
半導体封止用エポキシ樹脂成形材料及び蓄熱性成形体
【課題】優れた半導体封止用エポキシ樹脂成形材料及び蓄熱性成形体を提供する。
【解決手段】所定のポリアルファオレフィンの架橋体(A)、エポキシ樹脂(B)、及び無機充填材(C)を混練してなり、ポリアルファオレフィンの架橋体を0.2〜5質量%含有する半導体封止用エポキシ樹脂成形材料、及び所定のポリアルファオレフィンの架橋体からなる温調剤及び熱可塑性樹脂を含む蓄熱性成形体である。
【解決手段】所定のポリアルファオレフィンの架橋体(A)、エポキシ樹脂(B)、及び無機充填材(C)を混練してなり、ポリアルファオレフィンの架橋体を0.2〜5質量%含有する半導体封止用エポキシ樹脂成形材料、及び所定のポリアルファオレフィンの架橋体からなる温調剤及び熱可塑性樹脂を含む蓄熱性成形体である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、半導体封止用エポキシ樹脂成形材料及び蓄熱性成形体に関する。
【背景技術】
【0002】
ポリアルファオレフィンの架橋体については、その融解挙動から各種成形材料や蓄熱材料としての用途が研究されている。
例えば、特許文献1には、ポリアルファオレフィンの架橋体を半導体封止用エポキシ樹脂成形材料に使用することが開示されている。この半導体封止用エポキシ樹脂成形材料は、半導体素子のトランスファー成形による樹脂封止において、成形時の不良発生(未充填、金線変形、ボイド発生、半導体移動等)が極めて少ない。
【0003】
また、特許文献2には、ポリアルファオレフィンの架橋体を温調剤として使用した組成物が開示されている。この組成物により、蓄熱物質の分散性と成形性に優れた蓄熱性成形体が得られる。また、この蓄熱性組成物を使用してシートやフィルムを成形したり、紡糸したりすると、曇りムラや厚み変化を低減できる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−1386号公報
【特許文献2】国際公開第2007/119652パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明者らは、ポリアルファオレフィンにスチレン類をグラフトして得られる所定の架橋体が、半導体封止用エポキシ樹脂成形材料及び蓄熱性成形体として特に好ましいことを見出した。
従って、本発明の目的は、優れた半導体封止用エポキシ樹脂成形材料及び蓄熱性成形体を提供することである。
【課題を解決するための手段】
【0006】
本発明によれば、以下の半導体封止用エポキシ樹脂成形材料及び蓄熱性成形体等が提供される。
1.下記に示すポリアルファオレフィンの架橋体(A)、エポキシ樹脂(B)、及び無機充填材(C)を混練してなり、前記ポリアルファオレフィンの架橋体を0.2〜5質量%含有する半導体封止用エポキシ樹脂成形材料。
ポリアルファオレフィンの架橋体(A):炭素数が16以上36以下であるαオレフィン単量体を少なくとも1種用いて重合して得た重合体に、スチレン類をグラフトして得られ、下記(a),(b)の条件を満たす架橋体。
(a)25℃で濃度15質量%にて2−ブタノンに分散させた場合、2−ブタノン不溶成分が70質量%以上である。
(b)示差走査型熱量計(DSC)を用いた融解挙動測定において、融点が30℃以上80℃以下であり、ピーク温度が一つだけ観測される。
2.前記ポリアルファオレフィンの架橋体(A)が、粒径75μm以下の粉体及び/又は霧状体である1に記載の半導体封止用エポキシ樹脂成形材料。
3.前記ポリアルファオレフィンの架橋体(A)が、融点の−20℃以内で融解を開始し+3℃以内で融解を終了するものである1に記載の半導体封止用エポキシ樹脂成形材料。
4.前記無機充填材(C)がシリカ粉体である1に記載の半導体封止用エポキシ樹脂成形材料。
5.前記無機充填材(C)を80質量%以上含有する1に記載の半導体封止用エポキシ樹脂成形材料。
6.前記ポリアルファオレフィンの架橋体(A)を、他の成分に溶融状態で噴霧して添加する工程を有する1に記載の半導体封止用エポキシ樹脂成形材料の製造方法。
7.上記1〜5のいずれかに記載の半導体封止用エポキシ樹脂成形材料からなる封止層と、前記封止層の片面又は両面に保護フィルムを有する半導体封止用エポキシ樹脂シート部材。
8.前記保護フィルムの封止層側に、融点が30〜80℃のポリアルファオレフィンの架橋体を含む厚さ0.1〜10μmの剥離層を有する7に記載の半導体封止用エポキシ樹脂シート部材。
9.前記ポリアルファオレフィンの架橋体(A)を他の成分に溶融状態で噴霧して封止材料を製造する工程と、保護フィルムに融点が30〜80℃のポリアルファオレフィンの架橋体を溶融状態で塗布又は噴霧して剥離層を形成する工程と、を含む、8に記載の半導体封止用エポキシ樹脂シート部材の製造方法。
10.下記に示すポリアルファオレフィンの架橋体からなる温調剤及び熱可塑性樹脂を含む、蓄熱性成形体。
温調剤:炭素数が10以上42以下であるαオレフィン単量体を少なくとも1種用いて重合して得た重合体に、スチレン類をグラフトして得られ、下記(a)〜(c)の条件を満たす架橋体。
(a)25℃で濃度15質量%にて2−ブタノンに分散させた場合、2−ブタノン不溶成分が70質量%以上である。
(b)示差走査型熱量計(DSC)を用いた融解挙動測定において、融点が−10℃以上100℃以下であり、ピーク温度が一つだけ観測される重合体。
(c)潜熱が30J/g以上である。
11.前記温調剤が熱可塑性樹脂に分散して存在し、温調剤の平均粒径が20μm未満である10に記載の蓄熱性成形体。
12.蓄熱性成形体に占める前記温調剤の割合が5〜70質量%であり、前記熱可塑性樹脂の割合が30〜95質量%である10又は11に記載の蓄熱性成形体。
13.前記熱可塑性樹脂が、ポリプロピレン樹脂、ポリエチレン樹脂、ポリエステル樹脂、ポリスチレン樹脂、アクリル樹脂、ポリアミド樹脂、ABS樹脂、ポリカーボネート樹脂、ポリ乳酸樹脂及びエチレン−ビニルアルコール共重合樹脂から選択される少なくとも1種である10〜12のいずれかに記載の蓄熱性成形体。
14.シート又はフィルムである10〜13のいずれかに記載の蓄熱性成形体。
【発明の効果】
【0007】
本発明によれば、ポリアルファオレフィンにスチレン類をグラフトして得られる所定の架橋体を使用した半導体封止用エポキシ樹脂成形材料及び蓄熱性成形体を提供することができる。
【図面の簡単な説明】
【0008】
【図1】一括封止型半導体装置の例を示す図である。
【図2】製造例3で得たポリアルファオレフィンの架橋体及びパラフィンワックスの融解特性を示す図である。
【図3】製造例で得た融点の異なるポリアルファオレフィンの架橋体の融解特性を示す図である。
【発明を実施するための形態】
【0009】
1.半導体封止用エポキシ樹脂成形材料
本発明の半導体封止用エポキシ樹脂成形材料は、所定のポリアルファオレフィンの架橋体(A)、エポキシ樹脂(B)、及び無機充填材(C)を混練してなる。そして、ポリアルファオレフィンの架橋体を0.2〜5質量%含有することを特徴とする。
ここで、ポリアルファオレフィンの架橋体(A)は、炭素数が16以上36以下であるαオレフィン単量体を少なくとも1種用いて重合して得た重合体に、スチレン類をグラフトして得られ、下記(a),(b)の条件を満たす架橋体である。
(a)25℃で濃度15質量%にて2−ブタノンに分散させた場合、2−ブタノン不溶成分が70質量%以上である。
(b)示差走査型熱量計(DSC)を用いた融解挙動測定において、融点が30℃以上80℃以下であり、ピーク温度が一つだけ観測される。
以下、各成分について説明する。
【0010】
(A)ポリアルファオレフィンの架橋体
上記(A)成分において用いられるポリアルファオレフィンは、炭素数16以上36以下(好ましくは18以上36以下)のα−オレフィン単量体を1種以上重合、又は、炭素数16以上36以下のα−オレフィン単量体を1種以上と、他のオレフィン(例えば、炭素数10以上のα−オレフィン単量体)とを重合して得られたものが好ましい。
α−オレフィン単量体の具体例としては、1−デセン、1−ウンデセン、1−ドデセン、1−トリデセン、1−テトラデセン、1−ペンタデセン、1−ヘキサデセン、1−ヘキサデセン、1−ヘプタデセン、1−オクタデセン、1−ノナデセン、1−イコセン、1−エイコセン、1−ヘンイコセン、1−ドコセン、1−トリコセン、1−テトラコセン、1−ペンタコセン、1−ヘキサコセン、1−ヘプタコセン、1−オコタコセン、1−ノナコセン、1−トリアコンテン、1−ヘントリアコンテン、1−ドトリアコンテン、1−ドトリアコンテン、1−トリトリアコンテン、1−テトラトリアコンテン、1−ペンタトリアコンテン、1−ヘキサトリアコンテン、1−ヘプタトリアコンテン、1−オクタトリアコンテン、1−ノナトリアコンテン、1−テトラコンテン、1−ヘンテトラコンテン、1−ドテトラコンテン等が挙げられる。これらのうち、炭素数が16以上36以下のα−オレフィン単量体を1種以上使用して重合体を得る。
【0011】
上記のα−オレフィン単量体は、1種を単独で用いることもできるが、2種以上のα−オレフィン単量体の混合物を用いることもできる。
また、2種以上のα−オレフィン単量体として、単量体の市販品同士のブレンド品や混合体の市販品を用いることが可能であり、例えば、リニアレン2024〔出光興産株式会社製:商品名〕等の市販品を用いることができる。
【0012】
本発明におけるポリアルファオレフィンは、例えばWO2003/070790号に記載の触媒を好適に使用できる。
【0013】
上述したポリアルファオレフィンにスチレン類をグラフトさせて架橋体を得る。本発明においてポリアルファオレフィンにグラフトさせるスチレン類としては、スチレン及びスチレン骨格を持つ誘導体(尚、これらは一般に「スチレン骨格含有化合物」と称されることがある。)等を挙げることができる。スチレン骨格含有化合物は、いずれもベンゼン核に結合する二重結合が重合反応性を有しており、ポリアルファオレフィンに有効にグラフト重合することができる。
スチレン類として、例えば、スチレン、αメチルスチレン、ジビニルベンゼン、4−メチルスチレン、4−t−ブチルスチレン、4−n−オクチルスチレン、スチレンスルホン酸ナトリウム、4−ビニル安息香酸、4−アミノスチレン、4−メトキシスチレン、4−ニトロスチレン、スチルベン、4,4’−ジメチル−スチルベン等が挙げられる。好ましくはスチレンである。これらスチレン類は、それぞれ単独で使用してもよく、2種以上を混合して用いてもよい。
【0014】
スチレン類の量は、必要に応じて決定することができる。例えば、エポキシ樹脂成形材料や蓄熱材として使用する場合、望ましくはポリアルファオレフィンに対し10質量%以上50質量%以下、さらに望ましくは15質量%以上40質量%以下である。グラフトさせるスチレン類の量が少ない場合、特に10質量%以下では、2−ブタノン不溶成分が増え、トナー用離型剤としての性能は非グラフトポリアルファオレフィンの性質に近づき、非オフセット領域が狭くなる。逆にグラフトさせるスチレン類の量が多い場合、特に50質量%以上では、2−ブタノン不溶成分が減少し、場合によっては2−ブタノン不溶成分が70質量%未満になる場合がある。2−ブタノン不溶成分が少ないと成形後ベタつく可能性がある。
【0015】
ポリアルファオレフィンにスチレン類をグラフトさせるには、水素引き抜き効果を持つグラフト重合開始剤を使用する。例えば、有機過酸化物が望ましく、特開2006−052246号公報に記載の有機過酸化物を好適に使用できる。その中でも特に好ましいのは、ジクミルパーオキサイド、ジ−t−ブチルパーオキサイドである。これらは、一種単独で用いてもよく、二種類以上を組み合わせて用いてもよい。尚、この発明の目的を阻害しない限りにおいて前記有機過酸化物以外のラジカル重合開始剤、例えばAIBN、レドックス系ラジカル開始剤、光重合開始剤等を、前記グラフト反応に用いることができる。
【0016】
有機過酸化物の使用量はスチレン類の量に対して0.1質量%以上10質量%以下が好ましく、特に0.2質量%以上5質量%以下が好ましい。0.1質量%よりも使用量が少ない場合に比べ、0.1質量%以上10質量%以下である場合には、スチレン類の反応効率が向上する。10質量%よりも多い場合に比べ、0.1質量%以上10質量%以下である場合には、有機過酸化物により発生するラジカルによるポリオレフィン鎖の切断が抑制されるため、低分子量成分が少なくなり、常温でべたつく成分が減少するため好ましい。0.2質量%以上5質量%以下である場合には、さらに低分子量成分の発生が抑制されるためにより好ましい。
【0017】
本発明のポリアルファオレフィンの架橋体の製造の際、安定性を調整するための安定剤を添加することができる。安定剤としてはヒドロキノン、ベンゾキノン、ニトロソフェニルヒドロキシ化合物、トリス(2,4−ジ−t−ブチルフェニル)ホスファイト等のホスファイト化合物類、ペンタエリスリチル−テトラキス[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]等のペンタエリスリトールエステル類等、公知の化合物が挙げられる。
【0018】
スチレン類をポリアルファオレフィンにグラフト反応させる際、VOC規制の点から有機溶剤を使用しないことが望ましい。しかし、諸事情で有機溶剤を使用する場合、有機溶剤としては、例えば、トルエン、キシレン等のエチレン性二重結合を含まない芳香族炭化水素類、ヘキサン、へプタン、オクタン等の飽和脂肪族炭化水素類、シクロヘキサン、メチルシクロヘキサン、エチルシクロヘキサン、シクロへプタン、メチルシクロヘプタン等の飽和脂環式炭化水素類、酢酸エチル、酢酸n−ブチル、酢酸イソブチル等のエチレン性の二重結合を含まないエステル類、アセトン、2−ブタノン、メチルイソブチルケトン、シクロヘキサノン等のエチレン性の二重結合を含まないケトン類、n−ブチルエーテル、イソブチルエーテル、テトラヒドロフラン、ジエチルエーテル、エチレングリコールジアルキルエーテル、ジオキサン等のエチレン性の二重結合を含まないエーテル類等が挙げられる。これら有機溶剤は単独で用いてもよいし、混合して使用してもよい。
【0019】
有機溶剤を使用する場合、有機溶剤の使用量は少ないほど好ましく、スチレン類とポリアルファオレフィンの総和に対して最大300質量%である。有機溶剤量が300質量%を超えると、ポリアルファオレフィン及びスチレン類が希薄な状態となるため、付加反応の効率が低下する。
【0020】
本発明で使用するポリアルファオレフィンの架橋体は、25℃で濃度15質量%にて2−ブタノンに分散させた場合、2−ブタノン不溶成分が70質量%以上である。検討の結果、ポリアルファオレフィン、及びスチレン類がグラフトしているポリアルファオレフィンは、25℃濃度15%において2−ブタノンに不溶であり、グラフトしていないスチレン類は溶解することが確認されている。即ち、2−ブタノン不溶成分とはポリアルファオレフィン、及びスチレン類がグラフトしているポリアルファオレフィンであり、2−ブタノン可溶性成分とはグラフトしなかった遊離のスチレン類及びスチレン類の低重合体である。2−ブタノン可溶成分は非晶性、あるいは低結晶性成分であるため、常温で固化していない。それゆえ、この成分が多いと材料を成形時、この成分が金型中に残り清掃をしなくてはならず、連続生産性の低下や、成形後では、この成分が成形品表面に現れべた付くため、製品として不適となる。本発明のエポキシ樹脂成形材料はグラフト率が高いために、2−ブタノンに25℃における濃度15%で分散させた場合、2−ブタノン不溶成分が70質量%以上となる。求められる諸物性、製造上の操作性から望ましくは2−ブタノン不溶成分が80%以上である。
【0021】
また、ポリアルファオレフィンの架橋体は、示差走査型熱量計(DSC)を用いた融解挙動測定において、融点が30℃以上80℃以下であり、ピーク温度が一つだけ観測される。好ましくは、融点が40〜80℃のものである。ポリアルファオレフィンの架橋体の融点が30℃未満であると粉砕時や打錠時に融着等の問題が発生するため、半導体封止用エポキシ樹脂成形材料の製造時の作業性が悪化し、上記融点が80℃を超えると成形時の流動性が低下するため、未充填やボイドに起因する成形不良が発生しやすい。
尚、ピーク温度が一つだけ観測されるとは、(DSC)を用いた融解挙動測定において、融点を示す温度以外に明確なピークがないことを意味する。
【0022】
本発明では、上記ポリアルファオレフィンの架橋体は、粒径が75μm以下の粉体及び/又は霧状体で用いることが好ましい。粒径が75μmを超えると、成形時に溶出する等の問題が発生する可能性がある。特に、粒径は25μm以下が好ましい。
ポリアルファオレフィンの架橋体の粉体を用いる場合には、例えば、原料のポリアルファオレフィンの架橋体をカッターミル等で微粉砕し、所定の目開きの篩を用いることで、所望の粒径以下の粉体を得ることができる。
また、ポリアルファオレフィンの架橋体の霧状体を用いる場合には、ポリアルファオレフィンの架橋体を溶融噴霧して、他の原料に添加することができる。溶融噴霧時の噴霧条件(溶融温度、ノズル径、噴霧圧力等)を適宜調節することで粒径を任意に制御することができるので、霧状体の使用が好ましい。霧状のポリアルファオレフィンの架橋体の粒径は、透明フィルムにポリアルファオレフィンの架橋体を噴霧しフィルム上の液滴の粒径を計測して確認することができる。
【0023】
上記ポリアルファオレフィンの架橋体は、融解温度幅が狭いものを用いることが好ましい。具体的には、融点の−20℃以内で融解を開始し+3℃以内で融解を終了するものが好ましい。ここで、ポリアルファオレフィンの架橋体が融解を開始する温度は、パーキンエルマー社製の示差走査型熱量計(DSC−7)を用い、試料を窒素雰囲気下190℃で5分保持した後、−30℃まで、5℃/分で降温させ、−30℃で5分保持した後、190℃まで10℃/分で昇温させる際の吸熱を開始する温度とし、融解を終了する温度は吸熱が完全に無くなる温度とする。
【0024】
本発明の半導体封止用エポキシ樹脂成形材料は、上記ポリアルファオレフィンの架橋体を0.2〜5質量%、好ましくは0.5〜3質量%含有する。これにより、流動性に優れる成形材料となる。ポリアルファオレフィンの架橋体の含有量が0.2質量%未満であると、流動性の向上効果が得られず、5質量%を超えると成形品の強度低下等の問題が起こる。
【0025】
一般に、ポリアルファオレフィンの架橋体の競合として、同程度の融点を持つパラフィンワックスが知られている。両者の融解特性を比較すると、本願発明において用いられるポリアルファオレフィンの架橋体は結晶性であるため、上述のように融解温度幅が極めて狭いという特徴を有する。融点40℃程度の両者を比べると、パラフィンワックスは室温で融解を始めるため成形材料の室温加工には不適であるが、ポリアルファオレフィンの架橋体は室温で固体のため全く問題がない。また、ポリアルファオレフィンの架橋体は40℃になると直ちに融解し粘度が低下する。即ち、本願発明において用いられるポリアルファオレフィンの架橋体は、融解温度幅が極めて狭いため、成形材料の製造加工時の作業性及び成形時の流動性に優れるという特徴を有する。
【0026】
ポリアルファオレフィンの架橋体は熱安定性に優れ、汎用のポリオレフィンワックスに比べて高温保管時の品質変化(酸化等)が少ない。通常、ポリオレフィンワックスは融点が100℃以上と高く、熱可塑性樹脂成形材料の離型剤として使用される。熱硬化性樹脂成形材料の場合には、離型性の効果はあまり期待できず密着性や粘着性を向上させる添加剤として利用される。この場合も予め変質させた酸化型製品を用い成形材料中での品質安定性の保持を図っている。即ち、ポリアルファオレフィンの架橋体は従来の離型剤として使用されるポリオレフィンワックスとは特性が異なる。
【0027】
(B)エポキシ樹脂
エポキシ樹脂としては、例えば、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂等(ビスフェノールAジグリシジルエーテル、ビスフェノールADジグリシジルエーテル、ビスフェノールSジグリシジルエーテル、ビスフェノールFジグリシジルエーテル、ビスフェノールGジグリシジルエーテル、テトラメチルビスフェノールAジグリシジルエーテル、ビスフェノールヘキサフルオロアセトンジグリシジルエーテル、ビスフェノールCジグリシジルエーテル等)、フェノールノボラック型エポキシ樹脂やクレゾールノボラック型エポキシ樹脂等のノボラック型エポキシ樹脂、3,4−エポキシシクロヘキシルメチル−3,4−エポキシシクロヘキシルカルボキシレート等の脂環式エポキシ樹脂、トリグリシジルイソシアヌレート、ヒダントインエポキシ樹脂等の含窒素環エポキシ樹脂、水添ビスフェノールA型エポキシ樹脂、脂肪族系エポキシ樹脂、低吸水率硬化体タイプの主流であるビフェニル型エポキシ樹脂、ジシクロ環型エポキシ樹脂、ナフタレン型エポキシ樹脂、トリメチロールプロパンポリグリシジルエーテル、グリセロールポリグリシジルエーテル、ペンタエリスリトールポリグリシジルエーテル等の多官能エポキシ樹脂、ビスフェノールAF型エポキシ樹脂等の含フッ素エポキシ樹脂、(メタ)アクリル酸グリシジルエステル等が挙げられる。これらは単独で使用してもよく、二種以上を併用してもよい。
【0028】
エポキシ樹脂の具体例としては、半導体封止材料用として市販されている各種製品が挙げられる。例えば、日本化薬、大日本インキ化学工業、JER社製のエポキシ樹脂を挙げることができる。一括封止用成形材料では、エポキシ樹脂は多芳香環型低分子量品が主に用いられている。
上記(B)エポキシ樹脂は、常温で固形でも液状でもよいが、一般に、使用するエポキシ樹脂の平均エポキシ当量は100〜2000のものが好ましい。平均エポキシ当量が100より小さい場合には、半導体封止用エポキシ樹脂成形材料の硬化体が脆くなる場合がある。また、平均エポキシ当量が2000を超える場合には、その硬化体のガラス転移温度(Tg)が低くなる場合がある。
本発明の半導体封止用エポキシ樹脂成形材料は(B)エポキシ樹脂を5〜45質量%含有するものが好ましく、5〜40質量%含有するものがより好ましい。
【0029】
(C)無機充填材
無機充填材としては、シリカ、アルミナ、窒化ケイ素、炭化ケイ素、タルク、ケイ酸カルシウム、炭酸カルシウム、マイカ、クレイ、チタンホワイト等の粉体、ガラス、カーボン等の短繊維が例示される。これらの中で熱膨張率と熱伝導率の点から、シリカ、アルミナ、窒化ケイ素、炭化ケイ素粉体が好ましく、特にシリカ粉体が好ましい。本発明の半導体封止用エポキシ樹脂成形材料は流動性に優れるが、シリカ粉体を含有するものであると、流動性の向上効果が顕著に得られる。さらに、本発明の半導体封止用エポキシ樹脂成形材料の流動性を考えるとその形状は球状、又は球形と不定形の混合物が好ましい。上記シリカ粉体としては、例えば、半導体封止材料用として市販されている製品より任意に選択できる。具体的には、龍森、電気化学工業又はマイクロン社製のシリカ粉体を挙げることができ、粗粒を除去した熔射型球状品が主に用いられている。
本発明の半導体封止用エポキシ樹脂成形材料は(C)無機充填材を80〜98質量%含有するものが好ましく、85〜95質量%含有するものがより好ましい。特に、封止材料が、粒径50μm以下のシリカを85質量%以上含有する場合には、従来では封止材料の粘度が極めて高くなり半導体装置の樹脂封止が困難であったところ、本願発明において用いられる封止材料はポリアルファオレフィンの架橋体を含むため、流動性に優れるという顕著な効果が発現する。
【0030】
本発明の半導体封止用エポキシ樹脂成形材料は、本発明の効果に悪影響を与えない範囲において、エポキシ樹脂硬化剤、エポキシ樹脂硬化促進剤、改質剤、難燃剤、顔料、離型剤やその他の添加剤を含有してもよく、これらの成分としては、使用可能な特性を有しているものを適宜用いることができ、半導体封止材料用として市販されている製品等より任意に選択できる。これらの成分の具体例としては、大日本インキ化学工業、群栄化学工業、明和化成社製のエポキシ樹脂硬化剤、四国化成・北興化学工業・サンアプロ社製のエポキシ樹脂硬化促進剤を挙げることができる。一括封止用成形材料では、エポキシ樹脂硬化剤は多芳香環型低分子量品、エポキシ樹脂硬化促進剤はリン化合物が主に用いられている。
【0031】
本発明の半導体封止用エポキシ樹脂成形材料を製造する方法は、特に限定されず、上記成分(A)〜(C)及び必要により添加剤を、押出機等の装置にて混練することで製造できる。上記(A)成分を均一分散することが好ましく、特に、以下に示す本発明の半導体封止用エポキシ樹脂成形材料の製造方法によれば、(A)成分を均一分散することができるため好ましい。
【0032】
本発明の半導体封止用エポキシ樹脂成形材料の製造方法は、上記ポリアルファオレフィンの架橋体を、他の成分に溶融状態で噴霧して添加することを特徴とする。ポリアルファオレフィンの架橋体を溶融状態で添加する際の溶融温度、ノズル径、噴霧圧力等の噴霧条件は、霧状のポリアルファオレフィンの架橋体が所望の粒径以下となる条件であれば特に限定されず、また、用いられるポリアルファオレフィンの架橋体の性状によっても異なるが、例えば、溶融温度50〜200℃程度、ノズル径0.001〜0.1mm程度、噴霧圧力0.1〜10atm程度である。
本発明の半導体封止用エポキシ樹脂成形材料の製造方法においては、ポリアルファオレフィンの架橋体を、溶融状態で噴霧して添加するが、少なくとも(B)エポキシ樹脂及び(C)無機充填材を含む原料を混合しつつ、ポリアルファオレフィンの架橋体を添加する方法が好ましく、ポリアルファオレフィンの架橋体以外の全ての原料を混合しつつ、ポリアルファオレフィンの架橋体を添加する方法が特に好ましい。
【0033】
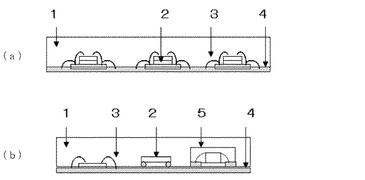
本発明の半導体封止用エポキシ樹脂成形材料の使用例を図示する。図1は、半導体素子を一括封止法により樹脂封止した半導体装置の例を模式図で示したものであり、(a)は3DPを(b)はSiPである。1は成形材料、2は半導体素子、3は金線、4は子基板、5は半導体装置である。図1(a)の3DPは、半導体を3個積層し金線で子基板と電気接続した構造である。図1(b)のSiPは、左から半導体、反転型半導体、半導体装置を子基板に搭載したものである。これら3DP及びSiPは、半導体部品間の間隙が非常に狭いので、高粘度の成形材料を注入した場合、成形時に不良(金線変形、未充填、半導体移動等)が発生する可能性が高い。本発明の材料は、このような半導体の封止用材料として好適である。
【0034】
その他、本発明の半導体封止用エポキシ樹脂成形材料は、例えば、半導体封止用エポキシ樹脂シート部材等に使用できる。以下、半導体封止用エポキシ樹脂シート部材の例について説明する。
本発明の半導体封止用エポキシ樹脂シート部材は、上述した本発明の半導体封止用エポキシ樹脂成形材料からなる封止層と、この封止層の片面又は両面に保護フィルムを有する。
【0035】
上記保護フィルムとしては、高純度で圧着成形に耐える材質のものならば特に限定されず、例えば、ポリエチレンテレフタラート(PET)、液晶ポリマー、ポリイミド(PI)等を挙げることができる。また、剥離性は特に必要としないので、品質とコストを勘案し任意に選択することができる。
上記保護フィルムは、封止層側の面に0.1〜10μm程度の厚みでポリアルファオレフィンの架橋体を含む剥離層が設けられていることが好ましく、ポリアルファオレフィンの架橋体からなる剥離層が設けられていることがより好ましい。剥離層の厚みが0.1μm以上であると、封止層からの保護フィルムの剥離が容易となり、10μm以下であると、成形品の外観不良等の問題が起こりにくい。
【0036】
本発明の半導体封止用エポキシ樹脂シート部材に用いられる封止材料を製造する方法は特に限定されないが、ポリアルファオレフィンの架橋体を均一分散することが好ましいため、ポリアルファオレフィンの架橋体を微粉砕して用いる方法や、溶融状態で噴霧する方法が挙げられる。以下に示す本発明の半導体封止用エポキシ樹脂シート部材の製造方法における封止材料を製造する工程によれば、ポリアルファオレフィンの架橋体を均一分散することができるため特に好ましい。
また、保護フィルム上に、ポリアルファオレフィンの架橋体を用いて剥離層を形成する方法も、保護フィルムの封止層側の面にポリアルファオレフィンの架橋体が均一に分散される方法であれば特に限定されず、ポリアルファオレフィンの架橋体を溶媒に溶解し、得られた溶液を保護フィルムに塗布した後、溶媒を乾燥除去する方法等を用いることもできるが、以下に示す本発明の半導体封止用エポキシ樹脂シート部材の製造方法におけるポリアルファオレフィンの架橋体を溶融状態で塗布又は噴霧する工程によれば、ポリアルファオレフィンの架橋体を均一に分散可能であり、簡便であり、かつ、異物混入の問題も起こりにくい。
【0037】
本発明の半導体封止用エポキシ樹脂シート部材の製造方法は、ポリアルファオレフィンの架橋体(A)を溶融状態で他の成分に噴霧して封止材料を製造する工程と、保護フィルムに融点が30〜80℃のポリアルファオレフィンの架橋体を溶融状態で塗布又は噴霧して剥離層を形成する工程とを含む。
ポリアルファオレフィンの架橋体を溶融状態で噴霧する工程における溶融温度、ノズル径、噴霧圧力等の噴霧条件は、ポリアルファオレフィンの架橋体の霧状体の粒径が75μm以下となる条件であれば特に限定されず、また、用いられるポリアルファオレフィンの架橋体の性状によっても異なるが、例えば、溶融温度50〜200℃程度、ノズル径0.001〜0.1mm程度、噴霧圧力0.1〜10atm程度である。
上記工程においては、ポリアルファオレフィンの架橋体を、溶融状態で噴霧して封止材料を製造するが、少なくともエポキシ樹脂及び無機充填材を含む原料を混合しつつ、ポリアルファオレフィンの架橋体を噴霧して添加する方法が好ましく、ポリアルファオレフィンの架橋体以外の全ての原料を混合しつつ、ポリアルファオレフィンの架橋体を噴霧して添加する方法が特に好ましい。
【0038】
保護フィルムにポリアルファオレフィンの架橋体を溶融状態で塗布又は噴霧する工程では、例えば、保護フィルム上に、溶融状態のポリアルファオレフィンの架橋体を、ナイフコーター、バーコーター又はロールコーティング等の公知の方法により塗布したり、スプレー等の公知の方法により噴霧したりして、所望の膜厚となるように塗布することができる。
【0039】
2.蓄熱性成形体
本発明の蓄熱性成形体は、所定のポリアルファオレフィンの架橋体からなる温調剤及び熱可塑性樹脂を含むことを特徴とする。
ここで、温調剤は炭素数が10以上42以下であるαオレフィン単量体を少なくとも1種用いて重合して得た重合体に、スチレン類をグラフトして得られ、下記(a)〜(c)の条件を満たす架橋体である。
(a)25℃で濃度15質量%にて2−ブタノンに分散させた場合、2−ブタノン不溶成分が70質量%以上である。
(b)示差走査型熱量計(DSC)を用いた融解挙動測定において、融点が−10℃以上100℃以下であり、ピーク温度が一つだけ観測される重合体。
(c)潜熱が30J/g以上である。
【0040】
本発明で用いる温調剤の具体例としては、上述した半導体封止用エポキシ樹脂成形材料に使用するポリアルファオレフィンの架橋体(A)が挙げられる。但し、炭素数が10以上42以下であるαオレフィン単量体を少なくとも1種用いて重合して得た重合体を使用する。αオレフィン単量体は、炭素数14〜36のものが好ましく用いられる。
【0041】
本発明で使用するポリアルファオレフィンの架橋体は、25℃で濃度15質量%にて2−ブタノンに分散させた場合、2−ブタノン不溶成分が70質量%以上である。2-ブタノン可溶成分は、常温で非晶性、あるいは非常に結晶性が低い成分であるため、ストランドを成形したり紡糸する際に切れやすくなったり、成形時にブリードアウトして成形品同士がくっつきやすくなったり、成形品がべた付いたりするという不具合を発生させる。従って、不溶成分は70質量%以上であり、80質量%以上であることが好ましい。
【0042】
また、本発明で使用するポリアルファオレフィンの架橋体は、示差走査型熱量計(DSC)を用いた融解挙動測定において、融点が−10℃以上100℃以下であり、ピーク温度が一つだけ観測される。融点の下限は、好ましくは0℃、より好ましくは10℃である。また、融点の上限は、好ましくは80℃、より好ましくは50℃、特に好ましくは40℃である。融点が100℃を超えると、日常の使用雰囲気下において、常に固体状態で存在するため、昇温時に結晶化熱を吸収する性質を利用することができないため、温調剤としての機能を十分に果たし難くなる。また、融点が−10℃未満では、日常の使用雰囲気下において、常に液体状態で存在するため、凝固時に熱を放出する性質を利用できないため、温調剤としての機能を十分に果たし難くなる。
【0043】
温調剤の融点と凝固点の差は、通常、好ましくは15℃以内である。15℃より大きくなると、吸熱、放熱する間隔が広いため、温調剤として所望の狭い温度範囲で機能を発揮し難くなる。
【0044】
また、本発明で使用するポリアルファオレフィンの架橋体の潜熱は、上記の融点の範囲において、30J/g以上、好ましくは50J/g以上、より好ましくは70J/g以上である。潜熱が30J/g未満では、温調剤としての効果が不十分となる恐れがある。
尚、本願において融点、凝固点及び潜熱とは、それぞれ示差走査熱量測定(DSC)で測定し、融点は、融解ピークの頂点の温度を、凝固点は、結晶化ピークの頂点の温度を意味する(JIS K 7121)。ここで融点は、一度融解ピーク終了時より高い温度まで加熱し、所定温度まで冷却した後、再度加熱した時に得られる融解ピークの頂点の温度である。
【0045】
温調剤の重量平均分子量(Mw)は2,000〜1,000,000である。本発明では、Mwが上記範囲である温調剤を使用することにより、熱可塑性樹脂に温調剤を高度に分散させている。これにより紡糸時の糸切れを有効に防止できる。尚、Mwが2,000未満では、温調剤が糸表面にブリードアウトしたり、使用時に液化してベトツキ等の原因となる場合がある。一方、1,000,000を超えると、温調剤としての分散性が悪化するため、紡糸性や成形加工性が低下する場合がある。Mwは、好ましくは2,000〜300,000、より好ましくは、2,000〜100,000である。
【0046】
本発明の蓄熱性成形体を構成する熱可塑性樹脂は、融点が100℃以上のものが好ましい。具体的には、ポリウレタン樹脂、アクリル樹脂、ポリアミド樹脂、ポリ塩化ビニル樹脂(PVC樹脂)、ポリプロピレン樹脂、ポリエチレン樹脂、ポリスチレン樹脂、ポリエステル樹脂(例えば、PET)、ポリカーボネート樹脂、ポリ乳酸樹脂、エチレン−ビニルアルコール共重合樹脂、熱可塑性エラストマー樹脂、ポリフェニレンサルファイド樹脂、ABS樹脂等が挙げられる。このうち、好ましくはポリプロピレン樹脂、ポリエチレン樹脂、ポリエステル樹脂、ポリスチレン樹脂、アクリル樹脂、ポリアミド樹脂、ABS樹脂、ポリカーボネート樹脂、ポリ乳酸樹脂及びエチレン−ビニルアルコール共重合樹脂である。これらは、一種単独で用いてもよく、また、二種以上を組み合わせて用いてもよい。
尚、熱可塑性樹脂は湿式紡糸特有の樹脂(例えばレーヨン)でもよい。
【0047】
本発明の蓄熱性成形体では、温調剤が熱可塑性樹脂中に高度に分散している。具体的には、温調剤の平均粒径が20μm未満に分散していることが好ましい。本発明では、温調剤の重量平均分子量が比較的小さいものを使用することによって、温調剤を熱可塑性樹脂中に高度に分散できる。これにより、成形の際の成形不良(紡糸する場合なら糸切れ)を大幅に低減できる。温調剤の平均粒径が20μm以上である場合、成形時に成形不良を起こすおそれがある。
ここで、温調剤の平均粒径とは、紡糸前の組成物(例えば、ペレット)を透過型電子顕微鏡で組成物断面を観察し、分散している複数の温調剤の長径を無作為に選択して測定し平均したものを意味する。尚、温調剤が、さらに高度に分散し相溶化している場合は、平均粒径は測定できない場合がある。
【0048】
本発明の蓄熱性成形体中で分散している温調剤の平均粒径は、より好ましくは15μm以下、より好ましくは5μm以下、特に好ましくは0.5μm以下である。
温調剤の平均粒径は、温調剤の分子量や熱可塑性樹脂の分子量等を制御することにより調整することができる。
【0049】
本発明の蓄熱性成形体における、温調剤及び熱可塑性樹脂の割合は、好ましくは温調剤/熱可塑性樹脂(質量%):5/95〜70/30である。温調剤が5質量%未満では、その温度調節機能が十分に発揮されない恐れがあり、70質量%を超える場合、充分な分散が得られないおそれがある。より好ましくは5〜50質量%である。
【0050】
本発明の蓄熱性成形体には、相溶性改良材として、エポキシ基含有アクリル系ポリマーや、アリルエーテルコポリマー等を配合することができる。これにより、熱可塑性樹脂と温調剤の相溶性が向上し、温調剤の配合量を増加することが可能となる。
また、本発明の蓄熱性組成物には、その特性を損なわない範囲で、種々の添加剤、例えば、酸化防止剤、耐光剤、無機充填剤(炭酸カルシウム、タルク等)、発泡剤(化学発泡材等)、老化防止剤、抗菌剤、防カビ剤、着色剤、顔料、帯電防止剤、難燃剤、加工助剤、安定剤、可塑剤、架橋剤、反応促進剤等を配合することができる。
【0051】
本発明の蓄熱性成形体の潜熱は、通常、−10〜100℃において、蓄熱機能上、好ましくは1J/g以上であり、より好ましくは5J/g以上である。潜熱が1J/g未満では、蓄熱の効果が十分でない場合がある。また、好ましくは−10〜80℃、より好ましくは0〜50℃において、好ましくは1J/g以上、より好ましくは5J/g以上である。この特性により、外気温度等に対して、温度調節機能が十分に発揮できる。
【0052】
本発明の蓄熱性成形体は、温調剤と熱可塑性樹脂とを、公知の方法、例えば、混練押出機等で混練することより製造できる。
つまり、本発明の蓄熱性成形体を、公知のエクストルーダ型押出機等にシート又はフィルム用の金型を装着し溶融成形することで、蓄熱性シートや蓄熱性フィルムを製造できる。その成形品構造は単層に限らず、多層構造をとっても良い。
多層構造である場合、コア部を構成する樹脂としては、ポリアミド樹脂、ポリエステル樹脂、ポリウレタン樹脂、アクリル樹脂、ABS樹脂、ポリカーボネイト樹脂、ポリ乳酸、エチレン酢酸ビニル共重合体、ポリ塩化ビニリデン樹脂、ポリ塩化ビニル樹脂、アクリル樹脂、ポリエチレン樹脂、ポリプロピレン樹脂等が使用できる。
【0053】
多層シートや多層フィルムを成形する際、通常、成形品の厚みに対し温調剤の粒径が1/3以下であることが好ましく、1/5以下であるとより好ましい。
成形温度は、使用する樹脂原料により異なるが、通常180〜350℃程度である。
【0054】
尚、上記の蓄熱性シートやフィルムを製造するとき、その特性を損なわない範囲において、適宜、吸湿剤、湿潤剤、着色剤、安定剤、難燃剤、静電剤、老化防止剤、酸化防止剤、抗菌剤、防カビ剤、顔料、帯電防止剤、難燃剤、加工助剤、可塑剤、架橋剤、反応促進剤、発泡剤等を添加できる。
【0055】
また、本発明の蓄熱性成形体を、公知のエクストルーダ型複合紡糸機等により溶融紡糸することで、蓄熱性繊維を製造でき、その繊維構造としては単層に限らず、芯鞘等の多層構造をとっても良い。
紡糸温度は、使用する繊維原料により異なるが、通常180〜350℃程度である。
【0056】
尚、上記の蓄熱性繊維を製造するとき、その特性を損なわない範囲において、適宜、吸湿剤、湿潤剤、着色剤、安定剤、難燃剤、静電剤、老化防止剤、酸化防止剤、抗菌剤、防カビ剤、顔料、帯電防止剤、難燃剤、加工助剤、可塑剤、架橋剤、反応促進剤、発泡剤等を添加できる。
また、蓄熱性繊維の断面形状は、円形に限られず、三角形や四角形等の異形断面でもよい。
【0057】
本発明では、蓄熱性成形体を製造するときに使用する温調剤が、ワックスやモノマーと比べて、比較的高分子量なので、蒸発、漏洩の問題がない。また、オリゴマー又はポリマーなので、練り込み、繊維化、シート化、フィルム化が可能であり、連続紡糸、織り込み等の加工が容易である。即ち、本発明の蓄熱性成形体は、成形性に優れ、製造が容易である。さらに、本発明の蓄熱性成形体は、上述したように温調剤が高度に分散しているため、温調剤の分散不良による曇り(白濁)ムラが生じにくい。
【実施例】
【0058】
以下、本発明の成形材料及びその製造方法に関して、実施例及び比較例を示して具体的に説明するが、本発明はこれらに何ら制限されるものではない。
【0059】
[重合触媒の調製]
製造例1((1,2’−ジメチルシリレン)(2,1’−ジメチルシリレン)−ビス(3−トリメチルシリルメチルインデニル)ジルコニウムジクロライドの製造)
シュレンク瓶に(1,2’−ジメチルシリレン)(2,1’−ジメチルシリレン)−ビス(インデン)のリチウム塩3.0g(6.97ミリモル)をTHF(テトラヒドロフラン)50ミリリットルに溶解し−78℃に冷却した。
ヨードメチルトリメチルシラン2.1ミリリットル(14.2ミリモル)をゆっくりと滴下し室温で12時間撹拌した。
溶媒を留去しエーテル50ミリリットルを加えて飽和塩化アンモニウム溶液で洗浄した。
分液後、有機相を乾燥し溶媒を除去して(1,2’−ジメチルシリレン)(2,1’−ジメチルシリレン)−ビス(3−トリメチルシリルメチルインデン)を3.04g(5.88ミリモル)を得た(収率84%)。
次に、窒素気流下においてシュレンク瓶に前記で得られた(1,2’−ジメチルシリレン)(2,1’−ジメチルシリレン)−ビス(3−トリメチルシリルメチルインデン)を3.04g(5.88ミリモル)とエーテル50ミリリットルとを入れた。
−78℃に冷却しn−BuLiのヘキサン溶液(1.54モル/L、7.6ミリリットル(11.7ミリモル))を滴下した。
温度を室温とし12時間撹拌後、エーテルを留去した。
得られた固体をヘキサン40ミリリットルで洗浄することによりリチウム塩をエーテル付加体として3.06g(5.07ミリモル)を得た(収率73%)。
1H−NMR(90MHz、THF−d8)による測定の結果は、δ:0.04(s、18H、トリメチルシリル);0.48(s、12H、ジメチルシリレン);1.10(t、6H、メチル);2.59(s、4H、メチレン);3.38(q、4H、メチレン)、6.2−7.7(m,8H,Ar−H)であった。
【0060】
窒素気流下で得られたリチウム塩をトルエン50ミリリットルに溶解した。
−78℃に冷却し、ここへ予め−78℃に冷却した四塩化ジルコニウム1.2g(5.1ミリモル)のトルエン(20ミリリットル)懸濁液を滴下した。
滴下後、室温で6時間撹拌した。その反応溶液の溶媒を留去した。
得られた残渣をジクロロメタンにより再結晶化することにより、(1,2’−ジメチルシリレン)(2,1’−ジメチルシリレン)−ビス(3−トリメチルシリルメチルインデニル)ジルコニウムジクロライドを0.9g(1.33ミリモル)を得た(収率26%)。
1H−NMR(90MHz、CDCl3)による測定の結果は、δ:0.0(s、18H、トリメチルシリル);1.02,1.12(s、12H、ジメチルシリレン);2.51(dd、4H、メチレン);7.1−7.6(m,8H,Ar−H)であった。
【0061】
[スチレンをグラフトしたポリアルファオレフィンの架橋体]
製造例2(CPAO−70MSの製造)
(1)ポリアルファオレフィン
加熱乾燥した1リットルオートクレーブに、炭素数26及び28のα−オレフィンを含む混合物(Chevron Phillips Chemical社製アルファオレフィンC26−28、C26:56.9質量%、C28:39.4質量%)400ミリリットル、トリイソブチルアルミニウム0.5ミリモルを加え、110℃に昇温した。ついで攪拌しながら、製造例1で得られた(1,2’−ジメチルシリレン)(2,1’−ジメチルシリレン)ビス(3−トリメチルシリルメチルインデニル)ジルコニウムジクロライドを1.0マイクロモル、ジメチルアニリニウムボレートを4.0マイクロモル加え、さらに水素を0.2MPa導入し、240分間重合した。重合反応終了後、アセトンで再沈操作を繰り返すことにより、反応物を析出させ、減圧下、加熱乾燥することにより、ポリアルファオレフィン(CPAO−70)を195.0g得た。
【0062】
(2)スチレングラフト体
攪拌棒、窒素導入管、温度計、ジムロート冷却管付1L四つ口フラスコにポリアルファオレフィン(CPAO−70)を120g投入し、窒素を導入しながら190℃に昇温し、溶融した。スチレン13gとジクミルパーオキサイド2gを1時間かけて添加し、添加終了後、190℃で1時間維持した。その後、190℃−7hPaに1時間減圧蒸留してスチレングラフト体(CPAO−70MS)を得た。
【0063】
上記CPAO−70MSについて、パーキンエルマー社製の示差走査型熱量計(DSC−7)を用い、試料を窒素雰囲気下190℃で5分保持した後、−30℃まで、5℃/分で降温させ、−30℃で5分保持した後、190℃まで10℃/分で昇温させることにより得られた融解吸熱カーブから観測されるピークトップを測定し、融点を求めたところ、70℃であった。また、融解を開始する温度は55℃であり、融解を終了する温度を求めたところ、71℃であった。潜熱量は90J/gであった。2−ブタノン不溶成分量は99wt%であった。
尚、2−ブタノン不溶成分の測定について、ポリアルファオレフィンの架橋体の濃度が15質量%となるように2−ブタノン分散液を調製し、1時間室温で攪拌した後、不溶分を濾過、乾燥し、その質量割合を2−ブタノン不溶成分の質量%とした。
【0064】
製造例3(CPAO−40MS1の製造)
(1)ポリアルファオレフィン
加熱乾燥した1リットルオートクレーブに、1−オクタデセン(C18)400ミリリットル、トリイソブチルアルミニウム0.5ミリモルを加え、110℃に昇温した。ついで攪拌しながら、製造例1で得られた(1,2’−ジメチルシリレン)(2,1’−ジメチルシリレン)ビス(3−トリメチルシリルメチルインデニル)ジルコニウムジクロライドを1.0マイクロモル、ジメチルアニリニウムボレートを4.0マイクロモル加え、さらに水素0.2MPa導入し、240分間重合した。重合反応終了後、アセトンで再沈操作を繰り返すことにより、反応物を析出させ、減圧下、加熱乾燥することにより、高級ポリアルファオレフィン(CPAO−40)を211.0g得た。
【0065】
(2)スチレングラフト体
攪拌棒、窒素導入管、温度計、ジムロート冷却管付1L四つ口フラスコにポリアルファオレフィン(CPAO−40)を120g投入し、窒素を導入しながら190℃に昇温し、溶融した。スチレン40gとジクミルパーオキサイド2gを1時間かけて添加し、添加終了後、190℃で1時間維持した。その後、190℃−7hPaに1時間減圧蒸留してスチレングラフト体(CPAO−40MS1)を得た。
上記CPAO−40MS1について、製造例2と同様にして融点を求めたところ、39℃であり、融解を開始する温度を求めたところ、30℃であり、融解を終了する温度を求めたところ、43℃であった。潜熱量は60J/gであった。2−ブタノン不溶成分量は90wt%であった。
【0066】
製造例4(CPAO−40MS2の製造)
製造例3(1)で得たCPAO−40を使用した。攪拌棒、窒素導入管、温度計、ジムロート冷却管付1L四つ口フラスコにポリアルファオレフィン(CPAO−40)を120g投入し、窒素を導入しながら190℃に昇温し、溶融した。スチレン13gとジクミルパーオキサイド2gを1時間かけて添加し、添加終了後、190℃で1時間維持した。その後、190℃−7hPaに1時間減圧蒸留してスチレングラフト体(CPAO−40MS2)を得た。
上記CPAO−40MS2について、製造例2と同様にして融点を求めたところ、39℃であり、潜熱量は70J/gであった。であった。2−ブタノン不溶成分量は99wt%であった。
【0067】
製造例5(CPAO−25MSの製造)
(1)ポリアルファオレフィン
加熱乾燥した1リットルオートクレーブに、1−ヘキサデセン(C16)400ミリリットル、トリイソブチルアルミニウム0.5ミリモルを加え、110℃に昇温した。ついで攪拌しながら、製造例1で得られた(1,2’−ジメチルシリレン)(2,1’−ジメチルシリレン)ビス(3−トリメチルシリルメチルインデニル)ジルコニウムジクロライドを1.0マイクロモル、ジメチルアニリニウムボレートを4.0マイクロモル加え、さらに水素0.2MPa導入し、240分間重合した。重合反応終了後、アセトンで再沈操作を繰り返すことにより、反応物を析出させ、減圧下、加熱乾燥することにより、高級ポリアルファオレフィン(CPAO−25)を205.0g得た。
【0068】
(2)スチレングラフト体
攪拌棒、窒素導入管、温度計、ジムロート冷却管付1L四つ口フラスコにポリアルファオレフィン(CPAO−25)を120g投入し、窒素を導入しながら190℃に昇温し、溶融した。スチレン40gとジクミルパーオキサイド2gを1時間かけて添加し、添加終了後、190℃で1時間維持した。その後、190℃−7hPaに1時間減圧蒸留してスチレングラフト体(CPAO−25MS)を得た。
【0069】
上記CPAO−25MSについて、製造例2と同様にして融点を求めたところ、26℃であり、融解を開始する温度を求めたところ、15℃であり、融解を終了する温度を求めたところ、29℃であった。2−ブタノン不溶成分量は90wt%であった。
【0070】
製造例6(CPAO−60MSの製造)
(1)ポリアルファオレフィン
加熱乾燥した1リットルオートクレーブに、Chevron Phillips Chemical社製アルファオレフィンC20−24 400ミリリットル、トリイソブチルアルミニウム0.5ミリモルを加え、110℃に昇温した。ついで攪拌しながら、製造例1で得られた(1,2’−ジメチルシリレン)(2,1’−ジメチルシリレン)ビス(3−トリメチルシリルメチルインデニル)ジルコニウムジクロライドを1.0マイクロモル、ジメチルアニリニウムボレートを4.0マイクロモル加え、さらに水素を0.2MPa導入し、240分間重合した。重合反応終了後、アセトンで再沈操作を繰り返すことにより、反応物を析出させ、減圧下、加熱乾燥することにより、ポリアルファオレフィン(CPAO−60)を203g得た。
【0071】
(2)スチレングラフト体
攪拌棒、窒素導入管、温度計、ジムロート冷却管付1L四つ口フラスコにポリアルファオレフィン(CPAO−60)を120g投入し、窒素を導入しながら190℃に昇温し、溶融した。スチレン13gとジクミルパーオキサイド2gを1時間かけて添加し、添加終了後、190℃で1時間維持した。その後、190℃−7hPaに1時間減圧蒸留してスチレングラフト体(CPAO−60MS)を得た。
【0072】
上記CPAO−60MSについて、製造例2と同様にして融点を求めたところ、57℃であり、融解を開始する温度を求めたところ、43℃であり、融解を終了する温度を求めたところ、60℃であった。2−ブタノン不溶成分量は98wt%であった。
【0073】
製造例7(CPAO−50MSの製造)
加熱乾燥した1リットルオートクレーブに、出光興産(株)製「リニアレン2024」400ミリリットル、トリイソブチルアルミニウム0.5ミリモルを加え、110℃に昇温した。ついで攪拌しながら、製造例2−1で得られた(1,2‘−ジメチルシリレン)(2,1’−ジメチルシリレン)ビス(3−トリメチルシリルメチルインデニル)ジルコニウムジクロライドを1.0マイクロモル、ジメチルアニリニウムボレートを4.0マイクロモル加え、さらに水素0.2MPa導入し、240分間重合した。
重合反応終了後、アセトンで再沈操作を繰り返すことにより、反応物を析出させ、減圧下、加熱乾燥することにより、ポリアルファオレフィン(CPAO−50)を210g得た。
【0074】
(2)スチレングラフト体
攪拌棒、窒素導入管、温度計、ジムロート冷却管付1L四つ口フラスコにポリアルファオレフィン(CPAO−50)を120g投入し、窒素を導入しながら190℃に昇温し、溶融した。スチレン13gとジクミルパーオキサイド2gを1時間かけて添加し、添加終了後、190℃で1時間維持した。その後、190℃−7hPaに1時間減圧蒸留してスチレングラフト体(CPAO−50MS)を得た。
【0075】
上記CPAO−50MSについて、製造例2と同様にして融点を求めたところ、50℃であり、融解を開始する温度を求めたところ、37℃であり、融解を終了する温度を求めたところ、52℃であった。2−ブタノン不溶成分量は97wt%であった。
【0076】
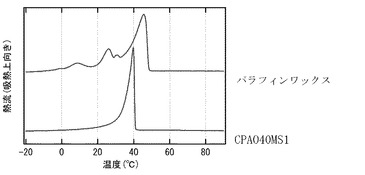
図2に製造例3で得られたCPAO−40MS1とパラフィンワックス(日本精鑞株式会社製:パラフィンワックス115)の融解特性を示す。CPAO−40MS1とパラフィンワックスの融解特性を比べると、ポリアルファオレフィンの架橋体の融解温度幅が狭いことが一目瞭然である。
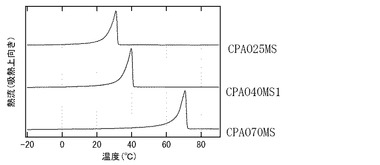
図3は融点の異なるポリアルファオレフィンの架橋体(製造例2,3,5)の融解特性を示す図である。融解温度幅が狭いという特徴は融点が変化しても同じである。
【0077】
[半導体封止用エポキシ樹脂成形材料]
実施例1−1
半導体封止用エポキシ樹脂成形材料基準で85質量%の球状シリカ粉体(MSR−8030、株式会社龍森製、平均粒径12μm)、エポキシ樹脂(NC−3000、日本化薬株式会社製)8質量%、エポキシ樹脂硬化剤(カヤハードGPH、日本化薬株式会社製)4質量%、エポキシ樹脂硬化促進剤(TPP−K、北興化学工業株式会社製)0.5質量%、改質剤(KBM303、信越化学工業株式会社製)0.3質量%、離型剤(ヘキストS、ヘキスト社製)0.2質量%をヘンシェル型混合機に入れ、製造例2で得られたCPAO−70MS 2質量%(融点70℃)を、溶融噴霧しながら攪拌混合した。
噴霧されたCPAO−70MSの粒径を、透明フィルムにCPAO−70MSを噴霧しフィルム上の液滴の粒径を計測したところ、25μm以下であった。
次に、混合物を押出機(SK1、株式会社栗本鐵工所製)で混錬した後、冷却・粉砕・打錠の加工を経て半導体封止用エポキシ樹脂成形材料を得た。
【0078】
得られた材料で模擬半導体部品(チップサイズ10mm×10mmの176pinLQFP、外形24mm×24mm×1.4mm)をトランスファー成形(金型温度165℃、硬化時間3分)により封止し、外観、充填性及び金線変形について下記の方法で評価した。尚、外観、充填性、金線変形評価に用いた模擬半導体部品は、片面銅箔基板に半導体を整列配置する擬似回路配線を加工し、半導体は搭載せずに半導体相当部と外部接続用端子部を金線で結線したものである。
【0079】
(1)充填性
成形により封止された模擬半導体部品を0.1mm研磨しその表面を顕微鏡で観察し、外観と同様の基準で評価した。
◎: 10μm以上の外観異常(割れ・欠け・へこみ・異物等)が無い。
○: 10〜30μmの外観異常は2個以下/成形品であり、かつ、30μm以上の外観異常は無い。
△: 10〜30μmの外観異常は5個以下/成形品であり、かつ、30μm以上の外観異常は無い。
×: 10〜30μmの外観異常は6個以上/成形品であるか、又は、30μm以上の外観異常が有る。
(2)金線変形
成形により封止された模擬半導体部品を軟X線装置で観察し、以下の基準で評価した。
無: 金線変形率(金線流れ幅/金線長さ、%表示)<2%
小: 金線変形率<5%
大: 金線変形率≧5%
(3)外観
成形により封止された模擬半導体部品の外観を顕微鏡で観察し、以下の基準で評価した。
◎: 10μm以上の外観異常(割れ・欠け・へこみ・異物等)が無い。
○: 10〜30μmの外観異常は2個以下/成形品であり、かつ、30μm以上の外観異常は無い。
△: 10〜30μmの外観異常は5個以下/成形品であり、かつ、30μm以上の外観異常は無い。
×: 10〜30μmの外観異常は6個以上/成形品であるか、又は、30μm以上の外観異常が有る。
【0080】
実施例1−2
製造例2で得られたCPAO−70MSに代えて、製造例3で得られたCPAO−40MS1(融点39℃)を使用した以外は、実施例1−1と同様にして半導体封止用エポキシ樹脂成形材料を製造し、評価した。
【0081】
実施例1−3
球状シリカ粉体81質量%、エポキシ樹脂11質量%及びエポキシ樹脂硬化剤5質量%とした以外は、実施例1−1同様にして半導体封止用エポキシ樹脂成形材料を製造し、評価した。
【0082】
実施例1−4
CPAO−70MSの溶融噴霧を行わず、CPAO−70MSをカッターミルで粉砕し、円形篩(目開き50μm)を通過させて微粉砕品を得て、これを他の成分と同時に混合機に投入した以外は実施例1−1と同様にして半導体封止用エポキシ樹脂成形材料を製造し、評価した。
【0083】
実施例1−5
CPAO−70MSの微粉砕品に代えて、粗粒を使用した以外は実施例1−4と同様にして成形材料を製造し、外観、充填性及び金線変形について評価した。粗粒としては、実施例1−4と同様の方法でCPAO−70MSを粉砕し、円形篩(目開き75μm)の篩網上に残ったものを使用した。
【0084】
比較例1−1
ポリアルファオレフィンの架橋体を使用せずに球状シリカ粉体の量を87質量%に変更した他は、実施例1−1と同様にして成形材料を製造し、評価した。得られた成形材料は溶融粘度が高く、材料化時の作業性及び成形時の流動性も非常に悪かった。
【0085】
比較例1−2
製造例2で得られたCPAO−70MSに代えて製造例5で得られたCPAO−25MS(融点26℃)を使用した以外は実施例1−1と同様にして成形材料を製造し、評価した。
【0086】
比較例1−3
CPAO−70MSの添加量を6質量%に増加した以外は実施例1−1と同様にして成形材料を製造した。得られた成形材料の硬化物は、強度が局部的に不足し正常な成形品が得られなかった。よって、外観、充填性及び金線変形は評価できなかった。
【0087】
比較例1−4
実施例1−1において、CPAO−70MSに代えてパラフィンワックス(日本精鑞株式会社製、パラフィンワックス115)を用いた以外は実施例1−1と同様にして成形材料を製造した。得られた成形材料は、べたつきがひどく正常な形状の成形品が得られなかったため、外観、充填性及び金線変形は評価できなかった。
【0088】
実施例1−1〜1−5及び比較例1−1〜1−4の組成と評価結果を表1に示す。実施例1−1〜1−5及び比較例1−1〜1−4で得られた成形材料の外観、充填性及び金線変形を比較すると、実施例1−1〜1−4の評価結果が抜群に優れることがわかる。また、比較例1−2及び1−3の成形材料は、外観、充填性及び金線変形評価時のバラツキが大きかった。
【0089】
【表1】

【0090】
[半導体封止用エポキシ樹脂シート部材]
実施例2−1
封止材料基準で85.5質量%の球状シリカ粉体(FB9454FD、粒径≦45μm、電気化学工業株式会社製)、エポキシ樹脂(YX4000H、ジャパンエポキシレジン株式会社製)7質量%、エポキシ樹脂硬化剤(MEH7800、明和化成株式会社製)5質量%、エポキシ樹脂硬化促進剤(TPP、ケイアイ化成株式会社製)0.2質量%及び改質剤(S530、チッソ株式会社製)0.3質量%をヘンシェル型混合機に入れ、製造例7で得られたCPAO−50MS(融点50℃)2質量%を、粒径が15±5μmとなるように調整しつつ、溶融噴霧しながら攪拌混合し、封止材料を得た。
CPAO−50MSの粒径は、透明フィルムにCPAO−50MSを噴霧しフィルム上の液滴の粒径を計測したところ、25μm以下であった。
次に、混合物を押出機(SK1、株式会社栗本鐵工所製)で混錬した後、製造例4で得られたCPAO−40MS2を溶融塗布した保護フィルム(PET、75μm厚、東レ株式会社製)に挟み込み半導体封止用エポキシ樹脂シート部材を得た。CPAO−40MS2の溶融塗布時の厚みは、6±3μmになるように調整した。
この部材の片面の保護フィルムを剥した後、模擬半導体基板(チップサイズ 10mm×10mmの176pinLQFP、外形24mm×24mm×1.4mm)を圧着成形(金型温度150℃、硬化時間3分)により封止し、剥離性、充填性、金線変形、外観について、下記の方法で評価した。尚、剥離性、充填性、金線変形、外観評価に用いた模擬半導体部品は、片面銅箔基板に半導体を整列配置する擬似回路配線を加工し、半導体は搭載せずに半導体相当部と外部接続用端子部を金線で結線したものである。
【0091】
(1)剥離性
エポキシ樹脂シート部材よりフィルムを剥がし、フィルム上に付着した封止材料を目視で確認し、以下の基準で評価した。
◎: 封止材料の付着は認められない。
○: 封止材料の付着が全体の1%以下(面積)、封止材料はシート原型を保持した。
△: 封止材料の付着が全体の5%未満、封止材料はシート原型を保持した。
×: 封止材料の付着が全体の5%以上、又は、封止材料は原型を保持せず。
(2)充填性
成形により封止された模擬半導体部品を0.1mm研磨しその表面を顕微鏡で観察し、外観と同様の基準で評価した。
◎: 10μm以上の外観異常(割れ・欠け・へこみ・異物等)が無い。
○: 10〜30μmの外観異常は2個以下/成形品であり、かつ、30μm以上の外観異常は無い。
△: 10〜30μmの外観異常は5個以下/成形品であり、かつ、30μm以上の外観異常は無い。
×: 10〜30μmの外観異常は6個以上/成形品であるか、又は、30μm以上の外観異常が有る。
(3)金線変形
成形により封止された模擬半導体部品を軟X線装置で観察し、以下の基準で評価した。
無: 金線変形率(金線流れ幅/金線長さ、%表示)<2%
小: 金線変形率<5%
大: 金線変形率≧5%
(4)外観
成形により封止された模擬半導体部品の外観を顕微鏡で観察し、以下の基準で評価した。
◎: 10μm以上の外観異常(割れ・欠け・へこみ・異物等)が無い。
○: 10〜30μmの外観異常は2個以下/成形品であり、かつ、30μm以上の外観異常は無い。
△: 10〜30μmの外観異常は5個以下/成形品であり、かつ、30μm以上の外観異常は無い。
×: 10〜30μmの外観異常は6個以上/成形品であるか、又は、30μm以上の外観異常が有る。
【0092】
実施例2−2
製造例7で得られたCPAO−50MSに代えて、製造例2で得られたCPAO−70MS(融点70℃)を溶融噴霧した以外は実施例2−1と同様にして半導体封止用エポキシ樹脂シート部材を製造し、評価した。
【0093】
実施例2−3
製造例4で得られたCPAO−40MS2に代えて、製造例6で得られたCPAO−60MS(融点56℃)を保護フィルムに溶融塗布した以外は実施例2−1と同様にして半導体封止用エポキシ樹脂シート部材を製造し、評価した。
【0094】
実施例2−4
製造例4で得られたCPAO−40MS2を溶融し、保護フィルムに噴霧して厚さ12±4μmの塗膜を形成した以外は実施例2−1と同様にして半導体封止用エポキシ樹脂シート部材を製造し、評価した。
【0095】
比較例2−1
実施例2−1において、ポリアルファオレフィンの架橋体を使用せず、球状シリカ粉体の配合量を87.5質量%としてシート部材を製造し、評価した。得られた部材の剥離性は非常に悪く、封止材料の一部が保護フィルムに付着した。また、封止材料の溶融粘度が高く、注入性が非常に悪く正常な成形品が得られなかった。
【0096】
比較例2−2
製造例7で得られたCPAO−50MSの代わりに製造例5で得られたCPAO−25MS(融点26℃)を使用した以外は実施例2−1と同様にしてシート部材を製造し、評価した。
【0097】
実施例2−5
実施例2−2において、製造例2で得られたCPAO−70MSを溶融噴霧する方法に代えて、CPAO−70MSの粗粒(粒径50μm以上)を使用した以外は実施例2−2と同様にしてシート部材を製造し、剥離性、充填性、金線変形、外観について評価した。CPAO−70MSの粗粒は、CPAO−70MSを微粉砕し、目開き50μmの篩網を用いて篩分した後、篩網上に残ったものを使用した。
【0098】
比較例2−3
製造例7で得られたCPAO−50MSの添加量を6質量%に増加し、球状シリカ粉体を81.5質量%に減少した以外は実施例2−1と同様にしてシート部材を製造し、評価した。この材料のフィルム剥離性は良好であったが、成形品のバラツキが非常に大きく正しい評価結果が得られなかった。
【0099】
実施例2−1〜2−5及び比較例2−1〜2−3の内容と評価結果を表2に示す。実施例2−1〜2−5及び比較例2−1〜2−3で得られたシート部材の剥離性、充填性、金線変形、外観を比較すると、実施例2−1〜2−4の半導体封止用エポキシ樹脂シート部材が抜群に優れることがわかる。また、比較例2−2及び比較例2−3の封止材料は、剥離性、充填性、金線変形及び外観評価のバラツキも大きかった。
【0100】
【表2】
【0101】
[蓄熱性成形体]
実施例3−1
(1)蓄熱性材料の作製
温調剤として製造例2で得たCPAO−70MSを30質量%、熱可塑性樹脂として、アクリル樹脂(三菱レイヨン社製、アクリペットMD)を70質量%、押出造粒機(ラボプラストミル、東洋精機製作所製、温調コントローラー、成和テクニカ)に投入し、溶融混練してペレット状の組成物を得た。このときの造粒温度は230℃とした。
この組成物において、温調剤の分散状態を透過型電子顕微鏡(TEM)で観察したところ、温調剤の平均粒径は1.2μmであった。
【0102】
(2)ストランド性評価
混練押出機にて、上記(1)で作製した組成物を溶融し、金型から材料を押出した。240℃にて押出し、高さ1.5mから床面に材料を垂れ流した。この際、ストランド切れが発生するか否かを観察した。評価は以下の基準で行なった。結果を表1に示す。尚、ストランド径は硬化したストランドの直径を意味し、表3に示すように7μmから1000μmまで変化させて評価した。
糸径は押出機の吐出量を調整(スクリュー回転数等)することにより行なった。
○:1分間にストランド切れがない場合
△:1分間に10回未満のストランド切れがあった場合
×:1分間に10回以上のストランド切れがあった場合
【0103】
(3)シートの評価
熱プレス機(PY−10、株式会社小平製作所製)により、厚さ500μmのシートを成形した。樹脂として上記(1)で作製した組成物を使用した。成形温度を220℃とした。
このシートについて、その表面を目視で観察し以下の基準で評価した。結果を表3に示す。
○:10cm角のシートが一様に曇っている場合
△:10cm角のシートに曇りムラがある場合
×:10cm角のシートが成形できない場合
尚、温調剤の評価は下記の方法で行った。
【0104】
(4)融点、潜熱の評価
測定はJIS−K7121に準拠して行った。示差走査熱量計(DSC−7:パーキンエルマージャパン社製)にて、試料量:10mg、昇温、降温速度:10分/分で測定した。
【0105】
(5)温調剤の平均粒径
組成物のペレットの断面を透過型電子顕微鏡(TEM)で観察して評価した。
【0106】
実施例3−2
温調剤として製造例3で得たCPAO−40MS1を用いた以外は、実施例3−1と同様にして蓄熱性組成物を作製し、評価した。結果を表3に示す。
【0107】
実施例3−3
温調剤として製造例4で得たCPAO−40MS2を用いた以外は、実施例3−1と同様にして蓄熱性組成物を作製し、評価した。結果を表3に示す。
【0108】
比較例3−1
温調剤を用いなかった他は、実施例3−1と同様にして蓄熱性組成物を作製し、評価した。結果を表3に示す。
【0109】
比較例3−2
温調剤としてパラフィンワックス(日本精鑞株式会社製:パラフィンワックス115)を用いた他は、実施例3−1と同様にして蓄熱性組成物を作製し、評価した。結果を表3に示す。
【0110】
【表3】
【産業上の利用可能性】
【0111】
本発明の半導体封止用エポキシ樹脂成形材料は、半導体封止用トランスファー成形材料として用いた場合に成形性に優れており、特に、一括封止法において抜群の性能を発揮する。成形時の諸問題のため実用化が困難であった最先端半導体装置の樹脂封止を可能とする成形材料であり、既存の設備を使用して最先端の半導体装置を工業的に生産することを可能にする。
また、本発明の半導体封止用エポキシ樹脂シート部材は、半導体封止用圧着成形用シート部材として用いた場合に成形性に優れており、特に、一括封止法において抜群の性能を発揮する。成形時の諸問題のため実用化が困難であった最先端半導体装置の樹脂封止を可能とするシート部材であり、既存の設備を使用して最先端の半導体装置を工業的に生産することを可能にする。
本発明の蓄熱性成形体は、温度調整機能を有するため、体の周囲に接触又は非接触して用いて、体温に対して温度調節するのに適する。
具体的には、スキーウェア、レインウェア、ウェットスーツ等のスポーツ衣料、防寒衣料、靴下、パンティストッキング、シャツ、背広等の一般衣料、中綿等の寝具、手袋、靴材、家具用、自動車用人工レザー、保温、保冷が要求される食品包装材、建材等に使用でき、特に、繊維製品、家具及び自動車用レザー製品等に好適に使用できる。
【符号の説明】
【0112】
1 成形材料
2 半導体
3 金線
4 子基板
5 半導体装置
【技術分野】
【0001】
本発明は、半導体封止用エポキシ樹脂成形材料及び蓄熱性成形体に関する。
【背景技術】
【0002】
ポリアルファオレフィンの架橋体については、その融解挙動から各種成形材料や蓄熱材料としての用途が研究されている。
例えば、特許文献1には、ポリアルファオレフィンの架橋体を半導体封止用エポキシ樹脂成形材料に使用することが開示されている。この半導体封止用エポキシ樹脂成形材料は、半導体素子のトランスファー成形による樹脂封止において、成形時の不良発生(未充填、金線変形、ボイド発生、半導体移動等)が極めて少ない。
【0003】
また、特許文献2には、ポリアルファオレフィンの架橋体を温調剤として使用した組成物が開示されている。この組成物により、蓄熱物質の分散性と成形性に優れた蓄熱性成形体が得られる。また、この蓄熱性組成物を使用してシートやフィルムを成形したり、紡糸したりすると、曇りムラや厚み変化を低減できる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−1386号公報
【特許文献2】国際公開第2007/119652パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明者らは、ポリアルファオレフィンにスチレン類をグラフトして得られる所定の架橋体が、半導体封止用エポキシ樹脂成形材料及び蓄熱性成形体として特に好ましいことを見出した。
従って、本発明の目的は、優れた半導体封止用エポキシ樹脂成形材料及び蓄熱性成形体を提供することである。
【課題を解決するための手段】
【0006】
本発明によれば、以下の半導体封止用エポキシ樹脂成形材料及び蓄熱性成形体等が提供される。
1.下記に示すポリアルファオレフィンの架橋体(A)、エポキシ樹脂(B)、及び無機充填材(C)を混練してなり、前記ポリアルファオレフィンの架橋体を0.2〜5質量%含有する半導体封止用エポキシ樹脂成形材料。
ポリアルファオレフィンの架橋体(A):炭素数が16以上36以下であるαオレフィン単量体を少なくとも1種用いて重合して得た重合体に、スチレン類をグラフトして得られ、下記(a),(b)の条件を満たす架橋体。
(a)25℃で濃度15質量%にて2−ブタノンに分散させた場合、2−ブタノン不溶成分が70質量%以上である。
(b)示差走査型熱量計(DSC)を用いた融解挙動測定において、融点が30℃以上80℃以下であり、ピーク温度が一つだけ観測される。
2.前記ポリアルファオレフィンの架橋体(A)が、粒径75μm以下の粉体及び/又は霧状体である1に記載の半導体封止用エポキシ樹脂成形材料。
3.前記ポリアルファオレフィンの架橋体(A)が、融点の−20℃以内で融解を開始し+3℃以内で融解を終了するものである1に記載の半導体封止用エポキシ樹脂成形材料。
4.前記無機充填材(C)がシリカ粉体である1に記載の半導体封止用エポキシ樹脂成形材料。
5.前記無機充填材(C)を80質量%以上含有する1に記載の半導体封止用エポキシ樹脂成形材料。
6.前記ポリアルファオレフィンの架橋体(A)を、他の成分に溶融状態で噴霧して添加する工程を有する1に記載の半導体封止用エポキシ樹脂成形材料の製造方法。
7.上記1〜5のいずれかに記載の半導体封止用エポキシ樹脂成形材料からなる封止層と、前記封止層の片面又は両面に保護フィルムを有する半導体封止用エポキシ樹脂シート部材。
8.前記保護フィルムの封止層側に、融点が30〜80℃のポリアルファオレフィンの架橋体を含む厚さ0.1〜10μmの剥離層を有する7に記載の半導体封止用エポキシ樹脂シート部材。
9.前記ポリアルファオレフィンの架橋体(A)を他の成分に溶融状態で噴霧して封止材料を製造する工程と、保護フィルムに融点が30〜80℃のポリアルファオレフィンの架橋体を溶融状態で塗布又は噴霧して剥離層を形成する工程と、を含む、8に記載の半導体封止用エポキシ樹脂シート部材の製造方法。
10.下記に示すポリアルファオレフィンの架橋体からなる温調剤及び熱可塑性樹脂を含む、蓄熱性成形体。
温調剤:炭素数が10以上42以下であるαオレフィン単量体を少なくとも1種用いて重合して得た重合体に、スチレン類をグラフトして得られ、下記(a)〜(c)の条件を満たす架橋体。
(a)25℃で濃度15質量%にて2−ブタノンに分散させた場合、2−ブタノン不溶成分が70質量%以上である。
(b)示差走査型熱量計(DSC)を用いた融解挙動測定において、融点が−10℃以上100℃以下であり、ピーク温度が一つだけ観測される重合体。
(c)潜熱が30J/g以上である。
11.前記温調剤が熱可塑性樹脂に分散して存在し、温調剤の平均粒径が20μm未満である10に記載の蓄熱性成形体。
12.蓄熱性成形体に占める前記温調剤の割合が5〜70質量%であり、前記熱可塑性樹脂の割合が30〜95質量%である10又は11に記載の蓄熱性成形体。
13.前記熱可塑性樹脂が、ポリプロピレン樹脂、ポリエチレン樹脂、ポリエステル樹脂、ポリスチレン樹脂、アクリル樹脂、ポリアミド樹脂、ABS樹脂、ポリカーボネート樹脂、ポリ乳酸樹脂及びエチレン−ビニルアルコール共重合樹脂から選択される少なくとも1種である10〜12のいずれかに記載の蓄熱性成形体。
14.シート又はフィルムである10〜13のいずれかに記載の蓄熱性成形体。
【発明の効果】
【0007】
本発明によれば、ポリアルファオレフィンにスチレン類をグラフトして得られる所定の架橋体を使用した半導体封止用エポキシ樹脂成形材料及び蓄熱性成形体を提供することができる。
【図面の簡単な説明】
【0008】
【図1】一括封止型半導体装置の例を示す図である。
【図2】製造例3で得たポリアルファオレフィンの架橋体及びパラフィンワックスの融解特性を示す図である。
【図3】製造例で得た融点の異なるポリアルファオレフィンの架橋体の融解特性を示す図である。
【発明を実施するための形態】
【0009】
1.半導体封止用エポキシ樹脂成形材料
本発明の半導体封止用エポキシ樹脂成形材料は、所定のポリアルファオレフィンの架橋体(A)、エポキシ樹脂(B)、及び無機充填材(C)を混練してなる。そして、ポリアルファオレフィンの架橋体を0.2〜5質量%含有することを特徴とする。
ここで、ポリアルファオレフィンの架橋体(A)は、炭素数が16以上36以下であるαオレフィン単量体を少なくとも1種用いて重合して得た重合体に、スチレン類をグラフトして得られ、下記(a),(b)の条件を満たす架橋体である。
(a)25℃で濃度15質量%にて2−ブタノンに分散させた場合、2−ブタノン不溶成分が70質量%以上である。
(b)示差走査型熱量計(DSC)を用いた融解挙動測定において、融点が30℃以上80℃以下であり、ピーク温度が一つだけ観測される。
以下、各成分について説明する。
【0010】
(A)ポリアルファオレフィンの架橋体
上記(A)成分において用いられるポリアルファオレフィンは、炭素数16以上36以下(好ましくは18以上36以下)のα−オレフィン単量体を1種以上重合、又は、炭素数16以上36以下のα−オレフィン単量体を1種以上と、他のオレフィン(例えば、炭素数10以上のα−オレフィン単量体)とを重合して得られたものが好ましい。
α−オレフィン単量体の具体例としては、1−デセン、1−ウンデセン、1−ドデセン、1−トリデセン、1−テトラデセン、1−ペンタデセン、1−ヘキサデセン、1−ヘキサデセン、1−ヘプタデセン、1−オクタデセン、1−ノナデセン、1−イコセン、1−エイコセン、1−ヘンイコセン、1−ドコセン、1−トリコセン、1−テトラコセン、1−ペンタコセン、1−ヘキサコセン、1−ヘプタコセン、1−オコタコセン、1−ノナコセン、1−トリアコンテン、1−ヘントリアコンテン、1−ドトリアコンテン、1−ドトリアコンテン、1−トリトリアコンテン、1−テトラトリアコンテン、1−ペンタトリアコンテン、1−ヘキサトリアコンテン、1−ヘプタトリアコンテン、1−オクタトリアコンテン、1−ノナトリアコンテン、1−テトラコンテン、1−ヘンテトラコンテン、1−ドテトラコンテン等が挙げられる。これらのうち、炭素数が16以上36以下のα−オレフィン単量体を1種以上使用して重合体を得る。
【0011】
上記のα−オレフィン単量体は、1種を単独で用いることもできるが、2種以上のα−オレフィン単量体の混合物を用いることもできる。
また、2種以上のα−オレフィン単量体として、単量体の市販品同士のブレンド品や混合体の市販品を用いることが可能であり、例えば、リニアレン2024〔出光興産株式会社製:商品名〕等の市販品を用いることができる。
【0012】
本発明におけるポリアルファオレフィンは、例えばWO2003/070790号に記載の触媒を好適に使用できる。
【0013】
上述したポリアルファオレフィンにスチレン類をグラフトさせて架橋体を得る。本発明においてポリアルファオレフィンにグラフトさせるスチレン類としては、スチレン及びスチレン骨格を持つ誘導体(尚、これらは一般に「スチレン骨格含有化合物」と称されることがある。)等を挙げることができる。スチレン骨格含有化合物は、いずれもベンゼン核に結合する二重結合が重合反応性を有しており、ポリアルファオレフィンに有効にグラフト重合することができる。
スチレン類として、例えば、スチレン、αメチルスチレン、ジビニルベンゼン、4−メチルスチレン、4−t−ブチルスチレン、4−n−オクチルスチレン、スチレンスルホン酸ナトリウム、4−ビニル安息香酸、4−アミノスチレン、4−メトキシスチレン、4−ニトロスチレン、スチルベン、4,4’−ジメチル−スチルベン等が挙げられる。好ましくはスチレンである。これらスチレン類は、それぞれ単独で使用してもよく、2種以上を混合して用いてもよい。
【0014】
スチレン類の量は、必要に応じて決定することができる。例えば、エポキシ樹脂成形材料や蓄熱材として使用する場合、望ましくはポリアルファオレフィンに対し10質量%以上50質量%以下、さらに望ましくは15質量%以上40質量%以下である。グラフトさせるスチレン類の量が少ない場合、特に10質量%以下では、2−ブタノン不溶成分が増え、トナー用離型剤としての性能は非グラフトポリアルファオレフィンの性質に近づき、非オフセット領域が狭くなる。逆にグラフトさせるスチレン類の量が多い場合、特に50質量%以上では、2−ブタノン不溶成分が減少し、場合によっては2−ブタノン不溶成分が70質量%未満になる場合がある。2−ブタノン不溶成分が少ないと成形後ベタつく可能性がある。
【0015】
ポリアルファオレフィンにスチレン類をグラフトさせるには、水素引き抜き効果を持つグラフト重合開始剤を使用する。例えば、有機過酸化物が望ましく、特開2006−052246号公報に記載の有機過酸化物を好適に使用できる。その中でも特に好ましいのは、ジクミルパーオキサイド、ジ−t−ブチルパーオキサイドである。これらは、一種単独で用いてもよく、二種類以上を組み合わせて用いてもよい。尚、この発明の目的を阻害しない限りにおいて前記有機過酸化物以外のラジカル重合開始剤、例えばAIBN、レドックス系ラジカル開始剤、光重合開始剤等を、前記グラフト反応に用いることができる。
【0016】
有機過酸化物の使用量はスチレン類の量に対して0.1質量%以上10質量%以下が好ましく、特に0.2質量%以上5質量%以下が好ましい。0.1質量%よりも使用量が少ない場合に比べ、0.1質量%以上10質量%以下である場合には、スチレン類の反応効率が向上する。10質量%よりも多い場合に比べ、0.1質量%以上10質量%以下である場合には、有機過酸化物により発生するラジカルによるポリオレフィン鎖の切断が抑制されるため、低分子量成分が少なくなり、常温でべたつく成分が減少するため好ましい。0.2質量%以上5質量%以下である場合には、さらに低分子量成分の発生が抑制されるためにより好ましい。
【0017】
本発明のポリアルファオレフィンの架橋体の製造の際、安定性を調整するための安定剤を添加することができる。安定剤としてはヒドロキノン、ベンゾキノン、ニトロソフェニルヒドロキシ化合物、トリス(2,4−ジ−t−ブチルフェニル)ホスファイト等のホスファイト化合物類、ペンタエリスリチル−テトラキス[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]等のペンタエリスリトールエステル類等、公知の化合物が挙げられる。
【0018】
スチレン類をポリアルファオレフィンにグラフト反応させる際、VOC規制の点から有機溶剤を使用しないことが望ましい。しかし、諸事情で有機溶剤を使用する場合、有機溶剤としては、例えば、トルエン、キシレン等のエチレン性二重結合を含まない芳香族炭化水素類、ヘキサン、へプタン、オクタン等の飽和脂肪族炭化水素類、シクロヘキサン、メチルシクロヘキサン、エチルシクロヘキサン、シクロへプタン、メチルシクロヘプタン等の飽和脂環式炭化水素類、酢酸エチル、酢酸n−ブチル、酢酸イソブチル等のエチレン性の二重結合を含まないエステル類、アセトン、2−ブタノン、メチルイソブチルケトン、シクロヘキサノン等のエチレン性の二重結合を含まないケトン類、n−ブチルエーテル、イソブチルエーテル、テトラヒドロフラン、ジエチルエーテル、エチレングリコールジアルキルエーテル、ジオキサン等のエチレン性の二重結合を含まないエーテル類等が挙げられる。これら有機溶剤は単独で用いてもよいし、混合して使用してもよい。
【0019】
有機溶剤を使用する場合、有機溶剤の使用量は少ないほど好ましく、スチレン類とポリアルファオレフィンの総和に対して最大300質量%である。有機溶剤量が300質量%を超えると、ポリアルファオレフィン及びスチレン類が希薄な状態となるため、付加反応の効率が低下する。
【0020】
本発明で使用するポリアルファオレフィンの架橋体は、25℃で濃度15質量%にて2−ブタノンに分散させた場合、2−ブタノン不溶成分が70質量%以上である。検討の結果、ポリアルファオレフィン、及びスチレン類がグラフトしているポリアルファオレフィンは、25℃濃度15%において2−ブタノンに不溶であり、グラフトしていないスチレン類は溶解することが確認されている。即ち、2−ブタノン不溶成分とはポリアルファオレフィン、及びスチレン類がグラフトしているポリアルファオレフィンであり、2−ブタノン可溶性成分とはグラフトしなかった遊離のスチレン類及びスチレン類の低重合体である。2−ブタノン可溶成分は非晶性、あるいは低結晶性成分であるため、常温で固化していない。それゆえ、この成分が多いと材料を成形時、この成分が金型中に残り清掃をしなくてはならず、連続生産性の低下や、成形後では、この成分が成形品表面に現れべた付くため、製品として不適となる。本発明のエポキシ樹脂成形材料はグラフト率が高いために、2−ブタノンに25℃における濃度15%で分散させた場合、2−ブタノン不溶成分が70質量%以上となる。求められる諸物性、製造上の操作性から望ましくは2−ブタノン不溶成分が80%以上である。
【0021】
また、ポリアルファオレフィンの架橋体は、示差走査型熱量計(DSC)を用いた融解挙動測定において、融点が30℃以上80℃以下であり、ピーク温度が一つだけ観測される。好ましくは、融点が40〜80℃のものである。ポリアルファオレフィンの架橋体の融点が30℃未満であると粉砕時や打錠時に融着等の問題が発生するため、半導体封止用エポキシ樹脂成形材料の製造時の作業性が悪化し、上記融点が80℃を超えると成形時の流動性が低下するため、未充填やボイドに起因する成形不良が発生しやすい。
尚、ピーク温度が一つだけ観測されるとは、(DSC)を用いた融解挙動測定において、融点を示す温度以外に明確なピークがないことを意味する。
【0022】
本発明では、上記ポリアルファオレフィンの架橋体は、粒径が75μm以下の粉体及び/又は霧状体で用いることが好ましい。粒径が75μmを超えると、成形時に溶出する等の問題が発生する可能性がある。特に、粒径は25μm以下が好ましい。
ポリアルファオレフィンの架橋体の粉体を用いる場合には、例えば、原料のポリアルファオレフィンの架橋体をカッターミル等で微粉砕し、所定の目開きの篩を用いることで、所望の粒径以下の粉体を得ることができる。
また、ポリアルファオレフィンの架橋体の霧状体を用いる場合には、ポリアルファオレフィンの架橋体を溶融噴霧して、他の原料に添加することができる。溶融噴霧時の噴霧条件(溶融温度、ノズル径、噴霧圧力等)を適宜調節することで粒径を任意に制御することができるので、霧状体の使用が好ましい。霧状のポリアルファオレフィンの架橋体の粒径は、透明フィルムにポリアルファオレフィンの架橋体を噴霧しフィルム上の液滴の粒径を計測して確認することができる。
【0023】
上記ポリアルファオレフィンの架橋体は、融解温度幅が狭いものを用いることが好ましい。具体的には、融点の−20℃以内で融解を開始し+3℃以内で融解を終了するものが好ましい。ここで、ポリアルファオレフィンの架橋体が融解を開始する温度は、パーキンエルマー社製の示差走査型熱量計(DSC−7)を用い、試料を窒素雰囲気下190℃で5分保持した後、−30℃まで、5℃/分で降温させ、−30℃で5分保持した後、190℃まで10℃/分で昇温させる際の吸熱を開始する温度とし、融解を終了する温度は吸熱が完全に無くなる温度とする。
【0024】
本発明の半導体封止用エポキシ樹脂成形材料は、上記ポリアルファオレフィンの架橋体を0.2〜5質量%、好ましくは0.5〜3質量%含有する。これにより、流動性に優れる成形材料となる。ポリアルファオレフィンの架橋体の含有量が0.2質量%未満であると、流動性の向上効果が得られず、5質量%を超えると成形品の強度低下等の問題が起こる。
【0025】
一般に、ポリアルファオレフィンの架橋体の競合として、同程度の融点を持つパラフィンワックスが知られている。両者の融解特性を比較すると、本願発明において用いられるポリアルファオレフィンの架橋体は結晶性であるため、上述のように融解温度幅が極めて狭いという特徴を有する。融点40℃程度の両者を比べると、パラフィンワックスは室温で融解を始めるため成形材料の室温加工には不適であるが、ポリアルファオレフィンの架橋体は室温で固体のため全く問題がない。また、ポリアルファオレフィンの架橋体は40℃になると直ちに融解し粘度が低下する。即ち、本願発明において用いられるポリアルファオレフィンの架橋体は、融解温度幅が極めて狭いため、成形材料の製造加工時の作業性及び成形時の流動性に優れるという特徴を有する。
【0026】
ポリアルファオレフィンの架橋体は熱安定性に優れ、汎用のポリオレフィンワックスに比べて高温保管時の品質変化(酸化等)が少ない。通常、ポリオレフィンワックスは融点が100℃以上と高く、熱可塑性樹脂成形材料の離型剤として使用される。熱硬化性樹脂成形材料の場合には、離型性の効果はあまり期待できず密着性や粘着性を向上させる添加剤として利用される。この場合も予め変質させた酸化型製品を用い成形材料中での品質安定性の保持を図っている。即ち、ポリアルファオレフィンの架橋体は従来の離型剤として使用されるポリオレフィンワックスとは特性が異なる。
【0027】
(B)エポキシ樹脂
エポキシ樹脂としては、例えば、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂等(ビスフェノールAジグリシジルエーテル、ビスフェノールADジグリシジルエーテル、ビスフェノールSジグリシジルエーテル、ビスフェノールFジグリシジルエーテル、ビスフェノールGジグリシジルエーテル、テトラメチルビスフェノールAジグリシジルエーテル、ビスフェノールヘキサフルオロアセトンジグリシジルエーテル、ビスフェノールCジグリシジルエーテル等)、フェノールノボラック型エポキシ樹脂やクレゾールノボラック型エポキシ樹脂等のノボラック型エポキシ樹脂、3,4−エポキシシクロヘキシルメチル−3,4−エポキシシクロヘキシルカルボキシレート等の脂環式エポキシ樹脂、トリグリシジルイソシアヌレート、ヒダントインエポキシ樹脂等の含窒素環エポキシ樹脂、水添ビスフェノールA型エポキシ樹脂、脂肪族系エポキシ樹脂、低吸水率硬化体タイプの主流であるビフェニル型エポキシ樹脂、ジシクロ環型エポキシ樹脂、ナフタレン型エポキシ樹脂、トリメチロールプロパンポリグリシジルエーテル、グリセロールポリグリシジルエーテル、ペンタエリスリトールポリグリシジルエーテル等の多官能エポキシ樹脂、ビスフェノールAF型エポキシ樹脂等の含フッ素エポキシ樹脂、(メタ)アクリル酸グリシジルエステル等が挙げられる。これらは単独で使用してもよく、二種以上を併用してもよい。
【0028】
エポキシ樹脂の具体例としては、半導体封止材料用として市販されている各種製品が挙げられる。例えば、日本化薬、大日本インキ化学工業、JER社製のエポキシ樹脂を挙げることができる。一括封止用成形材料では、エポキシ樹脂は多芳香環型低分子量品が主に用いられている。
上記(B)エポキシ樹脂は、常温で固形でも液状でもよいが、一般に、使用するエポキシ樹脂の平均エポキシ当量は100〜2000のものが好ましい。平均エポキシ当量が100より小さい場合には、半導体封止用エポキシ樹脂成形材料の硬化体が脆くなる場合がある。また、平均エポキシ当量が2000を超える場合には、その硬化体のガラス転移温度(Tg)が低くなる場合がある。
本発明の半導体封止用エポキシ樹脂成形材料は(B)エポキシ樹脂を5〜45質量%含有するものが好ましく、5〜40質量%含有するものがより好ましい。
【0029】
(C)無機充填材
無機充填材としては、シリカ、アルミナ、窒化ケイ素、炭化ケイ素、タルク、ケイ酸カルシウム、炭酸カルシウム、マイカ、クレイ、チタンホワイト等の粉体、ガラス、カーボン等の短繊維が例示される。これらの中で熱膨張率と熱伝導率の点から、シリカ、アルミナ、窒化ケイ素、炭化ケイ素粉体が好ましく、特にシリカ粉体が好ましい。本発明の半導体封止用エポキシ樹脂成形材料は流動性に優れるが、シリカ粉体を含有するものであると、流動性の向上効果が顕著に得られる。さらに、本発明の半導体封止用エポキシ樹脂成形材料の流動性を考えるとその形状は球状、又は球形と不定形の混合物が好ましい。上記シリカ粉体としては、例えば、半導体封止材料用として市販されている製品より任意に選択できる。具体的には、龍森、電気化学工業又はマイクロン社製のシリカ粉体を挙げることができ、粗粒を除去した熔射型球状品が主に用いられている。
本発明の半導体封止用エポキシ樹脂成形材料は(C)無機充填材を80〜98質量%含有するものが好ましく、85〜95質量%含有するものがより好ましい。特に、封止材料が、粒径50μm以下のシリカを85質量%以上含有する場合には、従来では封止材料の粘度が極めて高くなり半導体装置の樹脂封止が困難であったところ、本願発明において用いられる封止材料はポリアルファオレフィンの架橋体を含むため、流動性に優れるという顕著な効果が発現する。
【0030】
本発明の半導体封止用エポキシ樹脂成形材料は、本発明の効果に悪影響を与えない範囲において、エポキシ樹脂硬化剤、エポキシ樹脂硬化促進剤、改質剤、難燃剤、顔料、離型剤やその他の添加剤を含有してもよく、これらの成分としては、使用可能な特性を有しているものを適宜用いることができ、半導体封止材料用として市販されている製品等より任意に選択できる。これらの成分の具体例としては、大日本インキ化学工業、群栄化学工業、明和化成社製のエポキシ樹脂硬化剤、四国化成・北興化学工業・サンアプロ社製のエポキシ樹脂硬化促進剤を挙げることができる。一括封止用成形材料では、エポキシ樹脂硬化剤は多芳香環型低分子量品、エポキシ樹脂硬化促進剤はリン化合物が主に用いられている。
【0031】
本発明の半導体封止用エポキシ樹脂成形材料を製造する方法は、特に限定されず、上記成分(A)〜(C)及び必要により添加剤を、押出機等の装置にて混練することで製造できる。上記(A)成分を均一分散することが好ましく、特に、以下に示す本発明の半導体封止用エポキシ樹脂成形材料の製造方法によれば、(A)成分を均一分散することができるため好ましい。
【0032】
本発明の半導体封止用エポキシ樹脂成形材料の製造方法は、上記ポリアルファオレフィンの架橋体を、他の成分に溶融状態で噴霧して添加することを特徴とする。ポリアルファオレフィンの架橋体を溶融状態で添加する際の溶融温度、ノズル径、噴霧圧力等の噴霧条件は、霧状のポリアルファオレフィンの架橋体が所望の粒径以下となる条件であれば特に限定されず、また、用いられるポリアルファオレフィンの架橋体の性状によっても異なるが、例えば、溶融温度50〜200℃程度、ノズル径0.001〜0.1mm程度、噴霧圧力0.1〜10atm程度である。
本発明の半導体封止用エポキシ樹脂成形材料の製造方法においては、ポリアルファオレフィンの架橋体を、溶融状態で噴霧して添加するが、少なくとも(B)エポキシ樹脂及び(C)無機充填材を含む原料を混合しつつ、ポリアルファオレフィンの架橋体を添加する方法が好ましく、ポリアルファオレフィンの架橋体以外の全ての原料を混合しつつ、ポリアルファオレフィンの架橋体を添加する方法が特に好ましい。
【0033】
本発明の半導体封止用エポキシ樹脂成形材料の使用例を図示する。図1は、半導体素子を一括封止法により樹脂封止した半導体装置の例を模式図で示したものであり、(a)は3DPを(b)はSiPである。1は成形材料、2は半導体素子、3は金線、4は子基板、5は半導体装置である。図1(a)の3DPは、半導体を3個積層し金線で子基板と電気接続した構造である。図1(b)のSiPは、左から半導体、反転型半導体、半導体装置を子基板に搭載したものである。これら3DP及びSiPは、半導体部品間の間隙が非常に狭いので、高粘度の成形材料を注入した場合、成形時に不良(金線変形、未充填、半導体移動等)が発生する可能性が高い。本発明の材料は、このような半導体の封止用材料として好適である。
【0034】
その他、本発明の半導体封止用エポキシ樹脂成形材料は、例えば、半導体封止用エポキシ樹脂シート部材等に使用できる。以下、半導体封止用エポキシ樹脂シート部材の例について説明する。
本発明の半導体封止用エポキシ樹脂シート部材は、上述した本発明の半導体封止用エポキシ樹脂成形材料からなる封止層と、この封止層の片面又は両面に保護フィルムを有する。
【0035】
上記保護フィルムとしては、高純度で圧着成形に耐える材質のものならば特に限定されず、例えば、ポリエチレンテレフタラート(PET)、液晶ポリマー、ポリイミド(PI)等を挙げることができる。また、剥離性は特に必要としないので、品質とコストを勘案し任意に選択することができる。
上記保護フィルムは、封止層側の面に0.1〜10μm程度の厚みでポリアルファオレフィンの架橋体を含む剥離層が設けられていることが好ましく、ポリアルファオレフィンの架橋体からなる剥離層が設けられていることがより好ましい。剥離層の厚みが0.1μm以上であると、封止層からの保護フィルムの剥離が容易となり、10μm以下であると、成形品の外観不良等の問題が起こりにくい。
【0036】
本発明の半導体封止用エポキシ樹脂シート部材に用いられる封止材料を製造する方法は特に限定されないが、ポリアルファオレフィンの架橋体を均一分散することが好ましいため、ポリアルファオレフィンの架橋体を微粉砕して用いる方法や、溶融状態で噴霧する方法が挙げられる。以下に示す本発明の半導体封止用エポキシ樹脂シート部材の製造方法における封止材料を製造する工程によれば、ポリアルファオレフィンの架橋体を均一分散することができるため特に好ましい。
また、保護フィルム上に、ポリアルファオレフィンの架橋体を用いて剥離層を形成する方法も、保護フィルムの封止層側の面にポリアルファオレフィンの架橋体が均一に分散される方法であれば特に限定されず、ポリアルファオレフィンの架橋体を溶媒に溶解し、得られた溶液を保護フィルムに塗布した後、溶媒を乾燥除去する方法等を用いることもできるが、以下に示す本発明の半導体封止用エポキシ樹脂シート部材の製造方法におけるポリアルファオレフィンの架橋体を溶融状態で塗布又は噴霧する工程によれば、ポリアルファオレフィンの架橋体を均一に分散可能であり、簡便であり、かつ、異物混入の問題も起こりにくい。
【0037】
本発明の半導体封止用エポキシ樹脂シート部材の製造方法は、ポリアルファオレフィンの架橋体(A)を溶融状態で他の成分に噴霧して封止材料を製造する工程と、保護フィルムに融点が30〜80℃のポリアルファオレフィンの架橋体を溶融状態で塗布又は噴霧して剥離層を形成する工程とを含む。
ポリアルファオレフィンの架橋体を溶融状態で噴霧する工程における溶融温度、ノズル径、噴霧圧力等の噴霧条件は、ポリアルファオレフィンの架橋体の霧状体の粒径が75μm以下となる条件であれば特に限定されず、また、用いられるポリアルファオレフィンの架橋体の性状によっても異なるが、例えば、溶融温度50〜200℃程度、ノズル径0.001〜0.1mm程度、噴霧圧力0.1〜10atm程度である。
上記工程においては、ポリアルファオレフィンの架橋体を、溶融状態で噴霧して封止材料を製造するが、少なくともエポキシ樹脂及び無機充填材を含む原料を混合しつつ、ポリアルファオレフィンの架橋体を噴霧して添加する方法が好ましく、ポリアルファオレフィンの架橋体以外の全ての原料を混合しつつ、ポリアルファオレフィンの架橋体を噴霧して添加する方法が特に好ましい。
【0038】
保護フィルムにポリアルファオレフィンの架橋体を溶融状態で塗布又は噴霧する工程では、例えば、保護フィルム上に、溶融状態のポリアルファオレフィンの架橋体を、ナイフコーター、バーコーター又はロールコーティング等の公知の方法により塗布したり、スプレー等の公知の方法により噴霧したりして、所望の膜厚となるように塗布することができる。
【0039】
2.蓄熱性成形体
本発明の蓄熱性成形体は、所定のポリアルファオレフィンの架橋体からなる温調剤及び熱可塑性樹脂を含むことを特徴とする。
ここで、温調剤は炭素数が10以上42以下であるαオレフィン単量体を少なくとも1種用いて重合して得た重合体に、スチレン類をグラフトして得られ、下記(a)〜(c)の条件を満たす架橋体である。
(a)25℃で濃度15質量%にて2−ブタノンに分散させた場合、2−ブタノン不溶成分が70質量%以上である。
(b)示差走査型熱量計(DSC)を用いた融解挙動測定において、融点が−10℃以上100℃以下であり、ピーク温度が一つだけ観測される重合体。
(c)潜熱が30J/g以上である。
【0040】
本発明で用いる温調剤の具体例としては、上述した半導体封止用エポキシ樹脂成形材料に使用するポリアルファオレフィンの架橋体(A)が挙げられる。但し、炭素数が10以上42以下であるαオレフィン単量体を少なくとも1種用いて重合して得た重合体を使用する。αオレフィン単量体は、炭素数14〜36のものが好ましく用いられる。
【0041】
本発明で使用するポリアルファオレフィンの架橋体は、25℃で濃度15質量%にて2−ブタノンに分散させた場合、2−ブタノン不溶成分が70質量%以上である。2-ブタノン可溶成分は、常温で非晶性、あるいは非常に結晶性が低い成分であるため、ストランドを成形したり紡糸する際に切れやすくなったり、成形時にブリードアウトして成形品同士がくっつきやすくなったり、成形品がべた付いたりするという不具合を発生させる。従って、不溶成分は70質量%以上であり、80質量%以上であることが好ましい。
【0042】
また、本発明で使用するポリアルファオレフィンの架橋体は、示差走査型熱量計(DSC)を用いた融解挙動測定において、融点が−10℃以上100℃以下であり、ピーク温度が一つだけ観測される。融点の下限は、好ましくは0℃、より好ましくは10℃である。また、融点の上限は、好ましくは80℃、より好ましくは50℃、特に好ましくは40℃である。融点が100℃を超えると、日常の使用雰囲気下において、常に固体状態で存在するため、昇温時に結晶化熱を吸収する性質を利用することができないため、温調剤としての機能を十分に果たし難くなる。また、融点が−10℃未満では、日常の使用雰囲気下において、常に液体状態で存在するため、凝固時に熱を放出する性質を利用できないため、温調剤としての機能を十分に果たし難くなる。
【0043】
温調剤の融点と凝固点の差は、通常、好ましくは15℃以内である。15℃より大きくなると、吸熱、放熱する間隔が広いため、温調剤として所望の狭い温度範囲で機能を発揮し難くなる。
【0044】
また、本発明で使用するポリアルファオレフィンの架橋体の潜熱は、上記の融点の範囲において、30J/g以上、好ましくは50J/g以上、より好ましくは70J/g以上である。潜熱が30J/g未満では、温調剤としての効果が不十分となる恐れがある。
尚、本願において融点、凝固点及び潜熱とは、それぞれ示差走査熱量測定(DSC)で測定し、融点は、融解ピークの頂点の温度を、凝固点は、結晶化ピークの頂点の温度を意味する(JIS K 7121)。ここで融点は、一度融解ピーク終了時より高い温度まで加熱し、所定温度まで冷却した後、再度加熱した時に得られる融解ピークの頂点の温度である。
【0045】
温調剤の重量平均分子量(Mw)は2,000〜1,000,000である。本発明では、Mwが上記範囲である温調剤を使用することにより、熱可塑性樹脂に温調剤を高度に分散させている。これにより紡糸時の糸切れを有効に防止できる。尚、Mwが2,000未満では、温調剤が糸表面にブリードアウトしたり、使用時に液化してベトツキ等の原因となる場合がある。一方、1,000,000を超えると、温調剤としての分散性が悪化するため、紡糸性や成形加工性が低下する場合がある。Mwは、好ましくは2,000〜300,000、より好ましくは、2,000〜100,000である。
【0046】
本発明の蓄熱性成形体を構成する熱可塑性樹脂は、融点が100℃以上のものが好ましい。具体的には、ポリウレタン樹脂、アクリル樹脂、ポリアミド樹脂、ポリ塩化ビニル樹脂(PVC樹脂)、ポリプロピレン樹脂、ポリエチレン樹脂、ポリスチレン樹脂、ポリエステル樹脂(例えば、PET)、ポリカーボネート樹脂、ポリ乳酸樹脂、エチレン−ビニルアルコール共重合樹脂、熱可塑性エラストマー樹脂、ポリフェニレンサルファイド樹脂、ABS樹脂等が挙げられる。このうち、好ましくはポリプロピレン樹脂、ポリエチレン樹脂、ポリエステル樹脂、ポリスチレン樹脂、アクリル樹脂、ポリアミド樹脂、ABS樹脂、ポリカーボネート樹脂、ポリ乳酸樹脂及びエチレン−ビニルアルコール共重合樹脂である。これらは、一種単独で用いてもよく、また、二種以上を組み合わせて用いてもよい。
尚、熱可塑性樹脂は湿式紡糸特有の樹脂(例えばレーヨン)でもよい。
【0047】
本発明の蓄熱性成形体では、温調剤が熱可塑性樹脂中に高度に分散している。具体的には、温調剤の平均粒径が20μm未満に分散していることが好ましい。本発明では、温調剤の重量平均分子量が比較的小さいものを使用することによって、温調剤を熱可塑性樹脂中に高度に分散できる。これにより、成形の際の成形不良(紡糸する場合なら糸切れ)を大幅に低減できる。温調剤の平均粒径が20μm以上である場合、成形時に成形不良を起こすおそれがある。
ここで、温調剤の平均粒径とは、紡糸前の組成物(例えば、ペレット)を透過型電子顕微鏡で組成物断面を観察し、分散している複数の温調剤の長径を無作為に選択して測定し平均したものを意味する。尚、温調剤が、さらに高度に分散し相溶化している場合は、平均粒径は測定できない場合がある。
【0048】
本発明の蓄熱性成形体中で分散している温調剤の平均粒径は、より好ましくは15μm以下、より好ましくは5μm以下、特に好ましくは0.5μm以下である。
温調剤の平均粒径は、温調剤の分子量や熱可塑性樹脂の分子量等を制御することにより調整することができる。
【0049】
本発明の蓄熱性成形体における、温調剤及び熱可塑性樹脂の割合は、好ましくは温調剤/熱可塑性樹脂(質量%):5/95〜70/30である。温調剤が5質量%未満では、その温度調節機能が十分に発揮されない恐れがあり、70質量%を超える場合、充分な分散が得られないおそれがある。より好ましくは5〜50質量%である。
【0050】
本発明の蓄熱性成形体には、相溶性改良材として、エポキシ基含有アクリル系ポリマーや、アリルエーテルコポリマー等を配合することができる。これにより、熱可塑性樹脂と温調剤の相溶性が向上し、温調剤の配合量を増加することが可能となる。
また、本発明の蓄熱性組成物には、その特性を損なわない範囲で、種々の添加剤、例えば、酸化防止剤、耐光剤、無機充填剤(炭酸カルシウム、タルク等)、発泡剤(化学発泡材等)、老化防止剤、抗菌剤、防カビ剤、着色剤、顔料、帯電防止剤、難燃剤、加工助剤、安定剤、可塑剤、架橋剤、反応促進剤等を配合することができる。
【0051】
本発明の蓄熱性成形体の潜熱は、通常、−10〜100℃において、蓄熱機能上、好ましくは1J/g以上であり、より好ましくは5J/g以上である。潜熱が1J/g未満では、蓄熱の効果が十分でない場合がある。また、好ましくは−10〜80℃、より好ましくは0〜50℃において、好ましくは1J/g以上、より好ましくは5J/g以上である。この特性により、外気温度等に対して、温度調節機能が十分に発揮できる。
【0052】
本発明の蓄熱性成形体は、温調剤と熱可塑性樹脂とを、公知の方法、例えば、混練押出機等で混練することより製造できる。
つまり、本発明の蓄熱性成形体を、公知のエクストルーダ型押出機等にシート又はフィルム用の金型を装着し溶融成形することで、蓄熱性シートや蓄熱性フィルムを製造できる。その成形品構造は単層に限らず、多層構造をとっても良い。
多層構造である場合、コア部を構成する樹脂としては、ポリアミド樹脂、ポリエステル樹脂、ポリウレタン樹脂、アクリル樹脂、ABS樹脂、ポリカーボネイト樹脂、ポリ乳酸、エチレン酢酸ビニル共重合体、ポリ塩化ビニリデン樹脂、ポリ塩化ビニル樹脂、アクリル樹脂、ポリエチレン樹脂、ポリプロピレン樹脂等が使用できる。
【0053】
多層シートや多層フィルムを成形する際、通常、成形品の厚みに対し温調剤の粒径が1/3以下であることが好ましく、1/5以下であるとより好ましい。
成形温度は、使用する樹脂原料により異なるが、通常180〜350℃程度である。
【0054】
尚、上記の蓄熱性シートやフィルムを製造するとき、その特性を損なわない範囲において、適宜、吸湿剤、湿潤剤、着色剤、安定剤、難燃剤、静電剤、老化防止剤、酸化防止剤、抗菌剤、防カビ剤、顔料、帯電防止剤、難燃剤、加工助剤、可塑剤、架橋剤、反応促進剤、発泡剤等を添加できる。
【0055】
また、本発明の蓄熱性成形体を、公知のエクストルーダ型複合紡糸機等により溶融紡糸することで、蓄熱性繊維を製造でき、その繊維構造としては単層に限らず、芯鞘等の多層構造をとっても良い。
紡糸温度は、使用する繊維原料により異なるが、通常180〜350℃程度である。
【0056】
尚、上記の蓄熱性繊維を製造するとき、その特性を損なわない範囲において、適宜、吸湿剤、湿潤剤、着色剤、安定剤、難燃剤、静電剤、老化防止剤、酸化防止剤、抗菌剤、防カビ剤、顔料、帯電防止剤、難燃剤、加工助剤、可塑剤、架橋剤、反応促進剤、発泡剤等を添加できる。
また、蓄熱性繊維の断面形状は、円形に限られず、三角形や四角形等の異形断面でもよい。
【0057】
本発明では、蓄熱性成形体を製造するときに使用する温調剤が、ワックスやモノマーと比べて、比較的高分子量なので、蒸発、漏洩の問題がない。また、オリゴマー又はポリマーなので、練り込み、繊維化、シート化、フィルム化が可能であり、連続紡糸、織り込み等の加工が容易である。即ち、本発明の蓄熱性成形体は、成形性に優れ、製造が容易である。さらに、本発明の蓄熱性成形体は、上述したように温調剤が高度に分散しているため、温調剤の分散不良による曇り(白濁)ムラが生じにくい。
【実施例】
【0058】
以下、本発明の成形材料及びその製造方法に関して、実施例及び比較例を示して具体的に説明するが、本発明はこれらに何ら制限されるものではない。
【0059】
[重合触媒の調製]
製造例1((1,2’−ジメチルシリレン)(2,1’−ジメチルシリレン)−ビス(3−トリメチルシリルメチルインデニル)ジルコニウムジクロライドの製造)
シュレンク瓶に(1,2’−ジメチルシリレン)(2,1’−ジメチルシリレン)−ビス(インデン)のリチウム塩3.0g(6.97ミリモル)をTHF(テトラヒドロフラン)50ミリリットルに溶解し−78℃に冷却した。
ヨードメチルトリメチルシラン2.1ミリリットル(14.2ミリモル)をゆっくりと滴下し室温で12時間撹拌した。
溶媒を留去しエーテル50ミリリットルを加えて飽和塩化アンモニウム溶液で洗浄した。
分液後、有機相を乾燥し溶媒を除去して(1,2’−ジメチルシリレン)(2,1’−ジメチルシリレン)−ビス(3−トリメチルシリルメチルインデン)を3.04g(5.88ミリモル)を得た(収率84%)。
次に、窒素気流下においてシュレンク瓶に前記で得られた(1,2’−ジメチルシリレン)(2,1’−ジメチルシリレン)−ビス(3−トリメチルシリルメチルインデン)を3.04g(5.88ミリモル)とエーテル50ミリリットルとを入れた。
−78℃に冷却しn−BuLiのヘキサン溶液(1.54モル/L、7.6ミリリットル(11.7ミリモル))を滴下した。
温度を室温とし12時間撹拌後、エーテルを留去した。
得られた固体をヘキサン40ミリリットルで洗浄することによりリチウム塩をエーテル付加体として3.06g(5.07ミリモル)を得た(収率73%)。
1H−NMR(90MHz、THF−d8)による測定の結果は、δ:0.04(s、18H、トリメチルシリル);0.48(s、12H、ジメチルシリレン);1.10(t、6H、メチル);2.59(s、4H、メチレン);3.38(q、4H、メチレン)、6.2−7.7(m,8H,Ar−H)であった。
【0060】
窒素気流下で得られたリチウム塩をトルエン50ミリリットルに溶解した。
−78℃に冷却し、ここへ予め−78℃に冷却した四塩化ジルコニウム1.2g(5.1ミリモル)のトルエン(20ミリリットル)懸濁液を滴下した。
滴下後、室温で6時間撹拌した。その反応溶液の溶媒を留去した。
得られた残渣をジクロロメタンにより再結晶化することにより、(1,2’−ジメチルシリレン)(2,1’−ジメチルシリレン)−ビス(3−トリメチルシリルメチルインデニル)ジルコニウムジクロライドを0.9g(1.33ミリモル)を得た(収率26%)。
1H−NMR(90MHz、CDCl3)による測定の結果は、δ:0.0(s、18H、トリメチルシリル);1.02,1.12(s、12H、ジメチルシリレン);2.51(dd、4H、メチレン);7.1−7.6(m,8H,Ar−H)であった。
【0061】
[スチレンをグラフトしたポリアルファオレフィンの架橋体]
製造例2(CPAO−70MSの製造)
(1)ポリアルファオレフィン
加熱乾燥した1リットルオートクレーブに、炭素数26及び28のα−オレフィンを含む混合物(Chevron Phillips Chemical社製アルファオレフィンC26−28、C26:56.9質量%、C28:39.4質量%)400ミリリットル、トリイソブチルアルミニウム0.5ミリモルを加え、110℃に昇温した。ついで攪拌しながら、製造例1で得られた(1,2’−ジメチルシリレン)(2,1’−ジメチルシリレン)ビス(3−トリメチルシリルメチルインデニル)ジルコニウムジクロライドを1.0マイクロモル、ジメチルアニリニウムボレートを4.0マイクロモル加え、さらに水素を0.2MPa導入し、240分間重合した。重合反応終了後、アセトンで再沈操作を繰り返すことにより、反応物を析出させ、減圧下、加熱乾燥することにより、ポリアルファオレフィン(CPAO−70)を195.0g得た。
【0062】
(2)スチレングラフト体
攪拌棒、窒素導入管、温度計、ジムロート冷却管付1L四つ口フラスコにポリアルファオレフィン(CPAO−70)を120g投入し、窒素を導入しながら190℃に昇温し、溶融した。スチレン13gとジクミルパーオキサイド2gを1時間かけて添加し、添加終了後、190℃で1時間維持した。その後、190℃−7hPaに1時間減圧蒸留してスチレングラフト体(CPAO−70MS)を得た。
【0063】
上記CPAO−70MSについて、パーキンエルマー社製の示差走査型熱量計(DSC−7)を用い、試料を窒素雰囲気下190℃で5分保持した後、−30℃まで、5℃/分で降温させ、−30℃で5分保持した後、190℃まで10℃/分で昇温させることにより得られた融解吸熱カーブから観測されるピークトップを測定し、融点を求めたところ、70℃であった。また、融解を開始する温度は55℃であり、融解を終了する温度を求めたところ、71℃であった。潜熱量は90J/gであった。2−ブタノン不溶成分量は99wt%であった。
尚、2−ブタノン不溶成分の測定について、ポリアルファオレフィンの架橋体の濃度が15質量%となるように2−ブタノン分散液を調製し、1時間室温で攪拌した後、不溶分を濾過、乾燥し、その質量割合を2−ブタノン不溶成分の質量%とした。
【0064】
製造例3(CPAO−40MS1の製造)
(1)ポリアルファオレフィン
加熱乾燥した1リットルオートクレーブに、1−オクタデセン(C18)400ミリリットル、トリイソブチルアルミニウム0.5ミリモルを加え、110℃に昇温した。ついで攪拌しながら、製造例1で得られた(1,2’−ジメチルシリレン)(2,1’−ジメチルシリレン)ビス(3−トリメチルシリルメチルインデニル)ジルコニウムジクロライドを1.0マイクロモル、ジメチルアニリニウムボレートを4.0マイクロモル加え、さらに水素0.2MPa導入し、240分間重合した。重合反応終了後、アセトンで再沈操作を繰り返すことにより、反応物を析出させ、減圧下、加熱乾燥することにより、高級ポリアルファオレフィン(CPAO−40)を211.0g得た。
【0065】
(2)スチレングラフト体
攪拌棒、窒素導入管、温度計、ジムロート冷却管付1L四つ口フラスコにポリアルファオレフィン(CPAO−40)を120g投入し、窒素を導入しながら190℃に昇温し、溶融した。スチレン40gとジクミルパーオキサイド2gを1時間かけて添加し、添加終了後、190℃で1時間維持した。その後、190℃−7hPaに1時間減圧蒸留してスチレングラフト体(CPAO−40MS1)を得た。
上記CPAO−40MS1について、製造例2と同様にして融点を求めたところ、39℃であり、融解を開始する温度を求めたところ、30℃であり、融解を終了する温度を求めたところ、43℃であった。潜熱量は60J/gであった。2−ブタノン不溶成分量は90wt%であった。
【0066】
製造例4(CPAO−40MS2の製造)
製造例3(1)で得たCPAO−40を使用した。攪拌棒、窒素導入管、温度計、ジムロート冷却管付1L四つ口フラスコにポリアルファオレフィン(CPAO−40)を120g投入し、窒素を導入しながら190℃に昇温し、溶融した。スチレン13gとジクミルパーオキサイド2gを1時間かけて添加し、添加終了後、190℃で1時間維持した。その後、190℃−7hPaに1時間減圧蒸留してスチレングラフト体(CPAO−40MS2)を得た。
上記CPAO−40MS2について、製造例2と同様にして融点を求めたところ、39℃であり、潜熱量は70J/gであった。であった。2−ブタノン不溶成分量は99wt%であった。
【0067】
製造例5(CPAO−25MSの製造)
(1)ポリアルファオレフィン
加熱乾燥した1リットルオートクレーブに、1−ヘキサデセン(C16)400ミリリットル、トリイソブチルアルミニウム0.5ミリモルを加え、110℃に昇温した。ついで攪拌しながら、製造例1で得られた(1,2’−ジメチルシリレン)(2,1’−ジメチルシリレン)ビス(3−トリメチルシリルメチルインデニル)ジルコニウムジクロライドを1.0マイクロモル、ジメチルアニリニウムボレートを4.0マイクロモル加え、さらに水素0.2MPa導入し、240分間重合した。重合反応終了後、アセトンで再沈操作を繰り返すことにより、反応物を析出させ、減圧下、加熱乾燥することにより、高級ポリアルファオレフィン(CPAO−25)を205.0g得た。
【0068】
(2)スチレングラフト体
攪拌棒、窒素導入管、温度計、ジムロート冷却管付1L四つ口フラスコにポリアルファオレフィン(CPAO−25)を120g投入し、窒素を導入しながら190℃に昇温し、溶融した。スチレン40gとジクミルパーオキサイド2gを1時間かけて添加し、添加終了後、190℃で1時間維持した。その後、190℃−7hPaに1時間減圧蒸留してスチレングラフト体(CPAO−25MS)を得た。
【0069】
上記CPAO−25MSについて、製造例2と同様にして融点を求めたところ、26℃であり、融解を開始する温度を求めたところ、15℃であり、融解を終了する温度を求めたところ、29℃であった。2−ブタノン不溶成分量は90wt%であった。
【0070】
製造例6(CPAO−60MSの製造)
(1)ポリアルファオレフィン
加熱乾燥した1リットルオートクレーブに、Chevron Phillips Chemical社製アルファオレフィンC20−24 400ミリリットル、トリイソブチルアルミニウム0.5ミリモルを加え、110℃に昇温した。ついで攪拌しながら、製造例1で得られた(1,2’−ジメチルシリレン)(2,1’−ジメチルシリレン)ビス(3−トリメチルシリルメチルインデニル)ジルコニウムジクロライドを1.0マイクロモル、ジメチルアニリニウムボレートを4.0マイクロモル加え、さらに水素を0.2MPa導入し、240分間重合した。重合反応終了後、アセトンで再沈操作を繰り返すことにより、反応物を析出させ、減圧下、加熱乾燥することにより、ポリアルファオレフィン(CPAO−60)を203g得た。
【0071】
(2)スチレングラフト体
攪拌棒、窒素導入管、温度計、ジムロート冷却管付1L四つ口フラスコにポリアルファオレフィン(CPAO−60)を120g投入し、窒素を導入しながら190℃に昇温し、溶融した。スチレン13gとジクミルパーオキサイド2gを1時間かけて添加し、添加終了後、190℃で1時間維持した。その後、190℃−7hPaに1時間減圧蒸留してスチレングラフト体(CPAO−60MS)を得た。
【0072】
上記CPAO−60MSについて、製造例2と同様にして融点を求めたところ、57℃であり、融解を開始する温度を求めたところ、43℃であり、融解を終了する温度を求めたところ、60℃であった。2−ブタノン不溶成分量は98wt%であった。
【0073】
製造例7(CPAO−50MSの製造)
加熱乾燥した1リットルオートクレーブに、出光興産(株)製「リニアレン2024」400ミリリットル、トリイソブチルアルミニウム0.5ミリモルを加え、110℃に昇温した。ついで攪拌しながら、製造例2−1で得られた(1,2‘−ジメチルシリレン)(2,1’−ジメチルシリレン)ビス(3−トリメチルシリルメチルインデニル)ジルコニウムジクロライドを1.0マイクロモル、ジメチルアニリニウムボレートを4.0マイクロモル加え、さらに水素0.2MPa導入し、240分間重合した。
重合反応終了後、アセトンで再沈操作を繰り返すことにより、反応物を析出させ、減圧下、加熱乾燥することにより、ポリアルファオレフィン(CPAO−50)を210g得た。
【0074】
(2)スチレングラフト体
攪拌棒、窒素導入管、温度計、ジムロート冷却管付1L四つ口フラスコにポリアルファオレフィン(CPAO−50)を120g投入し、窒素を導入しながら190℃に昇温し、溶融した。スチレン13gとジクミルパーオキサイド2gを1時間かけて添加し、添加終了後、190℃で1時間維持した。その後、190℃−7hPaに1時間減圧蒸留してスチレングラフト体(CPAO−50MS)を得た。
【0075】
上記CPAO−50MSについて、製造例2と同様にして融点を求めたところ、50℃であり、融解を開始する温度を求めたところ、37℃であり、融解を終了する温度を求めたところ、52℃であった。2−ブタノン不溶成分量は97wt%であった。
【0076】
図2に製造例3で得られたCPAO−40MS1とパラフィンワックス(日本精鑞株式会社製:パラフィンワックス115)の融解特性を示す。CPAO−40MS1とパラフィンワックスの融解特性を比べると、ポリアルファオレフィンの架橋体の融解温度幅が狭いことが一目瞭然である。
図3は融点の異なるポリアルファオレフィンの架橋体(製造例2,3,5)の融解特性を示す図である。融解温度幅が狭いという特徴は融点が変化しても同じである。
【0077】
[半導体封止用エポキシ樹脂成形材料]
実施例1−1
半導体封止用エポキシ樹脂成形材料基準で85質量%の球状シリカ粉体(MSR−8030、株式会社龍森製、平均粒径12μm)、エポキシ樹脂(NC−3000、日本化薬株式会社製)8質量%、エポキシ樹脂硬化剤(カヤハードGPH、日本化薬株式会社製)4質量%、エポキシ樹脂硬化促進剤(TPP−K、北興化学工業株式会社製)0.5質量%、改質剤(KBM303、信越化学工業株式会社製)0.3質量%、離型剤(ヘキストS、ヘキスト社製)0.2質量%をヘンシェル型混合機に入れ、製造例2で得られたCPAO−70MS 2質量%(融点70℃)を、溶融噴霧しながら攪拌混合した。
噴霧されたCPAO−70MSの粒径を、透明フィルムにCPAO−70MSを噴霧しフィルム上の液滴の粒径を計測したところ、25μm以下であった。
次に、混合物を押出機(SK1、株式会社栗本鐵工所製)で混錬した後、冷却・粉砕・打錠の加工を経て半導体封止用エポキシ樹脂成形材料を得た。
【0078】
得られた材料で模擬半導体部品(チップサイズ10mm×10mmの176pinLQFP、外形24mm×24mm×1.4mm)をトランスファー成形(金型温度165℃、硬化時間3分)により封止し、外観、充填性及び金線変形について下記の方法で評価した。尚、外観、充填性、金線変形評価に用いた模擬半導体部品は、片面銅箔基板に半導体を整列配置する擬似回路配線を加工し、半導体は搭載せずに半導体相当部と外部接続用端子部を金線で結線したものである。
【0079】
(1)充填性
成形により封止された模擬半導体部品を0.1mm研磨しその表面を顕微鏡で観察し、外観と同様の基準で評価した。
◎: 10μm以上の外観異常(割れ・欠け・へこみ・異物等)が無い。
○: 10〜30μmの外観異常は2個以下/成形品であり、かつ、30μm以上の外観異常は無い。
△: 10〜30μmの外観異常は5個以下/成形品であり、かつ、30μm以上の外観異常は無い。
×: 10〜30μmの外観異常は6個以上/成形品であるか、又は、30μm以上の外観異常が有る。
(2)金線変形
成形により封止された模擬半導体部品を軟X線装置で観察し、以下の基準で評価した。
無: 金線変形率(金線流れ幅/金線長さ、%表示)<2%
小: 金線変形率<5%
大: 金線変形率≧5%
(3)外観
成形により封止された模擬半導体部品の外観を顕微鏡で観察し、以下の基準で評価した。
◎: 10μm以上の外観異常(割れ・欠け・へこみ・異物等)が無い。
○: 10〜30μmの外観異常は2個以下/成形品であり、かつ、30μm以上の外観異常は無い。
△: 10〜30μmの外観異常は5個以下/成形品であり、かつ、30μm以上の外観異常は無い。
×: 10〜30μmの外観異常は6個以上/成形品であるか、又は、30μm以上の外観異常が有る。
【0080】
実施例1−2
製造例2で得られたCPAO−70MSに代えて、製造例3で得られたCPAO−40MS1(融点39℃)を使用した以外は、実施例1−1と同様にして半導体封止用エポキシ樹脂成形材料を製造し、評価した。
【0081】
実施例1−3
球状シリカ粉体81質量%、エポキシ樹脂11質量%及びエポキシ樹脂硬化剤5質量%とした以外は、実施例1−1同様にして半導体封止用エポキシ樹脂成形材料を製造し、評価した。
【0082】
実施例1−4
CPAO−70MSの溶融噴霧を行わず、CPAO−70MSをカッターミルで粉砕し、円形篩(目開き50μm)を通過させて微粉砕品を得て、これを他の成分と同時に混合機に投入した以外は実施例1−1と同様にして半導体封止用エポキシ樹脂成形材料を製造し、評価した。
【0083】
実施例1−5
CPAO−70MSの微粉砕品に代えて、粗粒を使用した以外は実施例1−4と同様にして成形材料を製造し、外観、充填性及び金線変形について評価した。粗粒としては、実施例1−4と同様の方法でCPAO−70MSを粉砕し、円形篩(目開き75μm)の篩網上に残ったものを使用した。
【0084】
比較例1−1
ポリアルファオレフィンの架橋体を使用せずに球状シリカ粉体の量を87質量%に変更した他は、実施例1−1と同様にして成形材料を製造し、評価した。得られた成形材料は溶融粘度が高く、材料化時の作業性及び成形時の流動性も非常に悪かった。
【0085】
比較例1−2
製造例2で得られたCPAO−70MSに代えて製造例5で得られたCPAO−25MS(融点26℃)を使用した以外は実施例1−1と同様にして成形材料を製造し、評価した。
【0086】
比較例1−3
CPAO−70MSの添加量を6質量%に増加した以外は実施例1−1と同様にして成形材料を製造した。得られた成形材料の硬化物は、強度が局部的に不足し正常な成形品が得られなかった。よって、外観、充填性及び金線変形は評価できなかった。
【0087】
比較例1−4
実施例1−1において、CPAO−70MSに代えてパラフィンワックス(日本精鑞株式会社製、パラフィンワックス115)を用いた以外は実施例1−1と同様にして成形材料を製造した。得られた成形材料は、べたつきがひどく正常な形状の成形品が得られなかったため、外観、充填性及び金線変形は評価できなかった。
【0088】
実施例1−1〜1−5及び比較例1−1〜1−4の組成と評価結果を表1に示す。実施例1−1〜1−5及び比較例1−1〜1−4で得られた成形材料の外観、充填性及び金線変形を比較すると、実施例1−1〜1−4の評価結果が抜群に優れることがわかる。また、比較例1−2及び1−3の成形材料は、外観、充填性及び金線変形評価時のバラツキが大きかった。
【0089】
【表1】
【0090】
[半導体封止用エポキシ樹脂シート部材]
実施例2−1
封止材料基準で85.5質量%の球状シリカ粉体(FB9454FD、粒径≦45μm、電気化学工業株式会社製)、エポキシ樹脂(YX4000H、ジャパンエポキシレジン株式会社製)7質量%、エポキシ樹脂硬化剤(MEH7800、明和化成株式会社製)5質量%、エポキシ樹脂硬化促進剤(TPP、ケイアイ化成株式会社製)0.2質量%及び改質剤(S530、チッソ株式会社製)0.3質量%をヘンシェル型混合機に入れ、製造例7で得られたCPAO−50MS(融点50℃)2質量%を、粒径が15±5μmとなるように調整しつつ、溶融噴霧しながら攪拌混合し、封止材料を得た。
CPAO−50MSの粒径は、透明フィルムにCPAO−50MSを噴霧しフィルム上の液滴の粒径を計測したところ、25μm以下であった。
次に、混合物を押出機(SK1、株式会社栗本鐵工所製)で混錬した後、製造例4で得られたCPAO−40MS2を溶融塗布した保護フィルム(PET、75μm厚、東レ株式会社製)に挟み込み半導体封止用エポキシ樹脂シート部材を得た。CPAO−40MS2の溶融塗布時の厚みは、6±3μmになるように調整した。
この部材の片面の保護フィルムを剥した後、模擬半導体基板(チップサイズ 10mm×10mmの176pinLQFP、外形24mm×24mm×1.4mm)を圧着成形(金型温度150℃、硬化時間3分)により封止し、剥離性、充填性、金線変形、外観について、下記の方法で評価した。尚、剥離性、充填性、金線変形、外観評価に用いた模擬半導体部品は、片面銅箔基板に半導体を整列配置する擬似回路配線を加工し、半導体は搭載せずに半導体相当部と外部接続用端子部を金線で結線したものである。
【0091】
(1)剥離性
エポキシ樹脂シート部材よりフィルムを剥がし、フィルム上に付着した封止材料を目視で確認し、以下の基準で評価した。
◎: 封止材料の付着は認められない。
○: 封止材料の付着が全体の1%以下(面積)、封止材料はシート原型を保持した。
△: 封止材料の付着が全体の5%未満、封止材料はシート原型を保持した。
×: 封止材料の付着が全体の5%以上、又は、封止材料は原型を保持せず。
(2)充填性
成形により封止された模擬半導体部品を0.1mm研磨しその表面を顕微鏡で観察し、外観と同様の基準で評価した。
◎: 10μm以上の外観異常(割れ・欠け・へこみ・異物等)が無い。
○: 10〜30μmの外観異常は2個以下/成形品であり、かつ、30μm以上の外観異常は無い。
△: 10〜30μmの外観異常は5個以下/成形品であり、かつ、30μm以上の外観異常は無い。
×: 10〜30μmの外観異常は6個以上/成形品であるか、又は、30μm以上の外観異常が有る。
(3)金線変形
成形により封止された模擬半導体部品を軟X線装置で観察し、以下の基準で評価した。
無: 金線変形率(金線流れ幅/金線長さ、%表示)<2%
小: 金線変形率<5%
大: 金線変形率≧5%
(4)外観
成形により封止された模擬半導体部品の外観を顕微鏡で観察し、以下の基準で評価した。
◎: 10μm以上の外観異常(割れ・欠け・へこみ・異物等)が無い。
○: 10〜30μmの外観異常は2個以下/成形品であり、かつ、30μm以上の外観異常は無い。
△: 10〜30μmの外観異常は5個以下/成形品であり、かつ、30μm以上の外観異常は無い。
×: 10〜30μmの外観異常は6個以上/成形品であるか、又は、30μm以上の外観異常が有る。
【0092】
実施例2−2
製造例7で得られたCPAO−50MSに代えて、製造例2で得られたCPAO−70MS(融点70℃)を溶融噴霧した以外は実施例2−1と同様にして半導体封止用エポキシ樹脂シート部材を製造し、評価した。
【0093】
実施例2−3
製造例4で得られたCPAO−40MS2に代えて、製造例6で得られたCPAO−60MS(融点56℃)を保護フィルムに溶融塗布した以外は実施例2−1と同様にして半導体封止用エポキシ樹脂シート部材を製造し、評価した。
【0094】
実施例2−4
製造例4で得られたCPAO−40MS2を溶融し、保護フィルムに噴霧して厚さ12±4μmの塗膜を形成した以外は実施例2−1と同様にして半導体封止用エポキシ樹脂シート部材を製造し、評価した。
【0095】
比較例2−1
実施例2−1において、ポリアルファオレフィンの架橋体を使用せず、球状シリカ粉体の配合量を87.5質量%としてシート部材を製造し、評価した。得られた部材の剥離性は非常に悪く、封止材料の一部が保護フィルムに付着した。また、封止材料の溶融粘度が高く、注入性が非常に悪く正常な成形品が得られなかった。
【0096】
比較例2−2
製造例7で得られたCPAO−50MSの代わりに製造例5で得られたCPAO−25MS(融点26℃)を使用した以外は実施例2−1と同様にしてシート部材を製造し、評価した。
【0097】
実施例2−5
実施例2−2において、製造例2で得られたCPAO−70MSを溶融噴霧する方法に代えて、CPAO−70MSの粗粒(粒径50μm以上)を使用した以外は実施例2−2と同様にしてシート部材を製造し、剥離性、充填性、金線変形、外観について評価した。CPAO−70MSの粗粒は、CPAO−70MSを微粉砕し、目開き50μmの篩網を用いて篩分した後、篩網上に残ったものを使用した。
【0098】
比較例2−3
製造例7で得られたCPAO−50MSの添加量を6質量%に増加し、球状シリカ粉体を81.5質量%に減少した以外は実施例2−1と同様にしてシート部材を製造し、評価した。この材料のフィルム剥離性は良好であったが、成形品のバラツキが非常に大きく正しい評価結果が得られなかった。
【0099】
実施例2−1〜2−5及び比較例2−1〜2−3の内容と評価結果を表2に示す。実施例2−1〜2−5及び比較例2−1〜2−3で得られたシート部材の剥離性、充填性、金線変形、外観を比較すると、実施例2−1〜2−4の半導体封止用エポキシ樹脂シート部材が抜群に優れることがわかる。また、比較例2−2及び比較例2−3の封止材料は、剥離性、充填性、金線変形及び外観評価のバラツキも大きかった。
【0100】
【表2】
【0101】
[蓄熱性成形体]
実施例3−1
(1)蓄熱性材料の作製
温調剤として製造例2で得たCPAO−70MSを30質量%、熱可塑性樹脂として、アクリル樹脂(三菱レイヨン社製、アクリペットMD)を70質量%、押出造粒機(ラボプラストミル、東洋精機製作所製、温調コントローラー、成和テクニカ)に投入し、溶融混練してペレット状の組成物を得た。このときの造粒温度は230℃とした。
この組成物において、温調剤の分散状態を透過型電子顕微鏡(TEM)で観察したところ、温調剤の平均粒径は1.2μmであった。
【0102】
(2)ストランド性評価
混練押出機にて、上記(1)で作製した組成物を溶融し、金型から材料を押出した。240℃にて押出し、高さ1.5mから床面に材料を垂れ流した。この際、ストランド切れが発生するか否かを観察した。評価は以下の基準で行なった。結果を表1に示す。尚、ストランド径は硬化したストランドの直径を意味し、表3に示すように7μmから1000μmまで変化させて評価した。
糸径は押出機の吐出量を調整(スクリュー回転数等)することにより行なった。
○:1分間にストランド切れがない場合
△:1分間に10回未満のストランド切れがあった場合
×:1分間に10回以上のストランド切れがあった場合
【0103】
(3)シートの評価
熱プレス機(PY−10、株式会社小平製作所製)により、厚さ500μmのシートを成形した。樹脂として上記(1)で作製した組成物を使用した。成形温度を220℃とした。
このシートについて、その表面を目視で観察し以下の基準で評価した。結果を表3に示す。
○:10cm角のシートが一様に曇っている場合
△:10cm角のシートに曇りムラがある場合
×:10cm角のシートが成形できない場合
尚、温調剤の評価は下記の方法で行った。
【0104】
(4)融点、潜熱の評価
測定はJIS−K7121に準拠して行った。示差走査熱量計(DSC−7:パーキンエルマージャパン社製)にて、試料量:10mg、昇温、降温速度:10分/分で測定した。
【0105】
(5)温調剤の平均粒径
組成物のペレットの断面を透過型電子顕微鏡(TEM)で観察して評価した。
【0106】
実施例3−2
温調剤として製造例3で得たCPAO−40MS1を用いた以外は、実施例3−1と同様にして蓄熱性組成物を作製し、評価した。結果を表3に示す。
【0107】
実施例3−3
温調剤として製造例4で得たCPAO−40MS2を用いた以外は、実施例3−1と同様にして蓄熱性組成物を作製し、評価した。結果を表3に示す。
【0108】
比較例3−1
温調剤を用いなかった他は、実施例3−1と同様にして蓄熱性組成物を作製し、評価した。結果を表3に示す。
【0109】
比較例3−2
温調剤としてパラフィンワックス(日本精鑞株式会社製:パラフィンワックス115)を用いた他は、実施例3−1と同様にして蓄熱性組成物を作製し、評価した。結果を表3に示す。
【0110】
【表3】
【産業上の利用可能性】
【0111】
本発明の半導体封止用エポキシ樹脂成形材料は、半導体封止用トランスファー成形材料として用いた場合に成形性に優れており、特に、一括封止法において抜群の性能を発揮する。成形時の諸問題のため実用化が困難であった最先端半導体装置の樹脂封止を可能とする成形材料であり、既存の設備を使用して最先端の半導体装置を工業的に生産することを可能にする。
また、本発明の半導体封止用エポキシ樹脂シート部材は、半導体封止用圧着成形用シート部材として用いた場合に成形性に優れており、特に、一括封止法において抜群の性能を発揮する。成形時の諸問題のため実用化が困難であった最先端半導体装置の樹脂封止を可能とするシート部材であり、既存の設備を使用して最先端の半導体装置を工業的に生産することを可能にする。
本発明の蓄熱性成形体は、温度調整機能を有するため、体の周囲に接触又は非接触して用いて、体温に対して温度調節するのに適する。
具体的には、スキーウェア、レインウェア、ウェットスーツ等のスポーツ衣料、防寒衣料、靴下、パンティストッキング、シャツ、背広等の一般衣料、中綿等の寝具、手袋、靴材、家具用、自動車用人工レザー、保温、保冷が要求される食品包装材、建材等に使用でき、特に、繊維製品、家具及び自動車用レザー製品等に好適に使用できる。
【符号の説明】
【0112】
1 成形材料
2 半導体
3 金線
4 子基板
5 半導体装置
【特許請求の範囲】
【請求項1】
下記に示すポリアルファオレフィンの架橋体(A)、エポキシ樹脂(B)、及び無機充填材(C)を混練してなり、
前記ポリアルファオレフィンの架橋体を0.2〜5質量%含有する半導体封止用エポキシ樹脂成形材料。
ポリアルファオレフィンの架橋体(A):炭素数が16以上36以下であるαオレフィン単量体を少なくとも1種用いて重合して得た重合体に、スチレン類をグラフトして得られ、下記(a),(b)の条件を満たす架橋体。
(a)25℃で濃度15質量%にて2−ブタノンに分散させた場合、2−ブタノン不溶成分が70質量%以上である。
(b)示差走査型熱量計(DSC)を用いた融解挙動測定において、融点が30℃以上80℃以下であり、ピーク温度が一つだけ観測される。
【請求項2】
前記ポリアルファオレフィンの架橋体(A)が、粒径75μm以下の粉体及び/又は霧状体である請求項1に記載の半導体封止用エポキシ樹脂成形材料。
【請求項3】
前記ポリアルファオレフィンの架橋体(A)が、融点の−20℃以内で融解を開始し+3℃以内で融解を終了するものである請求項1に記載の半導体封止用エポキシ樹脂成形材料。
【請求項4】
前記無機充填材(C)がシリカ粉体である請求項1に記載の半導体封止用エポキシ樹脂成形材料。
【請求項5】
前記無機充填材(C)を80質量%以上含有する請求項1に記載の半導体封止用エポキシ樹脂成形材料。
【請求項6】
前記ポリアルファオレフィンの架橋体(A)を、他の成分に溶融状態で噴霧して添加する工程を有する請求項1に記載の半導体封止用エポキシ樹脂成形材料の製造方法。
【請求項7】
請求項1〜5のいずれかに記載の半導体封止用エポキシ樹脂成形材料からなる封止層と、
前記封止層の片面又は両面に保護フィルムを有する半導体封止用エポキシ樹脂シート部材。
【請求項8】
前記保護フィルムの封止層側に、融点が30〜80℃のポリアルファオレフィンの架橋体を含む厚さ0.1〜10μmの剥離層を有する請求項7に記載の半導体封止用エポキシ樹脂シート部材。
【請求項9】
前記ポリアルファオレフィンの架橋体(A)を他の成分に溶融状態で噴霧して封止材料を製造する工程と、
保護フィルムに融点が30〜80℃のポリアルファオレフィンの架橋体を溶融状態で塗布又は噴霧して剥離層を形成する工程と、
を含む、請求項8に記載の半導体封止用エポキシ樹脂シート部材の製造方法。
【請求項10】
下記に示すポリアルファオレフィンの架橋体からなる温調剤及び熱可塑性樹脂を含む、蓄熱性成形体。
温調剤:炭素数が10以上42以下であるαオレフィン単量体を少なくとも1種用いて重合して得た重合体に、スチレン類をグラフトして得られ、下記(a)〜(c)の条件を満たす架橋体。
(a)25℃で濃度15質量%にて2−ブタノンに分散させた場合、2−ブタノン不溶成分が70質量%以上である。
(b)示差走査型熱量計(DSC)を用いた融解挙動測定において、融点が−10℃以上100℃以下であり、ピーク温度が一つだけ観測される重合体。
(c)潜熱が30J/g以上である。
【請求項11】
前記温調剤が熱可塑性樹脂に分散して存在し、温調剤の平均粒径が20μm未満である請求項10に記載の蓄熱性成形体。
【請求項12】
蓄熱性成形体に占める前記温調剤の割合が5〜70質量%であり、前記熱可塑性樹脂の割合が30〜95質量%である請求項10又は11に記載の蓄熱性成形体。
【請求項13】
前記熱可塑性樹脂が、ポリプロピレン樹脂、ポリエチレン樹脂、ポリエステル樹脂、ポリスチレン樹脂、アクリル樹脂、ポリアミド樹脂、ABS樹脂、ポリカーボネート樹脂、ポリ乳酸樹脂及びエチレン−ビニルアルコール共重合樹脂から選択される少なくとも1種である請求項10〜12のいずれかに記載の蓄熱性成形体。
【請求項14】
シート又はフィルムである請求項10〜13のいずれかに記載の蓄熱性成形体。
【請求項1】
下記に示すポリアルファオレフィンの架橋体(A)、エポキシ樹脂(B)、及び無機充填材(C)を混練してなり、
前記ポリアルファオレフィンの架橋体を0.2〜5質量%含有する半導体封止用エポキシ樹脂成形材料。
ポリアルファオレフィンの架橋体(A):炭素数が16以上36以下であるαオレフィン単量体を少なくとも1種用いて重合して得た重合体に、スチレン類をグラフトして得られ、下記(a),(b)の条件を満たす架橋体。
(a)25℃で濃度15質量%にて2−ブタノンに分散させた場合、2−ブタノン不溶成分が70質量%以上である。
(b)示差走査型熱量計(DSC)を用いた融解挙動測定において、融点が30℃以上80℃以下であり、ピーク温度が一つだけ観測される。
【請求項2】
前記ポリアルファオレフィンの架橋体(A)が、粒径75μm以下の粉体及び/又は霧状体である請求項1に記載の半導体封止用エポキシ樹脂成形材料。
【請求項3】
前記ポリアルファオレフィンの架橋体(A)が、融点の−20℃以内で融解を開始し+3℃以内で融解を終了するものである請求項1に記載の半導体封止用エポキシ樹脂成形材料。
【請求項4】
前記無機充填材(C)がシリカ粉体である請求項1に記載の半導体封止用エポキシ樹脂成形材料。
【請求項5】
前記無機充填材(C)を80質量%以上含有する請求項1に記載の半導体封止用エポキシ樹脂成形材料。
【請求項6】
前記ポリアルファオレフィンの架橋体(A)を、他の成分に溶融状態で噴霧して添加する工程を有する請求項1に記載の半導体封止用エポキシ樹脂成形材料の製造方法。
【請求項7】
請求項1〜5のいずれかに記載の半導体封止用エポキシ樹脂成形材料からなる封止層と、
前記封止層の片面又は両面に保護フィルムを有する半導体封止用エポキシ樹脂シート部材。
【請求項8】
前記保護フィルムの封止層側に、融点が30〜80℃のポリアルファオレフィンの架橋体を含む厚さ0.1〜10μmの剥離層を有する請求項7に記載の半導体封止用エポキシ樹脂シート部材。
【請求項9】
前記ポリアルファオレフィンの架橋体(A)を他の成分に溶融状態で噴霧して封止材料を製造する工程と、
保護フィルムに融点が30〜80℃のポリアルファオレフィンの架橋体を溶融状態で塗布又は噴霧して剥離層を形成する工程と、
を含む、請求項8に記載の半導体封止用エポキシ樹脂シート部材の製造方法。
【請求項10】
下記に示すポリアルファオレフィンの架橋体からなる温調剤及び熱可塑性樹脂を含む、蓄熱性成形体。
温調剤:炭素数が10以上42以下であるαオレフィン単量体を少なくとも1種用いて重合して得た重合体に、スチレン類をグラフトして得られ、下記(a)〜(c)の条件を満たす架橋体。
(a)25℃で濃度15質量%にて2−ブタノンに分散させた場合、2−ブタノン不溶成分が70質量%以上である。
(b)示差走査型熱量計(DSC)を用いた融解挙動測定において、融点が−10℃以上100℃以下であり、ピーク温度が一つだけ観測される重合体。
(c)潜熱が30J/g以上である。
【請求項11】
前記温調剤が熱可塑性樹脂に分散して存在し、温調剤の平均粒径が20μm未満である請求項10に記載の蓄熱性成形体。
【請求項12】
蓄熱性成形体に占める前記温調剤の割合が5〜70質量%であり、前記熱可塑性樹脂の割合が30〜95質量%である請求項10又は11に記載の蓄熱性成形体。
【請求項13】
前記熱可塑性樹脂が、ポリプロピレン樹脂、ポリエチレン樹脂、ポリエステル樹脂、ポリスチレン樹脂、アクリル樹脂、ポリアミド樹脂、ABS樹脂、ポリカーボネート樹脂、ポリ乳酸樹脂及びエチレン−ビニルアルコール共重合樹脂から選択される少なくとも1種である請求項10〜12のいずれかに記載の蓄熱性成形体。
【請求項14】
シート又はフィルムである請求項10〜13のいずれかに記載の蓄熱性成形体。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−46657(P2012−46657A)
【公開日】平成24年3月8日(2012.3.8)
【国際特許分類】
【出願番号】特願2010−190774(P2010−190774)
【出願日】平成22年8月27日(2010.8.27)
【出願人】(000183646)出光興産株式会社 (2,069)
【Fターム(参考)】
【公開日】平成24年3月8日(2012.3.8)
【国際特許分類】
【出願日】平成22年8月27日(2010.8.27)
【出願人】(000183646)出光興産株式会社 (2,069)
【Fターム(参考)】
[ Back to top ]