
半導体チップの製造方法
【課題】分割された半導体チップが表面保護用粘着シートで連結された状態であっても、通常の搬送装置等の適用が可能な半導体チップの製造方法を提供する。
【解決手段】複数の回路が形成されたウエハの回路面側に、該回路に沿って該ウエハの厚さより浅い切込み深さの溝を形成する工程、前記回路面上に固定ジグ3を積層する工程、および溝に到達するまで前記ウエハを裏面研削してチップ群に分割する工程からなるウエハ分割方法において、前記固定ジグが、片面に複数の突起物36を有し、かつ該片面の外周部に該突起物と略同じ高さの側壁を有するジグ基台30と、ジグ基台の突起物を有する面上に積層され、側壁の上面で接着された密着層31とからなり、前記ジグ基台の突起物を有する面には、密着層、突起物および側壁により区画空間が形成され、前記ジグ基台には外部と前記区画空間とを貫通する少なくとも1つの貫通孔38が設けられている。
【解決手段】複数の回路が形成されたウエハの回路面側に、該回路に沿って該ウエハの厚さより浅い切込み深さの溝を形成する工程、前記回路面上に固定ジグ3を積層する工程、および溝に到達するまで前記ウエハを裏面研削してチップ群に分割する工程からなるウエハ分割方法において、前記固定ジグが、片面に複数の突起物36を有し、かつ該片面の外周部に該突起物と略同じ高さの側壁を有するジグ基台30と、ジグ基台の突起物を有する面上に積層され、側壁の上面で接着された密着層31とからなり、前記ジグ基台の突起物を有する面には、密着層、突起物および側壁により区画空間が形成され、前記ジグ基台には外部と前記区画空間とを貫通する少なくとも1つの貫通孔38が設けられている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ウエハを裏面研削することにより、ウエハの厚さを薄くするとともに最終的に個々のチップへ分割する半導体チップの製造方法に関し、特に、裏面研削後の半導体チップの取扱性に優れた半導体チップの製造方法に関する。
【背景技術】
【0002】
近年、ICカードの普及が進み、さらなる薄型化が望まれている。このため、従来は厚さが350μm程度であった半導体チップを、厚さ50〜100μmあるいはそれ以下まで薄くする必要が生じている。
【0003】
このようなチップの薄厚化を達成する方法として、ウエハの表面側から所定深さの溝を形成(ハーフカットダイシング)した後、ウエハの裏面側から研削する半導体チップの製造方法が知られている。このようなプロセスは、「先ダイシング法」とも呼ばれている(特許文献1)。
【0004】
先ダイシング法によるプロセスでは、ウエハが極薄の状態になるときは同時にチップに分割され、厚さに比較して面積が狭くなるため、ウエハの搬送や受け渡しで破損が起こりにくくなる。また、フルカットダイシングを行った場合に起きやすいチップ断面の欠け(チッピング)は、先ダイシング法では起こりにくい。
【0005】
ところで、先ダイシング法によって分割されたチップは表面保護用の粘着シートで連結された状態であり、粘着シートが剛直性を持たないため、全面を支えられる特殊な搬送装置を使わなければ、その後の工程が行えないという問題があった。また、粘着シートにチップを支持できるまでの剛直性を与えた場合は、チップから粘着シートを剥離することが困難になるという問題があった。
【特許文献1】特開平5−335411公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、上記のような従来技術に伴う問題を解決しようとするものであって、先ダイシング法において通常の搬送装置等の使用が可能な半導体チップの製造方法を提供することを目的とし、これにより極薄で高信頼性のチップを比較的安価に実現することも目的とする。
【課題を解決するための手段】
【0007】
本発明に係る半導体チップの製造方法は、(I)複数の回路が形成されたウエハの回路
面側に、該回路に沿って該ウエハの厚さより浅い切込み深さの溝を形成する工程、(II)前記回路面上に固定ジグを積層する工程、および(III)前記溝に到達するまで前記ウエ
ハを裏面研削してチップ群に分割する工程を含み、前記固定ジグが、片面に複数の突起物を有し、かつ該片面の外周部に該突起物と略同じ高さの側壁を有するジグ基台と、該ジグ基台の突起物を有する面上に積層され、該側壁の上面で接着された密着層とからなり、前記ジグ基台の突起物を有する面には、前記密着層、前記突起物および前記側壁により区画空間が形成され、前記ジグ基台には、外部と前記区画空間とを貫通する少なくとも1つの貫通孔が設けられ、前記密着層が前記回路面上に積層されていることを特徴とする。
【0008】
また、上記製造方法では、前記工程(III)でウエハをチップ群に分割した後、フレー
ムに固定した転写テープを該チップ群の裏面に貼着し、次いで、前記貫通孔から前記区画
空間内の気体を吸引して密着層を凹凸状に変形させることにより、前記チップ群を密着層から取り外し、前記転写テープに転写することが好ましい。
【0009】
前記密着層は粘着シートを介してウエハの回路面上に積層されていることが好ましい。
このように、分割されたチップを容易に取り外すことができ、かつ剛直性を有する固定ジグを用いることにより、先ダイシングを行った後で特殊な搬送装置を使用することなく次工程に進むことができる。
【発明を実施するための最良の形態】
【0010】
以下、図面を参照しながら、本発明をさらに具体的に説明する。
<固定ジグ>
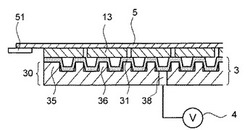
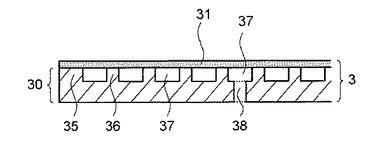
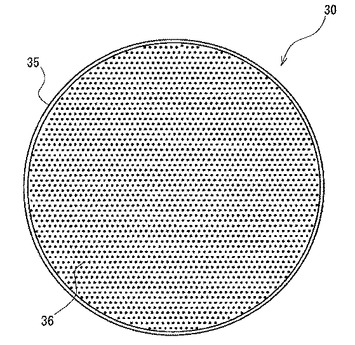
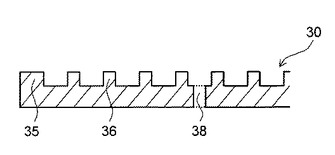
まず、本発明に用いられる固定ジグについて説明する。本発明に用いられる固定ジグ3は、図1に示すようにジグ基台30と密着層31とからなる。ジグ基台30の形状としては、略円形、略楕円形、略矩形、略多角形が挙げられ、略円形が好ましい。ジグ基台30の一方の面には、図2および図3に示すように、複数の突起物36が間隔をおいて上方に突出して形成されている。突起物36の形状は特に限定されないが、円柱形または円錐台形が好ましい。また、この突起物を有する面の外周部には、突起物36と略同じ高さの側壁35が形成されている。また、この突起物を有する面上には密着層31が積層されている。この密着層31は側壁35の上面で接着され、また、突起物36の上面と密着層31は接着されてもよいし接着されていなくてもよい。ジグ基台30の突起物を有する面、すなわちジグ基台30と密着層31との間には、突起物36、側壁35および密着層31により区画空間37が形成されている(図1)。一方、ジグ基台30の突起物を有しない面には、この面側の外部と区画空間37とを貫通する貫通孔38がジグ基台30の厚さ方向に設けられている。貫通孔38はジグ基台30に少なくとも1個が設けられていればよく、複数個が設けられてもよい。また、ジグ基台30の突起物を有しない面の貫通孔38の代わりに、ジグ基台30の水平方向に貫通孔38を設け、側壁35に開口部を設けてもよい。この貫通孔38の開口部に、着脱自在のバキューム装置を接続することにより、区画空間内の気体が排気され密着層31を凹凸状に変形させることができる。
【0011】
ジグ基台30の材質は、機械強度に優れたものであれば特に限定されないが、たとえば、ポリカーボネート、ポリプロピレン、ポリエチレン、ポリエチレンテレフタレート樹脂、アクリル樹脂、ポリ塩化ビニルなどの熱可塑性樹脂;アルミニウム合金、マグネシウム合金、ステンレスなどの金属材料;ガラスなどの無機材料;ガラス繊維強化エポキシ樹脂などの有機無機複合材料等が挙げられる。ジグ基台30の曲げ弾性率は、1GPa以上で
あることが好ましい。このような曲げ弾性率を有していれば、ジグ基台の厚さを必要以上に厚くすることなく剛直性を与えることができる。このような材料を用いることにより、ウエハの裏面研削の後でウエハを湾曲させずに十分に支持することができる。また、半導体ウエハの研削砥石の回転による剪断応力に対向する強度を持ち、先ダイシングの後でチップの配列を乱すことがない。
【0012】
ジグ基台30の外径は、半導体ウエハの外径と略同一または半導体ウエハの外径よりも大きいことが好ましい。ジグ基台30が半導体ウエハの規格サイズの最大径(例えば300mm径)に対応できる外径を有していれば、それより小さい全ての半導体ウエハに対して適用することができる。また、ジグ基台30の厚さは、0.5〜2.0mmが好ましく、0.5〜0.8mmがより好ましい。ジグ基台の厚さが上記範囲にあると、ウエハの裏面研削の後でウエハを湾曲させずに十分に支持することができる。
【0013】
突起物36および側壁35の高さは、0.05〜0.5mmがより好ましい。また、突起物36の上面の径は0.05〜1.0mmが好ましい。さらに、突起物の間隔(突起物の中心間距離)は0.2〜2.0mmが好ましい。突起物36の大きさならびに突起物の
間隔が上記範囲にあると、区画空間37内の脱気により密着層31を十分に凹凸状に変形させることができ、半導体チップを容易に密着層31から取り外すことができる。さらに、密着層31の凹凸の変形を何度も繰り返した後でも、元の平坦な状態に復元し続けることができる。
【0014】
貫通孔38の径は特に限定されないが、2mm以下が好ましい。
このようなジグ基台は、たとえば、熱可塑性の樹脂材料を金型を用いて加熱成形して、ジグ基台の底部、側壁35および突起物36を一体で製造してもよいし、平面円形板上に側壁35および突起物36を形成して製造してもよいし、あるいは、凹型円板の凹部内表面に突起物36を形成して製造してもよい。突起物36の形成方法としては、電鋳法により金属を所定の形状に析出させる方法、スクリーン印刷により突起物を形成する方法、平面円形板上にフォトレジストを積層し、露光、現像して突起物を形成する方法などが挙げられる。また、金属製平面円形板の表面をエッチングにより突起物形成部分を残して侵食除去する方法やサンドブラストにより平面円形板の表面を突起物形成部分を残して除去する方法などによりジグ基台30を製造することもできる。なお、貫通孔38は突起物を形成する前に予め形成してもよいし、後で形成してもよい。また、ジグ基台の成型と同時に形成してもよい。
【0015】
ジグ基台30の突起物を有する面上には密着層31が形成されている。この密着層31の材質としては、可撓性、柔軟性、耐熱性、弾性、粘着性等に優れた、ウレタン系、アクリル系、フッ素系またはシリコーン系のエラストマーが挙げられる。このエラストマーには、必要に応じて補強性フィラーや疎水性シリカなどの各種添加剤を添加してもよい。
【0016】
密着層31はジグ基台30と略同一形状の平板であることが好ましく、密着層31の外径はジグ基台30の外径と略同一であることが好ましく、厚さは、20〜200μmが好ましい。密着層31の厚さが20μm未満では、吸引の繰り返しに対する機械的な耐久性に乏しくなることがある。一方、密着層31の厚さが200μmを超えると、吸引による粘着シート2との剥離に著しく時間がかかることがあり好ましくない。
【0017】
また、密着層31の引張破断強度は5MPa以上であることが好ましく、引張破断伸度は500%以上であることが好ましい。引張破断強度や引張破断伸度が上記範囲にあると、密着層31の変形を何度も繰り返した場合でも、密着層31の破断も弛みも発生せず、元の平坦な状態に復元させることができる。
【0018】
また、密着層31の曲げ弾性率は、10〜100MPaの範囲が好ましい。密着層31の曲げ弾性率が10MPa未満の場合、密着層31は突起物36との接点以外の部分が重力でたわんでしまい、ウエハに密着できなくなる場合がある。一方、100MPaを超えると、吸引による変形が起こりにくくなり、ウエハを容易に剥離することができなくなる場合がある。
【0019】
また、密着層31の粘着シート2に接する側の面のせん断密着力は35N以上であることが好ましい。35N未満の場合、ウエハの剪断方向(ウエハ面に水平方向)に力が加えられた場合にウエハが粘着シートごと剥離して、ウエハを破損させるおそれがある。本発明においてせん断密着力は、密着層31とシリコンウエハのミラー面との間で測定した値をいい、縦30mm×横30mm×厚さ3mmの大きさを有する周知のガラス板に密着層31を貼り付けてシリコンからなるミラーウェーハ上に配置し、ガラス板と密着層31の全体に900gの荷重を5秒間加え、ガラス板をミラーウェーハと平行に荷重を加えて押圧した場合に、動き出した時の荷重を測定したものである。
【0020】
さらに、密着層31の密着力は2N/25mm以下であることが望ましい。これを超え
る値では密着層31と粘着シート2の基材との密着が大きくなりすぎてブロッキング状態となり、吸引による剥離ができなくなるおそれがある。なお、本発明において密着力とは、密着層31をウエハのミラー面に貼り付け、これを剥離したときの剥離強度をいう。
【0021】
このような密着層31は、たとえば、カレンダー法、プレス法、コーティング法または印刷法等により、予め上記エラストマーからなるフィルムを作製し、このエラストマーフィルムをジグ基台30の少なくとも側壁35の上面に接着することにより形成することができ、これにより、区画空間37が形成される。上記密着層31を接着する方法としては、アクリル樹脂、ポリエステル樹脂、エポキシ樹脂、シリコーン樹脂あるいはエラストマー樹脂からなる接着剤を介して接着する方法や、密着層31がヒートシール性の場合はヒートシールによって接着する方法が挙げられる。
【0022】
密着層31の表面には、非粘着処理が施されていてもよく、特に、凹凸状に変形した時に粘着シート2と接触する突起物36上部の密着層表面のみが、非粘着処理されていることが好ましい。このように処理すると、密着層31が変形する前は密着層表面の非粘着処理されていない部分で粘着シート2に密着し、凹凸状に変形した密着層31は突起物36上部の表面、すなわち非粘着性の凸部表面のみで半導体チップと接触しているため、半導体チップをさらに容易に密着層31から取り外すことができる。非粘着処理方法としては、たとえば、バキューム装置により区画空間37内の空気を吸引して密着層31を凹凸状に変形させ、凸部先端を砥石ローラー等により物理的に粗面化する方法、UV処理する方法、非粘着性ゴムを積層する方法、非粘着性塗料をコーティングする方法などが挙げられる。また、非粘着部は、上記凸部ではなく、密着層31の中心を通るように十字にパターン形成してもよい。非粘着部の表面粗さは、算術平均粗さRaが1.6μm以上が好ましく、1.6〜12.5μmがより好ましい。非粘着部を上記範囲の表面粗さで粗面化することにより、密着層31は劣化せず、さらに、半導体チップを容易に密着層31から取り外すことができる。
【0023】
<粘着シート>
本発明では、半導体ウエハの回路面を保護するために、必要に応じて、図10に示すように半導体ウエハ1の回路面に粘着シート2を貼着してもよい。粘着シート2は基材と粘着剤層とからなり、基材と粘着剤層との間に中間層を有することがより好ましい。
【0024】
(基材)
粘着シート2に用いられる基材は、樹脂シートであれば、特に選択されず使用可能である。このような樹脂シートとしては、例えば、低密度ポリエチレン、直鎖低密度ポリエチレン、ポリプロピレン、ポリブテン等のポリオレフィン、エチレン酢酸ビニル共重合体、エチレン(メタ)アクリル酸共重合体、エチレン(メタ)アクリル酸エステル共重合体等のエチレン共重合体、ポリエチレンテレフタレート、ポリエチレンナフタレート等のポリエステル、ポリ塩化ビニル、アクリルゴム、ポリアミド、ウレタン、ポリイミド等の樹脂フィルムが挙げられる。基材はこれらの単層であってもよいし、積層体からなってもよい。また、架橋等の処理を施したシートであってもよい。さらに、基材は硬化性樹脂を製膜、硬化したものであっても、熱可塑性樹脂を製膜したものであっても良い。
【0025】
基材の厚さは、好ましくは30〜1000μm、さらに好ましくは50〜800μm、特に好ましくは80〜500μmである。
上記基材は、少なくとも固定ジグ3の密着層31に当接する面の表面エネルギーが20〜60mN/mが好ましく、25〜50mN/mがより好ましい。表面エネルギーが上記範囲にあると、密着層31との密着力が最適となり、ブロッキングも密着力不足によるウエハの脱落も起こらない。
【0026】
また、基材は、表面粗さ(算術平均粗さRa)が1.0μm以下が好ましく0.2μm以下がより好ましい。算術平均粗さRaが上記範囲にあると、密着層31と粘着シート2との密着力を低下させる要因がないので、安定した密着力が得られる。
【0027】
基材は、樹脂フィルムからなり、上記の物性を満たすかぎり、特に限定されず、樹脂そのものが上記の物性を示すものであっても、他の添加剤を加えたり表面処理を施すことにより、上記物性となるものであっても良い。
【0028】
さらに、上述の樹脂中に、炭酸カルシウム、シリカ、雲母などの無機フィラー、鉄、鉛等の金属フィラー、顔料や染料等の着色剤等の添加物が含有されていてもよい。
基材は、液状の樹脂(硬化前の樹脂、樹脂の溶液等)を、キャスト用工程シートに薄膜状にキャストした後に、これを所定の手段によりフィルム化することで製造できる。このような製法によれば、成膜時に樹脂にかかる応力が少なく、フィッシュアイの形成が少ない。また、膜厚の均一性も高く、厚さ精度は、通常2%以内になる。また、別の製造方法としては、Tダイやインフレーション法による押出成形やカレンダー法により、基材を単層のフィルムとして製造する方法が挙げられる。
【0029】
(粘着剤層)
粘着剤層は、従来より公知の種々の感圧性粘着剤により形成され得る。このような粘着剤としては、何ら限定されるものではないが、たとえばゴム系、アクリル系、シリコーン系、ポリビニルエーテル等の粘着剤が用いられる。また、エネルギー線硬化型や加熱発泡型、水膨潤型の粘着剤も用いることができる。特に本発明においてはエネルギー線硬化型、特に紫外線硬化型粘着剤が好ましく用いられる。
【0030】
エネルギー線硬化型粘着剤は、一般的には、アクリル系粘着剤と、エネルギー線重合性化合物とを主成分としてなる。エネルギー線硬化型粘着剤に用いられるエネルギー線重合性化合物としては、光照射によって三次元網状化しうる分子内に光重合性炭素−炭素二重結合を少なくとも2個以上有する低分子量化合物が広く用いられ、具体的には、トリメチロールプロパントリアクリレート、ペンタエリスリトールトリアクリレート、ペンタエリスリトールテトラアクリレート、ジペンタエリスリトールモノヒドロキシペンタアクリレート、ジペンタエリスリトールヘキサアクリレートあるいは1,4−ブチレングリコールジアクリレート、1,6−ヘキサンジオールジアクリレート、ポリエチレングリコールジアクリレート、オリゴエステルアクリレート、ウレタンアクリレートなどが用いられる。
【0031】
エネルギー線硬化型粘着剤中のアクリル系粘着剤とエネルギー線重合性化合物との配合比は、アクリル系粘着剤100重量部に対してエネルギー線重合性化合物は10〜1000重量部、好ましくは20〜500重量部、特に好ましくは50〜200重量部の範囲の量で用いられることが望ましい。この場合には、得られる粘着シートは初期の接着力が大きく、しかもエネルギー線照射後には粘着力は大きく低下する。したがって、裏面研削終了後における半導体チップとエネルギー線硬化型粘着剤層との界面での剥離が容易になる。
【0032】
また、エネルギー線硬化型粘着剤は、側鎖にエネルギー線重合性基を有するエネルギー線硬化型共重合体から形成されていてもよい。このようなエネルギー線硬化型共重合体は、粘着性とエネルギー線硬化性とを兼ね備える性質を有する。
【0033】
エネルギー線硬化型粘着剤に光重合開始剤を配合させることにより、光照射による重合硬化時間ならびに光照射量を少なくすることができる。
このような光重合開始剤としては、ベンゾイン化合物、アセトフェノン化合物、アシルフォスフィンオキサイド化合物、チタノセン化合物、チオキサントン化合物、パーオキサ
イド化合物等の光開始剤、アミンやキノン等の光増感剤などが挙げられ、具体的には、1−ヒドロキシシクロヘキシルフェニルケトン、ベンゾイン、ベンゾインメチルエーテル、ベンゾインエチルエーテル、ベンゾインイソプロピルエーテル、ベンジルジフェニルサルファイド、テトラメチルチウラムモノサルファイド、アゾビスイソブチロニトリル、ジベンジル、ジアセチル、β−クロールアンスラキノンなどが例示できる。
【0034】
光重合開始剤の使用量は、粘着剤の合計100重量部に対して、好ましくは0.05〜15重量部、さらに好ましくは0.1〜10重量部、特に好ましくは0.5〜5重量部である。
【0035】
前記粘着剤中のポリマー成分を部分架橋するために架橋剤を用いてもよい。この架橋剤としては、例えばエポキシ系架橋剤、イソシアナート系架橋剤、メチロール系架橋剤、キレート系架橋剤、アジリジン系架橋剤などが用いられる。
【0036】
上記のようなアクリル系エネルギー線硬化型粘着剤は、エネルギー線照射前には半導体ウエハに対して充分な接着力を有し、エネルギー線照射後には接着力が著しく減少する。すなわち、エネルギー線照射前には、粘着シート2と半導体ウエハとを充分な接着力で密着させ表面保護を可能にし、エネルギー線照射後には、研削された半導体チップから容易に剥離することができる。
【0037】
粘着剤層の厚さは、その材質にもよるが、通常は3〜100μm程度であり、好ましくは10〜50μm程度である。
(中間層)
ウエハの回路面に凹凸差の大きなバンプが形成されている場合は、粘着剤層をバンプの凹凸面に追従させるために、粘着シート2において、基材と粘着剤層との層間に中間層を設けてもよい。
【0038】
中間層の材質としては、上記物性を満たす限り特に限定はされず、たとえばアクリル系、ゴム系、シリコーン系などの各種の粘着剤組成物、紫外線硬化型樹脂および熱可塑性エラストマーなどが用いられる。
【0039】
中間層と粘着剤層の合計厚さは、粘着シート2が貼着される被着体のバンプ高さ、バンプ形状、バンプ間隔のピッチ等を考慮して適宜に選定され、一般的には、中間層と粘着剤層の合計厚さは、バンプ高さの50%以上、好ましくは100〜200%となるように選定することが望ましい。このように中間層と粘着剤層の合計厚さを選定すると、回路面の凹凸に粘着シート2が追随して凹凸差を解消できる。このため、中間層の厚さも回路面の凹凸差に応じ、例えば5〜500μmの範囲にある。
【0040】
(粘着シートの製造方法)
粘着シート2は、上記粘着剤をナイフコーター、ロールコーター、グラビアコーター、ダイコーター、リバースコーターなど一般に公知の方法にしたがって基材上に適宜の厚さで塗工して乾燥させて粘着剤層を形成し、次いで必要に応じ粘着剤層上に剥離シートを貼り合わせることによって得られる。反対に、剥離シートの剥離処理面に粘着剤層を形成した後、基材と貼合することによって粘着シート2を得てもよい。
【0041】
中間層を形成する場合には、基材上に、中間層を形成する樹脂を塗布後、所要の手段で樹脂を乾燥または硬化させて中間層を形成し、この中間層上に上記方法により粘着剤層を形成することによって中間層付き粘着シート2が得られる。また、剥離シートの剥離面に中間層を形成して基材に転写し、この剥離シートを剥がした中間層の面に別の剥離シート上に形成した粘着剤層を貼合して中間層付き粘着シート2を得てもよい。
【0042】
<転写テープ>
固定ジグ3または粘着シート2上で個片化された半導体チップ13をピックアップできるようにするため、半導体チップ13を転写テープ5に転写する。この転写テープ5は粘着シート2と同様に基材と粘着剤層からなり、転写されたチップ13をピックアップできる程度の剥離力を示す再剥離性粘着シートや、エネルギー線の照射により粘着力を低減または消失できるエネルギー線硬化型粘着シートが好ましく用いられる。このような転写テープ5は、いわゆる市販のダイシングシートと同様のものも使用できる。
【0043】
<半導体チップの製造方法>
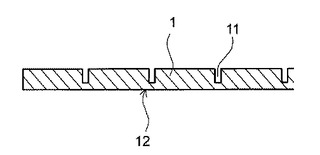
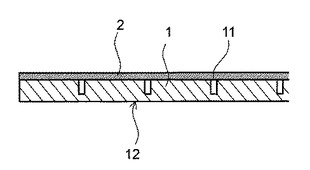
本発明に係る半導体チップの製造方法では、まず、複数の回路が形成されたウエハ1の回路面側に、該回路に沿って該ウエハ1の厚さより浅い切込み深さの溝11を形成する(図4)。溝11は、ウエハ1の表面に形成された複数の回路を区画するように形成される。溝11の深さは、目的とするチップの厚さよりもやや深い程度であれば、特に限定はされない。溝11の形成は、ダイシング装置のダイシングブレードなどを用いて行われる。
【0044】
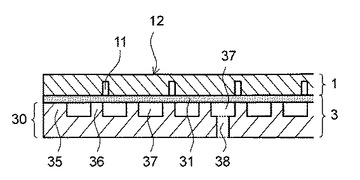
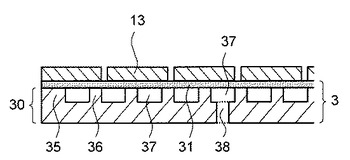
次に、溝11を形成した面に、この面と密着層31とが当接するように固定ジグ3を貼着する(図5)。その後、ウエハ1の裏面(研削面)12を、グラインダーを用いて研削をすることでウエハの厚さを薄くするとともに、最終的には個々のチップ13へ分割する。すなわち、溝11の底部が除去されるまで裏面研削を行い、ウエハを各回路毎にチップ化する(図6)。さらに必要に応じて裏面研削を行うことにより所定厚さの複数のチップ(以下、「チップ群」ともいう)を得ることができる。この研削加工の間、ジグ基台30は処理テーブルに吸引固定されているが、ジグ基台30の貫通孔38に当接する処理テーブルの吸着面を塞ぐなどして、処理テーブルは、貫通孔38を通じて区画空間37の気体を吸引できない構造となっている。固定ジグが極めて剛直な支持体となるため、ウエハ1は例えば100μm以下、特に50μm以下の極薄まで研削加工することができる。
【0045】
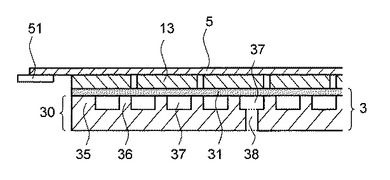
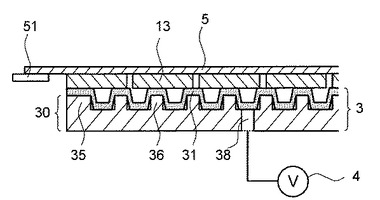
得られたチップ群のピックアップ方法は特に限定されないが、たとえば、以下の方法が好ましく採用できる。分割された各チップ13を、整列状態を保ったまま、研削面(裏面)にピックアップ用転写テープ5を貼着する(図7)。転写テープ5はチップ群よりも面積が広く、その周囲がフレーム51で固定される。
【0046】
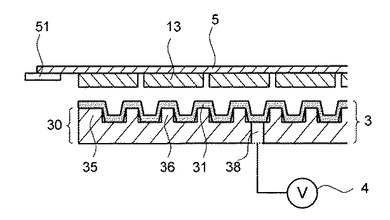
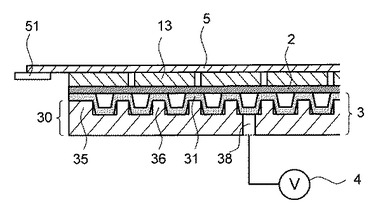
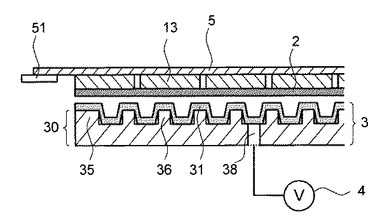
次いで、バキューム装置4により固定ジグ3の貫通孔38から区画空間37内の気体を吸引して密着層31を凹凸状に変形させ、チップ13を側壁35の上面および密着層31の凸部上面のみで固定ジグ3と接触させる(図8)。これにより、チップ13と固定ジグ3との密着力が低下して固定ジグ3から容易に取り外すことができ、チップ13は転写テープ5に転写される(図9)。
【0047】
このようにして転写テープ5に転写された半導体チップ13を、従来公知の方法で転写テープ5からピックアップし、通常の工程を経て半導体装置が製造される。転写テープ5をエネルギー線硬化型粘着剤で形成した場合には、転写テープ5の基材側からエネルギー線を照射して転写テープ5の接着力を低下させることにより、半導体チップ13を転写テープ5から容易にピックアップすることができる。
【0048】
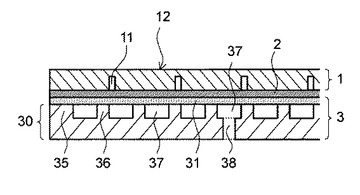
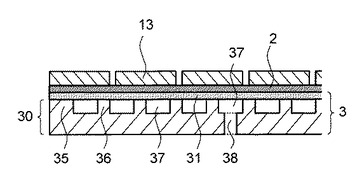
また、回路面の凹凸が大きく密着層31ではウエハ1をしっかりと固定できない場合は、溝11が形成された回路面に粘着シート2を貼付し(図10)、その粘着シート2の基材面に固定ジグ3を貼着する(図11)。回路面に電極などのバンプが形成され凹凸の大きさがさらに大きい場合は、中間層を有する粘着シート2が用いられる。
【0049】
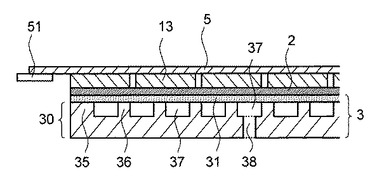
その後、粘着シート2を介して固定ジグ3に固定されたウエハ1も、前述と同様に裏面
研削を施し、さらに個片化されたチップ群は転写テープ5に転写される(図12〜図15)。次に、半導体チップ13から粘着シート2を取り除く。粘着剤層をエネルギー線硬化型粘着剤で形成した場合には、粘着シート2の基材側からエネルギー線を照射して粘着剤層の接着力を低下させることにより、チップ13から粘着シート2を容易に剥離することができる。
【0050】
また、上記の工程の代わりに、転写テープ5をチップ群に貼着する前に固定ジグ3を粘着シート2の基材面から取り外した後、チップ群を転写テープ5に転写し、次いで、粘着シート2を剥離する順番であってもよい。
【0051】
[実施例]
以下、本発明を実施例により説明するが、本発明は、この実施例により何ら限定されるものではない。また、以下の方法により評価した。
【0052】
(曲げ弾性率)ジグ基台の曲げ弾性率は、JIS K6911に規定された曲げ試験方法(3点曲げ試験方法)により測定した。また、密着層の曲げ弾性率は、ASTM D747−70により測定した。
【0053】
(引張破断強度)JIS K7127に準拠し、試験片タイプ2、引張速度200mm/分で測定した。
(引張破断応力)JIS K7127に準拠し、試験片タイプ2、引張速度200mm/分で測定した。
【0054】
(せん断密着力)縦30mm×横30mm×厚さ3mmの大きさを有する周知のガラス板に密着層を貼り付けて、シリコンからなるミラーウェーハ上に配置し、ガラス板と密着層の全体に900gの荷重を5秒間加え、ガラス板をミラーウェーハと平行に荷重を加えて押圧した場合に、動き出した時の荷重を測定した。荷重35Nで動き出さない場合、結果は「35N超」とし、これより上の測定は行わなかった。
【0055】
(密着力)密着力は、密着層31を構成するフィルム単体を30mm幅にカットし、ウエハのミラー面にゴムローラーで貼り付け、20分間放置した後、300mm/分の速度、角度180°で剥離したときの剥離強度により評価した。
【0056】
(表面粗さ)JIS B0601−2001に基づき、表面粗さ計(ミツトヨ社製、商品名 SURFPACK SV−3000)により算術平均粗さRaを測定した。
【実施例1】
【0057】
(固定ジグの作成)
厚さ0.7mmのポリカーボネートシート(曲げ弾性率2.3GPa)を直径202mmの円形にカットし、片面に高さ0.1mm、直径0.2mmの突起物をピッチ1.0mmの配列で、また外周部を幅1.0mm、高さ0.1mmの側壁となるように熱プレス法で成形した。さらに側壁から1cm内側の位置で突起物のない部分に、ボール盤を使って直径1mmの貫通孔を設け、ジグ基台を作製した。また、密着層として厚さ100μm、引張破断強度9MPa、引張破断伸度750%、曲げ弾性率27MPa、せん断密着力35N超、密着力0.1N/25mm未満(測定下限未満)のエチレンメチルメタクリレート樹脂よりなるフィルム(住友化学社製、商品名:アクリフトWH303)を変性シリコーン系接着剤でジグ基台の側壁及び突起物の上面に接着して、直径202mmの固定ジグを作製した。
【0058】
(ウエハ先ダイシング工程)
シリコンウエハ(200mm直径、厚さ750μm)の鏡面側に対して、10mm×10mmのチップサイズで溝の深さが120μmとなるようにダイシング装置(ディスコ社製、DFD−6561)を用いてハーフカットダイシングを行った。続いて、ウエハの鏡面に対して、固定ジグの密着層面をそれぞれの中心が一致するようにして真空貼り合せ装置(芝浦メカトロニクス社製)により貼付し、ウエハを固定ジグに固定させた。
【0059】
これを先ダイシング用の受け渡し機構を具備していないウエハ研削装置(ディスコ社製、商品名DFG−840)の処理テーブルに吸引により支持固定し、ウエハの厚さが100μmとなるまで裏面研削を行い、ウエハを個片化した。なお、固定ジグの貫通孔に位置する処理テーブルの吸着面を粘着テープで部分的に塞ぎ、処理テーブル固定時の吸引によって固定ジグの区画空間の気体を吸引しないようにした。
【0060】
次に、転写テープ(リンテック社製紫外線硬化型ダイシングテープ、商品名Adwill D650)を剥離機構付きのウエハマウンタ(リンテック社製、Adwill RAD−2500F/8MUL)により、ウエハの研削面(チップ面)に貼付してリングフレームに固定した。続いて、固定ジグの貫通孔の開口部に真空ポンプのノズルを接続し、固定ジグの区画空間の気体を吸引して密着層を変形させた。これによって、チップ群から固定ジグの密着層が容易に剥離し、チップ群は固定ジグから転写テープに転写された。
【0061】
このように、固定ジグを使用することによって、チップの破損や配列の乱れを起こすことなく先ダイシング工程を行うことができた。さらに、特別な受け渡し装置が具備されていないウエハ研削装置を用いて先ダイシング工程を行うことができた。また、これらの工程の間、シリコンウエハ(チップ群)は破損させることなしに各装置を受け渡すことができた。
【実施例2】
【0062】
実施例1のシリコンウエハに代えて、直径200mm、厚さ750μmのシリコンウエハの鏡面にインクドット(高さ100μm、直径100〜200μm、ピッチ1mm)を形成した、模擬的に高バンプを有するウエハを用いた。また、中間層を有する粘着シートとして、リンテック社製の紫外線硬化型保護用粘着シート(商品名 Adwill E8310LS342F、中間層厚110μm、粘着剤層厚40μm)を用いた。また、特に記述しない装置、材料等は実施例1と同じものを使用した。
【0063】
バンプを有するウエハのバンプ側を、10mm×10mmのチップサイズで溝の深さが120μmとなるようにダイシング装置を用いてハーフカットダイシングを行った。続いて、バンプ面にテープラミネータ(リンテック社製、Adwill RAD3500/m12)を用いて粘着シートを貼付し、シリコンウエハの輪郭に沿って粘着シートを切断した。さらに、粘着シートの基材面に対して、固定ジグの密着層面をそれぞれの中心が一致するようにして真空貼り合せ装置により貼付し、ウエハを固定ジグに固定させた。
【0064】
これをウエハ研削装置の処理テーブルに吸引により支持固定し、ウエハの厚さが100μmとなるまで裏面研削を行い、ウエハを個片化した。なお、固定ジグの貫通孔に位置する処理テーブルの吸着面を粘着テープで部分的に塞ぎ、処理テーブル固定時の吸引によって固定ジグの区画空間の気体を吸引しないようにした。
【0065】
次に、転写テープをウエハマウンタにより、ウエハの研削面(チップ面)に貼付してリングフレームに固定した。続いて、固定ジグの貫通孔の開口部に真空ポンプのノズルを接続し、固定ジグの区画空間の気体を吸引して密着層を変形させた。これによって、チップ群から固定ジグの密着層が容易に剥離し、粘着シート付きのチップ群は固定ジグから転写テープに転写された。さらに、ウエハマウンタの剥離機構を用いて粘着シートを剥離し、
転写テープにチップ群だけが貼付されている状態とした。
【0066】
このように、固定ジグを使用することによって、チップの破損や配列の乱れを起こすことなく先ダイシング工程を行うことができた。さらに、特別な受け渡し装置の用意されていないウエハ研削装置を用いて先ダイシング工程を行うことができた。また、これらの工程の間、シリコンウエハ(チップ群)は破損させることなしに各装置を受け渡すことができた。
【図面の簡単な説明】
【0067】
【図1】図1は、本発明に用いられる固定ジグの一例の概略断面図を示す。
【図2】図2は、本発明に用いられる固定ジグを構成するジグ基台の概略上面図を示す。
【図3】図3は、本発明に用いられる固定ジグを構成するジグ基台の概略断面図を示す。
【図4】図4は、本発明に係る半導体チップの製造方法の一工程を示す。
【図5】図5は、本発明に係る半導体チップの製造方法の一工程を示す。
【図6】図6は、本発明に係る半導体チップの製造方法の一工程を示す。
【図7】図7は、本発明に係る半導体チップの製造方法の一工程を示す。
【図8】図8は、本発明に係る半導体チップの製造方法の一工程を示す。
【図9】図9は、本発明に係る半導体チップの製造方法の一工程を示す。
【図10】図10は、本発明に係る半導体チップの製造方法の一工程を示す。
【図11】図11は、本発明に係る半導体チップの製造方法の一工程を示す。
【図12】図12は、本発明に係る半導体チップの製造方法の一工程を示す。
【図13】図13は、本発明に係る半導体チップの製造方法の一工程を示す。
【図14】図14は、本発明に係る半導体チップの製造方法の一工程を示す。
【図15】図15は、本発明に係る半導体チップの製造方法の一工程を示す。
【符号の説明】
【0068】
1・・・半導体ウエハ
11・・・溝
12・・・研削面
13・・・半導体チップ
2・・・粘着シート
3・・・固定ジグ
30・・・ジグ基台
31・・・密着層
35・・・側壁
36・・・突起物
37・・・区画空間
38・・・貫通孔
4・・・バキューム装置
5・・・転写テープ
51・・・フレーム
【技術分野】
【0001】
本発明は、ウエハを裏面研削することにより、ウエハの厚さを薄くするとともに最終的に個々のチップへ分割する半導体チップの製造方法に関し、特に、裏面研削後の半導体チップの取扱性に優れた半導体チップの製造方法に関する。
【背景技術】
【0002】
近年、ICカードの普及が進み、さらなる薄型化が望まれている。このため、従来は厚さが350μm程度であった半導体チップを、厚さ50〜100μmあるいはそれ以下まで薄くする必要が生じている。
【0003】
このようなチップの薄厚化を達成する方法として、ウエハの表面側から所定深さの溝を形成(ハーフカットダイシング)した後、ウエハの裏面側から研削する半導体チップの製造方法が知られている。このようなプロセスは、「先ダイシング法」とも呼ばれている(特許文献1)。
【0004】
先ダイシング法によるプロセスでは、ウエハが極薄の状態になるときは同時にチップに分割され、厚さに比較して面積が狭くなるため、ウエハの搬送や受け渡しで破損が起こりにくくなる。また、フルカットダイシングを行った場合に起きやすいチップ断面の欠け(チッピング)は、先ダイシング法では起こりにくい。
【0005】
ところで、先ダイシング法によって分割されたチップは表面保護用の粘着シートで連結された状態であり、粘着シートが剛直性を持たないため、全面を支えられる特殊な搬送装置を使わなければ、その後の工程が行えないという問題があった。また、粘着シートにチップを支持できるまでの剛直性を与えた場合は、チップから粘着シートを剥離することが困難になるという問題があった。
【特許文献1】特開平5−335411公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、上記のような従来技術に伴う問題を解決しようとするものであって、先ダイシング法において通常の搬送装置等の使用が可能な半導体チップの製造方法を提供することを目的とし、これにより極薄で高信頼性のチップを比較的安価に実現することも目的とする。
【課題を解決するための手段】
【0007】
本発明に係る半導体チップの製造方法は、(I)複数の回路が形成されたウエハの回路
面側に、該回路に沿って該ウエハの厚さより浅い切込み深さの溝を形成する工程、(II)前記回路面上に固定ジグを積層する工程、および(III)前記溝に到達するまで前記ウエ
ハを裏面研削してチップ群に分割する工程を含み、前記固定ジグが、片面に複数の突起物を有し、かつ該片面の外周部に該突起物と略同じ高さの側壁を有するジグ基台と、該ジグ基台の突起物を有する面上に積層され、該側壁の上面で接着された密着層とからなり、前記ジグ基台の突起物を有する面には、前記密着層、前記突起物および前記側壁により区画空間が形成され、前記ジグ基台には、外部と前記区画空間とを貫通する少なくとも1つの貫通孔が設けられ、前記密着層が前記回路面上に積層されていることを特徴とする。
【0008】
また、上記製造方法では、前記工程(III)でウエハをチップ群に分割した後、フレー
ムに固定した転写テープを該チップ群の裏面に貼着し、次いで、前記貫通孔から前記区画
空間内の気体を吸引して密着層を凹凸状に変形させることにより、前記チップ群を密着層から取り外し、前記転写テープに転写することが好ましい。
【0009】
前記密着層は粘着シートを介してウエハの回路面上に積層されていることが好ましい。
このように、分割されたチップを容易に取り外すことができ、かつ剛直性を有する固定ジグを用いることにより、先ダイシングを行った後で特殊な搬送装置を使用することなく次工程に進むことができる。
【発明を実施するための最良の形態】
【0010】
以下、図面を参照しながら、本発明をさらに具体的に説明する。
<固定ジグ>
まず、本発明に用いられる固定ジグについて説明する。本発明に用いられる固定ジグ3は、図1に示すようにジグ基台30と密着層31とからなる。ジグ基台30の形状としては、略円形、略楕円形、略矩形、略多角形が挙げられ、略円形が好ましい。ジグ基台30の一方の面には、図2および図3に示すように、複数の突起物36が間隔をおいて上方に突出して形成されている。突起物36の形状は特に限定されないが、円柱形または円錐台形が好ましい。また、この突起物を有する面の外周部には、突起物36と略同じ高さの側壁35が形成されている。また、この突起物を有する面上には密着層31が積層されている。この密着層31は側壁35の上面で接着され、また、突起物36の上面と密着層31は接着されてもよいし接着されていなくてもよい。ジグ基台30の突起物を有する面、すなわちジグ基台30と密着層31との間には、突起物36、側壁35および密着層31により区画空間37が形成されている(図1)。一方、ジグ基台30の突起物を有しない面には、この面側の外部と区画空間37とを貫通する貫通孔38がジグ基台30の厚さ方向に設けられている。貫通孔38はジグ基台30に少なくとも1個が設けられていればよく、複数個が設けられてもよい。また、ジグ基台30の突起物を有しない面の貫通孔38の代わりに、ジグ基台30の水平方向に貫通孔38を設け、側壁35に開口部を設けてもよい。この貫通孔38の開口部に、着脱自在のバキューム装置を接続することにより、区画空間内の気体が排気され密着層31を凹凸状に変形させることができる。
【0011】
ジグ基台30の材質は、機械強度に優れたものであれば特に限定されないが、たとえば、ポリカーボネート、ポリプロピレン、ポリエチレン、ポリエチレンテレフタレート樹脂、アクリル樹脂、ポリ塩化ビニルなどの熱可塑性樹脂;アルミニウム合金、マグネシウム合金、ステンレスなどの金属材料;ガラスなどの無機材料;ガラス繊維強化エポキシ樹脂などの有機無機複合材料等が挙げられる。ジグ基台30の曲げ弾性率は、1GPa以上で
あることが好ましい。このような曲げ弾性率を有していれば、ジグ基台の厚さを必要以上に厚くすることなく剛直性を与えることができる。このような材料を用いることにより、ウエハの裏面研削の後でウエハを湾曲させずに十分に支持することができる。また、半導体ウエハの研削砥石の回転による剪断応力に対向する強度を持ち、先ダイシングの後でチップの配列を乱すことがない。
【0012】
ジグ基台30の外径は、半導体ウエハの外径と略同一または半導体ウエハの外径よりも大きいことが好ましい。ジグ基台30が半導体ウエハの規格サイズの最大径(例えば300mm径)に対応できる外径を有していれば、それより小さい全ての半導体ウエハに対して適用することができる。また、ジグ基台30の厚さは、0.5〜2.0mmが好ましく、0.5〜0.8mmがより好ましい。ジグ基台の厚さが上記範囲にあると、ウエハの裏面研削の後でウエハを湾曲させずに十分に支持することができる。
【0013】
突起物36および側壁35の高さは、0.05〜0.5mmがより好ましい。また、突起物36の上面の径は0.05〜1.0mmが好ましい。さらに、突起物の間隔(突起物の中心間距離)は0.2〜2.0mmが好ましい。突起物36の大きさならびに突起物の
間隔が上記範囲にあると、区画空間37内の脱気により密着層31を十分に凹凸状に変形させることができ、半導体チップを容易に密着層31から取り外すことができる。さらに、密着層31の凹凸の変形を何度も繰り返した後でも、元の平坦な状態に復元し続けることができる。
【0014】
貫通孔38の径は特に限定されないが、2mm以下が好ましい。
このようなジグ基台は、たとえば、熱可塑性の樹脂材料を金型を用いて加熱成形して、ジグ基台の底部、側壁35および突起物36を一体で製造してもよいし、平面円形板上に側壁35および突起物36を形成して製造してもよいし、あるいは、凹型円板の凹部内表面に突起物36を形成して製造してもよい。突起物36の形成方法としては、電鋳法により金属を所定の形状に析出させる方法、スクリーン印刷により突起物を形成する方法、平面円形板上にフォトレジストを積層し、露光、現像して突起物を形成する方法などが挙げられる。また、金属製平面円形板の表面をエッチングにより突起物形成部分を残して侵食除去する方法やサンドブラストにより平面円形板の表面を突起物形成部分を残して除去する方法などによりジグ基台30を製造することもできる。なお、貫通孔38は突起物を形成する前に予め形成してもよいし、後で形成してもよい。また、ジグ基台の成型と同時に形成してもよい。
【0015】
ジグ基台30の突起物を有する面上には密着層31が形成されている。この密着層31の材質としては、可撓性、柔軟性、耐熱性、弾性、粘着性等に優れた、ウレタン系、アクリル系、フッ素系またはシリコーン系のエラストマーが挙げられる。このエラストマーには、必要に応じて補強性フィラーや疎水性シリカなどの各種添加剤を添加してもよい。
【0016】
密着層31はジグ基台30と略同一形状の平板であることが好ましく、密着層31の外径はジグ基台30の外径と略同一であることが好ましく、厚さは、20〜200μmが好ましい。密着層31の厚さが20μm未満では、吸引の繰り返しに対する機械的な耐久性に乏しくなることがある。一方、密着層31の厚さが200μmを超えると、吸引による粘着シート2との剥離に著しく時間がかかることがあり好ましくない。
【0017】
また、密着層31の引張破断強度は5MPa以上であることが好ましく、引張破断伸度は500%以上であることが好ましい。引張破断強度や引張破断伸度が上記範囲にあると、密着層31の変形を何度も繰り返した場合でも、密着層31の破断も弛みも発生せず、元の平坦な状態に復元させることができる。
【0018】
また、密着層31の曲げ弾性率は、10〜100MPaの範囲が好ましい。密着層31の曲げ弾性率が10MPa未満の場合、密着層31は突起物36との接点以外の部分が重力でたわんでしまい、ウエハに密着できなくなる場合がある。一方、100MPaを超えると、吸引による変形が起こりにくくなり、ウエハを容易に剥離することができなくなる場合がある。
【0019】
また、密着層31の粘着シート2に接する側の面のせん断密着力は35N以上であることが好ましい。35N未満の場合、ウエハの剪断方向(ウエハ面に水平方向)に力が加えられた場合にウエハが粘着シートごと剥離して、ウエハを破損させるおそれがある。本発明においてせん断密着力は、密着層31とシリコンウエハのミラー面との間で測定した値をいい、縦30mm×横30mm×厚さ3mmの大きさを有する周知のガラス板に密着層31を貼り付けてシリコンからなるミラーウェーハ上に配置し、ガラス板と密着層31の全体に900gの荷重を5秒間加え、ガラス板をミラーウェーハと平行に荷重を加えて押圧した場合に、動き出した時の荷重を測定したものである。
【0020】
さらに、密着層31の密着力は2N/25mm以下であることが望ましい。これを超え
る値では密着層31と粘着シート2の基材との密着が大きくなりすぎてブロッキング状態となり、吸引による剥離ができなくなるおそれがある。なお、本発明において密着力とは、密着層31をウエハのミラー面に貼り付け、これを剥離したときの剥離強度をいう。
【0021】
このような密着層31は、たとえば、カレンダー法、プレス法、コーティング法または印刷法等により、予め上記エラストマーからなるフィルムを作製し、このエラストマーフィルムをジグ基台30の少なくとも側壁35の上面に接着することにより形成することができ、これにより、区画空間37が形成される。上記密着層31を接着する方法としては、アクリル樹脂、ポリエステル樹脂、エポキシ樹脂、シリコーン樹脂あるいはエラストマー樹脂からなる接着剤を介して接着する方法や、密着層31がヒートシール性の場合はヒートシールによって接着する方法が挙げられる。
【0022】
密着層31の表面には、非粘着処理が施されていてもよく、特に、凹凸状に変形した時に粘着シート2と接触する突起物36上部の密着層表面のみが、非粘着処理されていることが好ましい。このように処理すると、密着層31が変形する前は密着層表面の非粘着処理されていない部分で粘着シート2に密着し、凹凸状に変形した密着層31は突起物36上部の表面、すなわち非粘着性の凸部表面のみで半導体チップと接触しているため、半導体チップをさらに容易に密着層31から取り外すことができる。非粘着処理方法としては、たとえば、バキューム装置により区画空間37内の空気を吸引して密着層31を凹凸状に変形させ、凸部先端を砥石ローラー等により物理的に粗面化する方法、UV処理する方法、非粘着性ゴムを積層する方法、非粘着性塗料をコーティングする方法などが挙げられる。また、非粘着部は、上記凸部ではなく、密着層31の中心を通るように十字にパターン形成してもよい。非粘着部の表面粗さは、算術平均粗さRaが1.6μm以上が好ましく、1.6〜12.5μmがより好ましい。非粘着部を上記範囲の表面粗さで粗面化することにより、密着層31は劣化せず、さらに、半導体チップを容易に密着層31から取り外すことができる。
【0023】
<粘着シート>
本発明では、半導体ウエハの回路面を保護するために、必要に応じて、図10に示すように半導体ウエハ1の回路面に粘着シート2を貼着してもよい。粘着シート2は基材と粘着剤層とからなり、基材と粘着剤層との間に中間層を有することがより好ましい。
【0024】
(基材)
粘着シート2に用いられる基材は、樹脂シートであれば、特に選択されず使用可能である。このような樹脂シートとしては、例えば、低密度ポリエチレン、直鎖低密度ポリエチレン、ポリプロピレン、ポリブテン等のポリオレフィン、エチレン酢酸ビニル共重合体、エチレン(メタ)アクリル酸共重合体、エチレン(メタ)アクリル酸エステル共重合体等のエチレン共重合体、ポリエチレンテレフタレート、ポリエチレンナフタレート等のポリエステル、ポリ塩化ビニル、アクリルゴム、ポリアミド、ウレタン、ポリイミド等の樹脂フィルムが挙げられる。基材はこれらの単層であってもよいし、積層体からなってもよい。また、架橋等の処理を施したシートであってもよい。さらに、基材は硬化性樹脂を製膜、硬化したものであっても、熱可塑性樹脂を製膜したものであっても良い。
【0025】
基材の厚さは、好ましくは30〜1000μm、さらに好ましくは50〜800μm、特に好ましくは80〜500μmである。
上記基材は、少なくとも固定ジグ3の密着層31に当接する面の表面エネルギーが20〜60mN/mが好ましく、25〜50mN/mがより好ましい。表面エネルギーが上記範囲にあると、密着層31との密着力が最適となり、ブロッキングも密着力不足によるウエハの脱落も起こらない。
【0026】
また、基材は、表面粗さ(算術平均粗さRa)が1.0μm以下が好ましく0.2μm以下がより好ましい。算術平均粗さRaが上記範囲にあると、密着層31と粘着シート2との密着力を低下させる要因がないので、安定した密着力が得られる。
【0027】
基材は、樹脂フィルムからなり、上記の物性を満たすかぎり、特に限定されず、樹脂そのものが上記の物性を示すものであっても、他の添加剤を加えたり表面処理を施すことにより、上記物性となるものであっても良い。
【0028】
さらに、上述の樹脂中に、炭酸カルシウム、シリカ、雲母などの無機フィラー、鉄、鉛等の金属フィラー、顔料や染料等の着色剤等の添加物が含有されていてもよい。
基材は、液状の樹脂(硬化前の樹脂、樹脂の溶液等)を、キャスト用工程シートに薄膜状にキャストした後に、これを所定の手段によりフィルム化することで製造できる。このような製法によれば、成膜時に樹脂にかかる応力が少なく、フィッシュアイの形成が少ない。また、膜厚の均一性も高く、厚さ精度は、通常2%以内になる。また、別の製造方法としては、Tダイやインフレーション法による押出成形やカレンダー法により、基材を単層のフィルムとして製造する方法が挙げられる。
【0029】
(粘着剤層)
粘着剤層は、従来より公知の種々の感圧性粘着剤により形成され得る。このような粘着剤としては、何ら限定されるものではないが、たとえばゴム系、アクリル系、シリコーン系、ポリビニルエーテル等の粘着剤が用いられる。また、エネルギー線硬化型や加熱発泡型、水膨潤型の粘着剤も用いることができる。特に本発明においてはエネルギー線硬化型、特に紫外線硬化型粘着剤が好ましく用いられる。
【0030】
エネルギー線硬化型粘着剤は、一般的には、アクリル系粘着剤と、エネルギー線重合性化合物とを主成分としてなる。エネルギー線硬化型粘着剤に用いられるエネルギー線重合性化合物としては、光照射によって三次元網状化しうる分子内に光重合性炭素−炭素二重結合を少なくとも2個以上有する低分子量化合物が広く用いられ、具体的には、トリメチロールプロパントリアクリレート、ペンタエリスリトールトリアクリレート、ペンタエリスリトールテトラアクリレート、ジペンタエリスリトールモノヒドロキシペンタアクリレート、ジペンタエリスリトールヘキサアクリレートあるいは1,4−ブチレングリコールジアクリレート、1,6−ヘキサンジオールジアクリレート、ポリエチレングリコールジアクリレート、オリゴエステルアクリレート、ウレタンアクリレートなどが用いられる。
【0031】
エネルギー線硬化型粘着剤中のアクリル系粘着剤とエネルギー線重合性化合物との配合比は、アクリル系粘着剤100重量部に対してエネルギー線重合性化合物は10〜1000重量部、好ましくは20〜500重量部、特に好ましくは50〜200重量部の範囲の量で用いられることが望ましい。この場合には、得られる粘着シートは初期の接着力が大きく、しかもエネルギー線照射後には粘着力は大きく低下する。したがって、裏面研削終了後における半導体チップとエネルギー線硬化型粘着剤層との界面での剥離が容易になる。
【0032】
また、エネルギー線硬化型粘着剤は、側鎖にエネルギー線重合性基を有するエネルギー線硬化型共重合体から形成されていてもよい。このようなエネルギー線硬化型共重合体は、粘着性とエネルギー線硬化性とを兼ね備える性質を有する。
【0033】
エネルギー線硬化型粘着剤に光重合開始剤を配合させることにより、光照射による重合硬化時間ならびに光照射量を少なくすることができる。
このような光重合開始剤としては、ベンゾイン化合物、アセトフェノン化合物、アシルフォスフィンオキサイド化合物、チタノセン化合物、チオキサントン化合物、パーオキサ
イド化合物等の光開始剤、アミンやキノン等の光増感剤などが挙げられ、具体的には、1−ヒドロキシシクロヘキシルフェニルケトン、ベンゾイン、ベンゾインメチルエーテル、ベンゾインエチルエーテル、ベンゾインイソプロピルエーテル、ベンジルジフェニルサルファイド、テトラメチルチウラムモノサルファイド、アゾビスイソブチロニトリル、ジベンジル、ジアセチル、β−クロールアンスラキノンなどが例示できる。
【0034】
光重合開始剤の使用量は、粘着剤の合計100重量部に対して、好ましくは0.05〜15重量部、さらに好ましくは0.1〜10重量部、特に好ましくは0.5〜5重量部である。
【0035】
前記粘着剤中のポリマー成分を部分架橋するために架橋剤を用いてもよい。この架橋剤としては、例えばエポキシ系架橋剤、イソシアナート系架橋剤、メチロール系架橋剤、キレート系架橋剤、アジリジン系架橋剤などが用いられる。
【0036】
上記のようなアクリル系エネルギー線硬化型粘着剤は、エネルギー線照射前には半導体ウエハに対して充分な接着力を有し、エネルギー線照射後には接着力が著しく減少する。すなわち、エネルギー線照射前には、粘着シート2と半導体ウエハとを充分な接着力で密着させ表面保護を可能にし、エネルギー線照射後には、研削された半導体チップから容易に剥離することができる。
【0037】
粘着剤層の厚さは、その材質にもよるが、通常は3〜100μm程度であり、好ましくは10〜50μm程度である。
(中間層)
ウエハの回路面に凹凸差の大きなバンプが形成されている場合は、粘着剤層をバンプの凹凸面に追従させるために、粘着シート2において、基材と粘着剤層との層間に中間層を設けてもよい。
【0038】
中間層の材質としては、上記物性を満たす限り特に限定はされず、たとえばアクリル系、ゴム系、シリコーン系などの各種の粘着剤組成物、紫外線硬化型樹脂および熱可塑性エラストマーなどが用いられる。
【0039】
中間層と粘着剤層の合計厚さは、粘着シート2が貼着される被着体のバンプ高さ、バンプ形状、バンプ間隔のピッチ等を考慮して適宜に選定され、一般的には、中間層と粘着剤層の合計厚さは、バンプ高さの50%以上、好ましくは100〜200%となるように選定することが望ましい。このように中間層と粘着剤層の合計厚さを選定すると、回路面の凹凸に粘着シート2が追随して凹凸差を解消できる。このため、中間層の厚さも回路面の凹凸差に応じ、例えば5〜500μmの範囲にある。
【0040】
(粘着シートの製造方法)
粘着シート2は、上記粘着剤をナイフコーター、ロールコーター、グラビアコーター、ダイコーター、リバースコーターなど一般に公知の方法にしたがって基材上に適宜の厚さで塗工して乾燥させて粘着剤層を形成し、次いで必要に応じ粘着剤層上に剥離シートを貼り合わせることによって得られる。反対に、剥離シートの剥離処理面に粘着剤層を形成した後、基材と貼合することによって粘着シート2を得てもよい。
【0041】
中間層を形成する場合には、基材上に、中間層を形成する樹脂を塗布後、所要の手段で樹脂を乾燥または硬化させて中間層を形成し、この中間層上に上記方法により粘着剤層を形成することによって中間層付き粘着シート2が得られる。また、剥離シートの剥離面に中間層を形成して基材に転写し、この剥離シートを剥がした中間層の面に別の剥離シート上に形成した粘着剤層を貼合して中間層付き粘着シート2を得てもよい。
【0042】
<転写テープ>
固定ジグ3または粘着シート2上で個片化された半導体チップ13をピックアップできるようにするため、半導体チップ13を転写テープ5に転写する。この転写テープ5は粘着シート2と同様に基材と粘着剤層からなり、転写されたチップ13をピックアップできる程度の剥離力を示す再剥離性粘着シートや、エネルギー線の照射により粘着力を低減または消失できるエネルギー線硬化型粘着シートが好ましく用いられる。このような転写テープ5は、いわゆる市販のダイシングシートと同様のものも使用できる。
【0043】
<半導体チップの製造方法>
本発明に係る半導体チップの製造方法では、まず、複数の回路が形成されたウエハ1の回路面側に、該回路に沿って該ウエハ1の厚さより浅い切込み深さの溝11を形成する(図4)。溝11は、ウエハ1の表面に形成された複数の回路を区画するように形成される。溝11の深さは、目的とするチップの厚さよりもやや深い程度であれば、特に限定はされない。溝11の形成は、ダイシング装置のダイシングブレードなどを用いて行われる。
【0044】
次に、溝11を形成した面に、この面と密着層31とが当接するように固定ジグ3を貼着する(図5)。その後、ウエハ1の裏面(研削面)12を、グラインダーを用いて研削をすることでウエハの厚さを薄くするとともに、最終的には個々のチップ13へ分割する。すなわち、溝11の底部が除去されるまで裏面研削を行い、ウエハを各回路毎にチップ化する(図6)。さらに必要に応じて裏面研削を行うことにより所定厚さの複数のチップ(以下、「チップ群」ともいう)を得ることができる。この研削加工の間、ジグ基台30は処理テーブルに吸引固定されているが、ジグ基台30の貫通孔38に当接する処理テーブルの吸着面を塞ぐなどして、処理テーブルは、貫通孔38を通じて区画空間37の気体を吸引できない構造となっている。固定ジグが極めて剛直な支持体となるため、ウエハ1は例えば100μm以下、特に50μm以下の極薄まで研削加工することができる。
【0045】
得られたチップ群のピックアップ方法は特に限定されないが、たとえば、以下の方法が好ましく採用できる。分割された各チップ13を、整列状態を保ったまま、研削面(裏面)にピックアップ用転写テープ5を貼着する(図7)。転写テープ5はチップ群よりも面積が広く、その周囲がフレーム51で固定される。
【0046】
次いで、バキューム装置4により固定ジグ3の貫通孔38から区画空間37内の気体を吸引して密着層31を凹凸状に変形させ、チップ13を側壁35の上面および密着層31の凸部上面のみで固定ジグ3と接触させる(図8)。これにより、チップ13と固定ジグ3との密着力が低下して固定ジグ3から容易に取り外すことができ、チップ13は転写テープ5に転写される(図9)。
【0047】
このようにして転写テープ5に転写された半導体チップ13を、従来公知の方法で転写テープ5からピックアップし、通常の工程を経て半導体装置が製造される。転写テープ5をエネルギー線硬化型粘着剤で形成した場合には、転写テープ5の基材側からエネルギー線を照射して転写テープ5の接着力を低下させることにより、半導体チップ13を転写テープ5から容易にピックアップすることができる。
【0048】
また、回路面の凹凸が大きく密着層31ではウエハ1をしっかりと固定できない場合は、溝11が形成された回路面に粘着シート2を貼付し(図10)、その粘着シート2の基材面に固定ジグ3を貼着する(図11)。回路面に電極などのバンプが形成され凹凸の大きさがさらに大きい場合は、中間層を有する粘着シート2が用いられる。
【0049】
その後、粘着シート2を介して固定ジグ3に固定されたウエハ1も、前述と同様に裏面
研削を施し、さらに個片化されたチップ群は転写テープ5に転写される(図12〜図15)。次に、半導体チップ13から粘着シート2を取り除く。粘着剤層をエネルギー線硬化型粘着剤で形成した場合には、粘着シート2の基材側からエネルギー線を照射して粘着剤層の接着力を低下させることにより、チップ13から粘着シート2を容易に剥離することができる。
【0050】
また、上記の工程の代わりに、転写テープ5をチップ群に貼着する前に固定ジグ3を粘着シート2の基材面から取り外した後、チップ群を転写テープ5に転写し、次いで、粘着シート2を剥離する順番であってもよい。
【0051】
[実施例]
以下、本発明を実施例により説明するが、本発明は、この実施例により何ら限定されるものではない。また、以下の方法により評価した。
【0052】
(曲げ弾性率)ジグ基台の曲げ弾性率は、JIS K6911に規定された曲げ試験方法(3点曲げ試験方法)により測定した。また、密着層の曲げ弾性率は、ASTM D747−70により測定した。
【0053】
(引張破断強度)JIS K7127に準拠し、試験片タイプ2、引張速度200mm/分で測定した。
(引張破断応力)JIS K7127に準拠し、試験片タイプ2、引張速度200mm/分で測定した。
【0054】
(せん断密着力)縦30mm×横30mm×厚さ3mmの大きさを有する周知のガラス板に密着層を貼り付けて、シリコンからなるミラーウェーハ上に配置し、ガラス板と密着層の全体に900gの荷重を5秒間加え、ガラス板をミラーウェーハと平行に荷重を加えて押圧した場合に、動き出した時の荷重を測定した。荷重35Nで動き出さない場合、結果は「35N超」とし、これより上の測定は行わなかった。
【0055】
(密着力)密着力は、密着層31を構成するフィルム単体を30mm幅にカットし、ウエハのミラー面にゴムローラーで貼り付け、20分間放置した後、300mm/分の速度、角度180°で剥離したときの剥離強度により評価した。
【0056】
(表面粗さ)JIS B0601−2001に基づき、表面粗さ計(ミツトヨ社製、商品名 SURFPACK SV−3000)により算術平均粗さRaを測定した。
【実施例1】
【0057】
(固定ジグの作成)
厚さ0.7mmのポリカーボネートシート(曲げ弾性率2.3GPa)を直径202mmの円形にカットし、片面に高さ0.1mm、直径0.2mmの突起物をピッチ1.0mmの配列で、また外周部を幅1.0mm、高さ0.1mmの側壁となるように熱プレス法で成形した。さらに側壁から1cm内側の位置で突起物のない部分に、ボール盤を使って直径1mmの貫通孔を設け、ジグ基台を作製した。また、密着層として厚さ100μm、引張破断強度9MPa、引張破断伸度750%、曲げ弾性率27MPa、せん断密着力35N超、密着力0.1N/25mm未満(測定下限未満)のエチレンメチルメタクリレート樹脂よりなるフィルム(住友化学社製、商品名:アクリフトWH303)を変性シリコーン系接着剤でジグ基台の側壁及び突起物の上面に接着して、直径202mmの固定ジグを作製した。
【0058】
(ウエハ先ダイシング工程)
シリコンウエハ(200mm直径、厚さ750μm)の鏡面側に対して、10mm×10mmのチップサイズで溝の深さが120μmとなるようにダイシング装置(ディスコ社製、DFD−6561)を用いてハーフカットダイシングを行った。続いて、ウエハの鏡面に対して、固定ジグの密着層面をそれぞれの中心が一致するようにして真空貼り合せ装置(芝浦メカトロニクス社製)により貼付し、ウエハを固定ジグに固定させた。
【0059】
これを先ダイシング用の受け渡し機構を具備していないウエハ研削装置(ディスコ社製、商品名DFG−840)の処理テーブルに吸引により支持固定し、ウエハの厚さが100μmとなるまで裏面研削を行い、ウエハを個片化した。なお、固定ジグの貫通孔に位置する処理テーブルの吸着面を粘着テープで部分的に塞ぎ、処理テーブル固定時の吸引によって固定ジグの区画空間の気体を吸引しないようにした。
【0060】
次に、転写テープ(リンテック社製紫外線硬化型ダイシングテープ、商品名Adwill D650)を剥離機構付きのウエハマウンタ(リンテック社製、Adwill RAD−2500F/8MUL)により、ウエハの研削面(チップ面)に貼付してリングフレームに固定した。続いて、固定ジグの貫通孔の開口部に真空ポンプのノズルを接続し、固定ジグの区画空間の気体を吸引して密着層を変形させた。これによって、チップ群から固定ジグの密着層が容易に剥離し、チップ群は固定ジグから転写テープに転写された。
【0061】
このように、固定ジグを使用することによって、チップの破損や配列の乱れを起こすことなく先ダイシング工程を行うことができた。さらに、特別な受け渡し装置が具備されていないウエハ研削装置を用いて先ダイシング工程を行うことができた。また、これらの工程の間、シリコンウエハ(チップ群)は破損させることなしに各装置を受け渡すことができた。
【実施例2】
【0062】
実施例1のシリコンウエハに代えて、直径200mm、厚さ750μmのシリコンウエハの鏡面にインクドット(高さ100μm、直径100〜200μm、ピッチ1mm)を形成した、模擬的に高バンプを有するウエハを用いた。また、中間層を有する粘着シートとして、リンテック社製の紫外線硬化型保護用粘着シート(商品名 Adwill E8310LS342F、中間層厚110μm、粘着剤層厚40μm)を用いた。また、特に記述しない装置、材料等は実施例1と同じものを使用した。
【0063】
バンプを有するウエハのバンプ側を、10mm×10mmのチップサイズで溝の深さが120μmとなるようにダイシング装置を用いてハーフカットダイシングを行った。続いて、バンプ面にテープラミネータ(リンテック社製、Adwill RAD3500/m12)を用いて粘着シートを貼付し、シリコンウエハの輪郭に沿って粘着シートを切断した。さらに、粘着シートの基材面に対して、固定ジグの密着層面をそれぞれの中心が一致するようにして真空貼り合せ装置により貼付し、ウエハを固定ジグに固定させた。
【0064】
これをウエハ研削装置の処理テーブルに吸引により支持固定し、ウエハの厚さが100μmとなるまで裏面研削を行い、ウエハを個片化した。なお、固定ジグの貫通孔に位置する処理テーブルの吸着面を粘着テープで部分的に塞ぎ、処理テーブル固定時の吸引によって固定ジグの区画空間の気体を吸引しないようにした。
【0065】
次に、転写テープをウエハマウンタにより、ウエハの研削面(チップ面)に貼付してリングフレームに固定した。続いて、固定ジグの貫通孔の開口部に真空ポンプのノズルを接続し、固定ジグの区画空間の気体を吸引して密着層を変形させた。これによって、チップ群から固定ジグの密着層が容易に剥離し、粘着シート付きのチップ群は固定ジグから転写テープに転写された。さらに、ウエハマウンタの剥離機構を用いて粘着シートを剥離し、
転写テープにチップ群だけが貼付されている状態とした。
【0066】
このように、固定ジグを使用することによって、チップの破損や配列の乱れを起こすことなく先ダイシング工程を行うことができた。さらに、特別な受け渡し装置の用意されていないウエハ研削装置を用いて先ダイシング工程を行うことができた。また、これらの工程の間、シリコンウエハ(チップ群)は破損させることなしに各装置を受け渡すことができた。
【図面の簡単な説明】
【0067】
【図1】図1は、本発明に用いられる固定ジグの一例の概略断面図を示す。
【図2】図2は、本発明に用いられる固定ジグを構成するジグ基台の概略上面図を示す。
【図3】図3は、本発明に用いられる固定ジグを構成するジグ基台の概略断面図を示す。
【図4】図4は、本発明に係る半導体チップの製造方法の一工程を示す。
【図5】図5は、本発明に係る半導体チップの製造方法の一工程を示す。
【図6】図6は、本発明に係る半導体チップの製造方法の一工程を示す。
【図7】図7は、本発明に係る半導体チップの製造方法の一工程を示す。
【図8】図8は、本発明に係る半導体チップの製造方法の一工程を示す。
【図9】図9は、本発明に係る半導体チップの製造方法の一工程を示す。
【図10】図10は、本発明に係る半導体チップの製造方法の一工程を示す。
【図11】図11は、本発明に係る半導体チップの製造方法の一工程を示す。
【図12】図12は、本発明に係る半導体チップの製造方法の一工程を示す。
【図13】図13は、本発明に係る半導体チップの製造方法の一工程を示す。
【図14】図14は、本発明に係る半導体チップの製造方法の一工程を示す。
【図15】図15は、本発明に係る半導体チップの製造方法の一工程を示す。
【符号の説明】
【0068】
1・・・半導体ウエハ
11・・・溝
12・・・研削面
13・・・半導体チップ
2・・・粘着シート
3・・・固定ジグ
30・・・ジグ基台
31・・・密着層
35・・・側壁
36・・・突起物
37・・・区画空間
38・・・貫通孔
4・・・バキューム装置
5・・・転写テープ
51・・・フレーム
【特許請求の範囲】
【請求項1】
(I)複数の回路が形成されたウエハの回路面側に、該回路に沿って該ウエハの厚さよ
り浅い切込み深さの溝を形成する工程、(II)前記回路面上に固定ジグを積層する工程、および(III)前記溝に到達するまで前記ウエハを裏面研削してチップ群に分割する工程
を含み、
前記固定ジグが、片面に複数の突起物を有し、かつ該片面の外周部に該突起物と略同じ高さの側壁を有するジグ基台と、該ジグ基台の突起物を有する面上に積層され、該側壁の上面で接着された密着層とからなり、
前記ジグ基台の突起物を有する面には、前記密着層、前記突起物および前記側壁により区画空間が形成され、
前記ジグ基台には、外部と前記区画空間とを貫通する少なくとも1つの貫通孔が設けられ、
前記密着層が前記回路面上に積層されていることを特徴とする半導体チップの製造方法。
【請求項2】
前記工程(III)でウエハをチップ群に分割した後、フレームに固定した転写テープを
該チップ群の裏面に貼着し、
次いで、前記貫通孔から前記区画空間内の気体を吸引して密着層を凹凸状に変形させることにより、前記チップ群を密着層から取り外し、前記転写テープに転写することを特徴とする請求項1に記載の半導体チップの製造方法。
【請求項3】
前記密着層が粘着シートを介してウエハの回路面上に積層されていることを特徴とする請求項1または2に記載の半導体チップの製造方法。
【請求項1】
(I)複数の回路が形成されたウエハの回路面側に、該回路に沿って該ウエハの厚さよ
り浅い切込み深さの溝を形成する工程、(II)前記回路面上に固定ジグを積層する工程、および(III)前記溝に到達するまで前記ウエハを裏面研削してチップ群に分割する工程
を含み、
前記固定ジグが、片面に複数の突起物を有し、かつ該片面の外周部に該突起物と略同じ高さの側壁を有するジグ基台と、該ジグ基台の突起物を有する面上に積層され、該側壁の上面で接着された密着層とからなり、
前記ジグ基台の突起物を有する面には、前記密着層、前記突起物および前記側壁により区画空間が形成され、
前記ジグ基台には、外部と前記区画空間とを貫通する少なくとも1つの貫通孔が設けられ、
前記密着層が前記回路面上に積層されていることを特徴とする半導体チップの製造方法。
【請求項2】
前記工程(III)でウエハをチップ群に分割した後、フレームに固定した転写テープを
該チップ群の裏面に貼着し、
次いで、前記貫通孔から前記区画空間内の気体を吸引して密着層を凹凸状に変形させることにより、前記チップ群を密着層から取り外し、前記転写テープに転写することを特徴とする請求項1に記載の半導体チップの製造方法。
【請求項3】
前記密着層が粘着シートを介してウエハの回路面上に積層されていることを特徴とする請求項1または2に記載の半導体チップの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2007−250790(P2007−250790A)
【公開日】平成19年9月27日(2007.9.27)
【国際特許分類】
【出願番号】特願2006−71489(P2006−71489)
【出願日】平成18年3月15日(2006.3.15)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【出願人】(000102980)リンテック株式会社 (1,750)
【公開日】平成19年9月27日(2007.9.27)
【国際特許分類】
【出願日】平成18年3月15日(2006.3.15)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【出願人】(000102980)リンテック株式会社 (1,750)
[ Back to top ]