
半導体層構造
本発明は、例えば電流閉じ込め層として機能する、In含有量量がゼロではないAlInN層(7)を有するIII−窒化物複合デバイスに関する。AlInN層(7)は、その内部に規定される少なくとも1つの開口部を有する。AlInN層(7)は、その下にあるGaN層などに対する格子不整合が少ないように成長され、その結果、デバイス内の付加的な結晶ひずみを抑制する。最適化された成長条件を用いて、AlInNの抵抗率を102Ω.cmよりも高くする。その結果、より小さな抵抗率を有する層を、多層半導体デバイス内の電流ブロック層として用いるときに生じる電流の流れが、抑制される。結果として、AlInN層が開口部を有し、レーザーダイオードデバイス内に配置されると、デバイスの抵抗率は相対的に低くなり、デバイスの性能が向上する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、少なくとも1層の単結晶Al1−xInxNを有するIII族窒化物半導体層構造に関する。Al1−xInxN層は、例えば電流ブロック層であってもよい。上記構造は、半導体発光デバイスなどに組み込まれていてもよい。
【背景技術】
【0002】
ここ10年、光記憶分野において窒化ガリウム(GaN)系材料による半導体発光デバイスに大きな関心が集められている。今日、例えば、高性能の光ディスクシステムでの使用、および固体照明やディスプレイ用バックライトなどの新たな用途での使用のために、高出力のレーザーダイオード(LD)および発光ダイオード(LED)の需要が増している。
【0003】
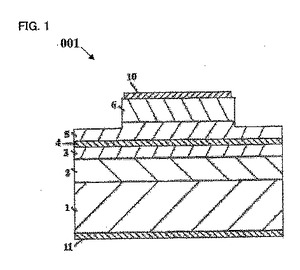
多くの場合、生成された光に対して横方向の閉じ込めを行うために、レーザーダイオードに、該レーザーダイオードを介して流れる電流に対して横方向の閉じ込めを行うための手段を設けることが望ましい。例えば、LDにおいては、一般的に、図1に示すようなリッジ導波体構造を用いて、低い値の閾値電流によるレーザー発振を可能にしている。図1は、半導体レーザーダイオード001の断面図である。当該半導体レーザーダイオード001は、多層構造であり、下方クラッド層2、下方導光層3、発光活性領域4、ならびに、上方導光層および上方クラッド層6を有しており、この多層構造が、基板1の上に結晶成長されている。電極10(代表的にはp電極)が、多層構造の上面を覆うように積層されており、第2電極11(代表的にはn電極)が、基板1の裏面に積層されている。リッジ構造は、電流に対して横方向の閉じ込めを行うために、活性領域4の上方の多層構造内に形成されている。すなわち、動作時には、リッジ構造の下の活性領域4の部分のみに電流が流れるので、リッジ構造の下にない活性領域4では、光が殆ど、または全く生成されない。当該デバイスの出力を増大させるためには、より幅の広いリッジ導波体構造が望ましい。しかし、従来のリッジ導波体レーザーダイオードは、当該デバイスから得られる出力の程度に対して、周知の限界を有している。実際のところ、リッジLDの電力変換効率(wall plug efficiency)(すなわち、光出力と入力電力量との比率)は、高電流の動作条件下にて低減する傾向にある。これは、デバイスにおける熱飽和(thermal rollover)および高抵抗を原因とする、最大出力の減少に関連している。
【0004】
電流に対する横方向の閉じ込めに関する他の周知技術としては、構造内に1つ以上の電流閉じ込め層を設ける技術がある。電流閉じ込め層(または電流ブロック層とも呼ばれる)は、電気抵抗率の高い層であり、電流閉じ込め層内に1つ以上の開口部を有する。電流は、電流閉じ込め層内の開口部を流れる。
【0005】
(Al、Ga、In)N材料系でLDまたはLEDを製造するために、多大な努力がなされている。(Al、Ga、In)N材料系は、一般式Al1−x−yGayInxNにて示される材料を含んでおり、このとき、0≦x≦1および0≦y≦1である。本願において、ゼロではないモル分率のアルミニウム、ガリウムおよびインジウムを有する(Al、Ga、In)N材料系の部材をAlGaInNと称し、ゼロであるモル分率のガリウムを有し、かつ、ゼロではないモル分率のアルミニウムおよびインジウムを有する部材をAlInNと称し、他も同様に称する。(Al、Ga、In)N材料系によって製造された発光デバイス内に、効率的な電流閉じ込め層を設けるのは困難であった。
【0006】
US6242761には、従来のリッジ導波体レーザーダイオードに関する問題を解決するための1つの方法が記載されている。当該特許文献には、窒化物半導体発光デバイスにおいて、電流を通すことができる開口部を備えた電流ブロック層を使用することが記載されている。この電流ブロック層は、酸化金属、あるいは、n型BInAlGaNの単結晶またはi型BInAlGaNの単結晶によって構成され得る。この電流ブロック層では、水素または酸素によってキャリアが不活性化される。US6242761は、BInAlGaNが、第V族元素(group-V elements)として、Nに加えて、リン、砒素、および/または、他の元素を含むことを規定している。欠点としては、BInAlGaN内のキャリアを不活性化するために、成長後処理(post-growth processing)が必要であることが挙げられる。また、上記文献には、温度アニールによってシリコン不純物をp−GaN層内に拡散させることにより、p−GaNのp型導電性を補償し、その結果、当該p−GaN層を電流ブロック層として好適に機能させ得ることが記載されている。しかし、当該方法を用いた場合、不純物の量、および、上記処理によって補償された層の実際の深さを正確に制御するのは困難である。LDにおいて、電流ブロック特性の低い層を電流ブロック層として用いれば、LDの動作中にキャリア漏れが生じる可能性があるとともに、性能の低下を招く可能性がある。
【0007】
US2005/0072986には、ウェットエッチングによって得られる少なくとも1つの開口部を有する窒化物半導体層を含む半導体多層構造が記載されている。上記特許文献には、当該半導体層がAlxGa1−xNによって構成され得ることが開示されており、特に、AlNの高い抵抗特性を利用して、AlNを電流閉じ込め層として使用することが記載されている。上記特許文献によると、まず、半導体層が非晶質層として形成され、続いて、熱エネルギーを用いて結晶化される。この場合、p型クラッド層の再成長の間に結晶化が起こる。必然的に、AlNとGaNとの間の高い格子不整合が、多層構造内で結晶にクラックを生じさせるという問題が生じる可能性があるが、再結晶化されたAlN層内に高密度の転位(dislocations)を生成することによって、その上に再成長した層内におけるクラックが抑制されることが提示されている。その結果、上記再結晶化されたAlN層上にその後形成される半導体層内における転位密度が高くなり、これがデバイスの性能を低下させる原因となり得る。
【0008】
また、US7227879には、電流閉じ込め層を用いて半導体発光デバイスを規定する方法が記載されている。当該発光デバイスは、InxAlyGa1−x−yNを電流ブロック層として使用し、このとき、0≦x≦0.1、0.5≦y≦1、および、0.5≦x+y≦1である。また、上記電流ブロック層は、電流ブロック層よりも低いAl比を有する半導体層上に形成される。電流閉じ込め層は次のように加工される。標準的なリソグラフィー法およびドライエッチング法を用いて、電流ブロック層内にウィンドウ(window)を開口し、当該層が完全に除去される前にドライエッチング処理を停止する。その後、MOCVD(有機金属化学気相成長法)室内に基板を配置する。ここで、エッチバックを実施してウィンドウ内の残りの層を除去する。当該文献において、上記層の一部がウィンドウ内に部分的に残っていても、エッチバックにより、動作時にはウィンドウ内で良好な電気伝導が起こることが主張されている。
【0009】
上記先行文献には、電流閉じ込め層として機能する、高抵抗率を有する窒化物半導体層を使用すること、または、周囲の層と反対の伝導性を有する層を使用することが記載されている。高抵抗率である材料を形成する方法では、不純物を用いるキャリア補正が使用されたり(US6242761)、または、高Al比のInAlGaN半導体層が使用(US7227879、US2005/0072986A1)されたりする。
【0010】
Appl.Phys.Lett.87, 072102 (2005)およびWO 2006/066962には、AlInN層の酸化物を形成して、当該酸化層を電流閉じ込め層として使用する方法が記載されている。第1に、MOCVDによって成長した格子整合AlInN層の晶質は良いと報告されている(J.F.Carlin et al.Appl.Phys.Lett.83,668(2003)にも記載されている)。著者によると、成長した格子整合AlInN層は1018cm−3の高い残留ドーピングレベルを有し、低い抵抗率を示す。活性領域の下にAlInN層を備える発光デバイスが記載されている。上記デバイスの電流電圧(IV)特性は、電流がAlInN層を流れることができることを示しており、それによって、この層の低い電気抵抗率が実証されている。結晶成長後に電気化学的酸化を実施することによる上記層の酸化物の形成によって、AlInN層の電気抵抗を増大させる方法が、著者によって報告された。この方法を用いて得られる酸化AlInN層を備える発光デバイスのIV特性は、抵抗率の増大を示しており、酸化AlInN層の抵抗率の増大を実証する。この方法を用いてレーザーダイオードデバイス内に電流閉じ込め層を形成する場合、形成された酸化物が信頼性の問題を引き起こす可能性がある。また、酸化物の熱伝導性は、多くの場合低いため、デバイスの劣化が増大する可能性があり、さらに、酸化層が半導体構造に対して付加的な格子ひずみを生み出し、これもまたデバイスの劣化を招く可能性がある。
【0011】
また、酸化処理における均一性の制御も、問題の一つである。一般的に、メサ(mesas)はウエハを覆うように形成されており、層の側壁を露光させて酸化させる。次いで、メサ内により高い抵抗率を有する領域を規定するために、酸化プロセスが行われる。メサが例えば円筒形である場合(垂直共振器表面発光ダイオードレーザー(VCSEL)の場合)、層の酸化は同心円状となる。各メサにおける酸化の深さは、メサの大きさ、層厚、溶液内におけるウエハの位置などに応じて異なることが多い。このため、ウエハ上の電流開口部の大きさがばらつき、製造歩留りの低下を招く。
【0012】
App. Phys. Lett. 79, p.632(2001)の著者らによれば、プラズマ支援分子線エピタキシ(PAMBE)によって成長する高濃度Al含有性の非ドープAlInN層は、高い抵抗率を示す。その結果、PAMBEによって成長されるAlInN層のドナー欠陥密度が低下する。しかし、この層の晶質は悪く、しかも、いくらかの程度の結晶のモザイク性が見られる。層の晶質が悪いので、発光デバイス内に当該層を使用すれば、構造に欠陥をもたらすことが予想される。
【発明の概要】
【0013】
本発明は、III族窒化物半導体多層構造を提供する。当該構造の第1層は、Inの含有量がゼロではない単結晶AlInNの層を備えており、当該AlInN層は、少なくとも1つの開口部を有しており、当該開口部を除いてAlInN層が多層構造の領域全体に広がっている。III族窒化物材料系の多層構造における電流閉じ込め層として、抵抗率の高いAlInN層を使用し得ることがわかっている。開口部は、構造を流れる電流の通路に相当する。その結果、AlInN層の電気抵抗を増大させるために当該層を酸化させる必要がなくなり、上述した欠点を回避することができる。さらに、AlInN層は、多層構造内の下位層に対して格子整合しているか、または、実質的に格子整合(例えば、格子不整合が1%未満、または、0.5%未満)している。そのため、多層構造内に生じ得る欠陥を低減することができる。
【0014】
本発明の一実施形態によれば、電流閉じ込め層は、AlInNによって構成されており、半導体レーザーのp側領域内に形成され、少なくとも1つのストライプ形状の開口部を有する。
【0015】
本発明の他の実施形態によれば、AlInN電流閉じ込め層が、半導体レーザーのn側上に形成される。
【0016】
本発明の他の実施形態によれば、分子線エピタキシによって、高い抵抗率および高い晶質をもつ(Al、Ga、In)Nの表面上に、AlInN層が形成される。
【0017】
本発明の他の実施形態によれば、AlInN電流閉じ込め層は、レーザーデバイスのn型クラッド層の一部である。このことは、AlInNウィンドウの側壁がn型クラッド層と直接接触することを意味している。また、AlInN層の厚さは、nクラッド層内に設けられたリッジストライプ(ridge stripe)の高さに相当する。
【0018】
本発明の他の実施形態によれば、AlInN電流閉じ込め層は、垂直共振器表面発光ダイオードレーザーの一部である。
【0019】
本発明の他の実施形態によれば、半導体デバイスは、活性領域と、当該活性領域のn側およびp側に配置された2つのAlInN層とを備える発光デバイスであり、各層が、電流を通すことができる少なくとも1つの開口部を有する。当該構造は、必要に応じて、活性領域内の電流の拡散を最小限に抑えることができる。
【0020】
AlInN層を電流閉じ込め層として使用する利点は、当該層を、(Al、Ga、In)N半導体表面上にエピタキシャルに形成することができることにある。当該層におけるIn比率は、例えばGaNと略格子整合する層を形成するように調整することができ、これによって、レーザー構造内に付加的なひずみが生じることを防ぐ。プラズマ支援MBEによってAlInNを成長させることができ、残留ドーピングバックグラウンド(residual doping background)が低いAlInN層を形成することができる。その結果、この層は高い固有抵抗を示す。当該AlInN層の晶質は極めて高い。したがって、この層を電流閉じ込め層として使用することによって、高い晶質をもつAlInNの上面上に、次の窒化物半導体層を成長させることができる。この処理の間に、欠陥は生じない。
【0021】
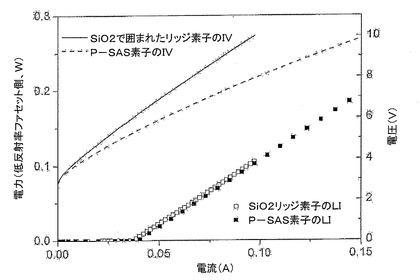
従来のリッジ構造LDの代わりに、後述する第1の実施形態に記載されたp−SAS(自己整合構造)を使用することは、デバイスの作動電圧を低減させ、その結果、レーザーデバイスの性能を向上させるという利点を有する。図4は、AlInN電流ブロック層内の1μmの開口部(図2に示された構造)、および、1μmの標準的なリッジLD構造(図1に示された構造)を備えるp−SASの、シミュレートされた電流電圧(IV)特性ならびに光出力電流(LI)特性を示す。p−SAS LDの作動電圧は、リッジ構造LDよりも低く、LI特性は類似する。
【0022】
電流閉じ込め層内に開口部を形成するプロセス方法を用いて、処理ウエハ全体上に設けられた均一かつ正確なウィンドウを有するデバイスを製造する。
【0023】
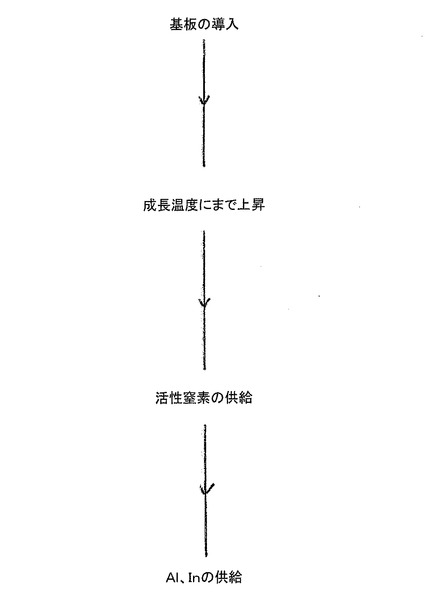
本発明の第2の実施形態は、In含有量がゼロではない単結晶AlInN層の成長方法を提供する。当該方法は、(Al、Ga、In)N基板をMBE成長室内に入れるステップと、基板の温度を所望の成長温度にまで上げるステップと、(Al、Ga、In)N基板の表面に活性窒素を供給するステップと、成長室にAlおよびInを供給するステップとを含む。
【0024】
図面を参照しながら、後述する本発明の詳細な説明を読むことによって、本発明の上述した目的、特徴および利点、または、他の目的、特徴および利点を容易に理解することができる。
【図面の簡単な説明】
【0025】
【図1】標準的な窒化物半導体レーザーデバイスを示す断面図である。
【図2】本発明の第1の実施形態の窒化物半導体レーザーデバイスを示す断面図である。
【図3】インジウム含有量(x)の関数として、Al(1−x)InxNおよびGaN間の格子不整合の変化を示す。
【図4】1μmの従来のリッジ形状LD、および1μmのウィンドウp−SAS LDについて算出されたIV特性を示す。
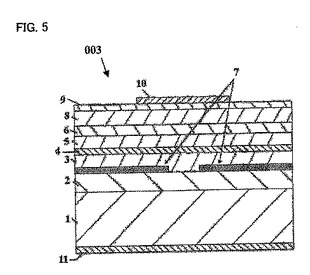
【図5】本発明の第2の実施形態の窒化物半導体レーザーデバイスを示す断面図である。
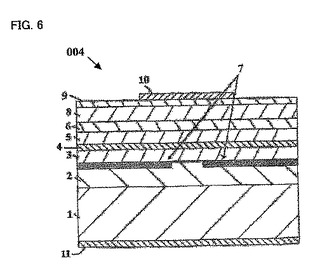
【図6】本発明の第4の実施形態の窒化物半導体レーザーデバイスを示す断面図である。
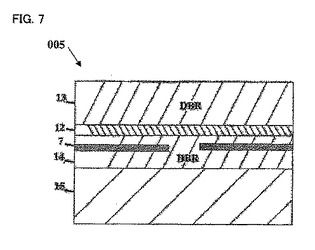
【図7】本発明の第5の実施形態の窒化物半導体垂直共振器表面発光ダイオードレーザーデバイスを示す断面図である。
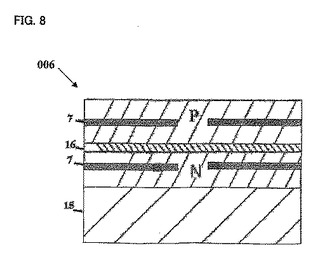
【図8】本発明の第6の実施形態の2つのAlInN電流閉じ込め層を備えた発光デバイスを示す断面図である。
【図9】AlInN電流ブロック層内にウィンドウ開口部を形成するための異なるステップを示した、一連の断面図である。
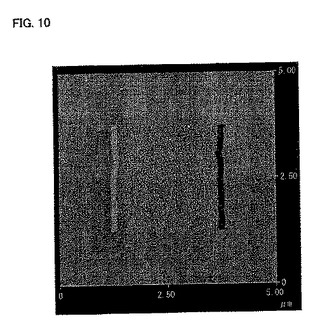
【図10】処理後のGaN表面およびSiO2ストライプ形状膜の原子間力顕微鏡(AFM)画像である。
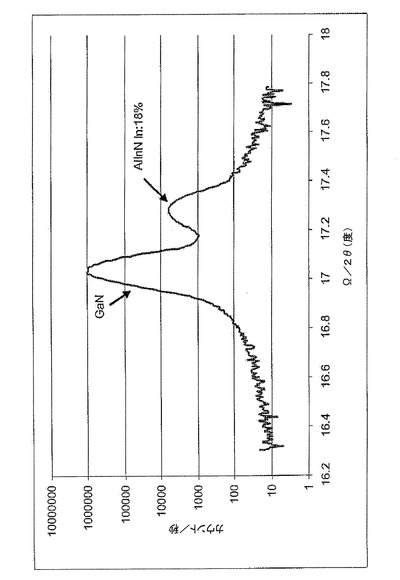
【図11】GaNの対称反射(002)の周囲にて得られるX線回折スペクトルを示す図であり、GaNおよびAlInNに帰属するピークを示す図である。
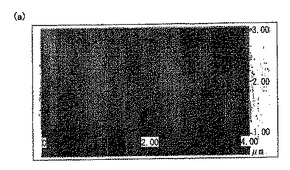
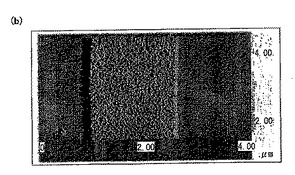
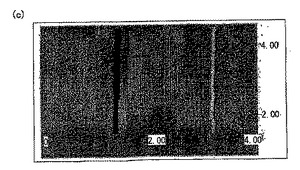
【図12】図12aは、AlInN表面のAFM画像であり、図12bは、SiO2ストライプ上のAlInN表面であり、図12cは、剥離後のGaN表面である。
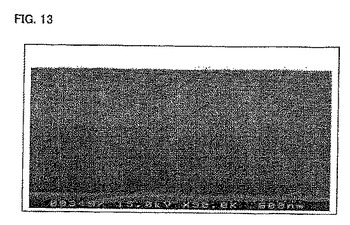
【図13】AlInN層およびウィンドウ開口部上に成長するp−AlGaN層の断面SEM画像である。
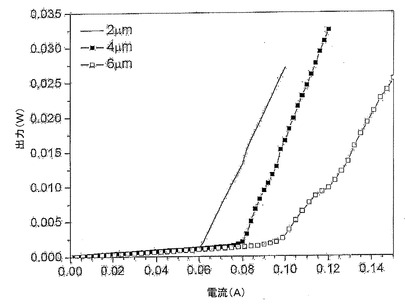
【図14】AlInN電流ブロック層内に異なる幅のウィンドウを備える、p−SAS LDの3つのLI特性を示す。
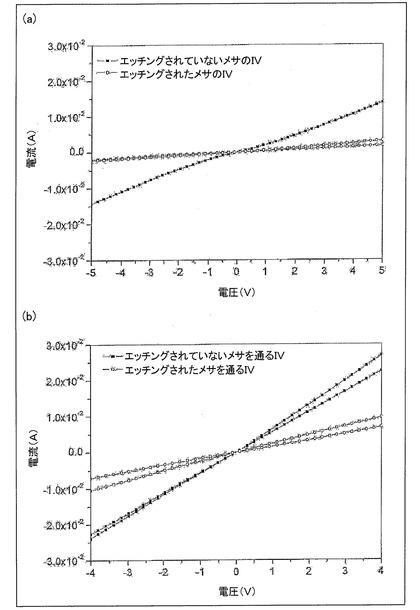
【図15】図15aは、高抵抗率AlInNにおけるIVを示し、図15bは、低抵抗率AlInN層におけるIVを示す。図15aおよび図15bの両方に、メサエッチングありにて得られたIV、および、メサエッチングなしにて得られたIVを示す。
【図16】本発明の方法を示すフローチャートである。
【発明を実施するための形態】
【0026】
本説明において、半導体層の「上面」とは、上に層を成長させる基板から最も遠い位置にある半導体層の表面を指す。上面は、層が成長を止めたときに、層の露出面となる。
【0027】
(第1の実施形態)
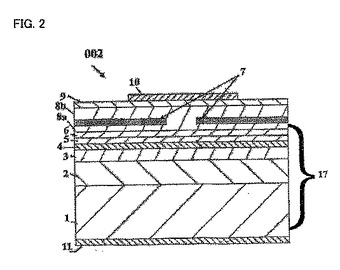
図2は、本発明の第1の実施形態の半導体レーザー002の断面構造を示す。本明細書では、半導体レーザー002をp−SAS(Self-Aligned Structure with p-side confinement;p側に電流閉じ込め層を有する自己整合構造)としても定義する。半導体レーザー002は、本実施例ではn型GaN半導体基板1である基板と、多層構造17を含む複数の半導体層とを備える。多層構造17は、基板上に、発光のための活性領域を有する。図2の例では、多層構造17は、n型AlGaNクラッド層2、n型GaNガイド層3、Inを含む多重量子井戸活性領域4、非ドープGaNガイド層5、p型AlGaNキャリアブロック層6、および、p型AlGaNクラッド層8を備える。層6の役割は、活性領域からの電子の層厚方向へのオーバーフローを防ぐことである。当該層は、窒化物半導体レーザーにおいては一般的である。p型GaNコンタクト層9は、p型AlGaNクラッド層8を覆うように成長する。コンタクト層9の上面上にp電極10が設けられており、GaN基板1の裏面にn電極11が設けられている。しかし、多層構造は、上述した特定の構成に限定されない。活性領域が単一の半導体層から成っていてもよく、または、活性層が多層活性領域から成っていてもよい。
【0028】
本発明によると、AlInN層7である第1層は、多層構造の内部に設けられており、電流閉じ込め層(current confinement layer)として機能する。AlInN層7は、該AlInN層7を貫通する少なくとも1つの開口部を有しており、上部電極10と下部電極11との間を流れる電流のための低抵抗率の経路を提供する。例えば、AlInN層7内に、ストライプ形状の開口部が規定される。図2の実施形態では、p−AlGaNクラッド層8内にAlInN層が設けられているが、本発明では、AlInN層7の配置についてこの特定の位置に限定されない。電流ブロック層とも称される電流閉じ込め層7は、晶質および抵抗率が高い。電流閉じ込め層7は、p電極10の幅よりも狭いウィンドウ内に電流を集中させることができる。
【0029】
本実施形態において、電流閉じ込め層7は、In含有量がゼロではないAlInNによって構成されていることが好ましい。電流閉じ込め層7は、GaNに対する格子不整合を小さくするために、0.15〜0.25(15%〜25%)の範囲内のInを含有するAlInNによって形成されていてもよく、特に、In比が0.18(18%)(またはIn含有量が0.18(18%)に近似)であるAlInNによって形成されていてもよく、あるいは、上記値に十分に近似する比をもつAlInNによって形成されていてもよい。このことは、図2の実施形態において特に好適である。その理由は、レーザー構造が、AlInN層7の下にあるGaN層(GaNガイド層5)を第2層として備えているため、AlInN層がGaNに対して格子整合する、または、ほぼ格子整合するように成長し、ひずみの発生を抑制するからである。
【0030】
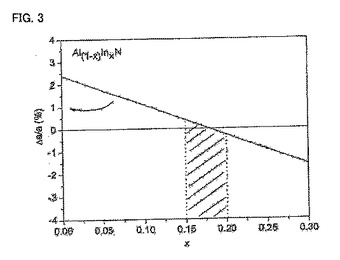
具体的に、AlInN層7のIn比が0.15(15%)〜0.2(20%)の範囲内であれば、GaNとの格子不整合は0.5%未満となる。これによって、従来技術に使用されてきた他の電流閉じ込め層の導入によって構造内に生じる付加的ひずみという問題を克服することができる。電流閉じ込め層7のAlInNは、1×102Ω.cmを上回る抵抗率を有することが好ましく、1×103Ω.cmを上回る抵抗率を有することがより好ましく、1×104Ω.cmを上回る抵抗率を有することがより好ましい。電流閉じ込め層7は、効果的な電流ブロック特性を供給するために、少なくとも10nmの厚さであることが好ましい。
【0031】
材料a1の材料a2に対するの格子不整合(Δa/a)は、
Δa/a=(a1の面内格子パラメータ − a2の面内格子パラメータ)/a2の面内格子パラメータ
によって求められる。
【0032】
材料の面内格子パラメータは、その上に材料が成長する基板表面に対して平行な方向、および、材料の厚さ方向に対して垂直な方向において測定される材料の面内格子パラメータとして定義される。
【0033】
第1面内格子パラメータa1を有する材料層が、面内格子パラメータa2を有する別の材料層によって覆われており、a2≠a1である場合、材料間の面内パラメータの違いによって2層間の界面において生成されるひずみが大きくなる可能性がある。これによって、クラックや転位などの欠陥の発生によってひずみ緩和が生じる可能性があり、その様な層を有するデバイスの性能および寿命に悪影響を及ぼす可能性がある。図3は、GaNに対する格子不整合が±0.5%以内で、Al1−xInxNを成長させることができるIn含有量の範囲が存在することを示している。図3では、この部分を斜線で示している。
【0034】
(第2の実施形態)
図5に、本発明の第2の実施形態としての半導体レーザーダイオード003の断面構造を示す。この半導体レーザー003は、n−SAS(Self-Aligned Structure with n-side confinement;n側に電流閉じ込め層を有する自己整合構造)レーザーダイオードとも称される。半導体レーザー003は、本実施例ではn型GaN半導体基板1である基板と、当該基板上に、発光のための活性領域を含む多層構造とを備える。当該多層構造内に、電流閉じ込め層7が設けられている。第2の実施形態と第1の実施形態との異なる点は、第1の実施形態ではp−AlGaNキャリアブロック層6の上面上に電流閉じ込め層7が形成されているのに対し、第2の実施形態ではn型クラッド層2の上面上に電流閉じ込め層7が配置されていることにある。
【0035】
n型AlGaNクラッド層2の上面上に、AlInN電流閉じ込め層7が形成されている。n型GaNガイド層3が、層7の上面と接触し、そして、AlInN電流閉じ込め層7内のウィンドウ開口部(例えばストライプ形状のウィンドウ開口部)を介して、n型AlGaNクラッド層2の上面と接触する。さらに、多層構造は、活性領域4、非ドープGaN層5、p型AlGaNキャリアブロック層6、p型AlGaNクラッド層8、およびp型GaNコンタクト層9を備える。
【0036】
上記示した2つの好適な実施形態は、AlInN電流閉じ込め層が上述した位置に配置された構成である実施形態である。しかし、装置設計に応じて、p型層内またはn型層内のあらゆる位置に、AlInN電流閉じ込め層7を配置してもよい。
【0037】
(第3の実施形態)
第3の実施形態は、(Al、Ga、In)N窒化物半導体の表面上に、高晶質の抵抗性AlInN層を形成する方法である。(Al、Ga、In)N窒化物半導体の上面を有する半導体基板を、MBE蒸着室内に配置する(図16のステップ1)。その後、基板の温度を、適した成長温度にまで上げる(図16のステップ2)。AlInNの成長には、550℃〜650℃の範囲内の基板温度が適している。そして、RFプラズマセルの手段によって、基板表面に活性窒素を供給する(図16のステップ3)。その後、アルミニウムおよびインジウムを成長室に供給することによって、成長を開始する(図16のステップ4)。これによって、高晶質の結晶AlInN層の成長が可能となる。
【0038】
Journal of Applied Physics Vol. 82, p 5472(1997)には、PAMBEによってGaNを成長させるために使用される成長条件の概要が示されている。PA−MBE法を用いて高品質のGaN膜を得るためには、V/III比(N/Ga比)を1(unity)よりも若干小さくする必要があるということが認められ、実証されている。言い換えれば、ガリウムの供給が過剰な条件を用いて、成長を行う必要がある。当該文献には、V/III比が変わった場合の表面形態の変化が記載されている。また、ガリウムの供給が過剰な条件下での成長面に、Ga液滴が形成されることが示されている。本発明者らは、AlInNを成長させる場合に、1よりも大きいV/III比を用いたときに最も良質の材料が得られることを立証した。これは、層内においてインジウムを適切に混合するために用いた相対的に低い成長温度を用いた結果である。AlInNの成長に1よりも小さいV/III比を用いる場合、表面にインジウムが蓄積することによって、三次元成長および層の劣化が生じる。
【0039】
V/III比は、基板表面における遊離しているV族原子(free Group V atoms)の数と、遊離しているIII族原子(free Group III atoms)の数との比率であり、「V/III原子比率」としても知られている。AlInNの成長の場合、V/III比は、遊離している窒素原子の数と、遊離しているアルミニウム原子およびインジウム原子の数との比率である。
【0040】
上述のように、本発明の成長方法において使用されるV/III比は、高品質の材料を得ることができるように、1よりも大きいことが好ましい。V/III比は、2よりも大きい、または、3よりも大きくてもよい。
【0041】
したがって、本発明の利点は、例えばGaNのPA−MBE成長よりも極めて容易に、ウィンドウの成長条件を制御できることにある。小さいV/III比の使用によって結晶品質が低下するのと同様に、層の抵抗率は、成長条件におけるこれらの変化によっても影響を受ける。発明者らは、低いV/III比(1よりも高く1に近い数)と高いV/III比(約2〜3)との間で、抵抗率が10倍増大することを発見した。したがって、デバイス内の電流閉じ込め層として適した高晶質のAlInN層を形成するためには、大きいV/III比(例えば約2〜3またはそれ以上のV/III比)を用いることが好ましい。
【0042】
(第4の実施形態)
図6には、本発明の第4の実施形態としての半導体レーザーダイオード004の断面構造が示されている。半導体レーザーダイオード004は、当該ダイオード004が半導体レーザーのn型領域内に配置されたAlInN電流ブロック層7を有する点を除き、図2および図5の半導体レーザーダイオード002および003にほぼ対応する。
【0043】
図6のレーザーダイオードを製造するために、n−AlGaNクラッド層2の上面が、一般的なプロセス方法によって形成されるリッジ形状のストライプを有する。リッジの寸法が、電流閉じ込め層内の電流開口部を規定する。AlInN電流閉じ込め層7の厚さが、リッジストライプ形状の高さと等しい。層3は、GaN導波体であり、n−AlGaNリッジ面の上面上、および、AlInN層の上面上に形成される。それ以外は全て第2の実施形態と同様である。上述した構造は、AlInN層7の結晶成長後に得られる平坦な表面(AlInN層7およびクラッド層2のリッジストライプによって形成される)の上に形成されることが好ましい。図5の実施形態のように、クラッド層2の部分を覆うようにAlInN層が階段状の表面を残して形成され、その面を覆うようにガイド層3を成長しなければならない場合に対し、上記方法が好適である。
【0044】
(第5の実施形態)
図7は、本発明の別の実施形態の窒化物半導体垂直共振発光デバイス005の断面構造を示す。発光デバイス005は、基板15、発光のための活性領域12、および、活性領域12の各面上に設けられた2つの分布型ブラッグ反射器(DBR)13および14を備える。本発明によれば、電流閉じ込め層7は、少なくとも1つの電流開口部を有する抵抗性AlInNの層であり、DBR構造のうちの1つの中に配置されている。図7では、下方のDBR構造14内にAlInN層7が図示されているが、本発明はこれに限定されない。このようなデバイス内に本発明を用いれば、電流開口部の寸法をより一層制御すること、および、デバイスにおけるひずみを低減することによって、性能を向上させることができる。AlInN7を別の位置(例えば、上方のDBR構造13の中、または、活性領域12の中)に配置することも考えられる。図7では、明確にするために、装置の動作を可能にする電極を図示していない。
【0045】
(第6の実施形態)
図8は、本発明の第6の実施形態の半導体発光デバイス006の断面構造を示す。半導体発光デバイス006は、基板15、発光のための活性領域16、および、第1層および第3層として2つのAlInN電流閉じ込め層7を有する。当該AlnN電流閉じ込め層7の各々は、少なくとも1つの電流開口部をそれぞれ備えており、当該電流開口部は、図8中にnおよびpと示された領域内の、活性領域16の各側上に配置されている。当該構造は、活性領域内の電流拡散を最小限に抑え、その結果、デバイスの発光面積(light emitting area)を減少させる。これは、垂直共振器表面発光ダイオードレーザーなどの製造において一般的な技術である小型メサを使用せずに、小さい活性媒体を備えた垂直共振器表面発光ダイオードレーザーなどを製造することに役立つ。
【0046】
図8には、互いに同じ厚さであるように見える2つのAlInN層7を示すが、これは単に図面を明確にするためである。2つの電流閉じ込め層の厚さは、互いに異なっていてもよい。
【0047】
<実施例1>
本実施例では、図2に示されたような窒化物半導体レーザー002を製造する。半導体レーザー002はGaN基板1を備えており、窒化化合物半導体のレーザー構造が基板上に形成される。より具体的には、当該レーザー構造は、厚さ2μmのn型AlGaNクラッド層2と、厚さ0.02μmのn型GaNガイド層3と、多重量子井戸(MQW)活性領域4とを備えている。活性領域4は、3つの非ドープInGaN量子井戸(厚さ4nm)、および2つの非ドープInGaN障壁層(厚さ8nm)のMQW構造を備えており、MQW構造の上下には、非ドープInGaNバリア(厚さ20nm)がある。活性領域4の上方に、非ドープGaNガイド層5(厚さ50nm)、p型AlGaNキャリアブロック層6(厚さ0.02μm)、および厚さ0.1μmのp型AlGaNクラッド層8aがある。半導体層1〜8aによって規定された半導体構造を17とする。そして、半導体構造17の上面上に、厚さ50nmであるとともにストライプ形状の(インジウム含有量が実質的に18%である)ウィンドウ開口部を備える非ドープAlInN電流ブロック層7と、厚さ0.4μmのp型AlGaNクラッド層8bと、厚さ0.1μmのp型GaNコンタクト層9とが設けられている。従来の処理方法およびリソグラフィー法によって、p型コンタクト層9上にp側電極10が形成され、GaN基板1の裏面にn側電極11が形成される。
【0048】
AlInN電流ブロック層7の製造方法を以下に示す。電流ブロック層7の下に設けられた図2の半導体構造17は、有機金属化学気相成長法(MOCVD)を用いて形成される。本発明の内容において、半導体構造12の形成方法としては好適な方法を採用すればよく、本明細書ではその説明を省略する。
【0049】
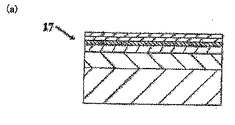
図2のAlInN電流ブロック層7内にウィンドウ開口部を形成するためのマスクとして使用されるシリカ(SiO2)ストライプの形成工程について、図9(a)〜図9(d)を参照しながら以下に説明する。図9(a)は、電流ブロック層7の下に配置された図2の半導体構造17の成長が完了した後の断面図である。
【0050】
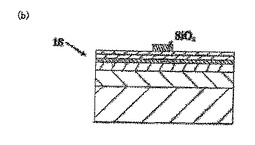
プラズマ化学気相成長法(PECVD)を用いて、厚さ65nmの半導体構造17の上面上に、二酸化ケイ素(SiO2)膜を形成する。レジスト膜を塗布した後に露光させ、SiO2膜を覆うようにレジストパターンが形成されるように現像される。その後、緩衝化されたフッ化水素酸溶液をエッチング液として用いると共に、レジストパターンをマスクとして用いて、SiO2膜に選択的にウェットエッチングを施し、それによって、マスクに覆われていないSiO2の領域を除去する。その後、適した溶剤を用いてレジストパターンマスクを除去するとともに、脱イオン水中にて洗浄することによって、マスクに覆われていたためにエッチング工程において除去されなかったSiO2の領域のみを残す。当該段階において得られた半導体構造18を図9(b)に示す。残存しているSiO2は、ストライプ形状であってもよく、その場合には、SiO2ストライプの配向は、GaNの<1〜100>方向に対して平行であることが好ましい(当該配向は、p−AlGaN層を成長させるときにMOCVDによる再成長を促す。また、レーザーデバイスの場合には、当該配向はさらに適している。これらは好適であるが、必須ではない)。図9の半導体構造18の上面は、当該工程後は不純物を全く含まない。図10に、SiO2ストライプ処理後のGaN層の表面を示す。図10は、原子間力顕微鏡を用いて得られた、GaN層の表面の顕微鏡写真である。GaN表面上に原子テラス(atomic terraces)がはっきりと見える。SiO2ストライプ面は粒状に見え、ストライプ幅は2μm以内である。
【0051】
本実施例では、ストライプを生成するためにSiO2を用いる。しかし、ウェットエッチングを用いて容易に除去できる材料であるとともに、当該材料と接触する窒化物半導体面が上記工程の間に影響を受けない材料である限りは、他のあらゆる非晶質物質(例えばSiNなど)を使用してもよい。
【0052】
続いて、SiO2ストライプを有する上記処理された半導体構造18を、AlInN半導体層7の蒸着を実施するための分子線エピタキシシステムの成長室内に配置する。
【0053】
基板の温度(ここで言う基板とは、処理された半導体構造18のことを指す)を成長温度である610℃にまで上昇させる。その後、構造18の上面に、活性窒素ビームを連続照射する。そして、構造18の上面にアルミニウム原子ビームおよびインジウム原子ビームを同時に照射することによって、AlInN層のエピタキシャル成長を開始する。アルミニウム元素およびインジウム元素は、それぞれ、約2.5×10−7mbarの圧力、および、1.2×10−7mbarの圧力に相当するビームにて与えられる。約270WのRF出力と2Torrの窒素圧とを用いて、高周波プラズマセル内にて窒素分子を分解することによって、活性窒素ビームが供給される。蒸着されたAlInN層が所望の厚さである50nmに到達したときに、アルミニウムおよびインジウムの供給を停止する。さらに1分間、活性窒素を供給し、その後、当該供給を停止する。基板18を室温にまで冷却した後に、当該基板18をMBE成長室から取り出す。本実施例における層内のインジウム比は0.18であり、AlInN層の代表的な成長速度は0.14μm/時である。これによって、GaN層に略格子整合しており、構造全体にひずみを生じさせないAlInN層が形成される。
【0054】
X線回折を用いてAlInN層の晶質を測定した。図11は、これらの条件を用いてGaNテンプレート基板上に成長された、18%のインジウム組成(換言すれば、インジウム比が0.18)を有するAl0.82In0.18N層のX線回折スペクトルを示している(テンプレート、またはテンプレート基板とは、サファイア基板上に形成されるGaN層の一般名である。このGaNテンプレートは市販されている)。図11のスペクトルには、2つのピークがはっきりと見られる。相対的に強い強度のピークがGaN層に対応し、他方のピークがAl0.82In0.18N層に対応する。両方のピークが、同様の形状および幅を示す。これは、AlInN層の高い晶質を実証するものである。当該AlInN層の表面は、原子間力顕微鏡法によっても計測された。その結果を図12aに示す。AlInN層の表面は、原子テラス(atomic terraces)の存在によって実証されたように、極めて滑らかである。図12bに示すように、SiO2ストライプ膜上の表面は、粒状(grainy)である。SiO2は、非結晶質である。したがって、SiO2表面上のAlInNの成長はアモルファス(amorphous)であり、これは、GaN表面上に蒸着された結晶AlInNとは対照的に、AlInN面の形態の変化によって変形する。
【0055】
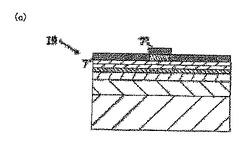
図9(c)は、AlInN層7の蒸着によって得られた半導体層19を示す。
【0056】
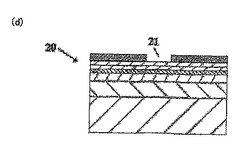
次に、半導体構造19のAlInN層内に1つ以上の開口部が形成される。水酸化カリウム(KOH)溶液をエッチング液として使用したウェットエッチングにより、非晶質窒化材料を容易に除去できることは周知である。当該エッチングは、窒化材料の晶質に応じて選択的である。したがって、本実施例では、SiO2ストライプ上に形成されたAlInN層7´を選択的に除去すると共に、AlInN層の結晶部分を無傷のままで残しておくために、KOHエッチング溶液が使用される。AlInN層7、7´を備えた半導体構造19を、5分間KOH溶液中に浸す。当該処理によって、SiO2上のAlInN層7´を除去する。その後、標準的なHFエッチング液を用いたウェットエッチングによって、SiO2が除去される。AlInN結晶層、およびその下にある半導体結晶面は、HFエッチングによる影響を受けない。SiO2の除去により、大きさおよび位置に関して図9(b)の半導体構造に存在するSiO2領域に対応する開口部21が、AlInN層7に形成される。このとき、露出された半導体層の下の上面は、残される(図12c)。図12cに示された、AlInN層のウィンドウ内において露出された半導体面が原子テラスを示し、リフトオフ後に、残留SiO2または残留物を全く含有しないことは非常に重要である。当該表面に存在する何らかの残留物が、その上への再成長層の劣化の原因となり得ること、および、晶質が低い材料の原因となり得ることから、上記ステップは重要である。
【0057】
上述したように、上記開口部21または各開口部21は、ストライプ形状の開口部であってもよい。この場合、上記開口部または各開口部は、2μm幅のストライプ形状の開口部であってもよい。
【0058】
図9(d)は、AlInN層7´およびSiO2の除去後に得られる半導体構造20を示す。
【0059】
その後、図9(d)の半導体構造20が、MOCVD室などの結晶成長室内に配置される。このとき、本明細書中には記載されていない標準的なMOCVD成長条件を用いて、図2のp−AlGaNクラッド層8bを0.4μmの厚さにまで形成し、そして、厚さ0.1μmのp−GaNコンタクト層を形成する。成長が終了したら、半導体構造を結晶成長室から取り出す。図13は、過剰に成長したp−AlGaN構造の断面を示すものであり、図2の層8a、7、8bおよび9を含む構造の電子顕微鏡写真である。ウィンドウ開口部8aの底部の層と、再成長したp−AlGaN層8bとの間の界面には、欠陥は見られない。また、層8bの上面は、平らである。
【0060】
上述したように、本発明はAlInN単結晶層を電流閉じ込め層として使用し、当該層を形成するときにドライエッチングを使用する必要がない。その結果、本発明は、電流閉じ込め層の上に成長される窒化物半導体の結晶構造が高密度の欠陥(defect)を有し、それによって漏れ電流が増大するという従来の問題を解決する。さらに、当該層の格子パラメータとGaNの格子パラメータとをほぼ格子整合させるために、AlInN層のIn含有量を約18%に保つことが好ましい。その結果、構造内のAlInN電流閉じ込め層によって、付加的なひずみが生じることがない。
【0061】
続いて、ウエハの上面上にp電極を形成するとともに、基板の裏面にn電極を形成するための標準的な工程を用いて、デバイスの電極を形成した。p電極は、20μm×600μmであった。そして、電流閉じ込め開口ストライプに対して垂直な平面に沿って、レーザーダイオードウエハが割られ、600μmという代表的なキャビティ長を有するコーティングされていないレーザーダイオードチップが形成された。図2は、当該レーザーダイオードチップの断面図である。
【0062】
これらの条件下にて製造されたレーザーデバイスを電気的に試験し、光出力特性を記録した。AlInN層内にそれぞれ2μm、4μm、または、6μmの幅の電流閉じ込めウィンドウ開口部を有する3種類のデバイスを試験した。図14の光−電流特性に示すように、3種類のデバイスの全てがレーザーを発振した。レーザー発振の開始に対応する閾値電流は、予想通り、各デバイスの内側のストライプ幅に伴って増大する。このことは、AlInN層が効果的な電流閉じ込め層として機能することを実証している。レーザーの電流開口部を変更することによって、活性領域が変化し、その結果、閾値電流が影響を受ける。AlInN電流閉じ込め層7を蒸着する前、および、構造の成長が完了した後に、上記レーザーダイオード構造のX線回折分析を実施した。電流閉じ込め層の上方に成長する層の質は、下の層の晶質と同じであることが確認された。このことは、AlInN電流閉じ込め層が高い晶質であることを実証している。
【0063】
<実施例2>
本実施例は、AlInN抵抗層の成長方法を示す。まず、GaNテンプレートによって構成された基板が、MBE室内に配置される。その後、基板の温度が610℃にまで上げられる。当該温度に達すると、数分間、275WのRF出力のRFプラズマ電源を用いて基板表面に活性窒素が供給される。続いて、活性窒素の供給を一定に保ちながら、AlビームおよびInビームを同時に与えることによって、成長が開始する。AlInN層が所望の厚さ(本実施例では50nm)に到達したら、AlおよびInの供給が止められる。これらの条件下でのAlInNの成長速度は、140nm/hである。さらに1分間、活性窒化物の供給を続けた後に、それを止める。ホール法を用いて層の抵抗率を測定するため、または、層を通る電流電圧特性を測定するために、層に対する適したオーミック電極を形成する必要がある。バンドギャップが大きい(代表的には約310nm)ため、AlInNに適した電極を見出すことは困難である。したがって、AlInNの抵抗率を測定するために、AlInN表面上に、厚さ500nm以下のn型GaN層が形成される。我々の実験では、AlInN蒸着を行った後に、分子線エピタキシを用いてn−GaNが蒸着されるが、他の成長方法を用いてもよい。AlInN成長の最終段階では、温度が900℃にまで上げられ、9Torrの圧力にまでアンモニアガスが供給される。成長温度に到達すると、BEP値8.5×10−7mbarのガリウムを加えることによって、成長が開始する。n型ドーパントをGaN層内に組み込むために、シリコンが同時に加えられる。成長の最終段階において、Si:GaN層の厚さが約500nmになると、ガリウムおよびシリコンの供給が中断され、アンモニア存在下にて基板が冷却される。
【0064】
その後、標準的な処理技術を用いて当該ウエハが処理され、アルミニウムを用いて、Si:GaNの上面上にオーミック電極が蒸着される。隣接する2つの電極間にて、電流電圧特性が測定される。そして、各電極の周りに、メサが形成される。当該メサのエッチングの深さは、AlInN層の下のn−GaNテンプレートの表面を露出させるために、約600nmのオーダーである。さらにもう一度、隣接する2つのメサ/電極間にて、電流電圧特性が測定される。図15aは、メサエッチングの前後における、隣接する2つの電極からのIVを示す。これらIV特性間の抵抗の差を利用して、AlInN層の抵抗率が算出された。これによって、5×104Ω.cmのAlInN抵抗率の値が得られる。これに対して、n型窒化物層の抵抗率は、一般的に、100Ω.cmよりも低い。上記AlInN層についての測定結果が高い抵抗率を示すことから、窒化物デバイスにおける電流閉じ込め層として、または、電気絶縁層として、これらの条件下でAlInNを成長させることが好適であることがわかる。
【0065】
チッ素原料とIII族原料との比が相当低い(比が1に近い)条件下にて成長されたAlInN層の抵抗率についても、同じ方法を用いて測定した。RF出力が175Wであるプラズマ電源RF、および、同じAlおよびIn分子線量を上記層に対して使用した。上記実験と比較して本実験におけるRF出力を低減することによって、活性窒素の量が減少し、同じAlおよびIn分子線を維持することによって、窒素と金属との比が低減する。これらの成長条件の結果、0.2nm以下の層に比べ、rms値が0.5nm以下である相対的に粗い面を有する層が得られ、そして、表面における原子テラス(atomic terraces)が消失する。図15bは、メサエッチング(上記と同様の工程を行う)前後のIV特性を示す。これらの条件下で成長するAlInN層の算出された抵抗率は、5×103Ω.cm以下である。当該値は1桁小さいものであり、高い抵抗率を有するAlInN層を得るためには、金属に対する窒素の比を極めて高く維持する必要がある。
【0066】
本発明に記載されたAlInN半導体層は、活性領域の発光よりも高いバンドギャップを備えることが好ましいので、光学特性が変化しない限りは、ドーピング不純物としてシリコン、酸素、マグネシウム、炭素、リンを含んでいてもよい。
【0067】
添付の請求項にて使用される「開口部」という用語は、AlInN層内に設けられるとともに全側面がAlInN層によって囲まれている開口の構成と、AlInN層の縁に設けられているとともに一部の側面がAlInN層によって囲まれていない構成という両方の構成を含む。AlInN層内の開口部は、AlInN層内におけるあらゆる位置にてあらゆる形状を取ることができる。そして、いくつかの用途では、デバイス内に複数の開口部が存在する。
【0068】
具体的な実施形態および例を用いて本発明を説明してきたが、本発明は上述した実施形態および例に限定されるものではない。例えば、あらゆる窒化物発光デバイス(すなわち、発光ダイオード、垂直共振器表面発光ダイオードデバイスなど)、および、電子デバイス(すなわち、トランジスタなど)に本発明を使用することができる。また、上述した発光デバイスの場合、活性領域は量子井戸、量子ドット、または他のいずれの発光媒体によって構成されていてもよい。本実施形態および本実施例では、III族窒化物半導体デバイスおよび電流閉じ込め層を形成するためにMBE成長法、およびMOCVD成長法を使用したが、他の成長法を使用してもよい。
【0069】
更に、基板として使用できる材料は、GaNに限定されず、各効果を得るために、サファイア、シリコンおよびSiCなどの他の様々な材料を同様に使用してもよい。
【0070】
当業者であれば、請求項に示した範囲で種々の変更および応用が可能であることがわかる。
【0071】
本発明を説明してきたが、同様の方法が種々の方法によって変更されてもよいことが明らかである。当該変更は本発明の本質および範囲を逸脱するものではなく、当業者にとって周知であるそのような全ての修正が、下記請求項の範囲内に含まれる。
【技術分野】
【0001】
本発明は、少なくとも1層の単結晶Al1−xInxNを有するIII族窒化物半導体層構造に関する。Al1−xInxN層は、例えば電流ブロック層であってもよい。上記構造は、半導体発光デバイスなどに組み込まれていてもよい。
【背景技術】
【0002】
ここ10年、光記憶分野において窒化ガリウム(GaN)系材料による半導体発光デバイスに大きな関心が集められている。今日、例えば、高性能の光ディスクシステムでの使用、および固体照明やディスプレイ用バックライトなどの新たな用途での使用のために、高出力のレーザーダイオード(LD)および発光ダイオード(LED)の需要が増している。
【0003】
多くの場合、生成された光に対して横方向の閉じ込めを行うために、レーザーダイオードに、該レーザーダイオードを介して流れる電流に対して横方向の閉じ込めを行うための手段を設けることが望ましい。例えば、LDにおいては、一般的に、図1に示すようなリッジ導波体構造を用いて、低い値の閾値電流によるレーザー発振を可能にしている。図1は、半導体レーザーダイオード001の断面図である。当該半導体レーザーダイオード001は、多層構造であり、下方クラッド層2、下方導光層3、発光活性領域4、ならびに、上方導光層および上方クラッド層6を有しており、この多層構造が、基板1の上に結晶成長されている。電極10(代表的にはp電極)が、多層構造の上面を覆うように積層されており、第2電極11(代表的にはn電極)が、基板1の裏面に積層されている。リッジ構造は、電流に対して横方向の閉じ込めを行うために、活性領域4の上方の多層構造内に形成されている。すなわち、動作時には、リッジ構造の下の活性領域4の部分のみに電流が流れるので、リッジ構造の下にない活性領域4では、光が殆ど、または全く生成されない。当該デバイスの出力を増大させるためには、より幅の広いリッジ導波体構造が望ましい。しかし、従来のリッジ導波体レーザーダイオードは、当該デバイスから得られる出力の程度に対して、周知の限界を有している。実際のところ、リッジLDの電力変換効率(wall plug efficiency)(すなわち、光出力と入力電力量との比率)は、高電流の動作条件下にて低減する傾向にある。これは、デバイスにおける熱飽和(thermal rollover)および高抵抗を原因とする、最大出力の減少に関連している。
【0004】
電流に対する横方向の閉じ込めに関する他の周知技術としては、構造内に1つ以上の電流閉じ込め層を設ける技術がある。電流閉じ込め層(または電流ブロック層とも呼ばれる)は、電気抵抗率の高い層であり、電流閉じ込め層内に1つ以上の開口部を有する。電流は、電流閉じ込め層内の開口部を流れる。
【0005】
(Al、Ga、In)N材料系でLDまたはLEDを製造するために、多大な努力がなされている。(Al、Ga、In)N材料系は、一般式Al1−x−yGayInxNにて示される材料を含んでおり、このとき、0≦x≦1および0≦y≦1である。本願において、ゼロではないモル分率のアルミニウム、ガリウムおよびインジウムを有する(Al、Ga、In)N材料系の部材をAlGaInNと称し、ゼロであるモル分率のガリウムを有し、かつ、ゼロではないモル分率のアルミニウムおよびインジウムを有する部材をAlInNと称し、他も同様に称する。(Al、Ga、In)N材料系によって製造された発光デバイス内に、効率的な電流閉じ込め層を設けるのは困難であった。
【0006】
US6242761には、従来のリッジ導波体レーザーダイオードに関する問題を解決するための1つの方法が記載されている。当該特許文献には、窒化物半導体発光デバイスにおいて、電流を通すことができる開口部を備えた電流ブロック層を使用することが記載されている。この電流ブロック層は、酸化金属、あるいは、n型BInAlGaNの単結晶またはi型BInAlGaNの単結晶によって構成され得る。この電流ブロック層では、水素または酸素によってキャリアが不活性化される。US6242761は、BInAlGaNが、第V族元素(group-V elements)として、Nに加えて、リン、砒素、および/または、他の元素を含むことを規定している。欠点としては、BInAlGaN内のキャリアを不活性化するために、成長後処理(post-growth processing)が必要であることが挙げられる。また、上記文献には、温度アニールによってシリコン不純物をp−GaN層内に拡散させることにより、p−GaNのp型導電性を補償し、その結果、当該p−GaN層を電流ブロック層として好適に機能させ得ることが記載されている。しかし、当該方法を用いた場合、不純物の量、および、上記処理によって補償された層の実際の深さを正確に制御するのは困難である。LDにおいて、電流ブロック特性の低い層を電流ブロック層として用いれば、LDの動作中にキャリア漏れが生じる可能性があるとともに、性能の低下を招く可能性がある。
【0007】
US2005/0072986には、ウェットエッチングによって得られる少なくとも1つの開口部を有する窒化物半導体層を含む半導体多層構造が記載されている。上記特許文献には、当該半導体層がAlxGa1−xNによって構成され得ることが開示されており、特に、AlNの高い抵抗特性を利用して、AlNを電流閉じ込め層として使用することが記載されている。上記特許文献によると、まず、半導体層が非晶質層として形成され、続いて、熱エネルギーを用いて結晶化される。この場合、p型クラッド層の再成長の間に結晶化が起こる。必然的に、AlNとGaNとの間の高い格子不整合が、多層構造内で結晶にクラックを生じさせるという問題が生じる可能性があるが、再結晶化されたAlN層内に高密度の転位(dislocations)を生成することによって、その上に再成長した層内におけるクラックが抑制されることが提示されている。その結果、上記再結晶化されたAlN層上にその後形成される半導体層内における転位密度が高くなり、これがデバイスの性能を低下させる原因となり得る。
【0008】
また、US7227879には、電流閉じ込め層を用いて半導体発光デバイスを規定する方法が記載されている。当該発光デバイスは、InxAlyGa1−x−yNを電流ブロック層として使用し、このとき、0≦x≦0.1、0.5≦y≦1、および、0.5≦x+y≦1である。また、上記電流ブロック層は、電流ブロック層よりも低いAl比を有する半導体層上に形成される。電流閉じ込め層は次のように加工される。標準的なリソグラフィー法およびドライエッチング法を用いて、電流ブロック層内にウィンドウ(window)を開口し、当該層が完全に除去される前にドライエッチング処理を停止する。その後、MOCVD(有機金属化学気相成長法)室内に基板を配置する。ここで、エッチバックを実施してウィンドウ内の残りの層を除去する。当該文献において、上記層の一部がウィンドウ内に部分的に残っていても、エッチバックにより、動作時にはウィンドウ内で良好な電気伝導が起こることが主張されている。
【0009】
上記先行文献には、電流閉じ込め層として機能する、高抵抗率を有する窒化物半導体層を使用すること、または、周囲の層と反対の伝導性を有する層を使用することが記載されている。高抵抗率である材料を形成する方法では、不純物を用いるキャリア補正が使用されたり(US6242761)、または、高Al比のInAlGaN半導体層が使用(US7227879、US2005/0072986A1)されたりする。
【0010】
Appl.Phys.Lett.87, 072102 (2005)およびWO 2006/066962には、AlInN層の酸化物を形成して、当該酸化層を電流閉じ込め層として使用する方法が記載されている。第1に、MOCVDによって成長した格子整合AlInN層の晶質は良いと報告されている(J.F.Carlin et al.Appl.Phys.Lett.83,668(2003)にも記載されている)。著者によると、成長した格子整合AlInN層は1018cm−3の高い残留ドーピングレベルを有し、低い抵抗率を示す。活性領域の下にAlInN層を備える発光デバイスが記載されている。上記デバイスの電流電圧(IV)特性は、電流がAlInN層を流れることができることを示しており、それによって、この層の低い電気抵抗率が実証されている。結晶成長後に電気化学的酸化を実施することによる上記層の酸化物の形成によって、AlInN層の電気抵抗を増大させる方法が、著者によって報告された。この方法を用いて得られる酸化AlInN層を備える発光デバイスのIV特性は、抵抗率の増大を示しており、酸化AlInN層の抵抗率の増大を実証する。この方法を用いてレーザーダイオードデバイス内に電流閉じ込め層を形成する場合、形成された酸化物が信頼性の問題を引き起こす可能性がある。また、酸化物の熱伝導性は、多くの場合低いため、デバイスの劣化が増大する可能性があり、さらに、酸化層が半導体構造に対して付加的な格子ひずみを生み出し、これもまたデバイスの劣化を招く可能性がある。
【0011】
また、酸化処理における均一性の制御も、問題の一つである。一般的に、メサ(mesas)はウエハを覆うように形成されており、層の側壁を露光させて酸化させる。次いで、メサ内により高い抵抗率を有する領域を規定するために、酸化プロセスが行われる。メサが例えば円筒形である場合(垂直共振器表面発光ダイオードレーザー(VCSEL)の場合)、層の酸化は同心円状となる。各メサにおける酸化の深さは、メサの大きさ、層厚、溶液内におけるウエハの位置などに応じて異なることが多い。このため、ウエハ上の電流開口部の大きさがばらつき、製造歩留りの低下を招く。
【0012】
App. Phys. Lett. 79, p.632(2001)の著者らによれば、プラズマ支援分子線エピタキシ(PAMBE)によって成長する高濃度Al含有性の非ドープAlInN層は、高い抵抗率を示す。その結果、PAMBEによって成長されるAlInN層のドナー欠陥密度が低下する。しかし、この層の晶質は悪く、しかも、いくらかの程度の結晶のモザイク性が見られる。層の晶質が悪いので、発光デバイス内に当該層を使用すれば、構造に欠陥をもたらすことが予想される。
【発明の概要】
【0013】
本発明は、III族窒化物半導体多層構造を提供する。当該構造の第1層は、Inの含有量がゼロではない単結晶AlInNの層を備えており、当該AlInN層は、少なくとも1つの開口部を有しており、当該開口部を除いてAlInN層が多層構造の領域全体に広がっている。III族窒化物材料系の多層構造における電流閉じ込め層として、抵抗率の高いAlInN層を使用し得ることがわかっている。開口部は、構造を流れる電流の通路に相当する。その結果、AlInN層の電気抵抗を増大させるために当該層を酸化させる必要がなくなり、上述した欠点を回避することができる。さらに、AlInN層は、多層構造内の下位層に対して格子整合しているか、または、実質的に格子整合(例えば、格子不整合が1%未満、または、0.5%未満)している。そのため、多層構造内に生じ得る欠陥を低減することができる。
【0014】
本発明の一実施形態によれば、電流閉じ込め層は、AlInNによって構成されており、半導体レーザーのp側領域内に形成され、少なくとも1つのストライプ形状の開口部を有する。
【0015】
本発明の他の実施形態によれば、AlInN電流閉じ込め層が、半導体レーザーのn側上に形成される。
【0016】
本発明の他の実施形態によれば、分子線エピタキシによって、高い抵抗率および高い晶質をもつ(Al、Ga、In)Nの表面上に、AlInN層が形成される。
【0017】
本発明の他の実施形態によれば、AlInN電流閉じ込め層は、レーザーデバイスのn型クラッド層の一部である。このことは、AlInNウィンドウの側壁がn型クラッド層と直接接触することを意味している。また、AlInN層の厚さは、nクラッド層内に設けられたリッジストライプ(ridge stripe)の高さに相当する。
【0018】
本発明の他の実施形態によれば、AlInN電流閉じ込め層は、垂直共振器表面発光ダイオードレーザーの一部である。
【0019】
本発明の他の実施形態によれば、半導体デバイスは、活性領域と、当該活性領域のn側およびp側に配置された2つのAlInN層とを備える発光デバイスであり、各層が、電流を通すことができる少なくとも1つの開口部を有する。当該構造は、必要に応じて、活性領域内の電流の拡散を最小限に抑えることができる。
【0020】
AlInN層を電流閉じ込め層として使用する利点は、当該層を、(Al、Ga、In)N半導体表面上にエピタキシャルに形成することができることにある。当該層におけるIn比率は、例えばGaNと略格子整合する層を形成するように調整することができ、これによって、レーザー構造内に付加的なひずみが生じることを防ぐ。プラズマ支援MBEによってAlInNを成長させることができ、残留ドーピングバックグラウンド(residual doping background)が低いAlInN層を形成することができる。その結果、この層は高い固有抵抗を示す。当該AlInN層の晶質は極めて高い。したがって、この層を電流閉じ込め層として使用することによって、高い晶質をもつAlInNの上面上に、次の窒化物半導体層を成長させることができる。この処理の間に、欠陥は生じない。
【0021】
従来のリッジ構造LDの代わりに、後述する第1の実施形態に記載されたp−SAS(自己整合構造)を使用することは、デバイスの作動電圧を低減させ、その結果、レーザーデバイスの性能を向上させるという利点を有する。図4は、AlInN電流ブロック層内の1μmの開口部(図2に示された構造)、および、1μmの標準的なリッジLD構造(図1に示された構造)を備えるp−SASの、シミュレートされた電流電圧(IV)特性ならびに光出力電流(LI)特性を示す。p−SAS LDの作動電圧は、リッジ構造LDよりも低く、LI特性は類似する。
【0022】
電流閉じ込め層内に開口部を形成するプロセス方法を用いて、処理ウエハ全体上に設けられた均一かつ正確なウィンドウを有するデバイスを製造する。
【0023】
本発明の第2の実施形態は、In含有量がゼロではない単結晶AlInN層の成長方法を提供する。当該方法は、(Al、Ga、In)N基板をMBE成長室内に入れるステップと、基板の温度を所望の成長温度にまで上げるステップと、(Al、Ga、In)N基板の表面に活性窒素を供給するステップと、成長室にAlおよびInを供給するステップとを含む。
【0024】
図面を参照しながら、後述する本発明の詳細な説明を読むことによって、本発明の上述した目的、特徴および利点、または、他の目的、特徴および利点を容易に理解することができる。
【図面の簡単な説明】
【0025】
【図1】標準的な窒化物半導体レーザーデバイスを示す断面図である。
【図2】本発明の第1の実施形態の窒化物半導体レーザーデバイスを示す断面図である。
【図3】インジウム含有量(x)の関数として、Al(1−x)InxNおよびGaN間の格子不整合の変化を示す。
【図4】1μmの従来のリッジ形状LD、および1μmのウィンドウp−SAS LDについて算出されたIV特性を示す。
【図5】本発明の第2の実施形態の窒化物半導体レーザーデバイスを示す断面図である。
【図6】本発明の第4の実施形態の窒化物半導体レーザーデバイスを示す断面図である。
【図7】本発明の第5の実施形態の窒化物半導体垂直共振器表面発光ダイオードレーザーデバイスを示す断面図である。
【図8】本発明の第6の実施形態の2つのAlInN電流閉じ込め層を備えた発光デバイスを示す断面図である。
【図9】AlInN電流ブロック層内にウィンドウ開口部を形成するための異なるステップを示した、一連の断面図である。
【図10】処理後のGaN表面およびSiO2ストライプ形状膜の原子間力顕微鏡(AFM)画像である。
【図11】GaNの対称反射(002)の周囲にて得られるX線回折スペクトルを示す図であり、GaNおよびAlInNに帰属するピークを示す図である。
【図12】図12aは、AlInN表面のAFM画像であり、図12bは、SiO2ストライプ上のAlInN表面であり、図12cは、剥離後のGaN表面である。
【図13】AlInN層およびウィンドウ開口部上に成長するp−AlGaN層の断面SEM画像である。
【図14】AlInN電流ブロック層内に異なる幅のウィンドウを備える、p−SAS LDの3つのLI特性を示す。
【図15】図15aは、高抵抗率AlInNにおけるIVを示し、図15bは、低抵抗率AlInN層におけるIVを示す。図15aおよび図15bの両方に、メサエッチングありにて得られたIV、および、メサエッチングなしにて得られたIVを示す。
【図16】本発明の方法を示すフローチャートである。
【発明を実施するための形態】
【0026】
本説明において、半導体層の「上面」とは、上に層を成長させる基板から最も遠い位置にある半導体層の表面を指す。上面は、層が成長を止めたときに、層の露出面となる。
【0027】
(第1の実施形態)
図2は、本発明の第1の実施形態の半導体レーザー002の断面構造を示す。本明細書では、半導体レーザー002をp−SAS(Self-Aligned Structure with p-side confinement;p側に電流閉じ込め層を有する自己整合構造)としても定義する。半導体レーザー002は、本実施例ではn型GaN半導体基板1である基板と、多層構造17を含む複数の半導体層とを備える。多層構造17は、基板上に、発光のための活性領域を有する。図2の例では、多層構造17は、n型AlGaNクラッド層2、n型GaNガイド層3、Inを含む多重量子井戸活性領域4、非ドープGaNガイド層5、p型AlGaNキャリアブロック層6、および、p型AlGaNクラッド層8を備える。層6の役割は、活性領域からの電子の層厚方向へのオーバーフローを防ぐことである。当該層は、窒化物半導体レーザーにおいては一般的である。p型GaNコンタクト層9は、p型AlGaNクラッド層8を覆うように成長する。コンタクト層9の上面上にp電極10が設けられており、GaN基板1の裏面にn電極11が設けられている。しかし、多層構造は、上述した特定の構成に限定されない。活性領域が単一の半導体層から成っていてもよく、または、活性層が多層活性領域から成っていてもよい。
【0028】
本発明によると、AlInN層7である第1層は、多層構造の内部に設けられており、電流閉じ込め層(current confinement layer)として機能する。AlInN層7は、該AlInN層7を貫通する少なくとも1つの開口部を有しており、上部電極10と下部電極11との間を流れる電流のための低抵抗率の経路を提供する。例えば、AlInN層7内に、ストライプ形状の開口部が規定される。図2の実施形態では、p−AlGaNクラッド層8内にAlInN層が設けられているが、本発明では、AlInN層7の配置についてこの特定の位置に限定されない。電流ブロック層とも称される電流閉じ込め層7は、晶質および抵抗率が高い。電流閉じ込め層7は、p電極10の幅よりも狭いウィンドウ内に電流を集中させることができる。
【0029】
本実施形態において、電流閉じ込め層7は、In含有量がゼロではないAlInNによって構成されていることが好ましい。電流閉じ込め層7は、GaNに対する格子不整合を小さくするために、0.15〜0.25(15%〜25%)の範囲内のInを含有するAlInNによって形成されていてもよく、特に、In比が0.18(18%)(またはIn含有量が0.18(18%)に近似)であるAlInNによって形成されていてもよく、あるいは、上記値に十分に近似する比をもつAlInNによって形成されていてもよい。このことは、図2の実施形態において特に好適である。その理由は、レーザー構造が、AlInN層7の下にあるGaN層(GaNガイド層5)を第2層として備えているため、AlInN層がGaNに対して格子整合する、または、ほぼ格子整合するように成長し、ひずみの発生を抑制するからである。
【0030】
具体的に、AlInN層7のIn比が0.15(15%)〜0.2(20%)の範囲内であれば、GaNとの格子不整合は0.5%未満となる。これによって、従来技術に使用されてきた他の電流閉じ込め層の導入によって構造内に生じる付加的ひずみという問題を克服することができる。電流閉じ込め層7のAlInNは、1×102Ω.cmを上回る抵抗率を有することが好ましく、1×103Ω.cmを上回る抵抗率を有することがより好ましく、1×104Ω.cmを上回る抵抗率を有することがより好ましい。電流閉じ込め層7は、効果的な電流ブロック特性を供給するために、少なくとも10nmの厚さであることが好ましい。
【0031】
材料a1の材料a2に対するの格子不整合(Δa/a)は、
Δa/a=(a1の面内格子パラメータ − a2の面内格子パラメータ)/a2の面内格子パラメータ
によって求められる。
【0032】
材料の面内格子パラメータは、その上に材料が成長する基板表面に対して平行な方向、および、材料の厚さ方向に対して垂直な方向において測定される材料の面内格子パラメータとして定義される。
【0033】
第1面内格子パラメータa1を有する材料層が、面内格子パラメータa2を有する別の材料層によって覆われており、a2≠a1である場合、材料間の面内パラメータの違いによって2層間の界面において生成されるひずみが大きくなる可能性がある。これによって、クラックや転位などの欠陥の発生によってひずみ緩和が生じる可能性があり、その様な層を有するデバイスの性能および寿命に悪影響を及ぼす可能性がある。図3は、GaNに対する格子不整合が±0.5%以内で、Al1−xInxNを成長させることができるIn含有量の範囲が存在することを示している。図3では、この部分を斜線で示している。
【0034】
(第2の実施形態)
図5に、本発明の第2の実施形態としての半導体レーザーダイオード003の断面構造を示す。この半導体レーザー003は、n−SAS(Self-Aligned Structure with n-side confinement;n側に電流閉じ込め層を有する自己整合構造)レーザーダイオードとも称される。半導体レーザー003は、本実施例ではn型GaN半導体基板1である基板と、当該基板上に、発光のための活性領域を含む多層構造とを備える。当該多層構造内に、電流閉じ込め層7が設けられている。第2の実施形態と第1の実施形態との異なる点は、第1の実施形態ではp−AlGaNキャリアブロック層6の上面上に電流閉じ込め層7が形成されているのに対し、第2の実施形態ではn型クラッド層2の上面上に電流閉じ込め層7が配置されていることにある。
【0035】
n型AlGaNクラッド層2の上面上に、AlInN電流閉じ込め層7が形成されている。n型GaNガイド層3が、層7の上面と接触し、そして、AlInN電流閉じ込め層7内のウィンドウ開口部(例えばストライプ形状のウィンドウ開口部)を介して、n型AlGaNクラッド層2の上面と接触する。さらに、多層構造は、活性領域4、非ドープGaN層5、p型AlGaNキャリアブロック層6、p型AlGaNクラッド層8、およびp型GaNコンタクト層9を備える。
【0036】
上記示した2つの好適な実施形態は、AlInN電流閉じ込め層が上述した位置に配置された構成である実施形態である。しかし、装置設計に応じて、p型層内またはn型層内のあらゆる位置に、AlInN電流閉じ込め層7を配置してもよい。
【0037】
(第3の実施形態)
第3の実施形態は、(Al、Ga、In)N窒化物半導体の表面上に、高晶質の抵抗性AlInN層を形成する方法である。(Al、Ga、In)N窒化物半導体の上面を有する半導体基板を、MBE蒸着室内に配置する(図16のステップ1)。その後、基板の温度を、適した成長温度にまで上げる(図16のステップ2)。AlInNの成長には、550℃〜650℃の範囲内の基板温度が適している。そして、RFプラズマセルの手段によって、基板表面に活性窒素を供給する(図16のステップ3)。その後、アルミニウムおよびインジウムを成長室に供給することによって、成長を開始する(図16のステップ4)。これによって、高晶質の結晶AlInN層の成長が可能となる。
【0038】
Journal of Applied Physics Vol. 82, p 5472(1997)には、PAMBEによってGaNを成長させるために使用される成長条件の概要が示されている。PA−MBE法を用いて高品質のGaN膜を得るためには、V/III比(N/Ga比)を1(unity)よりも若干小さくする必要があるということが認められ、実証されている。言い換えれば、ガリウムの供給が過剰な条件を用いて、成長を行う必要がある。当該文献には、V/III比が変わった場合の表面形態の変化が記載されている。また、ガリウムの供給が過剰な条件下での成長面に、Ga液滴が形成されることが示されている。本発明者らは、AlInNを成長させる場合に、1よりも大きいV/III比を用いたときに最も良質の材料が得られることを立証した。これは、層内においてインジウムを適切に混合するために用いた相対的に低い成長温度を用いた結果である。AlInNの成長に1よりも小さいV/III比を用いる場合、表面にインジウムが蓄積することによって、三次元成長および層の劣化が生じる。
【0039】
V/III比は、基板表面における遊離しているV族原子(free Group V atoms)の数と、遊離しているIII族原子(free Group III atoms)の数との比率であり、「V/III原子比率」としても知られている。AlInNの成長の場合、V/III比は、遊離している窒素原子の数と、遊離しているアルミニウム原子およびインジウム原子の数との比率である。
【0040】
上述のように、本発明の成長方法において使用されるV/III比は、高品質の材料を得ることができるように、1よりも大きいことが好ましい。V/III比は、2よりも大きい、または、3よりも大きくてもよい。
【0041】
したがって、本発明の利点は、例えばGaNのPA−MBE成長よりも極めて容易に、ウィンドウの成長条件を制御できることにある。小さいV/III比の使用によって結晶品質が低下するのと同様に、層の抵抗率は、成長条件におけるこれらの変化によっても影響を受ける。発明者らは、低いV/III比(1よりも高く1に近い数)と高いV/III比(約2〜3)との間で、抵抗率が10倍増大することを発見した。したがって、デバイス内の電流閉じ込め層として適した高晶質のAlInN層を形成するためには、大きいV/III比(例えば約2〜3またはそれ以上のV/III比)を用いることが好ましい。
【0042】
(第4の実施形態)
図6には、本発明の第4の実施形態としての半導体レーザーダイオード004の断面構造が示されている。半導体レーザーダイオード004は、当該ダイオード004が半導体レーザーのn型領域内に配置されたAlInN電流ブロック層7を有する点を除き、図2および図5の半導体レーザーダイオード002および003にほぼ対応する。
【0043】
図6のレーザーダイオードを製造するために、n−AlGaNクラッド層2の上面が、一般的なプロセス方法によって形成されるリッジ形状のストライプを有する。リッジの寸法が、電流閉じ込め層内の電流開口部を規定する。AlInN電流閉じ込め層7の厚さが、リッジストライプ形状の高さと等しい。層3は、GaN導波体であり、n−AlGaNリッジ面の上面上、および、AlInN層の上面上に形成される。それ以外は全て第2の実施形態と同様である。上述した構造は、AlInN層7の結晶成長後に得られる平坦な表面(AlInN層7およびクラッド層2のリッジストライプによって形成される)の上に形成されることが好ましい。図5の実施形態のように、クラッド層2の部分を覆うようにAlInN層が階段状の表面を残して形成され、その面を覆うようにガイド層3を成長しなければならない場合に対し、上記方法が好適である。
【0044】
(第5の実施形態)
図7は、本発明の別の実施形態の窒化物半導体垂直共振発光デバイス005の断面構造を示す。発光デバイス005は、基板15、発光のための活性領域12、および、活性領域12の各面上に設けられた2つの分布型ブラッグ反射器(DBR)13および14を備える。本発明によれば、電流閉じ込め層7は、少なくとも1つの電流開口部を有する抵抗性AlInNの層であり、DBR構造のうちの1つの中に配置されている。図7では、下方のDBR構造14内にAlInN層7が図示されているが、本発明はこれに限定されない。このようなデバイス内に本発明を用いれば、電流開口部の寸法をより一層制御すること、および、デバイスにおけるひずみを低減することによって、性能を向上させることができる。AlInN7を別の位置(例えば、上方のDBR構造13の中、または、活性領域12の中)に配置することも考えられる。図7では、明確にするために、装置の動作を可能にする電極を図示していない。
【0045】
(第6の実施形態)
図8は、本発明の第6の実施形態の半導体発光デバイス006の断面構造を示す。半導体発光デバイス006は、基板15、発光のための活性領域16、および、第1層および第3層として2つのAlInN電流閉じ込め層7を有する。当該AlnN電流閉じ込め層7の各々は、少なくとも1つの電流開口部をそれぞれ備えており、当該電流開口部は、図8中にnおよびpと示された領域内の、活性領域16の各側上に配置されている。当該構造は、活性領域内の電流拡散を最小限に抑え、その結果、デバイスの発光面積(light emitting area)を減少させる。これは、垂直共振器表面発光ダイオードレーザーなどの製造において一般的な技術である小型メサを使用せずに、小さい活性媒体を備えた垂直共振器表面発光ダイオードレーザーなどを製造することに役立つ。
【0046】
図8には、互いに同じ厚さであるように見える2つのAlInN層7を示すが、これは単に図面を明確にするためである。2つの電流閉じ込め層の厚さは、互いに異なっていてもよい。
【0047】
<実施例1>
本実施例では、図2に示されたような窒化物半導体レーザー002を製造する。半導体レーザー002はGaN基板1を備えており、窒化化合物半導体のレーザー構造が基板上に形成される。より具体的には、当該レーザー構造は、厚さ2μmのn型AlGaNクラッド層2と、厚さ0.02μmのn型GaNガイド層3と、多重量子井戸(MQW)活性領域4とを備えている。活性領域4は、3つの非ドープInGaN量子井戸(厚さ4nm)、および2つの非ドープInGaN障壁層(厚さ8nm)のMQW構造を備えており、MQW構造の上下には、非ドープInGaNバリア(厚さ20nm)がある。活性領域4の上方に、非ドープGaNガイド層5(厚さ50nm)、p型AlGaNキャリアブロック層6(厚さ0.02μm)、および厚さ0.1μmのp型AlGaNクラッド層8aがある。半導体層1〜8aによって規定された半導体構造を17とする。そして、半導体構造17の上面上に、厚さ50nmであるとともにストライプ形状の(インジウム含有量が実質的に18%である)ウィンドウ開口部を備える非ドープAlInN電流ブロック層7と、厚さ0.4μmのp型AlGaNクラッド層8bと、厚さ0.1μmのp型GaNコンタクト層9とが設けられている。従来の処理方法およびリソグラフィー法によって、p型コンタクト層9上にp側電極10が形成され、GaN基板1の裏面にn側電極11が形成される。
【0048】
AlInN電流ブロック層7の製造方法を以下に示す。電流ブロック層7の下に設けられた図2の半導体構造17は、有機金属化学気相成長法(MOCVD)を用いて形成される。本発明の内容において、半導体構造12の形成方法としては好適な方法を採用すればよく、本明細書ではその説明を省略する。
【0049】
図2のAlInN電流ブロック層7内にウィンドウ開口部を形成するためのマスクとして使用されるシリカ(SiO2)ストライプの形成工程について、図9(a)〜図9(d)を参照しながら以下に説明する。図9(a)は、電流ブロック層7の下に配置された図2の半導体構造17の成長が完了した後の断面図である。
【0050】
プラズマ化学気相成長法(PECVD)を用いて、厚さ65nmの半導体構造17の上面上に、二酸化ケイ素(SiO2)膜を形成する。レジスト膜を塗布した後に露光させ、SiO2膜を覆うようにレジストパターンが形成されるように現像される。その後、緩衝化されたフッ化水素酸溶液をエッチング液として用いると共に、レジストパターンをマスクとして用いて、SiO2膜に選択的にウェットエッチングを施し、それによって、マスクに覆われていないSiO2の領域を除去する。その後、適した溶剤を用いてレジストパターンマスクを除去するとともに、脱イオン水中にて洗浄することによって、マスクに覆われていたためにエッチング工程において除去されなかったSiO2の領域のみを残す。当該段階において得られた半導体構造18を図9(b)に示す。残存しているSiO2は、ストライプ形状であってもよく、その場合には、SiO2ストライプの配向は、GaNの<1〜100>方向に対して平行であることが好ましい(当該配向は、p−AlGaN層を成長させるときにMOCVDによる再成長を促す。また、レーザーデバイスの場合には、当該配向はさらに適している。これらは好適であるが、必須ではない)。図9の半導体構造18の上面は、当該工程後は不純物を全く含まない。図10に、SiO2ストライプ処理後のGaN層の表面を示す。図10は、原子間力顕微鏡を用いて得られた、GaN層の表面の顕微鏡写真である。GaN表面上に原子テラス(atomic terraces)がはっきりと見える。SiO2ストライプ面は粒状に見え、ストライプ幅は2μm以内である。
【0051】
本実施例では、ストライプを生成するためにSiO2を用いる。しかし、ウェットエッチングを用いて容易に除去できる材料であるとともに、当該材料と接触する窒化物半導体面が上記工程の間に影響を受けない材料である限りは、他のあらゆる非晶質物質(例えばSiNなど)を使用してもよい。
【0052】
続いて、SiO2ストライプを有する上記処理された半導体構造18を、AlInN半導体層7の蒸着を実施するための分子線エピタキシシステムの成長室内に配置する。
【0053】
基板の温度(ここで言う基板とは、処理された半導体構造18のことを指す)を成長温度である610℃にまで上昇させる。その後、構造18の上面に、活性窒素ビームを連続照射する。そして、構造18の上面にアルミニウム原子ビームおよびインジウム原子ビームを同時に照射することによって、AlInN層のエピタキシャル成長を開始する。アルミニウム元素およびインジウム元素は、それぞれ、約2.5×10−7mbarの圧力、および、1.2×10−7mbarの圧力に相当するビームにて与えられる。約270WのRF出力と2Torrの窒素圧とを用いて、高周波プラズマセル内にて窒素分子を分解することによって、活性窒素ビームが供給される。蒸着されたAlInN層が所望の厚さである50nmに到達したときに、アルミニウムおよびインジウムの供給を停止する。さらに1分間、活性窒素を供給し、その後、当該供給を停止する。基板18を室温にまで冷却した後に、当該基板18をMBE成長室から取り出す。本実施例における層内のインジウム比は0.18であり、AlInN層の代表的な成長速度は0.14μm/時である。これによって、GaN層に略格子整合しており、構造全体にひずみを生じさせないAlInN層が形成される。
【0054】
X線回折を用いてAlInN層の晶質を測定した。図11は、これらの条件を用いてGaNテンプレート基板上に成長された、18%のインジウム組成(換言すれば、インジウム比が0.18)を有するAl0.82In0.18N層のX線回折スペクトルを示している(テンプレート、またはテンプレート基板とは、サファイア基板上に形成されるGaN層の一般名である。このGaNテンプレートは市販されている)。図11のスペクトルには、2つのピークがはっきりと見られる。相対的に強い強度のピークがGaN層に対応し、他方のピークがAl0.82In0.18N層に対応する。両方のピークが、同様の形状および幅を示す。これは、AlInN層の高い晶質を実証するものである。当該AlInN層の表面は、原子間力顕微鏡法によっても計測された。その結果を図12aに示す。AlInN層の表面は、原子テラス(atomic terraces)の存在によって実証されたように、極めて滑らかである。図12bに示すように、SiO2ストライプ膜上の表面は、粒状(grainy)である。SiO2は、非結晶質である。したがって、SiO2表面上のAlInNの成長はアモルファス(amorphous)であり、これは、GaN表面上に蒸着された結晶AlInNとは対照的に、AlInN面の形態の変化によって変形する。
【0055】
図9(c)は、AlInN層7の蒸着によって得られた半導体層19を示す。
【0056】
次に、半導体構造19のAlInN層内に1つ以上の開口部が形成される。水酸化カリウム(KOH)溶液をエッチング液として使用したウェットエッチングにより、非晶質窒化材料を容易に除去できることは周知である。当該エッチングは、窒化材料の晶質に応じて選択的である。したがって、本実施例では、SiO2ストライプ上に形成されたAlInN層7´を選択的に除去すると共に、AlInN層の結晶部分を無傷のままで残しておくために、KOHエッチング溶液が使用される。AlInN層7、7´を備えた半導体構造19を、5分間KOH溶液中に浸す。当該処理によって、SiO2上のAlInN層7´を除去する。その後、標準的なHFエッチング液を用いたウェットエッチングによって、SiO2が除去される。AlInN結晶層、およびその下にある半導体結晶面は、HFエッチングによる影響を受けない。SiO2の除去により、大きさおよび位置に関して図9(b)の半導体構造に存在するSiO2領域に対応する開口部21が、AlInN層7に形成される。このとき、露出された半導体層の下の上面は、残される(図12c)。図12cに示された、AlInN層のウィンドウ内において露出された半導体面が原子テラスを示し、リフトオフ後に、残留SiO2または残留物を全く含有しないことは非常に重要である。当該表面に存在する何らかの残留物が、その上への再成長層の劣化の原因となり得ること、および、晶質が低い材料の原因となり得ることから、上記ステップは重要である。
【0057】
上述したように、上記開口部21または各開口部21は、ストライプ形状の開口部であってもよい。この場合、上記開口部または各開口部は、2μm幅のストライプ形状の開口部であってもよい。
【0058】
図9(d)は、AlInN層7´およびSiO2の除去後に得られる半導体構造20を示す。
【0059】
その後、図9(d)の半導体構造20が、MOCVD室などの結晶成長室内に配置される。このとき、本明細書中には記載されていない標準的なMOCVD成長条件を用いて、図2のp−AlGaNクラッド層8bを0.4μmの厚さにまで形成し、そして、厚さ0.1μmのp−GaNコンタクト層を形成する。成長が終了したら、半導体構造を結晶成長室から取り出す。図13は、過剰に成長したp−AlGaN構造の断面を示すものであり、図2の層8a、7、8bおよび9を含む構造の電子顕微鏡写真である。ウィンドウ開口部8aの底部の層と、再成長したp−AlGaN層8bとの間の界面には、欠陥は見られない。また、層8bの上面は、平らである。
【0060】
上述したように、本発明はAlInN単結晶層を電流閉じ込め層として使用し、当該層を形成するときにドライエッチングを使用する必要がない。その結果、本発明は、電流閉じ込め層の上に成長される窒化物半導体の結晶構造が高密度の欠陥(defect)を有し、それによって漏れ電流が増大するという従来の問題を解決する。さらに、当該層の格子パラメータとGaNの格子パラメータとをほぼ格子整合させるために、AlInN層のIn含有量を約18%に保つことが好ましい。その結果、構造内のAlInN電流閉じ込め層によって、付加的なひずみが生じることがない。
【0061】
続いて、ウエハの上面上にp電極を形成するとともに、基板の裏面にn電極を形成するための標準的な工程を用いて、デバイスの電極を形成した。p電極は、20μm×600μmであった。そして、電流閉じ込め開口ストライプに対して垂直な平面に沿って、レーザーダイオードウエハが割られ、600μmという代表的なキャビティ長を有するコーティングされていないレーザーダイオードチップが形成された。図2は、当該レーザーダイオードチップの断面図である。
【0062】
これらの条件下にて製造されたレーザーデバイスを電気的に試験し、光出力特性を記録した。AlInN層内にそれぞれ2μm、4μm、または、6μmの幅の電流閉じ込めウィンドウ開口部を有する3種類のデバイスを試験した。図14の光−電流特性に示すように、3種類のデバイスの全てがレーザーを発振した。レーザー発振の開始に対応する閾値電流は、予想通り、各デバイスの内側のストライプ幅に伴って増大する。このことは、AlInN層が効果的な電流閉じ込め層として機能することを実証している。レーザーの電流開口部を変更することによって、活性領域が変化し、その結果、閾値電流が影響を受ける。AlInN電流閉じ込め層7を蒸着する前、および、構造の成長が完了した後に、上記レーザーダイオード構造のX線回折分析を実施した。電流閉じ込め層の上方に成長する層の質は、下の層の晶質と同じであることが確認された。このことは、AlInN電流閉じ込め層が高い晶質であることを実証している。
【0063】
<実施例2>
本実施例は、AlInN抵抗層の成長方法を示す。まず、GaNテンプレートによって構成された基板が、MBE室内に配置される。その後、基板の温度が610℃にまで上げられる。当該温度に達すると、数分間、275WのRF出力のRFプラズマ電源を用いて基板表面に活性窒素が供給される。続いて、活性窒素の供給を一定に保ちながら、AlビームおよびInビームを同時に与えることによって、成長が開始する。AlInN層が所望の厚さ(本実施例では50nm)に到達したら、AlおよびInの供給が止められる。これらの条件下でのAlInNの成長速度は、140nm/hである。さらに1分間、活性窒化物の供給を続けた後に、それを止める。ホール法を用いて層の抵抗率を測定するため、または、層を通る電流電圧特性を測定するために、層に対する適したオーミック電極を形成する必要がある。バンドギャップが大きい(代表的には約310nm)ため、AlInNに適した電極を見出すことは困難である。したがって、AlInNの抵抗率を測定するために、AlInN表面上に、厚さ500nm以下のn型GaN層が形成される。我々の実験では、AlInN蒸着を行った後に、分子線エピタキシを用いてn−GaNが蒸着されるが、他の成長方法を用いてもよい。AlInN成長の最終段階では、温度が900℃にまで上げられ、9Torrの圧力にまでアンモニアガスが供給される。成長温度に到達すると、BEP値8.5×10−7mbarのガリウムを加えることによって、成長が開始する。n型ドーパントをGaN層内に組み込むために、シリコンが同時に加えられる。成長の最終段階において、Si:GaN層の厚さが約500nmになると、ガリウムおよびシリコンの供給が中断され、アンモニア存在下にて基板が冷却される。
【0064】
その後、標準的な処理技術を用いて当該ウエハが処理され、アルミニウムを用いて、Si:GaNの上面上にオーミック電極が蒸着される。隣接する2つの電極間にて、電流電圧特性が測定される。そして、各電極の周りに、メサが形成される。当該メサのエッチングの深さは、AlInN層の下のn−GaNテンプレートの表面を露出させるために、約600nmのオーダーである。さらにもう一度、隣接する2つのメサ/電極間にて、電流電圧特性が測定される。図15aは、メサエッチングの前後における、隣接する2つの電極からのIVを示す。これらIV特性間の抵抗の差を利用して、AlInN層の抵抗率が算出された。これによって、5×104Ω.cmのAlInN抵抗率の値が得られる。これに対して、n型窒化物層の抵抗率は、一般的に、100Ω.cmよりも低い。上記AlInN層についての測定結果が高い抵抗率を示すことから、窒化物デバイスにおける電流閉じ込め層として、または、電気絶縁層として、これらの条件下でAlInNを成長させることが好適であることがわかる。
【0065】
チッ素原料とIII族原料との比が相当低い(比が1に近い)条件下にて成長されたAlInN層の抵抗率についても、同じ方法を用いて測定した。RF出力が175Wであるプラズマ電源RF、および、同じAlおよびIn分子線量を上記層に対して使用した。上記実験と比較して本実験におけるRF出力を低減することによって、活性窒素の量が減少し、同じAlおよびIn分子線を維持することによって、窒素と金属との比が低減する。これらの成長条件の結果、0.2nm以下の層に比べ、rms値が0.5nm以下である相対的に粗い面を有する層が得られ、そして、表面における原子テラス(atomic terraces)が消失する。図15bは、メサエッチング(上記と同様の工程を行う)前後のIV特性を示す。これらの条件下で成長するAlInN層の算出された抵抗率は、5×103Ω.cm以下である。当該値は1桁小さいものであり、高い抵抗率を有するAlInN層を得るためには、金属に対する窒素の比を極めて高く維持する必要がある。
【0066】
本発明に記載されたAlInN半導体層は、活性領域の発光よりも高いバンドギャップを備えることが好ましいので、光学特性が変化しない限りは、ドーピング不純物としてシリコン、酸素、マグネシウム、炭素、リンを含んでいてもよい。
【0067】
添付の請求項にて使用される「開口部」という用語は、AlInN層内に設けられるとともに全側面がAlInN層によって囲まれている開口の構成と、AlInN層の縁に設けられているとともに一部の側面がAlInN層によって囲まれていない構成という両方の構成を含む。AlInN層内の開口部は、AlInN層内におけるあらゆる位置にてあらゆる形状を取ることができる。そして、いくつかの用途では、デバイス内に複数の開口部が存在する。
【0068】
具体的な実施形態および例を用いて本発明を説明してきたが、本発明は上述した実施形態および例に限定されるものではない。例えば、あらゆる窒化物発光デバイス(すなわち、発光ダイオード、垂直共振器表面発光ダイオードデバイスなど)、および、電子デバイス(すなわち、トランジスタなど)に本発明を使用することができる。また、上述した発光デバイスの場合、活性領域は量子井戸、量子ドット、または他のいずれの発光媒体によって構成されていてもよい。本実施形態および本実施例では、III族窒化物半導体デバイスおよび電流閉じ込め層を形成するためにMBE成長法、およびMOCVD成長法を使用したが、他の成長法を使用してもよい。
【0069】
更に、基板として使用できる材料は、GaNに限定されず、各効果を得るために、サファイア、シリコンおよびSiCなどの他の様々な材料を同様に使用してもよい。
【0070】
当業者であれば、請求項に示した範囲で種々の変更および応用が可能であることがわかる。
【0071】
本発明を説明してきたが、同様の方法が種々の方法によって変更されてもよいことが明らかである。当該変更は本発明の本質および範囲を逸脱するものではなく、当業者にとって周知であるそのような全ての修正が、下記請求項の範囲内に含まれる。
【特許請求の範囲】
【請求項1】
III族窒化物半導体多層構造であって、
上記構造の第1層が、In含有量がゼロではない単結晶AlInN層を含み、
上記AlInN層が少なくとも1つの開口部を有し、当該開口部を除いて上記AlInN層が上記多層構造の領域全体を覆うことを特徴とするIII族窒化物半導体多層構造。
【請求項2】
上記AlInN層が、電流閉じ込め層として機能することを特徴とする請求項1に記載のIII族窒化物半導体多層構造。
【請求項3】
上記AlInN層が、1×102Ω.cmよりも高い抵抗率をもつことを特徴とする請求項1または2に記載のIII族窒化物半導体多層構造。
【請求項4】
上記AlInN層が、1×103Ω.cmよりも高い抵抗率をもつことを特徴とする請求項1または2に記載のIII族窒化物半導体多層構造。
【請求項5】
上記AlInN層が、1×104Ω.cmよりも高い抵抗率をもつことを特徴とする請求項1または2に記載のIII族窒化物半導体多層構造。
【請求項6】
上記AlInN半導体層が、10nmよりも厚いことを特徴とする請求項1〜5のいずれか1項に記載のIII族窒化物半導体多層構造。
【請求項7】
上記AlInN層が、15%〜25%のインジウムを含有していることを特徴とする請求項1〜6のいずれか1項に記載のIII族窒化物半導体多層構造。
【請求項8】
上記AlInN層が、15%〜20%のインジウムを含有していることを特徴とする請求項1〜7のいずれか1項に記載のIII族窒化物半導体多層構造。
【請求項9】
上記AlInN層が、略18%のインジウムを含有していることを特徴とする請求項1〜8のいずれか1項に記載のIII族窒化物半導体多層構造。
【請求項10】
上記第1半導体層が、当該第1層の下に設けられた第2半導体層に対して格子整合していることを特徴とする請求項7〜9のいずれか1項に記載のIII族窒化物半導体多層構造。
【請求項11】
発光のための活性領域をさらに備えていることを特徴とする請求項1〜10のいずれか1項に記載のIII族窒化物半導体多層構造。
【請求項12】
上記AlInN層が、上記活性領域の上方に設けられていることを特徴とする請求項11に記載のIII族窒化物半導体多層構造。
【請求項13】
上記AlInN層が、上記活性領域の下方に設けられていることを特徴とする請求項11に記載のIII族窒化物半導体多層構造。
【請求項14】
上記多層構造が、p型クラッド層をさらに備え、
上記AlInN層が、上記p型クラッド層内に設けられていることを特徴とする請求項11に記載のIII族窒化物半導体多層構造。
【請求項15】
上記多層構造が、n型クラッド層をさらに備え、
上記AlInN層が、上記n型クラッド層内に設けられていることを特徴とする請求項11に記載のIII族窒化物半導体多層構造。
【請求項16】
上記AlInN層内の上記開口部よりも広い幅をもつp電極を備えていることを特徴とする請求項11〜15のいずれか1項に記載のIII族窒化物半導体多層構造。
【請求項17】
半導体レーザーダイオードを構成していることを特徴とする請求項11〜16のいずれか1項に記載のIII族窒化物半導体多層構造。
【請求項18】
半導体発光ダイオードを構成していることを特徴とする請求項11〜16のいずれか1項に記載のIII族窒化物半導体多層構造。
【請求項19】
垂直共振器表面発光ダイオードを構成していることを特徴とする請求項18に記載のIII族窒化物半導体多層構造。
【請求項20】
電子デバイスを構成していることを特徴とする請求項1〜10のいずれか1項に記載のIII族窒化物半導体多層構造。
【請求項21】
上記単結晶AlInN層が、分子線エピタキシによって形成されていることを特徴とする請求項1〜20のいずれか1項に記載のIII族窒化物半導体多層構造。
【請求項22】
上記単結晶AlInN層が、ケイ素、マグネシウム、炭素、酸素およびリンの少なくとも1つを含有することを特徴とする請求項1〜21のいずれか1項に記載のIII族窒化物半導体多層構造。
【請求項23】
単結晶AlInN層からなる第3の層を備え、
上記第3の層であるAlInN層が、少なくとも1つの開口部を備え、当該開口部を除いて上記第3の層であるAlInN層が上記多層構造の領域全体を覆うことを特徴とする請求項1〜22のいずれか1項に記載のIII族窒化物半導体多層構造。
【請求項24】
In含有量がゼロではない単結晶AlInN層の成長方法であって、
(Al、Ga、In)N基板をMBE成長室内に配置するステップと、
上記基板の温度を所望の成長温度にまで上昇させるステップと、
上記(Al、Ga、In)N基板の表面に活性窒素を供給するステップと、
上記成長室にAlおよびInを供給するステップと、を含むことを特徴とする方法。
【請求項25】
上記成長室に、1よりも大きなV/III比にてAlおよびInを供給するステップを含むことを特徴とする請求項24に記載の方法。
【請求項1】
III族窒化物半導体多層構造であって、
上記構造の第1層が、In含有量がゼロではない単結晶AlInN層を含み、
上記AlInN層が少なくとも1つの開口部を有し、当該開口部を除いて上記AlInN層が上記多層構造の領域全体を覆うことを特徴とするIII族窒化物半導体多層構造。
【請求項2】
上記AlInN層が、電流閉じ込め層として機能することを特徴とする請求項1に記載のIII族窒化物半導体多層構造。
【請求項3】
上記AlInN層が、1×102Ω.cmよりも高い抵抗率をもつことを特徴とする請求項1または2に記載のIII族窒化物半導体多層構造。
【請求項4】
上記AlInN層が、1×103Ω.cmよりも高い抵抗率をもつことを特徴とする請求項1または2に記載のIII族窒化物半導体多層構造。
【請求項5】
上記AlInN層が、1×104Ω.cmよりも高い抵抗率をもつことを特徴とする請求項1または2に記載のIII族窒化物半導体多層構造。
【請求項6】
上記AlInN半導体層が、10nmよりも厚いことを特徴とする請求項1〜5のいずれか1項に記載のIII族窒化物半導体多層構造。
【請求項7】
上記AlInN層が、15%〜25%のインジウムを含有していることを特徴とする請求項1〜6のいずれか1項に記載のIII族窒化物半導体多層構造。
【請求項8】
上記AlInN層が、15%〜20%のインジウムを含有していることを特徴とする請求項1〜7のいずれか1項に記載のIII族窒化物半導体多層構造。
【請求項9】
上記AlInN層が、略18%のインジウムを含有していることを特徴とする請求項1〜8のいずれか1項に記載のIII族窒化物半導体多層構造。
【請求項10】
上記第1半導体層が、当該第1層の下に設けられた第2半導体層に対して格子整合していることを特徴とする請求項7〜9のいずれか1項に記載のIII族窒化物半導体多層構造。
【請求項11】
発光のための活性領域をさらに備えていることを特徴とする請求項1〜10のいずれか1項に記載のIII族窒化物半導体多層構造。
【請求項12】
上記AlInN層が、上記活性領域の上方に設けられていることを特徴とする請求項11に記載のIII族窒化物半導体多層構造。
【請求項13】
上記AlInN層が、上記活性領域の下方に設けられていることを特徴とする請求項11に記載のIII族窒化物半導体多層構造。
【請求項14】
上記多層構造が、p型クラッド層をさらに備え、
上記AlInN層が、上記p型クラッド層内に設けられていることを特徴とする請求項11に記載のIII族窒化物半導体多層構造。
【請求項15】
上記多層構造が、n型クラッド層をさらに備え、
上記AlInN層が、上記n型クラッド層内に設けられていることを特徴とする請求項11に記載のIII族窒化物半導体多層構造。
【請求項16】
上記AlInN層内の上記開口部よりも広い幅をもつp電極を備えていることを特徴とする請求項11〜15のいずれか1項に記載のIII族窒化物半導体多層構造。
【請求項17】
半導体レーザーダイオードを構成していることを特徴とする請求項11〜16のいずれか1項に記載のIII族窒化物半導体多層構造。
【請求項18】
半導体発光ダイオードを構成していることを特徴とする請求項11〜16のいずれか1項に記載のIII族窒化物半導体多層構造。
【請求項19】
垂直共振器表面発光ダイオードを構成していることを特徴とする請求項18に記載のIII族窒化物半導体多層構造。
【請求項20】
電子デバイスを構成していることを特徴とする請求項1〜10のいずれか1項に記載のIII族窒化物半導体多層構造。
【請求項21】
上記単結晶AlInN層が、分子線エピタキシによって形成されていることを特徴とする請求項1〜20のいずれか1項に記載のIII族窒化物半導体多層構造。
【請求項22】
上記単結晶AlInN層が、ケイ素、マグネシウム、炭素、酸素およびリンの少なくとも1つを含有することを特徴とする請求項1〜21のいずれか1項に記載のIII族窒化物半導体多層構造。
【請求項23】
単結晶AlInN層からなる第3の層を備え、
上記第3の層であるAlInN層が、少なくとも1つの開口部を備え、当該開口部を除いて上記第3の層であるAlInN層が上記多層構造の領域全体を覆うことを特徴とする請求項1〜22のいずれか1項に記載のIII族窒化物半導体多層構造。
【請求項24】
In含有量がゼロではない単結晶AlInN層の成長方法であって、
(Al、Ga、In)N基板をMBE成長室内に配置するステップと、
上記基板の温度を所望の成長温度にまで上昇させるステップと、
上記(Al、Ga、In)N基板の表面に活性窒素を供給するステップと、
上記成長室にAlおよびInを供給するステップと、を含むことを特徴とする方法。
【請求項25】
上記成長室に、1よりも大きなV/III比にてAlおよびInを供給するステップを含むことを特徴とする請求項24に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9(a)】
【図9(b)】
【図9(c)】
【図9(d)】
【図10】
【図11】
【図12(a)】
【図12(b)】
【図12(c)】
【図13】
【図14】
【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9(a)】
【図9(b)】
【図9(c)】
【図9(d)】
【図10】
【図11】
【図12(a)】
【図12(b)】
【図12(c)】
【図13】
【図14】
【図15】
【図16】
【公表番号】特表2011−501398(P2011−501398A)
【公表日】平成23年1月6日(2011.1.6)
【国際特許分類】
【出願番号】特願2010−514174(P2010−514174)
【出願日】平成20年10月21日(2008.10.21)
【国際出願番号】PCT/JP2008/069400
【国際公開番号】WO2009/060736
【国際公開日】平成21年5月14日(2009.5.14)
【出願人】(000005049)シャープ株式会社 (33,933)
【Fターム(参考)】
【公表日】平成23年1月6日(2011.1.6)
【国際特許分類】
【出願日】平成20年10月21日(2008.10.21)
【国際出願番号】PCT/JP2008/069400
【国際公開番号】WO2009/060736
【国際公開日】平成21年5月14日(2009.5.14)
【出願人】(000005049)シャープ株式会社 (33,933)
【Fターム(参考)】
[ Back to top ]