
半導体欠陥分類装置及び半導体欠陥分類方法
【課題】 分類精度が高く、且つ処理効率が高い半導体欠陥分類方法を提供する。
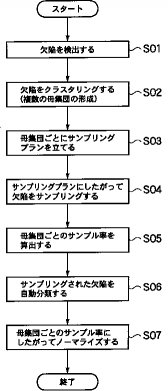
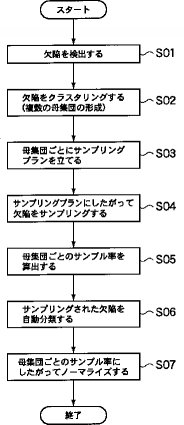
【解決手段】 半導体欠陥分類方法は、検査対象物上に存在する欠陥を検出する第1のステップ(S01)と、検出した欠陥を分類して複数の母集団を形成する第2のステップ(S02)と、各母集団ごとにサンプリングプランを立てる第3のステップ(S03)と、各母集団に属する欠陥をそれぞれサンプリングプランにしたがってサンプリングする第4のステップ(S04)と、各母集団に属する総欠陥数に対するサンプリングした欠陥の個数の割合をそれぞれ算出する第5のステップ(S05)と、サンプリングされた欠陥を自動分類する第6のステップ(S06)と、自動分類された欠陥の個数を、それぞれ各母集団に属する総欠陥数に対するサンプリングした欠陥の個数の割合で除する第7のステップ(S07)とからなる。
【解決手段】 半導体欠陥分類方法は、検査対象物上に存在する欠陥を検出する第1のステップ(S01)と、検出した欠陥を分類して複数の母集団を形成する第2のステップ(S02)と、各母集団ごとにサンプリングプランを立てる第3のステップ(S03)と、各母集団に属する欠陥をそれぞれサンプリングプランにしたがってサンプリングする第4のステップ(S04)と、各母集団に属する総欠陥数に対するサンプリングした欠陥の個数の割合をそれぞれ算出する第5のステップ(S05)と、サンプリングされた欠陥を自動分類する第6のステップ(S06)と、自動分類された欠陥の個数を、それぞれ各母集団に属する総欠陥数に対するサンプリングした欠陥の個数の割合で除する第7のステップ(S07)とからなる。
【発明の詳細な説明】
【0001】
【発明の属する技術分野】本発明は、半導体欠陥分類装置及び半導体欠陥分類方法に係わり、欠陥の母集団あるいは分類種ごとに設定した異なるサンプル率にしたがって、欠陥をサンプリング及びノーマライズすることにより、高分類精度及び高処理効率で欠陥を分類する半導体欠陥分類技術に係わる。
【0002】
【従来の技術】一般に半導体装置の製造工程において形成されるパターン形状の欠陥は、歩留まりを左右する要因の一つである。集積密度の低い半導体装置では、回路動作に支障がない程度の小さな欠陥であっても、昨今の集積密度の高い半導体装置においては、様々な不良原因となってしまう。なぜなら、パターン寸法が縮小されて、パターン形状に対する欠陥の大きさが拡大されるからである。したがって、パターン形状の欠陥は、歩留まりの低下の要因として大きな割合を占めるようになってきている。
【0003】製造工程において形成されるパターンの欠陥を種類別に分類し、種類別に欠陥の分布を特定することは、欠陥の発生原因を特定して歩留まりを向上させる上で非常に重要な技術である。しかし、ウェハあるいはチップなどに存在する大小無数の欠陥を総て分類することは現実的に不可能である。一般的な分類の方法は、ウェハ、チップなどから検出された欠陥(大きな母集団)の中から無作為にサンプリングを行い、サンプリングされた欠陥を分類する。そして、ノーマライズを行い、大きな母集団の欠陥の分布を推測する。そして、大きな母集団に属する欠陥を分類して複数の欠陥の母集団が形成される。この各母集団に属する欠陥に対してさらに詳細な分類がそれぞれ行われる。
【0004】通常、各母集団に属する欠陥を分類する方法は、ADC装置(Auto Defect Classification 装置:自動欠陥分類装置)が自動的に分類する方法と、人間がマニュアルで分類する方法の2種類に大別される。ADC装置による自動分類は人間によるマニュアル分類に対して一般的にスループットが高いため、多数の欠陥を分類することが可能である。しかし、ADC装置は人間がトレーニングを行っているため、マニュアル分類の精度を超えることがない。一方、人間によるマニュアル分類は分類精度がADCに対して高いがスループットが低い。
【0005】また、サンプリングは、サンプリングプランにしたがって行われる。サンプリングプランには様々な種類がある。また、2つ以上のサンプリングプランを組み合わせて設定することができる。例えば、「全欠陥の10%、最大100個」、「1チップに存在する欠陥の20%、最大50個」、「1クラスタ欠陥に対して最大2個」などがある。このような様々なサンプリングプランを利用して、複数の母集団について異なるサンプリングプランを設定することは、効率よく欠陥を分類するために必須となっている。したがって、母集団に属する総欠陥数に対するサンプリングされた欠陥数、つまりサンプル率は各母集団ごとにより異なる。
【0006】
【発明が解決しようとする課題】しかし、従来の欠陥分類方法におけるノーマライズ方法は次式で表される。次式は、母集団iからサンプリングされた欠陥のうち、分類種jに分類された欠陥の個数(X)から、母集団iの分類種jに分類される全欠陥数(Y)を推測する計算式である。次式において、全母集団からサンプリングされた総欠陥数とは、各母集団からそれぞれサンプリングされた欠陥を総て足し合わせた個数の意である。大きな母集団に属する総欠陥数とは、複数の母集団のまとまりである大きな母集団に属する欠陥の個数の意である。つまり、大きな括弧の中は、大きな母集団のサンプル率を示している。
【0007】Y = X÷{(全母集団からサンプリングされた総欠陥数)÷(大きな母集団に属する総欠陥数)}上式によれば、分類種jに分類された欠陥の個数(X)を、大きな母集団のサンプル率で除して、母集団iの分類種jに分類される全欠陥数(Y)をノーマライズしている。また、母集団iのサンプル率は、母集団ごとに異なる。つまり、各母集団のサンプリングプラン及びサンプル率を無視してノーマライズを行うことになる。したがって、上式のノーマライズ方法では、サンプリング時のサンプリング率と、ノーマライズ時のサンプル率が異なる可能性がある。したがって、正確なノーマライズを行うことができず、歪んだ分類結果を算出してしまう惧れがある。
【0008】また、自動分類した欠陥に対してマニュアル分類を行う場合、自動分類の分類種ごとに異なるサンプル率を設定するような「自動分類の分類結果を利用したサンプリングプラン」を設定していない。そのため、ADC装置が分類する分類種において分類精度の比較的低い分類種、もしくは分類不可能な分類種に属する欠陥を、重点的にマニュアル分類するための能動的なサンプリングを行うことができなかった。また、自動分類の分類種ごとにサンプリングプランを設定しても、上述したように、従来のノーマライズ方法は分類種ごとに設定されたサンプリングプランを考慮していないため、歪んだ分類結果を算出してしまう。
【0009】さらに、自動分類とマニュアル分類の両方の分類方法を行っているにも関わらず、両方の分類結果を統合していないため、ADC装置の苦手な分類種をマニュアル分類で補うことができなかった。
【0010】本発明はこのような従来技術の問題点を解決するために成されたものであり、その目的は、分類精度が高く、且つ処理効率が高い半導体欠陥分類装置、及び半導体欠陥分類方法を提供することである。
【0011】本発明の他の目的は、母集団ごとあるいは分類種ごとの総欠陥数を、歪みなく予測することができる半導体欠陥分類装置及び半導体欠陥分類方法を提供することである。
【0012】本発明のさらに他の目的は、自動分類の分類精度をマニュアル分類で補う、能動的な欠陥分類を行うことができる半導体欠陥分類装置及び半導体欠陥分類方法を提供することである。
【0013】本発明のさらに他の目的は、迅速なラインモニタリングを行い、有意なスペック判定を行うことができる半導体欠陥分類装置及び半導体欠陥分類方法を提供することである。
【0014】
【課題を解決するための手段】上記目的を達成するため、本発明の第1の特徴は、ウェハやチップなどの検査対象物上に存在する欠陥を検出して、検出した欠陥を分類して複数の母集団を形成する欠陥検査装置と、母集団に属する欠陥を自動分類する自動欠陥分類装置と、欠陥管理サーバとから少なくともなる半導体欠陥分類装置であることである。また、欠陥管理サーバは、各母集団ごとにサンプリングプランを立てる機能と、各母集団に属する欠陥をそれぞれサンプリングプランにしたがってサンプリングする機能と、各母集団に属する総欠陥数に対するサンプリングされた欠陥の個数の割合をそれぞれ算出する機能と、自動分類された欠陥の個数をそれぞれ各母集団に属する総欠陥数に対するサンプリングした欠陥の個数の割合で除する機能とを少なくとも有することを特徴とする。
【0015】本発明の第1の特徴によれば、異なる母集団で異なるサンプリングプランを設定してサンプリングを行い、各母集団に属する総欠陥数に対するサンプリングされた欠陥の個数の割合(自動分類サンプル率)が各母集団ごとで異なる場合であっても、自動分類された各分類種に属する欠陥数を、各母集団ごとに異なる自動分類サンプル率で除することにより、各母集団の各分類種に属する欠陥数を高い精度で推測することができる。したがって、スループットの高い自動欠陥分類装置を用いて、分類精度が高く且つ分類効率の高い欠陥分類を行うことができる。
【0016】本発明の第1の特徴において、半導体分類装置は、母集団に属する欠陥をマニュアル分類する手動欠陥分類装置をさらに有することが望ましい。さらに、欠陥管理サーバは、自動分類の各分類種ごとにサンプル率を設定する機能と、自動分類の各分類種に属する欠陥をサンプル率にしたがってサンプリングする機能と、マニュアル分類された欠陥の個数を、各サンプル率で除して自動分類された欠陥の個数をそれぞれ算出する機能とをさらに有することが望ましい。自動欠陥分類装置で分類不可能な欠陥や自動欠陥分類装置の分類精度が低い分類種に対して高いサンプル率を設定してサンプリングを行い、自動分類よりも分類精度が高い手動欠陥分類装置でサンプリングされた欠陥を分類することで、自動欠陥分類装置で分類不可能な欠陥や自動欠陥分類装置の分類精度が低い分類種に対して重点的にマニュアル分類を行うことができる。さらに、各分類種ごとのサンプル率にしたがって、自動分類された欠陥の個数をそれぞれ算出することにより、自動分類の分類精度をマニュアル分類で補った、さらに精度の高い欠陥分類を行うことができる。
【0017】また、欠陥管理サーバが有する自動分類の各分類種ごとにサンプル率を設定する機能は、自動分類した総ての欠陥をマニュアル分類した欠陥において、自動分類で分類種jと判定された欠陥のうち、マニュアル分類も分類種jと判定した欠陥の個数を、自動分類で分類種jと判定した欠陥の個数で除して各分類種の分類精度をそれぞれ算出する手段と、1から各分類精度をそれぞれ引いて、自動分類の各分類種ごとのサンプル率をそれぞれ算出する手段とからなることが望ましい。
【0018】さらに、欠陥管理サーバは、自動分類の分類結果とマニュアル分類の分類結果を統合する機能をさらに有することが望ましい。そして、本発明の第1の特徴に係わる半導体欠陥分類装置は、統合された分類結果を表示する入出力装置をさらに有することが望ましい。統合された分類結果を入出力装置を使用して製造ライン上の複数箇所で表示することにより、ラインモニターの役割を果たすことができる。また、本発明の第1の特徴に係わる半導体欠陥分類装置は、分類結果が所定の規格値を超えた場合に警告を表示する自動警告装置をさらに有することが望ましい。欠陥の分布が所定の規格値を超えた場合に自動警告装置で警告を表示することで、製造ラインのスペック管理を行うことができる。
【0019】本発明の第2の特徴は、検査対象物上に存在する欠陥を検出する第1のステップと、検出した欠陥を分類して複数の母集団を形成する第2のステップと、各母集団ごとにサンプリングプランを立てる第3のステップと、各母集団に属する欠陥をそれぞれサンプリングプランにしたがってサンプリングする第4のステップと、各母集団に属する総欠陥数に対するサンプリングした欠陥の個数の割合をそれぞれ算出する第5のステップと、サンプリングされた欠陥を自動分類する第6のステップと、自動分類された欠陥の個数を、それぞれ各母集団に属する総欠陥数に対するサンプリングした欠陥の個数の割合で除する第7のステップとから少なくともなる半導体欠陥分類方法であることである。
【0020】本発明の第2の特徴によれば、異なる母集団で異なるサンプリングプランを設定してサンプリングを行い、各母集団に属する総欠陥数に対するサンプリングされた欠陥の個数の割合(自動分類サンプル率)が各母集団ごとで異なる場合であっても、自動分類された各分類種に属する欠陥数を、各母集団ごとに異なる自動分類サンプル率で除することにより、各母集団の各分類種に属する欠陥数を高い精度で推測することができる。したがって、自動分類をスループットの高い計算機を用いて行うことにより、分類精度が高く且つ分類効率の高い欠陥分類を行うことができる。
【0021】本発明の第2の特徴において、第6のステップと第7のステップの間に、自動分類の各分類種ごとにサンプル率を設定するステップと、自動分類の各分類種に属する欠陥をサンプル率にしたがってサンプリングするステップと、サンプリングされた欠陥をマニュアル分類するステップと、マニュアル分類された欠陥の個数を、各サンプル率で除して自動分類された欠陥の個数をそれぞれ算出するステップとをさらに有することが望ましい。自動分類することが不可能な欠陥や自動分類の分類精度が低い分類種に対して高いサンプル率を設定してサンプリングを行い、自動分類よりも分類精度が高いマニュアル分類でサンプリングされた欠陥を分類することで、自動分類で分類不可能な欠陥や自動分類の分類精度が低い分類種に対して重点的にマニュアル分類を行うことができる。さらに、各分類種ごとのサンプル率にしたがって、自動分類された欠陥の個数をそれぞれ算出することにより、自動分類の分類精度をマニュアル分類で補った、さらに精度の高い欠陥分類を行うことができる。
【0022】また、自動分類の各分類種ごとにサンプル率を設定するステップは、自動分類した総ての欠陥をマニュアル分類する過程と、自動分類で分類種jと判定された欠陥のうち、マニュアル分類も分類種jと判定した欠陥の個数を、自動分類で分類種jと判定した欠陥の個数で除して各分類種の分類精度をそれぞれ算出する過程と、1から各分類精度をそれぞれ引いて、自動分類の各分類種ごとのサンプル率をそれぞれ算出する過程とからなることが望ましい。
【0023】さらに、第2のステップにおいて形成する複数の母集団は、ランダム欠陥とクラスタ欠陥とからなることが望ましい。また、第2のステップにおいて、検査対象物上に検出された欠陥の分布形状の違いにより欠陥を分類してもよい。
【0024】さらに、自動分類の分類結果とマニュアル分類の分類結果を統合して表示するステップをさらに有することが望ましい。統合された分類結果を製造ライン上の複数箇所で表示することにより、ラインモニターの役割を果たすことができる。また、分類結果が所定の規格値を超えた場合に警告を表示するステップをさらに有することが望ましい。製造ラインのスペック管理を行うことができる。
【0025】
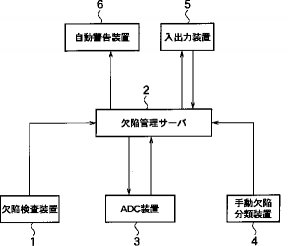
【発明の実施の形態】(第1の実施の形態)以下図面を参照して、本発明の実施の形態を説明する。図1は、本発明の第1の実施の形態に関わる半導体欠陥分類装置の構成を示すブロック図である。図1に示すように、本発明の第1の実施の形態に係わる半導体欠陥分類装置は、ウェハやチップなどの検査対象物上に存在する欠陥を検出して、検出した欠陥を分類して複数の母集団を形成する欠陥検査装置1と、母集団に属する欠陥を自動分類する自動欠陥分類装置(以後、「ADC装置」という)3と、欠陥管理サーバ2とから少なくとも構成される。また、欠陥管理サーバ2は、各母集団ごとにサンプリングプランを立てる機能と、各母集団に属する欠陥をそれぞれサンプリングプランにしたがってサンプリングする機能と、各母集団に属する総欠陥数に対するサンプリングされた欠陥の個数の割合をそれぞれ算出する機能と、自動分類された欠陥の個数をそれぞれ各母集団に属する総欠陥数に対するサンプリングした欠陥の個数の割合で除する機能とを少なくとも有する。
【0026】欠陥検査装置1は、検査対象物上に形成されたパターン中に存在する欠陥を検出する装置である。ここで、「欠陥」とは、半導体ウェハー上のダストや半導体結晶中の結晶欠陥の意だけでなく、半導体基板上に形成される回路パターンの形状異常を含む。また、欠陥検査装置1は、検出された欠陥がランダム欠陥なのか、それともクラスタ欠陥なのかを分類する。以後、この欠陥検査装置1が行う分類を「クラスタリング」という。ここで、ランダム欠陥は、検査対象物上に検出された欠陥が所定の間隔をおいて配置されている状態の欠陥である。一方、クラスタ欠陥は、ウェハ上に形成された欠陥が局所的に密集している状態の欠陥である。
【0027】欠陥管理サーバ2は、欠陥検査装置1により検出された欠陥について、検査対象物上での欠陥の座標、また欠陥の大きさなどの欠陥情報を保存する。また、クラスタリングの結果も、分類情報として欠陥情報とともに保存する。さらに、保存を行おう際に、過去の工程において同一検査対象の同一座標に欠陥が存在していた場合は、その欠陥を「キャリーオーバー」、それ以外の場合を「アダー」として、欠陥情報及び分類情報と共に保存する。また、欠陥管理サーバ2は、欠陥検査装置1、ADC装置3に接続されて、各装置の機能を制御する。
【0028】ADC装置3は、クラスタリングされた欠陥をさらに詳細に分類する。具体的には、配線領域に存在するランダム欠陥を次の4つの分類種に分類する。まず第1の分類種は、隣接する配線を電気的に導通させてしまっている欠陥、つまりショート不良を生じている欠陥が属する分類種である。第2の分類種は、配線と重なりその配線を切断している欠陥、つまりオープン不良を生じている欠陥が属する分類種である。第3の分類種は、配線領域に存在するが、回路動作に影響を与えない欠陥、つまり不良を生じない欠陥が属する分類種である。そして、第4の分類種は、第1乃至第3の分類種に分類することができない欠陥、つまり分類不可能な欠陥が属する分類種である。
【0029】次に、図1に示した半導体欠陥分類装置を用いた半導体欠陥分類方法について、図2に示したフローチャートを参照して説明する。
【0030】(イ)まず最初に、ステップS01において、ウェハあるいはチップ上に存在する欠陥を欠陥検査装置1を用いて検出する。欠陥検査装置1は、例えば、形成したいパターンが描画された参照パターンと検査対象上に形成されたパターンを比較し、相違する部分を欠陥として検出する。検出された各欠陥について、欠陥の存在する座標及び欠陥の大きさなどの欠陥情報が欠陥検査装置1から欠陥管理サーバ2に送信され保存される。
【0031】(ロ)次に、ステップS02において、欠陥検査装置1を用いて検出した欠陥を分類(クラスタリング)して、ランダム欠陥とクラスタ欠陥の2つの母集団を形成する。分類された欠陥について、ランダム欠陥であるかクラスタ欠陥であるかの分類情報が欠陥情報とともに欠陥管理サーバ2に保存される。表1は、欠陥情報及び分類情報の一例を示す。また、表1は、欠陥情報及び分類情報の一部として、検出された総欠陥数、及びそのうちのランダム欠陥数とクラスタ欠陥数を示す。表1において、検出された総欠陥数(大きな母集団)は3000個であり、このうち、ランダム欠陥数(母集団)が1000個、クラスタ欠陥数(母集団)が2000個である。
【0032】
【表1】

(ハ)次に、ステップS03において、各母集団ごとに自動分類を行うためのランプリングプランを立てる。また、クラスタリング後の欠陥の分布状況、ADC装置3の処理能力、及び欠陥検査装置1のクラスタリング精度などの要因を考慮して、サンプリングプランを立てる。表1に示したクラスタリング結果に対して立てられた各母集団のサンプリングプランの一例を表2に示す。
【0033】
【表2】
表2に示すように、ランダム欠陥とクラスタ欠陥について、それぞれ異なるサンプリングプランを立てる。また、1つのサンプリングプランのなかに、複数のプランを組み合わせることができる。ランダム欠陥のサンプリングプランは、「0.3(30%)且つ、最大200個」である。ランダム欠陥(母集団)から無作為にサンプリングを行い、母集団の30%をサンプリングするか、サンプリングした欠陥の個数が200個になった時点で、サンプリングを終了する。同様に、クラスタ欠陥のサンプリングプランは、「0.05(5%)且つ、最大200個」である。クラスタ欠陥(母集団)から無作為にサンプリングを行い、母集団の5%をサンプリングするか、サンプリングした欠陥の個数が200個になった時点で、サンプリングを終了する。
【0034】(ニ)次に、ステップS04において、各母集団に属する欠陥をそれぞれ各母集団のサンプリングプランにしたがってサンプリングする。ここでのサンプリングは母集団から無作為に欠陥を選び出すランダムランプリングである。サンプリングは、ランダム欠陥及びクラスタ欠陥についてそれぞれ行われる。表2に示したサンプリングプランにしたがって、表1に示した欠陥の母集団に対してサンプリングされた欠陥(以後、「自動分類サンプル欠陥」という)の個数を表3に示す。
【0035】
【表3】
表3に示すように、ランダム欠陥について自動分類サンプル欠陥の個数は200個であり、クラスタ欠陥について自動分類サンプル欠陥の個数は100個である。これは、表2に示した各サンプリングプランのうち、ランダム欠陥は「最大200個」、及びクラスタ欠陥は100個/2000個=「0.05(5%)」のプランをそれぞれ採用していることを示している。
【0036】(ホ)次に、ステップS05において、各母集団に属する総欠陥数に対する表3に示した自動分類サンプル欠陥の個数の割合(以後、これを「自動分類サンプル率」という)をそれぞれ算出する。この処理は欠陥管理サーバ102を用いて行われる。各母集団の自動分類サンプル率は次式で求められる。
【0037】自動分類サンプル率(i)=(自動分類サンプル欠陥の個数(i))÷(母集団iの総欠陥数)
ここで、iはランダム欠陥あるいはクラスタ欠陥を示す。算出されたランダム欠陥及びクラスタ欠陥の自動分類サンプル率を表4に示す。また、自動分類サンプル率は欠陥管理サーバ2に送信され保存される。
【0038】
【表4】
(へ)次に、ステップS06において、ADC装置103を用いて、自動分類サンプル欠陥を自動分類する。その際、各自動分類サンプル欠陥がどの母集団よりサンプリングされたものであるかがわかるようにしておく必要がある。それには、サンプル欠陥の欠陥情報及び分類情報を欠陥管理サーバ2からADC装置3に転送すればよい。表5は、自動分類の分類結果の一例を示す。表5では、各母集団について、分類種1、分類種2、分類種3、分類種4(分類不能)の4種類に欠陥を分類した結果を示している。分類種4(分類不能)は、、ADC装置が自動分類を試みたが分類することができなかった欠陥が属する分類種である。表5に示した自動分類サンプル欠陥の分類情報は欠陥管理サーバ2に送信され保存される。
【0039】
【表5】
(ト)次に、ステップS07において、自動分類された自動分類サンプル欠陥の個数を、各自動分類種についてそれぞれ各母集団の自動分類サンプル率で除する。つまり、表5に示した各自動分類種に属する自動分類サンプル欠陥に対して、表4に示した各母集団ごとの自動分類サンプル率によりノーマライズを行う。自動分類サンプル率は欠陥管理サーバ2から検索される。ノーマライズは次式にしたがって行われる。
【0040】ノーマライズされた欠陥数(i、j)=(母集団i且つ分類種jに属する欠陥数/自動分類サンプル率(i))
ここで、jは自動分類の分類種を示す。また、「母集団iに属し且つ分類種jの欠陥数」とは、表5に示した母集団i且つ分類種jに属する自動分類サンプル欠陥の個数である。また、「自動分類サンプル率(i)」は、表4に示した各母集団iの自動分類サンプル率である。表6は、ランダム欠陥及びクラスタ欠陥について各分類種のノーマライズされた欠陥の個数を示す。
【0041】
【表6】
ランダム欠陥の自動分類サンプル率は0.2であるため、ランダム欠陥の各分類種の欠陥数を0.2で除する。同様に、クラスタ欠陥の自動分類サンプル率は0.05であるため、クラスタ欠陥の各分類種の欠陥数を0.05で除する。各分類種のノーマライズされた欠陥数は欠陥管理サーバ2に保存される。以上の手順を経て、各分類種に属する全欠陥数を、ランダム欠陥及びクラスタ欠陥について、それぞれ推測することができる。
【0042】本発明の第1の実施の形態によれば、異なる母集団であるランダム欠陥とクラスタ欠陥で異なるサンプリングプランを設定してサンプリングを行い、自動分類サンプル率がランダム欠陥とクラスタ欠陥とで異なる場合であっても、自動分類された各分類種に属する欠陥数を、各母集団ごとに異なるサンプル率でノーマライズを行うことにより、各母集団の各分類種に属する欠陥数を高い精度で推測することができる。
【0043】(第2の実施の形態)本発明の第2の実施の形態では、第1の実施の形態において表5に示した自動分類の分類結果に対して、さらに、自動分類の各分類種ごとに異なるサンプリング率を設定してサンプリングを行い、サンプリングされた欠陥に対してマニュアル分類することで、よりに精度の高い欠陥分類を行う方法について説明する。
【0044】第2の実施の形態に係わる半導体分類装置は、図1に示すように、第1の実施の形態において図1を参照して示した半導体欠陥分類装置に対して、ADC装置3が行う自動分類を操作者がマニュアルで行うための手動欠陥分類装置4をさらに有する。手動欠陥分類装置4は、ADC装置3が行う分類を操作者が行うための装置である。手動欠陥分類装置4は、少なくとも拡大された欠陥の映像を映し出すモニターを具備する。このモニター上に映し出された欠陥の映像に基づいて操作者が欠陥を分類する。ADC装置3と手動欠陥分類装置4を比較する。まず、分類の精度について、ADC装置3は、人間がトレーニングを行うことにより分類の精度を維持あるいは向上させているため、手動欠陥分類装置4を超えることはない。つまり、ADC装置3の分類精度は、手動欠陥分類装置4よりも低い。次に、スループットについて、ADC装置3は、分類手段を計算機で構成しているため、人間が1つ1つ判断していく手動欠陥分類装置4に比べて、スループットは高い。
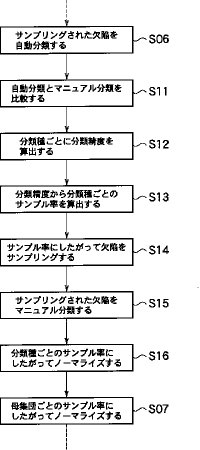
【0045】まず、表5に示した各分類種ごとに設定するサンプル率を算出する方法を図3に示すフローチャートを参照して説明する。
【0046】(イ)まず、自動分類の各分類種ごとの分類精度を次式で定義する。
【0047】分類精度(j)=(自動分類で分類種jと判定した欠陥のうちマニュアル分類も分類種jと判定した欠陥の個数)÷(自動分類で分類種jと判定した欠陥の個数)
(ロ)次に、ステップS11において、ステップS06で自動分類された総ての欠陥に対してマニュアル分類を行い、ADC装置による自動分類と人間によるマニュアル分類とでの欠陥の分布を比較する。表7は、自動分類とマニュアル分類で分類種ごとの欠陥の分布を比較した一例を示す。
【0048】
【表7】
表7において、自動分類で分類種jと判定された欠陥の個数は、分類種1、分類種2、分類種3、分類種4(分類不能)について、それぞれ32個、50個、70個、20個である。マニュアル分類で分類種jと判定された欠陥の個数は、分類種1、分類種2、分類種3について、それぞれ29個、77個、66個である。人間によるマニュアル分類においては、いずれかの分類種に総ての欠陥を分類することができるので、分類種4(分類不能)は存在しない。自動分類で分類種jと判定された欠陥のうちマニュアル分類でも分類jと判定された欠陥の個数は、分類種1、分類種2、分類種3について、それぞれ16個、45個、56個である。
【0049】(ハ)次に、ステップS12において、表7に示した比較表から(イ)の分類精度の定義式にしたがって、各分類種ごとの分類精度を算出する。算出された分類精度(j)を表8に示す。
【0050】
【表8】
表8において、マニュアル分類の分類種には分類種4(分類不能)が存在しないので、分類種4(分類不能)の分類精度はゼロである。分類種の分類精度はADC装置の各分類種ごとの信頼度を意味する。信頼度が高い分類種は人間が新たにマニュアル分類する必要がなく、信頼度の低い分類種を重点的にマニュアル分類することでADC装置の分類精度をマニュアル分類により補うことができる。
【0051】(ニ)次に、ステップS13において、表8に示した各分類種の分類精度(j)から、次式にしたがって各分類種のサンプリング率(j)を算出する。
【0052】サンプリング率(j)=1−分類精度(j)
表9は、上式にしたがって算出された各分類種のサンプリング率を示す。ADC装置3の分類精度から求められたサンプリング率は「マニュアル分類サンプル率」として欠陥管理サーバ2に保存される。
【0053】
【表9】
以上の手順を経て、表5に示した自動分類の分類結果に対して、自動分類の各分類種ごとに異なるマニュアル分類サンプリング率を算出することができる。マニュアル分類サンプル率は、通常、ADC装置3のトレーニングの一つとして行われる。また、トレーニングを重ねることでADC装置103の分類精度は向上していくため、定期的にADC装置3の分類精度を上記手順を経て測定することが望ましい。次に、各分類種ごとのマニュアル分類サンプル率にしたがってサンプリングされた欠陥をマニュアル分類する方法について図3を参照して説明する。
【0054】(イ)まず、ステップS14において、自動分類の各分類種に属する欠陥をマニュアル分類サンプル率にしたがってサンプリングする。サンプリングは、ランダム欠陥とクラスタ欠陥について行う。また、ここでのサンプリングもランダムサンプリングの意である。サンプリングする欠陥は、表5に示した自動分類されたノーマライズ前の欠陥である。サンプリングされた欠陥(以後、「マニュアル分類サンプル欠陥」という)の欠陥情報及び分類情報は欠陥管理サーバ2に保存され、欠陥管理サーバ2から手動分類装置4に送信される。各分類種のマニュアル分類サンプル欠陥の個数を表10に示す。
【0055】
【表10】
(ロ)次に、ステップS15において、マニュアル分類サンプル欠陥をマニュアル分類する。その際、各欠陥がどの母集団よりサンプリングされたかわかるようにする必要があるため、サンプリングされた欠陥の情報に、属する母集団の情報を含ませる。表11にランダム欠陥のマニュアル分類の分類結果を、表12にクラスタ欠陥のマニュアル分類の分類結果をそれぞれ示す。
【0056】
【表11】
【表12】
例えば表11において、自動分類で分類種1に分類された50個の欠陥のうち、マニュアル分類でも分類種1に分類された欠陥の個数は35個である。残りの15個のうち分類種2及び分類種3にそれぞれ10個、5個の欠陥が分類された。また、自動分類で分類種4(分類不能)に分類された20個の欠陥のうち、マニュアル分類で分類種1、分類種2、分類種3にそれぞれ7個、3個、10個の欠陥が分類された。自動分類で分類種1に分類された欠陥は50個であったが、マニュアル分類で分類種1に分類された欠陥は、マニュアル分類サンプル欠陥全体のうちの44個であった。
【0057】(ト)次に、表11及び表12に示したマニュアル分類の結果に対して、各分類種ごとの「マニュアル分類サンプル率」及び各母集団ごとの「自動分類サンプル率」にしたがってノーマライズを行う。まず、ステップS16において、マニュアル分類した欠陥の個数を、マニュアル分類サンプル率で除して自動分類された欠陥の個数を算出する。そして、ステップS07において、自動分類された自動分類サンプル欠陥の個数を、それぞれ各母集団の自動分類サンプル率で除する。ノーマライズは、以下の式にしたがって行われる。
【0058】ノーマライズされた欠陥数(i、j、k)=(母集団iに属し且つマニュアル分類種kの欠陥数)÷(マニュアル分類サンプル率(j))÷(自動分類サンプル率(i))
ここで、iは母集団の種類、jは自動分類の分類種、kはマニュアル分類の分類種をそれぞれ示す。「母集団iに属し且つマニュアル分類種kの欠陥数」とは、母集団iからサンプリングされ、さらに自動分類種jからサンプリングされてマニュアル分類種kに分類された欠陥の個数である。つまり、表11及び表12の右端に示した欠陥の個数である。「自動分類サンプル率」と「マニュアル分類サンプル率」は、欠陥管理サーバ2により検索される。表13にランダム欠陥のノーマライズの結果を、表14にクラスタ欠陥のノーマライズの結果をそれぞれ示す。
【0059】
【表13】
【表14】
例えば表13において、自動分類の分類種1のマニュアル分類サンプリング率は、表9に示したように0.5であるので、表11に示したマニュアル分類の分類種1に分類された欠陥の個数(35個)を0.5で除する。さらに、表4に示したランダム欠陥の自動分類サンプル率(0.2)で除する。このようにして、自動分類を行って分類種1に分類され、続けてマニュアル分類を行って分類種1に分類された総欠陥数を350個であると推測することができる。表13及び表14の右端に示すように、各分類種ごとの総欠陥数を推測することができる。ノーマライズされた欠陥の個数は欠陥管理サーバ2に保存される。
【0060】人間によるマニュアル分類はADC装置による自動分類と比較してスループットが低いが、分類の精度や信頼性は高い。したがって、マニュアル分類を行う際のサンプリング率は分類の効率に大きな影響を与える。本発明の第2の実施の形態によれば、ADC装置で分類不可能な欠陥やADC装置の分類精度が低い分類種に分類された欠陥を重点的に精度の高いマニュアル分類するために、ADC分類の分類種ごとに異なるサンプリング率を設定してサンプリングを行い、サンプリングされた欠陥をマニュアル分類し、各分類種ごとのサンプル率にしたがって、ノーマライズを行うことにより、さらに精度の高い欠陥分類を行うことができる。
【0061】なお、第1及び第2の実施の形態において、図1に示すように半導体欠陥分類装置は、ADC装置3あるいは手動欠陥分類装置4の分類結果が所定のスペックを満たしていない場合に警告を発する自動警告装置6と、入出力を行うための入出力装置5とをさらに具備してもよい。これにより、欠陥情報及び分類情報などの欠陥管理サーバ2に保存されている情報を、入出力装置5を用いてグラフ形式で表示することができる。また、第1の実施の形態における自動分類の分類結果と、第2の実施の形態におけるマニュアル分類の分類結果を統合して表示を行うことができる。さらに、欠陥の分類結果が所定の規格値を超えた場合に警自動警告装置6を用いて警告を表示することで、製造ラインのスペック管理を行うことができる。
【0062】自動警告装置6は、欠陥の分類結果が所定のスペックを満たしていない場合に警告を発する装置である。所定のスペックとは、例えば、検査対象物であるウェハあるいはチップに存在することが許容される欠陥数である。欠陥管理サーバ2に登録されている欠陥情報及び分類情報などから、欠陥管理サーバ2は所定のスペックを管理し、所定のスペックを超えることがある場合には、自動警告装置6に対して、警告を発するように指示する。
【0063】自動分類とマニュアル分類の分類結果の統合方法を以下に示す。まず、自動分類の分類種とマニュアル分類の分類種を同一に設定する。第1の実施の形態で示したように自動分類を行い、次に第2の実施の形態に示したようにマニュアル分類を行う。分類を行った欠陥には以下の2パターンが存在する。
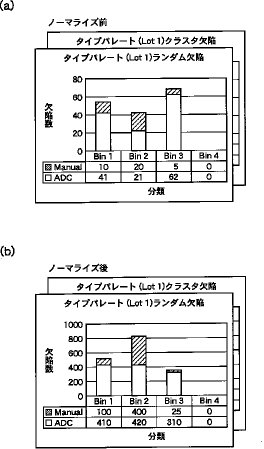
【0064】パターン1:自動分類のみ行われた欠陥パターン2:自動分類とマニュアル分類の両方が行われた欠陥ここで、パターン1とパターン2種類の欠陥を分類種ごとにカウントする。その際の欠陥が属する分類種は、パターン1では自動分類の分類種を、パターン2ではマニュアル分類の分類種を使用する。つまり、ADC装置3による自動分類よりも人間によるマニュアル分類の方が分類精度が高いので、1つの欠陥に自動分類とマニュアル分類の両方が存在している場合には、マニュアル分類の分類結果を優先的に使用する。この結果を入出力装置5を用いて表示する。図4(a)及び図4(b)は入出力装置5に表示されたグラフ形式の分類結果をそれぞれ示す。図4(a)は、ノーマライズ前の各分類種の分類結果を示す。そして、この分類結果に対して第1及び第2の実施の形態で示したように、ノーマライズを行う。欠陥管理サーバ2に保存されている「自動分類サンプル率」及び「マニュアル分類サンプル率」を読み出してノーマライズを行う。図4(b)は、ノーマライズ後の各分類種の分類結果を示す。なお、図4(a)及び図4(b)において、「Bin」は「分類種」を、「Manual」は「マニュアル分類」を、「ADC」は「自動分類」を、それぞれ示す。
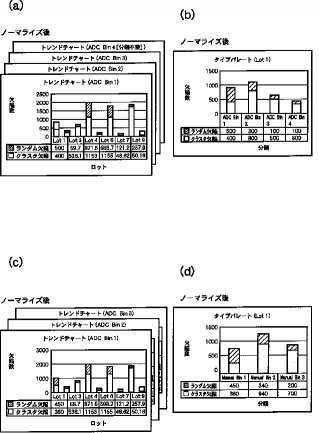
【0065】また、自動分類とマニュアル分類の統合された分類結果をロットごとに表示したり、各分類種ごとにランダム欠陥とクラスタ欠陥の欠陥数の分布を表示することもできる。図5(a)及び図5(c)は、自動分類及びマニュアル分類の各ロットごとの欠陥の分布をそれぞれ示すグラフである。また、図5(a)及び図5(c)は、ランダム欠陥とクラスタ欠陥の欠陥数の分布を示している。図5(b)及び図5(d)は、各分類種ごとにランダム欠陥とクラスタ欠陥の欠陥数の分布を示すグラフである。また、図5(b)及び図5(d)は、自動分類及びマニュアル分類の各分類種ごとの欠陥数の分布をそれぞれ示す。このようなグラフ形式の分類結果を入出力装置5を使用して、製造ライン上の複数箇所で表示することにより、ラインモニターの役割を果たすことができる。欠陥の分類結果が所定の規格値を超えた場合に自動警告装置6をもちいて警告を表示することで、製造ラインのスペック管理を行うことができる。
【0066】(第3の実施の形態)第1及び第2の実施の形態においては、検査対象物上に検出した欠陥をランダム欠陥あるいはクラスタ欠陥に分類する場合(クラスタリングの場合)について説明した。本発明は、クラスタリングに限って適用されるものではない。第3の実施の形態においては、クラスタリングの代わりに、検査対象物上の欠陥の分布形状の違いにより分類を行うスペーシャル・パターン・リコグニション(Spatial Pattern Recognition)(以下、SSAと略す)による分類方法について説明する。
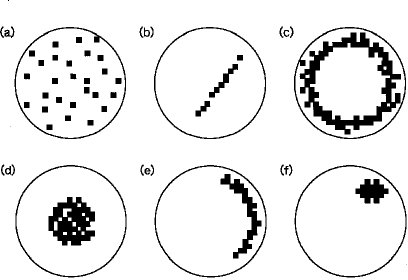
【0067】クラスタリングでは、欠陥が局所的に密集して発生しているクラスタ欠陥と、欠陥が所定の間隔をおいて発生しているランダム欠陥を分類する機能を有するのに対し、SSAでは検査対象物上に存在する欠陥を分布形状の違いについて分類する機能を有する。図6(a)乃至(f)は、SSAが分類することができる分布形状の一例を示す。図6(a)は「ランダム」、図6(a)は「スクラッチ」、図6(a)は「リング」、図6R>6(a)は「センター」、図6(a)は「パーシャルリング」、図6(a)は「クラスタ」と呼ばれる分布形状である。
【0068】図1に示した半導体欠陥分類装置において、欠陥検査装置1の分類機能をクラスタリングからSSAに変更し、自動分類及びマニュアル分類の分類種をSSAが分類する各分布形状について設定することにより、図2及び図3のフローチャートに示した半導体欠陥分類方法をSSAについても実施することができる。
【0069】
【発明の効果】以上説明したように本発明によれば、分類精度が高く、且つ処理効率が高い半導体欠陥分類装置、及び半導体欠陥分類方法を提供することができる。
【0070】また本発明によれば、母集団ごとあるいは分類種ごとの総欠陥数を、歪みなく予測することができる半導体欠陥分類装置及び半導体欠陥分類方法を提供することができる。
【0071】さらに本発明によれば、自動分類の分類精度をマニュアル分類で補う、能動的な欠陥分類を行うことができる半導体欠陥分類装置及び半導体欠陥分類方法を提供することができる。
【0072】さらに本発明によれば、迅速なラインモニタリングを行い、有意なスペック判定を行うことができる半導体欠陥分類装置及び半導体欠陥分類方法を提供することができる。
【図面の簡単な説明】
【図1】本発明の実施の形態に係わる半導体欠陥分類装置の構成を示すブロック図である。
【図2】本発明の第1の実施の形態に係わる半導体欠陥分類方法を示すフローチャート図である。
【図3】本発明の第2の実施の形態に係わる半導体欠陥分類方法を示すフローチャート図である。
【図4】図4(a)は入出力装置に表示されたノーマライズ前の各分類種の分類結果を示し、図4(b)は入出力装置に表示されたノーマライズ後の各分類種の分類結果を示す。
【図5】図5(a)及び図5(c)は入出力装置に自動分類及びマニュアル分類の各分類種ごとに表示された分類結果をそれぞれ示し、図4(b)及び図4(d)は入出力装置に表示されたノーマライズ後の自動分類及びマニュアル分類の各分類種の分類結果を示す。
【図6】図6(a)乃至図6(f)は、それぞれ本発明の第3の実施の形態に係わるSSAが分類することができる欠陥の分布形状の種類を示す平面図である。
【符号の説明】
1 欠陥検査装置
2 欠陥管理サーバ
3 ADC装置
4 手動欠陥分類装置
5 入出力装置
6 自動警告装置
【0001】
【発明の属する技術分野】本発明は、半導体欠陥分類装置及び半導体欠陥分類方法に係わり、欠陥の母集団あるいは分類種ごとに設定した異なるサンプル率にしたがって、欠陥をサンプリング及びノーマライズすることにより、高分類精度及び高処理効率で欠陥を分類する半導体欠陥分類技術に係わる。
【0002】
【従来の技術】一般に半導体装置の製造工程において形成されるパターン形状の欠陥は、歩留まりを左右する要因の一つである。集積密度の低い半導体装置では、回路動作に支障がない程度の小さな欠陥であっても、昨今の集積密度の高い半導体装置においては、様々な不良原因となってしまう。なぜなら、パターン寸法が縮小されて、パターン形状に対する欠陥の大きさが拡大されるからである。したがって、パターン形状の欠陥は、歩留まりの低下の要因として大きな割合を占めるようになってきている。
【0003】製造工程において形成されるパターンの欠陥を種類別に分類し、種類別に欠陥の分布を特定することは、欠陥の発生原因を特定して歩留まりを向上させる上で非常に重要な技術である。しかし、ウェハあるいはチップなどに存在する大小無数の欠陥を総て分類することは現実的に不可能である。一般的な分類の方法は、ウェハ、チップなどから検出された欠陥(大きな母集団)の中から無作為にサンプリングを行い、サンプリングされた欠陥を分類する。そして、ノーマライズを行い、大きな母集団の欠陥の分布を推測する。そして、大きな母集団に属する欠陥を分類して複数の欠陥の母集団が形成される。この各母集団に属する欠陥に対してさらに詳細な分類がそれぞれ行われる。
【0004】通常、各母集団に属する欠陥を分類する方法は、ADC装置(Auto Defect Classification 装置:自動欠陥分類装置)が自動的に分類する方法と、人間がマニュアルで分類する方法の2種類に大別される。ADC装置による自動分類は人間によるマニュアル分類に対して一般的にスループットが高いため、多数の欠陥を分類することが可能である。しかし、ADC装置は人間がトレーニングを行っているため、マニュアル分類の精度を超えることがない。一方、人間によるマニュアル分類は分類精度がADCに対して高いがスループットが低い。
【0005】また、サンプリングは、サンプリングプランにしたがって行われる。サンプリングプランには様々な種類がある。また、2つ以上のサンプリングプランを組み合わせて設定することができる。例えば、「全欠陥の10%、最大100個」、「1チップに存在する欠陥の20%、最大50個」、「1クラスタ欠陥に対して最大2個」などがある。このような様々なサンプリングプランを利用して、複数の母集団について異なるサンプリングプランを設定することは、効率よく欠陥を分類するために必須となっている。したがって、母集団に属する総欠陥数に対するサンプリングされた欠陥数、つまりサンプル率は各母集団ごとにより異なる。
【0006】
【発明が解決しようとする課題】しかし、従来の欠陥分類方法におけるノーマライズ方法は次式で表される。次式は、母集団iからサンプリングされた欠陥のうち、分類種jに分類された欠陥の個数(X)から、母集団iの分類種jに分類される全欠陥数(Y)を推測する計算式である。次式において、全母集団からサンプリングされた総欠陥数とは、各母集団からそれぞれサンプリングされた欠陥を総て足し合わせた個数の意である。大きな母集団に属する総欠陥数とは、複数の母集団のまとまりである大きな母集団に属する欠陥の個数の意である。つまり、大きな括弧の中は、大きな母集団のサンプル率を示している。
【0007】Y = X÷{(全母集団からサンプリングされた総欠陥数)÷(大きな母集団に属する総欠陥数)}上式によれば、分類種jに分類された欠陥の個数(X)を、大きな母集団のサンプル率で除して、母集団iの分類種jに分類される全欠陥数(Y)をノーマライズしている。また、母集団iのサンプル率は、母集団ごとに異なる。つまり、各母集団のサンプリングプラン及びサンプル率を無視してノーマライズを行うことになる。したがって、上式のノーマライズ方法では、サンプリング時のサンプリング率と、ノーマライズ時のサンプル率が異なる可能性がある。したがって、正確なノーマライズを行うことができず、歪んだ分類結果を算出してしまう惧れがある。
【0008】また、自動分類した欠陥に対してマニュアル分類を行う場合、自動分類の分類種ごとに異なるサンプル率を設定するような「自動分類の分類結果を利用したサンプリングプラン」を設定していない。そのため、ADC装置が分類する分類種において分類精度の比較的低い分類種、もしくは分類不可能な分類種に属する欠陥を、重点的にマニュアル分類するための能動的なサンプリングを行うことができなかった。また、自動分類の分類種ごとにサンプリングプランを設定しても、上述したように、従来のノーマライズ方法は分類種ごとに設定されたサンプリングプランを考慮していないため、歪んだ分類結果を算出してしまう。
【0009】さらに、自動分類とマニュアル分類の両方の分類方法を行っているにも関わらず、両方の分類結果を統合していないため、ADC装置の苦手な分類種をマニュアル分類で補うことができなかった。
【0010】本発明はこのような従来技術の問題点を解決するために成されたものであり、その目的は、分類精度が高く、且つ処理効率が高い半導体欠陥分類装置、及び半導体欠陥分類方法を提供することである。
【0011】本発明の他の目的は、母集団ごとあるいは分類種ごとの総欠陥数を、歪みなく予測することができる半導体欠陥分類装置及び半導体欠陥分類方法を提供することである。
【0012】本発明のさらに他の目的は、自動分類の分類精度をマニュアル分類で補う、能動的な欠陥分類を行うことができる半導体欠陥分類装置及び半導体欠陥分類方法を提供することである。
【0013】本発明のさらに他の目的は、迅速なラインモニタリングを行い、有意なスペック判定を行うことができる半導体欠陥分類装置及び半導体欠陥分類方法を提供することである。
【0014】
【課題を解決するための手段】上記目的を達成するため、本発明の第1の特徴は、ウェハやチップなどの検査対象物上に存在する欠陥を検出して、検出した欠陥を分類して複数の母集団を形成する欠陥検査装置と、母集団に属する欠陥を自動分類する自動欠陥分類装置と、欠陥管理サーバとから少なくともなる半導体欠陥分類装置であることである。また、欠陥管理サーバは、各母集団ごとにサンプリングプランを立てる機能と、各母集団に属する欠陥をそれぞれサンプリングプランにしたがってサンプリングする機能と、各母集団に属する総欠陥数に対するサンプリングされた欠陥の個数の割合をそれぞれ算出する機能と、自動分類された欠陥の個数をそれぞれ各母集団に属する総欠陥数に対するサンプリングした欠陥の個数の割合で除する機能とを少なくとも有することを特徴とする。
【0015】本発明の第1の特徴によれば、異なる母集団で異なるサンプリングプランを設定してサンプリングを行い、各母集団に属する総欠陥数に対するサンプリングされた欠陥の個数の割合(自動分類サンプル率)が各母集団ごとで異なる場合であっても、自動分類された各分類種に属する欠陥数を、各母集団ごとに異なる自動分類サンプル率で除することにより、各母集団の各分類種に属する欠陥数を高い精度で推測することができる。したがって、スループットの高い自動欠陥分類装置を用いて、分類精度が高く且つ分類効率の高い欠陥分類を行うことができる。
【0016】本発明の第1の特徴において、半導体分類装置は、母集団に属する欠陥をマニュアル分類する手動欠陥分類装置をさらに有することが望ましい。さらに、欠陥管理サーバは、自動分類の各分類種ごとにサンプル率を設定する機能と、自動分類の各分類種に属する欠陥をサンプル率にしたがってサンプリングする機能と、マニュアル分類された欠陥の個数を、各サンプル率で除して自動分類された欠陥の個数をそれぞれ算出する機能とをさらに有することが望ましい。自動欠陥分類装置で分類不可能な欠陥や自動欠陥分類装置の分類精度が低い分類種に対して高いサンプル率を設定してサンプリングを行い、自動分類よりも分類精度が高い手動欠陥分類装置でサンプリングされた欠陥を分類することで、自動欠陥分類装置で分類不可能な欠陥や自動欠陥分類装置の分類精度が低い分類種に対して重点的にマニュアル分類を行うことができる。さらに、各分類種ごとのサンプル率にしたがって、自動分類された欠陥の個数をそれぞれ算出することにより、自動分類の分類精度をマニュアル分類で補った、さらに精度の高い欠陥分類を行うことができる。
【0017】また、欠陥管理サーバが有する自動分類の各分類種ごとにサンプル率を設定する機能は、自動分類した総ての欠陥をマニュアル分類した欠陥において、自動分類で分類種jと判定された欠陥のうち、マニュアル分類も分類種jと判定した欠陥の個数を、自動分類で分類種jと判定した欠陥の個数で除して各分類種の分類精度をそれぞれ算出する手段と、1から各分類精度をそれぞれ引いて、自動分類の各分類種ごとのサンプル率をそれぞれ算出する手段とからなることが望ましい。
【0018】さらに、欠陥管理サーバは、自動分類の分類結果とマニュアル分類の分類結果を統合する機能をさらに有することが望ましい。そして、本発明の第1の特徴に係わる半導体欠陥分類装置は、統合された分類結果を表示する入出力装置をさらに有することが望ましい。統合された分類結果を入出力装置を使用して製造ライン上の複数箇所で表示することにより、ラインモニターの役割を果たすことができる。また、本発明の第1の特徴に係わる半導体欠陥分類装置は、分類結果が所定の規格値を超えた場合に警告を表示する自動警告装置をさらに有することが望ましい。欠陥の分布が所定の規格値を超えた場合に自動警告装置で警告を表示することで、製造ラインのスペック管理を行うことができる。
【0019】本発明の第2の特徴は、検査対象物上に存在する欠陥を検出する第1のステップと、検出した欠陥を分類して複数の母集団を形成する第2のステップと、各母集団ごとにサンプリングプランを立てる第3のステップと、各母集団に属する欠陥をそれぞれサンプリングプランにしたがってサンプリングする第4のステップと、各母集団に属する総欠陥数に対するサンプリングした欠陥の個数の割合をそれぞれ算出する第5のステップと、サンプリングされた欠陥を自動分類する第6のステップと、自動分類された欠陥の個数を、それぞれ各母集団に属する総欠陥数に対するサンプリングした欠陥の個数の割合で除する第7のステップとから少なくともなる半導体欠陥分類方法であることである。
【0020】本発明の第2の特徴によれば、異なる母集団で異なるサンプリングプランを設定してサンプリングを行い、各母集団に属する総欠陥数に対するサンプリングされた欠陥の個数の割合(自動分類サンプル率)が各母集団ごとで異なる場合であっても、自動分類された各分類種に属する欠陥数を、各母集団ごとに異なる自動分類サンプル率で除することにより、各母集団の各分類種に属する欠陥数を高い精度で推測することができる。したがって、自動分類をスループットの高い計算機を用いて行うことにより、分類精度が高く且つ分類効率の高い欠陥分類を行うことができる。
【0021】本発明の第2の特徴において、第6のステップと第7のステップの間に、自動分類の各分類種ごとにサンプル率を設定するステップと、自動分類の各分類種に属する欠陥をサンプル率にしたがってサンプリングするステップと、サンプリングされた欠陥をマニュアル分類するステップと、マニュアル分類された欠陥の個数を、各サンプル率で除して自動分類された欠陥の個数をそれぞれ算出するステップとをさらに有することが望ましい。自動分類することが不可能な欠陥や自動分類の分類精度が低い分類種に対して高いサンプル率を設定してサンプリングを行い、自動分類よりも分類精度が高いマニュアル分類でサンプリングされた欠陥を分類することで、自動分類で分類不可能な欠陥や自動分類の分類精度が低い分類種に対して重点的にマニュアル分類を行うことができる。さらに、各分類種ごとのサンプル率にしたがって、自動分類された欠陥の個数をそれぞれ算出することにより、自動分類の分類精度をマニュアル分類で補った、さらに精度の高い欠陥分類を行うことができる。
【0022】また、自動分類の各分類種ごとにサンプル率を設定するステップは、自動分類した総ての欠陥をマニュアル分類する過程と、自動分類で分類種jと判定された欠陥のうち、マニュアル分類も分類種jと判定した欠陥の個数を、自動分類で分類種jと判定した欠陥の個数で除して各分類種の分類精度をそれぞれ算出する過程と、1から各分類精度をそれぞれ引いて、自動分類の各分類種ごとのサンプル率をそれぞれ算出する過程とからなることが望ましい。
【0023】さらに、第2のステップにおいて形成する複数の母集団は、ランダム欠陥とクラスタ欠陥とからなることが望ましい。また、第2のステップにおいて、検査対象物上に検出された欠陥の分布形状の違いにより欠陥を分類してもよい。
【0024】さらに、自動分類の分類結果とマニュアル分類の分類結果を統合して表示するステップをさらに有することが望ましい。統合された分類結果を製造ライン上の複数箇所で表示することにより、ラインモニターの役割を果たすことができる。また、分類結果が所定の規格値を超えた場合に警告を表示するステップをさらに有することが望ましい。製造ラインのスペック管理を行うことができる。
【0025】
【発明の実施の形態】(第1の実施の形態)以下図面を参照して、本発明の実施の形態を説明する。図1は、本発明の第1の実施の形態に関わる半導体欠陥分類装置の構成を示すブロック図である。図1に示すように、本発明の第1の実施の形態に係わる半導体欠陥分類装置は、ウェハやチップなどの検査対象物上に存在する欠陥を検出して、検出した欠陥を分類して複数の母集団を形成する欠陥検査装置1と、母集団に属する欠陥を自動分類する自動欠陥分類装置(以後、「ADC装置」という)3と、欠陥管理サーバ2とから少なくとも構成される。また、欠陥管理サーバ2は、各母集団ごとにサンプリングプランを立てる機能と、各母集団に属する欠陥をそれぞれサンプリングプランにしたがってサンプリングする機能と、各母集団に属する総欠陥数に対するサンプリングされた欠陥の個数の割合をそれぞれ算出する機能と、自動分類された欠陥の個数をそれぞれ各母集団に属する総欠陥数に対するサンプリングした欠陥の個数の割合で除する機能とを少なくとも有する。
【0026】欠陥検査装置1は、検査対象物上に形成されたパターン中に存在する欠陥を検出する装置である。ここで、「欠陥」とは、半導体ウェハー上のダストや半導体結晶中の結晶欠陥の意だけでなく、半導体基板上に形成される回路パターンの形状異常を含む。また、欠陥検査装置1は、検出された欠陥がランダム欠陥なのか、それともクラスタ欠陥なのかを分類する。以後、この欠陥検査装置1が行う分類を「クラスタリング」という。ここで、ランダム欠陥は、検査対象物上に検出された欠陥が所定の間隔をおいて配置されている状態の欠陥である。一方、クラスタ欠陥は、ウェハ上に形成された欠陥が局所的に密集している状態の欠陥である。
【0027】欠陥管理サーバ2は、欠陥検査装置1により検出された欠陥について、検査対象物上での欠陥の座標、また欠陥の大きさなどの欠陥情報を保存する。また、クラスタリングの結果も、分類情報として欠陥情報とともに保存する。さらに、保存を行おう際に、過去の工程において同一検査対象の同一座標に欠陥が存在していた場合は、その欠陥を「キャリーオーバー」、それ以外の場合を「アダー」として、欠陥情報及び分類情報と共に保存する。また、欠陥管理サーバ2は、欠陥検査装置1、ADC装置3に接続されて、各装置の機能を制御する。
【0028】ADC装置3は、クラスタリングされた欠陥をさらに詳細に分類する。具体的には、配線領域に存在するランダム欠陥を次の4つの分類種に分類する。まず第1の分類種は、隣接する配線を電気的に導通させてしまっている欠陥、つまりショート不良を生じている欠陥が属する分類種である。第2の分類種は、配線と重なりその配線を切断している欠陥、つまりオープン不良を生じている欠陥が属する分類種である。第3の分類種は、配線領域に存在するが、回路動作に影響を与えない欠陥、つまり不良を生じない欠陥が属する分類種である。そして、第4の分類種は、第1乃至第3の分類種に分類することができない欠陥、つまり分類不可能な欠陥が属する分類種である。
【0029】次に、図1に示した半導体欠陥分類装置を用いた半導体欠陥分類方法について、図2に示したフローチャートを参照して説明する。
【0030】(イ)まず最初に、ステップS01において、ウェハあるいはチップ上に存在する欠陥を欠陥検査装置1を用いて検出する。欠陥検査装置1は、例えば、形成したいパターンが描画された参照パターンと検査対象上に形成されたパターンを比較し、相違する部分を欠陥として検出する。検出された各欠陥について、欠陥の存在する座標及び欠陥の大きさなどの欠陥情報が欠陥検査装置1から欠陥管理サーバ2に送信され保存される。
【0031】(ロ)次に、ステップS02において、欠陥検査装置1を用いて検出した欠陥を分類(クラスタリング)して、ランダム欠陥とクラスタ欠陥の2つの母集団を形成する。分類された欠陥について、ランダム欠陥であるかクラスタ欠陥であるかの分類情報が欠陥情報とともに欠陥管理サーバ2に保存される。表1は、欠陥情報及び分類情報の一例を示す。また、表1は、欠陥情報及び分類情報の一部として、検出された総欠陥数、及びそのうちのランダム欠陥数とクラスタ欠陥数を示す。表1において、検出された総欠陥数(大きな母集団)は3000個であり、このうち、ランダム欠陥数(母集団)が1000個、クラスタ欠陥数(母集団)が2000個である。
【0032】
【表1】
(ハ)次に、ステップS03において、各母集団ごとに自動分類を行うためのランプリングプランを立てる。また、クラスタリング後の欠陥の分布状況、ADC装置3の処理能力、及び欠陥検査装置1のクラスタリング精度などの要因を考慮して、サンプリングプランを立てる。表1に示したクラスタリング結果に対して立てられた各母集団のサンプリングプランの一例を表2に示す。
【0033】
【表2】
表2に示すように、ランダム欠陥とクラスタ欠陥について、それぞれ異なるサンプリングプランを立てる。また、1つのサンプリングプランのなかに、複数のプランを組み合わせることができる。ランダム欠陥のサンプリングプランは、「0.3(30%)且つ、最大200個」である。ランダム欠陥(母集団)から無作為にサンプリングを行い、母集団の30%をサンプリングするか、サンプリングした欠陥の個数が200個になった時点で、サンプリングを終了する。同様に、クラスタ欠陥のサンプリングプランは、「0.05(5%)且つ、最大200個」である。クラスタ欠陥(母集団)から無作為にサンプリングを行い、母集団の5%をサンプリングするか、サンプリングした欠陥の個数が200個になった時点で、サンプリングを終了する。
【0034】(ニ)次に、ステップS04において、各母集団に属する欠陥をそれぞれ各母集団のサンプリングプランにしたがってサンプリングする。ここでのサンプリングは母集団から無作為に欠陥を選び出すランダムランプリングである。サンプリングは、ランダム欠陥及びクラスタ欠陥についてそれぞれ行われる。表2に示したサンプリングプランにしたがって、表1に示した欠陥の母集団に対してサンプリングされた欠陥(以後、「自動分類サンプル欠陥」という)の個数を表3に示す。
【0035】
【表3】
表3に示すように、ランダム欠陥について自動分類サンプル欠陥の個数は200個であり、クラスタ欠陥について自動分類サンプル欠陥の個数は100個である。これは、表2に示した各サンプリングプランのうち、ランダム欠陥は「最大200個」、及びクラスタ欠陥は100個/2000個=「0.05(5%)」のプランをそれぞれ採用していることを示している。
【0036】(ホ)次に、ステップS05において、各母集団に属する総欠陥数に対する表3に示した自動分類サンプル欠陥の個数の割合(以後、これを「自動分類サンプル率」という)をそれぞれ算出する。この処理は欠陥管理サーバ102を用いて行われる。各母集団の自動分類サンプル率は次式で求められる。
【0037】自動分類サンプル率(i)=(自動分類サンプル欠陥の個数(i))÷(母集団iの総欠陥数)
ここで、iはランダム欠陥あるいはクラスタ欠陥を示す。算出されたランダム欠陥及びクラスタ欠陥の自動分類サンプル率を表4に示す。また、自動分類サンプル率は欠陥管理サーバ2に送信され保存される。
【0038】
【表4】
(へ)次に、ステップS06において、ADC装置103を用いて、自動分類サンプル欠陥を自動分類する。その際、各自動分類サンプル欠陥がどの母集団よりサンプリングされたものであるかがわかるようにしておく必要がある。それには、サンプル欠陥の欠陥情報及び分類情報を欠陥管理サーバ2からADC装置3に転送すればよい。表5は、自動分類の分類結果の一例を示す。表5では、各母集団について、分類種1、分類種2、分類種3、分類種4(分類不能)の4種類に欠陥を分類した結果を示している。分類種4(分類不能)は、、ADC装置が自動分類を試みたが分類することができなかった欠陥が属する分類種である。表5に示した自動分類サンプル欠陥の分類情報は欠陥管理サーバ2に送信され保存される。
【0039】
【表5】
(ト)次に、ステップS07において、自動分類された自動分類サンプル欠陥の個数を、各自動分類種についてそれぞれ各母集団の自動分類サンプル率で除する。つまり、表5に示した各自動分類種に属する自動分類サンプル欠陥に対して、表4に示した各母集団ごとの自動分類サンプル率によりノーマライズを行う。自動分類サンプル率は欠陥管理サーバ2から検索される。ノーマライズは次式にしたがって行われる。
【0040】ノーマライズされた欠陥数(i、j)=(母集団i且つ分類種jに属する欠陥数/自動分類サンプル率(i))
ここで、jは自動分類の分類種を示す。また、「母集団iに属し且つ分類種jの欠陥数」とは、表5に示した母集団i且つ分類種jに属する自動分類サンプル欠陥の個数である。また、「自動分類サンプル率(i)」は、表4に示した各母集団iの自動分類サンプル率である。表6は、ランダム欠陥及びクラスタ欠陥について各分類種のノーマライズされた欠陥の個数を示す。
【0041】
【表6】
ランダム欠陥の自動分類サンプル率は0.2であるため、ランダム欠陥の各分類種の欠陥数を0.2で除する。同様に、クラスタ欠陥の自動分類サンプル率は0.05であるため、クラスタ欠陥の各分類種の欠陥数を0.05で除する。各分類種のノーマライズされた欠陥数は欠陥管理サーバ2に保存される。以上の手順を経て、各分類種に属する全欠陥数を、ランダム欠陥及びクラスタ欠陥について、それぞれ推測することができる。
【0042】本発明の第1の実施の形態によれば、異なる母集団であるランダム欠陥とクラスタ欠陥で異なるサンプリングプランを設定してサンプリングを行い、自動分類サンプル率がランダム欠陥とクラスタ欠陥とで異なる場合であっても、自動分類された各分類種に属する欠陥数を、各母集団ごとに異なるサンプル率でノーマライズを行うことにより、各母集団の各分類種に属する欠陥数を高い精度で推測することができる。
【0043】(第2の実施の形態)本発明の第2の実施の形態では、第1の実施の形態において表5に示した自動分類の分類結果に対して、さらに、自動分類の各分類種ごとに異なるサンプリング率を設定してサンプリングを行い、サンプリングされた欠陥に対してマニュアル分類することで、よりに精度の高い欠陥分類を行う方法について説明する。
【0044】第2の実施の形態に係わる半導体分類装置は、図1に示すように、第1の実施の形態において図1を参照して示した半導体欠陥分類装置に対して、ADC装置3が行う自動分類を操作者がマニュアルで行うための手動欠陥分類装置4をさらに有する。手動欠陥分類装置4は、ADC装置3が行う分類を操作者が行うための装置である。手動欠陥分類装置4は、少なくとも拡大された欠陥の映像を映し出すモニターを具備する。このモニター上に映し出された欠陥の映像に基づいて操作者が欠陥を分類する。ADC装置3と手動欠陥分類装置4を比較する。まず、分類の精度について、ADC装置3は、人間がトレーニングを行うことにより分類の精度を維持あるいは向上させているため、手動欠陥分類装置4を超えることはない。つまり、ADC装置3の分類精度は、手動欠陥分類装置4よりも低い。次に、スループットについて、ADC装置3は、分類手段を計算機で構成しているため、人間が1つ1つ判断していく手動欠陥分類装置4に比べて、スループットは高い。
【0045】まず、表5に示した各分類種ごとに設定するサンプル率を算出する方法を図3に示すフローチャートを参照して説明する。
【0046】(イ)まず、自動分類の各分類種ごとの分類精度を次式で定義する。
【0047】分類精度(j)=(自動分類で分類種jと判定した欠陥のうちマニュアル分類も分類種jと判定した欠陥の個数)÷(自動分類で分類種jと判定した欠陥の個数)
(ロ)次に、ステップS11において、ステップS06で自動分類された総ての欠陥に対してマニュアル分類を行い、ADC装置による自動分類と人間によるマニュアル分類とでの欠陥の分布を比較する。表7は、自動分類とマニュアル分類で分類種ごとの欠陥の分布を比較した一例を示す。
【0048】
【表7】
表7において、自動分類で分類種jと判定された欠陥の個数は、分類種1、分類種2、分類種3、分類種4(分類不能)について、それぞれ32個、50個、70個、20個である。マニュアル分類で分類種jと判定された欠陥の個数は、分類種1、分類種2、分類種3について、それぞれ29個、77個、66個である。人間によるマニュアル分類においては、いずれかの分類種に総ての欠陥を分類することができるので、分類種4(分類不能)は存在しない。自動分類で分類種jと判定された欠陥のうちマニュアル分類でも分類jと判定された欠陥の個数は、分類種1、分類種2、分類種3について、それぞれ16個、45個、56個である。
【0049】(ハ)次に、ステップS12において、表7に示した比較表から(イ)の分類精度の定義式にしたがって、各分類種ごとの分類精度を算出する。算出された分類精度(j)を表8に示す。
【0050】
【表8】
表8において、マニュアル分類の分類種には分類種4(分類不能)が存在しないので、分類種4(分類不能)の分類精度はゼロである。分類種の分類精度はADC装置の各分類種ごとの信頼度を意味する。信頼度が高い分類種は人間が新たにマニュアル分類する必要がなく、信頼度の低い分類種を重点的にマニュアル分類することでADC装置の分類精度をマニュアル分類により補うことができる。
【0051】(ニ)次に、ステップS13において、表8に示した各分類種の分類精度(j)から、次式にしたがって各分類種のサンプリング率(j)を算出する。
【0052】サンプリング率(j)=1−分類精度(j)
表9は、上式にしたがって算出された各分類種のサンプリング率を示す。ADC装置3の分類精度から求められたサンプリング率は「マニュアル分類サンプル率」として欠陥管理サーバ2に保存される。
【0053】
【表9】
以上の手順を経て、表5に示した自動分類の分類結果に対して、自動分類の各分類種ごとに異なるマニュアル分類サンプリング率を算出することができる。マニュアル分類サンプル率は、通常、ADC装置3のトレーニングの一つとして行われる。また、トレーニングを重ねることでADC装置103の分類精度は向上していくため、定期的にADC装置3の分類精度を上記手順を経て測定することが望ましい。次に、各分類種ごとのマニュアル分類サンプル率にしたがってサンプリングされた欠陥をマニュアル分類する方法について図3を参照して説明する。
【0054】(イ)まず、ステップS14において、自動分類の各分類種に属する欠陥をマニュアル分類サンプル率にしたがってサンプリングする。サンプリングは、ランダム欠陥とクラスタ欠陥について行う。また、ここでのサンプリングもランダムサンプリングの意である。サンプリングする欠陥は、表5に示した自動分類されたノーマライズ前の欠陥である。サンプリングされた欠陥(以後、「マニュアル分類サンプル欠陥」という)の欠陥情報及び分類情報は欠陥管理サーバ2に保存され、欠陥管理サーバ2から手動分類装置4に送信される。各分類種のマニュアル分類サンプル欠陥の個数を表10に示す。
【0055】
【表10】
(ロ)次に、ステップS15において、マニュアル分類サンプル欠陥をマニュアル分類する。その際、各欠陥がどの母集団よりサンプリングされたかわかるようにする必要があるため、サンプリングされた欠陥の情報に、属する母集団の情報を含ませる。表11にランダム欠陥のマニュアル分類の分類結果を、表12にクラスタ欠陥のマニュアル分類の分類結果をそれぞれ示す。
【0056】
【表11】
【表12】
例えば表11において、自動分類で分類種1に分類された50個の欠陥のうち、マニュアル分類でも分類種1に分類された欠陥の個数は35個である。残りの15個のうち分類種2及び分類種3にそれぞれ10個、5個の欠陥が分類された。また、自動分類で分類種4(分類不能)に分類された20個の欠陥のうち、マニュアル分類で分類種1、分類種2、分類種3にそれぞれ7個、3個、10個の欠陥が分類された。自動分類で分類種1に分類された欠陥は50個であったが、マニュアル分類で分類種1に分類された欠陥は、マニュアル分類サンプル欠陥全体のうちの44個であった。
【0057】(ト)次に、表11及び表12に示したマニュアル分類の結果に対して、各分類種ごとの「マニュアル分類サンプル率」及び各母集団ごとの「自動分類サンプル率」にしたがってノーマライズを行う。まず、ステップS16において、マニュアル分類した欠陥の個数を、マニュアル分類サンプル率で除して自動分類された欠陥の個数を算出する。そして、ステップS07において、自動分類された自動分類サンプル欠陥の個数を、それぞれ各母集団の自動分類サンプル率で除する。ノーマライズは、以下の式にしたがって行われる。
【0058】ノーマライズされた欠陥数(i、j、k)=(母集団iに属し且つマニュアル分類種kの欠陥数)÷(マニュアル分類サンプル率(j))÷(自動分類サンプル率(i))
ここで、iは母集団の種類、jは自動分類の分類種、kはマニュアル分類の分類種をそれぞれ示す。「母集団iに属し且つマニュアル分類種kの欠陥数」とは、母集団iからサンプリングされ、さらに自動分類種jからサンプリングされてマニュアル分類種kに分類された欠陥の個数である。つまり、表11及び表12の右端に示した欠陥の個数である。「自動分類サンプル率」と「マニュアル分類サンプル率」は、欠陥管理サーバ2により検索される。表13にランダム欠陥のノーマライズの結果を、表14にクラスタ欠陥のノーマライズの結果をそれぞれ示す。
【0059】
【表13】
【表14】
例えば表13において、自動分類の分類種1のマニュアル分類サンプリング率は、表9に示したように0.5であるので、表11に示したマニュアル分類の分類種1に分類された欠陥の個数(35個)を0.5で除する。さらに、表4に示したランダム欠陥の自動分類サンプル率(0.2)で除する。このようにして、自動分類を行って分類種1に分類され、続けてマニュアル分類を行って分類種1に分類された総欠陥数を350個であると推測することができる。表13及び表14の右端に示すように、各分類種ごとの総欠陥数を推測することができる。ノーマライズされた欠陥の個数は欠陥管理サーバ2に保存される。
【0060】人間によるマニュアル分類はADC装置による自動分類と比較してスループットが低いが、分類の精度や信頼性は高い。したがって、マニュアル分類を行う際のサンプリング率は分類の効率に大きな影響を与える。本発明の第2の実施の形態によれば、ADC装置で分類不可能な欠陥やADC装置の分類精度が低い分類種に分類された欠陥を重点的に精度の高いマニュアル分類するために、ADC分類の分類種ごとに異なるサンプリング率を設定してサンプリングを行い、サンプリングされた欠陥をマニュアル分類し、各分類種ごとのサンプル率にしたがって、ノーマライズを行うことにより、さらに精度の高い欠陥分類を行うことができる。
【0061】なお、第1及び第2の実施の形態において、図1に示すように半導体欠陥分類装置は、ADC装置3あるいは手動欠陥分類装置4の分類結果が所定のスペックを満たしていない場合に警告を発する自動警告装置6と、入出力を行うための入出力装置5とをさらに具備してもよい。これにより、欠陥情報及び分類情報などの欠陥管理サーバ2に保存されている情報を、入出力装置5を用いてグラフ形式で表示することができる。また、第1の実施の形態における自動分類の分類結果と、第2の実施の形態におけるマニュアル分類の分類結果を統合して表示を行うことができる。さらに、欠陥の分類結果が所定の規格値を超えた場合に警自動警告装置6を用いて警告を表示することで、製造ラインのスペック管理を行うことができる。
【0062】自動警告装置6は、欠陥の分類結果が所定のスペックを満たしていない場合に警告を発する装置である。所定のスペックとは、例えば、検査対象物であるウェハあるいはチップに存在することが許容される欠陥数である。欠陥管理サーバ2に登録されている欠陥情報及び分類情報などから、欠陥管理サーバ2は所定のスペックを管理し、所定のスペックを超えることがある場合には、自動警告装置6に対して、警告を発するように指示する。
【0063】自動分類とマニュアル分類の分類結果の統合方法を以下に示す。まず、自動分類の分類種とマニュアル分類の分類種を同一に設定する。第1の実施の形態で示したように自動分類を行い、次に第2の実施の形態に示したようにマニュアル分類を行う。分類を行った欠陥には以下の2パターンが存在する。
【0064】パターン1:自動分類のみ行われた欠陥パターン2:自動分類とマニュアル分類の両方が行われた欠陥ここで、パターン1とパターン2種類の欠陥を分類種ごとにカウントする。その際の欠陥が属する分類種は、パターン1では自動分類の分類種を、パターン2ではマニュアル分類の分類種を使用する。つまり、ADC装置3による自動分類よりも人間によるマニュアル分類の方が分類精度が高いので、1つの欠陥に自動分類とマニュアル分類の両方が存在している場合には、マニュアル分類の分類結果を優先的に使用する。この結果を入出力装置5を用いて表示する。図4(a)及び図4(b)は入出力装置5に表示されたグラフ形式の分類結果をそれぞれ示す。図4(a)は、ノーマライズ前の各分類種の分類結果を示す。そして、この分類結果に対して第1及び第2の実施の形態で示したように、ノーマライズを行う。欠陥管理サーバ2に保存されている「自動分類サンプル率」及び「マニュアル分類サンプル率」を読み出してノーマライズを行う。図4(b)は、ノーマライズ後の各分類種の分類結果を示す。なお、図4(a)及び図4(b)において、「Bin」は「分類種」を、「Manual」は「マニュアル分類」を、「ADC」は「自動分類」を、それぞれ示す。
【0065】また、自動分類とマニュアル分類の統合された分類結果をロットごとに表示したり、各分類種ごとにランダム欠陥とクラスタ欠陥の欠陥数の分布を表示することもできる。図5(a)及び図5(c)は、自動分類及びマニュアル分類の各ロットごとの欠陥の分布をそれぞれ示すグラフである。また、図5(a)及び図5(c)は、ランダム欠陥とクラスタ欠陥の欠陥数の分布を示している。図5(b)及び図5(d)は、各分類種ごとにランダム欠陥とクラスタ欠陥の欠陥数の分布を示すグラフである。また、図5(b)及び図5(d)は、自動分類及びマニュアル分類の各分類種ごとの欠陥数の分布をそれぞれ示す。このようなグラフ形式の分類結果を入出力装置5を使用して、製造ライン上の複数箇所で表示することにより、ラインモニターの役割を果たすことができる。欠陥の分類結果が所定の規格値を超えた場合に自動警告装置6をもちいて警告を表示することで、製造ラインのスペック管理を行うことができる。
【0066】(第3の実施の形態)第1及び第2の実施の形態においては、検査対象物上に検出した欠陥をランダム欠陥あるいはクラスタ欠陥に分類する場合(クラスタリングの場合)について説明した。本発明は、クラスタリングに限って適用されるものではない。第3の実施の形態においては、クラスタリングの代わりに、検査対象物上の欠陥の分布形状の違いにより分類を行うスペーシャル・パターン・リコグニション(Spatial Pattern Recognition)(以下、SSAと略す)による分類方法について説明する。
【0067】クラスタリングでは、欠陥が局所的に密集して発生しているクラスタ欠陥と、欠陥が所定の間隔をおいて発生しているランダム欠陥を分類する機能を有するのに対し、SSAでは検査対象物上に存在する欠陥を分布形状の違いについて分類する機能を有する。図6(a)乃至(f)は、SSAが分類することができる分布形状の一例を示す。図6(a)は「ランダム」、図6(a)は「スクラッチ」、図6(a)は「リング」、図6R>6(a)は「センター」、図6(a)は「パーシャルリング」、図6(a)は「クラスタ」と呼ばれる分布形状である。
【0068】図1に示した半導体欠陥分類装置において、欠陥検査装置1の分類機能をクラスタリングからSSAに変更し、自動分類及びマニュアル分類の分類種をSSAが分類する各分布形状について設定することにより、図2及び図3のフローチャートに示した半導体欠陥分類方法をSSAについても実施することができる。
【0069】
【発明の効果】以上説明したように本発明によれば、分類精度が高く、且つ処理効率が高い半導体欠陥分類装置、及び半導体欠陥分類方法を提供することができる。
【0070】また本発明によれば、母集団ごとあるいは分類種ごとの総欠陥数を、歪みなく予測することができる半導体欠陥分類装置及び半導体欠陥分類方法を提供することができる。
【0071】さらに本発明によれば、自動分類の分類精度をマニュアル分類で補う、能動的な欠陥分類を行うことができる半導体欠陥分類装置及び半導体欠陥分類方法を提供することができる。
【0072】さらに本発明によれば、迅速なラインモニタリングを行い、有意なスペック判定を行うことができる半導体欠陥分類装置及び半導体欠陥分類方法を提供することができる。
【図面の簡単な説明】
【図1】本発明の実施の形態に係わる半導体欠陥分類装置の構成を示すブロック図である。
【図2】本発明の第1の実施の形態に係わる半導体欠陥分類方法を示すフローチャート図である。
【図3】本発明の第2の実施の形態に係わる半導体欠陥分類方法を示すフローチャート図である。
【図4】図4(a)は入出力装置に表示されたノーマライズ前の各分類種の分類結果を示し、図4(b)は入出力装置に表示されたノーマライズ後の各分類種の分類結果を示す。
【図5】図5(a)及び図5(c)は入出力装置に自動分類及びマニュアル分類の各分類種ごとに表示された分類結果をそれぞれ示し、図4(b)及び図4(d)は入出力装置に表示されたノーマライズ後の自動分類及びマニュアル分類の各分類種の分類結果を示す。
【図6】図6(a)乃至図6(f)は、それぞれ本発明の第3の実施の形態に係わるSSAが分類することができる欠陥の分布形状の種類を示す平面図である。
【符号の説明】
1 欠陥検査装置
2 欠陥管理サーバ
3 ADC装置
4 手動欠陥分類装置
5 入出力装置
6 自動警告装置
【特許請求の範囲】
【請求項1】 検査対象物上に存在する欠陥を検出して、該検出した欠陥を分類して複数の母集団を形成する欠陥検査装置と、前記母集団に属する欠陥を自動分類する自動欠陥分類装置と、前記各母集団ごとにサンプリングプランを立てる機能と、該各母集団に属する欠陥をそれぞれ該サンプリングプランにしたがってサンプリングする機能と、該各母集団に属する総欠陥数に対する該サンプリングされた欠陥の個数の割合をそれぞれ算出する機能と、前記自動分類された欠陥の個数をそれぞれ該各母集団に属する総欠陥数に対する該サンプリングした欠陥の個数の割合で除する機能とを有する欠陥管理サーバとを有することを特徴とする半導体欠陥分類装置。
【請求項2】 前記母集団に属する欠陥をマニュアル分類する手動欠陥分類装置をさらに有し、前記欠陥管理サーバは、前記自動分類の各分類種ごとにサンプル率を設定する機能と、該自動分類の各分類種に属する欠陥を該サンプル率にしたがってサンプリングする機能と、前記マニュアル分類された欠陥の個数を、該各サンプル率で除して前記自動分類された欠陥の個数をそれぞれ算出する機能とをさらに有することを特徴とする請求項1記載の半導体欠陥分類装置。
【請求項3】 前記欠陥管理サーバが有する前記自動分類の各分類種ごとにサンプル率を設定する機能は、前記自動分類した総ての欠陥を前記マニュアル分類した欠陥において、該自動分類で前記分類種jと判定された欠陥のうち、該マニュアル分類も該分類種jと判定した欠陥の個数を、該自動分類で該分類種jと判定した欠陥の個数で除して該各分類種の分類精度をそれぞれ算出する手段と、1から前記各分類精度をそれぞれ引いて、前記自動分類の各分類種ごとのサンプル率をそれぞれ算出する手段とからなることを特徴とする請求項2記載の半導体欠陥分類装置。
【請求項4】 前記欠陥管理サーバは、前記自動分類の分類結果と前記マニュアル分類の分類結果を統合する機能をさらに有し、前記統合された分類結果を表示する入出力装置をさらに有することを特徴とする請求項2または3記載の半導体欠陥分類装置。
【請求項5】 分類結果が所定の規格値を超えた場合に警告を表示する自動警告装置をさらに有することを特徴とする請求項4記載の半導体欠陥分類装置。
【請求項6】 検査対象物上に存在する欠陥を検出する第1のステップと、前記検出した欠陥を分類して複数の母集団を形成する第2のステップと、前記各母集団ごとにサンプリングプランを立てる第3のステップと、前記各母集団に属する欠陥をそれぞれ前記サンプリングプランにしたがってサンプリングする第4のステップと、前記各母集団に属する総欠陥数に対する前記サンプリングした欠陥の個数の割合をそれぞれ算出する第5のステップと、前記サンプリングされた欠陥を自動分類する第6のステップと、前記自動分類された欠陥の個数を、それぞれ前記各母集団に属する総欠陥数に対する前記サンプリングした欠陥の個数の割合で除する第7のステップとからなることを特徴とする半導体欠陥分類方法。
【請求項7】 前記第6のステップと前記第7のステップの間に、前記自動分類の各分類種ごとにサンプル率を設定するステップと、前記自動分類の各分類種に属する欠陥を前記サンプル率にしたがってサンプリングするステップと、前記サンプリングされた欠陥をマニュアル分類するステップと、前記マニュアル分類された欠陥の個数を、前記各サンプル率で除して前記自動分類された欠陥の個数をそれぞれ算出するステップとをさらに有することを特徴とする請求項6記載の半導体欠陥分類方法。
【請求項8】 前記自動分類の各分類種ごとにサンプル率を設定するステップは、前記自動分類した総ての欠陥を前記マニュアル分類する過程と、前記自動分類で分類種jと判定された欠陥のうち、前記マニュアル分類も該分類種jと判定した欠陥の個数を、該自動分類で該分類種jと判定した欠陥の個数で除して該各分類種の分類精度をそれぞれ算出する過程と、1から前記各分類精度をそれぞれ引いて、前記自動分類の各分類種ごとのサンプル率をそれぞれ算出する過程とからなることを特徴とする請求項7記載の半導体欠陥分類方法。
【請求項9】 第2のステップにおいて形成する前記複数の母集団は、ランダム欠陥とクラスタ欠陥とからなることを特徴とする請求項6乃至8いずれか1記載の半導体欠陥分類方法。
【請求項10】 第2のステップにおいて、前記検査対象物上に検出された欠陥の分布形状の違いにより欠陥を分類することを特徴とする請求項6乃至8いずれか1記載の半導体欠陥分類方法。
【請求項11】 前記自動分類の分類結果と前記マニュアル分類の分類結果を統合して表示するステップをさらに有することを特徴とする請求項7乃至10いずれか1記載の半導体欠陥分類方法。
【請求項12】 分類結果が所定の規格値を超えた場合に警告を表示するステップをさらに有することを特徴とする請求項11記載の半導体欠陥分類方法。
【請求項1】 検査対象物上に存在する欠陥を検出して、該検出した欠陥を分類して複数の母集団を形成する欠陥検査装置と、前記母集団に属する欠陥を自動分類する自動欠陥分類装置と、前記各母集団ごとにサンプリングプランを立てる機能と、該各母集団に属する欠陥をそれぞれ該サンプリングプランにしたがってサンプリングする機能と、該各母集団に属する総欠陥数に対する該サンプリングされた欠陥の個数の割合をそれぞれ算出する機能と、前記自動分類された欠陥の個数をそれぞれ該各母集団に属する総欠陥数に対する該サンプリングした欠陥の個数の割合で除する機能とを有する欠陥管理サーバとを有することを特徴とする半導体欠陥分類装置。
【請求項2】 前記母集団に属する欠陥をマニュアル分類する手動欠陥分類装置をさらに有し、前記欠陥管理サーバは、前記自動分類の各分類種ごとにサンプル率を設定する機能と、該自動分類の各分類種に属する欠陥を該サンプル率にしたがってサンプリングする機能と、前記マニュアル分類された欠陥の個数を、該各サンプル率で除して前記自動分類された欠陥の個数をそれぞれ算出する機能とをさらに有することを特徴とする請求項1記載の半導体欠陥分類装置。
【請求項3】 前記欠陥管理サーバが有する前記自動分類の各分類種ごとにサンプル率を設定する機能は、前記自動分類した総ての欠陥を前記マニュアル分類した欠陥において、該自動分類で前記分類種jと判定された欠陥のうち、該マニュアル分類も該分類種jと判定した欠陥の個数を、該自動分類で該分類種jと判定した欠陥の個数で除して該各分類種の分類精度をそれぞれ算出する手段と、1から前記各分類精度をそれぞれ引いて、前記自動分類の各分類種ごとのサンプル率をそれぞれ算出する手段とからなることを特徴とする請求項2記載の半導体欠陥分類装置。
【請求項4】 前記欠陥管理サーバは、前記自動分類の分類結果と前記マニュアル分類の分類結果を統合する機能をさらに有し、前記統合された分類結果を表示する入出力装置をさらに有することを特徴とする請求項2または3記載の半導体欠陥分類装置。
【請求項5】 分類結果が所定の規格値を超えた場合に警告を表示する自動警告装置をさらに有することを特徴とする請求項4記載の半導体欠陥分類装置。
【請求項6】 検査対象物上に存在する欠陥を検出する第1のステップと、前記検出した欠陥を分類して複数の母集団を形成する第2のステップと、前記各母集団ごとにサンプリングプランを立てる第3のステップと、前記各母集団に属する欠陥をそれぞれ前記サンプリングプランにしたがってサンプリングする第4のステップと、前記各母集団に属する総欠陥数に対する前記サンプリングした欠陥の個数の割合をそれぞれ算出する第5のステップと、前記サンプリングされた欠陥を自動分類する第6のステップと、前記自動分類された欠陥の個数を、それぞれ前記各母集団に属する総欠陥数に対する前記サンプリングした欠陥の個数の割合で除する第7のステップとからなることを特徴とする半導体欠陥分類方法。
【請求項7】 前記第6のステップと前記第7のステップの間に、前記自動分類の各分類種ごとにサンプル率を設定するステップと、前記自動分類の各分類種に属する欠陥を前記サンプル率にしたがってサンプリングするステップと、前記サンプリングされた欠陥をマニュアル分類するステップと、前記マニュアル分類された欠陥の個数を、前記各サンプル率で除して前記自動分類された欠陥の個数をそれぞれ算出するステップとをさらに有することを特徴とする請求項6記載の半導体欠陥分類方法。
【請求項8】 前記自動分類の各分類種ごとにサンプル率を設定するステップは、前記自動分類した総ての欠陥を前記マニュアル分類する過程と、前記自動分類で分類種jと判定された欠陥のうち、前記マニュアル分類も該分類種jと判定した欠陥の個数を、該自動分類で該分類種jと判定した欠陥の個数で除して該各分類種の分類精度をそれぞれ算出する過程と、1から前記各分類精度をそれぞれ引いて、前記自動分類の各分類種ごとのサンプル率をそれぞれ算出する過程とからなることを特徴とする請求項7記載の半導体欠陥分類方法。
【請求項9】 第2のステップにおいて形成する前記複数の母集団は、ランダム欠陥とクラスタ欠陥とからなることを特徴とする請求項6乃至8いずれか1記載の半導体欠陥分類方法。
【請求項10】 第2のステップにおいて、前記検査対象物上に検出された欠陥の分布形状の違いにより欠陥を分類することを特徴とする請求項6乃至8いずれか1記載の半導体欠陥分類方法。
【請求項11】 前記自動分類の分類結果と前記マニュアル分類の分類結果を統合して表示するステップをさらに有することを特徴とする請求項7乃至10いずれか1記載の半導体欠陥分類方法。
【請求項12】 分類結果が所定の規格値を超えた場合に警告を表示するステップをさらに有することを特徴とする請求項11記載の半導体欠陥分類方法。
【図1】

【図2】
【図3】
【図5】
【図4】
【図6】
【図2】
【図3】
【図5】
【図4】
【図6】
【公開番号】特開2001−189362(P2001−189362A)
【公開日】平成13年7月10日(2001.7.10)
【国際特許分類】
【出願番号】特願2000−123(P2000−123)
【出願日】平成12年1月4日(2000.1.4)
【出願人】(000003078)株式会社東芝 (54,554)
【Fターム(参考)】
【公開日】平成13年7月10日(2001.7.10)
【国際特許分類】
【出願日】平成12年1月4日(2000.1.4)
【出願人】(000003078)株式会社東芝 (54,554)
【Fターム(参考)】
[ Back to top ]