅Wの底壁109を有する。底壁109よりも長い側壁107は、垂直方向の撓み荷重に対して高い剛性をもたらす。さらには、ビーム102,104の均一な断面は、最良の重量対強度比を提供する。金属薄板のビーム102,104の各曲りは、ビームの長手方向軸線に沿って(例えば、コンベアシステム100の長さに沿って)いる。これら金属薄板の曲りは、必然的に直線を形成し、撓み及び捩れを排除する。各ビーム102,104の真っ直ぐさは、簡単な且つ安価な方法を使用して保証される。
【0010】
図2Bは、コンベア100の領域Zのより詳細な図を提供する。本実施形態では、駆動組立体130は、一対の駆動輪114、受動輪116のカートリッジ129、ベルト張力遊び車118、及び駆動モータ124を含む。ベルト張力遊び車118は、適切なベルト張力が達成されるまで調整される。
【0011】
図2Bは、ベルト112が各駆動輪114、受動輪116、及びベルト張力遊び車118の周りを移動することを示す。各受動輪116間の間隔、及び各駆動輪114と、これに隣接した受動輪116との間隔は、変っていても良い。受動輪116の直径は、駆動輪114の直径よりも小さい。受動輪116は、カートリッジ129に予め取り付けられている。カートリッジ129は、各受動輪116の中心117が、駆動輪114の中心115よりも高い高さでビームに配置されるようにビームに取り付けられる(図10を参照)。かくして、ベルト112は、該ベルトが複数の駆動輪114及び複数の受動輪116を横切って移動するときに、実質的に平行である。
【0012】
好適な実施形態としては、受動輪116は、ビーム104に取り付けられたカートリッジ129に、回転自在に取り付けられる。各受動輪116も、ビーム104に独立に取り付けられるのがよい。しかしながら、カートリッジ129は、各受動輪116をビーム104に独立に取り付ける必要性を排除する。カートリッジ129は、また、受動輪116を連結するためのビーム102と104の間を通るシャフトを排除する。図2Bに示すように、カートリッジ129は、8個の受動輪116を含む。カートリッジ129がどんな数の受動輪116を含んでいても本発明の範囲内である。
【0013】
受動輪116は、在来のコンベアシステムと比較して幾つかの利点を提供する。一つ目の利点としては、受動輪116が、FOUPの底プレートが越えて移動しなければならない車輪間の隙間を最小にするので、コンベアシステム100に沿うFOUPの搬送移動の平滑さを向上させる。受動輪116は、全ての車を駆動輪にするように要求するよりも、駆動組立体130を簡単な機構にする。在来のコンベアに使用される駆動組立体は、大抵の場合、コンテナに接触し、コンテナをコンベアに沿って移動させるための独立して駆動される車輪を含んでいる。
【0014】
複数の受動輪116間の間隔が大きければ大きいほど、コンベア100に沿うコンテナの移動は荒くなる。FOUPの底面の変動は、車輪間の隙間が増すと、受動輪及び駆動輪の上面によって形成される平面から大きな軌跡を有する。図1において、FOUPの前縁が次の駆動輪42と接触するとき、これらの面の非平面が、駆動輪42に突然当たり衝撃がある。改良として、駆動輪42の間により多くの受動輪43がある。しかしながら、FOUPが受動輪43の間を通る度にFOUPの前縁が、定置受動輪43に接触し、FOUPが受動輪に衝突して受動輪43の回転を加速するので、好ましくない擦れがある。駆動ベルトが駆動輪のハブを連結したとするならば、ベルトは、適切な牽引を保証するために、各車輪ハブの上を移動しなければならない。このベルトのラップの要求は、追加の遊動輪を加えることによって駆動システムを複雑にし、さらに、駆動輪が多くなればなるほど複雑さが増す。
【0015】
図1に示すようにコンベア領域内の駆動組立体は、駆動組立体毎に35個のベアリングを必要とする。かくして、各領域は70個のベアリングを必要とする。製造設備内の多量のコンベアが検討されるとき(数千メートルのコンベア)、優れた2つの側付駆動装置を提供しながらベアリングの数を削減することは、主要な改良となる。コンベア100は、駆動組立体130が要求するベアリング及びシャフトの数を減少させる。図3は、各駆動輪駆動シャフト支持体120にベアリング180が配置され、ベアリング(図示せず)は受動輪116の各々に要求される(受動輪は如何なる張力在重下にないため)。一実施形態では遊動輪118も、一つのベアリングを必要とするに過ぎない。かくして、2つの駆動組立体130において、領域当たり22個のベアリングが要求されるにすぎない。
【0016】
コンベア100の各領域Zは、2つの駆動組立体130を含む。各駆動組立体130は、ベルト110,112に簡単な移動経路を提供し、ベルト110,112に適切な張力を維持する。各駆動組立体130は、また、コンテナ2を支持するために、ビーム102,104より上に上げられたベルト110,112の部分を支持し、且つ維持する。駆動組立体130は、複数の操作領域Zを構成し、各領域Zは一つの駆動システム138を含む。しかしながら、発明の他の実施形態では、各領域Zは、一つ以上の駆動組立体130を含んでもよい。各領域の駆動速度及び方向(前方又は後方)は、独立に制御される。
【0017】
また、図2Bは、好適には各領域Zが、領域内のコンテナ2の存在を検出する少なくとも2つのセンサ122を含むことを示す。本発明では、複数のセンサ122は、領域Zの入口及び出口近傍に配置され、コンテナが領域に入ったこと又は領域から出たことを検出する。コンテナ2の配置は、下流に配置された領域を作動するために使用され、ポッドが下流の領域に達したときに、下流の領域のベルトが動作中であり、前の領域のベルト110,112と同じ速度で作動する。また、センサは、コンテナ2が去ったばかりの領域の駆動装置を停止させる。コンテナ2が複数のセンサ122の間を移動するために要した時間は、また、コンテナが領域の中を移動するときコンテナの実際の速度を監視するために使用される。コンテナが領域内に停滞して検出されないことがあるため、センサ122は遠く離れていないことが好ましい。例えば、図5,6に示す様にコンテナ2がコンベア100上を移動しているとすれば、センサ122は、コンテナ2の幅よりも遠く離れていないことが好ましい。しかし、コンテナ2が前方又は後方に面して(例えば、図5,6に示された状態から90度回転して)輸送されているならば、複数のセンサは、コンテナ2の奥行きよりも遠く離れていないことが好ましい。
【0018】
各領域Zは、その領域の駆動組立体130の作動を制御するための一つのマイクロプロセッサ又は制御デバイス(図示せず)を含むのが好ましい。制御デバイスは、コンベアの全体の作動を制御する制御システムに連結されるのがよい。制御システムの構成は、本発明の範囲内で相当なバリエーションがある。例えば、制御システムは、各領域Zを制御することで、コンベア100全体の作動を制御するためのコンピュータを含むのがよい。また、コンピュータは、ロードポート10(図11を参照)の状態を監視し、ロードポートが満たされたとき、ポッド同士の衝突を防ぐために、近づいてくる搬送コンテナ2を満たされたロードポートの上流の間隔を隔てた位置で停止させるのがよい。各区画のコンピュータは、スタンドアローンシステムでも良く、又はコンピュータは、区画間コンベア、ストッカー、若しくは製造施設の他の自動構成要素のための制御システムを含むネットワークの一部であっても良い。加工設備の中央制御システムは、また、加工機械を監視するのがよい。この様な制御システムの一例は、アシストテクノロジー社により所有されている「材料輸送システム用分散制御システムアーキテクチャ及び方法」と題した米国特許第6,853,876号で開示されており、その全体が組み込まれる。
【0019】
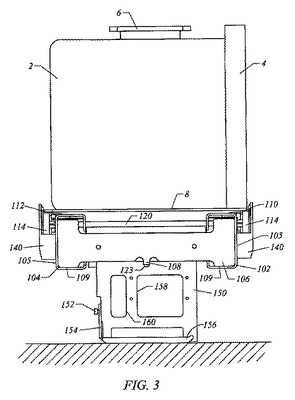
図3は、ベルト110,112がコンテナ2を支持することを示す。一実施形態では、コンベア100の各領域Zは、ベルト110,112を駆動するための、及びコンベア100に沿ってコンテナ2を推進させるための駆動組立体138(図10を参照)を含む。図3は、駆動組立体138を保護するカバー140がビーム102,104に取り付けられていることを示す。また、カバー140は、駆動組立体130により発生されるどんな粒子をも保持するのを助ける。カバー140は、選択的である。
【0020】
一実施形態では、コンベア100は支持体150により製造床から持ち上げられている。図3の実施形態は、トラック156に取り付けられた支持体150を示す。一実施形態では、支持体150は、施設内においてコンベア100を位置決めするために、トラック156に沿ってスライドする。トラック156は、支持体150をトラック156に関して適所に係止するように係止用クリップ154を含む。図3は、支持体150が係止用クリップのビス152により支持体150が適当な位置に支持されていることを示す。支持体150は、当該技術で知られている他のデバイスによりトラック156に係止されてもよい。また支持体150は、コンベア100を支持体150に係止する横つなぎキー108と連結する受口123を含む。また、コンベア100は、施設の壁に取り付けられ又はコンベアの重量を支持する他の物体に取り付けられた製造施設の天井から吊るされてもよい。
【0021】
一実施形態では、横つなぎプレート106は、支持体150のベースとコンベアの上面との間の一定関係(例えばベルト110,112の高さ)を考慮に入れて、支持体150の切り欠き123にはまり込む横つなぎキー108を含む。支持体150の底部は、トラック156に沿ってスライドしてもよいし、或いはトラック156の斜面に係止されてもよい。一実施形態では、係止用表面の一つが、コンベアの支持プレート150に機械加工され、係止用クリップが他の係止用表面を形成する。他の係止構造も発明の範囲内である。コンベア部分が交換されるとき、係止用クリップのビスを緩め、コンベア部分をその支持プレートと共に取り外す。次いで、支持プレート150をトラック156上に配置することによって新しいコンベアを設置し、次いで係止用クリップのビスを締める。精密な横つなぎプレート106、横つなぎキー108、支持プレートの切り欠き123、及び支持プレートのロックが組み合わさって、コンベアの迅速な交換を考慮に入れる精密なコンベア整合方法を提供する。このシステムは、典型的な半導体の製造の精密で予測可能な床構造を利用する。
【0022】
トラック156には、複数のコンベアが取り付けられてもよい。各コンベア100の支持体150は、トラック156にスライド可能に取り付けられる。一旦、支持体150がトラック156に配置されると、コンベア100は、その所望位置までトラック156に沿ってスライドさせる。例えば、コンベア100をトラック156に沿って、その第一端192が予め取り付けられたコンベア100の第二端に近接するまで移動させる。複数のコンベア100を同じトラック156に取り付けることは、各コンベア100の端部を整合させる。
【0023】
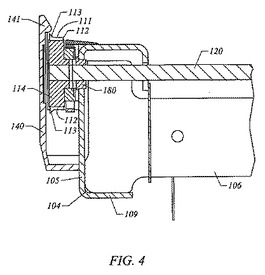
図4は、駆動輪114及びその周辺の構成要素の断面図を示す。駆動シャフト120は、ベアリング180によってビーム104に支持される。駆動輪114は、駆動シャフト120の一端に取り付けられる。カバー140は、ビーム104に取り付けられ、且つ駆動輪114を保護する。搬送ベルト112は、本実施形態では、リップ113を含む。リップ113は、コンテナ2をベルト112上に保持することを助ける。カバー140の上部141は、また、コンテナに追加の横方向拘束力を与える。例えば、カバー140の上部141は、コンテナ2がベルト112上で回転するのを防止する。
【0024】
搬送ベルト110,112は、また、駆動輪114を連結する。好適な実施形態では、駆動輪114は(遊動輪に僅かな量を)、実質的に受動輪116に張力をほとんど又は全く加えないで搬送ベルトの張力を支持する。ベルト110,112は、それぞれFOUPの底プレート8を支持する。ベルト110,112が、FOUP(約9キログラム)を支持するのに十分な張力を有するならば、ベルト110,112がFOUPの重量のほとんどを支持し、受動輪116間の移行が平滑であり、振動を減少させる。
【0025】
ベルトの張力を維持することは、在来の、車輪により支持されるAMHSコンベアによって引き起こされる突然の衝撃と比較して、コンテナが受ける振動の量を減らす。コンテナ内の半導体ウエハーに要求される敏感な超清浄な環境の性質のために、コンテナの振動は大変好ましくない。FOUPの、正確な追跡及び安定した案内を保証するためには、コンベアの構造を意識的に一方の側に(略1/2乃至5度)傾け、これはより重力作用を誘発させ、FOUPがコンベアの低い方の側の案内部分に向かっていくことを保証する。
【0026】
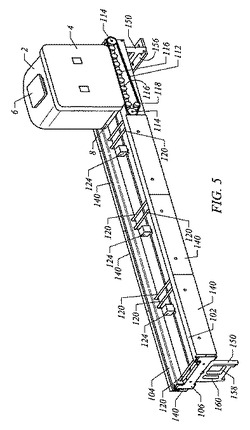
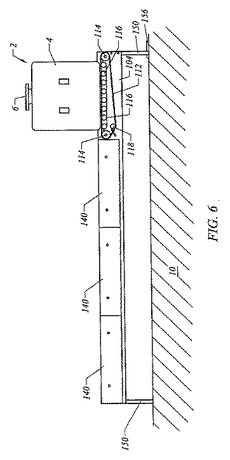
図5,6は、コンテナ2が横向きでコンベア100上を移動することを示す。ベルト110,112は、FOUPの底プレート8を支持するために、間隔を隔てている。FOUP2が他の向きでコンベア100に沿って移動することも本発明の範囲内である。例えば、FOUP2は、FOUPのドア4が前方に(移動方向に)又は後方に(移動方向とは反対方向に)面してコンベア100に沿って移動してもよい。在来の300mmのFOUPの幅は、FOUPの奥行きと同じではない。かくして、ベルト110,112間の間隔は、FOUPの向きに従って調整しなければならない。
【0027】
感知領域では、FOUPの底面は、製造業者の間で規格化されていない。FOUPの底面の一部は、小さな隙間、深いポケット、又は鋭い角度の反射面を有する。一つのエミッタ及び検出器を有するセンサは、これらの特異のどの一つをも検出しにくい。
【0028】
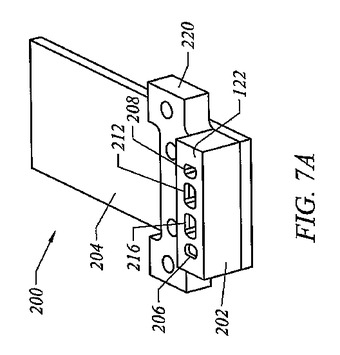
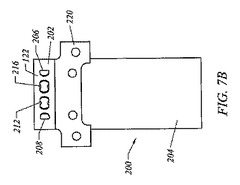
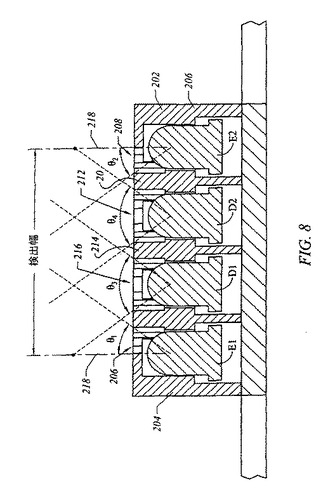
図7A,7Bは、二ビームセンサ122を示す。センサ122は、プリント回路基板204に取り付けられたハウジング202を含む。ブラケット220は、センサ122をビームに固定する。ハウジング202は、4個の開口部206,208,212,216を含む。図8は、コンベア上のコンテナの底面を検出するためのセンサ122の断面図を示す。図4に示すように向けられたコンテナ2は、390mmの検出幅を有する。これは、センサ122が、コンベア領域内の任意の位置でコンテナ2を検出することを保証するためには、コンベア100の500mm区間毎に2つのセンサ122を必要となる。一実施形態では、センサ122は、ビーム102,104に配置された既存の制御回路基板と統合される。センサの開口部206,208,212,216は、コンテナ2の底面を検出するために上方に面している。
【0029】
エミッタ/検出の対のアレイは、他の対が検出不能領域で作動しているとしても、妥当な検出特性を有する領域を検出する少なくとも一つの対を有してもよい。図8は、ハウジング202内にの2つのセンサ対(E1/D1及びE2/D2)を示す。必要ならば、より多くの対のセンサを用いてもよい。ハウジング202は、エミッタE1上に、エミッタの投射ビームを縮小させる開口部206を含む。かくして、エミッタE1は、角度θ1の範囲内において光を放出する。ハウジング202は、エミッタE2上に、エミッタのビームを縮小させる開口部208を含む。かくして、エミッタE2は、角度θ2の範囲内において光を放出する。ハウジング202は、検出器D2上に、入射光(角度θ3を参照)の完全な受け入れを可能にする開口部212を含む。ハウジング202は、検出器D1上に、入射光(角度θ4を参照)の完全な受け入れを可能にする開口部216を含む。一実施形態では、全体の検出幅は、約12mmである。検出幅は変更可能である。
【0030】
エミッタE1,E2によって放出さたれ部分的に妨げられたビームは、センサ122の両側に明確な照明縁部218を作り出す。制御された照明は、FOUPの運動方向に関わらず、FOUPの先端が検出されるときに正確な位置を作る。FOUPの前縁が、エミッタがその明確な照明縁部218を有するエミッタの中心の直上の箇所を横切るまで、FOUPの底面から光は反射されない。FOUPの前縁が最初にエミッタの照射点を横切る箇所は、その対をなした検出器の観察開口部から見える範囲内にある。FOUPがセンサハウジングに垂直方向に近接しすぎたならば、この照射点は、検出器の観察開口部内にない。
【0031】
この検出方式は、コンベア100上のFOUP2の正確な位置を考慮に入れる反復可能な検出を提供する。二対のセンサ122は、一方の対が検出しにくい部分に位置決めされるならば、他方の対が適切な検出を提供するように分散される。FOUPの底面は、最適なセンサの間隔について分析される。好適な実施形態では、両方の検出器D1,D2は、(即時的な検出回路、又は独立して信号を受信するマイクロプロセッサ、マイクロコントローラ、又はデジタルシグナルプロセッサの何れかによって)OR関数で論理的にゲート制御される。適切な信号を受信する何れかの検出器は、センサの組み合わせについてFOUPの検出事故として解釈される。
【0032】
図9は、ベルト112を示す。本実施形態では、ベルト112は、支持面111及びガイド又はリップ113を備える。FOUPの底プレート8は、ベルト112がFOUPをコンベア100の下流に推進するとき支持面111に載る。支持面111は、平らな面として示される。しかしながら、支持面111がきめの粗い面又はリブ付の面を有することが望ましい。
【0033】
ベルト112は、二層の材料からなる。好適な実施形態では、第1の層172は、ショア80Aのポリウレタンからなり、第2の層174は、ショア70Aのポリウレタンからなる。第1の層172は、第1の層172の剛性を向上させるために、S巻き及びZ巻きケブラーストランドを含む。二種類の異なる材料は、硬い第1の層172と柔らかい第2の層174を有するベルト112を作る。柔らかい第2の層174は、内蔵されたサスペンションとして機能し、支持面111がもっと硬い材料からなる場合よりも、FOUPがコンベアを平滑に押えつけるのを助ける。ベルト112は、静電気の放電添加物を含むことが好ましい。ベルト112は、他の材料からなってもよい。
【0034】
図10は、駆動システム138の一実施形態を示す。駆動システム138は、とりわけ、駆動輪114に連結された駆動モータ124を含む。駆動モータ124の出力軸は、車139に連結されている。車139は、タイミングベルト151によって駆動輪141に連結されている。本実施形態では、タイミングベルト151は、車139及び駆動輪141の両者とのラック・ピニオン噛み合いを形成する歯153を有する。駆動輪141を回転させるのに、当該技術で知られている他の機構を用いてもよい。駆動システム138は、コンベア100の各区間又は領域内のベルト110,112を回転させる。駆動モータ124は、時計回り又は反時計回りの回転方向に回転して、ベルト110,112が輸送コンテナ2をコンベア100に沿って前方に又は後方に移動させる。
【0035】
隣接した作動領域の駆動システム138は、搬送時に直前の隣接した駆動組立体130によって輸送コンテナ8に与えられる速度が、二つの領域の間の搬送時に同期されるように、同じ割合で加速され及び減速されるのが望ましい。コンテナ2がコンベア100に沿って推進されているとき、作動領域だけがコンテナ2の直下領域を含み、コンテナ2に隣接する一つ以上の領域はいつでも動作していることが可能である。領域に入るコンテナを見越して特定の領域のみを作動させることによって、コンベアシステムの動力消費が減少され、さらに駆動組立体130の作動寿命を伸ばす。コンベア100上を移動するコンテナは、コンテナ2間のバッファを提供するために、及び不注意によりコンテナ同士が衝突することを防ぐために、コンテナ2のない少なくとも一つの空の領域だけ分離されているのが好ましい。コンテナ間の間隔は、常に安全な停止距離を確保するために、コンテナの速度が増すにつれて広げられることが好ましい。コンテナが移動していないときは、コンテナはコンベアの隣接した駆動領域を占めるのがよい。
【0036】
説明した実施形態の駆動システム138は、精密な制御方法でコンテナ2をコンベア100に沿って移動させるためのクリーンで効率的な駆動機構を提供する。しかしながら、発明の他の実施形態に、他の種類の駆動システムを使用してもよいことを理解すべきである。本発明の独立の駆動組立体130を用いると、複数のコンテナの移動を独立に制御することができる。一つの駆動モータ124で複数の駆動組立体130を動作することは本発明の範囲内である。各駆動組立体130は、例えば各駆動組立体130を駆動モータ124に連結するクラッチ機構を含んでもよい。また、図10は、バネ張力機構を示す。
【0037】
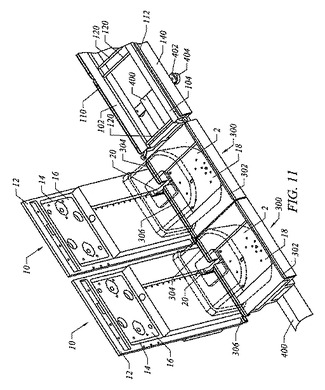
図11は、一対のロードポート10と関連してコンベア100を示す。各ロードポート10は、開口部14を有するプレート12、ポート扉16、及び垂直方向に調整可能なFOUP前進用プレート18を含む。この様なロードポート10は、アシストテクノロジー社に譲渡された、米国特許出願第11/064,880号に開示されており、その全体がここに組み込まれる。コンベア100は、FOUPをロードポート10に隣接して移動させる。
【0038】
各ロードポート10の前に配置されたコンベア部分300は、コンテナ前進用プレート18を有する。各コンベア部分300は、FOUP2の後端を支持するためのベルト302、及びFOUP2の前端を支持するための二本のベルト304,306を含む。二本のベルト304,306を支持するビームは、分割されてアーム20を収容し、当該アームは、FOUP前進用プレート18を上下に移動させる。ビームの各部分は、コンベア100の各領域Zの駆動組立体130と同様の駆動組立体を含むのがよい。
【0039】
コンベア100及びコンベア部分300は、レール又はトラック400に取り付けられて示される。トラック400は、コンベア部分300及びコンベア100に共通の取り付け構造を提供する。トラック400は、コンベア部分300のX軸及びY軸をコンベア100と整合させ、さらにコンベアをX軸に沿って移動させる。本実施形態におけるレール400は、振動取付台404に取り付けられる。
【0040】
コンテナ及び/又はコンベアベルトを支持及び搬送させるための上で説明した機構及び方法は、例示のためのものにすぎず、それによって発明が限定されるものではないことを理解すべきである。システムの、或る利点が達成されたことは、当業者にとって明らかである。同様に当然のことながら、本発明の範囲及び精神の範囲内において様々な修正、適合、及びその代替的な実施形態をなすことができる。
【図面の簡単な説明】
【0041】
【図1】従来技術によるコンベアの側面図を示す。
【図2A】材料取扱いシステムの実施形態の斜視図を示す。
【図2B】材料取扱いシステムの一部の拡大斜視図を示す。
【図3】材料輸送システムにワークピースコンテナを載置した材料取扱いシステムの図2Bの実施形態の端面図である。
【図4】材料取扱いシステムの駆動システムの実施形態の断面図を示す。
【図5】材料取扱いシステムにワークピースコンテナを載置した材料取扱いシステムの他の実施形態の端面図である。
【図6】材料取扱いシステムにワークピースコンテナを載置した材料取扱いシステムの立面図である。
【図7A】材料取扱いシステムと共に使用されるコンテナセンサの実施形態の斜視図を示す。
【図7B】7A図に示されたコンテナセンサの平面図を示す。
【図8】材料取扱いシステム上を移動するワークピースコンテナの底面を感知するための二ビームセンサの実施形態の断面図を示す。
【図9】本発明によるベルトの実施形態の断面図を示す。
【図10】本発明による駆動システムの実施形態の側面図を示す。
【図11】ロードポートと関連してコンベアシステムの実施形態の斜視図を示す。
【技術分野】
【0001】
本発明は、一般的には、コンベアシステムからなる。より具体的には、本発明は、製造設備の中で半導体コンテナを移動させるためのベルトコンベアシステムからなる。
【背景技術】
【0002】
半導体製造設備(「fab」)内で半導体ウエハーコンテナを輸送する方法は、いくつかある。コンテナを輸送するためのシステムは、しばしば材料自動輸送システム(「AMHS」)、又は単に材料輸送システムと呼ばれる。材料輸送システムは、全体のシステムの一部又は全てを指すかもしれない。半導体製造設備は、半導体製造設備全体を通じてたった一つのタイプの材料自動輸送システムを使用してもよいし、或いは、或るエリアには異なるタイプの材料自動輸送システム、若しくは異なる輸送機能のために異なるタイプの材料自動輸送システムがあってもよい。これら材料自動輸送システムタイプの或るものは、コンテナが輸送されているとき、コンテナを保持するのに、レール誘導車両(RGV)又は自動誘導車両(AGV)のような車両を使用する。レール誘導車両又は自動誘導車両を活用する材料輸送システムは、コンテナが積み込まれる場所に車両の到着を手配するために、空の車両を管理することが要求される。これらの車両の到着待ちは、材料自動輸送システムの遅延を引き起こし、車両の移動の管理は、材料自動輸送システムの複雑さを増大させる。また、天井吊下式輸送装置(OHT)でコンテナを移動させるときも同じ課題が存在する。
【0003】
コンベアシステムは、車両の遅れなしに或いは最小数の車両遅れで半導体製造設備内でコンテナを移動させる上でより効率的であり、且つ空の車両の管理を行う必要がない。コンベアは、コンベア面とコンテナ面との間に来るいかなる材料又は機械的な界面なしにコンテナを直接移動させる。コンベアが一杯でない限り、コンベアは、輸送のためにコンテナをすぐに受けることが可能である。これら及び他の理由のために、コンベアは、非常に高い処理能力の材料自動輸送システムを提供する。
【0004】
コンベアシステムの一例が、アシストテクノロジー社が所有する、「一体形のローラ搬送ポッド及び非同期型コンベヤ」と題した米国特許第6,223,886号に開示されており、その全体がこの中に組み込まれる。駆動レール12は、レール12に沿ってコンテナ2を推進するための、図1に38で全体的に指し、駆動システムを含む。駆動システム38は、複数の別々の駆動組立体40を含む。各駆動組立体40は、コンテナ2を特定の領域Zの間、駆動レール12に沿って推進させるために、コンテナ2の下側に摩擦係合する複数の駆動輪42を含む。図1に示すように、駆動組立体40は、隣接した駆動組立体40の最も外側の駆動輪42間の間隙が、個々の駆動組立体40の駆動輪42の間隔と実質的に等しいように、レールに沿って配置される。駆動輪42は、レール12の駆動輪40が、搬送コンテナ2を直接支持するように、駆動レールのハウジングから上方に突出する。各駆動輪42は、コンテナ2をレール12に沿って移動させる際のコンテナの傾き又は揺れを最小にするために、略同じ高さに取り付けられるのが好ましい。受動ローラ43を各駆動輪42の間に取り付けること(図1に示されたように)も当該技術で知られている。
【発明の開示】
【発明が解決しようとする課題】
【0005】
在来のコンベアの性能を向上させ、材料自動輸送システムのコンベアシステムのコストを下げるコンベアシステムを提供することは、有益である。本発明は、その様なコンベアを提供する。
【発明を実施するための最良の形態】
【0006】
図2Aは、コンベアシステム100を示す。コンベアシステム100は、例示の目的のみで示され、駆動システム130を設置させた一つの領域、領域Zのみを有する。コンベア100は、ビーム102、ビーム102から間隔を隔てたビーム104、及び2つのビーム102,104を複数の位置で互いに固定する多様の横つなぎプレート106を含む。横つなぎプレート106は、コンベア100の端部190,192の各々でビーム102、及び104に固定され、追加の横つなぎプレート106がコンベア100の中間で2つのビーム102,104に固定される。横つなぎプレート106は、他の位置でビーム102,104に固定されてもよい。
【0007】
ビーム102,104は、コンベア装置100の2つの側を構成し、好適な実施形態では、折り曲げた金属薄板により形成される。ビーム102,104の金属薄板の構造は、他の在来のコンベア構造の改良である。他の種類の構造(例えば、機械加工した押し出材、機械加工した棒材、機械加工したプレート材)は、幾つかの欠点を有する。例えば、他の構造は、機械加工工程中又は押し出し工程中に捩れる可能性がある。押し出しは、本質的に、ダイで押し通されるに従って捩れる素材を製造し、次いで素材は、できるだけ修正される必要がある。機械加工工程は、素材を曲げる応力不平衡を引き起こす、金属中の面積応力を軽減させる。これらの製造上の諸問題により、最終的なコンベア組立体を、整合の問題を引き起こすように曲げたり捩じったりすることがある。さらには、他の構造は、要求される機械加工時間のために、より高価になるかもしれない。さらに他の構造は、剛性に必要とされない全ての材料を(機械加工を用いて)取り除くことは、適切ではなく又は費用効果がない。
【0008】
図2Bは、各横つなぎプレート106が各ビーム102,104の2つの壁、即ちビームの底壁109及びビームの側壁107に取り付けられている状態を示す。各横つなぎプレート106を各ビームの2つの別々の壁に取り付けることで、横つなぎプレート106は、ビーム102,104のためにねじり強さ、及び精密な規準構造を提供する。図2Bは、横つなぎプレート106がビーム102,104の端と面一であることを示す。横つなぎプレート106は、金属薄板のビーム102,104の端部から僅かに外方に延びても良い。この場合、第2のコンベアセクションが横つなぎプレート106に取り付き、コンベア100に整合し、隣接したコンベアを形成する。
【0009】
折り曲げた金属構造は、幾つかの利点を有する。略「C」形の断面(図3、図4を参照)のビーム102,104は、高さHの側壁107及び幅Wの底壁109を有する。底壁109よりも長い側壁107は、垂直方向の撓み荷重に対して高い剛性をもたらす。さらには、ビーム102,104の均一な断面は、最良の重量対強度比を提供する。金属薄板のビーム102,104の各曲りは、ビームの長手方向軸線に沿って(例えば、コンベアシステム100の長さに沿って)いる。これら金属薄板の曲りは、必然的に直線を形成し、撓み及び捩れを排除する。各ビーム102,104の真っ直ぐさは、簡単な且つ安価な方法を使用して保証される。
【0010】
図2Bは、コンベア100の領域Zのより詳細な図を提供する。本実施形態では、駆動組立体130は、一対の駆動輪114、受動輪116のカートリッジ129、ベルト張力遊び車118、及び駆動モータ124を含む。ベルト張力遊び車118は、適切なベルト張力が達成されるまで調整される。
【0011】
図2Bは、ベルト112が各駆動輪114、受動輪116、及びベルト張力遊び車118の周りを移動することを示す。各受動輪116間の間隔、及び各駆動輪114と、これに隣接した受動輪116との間隔は、変っていても良い。受動輪116の直径は、駆動輪114の直径よりも小さい。受動輪116は、カートリッジ129に予め取り付けられている。カートリッジ129は、各受動輪116の中心117が、駆動輪114の中心115よりも高い高さでビームに配置されるようにビームに取り付けられる(図10を参照)。かくして、ベルト112は、該ベルトが複数の駆動輪114及び複数の受動輪116を横切って移動するときに、実質的に平行である。
【0012】
好適な実施形態としては、受動輪116は、ビーム104に取り付けられたカートリッジ129に、回転自在に取り付けられる。各受動輪116も、ビーム104に独立に取り付けられるのがよい。しかしながら、カートリッジ129は、各受動輪116をビーム104に独立に取り付ける必要性を排除する。カートリッジ129は、また、受動輪116を連結するためのビーム102と104の間を通るシャフトを排除する。図2Bに示すように、カートリッジ129は、8個の受動輪116を含む。カートリッジ129がどんな数の受動輪116を含んでいても本発明の範囲内である。
【0013】
受動輪116は、在来のコンベアシステムと比較して幾つかの利点を提供する。一つ目の利点としては、受動輪116が、FOUPの底プレートが越えて移動しなければならない車輪間の隙間を最小にするので、コンベアシステム100に沿うFOUPの搬送移動の平滑さを向上させる。受動輪116は、全ての車を駆動輪にするように要求するよりも、駆動組立体130を簡単な機構にする。在来のコンベアに使用される駆動組立体は、大抵の場合、コンテナに接触し、コンテナをコンベアに沿って移動させるための独立して駆動される車輪を含んでいる。
【0014】
複数の受動輪116間の間隔が大きければ大きいほど、コンベア100に沿うコンテナの移動は荒くなる。FOUPの底面の変動は、車輪間の隙間が増すと、受動輪及び駆動輪の上面によって形成される平面から大きな軌跡を有する。図1において、FOUPの前縁が次の駆動輪42と接触するとき、これらの面の非平面が、駆動輪42に突然当たり衝撃がある。改良として、駆動輪42の間により多くの受動輪43がある。しかしながら、FOUPが受動輪43の間を通る度にFOUPの前縁が、定置受動輪43に接触し、FOUPが受動輪に衝突して受動輪43の回転を加速するので、好ましくない擦れがある。駆動ベルトが駆動輪のハブを連結したとするならば、ベルトは、適切な牽引を保証するために、各車輪ハブの上を移動しなければならない。このベルトのラップの要求は、追加の遊動輪を加えることによって駆動システムを複雑にし、さらに、駆動輪が多くなればなるほど複雑さが増す。
【0015】
図1に示すようにコンベア領域内の駆動組立体は、駆動組立体毎に35個のベアリングを必要とする。かくして、各領域は70個のベアリングを必要とする。製造設備内の多量のコンベアが検討されるとき(数千メートルのコンベア)、優れた2つの側付駆動装置を提供しながらベアリングの数を削減することは、主要な改良となる。コンベア100は、駆動組立体130が要求するベアリング及びシャフトの数を減少させる。図3は、各駆動輪駆動シャフト支持体120にベアリング180が配置され、ベアリング(図示せず)は受動輪116の各々に要求される(受動輪は如何なる張力在重下にないため)。一実施形態では遊動輪118も、一つのベアリングを必要とするに過ぎない。かくして、2つの駆動組立体130において、領域当たり22個のベアリングが要求されるにすぎない。
【0016】
コンベア100の各領域Zは、2つの駆動組立体130を含む。各駆動組立体130は、ベルト110,112に簡単な移動経路を提供し、ベルト110,112に適切な張力を維持する。各駆動組立体130は、また、コンテナ2を支持するために、ビーム102,104より上に上げられたベルト110,112の部分を支持し、且つ維持する。駆動組立体130は、複数の操作領域Zを構成し、各領域Zは一つの駆動システム138を含む。しかしながら、発明の他の実施形態では、各領域Zは、一つ以上の駆動組立体130を含んでもよい。各領域の駆動速度及び方向(前方又は後方)は、独立に制御される。
【0017】
また、図2Bは、好適には各領域Zが、領域内のコンテナ2の存在を検出する少なくとも2つのセンサ122を含むことを示す。本発明では、複数のセンサ122は、領域Zの入口及び出口近傍に配置され、コンテナが領域に入ったこと又は領域から出たことを検出する。コンテナ2の配置は、下流に配置された領域を作動するために使用され、ポッドが下流の領域に達したときに、下流の領域のベルトが動作中であり、前の領域のベルト110,112と同じ速度で作動する。また、センサは、コンテナ2が去ったばかりの領域の駆動装置を停止させる。コンテナ2が複数のセンサ122の間を移動するために要した時間は、また、コンテナが領域の中を移動するときコンテナの実際の速度を監視するために使用される。コンテナが領域内に停滞して検出されないことがあるため、センサ122は遠く離れていないことが好ましい。例えば、図5,6に示す様にコンテナ2がコンベア100上を移動しているとすれば、センサ122は、コンテナ2の幅よりも遠く離れていないことが好ましい。しかし、コンテナ2が前方又は後方に面して(例えば、図5,6に示された状態から90度回転して)輸送されているならば、複数のセンサは、コンテナ2の奥行きよりも遠く離れていないことが好ましい。
【0018】
各領域Zは、その領域の駆動組立体130の作動を制御するための一つのマイクロプロセッサ又は制御デバイス(図示せず)を含むのが好ましい。制御デバイスは、コンベアの全体の作動を制御する制御システムに連結されるのがよい。制御システムの構成は、本発明の範囲内で相当なバリエーションがある。例えば、制御システムは、各領域Zを制御することで、コンベア100全体の作動を制御するためのコンピュータを含むのがよい。また、コンピュータは、ロードポート10(図11を参照)の状態を監視し、ロードポートが満たされたとき、ポッド同士の衝突を防ぐために、近づいてくる搬送コンテナ2を満たされたロードポートの上流の間隔を隔てた位置で停止させるのがよい。各区画のコンピュータは、スタンドアローンシステムでも良く、又はコンピュータは、区画間コンベア、ストッカー、若しくは製造施設の他の自動構成要素のための制御システムを含むネットワークの一部であっても良い。加工設備の中央制御システムは、また、加工機械を監視するのがよい。この様な制御システムの一例は、アシストテクノロジー社により所有されている「材料輸送システム用分散制御システムアーキテクチャ及び方法」と題した米国特許第6,853,876号で開示されており、その全体が組み込まれる。
【0019】
図3は、ベルト110,112がコンテナ2を支持することを示す。一実施形態では、コンベア100の各領域Zは、ベルト110,112を駆動するための、及びコンベア100に沿ってコンテナ2を推進させるための駆動組立体138(図10を参照)を含む。図3は、駆動組立体138を保護するカバー140がビーム102,104に取り付けられていることを示す。また、カバー140は、駆動組立体130により発生されるどんな粒子をも保持するのを助ける。カバー140は、選択的である。
【0020】
一実施形態では、コンベア100は支持体150により製造床から持ち上げられている。図3の実施形態は、トラック156に取り付けられた支持体150を示す。一実施形態では、支持体150は、施設内においてコンベア100を位置決めするために、トラック156に沿ってスライドする。トラック156は、支持体150をトラック156に関して適所に係止するように係止用クリップ154を含む。図3は、支持体150が係止用クリップのビス152により支持体150が適当な位置に支持されていることを示す。支持体150は、当該技術で知られている他のデバイスによりトラック156に係止されてもよい。また支持体150は、コンベア100を支持体150に係止する横つなぎキー108と連結する受口123を含む。また、コンベア100は、施設の壁に取り付けられ又はコンベアの重量を支持する他の物体に取り付けられた製造施設の天井から吊るされてもよい。
【0021】
一実施形態では、横つなぎプレート106は、支持体150のベースとコンベアの上面との間の一定関係(例えばベルト110,112の高さ)を考慮に入れて、支持体150の切り欠き123にはまり込む横つなぎキー108を含む。支持体150の底部は、トラック156に沿ってスライドしてもよいし、或いはトラック156の斜面に係止されてもよい。一実施形態では、係止用表面の一つが、コンベアの支持プレート150に機械加工され、係止用クリップが他の係止用表面を形成する。他の係止構造も発明の範囲内である。コンベア部分が交換されるとき、係止用クリップのビスを緩め、コンベア部分をその支持プレートと共に取り外す。次いで、支持プレート150をトラック156上に配置することによって新しいコンベアを設置し、次いで係止用クリップのビスを締める。精密な横つなぎプレート106、横つなぎキー108、支持プレートの切り欠き123、及び支持プレートのロックが組み合わさって、コンベアの迅速な交換を考慮に入れる精密なコンベア整合方法を提供する。このシステムは、典型的な半導体の製造の精密で予測可能な床構造を利用する。
【0022】
トラック156には、複数のコンベアが取り付けられてもよい。各コンベア100の支持体150は、トラック156にスライド可能に取り付けられる。一旦、支持体150がトラック156に配置されると、コンベア100は、その所望位置までトラック156に沿ってスライドさせる。例えば、コンベア100をトラック156に沿って、その第一端192が予め取り付けられたコンベア100の第二端に近接するまで移動させる。複数のコンベア100を同じトラック156に取り付けることは、各コンベア100の端部を整合させる。
【0023】
図4は、駆動輪114及びその周辺の構成要素の断面図を示す。駆動シャフト120は、ベアリング180によってビーム104に支持される。駆動輪114は、駆動シャフト120の一端に取り付けられる。カバー140は、ビーム104に取り付けられ、且つ駆動輪114を保護する。搬送ベルト112は、本実施形態では、リップ113を含む。リップ113は、コンテナ2をベルト112上に保持することを助ける。カバー140の上部141は、また、コンテナに追加の横方向拘束力を与える。例えば、カバー140の上部141は、コンテナ2がベルト112上で回転するのを防止する。
【0024】
搬送ベルト110,112は、また、駆動輪114を連結する。好適な実施形態では、駆動輪114は(遊動輪に僅かな量を)、実質的に受動輪116に張力をほとんど又は全く加えないで搬送ベルトの張力を支持する。ベルト110,112は、それぞれFOUPの底プレート8を支持する。ベルト110,112が、FOUP(約9キログラム)を支持するのに十分な張力を有するならば、ベルト110,112がFOUPの重量のほとんどを支持し、受動輪116間の移行が平滑であり、振動を減少させる。
【0025】
ベルトの張力を維持することは、在来の、車輪により支持されるAMHSコンベアによって引き起こされる突然の衝撃と比較して、コンテナが受ける振動の量を減らす。コンテナ内の半導体ウエハーに要求される敏感な超清浄な環境の性質のために、コンテナの振動は大変好ましくない。FOUPの、正確な追跡及び安定した案内を保証するためには、コンベアの構造を意識的に一方の側に(略1/2乃至5度)傾け、これはより重力作用を誘発させ、FOUPがコンベアの低い方の側の案内部分に向かっていくことを保証する。
【0026】
図5,6は、コンテナ2が横向きでコンベア100上を移動することを示す。ベルト110,112は、FOUPの底プレート8を支持するために、間隔を隔てている。FOUP2が他の向きでコンベア100に沿って移動することも本発明の範囲内である。例えば、FOUP2は、FOUPのドア4が前方に(移動方向に)又は後方に(移動方向とは反対方向に)面してコンベア100に沿って移動してもよい。在来の300mmのFOUPの幅は、FOUPの奥行きと同じではない。かくして、ベルト110,112間の間隔は、FOUPの向きに従って調整しなければならない。
【0027】
感知領域では、FOUPの底面は、製造業者の間で規格化されていない。FOUPの底面の一部は、小さな隙間、深いポケット、又は鋭い角度の反射面を有する。一つのエミッタ及び検出器を有するセンサは、これらの特異のどの一つをも検出しにくい。
【0028】
図7A,7Bは、二ビームセンサ122を示す。センサ122は、プリント回路基板204に取り付けられたハウジング202を含む。ブラケット220は、センサ122をビームに固定する。ハウジング202は、4個の開口部206,208,212,216を含む。図8は、コンベア上のコンテナの底面を検出するためのセンサ122の断面図を示す。図4に示すように向けられたコンテナ2は、390mmの検出幅を有する。これは、センサ122が、コンベア領域内の任意の位置でコンテナ2を検出することを保証するためには、コンベア100の500mm区間毎に2つのセンサ122を必要となる。一実施形態では、センサ122は、ビーム102,104に配置された既存の制御回路基板と統合される。センサの開口部206,208,212,216は、コンテナ2の底面を検出するために上方に面している。
【0029】
エミッタ/検出の対のアレイは、他の対が検出不能領域で作動しているとしても、妥当な検出特性を有する領域を検出する少なくとも一つの対を有してもよい。図8は、ハウジング202内にの2つのセンサ対(E1/D1及びE2/D2)を示す。必要ならば、より多くの対のセンサを用いてもよい。ハウジング202は、エミッタE1上に、エミッタの投射ビームを縮小させる開口部206を含む。かくして、エミッタE1は、角度θ1の範囲内において光を放出する。ハウジング202は、エミッタE2上に、エミッタのビームを縮小させる開口部208を含む。かくして、エミッタE2は、角度θ2の範囲内において光を放出する。ハウジング202は、検出器D2上に、入射光(角度θ3を参照)の完全な受け入れを可能にする開口部212を含む。ハウジング202は、検出器D1上に、入射光(角度θ4を参照)の完全な受け入れを可能にする開口部216を含む。一実施形態では、全体の検出幅は、約12mmである。検出幅は変更可能である。
【0030】
エミッタE1,E2によって放出さたれ部分的に妨げられたビームは、センサ122の両側に明確な照明縁部218を作り出す。制御された照明は、FOUPの運動方向に関わらず、FOUPの先端が検出されるときに正確な位置を作る。FOUPの前縁が、エミッタがその明確な照明縁部218を有するエミッタの中心の直上の箇所を横切るまで、FOUPの底面から光は反射されない。FOUPの前縁が最初にエミッタの照射点を横切る箇所は、その対をなした検出器の観察開口部から見える範囲内にある。FOUPがセンサハウジングに垂直方向に近接しすぎたならば、この照射点は、検出器の観察開口部内にない。
【0031】
この検出方式は、コンベア100上のFOUP2の正確な位置を考慮に入れる反復可能な検出を提供する。二対のセンサ122は、一方の対が検出しにくい部分に位置決めされるならば、他方の対が適切な検出を提供するように分散される。FOUPの底面は、最適なセンサの間隔について分析される。好適な実施形態では、両方の検出器D1,D2は、(即時的な検出回路、又は独立して信号を受信するマイクロプロセッサ、マイクロコントローラ、又はデジタルシグナルプロセッサの何れかによって)OR関数で論理的にゲート制御される。適切な信号を受信する何れかの検出器は、センサの組み合わせについてFOUPの検出事故として解釈される。
【0032】
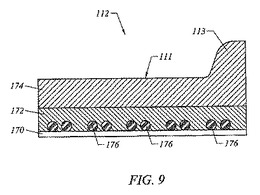
図9は、ベルト112を示す。本実施形態では、ベルト112は、支持面111及びガイド又はリップ113を備える。FOUPの底プレート8は、ベルト112がFOUPをコンベア100の下流に推進するとき支持面111に載る。支持面111は、平らな面として示される。しかしながら、支持面111がきめの粗い面又はリブ付の面を有することが望ましい。
【0033】
ベルト112は、二層の材料からなる。好適な実施形態では、第1の層172は、ショア80Aのポリウレタンからなり、第2の層174は、ショア70Aのポリウレタンからなる。第1の層172は、第1の層172の剛性を向上させるために、S巻き及びZ巻きケブラーストランドを含む。二種類の異なる材料は、硬い第1の層172と柔らかい第2の層174を有するベルト112を作る。柔らかい第2の層174は、内蔵されたサスペンションとして機能し、支持面111がもっと硬い材料からなる場合よりも、FOUPがコンベアを平滑に押えつけるのを助ける。ベルト112は、静電気の放電添加物を含むことが好ましい。ベルト112は、他の材料からなってもよい。
【0034】
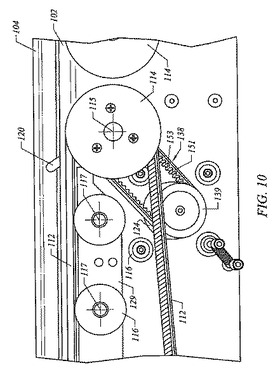
図10は、駆動システム138の一実施形態を示す。駆動システム138は、とりわけ、駆動輪114に連結された駆動モータ124を含む。駆動モータ124の出力軸は、車139に連結されている。車139は、タイミングベルト151によって駆動輪141に連結されている。本実施形態では、タイミングベルト151は、車139及び駆動輪141の両者とのラック・ピニオン噛み合いを形成する歯153を有する。駆動輪141を回転させるのに、当該技術で知られている他の機構を用いてもよい。駆動システム138は、コンベア100の各区間又は領域内のベルト110,112を回転させる。駆動モータ124は、時計回り又は反時計回りの回転方向に回転して、ベルト110,112が輸送コンテナ2をコンベア100に沿って前方に又は後方に移動させる。
【0035】
隣接した作動領域の駆動システム138は、搬送時に直前の隣接した駆動組立体130によって輸送コンテナ8に与えられる速度が、二つの領域の間の搬送時に同期されるように、同じ割合で加速され及び減速されるのが望ましい。コンテナ2がコンベア100に沿って推進されているとき、作動領域だけがコンテナ2の直下領域を含み、コンテナ2に隣接する一つ以上の領域はいつでも動作していることが可能である。領域に入るコンテナを見越して特定の領域のみを作動させることによって、コンベアシステムの動力消費が減少され、さらに駆動組立体130の作動寿命を伸ばす。コンベア100上を移動するコンテナは、コンテナ2間のバッファを提供するために、及び不注意によりコンテナ同士が衝突することを防ぐために、コンテナ2のない少なくとも一つの空の領域だけ分離されているのが好ましい。コンテナ間の間隔は、常に安全な停止距離を確保するために、コンテナの速度が増すにつれて広げられることが好ましい。コンテナが移動していないときは、コンテナはコンベアの隣接した駆動領域を占めるのがよい。
【0036】
説明した実施形態の駆動システム138は、精密な制御方法でコンテナ2をコンベア100に沿って移動させるためのクリーンで効率的な駆動機構を提供する。しかしながら、発明の他の実施形態に、他の種類の駆動システムを使用してもよいことを理解すべきである。本発明の独立の駆動組立体130を用いると、複数のコンテナの移動を独立に制御することができる。一つの駆動モータ124で複数の駆動組立体130を動作することは本発明の範囲内である。各駆動組立体130は、例えば各駆動組立体130を駆動モータ124に連結するクラッチ機構を含んでもよい。また、図10は、バネ張力機構を示す。
【0037】
図11は、一対のロードポート10と関連してコンベア100を示す。各ロードポート10は、開口部14を有するプレート12、ポート扉16、及び垂直方向に調整可能なFOUP前進用プレート18を含む。この様なロードポート10は、アシストテクノロジー社に譲渡された、米国特許出願第11/064,880号に開示されており、その全体がここに組み込まれる。コンベア100は、FOUPをロードポート10に隣接して移動させる。
【0038】
各ロードポート10の前に配置されたコンベア部分300は、コンテナ前進用プレート18を有する。各コンベア部分300は、FOUP2の後端を支持するためのベルト302、及びFOUP2の前端を支持するための二本のベルト304,306を含む。二本のベルト304,306を支持するビームは、分割されてアーム20を収容し、当該アームは、FOUP前進用プレート18を上下に移動させる。ビームの各部分は、コンベア100の各領域Zの駆動組立体130と同様の駆動組立体を含むのがよい。
【0039】
コンベア100及びコンベア部分300は、レール又はトラック400に取り付けられて示される。トラック400は、コンベア部分300及びコンベア100に共通の取り付け構造を提供する。トラック400は、コンベア部分300のX軸及びY軸をコンベア100と整合させ、さらにコンベアをX軸に沿って移動させる。本実施形態におけるレール400は、振動取付台404に取り付けられる。
【0040】
コンテナ及び/又はコンベアベルトを支持及び搬送させるための上で説明した機構及び方法は、例示のためのものにすぎず、それによって発明が限定されるものではないことを理解すべきである。システムの、或る利点が達成されたことは、当業者にとって明らかである。同様に当然のことながら、本発明の範囲及び精神の範囲内において様々な修正、適合、及びその代替的な実施形態をなすことができる。
【図面の簡単な説明】
【0041】
【図1】従来技術によるコンベアの側面図を示す。
【図2A】材料取扱いシステムの実施形態の斜視図を示す。
【図2B】材料取扱いシステムの一部の拡大斜視図を示す。
【図3】材料輸送システムにワークピースコンテナを載置した材料取扱いシステムの図2Bの実施形態の端面図である。
【図4】材料取扱いシステムの駆動システムの実施形態の断面図を示す。
【図5】材料取扱いシステムにワークピースコンテナを載置した材料取扱いシステムの他の実施形態の端面図である。
【図6】材料取扱いシステムにワークピースコンテナを載置した材料取扱いシステムの立面図である。
【図7A】材料取扱いシステムと共に使用されるコンテナセンサの実施形態の斜視図を示す。
【図7B】7A図に示されたコンテナセンサの平面図を示す。
【図8】材料取扱いシステム上を移動するワークピースコンテナの底面を感知するための二ビームセンサの実施形態の断面図を示す。
【図9】本発明によるベルトの実施形態の断面図を示す。
【図10】本発明による駆動システムの実施形態の側面図を示す。
【図11】ロードポートと関連してコンベアシステムの実施形態の斜視図を示す。
【特許請求の範囲】
【請求項1】
底プレートを有する半導体コンテナを移動させるためのコンベアであって、
前記コンベアは複数のコンベア領域からなり、
各コンベア領域は、
第1のベルトと、
第2のベルトと、
前記第1のベルト及び前記第2のベルトを略同一速度で回転させるための駆動組立体とを含み、
前記第1のベルト及び前記第2のベルトは、前記コンテナが前記コンベア領域内を移動するとき前記コンテナの底プレートを移動可能に支持すること、
を特徴とするコンベア。
【請求項2】
前記駆動組立体は、第1の端部に第1の駆動輪を取り付け、第2の端部に第2の駆動輪を取り付けた第1の駆動シャフトと、
第1の端部に第3の駆動輪を取り付け、第2の端部に第4の駆動輪を取り付けた第2の駆動シャフトと、
前記第1の駆動輪と前記第3の駆動輪との間に配置された複数の受動輪と、
前記第2の駆動輪と前記第4の駆動輪との間に配置された複数の受動輪と、
前記第1の駆動シャフトを回転させるための駆動モータとを含む、
請求項1記載のコンベア領域。
【請求項3】
前記第1のベルトは前記第1の駆動輪の周りを移動し、
前記第3の駆動輪及び前記複数の受動輪は、前記第1の駆動輪と第3の駆動輪との間に配置される、
請求項2記載のコンベア領域。
【請求項4】
前記第2のベルトは前記第2の駆動輪の周りを移動し、
前記第4の駆動輪及び前記複数の受動輪は、前記第2の駆動輪と前記第4の駆動輪との間に配置される、
請求項2記載のコンベア領域。
【請求項5】
前記コンベア領域内の前記コンテナの位置を感知するための少なくとも一つのセンサをさらに含む、
請求項1記載のコンベア領域。
【請求項1】
底プレートを有する半導体コンテナを移動させるためのコンベアであって、
前記コンベアは複数のコンベア領域からなり、
各コンベア領域は、
第1のベルトと、
第2のベルトと、
前記第1のベルト及び前記第2のベルトを略同一速度で回転させるための駆動組立体とを含み、
前記第1のベルト及び前記第2のベルトは、前記コンテナが前記コンベア領域内を移動するとき前記コンテナの底プレートを移動可能に支持すること、
を特徴とするコンベア。
【請求項2】
前記駆動組立体は、第1の端部に第1の駆動輪を取り付け、第2の端部に第2の駆動輪を取り付けた第1の駆動シャフトと、
第1の端部に第3の駆動輪を取り付け、第2の端部に第4の駆動輪を取り付けた第2の駆動シャフトと、
前記第1の駆動輪と前記第3の駆動輪との間に配置された複数の受動輪と、
前記第2の駆動輪と前記第4の駆動輪との間に配置された複数の受動輪と、
前記第1の駆動シャフトを回転させるための駆動モータとを含む、
請求項1記載のコンベア領域。
【請求項3】
前記第1のベルトは前記第1の駆動輪の周りを移動し、
前記第3の駆動輪及び前記複数の受動輪は、前記第1の駆動輪と第3の駆動輪との間に配置される、
請求項2記載のコンベア領域。
【請求項4】
前記第2のベルトは前記第2の駆動輪の周りを移動し、
前記第4の駆動輪及び前記複数の受動輪は、前記第2の駆動輪と前記第4の駆動輪との間に配置される、
請求項2記載のコンベア領域。
【請求項5】
前記コンベア領域内の前記コンテナの位置を感知するための少なくとも一つのセンサをさらに含む、
請求項1記載のコンベア領域。
【図1】

【図2A】
【図2B】
【図3】
【図4】
【図5】
【図6】
【図7A】
【図7B】
【図8】
【図9】
【図10】
【図11】
【図2A】
【図2B】
【図3】
【図4】
【図5】
【図6】
【図7A】
【図7B】
【図8】
【図9】
【図10】
【図11】
【公表番号】特表2009−500267(P2009−500267A)
【公表日】平成21年1月8日(2009.1.8)
【国際特許分類】
【出願番号】特願2008−521548(P2008−521548)
【出願日】平成18年7月10日(2006.7.10)
【国際出願番号】PCT/US2006/026978
【国際公開番号】WO2007/008944
【国際公開日】平成19年1月18日(2007.1.18)
【出願人】(306029419)アシスト テクノロジーズ インコーポレイテッド (12)
【氏名又は名称原語表記】Asyst Technologies,Inc.
【住所又は居所原語表記】46897 Bayside Parkway,Fremont,California 94538,U.S.A.
【Fターム(参考)】
【公表日】平成21年1月8日(2009.1.8)
【国際特許分類】
【出願日】平成18年7月10日(2006.7.10)
【国際出願番号】PCT/US2006/026978
【国際公開番号】WO2007/008944
【国際公開日】平成19年1月18日(2007.1.18)
【出願人】(306029419)アシスト テクノロジーズ インコーポレイテッド (12)
【氏名又は名称原語表記】Asyst Technologies,Inc.
【住所又は居所原語表記】46897 Bayside Parkway,Fremont,California 94538,U.S.A.
【Fターム(参考)】
[ Back to top ]