
半導体パッケージ用カバーガラス
【課題】半導体パッケージ用カバーガラスの透光面を研磨することなく平滑にすることによって、研磨に伴う各種問題を解消することを技術的課題とする。
【解決手段】この半導体パッケージ用カバーガラス10は、板厚方向に相対向する第1透光面10a及び第2透光面10bと、周縁を構成する側面10cとを備えた板状ガラスである。このカバーガラス10の寸法は、14×16×0.5mmであり、第1透光面10a及び第2透光面10bは無研磨面であり、その表面粗さ(Ra)は、いずれも0.5nm以下である。
【解決手段】この半導体パッケージ用カバーガラス10は、板厚方向に相対向する第1透光面10a及び第2透光面10bと、周縁を構成する側面10cとを備えた板状ガラスである。このカバーガラス10の寸法は、14×16×0.5mmであり、第1透光面10a及び第2透光面10bは無研磨面であり、その表面粗さ(Ra)は、いずれも0.5nm以下である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、固体撮像素子やレーザーダイオードを収納する半導体パッケージの前面に取り付けられ、固体撮像素子やレーザーダイオードを保護すると共に透光窓として使用される半導体パッケージ用カバーガラスと、その製造方法に関するものである。
【背景技術】
【0002】
固体撮像素子の前面には、半導体素子の保護のため、平板状の透光面を有するカバーガラスが配設される。このカバーガラスは、アルミナ等のセラミック材料や金属材料、或いは樹脂材料で形成されたパッケージに、各種の有機樹脂や低融点ガラスからなる接着材を用いて封着され、パッケージの内部に収納された固体撮像素子を保護すると共に可視光線等の透光窓として機能する。
【0003】
固体撮像素子として、現在多く用いられている光半導体には、CCD(Charge Coupled Device)やCMOS(Complementary Metal Oxide Semiconductor)がある。CCDは、高精細な画像を取り込むため、主にビデオカメラに搭載されていたが、近年、画像のデータ処理の利用が加速する中で、急激に利用範囲が拡大している。特にデジタルスチルカメラや携帯電話に搭載さ
れ、高精細な画像を電子情報データに変換するために多く用いられるようになってきている。また、CMOSは、相補型金属酸化物半導体とも呼ばれ、CCDに比較して小型化が可能であり、消費電力も5分の1程度と少なく、さらにマイクロプロセッサの製造工程を利用できるため、設備投資に費用が嵩まず、安価に製造することができる等の利点があり、携帯電話や小型パソコンといった画像入力デバイスに搭載されることが多くなってきている。
【0004】
CCDやCMOSは、画像を正確に電子情報に変換する必要性があるため、それに使用されるカバーガラスは、その表面に汚れや傷、異物の付着等に関して厳しい基準が設けられ、高品位の清浄度が要求されている。また表面の清浄度に加え、ガラス内部に泡、脈理、結晶等が存在せず、白金等の異物の混入を防止することも要求されている。さらに各種のパッケージと良好に封着するため、パッケージ材料と近似した熱膨張係数を有することも要求されている。また、この種のガラスは、長期に亘って表面品位が低下しないように耐候性に優れ、また軽量化できるように密度の低いことも要求される。
【0005】
さらに、CCD用途では、カバーガラス中に放射性同位元素であるU(ウラン)やTh(トリウム)が含まれると、ガラスからα線が放出されやすく、その放出量が多いと、ソフトエラーを引き起こすため、U、Thをできるだけ含有しないことが要求されている。そのため、CCDカバーガラスの製造に際しては、高純度原料を採用したり、原料を溶融する溶融槽の内壁を、放射性同位元素の少ない耐火物や白金から形成する等の対策が採られている。例えば、特許文献1〜3には、放射性同位元素を減少し、α線放出量を低減した固体撮像素子パッケージ用カバーガラスが提案されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第2660891号公報
【特許文献2】特開平6−211539号公報
【特許文献3】特開平7−215733号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記したように、固体撮像素子パッケージ用カバーガラスの使用量は、用途の広がりや、画像データ利用の展開によって、急激に増加している。ところが、従来の固体撮像素子パッケージ用カバーガラスは、次のような方法で作製されるため、表面品位が悪く、また大量生産には不向きである。すなわち、固体撮像素子パッケージ用カバーガラスを作製する場合、まずガラス原料を溶融槽で溶融し、脱泡・脈離除去を行って均質化した後、ガラス融液を型に入れて鋳込み成形したり、或いはガラス融液を延板上に連続的に引き出し、所定の形状に成形する。次いで、得られたガラス成形体(ガラスインゴット)を徐冷し、これを一定の厚みに切り出した後、その表面に研磨加工を施すことによって所定の厚みの大板ガラスを形成し、これを所定寸法に細断加工する。このように、固体撮像素子パッケージ用カバーガラスの透光面は、両面とも研磨加工が施されるが、研磨されることによって、表面に無数の微細な凹凸(微小傷)が形成される。一方、近年、固体撮像素子は、ますます高画素化、小型化が図られており、これに伴って1素子当たりの受光量が減少する傾向にあるが、カバーガラスの透光面を研磨することによって形成される微細な凹凸によって入射光が散乱しやすくなり、一部の素子への受光量が不足し、その結果、素子に誤作動が発生することが懸念されている。
【0008】
また、固体撮像素子パッケージ用カバーガラスは、ガラス中に異物や泡が混入したり、表面に塵等が付着すると、良好な表示画像が得られず、これはカバーガラスとして致命的な欠陥となるため、カバーガラスを出荷する前には必ず画像検査が行われる。しかしながら、上記したように、カバーガラスの透光面には無数の微細な凹凸が形成されるため、画像検査の際、カバーガラスの透光面の凹凸に起因して照射光が屈折し、明るく見える部分と暗く見える部分とが混在することになり、異物や塵等の有無を正確に検知できないことがある。
【0009】
また、カバーガラスの透光面に対して、非常に精密で長時間に亘る研磨加工を施すことによって、凹凸をより小さくすることは可能ではあるが、このような精密研磨は大量生産には不向きであり、急激な需要増に応えるためには、大幅な設備の増設が必要となる。さらに、この精密研磨加工は、人工皮革を備えた回転研磨加工機によって、酸化セリウム等の遊離砥粒を水等に分散させたスラリーを自動供給しながら行うが、研磨によって発生したガラス粉が人工皮革の中に入り込み、人工皮革の一部に突起部が形成されることがある。このガラス粉によって形成された人工皮革の突起部は、研磨時にカバーガラスの表面を削り取り、部分的に溝を形成する原因となる。そして、この種の溝は、比較的広く、浅い形状を有しているため、電子機器による画像検査工程で見落とされることがあり、そのようなカバーガラスが、固体撮像装置に搭載されると、表示画像に黒スジとなって現れる。しかも遊離砥粒として使用される酸化セリウムには、不純物としてThが含まれており、研磨した後、カバーガラスに付着した酸化セリウムを完全に除去しなければ、これがα線源となる可能性もある。
【0010】
上記のような生産性を損なう精密な研磨や、研磨を行うことで発生する固体撮像素子特性への悪影響は、研磨を施している限り、ある程度は避けられない問題である。
【0011】
本発明は、上記事情に鑑みなされたものであり、半導体パッケージ用カバーガラスの透光面を研磨することなく平滑にすることによって、研磨に伴う各種問題を解消することを技術的課題とする。
【課題を解決するための手段】
【0012】
上記の技術的課題を解決するためになされた本発明の半導体パッケージ用カバーガラスは、透光面が無研磨面であり、その表面粗さ(Ra)が1.0nm以下であり、質量%で、SiO2 52〜70%、Al2O3 5〜20%、B2O3 5〜20%、アルカリ土類金属酸化物 4〜30%、ZnO 0〜5%の基本組成を含有し、実質的にアルカリ金属酸化物を含有しないことを特徴とする。ここで、「Ra」は、JIS B0601−1994で定義された算術平均粗さ(arithmetical mean roughness)である。
【発明の効果】
【0013】
本発明の半導体パッケージ用カバーガラスは、透光面が無研磨面であり、その表面粗さ(Ra)が1.0nm以下であるため、入射光の散乱に起因する素子の誤動作を抑え、また画像検査で異物や塵等の有無を正確に検知することができ、黒スジのような表示不良を防止することが可能である。しかも、精密研削研磨加工工程を省略できるため、安価に大量生産することができ、さらに研磨が不要で遊離砥粒を使用しないため、酸化セリウムに起因するα線の放出を防止することができる。
【図面の簡単な説明】
【0014】
【図1】実施例に係る半導体パッケージ用カバーガラスを示す斜視図である。
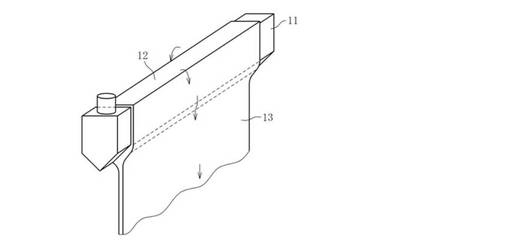
【図2】オーバーフローダウンドロー法によって板状ガラスを成形する方法を示す説明図である。
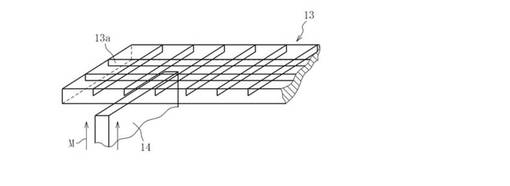
【図3】レーザースクライブによって大板ガラスを細断加工する方法を示す説明図である。
【発明を実施するための形態】
【0015】
本発明の半導体パッケージ用カバーガラスは、透光面が無研磨面であり、その表面粗さ(Ra)が1.0nm以下である。このような表面品位の高いカバーガラスは、ダウンドロー法やフロート法によって成形することが可能である。ダウンドロー法としては、オーバーフローダウンドロー法やスロットダウンドロー法が適しているが、特にオーバーフローダウンドロー法の場合は、ガラス表面が自由表面であり、他の部材と接触することがな
く、溶融条件や成形条件を制御することによって、所望の肉厚(半導体パッケージ用カバーガラスの場合は、0.05〜0.7mm)を有し、表面平滑性に優れた板ガラスを得ることができるため好ましい。つまり、オーバーフローダウンドロー法を採用すると、表面(透光面)を研磨加工することなく、平滑な表面が得られるため、研磨による微小傷を形成することなく、表面粗さ(Ra)が1.0nm以下、0.5nm以下、さらには0.3nm以下のカバーガラスを作製することが可能である。このようにカバーガラスの透光面の表面粗さ(Ra)が小さくなるほど、カバーガラスの透光面の散乱光に起因する素子の誤動作の発生率が低下し、また異物等を検知する画像検査の精度が向上する。尚、表面粗さ(Ra)は、表面平滑性の品位を表すものであり、JIS B0601に基づく試験方法を適用することによって測定することができる。
【0016】
また、フロート法としては、溶融ガラスを、還元雰囲気中で溶融した金属スズ浴上に供給して板状に成形する方法や、支持体上に溶融ガラスを供給し、支持体とガラスとを、蒸気膜形成剤を気化した蒸気膜の薄層を介して互いに摺動させて板状に成形する方法(特開平9−295819号、特開2001−192217号等参照)が使用できる。尚、フロート法で成形されたカバーガラスは、ダウンドロー法で成形されたカバーガラスに比べて表面品位に劣るため、必要に応じて研磨加工を施しても良い。ただし、この場合でも、研磨時間を短くして生産性の低下をできるだけ小さくすべきであり、また研磨を行うことで発生する固体撮像素子特性への悪影響もできるだけ小さくすべきである。
【0017】
また、本発明の半導体パッケージ用カバーガラスは、液相温度におけるガラスの粘度(液相粘度)が105.2dPa・s以上であると、ガラス中に失透物が発生し難く、ダウンドロー法による成形が可能である。すなわち、SiO2−Al2O3−B2O3−RO系ガラス基板を、ダウンドロー法で成形する場合、成形部分におけるガラスの粘度は、およそ105.0dPa・sに相当する。そのため、ガラスの液相粘度が105.0dPa・s付近、或いはそれ以下であると、成形されたガラスに失透物が発生しやすい。ガラス中に失透物が発生すると、透光性が損なわれるため、カバーガラスとしては使用できなくなる。よって、ダウンドロー法でガラスを成形する場合、ガラスの液相粘度は、できるだけ高いことが望ましく、半導体パッケージ用カバーガラスとしては、液相粘度が105.2dPa・s以上であることが必要である。液相粘度は、105.4dPa・s以上であることが好ましく、さらに105.8dPa・s以上であることがより好ましい。
【0018】
また、本発明の半導体パッケージ用カバーガラスは、30〜380℃の温度範囲における平均熱膨張係数を30〜85×10−7/℃にすることによって、有機樹脂や低融点ガラスからなる接着材を用いてアルミナパッケージ(約70×10−7/℃)や各種樹脂パッケージと封着しても、内部に歪みが発生せず、長期間に亘って良好な封着状態を保つことが可能である。カバーガラスの好ましい熱膨張係数は、35〜80×10−7/℃、より好ましい熱膨張係数は50〜75×10−7/℃である。
【0019】
また、本発明の半導体パッケージ用カバーガラスは、α線放出量を0.01c/cm2・hr以下に規制することによって、α線に起因する固体撮像素子のソフトエラーの低減を図ることができる。このようにα線放出量を0.01c/cm2・hr以下にするためには、原料や溶融槽からの不純物の混入を防止し、ガラス中のU量を10ppb以下、Th量を20ppb以下に抑えることが望ましい。固体撮像素子は、高画素化、小型化に伴ってα線に起因するソフトエラーが発生しやすくなっているため、カバーガラスのα線放出量は、0.005c/cm2・hr以下にすることが好ましく、さらには0.003c/cm2・hr以下にすることが好ましい。また、U量は5ppb以下、Th量は10ppb以下、さらには、U量は4ppb以下、Th量は8ppb以下にすることが好ましい。尚、Uは、Thに比べて、α線を放出しやすいため、Uの許容量は、Thの許容量に比べて、少なくなる。
【0020】
また、本発明の半導体パッケージ用カバーガラスは、ガラスの密度が2.55g/cm3以下(好ましくは2.45g/cm3以下)、アルカリ溶出量が1.0mg以下(好ましくは0.1mg以下、より好ましくは0.01mg以下)であると、特に屋外で使用する携帯用電子機器に搭載される用途に好適である。すなわち、ビデオカメラ、デジタルスチルカメラ、携帯電話、PDA(Personal Digital Assistant
)等の機器は、屋外で使用されることがあるため、軽量で持ち運びに適し、高い耐候性を有することが要求される。従って、これらの用途に使用される固体撮像素子パッケージ用カバーガラスは、軽量であるという特性に加え、安定した耐候性を有し、屋外で過酷な環境下で使用されても表面品位が低下しないといった特性を併せ持つものでなければならない。そのため、特にこの用途に使用されるカバーガラスには、ガラスの密度を低下することによって軽量化したり、アルカリ溶出量を少なくすることによって耐候性を向上することが望まれる。
【0021】
また、本発明の半導体パッケージ用カバーガラスは、肉厚が0.05〜0.7mmであることが好ましい。肉厚が大きくなるほど、透過率が低下し、また機器の軽量化、薄型化が困難となるため好ましくない。また、肉厚が薄くなりすぎると、実用強度が不足したり、大板ガラスのたわみが大きくなって取り扱いが困難となる。より好ましい肉厚は、0.1〜0.5mm、さらに好ましい肉厚は、0.1〜0.4mmである。
【0022】
また、本発明の半導体パッケージ用カバーガラスは、ヤング率が65GPa以上、さらには67GPa以上であることが好ましい。ヤング率はカバーガラスが一定の外力を加えられた状態でどれだけ変形しやすくなるかを表しており、ヤング率が大きいほどカバーガラスは変形し難くなる。カバーガラスのヤング率が高いほど、半導体素子に直接圧力が加わるのを防止し、結果として素子の損傷が防止できる。
【0023】
また、本発明の半導体パッケージ用カバーガラスは、カバーガラスの比ヤング率(ヤング率/密度)が27GPa/g・cm−3以上であると、軽量でかつ変形し難いという特性を満足するものとなるため、特に携帯用電子機器に使用される固体撮像素子用カバーガラスとして好適である。このような観点から、固体撮像素子用カバーガラスの比ヤング率は、できるだけ大きいことが望まれ、28GPa/g・cm−3以上であることが好ましい。
【0024】
また、本発明の半導体パッケージ用カバーガラスは、ビッカース硬度が500以上であると、表面に傷が入り難いため好ましい。その理由は、電子機器の組立工程や搬送工程等でカバーガラスの表面に微小な傷が形成されると、固体撮像素子に搭載した後の画像検査工程で不良となるからである。より好ましいビッカース硬度は520以上である。
【0025】
本発明において、特に耐候性を考慮すると、質量%で、SiO2 52〜70%、Al2O3 5〜20%、B2O3 5〜20%、アルカリ土類金属酸化物 4〜30%、ZnO 0〜5%の基本組成を含有し、実質的にアルカリ金属酸化物を含有しないカバーガラスが好ましい。このような組成を有するカバーガラスは、アルカリ溶出量が0.01mg未満となるため、耐候性に優れ、長時間使用しても外観品位が低下しないという利点がある。尚、本発明において「実質的に含有しない」とは、その成分の含有量が2000ppm未満であることを意味している。また、アルカリ溶出量は、JIS R3502に基づく試験方法を適用することによって測定することができる。
【0026】
上記のカバーガラスを構成する各成分の限定理由を以下に説明する。
【0027】
SiO2は、ガラスを構成する骨格となる主成分であり、ガラスの耐候性を向上するのに効果があるが、多くなりすぎると、ガラスの高温粘度が上昇し、溶融性が悪化すると共に、液相粘度が高くなる傾向がある。よって、SiO2の含有量は、52〜70%、好ましくは、53〜67%、より好ましくは、55〜65%である。
【0028】
Al2O3は、ガラスの耐候性と液相粘度を高める成分であるが、多くなりすぎると、ガラスの高温粘度が上昇し、溶融性が悪化する傾向がある。よって、Al2O3の含有量は、5〜20%、好ましくは、8〜19%、より好ましくは、10〜18%である。
【0029】
B2O3は、融剤として働き、ガラスの粘性を下げ、溶融性を改善する成分である。さらに、液相粘度を高めるための成分である。しかし、B2O3が多くなりすぎると、ガラスの耐候性が低下する傾向がある。よって、B2O3の含有量は、5〜20%、好ましくは、6〜15%、より好ましくは、7〜13%である。
【0030】
アルカリ土類金属酸化物(MgO、CaO、SrO、BaO)は、ガラスの耐候性を向上すると共に、ガラスの粘性を下げ、溶融性を改善する成分であるが、多くなりすぎると、ガラスが失透しやすくなると共に密度が上昇する傾向にある。よって、アルカリ土類金属酸化物の含有量は、4〜30%、好ましくは、5〜20%、より好ましくは、6〜16%である。
【0031】
特にCaOは、比較的容易に高純度原料を入手でき、ガラスの溶融性と耐候性を著しく改善する成分である。CaOの含有量が1.5%より少ない場合は、上記効果が小さく、逆に15%を超える場合は、耐候性が低下する。より安定した品位を実現するためには、CaOの含有量を2〜12%、さらには3〜10%とすることが望ましい。
【0032】
また、BaOとSrOは、ガラスの密度を著しく上昇させるため、密度を低下したい場合は、各々の含有量を12%以下、10%以下に規制し、さらに両者の含有量を合量で6.5〜13%に規制することが好ましい。また、BaOとSrOは、原料中に放射性同位元素を含みやすいため、α線放出量を低減したい場合は、両者の含有量を合量で8.5%以下、好ましくは3%以下、より好ましくは1.4%以下に規制すべきである。
【0033】
ZnOは、ガラスの溶融性を改善し、溶融ガラスから、B2O3やアルカリ土類金属酸化物が揮発するのを抑制する効果を有するが、多量に含有すると、ガラスが失透しやすくなり、密度が上昇するため好ましくない。従って、その含有量の上限は5%以下、好ましくは3%以下、より好ましくは1%以下である。
【0034】
ただし、アルカリ金属酸化物(Na2O、K2O、Li2O)を含有すると、ガラスからのアルカリ溶出量が増加し、耐候性が低下するため、その含有量を0.2%未満に抑えることが好ましい。より安定した耐候性を実現するためには、アルカリ金属酸化物の含有量を0.1%未満、さらには0.05%未満に抑えることが望ましい。
【0035】
また、ガラス中のアルカリ金属酸化物が少ないと、これをパッケージに封着するための接着剤の劣化を抑えることができるという利点もある。すなわち、固体撮像素子パッケージ用カバーガラスは、有機樹脂(例えばエポキシ樹脂)を用いて接着されることが多いが、カバーガラス中にアルカリ成分が含まれていると、アルカリ成分が徐々に接着剤に溶出する。エポキシ樹脂等の有機樹脂は、アルカリ成分によって接着性が低下するという性質があるため、カバーガラスとパッケージとの間の接着強度が徐々に低下しやすくなる。その結果、両者の間に隙間が生じたり、カバーガラスが剥離して、固体撮像素子を保護するという所期の目的が果たせなくなることがある。
【0036】
さらに、本発明においては、上記成分以外にも、ガラスの特性を損なわない範囲で、P2O5、Y2O3、Nb2O3、La2O3等の成分を5%以下含有させたり、各種清澄剤を3%まで含有させることができる。清澄剤としては、Sb2O3、Sb2O5、F2、Cl2、C、SO3、SnO2、或いはAl、Si等の金属粉末の1種又は2種以上が使用できる。
【0037】
As2O3は、幅広い温度域(1300〜1700℃程度)で清澄ガスを発生させることができるため、従来よりこの種のガラスの清澄剤として広く用いられているが、原料中に放射性同位元素を含みやすい。しかも、As2O3は、毒性が非常に強く、ガラスの製造工程や廃ガラスの処理時等に環境を汚染する可能性がある。よって、As2O3は実質的に含有しないようにすべきである。また、PbO、CdOも毒性が強いため、使用を避けるべきである。さらに、Sb2O3、Sb2O5も、As2O3と同様、清澄効果に優れた成分であるが、やはり毒性が強いため、できるだけ含有しないことが望ましい。
【0038】
よって、本発明におけるSiO2−Al2O3−B2O3−RO系ガラスの場合は、清澄剤として、Sb2O3とSb2O5が合量で0.05〜2.0%、F2、Cl2、SO3、C、SnO2が合量で0.1〜3.0%(特にCl2 0.005〜1.0%、SnO2 0.01〜1.0%)の割合となるように使用するのが好適である。また、SiO2−Al2O3−B2O3−R2O系ガラスの場合は、溶融性に優れているため、Sb2O3とSb2O5が合
量で0.2%以下、F2、Cl2、SO3、C、SnO2が合量で0.1〜3.0%の割合となるように含有させることが好ましい。
【0039】
また、Fe2O3も、清澄剤として使用できるが、ガラスを着色するため、その含有量は500ppm以下、好ましくは300ppm以下、より好ましくは200ppm以下に規制すべきである。CeO2も清澄剤として使用できるが、ガラスを着色するため、その含有量は2%以下、好ましくは1%以下、より好ましくは0.7%以下に規制すべきである。TiO2は、ガラスの耐候性を改善し、高温粘度を低下させる効果を有するが、Fe2O3による着色を助長するため、多量に含有することは好ましくない。ただし、Fe2O3が200ppm以下であれば、5%まで含有させることができる。ZrO2は、耐候性を向上する成分であるが、原料に放射性同位元素を含みやすいため、その含有量は0〜2%、好ましくは0〜0.5%、より好ましくは500ppm以下に規制すべきである。
【0040】
本発明の半導体パッケージ用カバーガラスは、上記の基本組成を有しつつ、高純度原料と、不純物が混入し難いように整備された溶融環境を採用することによって、U、Th、Fe2O3、PbO、TiO2、MnO2、ZrO2等の含有量を精密に制御することが可能である。特に紫外線近傍の透過率に影響を及ぼすFe2O3、PbO、TiO2、MnO2については、各々1〜100ppmオーダーで管理することが可能であり、α線によるCCD素子のソフトエラーの原因となるU、Thについては、各々0.1〜10ppbのオーダーで管理することが可能である。尚、CCDはα線によってソフトエラーを起こしやすく、今日ではカバーガラスからのα線放出量を0.005c/cm2・h未満にすることが望ましいが、CMOSの場合は、α線によるソフトエラーは起こり難く、カバーガラスからのα線放出量が0.5c/cm2・h未満であれば使用できる。従って、CMOS用カバーガラスを作製する場合には、必ずしも高純度原料を使用する必要がなく、また溶融時におけるU、Thの混入を低減する必要もない。
【0041】
次に、本発明の製造方法の一例として、α線放出量の少ない半導体パッケージ用カバーガラスを製造する方法を説明する。
【0042】
まず、所望の組成を有するガラスとなるようにガラス原料調合物を準備する。ガラス原料は、U、Th等の不純物が少ない高純度原料を使用する。より具体的には、UとThの含有量が各々5ppb以下の高純度原料を使用する。次いで、調合したガラス原料を溶融槽に投入して溶融する。溶融槽は、白金容器(白金ロジウム容器を含む)を使用しても良いが、ガラス中に白金ブツが混入しやすくなるため、少なくとも溶融槽の内壁(天井、側面、底面)は、U、Thの少ない耐火物から作製することが好ましい。具体的には、アルミナ耐火物(例えばアルミナ質電鋳レンガ)や石英耐火物(例えばシリカブロック)が、侵食しにくく、しかもU、Thの含有量を各々1ppm以下にすることができ、U、Thのガラスへの溶出が少ないため好ましい。次いで、溶融ガラスの均質化(脱泡・脈理除去)を清澄槽で行う。この清澄槽は、耐火物や白金から作製すれば良い。尚、一般にジルコニア耐火物は、非常に耐侵食性に優れている反面、放射性同位元素を多く含むため、使用を避けるべきであるが、ジルコニア耐火物中の不純物量を低減し、U、Thの含有量を各々1ppm以下にすれば、これを溶融槽の内壁に使用して、α線放出量の少ない半導体パッケージ用カバーガラスを製造することは可能である。
【0043】
その後、均質化された溶融ガラスをダウンドロー法で板状に成形し、所望の厚みを有する板ガラスを得る。ダウンドロー法としては、オーバーフローダウンドロー法やスロットダウンドロー法が使用できる。こうして得られた板ガラスを所定の寸法に細断加工し、必要に応じて面取り加工することによってカバーガラスを作製する。
【実施例1】
【0044】
以下、実施例に基づいて本発明のパッケージ用カバーガラスを説明する。
【0045】
図1は、実施例に係る半導体パッケージ用カバーガラス10を示している。この半導体パッケージ用カバーガラス10は、板厚方向に相対向する第1透光面10a及び第2透光面10bと、周縁を構成する側面10cとを備えた板状ガラスである。このカバーガラス10の寸法は、14×16×0.5mmであり、第1透光面10a及び第2透光面10bは無研磨面であり、その表面粗さ(Ra)は、いずれも0.5nm以下である。また図示は省略するが、側面10cは、面取り形状を有している。
【0046】
次に、上記の半導体パッケージ用カバーガラスの製造方法とその性能の評価試験の結果について説明する。
【0047】
板状ガラスの最初の製造工程は、一辺が500mm以上の大板ガラスを作製する工程である。上記したように、表面品位に優れた板状ガラスを成形するには、オーバーフローダウンドロー法が最も好適である。オーバーフローダウンドロー法とは、図2に示すように、耐火物からなる樋11に溶融ガラス12を流し、樋11の両側から溢れ出た溶融ガラス12を樋11の底部で融合させ、板状にして下方に移動させる方法である。この方法によると、溶融ガラスの自由表面が板状ガラスの表裏面を形成するため、平滑性に優れた大板ガラス13が得られる。また、溶融条件と成形条件を制御することによって、肉厚0.05〜0.7mmで、表面粗さ(Ra)が1.0nm以下の大板ガラス13を容易に成形することができる。そのため、大板ガラス13の表面を研磨することなく、所定の大きさに細断加工するだけで半導体パッケージ用カバーガラスを作製することが可能である。
【0048】
この大板ガラス13を細断する方法としては、メカニカルスクライブやレーザースクライブが利用できる。レーザースクライブとは、まず熱加工レーザー切断装置を使用して、板厚方向の約20%の厚みまで大板ガラスの一方の面上に、レーザービーム移動速度180±5mm/sec、あるいは220±5mm/sec、レーザー出力120±5W、あるいは160±5Wの条件で碁盤目状の加工を施す。次いで、図3に概念的に示すように、大板ガラス13の加工面13aに対して、その反対側より金属製のライン状ヘッド14を作動方向Mに移動させ、同時に大板ガラス13の加工面13a側を治具(図示省力)で押さえることによって、大板ガラス13の加工面13aに応力を加えて押し割りを行う。こうして割断を行うことによって、碁盤目状に形成された予定線に沿って分割された短冊状の板状ガラスが得られる。このようにして押し割り加工された短冊状の板状ガラスは、それぞれ真空ピンセット(図示省力)を利用して次工程に搬送される。そして、短冊状の板状ガラスを再度押し割り加工することによって、所定の縦横寸法を有するカバーガラスが得られる。
【0049】
表1は、SiO2−Al2O3−B2O3−RO系ガラスからなる本発明のパッケージ用カバーガラスの実施例(試料No.1〜5)を示すものである。
【表1】

【0050】
表1のガラス試料は、以下のようにして作製した。まず、表1の組成となるように調製したガラス原料を白金ロジウム坩堝に入れ、攪拌機能を有する電気溶融炉中で1600℃、20時間の条件で溶融した。次いで、溶融ガラスをカーボン板上に流し出して徐冷することでガラス試料を作製し、諸特性を調べた。
【0051】
表1から明らかなように、いずれのガラスも、アルカリ溶出量が非常に少なく、また密度、ヤング率、比ヤング率、ビッカース硬度、熱膨張係数について、半導体パッケージ用カバーガラスに要求される条件を満足するものである。また、液相温度が1130℃以下、液相粘度が105.2dPa・s以上であるため、耐失透性に優れていた。
【0052】
また、表2、3は、SiO2−Al2O3−B2O3−R2O系ガラスからなるパッケージ用カバーガラスの参考例(試料No.6〜17)を示すものである。
【表2】
【表3】
【0053】
表2、3中の各ガラス試料は、次のようにして作製した。
【0054】
まず、表の組成となるように調製した高純度ガラス原料を、白金ロジウム、アルミナ、石英のいずれかから作製されたルツボに投入し、攪拌機能を有する電気溶融炉中で1550℃、6時間の条件で溶融し、その溶融ガラスをカーボン板上に流し出した。さらに、この板ガラスを徐冷してガラス試料とした。
【0055】
表から明らかなように、各ガラス試料は、熱膨張係数、密度、α線放出量について、半導体パッケージ用カバーガラスに要求される条件を満足するものであり、しかも102.5dPa・sの粘度に相当する温度が1500℃以下であるため溶融性に優れ、液相温度が884℃以下、液相粘度が105.8dPa・s以上であるため、耐失透性に優れていた。
【0056】
尚、表中のアルカリ溶出量は、JIS R3502に基づいて測定した。密度は、周知のアルキメデス法によって測定した。比ヤング率は、鐘紡(株)製非破壊弾性率測定装置(KI−11)を使用し、曲げ共振法によって測定したヤング率と密度から算出した。ビッカース硬度は、JIS Z2244−1992に基づいて測定した。熱膨張係数は、ディラトメーターを用いて、30〜380℃の温度範囲における平均熱膨張係数を測定した。液相温度は、各ガラス試料を300〜500μmの粒径に破砕し、これを白金ボートに入れ、温度勾配炉中に8時間保持してから、顕微鏡観察により、ガラス試料内部に失透(結晶異物)の見られた最高温度を測定し、その温度を液相温度とした。また、液相温度におけるガラスの粘度を液相粘度とした。No.11、12のガラス試料は、失透が見られず、特に耐失透性に優れていた。U、Thの含有量は、ICP−MASSにより測定した。また、歪点、及び徐冷点は、ASTM C336−71の方法に準じて測定し、軟化点は、ASTM C338−93の方法に準じて測定した。104dPa・s温度、103dPa・s温度、及び102.5dPa・s温度は、周知の白金球引き上げ法によって求めた。102.5Pa・s温度は、高温粘度である102.5ポイズに相当する温度を測定したものであり、この値が低いほど溶融性に優れていることになる。α線放出量は、超低レベルα線測定装置(住友化学社製LACS−4000M)を用いて測定した。
【0057】
また、表1〜3のNo.1、6、11、14及び15のガラス試料を、試験溶融槽(アルミナ耐火物製)で溶融し、オーバーフローダウンドロー法で厚み0.5mmの板状に成形し、その表面を研磨することなく、レーザースクライブで細断加工を施すことによって、縦寸法14mm、横寸法16mmのカバーガラスを作製した。
【0058】
また、比較のため、試料No.1のガラスとなるようにガラス原料を上記の試験溶融槽で溶融した後、800×300×300mmの寸法に鋳込み成形し、ワイヤーソーを使用して切断することによって、板厚1.5mmの板状に加工した。その後、この板状ガラスの両面に回転研磨機を用いて精密研磨加工を施すことによって大板ガラス(肉厚0.5mm)を形成し、レーザースクライブによる細断加工を施して縦寸法14mm、横寸法16mmのカバーガラスを作製した。
【0059】
こうして作製した各カバーガラスの表裏の透光面(第1透光面と第2透光面)の表面粗さ(Ra)を、触針式表面粗さ測定機タリステップ(Tayler−Hobson社製)を用いて測定した。その結果を表4に示す。
【表4】
【0060】
表4から明らかなように、実施例のカバーガラスは、いずれも第1透光面と第2透光面の表面粗さ(Ra)が0.23nm以下であり、極めて良好な平滑面を有していたが、比較例のカバーガラスは、精密研磨加工を施したにも関わらず、表面粗さ(Ra)が0.56nm以上であった。また、各カバーガラスの透光面を原子間力顕微鏡(AFM)で観察したところ、比較例のカバーガラスには、全面に亘って無数の微小傷が形成されていたが、実施例のカバーガラスには、そのような傷は認められなかった。
【産業上の利用可能性】
【0061】
本発明のパッケージ用カバーガラスは、固体撮像素子パッケージ用カバーガラスとして好適であり、これ以外にも、レーザーダイオードを収納するパッケージを始めとして、各種半導体パッケージのカバーガラスとして使用することができる。また、このカバーガラスは、30〜380℃の温度範囲における平均熱膨張係数が30〜85×10−7/℃であるため、アルミナパッケージ以外にも、樹脂、タングステン金属、コバール合金、モリブデン金属、36Ni−Fe合金、42Ni−Fe合金、45Ni−Fe合金、46Ni−Fe合金、52Ni−Fe合金等で作製された各種パッケージに、有機樹脂や低融点ガラスを用いて封着することが可能である。
【符号の説明】
【0062】
10 半導体パッケージ用カバーガラス
10a 第1透光面
10b 第2透光面
10c 側面
11 樋
12 溶融ガラス
13 大板ガラス
13a 加工面
14 ライン状ヘッド
【技術分野】
【0001】
本発明は、固体撮像素子やレーザーダイオードを収納する半導体パッケージの前面に取り付けられ、固体撮像素子やレーザーダイオードを保護すると共に透光窓として使用される半導体パッケージ用カバーガラスと、その製造方法に関するものである。
【背景技術】
【0002】
固体撮像素子の前面には、半導体素子の保護のため、平板状の透光面を有するカバーガラスが配設される。このカバーガラスは、アルミナ等のセラミック材料や金属材料、或いは樹脂材料で形成されたパッケージに、各種の有機樹脂や低融点ガラスからなる接着材を用いて封着され、パッケージの内部に収納された固体撮像素子を保護すると共に可視光線等の透光窓として機能する。
【0003】
固体撮像素子として、現在多く用いられている光半導体には、CCD(Charge Coupled Device)やCMOS(Complementary Metal Oxide Semiconductor)がある。CCDは、高精細な画像を取り込むため、主にビデオカメラに搭載されていたが、近年、画像のデータ処理の利用が加速する中で、急激に利用範囲が拡大している。特にデジタルスチルカメラや携帯電話に搭載さ
れ、高精細な画像を電子情報データに変換するために多く用いられるようになってきている。また、CMOSは、相補型金属酸化物半導体とも呼ばれ、CCDに比較して小型化が可能であり、消費電力も5分の1程度と少なく、さらにマイクロプロセッサの製造工程を利用できるため、設備投資に費用が嵩まず、安価に製造することができる等の利点があり、携帯電話や小型パソコンといった画像入力デバイスに搭載されることが多くなってきている。
【0004】
CCDやCMOSは、画像を正確に電子情報に変換する必要性があるため、それに使用されるカバーガラスは、その表面に汚れや傷、異物の付着等に関して厳しい基準が設けられ、高品位の清浄度が要求されている。また表面の清浄度に加え、ガラス内部に泡、脈理、結晶等が存在せず、白金等の異物の混入を防止することも要求されている。さらに各種のパッケージと良好に封着するため、パッケージ材料と近似した熱膨張係数を有することも要求されている。また、この種のガラスは、長期に亘って表面品位が低下しないように耐候性に優れ、また軽量化できるように密度の低いことも要求される。
【0005】
さらに、CCD用途では、カバーガラス中に放射性同位元素であるU(ウラン)やTh(トリウム)が含まれると、ガラスからα線が放出されやすく、その放出量が多いと、ソフトエラーを引き起こすため、U、Thをできるだけ含有しないことが要求されている。そのため、CCDカバーガラスの製造に際しては、高純度原料を採用したり、原料を溶融する溶融槽の内壁を、放射性同位元素の少ない耐火物や白金から形成する等の対策が採られている。例えば、特許文献1〜3には、放射性同位元素を減少し、α線放出量を低減した固体撮像素子パッケージ用カバーガラスが提案されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第2660891号公報
【特許文献2】特開平6−211539号公報
【特許文献3】特開平7−215733号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記したように、固体撮像素子パッケージ用カバーガラスの使用量は、用途の広がりや、画像データ利用の展開によって、急激に増加している。ところが、従来の固体撮像素子パッケージ用カバーガラスは、次のような方法で作製されるため、表面品位が悪く、また大量生産には不向きである。すなわち、固体撮像素子パッケージ用カバーガラスを作製する場合、まずガラス原料を溶融槽で溶融し、脱泡・脈離除去を行って均質化した後、ガラス融液を型に入れて鋳込み成形したり、或いはガラス融液を延板上に連続的に引き出し、所定の形状に成形する。次いで、得られたガラス成形体(ガラスインゴット)を徐冷し、これを一定の厚みに切り出した後、その表面に研磨加工を施すことによって所定の厚みの大板ガラスを形成し、これを所定寸法に細断加工する。このように、固体撮像素子パッケージ用カバーガラスの透光面は、両面とも研磨加工が施されるが、研磨されることによって、表面に無数の微細な凹凸(微小傷)が形成される。一方、近年、固体撮像素子は、ますます高画素化、小型化が図られており、これに伴って1素子当たりの受光量が減少する傾向にあるが、カバーガラスの透光面を研磨することによって形成される微細な凹凸によって入射光が散乱しやすくなり、一部の素子への受光量が不足し、その結果、素子に誤作動が発生することが懸念されている。
【0008】
また、固体撮像素子パッケージ用カバーガラスは、ガラス中に異物や泡が混入したり、表面に塵等が付着すると、良好な表示画像が得られず、これはカバーガラスとして致命的な欠陥となるため、カバーガラスを出荷する前には必ず画像検査が行われる。しかしながら、上記したように、カバーガラスの透光面には無数の微細な凹凸が形成されるため、画像検査の際、カバーガラスの透光面の凹凸に起因して照射光が屈折し、明るく見える部分と暗く見える部分とが混在することになり、異物や塵等の有無を正確に検知できないことがある。
【0009】
また、カバーガラスの透光面に対して、非常に精密で長時間に亘る研磨加工を施すことによって、凹凸をより小さくすることは可能ではあるが、このような精密研磨は大量生産には不向きであり、急激な需要増に応えるためには、大幅な設備の増設が必要となる。さらに、この精密研磨加工は、人工皮革を備えた回転研磨加工機によって、酸化セリウム等の遊離砥粒を水等に分散させたスラリーを自動供給しながら行うが、研磨によって発生したガラス粉が人工皮革の中に入り込み、人工皮革の一部に突起部が形成されることがある。このガラス粉によって形成された人工皮革の突起部は、研磨時にカバーガラスの表面を削り取り、部分的に溝を形成する原因となる。そして、この種の溝は、比較的広く、浅い形状を有しているため、電子機器による画像検査工程で見落とされることがあり、そのようなカバーガラスが、固体撮像装置に搭載されると、表示画像に黒スジとなって現れる。しかも遊離砥粒として使用される酸化セリウムには、不純物としてThが含まれており、研磨した後、カバーガラスに付着した酸化セリウムを完全に除去しなければ、これがα線源となる可能性もある。
【0010】
上記のような生産性を損なう精密な研磨や、研磨を行うことで発生する固体撮像素子特性への悪影響は、研磨を施している限り、ある程度は避けられない問題である。
【0011】
本発明は、上記事情に鑑みなされたものであり、半導体パッケージ用カバーガラスの透光面を研磨することなく平滑にすることによって、研磨に伴う各種問題を解消することを技術的課題とする。
【課題を解決するための手段】
【0012】
上記の技術的課題を解決するためになされた本発明の半導体パッケージ用カバーガラスは、透光面が無研磨面であり、その表面粗さ(Ra)が1.0nm以下であり、質量%で、SiO2 52〜70%、Al2O3 5〜20%、B2O3 5〜20%、アルカリ土類金属酸化物 4〜30%、ZnO 0〜5%の基本組成を含有し、実質的にアルカリ金属酸化物を含有しないことを特徴とする。ここで、「Ra」は、JIS B0601−1994で定義された算術平均粗さ(arithmetical mean roughness)である。
【発明の効果】
【0013】
本発明の半導体パッケージ用カバーガラスは、透光面が無研磨面であり、その表面粗さ(Ra)が1.0nm以下であるため、入射光の散乱に起因する素子の誤動作を抑え、また画像検査で異物や塵等の有無を正確に検知することができ、黒スジのような表示不良を防止することが可能である。しかも、精密研削研磨加工工程を省略できるため、安価に大量生産することができ、さらに研磨が不要で遊離砥粒を使用しないため、酸化セリウムに起因するα線の放出を防止することができる。
【図面の簡単な説明】
【0014】
【図1】実施例に係る半導体パッケージ用カバーガラスを示す斜視図である。
【図2】オーバーフローダウンドロー法によって板状ガラスを成形する方法を示す説明図である。
【図3】レーザースクライブによって大板ガラスを細断加工する方法を示す説明図である。
【発明を実施するための形態】
【0015】
本発明の半導体パッケージ用カバーガラスは、透光面が無研磨面であり、その表面粗さ(Ra)が1.0nm以下である。このような表面品位の高いカバーガラスは、ダウンドロー法やフロート法によって成形することが可能である。ダウンドロー法としては、オーバーフローダウンドロー法やスロットダウンドロー法が適しているが、特にオーバーフローダウンドロー法の場合は、ガラス表面が自由表面であり、他の部材と接触することがな
く、溶融条件や成形条件を制御することによって、所望の肉厚(半導体パッケージ用カバーガラスの場合は、0.05〜0.7mm)を有し、表面平滑性に優れた板ガラスを得ることができるため好ましい。つまり、オーバーフローダウンドロー法を採用すると、表面(透光面)を研磨加工することなく、平滑な表面が得られるため、研磨による微小傷を形成することなく、表面粗さ(Ra)が1.0nm以下、0.5nm以下、さらには0.3nm以下のカバーガラスを作製することが可能である。このようにカバーガラスの透光面の表面粗さ(Ra)が小さくなるほど、カバーガラスの透光面の散乱光に起因する素子の誤動作の発生率が低下し、また異物等を検知する画像検査の精度が向上する。尚、表面粗さ(Ra)は、表面平滑性の品位を表すものであり、JIS B0601に基づく試験方法を適用することによって測定することができる。
【0016】
また、フロート法としては、溶融ガラスを、還元雰囲気中で溶融した金属スズ浴上に供給して板状に成形する方法や、支持体上に溶融ガラスを供給し、支持体とガラスとを、蒸気膜形成剤を気化した蒸気膜の薄層を介して互いに摺動させて板状に成形する方法(特開平9−295819号、特開2001−192217号等参照)が使用できる。尚、フロート法で成形されたカバーガラスは、ダウンドロー法で成形されたカバーガラスに比べて表面品位に劣るため、必要に応じて研磨加工を施しても良い。ただし、この場合でも、研磨時間を短くして生産性の低下をできるだけ小さくすべきであり、また研磨を行うことで発生する固体撮像素子特性への悪影響もできるだけ小さくすべきである。
【0017】
また、本発明の半導体パッケージ用カバーガラスは、液相温度におけるガラスの粘度(液相粘度)が105.2dPa・s以上であると、ガラス中に失透物が発生し難く、ダウンドロー法による成形が可能である。すなわち、SiO2−Al2O3−B2O3−RO系ガラス基板を、ダウンドロー法で成形する場合、成形部分におけるガラスの粘度は、およそ105.0dPa・sに相当する。そのため、ガラスの液相粘度が105.0dPa・s付近、或いはそれ以下であると、成形されたガラスに失透物が発生しやすい。ガラス中に失透物が発生すると、透光性が損なわれるため、カバーガラスとしては使用できなくなる。よって、ダウンドロー法でガラスを成形する場合、ガラスの液相粘度は、できるだけ高いことが望ましく、半導体パッケージ用カバーガラスとしては、液相粘度が105.2dPa・s以上であることが必要である。液相粘度は、105.4dPa・s以上であることが好ましく、さらに105.8dPa・s以上であることがより好ましい。
【0018】
また、本発明の半導体パッケージ用カバーガラスは、30〜380℃の温度範囲における平均熱膨張係数を30〜85×10−7/℃にすることによって、有機樹脂や低融点ガラスからなる接着材を用いてアルミナパッケージ(約70×10−7/℃)や各種樹脂パッケージと封着しても、内部に歪みが発生せず、長期間に亘って良好な封着状態を保つことが可能である。カバーガラスの好ましい熱膨張係数は、35〜80×10−7/℃、より好ましい熱膨張係数は50〜75×10−7/℃である。
【0019】
また、本発明の半導体パッケージ用カバーガラスは、α線放出量を0.01c/cm2・hr以下に規制することによって、α線に起因する固体撮像素子のソフトエラーの低減を図ることができる。このようにα線放出量を0.01c/cm2・hr以下にするためには、原料や溶融槽からの不純物の混入を防止し、ガラス中のU量を10ppb以下、Th量を20ppb以下に抑えることが望ましい。固体撮像素子は、高画素化、小型化に伴ってα線に起因するソフトエラーが発生しやすくなっているため、カバーガラスのα線放出量は、0.005c/cm2・hr以下にすることが好ましく、さらには0.003c/cm2・hr以下にすることが好ましい。また、U量は5ppb以下、Th量は10ppb以下、さらには、U量は4ppb以下、Th量は8ppb以下にすることが好ましい。尚、Uは、Thに比べて、α線を放出しやすいため、Uの許容量は、Thの許容量に比べて、少なくなる。
【0020】
また、本発明の半導体パッケージ用カバーガラスは、ガラスの密度が2.55g/cm3以下(好ましくは2.45g/cm3以下)、アルカリ溶出量が1.0mg以下(好ましくは0.1mg以下、より好ましくは0.01mg以下)であると、特に屋外で使用する携帯用電子機器に搭載される用途に好適である。すなわち、ビデオカメラ、デジタルスチルカメラ、携帯電話、PDA(Personal Digital Assistant
)等の機器は、屋外で使用されることがあるため、軽量で持ち運びに適し、高い耐候性を有することが要求される。従って、これらの用途に使用される固体撮像素子パッケージ用カバーガラスは、軽量であるという特性に加え、安定した耐候性を有し、屋外で過酷な環境下で使用されても表面品位が低下しないといった特性を併せ持つものでなければならない。そのため、特にこの用途に使用されるカバーガラスには、ガラスの密度を低下することによって軽量化したり、アルカリ溶出量を少なくすることによって耐候性を向上することが望まれる。
【0021】
また、本発明の半導体パッケージ用カバーガラスは、肉厚が0.05〜0.7mmであることが好ましい。肉厚が大きくなるほど、透過率が低下し、また機器の軽量化、薄型化が困難となるため好ましくない。また、肉厚が薄くなりすぎると、実用強度が不足したり、大板ガラスのたわみが大きくなって取り扱いが困難となる。より好ましい肉厚は、0.1〜0.5mm、さらに好ましい肉厚は、0.1〜0.4mmである。
【0022】
また、本発明の半導体パッケージ用カバーガラスは、ヤング率が65GPa以上、さらには67GPa以上であることが好ましい。ヤング率はカバーガラスが一定の外力を加えられた状態でどれだけ変形しやすくなるかを表しており、ヤング率が大きいほどカバーガラスは変形し難くなる。カバーガラスのヤング率が高いほど、半導体素子に直接圧力が加わるのを防止し、結果として素子の損傷が防止できる。
【0023】
また、本発明の半導体パッケージ用カバーガラスは、カバーガラスの比ヤング率(ヤング率/密度)が27GPa/g・cm−3以上であると、軽量でかつ変形し難いという特性を満足するものとなるため、特に携帯用電子機器に使用される固体撮像素子用カバーガラスとして好適である。このような観点から、固体撮像素子用カバーガラスの比ヤング率は、できるだけ大きいことが望まれ、28GPa/g・cm−3以上であることが好ましい。
【0024】
また、本発明の半導体パッケージ用カバーガラスは、ビッカース硬度が500以上であると、表面に傷が入り難いため好ましい。その理由は、電子機器の組立工程や搬送工程等でカバーガラスの表面に微小な傷が形成されると、固体撮像素子に搭載した後の画像検査工程で不良となるからである。より好ましいビッカース硬度は520以上である。
【0025】
本発明において、特に耐候性を考慮すると、質量%で、SiO2 52〜70%、Al2O3 5〜20%、B2O3 5〜20%、アルカリ土類金属酸化物 4〜30%、ZnO 0〜5%の基本組成を含有し、実質的にアルカリ金属酸化物を含有しないカバーガラスが好ましい。このような組成を有するカバーガラスは、アルカリ溶出量が0.01mg未満となるため、耐候性に優れ、長時間使用しても外観品位が低下しないという利点がある。尚、本発明において「実質的に含有しない」とは、その成分の含有量が2000ppm未満であることを意味している。また、アルカリ溶出量は、JIS R3502に基づく試験方法を適用することによって測定することができる。
【0026】
上記のカバーガラスを構成する各成分の限定理由を以下に説明する。
【0027】
SiO2は、ガラスを構成する骨格となる主成分であり、ガラスの耐候性を向上するのに効果があるが、多くなりすぎると、ガラスの高温粘度が上昇し、溶融性が悪化すると共に、液相粘度が高くなる傾向がある。よって、SiO2の含有量は、52〜70%、好ましくは、53〜67%、より好ましくは、55〜65%である。
【0028】
Al2O3は、ガラスの耐候性と液相粘度を高める成分であるが、多くなりすぎると、ガラスの高温粘度が上昇し、溶融性が悪化する傾向がある。よって、Al2O3の含有量は、5〜20%、好ましくは、8〜19%、より好ましくは、10〜18%である。
【0029】
B2O3は、融剤として働き、ガラスの粘性を下げ、溶融性を改善する成分である。さらに、液相粘度を高めるための成分である。しかし、B2O3が多くなりすぎると、ガラスの耐候性が低下する傾向がある。よって、B2O3の含有量は、5〜20%、好ましくは、6〜15%、より好ましくは、7〜13%である。
【0030】
アルカリ土類金属酸化物(MgO、CaO、SrO、BaO)は、ガラスの耐候性を向上すると共に、ガラスの粘性を下げ、溶融性を改善する成分であるが、多くなりすぎると、ガラスが失透しやすくなると共に密度が上昇する傾向にある。よって、アルカリ土類金属酸化物の含有量は、4〜30%、好ましくは、5〜20%、より好ましくは、6〜16%である。
【0031】
特にCaOは、比較的容易に高純度原料を入手でき、ガラスの溶融性と耐候性を著しく改善する成分である。CaOの含有量が1.5%より少ない場合は、上記効果が小さく、逆に15%を超える場合は、耐候性が低下する。より安定した品位を実現するためには、CaOの含有量を2〜12%、さらには3〜10%とすることが望ましい。
【0032】
また、BaOとSrOは、ガラスの密度を著しく上昇させるため、密度を低下したい場合は、各々の含有量を12%以下、10%以下に規制し、さらに両者の含有量を合量で6.5〜13%に規制することが好ましい。また、BaOとSrOは、原料中に放射性同位元素を含みやすいため、α線放出量を低減したい場合は、両者の含有量を合量で8.5%以下、好ましくは3%以下、より好ましくは1.4%以下に規制すべきである。
【0033】
ZnOは、ガラスの溶融性を改善し、溶融ガラスから、B2O3やアルカリ土類金属酸化物が揮発するのを抑制する効果を有するが、多量に含有すると、ガラスが失透しやすくなり、密度が上昇するため好ましくない。従って、その含有量の上限は5%以下、好ましくは3%以下、より好ましくは1%以下である。
【0034】
ただし、アルカリ金属酸化物(Na2O、K2O、Li2O)を含有すると、ガラスからのアルカリ溶出量が増加し、耐候性が低下するため、その含有量を0.2%未満に抑えることが好ましい。より安定した耐候性を実現するためには、アルカリ金属酸化物の含有量を0.1%未満、さらには0.05%未満に抑えることが望ましい。
【0035】
また、ガラス中のアルカリ金属酸化物が少ないと、これをパッケージに封着するための接着剤の劣化を抑えることができるという利点もある。すなわち、固体撮像素子パッケージ用カバーガラスは、有機樹脂(例えばエポキシ樹脂)を用いて接着されることが多いが、カバーガラス中にアルカリ成分が含まれていると、アルカリ成分が徐々に接着剤に溶出する。エポキシ樹脂等の有機樹脂は、アルカリ成分によって接着性が低下するという性質があるため、カバーガラスとパッケージとの間の接着強度が徐々に低下しやすくなる。その結果、両者の間に隙間が生じたり、カバーガラスが剥離して、固体撮像素子を保護するという所期の目的が果たせなくなることがある。
【0036】
さらに、本発明においては、上記成分以外にも、ガラスの特性を損なわない範囲で、P2O5、Y2O3、Nb2O3、La2O3等の成分を5%以下含有させたり、各種清澄剤を3%まで含有させることができる。清澄剤としては、Sb2O3、Sb2O5、F2、Cl2、C、SO3、SnO2、或いはAl、Si等の金属粉末の1種又は2種以上が使用できる。
【0037】
As2O3は、幅広い温度域(1300〜1700℃程度)で清澄ガスを発生させることができるため、従来よりこの種のガラスの清澄剤として広く用いられているが、原料中に放射性同位元素を含みやすい。しかも、As2O3は、毒性が非常に強く、ガラスの製造工程や廃ガラスの処理時等に環境を汚染する可能性がある。よって、As2O3は実質的に含有しないようにすべきである。また、PbO、CdOも毒性が強いため、使用を避けるべきである。さらに、Sb2O3、Sb2O5も、As2O3と同様、清澄効果に優れた成分であるが、やはり毒性が強いため、できるだけ含有しないことが望ましい。
【0038】
よって、本発明におけるSiO2−Al2O3−B2O3−RO系ガラスの場合は、清澄剤として、Sb2O3とSb2O5が合量で0.05〜2.0%、F2、Cl2、SO3、C、SnO2が合量で0.1〜3.0%(特にCl2 0.005〜1.0%、SnO2 0.01〜1.0%)の割合となるように使用するのが好適である。また、SiO2−Al2O3−B2O3−R2O系ガラスの場合は、溶融性に優れているため、Sb2O3とSb2O5が合
量で0.2%以下、F2、Cl2、SO3、C、SnO2が合量で0.1〜3.0%の割合となるように含有させることが好ましい。
【0039】
また、Fe2O3も、清澄剤として使用できるが、ガラスを着色するため、その含有量は500ppm以下、好ましくは300ppm以下、より好ましくは200ppm以下に規制すべきである。CeO2も清澄剤として使用できるが、ガラスを着色するため、その含有量は2%以下、好ましくは1%以下、より好ましくは0.7%以下に規制すべきである。TiO2は、ガラスの耐候性を改善し、高温粘度を低下させる効果を有するが、Fe2O3による着色を助長するため、多量に含有することは好ましくない。ただし、Fe2O3が200ppm以下であれば、5%まで含有させることができる。ZrO2は、耐候性を向上する成分であるが、原料に放射性同位元素を含みやすいため、その含有量は0〜2%、好ましくは0〜0.5%、より好ましくは500ppm以下に規制すべきである。
【0040】
本発明の半導体パッケージ用カバーガラスは、上記の基本組成を有しつつ、高純度原料と、不純物が混入し難いように整備された溶融環境を採用することによって、U、Th、Fe2O3、PbO、TiO2、MnO2、ZrO2等の含有量を精密に制御することが可能である。特に紫外線近傍の透過率に影響を及ぼすFe2O3、PbO、TiO2、MnO2については、各々1〜100ppmオーダーで管理することが可能であり、α線によるCCD素子のソフトエラーの原因となるU、Thについては、各々0.1〜10ppbのオーダーで管理することが可能である。尚、CCDはα線によってソフトエラーを起こしやすく、今日ではカバーガラスからのα線放出量を0.005c/cm2・h未満にすることが望ましいが、CMOSの場合は、α線によるソフトエラーは起こり難く、カバーガラスからのα線放出量が0.5c/cm2・h未満であれば使用できる。従って、CMOS用カバーガラスを作製する場合には、必ずしも高純度原料を使用する必要がなく、また溶融時におけるU、Thの混入を低減する必要もない。
【0041】
次に、本発明の製造方法の一例として、α線放出量の少ない半導体パッケージ用カバーガラスを製造する方法を説明する。
【0042】
まず、所望の組成を有するガラスとなるようにガラス原料調合物を準備する。ガラス原料は、U、Th等の不純物が少ない高純度原料を使用する。より具体的には、UとThの含有量が各々5ppb以下の高純度原料を使用する。次いで、調合したガラス原料を溶融槽に投入して溶融する。溶融槽は、白金容器(白金ロジウム容器を含む)を使用しても良いが、ガラス中に白金ブツが混入しやすくなるため、少なくとも溶融槽の内壁(天井、側面、底面)は、U、Thの少ない耐火物から作製することが好ましい。具体的には、アルミナ耐火物(例えばアルミナ質電鋳レンガ)や石英耐火物(例えばシリカブロック)が、侵食しにくく、しかもU、Thの含有量を各々1ppm以下にすることができ、U、Thのガラスへの溶出が少ないため好ましい。次いで、溶融ガラスの均質化(脱泡・脈理除去)を清澄槽で行う。この清澄槽は、耐火物や白金から作製すれば良い。尚、一般にジルコニア耐火物は、非常に耐侵食性に優れている反面、放射性同位元素を多く含むため、使用を避けるべきであるが、ジルコニア耐火物中の不純物量を低減し、U、Thの含有量を各々1ppm以下にすれば、これを溶融槽の内壁に使用して、α線放出量の少ない半導体パッケージ用カバーガラスを製造することは可能である。
【0043】
その後、均質化された溶融ガラスをダウンドロー法で板状に成形し、所望の厚みを有する板ガラスを得る。ダウンドロー法としては、オーバーフローダウンドロー法やスロットダウンドロー法が使用できる。こうして得られた板ガラスを所定の寸法に細断加工し、必要に応じて面取り加工することによってカバーガラスを作製する。
【実施例1】
【0044】
以下、実施例に基づいて本発明のパッケージ用カバーガラスを説明する。
【0045】
図1は、実施例に係る半導体パッケージ用カバーガラス10を示している。この半導体パッケージ用カバーガラス10は、板厚方向に相対向する第1透光面10a及び第2透光面10bと、周縁を構成する側面10cとを備えた板状ガラスである。このカバーガラス10の寸法は、14×16×0.5mmであり、第1透光面10a及び第2透光面10bは無研磨面であり、その表面粗さ(Ra)は、いずれも0.5nm以下である。また図示は省略するが、側面10cは、面取り形状を有している。
【0046】
次に、上記の半導体パッケージ用カバーガラスの製造方法とその性能の評価試験の結果について説明する。
【0047】
板状ガラスの最初の製造工程は、一辺が500mm以上の大板ガラスを作製する工程である。上記したように、表面品位に優れた板状ガラスを成形するには、オーバーフローダウンドロー法が最も好適である。オーバーフローダウンドロー法とは、図2に示すように、耐火物からなる樋11に溶融ガラス12を流し、樋11の両側から溢れ出た溶融ガラス12を樋11の底部で融合させ、板状にして下方に移動させる方法である。この方法によると、溶融ガラスの自由表面が板状ガラスの表裏面を形成するため、平滑性に優れた大板ガラス13が得られる。また、溶融条件と成形条件を制御することによって、肉厚0.05〜0.7mmで、表面粗さ(Ra)が1.0nm以下の大板ガラス13を容易に成形することができる。そのため、大板ガラス13の表面を研磨することなく、所定の大きさに細断加工するだけで半導体パッケージ用カバーガラスを作製することが可能である。
【0048】
この大板ガラス13を細断する方法としては、メカニカルスクライブやレーザースクライブが利用できる。レーザースクライブとは、まず熱加工レーザー切断装置を使用して、板厚方向の約20%の厚みまで大板ガラスの一方の面上に、レーザービーム移動速度180±5mm/sec、あるいは220±5mm/sec、レーザー出力120±5W、あるいは160±5Wの条件で碁盤目状の加工を施す。次いで、図3に概念的に示すように、大板ガラス13の加工面13aに対して、その反対側より金属製のライン状ヘッド14を作動方向Mに移動させ、同時に大板ガラス13の加工面13a側を治具(図示省力)で押さえることによって、大板ガラス13の加工面13aに応力を加えて押し割りを行う。こうして割断を行うことによって、碁盤目状に形成された予定線に沿って分割された短冊状の板状ガラスが得られる。このようにして押し割り加工された短冊状の板状ガラスは、それぞれ真空ピンセット(図示省力)を利用して次工程に搬送される。そして、短冊状の板状ガラスを再度押し割り加工することによって、所定の縦横寸法を有するカバーガラスが得られる。
【0049】
表1は、SiO2−Al2O3−B2O3−RO系ガラスからなる本発明のパッケージ用カバーガラスの実施例(試料No.1〜5)を示すものである。
【表1】
【0050】
表1のガラス試料は、以下のようにして作製した。まず、表1の組成となるように調製したガラス原料を白金ロジウム坩堝に入れ、攪拌機能を有する電気溶融炉中で1600℃、20時間の条件で溶融した。次いで、溶融ガラスをカーボン板上に流し出して徐冷することでガラス試料を作製し、諸特性を調べた。
【0051】
表1から明らかなように、いずれのガラスも、アルカリ溶出量が非常に少なく、また密度、ヤング率、比ヤング率、ビッカース硬度、熱膨張係数について、半導体パッケージ用カバーガラスに要求される条件を満足するものである。また、液相温度が1130℃以下、液相粘度が105.2dPa・s以上であるため、耐失透性に優れていた。
【0052】
また、表2、3は、SiO2−Al2O3−B2O3−R2O系ガラスからなるパッケージ用カバーガラスの参考例(試料No.6〜17)を示すものである。
【表2】
【表3】
【0053】
表2、3中の各ガラス試料は、次のようにして作製した。
【0054】
まず、表の組成となるように調製した高純度ガラス原料を、白金ロジウム、アルミナ、石英のいずれかから作製されたルツボに投入し、攪拌機能を有する電気溶融炉中で1550℃、6時間の条件で溶融し、その溶融ガラスをカーボン板上に流し出した。さらに、この板ガラスを徐冷してガラス試料とした。
【0055】
表から明らかなように、各ガラス試料は、熱膨張係数、密度、α線放出量について、半導体パッケージ用カバーガラスに要求される条件を満足するものであり、しかも102.5dPa・sの粘度に相当する温度が1500℃以下であるため溶融性に優れ、液相温度が884℃以下、液相粘度が105.8dPa・s以上であるため、耐失透性に優れていた。
【0056】
尚、表中のアルカリ溶出量は、JIS R3502に基づいて測定した。密度は、周知のアルキメデス法によって測定した。比ヤング率は、鐘紡(株)製非破壊弾性率測定装置(KI−11)を使用し、曲げ共振法によって測定したヤング率と密度から算出した。ビッカース硬度は、JIS Z2244−1992に基づいて測定した。熱膨張係数は、ディラトメーターを用いて、30〜380℃の温度範囲における平均熱膨張係数を測定した。液相温度は、各ガラス試料を300〜500μmの粒径に破砕し、これを白金ボートに入れ、温度勾配炉中に8時間保持してから、顕微鏡観察により、ガラス試料内部に失透(結晶異物)の見られた最高温度を測定し、その温度を液相温度とした。また、液相温度におけるガラスの粘度を液相粘度とした。No.11、12のガラス試料は、失透が見られず、特に耐失透性に優れていた。U、Thの含有量は、ICP−MASSにより測定した。また、歪点、及び徐冷点は、ASTM C336−71の方法に準じて測定し、軟化点は、ASTM C338−93の方法に準じて測定した。104dPa・s温度、103dPa・s温度、及び102.5dPa・s温度は、周知の白金球引き上げ法によって求めた。102.5Pa・s温度は、高温粘度である102.5ポイズに相当する温度を測定したものであり、この値が低いほど溶融性に優れていることになる。α線放出量は、超低レベルα線測定装置(住友化学社製LACS−4000M)を用いて測定した。
【0057】
また、表1〜3のNo.1、6、11、14及び15のガラス試料を、試験溶融槽(アルミナ耐火物製)で溶融し、オーバーフローダウンドロー法で厚み0.5mmの板状に成形し、その表面を研磨することなく、レーザースクライブで細断加工を施すことによって、縦寸法14mm、横寸法16mmのカバーガラスを作製した。
【0058】
また、比較のため、試料No.1のガラスとなるようにガラス原料を上記の試験溶融槽で溶融した後、800×300×300mmの寸法に鋳込み成形し、ワイヤーソーを使用して切断することによって、板厚1.5mmの板状に加工した。その後、この板状ガラスの両面に回転研磨機を用いて精密研磨加工を施すことによって大板ガラス(肉厚0.5mm)を形成し、レーザースクライブによる細断加工を施して縦寸法14mm、横寸法16mmのカバーガラスを作製した。
【0059】
こうして作製した各カバーガラスの表裏の透光面(第1透光面と第2透光面)の表面粗さ(Ra)を、触針式表面粗さ測定機タリステップ(Tayler−Hobson社製)を用いて測定した。その結果を表4に示す。
【表4】
【0060】
表4から明らかなように、実施例のカバーガラスは、いずれも第1透光面と第2透光面の表面粗さ(Ra)が0.23nm以下であり、極めて良好な平滑面を有していたが、比較例のカバーガラスは、精密研磨加工を施したにも関わらず、表面粗さ(Ra)が0.56nm以上であった。また、各カバーガラスの透光面を原子間力顕微鏡(AFM)で観察したところ、比較例のカバーガラスには、全面に亘って無数の微小傷が形成されていたが、実施例のカバーガラスには、そのような傷は認められなかった。
【産業上の利用可能性】
【0061】
本発明のパッケージ用カバーガラスは、固体撮像素子パッケージ用カバーガラスとして好適であり、これ以外にも、レーザーダイオードを収納するパッケージを始めとして、各種半導体パッケージのカバーガラスとして使用することができる。また、このカバーガラスは、30〜380℃の温度範囲における平均熱膨張係数が30〜85×10−7/℃であるため、アルミナパッケージ以外にも、樹脂、タングステン金属、コバール合金、モリブデン金属、36Ni−Fe合金、42Ni−Fe合金、45Ni−Fe合金、46Ni−Fe合金、52Ni−Fe合金等で作製された各種パッケージに、有機樹脂や低融点ガラスを用いて封着することが可能である。
【符号の説明】
【0062】
10 半導体パッケージ用カバーガラス
10a 第1透光面
10b 第2透光面
10c 側面
11 樋
12 溶融ガラス
13 大板ガラス
13a 加工面
14 ライン状ヘッド
【特許請求の範囲】
【請求項1】
透光面が無研磨面であり、その表面粗さ(Ra)が1.0nm以下であり、質量%で、SiO2 52〜70%、Al2O3 5〜20%、B2O3 5〜20%、アルカリ土類金属酸化物 4〜30%、ZnO 0〜5%の基本組成を含有し、実質的にアルカリ金属酸化物を含有しないことを特徴とする半導体パッケージ用カバーガラス。
【請求項2】
ダウンドロー法又はフロート法で成形されてなることを特徴とする請求項1に記載の半導体パッケージ用カバーガラス。
【請求項3】
ダウンドロー法が、オーバーフローダウンドロー法であることを特徴とする請求項2に記載の半導体パッケージ用カバーガラス。
【請求項4】
液相温度におけるガラス粘度が105.2dPa・s以上であることを特徴とする請求項1〜3のいずれかに記載の半導体パッケージ用カバーガラス。
【請求項5】
30〜380℃の温度範囲における平均熱膨張係数が30〜85×10−7/℃であることを特徴とする請求項1〜4のいずれかに記載の半導体パッケージ用カバーガラス。
【請求項6】
α線放出量が0.01c/cm2・hr以下であることを特徴とする請求項1〜5のいずれかに記載の半導体パッケージ用カバーガラス。
【請求項7】
アルカリ溶出量が、1.0mg以下であることを特徴とする請求項1〜6のいずれかに記載の半導体パッケージ用カバーガラス。
【請求項8】
肉厚が、0.05〜0.7mmであることを特徴とする請求項1〜7のいずれかに記載の半導体パッケージ用カバーガラス。
【請求項9】
密度が2.55g/cm3以下であることを特徴とする請求項1〜8のいずれかに記載の半導体パッケージ用カバーガラス。
【請求項10】
固体撮像素子を収納するパッケージに使用されることを特徴とする請求項1〜9のいずれかに記載の半導体パッケージ用カバーガラス。
【請求項11】
レーザーダイオードを収納するパッケージに使用されることを特徴とする請求項1〜9のいずれかに記載の半導体パッケージ用カバーガラス。
【請求項1】
透光面が無研磨面であり、その表面粗さ(Ra)が1.0nm以下であり、質量%で、SiO2 52〜70%、Al2O3 5〜20%、B2O3 5〜20%、アルカリ土類金属酸化物 4〜30%、ZnO 0〜5%の基本組成を含有し、実質的にアルカリ金属酸化物を含有しないことを特徴とする半導体パッケージ用カバーガラス。
【請求項2】
ダウンドロー法又はフロート法で成形されてなることを特徴とする請求項1に記載の半導体パッケージ用カバーガラス。
【請求項3】
ダウンドロー法が、オーバーフローダウンドロー法であることを特徴とする請求項2に記載の半導体パッケージ用カバーガラス。
【請求項4】
液相温度におけるガラス粘度が105.2dPa・s以上であることを特徴とする請求項1〜3のいずれかに記載の半導体パッケージ用カバーガラス。
【請求項5】
30〜380℃の温度範囲における平均熱膨張係数が30〜85×10−7/℃であることを特徴とする請求項1〜4のいずれかに記載の半導体パッケージ用カバーガラス。
【請求項6】
α線放出量が0.01c/cm2・hr以下であることを特徴とする請求項1〜5のいずれかに記載の半導体パッケージ用カバーガラス。
【請求項7】
アルカリ溶出量が、1.0mg以下であることを特徴とする請求項1〜6のいずれかに記載の半導体パッケージ用カバーガラス。
【請求項8】
肉厚が、0.05〜0.7mmであることを特徴とする請求項1〜7のいずれかに記載の半導体パッケージ用カバーガラス。
【請求項9】
密度が2.55g/cm3以下であることを特徴とする請求項1〜8のいずれかに記載の半導体パッケージ用カバーガラス。
【請求項10】
固体撮像素子を収納するパッケージに使用されることを特徴とする請求項1〜9のいずれかに記載の半導体パッケージ用カバーガラス。
【請求項11】
レーザーダイオードを収納するパッケージに使用されることを特徴とする請求項1〜9のいずれかに記載の半導体パッケージ用カバーガラス。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−32280(P2013−32280A)
【公開日】平成25年2月14日(2013.2.14)
【国際特許分類】
【出願番号】特願2012−232529(P2012−232529)
【出願日】平成24年10月22日(2012.10.22)
【分割の表示】特願2009−249015(P2009−249015)の分割
【原出願日】平成16年2月12日(2004.2.12)
【出願人】(000232243)日本電気硝子株式会社 (1,447)
【Fターム(参考)】
【公開日】平成25年2月14日(2013.2.14)
【国際特許分類】
【出願日】平成24年10月22日(2012.10.22)
【分割の表示】特願2009−249015(P2009−249015)の分割
【原出願日】平成16年2月12日(2004.2.12)
【出願人】(000232243)日本電気硝子株式会社 (1,447)
【Fターム(参考)】
[ Back to top ]