
半導体発光素子の製造方法

【課題】素子作製時の裏面チッピングを抑制する。
【解決手段】半導体発光素子用ウエハを切削して素子化する半導体発光素子の製造方法において、前記半導体発光素子用ウエハは、半導体積層部と、前記半導体積層部の第一主面側に設けられる第一電極と、前記半導体積層部の第二主面側に設けられる金属層と、前記金属層の前記半導体積層部とは反対側に設けられる支持基板と、前記支持基板の前記金属層とは反対側に設けられる第二電極とを備え、前記半導体発光素子用ウエハの切削は、前記半導体発光素子用ウエハの第一方向及び該第一方向と直交する第二方向の複数の切削ラインに沿って、前記半導体発光素子用ウエハを前記支持基板の途中の深さまで切削して前記半導体発光素子用ウエハに格子状のハーフカット溝を形成する第一切削工程と、前記支持基板を完全に切断し溝の深さが前記半導体発光素子用ウエハに貼り付けたダイシングシートにまで達するように前記ハーフカット溝を更に切削する第二切削工程とを含む。
【解決手段】半導体発光素子用ウエハを切削して素子化する半導体発光素子の製造方法において、前記半導体発光素子用ウエハは、半導体積層部と、前記半導体積層部の第一主面側に設けられる第一電極と、前記半導体積層部の第二主面側に設けられる金属層と、前記金属層の前記半導体積層部とは反対側に設けられる支持基板と、前記支持基板の前記金属層とは反対側に設けられる第二電極とを備え、前記半導体発光素子用ウエハの切削は、前記半導体発光素子用ウエハの第一方向及び該第一方向と直交する第二方向の複数の切削ラインに沿って、前記半導体発光素子用ウエハを前記支持基板の途中の深さまで切削して前記半導体発光素子用ウエハに格子状のハーフカット溝を形成する第一切削工程と、前記支持基板を完全に切断し溝の深さが前記半導体発光素子用ウエハに貼り付けたダイシングシートにまで達するように前記ハーフカット溝を更に切削する第二切削工程とを含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、半導体発光素子の製造方法に係り、特に裏面チッピングを改善したものに関する。
【背景技術】
【0002】
従来、半導体発光素子である発光ダイオード(以下LEDと略す)素子については、AlGalnP系の材料から成るダブルヘテロ構造を、反射率の高い金属膜を介してGaAs基板よりも熱伝導率の良いSi支持基板に貼り付け、その後成長用に用いたGaAs基板を除去する方法が考案されている(特許文献1)。この方法を用いた場合には、反射膜として金属膜を用いているため、金属膜への光の入射角を選ばずに高い反射が可能となる。
【0003】
また、従来のGaAs基板に置き換わり、熱伝導性に優れるSi支持基板を使用することで、従来よりも大きな電流を印加し、単体で極めて高い発光出力を得るLED素子も作成されている。例えば350mA程度の大電流を印加するLED素子は、放熱性の設計が極めて重要であるため、LED素子の実装方法やパッケージなどにも十分に配慮がなされた構造が採用されている。
【0004】
大電流印加型のLED素子は、従来のLED素子の実装に採用されてきた、Agペースト(Agフィラーがエポキシ系樹脂に分散されたペースト状のもの)による簡易な実装方法では、素子を実装するリードフレームに十分に放熱することができない。
【0005】
そのため、AuSnなどの合金半田や、純金を利用した超音波ダイボンディングなどの実装方法を駆使して実装する。この時、LED素子の実装する面に形成される電極、いわゆる裏面電極には、上述した高い技術を要する実装方法に対応するため、裏面電極の表面をAuやPt、AuSnといった材料で形成する。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2005−175462号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、AuやPtなどの単一元素の金属は、LED素子を素子化するダイシング加工に対して難削材であるため、その裏面電極の膜厚が薄い場合でも、ダイシング工程によって裏面チッピングを発生させやすくしてしまうという問題があった。
【0008】
また、AuSn合金半田向けのAuSnが形成される場合も、半田接合向けであるために、その裏面電極の膜厚は少なくとも1μm以上、厚いものであれば2μm以上となる。AuSnなどの合金材は前述したAuやPtに比べて比較的切削しやすいが、その厚さゆえ、ダイシングが非常に難しく、裏面チッピングを発生させやすくしてしまうという問題があった。
【0009】
本発明の目的は、上述した従来技術の問題点を解消して、素子作製時の裏面チッピングを抑制することが可能な半導体発光素子の製造方法を提供することにある。
【課題を解決するための手段】
【0010】
本発明の一実施の態様によれば、半導体発光素子用ウエハを切削して素子化する半導体発光素子の製造方法において、
前記半導体発光素子用ウエハは、
半導体積層部と、前記半導体積層部の第一主面側に設けられる第一電極と、前記半導体積層部の第二主面側に設けられる金属層と、前記金属層の前記半導体積層部とは反対側に設けられる支持基板と、前記支持基板の前記金属層とは反対側に設けられる第二電極とを備え、
前記半導体発光素子用ウエハの切削は、
前記半導体発光素子用ウエハの第一方向及び該第一方向と直交する第二方向の複数の切削ラインに沿って、前記半導体発光素子用ウエハを前記支持基板の途中の深さまで切削して前記半導体発光素子用ウエハに格子状のハーフカット溝を形成する第一切削工程と、
前記支持基板を完全に切断し溝の深さが前記半導体発光素子用ウエハに貼り付けたダイシングシートにまで達するように前記ハーフカット溝を更に切削する第二切削工程とを含む
半導体発光素子の製造方法が提供される。
【0011】
好ましくは、
前記第二電極は厚さが少なくとも50nm以上の単一元素からなる金属を含み、なおかつ、前記第二電極の第二主面がAu、Pt、AuSn合金のいずれかであるよう構成される。
【0012】
また好ましくは、
前記第一の切削工程において、前記格子状のハーフカット溝を、前記第一方向の複数の切削ラインに沿った全ての切削を終えてから、前記第二方向の複数の切削ラインに沿った切削を行って形成するようにし、
前記第二の切削工程において、前記ハーフカット溝の更なる切削は、前記第一方向のハーフカット溝の切削を全て終えてから、前記第二方向のハーフカット溝の切削を行うよう構成される。
【0013】
また、好ましくは、
前記第一切削工程における切削の前記深さは、前記支持基板の第二主面から高さ5μm以上25μm以下の範囲内であるよう構成される。
【0014】
また、好ましくは、
前記支持基板はSi、若しくはGeであるよう構成される。
【0015】
また、好ましくは、
前記第一切削工程の前に、
前記半導体発光素子用ウエハの第一方向及び該第一方向及び第二方向の複数の切削ラインに沿って、前記金属層を除去して格子状の素子分離溝を形成する素子加工工程を、備えるよう構成される。
【0016】
また、好ましくは、
前記素子加工工程が、レーザーアブレーション加工、エッチング加工、もしくはダイシング加工によって実行されるよう構成される。
【0017】
また、好ましくは、
前記第一切削工程及び第二切削工程が、ダイシングソーを用いるダイシング加工によって実行されるよう構成される。
【発明の効果】
【0018】
本発明によれば、素子作製時の裏面チッピングを抑制することができる。
【図面の簡単な説明】
【0019】
【図1】本発明の一実施の形態にかかる半導体発光素子の製造方法を説明する半導体発光素子用ウエハの切削工程図である。
【図2】本発明の他の実施の形態にかかる半導体発光素子の製造方法を説明する半導体発光素子用ウエハの切削工程図である。
【図3】従来例の半導体発光素子の製造方法を説明する半導体発光素子用ウエハの切削工程図である。
【図4】本発明の一実施の形態にかかる半導体発光素子用ウエハのダイシングの切削方向を決めるための説明図である。
【図5】本発明の一実施の形態にかかる半導体発光素子用ウエハの2ステップ加工時におけるダイシングソーの深さを示す説明図である。
【図6】本実施例にかかる基板貼り替え型赤色LED用ウエハの素子加工工程の説明図である。
【図7】本実施例にかかる基板貼り替え型赤色LED用ウエハの2ステップ加工工程の説明図である。
【図8】本実施例にかかる基板貼り替え型赤色LED素子の第一のプロセス工程図である。
【図9A】本実施例にかかる基板貼り替え型赤色LED素子の第二のプロセス工程図である。
【図9B】本実施例にかかる基板貼り替え型赤色LED素子の第二のプロセス工程図である。
【図10】本実施例におけるLED素子の外観上面図である。
【発明を実施するための形態】
【0020】
本実施の形態では、裏面電極起因による裏面チッピングの発生を抑制するため、ダイシング加工を二段階の深さ(ハーフカット、フルカット)で切削する2ステップ加工を採用する。ハーフカットでは支持基板を切断してしまう寸前のところの深さまで切削する。フルカットでは、ハーフカット後にわずかに残った支持基板を完全に切断する。
【0021】
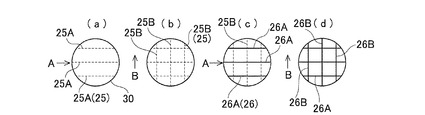
従来は1つの溝に対し、一度でフルカットする1ステップ加工を行っていた。従来行われていた通常の1ステップ加工を図3を用いて説明する。図1〜図3では、説明の便宜上、ウエハ30の面内に入れた点線はハーフカット溝25を、実線はフルカット溝26それぞれ意味する。格子状の格子数は実際の数より少なく表示してある。これらの表示は、図1及び図2でも共通する。
【0022】
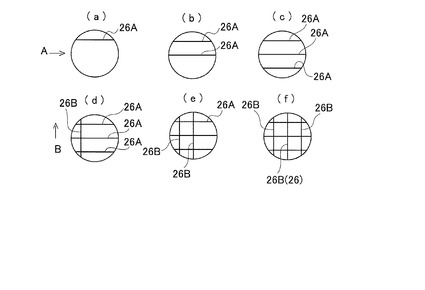
図3に示すように、ウエハ30の第一の方向Aの一ラインに沿ってウエハ30を切削してフルカット溝26Aを形成する。このようにして第一方向Aの複数のラインについて順次フルカットし、第一方向Aの全ラインを切削する(図3(a)〜図3(c))。次に、ウエハ30の第一方向Aと直交する第二方向Bの一ラインに沿ってウエハ30を切削してフルカット溝26Bを形成する。このようにして第二方向Bの複数のラインについて順次フルカットし、第二方向Bの全ラインを切削して、格子状のフルカット溝26を形成する(図3(d)〜図3(f))。すなわち、まず第一方向Aのみをフルカットし、それが終わったら第二方向Bをフルカットする。もしくは、フルカット溝26A、26Bを交互に形成する。
【0023】
しかし、溝形成部を一度のダイシングでフルカットしてしまう1ステップ加工では、ダイシングの加工応力は裏面(ダイシングシート側)に抜け、裏面にチッピングが発生する
。
【0024】
そこで、本発明の一実施の形態の半導体発光素子の製造方法では、通常の1ステップ加工とは異なる2ステップ加工とする。まず、第1のステップで、半導体発光素子用ウエハを縦方向、横方向の格子状にハーフカットする。つぎに、第2のステップで、ハーフカットした半導体発光素子用ウエハをフルカットする。すなわち、形成したハーフカット溝を続けてフルカットしてしまうのではなく、第一方向及び第二方向の全てのハーフカットを終えて、一旦、格子状にハーフカット分割してから、フルカットに入る。
【0025】
これによれば、ハーフカットにて格子状にウエハが分割されるため、ハーフカットにてウエハに入る切削応力は分散されてしまい、フルカット時における裏面チッピングが低減する(図1、図2参照)。また、難削材である裏面電極を切削した所からチッピングが発生するが、1ステップ目のハーフカットまで加工歪をほとんど発生させずに、基板の深い位置まで切削しているので、2ステップ目のフルカットでチッピングが発生しても、チッピングの幅が短くなり、不良と判断されるチップ数が低減される。
【0026】
以下、具体的に説明する。
【0027】
<具体的な実施の形態の説明>
本実施の形態の半導体発光素子用ウエハを切削して素子化する半導体発光素子の製造方法において、前記半導体発光素子用ウエハは、半導体積層部と、前記半導体積層部の第一主面側に設けられる第一電極と、前記半導体積層部の第二主面側に設けられる金属層と、前記金属層の前記半導体積層部とは反対側に設けられる支持基板と、前記支持基板の前記金属層とは反対側に設けられる第二電極とを備える。
【0028】
半導体発光素子としてはLED素子が代表的であるが、LED素子に限定されず、レーザダイオードや受光トランジスタなど他の半導体発光素子にも適用可能である。
半導体積層部は、第一主表面を光取出し面としたクラッド層に挟まれた発光層を有する半導体積層部から構成される。第一電極は、前記半導体積層部の第一主表面上に形成される。
【0029】
金属層には、半導体積層部の第二主表面側に設けられる金属接合層が含まれる。本実施形態では、金属光反射層9と、第一金属接合層11aと、合金化バリア層16と、第二金属接合層11bと、拡散防止バリア層18とによって、AlGaInp活性層(発光層)5からの光の反射および支持基板10との接合(貼り合わせ)を行うための金属層が構成されている。特に金属光反射層9には、優れた反射率を有する材料が好ましく、例えば、エッチング液に対する耐性、エレクトロマイグレーションを生じない、などの点からAuもしくはAuを主成分とする合金が好ましい。
【0030】
第二電極は、支持基板の第二主表面上に形成される。この第二電極は、厚さが少なくとも50nm以上の単一元素からなる金属を含み、なおかつ、前記第二電極の第二主面が単一元素であるAuまたはPt、あるいはAuSn合金のいずれかで構成されていることもある。AuSn合金の場合1μmを超えている場合もある。半導体発光素子用ウエハは、上述した半導体積層部と、金属光反射層と、金属接合層と、支持基板と、第一電極、第二電極とを備えて構成されている。素子化するとは、半導体発光素子用ウエハを格子状に切り離して、チップ化することである。
【0031】
前記半導体発光素子用ウエハの切削は、第一切削工程と、第二切削工程とを含む。第一切削工程は、前記半導体発光素子用ウエハの第一方向及び該第一方向と直交する第二方向の複数の切削ラインに沿って、前記半導体発光素子用ウエハを前記支持基板の途中の深さ
まで切削して前記半導体発光素子用ウエハに格子状のハーフカット溝を形成する。前記第一切削工程における切削の前記深さは、前記支持基板の第二主面から高さ5μm以上25μm以下の範囲内であることもある。第二切削工程は、前記支持基板を完全に切断し溝の深さが前記半導体発光素子用ウエハに貼り付けたダイシングシートにまで達するように前記ハーフカット溝を更に切削する。
【0032】
図1に第一の実施の態様の第一切削工程と第二切削工程の手順例を示す。第一切削工程では、前記格子状のハーフカット溝25をつぎのように形成する。前記第一方向Aの複数の切削ラインに沿った全てのハーフカット溝25Aの切削を終えてから(図1(a))、前記第二方向Bの複数の切削ラインに沿った全てのハーフカット溝25Bの切削を行う(図1(b))。また、第二切削工程では、前記ハーフカット溝25の更なる切削を次のように行う。第一切削工程の手順と同様に、まず第一方向Aのハーフカット溝25Aの切削を全て終えてフルカット溝26Aを形成してから(図1(c))、つぎに前記第二方向Bのハーフカット溝25Bの切削を行ってフルカット溝26Bを形成する(図1(d))。
【0033】
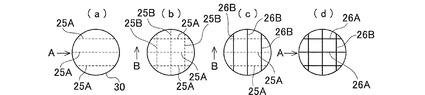
図1に示す態様では、先にハーフカットした第一方向の溝を先にフルカットしたが、後にハーフカットした第二方向の溝を先にフルカットするようにしてもよい。図2は、そのような他の実施の態様の手順例を示す。第一工程は前述した手順と同じであるが(図2(a)、図2(b))、第二切削工程において、前記ハーフカット溝25の更なる切削は、第一工程の手順と反対で、先に第二方向Bのハーフカット溝25Bを切削してフルカット溝26Bを形成し(図2(c))、後で第一方向Aのハーフカット溝を25Aを切削してフルカット溝26Aを形成する(図2(d))。
【0034】
前記第一切削工程及び第二切削工程は、実施の形態によっては、ダイシングソーを用いるダイシング加工によって実行される。
【0035】
また、本発明のさらに他の態様では、前記第一切削工程の前に、前記半導体発光素子用ウエハの第一方向及び該第一方向及び第二方向の複数の切削ラインに沿って、前記金属層を除去して格子状の素子分離溝を形成する素子加工工程を備える。素子分離溝は、支持基板には達していない深さの溝であって、主に半導体積層部や金属層を素子毎に分離するための溝である。半導体積層部や金属層は、支持基板の厚さに比べて、はるかに薄いので、素子加工工程は、レーザーアブレーション加工、もしくはエッチング加工によって実行される。
【0036】
<実施の形態の効果>
本実施の形態によれば、第一切削工程で第一方向及び第二方向の複数の切削ラインに沿って、半導体発光素子用ウエハを支持基板の途中の深さまで切削して半導体発光素子用ウエハに格子状のハーフカット溝を形成し、第二切削工程で支持基板を完全に切断し溝の深さが前記半導体発光素子用ウエハに貼り付けたダイシングシートにまで達するように前記ハーフカット溝を更に切削するようにしている。
【0037】
これによれば、ハーフカットにて格子状に半導体発光素子用ウエハが分割されるため、ハーフカットにてウエハに入った切削応力は分散されてしまい、フルカット時における裏面チッピングが低減する。また、難削材である裏面電極を切削した所からチッピングが発生するが、1ステップ目のハーフカットまで加工歪をほとんど発生させずに、基板の深い位置まで切削しているので、2ステップ目のフルカットでチッピングが発生しても、チッピングの幅が短くなり、不良と判断されるチップ数が低減される
【0038】
したがって、裏面電極材料にAuやPtなどの単一元素からなる金属を用いて50nm以上の膜厚で裏面で極を形成した場合、および1μmを超える厚い膜厚で形成されたAu
Sn膜を裏面電極に備えた場合においても、ダイシング加工による素子化方法において裏面チッピングの発生を著しく低減することができる。
【0039】
なお、本発明は以上説明した実施の形態に限定されるものではなく、多くの変形が本発明の技術的思想内で当分野において通常の知識を有する者により可能である。
【0040】
また、上記実施の形態では、金属接合層の除去を行うにあたって、レーザーソーを使用した例を示したが、例えばダイサーによるハーフカット加工で深さ60μm前後の溝を入れて金属接合層を除去することも可能である。なお、ダイサーによるハーフカット加工は、それ自体による加工歪みの発生が原因で裏面チッピングを発生させてしまう可能性があるため、好ましくはレーザーソーにより金属接合層の除去を行うことが好ましい。
【実施例】
【0041】
(実施例1)
本実施例では、基板貼り替え型赤色LED用エピタキシャルウエハを製造し、製造後前記LED用エピタキシャルウエハを2ステップ加工を採用して切削し、素子化した。裏面電極の構造は、Si基板の上に拡散防止バリア層としてのTi層(400nm)を介してPt膜(100nm)を形成した構造とした。チップ化して得られた赤色LED素子の発光波長は630nmであった。
【0042】
<ウエハの製造>
図8〜図9A、図9Bに、本発明における基板貼り替え型赤色LED用エピタキシャルウエハ(以下、単にLED用ウエハというときもある)のプロセス工程図を示す。なお、図面ではウエハはチップレベルの幅で示されているが、LED用ウエハの横方向の広がりは省略してある。
【0043】
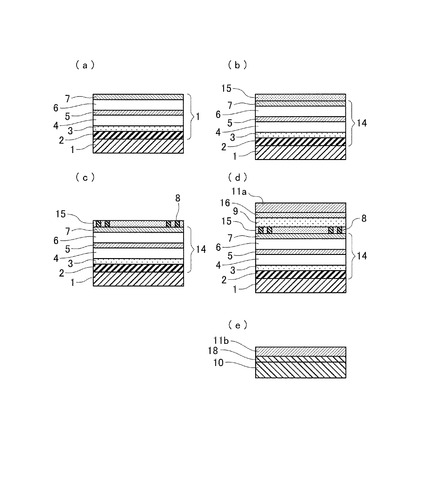
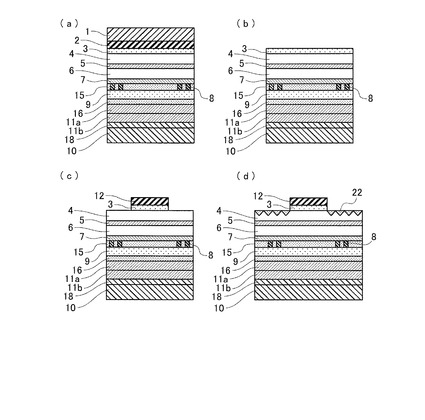
図8(a)に示すように、n型GaAs基板1上に、MOVPE法で、n型(Al0.7Ga0.3)0.5In0.5Pエッチングストップ層2、n型GaAsコンタクト層3、n型(Al0.7Ga0.3)0.5In0.5Pクラッド層4、アンドープ(Al0.1Ga0.9)0.5In0.5P活性層5、p型(Al0.7Ga0.3)0.5In0.5Pクラッド層6、p型GaPコンタクト層7を順次積層成長させ、半導体積層部としての半導体積層部14を得た。
【0044】
次に、図8(b)に示すように、このLED用エピタキシャルウエハをMOCVD装置から搬出した後、p型GaPコンタクト層の表面にプラズマCVD装置で誘電体膜15としてSiO2膜をおよそ110nm成膜した。
【0045】
そして更に図8(c)に示すように、レジストやマスクアライナなどの一般的なフォトリソグラフィ装置、技術を駆使すると共に、純水で希釈したフッ酸エッチング液を用いてSiO2膜に開口部を形成し、更にその開口部には真空蒸着法によって界面電極8を形成した。界面電極の材料にはAuZn合金(金・亜鉛合金、Au:95wt%/Zn:5wt%)を用いており、膜厚はおよそ110nmである。
【0046】
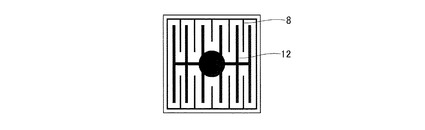
また、界面電極は後に形成される表面電極直下以外の領域に配置される様に適宜設計されている。配置法則は次の通りである。まず、界面電極は複数の個体に分かれているのではなく、単一の形状をしている。この櫛型状の界面電極は表面電極の細線部の側方に位置し、櫛型状界面電極と表面電極の細線部との距離は概ね一定の距離間隔に保たれている。この時の界面電極の線幅は5μmに設定した。
【0047】
次に、図8(d)に示すように、上記界面電極付きエピタキシャルウエハ上に真空蒸着
法にて金属光反射層9としてAl(アルミニウム)を400nm形成した。また更にその上に合金化バリア層16としてPt(白金)を50nm、金属接合層11aとしてAu(金)を500nmを順次形成した。
【0048】
そして一方では図8(e)示すように、Si支持基板10として用意した導電性p型Si基板の表面にTi(チタン)、Au(金)を、それぞれ50nm、500nmの膜厚で順次形成した。Tiがオーミックコンタクト金属を兼ねる拡散防止バリア層18、Auが金属接合層11bとなる。
【0049】
次に、図9A(a)に示すように、上記の様にして作製したエピタキシャルウエハとSi支持基板表面の金属接合層をそれぞれAu層面が接合するように重ね合わせ、熱圧着法によって貼合せた。貼合せは、圧力0.01Torr雰囲気でウエハに圧力を15Kgf/cm2負荷した状態で、温度350℃に加熱し、更にその状態で30分間加熱保持することによって貼合せウエハを得た。
【0050】
次に図9A(b)に示すように、Si支持基板10に貼合せたエピタキシャルウエハの基板材であるGaAsをアンモニア水と過酸化水素水との混合エッチャントを用いてウェットエッチングにより除去し、n型(Al0.7Ga0.3)0.5In0.5Pエッチングストップ層を露出させた。次いで当該エッチングストップ層を塩酸を用いてウェットエッチングにて除去し、n型GaAsコンタクト層3を露出させた。
【0051】
次に図9A(c)に示すように、露出したSi−GaAsコンタクト層表面にレジスト塗布装置やマスクアライナ、現像装置などを用い前述した形状の第一電極である表面電極のパターニングを行い、更には真空蒸着装置で電極構造を蒸着することで、表面電極12を形成した。表面電極12の構造は、AuGe(金・ゲルマニウム合金)、Ni(ニッケル)、Au(金)を、それぞれ50nm、10nm、300nmの膜厚で順次形成した。
【0052】
表面電極形成後、硫酸と過酸化水素水と水との混合エッチャントを用いて、先に形成した表面電極をマスク材とし、表面電極直下以外のGaAsコンタクト層をウェットエッチングにて除去し、この選択性エッチングによってn型(Al0.7Ga0.3)0.5In0.5Pクラッド層4を露出させた。
【0053】
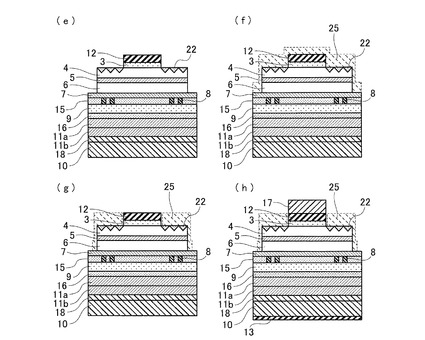
図9A(d)に示すように、粗面構造22を形成した。露出させたn型(Al0.7Ga0.3)0.5In0.5Pクラッド層4に、フォトリソグラフィ技術を用いてウェハ表面全域に直径Φ1μmの周期的ドットパターンを形成した。各ドットのピッチは2μmであり、配置規則は正方格子状になっている。ただし、前述した表面電極12を形成する領域の部分(座標)にはこのドットパターンが形成されていない。このドット状開口部が形成されたLEDウェハを、純水で希釈した塩酸にディップし、半導体層の最上層であるn型AIGaInPクラッド層4のドット状部分エッチング、いわゆる粗面化エッチングをおこなった。この時のエッチング時間はおよそ30秒程度であり、エッチング深さは最も深い所で約1μmとなっている。この粗面化エッチングにより、半導体層の第一主表面に乱反射を起こす粗面構造22が形成される。粗面化エッチング後、マスクとして用いたフォトレジスト膜を有機洗浄にて除去した。
【0054】
次に、図9B(e)に示すように半導体エピタキシー層の素子分離を行った。この時、LED素子のエピタキシー層の部分だけをウェハ状態で意図的に素子分離するため、各素子間を分離するためのレジストマスクをフォトリソグラフィにて形成した。レジストマスクは、設計上の素子の中心位置と、280μm角形状のレジストマスクの中心位置が一致するように形成されている。レジストマスク形成後、半導体エピタキシー層であるn型クラッド層4、活性層5、p型クラッド層6をエッチングするため、レジストマスクを保持
したまま、純水で希釈した塩酸に浸し、AIGaInP系半導体で形成されている前記3層を除去した。この時、p型GaPコンタクト層7は塩酸などの比較的容易に得られる酸、または塩酸でエッチングすることが容易では無いため、GaP層7はエッチングせずにレジストマスクをアッシングによって除去した。
【0055】
次に、図9B(f)に示すように、ここまでプロセスしてきた半導体ウェハの表面にプラズマCVD装置で絶縁性保護膜25としてSiO2膜を成膜した。成膜したSiO2絶縁性保護膜25の膜厚を走査電子顕微鏡で測定したところ、光取出し面上における膜厚はおよそ400nmであった。また、LEDチップの側面にあたる、半導体層の露出した側面上に堆積したSiO2絶縁性保護膜25の厚みは、表面上に比べて薄く、最も薄いところで約50nmであることが確認された。
【0056】
その後、図9B(g)に示すように、SiO2絶縁性保護膜25をエッチングした。プラズマCVD装置からウェハを取り出し、LED素子に電流を注入する電極パッドを形成する位置を開口するため、およびレーザースクライブによるハーフカットをおこなう領域のSiO2膜を除去するためのレジストマスクをフォトリソグラフィにて形成した。レジストマスクは、296μm角形状のマスク部に、直径100μmの円形状の穴が開いた形状で、設計上の素子の中心位置と、直径100μmの円形状のレジストマスクの穴の部分の中心位置が一致するように形成されている。レジストマスク形成後、バッファードフッ酸に約5min間浸し、半導体層のGaP層が露出するまでSiO2絶縁性保護膜25をエッチングした。エッチング後にはレジストマスクをアッシングにて除去した。このようにして形成されたSiO2膜のレーザー加工部における開口幅は約34μmとなった。
【0057】
その後、図9B(h)に示すように、Si支持基板10の第二主表面の全面に第二電極である裏面電極13を同じく真空蒸着法によって形成した。当該裏面電極13は、Ti(チタン)、Au(金)を、それぞれ400nm、300nmの膜厚で順次形成し、その後、電極のオーミック性接触を得るための熱処理工程を、上下独立ヒータを備えた熱処理装置で行った。熱処理条件は窒素ガス雰囲気中にて350℃まで加熱し、その状態で5分間熱処理する事とした。ウエハはグラファイト製のトレー上に載せ、それを下部ヒータの組み込まれた下部プレート上に設置している。
【0058】
更に、再度フォトリソグラフィ技術と真空蒸着技術を用いて、前記表面電極12の略中央に重なるように、ボンディングパッド電極17を形成した。ボンディングパッド電極17の形状は直径Φ125μmの円形状であり、先の工程で形成した表面電極12の中央部に位置する円形状の部分と合致する。当該ボンディングパッド電極17の構造は、表面電極側からTi(チタン)、Au(金)となっており、それぞれの膜厚は30nm、1000nmとなっている。尚、このボンディングパッド電極形成後はアロイ処理を行わず、LED素子が出来上がるまでノンアロイ状態となっていることがワイヤボンディング工程を行う上で肝要である。
【0059】
次にウエハの切削について述べる。ウエハの切削には、前もって行われる素子加工工程と、その後に行われる切削工程とがある。
【0060】
<素子加工工程>
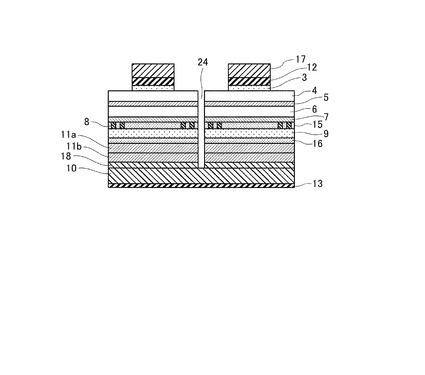
上記の様にして形成された基板貼り替え型のLED用エピタキシャルウエハを、レーザーソーを用いてカットし(素子加工工程)、金属部分である金属接合層11bまでを除去する(図6)。すなわち、半導体積層部であるn型AlGaInPクラッド層4、AlGaInP活性層5、p型AlGaInPクラッド層6、p型GaPコンタクト層7、界面電極8、金属光反射層9、合金化バリア層16、エピタキシャルウエハ側の金属接合層11a、支持基板側の金属接合層11bを除去して素子分離溝24を形成する。この素子分
離溝24が、次の切削工程のダイシング加工位置となる。
【0061】
上記レーザーソーには(株)ディスコのDEF7160を使用した。レーザーソーを用いたカットは、1回の切削パスによって10μmのカーフ(切り溝)が得られる条件であったので、これを切削ライン(ストリート)1本分に対し3パス加工を行うことで、合計30μmのカーフ幅を有するカットとした。
【0062】
なお、図示しないが、レーザー加工前にはLEDウエハの表面にデブリ付着防止用の加工用保護膜を塗布し、それをスピン乾燥することでおよそ1μm程度の厚みを有するレーザー加工用保護膜を形成している。また、レーザー加工後にはこの保護膜を洗浄し、LEDウエハの表面にはレーザー加工によって発生したデブリが一切被着していない、清浄なカットウエハを得ることができた。
【0063】
素子加工工程後、レーザースクライブによって金属膜の除去がなされたストリート(切削ライン)に沿って、ダイヤモンドブレードによってダイシング加工(切削加工)し、LEDウエハを素子化する。
【0064】
<切削工程>
切削工程としてのダイシング工程は、2ステップ方式を採用した。ダイサーは(株)ディスコ製のDAD340という1軸式セミオートマチックダイシングソーを使用した。こちらには同じく(株)ディスコ製のダイヤモンドブレードZH05−SD3000−N1−70−AAを装着して使用した。この時のダイヤモンドブレードは、砥粒径が#3000、ダイヤモンド砥粒の集中度が70、刃先出し量が0.450mm、刃厚が19μmのものである。また、ダイシングシートには日東電工(株)のV−8−Sを使用した。このシートの厚みは糊層を含め、75μmである。
【0065】
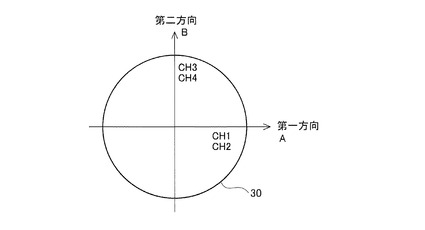
切削条件は、次の通りである。2ステップ加工を採用するため、アライメントのチャンネルは4チャンネル使用する(図4)。カット順序は、4チャンネル目(CH4)、2チャンネル目(CH2)、3チャンネル目(CH3)、1チャンネル目(CH1)とした。カット位置を決めるアライメント時は、まずウエハ30の第一方向Aのカット位置を決めるが、その時、チャンネルCH1とチャンネルCH2のカット位置(ラインないしストリート)を同じ位置に設定する。その後、ウエハ30(ワーク)を90度回転させ、同様にアライメントし、今度はウエハ30の第一方向Aと直交する第二方向Bのカット位置(切削ラインないしストリート)を決める。この時も、チャンネルCH3とチャンネルCH4のカット位置を同じ位置に設定する。
【0066】
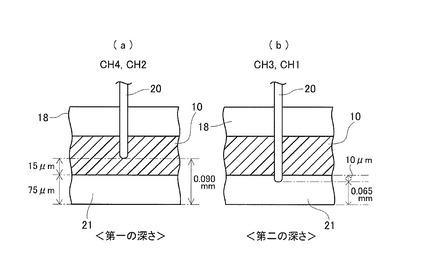
次に、図5に示すように、チャンネルCH4およびチャンネルCH2のブレードバイト20の刃先は、ダイシングシート21の第二主面(裏面)からの高さ(第一高さ)を90μm(0.090mm)とした。ダイシングシート21の厚みが75μmであるので、Si支持基板10を15μm残して切削する高さとなる(図5(a))。チャンネルCH1およびチャンネルCH3のブレードバイト20の刃先は、ダイシングシート21の第二主面(裏面)からの高さ(第二高さ)を65μm(0.065mm)に設定した。これにより、第二の高さで完全にSi基板を切断し、ダイシングシート21へ10μm切り込む状態となる(図5(b))。その他、スピンドル回転数は30000rpm、送り速度は全チャンネルとも10mm/secとした。
【0067】
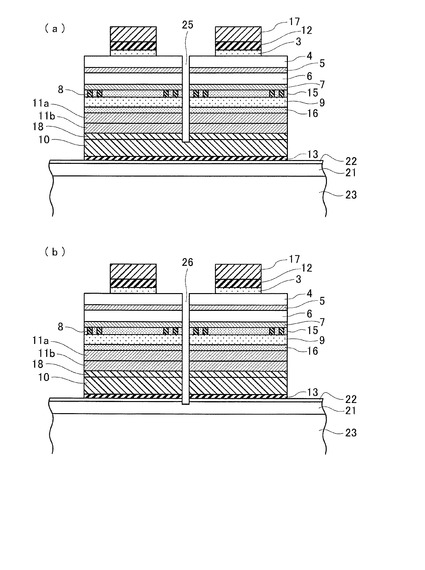
上記切削条件に基づいて、LED用ウエハを第一切削工程、第二切削工程の2ステップで切削する。第一切削工程では、図7(a)に示すように、LED用ウエハの第一方向及び第二方向の複数の切削ラインに沿って、LED用ウエハをSi支持基板10の途中の深さまで切削してLED用ウエハに格子状のハーフカット溝25を形成する。第二切削工程
では、図7(b)に示すように、Si支持基板10を完全に切断し溝の深さがLED用ウエハに貼り付けたダイシングシート21にまで達するようにハーフカット溝25を更に切削してフルカット溝26形成する。
【0068】
この時作製したLED素子のチップピッチは設計上1020μmであり、ダイシング後の個別のLEDチップのサイズはおよそ1000μm角のサイズとなった。LEDチップの光取り出し面側、つまり上面側から見たLED素子の外観図を図10に示す。
【0069】
LEDのダイシング工程を終え、チップの転写工程、シートの拡張工程を経たチップの裏面チッピングの様子を確認した所、ウエハ面内における裏面チッピングの発生頻度は表1に示すように1%未満であった。裏面チッピング異常の基準は、素子の辺の長さの5%と定義したことによって、50μm以上のチッピング幅とした。
【0070】
【表1】

【0071】
つまり、実施例1の2ステップ方法を採用することによって、裏面電極に難削材である純粋なAuを含む構造であっても、裏面チッピングの発生が極めて少ないダイシング工程を経てLED素子を得ることができた。
【0072】
(実施例2)
実施例2は実施例1の変形例である。実施例2では、実施例1とは裏面電極の構造のみが相違している3種類のサンプルを作製した。表1に示すように、3種類のサンプルa、b、及びcは、共通する裏面電極の基本構造として、Si支持基板上に膜厚400nmのTi(チタン)膜、膜厚100nmのPt(白金)膜を順次有する。サンプル2aは基本構造をしている。サンプル2bはPt膜の上にさらに膜厚2μmのAuSn合金膜を有し、サンプル2cではPt膜の上に設けた膜厚100nmのAu膜の上にさらに膜厚2μmのAuSn合金膜を有する構造をしている。特に、実施例2b、及び実施例2cに示す構造では、それぞれAuSn合金膜以外までを一括蒸着し、一度蒸着装置からウエハを取り出して、実施例1に記載の電極熱処理工程を実施している。その後、再度蒸着装置にウエハをセットし、AuSn合金膜のみを蒸着した。その後、このAuSn合金膜は熱処理を実施していない。AuSn合金半田実装をする際のボンディング性を向上させるための配慮からそのようにしている。
【0073】
上記以外の製造方法は実施例1と同じとし、ダイシング工程後の裏面チッピングの検査方法、および検査基準も同様である。実施例1とは異なる切削加工の難しい裏面電極構造をもつ実施例2の場合でも、本実施の形態のダイシング方法を採用することにより、裏面チッピングの発生頻度は表1に示すように1%未満であり、裏面チッピングの発生を著しく抑制することができた。
【0074】
(実施例3)
実施例3は実施例1の変形例である。実施例3では、支持基板の材料をGeとした点のみを実施例1と変えてLED素子を作製し、評価した。その結果、表1に示すように、実
施例1と同様の裏面チッピングの発生頻度が1%未満という結果を得ることが出来、支持基板がGeであっても本発明の実施形態の効果が得られることが確認された。
【0075】
(実施例4)
実施例4は実施例2の変形である。実施例4では、支持基板の材料をGeとした点のみを実施例2と変えてLED素子を作製し、評価した。その結果、表1に示すように、実施例2と同様の裏面チッピングの発生頻度が1%未満という結果が得ることが出来、支持基板がGeであっても本発明の実施形態の効果が得られることが確認された。
【0076】
(比較例1)
比較例1が実施例1と異なる点は、LED用ウエハを素子化する際のダイシング工程の切削方法が、2ステップ加工ではなく1ステップ加工であり、ブレードバイトの刃先の高さを65μm(0.065mm)に設定してウエハをフルカットした点である。このフルカット条件は、従来のダイシング加工条件、および一般的なLEDチップの加工条件と同じである。
【0077】
得られたウエハを実施例1と同様に裏面チッピングの検査をした結果、表1に示すように、ウエハ面内における裏面チッピングの発生頻度はおよそ75%程度もあり、尚且つチッピング幅は最大で150μm、最小で60μm程度と非常に大きいものであった。
【0078】
このように比較例1では、裏面チッピングの発生頻度が高く、尚且つその裏面チッピングの幅が大きいため、高度な実装技術が必要な大電流型のLED素子としては充分な仕様を満足しなかった。したがってLED素子の歩留まりが大幅に低下した。
【符号の説明】
【0079】
1 n型GaAs基板
2 n型AlGaInPエッチングストップ層
3 n型GaAsコンタクト層
4 n型AlGaInPクラッド層
5 AlGaInP活性層
6 p型AlGaInPクラッド層
7 p型GaPコンタクト層
8 界面電極
9 金属光反射層(金属層)
10 Si支持基板
11a エピタキシャルウエハ側の第一金属接合層(金属層)
11b 支持基板側の第二金属接合層(金属層)
12 表面電極(第一電極)
13 裏面電極(第二電極)
14 半導体積層部
15 誘電体膜
16 合金化バリア層
17 ボンディングパッド電極
18 拡散防止バリア層(Ti層)
20 ブレードバイト
21 ダイシングシート
30 ウエハ(半導体発光素子用ウエハ)
A 第一方向
B 第二方向
CH1〜CH4 チャンネル
【技術分野】
【0001】
本発明は、半導体発光素子の製造方法に係り、特に裏面チッピングを改善したものに関する。
【背景技術】
【0002】
従来、半導体発光素子である発光ダイオード(以下LEDと略す)素子については、AlGalnP系の材料から成るダブルヘテロ構造を、反射率の高い金属膜を介してGaAs基板よりも熱伝導率の良いSi支持基板に貼り付け、その後成長用に用いたGaAs基板を除去する方法が考案されている(特許文献1)。この方法を用いた場合には、反射膜として金属膜を用いているため、金属膜への光の入射角を選ばずに高い反射が可能となる。
【0003】
また、従来のGaAs基板に置き換わり、熱伝導性に優れるSi支持基板を使用することで、従来よりも大きな電流を印加し、単体で極めて高い発光出力を得るLED素子も作成されている。例えば350mA程度の大電流を印加するLED素子は、放熱性の設計が極めて重要であるため、LED素子の実装方法やパッケージなどにも十分に配慮がなされた構造が採用されている。
【0004】
大電流印加型のLED素子は、従来のLED素子の実装に採用されてきた、Agペースト(Agフィラーがエポキシ系樹脂に分散されたペースト状のもの)による簡易な実装方法では、素子を実装するリードフレームに十分に放熱することができない。
【0005】
そのため、AuSnなどの合金半田や、純金を利用した超音波ダイボンディングなどの実装方法を駆使して実装する。この時、LED素子の実装する面に形成される電極、いわゆる裏面電極には、上述した高い技術を要する実装方法に対応するため、裏面電極の表面をAuやPt、AuSnといった材料で形成する。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2005−175462号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、AuやPtなどの単一元素の金属は、LED素子を素子化するダイシング加工に対して難削材であるため、その裏面電極の膜厚が薄い場合でも、ダイシング工程によって裏面チッピングを発生させやすくしてしまうという問題があった。
【0008】
また、AuSn合金半田向けのAuSnが形成される場合も、半田接合向けであるために、その裏面電極の膜厚は少なくとも1μm以上、厚いものであれば2μm以上となる。AuSnなどの合金材は前述したAuやPtに比べて比較的切削しやすいが、その厚さゆえ、ダイシングが非常に難しく、裏面チッピングを発生させやすくしてしまうという問題があった。
【0009】
本発明の目的は、上述した従来技術の問題点を解消して、素子作製時の裏面チッピングを抑制することが可能な半導体発光素子の製造方法を提供することにある。
【課題を解決するための手段】
【0010】
本発明の一実施の態様によれば、半導体発光素子用ウエハを切削して素子化する半導体発光素子の製造方法において、
前記半導体発光素子用ウエハは、
半導体積層部と、前記半導体積層部の第一主面側に設けられる第一電極と、前記半導体積層部の第二主面側に設けられる金属層と、前記金属層の前記半導体積層部とは反対側に設けられる支持基板と、前記支持基板の前記金属層とは反対側に設けられる第二電極とを備え、
前記半導体発光素子用ウエハの切削は、
前記半導体発光素子用ウエハの第一方向及び該第一方向と直交する第二方向の複数の切削ラインに沿って、前記半導体発光素子用ウエハを前記支持基板の途中の深さまで切削して前記半導体発光素子用ウエハに格子状のハーフカット溝を形成する第一切削工程と、
前記支持基板を完全に切断し溝の深さが前記半導体発光素子用ウエハに貼り付けたダイシングシートにまで達するように前記ハーフカット溝を更に切削する第二切削工程とを含む
半導体発光素子の製造方法が提供される。
【0011】
好ましくは、
前記第二電極は厚さが少なくとも50nm以上の単一元素からなる金属を含み、なおかつ、前記第二電極の第二主面がAu、Pt、AuSn合金のいずれかであるよう構成される。
【0012】
また好ましくは、
前記第一の切削工程において、前記格子状のハーフカット溝を、前記第一方向の複数の切削ラインに沿った全ての切削を終えてから、前記第二方向の複数の切削ラインに沿った切削を行って形成するようにし、
前記第二の切削工程において、前記ハーフカット溝の更なる切削は、前記第一方向のハーフカット溝の切削を全て終えてから、前記第二方向のハーフカット溝の切削を行うよう構成される。
【0013】
また、好ましくは、
前記第一切削工程における切削の前記深さは、前記支持基板の第二主面から高さ5μm以上25μm以下の範囲内であるよう構成される。
【0014】
また、好ましくは、
前記支持基板はSi、若しくはGeであるよう構成される。
【0015】
また、好ましくは、
前記第一切削工程の前に、
前記半導体発光素子用ウエハの第一方向及び該第一方向及び第二方向の複数の切削ラインに沿って、前記金属層を除去して格子状の素子分離溝を形成する素子加工工程を、備えるよう構成される。
【0016】
また、好ましくは、
前記素子加工工程が、レーザーアブレーション加工、エッチング加工、もしくはダイシング加工によって実行されるよう構成される。
【0017】
また、好ましくは、
前記第一切削工程及び第二切削工程が、ダイシングソーを用いるダイシング加工によって実行されるよう構成される。
【発明の効果】
【0018】
本発明によれば、素子作製時の裏面チッピングを抑制することができる。
【図面の簡単な説明】
【0019】
【図1】本発明の一実施の形態にかかる半導体発光素子の製造方法を説明する半導体発光素子用ウエハの切削工程図である。
【図2】本発明の他の実施の形態にかかる半導体発光素子の製造方法を説明する半導体発光素子用ウエハの切削工程図である。
【図3】従来例の半導体発光素子の製造方法を説明する半導体発光素子用ウエハの切削工程図である。
【図4】本発明の一実施の形態にかかる半導体発光素子用ウエハのダイシングの切削方向を決めるための説明図である。
【図5】本発明の一実施の形態にかかる半導体発光素子用ウエハの2ステップ加工時におけるダイシングソーの深さを示す説明図である。
【図6】本実施例にかかる基板貼り替え型赤色LED用ウエハの素子加工工程の説明図である。
【図7】本実施例にかかる基板貼り替え型赤色LED用ウエハの2ステップ加工工程の説明図である。
【図8】本実施例にかかる基板貼り替え型赤色LED素子の第一のプロセス工程図である。
【図9A】本実施例にかかる基板貼り替え型赤色LED素子の第二のプロセス工程図である。
【図9B】本実施例にかかる基板貼り替え型赤色LED素子の第二のプロセス工程図である。
【図10】本実施例におけるLED素子の外観上面図である。
【発明を実施するための形態】
【0020】
本実施の形態では、裏面電極起因による裏面チッピングの発生を抑制するため、ダイシング加工を二段階の深さ(ハーフカット、フルカット)で切削する2ステップ加工を採用する。ハーフカットでは支持基板を切断してしまう寸前のところの深さまで切削する。フルカットでは、ハーフカット後にわずかに残った支持基板を完全に切断する。
【0021】
従来は1つの溝に対し、一度でフルカットする1ステップ加工を行っていた。従来行われていた通常の1ステップ加工を図3を用いて説明する。図1〜図3では、説明の便宜上、ウエハ30の面内に入れた点線はハーフカット溝25を、実線はフルカット溝26それぞれ意味する。格子状の格子数は実際の数より少なく表示してある。これらの表示は、図1及び図2でも共通する。
【0022】
図3に示すように、ウエハ30の第一の方向Aの一ラインに沿ってウエハ30を切削してフルカット溝26Aを形成する。このようにして第一方向Aの複数のラインについて順次フルカットし、第一方向Aの全ラインを切削する(図3(a)〜図3(c))。次に、ウエハ30の第一方向Aと直交する第二方向Bの一ラインに沿ってウエハ30を切削してフルカット溝26Bを形成する。このようにして第二方向Bの複数のラインについて順次フルカットし、第二方向Bの全ラインを切削して、格子状のフルカット溝26を形成する(図3(d)〜図3(f))。すなわち、まず第一方向Aのみをフルカットし、それが終わったら第二方向Bをフルカットする。もしくは、フルカット溝26A、26Bを交互に形成する。
【0023】
しかし、溝形成部を一度のダイシングでフルカットしてしまう1ステップ加工では、ダイシングの加工応力は裏面(ダイシングシート側)に抜け、裏面にチッピングが発生する
。
【0024】
そこで、本発明の一実施の形態の半導体発光素子の製造方法では、通常の1ステップ加工とは異なる2ステップ加工とする。まず、第1のステップで、半導体発光素子用ウエハを縦方向、横方向の格子状にハーフカットする。つぎに、第2のステップで、ハーフカットした半導体発光素子用ウエハをフルカットする。すなわち、形成したハーフカット溝を続けてフルカットしてしまうのではなく、第一方向及び第二方向の全てのハーフカットを終えて、一旦、格子状にハーフカット分割してから、フルカットに入る。
【0025】
これによれば、ハーフカットにて格子状にウエハが分割されるため、ハーフカットにてウエハに入る切削応力は分散されてしまい、フルカット時における裏面チッピングが低減する(図1、図2参照)。また、難削材である裏面電極を切削した所からチッピングが発生するが、1ステップ目のハーフカットまで加工歪をほとんど発生させずに、基板の深い位置まで切削しているので、2ステップ目のフルカットでチッピングが発生しても、チッピングの幅が短くなり、不良と判断されるチップ数が低減される。
【0026】
以下、具体的に説明する。
【0027】
<具体的な実施の形態の説明>
本実施の形態の半導体発光素子用ウエハを切削して素子化する半導体発光素子の製造方法において、前記半導体発光素子用ウエハは、半導体積層部と、前記半導体積層部の第一主面側に設けられる第一電極と、前記半導体積層部の第二主面側に設けられる金属層と、前記金属層の前記半導体積層部とは反対側に設けられる支持基板と、前記支持基板の前記金属層とは反対側に設けられる第二電極とを備える。
【0028】
半導体発光素子としてはLED素子が代表的であるが、LED素子に限定されず、レーザダイオードや受光トランジスタなど他の半導体発光素子にも適用可能である。
半導体積層部は、第一主表面を光取出し面としたクラッド層に挟まれた発光層を有する半導体積層部から構成される。第一電極は、前記半導体積層部の第一主表面上に形成される。
【0029】
金属層には、半導体積層部の第二主表面側に設けられる金属接合層が含まれる。本実施形態では、金属光反射層9と、第一金属接合層11aと、合金化バリア層16と、第二金属接合層11bと、拡散防止バリア層18とによって、AlGaInp活性層(発光層)5からの光の反射および支持基板10との接合(貼り合わせ)を行うための金属層が構成されている。特に金属光反射層9には、優れた反射率を有する材料が好ましく、例えば、エッチング液に対する耐性、エレクトロマイグレーションを生じない、などの点からAuもしくはAuを主成分とする合金が好ましい。
【0030】
第二電極は、支持基板の第二主表面上に形成される。この第二電極は、厚さが少なくとも50nm以上の単一元素からなる金属を含み、なおかつ、前記第二電極の第二主面が単一元素であるAuまたはPt、あるいはAuSn合金のいずれかで構成されていることもある。AuSn合金の場合1μmを超えている場合もある。半導体発光素子用ウエハは、上述した半導体積層部と、金属光反射層と、金属接合層と、支持基板と、第一電極、第二電極とを備えて構成されている。素子化するとは、半導体発光素子用ウエハを格子状に切り離して、チップ化することである。
【0031】
前記半導体発光素子用ウエハの切削は、第一切削工程と、第二切削工程とを含む。第一切削工程は、前記半導体発光素子用ウエハの第一方向及び該第一方向と直交する第二方向の複数の切削ラインに沿って、前記半導体発光素子用ウエハを前記支持基板の途中の深さ
まで切削して前記半導体発光素子用ウエハに格子状のハーフカット溝を形成する。前記第一切削工程における切削の前記深さは、前記支持基板の第二主面から高さ5μm以上25μm以下の範囲内であることもある。第二切削工程は、前記支持基板を完全に切断し溝の深さが前記半導体発光素子用ウエハに貼り付けたダイシングシートにまで達するように前記ハーフカット溝を更に切削する。
【0032】
図1に第一の実施の態様の第一切削工程と第二切削工程の手順例を示す。第一切削工程では、前記格子状のハーフカット溝25をつぎのように形成する。前記第一方向Aの複数の切削ラインに沿った全てのハーフカット溝25Aの切削を終えてから(図1(a))、前記第二方向Bの複数の切削ラインに沿った全てのハーフカット溝25Bの切削を行う(図1(b))。また、第二切削工程では、前記ハーフカット溝25の更なる切削を次のように行う。第一切削工程の手順と同様に、まず第一方向Aのハーフカット溝25Aの切削を全て終えてフルカット溝26Aを形成してから(図1(c))、つぎに前記第二方向Bのハーフカット溝25Bの切削を行ってフルカット溝26Bを形成する(図1(d))。
【0033】
図1に示す態様では、先にハーフカットした第一方向の溝を先にフルカットしたが、後にハーフカットした第二方向の溝を先にフルカットするようにしてもよい。図2は、そのような他の実施の態様の手順例を示す。第一工程は前述した手順と同じであるが(図2(a)、図2(b))、第二切削工程において、前記ハーフカット溝25の更なる切削は、第一工程の手順と反対で、先に第二方向Bのハーフカット溝25Bを切削してフルカット溝26Bを形成し(図2(c))、後で第一方向Aのハーフカット溝を25Aを切削してフルカット溝26Aを形成する(図2(d))。
【0034】
前記第一切削工程及び第二切削工程は、実施の形態によっては、ダイシングソーを用いるダイシング加工によって実行される。
【0035】
また、本発明のさらに他の態様では、前記第一切削工程の前に、前記半導体発光素子用ウエハの第一方向及び該第一方向及び第二方向の複数の切削ラインに沿って、前記金属層を除去して格子状の素子分離溝を形成する素子加工工程を備える。素子分離溝は、支持基板には達していない深さの溝であって、主に半導体積層部や金属層を素子毎に分離するための溝である。半導体積層部や金属層は、支持基板の厚さに比べて、はるかに薄いので、素子加工工程は、レーザーアブレーション加工、もしくはエッチング加工によって実行される。
【0036】
<実施の形態の効果>
本実施の形態によれば、第一切削工程で第一方向及び第二方向の複数の切削ラインに沿って、半導体発光素子用ウエハを支持基板の途中の深さまで切削して半導体発光素子用ウエハに格子状のハーフカット溝を形成し、第二切削工程で支持基板を完全に切断し溝の深さが前記半導体発光素子用ウエハに貼り付けたダイシングシートにまで達するように前記ハーフカット溝を更に切削するようにしている。
【0037】
これによれば、ハーフカットにて格子状に半導体発光素子用ウエハが分割されるため、ハーフカットにてウエハに入った切削応力は分散されてしまい、フルカット時における裏面チッピングが低減する。また、難削材である裏面電極を切削した所からチッピングが発生するが、1ステップ目のハーフカットまで加工歪をほとんど発生させずに、基板の深い位置まで切削しているので、2ステップ目のフルカットでチッピングが発生しても、チッピングの幅が短くなり、不良と判断されるチップ数が低減される
【0038】
したがって、裏面電極材料にAuやPtなどの単一元素からなる金属を用いて50nm以上の膜厚で裏面で極を形成した場合、および1μmを超える厚い膜厚で形成されたAu
Sn膜を裏面電極に備えた場合においても、ダイシング加工による素子化方法において裏面チッピングの発生を著しく低減することができる。
【0039】
なお、本発明は以上説明した実施の形態に限定されるものではなく、多くの変形が本発明の技術的思想内で当分野において通常の知識を有する者により可能である。
【0040】
また、上記実施の形態では、金属接合層の除去を行うにあたって、レーザーソーを使用した例を示したが、例えばダイサーによるハーフカット加工で深さ60μm前後の溝を入れて金属接合層を除去することも可能である。なお、ダイサーによるハーフカット加工は、それ自体による加工歪みの発生が原因で裏面チッピングを発生させてしまう可能性があるため、好ましくはレーザーソーにより金属接合層の除去を行うことが好ましい。
【実施例】
【0041】
(実施例1)
本実施例では、基板貼り替え型赤色LED用エピタキシャルウエハを製造し、製造後前記LED用エピタキシャルウエハを2ステップ加工を採用して切削し、素子化した。裏面電極の構造は、Si基板の上に拡散防止バリア層としてのTi層(400nm)を介してPt膜(100nm)を形成した構造とした。チップ化して得られた赤色LED素子の発光波長は630nmであった。
【0042】
<ウエハの製造>
図8〜図9A、図9Bに、本発明における基板貼り替え型赤色LED用エピタキシャルウエハ(以下、単にLED用ウエハというときもある)のプロセス工程図を示す。なお、図面ではウエハはチップレベルの幅で示されているが、LED用ウエハの横方向の広がりは省略してある。
【0043】
図8(a)に示すように、n型GaAs基板1上に、MOVPE法で、n型(Al0.7Ga0.3)0.5In0.5Pエッチングストップ層2、n型GaAsコンタクト層3、n型(Al0.7Ga0.3)0.5In0.5Pクラッド層4、アンドープ(Al0.1Ga0.9)0.5In0.5P活性層5、p型(Al0.7Ga0.3)0.5In0.5Pクラッド層6、p型GaPコンタクト層7を順次積層成長させ、半導体積層部としての半導体積層部14を得た。
【0044】
次に、図8(b)に示すように、このLED用エピタキシャルウエハをMOCVD装置から搬出した後、p型GaPコンタクト層の表面にプラズマCVD装置で誘電体膜15としてSiO2膜をおよそ110nm成膜した。
【0045】
そして更に図8(c)に示すように、レジストやマスクアライナなどの一般的なフォトリソグラフィ装置、技術を駆使すると共に、純水で希釈したフッ酸エッチング液を用いてSiO2膜に開口部を形成し、更にその開口部には真空蒸着法によって界面電極8を形成した。界面電極の材料にはAuZn合金(金・亜鉛合金、Au:95wt%/Zn:5wt%)を用いており、膜厚はおよそ110nmである。
【0046】
また、界面電極は後に形成される表面電極直下以外の領域に配置される様に適宜設計されている。配置法則は次の通りである。まず、界面電極は複数の個体に分かれているのではなく、単一の形状をしている。この櫛型状の界面電極は表面電極の細線部の側方に位置し、櫛型状界面電極と表面電極の細線部との距離は概ね一定の距離間隔に保たれている。この時の界面電極の線幅は5μmに設定した。
【0047】
次に、図8(d)に示すように、上記界面電極付きエピタキシャルウエハ上に真空蒸着
法にて金属光反射層9としてAl(アルミニウム)を400nm形成した。また更にその上に合金化バリア層16としてPt(白金)を50nm、金属接合層11aとしてAu(金)を500nmを順次形成した。
【0048】
そして一方では図8(e)示すように、Si支持基板10として用意した導電性p型Si基板の表面にTi(チタン)、Au(金)を、それぞれ50nm、500nmの膜厚で順次形成した。Tiがオーミックコンタクト金属を兼ねる拡散防止バリア層18、Auが金属接合層11bとなる。
【0049】
次に、図9A(a)に示すように、上記の様にして作製したエピタキシャルウエハとSi支持基板表面の金属接合層をそれぞれAu層面が接合するように重ね合わせ、熱圧着法によって貼合せた。貼合せは、圧力0.01Torr雰囲気でウエハに圧力を15Kgf/cm2負荷した状態で、温度350℃に加熱し、更にその状態で30分間加熱保持することによって貼合せウエハを得た。
【0050】
次に図9A(b)に示すように、Si支持基板10に貼合せたエピタキシャルウエハの基板材であるGaAsをアンモニア水と過酸化水素水との混合エッチャントを用いてウェットエッチングにより除去し、n型(Al0.7Ga0.3)0.5In0.5Pエッチングストップ層を露出させた。次いで当該エッチングストップ層を塩酸を用いてウェットエッチングにて除去し、n型GaAsコンタクト層3を露出させた。
【0051】
次に図9A(c)に示すように、露出したSi−GaAsコンタクト層表面にレジスト塗布装置やマスクアライナ、現像装置などを用い前述した形状の第一電極である表面電極のパターニングを行い、更には真空蒸着装置で電極構造を蒸着することで、表面電極12を形成した。表面電極12の構造は、AuGe(金・ゲルマニウム合金)、Ni(ニッケル)、Au(金)を、それぞれ50nm、10nm、300nmの膜厚で順次形成した。
【0052】
表面電極形成後、硫酸と過酸化水素水と水との混合エッチャントを用いて、先に形成した表面電極をマスク材とし、表面電極直下以外のGaAsコンタクト層をウェットエッチングにて除去し、この選択性エッチングによってn型(Al0.7Ga0.3)0.5In0.5Pクラッド層4を露出させた。
【0053】
図9A(d)に示すように、粗面構造22を形成した。露出させたn型(Al0.7Ga0.3)0.5In0.5Pクラッド層4に、フォトリソグラフィ技術を用いてウェハ表面全域に直径Φ1μmの周期的ドットパターンを形成した。各ドットのピッチは2μmであり、配置規則は正方格子状になっている。ただし、前述した表面電極12を形成する領域の部分(座標)にはこのドットパターンが形成されていない。このドット状開口部が形成されたLEDウェハを、純水で希釈した塩酸にディップし、半導体層の最上層であるn型AIGaInPクラッド層4のドット状部分エッチング、いわゆる粗面化エッチングをおこなった。この時のエッチング時間はおよそ30秒程度であり、エッチング深さは最も深い所で約1μmとなっている。この粗面化エッチングにより、半導体層の第一主表面に乱反射を起こす粗面構造22が形成される。粗面化エッチング後、マスクとして用いたフォトレジスト膜を有機洗浄にて除去した。
【0054】
次に、図9B(e)に示すように半導体エピタキシー層の素子分離を行った。この時、LED素子のエピタキシー層の部分だけをウェハ状態で意図的に素子分離するため、各素子間を分離するためのレジストマスクをフォトリソグラフィにて形成した。レジストマスクは、設計上の素子の中心位置と、280μm角形状のレジストマスクの中心位置が一致するように形成されている。レジストマスク形成後、半導体エピタキシー層であるn型クラッド層4、活性層5、p型クラッド層6をエッチングするため、レジストマスクを保持
したまま、純水で希釈した塩酸に浸し、AIGaInP系半導体で形成されている前記3層を除去した。この時、p型GaPコンタクト層7は塩酸などの比較的容易に得られる酸、または塩酸でエッチングすることが容易では無いため、GaP層7はエッチングせずにレジストマスクをアッシングによって除去した。
【0055】
次に、図9B(f)に示すように、ここまでプロセスしてきた半導体ウェハの表面にプラズマCVD装置で絶縁性保護膜25としてSiO2膜を成膜した。成膜したSiO2絶縁性保護膜25の膜厚を走査電子顕微鏡で測定したところ、光取出し面上における膜厚はおよそ400nmであった。また、LEDチップの側面にあたる、半導体層の露出した側面上に堆積したSiO2絶縁性保護膜25の厚みは、表面上に比べて薄く、最も薄いところで約50nmであることが確認された。
【0056】
その後、図9B(g)に示すように、SiO2絶縁性保護膜25をエッチングした。プラズマCVD装置からウェハを取り出し、LED素子に電流を注入する電極パッドを形成する位置を開口するため、およびレーザースクライブによるハーフカットをおこなう領域のSiO2膜を除去するためのレジストマスクをフォトリソグラフィにて形成した。レジストマスクは、296μm角形状のマスク部に、直径100μmの円形状の穴が開いた形状で、設計上の素子の中心位置と、直径100μmの円形状のレジストマスクの穴の部分の中心位置が一致するように形成されている。レジストマスク形成後、バッファードフッ酸に約5min間浸し、半導体層のGaP層が露出するまでSiO2絶縁性保護膜25をエッチングした。エッチング後にはレジストマスクをアッシングにて除去した。このようにして形成されたSiO2膜のレーザー加工部における開口幅は約34μmとなった。
【0057】
その後、図9B(h)に示すように、Si支持基板10の第二主表面の全面に第二電極である裏面電極13を同じく真空蒸着法によって形成した。当該裏面電極13は、Ti(チタン)、Au(金)を、それぞれ400nm、300nmの膜厚で順次形成し、その後、電極のオーミック性接触を得るための熱処理工程を、上下独立ヒータを備えた熱処理装置で行った。熱処理条件は窒素ガス雰囲気中にて350℃まで加熱し、その状態で5分間熱処理する事とした。ウエハはグラファイト製のトレー上に載せ、それを下部ヒータの組み込まれた下部プレート上に設置している。
【0058】
更に、再度フォトリソグラフィ技術と真空蒸着技術を用いて、前記表面電極12の略中央に重なるように、ボンディングパッド電極17を形成した。ボンディングパッド電極17の形状は直径Φ125μmの円形状であり、先の工程で形成した表面電極12の中央部に位置する円形状の部分と合致する。当該ボンディングパッド電極17の構造は、表面電極側からTi(チタン)、Au(金)となっており、それぞれの膜厚は30nm、1000nmとなっている。尚、このボンディングパッド電極形成後はアロイ処理を行わず、LED素子が出来上がるまでノンアロイ状態となっていることがワイヤボンディング工程を行う上で肝要である。
【0059】
次にウエハの切削について述べる。ウエハの切削には、前もって行われる素子加工工程と、その後に行われる切削工程とがある。
【0060】
<素子加工工程>
上記の様にして形成された基板貼り替え型のLED用エピタキシャルウエハを、レーザーソーを用いてカットし(素子加工工程)、金属部分である金属接合層11bまでを除去する(図6)。すなわち、半導体積層部であるn型AlGaInPクラッド層4、AlGaInP活性層5、p型AlGaInPクラッド層6、p型GaPコンタクト層7、界面電極8、金属光反射層9、合金化バリア層16、エピタキシャルウエハ側の金属接合層11a、支持基板側の金属接合層11bを除去して素子分離溝24を形成する。この素子分
離溝24が、次の切削工程のダイシング加工位置となる。
【0061】
上記レーザーソーには(株)ディスコのDEF7160を使用した。レーザーソーを用いたカットは、1回の切削パスによって10μmのカーフ(切り溝)が得られる条件であったので、これを切削ライン(ストリート)1本分に対し3パス加工を行うことで、合計30μmのカーフ幅を有するカットとした。
【0062】
なお、図示しないが、レーザー加工前にはLEDウエハの表面にデブリ付着防止用の加工用保護膜を塗布し、それをスピン乾燥することでおよそ1μm程度の厚みを有するレーザー加工用保護膜を形成している。また、レーザー加工後にはこの保護膜を洗浄し、LEDウエハの表面にはレーザー加工によって発生したデブリが一切被着していない、清浄なカットウエハを得ることができた。
【0063】
素子加工工程後、レーザースクライブによって金属膜の除去がなされたストリート(切削ライン)に沿って、ダイヤモンドブレードによってダイシング加工(切削加工)し、LEDウエハを素子化する。
【0064】
<切削工程>
切削工程としてのダイシング工程は、2ステップ方式を採用した。ダイサーは(株)ディスコ製のDAD340という1軸式セミオートマチックダイシングソーを使用した。こちらには同じく(株)ディスコ製のダイヤモンドブレードZH05−SD3000−N1−70−AAを装着して使用した。この時のダイヤモンドブレードは、砥粒径が#3000、ダイヤモンド砥粒の集中度が70、刃先出し量が0.450mm、刃厚が19μmのものである。また、ダイシングシートには日東電工(株)のV−8−Sを使用した。このシートの厚みは糊層を含め、75μmである。
【0065】
切削条件は、次の通りである。2ステップ加工を採用するため、アライメントのチャンネルは4チャンネル使用する(図4)。カット順序は、4チャンネル目(CH4)、2チャンネル目(CH2)、3チャンネル目(CH3)、1チャンネル目(CH1)とした。カット位置を決めるアライメント時は、まずウエハ30の第一方向Aのカット位置を決めるが、その時、チャンネルCH1とチャンネルCH2のカット位置(ラインないしストリート)を同じ位置に設定する。その後、ウエハ30(ワーク)を90度回転させ、同様にアライメントし、今度はウエハ30の第一方向Aと直交する第二方向Bのカット位置(切削ラインないしストリート)を決める。この時も、チャンネルCH3とチャンネルCH4のカット位置を同じ位置に設定する。
【0066】
次に、図5に示すように、チャンネルCH4およびチャンネルCH2のブレードバイト20の刃先は、ダイシングシート21の第二主面(裏面)からの高さ(第一高さ)を90μm(0.090mm)とした。ダイシングシート21の厚みが75μmであるので、Si支持基板10を15μm残して切削する高さとなる(図5(a))。チャンネルCH1およびチャンネルCH3のブレードバイト20の刃先は、ダイシングシート21の第二主面(裏面)からの高さ(第二高さ)を65μm(0.065mm)に設定した。これにより、第二の高さで完全にSi基板を切断し、ダイシングシート21へ10μm切り込む状態となる(図5(b))。その他、スピンドル回転数は30000rpm、送り速度は全チャンネルとも10mm/secとした。
【0067】
上記切削条件に基づいて、LED用ウエハを第一切削工程、第二切削工程の2ステップで切削する。第一切削工程では、図7(a)に示すように、LED用ウエハの第一方向及び第二方向の複数の切削ラインに沿って、LED用ウエハをSi支持基板10の途中の深さまで切削してLED用ウエハに格子状のハーフカット溝25を形成する。第二切削工程
では、図7(b)に示すように、Si支持基板10を完全に切断し溝の深さがLED用ウエハに貼り付けたダイシングシート21にまで達するようにハーフカット溝25を更に切削してフルカット溝26形成する。
【0068】
この時作製したLED素子のチップピッチは設計上1020μmであり、ダイシング後の個別のLEDチップのサイズはおよそ1000μm角のサイズとなった。LEDチップの光取り出し面側、つまり上面側から見たLED素子の外観図を図10に示す。
【0069】
LEDのダイシング工程を終え、チップの転写工程、シートの拡張工程を経たチップの裏面チッピングの様子を確認した所、ウエハ面内における裏面チッピングの発生頻度は表1に示すように1%未満であった。裏面チッピング異常の基準は、素子の辺の長さの5%と定義したことによって、50μm以上のチッピング幅とした。
【0070】
【表1】
【0071】
つまり、実施例1の2ステップ方法を採用することによって、裏面電極に難削材である純粋なAuを含む構造であっても、裏面チッピングの発生が極めて少ないダイシング工程を経てLED素子を得ることができた。
【0072】
(実施例2)
実施例2は実施例1の変形例である。実施例2では、実施例1とは裏面電極の構造のみが相違している3種類のサンプルを作製した。表1に示すように、3種類のサンプルa、b、及びcは、共通する裏面電極の基本構造として、Si支持基板上に膜厚400nmのTi(チタン)膜、膜厚100nmのPt(白金)膜を順次有する。サンプル2aは基本構造をしている。サンプル2bはPt膜の上にさらに膜厚2μmのAuSn合金膜を有し、サンプル2cではPt膜の上に設けた膜厚100nmのAu膜の上にさらに膜厚2μmのAuSn合金膜を有する構造をしている。特に、実施例2b、及び実施例2cに示す構造では、それぞれAuSn合金膜以外までを一括蒸着し、一度蒸着装置からウエハを取り出して、実施例1に記載の電極熱処理工程を実施している。その後、再度蒸着装置にウエハをセットし、AuSn合金膜のみを蒸着した。その後、このAuSn合金膜は熱処理を実施していない。AuSn合金半田実装をする際のボンディング性を向上させるための配慮からそのようにしている。
【0073】
上記以外の製造方法は実施例1と同じとし、ダイシング工程後の裏面チッピングの検査方法、および検査基準も同様である。実施例1とは異なる切削加工の難しい裏面電極構造をもつ実施例2の場合でも、本実施の形態のダイシング方法を採用することにより、裏面チッピングの発生頻度は表1に示すように1%未満であり、裏面チッピングの発生を著しく抑制することができた。
【0074】
(実施例3)
実施例3は実施例1の変形例である。実施例3では、支持基板の材料をGeとした点のみを実施例1と変えてLED素子を作製し、評価した。その結果、表1に示すように、実
施例1と同様の裏面チッピングの発生頻度が1%未満という結果を得ることが出来、支持基板がGeであっても本発明の実施形態の効果が得られることが確認された。
【0075】
(実施例4)
実施例4は実施例2の変形である。実施例4では、支持基板の材料をGeとした点のみを実施例2と変えてLED素子を作製し、評価した。その結果、表1に示すように、実施例2と同様の裏面チッピングの発生頻度が1%未満という結果が得ることが出来、支持基板がGeであっても本発明の実施形態の効果が得られることが確認された。
【0076】
(比較例1)
比較例1が実施例1と異なる点は、LED用ウエハを素子化する際のダイシング工程の切削方法が、2ステップ加工ではなく1ステップ加工であり、ブレードバイトの刃先の高さを65μm(0.065mm)に設定してウエハをフルカットした点である。このフルカット条件は、従来のダイシング加工条件、および一般的なLEDチップの加工条件と同じである。
【0077】
得られたウエハを実施例1と同様に裏面チッピングの検査をした結果、表1に示すように、ウエハ面内における裏面チッピングの発生頻度はおよそ75%程度もあり、尚且つチッピング幅は最大で150μm、最小で60μm程度と非常に大きいものであった。
【0078】
このように比較例1では、裏面チッピングの発生頻度が高く、尚且つその裏面チッピングの幅が大きいため、高度な実装技術が必要な大電流型のLED素子としては充分な仕様を満足しなかった。したがってLED素子の歩留まりが大幅に低下した。
【符号の説明】
【0079】
1 n型GaAs基板
2 n型AlGaInPエッチングストップ層
3 n型GaAsコンタクト層
4 n型AlGaInPクラッド層
5 AlGaInP活性層
6 p型AlGaInPクラッド層
7 p型GaPコンタクト層
8 界面電極
9 金属光反射層(金属層)
10 Si支持基板
11a エピタキシャルウエハ側の第一金属接合層(金属層)
11b 支持基板側の第二金属接合層(金属層)
12 表面電極(第一電極)
13 裏面電極(第二電極)
14 半導体積層部
15 誘電体膜
16 合金化バリア層
17 ボンディングパッド電極
18 拡散防止バリア層(Ti層)
20 ブレードバイト
21 ダイシングシート
30 ウエハ(半導体発光素子用ウエハ)
A 第一方向
B 第二方向
CH1〜CH4 チャンネル
【特許請求の範囲】
【請求項1】
半導体発光素子用ウエハを切削して素子化する半導体発光素子の製造方法において、
前記半導体発光素子用ウエハは、
半導体積層部と、前記半導体積層部の第一主面側に設けられる第一電極と、前記半導体積層部の第二主面側に設けられる金属層と、前記金属層の前記半導体積層部とは反対側に設けられる支持基板と、前記支持基板の前記金属層とは反対側に設けられる第二電極とを備え、
前記半導体発光素子用ウエハの切削は、
前記半導体発光素子用ウエハの第一方向及び該第一方向と直交する第二方向の複数の切削ラインに沿って、前記半導体発光素子用ウエハを前記支持基板の途中の深さまで切削して前記半導体発光素子用ウエハに格子状のハーフカット溝を形成する第一切削工程と、
前記支持基板を完全に切断し溝の深さが前記半導体発光素子用ウエハに貼り付けたダイシングシートにまで達するように前記ハーフカット溝を更に切削する第二切削工程とを含む
半導体発光素子の製造方法。
【請求項2】
請求項1に記載の半導体発光素子の製造方法において、
前記第二電極は厚さが少なくとも50nm以上の単一元素からなる金属を含み、なおかつ、前記第二電極の第二主面がAu、Pt、AuSn合金のいずれかであることを特徴とする半導体発光素子の製造方法。
【請求項3】
請求項1に記載の半導体発光素子の製造方法において、
前記第一の切削工程において、前記格子状のハーフカット溝を、前記第一方向の複数の切削ラインに沿った全ての切削を終えてから、前記第二方向の複数の切削ラインに沿った切削を行って形成するようにし、
前記第二の切削工程において、前記ハーフカット溝の更なる切削は、前記第一方向のハーフカット溝の切削を全て終えてから、前記第二方向のハーフカット溝の切削を行うようにした
半導体発光素子の製造方法。
【請求項4】
請求項1ないし3のいずれかに記載の半導体発光素子の製造方法において、
前記第一切削工程における切削の前記深さは、前記支持基板の第二主面から高さ5μm以上25μm以下の範囲内であることを特徴とする半導体発光素子の製造方法。
【請求項5】
請求項1ないし4のいずれかに記載の半導体発光素子の製造方法において、
前記支持基板はSi、若しくはGeであることを特徴とする半導体発光素子の製造方法。
【請求項6】
請求項1ないし5のいずれかに記載の半導体発光素子の製造方法において、
前記第一切削工程の前に、
前記半導体発光素子用ウエハの第一方向及び該第一方向及び第二方向の複数の切削ラインに沿って、前記金属層を除去する深さまで切削して格子状の素子分離溝を形成する素子加工工程を、備える半導体発光素子の製造方法。
【請求項7】
前記素子加工工程が、レーザーアブレーション加工もしくはエッチング加工によって実行される請求項6に記載の半導体発光素子の製造方法。
【請求項8】
前記第一切削工程及び第二切削工程が、ダイシングソーを用いるダイシング加工によって実行される請求項1ないし7のいずれかに記載の半導体発光素子の製造方法。
【請求項1】
半導体発光素子用ウエハを切削して素子化する半導体発光素子の製造方法において、
前記半導体発光素子用ウエハは、
半導体積層部と、前記半導体積層部の第一主面側に設けられる第一電極と、前記半導体積層部の第二主面側に設けられる金属層と、前記金属層の前記半導体積層部とは反対側に設けられる支持基板と、前記支持基板の前記金属層とは反対側に設けられる第二電極とを備え、
前記半導体発光素子用ウエハの切削は、
前記半導体発光素子用ウエハの第一方向及び該第一方向と直交する第二方向の複数の切削ラインに沿って、前記半導体発光素子用ウエハを前記支持基板の途中の深さまで切削して前記半導体発光素子用ウエハに格子状のハーフカット溝を形成する第一切削工程と、
前記支持基板を完全に切断し溝の深さが前記半導体発光素子用ウエハに貼り付けたダイシングシートにまで達するように前記ハーフカット溝を更に切削する第二切削工程とを含む
半導体発光素子の製造方法。
【請求項2】
請求項1に記載の半導体発光素子の製造方法において、
前記第二電極は厚さが少なくとも50nm以上の単一元素からなる金属を含み、なおかつ、前記第二電極の第二主面がAu、Pt、AuSn合金のいずれかであることを特徴とする半導体発光素子の製造方法。
【請求項3】
請求項1に記載の半導体発光素子の製造方法において、
前記第一の切削工程において、前記格子状のハーフカット溝を、前記第一方向の複数の切削ラインに沿った全ての切削を終えてから、前記第二方向の複数の切削ラインに沿った切削を行って形成するようにし、
前記第二の切削工程において、前記ハーフカット溝の更なる切削は、前記第一方向のハーフカット溝の切削を全て終えてから、前記第二方向のハーフカット溝の切削を行うようにした
半導体発光素子の製造方法。
【請求項4】
請求項1ないし3のいずれかに記載の半導体発光素子の製造方法において、
前記第一切削工程における切削の前記深さは、前記支持基板の第二主面から高さ5μm以上25μm以下の範囲内であることを特徴とする半導体発光素子の製造方法。
【請求項5】
請求項1ないし4のいずれかに記載の半導体発光素子の製造方法において、
前記支持基板はSi、若しくはGeであることを特徴とする半導体発光素子の製造方法。
【請求項6】
請求項1ないし5のいずれかに記載の半導体発光素子の製造方法において、
前記第一切削工程の前に、
前記半導体発光素子用ウエハの第一方向及び該第一方向及び第二方向の複数の切削ラインに沿って、前記金属層を除去する深さまで切削して格子状の素子分離溝を形成する素子加工工程を、備える半導体発光素子の製造方法。
【請求項7】
前記素子加工工程が、レーザーアブレーション加工もしくはエッチング加工によって実行される請求項6に記載の半導体発光素子の製造方法。
【請求項8】
前記第一切削工程及び第二切削工程が、ダイシングソーを用いるダイシング加工によって実行される請求項1ないし7のいずれかに記載の半導体発光素子の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9A】
【図9B】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9A】
【図9B】
【図10】
【公開番号】特開2013−58707(P2013−58707A)
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願番号】特願2011−197615(P2011−197615)
【出願日】平成23年9月9日(2011.9.9)
【出願人】(000005120)日立電線株式会社 (3,358)
【Fターム(参考)】
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願日】平成23年9月9日(2011.9.9)
【出願人】(000005120)日立電線株式会社 (3,358)
【Fターム(参考)】
[ Back to top ]