
半導体レーザ素子及びその製造方法
【課題】主としてFFPに優れた半導体レーザ素子を得ること課題とする。
【解決手段】本発明の一実施形態に係る半導体レーザ素子100は、窒化物半導体からなる下部コンタクト層101と、窒化物半導体からなりInを含む第1層102aと窒化物半導体からなりInを含まない第2層102bとを含む超格子構造であると共に暗色領域を有する光吸収層102と、窒化物半導体からなる活性層107と、窒化物半導体からなる上部コンタクト層111と、を順に備える。
【解決手段】本発明の一実施形態に係る半導体レーザ素子100は、窒化物半導体からなる下部コンタクト層101と、窒化物半導体からなりInを含む第1層102aと窒化物半導体からなりInを含まない第2層102bとを含む超格子構造であると共に暗色領域を有する光吸収層102と、窒化物半導体からなる活性層107と、窒化物半導体からなる上部コンタクト層111と、を順に備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は半導体レーザ素子及びその製造方法に関する。
【背景技術】
【0002】
近年、窒化物半導体を用いた半導体レーザ素子が開発されている。係る半導体レーザ素子においては、活性層から漏れ出した光が他の層に伝搬して、ファーフィールドパターン(FFP)等に悪影響を及ぼす場合がある。活性層から漏れ出した光は、レンズを通してビーム径を絞ったとしても、FFPにおいてノイズとして確認される。例えば、レーザ光を用いてレーザスキャンにより画像を直接描画するようなレーザディスプレイの場合、漏れ光があることによりビーム形状がぼやけてしまい、画像の解像度を落としてしまう。したがって半導体レーザ素子において漏れ光の抑制は大きな課題である。
【0003】
この問題を解決するために、種々の提案がされている。例えば、特許文献1の段落15には「自然放出光吸収層がインジウムを含むため、自然放出光吸収層のエネルギーギャップが、窒化物半導体から放出される自然放出光のエネルギーよりも小さくなるようにできるので、自然放出光を確実に吸収できる」と記載されており、活性層よりも小さいバンドギャップエネルギーを有する「自然放出光吸収層」を設けることで、光を吸収することができる旨が記載されている。また、特許文献2の段落7には「Inを含む窒化物半導体であって、アモルファス領域を有する光吸収層が形成される構成とする。アモルファス領域を形成すれば、少なくとも可視光領域の光は吸収することができる。」と記載されており、アモルファス領域を形成することで光を吸収できる旨が記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2001−68784号公報
【特許文献2】特開2004−266143号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1の「自然放出光吸収層」は活性層からの光を吸収するために活性層よりも小さなバンドギャップエネルギーを有する必要がある。窒化物半導体の場合、Inの量を多くすることでバンドギャップエネルギーを小さくすることができるが、Inの量を多くすると結晶性が悪化してしまい、その後に成長する他の層を結晶性良く成長できないという問題があった。さらに、特許文献2の「光吸収層」であってもその結晶性については改善の余地があった。
【0006】
本発明は上記問題に鑑みてなされたものであり、主にFFPに優れた半導体レーザ素子を得ること課題とする。
【課題を解決するための手段】
【0007】
本発明の一実施形態に係る半導体レーザ素子は、窒化物半導体からなる下部コンタクト層と、窒化物半導体からなりInを含む第1層と窒化物半導体からなりInを含まない第2層とを含む超格子構造であると共に暗色領域を有する光吸収層と、窒化物半導体からなる活性層と、窒化物半導体からなる上部コンタクト層と、を順に備える。
【0008】
本発明の他の実施形態に係る半導体レーザ素子の製造方法は、窒化物半導体からなる下部コンタクト層を準備する工程と、下部コンタクト層上に窒化物半導体からなりInを含む第1層と窒化物半導体からなりInを含まない第2層とを含む超格子構造を形成する工程と、超格子構造上に窒化物半導体からなる活性層を形成する工程と、活性層上に窒化物半導体からなる上部コンタクト層を形成する工程と、加熱することにより超格子構造に暗色領域を形成し光吸収層とする工程と、を備える。
【発明の効果】
【0009】
本発明により、主にFFP及び偏光特性に優れた導体レーザ素子とすることができる。
【図面の簡単な説明】
【0010】
【図1】本発明の一実施形態である半導体レーザ素子を示す模式的断面図である。
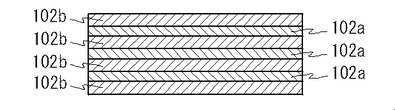
【図2】図1の半導体レーザ素子における光吸収層の積層構造を示す模式断面図である。
【図3】ウエハの外観写真である。
【図4】ウエハのCL像である。
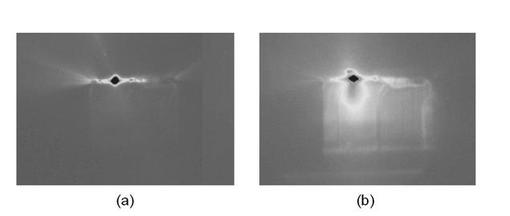
【図5】実施例1及び比較例1に係る半導体レーザ素子の発光状態の端面写真である。
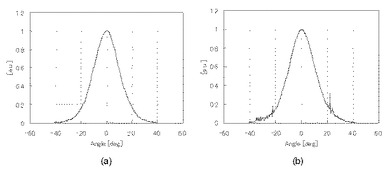
【図6】実施例1及び比較例1に係る半導体レーザ素子のFFP⊥のビーム形状を示すグラフである。
【図7】実施例1及び比較例1に係る半導体レーザ素子のI−L特性を示すグラフである。
【図8】実施例1及び比較例1に係る半導体レーザ素子のI−V特性を示すグラフである。
【図9】実施例1及び比較例1に係る半導体レーザ素子の偏光特性を示すグラフである。
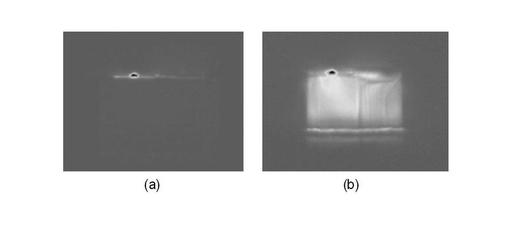
【図10】実施例2及び比較例2に係る半導体レーザ素子の端面写真である。
【図11】実施例2及び比較例2に係る半導体レーザ素子のFFP⊥のビーム形状を示すグラフである。
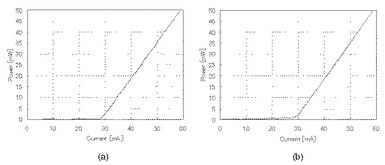
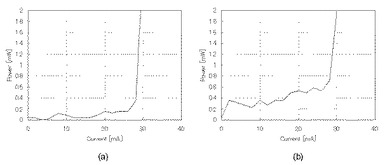
【図12】実施例2及び比較例2に係る半導体レーザ素子のI−L特性を示すグラフである。
【図13】実施例2及び比較例2に係る半導体レーザ素子のI−L特性を示すグラフである。
【図14】実施例2及び比較例2に係る半導体レーザ素子のI−V特性を示すグラフである。
【図15】実施例2及び比較例2に係る半導体レーザ素子の偏光特性を示すグラフである。
【発明を実施するための形態】
【0011】
以下、図面を参照しながら、本発明に係る半導体レーザ素子及びその製造方法を実施するための形態を説明する。ただし、以下に示す形態は、本発明の技術思想を具体化するための例示であって、本発明を以下に限定するものではない。さらに、同一の名称、符号については、原則として同一もしくは同質の部材を示しており、重複した説明は適宜省略する。
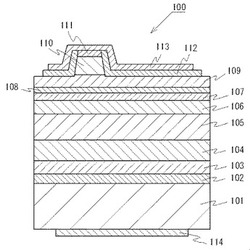
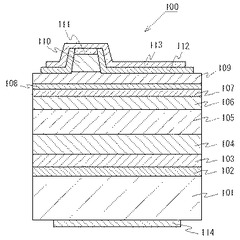
【0012】
本発明の一実施形態に係る端面発光型の半導体レーザ素子100の断面図を図1に、半導体レーザ素子100の光吸収層102部分における部分拡大図を図2に示す。半導体レーザ素子100は、窒化物半導体からなる下部コンタクト層101と、窒化物半導体からなりInを含む第1層102aと窒化物半導体からなりInを含まない第2層102bとを含む超格子構造であると共に暗色領域を有する光吸収層102と、窒化物半導体からなる活性層106と、窒化物半導体からなる上部コンタクト層111と、を順に備える。ここで、光吸収層102に暗色領域を形成するには、Inを含有する第1層102aを加熱する必要がある。詳細は不明だが、加熱することで第1層102aが部分的に分解し、Inの多い領域が偏析するためと考えられる。
【0013】
光吸収層102を第1層102aと第2層102bとを含む超格子構造とすることにより、結晶性のよい漏れ光の抑制に優れた半導体レーザ素子とすることができる。以下、そのメカニズムについて説明する。なお、本明細書では活性層107から漏れ出した光を「迷光」ともいう。さらに、活性層からの光が各層の発光エネルギーより短波長である場合は、各層で光が吸収され再発光することがあるが、本明細書では再発光した光も「漏れ光」又は「迷光」として扱うものとする。
【0014】
先ず、第1層102aを加熱により分解する際、第2層102bがあることによって第1層102aの過度な分解が抑制されるので、第1層102の結晶性を必要以上に悪化させることなく暗色領域を安定して形成することができる。第2層102bがないと、第1層102aの分解が連鎖的に急速に進んでしまい(場合によっては空洞が形成される場合さえある)、その部分から転位が発生しやすくなり、結晶性を大きく損なってしまう。特に、本実施形態では光吸収層102を超格子構造とし、第2層102bを薄膜としているので、第1層102aを確実に分解しつつ過度な分解を抑制しているものと考えられる。
【0015】
また、暗色領域を生じさせるにはInを含む第1層102aが必要となるが、第1層102aはInを含むがゆえに結晶性に劣るという問題がある。そこで、光吸収層102を、第1層102aのみで構成するのではなく、暗色領域の発生には関与しないがInを含まないがゆえに結晶性に優れた第2層102bを含めた超格子構造としている。光吸収層102を超格子構造とし第1層102a及び第2層102bを比較的薄膜とすることで、光吸収層102の結晶性に起因した転位の発生を抑制することができる。さらに、第1層102a間に結晶性に優れた第2層102bを介在させることで、光吸収層102における結晶性の低下を抑制することができる。光吸収層102の結晶性が悪いとその後に成長する他の層もその結晶性を引き継ぐので歩留まりを低下させてしまう。
【0016】
さらに、光吸収層102を超格子構造とし第1層102aを複数設けることで、暗色領域を平面的ではなく立体的に設けることができる(つまり、暗色領域を膜厚方向に複数形成することができる。)。これにより、光吸収層102をより暗色にすることができるので、迷光をより除去しやすくことができる。
【0017】
ここで、本明細書において「窒化物半導体」とは窒素を含む半導体であり、代表的には一般式InxAlyGa1−x−yN(0≦x、0≦y、x+y≦1)で示すことができる。また、本明細書では説明の便宜のため「下部」又は「上部」という文言を用いているが、それらは各層を成長させるための基板を基準にしていることは言うまでもない。つまり、基板に近い側又は基板そのものの位置を「下部」とし、基板から遠い側の位置を「上部」としており、例えば「下部コンタクト層」を上とし「上部コンタクト層」を下とした場合であっても本発明の範囲内とする。さらに、本明細書における「超格子構造」とは、第1層102a及び第2層102bを一組としたときにこれが2組以上積層された構造をいい、それぞれの膜厚が15nm以下のものをいう。
【0018】
以下、半導体レーザ素子100を構成する主な構成要素について説明する。
【0019】
(下部コンタクト層)
下部コンタクト層101は下部電極114を設けるための層である。下部コンタクト層101は、典型的にはn型導電性を示す。係る場合、下部電極114とのオーミック性を確保するために、下部コンタクト層101にはSi、O等のn型不純物をドープすることができる。
【0020】
半導体レーザ素子100では、下部コンタクト層101として窒化物半導体基板(代表的にはGaN基板)を用いている。他にも、サファイア等の異種基板上に成長した窒化物半導体層を下部コンタクト層として用いることもできる。ただし、窒化物半導体基板は屈折率が窒化物半導体からなる他の層と同一か同程度でその膜厚が比較的厚いので、活性層から発光した光は下部クラッド層より外側にある窒化物半導体基板内に伝搬し易い。そのため、窒化物半導体基板内に光が閉じ込められて迷光になりやすく、FFP等に悪影響を及ぼしやすい。したがって、迷光除去の効果を得るには、下部コンタクト層101として窒化物半導体基板を用いた場合がより効果的である。
【0021】
(光吸収層)
光吸収層102は、窒化物半導体からなりInを含む第1層102aと、窒化物半導体からなりInを含まない第2層102bと、を含む超格子構造であると共に、暗色領域を有する層である。Inを含有する第1層102aを加熱することで、光吸収層102に暗色領域を設けることができる。暗色になるメカニズムの詳細は不明だが、加熱することで第1層が部分的に分解し、Inの多い領域が偏析するものと考えられる。
【0022】
ここで、本明細書における「Inを含まない第2層」とは、Inを完全に含まない場合だけでなくInを実質的に含まない場合も含むものとする。つまり、第2層102bが微量のInを含む場合であっても、結晶性および暗色領域の発生に悪影響を及ぼさない程度の量であれば本発明の範囲内とする。
【0023】
加熱する方法は限定されないが、第1方法として、光吸収層102を形成した後で他の層を成長させる際、又は他の層を成長させる間に成長装置炉内を昇温することで光吸収層102を加熱することができる。これにより、複雑な工程を経ずに光吸収層102に暗色領域を形成することができる。他にも、第2方法として、半導体層を全て形成した後で、光吸収層102にレーザ照射して加熱することもできる。例えば、成長装置から各層が積層されたウエハを取り出した後、フェムト秒レーザを用いて、光吸収層102を選択的に照射し加熱することができる。この手法では、光吸収層102に暗色領域を形成するために各層の成長中に必要以上に成長温度を上げる必要がないので、結晶性のよい量産性に優れた半導体レーザ素子とすることができる。さらに第2方法では光吸収層102の任意の領域にレーザ照射することができるので、例えば半導体レーザ素子100の光導波路領域の下方にのみ暗色領域を形成することもできる。第1方法と第2方法を組み合わせてもよいことは言うまでもない。
【0024】
第1層102aはInGaNからなり、第2層102bはGaNからなることが好ましい。結晶性の低下をより抑制し暗色領域を再現性よく形成することができるからである。
【0025】
光吸収層102を構成する超格子構造のペア数は、好ましくは3ペア以上30ペア未満、より好ましくは5ペア以上25ペア未満、さらに好ましくは8ペア以上20ペア未満とすることができる。また光吸層の総膜厚は、好ましくは10nm以上200nm未満、より好ましくは20nm以上100nm未満、さらに好ましくは30nm以上80nm未満とすることができる。ペア数が少なすぎたり、膜厚が薄すぎたりすると暗色領域が少なくなるため光吸収の効果が弱まり、ペア数が多すぎたり膜厚が厚すぎると結晶の低下を伴うためである。
【0026】
第1層102aの膜厚は、好ましくは0.5nm以上9nm未満、より好ましくは1.0nm以上6nm未満、さらに好ましくは1.0nm以上4nm未満とすることができる。第1層102aの膜厚が薄すぎると暗色領域が生じにくくなり、第1層102aの膜厚が厚すぎると結晶性の低下を伴ってしまうからである。第2層102bの膜厚は、好ましくは1nm以上10nm未満、より好ましくは1.5nm以上6nm未満、さらに好ましくは2nm以上5nm未満とすることができる。第2層102bの膜厚が薄すぎると結晶性が悪化してしまい、第2層102bの膜厚が厚すぎると第1層102aでの暗色領域の発生を妨げてしまうからである。第2層102bの膜厚が厚すぎると第1層102aでの暗色領域の発生を妨げる理由は明らかでないが、第1層102aに隣接する第2層102bが厚いことで、第1層102aにおいてInの偏析が生じにくいためであると考えられる。
【0027】
第1層102aがInGaNからなる場合、そのIn量は好ましくは5%以上30%未満、より好ましくは8%以上25%未満、さらに好ましくは10%以上20%未満とすることができる。In量が少なすぎると暗色領域が発生し難くなり、In量が多すぎると結晶性の低下を伴うからである。
【0028】
第2層102bの成長温度を第1層102aよりも高くすることにより結晶性のよい良好なものが得られる。また、第2層102bの成長温度を上げる前に、例えば2nm程度の薄膜のGaNまたはAlGaNを成膜することにより、第1層102aからのIn抜けや結晶性の低下を効果的に防ぐことができる。また、成長温度上昇時のNH3流量を少なくすることによっても、102aからのIn抜けを抑制することができる。Inの離脱を抑制することで、後述する暗色領域をより容易に形成することができる。
【0029】
光吸収層102は下部電極114が形成される下部コンタクト層101と上部電極113が形成される上部コンタクト層111との間に設けられているので、光吸収層102自体にも通電させる必要がある。したがって、光吸収層102にはSi等の不純物をドープすることが好ましいが、ノンドープで成長させることもできる。光吸収層102に不純物をドープする場合、第1層102a又は第2層102bの少なくとも一方の全体または一部に不純物をドープすることができる。
【0030】
下部コンタクト層101及び光吸収層102がn側にある場合、下部コンタクト層101と光吸収層102(平均組成)にバンドギャップエネルギーのオフセットがあると、電子帯にスパイクが生じ動作電圧が上昇しやすい。そこで、下部コンタクト層101と光吸収層102との間に、下部コンタクト層101よりもキャリア濃度が高い層を設けることができる。これによりフェルミ準位をより電子帯側に形成することができるので、スパイクを下げ電子の移動を容易にし、電圧上昇を抑制することができる。この層は、GaNであることが望ましいが、InGaNでもAlGaNでも良い。膜厚は10〜200Åとすることができる。
【0031】
(In含有層103及びIn非含有層104)
半導体レーザ素子100は、光吸収層102と活性層との間に、光吸収層102から順に、窒化物半導体からなり第1層102aよりも少ない量のInを有するIn含有層103と、窒化物半導体からなりInを含まないIn非含有層104と、を有することができる。
【0032】
暗色領域を形成するためには、第1層102aのIn量をある程度多くしその膜厚をある程度大きくする必要があるが、そうすると例え光吸収層102を上記構成としたとしても、後に成長する活性層107等の他の層の結晶性が悪化する場合がある。係る場合、光吸収層107と活性層107等の間に結晶性に優れたIn非含有層104を設けることが考えられるが、光吸収層102上にIn非含有層104を直接形成すると、大きな格子不整合のため新たに結晶欠陥が入ったりしてしまうことがあり、その結晶性が十分に回復しない傾向にある。そこで、光吸収層102とIn非含有層104との間に、第1層102aよりもIn量が少ないIn含有層を介在させることにより、光吸収層102とIn非含有層104との格子不整合による応力を緩和することができ、より結晶性のよい半導体レーザ素子とすることができる。
【0033】
ここで、本明細書における「Inを含まないIn非含有層」とは、Inを完全に含まない場合だけでなく、Inを実質的に含まない場合も含むものとする。例えば、In非含有層に微量のInが含まれる場合であっても、結晶性回復の効果に悪影響を与えない場合がある。したがって、係る場合であれば、In非含有層が微量のInを含むとしても本発明の範囲内とする。
【0034】
In含有層103をInGaNとし、In非含有層104をGaNとすることができる。これにより上記効果をより顕著に得ることができる。
【0035】
一方、In含有層103の屈折率をIn非含有層104よりも高くすることにより、光吸収層102での光吸収をより促進させることができる。つまり、光吸収層102のみでは膜厚が薄く、光吸収層102での光閉じ込めが十分でない場合であっても、光吸収層102とIn含有層103とが一体となってIn非含有層104よりも屈折率の高い領域となる。そのため光吸収層102内部に光を閉じ込めやすくすることができ、光吸収層102での光吸収がより容易となる。また、光吸収層102と下部コンタクト層101との間に、下部コンタクト層101よりも屈折率の高いInGaN等の層(図示せず)を設けても、光閉じ込めについて同様の作用効果が期待できる(応力緩和の効果についても同様に期待できる。)。
【0036】
In含有層103の膜厚は、好ましくは40nm以上300nm未満、より好ましくは50nm以上200nm未満、さらに好ましくは60nm以上150nm未満とすることができる。In含有層103が薄すぎると結晶性が回復し難く、In含有層103が厚すぎると逆に結晶性が低下してしまうからである。In非含有層104の膜厚は、好ましくは200nm以上1000nm未満、より好ましくは300nm以上800nm未満、さらに好ましくは400nm以上600nm未満とすることができる。In非含有層104が薄すぎると結晶性が回復し難く、In非含有層104が厚すぎると成長時間が必要以上にかかったりウエハに反りが生じたりするからである。
【0037】
In含有層103がInGaNからなる場合、そのIn量は好ましくは1%以上7%未満、より好ましくは1%以上5%未満とすることができる。In量が少なすぎると結晶性が回復し難く、In量が多すぎると逆に結晶性の低下を伴うからである。
【0038】
In非含有層104は、実施例で説明する下部クラッド層105を兼ねることもできる。つまり、In非含有層104を下部クラッド層として形成することもできる。この場合、In非含有層104にAlを含有させてもよい。
【0039】
ここで、光吸収層102等を設けても結晶性が悪化しないことを確認するため、下部コンタクト層101上に、光吸収層102、In含有層103、In非含有層104を順に積層した後で周囲温度を約1190℃とし暗色化させたウエハの外観及び転位密度を確認した。成長条件は次のとおりである。
【0040】
先ず、下部コンタクト層101として市販のGaN基板を準備した。GaN基板の転位密度は105/cm3台であった。
【0041】
次に、成長温度を約1160℃とし、GaN基板上に、原料ガスとしてTMA、TMG、アンモニアガス、不純物ガスとしてシランガスを用いて、Al0.02Ga0.98Nを0.1μm成長させた。この層は、GaN基板上に窒化物半導体層を再成長するための下地層である。
【0042】
次に、成長温度を約920℃とし、GaN基板上に、原料ガスとしてTMG、アンモニアガス、不純物ガスとしてシランガスを用いて、1019cm2以上SiドープしたGaNを1nm成長した。この層は、電圧オフセットを低減するためのものである。
【0043】
次に、成長温度を約820℃とし、GaN基板上に、原料ガスとしてTMI、TMG、アンモニアガス、不純物ガスとしてシランガスを用いて、SiドープのIn0.12Ga0.88Nよりなる第1層102aを1.5nmの膜厚で成長させた。続いて第2層102bを、同温度で原料ガスにTMG、アンモニアガスを用いてSiドープのGaNを1nmと、続いて約920℃まで昇温して2nmの膜厚でSiドープのGaNを成長させた(つまり、第2層102bは変調ドープ層である。)。そして、この作業を繰り返して、最終的には、第1層102aと第2層102bを1周期として合計10周期の総膜厚45nmの光吸収層102を形成した。
【0044】
次に、成長温度を約940℃とし、原料ガスとしてTMI、TMG、アンモニアガス、不純物ガスとしてシランガスを用いて、SiドープのIn0.03Ga0.97NよりなるIn含有層103を80nmの膜厚で成長させた。
【0045】
次に、同様の成長温度で、原料ガスとしてTMG及びアンモニアガス、不純物ガスとしてシランガスを用いて、SiドープのGaNよりなるIn非含有層104を500nmの膜厚で成長させた。その後、周囲温度を1190℃に昇温して、SiドープのGaNを2000nmの膜厚で成長し、光吸収層102に暗色領域を形成した。
【0046】
得られたウエハのIn非含有層104側から見た外観写真を図3に、CL像を図4に示す。図3に示すように、ウエハは全体的に暗色化されていた。また、図4に示すように転位密度はGaN基板101と同様105/cm3台と変化がなかった。このことから、光吸収層102を設けても、転位の発生等の結晶性の低下を伴うことなく、ウエハ全体を暗色化できることが理解できる。
【0047】
(活性層)
活性層107の構造は限定されず種々の構造を採用することができる。例えば、1つの量子井戸層を有する単一量子井戸構造(SQW)、複数の量子井戸構造を有する多重量子井戸構造(MQW)を採用することができる。
【0048】
(上部コンタクト層)
上部コンタクト層111は上部電極113を設けるための層である。上部コンタクト層111は、典型的にはp型導電性を示す。係る場合、上部電極113とのオーミック性を確保するために、上部コンタクト層にはMg等のp型不純物をドープすることができる。
【0049】
<実施例1>
以下、本実施例に係る半導体レーザ素子(発振波長445nm)の主な構成について説明する。本実施例では、成長方法としてMOCVD法(有機金属気相成長法)を用いる場合について説明する。
【0050】
(下部コンタクト層101)
先ず、下部コンタクト層101として、市販されているGaNよりなる窒化物半導体基板を準備した。窒化物半導体基板はn型導電性を示し、その膜厚は400μmであった。
【0051】
(下地層)
次に、成長温度を約1140℃とし、GaN基板上に、原料ガスとしてTMA、TMG、アンモニアガス、不純物ガスとしてシランガスを用いて、Al0.02Ga0.98Nを0.1μm成長させた(図示せず)。この層は、GaN基板上に窒化物半導体層を再成長するための下地層である。
【0052】
(電圧オフセット低減層)
次に、成長温度を約920℃とし、GaN基板上に、原料ガスとしてTMG、アンモニアガス、不純物ガスとしてシランガスを用いて、1019cm2以上SiをドープしたGaNを1nm成長した(図示せず)。この層は、電圧オフセットを低減するためのものである。
【0053】
(光吸収層102)
次に、成長温度を約795℃とし、GaN基板上に、原料ガスとしてTMI、TMG、アンモニアガス、不純物ガスとしてシランガスを用いて、SiドープのIn0.12Ga0.88Nよりなる第1層102aを2.0nmの膜厚で成長させた。続いて第2層102bを、同温度で原料ガスにTMG、アンモニアガスを用いてSiドープのGaNを1nmと、続いて約920℃まで昇温して2nmの膜厚でSiドープのGaNを成長させた(つまり第2層102bは変調ドープ層である。)。そして、この作業を繰り返して、最終的には、第1層102aと第2層102bを1周期として、合計15周期の総膜厚750nmの光吸収層102を形成した。
【0054】
(In含有層103)
次に、成長温度を約920℃とし、原料ガスとしてTMI、TMG、アンモニアガス、不純物ガスとしてシランガスを用いて、SiドープのIn0.03Ga0.97NよりなるIn含有層103を80nmの膜厚で成長させた。
【0055】
(In非含有層104)
次に、成長温度を約1000℃として、原料ガスとしてTMG、アンモニアガス、不純物ガスとしてシランガスを用いて、SiドープのGaNよりなるIn非含有層104を500nmの膜厚で成長させた。
【0056】
(下部クラッド層105)
次に、成長温度を約1160℃とし、原料ガスとしてTMA、TMG及びアンモニア、不純物ガスとしてシランガスを用い、SiドープのAl0.08Ga0.92Nよりなる下部クラッド層105を900nmの膜厚で成長させた。下部クラッド層105を成長する際に、通常よりも高い成長温度とすることで、光吸収層102に暗色領域が形成されたと考えられる。
【0057】
(下部ガイド層106)
次に、成長温度を約1000℃とし、原料ガスとしてTMG及びアンモニアを用いて、GaNよりなる下部ガイド層106をSiドープ150nm、ノンドープ150nmの膜厚で成長させた。
【0058】
(活性層)
次に、成長温度を約920℃にして、原料ガスとしてTMI、TMG及びアンモニア、不純物ガスとしてシランガスを用いて、SiドープのIn0.03Ga0.97Nよりなる障壁層を170nmの膜厚で成長させた。続いて、成長温度を約840度にしてシランガスを止め、ノンドープのIn0.2Ga0.8Nよりなる井戸層を3nmの膜厚で成長させた。その後、成長温度を約920℃にして、原料ガスとしてTMG及びアンモニアを用いてノンドープGaNよりなる障壁層を14nmの膜厚で成長させた。その後、前述のIn0.2Ga0.8Nよりなる井戸層を成長させ、最後に成長温度を約920℃にして、ノンドープのIn0.03Ga0.97Nよりなる障壁層を80nm成長させた。これにより、MQWの活性層107とした。
【0059】
(キャリア閉じ込め層108)
次に、成長温度を約1000℃とし、原料ガスにTMA、TMG及びアンモニア、不純物ガスとしてCp2Mg(シクロペンタジエニルマグネシウム)を用いて、MgドープのAl0.2Ga0.8Nよりなるキャリア閉じ込め層108を10nmの膜厚で成長させた。
【0060】
(上部ガイド層109)
次に、成長温度を約1000℃とし、原料ガスとしてTMG及びアンモニアを用いて、GaNよりなる上部ガイド層109をノンドープ150nm、Mgドープ150nmの膜厚で成長させた。
【0061】
(上部クラッド層110)
次に、同様の成長温度で、原料ガスにTMA、TMG及びアンモニアを用いて、ノンドープのAl0.12Ga0.88NよりなるA層を2.5nmの膜厚で成長させ、続いて、不純物ガスとしてCp2Mgを用いて、MgドープのAl0.04Ga0.96NよりなるよりなるB層を25オングストロームの膜厚で成長させる。そして、この操作を順に繰り返してA層とB層を積層し、総膜厚450nmの多層膜(超格子構造)よりなる上部クラッド層110を成長させた。
【0062】
(上部コンタクト層111)
次に、同様の温度で、原料ガスにTMG及びアンモニアを用い、不純物ガスとしてCp2Mgを用い、Mgを1×1020/cm3ドープしたGaNよりなる上部コンタクト層111を150オングストロームの膜厚で成長させた。
【0063】
(その他の工程)
反応終了後、RIE(反応性イオンエッチング)により、リッジをストライプ状に形成した。リッジ幅は2μmである。次に、ZrO2よりなる絶縁膜112を形成した。次に上部コンタクト層111上にNi/Au/Pt/Ni/Pd/Auよりなる上部電極113を形成し、下部コンタクト層101上にTi/Au/Pt/Auよりなる下部電極114を形成した。以上の構成を有するウエハを窒化物半導体基板側から研磨して80μmとした後、M面を劈開面としてウエハをバー状に劈開して共振器を作製した。レーザ光の出射面側及び反射面側にはSiO2、Al2O3及びZrO2よりなる誘電体多層(図示せず)膜を形成し、最後にリッジに平行な方向で、バーを切断して445nmで発振するレーザ素子とした。
【0064】
(評価)
図5に、本実施例に係る半導体レーザ素子に微小電流を流してLED発光させた状態の端面写真(図5(a))と、光吸収層102等を備えない比較例1の半導体レーザ素子に微小電流を流してLED発光させた状態の端面写真(図5(b))と、を示す。微小電流を流している理由は、電流を大きくしレーザ発振させると、レーザ光が目立ってしまい迷光が確認し難いためである。図5(a)及び(b)において、半導体レーザ素子の上下左右は同じであり、それぞれ図1の模式図に対応している。図5(a)から明らかなように、本実施例に係る半導体レーザ素子では下部コンタクト層への光の漏れ殆ど確認できず、光吸収層102により光の漏れが抑制されることが確認できた。一方、図5(b)に示すように、比較例1では、下部コンタクト層101(窒化物半導体基板)を含む素子全体に光の漏れが確認できた。
【0065】
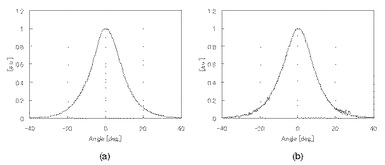
図6に、本実施例に係る半導体レーザ素子のFFP⊥のビーム形状(図6(a))と、比較例1に係る半導体レーザ素子のFFP⊥のビーム形状(図6(b))と、を示す。図6(a)から明らかなように、本実施例に係る半導体レーザ素子ではビーム形状の乱れが確認できず、光吸収層102により迷光のFFP⊥への悪影響が抑制されることが確認できた。一方、4(b)に示す比較例では、±20°近傍においてビーム形状の乱れが確認された。
【0066】
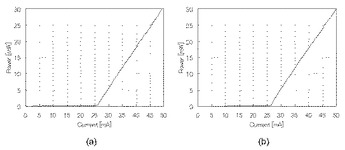
図7に、本実施例に係る半導体レーザ素子のI−L特性を示すグラフ(図7(a))と、比較例1に係る半導体レーザ素子のI−L特性を示すグラフ(図7(b))と、を示す。図7から明らかなように両者のI−L特性はほとんど同じであった。これにより、光吸収層102等があってもI−L特性に悪影響がないことが確認できた。光吸収層102等を設けても、転位発生等の結晶性の悪化がなかったためと考えられる。
【0067】
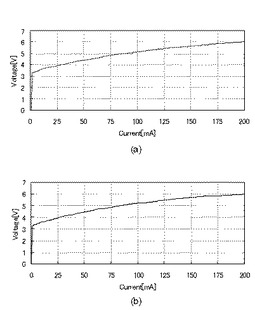
図8に、本実施例に係る半導体レーザ素子のI−V特性を示すグラフ(図8(a))と、比較例1に係る半導体レーザ素子のI−V特性を示すグラフ(図8(b))と、を示す。図8から明らかなように、両者のI−V特性はほとんど同じであった。これにより、光吸収層102等が抵抗成分になり電圧を上昇させていないことが確認できた。光吸収層102等を設けても、結晶性を悪化しなかったためと考えられる。
【0068】
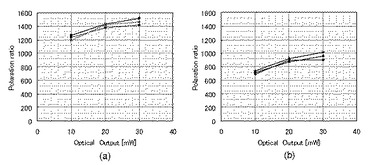
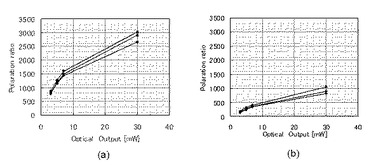
図9に、本実施例に係る半導体レーザ素子の偏光比(図9(a))と、比較例に係る半導体レーザ素子の偏光比(図9(b))と、を示す。偏光比は、TE波とTM波(TE/TM)の比であらわされる。一般的に、レーザ発振は、TE波成分が主成分となるので、半導体レーザ素子としては偏光比の値が大きいほど好ましい。図9から明らかなように、本実施例に係る半導体レーザ素子の偏光比は、比較例に比較して大きな値を示した。偏光特性の向上は、例えば、戻り光ノイズが問題となる光ディスクシステムに用いられる光アイソレーター(戻り光ノイズ対策)において有用である。このような偏光素子を用いているシステムにおいては、偏光比が大きいと光のロスを減らせるため、光出力を小さくすることができ(つまり、消費電力を小さくして発熱量を抑えることができる)、ライフの向上が期待できる。
【0069】
本実施例に係る半導体レーザ素子の偏光比の値が比較例1に比べて大きくなった理由は、光吸収層102においてTM波成分が優先的に除去されたためであると考えられる。一方で、光吸収層102を設けたとしてもI−L特性には影響がなかった(図7参照)。これらの事実から、迷光成分(基板への漏れ光)とレーザ発振成分(活性層周辺からの光成分)では、TE波とTM波の成分比率が異なり、TM波は主に迷光成分からなり、TE波は主にレーザ発振成分からなるものと考えられる。
【0070】
<比較例1>
光吸収層102、In含有層103及びIn非含有層104を備えない以外は実施例1と同様にして半導体レーザ素子を作製した。
【0071】
<実施例2>
下部クラッド層105、下部ガイド層106、活性層107、キャリア閉じ込め層、上部ガイド層109、上部クラッド層110及び上部コンタクト層111を以下の構造にした以外は、実施例1と実質的に同じ構造の半導体レーザ素子(発振波長405nm)を作製した。
【0072】
(下部クラッド層105)
成長温度を約1160℃とし、原料ガスとしてTMA、TMG及びアンモニア、不純物ガスとしてシランガスを用い、SiドープのAl0.03Ga0.97Nよりなる下部クラッド層105を2000nmの膜厚で成長させた。下部クラッド層105を成長する際に、通常よりも高い成長温度とすることで、光吸収層102に暗色領域が形成されたと考えられる。
(下部ガイド層106)
次に、成長温度を約1000℃とし、原料ガスとしてTMG及びアンモニアを用いて、ノンドープのGaNよりなる下部ガイド層106を150nmの膜厚で成長させた。
【0073】
(活性層107)
次に、成長温度を900℃にして、原料ガスとしてTMI、TMG及びアンモニア、不純物ガスとしてシランガスを用いて、SiドープのIn0.02Ga0.98Nよりなる障壁層を14nmの膜厚で成長させた。続いて、シランガスを止め、ノンドープのIn0.06Ga0.94Nよりなる井戸層を7nmの膜厚で成長させた。その後、原料ガスとしてTMG及びアンモニアを用いてSiドープのIn0.02Ga0.98Nよりなる障壁層を14nmの膜厚で成長させた。その後、前述のIn0.06Ga0.94Nよりなる井戸層を成長させ、最後にノンドープのIn0.02Ga0.98Nよりなる障壁層を成長させた。これにより、MQWの活性層107とした。
【0074】
(キャリア閉じ込め層108)
次に、成長温度を約1000℃とし、原料ガスにTMA、TMG及びアンモニア、不純物ガスとしてCp2Mg(シクロペンタジエニルマグネシウム)を用いて、MgドープのAl0.2Ga0.8Nよりなるキャリア閉じ込め層108を10nmの膜厚で成長させた。
【0075】
(上部ガイド層109)
次に、同様の成長温度で、原料ガスにTMG及びアンモニアを用いて、ノンドープのGaNよりなる上部ガイド層109を0.15μmの膜厚で成長させた。
【0076】
(上部クラッド層110)
次に、同様の成長温度で、原料ガスにTMA、TMG及びアンモニアを用いて、ノンドープのAl0.08Ga0.92NよりなるA層を2.5nmの膜厚で成長させ、続いて、TMAガスを止めて不純物ガスとしてCp2Mgを用いて、MgドープのGaNよりなるよりなるB層を2.5nmの膜厚で成長させる。そして、この操作を順に繰り返してA層とB層を積層し、総膜厚450nmの多層膜(超格子構造)よりなる上部クラッド層110を成長させた。
【0077】
(上部コンタクト層111)
次に、同様の温度で、原料ガスにTMG及びアンモニアを用い、不純物ガスとしてCp2Mgを用い、Mgを1×1020/cm3ドープしたGaNよりなる上部コンタクト層111を150オングストロームの膜厚で成長させた。
【0078】
(評価)
図10に半導体レーザ素子に微小電流を流してLED発光させた状態の端面写真を、図11にFFP⊥のビーム形状を、図12にI−L曲線を、図13に図12の部分拡大図を、図14にI−V曲線を、図15に偏光比を、それぞれ示す。各図において、(a)が本実施例に係る半導体レーザ素子であり、(b)が比較例2に係る半導体レーザ素子である。各特性の評価については、実施例1と共通するのでここでは説明しない。
【0079】
図13に、図12におけるI−L曲線の立ち上がり部分における拡大図を示す。図13(b)に示すように比較例2では閾値電流に至るまでのLED発光成分(迷光成分)が大きい。したがって、実施例2と比較例2との偏光比の差は、実施例1と比較例1との偏光比の差よりも大きくなっているものと考えられる。
【0080】
また、実施例1と比較例1の偏光比の比較よりも効果が大きくなっているのは、実施例2と比較例2のフロントミラー反射率が、実施例1と比較例1で用いたフロントミラー反射率と異なるためである。なお、実施例2と比較例2の場合、実施例1と比較例1のフロントミラー反射率よりも低く設定している。このようにフロントミラー反射率の低い場合、本発明の効果は特に大きくなる。出射側の反射率を低くするのは高出力レーザを作製するときには必須であり、その偏光比を向上させる技術として、本発明は非常に有用である。
【0081】
<比較例2>
光吸収層102、In含有層103及びIn非含有層を備えない以外は実施例2と同様にして半導体レーザ素子を作製した。
【0082】
実施例1では発振波長が445nm、実施例2では発振波長が405nmの半導体レーザ素子について説明したが、光吸収層102は発振波長にかかわらず迷光を吸収することができることは言うまでもない。例えば、発振波長が520nmの半導体レーザ素子は迷光が生じやすい傾向にあるので、迷光除去の効果をより顕著に得ることができる。さらに、実施例1及び実施例2では上部クラッド層110を用いたが、上部クラッド層を用いずに、低屈折率の上部電極111(例えばITO)を採用することで光閉じ込めを行うこともできる。係る場合、低屈折率の上部電極111により下部コンタクト層101側に光が漏れやすい傾向にあるので、迷光除去の効果をより顕著に得ることができる。
【符号の説明】
【0083】
100…半導体レーザ素子
101…下部コンタクト層
102…光吸収層
103…In含有層
104…In非含有層
105…下部クラッド層
106…下部ガイド層
107…活性層
108…キャリア閉じ込め層
109…上部ガイド層
110…上部クラッド層
111…上部コンタクト層
112…絶縁部
113…上部電極
114…下部電極
【技術分野】
【0001】
本発明は半導体レーザ素子及びその製造方法に関する。
【背景技術】
【0002】
近年、窒化物半導体を用いた半導体レーザ素子が開発されている。係る半導体レーザ素子においては、活性層から漏れ出した光が他の層に伝搬して、ファーフィールドパターン(FFP)等に悪影響を及ぼす場合がある。活性層から漏れ出した光は、レンズを通してビーム径を絞ったとしても、FFPにおいてノイズとして確認される。例えば、レーザ光を用いてレーザスキャンにより画像を直接描画するようなレーザディスプレイの場合、漏れ光があることによりビーム形状がぼやけてしまい、画像の解像度を落としてしまう。したがって半導体レーザ素子において漏れ光の抑制は大きな課題である。
【0003】
この問題を解決するために、種々の提案がされている。例えば、特許文献1の段落15には「自然放出光吸収層がインジウムを含むため、自然放出光吸収層のエネルギーギャップが、窒化物半導体から放出される自然放出光のエネルギーよりも小さくなるようにできるので、自然放出光を確実に吸収できる」と記載されており、活性層よりも小さいバンドギャップエネルギーを有する「自然放出光吸収層」を設けることで、光を吸収することができる旨が記載されている。また、特許文献2の段落7には「Inを含む窒化物半導体であって、アモルファス領域を有する光吸収層が形成される構成とする。アモルファス領域を形成すれば、少なくとも可視光領域の光は吸収することができる。」と記載されており、アモルファス領域を形成することで光を吸収できる旨が記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2001−68784号公報
【特許文献2】特開2004−266143号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1の「自然放出光吸収層」は活性層からの光を吸収するために活性層よりも小さなバンドギャップエネルギーを有する必要がある。窒化物半導体の場合、Inの量を多くすることでバンドギャップエネルギーを小さくすることができるが、Inの量を多くすると結晶性が悪化してしまい、その後に成長する他の層を結晶性良く成長できないという問題があった。さらに、特許文献2の「光吸収層」であってもその結晶性については改善の余地があった。
【0006】
本発明は上記問題に鑑みてなされたものであり、主にFFPに優れた半導体レーザ素子を得ること課題とする。
【課題を解決するための手段】
【0007】
本発明の一実施形態に係る半導体レーザ素子は、窒化物半導体からなる下部コンタクト層と、窒化物半導体からなりInを含む第1層と窒化物半導体からなりInを含まない第2層とを含む超格子構造であると共に暗色領域を有する光吸収層と、窒化物半導体からなる活性層と、窒化物半導体からなる上部コンタクト層と、を順に備える。
【0008】
本発明の他の実施形態に係る半導体レーザ素子の製造方法は、窒化物半導体からなる下部コンタクト層を準備する工程と、下部コンタクト層上に窒化物半導体からなりInを含む第1層と窒化物半導体からなりInを含まない第2層とを含む超格子構造を形成する工程と、超格子構造上に窒化物半導体からなる活性層を形成する工程と、活性層上に窒化物半導体からなる上部コンタクト層を形成する工程と、加熱することにより超格子構造に暗色領域を形成し光吸収層とする工程と、を備える。
【発明の効果】
【0009】
本発明により、主にFFP及び偏光特性に優れた導体レーザ素子とすることができる。
【図面の簡単な説明】
【0010】
【図1】本発明の一実施形態である半導体レーザ素子を示す模式的断面図である。
【図2】図1の半導体レーザ素子における光吸収層の積層構造を示す模式断面図である。
【図3】ウエハの外観写真である。
【図4】ウエハのCL像である。
【図5】実施例1及び比較例1に係る半導体レーザ素子の発光状態の端面写真である。
【図6】実施例1及び比較例1に係る半導体レーザ素子のFFP⊥のビーム形状を示すグラフである。
【図7】実施例1及び比較例1に係る半導体レーザ素子のI−L特性を示すグラフである。
【図8】実施例1及び比較例1に係る半導体レーザ素子のI−V特性を示すグラフである。
【図9】実施例1及び比較例1に係る半導体レーザ素子の偏光特性を示すグラフである。
【図10】実施例2及び比較例2に係る半導体レーザ素子の端面写真である。
【図11】実施例2及び比較例2に係る半導体レーザ素子のFFP⊥のビーム形状を示すグラフである。
【図12】実施例2及び比較例2に係る半導体レーザ素子のI−L特性を示すグラフである。
【図13】実施例2及び比較例2に係る半導体レーザ素子のI−L特性を示すグラフである。
【図14】実施例2及び比較例2に係る半導体レーザ素子のI−V特性を示すグラフである。
【図15】実施例2及び比較例2に係る半導体レーザ素子の偏光特性を示すグラフである。
【発明を実施するための形態】
【0011】
以下、図面を参照しながら、本発明に係る半導体レーザ素子及びその製造方法を実施するための形態を説明する。ただし、以下に示す形態は、本発明の技術思想を具体化するための例示であって、本発明を以下に限定するものではない。さらに、同一の名称、符号については、原則として同一もしくは同質の部材を示しており、重複した説明は適宜省略する。
【0012】
本発明の一実施形態に係る端面発光型の半導体レーザ素子100の断面図を図1に、半導体レーザ素子100の光吸収層102部分における部分拡大図を図2に示す。半導体レーザ素子100は、窒化物半導体からなる下部コンタクト層101と、窒化物半導体からなりInを含む第1層102aと窒化物半導体からなりInを含まない第2層102bとを含む超格子構造であると共に暗色領域を有する光吸収層102と、窒化物半導体からなる活性層106と、窒化物半導体からなる上部コンタクト層111と、を順に備える。ここで、光吸収層102に暗色領域を形成するには、Inを含有する第1層102aを加熱する必要がある。詳細は不明だが、加熱することで第1層102aが部分的に分解し、Inの多い領域が偏析するためと考えられる。
【0013】
光吸収層102を第1層102aと第2層102bとを含む超格子構造とすることにより、結晶性のよい漏れ光の抑制に優れた半導体レーザ素子とすることができる。以下、そのメカニズムについて説明する。なお、本明細書では活性層107から漏れ出した光を「迷光」ともいう。さらに、活性層からの光が各層の発光エネルギーより短波長である場合は、各層で光が吸収され再発光することがあるが、本明細書では再発光した光も「漏れ光」又は「迷光」として扱うものとする。
【0014】
先ず、第1層102aを加熱により分解する際、第2層102bがあることによって第1層102aの過度な分解が抑制されるので、第1層102の結晶性を必要以上に悪化させることなく暗色領域を安定して形成することができる。第2層102bがないと、第1層102aの分解が連鎖的に急速に進んでしまい(場合によっては空洞が形成される場合さえある)、その部分から転位が発生しやすくなり、結晶性を大きく損なってしまう。特に、本実施形態では光吸収層102を超格子構造とし、第2層102bを薄膜としているので、第1層102aを確実に分解しつつ過度な分解を抑制しているものと考えられる。
【0015】
また、暗色領域を生じさせるにはInを含む第1層102aが必要となるが、第1層102aはInを含むがゆえに結晶性に劣るという問題がある。そこで、光吸収層102を、第1層102aのみで構成するのではなく、暗色領域の発生には関与しないがInを含まないがゆえに結晶性に優れた第2層102bを含めた超格子構造としている。光吸収層102を超格子構造とし第1層102a及び第2層102bを比較的薄膜とすることで、光吸収層102の結晶性に起因した転位の発生を抑制することができる。さらに、第1層102a間に結晶性に優れた第2層102bを介在させることで、光吸収層102における結晶性の低下を抑制することができる。光吸収層102の結晶性が悪いとその後に成長する他の層もその結晶性を引き継ぐので歩留まりを低下させてしまう。
【0016】
さらに、光吸収層102を超格子構造とし第1層102aを複数設けることで、暗色領域を平面的ではなく立体的に設けることができる(つまり、暗色領域を膜厚方向に複数形成することができる。)。これにより、光吸収層102をより暗色にすることができるので、迷光をより除去しやすくことができる。
【0017】
ここで、本明細書において「窒化物半導体」とは窒素を含む半導体であり、代表的には一般式InxAlyGa1−x−yN(0≦x、0≦y、x+y≦1)で示すことができる。また、本明細書では説明の便宜のため「下部」又は「上部」という文言を用いているが、それらは各層を成長させるための基板を基準にしていることは言うまでもない。つまり、基板に近い側又は基板そのものの位置を「下部」とし、基板から遠い側の位置を「上部」としており、例えば「下部コンタクト層」を上とし「上部コンタクト層」を下とした場合であっても本発明の範囲内とする。さらに、本明細書における「超格子構造」とは、第1層102a及び第2層102bを一組としたときにこれが2組以上積層された構造をいい、それぞれの膜厚が15nm以下のものをいう。
【0018】
以下、半導体レーザ素子100を構成する主な構成要素について説明する。
【0019】
(下部コンタクト層)
下部コンタクト層101は下部電極114を設けるための層である。下部コンタクト層101は、典型的にはn型導電性を示す。係る場合、下部電極114とのオーミック性を確保するために、下部コンタクト層101にはSi、O等のn型不純物をドープすることができる。
【0020】
半導体レーザ素子100では、下部コンタクト層101として窒化物半導体基板(代表的にはGaN基板)を用いている。他にも、サファイア等の異種基板上に成長した窒化物半導体層を下部コンタクト層として用いることもできる。ただし、窒化物半導体基板は屈折率が窒化物半導体からなる他の層と同一か同程度でその膜厚が比較的厚いので、活性層から発光した光は下部クラッド層より外側にある窒化物半導体基板内に伝搬し易い。そのため、窒化物半導体基板内に光が閉じ込められて迷光になりやすく、FFP等に悪影響を及ぼしやすい。したがって、迷光除去の効果を得るには、下部コンタクト層101として窒化物半導体基板を用いた場合がより効果的である。
【0021】
(光吸収層)
光吸収層102は、窒化物半導体からなりInを含む第1層102aと、窒化物半導体からなりInを含まない第2層102bと、を含む超格子構造であると共に、暗色領域を有する層である。Inを含有する第1層102aを加熱することで、光吸収層102に暗色領域を設けることができる。暗色になるメカニズムの詳細は不明だが、加熱することで第1層が部分的に分解し、Inの多い領域が偏析するものと考えられる。
【0022】
ここで、本明細書における「Inを含まない第2層」とは、Inを完全に含まない場合だけでなくInを実質的に含まない場合も含むものとする。つまり、第2層102bが微量のInを含む場合であっても、結晶性および暗色領域の発生に悪影響を及ぼさない程度の量であれば本発明の範囲内とする。
【0023】
加熱する方法は限定されないが、第1方法として、光吸収層102を形成した後で他の層を成長させる際、又は他の層を成長させる間に成長装置炉内を昇温することで光吸収層102を加熱することができる。これにより、複雑な工程を経ずに光吸収層102に暗色領域を形成することができる。他にも、第2方法として、半導体層を全て形成した後で、光吸収層102にレーザ照射して加熱することもできる。例えば、成長装置から各層が積層されたウエハを取り出した後、フェムト秒レーザを用いて、光吸収層102を選択的に照射し加熱することができる。この手法では、光吸収層102に暗色領域を形成するために各層の成長中に必要以上に成長温度を上げる必要がないので、結晶性のよい量産性に優れた半導体レーザ素子とすることができる。さらに第2方法では光吸収層102の任意の領域にレーザ照射することができるので、例えば半導体レーザ素子100の光導波路領域の下方にのみ暗色領域を形成することもできる。第1方法と第2方法を組み合わせてもよいことは言うまでもない。
【0024】
第1層102aはInGaNからなり、第2層102bはGaNからなることが好ましい。結晶性の低下をより抑制し暗色領域を再現性よく形成することができるからである。
【0025】
光吸収層102を構成する超格子構造のペア数は、好ましくは3ペア以上30ペア未満、より好ましくは5ペア以上25ペア未満、さらに好ましくは8ペア以上20ペア未満とすることができる。また光吸層の総膜厚は、好ましくは10nm以上200nm未満、より好ましくは20nm以上100nm未満、さらに好ましくは30nm以上80nm未満とすることができる。ペア数が少なすぎたり、膜厚が薄すぎたりすると暗色領域が少なくなるため光吸収の効果が弱まり、ペア数が多すぎたり膜厚が厚すぎると結晶の低下を伴うためである。
【0026】
第1層102aの膜厚は、好ましくは0.5nm以上9nm未満、より好ましくは1.0nm以上6nm未満、さらに好ましくは1.0nm以上4nm未満とすることができる。第1層102aの膜厚が薄すぎると暗色領域が生じにくくなり、第1層102aの膜厚が厚すぎると結晶性の低下を伴ってしまうからである。第2層102bの膜厚は、好ましくは1nm以上10nm未満、より好ましくは1.5nm以上6nm未満、さらに好ましくは2nm以上5nm未満とすることができる。第2層102bの膜厚が薄すぎると結晶性が悪化してしまい、第2層102bの膜厚が厚すぎると第1層102aでの暗色領域の発生を妨げてしまうからである。第2層102bの膜厚が厚すぎると第1層102aでの暗色領域の発生を妨げる理由は明らかでないが、第1層102aに隣接する第2層102bが厚いことで、第1層102aにおいてInの偏析が生じにくいためであると考えられる。
【0027】
第1層102aがInGaNからなる場合、そのIn量は好ましくは5%以上30%未満、より好ましくは8%以上25%未満、さらに好ましくは10%以上20%未満とすることができる。In量が少なすぎると暗色領域が発生し難くなり、In量が多すぎると結晶性の低下を伴うからである。
【0028】
第2層102bの成長温度を第1層102aよりも高くすることにより結晶性のよい良好なものが得られる。また、第2層102bの成長温度を上げる前に、例えば2nm程度の薄膜のGaNまたはAlGaNを成膜することにより、第1層102aからのIn抜けや結晶性の低下を効果的に防ぐことができる。また、成長温度上昇時のNH3流量を少なくすることによっても、102aからのIn抜けを抑制することができる。Inの離脱を抑制することで、後述する暗色領域をより容易に形成することができる。
【0029】
光吸収層102は下部電極114が形成される下部コンタクト層101と上部電極113が形成される上部コンタクト層111との間に設けられているので、光吸収層102自体にも通電させる必要がある。したがって、光吸収層102にはSi等の不純物をドープすることが好ましいが、ノンドープで成長させることもできる。光吸収層102に不純物をドープする場合、第1層102a又は第2層102bの少なくとも一方の全体または一部に不純物をドープすることができる。
【0030】
下部コンタクト層101及び光吸収層102がn側にある場合、下部コンタクト層101と光吸収層102(平均組成)にバンドギャップエネルギーのオフセットがあると、電子帯にスパイクが生じ動作電圧が上昇しやすい。そこで、下部コンタクト層101と光吸収層102との間に、下部コンタクト層101よりもキャリア濃度が高い層を設けることができる。これによりフェルミ準位をより電子帯側に形成することができるので、スパイクを下げ電子の移動を容易にし、電圧上昇を抑制することができる。この層は、GaNであることが望ましいが、InGaNでもAlGaNでも良い。膜厚は10〜200Åとすることができる。
【0031】
(In含有層103及びIn非含有層104)
半導体レーザ素子100は、光吸収層102と活性層との間に、光吸収層102から順に、窒化物半導体からなり第1層102aよりも少ない量のInを有するIn含有層103と、窒化物半導体からなりInを含まないIn非含有層104と、を有することができる。
【0032】
暗色領域を形成するためには、第1層102aのIn量をある程度多くしその膜厚をある程度大きくする必要があるが、そうすると例え光吸収層102を上記構成としたとしても、後に成長する活性層107等の他の層の結晶性が悪化する場合がある。係る場合、光吸収層107と活性層107等の間に結晶性に優れたIn非含有層104を設けることが考えられるが、光吸収層102上にIn非含有層104を直接形成すると、大きな格子不整合のため新たに結晶欠陥が入ったりしてしまうことがあり、その結晶性が十分に回復しない傾向にある。そこで、光吸収層102とIn非含有層104との間に、第1層102aよりもIn量が少ないIn含有層を介在させることにより、光吸収層102とIn非含有層104との格子不整合による応力を緩和することができ、より結晶性のよい半導体レーザ素子とすることができる。
【0033】
ここで、本明細書における「Inを含まないIn非含有層」とは、Inを完全に含まない場合だけでなく、Inを実質的に含まない場合も含むものとする。例えば、In非含有層に微量のInが含まれる場合であっても、結晶性回復の効果に悪影響を与えない場合がある。したがって、係る場合であれば、In非含有層が微量のInを含むとしても本発明の範囲内とする。
【0034】
In含有層103をInGaNとし、In非含有層104をGaNとすることができる。これにより上記効果をより顕著に得ることができる。
【0035】
一方、In含有層103の屈折率をIn非含有層104よりも高くすることにより、光吸収層102での光吸収をより促進させることができる。つまり、光吸収層102のみでは膜厚が薄く、光吸収層102での光閉じ込めが十分でない場合であっても、光吸収層102とIn含有層103とが一体となってIn非含有層104よりも屈折率の高い領域となる。そのため光吸収層102内部に光を閉じ込めやすくすることができ、光吸収層102での光吸収がより容易となる。また、光吸収層102と下部コンタクト層101との間に、下部コンタクト層101よりも屈折率の高いInGaN等の層(図示せず)を設けても、光閉じ込めについて同様の作用効果が期待できる(応力緩和の効果についても同様に期待できる。)。
【0036】
In含有層103の膜厚は、好ましくは40nm以上300nm未満、より好ましくは50nm以上200nm未満、さらに好ましくは60nm以上150nm未満とすることができる。In含有層103が薄すぎると結晶性が回復し難く、In含有層103が厚すぎると逆に結晶性が低下してしまうからである。In非含有層104の膜厚は、好ましくは200nm以上1000nm未満、より好ましくは300nm以上800nm未満、さらに好ましくは400nm以上600nm未満とすることができる。In非含有層104が薄すぎると結晶性が回復し難く、In非含有層104が厚すぎると成長時間が必要以上にかかったりウエハに反りが生じたりするからである。
【0037】
In含有層103がInGaNからなる場合、そのIn量は好ましくは1%以上7%未満、より好ましくは1%以上5%未満とすることができる。In量が少なすぎると結晶性が回復し難く、In量が多すぎると逆に結晶性の低下を伴うからである。
【0038】
In非含有層104は、実施例で説明する下部クラッド層105を兼ねることもできる。つまり、In非含有層104を下部クラッド層として形成することもできる。この場合、In非含有層104にAlを含有させてもよい。
【0039】
ここで、光吸収層102等を設けても結晶性が悪化しないことを確認するため、下部コンタクト層101上に、光吸収層102、In含有層103、In非含有層104を順に積層した後で周囲温度を約1190℃とし暗色化させたウエハの外観及び転位密度を確認した。成長条件は次のとおりである。
【0040】
先ず、下部コンタクト層101として市販のGaN基板を準備した。GaN基板の転位密度は105/cm3台であった。
【0041】
次に、成長温度を約1160℃とし、GaN基板上に、原料ガスとしてTMA、TMG、アンモニアガス、不純物ガスとしてシランガスを用いて、Al0.02Ga0.98Nを0.1μm成長させた。この層は、GaN基板上に窒化物半導体層を再成長するための下地層である。
【0042】
次に、成長温度を約920℃とし、GaN基板上に、原料ガスとしてTMG、アンモニアガス、不純物ガスとしてシランガスを用いて、1019cm2以上SiドープしたGaNを1nm成長した。この層は、電圧オフセットを低減するためのものである。
【0043】
次に、成長温度を約820℃とし、GaN基板上に、原料ガスとしてTMI、TMG、アンモニアガス、不純物ガスとしてシランガスを用いて、SiドープのIn0.12Ga0.88Nよりなる第1層102aを1.5nmの膜厚で成長させた。続いて第2層102bを、同温度で原料ガスにTMG、アンモニアガスを用いてSiドープのGaNを1nmと、続いて約920℃まで昇温して2nmの膜厚でSiドープのGaNを成長させた(つまり、第2層102bは変調ドープ層である。)。そして、この作業を繰り返して、最終的には、第1層102aと第2層102bを1周期として合計10周期の総膜厚45nmの光吸収層102を形成した。
【0044】
次に、成長温度を約940℃とし、原料ガスとしてTMI、TMG、アンモニアガス、不純物ガスとしてシランガスを用いて、SiドープのIn0.03Ga0.97NよりなるIn含有層103を80nmの膜厚で成長させた。
【0045】
次に、同様の成長温度で、原料ガスとしてTMG及びアンモニアガス、不純物ガスとしてシランガスを用いて、SiドープのGaNよりなるIn非含有層104を500nmの膜厚で成長させた。その後、周囲温度を1190℃に昇温して、SiドープのGaNを2000nmの膜厚で成長し、光吸収層102に暗色領域を形成した。
【0046】
得られたウエハのIn非含有層104側から見た外観写真を図3に、CL像を図4に示す。図3に示すように、ウエハは全体的に暗色化されていた。また、図4に示すように転位密度はGaN基板101と同様105/cm3台と変化がなかった。このことから、光吸収層102を設けても、転位の発生等の結晶性の低下を伴うことなく、ウエハ全体を暗色化できることが理解できる。
【0047】
(活性層)
活性層107の構造は限定されず種々の構造を採用することができる。例えば、1つの量子井戸層を有する単一量子井戸構造(SQW)、複数の量子井戸構造を有する多重量子井戸構造(MQW)を採用することができる。
【0048】
(上部コンタクト層)
上部コンタクト層111は上部電極113を設けるための層である。上部コンタクト層111は、典型的にはp型導電性を示す。係る場合、上部電極113とのオーミック性を確保するために、上部コンタクト層にはMg等のp型不純物をドープすることができる。
【0049】
<実施例1>
以下、本実施例に係る半導体レーザ素子(発振波長445nm)の主な構成について説明する。本実施例では、成長方法としてMOCVD法(有機金属気相成長法)を用いる場合について説明する。
【0050】
(下部コンタクト層101)
先ず、下部コンタクト層101として、市販されているGaNよりなる窒化物半導体基板を準備した。窒化物半導体基板はn型導電性を示し、その膜厚は400μmであった。
【0051】
(下地層)
次に、成長温度を約1140℃とし、GaN基板上に、原料ガスとしてTMA、TMG、アンモニアガス、不純物ガスとしてシランガスを用いて、Al0.02Ga0.98Nを0.1μm成長させた(図示せず)。この層は、GaN基板上に窒化物半導体層を再成長するための下地層である。
【0052】
(電圧オフセット低減層)
次に、成長温度を約920℃とし、GaN基板上に、原料ガスとしてTMG、アンモニアガス、不純物ガスとしてシランガスを用いて、1019cm2以上SiをドープしたGaNを1nm成長した(図示せず)。この層は、電圧オフセットを低減するためのものである。
【0053】
(光吸収層102)
次に、成長温度を約795℃とし、GaN基板上に、原料ガスとしてTMI、TMG、アンモニアガス、不純物ガスとしてシランガスを用いて、SiドープのIn0.12Ga0.88Nよりなる第1層102aを2.0nmの膜厚で成長させた。続いて第2層102bを、同温度で原料ガスにTMG、アンモニアガスを用いてSiドープのGaNを1nmと、続いて約920℃まで昇温して2nmの膜厚でSiドープのGaNを成長させた(つまり第2層102bは変調ドープ層である。)。そして、この作業を繰り返して、最終的には、第1層102aと第2層102bを1周期として、合計15周期の総膜厚750nmの光吸収層102を形成した。
【0054】
(In含有層103)
次に、成長温度を約920℃とし、原料ガスとしてTMI、TMG、アンモニアガス、不純物ガスとしてシランガスを用いて、SiドープのIn0.03Ga0.97NよりなるIn含有層103を80nmの膜厚で成長させた。
【0055】
(In非含有層104)
次に、成長温度を約1000℃として、原料ガスとしてTMG、アンモニアガス、不純物ガスとしてシランガスを用いて、SiドープのGaNよりなるIn非含有層104を500nmの膜厚で成長させた。
【0056】
(下部クラッド層105)
次に、成長温度を約1160℃とし、原料ガスとしてTMA、TMG及びアンモニア、不純物ガスとしてシランガスを用い、SiドープのAl0.08Ga0.92Nよりなる下部クラッド層105を900nmの膜厚で成長させた。下部クラッド層105を成長する際に、通常よりも高い成長温度とすることで、光吸収層102に暗色領域が形成されたと考えられる。
【0057】
(下部ガイド層106)
次に、成長温度を約1000℃とし、原料ガスとしてTMG及びアンモニアを用いて、GaNよりなる下部ガイド層106をSiドープ150nm、ノンドープ150nmの膜厚で成長させた。
【0058】
(活性層)
次に、成長温度を約920℃にして、原料ガスとしてTMI、TMG及びアンモニア、不純物ガスとしてシランガスを用いて、SiドープのIn0.03Ga0.97Nよりなる障壁層を170nmの膜厚で成長させた。続いて、成長温度を約840度にしてシランガスを止め、ノンドープのIn0.2Ga0.8Nよりなる井戸層を3nmの膜厚で成長させた。その後、成長温度を約920℃にして、原料ガスとしてTMG及びアンモニアを用いてノンドープGaNよりなる障壁層を14nmの膜厚で成長させた。その後、前述のIn0.2Ga0.8Nよりなる井戸層を成長させ、最後に成長温度を約920℃にして、ノンドープのIn0.03Ga0.97Nよりなる障壁層を80nm成長させた。これにより、MQWの活性層107とした。
【0059】
(キャリア閉じ込め層108)
次に、成長温度を約1000℃とし、原料ガスにTMA、TMG及びアンモニア、不純物ガスとしてCp2Mg(シクロペンタジエニルマグネシウム)を用いて、MgドープのAl0.2Ga0.8Nよりなるキャリア閉じ込め層108を10nmの膜厚で成長させた。
【0060】
(上部ガイド層109)
次に、成長温度を約1000℃とし、原料ガスとしてTMG及びアンモニアを用いて、GaNよりなる上部ガイド層109をノンドープ150nm、Mgドープ150nmの膜厚で成長させた。
【0061】
(上部クラッド層110)
次に、同様の成長温度で、原料ガスにTMA、TMG及びアンモニアを用いて、ノンドープのAl0.12Ga0.88NよりなるA層を2.5nmの膜厚で成長させ、続いて、不純物ガスとしてCp2Mgを用いて、MgドープのAl0.04Ga0.96NよりなるよりなるB層を25オングストロームの膜厚で成長させる。そして、この操作を順に繰り返してA層とB層を積層し、総膜厚450nmの多層膜(超格子構造)よりなる上部クラッド層110を成長させた。
【0062】
(上部コンタクト層111)
次に、同様の温度で、原料ガスにTMG及びアンモニアを用い、不純物ガスとしてCp2Mgを用い、Mgを1×1020/cm3ドープしたGaNよりなる上部コンタクト層111を150オングストロームの膜厚で成長させた。
【0063】
(その他の工程)
反応終了後、RIE(反応性イオンエッチング)により、リッジをストライプ状に形成した。リッジ幅は2μmである。次に、ZrO2よりなる絶縁膜112を形成した。次に上部コンタクト層111上にNi/Au/Pt/Ni/Pd/Auよりなる上部電極113を形成し、下部コンタクト層101上にTi/Au/Pt/Auよりなる下部電極114を形成した。以上の構成を有するウエハを窒化物半導体基板側から研磨して80μmとした後、M面を劈開面としてウエハをバー状に劈開して共振器を作製した。レーザ光の出射面側及び反射面側にはSiO2、Al2O3及びZrO2よりなる誘電体多層(図示せず)膜を形成し、最後にリッジに平行な方向で、バーを切断して445nmで発振するレーザ素子とした。
【0064】
(評価)
図5に、本実施例に係る半導体レーザ素子に微小電流を流してLED発光させた状態の端面写真(図5(a))と、光吸収層102等を備えない比較例1の半導体レーザ素子に微小電流を流してLED発光させた状態の端面写真(図5(b))と、を示す。微小電流を流している理由は、電流を大きくしレーザ発振させると、レーザ光が目立ってしまい迷光が確認し難いためである。図5(a)及び(b)において、半導体レーザ素子の上下左右は同じであり、それぞれ図1の模式図に対応している。図5(a)から明らかなように、本実施例に係る半導体レーザ素子では下部コンタクト層への光の漏れ殆ど確認できず、光吸収層102により光の漏れが抑制されることが確認できた。一方、図5(b)に示すように、比較例1では、下部コンタクト層101(窒化物半導体基板)を含む素子全体に光の漏れが確認できた。
【0065】
図6に、本実施例に係る半導体レーザ素子のFFP⊥のビーム形状(図6(a))と、比較例1に係る半導体レーザ素子のFFP⊥のビーム形状(図6(b))と、を示す。図6(a)から明らかなように、本実施例に係る半導体レーザ素子ではビーム形状の乱れが確認できず、光吸収層102により迷光のFFP⊥への悪影響が抑制されることが確認できた。一方、4(b)に示す比較例では、±20°近傍においてビーム形状の乱れが確認された。
【0066】
図7に、本実施例に係る半導体レーザ素子のI−L特性を示すグラフ(図7(a))と、比較例1に係る半導体レーザ素子のI−L特性を示すグラフ(図7(b))と、を示す。図7から明らかなように両者のI−L特性はほとんど同じであった。これにより、光吸収層102等があってもI−L特性に悪影響がないことが確認できた。光吸収層102等を設けても、転位発生等の結晶性の悪化がなかったためと考えられる。
【0067】
図8に、本実施例に係る半導体レーザ素子のI−V特性を示すグラフ(図8(a))と、比較例1に係る半導体レーザ素子のI−V特性を示すグラフ(図8(b))と、を示す。図8から明らかなように、両者のI−V特性はほとんど同じであった。これにより、光吸収層102等が抵抗成分になり電圧を上昇させていないことが確認できた。光吸収層102等を設けても、結晶性を悪化しなかったためと考えられる。
【0068】
図9に、本実施例に係る半導体レーザ素子の偏光比(図9(a))と、比較例に係る半導体レーザ素子の偏光比(図9(b))と、を示す。偏光比は、TE波とTM波(TE/TM)の比であらわされる。一般的に、レーザ発振は、TE波成分が主成分となるので、半導体レーザ素子としては偏光比の値が大きいほど好ましい。図9から明らかなように、本実施例に係る半導体レーザ素子の偏光比は、比較例に比較して大きな値を示した。偏光特性の向上は、例えば、戻り光ノイズが問題となる光ディスクシステムに用いられる光アイソレーター(戻り光ノイズ対策)において有用である。このような偏光素子を用いているシステムにおいては、偏光比が大きいと光のロスを減らせるため、光出力を小さくすることができ(つまり、消費電力を小さくして発熱量を抑えることができる)、ライフの向上が期待できる。
【0069】
本実施例に係る半導体レーザ素子の偏光比の値が比較例1に比べて大きくなった理由は、光吸収層102においてTM波成分が優先的に除去されたためであると考えられる。一方で、光吸収層102を設けたとしてもI−L特性には影響がなかった(図7参照)。これらの事実から、迷光成分(基板への漏れ光)とレーザ発振成分(活性層周辺からの光成分)では、TE波とTM波の成分比率が異なり、TM波は主に迷光成分からなり、TE波は主にレーザ発振成分からなるものと考えられる。
【0070】
<比較例1>
光吸収層102、In含有層103及びIn非含有層104を備えない以外は実施例1と同様にして半導体レーザ素子を作製した。
【0071】
<実施例2>
下部クラッド層105、下部ガイド層106、活性層107、キャリア閉じ込め層、上部ガイド層109、上部クラッド層110及び上部コンタクト層111を以下の構造にした以外は、実施例1と実質的に同じ構造の半導体レーザ素子(発振波長405nm)を作製した。
【0072】
(下部クラッド層105)
成長温度を約1160℃とし、原料ガスとしてTMA、TMG及びアンモニア、不純物ガスとしてシランガスを用い、SiドープのAl0.03Ga0.97Nよりなる下部クラッド層105を2000nmの膜厚で成長させた。下部クラッド層105を成長する際に、通常よりも高い成長温度とすることで、光吸収層102に暗色領域が形成されたと考えられる。
(下部ガイド層106)
次に、成長温度を約1000℃とし、原料ガスとしてTMG及びアンモニアを用いて、ノンドープのGaNよりなる下部ガイド層106を150nmの膜厚で成長させた。
【0073】
(活性層107)
次に、成長温度を900℃にして、原料ガスとしてTMI、TMG及びアンモニア、不純物ガスとしてシランガスを用いて、SiドープのIn0.02Ga0.98Nよりなる障壁層を14nmの膜厚で成長させた。続いて、シランガスを止め、ノンドープのIn0.06Ga0.94Nよりなる井戸層を7nmの膜厚で成長させた。その後、原料ガスとしてTMG及びアンモニアを用いてSiドープのIn0.02Ga0.98Nよりなる障壁層を14nmの膜厚で成長させた。その後、前述のIn0.06Ga0.94Nよりなる井戸層を成長させ、最後にノンドープのIn0.02Ga0.98Nよりなる障壁層を成長させた。これにより、MQWの活性層107とした。
【0074】
(キャリア閉じ込め層108)
次に、成長温度を約1000℃とし、原料ガスにTMA、TMG及びアンモニア、不純物ガスとしてCp2Mg(シクロペンタジエニルマグネシウム)を用いて、MgドープのAl0.2Ga0.8Nよりなるキャリア閉じ込め層108を10nmの膜厚で成長させた。
【0075】
(上部ガイド層109)
次に、同様の成長温度で、原料ガスにTMG及びアンモニアを用いて、ノンドープのGaNよりなる上部ガイド層109を0.15μmの膜厚で成長させた。
【0076】
(上部クラッド層110)
次に、同様の成長温度で、原料ガスにTMA、TMG及びアンモニアを用いて、ノンドープのAl0.08Ga0.92NよりなるA層を2.5nmの膜厚で成長させ、続いて、TMAガスを止めて不純物ガスとしてCp2Mgを用いて、MgドープのGaNよりなるよりなるB層を2.5nmの膜厚で成長させる。そして、この操作を順に繰り返してA層とB層を積層し、総膜厚450nmの多層膜(超格子構造)よりなる上部クラッド層110を成長させた。
【0077】
(上部コンタクト層111)
次に、同様の温度で、原料ガスにTMG及びアンモニアを用い、不純物ガスとしてCp2Mgを用い、Mgを1×1020/cm3ドープしたGaNよりなる上部コンタクト層111を150オングストロームの膜厚で成長させた。
【0078】
(評価)
図10に半導体レーザ素子に微小電流を流してLED発光させた状態の端面写真を、図11にFFP⊥のビーム形状を、図12にI−L曲線を、図13に図12の部分拡大図を、図14にI−V曲線を、図15に偏光比を、それぞれ示す。各図において、(a)が本実施例に係る半導体レーザ素子であり、(b)が比較例2に係る半導体レーザ素子である。各特性の評価については、実施例1と共通するのでここでは説明しない。
【0079】
図13に、図12におけるI−L曲線の立ち上がり部分における拡大図を示す。図13(b)に示すように比較例2では閾値電流に至るまでのLED発光成分(迷光成分)が大きい。したがって、実施例2と比較例2との偏光比の差は、実施例1と比較例1との偏光比の差よりも大きくなっているものと考えられる。
【0080】
また、実施例1と比較例1の偏光比の比較よりも効果が大きくなっているのは、実施例2と比較例2のフロントミラー反射率が、実施例1と比較例1で用いたフロントミラー反射率と異なるためである。なお、実施例2と比較例2の場合、実施例1と比較例1のフロントミラー反射率よりも低く設定している。このようにフロントミラー反射率の低い場合、本発明の効果は特に大きくなる。出射側の反射率を低くするのは高出力レーザを作製するときには必須であり、その偏光比を向上させる技術として、本発明は非常に有用である。
【0081】
<比較例2>
光吸収層102、In含有層103及びIn非含有層を備えない以外は実施例2と同様にして半導体レーザ素子を作製した。
【0082】
実施例1では発振波長が445nm、実施例2では発振波長が405nmの半導体レーザ素子について説明したが、光吸収層102は発振波長にかかわらず迷光を吸収することができることは言うまでもない。例えば、発振波長が520nmの半導体レーザ素子は迷光が生じやすい傾向にあるので、迷光除去の効果をより顕著に得ることができる。さらに、実施例1及び実施例2では上部クラッド層110を用いたが、上部クラッド層を用いずに、低屈折率の上部電極111(例えばITO)を採用することで光閉じ込めを行うこともできる。係る場合、低屈折率の上部電極111により下部コンタクト層101側に光が漏れやすい傾向にあるので、迷光除去の効果をより顕著に得ることができる。
【符号の説明】
【0083】
100…半導体レーザ素子
101…下部コンタクト層
102…光吸収層
103…In含有層
104…In非含有層
105…下部クラッド層
106…下部ガイド層
107…活性層
108…キャリア閉じ込め層
109…上部ガイド層
110…上部クラッド層
111…上部コンタクト層
112…絶縁部
113…上部電極
114…下部電極
【特許請求の範囲】
【請求項1】
窒化物半導体からなる下部コンタクト層と、
窒化物半導体からなりInを含む第1層と、窒化物半導体からなりInを含まない第2層と、を含む超格子構造であると共に、暗色領域を有する光吸収層と、
窒化物半導体からなる活性層と、
窒化物半導体からなる上部コンタクト層と、を順に備える半導体レーザ素子。
【請求項2】
前記下部コンタクト層は、窒化物半導体基板である請求項1に記載の半導体レーザ素子。
【請求項3】
前記光吸収層と前記活性層との間に、前記光吸収層から順に、
窒化物半導体からなり前記第1層よりも少ない量のInを含むIn含有層と、
窒化物半導体からなりInを含まないIn非含有層と、を有する請求項1又は2に記載の半導体レーザ素子。
【請求項4】
前記第1層はInGaNからなり、前記第2層はGaNからなる請求項1から3のいずれかに記載の半導体レーザ素子。
【請求項5】
前記In含有層はInGaNからなり、前記In非含有層はGaNからなる請求項3又は4に記載の半導体レーザ素子。
【請求項6】
窒化物半導体からなる下部コンタクト層を準備する工程と、
前記下部コンタクト層上に、窒化物半導体からなりInを含む第1層と、窒化物半導体からなりInを含まない第2層と、を含む超格子構造を形成する工程と、
前記超格子構造上に、窒化物半導体からなる活性層を形成する工程と、
前記活性層上に、窒化物半導体からなる上部コンタクト層を形成する工程と、
加熱することにより前記超格子構造に暗色領域を形成して光吸収層とする工程と、を備える半導体レーザ素子の製造方法。
【請求項7】
前記暗色領域を形成する工程において、レーザ照射により前記超格子構造を加熱する請求項6に記載の半導体レーザ素子の製造方法。
【請求項1】
窒化物半導体からなる下部コンタクト層と、
窒化物半導体からなりInを含む第1層と、窒化物半導体からなりInを含まない第2層と、を含む超格子構造であると共に、暗色領域を有する光吸収層と、
窒化物半導体からなる活性層と、
窒化物半導体からなる上部コンタクト層と、を順に備える半導体レーザ素子。
【請求項2】
前記下部コンタクト層は、窒化物半導体基板である請求項1に記載の半導体レーザ素子。
【請求項3】
前記光吸収層と前記活性層との間に、前記光吸収層から順に、
窒化物半導体からなり前記第1層よりも少ない量のInを含むIn含有層と、
窒化物半導体からなりInを含まないIn非含有層と、を有する請求項1又は2に記載の半導体レーザ素子。
【請求項4】
前記第1層はInGaNからなり、前記第2層はGaNからなる請求項1から3のいずれかに記載の半導体レーザ素子。
【請求項5】
前記In含有層はInGaNからなり、前記In非含有層はGaNからなる請求項3又は4に記載の半導体レーザ素子。
【請求項6】
窒化物半導体からなる下部コンタクト層を準備する工程と、
前記下部コンタクト層上に、窒化物半導体からなりInを含む第1層と、窒化物半導体からなりInを含まない第2層と、を含む超格子構造を形成する工程と、
前記超格子構造上に、窒化物半導体からなる活性層を形成する工程と、
前記活性層上に、窒化物半導体からなる上部コンタクト層を形成する工程と、
加熱することにより前記超格子構造に暗色領域を形成して光吸収層とする工程と、を備える半導体レーザ素子の製造方法。
【請求項7】
前記暗色領域を形成する工程において、レーザ照射により前記超格子構造を加熱する請求項6に記載の半導体レーザ素子の製造方法。
【図1】


【図2】
【図6】
【図7】
【図8】
【図9】
【図11】
【図12】
【図13】
【図14】

【図15】
【図3】

【図4】
【図5】
【図10】
【図2】
【図6】
【図7】
【図8】
【図9】
【図11】
【図12】
【図13】
【図14】
【図15】
【図3】
【図4】
【図5】
【図10】
【公開番号】特開2012−238679(P2012−238679A)
【公開日】平成24年12月6日(2012.12.6)
【国際特許分類】
【出願番号】特願2011−105800(P2011−105800)
【出願日】平成23年5月11日(2011.5.11)
【出願人】(000226057)日亜化学工業株式会社 (993)
【Fターム(参考)】
【公開日】平成24年12月6日(2012.12.6)
【国際特許分類】
【出願日】平成23年5月11日(2011.5.11)
【出願人】(000226057)日亜化学工業株式会社 (993)
【Fターム(参考)】
[ Back to top ]