
半導体用接着シート

【課題】先に剥離すべき剥離フィルムに接着剤層が転着したり、接着剤層の端部がめくれ上がったりする問題がなく、歩留りの向上やタクトタイムの短縮に貢献する半導体用接着シートを提供する。
【解決手段】硬化性組成物からなる接着剤層(3)の両面に、剥離フィルムA(1)、B(2)が剥離可能に貼着されてなる半導体素子を該取付部に接着するための半導体用接着シートであって、
剥離フィルムの曲げ剛性相対値(N・m=弾性率E(MPa)×(フィルム厚)3(mm3))が剥離フィルムA(1)のほうが剥離フィルムB(2)より大きく、
剥離フィルムB(2)の曲げ剛性相対値が0.2以上であり、
剥離フィルムA(1)の曲げ剛性相対値−剥離フィルムBの曲げ剛性相対値が0.5以上
である半導体用接着シート。
【解決手段】硬化性組成物からなる接着剤層(3)の両面に、剥離フィルムA(1)、B(2)が剥離可能に貼着されてなる半導体素子を該取付部に接着するための半導体用接着シートであって、
剥離フィルムの曲げ剛性相対値(N・m=弾性率E(MPa)×(フィルム厚)3(mm3))が剥離フィルムA(1)のほうが剥離フィルムB(2)より大きく、
剥離フィルムB(2)の曲げ剛性相対値が0.2以上であり、
剥離フィルムA(1)の曲げ剛性相対値−剥離フィルムBの曲げ剛性相対値が0.5以上
である半導体用接着シート。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、LEDや半導体素子の生産工程において使用される半導体素子を接着するための半導体用接着シートに関する。
【背景技術】
【0002】
近年、液晶ディスプレイや照明機器の光源として、従来の蛍光灯などと比較して省電力、長寿命である発光ダイオード(以下、LEDと言う)の需要が急増している。LED形成の基板としては主にサファイアが用いられており、LEDの製造プロセスでは、サファイア基板上に窒化ガリウムなどの発光層を形成した後、基板の裏面から薄化加工し、その後にLEDに個片化して実装するプロセス等が採用されている。このLED製造時のサファイア基板の実装に関しては、耐熱性、耐UV性等の面から、従来は液状の白金付加反応型のシリコーン系接着剤が採用されている。シリコーン系材料では、エポキシ系材料と比較して、加熱後等の黄変が抑えられるためにLEDの照度低下が起きにくくなっている。
LEDの製造工程では、サファイアウエハをチップ単位に切断分離(ブレーキング)する工程、分離されたチップを発光などの品質ごとに分別(ソート)する工程、ソートしたチップをピックアップし、リードフレームやパッケージ基板等に接着するダイボンディング(マウント)工程が実施される。
【0003】
このダイボンディング工程時に使用される接着剤としては、ペースト状の接着剤が用いられ、ディスペンサを用い、チップサイズに合った大きさでひとつずつリードフレームや基板上へ塗布(またはスタンピング)を行う(例えば、特許文献1参照)。しかし、LEDに用いられるチップは、一辺が3mm以下とサイズがかなり小さく、場合によっては一辺が1mm以下ということも多々ある。
【0004】
このため、基板上に塗布するペーストの面積は極小、量は極少となり、液状であるペーストでは、量や形状の制御が大変難しくなる。このため、チップからのはみ出しなどにより、装置上での認識不良やダイボンディング後の品質不良などが生じ、歩留まりが悪化する。
また、ダイボンディング工程の直前に、接着剤ペーストをディスペンスし検査するために、チップのピックアップやダイボンディングにより時間がかかり、工程全体としてタクトタイムが長くなってしまう。
そこで、接着剤の量や形状の制御が容易で歩留まりを向上でき、さらに工程全体のタクトタイムを短くできる、半導体用接着シートが望まれている。特にLED製造時にはシリコーン系材料からなる半導体用接着シートが望まれている。この一態様にとしては、硬化性組成物からなるフィルム状接着剤層の両面に、剥離フィルムA、Bが剥離可能に貼合されてなる半導体用接着シートが挙げられる。また、前記接着剤層は、当該接着剤層上に設けられるチップのサイズに対応した大きさで、複数の前記接着剤層が、前記剥離フィルム上に非連続に形成されているものなども挙げられる。このようなシリコーン系材料からなる半導体用接着シートとしては、例えば特許文献2、3に記載されたものが挙げられる。
上記接着剤層が非連続に形成された半導体用接着シート構成とすれば、接着剤層は、当該接着剤層上に設けられるチップのサイズに対応した大きさで、複数の接着剤層が、剥離フィルム上に非連続に形成されているので、LED製造工程において、各接着剤層上にチップをそれぞれ貼り合せ、その後剥離フィルムと接着剤層の間で剥離させることによってチップに接着剤を容易に設けることができる。つまり、従来のようにサイズの小さなチップ毎に随時、接着剤ペーストをディスペンスして塗布する必要がなく、剥離フィルム上に予め複数の接着剤層を設けているので、接着剤の量や形状の制御が容易で、チップに接着剤を安定して供給することができる。その結果、品質不良などによる歩留まり悪化を抑制し、工程のタクトタイムを短縮することができる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平7−235558号公報
【特許文献2】特許第3420510号
【特許文献3】特許第3551839号
【発明の概要】
【発明が解決しようとする課題】
【0006】
この半導体用接着シートに関しては、タクトタイム短縮等の点から加熱無しでダイボンディング可能であるものが好ましく、そのためには接着剤層のタック力を高く設計する必要がある。また、取扱い性の面から半導体用接着シートの両側に剥離可能な剥離フィルムを貼着させてあるものが好ましい。ここで、接着剤層のタック力を高く設計した場合、接着剤層が柔らかくなり、更に両側の剥離シートがともに剥離力が低く剥離可能性な構成としているために、片側の剥離シートを剥離しようとすると「なきわかれ」という先に剥離すべき剥離フィルムに接着剤層が転着する問題が発生する。接着剤層を非連続に形成する半導体用接着シートに関しては特にこの問題が顕著であり、非連続に形成された接着剤層が先に剥離すべき剥離フィルムに転写する、接着剤層の端部がめくれ上がる等の問題が発生し、使用上問題があった。
すなわち本発明は、先に剥離すべき剥離フィルムに接着剤層が転着したり、接着剤層の端部がめくれ上がったりする問題がなく、歩留りの向上やタクトタイムの短縮に貢献する半導体用接着シートを提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題は以下の手段により解決された。
(1)硬化性組成物からなる接着剤層の両面に、剥離フィルムA、Bが剥離可能に貼着されてなる半導体素子を該取付部に接着するための半導体用接着シートであって、
剥離フィルムの曲げ剛性相対値(N・m=弾性率E(MPa)×(フィルム厚)3(mm3))が剥離フィルムAのほうが剥離フィルムBより大きく、
剥離フィルムBの曲げ剛性相対値が0.2以上であり、
剥離フィルムAの曲げ剛性相対値−剥離フィルムBの曲げ剛性相対値が0.5以上
であることを特徴とする半導体用接着シート。
(2)前記硬化性組成物が架橋性シリコーン組成物からなることを特徴とする(1)に記載の半導体用接着シート。
(3)前記接着剤層と剥離フィルムA、Bの剥離力がいずれも0.3N/20mm以下であり、剥離フィルムAと剥離フィルムBの剥離力差が0.02N/20mm以上であることを特徴とする(1)または(2)に記載の半導体用接着シート。
(4)前記接着剤層が剥離シート上に非連続に複数形成されていることを特徴とする(1)〜(3)のいずれか1項に記載の半導体用接着シート。
(5)前記接着剤層は列をなして非連続に複数形成されていることを特徴とする(4)に記載の半導体用接着シート。
(6)前記接着剤層が打ち抜き加工により形成されてなることを特徴とする(4)または(5)に記載の半導体用接着シート。
(7)前記剥離フィルムBを剥離した状態で前記接着剤層に半導体チップを接着して用いる(1)〜(6)のいずれか1項に記載の半導体用接着シート。
【発明の効果】
【0008】
本発明によれば、剥離フィルムA、Bが硬化性シリコーン系組成物からなるフィルム状接着剤層の両面にそれぞれ剥離可能に貼合されており、剥離フィルムの曲げ剛性が共に高く、剥離フィルムの曲げ剛性に差があるために剥離フィルムを剥離にする際の剥離角度が小さくなり、先に剥離すべき剥離フィルムに接着剤層が転着しなくなる。以上からシリコーン系接着フィルムを歩留り良く使用することが可能となり、工程のタクトタイムを短縮することができる。
【図面の簡単な説明】
【0009】
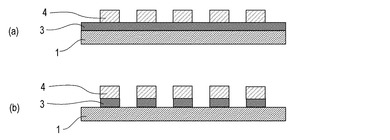
【図1】本発明の実施形態に係るシリコーン系接着シートを示す断面図である。
【図2】本発明の実施形態に係る非連続に接着剤層が形成されたシリコーン系接着シートを示す断面図である。
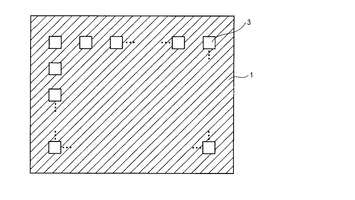
【図3】図2のシートの剥離フィルムBを剥離したときの状態を示す平面図である。
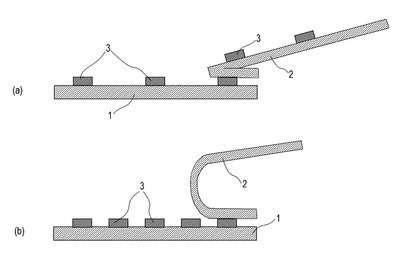
【図4】剥離フィルムBを剥離したときの状態を示す説明図であり、(a)が剥離フィルムBの剛性が低すぎる場合、(b)が本発明の接着シートの場合である。
【図5】図1、図2のシートにチップを貼り合せた後の状態を示す断面図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態に係る半導体用接着フィルムの各構成要素について詳細に説明する。
(接着剤層)
接着剤層は、個片化されたウエハ(チップ)が貼り合わされた後、チップをピックアップする際に、剥離フィルムから剥離してチップに付着し、チップを基板やリードフレームに固定する際の接着剤として使用されるものである(後述する図5の符号3参照)。従って、接着剤層は、ピックアップ工程において、個片化されたチップに付着したままの状態で、剥離フィルムから剥離することができる剥離性を有する。さらに、ダイボンディング工程において、チップを基板やリードフレームに接着固定するために、十分な接着信頼性を有するものである。
【0011】
接着剤層は、接着剤を予めチップのサイズに対応した大きさで、剥離フィルム上に形成したものであってもよい。そして、このような接着剤層が、剥離フィルム上に非連続に複数配列されている。また、互いに隣接する接着剤層のピッチ距離としては、50μm以上であることが好ましい。
【0012】
このような接着剤層の形状は、例えば、打ち抜き加工やフォトリソグラフィや各種印刷法等を適宜用いることにより作製することができる。
【0013】
この接着剤層は、硬化性組成物からなる。硬化性組成物とは、熱、光などにより硬化反応を起こす組成物をいう。具体的には例えば、接着剤に使用される公知のポリイミド樹脂、ポリアミド樹脂、ポリエーテルイミド樹脂、ポリアミドイミド樹脂、ポリエステル樹脂、ポリエステルイミド樹脂、フェノキシ樹脂、シリコーン樹脂、ポリスルホン樹脂、ポリエーテルスルホン樹脂、ポリフェニレンサルファイド樹脂、ポリエーテルケトン樹脂、塩素化ポリプロピレン樹脂、アクリル樹脂、ポリウレタン樹脂、エポキシ樹脂、ポリアクリルアミド樹脂、メラミン樹脂等やその混合物を使用することができる。また、チップやリードフレームに対する接着力を強化するために、シランカップリング剤もしくはチタンカップリング剤を添加剤として前記材料やその混合物に加えてもよい。
とりわけ、LEDという製品形態の特徴から、光透過性、耐熱性、耐候性が求められ、これらの特性を考慮すると、架橋性シリコーン組成物を用いることが好ましい。架橋性シリコーン組成物とは、熱、電子線等により架橋反応が進行し硬化する反応硬化型オルガノポリシロキサン(シリコーン)を意味する。このような架橋性シリコーン組成物を、不完全に架橋させることで接着性をもつ接着剤層を得ることができる。このような接着剤層としては、特に白金付加硬化型シリコーンが光透過性の面から好ましい。このような白金付加硬化型シリコーン接着剤層に関しては、少なくとも(a)1分子中に少なくとも2個のケイ素原子結合アルケニル基を有するオルガノポリシロキサン、(b)1分子中に少なくとも2個のケイ素原子結合水素原子を有するオルガノポリシロキサンおよび(c)白金系触媒を有する。
接着剤層の厚さは、特に限定されるものではなく、適宜に設定してよいが、5〜100μmが好ましく、より好ましくは10〜40μmであることが好ましい。
接着剤層は図1に示すように連続して形成されていても、図2に示すように非連続で複数形成されていてもよい。図1、2において剥離フィルムA(1)、剥離フィルムB(2)の間に接着剤層(3)が設けられている。図2のシートの剥離フィルムB(2)を剥離した状態を示す平面図を図3に示す。接着剤層は非連続で複数形成されており、剥離フィルムA上に列をなすように配置されているのが好ましい。
【0014】
(剥離フィルム)
剥離フィルムは、接着剤層の両面に貼着されてなり、片面に剥離フィルムA、もう片面に剥離フィルムBが剥離可能に貼着されてなる。剥離フィルムBを先に剥離した状態で、接着剤層にチップを接着して用いる。厚みは剥離フィルムAが剥離フィルムBよりも厚い。剥離フィルムA、Bの厚みは特に制限はないが、0.01〜0.20mmが実際的である。
本発明では剥離フィルムA、Bの剛性を調整することでなきわかれなどの問題を防止する。まず、剥離フィルムBの曲げ剛性相対値(N・m=弾性率E(MPa)×(フィルム厚)3(mm3))が0.2以上、好ましくは0.2〜0.5である。さらに、剥離フィルムAの曲げ剛性相対値から剥離フィルムBの曲げ剛性相対値を引いた差が0.5以上、好ましくは1〜4である。剥離フィルムA,Bともに剛性が高いものを使用して、その剛性に差をつけることによって、剥離角度を低くすることができなきわかれを抑制することができる(図4(b)参照)。剛性が低い場合、剥離角度が高くなり、なきわかれ、転写等発生しやすくなる(図4(a)参照)。フィルム厚としては、剥離フィルムA,Bともに38〜100μmが好ましい。これ以下になると曲げ剛性が低くなきわかれが発生しやすくなり、これ以上になるとコスト、製品取り扱い等の面で問題となる。
なお、本発明において弾性率Eは、フィルムのMD方向の引張弾性率をJIS K7127にて測定した値とする。
【0015】
剥離フィルムA、Bは、剥離力の異なるものを使用することが好ましい。剥離力に差をつけることでなきわかれを抑制することができる。但し、片側の剥離力が高すぎる場合、なきわかれは抑制できるが、その後のフィルム状接着剤層の剥離が困難となり、使用上問題となる。特にシリコーン系接着剤に関しては適当な剥離フィルムの種類が少ないため、適当に剥離力の差をつけることが難しく、剥離力の制御のみでなきわかれを完全に抑制することは難しい。そこで、上記のように剥離フィルムの曲げ剛性に差をもたせることでなきわかれを抑制することができる。剥離力の例としては、剥離フィルムA、Bともに0.3N/20mm以下であることが好ましく、より好ましくは0.2N/20mm以下である。剥離力の下限に特に制限はないが、0.005N/20mm以上が実際的である。また、剥離フィルムAと剥離フィルムBの剥離力差が0.02N/20mm以上であることが好ましく、0.03〜0.15N/20mmであることがより好ましい。この剥離力差については剥離フィルムA,Bのいずれの剥離力のほうが大きくても構わない。
なお、本発明における剥離力の値は、後述する実施例で行っている方法で測定した値とする。
【0016】
このような剥離フィルムの部材としては、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリイミド、芳香族ポリアミド、ポリエチレンナフタレート、ポリフェニレンスルフィド等が挙げられ、これらのフィルムに適宜シリコーン系、フッ素系等の離型剤を塗布し硬化させることでフィルム状接着剤層から剥離可能な剥離フィルムを得ることができる。特にコスト、取り扱い性等の面からポリエチレンテレフタレート(PET)を使用することが好ましい。例えば、フィルム状接着剤層がシリコーン系組成物からなる場合はフッ素系離型剤を使用することができ、エポキシ樹脂やポリイミド樹脂やアクリル樹脂等ではシリコーン系離型剤を使用することができる。
【0017】
(半導体用接着シートの製造方法)
次に、本発明の半導体用接着シートの製造方法の一例について説明する。
まず、剥離シートの剥離面上に、接着剤層を構成する各成分を含む組成物をロールナイフコーター、グラビアコーター、ダイコーター、リバースコーターなどの一般に公知の方法に準じて直接または転写によって塗布、乾燥させ、剥離シート上にフィルム状接着剤層を形成する。接着剤層の組成物は、必要により、溶剤に溶解しまたは分散させて塗布してもよい。次に、保護膜形成層の上に、別の剥離シートを貼り合わせる。これにより、図1に示す3層構成の半導体用接着シートを得ることができる。
ここで剥離フィルムA,Bに関しては特に制限なく、剥離フィルムAを塗布側としても貼り合わせ側としてもよい。同じ離型剤を使用したときに剥離力の同じ剥離フィルムA、剥離フィルムBでも、塗布側、貼り合せ側で剥離力が異なる場合もあり、このようしても剥離フィルムAとBに剥離力差をつけることができる。
【0018】
また、図2のように接着剤層を非連続に形成する半導体用接着シートに関しては例えば以下のようにして製造することができる。
上記のように剥離フィルム上に接着剤層組成物を塗布、乾燥させ、剥離フィルム上にフィルム状接着剤層を形成した後に、フィルム状接着剤層側から所定の打ち抜き形状に加工した金型を用いて、フィルム状接着剤層の打ち抜きを行い、必要な部分のみを残し余分な部分を剥ぎ取る。打ち抜き時の切り込みは剥離フィルムまで行い、剥離フィルム厚の半分以下の切り込み深さとすることが好ましい。その後、打ち抜いたフィルム状接着剤層側に別の剥離シートを貼り合せる。
【0019】
図5に示すように、本発明の半導体用接着シートは、剥離フィルムB(2)を剥離した状態で剥離フィルムA(1)上の接着剤層(3)にチップ(4)を貼り合わせて使用する。図5(a)は図1の接着シートに対応しており、図5(b)は図2の接着シートに対応している。
【実施例】
【0020】
次に、本発明の実施例について説明する。尚、本発明はこれら実施例に限定されるもの
ではない。
[剥離フィルム]
剥離フィルム1Aとして、フロロシリコーン系離型剤で処理されたPET(ポリエチレンテレフタレート)フィルム(藤森工業製フィルムバイナ剥離グレードYB)を使用した。フィルム厚は25、38、50、75、100μmのものを使用した。
剥離フィルム2Aとして、フロロシリコーン系離型剤で処理されたPET(ポリエチレンテレフタレート)フィルム(ニッパ製1−SS4Aグレード)を使用した。フィルム厚は38、50、75、100μmのものを使用した。
剥離フィルム3Aとして、PP(ポリプロピレン)フィルム(東洋紡製P2002)を使用した。フィルム厚は50μmのものを使用した。
剥離フィルム4Aとして、PE(ポリエチレン)フィルム(タマポリ製GFシリーズ)を使用した。フィルム厚は100μmのものを使用した。
[接着剤組成物]
接着剤組成物としては、シリコーン接着剤(KER−3000−M2(商品名、信越化学社製))を用いた。これを剥離シートに塗工し加熱硬化させることでフィルム状接着剤層を作製した。
[半導体用接着シートの作製方法]
所定の剥離フィルム上に接着剤組成物の乾燥後の厚さが30μmになるように接着剤組成物を塗工し、120℃で3分間加熱硬化させて接着フィルムを作製した。次いで接着フィルム側から1mm角形状(1000個分、隙間1mm)となるように金型で打ち抜き、1mm角以外の余分な部分の接着フィルムを剥離して取り除いた。その後、1mm角形状に個辺に打ち抜かれた接着フィルム側に所定の剥離フィルムを貼り合せ、剥離フィルム/接着フィルム/剥離フィルムからなる図2に示すような半導体用接着シートを作製した。
【0021】
以下に実施例1〜8、比較例1〜8を示す。塗工側の剥離フィルムと貼り合せ側の剥離フィルムを変更した以外は上述の半導体用接着シートの作製方法と同様にして半導体用接着シートを作製した。
(比較例1)
比較例1に係る半導体用接着シートは塗工側に38μmの剥離フィルム1A、貼り合せ側に25μmの剥離フィルム1Aを使用した。この構成では貼り合わせ側を先に剥離し、塗工側に接着剤層が残る構成となる。
(比較例2)
比較例2に係る半導体用接着シートは塗工側に50μmの剥離フィルム1A、貼り合せ側に50μmの剥離フィルム1Aを使用した。この構成では貼り合わせ側を先に剥離し、塗工側に接着剤層が残る構成となる。
(比較例3)
比較例3に係る半導体用接着シートは塗工側に50μmの剥離フィルム2A、貼り合せ側に38μmの剥離フィルム1Aを使用した。この構成では貼り合わせ側を先に剥離し、塗工側に接着剤層が残る構成となる。
(比較例4)
比較例4に係る半導体用接着シートは塗工側に50μmの剥離フィルム2A、貼り合せ側に25μmの剥離フィルム2Aを使用した。この構成では貼り合わせ側を先に剥離し、塗工側に接着剤層が残る構成となる。
(比較例5)
比較例5に係る半導体用接着シートは塗工側に75μmの剥離フィルム2A、貼り合せ側に25μmの剥離フィルム2Aを使用した。この構成では貼り合わせ側を先に剥離し、塗工側に接着剤層が残る構成となる。
(比較例6)
比較例6に係る半導体用接着シートは塗工側に100μmの剥離フィルム2A、貼り合せ側に100μmの剥離フィルム2Aを使用した。この構成では貼り合わせ側を先に剥離し、塗工側に接着剤層が残る構成となる。
(比較例7)
比較例7に係る半導体用接着シートは塗工側に50μmの剥離フィルム2A、貼り合せ側に40μmの剥離フィルム3Aを使用した。この構成では塗工側を先に剥離し、貼り合せ側に接着剤層が残る構成となる。
(比較例8)
比較例8に係る半導体用接着シートは塗工側に50μmの剥離フィルム2A、貼り合せ側に100μmの剥離フィルム4Aを使用した。この構成では塗工側を先に剥離し、貼り合せ側に接着剤層が残る構成となる。
【0022】
(実施例1)
実施例1に係る半導体用接着シートは塗工側に75μmの剥離フィルム1A、貼り合せ側に50μmの剥離フィルム1Aを使用した。この構成では貼り合わせ側を先に剥離し、塗工側に接着剤層が残る構成となる。
(実施例2)
実施例2に係る半導体用接着シートは塗工側に75μmの剥離フィルム2A、貼り合せ側に50μmの剥離フィルム1Aを使用した。この構成では貼り合わせ側を先に剥離し、塗工側に接着剤層が残る構成となる。
(実施例3)
実施例3に係る半導体用接着シートは塗工側に75μmの剥離フィルム2A、貼り合せ側に38μmの剥離フィルム2Aを使用した。この構成では貼り合わせ側を先に剥離し、塗工側に接着剤層が残る構成となる。
(実施例4)
実施例4に係る半導体用接着シートは塗工側に100μmの剥離フィルム2A、貼り合せ側に50μmの剥離フィルム2Aを使用した。この構成では貼り合わせ側を先に剥離し、塗工側に接着剤層が残る構成となる。
(実施例5)
実施例5に係る半導体用接着シートは塗工側に50μmの剥離フィルム2A、貼り合せ側に100μmの剥離フィルム2Aを使用した。この構成では貼り合わせ側を先に剥離し、塗工側に接着剤層が残る構成となる。
(実施例6)
実施例6に係る半導体用接着シートは塗工側に38μmの剥離フィルム1A、貼り合せ側に75μmの剥離フィルム2Aを使用した。この構成では貼り合わせ側を先に剥離し、塗工側に接着剤層が残る構成となる。
(実施例7)
比較例7に係る半導体用接着シートは塗工側に100μmの剥離フィルム2A、貼り合せ側に100μmの剥離フィルム4Aを使用した。この構成では塗工側を先に剥離し、貼り合せ側に接着剤層が残る構成となる。
(実施例8)
実施例8に係る半導体用接着シートは塗工側に100μmの剥離フィルム2A、貼り合せ側に40μmの剥離フィルム3Aを使用した。この構成では塗工側を先に剥離し、貼り合せ側に接着剤層が残る構成となる。
【0023】
[評価]
(剛性相対値)
フィルムのMD方向の引張弾性率をJIS K7127にて測定した。フィルム厚を厚み計にて測定した。
引張弾性率とフィルム厚から以下の計算式にて剛性相対値を算出した。
剛性相対値(N・m)=弾性率E(MPa(=N/mm2))×(フィルム厚)3(mm3)
(接着剤層欠落)
比較例1〜8、実施例1〜8に係る半導体用接着シートを室温に24h放置した後に剥離速度300mm/minでT字剥離試験方法にて剥離フィルムを剥離した。その後、剥離力の高い剥離フィルム上から個辺化された接着剤層が欠落した数をカウント(1000個中)し、その割合を求めた。
(剥離力)
塗工側の剥離フィルムの剥離力及び貼り合せ側の剥離フィルムの剥離力を以下のように測定した。
塗工側の剥離フィルムに関しては、剥離フィルムに接着剤層を塗工した後、スリオンテック製テープ(シリコーンフィルムテープ)を接着剤層側に貼り合せ、20mm幅×100mm長に切り出した。剥離速度300mm/minでT字剥離試験方法にて剥離フィルムと接着剤層の剥離力を測定した。
貼り合せ側の剥離フィルムに関しては、塗工側の剥離フィルムに接着剤層を塗工した後、貼り合せ側の剥離フィルムを貼り合わせ、20mm幅×100mm長に切り出した。剥離速度300mm/minでT字剥離試験方法にて貼り合わせ側の剥離フィルムと接着剤層の剥離力を測定した。また、比較例7、8、実施例7、8のように貼り合わせ側の剥離フィルムの方が剥離が重く、先に塗工側の剥離フィルムが剥離してしまう場合には、貼り合わせ側の剥離フィルムに接着剤層を転写した後、スリオンテック製テープを接着剤層側に貼り合せ、20mm幅×100mm長に切り出して測定した。
【0024】
結果を表1、2に示す。
比較例のものは接着剤層の欠落が起きているのに対し、本発明の半導体用接着シートでは接着剤層の欠落は全くみられなかった。
【0025】
【表1】

【0026】
【表2】
【符号の説明】
【0027】
1 剥離フィルムA
2 剥離フィルムB
3 接着剤層
4 チップ
【技術分野】
【0001】
本発明は、LEDや半導体素子の生産工程において使用される半導体素子を接着するための半導体用接着シートに関する。
【背景技術】
【0002】
近年、液晶ディスプレイや照明機器の光源として、従来の蛍光灯などと比較して省電力、長寿命である発光ダイオード(以下、LEDと言う)の需要が急増している。LED形成の基板としては主にサファイアが用いられており、LEDの製造プロセスでは、サファイア基板上に窒化ガリウムなどの発光層を形成した後、基板の裏面から薄化加工し、その後にLEDに個片化して実装するプロセス等が採用されている。このLED製造時のサファイア基板の実装に関しては、耐熱性、耐UV性等の面から、従来は液状の白金付加反応型のシリコーン系接着剤が採用されている。シリコーン系材料では、エポキシ系材料と比較して、加熱後等の黄変が抑えられるためにLEDの照度低下が起きにくくなっている。
LEDの製造工程では、サファイアウエハをチップ単位に切断分離(ブレーキング)する工程、分離されたチップを発光などの品質ごとに分別(ソート)する工程、ソートしたチップをピックアップし、リードフレームやパッケージ基板等に接着するダイボンディング(マウント)工程が実施される。
【0003】
このダイボンディング工程時に使用される接着剤としては、ペースト状の接着剤が用いられ、ディスペンサを用い、チップサイズに合った大きさでひとつずつリードフレームや基板上へ塗布(またはスタンピング)を行う(例えば、特許文献1参照)。しかし、LEDに用いられるチップは、一辺が3mm以下とサイズがかなり小さく、場合によっては一辺が1mm以下ということも多々ある。
【0004】
このため、基板上に塗布するペーストの面積は極小、量は極少となり、液状であるペーストでは、量や形状の制御が大変難しくなる。このため、チップからのはみ出しなどにより、装置上での認識不良やダイボンディング後の品質不良などが生じ、歩留まりが悪化する。
また、ダイボンディング工程の直前に、接着剤ペーストをディスペンスし検査するために、チップのピックアップやダイボンディングにより時間がかかり、工程全体としてタクトタイムが長くなってしまう。
そこで、接着剤の量や形状の制御が容易で歩留まりを向上でき、さらに工程全体のタクトタイムを短くできる、半導体用接着シートが望まれている。特にLED製造時にはシリコーン系材料からなる半導体用接着シートが望まれている。この一態様にとしては、硬化性組成物からなるフィルム状接着剤層の両面に、剥離フィルムA、Bが剥離可能に貼合されてなる半導体用接着シートが挙げられる。また、前記接着剤層は、当該接着剤層上に設けられるチップのサイズに対応した大きさで、複数の前記接着剤層が、前記剥離フィルム上に非連続に形成されているものなども挙げられる。このようなシリコーン系材料からなる半導体用接着シートとしては、例えば特許文献2、3に記載されたものが挙げられる。
上記接着剤層が非連続に形成された半導体用接着シート構成とすれば、接着剤層は、当該接着剤層上に設けられるチップのサイズに対応した大きさで、複数の接着剤層が、剥離フィルム上に非連続に形成されているので、LED製造工程において、各接着剤層上にチップをそれぞれ貼り合せ、その後剥離フィルムと接着剤層の間で剥離させることによってチップに接着剤を容易に設けることができる。つまり、従来のようにサイズの小さなチップ毎に随時、接着剤ペーストをディスペンスして塗布する必要がなく、剥離フィルム上に予め複数の接着剤層を設けているので、接着剤の量や形状の制御が容易で、チップに接着剤を安定して供給することができる。その結果、品質不良などによる歩留まり悪化を抑制し、工程のタクトタイムを短縮することができる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平7−235558号公報
【特許文献2】特許第3420510号
【特許文献3】特許第3551839号
【発明の概要】
【発明が解決しようとする課題】
【0006】
この半導体用接着シートに関しては、タクトタイム短縮等の点から加熱無しでダイボンディング可能であるものが好ましく、そのためには接着剤層のタック力を高く設計する必要がある。また、取扱い性の面から半導体用接着シートの両側に剥離可能な剥離フィルムを貼着させてあるものが好ましい。ここで、接着剤層のタック力を高く設計した場合、接着剤層が柔らかくなり、更に両側の剥離シートがともに剥離力が低く剥離可能性な構成としているために、片側の剥離シートを剥離しようとすると「なきわかれ」という先に剥離すべき剥離フィルムに接着剤層が転着する問題が発生する。接着剤層を非連続に形成する半導体用接着シートに関しては特にこの問題が顕著であり、非連続に形成された接着剤層が先に剥離すべき剥離フィルムに転写する、接着剤層の端部がめくれ上がる等の問題が発生し、使用上問題があった。
すなわち本発明は、先に剥離すべき剥離フィルムに接着剤層が転着したり、接着剤層の端部がめくれ上がったりする問題がなく、歩留りの向上やタクトタイムの短縮に貢献する半導体用接着シートを提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題は以下の手段により解決された。
(1)硬化性組成物からなる接着剤層の両面に、剥離フィルムA、Bが剥離可能に貼着されてなる半導体素子を該取付部に接着するための半導体用接着シートであって、
剥離フィルムの曲げ剛性相対値(N・m=弾性率E(MPa)×(フィルム厚)3(mm3))が剥離フィルムAのほうが剥離フィルムBより大きく、
剥離フィルムBの曲げ剛性相対値が0.2以上であり、
剥離フィルムAの曲げ剛性相対値−剥離フィルムBの曲げ剛性相対値が0.5以上
であることを特徴とする半導体用接着シート。
(2)前記硬化性組成物が架橋性シリコーン組成物からなることを特徴とする(1)に記載の半導体用接着シート。
(3)前記接着剤層と剥離フィルムA、Bの剥離力がいずれも0.3N/20mm以下であり、剥離フィルムAと剥離フィルムBの剥離力差が0.02N/20mm以上であることを特徴とする(1)または(2)に記載の半導体用接着シート。
(4)前記接着剤層が剥離シート上に非連続に複数形成されていることを特徴とする(1)〜(3)のいずれか1項に記載の半導体用接着シート。
(5)前記接着剤層は列をなして非連続に複数形成されていることを特徴とする(4)に記載の半導体用接着シート。
(6)前記接着剤層が打ち抜き加工により形成されてなることを特徴とする(4)または(5)に記載の半導体用接着シート。
(7)前記剥離フィルムBを剥離した状態で前記接着剤層に半導体チップを接着して用いる(1)〜(6)のいずれか1項に記載の半導体用接着シート。
【発明の効果】
【0008】
本発明によれば、剥離フィルムA、Bが硬化性シリコーン系組成物からなるフィルム状接着剤層の両面にそれぞれ剥離可能に貼合されており、剥離フィルムの曲げ剛性が共に高く、剥離フィルムの曲げ剛性に差があるために剥離フィルムを剥離にする際の剥離角度が小さくなり、先に剥離すべき剥離フィルムに接着剤層が転着しなくなる。以上からシリコーン系接着フィルムを歩留り良く使用することが可能となり、工程のタクトタイムを短縮することができる。
【図面の簡単な説明】
【0009】
【図1】本発明の実施形態に係るシリコーン系接着シートを示す断面図である。
【図2】本発明の実施形態に係る非連続に接着剤層が形成されたシリコーン系接着シートを示す断面図である。
【図3】図2のシートの剥離フィルムBを剥離したときの状態を示す平面図である。
【図4】剥離フィルムBを剥離したときの状態を示す説明図であり、(a)が剥離フィルムBの剛性が低すぎる場合、(b)が本発明の接着シートの場合である。
【図5】図1、図2のシートにチップを貼り合せた後の状態を示す断面図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態に係る半導体用接着フィルムの各構成要素について詳細に説明する。
(接着剤層)
接着剤層は、個片化されたウエハ(チップ)が貼り合わされた後、チップをピックアップする際に、剥離フィルムから剥離してチップに付着し、チップを基板やリードフレームに固定する際の接着剤として使用されるものである(後述する図5の符号3参照)。従って、接着剤層は、ピックアップ工程において、個片化されたチップに付着したままの状態で、剥離フィルムから剥離することができる剥離性を有する。さらに、ダイボンディング工程において、チップを基板やリードフレームに接着固定するために、十分な接着信頼性を有するものである。
【0011】
接着剤層は、接着剤を予めチップのサイズに対応した大きさで、剥離フィルム上に形成したものであってもよい。そして、このような接着剤層が、剥離フィルム上に非連続に複数配列されている。また、互いに隣接する接着剤層のピッチ距離としては、50μm以上であることが好ましい。
【0012】
このような接着剤層の形状は、例えば、打ち抜き加工やフォトリソグラフィや各種印刷法等を適宜用いることにより作製することができる。
【0013】
この接着剤層は、硬化性組成物からなる。硬化性組成物とは、熱、光などにより硬化反応を起こす組成物をいう。具体的には例えば、接着剤に使用される公知のポリイミド樹脂、ポリアミド樹脂、ポリエーテルイミド樹脂、ポリアミドイミド樹脂、ポリエステル樹脂、ポリエステルイミド樹脂、フェノキシ樹脂、シリコーン樹脂、ポリスルホン樹脂、ポリエーテルスルホン樹脂、ポリフェニレンサルファイド樹脂、ポリエーテルケトン樹脂、塩素化ポリプロピレン樹脂、アクリル樹脂、ポリウレタン樹脂、エポキシ樹脂、ポリアクリルアミド樹脂、メラミン樹脂等やその混合物を使用することができる。また、チップやリードフレームに対する接着力を強化するために、シランカップリング剤もしくはチタンカップリング剤を添加剤として前記材料やその混合物に加えてもよい。
とりわけ、LEDという製品形態の特徴から、光透過性、耐熱性、耐候性が求められ、これらの特性を考慮すると、架橋性シリコーン組成物を用いることが好ましい。架橋性シリコーン組成物とは、熱、電子線等により架橋反応が進行し硬化する反応硬化型オルガノポリシロキサン(シリコーン)を意味する。このような架橋性シリコーン組成物を、不完全に架橋させることで接着性をもつ接着剤層を得ることができる。このような接着剤層としては、特に白金付加硬化型シリコーンが光透過性の面から好ましい。このような白金付加硬化型シリコーン接着剤層に関しては、少なくとも(a)1分子中に少なくとも2個のケイ素原子結合アルケニル基を有するオルガノポリシロキサン、(b)1分子中に少なくとも2個のケイ素原子結合水素原子を有するオルガノポリシロキサンおよび(c)白金系触媒を有する。
接着剤層の厚さは、特に限定されるものではなく、適宜に設定してよいが、5〜100μmが好ましく、より好ましくは10〜40μmであることが好ましい。
接着剤層は図1に示すように連続して形成されていても、図2に示すように非連続で複数形成されていてもよい。図1、2において剥離フィルムA(1)、剥離フィルムB(2)の間に接着剤層(3)が設けられている。図2のシートの剥離フィルムB(2)を剥離した状態を示す平面図を図3に示す。接着剤層は非連続で複数形成されており、剥離フィルムA上に列をなすように配置されているのが好ましい。
【0014】
(剥離フィルム)
剥離フィルムは、接着剤層の両面に貼着されてなり、片面に剥離フィルムA、もう片面に剥離フィルムBが剥離可能に貼着されてなる。剥離フィルムBを先に剥離した状態で、接着剤層にチップを接着して用いる。厚みは剥離フィルムAが剥離フィルムBよりも厚い。剥離フィルムA、Bの厚みは特に制限はないが、0.01〜0.20mmが実際的である。
本発明では剥離フィルムA、Bの剛性を調整することでなきわかれなどの問題を防止する。まず、剥離フィルムBの曲げ剛性相対値(N・m=弾性率E(MPa)×(フィルム厚)3(mm3))が0.2以上、好ましくは0.2〜0.5である。さらに、剥離フィルムAの曲げ剛性相対値から剥離フィルムBの曲げ剛性相対値を引いた差が0.5以上、好ましくは1〜4である。剥離フィルムA,Bともに剛性が高いものを使用して、その剛性に差をつけることによって、剥離角度を低くすることができなきわかれを抑制することができる(図4(b)参照)。剛性が低い場合、剥離角度が高くなり、なきわかれ、転写等発生しやすくなる(図4(a)参照)。フィルム厚としては、剥離フィルムA,Bともに38〜100μmが好ましい。これ以下になると曲げ剛性が低くなきわかれが発生しやすくなり、これ以上になるとコスト、製品取り扱い等の面で問題となる。
なお、本発明において弾性率Eは、フィルムのMD方向の引張弾性率をJIS K7127にて測定した値とする。
【0015】
剥離フィルムA、Bは、剥離力の異なるものを使用することが好ましい。剥離力に差をつけることでなきわかれを抑制することができる。但し、片側の剥離力が高すぎる場合、なきわかれは抑制できるが、その後のフィルム状接着剤層の剥離が困難となり、使用上問題となる。特にシリコーン系接着剤に関しては適当な剥離フィルムの種類が少ないため、適当に剥離力の差をつけることが難しく、剥離力の制御のみでなきわかれを完全に抑制することは難しい。そこで、上記のように剥離フィルムの曲げ剛性に差をもたせることでなきわかれを抑制することができる。剥離力の例としては、剥離フィルムA、Bともに0.3N/20mm以下であることが好ましく、より好ましくは0.2N/20mm以下である。剥離力の下限に特に制限はないが、0.005N/20mm以上が実際的である。また、剥離フィルムAと剥離フィルムBの剥離力差が0.02N/20mm以上であることが好ましく、0.03〜0.15N/20mmであることがより好ましい。この剥離力差については剥離フィルムA,Bのいずれの剥離力のほうが大きくても構わない。
なお、本発明における剥離力の値は、後述する実施例で行っている方法で測定した値とする。
【0016】
このような剥離フィルムの部材としては、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリイミド、芳香族ポリアミド、ポリエチレンナフタレート、ポリフェニレンスルフィド等が挙げられ、これらのフィルムに適宜シリコーン系、フッ素系等の離型剤を塗布し硬化させることでフィルム状接着剤層から剥離可能な剥離フィルムを得ることができる。特にコスト、取り扱い性等の面からポリエチレンテレフタレート(PET)を使用することが好ましい。例えば、フィルム状接着剤層がシリコーン系組成物からなる場合はフッ素系離型剤を使用することができ、エポキシ樹脂やポリイミド樹脂やアクリル樹脂等ではシリコーン系離型剤を使用することができる。
【0017】
(半導体用接着シートの製造方法)
次に、本発明の半導体用接着シートの製造方法の一例について説明する。
まず、剥離シートの剥離面上に、接着剤層を構成する各成分を含む組成物をロールナイフコーター、グラビアコーター、ダイコーター、リバースコーターなどの一般に公知の方法に準じて直接または転写によって塗布、乾燥させ、剥離シート上にフィルム状接着剤層を形成する。接着剤層の組成物は、必要により、溶剤に溶解しまたは分散させて塗布してもよい。次に、保護膜形成層の上に、別の剥離シートを貼り合わせる。これにより、図1に示す3層構成の半導体用接着シートを得ることができる。
ここで剥離フィルムA,Bに関しては特に制限なく、剥離フィルムAを塗布側としても貼り合わせ側としてもよい。同じ離型剤を使用したときに剥離力の同じ剥離フィルムA、剥離フィルムBでも、塗布側、貼り合せ側で剥離力が異なる場合もあり、このようしても剥離フィルムAとBに剥離力差をつけることができる。
【0018】
また、図2のように接着剤層を非連続に形成する半導体用接着シートに関しては例えば以下のようにして製造することができる。
上記のように剥離フィルム上に接着剤層組成物を塗布、乾燥させ、剥離フィルム上にフィルム状接着剤層を形成した後に、フィルム状接着剤層側から所定の打ち抜き形状に加工した金型を用いて、フィルム状接着剤層の打ち抜きを行い、必要な部分のみを残し余分な部分を剥ぎ取る。打ち抜き時の切り込みは剥離フィルムまで行い、剥離フィルム厚の半分以下の切り込み深さとすることが好ましい。その後、打ち抜いたフィルム状接着剤層側に別の剥離シートを貼り合せる。
【0019】
図5に示すように、本発明の半導体用接着シートは、剥離フィルムB(2)を剥離した状態で剥離フィルムA(1)上の接着剤層(3)にチップ(4)を貼り合わせて使用する。図5(a)は図1の接着シートに対応しており、図5(b)は図2の接着シートに対応している。
【実施例】
【0020】
次に、本発明の実施例について説明する。尚、本発明はこれら実施例に限定されるもの
ではない。
[剥離フィルム]
剥離フィルム1Aとして、フロロシリコーン系離型剤で処理されたPET(ポリエチレンテレフタレート)フィルム(藤森工業製フィルムバイナ剥離グレードYB)を使用した。フィルム厚は25、38、50、75、100μmのものを使用した。
剥離フィルム2Aとして、フロロシリコーン系離型剤で処理されたPET(ポリエチレンテレフタレート)フィルム(ニッパ製1−SS4Aグレード)を使用した。フィルム厚は38、50、75、100μmのものを使用した。
剥離フィルム3Aとして、PP(ポリプロピレン)フィルム(東洋紡製P2002)を使用した。フィルム厚は50μmのものを使用した。
剥離フィルム4Aとして、PE(ポリエチレン)フィルム(タマポリ製GFシリーズ)を使用した。フィルム厚は100μmのものを使用した。
[接着剤組成物]
接着剤組成物としては、シリコーン接着剤(KER−3000−M2(商品名、信越化学社製))を用いた。これを剥離シートに塗工し加熱硬化させることでフィルム状接着剤層を作製した。
[半導体用接着シートの作製方法]
所定の剥離フィルム上に接着剤組成物の乾燥後の厚さが30μmになるように接着剤組成物を塗工し、120℃で3分間加熱硬化させて接着フィルムを作製した。次いで接着フィルム側から1mm角形状(1000個分、隙間1mm)となるように金型で打ち抜き、1mm角以外の余分な部分の接着フィルムを剥離して取り除いた。その後、1mm角形状に個辺に打ち抜かれた接着フィルム側に所定の剥離フィルムを貼り合せ、剥離フィルム/接着フィルム/剥離フィルムからなる図2に示すような半導体用接着シートを作製した。
【0021】
以下に実施例1〜8、比較例1〜8を示す。塗工側の剥離フィルムと貼り合せ側の剥離フィルムを変更した以外は上述の半導体用接着シートの作製方法と同様にして半導体用接着シートを作製した。
(比較例1)
比較例1に係る半導体用接着シートは塗工側に38μmの剥離フィルム1A、貼り合せ側に25μmの剥離フィルム1Aを使用した。この構成では貼り合わせ側を先に剥離し、塗工側に接着剤層が残る構成となる。
(比較例2)
比較例2に係る半導体用接着シートは塗工側に50μmの剥離フィルム1A、貼り合せ側に50μmの剥離フィルム1Aを使用した。この構成では貼り合わせ側を先に剥離し、塗工側に接着剤層が残る構成となる。
(比較例3)
比較例3に係る半導体用接着シートは塗工側に50μmの剥離フィルム2A、貼り合せ側に38μmの剥離フィルム1Aを使用した。この構成では貼り合わせ側を先に剥離し、塗工側に接着剤層が残る構成となる。
(比較例4)
比較例4に係る半導体用接着シートは塗工側に50μmの剥離フィルム2A、貼り合せ側に25μmの剥離フィルム2Aを使用した。この構成では貼り合わせ側を先に剥離し、塗工側に接着剤層が残る構成となる。
(比較例5)
比較例5に係る半導体用接着シートは塗工側に75μmの剥離フィルム2A、貼り合せ側に25μmの剥離フィルム2Aを使用した。この構成では貼り合わせ側を先に剥離し、塗工側に接着剤層が残る構成となる。
(比較例6)
比較例6に係る半導体用接着シートは塗工側に100μmの剥離フィルム2A、貼り合せ側に100μmの剥離フィルム2Aを使用した。この構成では貼り合わせ側を先に剥離し、塗工側に接着剤層が残る構成となる。
(比較例7)
比較例7に係る半導体用接着シートは塗工側に50μmの剥離フィルム2A、貼り合せ側に40μmの剥離フィルム3Aを使用した。この構成では塗工側を先に剥離し、貼り合せ側に接着剤層が残る構成となる。
(比較例8)
比較例8に係る半導体用接着シートは塗工側に50μmの剥離フィルム2A、貼り合せ側に100μmの剥離フィルム4Aを使用した。この構成では塗工側を先に剥離し、貼り合せ側に接着剤層が残る構成となる。
【0022】
(実施例1)
実施例1に係る半導体用接着シートは塗工側に75μmの剥離フィルム1A、貼り合せ側に50μmの剥離フィルム1Aを使用した。この構成では貼り合わせ側を先に剥離し、塗工側に接着剤層が残る構成となる。
(実施例2)
実施例2に係る半導体用接着シートは塗工側に75μmの剥離フィルム2A、貼り合せ側に50μmの剥離フィルム1Aを使用した。この構成では貼り合わせ側を先に剥離し、塗工側に接着剤層が残る構成となる。
(実施例3)
実施例3に係る半導体用接着シートは塗工側に75μmの剥離フィルム2A、貼り合せ側に38μmの剥離フィルム2Aを使用した。この構成では貼り合わせ側を先に剥離し、塗工側に接着剤層が残る構成となる。
(実施例4)
実施例4に係る半導体用接着シートは塗工側に100μmの剥離フィルム2A、貼り合せ側に50μmの剥離フィルム2Aを使用した。この構成では貼り合わせ側を先に剥離し、塗工側に接着剤層が残る構成となる。
(実施例5)
実施例5に係る半導体用接着シートは塗工側に50μmの剥離フィルム2A、貼り合せ側に100μmの剥離フィルム2Aを使用した。この構成では貼り合わせ側を先に剥離し、塗工側に接着剤層が残る構成となる。
(実施例6)
実施例6に係る半導体用接着シートは塗工側に38μmの剥離フィルム1A、貼り合せ側に75μmの剥離フィルム2Aを使用した。この構成では貼り合わせ側を先に剥離し、塗工側に接着剤層が残る構成となる。
(実施例7)
比較例7に係る半導体用接着シートは塗工側に100μmの剥離フィルム2A、貼り合せ側に100μmの剥離フィルム4Aを使用した。この構成では塗工側を先に剥離し、貼り合せ側に接着剤層が残る構成となる。
(実施例8)
実施例8に係る半導体用接着シートは塗工側に100μmの剥離フィルム2A、貼り合せ側に40μmの剥離フィルム3Aを使用した。この構成では塗工側を先に剥離し、貼り合せ側に接着剤層が残る構成となる。
【0023】
[評価]
(剛性相対値)
フィルムのMD方向の引張弾性率をJIS K7127にて測定した。フィルム厚を厚み計にて測定した。
引張弾性率とフィルム厚から以下の計算式にて剛性相対値を算出した。
剛性相対値(N・m)=弾性率E(MPa(=N/mm2))×(フィルム厚)3(mm3)
(接着剤層欠落)
比較例1〜8、実施例1〜8に係る半導体用接着シートを室温に24h放置した後に剥離速度300mm/minでT字剥離試験方法にて剥離フィルムを剥離した。その後、剥離力の高い剥離フィルム上から個辺化された接着剤層が欠落した数をカウント(1000個中)し、その割合を求めた。
(剥離力)
塗工側の剥離フィルムの剥離力及び貼り合せ側の剥離フィルムの剥離力を以下のように測定した。
塗工側の剥離フィルムに関しては、剥離フィルムに接着剤層を塗工した後、スリオンテック製テープ(シリコーンフィルムテープ)を接着剤層側に貼り合せ、20mm幅×100mm長に切り出した。剥離速度300mm/minでT字剥離試験方法にて剥離フィルムと接着剤層の剥離力を測定した。
貼り合せ側の剥離フィルムに関しては、塗工側の剥離フィルムに接着剤層を塗工した後、貼り合せ側の剥離フィルムを貼り合わせ、20mm幅×100mm長に切り出した。剥離速度300mm/minでT字剥離試験方法にて貼り合わせ側の剥離フィルムと接着剤層の剥離力を測定した。また、比較例7、8、実施例7、8のように貼り合わせ側の剥離フィルムの方が剥離が重く、先に塗工側の剥離フィルムが剥離してしまう場合には、貼り合わせ側の剥離フィルムに接着剤層を転写した後、スリオンテック製テープを接着剤層側に貼り合せ、20mm幅×100mm長に切り出して測定した。
【0024】
結果を表1、2に示す。
比較例のものは接着剤層の欠落が起きているのに対し、本発明の半導体用接着シートでは接着剤層の欠落は全くみられなかった。
【0025】
【表1】
【0026】
【表2】
【符号の説明】
【0027】
1 剥離フィルムA
2 剥離フィルムB
3 接着剤層
4 チップ
【特許請求の範囲】
【請求項1】
硬化性組成物からなる接着剤層の両面に、剥離フィルムA又はBが、それぞれ、剥離可能に貼着されてなる半導体素子を接着するための半導体用接着シートであって、
剥離フィルムの曲げ剛性相対値(N・m=弾性率E(MPa)×(フィルム厚)3(mm3))が剥離フィルムAのほうが剥離フィルムBより大きく、
剥離フィルムBの曲げ剛性相対値が0.2以上であり、
剥離フィルムAの曲げ剛性相対値−剥離フィルムBの曲げ剛性相対値が0.5以上
であることを特徴とする半導体用接着シート。
【請求項2】
前記硬化性組成物が架橋性シリコーン組成物からなることを特徴とする請求項1に記載の半導体用接着シート。
【請求項3】
前記接着剤層と剥離フィルムA、Bの剥離力がいずれも0.3N/20mm以下であり、剥離フィルムAと剥離フィルムBの剥離力差が0.02N/20mm以上であることを特徴とする請求項1または2に記載の半導体用接着シート。
【請求項4】
前記接着剤層が剥離シート上に非連続に複数形成されていることを特徴とする請求項1〜3のいずれか1項に記載の半導体用接着シート。
【請求項5】
前記接着剤層は列をなして非連続に複数形成されていることを特徴とする請求項4に記載の半導体用接着シート。
【請求項6】
前記接着剤層が打ち抜き加工により形成されてなることを特徴とする請求項4または5に記載の半導体用接着シート。
【請求項7】
前記剥離フィルムBを剥離した状態で前記接着剤層に半導体チップを接着して用いる請求項1〜6のいずれか1項に記載の半導体用接着シート。
【請求項1】
硬化性組成物からなる接着剤層の両面に、剥離フィルムA又はBが、それぞれ、剥離可能に貼着されてなる半導体素子を接着するための半導体用接着シートであって、
剥離フィルムの曲げ剛性相対値(N・m=弾性率E(MPa)×(フィルム厚)3(mm3))が剥離フィルムAのほうが剥離フィルムBより大きく、
剥離フィルムBの曲げ剛性相対値が0.2以上であり、
剥離フィルムAの曲げ剛性相対値−剥離フィルムBの曲げ剛性相対値が0.5以上
であることを特徴とする半導体用接着シート。
【請求項2】
前記硬化性組成物が架橋性シリコーン組成物からなることを特徴とする請求項1に記載の半導体用接着シート。
【請求項3】
前記接着剤層と剥離フィルムA、Bの剥離力がいずれも0.3N/20mm以下であり、剥離フィルムAと剥離フィルムBの剥離力差が0.02N/20mm以上であることを特徴とする請求項1または2に記載の半導体用接着シート。
【請求項4】
前記接着剤層が剥離シート上に非連続に複数形成されていることを特徴とする請求項1〜3のいずれか1項に記載の半導体用接着シート。
【請求項5】
前記接着剤層は列をなして非連続に複数形成されていることを特徴とする請求項4に記載の半導体用接着シート。
【請求項6】
前記接着剤層が打ち抜き加工により形成されてなることを特徴とする請求項4または5に記載の半導体用接着シート。
【請求項7】
前記剥離フィルムBを剥離した状態で前記接着剤層に半導体チップを接着して用いる請求項1〜6のいずれか1項に記載の半導体用接着シート。
【図1】


【図2】

【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−103959(P2013−103959A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−247187(P2011−247187)
【出願日】平成23年11月11日(2011.11.11)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月11日(2011.11.11)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【Fターム(参考)】
[ Back to top ]