
半導体発光装置用パッケージ及び該パッケージを有してなる半導体発光装置並びにそれらの製造方法
【課題】長寿命で量産性に優れた半導体発光装置用パッケージを提供する。
【解決手段】パッケージ10において、第1のインナーリード部11aは樹脂成形体13中に配置され、第1のアウターリード部11bは樹脂成形体13から露出され、第2のインナーリード部12aは前記樹脂成形体13中に配置され、第2のアウターリード部12bは樹脂成形体13から露出され、樹脂成形体13は、(A)ポリオルガノシロキサン、(B)一次粒子のアスペクト比が1.2〜4.0、一次粒子径が0.1〜2.0μmの白色顔料、および(C)硬化触媒を含有する熱硬化性シリコーン樹脂組成物から形成される。パッケージ10には、凹部14が形成されており、凹部14の底面14aは、第1のインナーリード部11a及び第2のインナーリード部12aを含んで構成され、前記凹部14の側面14bは、樹脂成形体13から構成される。
【解決手段】パッケージ10において、第1のインナーリード部11aは樹脂成形体13中に配置され、第1のアウターリード部11bは樹脂成形体13から露出され、第2のインナーリード部12aは前記樹脂成形体13中に配置され、第2のアウターリード部12bは樹脂成形体13から露出され、樹脂成形体13は、(A)ポリオルガノシロキサン、(B)一次粒子のアスペクト比が1.2〜4.0、一次粒子径が0.1〜2.0μmの白色顔料、および(C)硬化触媒を含有する熱硬化性シリコーン樹脂組成物から形成される。パッケージ10には、凹部14が形成されており、凹部14の底面14aは、第1のインナーリード部11a及び第2のインナーリード部12aを含んで構成され、前記凹部14の側面14bは、樹脂成形体13から構成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、照明器具、ディスプレイ、携帯電話や液晶テレビなどのバックライト、デジタルサイネージ及びその他の光源などに用いられる半導体発光装置及びそれに適した半導体発光装置用パッケージ並びにそれらの製造方法に関する。
【背景技術】
【0002】
発光素子を用いた表面実装型発光装置は、小型で電力効率がよくまた発光色も鮮やかである。また、この発光素子は半導体素子であるため球切れなどの心配がない。さらに初期駆動特性が優れ、振動や点灯のオン・オフの繰り返しに強いという特徴を有する。このような優れた特性を有するため、発光ダイオード(LED)、レーザーダイオード(LD)などの発光素子を用いる発光装置は、各種の光源として利用されている。
【0003】
このような半導体発光装置は、リードと樹脂組成物とを一体的に成形した樹脂成形体を有してなる半導体発光装置用パッケージに、リードと電気的に接続された発光素子を搭載し、該発光素子を封止材で被覆した構成を基本構成とする。
前記パッケージを構成する樹脂成形体の材料としてはポリアミド等の熱可塑性樹脂に光の反射効率を上げるための反射材料として白色顔料を配合した熱可塑性樹脂組成物が広く用いられているが、半導体発光装置とするためには、近年の鉛使用回避のための高融点の鉛フリーハンダを用いるリフロー条件では耐熱性が不十分となることがあった。
そこで、熱可塑性樹脂に代え耐熱性に優れたエポキシ樹脂やシリコーン樹脂等の熱硬化性樹脂をパッケージに使用することが提案されている(特許文献1参照)。また、同特許文献1には、トランスファーモールド法によりリードと樹脂とを一体的に成形した量産性に優れた樹脂成形体および表面実装型発光装置の製造方法が記載されている。
しかしながら、半導体発光装置用パッケージに使用される樹脂の耐熱性、耐光性、密着性や量産性の面で更なる改良が求められており、また半導体発光装置用パッケージを構成するリードや樹脂成形体の構造及びその構造に適合した成形方法についても更なる改善が求められていた。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2006−156704号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来より用いられている熱可塑性樹脂による射出成形法は生産性のよさが利点であったが、これを半導体発光装置用パッケージに適用しようとすると、樹脂が高粘度である上に、反射材料として白色顔料を配合すると組成物の粘度がさらに高くなって流動性が低下するため、白色顔料の添加量をあまり多くすることはできなかった。
また、従来この用途に用いられる熱可塑性樹脂は高いガラス転移温度(Tg)を確保するために紫外吸収があり耐熱耐光性に劣る芳香族成分を多く含むので、屈折率が高くなり、従って用いることができる白色顔料もバインダ樹脂との屈折率差が大きく少量添加にて高い反射率を得られるチタニア等に限られていた。チタニアは可視光領域において少量にて高い反射率が得られるが、樹脂、チタニア共に紫外領域に吸収があるため青〜紫外領域においては反射率が低くなる。この結果、射出成形に用いるためには「芳香族基含有樹脂+チタニア」に代表される組成しか選択できず、結果的に耐熱・耐光性が劣り、反射率の低いパッケージしか得ることができなかった。
【0006】
一方で、特許文献1に開示されたトランスファー成形法では、室温で固形状の原料組成物が用いられるため、芳香族成分を用いることなく極性基や剛直な有機基を多く含む熱硬化性樹脂組成物や半硬化状のエポキシ化合物を用いることができる。しかしながら得られる硬化物は有機骨格主体の樹脂であるため耐熱性は十分とはいえなかった。またこれらの熱硬化性樹脂の屈折率も高いため、やはり反射材としてはチタニアを主体に使用する組成しか選択できず、広い波長域において高い反射率を有するパッケージを得ることは困難であった。また、トランスファー成形は射出成形と比較して成形サイクルが長く、大量生産には不向きで、成形品の形状選択の自由度にも課題があった。更に、多数個を1回のショットで製造するためには高価なダイサーを必要とするなど、設備投資面での問題もあった。
【0007】
本発明は、上述の従来技術の課題を解決し、耐熱・耐光性に優れ、広い波長範囲において薄肉でも高い反射率を有し、成形性、量産性に優れた半導体発光装置用パッケージ、半導体発光装置、及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者は、上記課題を解決すべく鋭意研究を重ねた結果、下記の発明が上記目的に合致することを見出し、本発明に至った。
【0009】
本発明の半導体発光装置用パッケージは、第1のリードと、第2のリードと、第1のリード及び第2のリードと一体的に成形されてなる樹脂成形体とを有してなる半導体発光装置用パッケージであって、
第1のリードは第1のインナーリード部と第1のアウターリード部とを有しており、第1のインナーリード部は前記樹脂成形体中に配置されており、第1のアウターリード部は前記樹脂成形体から露出されており、
第2のリードは第2のインナーリード部と第2のアウターリード部とを有しており、第2のインナーリード部は前記樹脂成形体中に配置されており、第2のアウターリード部は前記樹脂成形体から露出されており、
前記樹脂成形体は、(A)ポリオルガノシロキサン、(B)一次粒子のアスペクト比が1.2以上4.0以下、一次粒子径が0.1μm以上2.0μm以下の白色顔料、及び(C)硬化触媒を含有する熱硬化性シリコーン樹脂組成物から形成されてなり、
当該半導体発光装置用パッケージには、底面と側面とを持つ凹部が形成されており、
前記凹部の底面は、第1のインナーリード部及び第2のインナーリード部を含み、かつ少なくともその一部が露出するように構成され、前記凹部の側面は、前記樹脂成形体から構成されることを特徴とする。
【0010】
本発明において、「樹脂成形体」とは、半導体発光装置用樹脂組成物を成形して得られるものをいい、「半導体発光装置用パッケージ」(以下、単に「パッケージ」と記載する場合がある。)とは、導電性金属であるリードと樹脂成形体の原料である半導体発光装置用樹脂組成物とが一体的に成形されたものである。
また、「半導体発光装置」とは、上記半導体発光装置用パッケージと、半導体発光素子(以下、単に「発光素子」と記載する場合がある。)及び該半導体発光素子を被覆する封止材等を含む発光装置である。
また、本発明において「リード」は、いわゆる「リード線」、即ち、導電配線の他に、所謂「リードフレーム」といわれる、電気的な接続に用いられる板状その他の任意の形状に成形された導電体をも含むものである。
【0011】
また、「インナーリード部」は、リードの中で樹脂成形体の内側に設置される部分をいう。インナーリード部は、樹脂成形体の凹部底面から少なくともその一部が露出しており、露出部において発光素子の電極と電気的に接続される。
「アウターリード部」は樹脂成形体の凹部が形成された面(以下「主面」ということがある)と反対の面(以下「裏面」ということがある)または樹脂成形体から外部に露出するリードの部分をいい、放熱効率の向上と外部電極との電気的接続に用いられ、このアウターリード部を所定の長さとして折り曲げて使用する等により、照明器具等にそのまま実装することも可能となる。
【0012】
本発明の半導体発光装置用パッケージは、樹脂成形体部分に上記熱硬化性シリコーン樹脂組成物を用いていることにより、成形性、耐熱性、耐光性、密着性、反射率等に優れる。また、発光素子を載置しやすい構造とすることができる。
なお、前記凹部の底面において、第1のインナーリード部及び第2のインナーリード部の少なくとも一部は露出された構造となるが、露出部分の少ない構造であると、本発明の反射率に優れる樹脂成形体により、発光素子からの光の反射効率を高めることができる。 また、樹脂成形体から延びる第1のアウターリード部及び第2のアウターリード部は露出することによって、発光素子から発生する熱を外部に放熱することができる。
【0013】
なお、樹脂成形体を形成する熱硬化性シリコーン樹脂組成物に含まれる、(A)ポリオルガノシロキサン、(B)白色顔料、及び(C)硬化触媒の詳細ついては、実施形態の説明にて記載する。
【0014】
本発明の半導体発光装置用パッケージにおいて、樹脂成形体を構成する熱硬化性シリコーン樹脂組成物中の(A)ポリオルガノシロキサンが、常温、常圧下で液体の熱硬化性ポリオルガノシロキサンであることが好ましい。
なお、上記「常温」とは20℃±15℃(5〜35℃)の範囲の温度をいい、「常圧」とは大気圧に等しい圧力をいい、ほぼ一気圧である。また、「液体」とは流動性の有る状態をいう。
【0015】
本発明の半導体発光装置用パッケージにおいて、前記熱硬化性シリコーン樹脂組成物が、さらに(D)硬化速度制御剤を含有することが好ましい。
【0016】
さらに前記熱硬化性シリコーン樹脂組成物が、(E)流動性調整剤を含有することが好ましい。
なお、前記樹脂組成物が、(E)流動性調整剤を含有する場合、該樹脂組成物中の、(B)白色顔料及び(E)流動性調整剤の合計含有量は、50重量%以上85重量%以下であることが好ましい。
【0017】
また、前記樹脂成形体は、液状射出成形(LIM)法により成形されたものであることが好ましい。液状射出成形(LIM)法による成形は連続的な成形が可能であることから大量生産に適し、無駄な硬化物が発生せず二次加工が不要(すなわちバリが発生しにくい)であり、樹脂成形体の成形工程の自動化、成形サイクルの短縮化、成形品のコスト削減が可能になる等大きなメリットがある。LIM成形とトランスファー成形とを比較すると、LIM成形は、成形形状の自由度が高く、単位生産量あたりの成形機および金型価格が比較的安価であるというメリットがある。
【0018】
本発明の半導体発光装置は、上記半導体発光装置用パッケージと、半導体発光素子と、該半導体発光素子を被覆する封止材と、を少なくとも有してなり、前記半導体発光素子は、半導体発光装置用パッケージの凹部の底面にて露出された第1のインナーリード部に載置され、かつ、第1のインナーリード部及び第2のインナーリード部と電気的に接続されていることを特徴とする。上記半導体発光装置用パッケージを用いることにより、耐久性(耐光性、耐熱性)が高く、かつ優れた反射率によりLED出力を向上させることができる。さらに、所定の長さを有する第1のリードと第2のリードを折り曲げ等して用いることができるため、外部電極と電気的に接続し易く、既存の照明器具等に実装してそのまま使用することもできる。
【0019】
本発明の半導体発光装置用パッケージの製造方法は、第1のインナーリード部と第1のアウターリード部を有する第1のリードと、第2のインナーリード部と第2のアウターリード部を有する第2のリードと、樹脂成形体とを一体的に成形してなり、底面と側面とを持つ凹部を有し、かつ、前記凹部の底面が第1のインナーリード部及び第2のインナーリード部を含んで構成され、前記凹部の側面が前記樹脂成形体から構成される半導体発光装置用パッケージの製造方法であって、
前記樹脂成形体の形状に対応する凹部及び前記パッケージにおける凹部の形状に対応する凸部が形成された金型における、前記凸部の上面が前記パッケージにおける凹部の底面に対応する第1のインナーリード部及び第2のインナーリード部と密着するように、第1のリードと第2のリードとを上金型と、下金型とで挟み込む第1の工程と、
上金型と下金型との隙間で形成される空間部分に、(A)ポリオルガノシロキサン、(B)一次粒子のアスペクト比が1.2以上4.0以下、一次粒子径が0.1μm以上2.0μm以下の白色顔料、および(C)硬化触媒を含有する液状熱硬化性シリコーン樹脂組成物を射出して充填する第2の工程と、
充填された液状熱硬化性シリコーン樹脂組成物を加熱して硬化し、前記樹脂成形体を成形する第3の工程と、を少なくとも有することを特徴とする。
【0020】
これにより、第1の工程で第1のインナーリード部と第2のインナーリード部とを上金型と下金型で挟み込むため、液状熱硬化性シリコーン樹脂組成物を射出成形する第2及び第3の工程における、リードのばたつきを抑制することができ、バリの発生がない樹脂成形体を製造することができる。
また、液状射出成形法によって樹脂成形体を形成するため、複雑な形状の凹部を有す
る樹脂成形体を製造することができ、さらには連続的な成形が可能であることから大量生産に適し、バリが発生しにくいため二次加工が不要であり、樹脂成形体の成形工程の自動化、成形サイクルの短縮化、成形品のコスト削減が可能になるという利点がある。
また、発光素子を載置する部分に相当する第1のインナーリード部を露出することができ、また、凹部の底面にリードを露出させることで、放熱性を向上させることができる。
【0021】
本発明の製造方法において、第2の工程が、射出成形機を用いて行われ、かつ、射出成形圧力が、10kg/cm2以上2000kg/cm2以下であることが好ましく、より好ましくは100kg/cm2以上1800kg/cm2以下、さらに好ましくは200kg/cm2以上1600kg/cm2以下、特に好ましくは370kg/cm2以上1200kg/cm2以下である。
【0022】
本発明の製造方法において、第2の工程が、射出成形機を用いて行われ、かつ、射出成形機のシリンダー温度(設定温度)が、0℃以上100℃以下であることが好ましい。
【0023】
本発明の製造方法において、液状射出成形時の硬化温度が120℃以上230℃以下であり、かつ、成形時間が3秒以上10分間以下であることが好ましい。
【0024】
本発明の製造方法において、前記液状熱硬化性シリコーン樹脂組成物の粘度が、25℃、剪断速度100/sの条件で、10Pa・s以上10000Pa・s以下であることが好ましい。
【0025】
本発明の半導体発光装置の製造方法は、第1のインナーリード部と第1のアウターリード部を有する第1のリードと、第2のインナーリード部と第2のアウターリード部を有する第2のリードと、樹脂成形体とを一体的に成形してなり、底面と側面とを持つ凹部を有し、かつ、前記凹部の底面が第1のインナーリード部及び第2のインナーリード部を含んで構成され、前記凹部の側面が前記樹脂成形体から構成される半導体発光装置用パッケージと、該パッケージの凹部に設置された半導体発光素子と、該半導体発光素子を被覆する封止材と、を有する半導体発光装置の製造方法であって、
前記樹脂成形体の形状に対応する凹部及び前記パッケージにおける凹部の形状に対応する凸部が形成された金型における、前記凸部の上面が前記パッケージにおける凹部の底面に対応する第1のインナーリード部及び第2のインナーリード部と密着するように、第1のリードと第2のリードとを上金型と、下金型とで挟み込む第1の工程と、
上金型と下金型とで挟み込まれた凹み部分に(A)ポリオルガノシロキサン、(B)一次粒子のアスペクト比が1.2以上4.0以下、一次粒子径が0.1μm以上2.0μm以下の白色顔料、および(C)硬化触媒を含有する液状熱硬化性シリコーン樹脂組成物を射出して充填する第2の工程と、
充填された液状熱硬化性シリコーン樹脂組成物を加熱して硬化し、樹脂成形体を成形する第3の工程と、
上金型を取り外す第4の工程と、
半導体発光素子を該パッケージの凹部に設置するとともに、該半導体発光素子が持つ第1の電極と第1のインナーリード部とを電気的に接続し、該半導体発光素子が持つ第2の電極と第2のインナーリード部とを電気的に接続する第5の工程と、
半導体発光素子が載置された前記パッケージにおける凹部内に封止材用熱硬化性樹脂組成物を配置する第6の工程と、
前記パッケージにおける凹部内に装入された封止材用熱硬化性樹脂組成物を加熱して硬化し、封止材を成形する第7の工程と、
を有することを特徴とする。
【発明の効果】
【0026】
本発明によれば、耐久性(耐光性、耐熱性)が高く、かつ優れた反射率によりLED出力を向上させることが可能な半導体発光装置用パッケージ及び該パッケージを備えた半導体発光装置が提供される。
【図面の簡単な説明】
【0027】
【図1】半導体発光装置の一例を示す概略断面図である。
【図2】半導体発光装置の一例を示す概略平面図である。
【図3】他の実施形態に係る半導体発光装置を示す概略断面図である。
【図4】他の実施形態に係る半導体発光装置を示す概略断面図である。
【図5】他の実施形態に係る半導体発光装置を示す概略断面図である。
【図6】他の実施形態に係る半導体発光装置を示す概略断面図である。
【図7】他の実施形態に係る半導体発光装置を示す概略断面図である。
【図8】他の実施形態に係る半導体発光装置を示す概略断面図である。
【図9】他の実施形態に係る半導体発光装置を示す概略断面図である
【図10】図1及び図2の実施形態に係る半導体発光装置の製造工程を示す概略断面図である。
【図11】本発明における各試験片の反射率の測定結果を示すグラフである。
【図12】実施例1における樹脂成形体用材料の粘度の測定結果を示すグラフである。
【発明を実施するための形態】
【0028】
以下、本発明に係る半導体発光装置用パッケージ及び半導体発光装置並びそれらの製造方法を、実施形態及び実施例を用いて説明する。
【0029】
<1.半導体発光装置の概要>
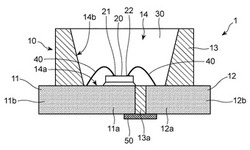
半導体発光装置の概要を図1を例にして説明する。図1は、半導体発光装置の一例を示す概略断面図である。図2は、その概略平面図である。なお、図1は、図2のA−Aの概略断面図である。
【0030】
図1の半導体発光装置1は、パッケージ10と、パッケージ10に載置される発光素子20と、発光素子20を被覆する封止材30とを有する。パッケージ10は、発光素子20を載置するための第1のリード11と、発光素子20と電気的に接続される第2のリード12と、半導体発光装置用樹脂成形体13を一体的に成形してなる。
【0031】
発光素子20は、同一面側に正負一対の第1の電極21と第2の電極22とを有している。本明細書においては、同一面側に正負一対の電極を有するものについて説明するが、発光素子の上面と下面とから正負一対の電極を有するものを用いることもできる。この場合、発光素子の下面の電極はワイヤを用いずに、電気伝導性のあるダイボンド部材を用いて第1のリード11と電気的に接続すればよい。
【0032】
第1のリード11は第1のインナーリード部11aと第1のアウターリード部11bとを有している。発光素子20は、第1のインナーリード部11a上にダイボンド部材を介して載置されている。第1のインナーリード部11aは、発光素子20が持つ第1の電極21とワイヤ40を介して電気的に接続されている。第1のリード11は、樹脂成形体13の側面外側に露出する第1のアウターリード部11bを有しており、第1のアウターリード部11bは、外部電極(図示せず)と電気的に接続される。そのため、材質としては、金属等の導電性部材を用いる。
【0033】
第2のリード12は第2のインナーリード部12aと第2のアウターリード部12bとを有している。第2のインナーリード部12aは、発光素子20が持つ第2の電極22とワイヤ40を介して電気的に接続されている。第2のリード12は、樹脂成形体13の側面外側に露出する第2のアウターリード部12bを有しており、第2のアウターリード部12bは、外部電極(図示せず)と電気的に接続されるため、材質としては、金属等の導電性部材を用いる。
第1のリード11と第2のリード12とは短絡しないように、裏面側において第1のリード11と第2のリード12との近接する部分の表面には、絶縁体50が設けられている。
また、第1のインナーリード部11aと第2のインナーリード部12aの裏面は露出せずパッケージの一部である樹脂成形体に覆われ一体的に成形されていてもよい。
【0034】
樹脂成形体13は、第1のリード11と第2のリード12と一体的に成形され、パッケージ10を構成する。図2のA−A線断面において、樹脂成形体13は、上部開口面において底面14aと比較して同等径又は広口に開口した連通口を有する。
樹脂成形体13は、液状射出成形(LIM)法により成形することができる。樹脂成形体13用の樹脂組成物としては、後述する熱硬化性シリコーン樹脂組成物が用いられる。
【0035】
パッケージ10には、底面14aと側面14bとを含む凹部14が形成されている。
図1、2に示すように底面14aは、第1のインナーリード部11a、及び第2のインナーリード部12aのそれぞれ一部、及び、樹脂成形体13の連結部13aからなり、また、側面14bは、樹脂成形体13に形成された開口した連通穴の壁面からなる。
なお、第1のリード11の第1のインナーリード部11aは、凹部14の底面14aから露出している。この露出部分にダイボンド部材を介して発光素子20を載置している。
なお、凹部14の開口部は、底面14aよりも広口になっており、樹脂成形体13で形成される側面14bには傾斜が設けられていることが好ましい。
【0036】
封止材30は、発光素子20を被覆するように凹部14内に装入される。封止材30は、熱硬化性樹脂あるいは熱硬化性樹脂を主成分とする組成物(以下、「封止材用熱硬化性樹脂組成物」と総称する。)を用いており、発光素子20の光を直接利用する場合には透明封止するが、発光素子20の光を任意の波長に変換する場合には、通常、蛍光体を含有している。なお、蛍光体は、通常、封止材30よりも比重の大きいものが使用されるため、凹部14の底面14a側に沈降している。蛍光体が発光素子の熱や光により劣化しやすい場合など、蛍光体を沈降させたくない時には、封止材30にヒュームドシリカなどのチキソ性付与剤を添加して蛍光体の沈降を抑制し、凹部14内に均一に分散させることもできる。
【0037】
樹脂成形体13を構成する熱硬化性シリコーン樹脂組成物と封止材30を構成する封止材用熱硬化性樹脂組成物とはそれぞれ熱硬化性樹脂を用いている点で共通しており、膨張係数などの物理的性質が近似していることから密着性が極めてよい。また、上記構成にすることにより、耐熱性、耐光性等に優れた半導体発光装置を提供することができる。
【0038】
以下、各構成部材について詳細に説明する。
<2.半導体発光装置用パッケージ>
<2.1.パッケージ概要>
上述のように半導体発光装置用パッケージ10は、発光素子20を載置するための第1のリード11と、発光素子20と電気的に接続される第2のリード12と、半導体発光装置用樹脂成形体13とが一体的に構成されている。
【0039】
パッケージ10は、底面14aと側面14bとを持つ凹部14を有している。
第1のリード11の第1のインナーリード部11aは、凹部14の底面14aの一部を形成している。第2のリード12の第2のインナーリード部12aは、凹部14の底面14aの一部を形成しており、第1のインナーリード部11aと(樹脂成形体の)連結部13aを介して所定の間隔離れている。これらのインナーリード部11a、12aの主面側及びアウターリード部11b,12bはそれぞれ樹脂成形体から露出しており、この部位からの電気的接続が可能となっている。パッケージ10を他の配線基板上に表面実装する場合には、パッケージ10の裏面に当たる部分に各リード11,12を露出させることにより側面のみならず裏面側からも電気接続することができる。また、高放熱とするためにインナーリード部11a,12aの裏面に当たる部分を露出させることもできる。インナーリード部11a,12aの裏面露出部はアウターリード部11b,12bと同様に電気的接続が可能となる。なお、発光素子20は、凹部14の底面14aに露出する第1のインナーリード部11aに載置される。
【0040】
凹部14は、開口方向に広口となるように傾斜を設けられている。これにより開口方向への光の取り出し効率を向上することができる。ただし、傾斜を設けず、円筒形状の凹部とすることもできる。また、傾斜面は平滑な方が好ましいが凹凸を設けることもできる。凹凸を設けることにより樹脂成形体13と封止材30との界面の密着性を向上することができる。凹部14の傾斜角度は、底面から95°以上150°以下が好ましいが、100°以上120°以下が特に好ましい。
【0041】
なお、パッケージ10の主面側の形状は矩形であるが、楕円、円形、五角形、六角形等とすることもできる。凹部14の主面側の形状は、円〜楕円であるが、矩形、五角形、六角形等とすることも可能である。必要に応じて、カソードマークを付けてもよい。
【0042】
<2.2.(半導体発光装置用)樹脂成形体>
樹脂成形体13の材質である熱硬化性シリコーン樹脂組成物は、(A)ポリオルガノシロキサン、(B)一次粒子のアスペクト比が1.2〜4.0、一次粒子径が0.1〜2.0μmの白色顔料、および(C)硬化触媒を含有してなり、その他必要に応じて、(D)硬化速度制御剤、(E)流動性調整剤を含有してなる。
熱硬化性シリコーン樹脂組成物については別途説明する。
【0043】
また、本発明に用いる樹脂成形体は、熱伝導率が0.4W/(m・K)以上3.0W/(m・K)以下であることが好ましく、0.6W/(m・K)以上2.0W/(m・K)以下であることがより好ましい。熱伝導率は、例えばアイフェイズ・モバイル(アイフェイズ社製)を用いて測定することができる。
なお、この評価のため樹脂組成物から成形体を作製する場合の硬化条件は180℃×4分間とする。
【0044】
半導体発光装置においては、半導体発光素子から発せられる光により発熱が生じ、特に該素子の出力が大きい場合は発熱量がより大きくなる。この発熱により樹脂成形体近傍の蛍光体層の劣化が生じ、該装置の耐久性を低下させてしまうことがある。また、蛍光体や半導体発光素子は高温になるほど発光効率が低下するため、発光装置内に発生した熱は、速やかに系外に放熱することが好ましい。
かかる問題に対し、本発明者らは、樹脂成形体の熱伝導率を上記範囲とすることにより、樹脂成形体およびそれを用いて構成した半導体発光装置の放熱性が向上し、該装置の耐久性や発光効率が向上することを見出した。
上記熱伝導率が0.4W/(m・K)より小さいと、該装置において半導体発光素子から発せられる光による発熱により該装置に含まれる蛍光体層が熱劣化しやすくなる。
また、上記熱伝導率が3.0W/(m・K)を超えるようにするためには、熱伝導率を優先させるため反射率の低い白色顔料を多量に使用せざるを得なかったり、フィラーの配合量が多くなって組成物の粘度が液状射出成形ができないほどの高粘度になったりすることがある。
上記熱伝導率は、後述の熱硬化性シリコーン樹脂組成物に含有させる(B)白色顔料としてアルミナや窒化硼素を用いることにより上記範囲に制御することができる。
【0045】
また、本発明に用いる樹脂成形体は、紫外〜可視光の反射率が高いことが好ましい。具体的には、本発明に用いる半導体発光素子が青色発光する素子である場合に多く含まれる波長成分である波長460nmの光の反射率が80%以上であることが好ましく、90%以上であることがより好ましい。また、同様に半導体発光素子が紫色発光する素子である場合には波長400nmの光の反射率が60%以上であることが好ましく、80%以上であることがより好ましく、90%以上であることが更に好ましい。さらに、紫外発光する素子である場合には、波長360nmの光の反射率が60%以上であることが好ましく、80%以上であることがより好ましく、90%以上であることが更に好ましい。
発光素子の発光波長に対する反射率が高いほど高効率かつ高輝度の半導体発光装置とすることができる。素子の発光を直接利用する半導体発光装置場合のみならず、蛍光体を用いて発光素子の発光色をさらに長波長側に変換して用いる場合でも、発光素子の光が減衰せず蛍光体に入射するため発光効率が高く高輝度の半導体発光装置とすることができる。
発光素子の発光色の一部又は全部を蛍光体により波長変換し、必要に応じて半導体発光素子の発光波長と混色して白色光とする場合、樹脂成形体の反射率は用いる半導体発光素子の発光波長以上の可視光全域、通常460nm以上750nm、好ましくは400nm以上780nm、さらに好ましくは350nm以上800nmのより広い領域において80%以上であることが好ましく、90%以上であることが更に好ましい。
ここで、本発明における樹脂成形体の反射率は、厚さ0.4mmの試験片の反射率をいう。試験片の調製は、例えば、10kg/cm2の圧力下、180℃で4分間、硬化させることにより行うことができる
樹脂成形体の反射率は、原料樹脂の種類(例えば、樹脂の屈折率や官能基組成を変えることにより反射率を制御することができる。)やフィラーの種類、フィラーの粒径や含有量などにより制御することができる。
【0046】
また、本発明に用いる樹脂成形体は、ショアD硬度が25以上85以下であることが好ましく、30以上80以下であることがより好ましく、35以上75以下であることが特に好ましい。ショアD硬度は例えばゴム・プラスチック硬度計KORI Durometer KR−25Dを用いて、JIS K6253に従い測定することができる。
樹脂成形体が小さく通常の硬度計にて直接ショアD硬度を測定できない場合には、例えばヒルデブランド社製マイクロ全自動IRHDマイクロゴム硬さ測定システムのような微小部品用の硬度計を使用し測定した値を用いてもよい。
ショアD硬度がこの範囲より小さいと得られる成形体が応力により変形しやすく、発光装置として使用した場合にワイヤ断線が起きたり、機械搬送時に変形破損したりする恐れがある。また、ショアD硬度がこの範囲より大きいと得られる成形体が硬く応力緩和しにくいため、熱衝撃や物理衝撃によってリードが樹脂成形体から剥離しやすくなる。リードと樹脂成形体に隙間ができると隙間より環境中の水分や硫黄酸化物などが封止部に侵入し、発光装置として使用時に見た目に破損が無くてもリード上の銀メッキ着色や半導体発光素子や蛍光体の水分劣化が起きて発光装置の輝度の早期低下につながることがある。従来の半導体パッケージ用樹脂成形体は、線膨張係数を小さくするために硬質の樹脂を使用し無機充填剤を多く含有させてできるだけ高硬度としていたが、半導体発光装置においては意外にも適度な弾性を有する方が熱衝撃や物理衝撃に強くリードの剥離が起きにくいパッケージとすることができる。
【0047】
<2.3.リード>
本発明の半導体発光装置は、通常、上述のように第1のリード及び第2のリードを有している。
図1及び図2の実施形態において、第1のリード11は、第1のインナーリード部11aと第1のアウターリード部11bとを有する。第1のインナーリード部11aは、凹部14の底面14aから露出しており、その露出した部分に発光素子20を載置する。この露出した第1のインナーリード部11aは、発光素子20を載置する面積を有していればよい。第1のリードは熱伝導性、電気伝導性などの観点からより面積が広い方が好ましい。第1のインナーリード部11aは、発光素子20の第1の電極21とワイヤ40を介して電気的に接続されている。
上述のように第1のアウターリード部11bは、樹脂成形体13から露出している部分である。第1のアウターリード部11bは、外部電極と電気的に接続されるとともに熱伝達する作用も有する。
なお、本発明の樹脂成形体の反射率が第1のリードより高く、発光素子の下面がサファイヤ基板等の絶縁体で第1のリードと直接接する必要が無い場合には、反射効率を優先するため第1のリードの上に樹脂成形体が被覆されその上に発光素子が戴置されていてもよい。この場合第1のインナーリード部は発光素子から離れた位置に発光素子20の第1の電極21とワイヤ40を接続するための露出部を有する。
【0048】
第2のリード12は、第2のインナーリード部12aと第2のアウターリード部12bとを有する。第2のインナーリード部12aは、凹部14の底面14aから露出している。この露出した第2のインナーリード部12aは、発光素子20の第2の電極22と電気的に接続する面積を有していればよい。第2のリードは、熱伝導性、電気伝導性の観点からより面積が広い方が好ましい。裏面側の第1のアウターリード部11bと第2のアウターリード部12bとは樹脂成形体13から露出しており、必要に応じ折り曲げ等の加工を行ってよいが、実装時に他の配線基板に接する部分は実質的に同一平面上にある。これにより半導体発光装置の実装安定性を向上することができる。また他の配線基板上に半田リフロー実装する際に第1のリードと第2のリードの裏面間が半田により短絡することを防止するため、電気絶縁性の絶縁体50を薄くコーティングすることもできる。絶縁体50は樹脂などである。
【0049】
第1のリード11及び第2のリード12は、鉄、リン青銅、銅合金等の電気良導体を用いて構成することができる。また、発光素子20からの光の反射率を向上させるため、第1 のリード11及び第2 のリード12の表面に銀、アルミニウム、銅や金等の金属メッキを施すこともできる。また、第1のリード11及び第2のリード12の表面は、その反射率を向上させるため、平滑にすることが好ましい。また、放熱性を向上させるため第1のリード11及び第2のリード12の面積は大きくすることができる。これにより発光素子20の温度上昇を効果的に抑えることができ、発光素子20に比較的多くの電気を流すことができる。また、第1のリード11及び第2のリード12を肉厚にすることにより放熱性を向上することができる。肉厚化することで第1のリード11及び第2のリード12を折り曲げるなどの成形工程が困難となった場合は所定の大きさに切断した部材として組み立ててもよい。また、第1のリード11及び第2のリード12を肉厚にすると、第1のリード11及び第2のリード12のたわみが少なくなり、発光素子20の実装をし易くすることができる。逆に、第1のリード11及び第2のリード12を薄い平板状とすると、折り曲げやすくなり、所定の形状への成形が容易となる。
【0050】
なお、第1のリードの裏面側の露出部分と第2のリードの裏面側の露出部分は、実質的に同一平面上にあることが好ましい。これにより、半導体発光装置の実装時の安定性を向上することができる。また、露出部分が同一平面上にあることから、平板上の外部電極に半田を用いて半導体発光装置を載置して実装すればよく、半導体発光装置の実装性を向上させることができる。さらに、金型による成形がより容易となる。
【0051】
第1のリード11及び第2のリード12は、正負の電極となるので、それぞれ少なくとも1つずつあればよいが、複数設けることもできる。また、第1のリードフレーム11に複数の発光素子20を載置する場合は、複数の第2のリードフレーム12を設ける場合もある。
【0052】
<2.4.半導体発光素子>
発光素子20は、近紫外領域の波長を有する光を発する近紫外半導体発光素子、紫領域の波長の光を発する紫半導体発光素子、青領域の波長の光を発する青色半導体発光素子などを用いることが可能であり、通常、これらの発光素子は350nm以上520nm以下の波長を有する光を発する。
【0053】
発光素子として具体的には、基板上にGaAlN、ZnS、ZnSe、SiC、GaP、GaAlAs、AlN、InN、AlInGaP、InGaN、GaN、AlInGaN等の半導体を発光層として形成させたものが用いられる。
半導体の構造としては、MIS接合、PIN接合やPN接合を有したホモ構造、ヘテロ構造あるいはダブルへテロ構成のものが挙げられる。半導体層の材料やその混晶度によって発光波長を紫外光から赤外光まで種々選択することができる。発光層は、量子効果が生ずる薄膜とした単一量子井戸構造や多重量子井戸構造としてもよい。
【0054】
屋外などでの使用を考える場合、高輝度な発光素子を形成可能な半導体材料として窒
化ガリウム系化合物半導体を用いることが好ましく、また、赤色ではガリウム・アルミニ
ウム・砒素系の半導体やアルミニウム・インジウム・ガリウム・燐系の半導体を用いる
ことが好ましいが、用途によって種々利用することもできる。
【0055】
窒化ガリウム系化合物半導体を使用した場合、半導体基板にはサファイヤ、スピネル、
SiC、Si、ZnOやGaN単結晶等の材料が用いられる。結晶性のよい窒化ガリウムを量産性よく形成させるためにはサファイヤ基板を用いることが好ましい。
窒化ガリウム系化合物半導体は、不純物をドープしない状態でN型導電性を示す。なお、発光効率を向上させる等所望のN型窒化ガリウム半導体を形成させる場合は、N型ドーパントとしてSi、Ge、Se、Te、C等を適宜導入することが好ましい。
【0056】
一方、P型窒化ガリウム半導体を形成させる場合は、P型ドーパンドであるZn、Mg、Be、Ca、Sr、Ba等をドープさせる。窒化ガリウム系半導体は、P型ドーパントをドープしただけではP型化しにくいためP型ドーパント導入後に、炉による加熱、低電子線照射やプラズマ照射等によりアニールすることでP型化させる必要がある。こうして形成された半導体ウエハーを部分的にエッチングなどさせ正負の各電極を形成させる。その後半導体ウエハーを所望の大きさに切断することによって発光素子を形成させることができる。
【0057】
こうした発光素子20は、適宜複数個用いることができ、その組み合わせによって白色表示における混色性を向上させることもできる。例えば、緑色系が発光可能な発光素子20を2 個、青色系及び赤色色系が発光可能な発光素子20をそれぞれ1個ずつとすることができる。なお、表示装置用のフルカラー発光装置として利用するためには赤色系の発光波長が610nmから700nm、緑色系の発光波長が495nmから565nm、青色系の発光波長が430nmから490nmであることが好ましい。本発明の半導体発光装置において白色系の混色光を発光させる場合は、蛍光体からの発光波長との補色関係や透光性樹脂の劣化等を考慮して発光素子の発光波長は400nm以上530nm以下が好ましく、420nm以上490nm以下がより好ましい。発光素子と蛍光体との励起、発光効率をそれぞれより向上させるためには、450nm以上475nm以下がさらに好ましい。なお、比較的紫外線により劣化されにくい部材との組み合わせにより400nmより短い紫外線領域或いは可視光の短波長領域を主発光波長とする発光素子を用いることもできる。
なお、発光効率を向上させるために、発光層直下に蒸着等により金属反射膜を設けサファイヤ等の基板を剥離除去し、新たな支持基板となるGeやSiなどのウエハーに貼り替えた裏面メタル反射層付き発光素子を用いることもできる。
【0058】
<2.5.封止材>
封止材30は、発光素子20が載置されたパッケージ10における凹部14内に装入され、これにより発光素子20を被覆する。
封止材30は、外部環境からの外力や埃、水分などから発光素子20を保護すると共に発光素子20から出射される光を効率よく外部に放出することを可能とする。
前記のように、発光素子20の屈折率と空気の屈折率とは大きく異なるため、発光素子20から出射された光は効率よく外部に出力されてこないのに対し、封止材30で発光素子20を被覆することにより、発光素子20から出射された光を効率よく外部に出力することができる。また、発光素子20から出射された光の一部は凹部14の底面14a及び側面14bに照射され、反射して、発光素子20が載置されている主面側に出射される。これにより主面側の発光出力の向上を図ることができる。さらに、樹脂成形体13で凹部14の底面14aを覆うよりも、第1のリード11は金属であるため発光素子20からの光の反射効率を高めることができる。
【0059】
封止材30を構成する封止材用樹脂組成物として熱硬化性樹脂組成物を使用することが好ましい。これによって、半導体発光装置用パッケージにおける樹脂成形体を構成する熱硬化性シリコーン樹脂組成物と封止材を構成する封止材用熱硬化性樹脂組成物とはそれぞれ熱硬化性樹脂である点で共通するため、化学的性質や膨張係数などの物理的性質が近似していることから密着性がよく、樹脂成形体と封止材との界面での剥離を防止することができる。
これは熱硬化性シリコーン樹脂組成物から得られる成形体は、表面に多数の反応性官能基を有しているため、熱硬化性樹脂ベースの封止材用樹脂組成物と強固な接着界面を形成することができるからである。
更に、封止材用樹脂組成物として、熱硬化性シリコーン樹脂組成物と同種の熱硬化性樹脂を用いることにより界面張力の低減による接着力の改善だけでなく、界面で硬化反応が進行し極めて強固な密着性を得ることが可能となる。
【0060】
封止材の主成分の熱硬化性樹脂としては、透明性、耐光性、耐熱性に優れ、長期間使用してもクラックや剥離を生じることなく半導体発光装置を封止することができる樹脂が用いられる。
熱硬化性樹脂としては、例えば、エポキシ樹脂、変性エポキシ樹脂、シリコーン樹脂、変性シリコーン樹脂、アクリレート樹脂、ウレタン樹脂等が例示され、その一種又は二種以上が使用できる。この中でもエポキシ樹脂、変性エポキシ樹脂、シリコーン樹脂、変性シリコーン樹脂が透明性、電気絶縁性に優れ、化学的に安定な点で好ましく、特にシリコーン樹脂、変性シリコーン樹脂は耐光性、耐熱性に優れ前記樹脂成形体と同種類の樹脂であることから密着性等に優れ好適に使用される。
封止材30は、発光素子20を保護するため硬質のものが好ましい。封止材30は、所定の機能を持たせるため、フィラー、拡散剤、顔料、蛍光体、反射性物質からなる群から選択される少なくとも1種を混合することもできる。ここで用いることができる拡散剤としては、チタン酸バリウム、酸化チタン、酸化アルミニウム、酸化珪素等が好ましい。また、所望外の波長の光をカットする目的で有機や無機の染料や顔料を含有させることができる。さらに、封止材30に、発光素子20からの光の波長を変換する蛍光体の一種又は二種以上を含有させることも好ましい。
【0061】
また、封止材30は上記の助剤以外に紫外線吸収剤、及び酸化防止剤を含んでいてもよい。
発光素子が載置されたパッケージの凹部内に封止材を装入することで発光素子を被覆することができる。また、発光素子の屈折率と空気の屈折率とは大きく異なるため、発光素子が発した光は効率的に空気中に出射されないのに対し、発光素子と空気の中間の屈折率を有する封止材で発光素子を被覆することにより、発光素子からの光を効率よく外部に取り出すことができる。また、発光素子からの光の一部は凹部の底面及び側面で反射して、発光素子が載置されている主面側に出射される。これにより主面側の発光出力を向上することができる。
【0062】
<2.6.蛍光体>
以下に説明する蛍光体と、封止材との組成物を、半導体発光デバイスのカップ内に注入して成型したり、適当な透明支持体に薄膜上に塗布したりすることにより、波長変換部材として用いることができる。
蛍光体としては、上述の半導体発光素子の発する光に直接的または間接的に励起され、異なる波長の光を発する物質であれば特に制限はなく、無機系蛍光体であっても有機系蛍光体であっても用いることができる。例えば、以下に例示するような青色蛍光体、緑色蛍光体、黄色蛍光体、橙色ないし赤色蛍光体の1種または2種以上を用いることができる。所望の発光色を得られるよう、用いる蛍光体の種類や含有量を適宜調整することが好ましい。
【0063】
<青色蛍光体>
青色蛍光体としては、発光ピーク波長が、通常420nm以上、中でも430nm以上、更には440nm以上、また、通常490nm以下、中でも480nm以下、更には470nm以下の範囲にあるものが好ましい。
具体的には、(Ca,Sr,Ba)MgAl10O17:Eu、(Sr,Ca,Ba,Mg)10(PO4)6(Cl,F)2:Eu、(Ba,Ca,Mg,Sr)2SiO4:Eu、(Sr,Ca,Ba,Mg)10(PO4)6(Cl,F)2:Eu、(Ba,Ca,Sr)3MgSi2O8:Euが好ましく、(Ba,Sr)MgAl10O17:Eu、(Ca,Sr,Ba)10(PO4)6(Cl,F)2:Eu、Ba3MgSi2O8:Euがより好ましい。
【0064】
<緑色蛍光体>
緑色蛍光体としては、発光ピーク波長が、通常500nm以上、中でも510nm以上、更には515nm以上、また、通常550nm以下、中でも542nm以下、更には535nm以下の範囲にあるものが好ましい。
具体的には、Y3(Al,Ga)5O12:Ce、CaSc2O4:Ce、Ca3(Sc,Mg)2Si3O12:Ce、(Sr,Ba)2SiO4:Eu、β型サイアロン、(Ba,Sr)3Si6O12:N2:Eu、SrGa2S4:Eu、BaMgAl10O17:Eu,Mnが好ましい。
【0065】
<黄色蛍光体>
黄色蛍光体としては、発光ピーク波長が、通常530nm以上、中でも540nm以上、更には550nm以上、また、通常620nm以下、中でも600nm以下、更には580nm以下の範囲にあるものが好適である。
黄色蛍光体としては、Y3Al5O12:Ce、(Y,Gd)3Al5O12:Ce、(Sr,Ca,Ba,Mg)2SiO4:Eu、(Ca,Sr)Si2N2O2:Eu、(La,Y,Gd,Lu)3(Si,Ge)6N11:Ceが好ましい。
【0066】
<橙色ないし赤色蛍光体>
橙色ないし赤色蛍光体としては、発光ピーク波長が、通常570nm以上、中でも580nm以上、更には585nm以上、また、通常780nm以下、中でも700nm以下、更には680nm以下の範囲にあるものが好ましい。
具体的には、(Ca,Sr,Ba)2Si5(N,O)8:Eu、(Ca,Sr,Ba)Si(N,O)2:Eu、(Ca,Sr,Ba)AlSi(N,O)3:Eu、(Sr,Ba)3SiO5:Eu、(Ca,Sr)S:Eu、(La,Y)2O2S:Eu、Eu(ジベンゾイルメタン)3・1,10−フェナントロリン錯体等のβ−ジケトン系Eu錯体、カルボン酸系Eu錯体、K2SiF6:Mnが好ましく、(Ca,Sr,Ba)2Si5(N,O)8:Eu、(Sr,Ca)AlSi(N,O):Eu、(La,Y)2O2S:Eu、K2SiF6:Mnがより好ましい。
また、橙色蛍光体としては、(Sr,Ba)3SiO5:Eu、(Sr,Ba)2SiO4:Eu、(Ca,Sr,Ba)2Si5(N,O)8:Eu、(Ca,Sr,Ba)AlSi(N,O)3:Ceが好ましい。
【0067】
<3.熱硬化性シリコーン樹脂組成物>
<3.1.熱硬化性シリコーン樹脂組成物の特性>
<3.1.1.熱硬化性シリコーン樹脂組成物の組成>
上記(A)乃至(E)成分の、本発明に用いる半導体発光装置用樹脂成形体用の熱硬化性シリコーン樹脂組成物の好ましい組成は以下のとおりである。
本発明に用いる熱硬化性シリコーン樹脂組成物中における(A)ポリオルガノシロキサンの含有量は、通常樹脂成形体用材料として用いることができる範囲であれば限定されないが、通常材料全体の15重量%以上、50重量%以下であり、好ましくは20重量%以上、40重量%以下であり、より好ましくは25重量%以上、35重量%以下である。なお、材料中に含まれる(D)硬化速度制御剤やその他成分である液状増粘剤がポリオルガノシロキサンである場合は上記(A)の含有量に含まれるものとする。
また、上記組成物中の(B)白色顔料の含有量は、通常樹脂成形体用材料として用いることができる範囲であれば限定されないが、例えば組成物全体の30重量%以上、85重量%以下であり、好ましくは40重量%以上80重量%以下であり、より好ましくは45重量%以上、70重量%以下である。
本発明に用いる上記組成物中の(E)流動性調整剤の含有量は、本発明の効果を阻害しない範囲であれば限定されないが、例えば組成物全体の55重量%以下であり、好ましくは2重量%以上50重量%以下であり、より好ましくは5重量%以上、45重量%以下である。
また、上記組成物全体に対する、(B)白色顔料及び(E)流動性調整剤の合計量の比は、50重量%以上であることが好ましく、60重量%以上であることがより好ましく、65重量%以上であることが特に好ましく、また、85重量%以下であることが好ましく、80重量%以下であることがより好ましい。
【0068】
<3.1.2.熱硬化性シリコーン樹脂組成物の粘度>
本発明に用いる熱硬化性シリコーン樹脂組成物は、25℃における剪断速度100s-1での粘度が10Pa・s以上10,000Pa・s以下であることが好ましい。上記粘度は、半導体装置用樹脂成形体を成形する際の成形効率の観点から、50Pa・s以上5,000Pa・s以下であることがより好ましく、100Pa・s以上2,000Pa・s以下であることがさらに好ましく、150Pa・s以上1,000Pa・s以下であることが特に好ましい。
【0069】
加えて、チキソトロピー性の観点から、本発明に用いる熱硬化性シリコーン樹脂組成物は25℃での剪断速度100s-1での粘度に対する25℃での剪断速度1s-1での粘度の比(1s-1/100s-1)が15以上であることが好ましく、20以上であることがより好ましく、30以上であることが特に好ましい。一方、上限は、500以下であることが好ましく、300以下であることがより好ましい。
【0070】
また、25℃における剪断速度100s-1での粘度が1,000Pa・s以下であり、かつ、25℃での剪断速度100s-1での粘度に対する25℃での剪断速度1s-1での粘度の比(1s-1/100s-1)が15以上であることが好ましい。
成形性のよい材料とするためには、材料に一定以上のチキソトロピー性を持たせることが必要であるが、上記のような条件を満たすことにより、バリやショートモールド(未充填)の発生が少なく、成形時の材料の計量時間や成形サイクルを短縮でき、成形も安定しやすく、成形効率の高い材料となる。
【0071】
特に液状樹脂材料を用いたLIM成形では、金型の微小隙間から材料が染み出すことに起因するバリが発生しやすく、通常、バリを除去する後処理工程が必要であり、一方、バリの発生を抑えるために金型の隙間を小さくするとショートモールド(未充填)が発生しやすくなる等の問題があるが、前記液状熱硬化性シリコーン樹脂組成物の粘度が上記範囲にある場合、このような問題を解決することができ、樹脂成形体のLIM成形を容易に、効率よく行うことができる。
剪断速度100s-1での粘度が10,000Pa・sより大きいと、樹脂の流れが悪いため金型への充填が不十分となったり、射出成形を行う際に前記液状樹脂組成物供給に時間がかかるため成形サイクルが長くなったりするなどして、成形効率が低下する傾向にある。
また、上記粘度が10Pa・sより小さいと、金型の隙間から前記液状樹脂組成物が漏れてバリが発生したり、金型の隙間に射出圧力が逃げやすくなるため成形が安定しにくくなったり、やはり成形効率が低下する傾向にある。特に成形体が小さい場合にはバリを除去するための後処理も困難になるため、バリの発生を抑えることは成形性には重要である。
【0072】
また、25℃における剪断速度100s-1での粘度に対する25℃における剪断速度1s-1での粘度の比が15未満の場合、つまり剪断速度1s-1での粘度が比較的小さい場合は、成形機や金型の隙間にも材料が入り込みやすくなり、バリが発生しやすくなったり、ノズル部で液ダレしやすくなったり、射出圧力が材料に伝わりにくく成形が安定しにくくなったりするなど、成形のコントロールが難しくなることがある。LIM成形ではスプルー部のパーティングラインの樹脂漏れが問題になりやすいが、上記の粘度範囲に調整することは樹脂漏れ抑制にも効果がある。
これらの25℃における剪断速度100s-1での粘度と剪断速度1s-1での粘度は、例えばARES−G2−歪制御型レオメータ(ティー・エイ・インスツルメント・ジャパン株式会社製)を用いて測定することができる。
【0073】
<3.2.熱硬化性シリコーン樹脂組成物の構成成分>
<3.2.1.(A)ポリオルガノシロキサン>
本発明におけるポリオルガノシロキサンとは、ケイ素原子が酸素を介して他のケイ素原子と結合した部分を持つ構造に有機基が付加している高分子物質を指す。ここでポリオルガノシロキサンは、常温常圧下において液体であることが好ましい。これは、半導体発光装置用樹脂成形体を成形する際に、材料の扱いが容易となるからである。また、常温常圧下において固体のポリオルガノシロキサンは、一般的に硬化物としての硬度は比較的高いが、破壊に要するエネルギーが小さく靭性が低いものや、耐光性、耐熱性が不十分で光や熱により変色しやすいものが多い傾向にあるからである。
【0074】
上記ポリオルガノシロキサンは、通常、シロキサン結合を主鎖とする有機重合体をいい、例えば以下に示す一般組成式(1)で表される化合物や、その混合物が挙げられる。
(R1R2R3SiO1/2)M(R4R5SiO2/2)D(R6SiO3/2)T(SiO4/2)Q ・・・(1)
ここで、上記式(1)において、R1からR6は独立して、有機官能基、水酸基、水素原子から選択される。またM、D、TおよびQは0以上1未満であり、M+D+T+Q=1を満足する数である。
主なポリオルガノシロキサンを構成する単位は、1官能型[R3SiO0.5](トリオルガノシルヘミオキサン)、2官能型[R2SiO](ジオルガノシロキサン)、3官能型[RSiO1.5](オルガノシルセスキオキサン)、4官能型[SiO2](シリケート)であり、これら4種の単位の構成比率を変えることにより、ポリオルガノシロキサンの性状の違いが出てくるので、所望の特性が得られるように適宜選択し、ポリオルガノシロキサンの合成を行う。
上記構成単位が1〜3官能型のポリオルガノシロキサンは、オルガノクロロシラン(一般式RnSiCl4-n(n=1〜3))と呼ばれる一連の有機ケイ素化合物をもとにして合成することができる。例えば、メチルクロロシランは塩化メチルとケイ素SiとをCu触媒下高温で直接反応させて合成することができ、また、ビニル基などの有機基を持つシラン類は、一般の有機合成化学の手法によって合成することができる。
単離されたオルガノクロロシランを、単独で、あるいは任意の割合で混合し、水により加水分解を行うとシラノールが生成し、このシラノールが脱水縮合するとシリコーンの基本骨格であるポリオルガノシロキサンが合成される。
【0075】
ポリオルガノシロキサンは、硬化触媒の存在下で、熱エネルギーや光エネルギー等を与えることにより硬化させる事ができる。ここで硬化とは、流動性を示す状態から、流動性を示さない状態に変化することをいい、例えば、対象物を水平より45度傾けた状態で30分間静置しても流動性がある状態を未硬化状態といい、全く流動性がない状態を硬化状態として判断することができる。高濃度にフィラーを添加した系では、チキソ性の発現により対象物を水平より45度傾けた状態で流動性が無くとも硬化していないケースが考えられるが、その際には対象物が塑性変形せず、硬度をデュロメータタイプAにて測定し、硬度測定値が少なくとも5以上であるか否かで未硬化状態、硬化状態を判断することができる。
ポリオルガノシロキサンは、硬化のメカニズムにより分類すると、通常、付加重合硬化タイプ、縮重合硬化タイプ、紫外線硬化タイプ、パーオキサイド架硫タイプなどのポリオルガノシロキサンを挙げることができる。これらの中では、付加重合硬化タイプ(付加型ポリオルガノシロキサン)、および縮合硬化タイプ(縮合型ポリオルガノシロキサン)が好適である。中でも、副生物が無く、また、反応が非可逆性のヒドロシリル化(付加重合)によって硬化するポリオルガノシロキサンのタイプがより好適である。これは、成形加工時に副生成物が発生すると、成形容器内の圧を上昇させたり、硬化材料中に泡として残存したりする傾向にあるからである。
以下、付加型ポリオルガノシロキサン、および縮合型ポリオルガノシロキサンについて簡単に説明する。
【0076】
<3.2.1.1.付加型ポリオルガノシロキサン>
付加型ポリオルガノシロキサンとは、ポリオルガノシロキサン鎖が、有機付加結合により架橋されたものをいう。代表的なものとしては、例えばビニルシラン等の(C1)アルケニル基を有する珪素含有化合物と、例えばヒドロシラン等の(C2)ヒドロシリル基を含有する珪素化合物とを総アルケニル基量に対する総ヒドロシリル基量のモル比が0.5倍以上、2.0倍以下となる量比で混合し、(C3)Pt触媒などの付加縮合触媒の存在下反応させて得られるSi−C−C−Si結合を架橋点に有する化合物等を挙げることができる。
【0077】
(C1)アルケニル基を有する珪素含有化合物としては、下記一般式(2)
RnSiO〔(4-n)/2〕・・・(2)
で表わされる、1分子中にケイ素原子に結合したアルケニル基を少なくとも2個有するポリオルガノシロキサンが挙げられる。
ただし、式(2)中、Rは同一または異種の置換または非置換の1価炭化水素基、アルコキシ基、または水酸基で、一分子中少なくとも2個のRはアルケニル基であり、nは1≦n<3を満たす正の数である。
上記(C1)においてアルケニル基としては、ビニル基、アリル基、ブテニル基、ペンテニル基などの炭素数2〜8のアルケニル基であることが好ましい。Rが炭化水素基である場合は、メチル基、エチル基などのアルキル基、ビニル基、フェニル基等の炭素数1〜20の1価炭化水素基が好ましい。
【0078】
耐UV性が要求される場合には、上記式中Rのうちの65%程度、より好ましくは80%以上がメチル基であることが好ましい(即ち、Siの個数(mol数)に対してメチル基以外の官能基の含有数として0.35個(mol)以下であることが好ましい。)。Rは炭素数1〜8のアルコキシ基や水酸基であってもよいが、その割合は、(C1)アルケニル基を有する珪素含有化合物の10重量%以下であることが好ましい。また、nが3以上であると樹脂成形体用材料とリードフレーム等の導電体との接着に十分な強度が得られなくなり、1未満であるとこのポリオルガノシロキサンの合成が困難になる。
【0079】
上記(C1)アルケニル基を有する珪素含有化合物としては、例えばビニルシラン、ビニル基含有ポリオルガノシロキサン又はそれの混合物を挙げることができ、中でも分子内に2個以上のビニル基を有するビニル基含有ポリオルガノシロキサンが好ましい。
【0080】
また、(C2)ヒドロシリル基を有する珪素含有化合物としては、例えばヒドロシラン、ヒドロシリル基含有ポリオルガノシロキサンを挙げることができ、これらを1種単独で、または2種以上を任意の比率および組み合わせで用いることができる。上記の中でも分子内に2個以上のヒドロシリル基を有するヒドロシリル基含有ポリオルガノシロキサンが好ましい。
耐UV性が要求される場合には、ケイ素に結合する有機基の65%以上、より好ましくは80%以上がメチル基であるヒドロシリル基含有ポリオルガノシロキサンを用いることが好ましい。
【0081】
また、ポリオルガノシロキサンの粘度としては、取り扱いのし易さから、通常100,000mPa・s以下、好ましくは20,000mPa・s以下、さらに好ましくは10,000mPa・s以下である。下限は特には制限されないが、揮発度(沸点)との関係上一般的には15mPa・s以上である。
【0082】
さらに、ポリスチレンを標準物質として測定したゲルパーミエーションクロマトグラフィーでの平均分子量としては、500以上、100,000以下であることが好ましい。より好ましくは700以上50,000以下である。さらに、揮発成分を少なくする(他部材との接着性を維持するため)目的から1,000以上、また、成形前の材料の取扱いのし易さから40,000以下であることがより好ましい。最も好ましくは30,000以下である。
【0083】
<3.2.1.2.縮合型ポリオルガノシロキサン>
縮合型ポリオルガノシロキサンとしては、例えば、アルキルアルコキシシランの加水分解・重縮合で得られるSi−O−Si結合を架橋点に有する化合物を挙げることができる。
【0084】
縮合型ポリオルガノシロキサンは公知のものを使用することができ、例えば、特開2006−77234号公報、特開2006−291018号公報、特開2006−316264号公報、特開2006−336010号公報、特開2006−348284号公報、および国際公開2006/090804号パンフレットに記載の半導体発光デバイス用部材が好適である。
【0085】
<3.2.2.(B)白色顔料>
<3.2.2.1.(B)白色顔料の種類と物性>
本発明において用いる(B)白色顔料は、一次粒子のアスペクト比が1.2〜4.0、一次粒子径が0.1〜2.0μmである、樹脂の硬化を阻害しない公知の白色顔料を適宜選択する事ができる。白色顔料としては無機および/または有機の材料を用いる事ができる。ここで白色とは、無色であり透明ではない事をいう。すなわち可視光領域に特異な吸収波長を持たない物質により入射光を乱反射させる事ができる色をいう。
【0086】
白色顔料として用いることができる無機粒子としては、アルミナ(以下、「アルミナ微粉」、または「酸化アルミニウム」と称する場合がある。)、酸化珪素、酸化チタン(チタニア)、酸化亜鉛、酸化マグネシウム、酸化ジルコニウム等の金属酸化物;炭酸カルシウム、炭酸バリウム、炭酸マグネシウム、硫酸バリウム、水酸化アルミニウム、水酸化カルシウム、水酸化マグネシウム等の金属塩;窒化硼素、アルミナホワイト、コロイダルシリカ、珪酸アルミニウム、珪酸ジルコニウム、硼酸アルミニウム、クレー、タルク、カオリン、雲母、合成雲母などが挙げられる。
また、白色顔料として用いることができる有機微粒子としては、弗素樹脂粒子、グアナミン樹脂粒子、メラミン樹脂粒子、アクリル樹脂粒子、シリコーン樹脂粒子等の樹脂粒子などを挙げることができるが、いずれもこれらに限定されるものではない。
中でも白色度が高く少量でも光反射効果が高く変質しにくい点からは、アルミナ、酸化チタン、酸化亜鉛、酸化ジルコニウムなどが特に好ましい。また、材料硬化時の熱伝導率向上の点からは、アルミナ、窒化硼素などが特に好ましい。また、近紫外線の光反射効果が高く、近紫外線による変質が小さい観点からも、アルミナは特に好ましい。
これらは、単独もしくは2種以上混合して用いる事ができる。
酸化チタンは、光触媒性、分散性、白色性等の問題が出ない程度に含有する事ができる。
【0087】
アルミナとしては具体的には日本軽金属社製A30シリーズ、ANシリーズ、A40シリーズ、MMシリーズ、LSシリーズ、AHPシリーズ、アドマテックス社製「Admafine Alumina」AO−5タイプ、AO−8タイプ、日本バイコウスキー社製CRシリーズ、大明化学工業社製タイミクロン、Aldrich社製10μm2径アルミナ粉末、昭和電工社製A−42シリーズ、A−43シリーズ、A−50シリーズ、ASシリーズ、AL−43シリーズ、AL−47シリーズ、AL−160SGシリーズ、A−170シリーズ、AL−170シリーズ、住友化学社製AMシリーズ、ALシリーズ、AMSシリーズ、AESシリーズ、AKPシリーズ、AAシリーズ等が挙げられる。
酸化チタンとしては具体的には富士チタン工業社製のTAシリーズ、TRシリーズ、石原産業株式会社製のTTOシリーズ、MCシリーズ、CR−ELシリーズ、PTシリーズ、STシリーズ、FTLシリーズ等が挙げられる。
また、酸化ジルコニウムとしては具体的には第一希元素化学工業社製UEP−100等が挙げられ、酸化亜鉛としては具体的にはハクスイテック社製酸化亜鉛2種等が挙げられる。
【0088】
(A)ポリオルガノシロキサンの屈折率と(B)白色顔料の屈折率差が大きいほど、少量の白色顔料添加でも白色度がより高く、反射・散乱効率のよい半導体発光装置用樹脂成形体を得ることができる。(A)ポリオルガノシロキサンは屈折率が1.41程度のものが好ましく、屈折率が1.76のアルミナ粒子を(B)白色顔料として好適に用いることができる。(A)ポリオルガノシロキサンの屈折率は、樹脂の硬度の観点から1.40以上が好ましく、アルミナとの屈折率差が小さくなり反射率が下がる傾向や、耐熱性が下がる傾向が現れるので、1.50以下が好ましい。
【0089】
また、アルミナは、紫外線の吸収能が低いことから、特に、紫外〜近紫外発光の発光素子と共に用いる場合に好適に用いることができる。本発明において用いるアルミナとしてはその結晶形態は問わないが、化学的に安定、融点が高い、機械的強度が大きい、硬度が高い、電気絶縁抵抗が大きい等の特性を持つα−アルミナが好適に使用できる。
【0090】
また、本発明において(B)白色顔料としてアルミナを用いる場合、アルミナ結晶の結晶子サイズが500Å以上2,000Å以下であることが好ましく、700Å以上1,500Å以下であることがより好ましく、900Å以上1,300Å以下であることが特に好ましい。結晶子とは、単結晶とみなせる最大の集まりをいう。
アルミナの一次粒子径が0.1〜2.0μmの範囲にあり、かつ、アルミナ結晶の結晶子サイズが上記の範囲であるということは、一次粒子のサイズと結晶子のサイズが異なること、即ち、一次粒子が複数の結晶子によって構成されることを意味する。
アルミナ結晶の結晶子サイズが上記範囲であると、成形時の配管、スクリュー、金型などの磨耗が少なく、磨耗による不純物が混入しにくい点で、好ましい。
上記結晶子サイズは、X線回折測定により確認することができる。X線回折測定では、アルミナが結晶性を有している場合、結晶型に応じて決まった位置にピークが観察され、このピークの半値幅からScherrerの式にしたがって結晶子径(結晶子サイズ)を計算することができる。
【0091】
また、アルミナ中にアルミニウム、酸素以外の元素を不純物として含むと可視光領域に吸収を持つために着色し、好ましくない。本発明に用いるアルミナは、クロム、鉄、チタンの含有量がそれぞれ0.02重量%以下、好ましくは0.01重量%以下のものが好ましい。
本発明の樹脂成形体用材料の硬化時の熱伝導率は、成形効率の点からも高い方が好ましいが、熱伝導率を高くするためには、純度が98%以上のアルミナを用いることが好ましく、純度99%以上のアルミナを用いることがより好ましく、特に低ソーダアルミナを用いることが好ましい。また、熱伝導率を高くするためには、窒化硼素を用いることも好ましく、純度が99%以上の窒化硼素を用いることが特に好ましい。
【0092】
また、特に、発光ピーク波長が420nm以上の発光素子を使用する半導体発光装置では、白色顔料として酸化チタンも好適に使用することができる。酸化チタン(チタニア)は紫外線吸収能を持つが、屈折率が大きく光散乱性が強いため、420nm以上の波長の光の反射率が高く、少ない添加量でも高反射を発現しやすい。白色顔料としてチタニアを用いると、一般に小粒子径のため増粘しやすい白色顔料の使用量を抑え、骨材として機能する球状シリカなど大粒径の粒子と組み合わせることにより、低線膨張率・高硬度の樹脂成形体を得ることができるメリットがある。本発明の白色顔料としてチタニアを用いる場合は、紫外線吸収能や光触媒能が大きく高温で不安定なアナターゼ型よりも、高温で安定であり、屈折率が高く、比較的耐光性が高いルチル型が好ましく、光触媒活性を抑える目的で表面にシリカやアルミナの薄膜コートが施されたルチル型が特に好ましい。
酸化チタンは屈折率が高く、ポリオルガノシロキサンとの屈折率差が大きいため少ない添加量でも高反射となりやすいことから、アルミナと酸化チタンを併用してもよい。例えば、アルミナに対する酸化チタンの重量比(アルミナ:酸化チタン)が、50:50〜95:5となる割合で混合することができる。アルミナに酸化チタンを少量添加することで、アルミナを単独で使用した場合よりも420nm以上の波長の光の反射率が高くなることが期待でき、特に、材料中の白色顔料の割合が小さい場合や、材料の厚みが薄い場合にも反射率が下がりにくくなる傾向がある。チタニアの併用により材料中の白色顔料の割合を小さくできるため、材料組成の自由度が上がり、白色顔料以外の成分の使用量を多くすることができる。また、薄い材料の反射率が高いことは、樹脂成形体の形状の自由度が上がる点で非常に有利である。特に、厚みを大きくできない薄い樹脂成形体や細かい構造の樹脂成形体でも材料の反射率を高くすることで、半導体発光装置の明るさを増す効果が期待できる。
【0093】
なお、白色顔料をシランカップリング剤などで表面処理を行ってもよい。シランカップリング剤で表面処理した白色顔料を用いると、樹脂成形体用材料全体の硬度や曲げ強度、弾性率を向上させることができる。
【0094】
<3.2.2.2.(B)白色顔料の好ましい形状>
前述の通り、本発明に用いる(B)白色顔料の一次粒子のアスペクト比は1.2以上4.0以下であることを特徴としている。
アスペクト比は、粒子等の形状を定量的に表現する簡便な方法として一般に用いられており、本発明ではSEMなどの電子顕微鏡観察により計測した粒子の長軸長さ(最大長径)を短軸長さ(長径に垂直方向で最も長い部分の長さ)で除して求めるものとする。軸長さにばらつきがある場合は、複数点(例えば10点)をSEMで計測し、その平均値から算出することができる。あるいは、30点、100点を計測しても同様の算出結果を得ることができる。
好ましいアスペクト比は、1.25以上であり、より好ましくは1.3以上、特に好ましくは1.4以上である。一方、上限は、3.0以下が好ましく、2.5以下がより好ましく、2.2以下が更に好ましく、2.0以下が特に好ましく、1.8以下であることが最も好ましい。
アスペクト比が上記範囲であると、散乱により高反射率を発現しやすく、特に近紫外領域の短波長の光の反射が大きい。これにより、この樹脂成形体を用いた半導体発光装置において、LED出力を向上させることができる。
また、アスペクト比が上記範囲の白色顔料を使用することは、金型の磨耗が少ないなど、成形上も好ましい。アスペクト比が上記範囲を超えて大きい場合、顔料粒子との接触により金型の磨耗が激しくなることがあり、逆に、アスペクト比が小さい白色顔料を使用する場合も材料中の顔料の充填密度を高くできるため金型と顔料との接触頻度が上がり、金型が磨耗しやすくなる。さらに、アスペクト比が上記範囲の白色顔料を使用すると、材料粘度の調整が容易で、成形に適した粘度に調整できるので、成形サイクルの短縮や、バリの防止が可能となる等、成形性に優れた材料となる。
【0095】
本発明では、アスペクト比が上記範囲であることにより、(B)白色顔料の形状からは、球状、真球状に形成されたものが除かれる。また、アスペクト比が4を超えるような極端に細長い形状のものも、かえって反射率を低下させてしまい、また、成形時に配管、スクリュー、金型等の磨耗が発生しやすくなり、磨耗による不純物の混入により、得られる樹脂成形体の反射率低下や、絶縁破壊が起こりやすくなるため、本発明では用いられない。アスペクト比が上記範囲であることで、白色顔料が金型の隙間に充填され、バリが発生しにくいが、アスペクト比が1.2未満のように球状に近くなると金型の隙間を通り抜けてバリが発生しやすくなる。
本発明では、アスペクト比が上記範囲に含まれる粒子が(B)白色顔料全体の60体積%以上、より好ましくは70体積%以上、特に好ましくは80体積%以上を占めることが好ましく、必ずしも全ての(B)白色顔料が上記アスペクト比の範囲を満たさなければいけないわけではないことは当業者が当然に理解できる事項である。
【0096】
アスペクト比を上記範囲とするためには、白色顔料の表面処理をしたり、研磨したりする等の一般的な方法を採ればよい。また、白色顔料を破砕(粉砕)して微細化することや、篩粉等により分級することによっても調整できる。
【0097】
本発明に用いる(B)白色顔料は、形状が破砕形状であることが好ましく、破砕後の処理により結晶の角が少ない丸みを帯びた形状となったもの、焼成などによって生成した球状でない顔料の形状も含まれる。
【0098】
また、本発明においては、(B)白色顔料の一次粒子径が、0.1μm以上2μm以下であるものを使用する。下限値については好ましくは0.15μm以上、より好ましくは0.2μm以上、特に好ましくは0.25μm以上であり、上限値については好ましくは1μm以下、更に好ましくは0.8μm以下、特に好ましくは0.5μm以下である。
一次粒子径が上記範囲である場合には、後方散乱傾向と散乱光強度を兼ね備えることで材料が高反射率を発現しやすく、特に近紫外領域等の短波長の光に対する反射が大きくなり、好ましい。
白色顔料は、一次粒子径が小さすぎると散乱光強度が小さいため反射率は低くなる傾向にあり、一次粒子径が大きすぎると散乱光強度は大きくなるが、前方散乱傾向になるため反射率は小さくなる傾向にある。
また、一次粒子径が上記範囲である場合には、成形に適した粘度への調整が容易である上、金型の磨耗が少ないなど、成形性の観点からも好ましい。一次粒子径が上記範囲よりも大きい場合、顔料粒子との接触による金型への衝撃が大きく金型の磨耗が激しくなる傾向があり、一次粒子径が上記範囲よりも小さい白色顔料を使用する場合には、材料が高粘度になりやすく、白色顔料の充填量を上げられないため、高反射等の材料特性と成形性との両立が難しくなる傾向にある。
特に、液状射出成形に好適に使用できる材料とするためには材料にある程度以上のチキソトロピー性を持たせることが必要である。一次粒子径が0.1μm以上2.0μm以下の白色顔料を組成物中に添加するとチキソトロピー性付与効果が大きく、バリやショートが少なく成形しやすい組成物とするために、粘度とチキソトロピー性を容易に調整することができる。
なお、樹脂組成物中の白色顔料の充填率を上げる等の目的で、一次粒子径が2μmよりも大きい白色顔料を併用することもできる。
【0099】
本発明にいう一次粒子とは粉体を構成している粒子のうち、他と明確に分離できる最小単位の個体をいい、一次粒子径はSEMなどの電子顕微鏡観察により計測した一次粒子の粒子径をいう。一方、一次粒子が凝集してできる凝集粒子を二次粒子といい、二次粒子の中心粒径は粉体を適当な分散媒(例えばアルミナの場合は水)に分散させて粒度分析計等で測定した粒径をいう。一次粒子径にばらつきがある場合は、数点(例えば10点)をSEM観察し、その平均値を粒子径としてもとめることができる。また、測定の際、個々の粒子径が球状でない場合はもっとも長い、すなわち長軸の長さを粒子径とする。
白色顔料のアスペクト比と一次粒子径は、成形後(硬化後)であっても測定することができる。SEMなどの電子顕微鏡によって成形品の断面を観察し、断面に露出した白色顔料の一次粒子径とアスペクト比を計測すればよい。
【0100】
一方、上記白色顔料は、二次粒子の中心粒径(以下、「二次粒径」と称する場合がある。)が、0.2μm以上であるものが好ましく、0.3μm以上であるものがより好ましい。上限は10μm以下であるものが好ましく、5μm以下であるものがより好ましく、2μm以下であるものが更に好ましい。
二次粒径が上記範囲である場合には、液状射出成形における成形性の観点で好ましい材料が得られ易い。また、成形に適した粘度への調整が容易で、金型の磨耗が少ない。加えて、白色顔料が金型の隙間を通過しにくいためバリが発生しにくく、かつ、金型のゲートに詰まりにくいため成形時のトラブルが起こりにくい。二次粒径が上記範囲よりも大きい場合には、白色顔料の沈降により材料が不均一となる傾向にあり、金型の磨耗やゲートの詰まりにより成形性が損なわれたり、材料の反射の均一性が損なわれたりすることがある。
なお、樹脂組成物中の白色顔料の充填率を上げる等の目的で、二次粒径が10μmよりも大きい白色顔料を併用することもできる。なお、中心粒径とは体積基準粒度分布曲線の体積積算値が50%になる粒子径をいい、一般的に50%粒子径(D50)、メディアン径と呼ばれるものを指す。
【0101】
また、本発明における(B)白色顔料の一次粒子径xと二次粒子の中心粒径yの比y/xは、通常1以上、好ましくは1より大きく、特に好ましくは1.2以上であり、また、通常10以下、好ましくは5以下である。
ここで、一次粒子径xと二次粒子の中心粒径yの比y/xが上記範囲であることにより、(B)白色顔料の好ましい形状からは、球状、真球状に形成されたもの(即ち、一次粒子がほとんど凝集しておらず、一次粒子径と二次粒子の中心粒径がほぼ等しいもの)が除かれる。
一次粒子径xと二次粒子の中心粒径yの比y/xが上記範囲である場合には、散乱により高反射率を発現しやすく、特に近紫外領域の短波長の光の反射が大きい。これにより、かかる樹脂成形体を用いた半導体発光装置において、LED出力を向上させることができる。また、成形に適した材料粘度への調整も容易である。
【0102】
<3.2.2.3.白色顔料の添加量>
本発明において半導体発光装置用樹脂成形体材料中の(B)白色顔料の含有量は、使用する顔料の粒径や種類、ポリオルガノシロキサンと顔料の屈折率差により適宜選択される。(A)ポリオルガノシロキサン100重量部に対し通常20重量部以上、好ましくは50重量部以上、更に好ましくは100重量部以上であり、通常900重量部以下、好ましくは600重量部以下、更に好ましくは400重量部以下である。
上記範囲内であると反射率、成形性等が良好である。上記下限未満である場合には光線が透過してしまい半導体発光装置の反射効率が低下する傾向にあり、上限よりも大きい場合には材料の流動性が悪化することにより成形性が低下する傾向にある。
特に、液状射出成形に好適に使用できる材料とするためには材料にある程度以上のチキソトロピー性を持たせることが必要である。一次粒子径が0.1μm以上2.0μm以下の白色顔料を組成物中に配合すると顕著な増粘が起こり、チキソトロピー性付与効果が大きいが、そのような形状の白色顔料を組成物全体の30重量%以上含有させることで、バリやショートが少なく成形しやすい材料にすることができ、さらに、粘度とチキソトロピー性を調整することが容易となる。
また、後述する樹脂成形体用材料の熱伝導率を0.4以上3.0以下の範囲に制御するためには、(B)白色顔料としてアルミナを樹脂成形体用材料全体量に対して40重量部以上90重量部以下添加することが好ましい。あるいは、(B)白色顔料として窒化硼素を樹脂成形体用材料全体量に対して30重量部以上90重量部以下添加することが好ましい。なお、アルミナと窒化硼素を併用してもよい。
【0103】
<3.2.3.(C)硬化触媒>
本発明における(C)硬化触媒とは、(A)のポリオルガノシロキサンを硬化させる触媒である。この触媒はポリオルガノシロキサンの硬化機構により付加重合用触媒、縮合重合用触媒がある。
【0104】
付加重合用触媒は、前記(C1)成分中のアルケニル基と(C2)成分中のヒドロシリル基とのヒドロシリル化付加反応を促進するための触媒であり、この付加重合触媒の例としては、白金黒、塩化第2白金、塩化白金酸、塩化白金酸と一価アルコールとの反応物、塩化白金酸とオレフィン類との錯体、白金ビスアセトアセテート等の白金系触媒、パラジウム系触媒、ロジウム系触媒などの白金族金属触媒が挙げられる。なお、この(C3)付加重合触媒の配合量は触媒量とすることができるが、通常、白金族金属として(C1)および(C2)成分の合計重量に対して通常1ppm以上、好ましくは2ppm以上であり、通常100ppm以下、好ましくは50ppm以下、さらに好ましくは20ppm以下である。これにより触媒活性を高いものとすることができる。
【0105】
縮合重合用触媒としては、塩酸、硝酸、硫酸、有機酸などの酸、アンモニア、アミン類などのアルカリ、ホウ素のアルコキシド等の有機ホウ素化合物、金属キレート化合物などを用いることができ、好適なものとしてTi、Ta、Zr、Al、Hf、Zn、Sn、Ga、Ptのいずれか1以上を含む金属キレート化合物を用いることができる。なかでも、金属キレート化合物は、Ti、Al、Zn、Zr、Gaのいずれか1以上を含むものが好ましく、Zrを含むものがさらに好ましく用いられる。
これらの触媒は半導体発光装置用樹脂成形体材料として配合した際の安定性、被膜の硬度、無黄変性、硬化性などを考慮して選択される。
【0106】
縮合重合用触媒の配合量は、上記式(3)および/または(4)で表される成分の合計重量に対して通常0.01重量%以上、好ましくは0.05重量%以上、一方上限は通常10重量%以下、好ましくは6重量%以下である。
添加量が上記範囲であると半導体発光装置用樹脂成形体材料の硬化性、保存安定性が良好であり、加えて成形した樹脂成形体の品質が良好である。添加量が上限値を超えると樹脂成形体材料の保存安定性に問題が生じる場合があり、下限値未満では硬化時間が長くなり樹脂成形体の生産性が低下し、未硬化成分により樹脂成形体の品質が低下する傾向にある。
【0107】
付加重合型と縮合重合型の硬化機構を併用することも可能である。その場合には両機構に活性を持つ触媒を使用したり、付加重合用触媒と縮合重合用触媒を併用したりすることができる。
【0108】
<3.2.4.(D)硬化速度制御剤>
本発明の半導体発光装置用樹脂成形体用材料は、さらに(D)硬化速度制御剤を含有することが好ましい。ここで硬化速度制御剤とは、樹脂成形体用材料を成形する際に、その成形効率を向上させるために硬化速度を制御するためのものであり、硬化遅延剤または硬化促進剤が挙げられる。
【0109】
硬化遅延剤は、特に、硬化速度が速い付加重合型ポリオルガノシロキサン組成物の液状射出成形において重要な成分である。
付加重合反応における硬化遅延剤としては、脂肪族不飽和結合を含有する化合物、有機リン化合物、有機イオウ化合物、窒素含有化合物、スズ系化合物、有機過酸化物等が挙げられ、これらを併用してもかまわない。
脂肪族不飽和結合を含有する化合物としては、3−ヒドロキシ−3−メチル−1−ブチン、3−ヒドロキシ−3−フェニル−1−ブチン、3−(トリメチルシリルオキシ)−3−メチル−1−ブチン、1−エチニル−1−シクロヘキサノール等のプロパギルアルコール類、エン−イン化合物類、ジメチルマレート等のマレイン酸エステル類等が例示される。脂肪族不飽和結合を含有する化合物の中でも、三重結合を有する化合物が好ましい。有機リン化合物としては、トリオルガノフォスフィン類、ジオルガノフォスフィン類、オルガノフォスフォン類、トリオルガノフォスファイト類等が例示される。有機イオウ化合物としては、オルガノメルカプタン類、ジオルガノスルフィド類、硫化水素、ベンゾチアゾール、チアゾール、ベンゾチアゾールジサルファイド等が例示される。窒素含有化合物としては、アンモニア、1〜3級アルキルアミン類、アリールアミン類、尿素、ヒドラジン等が例示される。スズ系化合物としては、ハロゲン化第一スズ2水和物、カルボン酸第一スズ等が例示される。有機過酸化物としては、ジ−t−ブチルペルオキシド、ジクミルペルオキシド、ベンゾイルペルオキシド、過安息香酸t−ブチル等が例示される。
これらの硬化遅延剤のうち、遅延活性が良好で原料入手性がよいという観点からは、ベンゾチアゾール、チアゾール、ジメチルマレート、3−ヒドロキシ−3−メチル−1−ブチン、3−(トリメチルシリルオキシ)−3−メチル−1−ブチン、1−エチニル−1−シクロヘキサノールが好ましい。
硬化遅延剤の添加量は特に限定されないが、使用する(C)硬化触媒1モルに対する好ましい添加量の下限は10-1モル以上、より好ましくは1モル以上であり、好ましい添加量の上限は103モル以下、より好ましくは50モル以下である。また、これらの硬化遅延剤は単独で使用してもよく、2種以上併用してもよい。
縮合重合反応における硬化遅延剤としては、炭素数1〜5の低級アルコール、分子量500以下のアミン類、窒素や硫黄含有する有機化合物、エポキシ基含有化合物などシラノールと反応あるいは水素結合する化合物が挙げられる。硬化遅延剤の添加量は種々設定できるが、使用する縮合型ポリオルガノシロキサンの反応性末端基1モルに対する好ましい添加量の下限は10-1モル以上、より好ましくは1モル以上であり、好ましい添加量の上限は10モル以下、より好ましくは5モル以下である。これらはシラノールと相互作用し、保護基として作用するので硬化速度を抑制できる。
【0110】
硬化速度制御剤の種類や配合量を上記のように設定とすることにより、樹脂成形体用材料の成形が容易となる。例えば、金型への充填率が高くなったり、射出成形による成形時に金型からの漏れがなく、バリが発生しにくくなったりするメリットが得られる。
【0111】
<3.2.5.その他の成分>
半導体発光装置用樹脂成形体用材料である熱硬化性シリコーン樹脂組成物には、上記(A)ポリオルガノシロキサン、(B)白色顔料、(C)硬化触媒、(D)硬化速度制御剤以外に、本発明の効果を損なわない限り、必要に応じて他の成分を1種、または2種以上を任意の比率および組み合わせで含有させることができる。
例えば、熱硬化性シリコーン樹脂組成物の流動性コントロールや白色顔料の沈降抑制の目的で、(E)流動性調整剤を含有させることができる。
(E)流動性調整剤としては、添加により熱硬化性シリコーン樹脂組成物の粘度が高くなる常温から成形温度付近で固体の粒子であれば特に限定されないが、発光素子からの光や蛍光体により波長変換された光を吸収する性質が無いか非常に小さく、成形体材料の反射率を極端に低下させないもので、光や熱による変色、変質が小さく耐久性が高いものが好ましい。
【0112】
(E)流動性調整剤として具体的には、シリカ微粒子、石英ビーズ、ガラスビーズなどの無機粒子、ガラス繊維などの無機物繊維、窒化ホウ素、窒化アルミニウム等が挙げられる。また、例えば、繊維状アルミナのような、上述した本発明で用いられる特定の条件を満たす白色顔料に相当しない白色のフィラーを前述の白色顔料とは別に含有させることができる。
中でもチキソトロピー性付与効果が大きい、例えばBET法による比表面積が50〜300m2/gのようなシリカ微粒子は、組成物の粘度や粘度挙動をコントロールしやすく、好適に使用できる。石英ビーズ、ガラスビーズ、ガラス繊維などは、流動性調整剤としての効果のみならず、材料の熱硬化後の強度、靭性を高める効果や材料の線膨張係数を下げる効果も期待できるため好ましく、シリカ微粒子と併用するか単独で使用してもよい。
なお、(B)白色顔料の添加量によってもチキソ性や流動性を変化させることができるが、(B)成分の添加量を増減すると反射率が影響を受けるので、液状射出成形における流動性の調整は(B)白色顔料以外の成分を併用することにより行うことが好ましい。
【0113】
また、熱硬化性シリコーン樹脂組成物の粘度を調整するため、液状増粘剤として非硬化性のポリオルガノシロキサンを(A)ポリオルガノシロキサンに一部配合することができる。液状増粘剤としては、25℃における粘度が、通常、0.001Pa・s以上3Pa・s以下、好ましくは0.001Pa・s以上1Pa・s以下であり、ヒドロキシル価が、通常、1.0×10-2〜7.7×10-5mol/g、好ましくは1.0×10-2〜9.5×10-5mol/gで、一分子中に少なくとも1個のケイ素原子に結合したヒドロキシル基(すなわち、シラノール基)を含有する、直鎖状オルガノポリシロキサンが好ましい。
この液状増粘剤に用いられるポリオルガノシロキサンは、分子中にアルケニル基および/またはSiH基等のヒドロシリル化付加反応に関与する官能性基を含有しない(即ち非硬化性の)ものであり、分子中のヒドロキシル基は分子鎖末端のケイ素原子に結合したものであっても、分子鎖非末端(分子鎖途中)のケイ素原子に結合したものであっても、これらの両方に結合したものであってもよいが、好ましくは分子鎖両末端のケイ素原子に結合したヒドロキシル基を含有する直鎖状オルガノポリシロキサン(すなわち、ポリ(α、ω‐ジヒドロキシジオルガノシロキサン))であることが望ましい。
液状増粘剤としてのポリオルガノシロキサンの配合量は(A)ポリオルガノシロキサン全体を100重量部とした時、通常、0〜10重量部、好ましくは0.1〜5重量部、より好ましくは0.5〜3重量部程度とすることができる。
【0114】
なお、本発明のパッケージにおける上記熱硬化性シリコーン樹脂組成物が(E)流動調整剤を含有する場合において、該樹脂組成物中の(B)白色顔料及び(E)流動性調整剤の合計含有量は、50重量%以上であることが好ましく、60重量%以上であることがより好ましく、65重量%以上であることが特に好ましく、また、85重量%以下であることが好ましく、80重量%以下であることがより好ましい。前記合計含有割合がこれより多いと熱硬化性シリコーン樹脂組成物の粘度が高くなりすぎ流動性が劣るため、材料移送ができなくなったり成形時にショートが起きやすくなったりする。また、これより少ないと薄肉時の反射率が低くなったり、低粘度となるため成形時のバリやかぶりが起きやすくなったりする。
上記熱硬化性シリコーン樹脂組成物における(A)ポリオルガノシロキサンの含有量は、通常、樹脂組成物全体の15重量%以上、50重量%以下であり、好ましくは20重量%以上、40重量%以下であり、より好ましくは25重量%以上、35重量%以下である。なお、該樹脂組成物中に含まれる(D)硬化速度制御剤やその他成分である液状増粘剤がポリオルガノシロキサンである場合は上記(A)の含有量に含まれるものとする。
上記熱硬化性シリコーン樹脂組成物における(B)白色顔料の含有量は、該樹脂組成物が、樹脂成形体用材料として用いることができる範囲であれば限定されないが、通常樹脂組成物全体の30重量%以上85重量%以下であり、好ましくは40重量%以上80重量%以下であり、より好ましくは45重量%以上70重量%以下である。
上記熱硬化性シリコーン樹脂組成物における(E)流動性調整剤の含有量は、本発明の効果を阻害しない範囲であれば限定されないが、通常樹脂組成物全体の55重量%以下であり、好ましくは2重量%以上50重量%以下であり、より好ましくは5重量%以上45重量%以下である。
【0115】
また、(A)乃至(E)成分以外にも、上記熱硬化性シリコーン樹脂組成物には、熱硬化後の強度、靭性を高める目的で、ガラス繊維などの無機物繊維を含有させてもよく、また、熱伝導性を高めたるため、熱伝導率の高い窒化ホウ素、窒化アルミ、繊維状アルミナ等を前述の白色顔料とは別に含有させることができる。その他、硬化物の線膨張係数を下げる目的で、球状シリカ、石英ビーズ、ガラスビーズ等を含有させることができる。
液状射出成形により成形を行う場合にはこれらの無機粒子の粒子径は通常0.3μm以上10μm以下が好ましく、0.4μm以上8μm以下がさらに好ましい。粒子径がこの範囲より大きいと金型磨耗、ノズル詰まり、ショートなどが起きやすくなる。また、粒子径がこの範囲より小さいと熱硬化性シリコーン樹脂組成物の粘度が高くなり、加工性に影響する。これらの無機粒子は目的に応じて複数の種類を併用してもよいし、充填率を上げる等の目的により粒子径の異なる同一種の無機粒子を使用してもよい。
これらを添加する場合の含有量は、少なすぎると目的の効果か得られず、多すぎると熱硬化性シリコーン樹脂組成物の粘度が上がり、加工性に影響するので、十分な効果が発現し、材料の加工性を損なわない範囲で適宜選択できる。通常、ポリオルガノシロキサン100重量部に対し500重量部以下、好ましくは200重量部以下である。
【0116】
また、上記熱硬化性シリコーン樹脂組成物中には、その他、イオンマイグレーション(エレクトロケミカルマイグレーション)防止剤、老化防止剤、ラジカル禁止剤、紫外線吸収剤、接着性改良剤、難燃剤、界面活性剤、保存安定改良剤、オゾン劣化防止剤、光安定剤、増粘剤、可塑剤、カップリング剤、酸化防止剤、熱安定剤、導電性付与剤、帯電防止剤、放射線遮断剤、核剤、リン系過酸化物分解剤、滑剤、顔料、金属不活性化剤、物性調整剤などを本発明の目的および効果を損なわない範囲において含有させることができる。
【0117】
<4.本発明の半導体発光装置>
以下、既に図1及び図2に例をとって説明した実施態様以外の本発明の半導体発光装置用パッケージ及びそれを用いた半導体発光装置の具体的な実施形態を図を用いて説明する。なお、本発明は以下の実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲において任意に変形して実施することができる。
【0118】
<4.1.図3の実施形態>
図3の実施形態に係る半導体発光装置について説明する。図1及び図2の実施形態に係る半導体発光装置と同様な構成を採る部分については説明を省略する(以下、同じ)。
【0119】
図3として概略断面図が示される半導体発光装置1Aは、発光素子実装の自由度を高め、リード11,12による熱伝導性を生かすため底面における電極部分の露出面積を大きく取ったものである。インナーリード部11a,12aの裏面にも樹脂成形体13を配置し一体的に成形することにより、リード11,12と樹脂成形体13が剥離しにくく機械的強度に優れたパッケージとすることができる。また、インナーリード部11a,12aの上に発光素子20が直接載置されているのでリード11,12を介するパッケージ10外部への放熱効率が高い。封止部30は発光素子の発光波長を直接利用する場合には透明な封止材で封止される。発光素子20の発光の一部又は全部を波長変換し、必要に応じ発光素子20の発光波長と混色して発光させるときには封止部30は波長変換物質として有機又は無機の蛍光体を含有していてもよい。蛍光体が発光素子の熱や光、電界により劣化しやすい場合には、凹部の底面から開口面に向かって蛍光体の濃度が高くなる配置としてもよい。パッケージ凹部内に露出する樹脂成形体13として、上述の熱硬化性シリコーン樹脂組成物を使用しているため、反射率に優れ、高い輝度を得ることができる。
【0120】
<4.2.図4の実施形態>
図4の実施形態に係る半導体発光装置について説明する。
図4として概略断面図が示される半導体発光装置1Bは、図3に比べ、第1のリード11、第2のリード12の各インナーリード部の露出を少なくし、樹脂成形体による光の反射効率の向上を図ったものである。インナーリード部が着色劣化しやすい銀メッキ表面である場合や反射率に劣る金メッキ表面である場合には特に、長期にわたり高い反射率を維持し、高効率の半導体発光装置を得ることができる。
【0121】
<4.3.図5の実施形態>
図5の半導体発光装置について説明する。
図5として概略断面図が示される半導体発光装置1Cは、図3の半導体発光装置1Aに比べ、第1のリード11、第2のリード12のインナーリード部11a,12aの露出を少なくした例であり、また、発光素子20からの光や熱、電界による蛍光体の劣化を防止するため、発光物質を含む蛍光体層60を発光素子20から離して設置した、リモートフォスファー態様の例である。
インナーリード部11a,12aの面積を確保しつつ電気的接続をする部分のみが底面に露出した構造とすることにより、高い反射率と熱伝導率を両立したパッケージ10とすることができる。樹脂成形体13を構成する熱硬化性シリコーン樹脂組成物は熱伝導率が高く薄層でも高い反射率を有するのでこのような態様に適している。発光素子20は樹脂成形体13の上に戴置されているが、1W以上の大型発光素子搭載時など放熱が重要な場合には、インナーリード部11aにおける発光素子20直下の部分も露出させ絶縁性ダイボンド材により直接接着してもよい。なお上下導通をとる発光素子の場合にはインナーリード部11aにおける発光素子20直下の部分を露出させ半田や導電性のダイボンド材にて発光素子20を接着する。
蛍光体層60は、封止材30が蛍光体を含有しない場合に必要に応じて設けることができる。ポッティングや印刷、一括成形により透明封止層の上に直接塗布しても、ポリカーボネートやPET・ガラスなどガス透過性が低い透明基体に蛍光体層60を塗布した窓材や蛍光体含有樹脂成形物などを別途準備しパッケージ開口部に貼り付けてもよい。図5での蛍光体層60は平板状となっているが、必要に応じ凸レンズ状や中空ドーム状の成形物であってもよい。蛍光体を発光素子20から離すことにより蛍光体の光劣化に起因する輝度低下を抑制することが可能であり、蛍光体層60の厚みを一定にできることで発光装置の発光の面内分布を抑え、色のばらつきの少ない高輝度の発光装置を得ることができる。
【0122】
<4.4.図6及び図7の実施形態>
図6及び図7の半導体発光装置について説明する。図6及び図7の概略断面図は、カップ型のリフレクタを設けていないチップオンボード実装型の実施態様に関する例である。
【0123】
図6及び図7の半導体発光装置1D,1Eは、チップオンボード(COB)用基板上に設けられたものであり、リードフレームの代わりに配線基板70を用いて反射材となる樹脂成形体13と一体的に成形するものである。なお、半導体発光装置1D,1Eはカップ型のリフレクタを設けないが、図1〜5と同様のカップ型のリフレクタを設けることもできる。
これらの態様でも、リード11,12は、ワイヤ40を介して発光素子20と接続部で接続している。リード11,12のうち、封止部30の中にあり発光素子20とダイボンド材又はワイヤ、バンプなどにより直接電気的接続をとる部位がインナーリード部11a,12a、封止部30の外に露出し、外部配線基板等の電極と電気的接続を取る部位がアウターリード部11b,12bに相当する。また、これらの態様では、リード11,12の一部が樹脂成形体13により被覆されている。樹脂成形体13は、白色の絶縁層としての機能も有しており、この厚さを大きくすることもできる。
なお、発光素子20は複数存在してもよい。封止材により、複数の実装部を一括に封止してもよい。
封止部30は使用目的により透明であっても、蛍光体を含有していてもよく、リフレクタや堰部を用いない場合には金型成形により一括封止されていてもよい。チップオンボード型では配線基板70上に直接発光装置部を設けることができるので、表面実装の手間が省け発光素子から配線基板70への放熱をとりやすいメリットがある。アウターリード部は配線基板70の発光素子搭載側と同じ面に露出していてもよいが、実装後のパッケージを配線基板ごと分割し個片化して用いる場合など、他の配線基板上に表面実装する必要がある場合にはパッケージを構成する配線基板にスルーホールなどを設けて裏面に電気的導通を取り、発光装置裏面にアウターリード部を設けることができる。
なお、図6は、配線基板70を構成するベース基板80としてアルミニウムや銅などの金属を含む材料を用いた態様である。絶縁層50は透明であっても反射材としての機能をも有していてもよく、高放熱機能をも有していることが好ましい。ベース基板80には絶縁層と反射材層を兼ねて樹脂成形体13と同じ熱硬化性シリコーン樹脂組成物を用いてもよい。また、アルミニウムなどのメタル基板を用いる場合には絶縁体50からなる層として増反射構造を有する絶縁性の透明多層膜が蒸着などにより形成されていてもよい。
また、図7は、配線基板70を構成するベース基板80としてセラミックス(AlN、Al2O3)や本発明に用いられる熱硬化性シリコーン樹脂組成物を始めとした樹脂組成物などの絶縁体から構成された絶縁性基板を用いる態様である。使用する発光素子の発熱量が大きく基板材料の熱伝導性が十分でない場合には、必要に応じ発光素子直下に金属材料を含むヒートシンク部90を設けることができる。
【0124】
<4.5.図8の実施形態>
図8の実施形態に係る半導体発光装置について説明する。
図8として概略断面図が示される半導体発光装置1Fは、図4の半導体発光装置1Bに比べ、発光素子20と第1のリード11、第2のリード12の電気的接続部を離した構造を有する。このことにより、発光素子20からの電界、熱、光などの影響により発光素子20直近の電極の金属(銀等)メッキの着色による輝度低下を抑えることができる。
【0125】
<4.6.図9の実施形態>
図9の実施形態に係る半導体発光装置について説明する。
図9として概略断面図が示される半導体発光装置1Gは、リード11,12と樹脂成形体13とから構成されるパッケージ10の構造が液状射出成形(LIM)法に適しており、また、放熱が良好な構成となっている。
本発明のパッケージ成形においてはパッケージ材バインダとなるシリコーン樹脂が従来のエンプラ樹脂と比較して柔らかくタックがあるため型離れしにくかったり、成形体の薄肉部が離型時に千切れて型内に残ったりして連続成形を妨げる要因となりやすい。そのため、側面リフレクタ部の上縁やパッケージの角は角部を無くし曲面に近い形状とすることが好ましい。また、リフレクタの内壁面及び外壁面はパッケージ底面から離れるほどリフレクタが肉薄となるように、パッケージ底面に対して垂直に立ち上げた線から3±1度程度の傾斜を有することが好ましい。また、リードフレーム型では成形・型抜け時、パーツフィーダー・ロボットアーム等によるパッケージ個片移送時、また発光素子実装時などにパッケージへのねじり外力がかかりリードが成形体から剥離・脱落することがあるので、正負のインナーリードは例えばパッケージ上から見て凸型と凹型のようにパッケージ底面において相互に入りこみ、ねじり応力やワイヤボンディング時の局部応力に対して強い構造となっていることが好ましい。さらに、リードフレームは上下から成形体に挟まれた部分の面積が多い構造であることが好ましく、図9の実施態様では側面部と底面部の樹脂成形体がアウターリードを挟む構造になっている。
リードフレームがあらかじめ折り曲げてあると図3、図4等のように成形後に折り曲げ加工するよりパッケージとリードフレームの界面に応力がかからず破損しにくいため好ましい。本実施態様においてはアウターリードは完成形状に予め折り曲げてあり、かつアウターリード裏面はパッケージ実装面と同一平面上にあり、実装安定性が高く放熱が良好である。
【0126】
<5.半導体発光装置用パッケージ及び半導体発光装置の製造方法>
本発明の半導体発光装置用パッケージを有してなる半導体発光装置の製造方法について説明する。図10(a)〜(e)は、第1の実施形態に係る半導体発光装置の製造工程を示す概略断面図である。
【0127】
まず、第1の工程として、パッケージ10の凹部14の底面14aに対応する第1及び第2のリードを、下金型100と上金型110とで挟み込む。
【0128】
下金型100には、パッケージ10の樹脂成形体13の形状に対応する凹部100b及び前記パッケージにおける凹部14の形状に対応する凸部100aが形成されている。
ここで、凹部14の底面14aに対応する凸部100aの平坦面100cは、第1のインナーリード部11a及び第2のインナーリード部12aと接触するように形成されている。
【0129】
次いで、第2の工程として、下金型100と上金型110との隙間で形成される空間部分に射出成形機を用いて前述した液状の熱硬化性シリコーン樹脂組成物を注入・成形する。
【0130】
この工程では、液状の上記熱硬化性シリコーン樹脂組成物の供給はペール缶などの所定の容器から圧送する等の方法により行われる。熱硬化性シリコーン樹脂組成物は一液型、二液型を問わず、ペールポンプ(ドラムポンプ)を用いて計量プランジャ又は、計量スクリュー部へ組成物をいったん圧送し、次に予熱された金型内に計量プランジャ(又は計量スクリュー)から所定量射出される。二液型の場合には、一液型用のペールポンプ(ドラムポンプ)2台を同軸にしてプランジャを同時に操作させる方式や、油圧機構によってリンクさせ同時に操作させる方式などにより二成分を同時に計量し、混合装置を経由して計量プランジャ(又は計量スクリュー)より射出すればよい。計量誤差を低減させるため、二つの成分は容量比で1:1に近いことが好ましく、均一に混合するためにはそれぞれの粘度も同じ程度にすることが好ましい。続いて下金型100と上金型110とを所定の温度に加熱し、射出された第1の熱硬化性樹脂を硬化させる。
【0131】
第1のインナーリード部11a及び第2のインナーリード部12a(インナーリード部11a、12aの裏面に樹脂成形体が接する場合には、第1のアウターリード部11bと第2のアウターリード部12b)を金型で挟み込むため、上記熱硬化性シリコーン樹脂組成物を射出する際にこれらのリードがばたつくことがなく、バリの発生を抑制できる。なお、必要に応じ、インナーリード部11a,12aの裏面を支えるための支持ピンを用いることができる。
【0132】
ここで、第2の工程の射出成形圧力が10〜2000kg/cm2であることが好ましい。射出成形圧力が10kg/cm2未満では、液状硬化性組成物の金型内での流れが遅く、硬化が先行して未充填(ショート)が発生する恐れがあり、2000kg/cm2を超えると液状硬化性組成物の流れが速すぎて薄肉部などに未充填が生じる充填むらが発生したり、残留応力により成形品が膨張し型離れが悪くなる恐れがある。
さらに液状射出成形機のシリンダー温度は0℃〜100℃であることが好ましい。シリンダー温度が0℃未満では、液状熱硬化性組成物に結露水が混入、凍結し除去できなくなる可能性があり、100℃を超えると液状熱硬化性組成物の硬化反応が過度に進行し、増粘する可能性がある。
【0133】
さらに、上記液状熱硬化性シリコーン樹脂組成物の粘度が、10Pa・s〜10000Pa・s(25℃、剪断速度100/s)であると、半導体装置用樹脂成形体の生産効率が高くなる。
なお、前述の通り、チキソトロピー性の観点から、本発明の半導体発光装置用樹脂成形体における液状熱硬化性シリコーン樹脂組成物は、25℃での剪断速度100s-1での粘度に対する25℃での剪断速度1s-1での粘度の比(1s-1/100s-1)が15以上であることが好ましく、20以上であることがより好ましく、30以上であることが特に好ましい。一方、上限は、500以下であることが好ましく、300以下であることがより好ましい。
【0134】
このような好適範囲に上記粘度を制御し、液状射出成形(LIM成形)に好適に使用できるようにするためには、前述の通り、液状樹脂組成物に一定以上のチキソトロピー性を持たせることが好ましい。例えば、一次粒径0.1μm以上2.0μm以下の前述の(B)白色顔料のような微粒子を液状樹脂組成物中に、30重量%以上となるように含有させることが好ましい。
【0135】
次いで、第3の工程として、射出・注入された上記熱硬化性シリコーン樹脂組成物を加熱・硬化して、底面14aと側面14bとを持つ凹部14を有する樹脂成形体13が得られる。
この加熱・硬化工程の温度や時間等の条件は、バリやショートモールドを低減し、離型をよくする観点からは、液状射出成形時の硬化温度及び時間がそれぞれ、120℃〜230℃及び3秒〜10分間であることが好ましい。必要に応じてポストキュアを行ってもよい。
液状射出成形時の硬化温度がこの範囲より高いと、樹脂の分解劣化や、硬化速度が速すぎることに起因する未充填を引き起こす可能性がある。また硬化温度がこの範囲より低いと、硬化に時間がかかり生産性が低下したり硬化不足により型離れが悪化したりする可能性がある。また、硬化時間は熱硬化性シリコーン樹脂組成物のゲル化速度や硬化速度に応じて適宜選択すればよいが、3秒以上10分以下が好ましく、より好ましくは5秒以上200秒以下、さらに好ましくは10秒以上60秒以下である。硬化時間が上記範囲より短いと硬化不足が生じ型離れが悪化する可能性がある。また、硬化時間が上記範囲より長いと生産性が低下し、液状射出成形の利点を生かせなくなる。
【0136】
これにより第1のリード11、第2のリード12、及び、樹脂成形体13が一体的に成形された、底面14aと側面14bとを持つ凹部14を有する、本発明の半導体発光装置用パッケージを提供することができる。
【0137】
次いで、第4の工程として、発光素子20を載置するため、下金型100及び上金型110を取り外す。
【0138】
次いで、第5の工程として、以下を行う。
発光素子20を第1のインナーリード部11aに載置し、ワイヤ40を介して発光素子20が持つ第1の電極21と第1のインナーリード部11aとを電気的に接続する。
【0139】
ただし、発光素子20が上面と下面に電極を持つ場合は、ワイヤを用いず、ダイボンディングのみで電気的接続をとってもよい。次に発光素子20の第2の電極22と第2のインナーリード部12aとをワイヤ40を介して電気的に接続する。
【0140】
次いで、第6の工程として、発光素子20が載置された凹部14内に封止材用熱硬化性樹脂組成物を装入する。
【0141】
この封止材用熱硬化性樹脂組成物の装入は、滴下法や射出法、押出法などを用いることができるが、滴下法によることが好ましい。滴下することにより凹部14内に残存する空気を効率的に排出することができるからである。封止材用熱硬化性樹脂組成物は、蛍光体を含むものが好ましい。これにより半導体発光装置の色調調整を容易にすることができる。
【0142】
次いで、第7の工程として、封止材用熱硬化性樹脂組成物を加熱・硬化して、封止材30を成形する。
【0143】
このような手順により、量産性よく、耐熱性、耐光性、密着性等に優れた半導体発光装置を製造することができる。また、樹脂成形体を製造する際、樹脂組成物の流動性が良好なためバリ発生が問題となるが上金型と下金型でこれらリードをしっかり挟み込むためバリが発生しにくい。そして、挟み込んだリードは露出するので、この露出部分に発光素子を載置したり、発光素子が持つ電極とリードとをワイヤ等で接続したりすることができる。
特に、半導体発光装置用樹脂成形体13の材質である熱硬化性シリコーン樹脂組成物と封止材30の材料である封止材用熱硬化性樹脂組成物とは、共に熱硬化性樹脂をベースとするため、密着性が良好で半導体発光装置用樹脂成形体13と封止材30との界面の剥離が生じにくく、耐熱性、耐光性、密着性等に優れた半導体発光装置を提供することができる。
【実施例】
【0144】
以下、実施例により本発明を更に詳細に説明するが、本発明は、その要旨を変更しない限り以下の実施例に限定されるものではない。
【0145】
実施例1として、樹脂成形体用樹脂として後述する液状熱硬化性ポリオルガノシロキサン(1)を用いた熱硬化性シリコーン樹脂組成物を使用し、半導体発光装置用パッケージを作製した。また、同熱硬化性シリコーン樹脂組成物を用いて、各々試験片を成形した。
また、比較例1として、ポリフタルアミド樹脂組成物(チタニア系顔料、ガラス繊維を含有)である、ソルベイアドバンストポリマーズ株式会社製アモデルA4122を用いて製造された市販品のパッケージ及び試験片を使用した。
それぞれのパッケージ及び試験片を用いて、反射率、発光素子実装時の初期輝度及び輝度維持率を比較した。
【0146】
[1−1.液状熱硬化性ポリオルガノシロキサン(1)の製造]
両末端ビニルポリジメチルシロキサンを含有するビニル基含有ポリジメチルシロキサン組成物(ビニル基:0.3mmol/g含有、粘度3500mPa・s、白金錯体触媒8ppm含有)と、両末端ビニルポリジメチルシロキサンおよび、両末端水素(メチルハイドロジェンシロキサン・ジメチルシロキサン共重合体)を含有するヒドロシリル基含有ポリジメチルシロキサン組成物(ビニル基:0.1mmol/g含有、ヒドロシリル基:4.6mmol/g含有、粘度600mPa・s)と、硬化遅延成分((D)硬化速度制御剤)含有ポリジメチルシロキサン(ビニル基:0.2mmol/g含有、ヒドロシリル基:0.1mmol/g含有、アルキニル基:0.2mmol/g含有、粘度500mPa・s)とを、100:10:5で混合し、(C)硬化触媒として白金濃度7ppmを含有する液状熱硬化性ポリオルガノシロキサン(1)を得た。
なお、この液状熱硬化性ポリオルガノシロキサン(1)の屈折率は、1.41であった。
[1−2.液状熱硬化性ポリオルガノシロキサン(2)の製造]
両末端ビニルポリジメチルシロキサンを含有するビニル基含有ポリジメチルシロキサン組成物(ビニル基:0.3mmol/g含有、粘度4200mPa・s、白金錯体触媒14ppm含有)と、両末端ビニルポリジメチルシロキサンおよび、両末端水素(メチルハイドロジェンシロキサン・ジメチルシロキサン共重合体)を含有するヒドロシリル基含有ポリジメチルシロキサン組成物(ビニル基:0.04mmol/g含有、ヒドロシリル基:4.8mmol/g含有、粘度700mPa・s)と、硬化遅延成分((D)硬化速度制御剤)含有ポリジメチルシロキサン(ビニル基:0.1mmol/g含有、アルキニル基:0.9mmol/g含有、粘度1500mPa・s)とを、100:10:2で混合し、(C)硬化触媒として白金濃度12.5ppmを含有する液状熱硬化性ポリオルガノシロキサン(2)を得た。
なお、この液状熱硬化性ポリオルガノシロキサン(2)の屈折率は、1.41であった。
【0147】
[2.樹脂成形体用材料の調製、反射率測定用試験片の作製]
<実施例1>
(A)上記1−1で得られた液状熱硬化性ポリオルガノシロキサン(1)35重量部、(B)白色顔料として一次粒子径0.3μm、二次粒子の中心粒径D501.2μm、アスペクト比1.48のα結晶形アルミナを60重量部、(E)流動性調整剤としてシリカ微粒子「AEROSIL RX200」(比表面積140m2/g)を5重量部の割合で配合し、混練機により白色顔料とシリカ微粒子を前記(1)に分散させ、白色の樹脂成形体用材料1(以下、「樹脂材料1」と略記する場合がある。)を得た。これらの材料を、熱プレス機にて180℃、10kg/cm2、硬化時間240秒の条件で硬化させ、直径13mm、厚さ410μmと3mmの円形の試験片(テストピース)を得た。
<実施例2>
(A)上記1−2で得られた液状熱硬化性ポリオルガノシロキサン(2)19.4重量部、(B)白色顔料としてシリカとアルミナで表面処理された一次粒子径0.25μm、アスペクト比1.36のルチル形酸化チタンを8重量部、(E)流動性調整剤としてシリカ微粒子「AEROSIL NAX50」(比表面積40m2/g)を2.6重量部、平均粒子径5μmの溶融球状シリカを63重量部、平均粒子径0.7μmの溶融球状シリカを7重量部の割合で配合したこと以外は実施例1と同様にして、白色の樹脂成形体用材料2(以下、「樹脂材料2」と略記する場合がある。)と、直径13mm、厚さ340μmと3mmの円形の試験片(テストピース)を得た。
<比較例1>
比較例1のポリフタルアミド樹脂については、ソルベイアドバンストポリマーズ株式会社製アモデルA4122の2mm厚のテストパネルを約10mm角の大きさに切り出したものを、試験片(テストピース)とした。
【0148】
[3.白色顔料の一次粒子径、および一次粒子のアスペクト比の測定方法]
実施例1および2で用いた白色顔料の電子顕微鏡観察により一次粒子径を計測した。粒子径にばらつきがある場合は、数点(例えば10点)を電子顕微鏡観察し、その平均値を粒子径として求めた。特にばらつきが大きく、例えば、極微量含まれる微小粒子や粗大粒子を除き、小粒径と大粒径の差が5倍程度以上あるような場合には、その最大値および最小値を記録した。また、長軸長さ(最大長径)と短軸長さ(長径に垂直方向で最も長い部分の長さ)も計測し、一次粒子径については長軸の長さを採用し、長軸長さ(最大長径)を短軸長さ(長径に垂直方向で最も長い部分の長さ)で除した値をアスペクト比とした。
【0149】
[4.白色顔料の二次粒子の中心粒径D50の測定方法]
10〜20mgの白色顔料(アルミナ粉体)に0.2%のポリリン酸ナトリウム水溶液10gを加え、超音波振動でアルミナを分散させた。この分散液を用いて白色顔料の二次粒子の体積基準の中心粒径D50を日機装株式会社製 マイクロトラックMT3000IIにて測定した。なお、中心粒径D50は、積算%の体積基準粒度分布曲線が50%の横軸と交差するポイントの粒子径をいう。
【0150】
[5.試験片の反射率測定]
上記実施例1、2および比較例1の各試験片について、コニカミノルタ社製SPECTROPHOTOMETER CM−2600dを用いて測定径6mmにて360nmから740nmの波長における反射率を測定した。リード電極単独の反射率の値と合わせて、測定結果を図11、表1に示す。本発明の樹脂成形体用材料は、従来のパッケージ材であるポリフタルアミド樹脂やLED用に多用される銀メッキ銅リードフレームよりもバインダとして用いている樹脂及び反射材フィラーの種類・粒子径に由来し反射率が高いため、長期使用時に着色劣化しやすい銀メッキ表面の電極露出面積を少なくすることが可能である。酸化チタンを含む実施例2の樹脂成形体用材料は、特に発光波長が440nm程度以上の半導体発光素子を用いる発光装置に好適に使用できる。
【0151】
【表1】

【0152】
[6.樹脂成形体用材料の粘度測定]
実施例1および実施例2の樹脂成形体用材料について、レオメトリクス社製RMS−800にてパラレルプレートを用い、測定温度25℃で粘度測定を行った。
その結果を表2、および図12に示す。実施例1の材料は、25℃における剪断速度1s-1および100s-1での粘度、並びにその傾きが樹脂成形体の液状射出成形に適していることがわかる。
【0153】
【表2】
【0154】
[7.ショアD硬度測定]
上記実施例1および実施例2の各試験片(厚さ3mm)を、200℃の恒温器で20分間ポストキュアした後、試験片2枚を重ね、ゴム・プラスチック硬度計KORI Durometer KR−25Dを用いて、JIS K6253に従い、試験片の中心付近のショアD硬度を測定した。
実施例1および実施例2の各試験片のショアD硬度はそれぞれ40と60であった。
比較例1の厚さ2mmの試験片についても、試験片3枚を重ね、同様にショアD硬度を測定した。硬度は90以上であった。
【0155】
[8.パッケージの液状射出成形]
実施例の樹脂成形体用材料1および2を用いて、全面銀メッキした銅リードフレームと共に液状射出成形により半導体発光装置用パッケージ1および2を成形した。該パッケージは、樹脂部が縦3.2mm×横2.7mm×高さ1.4mm、開口部の直径2.4mmの凹部を有するカップ状であり、図9の実施形態においてリフレクタ部の上縁及び角を曲面とした形状を有する表面実装型パッケージであった。樹脂成形体用材料1の成形は金型温度170℃、硬化時間20秒、樹脂成形体用材料2の成形は金型温度205℃、硬化時間20秒の条件で行った。成形したパッケージを観察したところ、バリの発生はなく、ショートモールド、離型不良の無いパッケージであった。樹脂成形体用材料1を成形したパッケージを液体窒素で凍結した状態でミクロトームにより切削し、パッケージ断面のSEM観察を行った。断面に露出したアルミナの一次粒子径は0.3μm、一次粒子のアスペクト比は1.48であった。
また、実施例1の樹脂成形体用材料1を用いて、全面銀メッキした銅リードフレームと共に液状射出成形により図1の実施形態の形状を有する表面実装型の半導体発光装置用パッケージ3を成形した。該パッケージは、樹脂部が縦5.0mm×横5.0mm×高さ1.3mm、開口部の直径4.0mmの凹部を有するカップ状、第一のインナーリードの発光素子を載置する部分の裏面が樹脂成形体から露出する形状を有する表面実装型パッケージであった。樹脂成形体用材料1の成形は金型温度180℃、硬化時間20秒の条件で行った。成形したパッケージを観察したところ、バリの発生はなく、ショートモールド、離型不良の無いパッケージであった。
比較例1のポリフタルアミド樹脂製のパッケージとしては、射出成形により製造された市販品を使用した。
【0156】
実施例1、2の樹脂材料から得られたパッケージ1、2、3および比較例1の各材料由来のパッケージについて、以下の手法にて金属配線と樹脂材料との間の接着性評価を行った。
パッケージのカップの内側を赤色の水性インクで満たし、5分間放置した後、インクを拭き取り、金属リードフレームと樹脂の間を伝ってカップの外側へ染み出したインクの有無を光学顕微鏡で確認した。実施例1および2の樹脂材料由来のパッケージであるパッケージ1、2および3は全く赤色が確認されなかったのに対して、比較例1のポリフタルアミド樹脂製のパッケージはカップの外側の金属配線と白色樹脂材料の間に赤インクの染み出しが確認された。
また、実施例1、2の樹脂材料由来のパッケージ1、2および3は何れも金属リードフレームとよく接着しており、中でもショアD硬度が比較的高い実施例2の樹脂材料由来のパッケージは、外力によるフレームと樹脂間の剥離が起こりにくく、物理的衝撃に強いことがわかった。
【0157】
[9.封止材の製造]
モメンティブ・パフォーマンス・マテリアルズ・ジャパン合同会社製両末端シラノールジメチルシリコーンオイルXC96−723を385g、メチルトリメトキシシランを10.28g、及び、触媒としてジルコニウムテトラアセチルアセトネート粉末0.791gを、攪拌翼と、分留管、ジムロートコンデンサ及びリービッヒコンデンサとを取り付けた500ml三つ口フラスコ中に計量し、室温にて15分間触媒の粗大粒子が溶解するまで攪拌した。この後、反応液を100℃まで昇温して触媒を完全溶解し、ジムロートコンデンサを用いて100℃全還流下で30分間500rpmで攪拌しつつ初期加水分解を行った。
【0158】
続いて留出ラインをリービッヒコンデンサ側に切り替えて、窒素をSV20で液中に吹き込み生成メタノール及び水分、副生する低沸点ケイ素化合物を窒素に随伴させて留去しつつ100℃、500rpmにて1時間攪拌した。窒素をSV20で液中に吹き込みながらさらに130℃に昇温、保持しつつ5時間重合反応を継続し、粘度120mPa・sの反応液を得た。なお、「SV」は「Space Velocity」の略称であり、単位時間当たりの窒素吹き込み体積比(対反応液体積)を指す。
窒素の吹き込みを停止し反応液をいったん室温まで冷却した後、ナス型フラスコに反応液を移し、ロータリーエバポレーターを用いてオイルバス上120℃、圧力1kPaで50分間、微量に残留しているメタノール及び水分、低沸点ケイ素化合物を留去し、粘度230mPa・s、屈折率1.41の無溶剤の封止材液を得た。
【0159】
[10.発光装置の製造]
[10−1.発光装置の組み立て]
実施例1の樹脂材料1由来のパッケージ1及び比較例1のパッケージを用い、次のようにして各々3種の発光装置を組み立てた。360nm、406nm、460nmの発光波長を有する半導体発光素子1個(定格電流20mA)をパッケージの凹部に露出しているインナーリード上の所定位置にシリコーンダイボンド材(信越化学工業(株)製 KER−3000−M2)を介して設置した後、該シリコーンダイボンド材を100℃で1時間、さらに150℃で2時間硬化させた。こうして半導体発光素子をパッケージ上に搭載した後、金線で該パッケージのリード電極と半導体発光素子を接続した。
また、実施例1の樹脂材料1由来のパッケージ3を用い、405nmの発光波長を有する半導体発光素子1個(定格電流350mA)をパッケージの凹部に露出しているインナーリード上の所定位置に前述のシリコーンダイボンド材を介して搭載し、金線で該パッケージのリード電極と半導体発光素子を接続した。
【0160】
[10−2.半導体発光素子の封止]
10−1にて製造した発光装置のパッケージ凹部へ、開口部上縁と同じ高さになるように前述の封止材を滴下した後、恒温器にて90℃×2時間、次いで110℃×1時間、150℃×3時間の加熱硬化を行い半導体発光素子を透明(クリア)封止した。このようにして実施例1の樹脂材料1由来であるパッケージ1、比較例1の樹脂材料由来であるパッケージ各々について360nm、406nm、460nmの発光素子を有する3種の半導体発光装置を得た。
また、実施例1の樹脂材料1由来のパッケージ3を用いた発光装置についても同様に封止し、405nmの発光素子を有する半導体発光装置を得た。
【0161】
[11.輝度の測定]
上記[10.発光装置の製造]にて製造した実施例1の樹脂材料由来のパッケージ1、及び比較例1のパッケージを用いたクリア封止半導体発光装置を点灯電源にセットし、60mAの駆動電流を通電して点灯20秒後の輝度の測定を行った。結果を表3に示す。
表3に示すように、実施例1の樹脂材料由来のパッケージを用いた透明封止の半導体発光装置は従来構成の比較例1のパッケージを用いた半導体発光装置と比較して、360nm、406nm、460nm何れの波長においても高い輝度を示すことがわかる。
なお、輝度の測定には、オーシャンオプティクス社製分光器「USB2000」(積算波長範囲:350−800nm、受光方式:100mmφの積分球)を用い、分光器本体を25℃恒温槽内に保持して測定した。なお、実施例1、比較例1ではLED装置の温度上昇を防ぐために、熱伝導性絶縁シートを介し3mm厚のアルミ板にて放熱を行った。
実施例2の樹脂材料を用いたパッケージ2を用いても、同様に発光装置を製造することができ、特に青色領域の光を発する460nmの半導体発光素子を用いた場合に、高い輝度を示す。
【0162】
【表3】
【0163】
また、実施例1の樹脂材料由来のパッケージ3を用いたクリア封止半導体発光装置を点灯電源にセットし、350mAの駆動電流を通電して点灯20秒後の輝度の測定を行ったところ、この発光装置の輝度(放射束)は0.81W,発光効率(放射束(W)/電力(W))は0.68W/Wであった。これらの値は、発光素子が載置されている部分のインナーリード裏面が樹脂成形体から露出していない構造を有する他はパッケージ3と同様に作製されたパッケージを用いた発光装置と比較すると26%高かった。
このように、本願発明に係る樹脂成形体用材料と高放熱のリード構造を組み合わせることにより、高効率で輝度の高い半導体発光装置を得ることができる。
【産業上の利用可能性】
【0164】
本発明によれば、屋内外の照明器具、ディスプレイ、携帯電話や液晶テレビ、デジタルサイネージなどのバックライト、カメラのフラッシュライト、前照灯などの車載照明、検査用や医療用の照明、植物工場などの各種照明用光源として好適に利用することができる、半導体発光装置が提供される。
【符号の説明】
【0165】
1,1A〜1G 半導体発光装置
10 (半導体発光装置用)パッケージ
11 第1のリード
11a 第1のインナーリード部
11b 第1のアウターリード部
12 第2のリード
12a 第2のインナーリード部
12b 第2のアウターリード部
13 (半導体発光装置用)樹脂成形体
13a (樹脂成形体の)連結部
14 凹部
14a 底面
14b 側面
20 発光素子
21 第1の電極
22 第2の電極
30 封止材
40 ワイヤ
50 絶縁体
60 蛍光体層
70 配線基板
80 ベース基板
90 ヒートシンク
100 下金型
110 上金型
【技術分野】
【0001】
本発明は、照明器具、ディスプレイ、携帯電話や液晶テレビなどのバックライト、デジタルサイネージ及びその他の光源などに用いられる半導体発光装置及びそれに適した半導体発光装置用パッケージ並びにそれらの製造方法に関する。
【背景技術】
【0002】
発光素子を用いた表面実装型発光装置は、小型で電力効率がよくまた発光色も鮮やかである。また、この発光素子は半導体素子であるため球切れなどの心配がない。さらに初期駆動特性が優れ、振動や点灯のオン・オフの繰り返しに強いという特徴を有する。このような優れた特性を有するため、発光ダイオード(LED)、レーザーダイオード(LD)などの発光素子を用いる発光装置は、各種の光源として利用されている。
【0003】
このような半導体発光装置は、リードと樹脂組成物とを一体的に成形した樹脂成形体を有してなる半導体発光装置用パッケージに、リードと電気的に接続された発光素子を搭載し、該発光素子を封止材で被覆した構成を基本構成とする。
前記パッケージを構成する樹脂成形体の材料としてはポリアミド等の熱可塑性樹脂に光の反射効率を上げるための反射材料として白色顔料を配合した熱可塑性樹脂組成物が広く用いられているが、半導体発光装置とするためには、近年の鉛使用回避のための高融点の鉛フリーハンダを用いるリフロー条件では耐熱性が不十分となることがあった。
そこで、熱可塑性樹脂に代え耐熱性に優れたエポキシ樹脂やシリコーン樹脂等の熱硬化性樹脂をパッケージに使用することが提案されている(特許文献1参照)。また、同特許文献1には、トランスファーモールド法によりリードと樹脂とを一体的に成形した量産性に優れた樹脂成形体および表面実装型発光装置の製造方法が記載されている。
しかしながら、半導体発光装置用パッケージに使用される樹脂の耐熱性、耐光性、密着性や量産性の面で更なる改良が求められており、また半導体発光装置用パッケージを構成するリードや樹脂成形体の構造及びその構造に適合した成形方法についても更なる改善が求められていた。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2006−156704号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来より用いられている熱可塑性樹脂による射出成形法は生産性のよさが利点であったが、これを半導体発光装置用パッケージに適用しようとすると、樹脂が高粘度である上に、反射材料として白色顔料を配合すると組成物の粘度がさらに高くなって流動性が低下するため、白色顔料の添加量をあまり多くすることはできなかった。
また、従来この用途に用いられる熱可塑性樹脂は高いガラス転移温度(Tg)を確保するために紫外吸収があり耐熱耐光性に劣る芳香族成分を多く含むので、屈折率が高くなり、従って用いることができる白色顔料もバインダ樹脂との屈折率差が大きく少量添加にて高い反射率を得られるチタニア等に限られていた。チタニアは可視光領域において少量にて高い反射率が得られるが、樹脂、チタニア共に紫外領域に吸収があるため青〜紫外領域においては反射率が低くなる。この結果、射出成形に用いるためには「芳香族基含有樹脂+チタニア」に代表される組成しか選択できず、結果的に耐熱・耐光性が劣り、反射率の低いパッケージしか得ることができなかった。
【0006】
一方で、特許文献1に開示されたトランスファー成形法では、室温で固形状の原料組成物が用いられるため、芳香族成分を用いることなく極性基や剛直な有機基を多く含む熱硬化性樹脂組成物や半硬化状のエポキシ化合物を用いることができる。しかしながら得られる硬化物は有機骨格主体の樹脂であるため耐熱性は十分とはいえなかった。またこれらの熱硬化性樹脂の屈折率も高いため、やはり反射材としてはチタニアを主体に使用する組成しか選択できず、広い波長域において高い反射率を有するパッケージを得ることは困難であった。また、トランスファー成形は射出成形と比較して成形サイクルが長く、大量生産には不向きで、成形品の形状選択の自由度にも課題があった。更に、多数個を1回のショットで製造するためには高価なダイサーを必要とするなど、設備投資面での問題もあった。
【0007】
本発明は、上述の従来技術の課題を解決し、耐熱・耐光性に優れ、広い波長範囲において薄肉でも高い反射率を有し、成形性、量産性に優れた半導体発光装置用パッケージ、半導体発光装置、及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者は、上記課題を解決すべく鋭意研究を重ねた結果、下記の発明が上記目的に合致することを見出し、本発明に至った。
【0009】
本発明の半導体発光装置用パッケージは、第1のリードと、第2のリードと、第1のリード及び第2のリードと一体的に成形されてなる樹脂成形体とを有してなる半導体発光装置用パッケージであって、
第1のリードは第1のインナーリード部と第1のアウターリード部とを有しており、第1のインナーリード部は前記樹脂成形体中に配置されており、第1のアウターリード部は前記樹脂成形体から露出されており、
第2のリードは第2のインナーリード部と第2のアウターリード部とを有しており、第2のインナーリード部は前記樹脂成形体中に配置されており、第2のアウターリード部は前記樹脂成形体から露出されており、
前記樹脂成形体は、(A)ポリオルガノシロキサン、(B)一次粒子のアスペクト比が1.2以上4.0以下、一次粒子径が0.1μm以上2.0μm以下の白色顔料、及び(C)硬化触媒を含有する熱硬化性シリコーン樹脂組成物から形成されてなり、
当該半導体発光装置用パッケージには、底面と側面とを持つ凹部が形成されており、
前記凹部の底面は、第1のインナーリード部及び第2のインナーリード部を含み、かつ少なくともその一部が露出するように構成され、前記凹部の側面は、前記樹脂成形体から構成されることを特徴とする。
【0010】
本発明において、「樹脂成形体」とは、半導体発光装置用樹脂組成物を成形して得られるものをいい、「半導体発光装置用パッケージ」(以下、単に「パッケージ」と記載する場合がある。)とは、導電性金属であるリードと樹脂成形体の原料である半導体発光装置用樹脂組成物とが一体的に成形されたものである。
また、「半導体発光装置」とは、上記半導体発光装置用パッケージと、半導体発光素子(以下、単に「発光素子」と記載する場合がある。)及び該半導体発光素子を被覆する封止材等を含む発光装置である。
また、本発明において「リード」は、いわゆる「リード線」、即ち、導電配線の他に、所謂「リードフレーム」といわれる、電気的な接続に用いられる板状その他の任意の形状に成形された導電体をも含むものである。
【0011】
また、「インナーリード部」は、リードの中で樹脂成形体の内側に設置される部分をいう。インナーリード部は、樹脂成形体の凹部底面から少なくともその一部が露出しており、露出部において発光素子の電極と電気的に接続される。
「アウターリード部」は樹脂成形体の凹部が形成された面(以下「主面」ということがある)と反対の面(以下「裏面」ということがある)または樹脂成形体から外部に露出するリードの部分をいい、放熱効率の向上と外部電極との電気的接続に用いられ、このアウターリード部を所定の長さとして折り曲げて使用する等により、照明器具等にそのまま実装することも可能となる。
【0012】
本発明の半導体発光装置用パッケージは、樹脂成形体部分に上記熱硬化性シリコーン樹脂組成物を用いていることにより、成形性、耐熱性、耐光性、密着性、反射率等に優れる。また、発光素子を載置しやすい構造とすることができる。
なお、前記凹部の底面において、第1のインナーリード部及び第2のインナーリード部の少なくとも一部は露出された構造となるが、露出部分の少ない構造であると、本発明の反射率に優れる樹脂成形体により、発光素子からの光の反射効率を高めることができる。 また、樹脂成形体から延びる第1のアウターリード部及び第2のアウターリード部は露出することによって、発光素子から発生する熱を外部に放熱することができる。
【0013】
なお、樹脂成形体を形成する熱硬化性シリコーン樹脂組成物に含まれる、(A)ポリオルガノシロキサン、(B)白色顔料、及び(C)硬化触媒の詳細ついては、実施形態の説明にて記載する。
【0014】
本発明の半導体発光装置用パッケージにおいて、樹脂成形体を構成する熱硬化性シリコーン樹脂組成物中の(A)ポリオルガノシロキサンが、常温、常圧下で液体の熱硬化性ポリオルガノシロキサンであることが好ましい。
なお、上記「常温」とは20℃±15℃(5〜35℃)の範囲の温度をいい、「常圧」とは大気圧に等しい圧力をいい、ほぼ一気圧である。また、「液体」とは流動性の有る状態をいう。
【0015】
本発明の半導体発光装置用パッケージにおいて、前記熱硬化性シリコーン樹脂組成物が、さらに(D)硬化速度制御剤を含有することが好ましい。
【0016】
さらに前記熱硬化性シリコーン樹脂組成物が、(E)流動性調整剤を含有することが好ましい。
なお、前記樹脂組成物が、(E)流動性調整剤を含有する場合、該樹脂組成物中の、(B)白色顔料及び(E)流動性調整剤の合計含有量は、50重量%以上85重量%以下であることが好ましい。
【0017】
また、前記樹脂成形体は、液状射出成形(LIM)法により成形されたものであることが好ましい。液状射出成形(LIM)法による成形は連続的な成形が可能であることから大量生産に適し、無駄な硬化物が発生せず二次加工が不要(すなわちバリが発生しにくい)であり、樹脂成形体の成形工程の自動化、成形サイクルの短縮化、成形品のコスト削減が可能になる等大きなメリットがある。LIM成形とトランスファー成形とを比較すると、LIM成形は、成形形状の自由度が高く、単位生産量あたりの成形機および金型価格が比較的安価であるというメリットがある。
【0018】
本発明の半導体発光装置は、上記半導体発光装置用パッケージと、半導体発光素子と、該半導体発光素子を被覆する封止材と、を少なくとも有してなり、前記半導体発光素子は、半導体発光装置用パッケージの凹部の底面にて露出された第1のインナーリード部に載置され、かつ、第1のインナーリード部及び第2のインナーリード部と電気的に接続されていることを特徴とする。上記半導体発光装置用パッケージを用いることにより、耐久性(耐光性、耐熱性)が高く、かつ優れた反射率によりLED出力を向上させることができる。さらに、所定の長さを有する第1のリードと第2のリードを折り曲げ等して用いることができるため、外部電極と電気的に接続し易く、既存の照明器具等に実装してそのまま使用することもできる。
【0019】
本発明の半導体発光装置用パッケージの製造方法は、第1のインナーリード部と第1のアウターリード部を有する第1のリードと、第2のインナーリード部と第2のアウターリード部を有する第2のリードと、樹脂成形体とを一体的に成形してなり、底面と側面とを持つ凹部を有し、かつ、前記凹部の底面が第1のインナーリード部及び第2のインナーリード部を含んで構成され、前記凹部の側面が前記樹脂成形体から構成される半導体発光装置用パッケージの製造方法であって、
前記樹脂成形体の形状に対応する凹部及び前記パッケージにおける凹部の形状に対応する凸部が形成された金型における、前記凸部の上面が前記パッケージにおける凹部の底面に対応する第1のインナーリード部及び第2のインナーリード部と密着するように、第1のリードと第2のリードとを上金型と、下金型とで挟み込む第1の工程と、
上金型と下金型との隙間で形成される空間部分に、(A)ポリオルガノシロキサン、(B)一次粒子のアスペクト比が1.2以上4.0以下、一次粒子径が0.1μm以上2.0μm以下の白色顔料、および(C)硬化触媒を含有する液状熱硬化性シリコーン樹脂組成物を射出して充填する第2の工程と、
充填された液状熱硬化性シリコーン樹脂組成物を加熱して硬化し、前記樹脂成形体を成形する第3の工程と、を少なくとも有することを特徴とする。
【0020】
これにより、第1の工程で第1のインナーリード部と第2のインナーリード部とを上金型と下金型で挟み込むため、液状熱硬化性シリコーン樹脂組成物を射出成形する第2及び第3の工程における、リードのばたつきを抑制することができ、バリの発生がない樹脂成形体を製造することができる。
また、液状射出成形法によって樹脂成形体を形成するため、複雑な形状の凹部を有す
る樹脂成形体を製造することができ、さらには連続的な成形が可能であることから大量生産に適し、バリが発生しにくいため二次加工が不要であり、樹脂成形体の成形工程の自動化、成形サイクルの短縮化、成形品のコスト削減が可能になるという利点がある。
また、発光素子を載置する部分に相当する第1のインナーリード部を露出することができ、また、凹部の底面にリードを露出させることで、放熱性を向上させることができる。
【0021】
本発明の製造方法において、第2の工程が、射出成形機を用いて行われ、かつ、射出成形圧力が、10kg/cm2以上2000kg/cm2以下であることが好ましく、より好ましくは100kg/cm2以上1800kg/cm2以下、さらに好ましくは200kg/cm2以上1600kg/cm2以下、特に好ましくは370kg/cm2以上1200kg/cm2以下である。
【0022】
本発明の製造方法において、第2の工程が、射出成形機を用いて行われ、かつ、射出成形機のシリンダー温度(設定温度)が、0℃以上100℃以下であることが好ましい。
【0023】
本発明の製造方法において、液状射出成形時の硬化温度が120℃以上230℃以下であり、かつ、成形時間が3秒以上10分間以下であることが好ましい。
【0024】
本発明の製造方法において、前記液状熱硬化性シリコーン樹脂組成物の粘度が、25℃、剪断速度100/sの条件で、10Pa・s以上10000Pa・s以下であることが好ましい。
【0025】
本発明の半導体発光装置の製造方法は、第1のインナーリード部と第1のアウターリード部を有する第1のリードと、第2のインナーリード部と第2のアウターリード部を有する第2のリードと、樹脂成形体とを一体的に成形してなり、底面と側面とを持つ凹部を有し、かつ、前記凹部の底面が第1のインナーリード部及び第2のインナーリード部を含んで構成され、前記凹部の側面が前記樹脂成形体から構成される半導体発光装置用パッケージと、該パッケージの凹部に設置された半導体発光素子と、該半導体発光素子を被覆する封止材と、を有する半導体発光装置の製造方法であって、
前記樹脂成形体の形状に対応する凹部及び前記パッケージにおける凹部の形状に対応する凸部が形成された金型における、前記凸部の上面が前記パッケージにおける凹部の底面に対応する第1のインナーリード部及び第2のインナーリード部と密着するように、第1のリードと第2のリードとを上金型と、下金型とで挟み込む第1の工程と、
上金型と下金型とで挟み込まれた凹み部分に(A)ポリオルガノシロキサン、(B)一次粒子のアスペクト比が1.2以上4.0以下、一次粒子径が0.1μm以上2.0μm以下の白色顔料、および(C)硬化触媒を含有する液状熱硬化性シリコーン樹脂組成物を射出して充填する第2の工程と、
充填された液状熱硬化性シリコーン樹脂組成物を加熱して硬化し、樹脂成形体を成形する第3の工程と、
上金型を取り外す第4の工程と、
半導体発光素子を該パッケージの凹部に設置するとともに、該半導体発光素子が持つ第1の電極と第1のインナーリード部とを電気的に接続し、該半導体発光素子が持つ第2の電極と第2のインナーリード部とを電気的に接続する第5の工程と、
半導体発光素子が載置された前記パッケージにおける凹部内に封止材用熱硬化性樹脂組成物を配置する第6の工程と、
前記パッケージにおける凹部内に装入された封止材用熱硬化性樹脂組成物を加熱して硬化し、封止材を成形する第7の工程と、
を有することを特徴とする。
【発明の効果】
【0026】
本発明によれば、耐久性(耐光性、耐熱性)が高く、かつ優れた反射率によりLED出力を向上させることが可能な半導体発光装置用パッケージ及び該パッケージを備えた半導体発光装置が提供される。
【図面の簡単な説明】
【0027】
【図1】半導体発光装置の一例を示す概略断面図である。
【図2】半導体発光装置の一例を示す概略平面図である。
【図3】他の実施形態に係る半導体発光装置を示す概略断面図である。
【図4】他の実施形態に係る半導体発光装置を示す概略断面図である。
【図5】他の実施形態に係る半導体発光装置を示す概略断面図である。
【図6】他の実施形態に係る半導体発光装置を示す概略断面図である。
【図7】他の実施形態に係る半導体発光装置を示す概略断面図である。
【図8】他の実施形態に係る半導体発光装置を示す概略断面図である。
【図9】他の実施形態に係る半導体発光装置を示す概略断面図である
【図10】図1及び図2の実施形態に係る半導体発光装置の製造工程を示す概略断面図である。
【図11】本発明における各試験片の反射率の測定結果を示すグラフである。
【図12】実施例1における樹脂成形体用材料の粘度の測定結果を示すグラフである。
【発明を実施するための形態】
【0028】
以下、本発明に係る半導体発光装置用パッケージ及び半導体発光装置並びそれらの製造方法を、実施形態及び実施例を用いて説明する。
【0029】
<1.半導体発光装置の概要>
半導体発光装置の概要を図1を例にして説明する。図1は、半導体発光装置の一例を示す概略断面図である。図2は、その概略平面図である。なお、図1は、図2のA−Aの概略断面図である。
【0030】
図1の半導体発光装置1は、パッケージ10と、パッケージ10に載置される発光素子20と、発光素子20を被覆する封止材30とを有する。パッケージ10は、発光素子20を載置するための第1のリード11と、発光素子20と電気的に接続される第2のリード12と、半導体発光装置用樹脂成形体13を一体的に成形してなる。
【0031】
発光素子20は、同一面側に正負一対の第1の電極21と第2の電極22とを有している。本明細書においては、同一面側に正負一対の電極を有するものについて説明するが、発光素子の上面と下面とから正負一対の電極を有するものを用いることもできる。この場合、発光素子の下面の電極はワイヤを用いずに、電気伝導性のあるダイボンド部材を用いて第1のリード11と電気的に接続すればよい。
【0032】
第1のリード11は第1のインナーリード部11aと第1のアウターリード部11bとを有している。発光素子20は、第1のインナーリード部11a上にダイボンド部材を介して載置されている。第1のインナーリード部11aは、発光素子20が持つ第1の電極21とワイヤ40を介して電気的に接続されている。第1のリード11は、樹脂成形体13の側面外側に露出する第1のアウターリード部11bを有しており、第1のアウターリード部11bは、外部電極(図示せず)と電気的に接続される。そのため、材質としては、金属等の導電性部材を用いる。
【0033】
第2のリード12は第2のインナーリード部12aと第2のアウターリード部12bとを有している。第2のインナーリード部12aは、発光素子20が持つ第2の電極22とワイヤ40を介して電気的に接続されている。第2のリード12は、樹脂成形体13の側面外側に露出する第2のアウターリード部12bを有しており、第2のアウターリード部12bは、外部電極(図示せず)と電気的に接続されるため、材質としては、金属等の導電性部材を用いる。
第1のリード11と第2のリード12とは短絡しないように、裏面側において第1のリード11と第2のリード12との近接する部分の表面には、絶縁体50が設けられている。
また、第1のインナーリード部11aと第2のインナーリード部12aの裏面は露出せずパッケージの一部である樹脂成形体に覆われ一体的に成形されていてもよい。
【0034】
樹脂成形体13は、第1のリード11と第2のリード12と一体的に成形され、パッケージ10を構成する。図2のA−A線断面において、樹脂成形体13は、上部開口面において底面14aと比較して同等径又は広口に開口した連通口を有する。
樹脂成形体13は、液状射出成形(LIM)法により成形することができる。樹脂成形体13用の樹脂組成物としては、後述する熱硬化性シリコーン樹脂組成物が用いられる。
【0035】
パッケージ10には、底面14aと側面14bとを含む凹部14が形成されている。
図1、2に示すように底面14aは、第1のインナーリード部11a、及び第2のインナーリード部12aのそれぞれ一部、及び、樹脂成形体13の連結部13aからなり、また、側面14bは、樹脂成形体13に形成された開口した連通穴の壁面からなる。
なお、第1のリード11の第1のインナーリード部11aは、凹部14の底面14aから露出している。この露出部分にダイボンド部材を介して発光素子20を載置している。
なお、凹部14の開口部は、底面14aよりも広口になっており、樹脂成形体13で形成される側面14bには傾斜が設けられていることが好ましい。
【0036】
封止材30は、発光素子20を被覆するように凹部14内に装入される。封止材30は、熱硬化性樹脂あるいは熱硬化性樹脂を主成分とする組成物(以下、「封止材用熱硬化性樹脂組成物」と総称する。)を用いており、発光素子20の光を直接利用する場合には透明封止するが、発光素子20の光を任意の波長に変換する場合には、通常、蛍光体を含有している。なお、蛍光体は、通常、封止材30よりも比重の大きいものが使用されるため、凹部14の底面14a側に沈降している。蛍光体が発光素子の熱や光により劣化しやすい場合など、蛍光体を沈降させたくない時には、封止材30にヒュームドシリカなどのチキソ性付与剤を添加して蛍光体の沈降を抑制し、凹部14内に均一に分散させることもできる。
【0037】
樹脂成形体13を構成する熱硬化性シリコーン樹脂組成物と封止材30を構成する封止材用熱硬化性樹脂組成物とはそれぞれ熱硬化性樹脂を用いている点で共通しており、膨張係数などの物理的性質が近似していることから密着性が極めてよい。また、上記構成にすることにより、耐熱性、耐光性等に優れた半導体発光装置を提供することができる。
【0038】
以下、各構成部材について詳細に説明する。
<2.半導体発光装置用パッケージ>
<2.1.パッケージ概要>
上述のように半導体発光装置用パッケージ10は、発光素子20を載置するための第1のリード11と、発光素子20と電気的に接続される第2のリード12と、半導体発光装置用樹脂成形体13とが一体的に構成されている。
【0039】
パッケージ10は、底面14aと側面14bとを持つ凹部14を有している。
第1のリード11の第1のインナーリード部11aは、凹部14の底面14aの一部を形成している。第2のリード12の第2のインナーリード部12aは、凹部14の底面14aの一部を形成しており、第1のインナーリード部11aと(樹脂成形体の)連結部13aを介して所定の間隔離れている。これらのインナーリード部11a、12aの主面側及びアウターリード部11b,12bはそれぞれ樹脂成形体から露出しており、この部位からの電気的接続が可能となっている。パッケージ10を他の配線基板上に表面実装する場合には、パッケージ10の裏面に当たる部分に各リード11,12を露出させることにより側面のみならず裏面側からも電気接続することができる。また、高放熱とするためにインナーリード部11a,12aの裏面に当たる部分を露出させることもできる。インナーリード部11a,12aの裏面露出部はアウターリード部11b,12bと同様に電気的接続が可能となる。なお、発光素子20は、凹部14の底面14aに露出する第1のインナーリード部11aに載置される。
【0040】
凹部14は、開口方向に広口となるように傾斜を設けられている。これにより開口方向への光の取り出し効率を向上することができる。ただし、傾斜を設けず、円筒形状の凹部とすることもできる。また、傾斜面は平滑な方が好ましいが凹凸を設けることもできる。凹凸を設けることにより樹脂成形体13と封止材30との界面の密着性を向上することができる。凹部14の傾斜角度は、底面から95°以上150°以下が好ましいが、100°以上120°以下が特に好ましい。
【0041】
なお、パッケージ10の主面側の形状は矩形であるが、楕円、円形、五角形、六角形等とすることもできる。凹部14の主面側の形状は、円〜楕円であるが、矩形、五角形、六角形等とすることも可能である。必要に応じて、カソードマークを付けてもよい。
【0042】
<2.2.(半導体発光装置用)樹脂成形体>
樹脂成形体13の材質である熱硬化性シリコーン樹脂組成物は、(A)ポリオルガノシロキサン、(B)一次粒子のアスペクト比が1.2〜4.0、一次粒子径が0.1〜2.0μmの白色顔料、および(C)硬化触媒を含有してなり、その他必要に応じて、(D)硬化速度制御剤、(E)流動性調整剤を含有してなる。
熱硬化性シリコーン樹脂組成物については別途説明する。
【0043】
また、本発明に用いる樹脂成形体は、熱伝導率が0.4W/(m・K)以上3.0W/(m・K)以下であることが好ましく、0.6W/(m・K)以上2.0W/(m・K)以下であることがより好ましい。熱伝導率は、例えばアイフェイズ・モバイル(アイフェイズ社製)を用いて測定することができる。
なお、この評価のため樹脂組成物から成形体を作製する場合の硬化条件は180℃×4分間とする。
【0044】
半導体発光装置においては、半導体発光素子から発せられる光により発熱が生じ、特に該素子の出力が大きい場合は発熱量がより大きくなる。この発熱により樹脂成形体近傍の蛍光体層の劣化が生じ、該装置の耐久性を低下させてしまうことがある。また、蛍光体や半導体発光素子は高温になるほど発光効率が低下するため、発光装置内に発生した熱は、速やかに系外に放熱することが好ましい。
かかる問題に対し、本発明者らは、樹脂成形体の熱伝導率を上記範囲とすることにより、樹脂成形体およびそれを用いて構成した半導体発光装置の放熱性が向上し、該装置の耐久性や発光効率が向上することを見出した。
上記熱伝導率が0.4W/(m・K)より小さいと、該装置において半導体発光素子から発せられる光による発熱により該装置に含まれる蛍光体層が熱劣化しやすくなる。
また、上記熱伝導率が3.0W/(m・K)を超えるようにするためには、熱伝導率を優先させるため反射率の低い白色顔料を多量に使用せざるを得なかったり、フィラーの配合量が多くなって組成物の粘度が液状射出成形ができないほどの高粘度になったりすることがある。
上記熱伝導率は、後述の熱硬化性シリコーン樹脂組成物に含有させる(B)白色顔料としてアルミナや窒化硼素を用いることにより上記範囲に制御することができる。
【0045】
また、本発明に用いる樹脂成形体は、紫外〜可視光の反射率が高いことが好ましい。具体的には、本発明に用いる半導体発光素子が青色発光する素子である場合に多く含まれる波長成分である波長460nmの光の反射率が80%以上であることが好ましく、90%以上であることがより好ましい。また、同様に半導体発光素子が紫色発光する素子である場合には波長400nmの光の反射率が60%以上であることが好ましく、80%以上であることがより好ましく、90%以上であることが更に好ましい。さらに、紫外発光する素子である場合には、波長360nmの光の反射率が60%以上であることが好ましく、80%以上であることがより好ましく、90%以上であることが更に好ましい。
発光素子の発光波長に対する反射率が高いほど高効率かつ高輝度の半導体発光装置とすることができる。素子の発光を直接利用する半導体発光装置場合のみならず、蛍光体を用いて発光素子の発光色をさらに長波長側に変換して用いる場合でも、発光素子の光が減衰せず蛍光体に入射するため発光効率が高く高輝度の半導体発光装置とすることができる。
発光素子の発光色の一部又は全部を蛍光体により波長変換し、必要に応じて半導体発光素子の発光波長と混色して白色光とする場合、樹脂成形体の反射率は用いる半導体発光素子の発光波長以上の可視光全域、通常460nm以上750nm、好ましくは400nm以上780nm、さらに好ましくは350nm以上800nmのより広い領域において80%以上であることが好ましく、90%以上であることが更に好ましい。
ここで、本発明における樹脂成形体の反射率は、厚さ0.4mmの試験片の反射率をいう。試験片の調製は、例えば、10kg/cm2の圧力下、180℃で4分間、硬化させることにより行うことができる
樹脂成形体の反射率は、原料樹脂の種類(例えば、樹脂の屈折率や官能基組成を変えることにより反射率を制御することができる。)やフィラーの種類、フィラーの粒径や含有量などにより制御することができる。
【0046】
また、本発明に用いる樹脂成形体は、ショアD硬度が25以上85以下であることが好ましく、30以上80以下であることがより好ましく、35以上75以下であることが特に好ましい。ショアD硬度は例えばゴム・プラスチック硬度計KORI Durometer KR−25Dを用いて、JIS K6253に従い測定することができる。
樹脂成形体が小さく通常の硬度計にて直接ショアD硬度を測定できない場合には、例えばヒルデブランド社製マイクロ全自動IRHDマイクロゴム硬さ測定システムのような微小部品用の硬度計を使用し測定した値を用いてもよい。
ショアD硬度がこの範囲より小さいと得られる成形体が応力により変形しやすく、発光装置として使用した場合にワイヤ断線が起きたり、機械搬送時に変形破損したりする恐れがある。また、ショアD硬度がこの範囲より大きいと得られる成形体が硬く応力緩和しにくいため、熱衝撃や物理衝撃によってリードが樹脂成形体から剥離しやすくなる。リードと樹脂成形体に隙間ができると隙間より環境中の水分や硫黄酸化物などが封止部に侵入し、発光装置として使用時に見た目に破損が無くてもリード上の銀メッキ着色や半導体発光素子や蛍光体の水分劣化が起きて発光装置の輝度の早期低下につながることがある。従来の半導体パッケージ用樹脂成形体は、線膨張係数を小さくするために硬質の樹脂を使用し無機充填剤を多く含有させてできるだけ高硬度としていたが、半導体発光装置においては意外にも適度な弾性を有する方が熱衝撃や物理衝撃に強くリードの剥離が起きにくいパッケージとすることができる。
【0047】
<2.3.リード>
本発明の半導体発光装置は、通常、上述のように第1のリード及び第2のリードを有している。
図1及び図2の実施形態において、第1のリード11は、第1のインナーリード部11aと第1のアウターリード部11bとを有する。第1のインナーリード部11aは、凹部14の底面14aから露出しており、その露出した部分に発光素子20を載置する。この露出した第1のインナーリード部11aは、発光素子20を載置する面積を有していればよい。第1のリードは熱伝導性、電気伝導性などの観点からより面積が広い方が好ましい。第1のインナーリード部11aは、発光素子20の第1の電極21とワイヤ40を介して電気的に接続されている。
上述のように第1のアウターリード部11bは、樹脂成形体13から露出している部分である。第1のアウターリード部11bは、外部電極と電気的に接続されるとともに熱伝達する作用も有する。
なお、本発明の樹脂成形体の反射率が第1のリードより高く、発光素子の下面がサファイヤ基板等の絶縁体で第1のリードと直接接する必要が無い場合には、反射効率を優先するため第1のリードの上に樹脂成形体が被覆されその上に発光素子が戴置されていてもよい。この場合第1のインナーリード部は発光素子から離れた位置に発光素子20の第1の電極21とワイヤ40を接続するための露出部を有する。
【0048】
第2のリード12は、第2のインナーリード部12aと第2のアウターリード部12bとを有する。第2のインナーリード部12aは、凹部14の底面14aから露出している。この露出した第2のインナーリード部12aは、発光素子20の第2の電極22と電気的に接続する面積を有していればよい。第2のリードは、熱伝導性、電気伝導性の観点からより面積が広い方が好ましい。裏面側の第1のアウターリード部11bと第2のアウターリード部12bとは樹脂成形体13から露出しており、必要に応じ折り曲げ等の加工を行ってよいが、実装時に他の配線基板に接する部分は実質的に同一平面上にある。これにより半導体発光装置の実装安定性を向上することができる。また他の配線基板上に半田リフロー実装する際に第1のリードと第2のリードの裏面間が半田により短絡することを防止するため、電気絶縁性の絶縁体50を薄くコーティングすることもできる。絶縁体50は樹脂などである。
【0049】
第1のリード11及び第2のリード12は、鉄、リン青銅、銅合金等の電気良導体を用いて構成することができる。また、発光素子20からの光の反射率を向上させるため、第1 のリード11及び第2 のリード12の表面に銀、アルミニウム、銅や金等の金属メッキを施すこともできる。また、第1のリード11及び第2のリード12の表面は、その反射率を向上させるため、平滑にすることが好ましい。また、放熱性を向上させるため第1のリード11及び第2のリード12の面積は大きくすることができる。これにより発光素子20の温度上昇を効果的に抑えることができ、発光素子20に比較的多くの電気を流すことができる。また、第1のリード11及び第2のリード12を肉厚にすることにより放熱性を向上することができる。肉厚化することで第1のリード11及び第2のリード12を折り曲げるなどの成形工程が困難となった場合は所定の大きさに切断した部材として組み立ててもよい。また、第1のリード11及び第2のリード12を肉厚にすると、第1のリード11及び第2のリード12のたわみが少なくなり、発光素子20の実装をし易くすることができる。逆に、第1のリード11及び第2のリード12を薄い平板状とすると、折り曲げやすくなり、所定の形状への成形が容易となる。
【0050】
なお、第1のリードの裏面側の露出部分と第2のリードの裏面側の露出部分は、実質的に同一平面上にあることが好ましい。これにより、半導体発光装置の実装時の安定性を向上することができる。また、露出部分が同一平面上にあることから、平板上の外部電極に半田を用いて半導体発光装置を載置して実装すればよく、半導体発光装置の実装性を向上させることができる。さらに、金型による成形がより容易となる。
【0051】
第1のリード11及び第2のリード12は、正負の電極となるので、それぞれ少なくとも1つずつあればよいが、複数設けることもできる。また、第1のリードフレーム11に複数の発光素子20を載置する場合は、複数の第2のリードフレーム12を設ける場合もある。
【0052】
<2.4.半導体発光素子>
発光素子20は、近紫外領域の波長を有する光を発する近紫外半導体発光素子、紫領域の波長の光を発する紫半導体発光素子、青領域の波長の光を発する青色半導体発光素子などを用いることが可能であり、通常、これらの発光素子は350nm以上520nm以下の波長を有する光を発する。
【0053】
発光素子として具体的には、基板上にGaAlN、ZnS、ZnSe、SiC、GaP、GaAlAs、AlN、InN、AlInGaP、InGaN、GaN、AlInGaN等の半導体を発光層として形成させたものが用いられる。
半導体の構造としては、MIS接合、PIN接合やPN接合を有したホモ構造、ヘテロ構造あるいはダブルへテロ構成のものが挙げられる。半導体層の材料やその混晶度によって発光波長を紫外光から赤外光まで種々選択することができる。発光層は、量子効果が生ずる薄膜とした単一量子井戸構造や多重量子井戸構造としてもよい。
【0054】
屋外などでの使用を考える場合、高輝度な発光素子を形成可能な半導体材料として窒
化ガリウム系化合物半導体を用いることが好ましく、また、赤色ではガリウム・アルミニ
ウム・砒素系の半導体やアルミニウム・インジウム・ガリウム・燐系の半導体を用いる
ことが好ましいが、用途によって種々利用することもできる。
【0055】
窒化ガリウム系化合物半導体を使用した場合、半導体基板にはサファイヤ、スピネル、
SiC、Si、ZnOやGaN単結晶等の材料が用いられる。結晶性のよい窒化ガリウムを量産性よく形成させるためにはサファイヤ基板を用いることが好ましい。
窒化ガリウム系化合物半導体は、不純物をドープしない状態でN型導電性を示す。なお、発光効率を向上させる等所望のN型窒化ガリウム半導体を形成させる場合は、N型ドーパントとしてSi、Ge、Se、Te、C等を適宜導入することが好ましい。
【0056】
一方、P型窒化ガリウム半導体を形成させる場合は、P型ドーパンドであるZn、Mg、Be、Ca、Sr、Ba等をドープさせる。窒化ガリウム系半導体は、P型ドーパントをドープしただけではP型化しにくいためP型ドーパント導入後に、炉による加熱、低電子線照射やプラズマ照射等によりアニールすることでP型化させる必要がある。こうして形成された半導体ウエハーを部分的にエッチングなどさせ正負の各電極を形成させる。その後半導体ウエハーを所望の大きさに切断することによって発光素子を形成させることができる。
【0057】
こうした発光素子20は、適宜複数個用いることができ、その組み合わせによって白色表示における混色性を向上させることもできる。例えば、緑色系が発光可能な発光素子20を2 個、青色系及び赤色色系が発光可能な発光素子20をそれぞれ1個ずつとすることができる。なお、表示装置用のフルカラー発光装置として利用するためには赤色系の発光波長が610nmから700nm、緑色系の発光波長が495nmから565nm、青色系の発光波長が430nmから490nmであることが好ましい。本発明の半導体発光装置において白色系の混色光を発光させる場合は、蛍光体からの発光波長との補色関係や透光性樹脂の劣化等を考慮して発光素子の発光波長は400nm以上530nm以下が好ましく、420nm以上490nm以下がより好ましい。発光素子と蛍光体との励起、発光効率をそれぞれより向上させるためには、450nm以上475nm以下がさらに好ましい。なお、比較的紫外線により劣化されにくい部材との組み合わせにより400nmより短い紫外線領域或いは可視光の短波長領域を主発光波長とする発光素子を用いることもできる。
なお、発光効率を向上させるために、発光層直下に蒸着等により金属反射膜を設けサファイヤ等の基板を剥離除去し、新たな支持基板となるGeやSiなどのウエハーに貼り替えた裏面メタル反射層付き発光素子を用いることもできる。
【0058】
<2.5.封止材>
封止材30は、発光素子20が載置されたパッケージ10における凹部14内に装入され、これにより発光素子20を被覆する。
封止材30は、外部環境からの外力や埃、水分などから発光素子20を保護すると共に発光素子20から出射される光を効率よく外部に放出することを可能とする。
前記のように、発光素子20の屈折率と空気の屈折率とは大きく異なるため、発光素子20から出射された光は効率よく外部に出力されてこないのに対し、封止材30で発光素子20を被覆することにより、発光素子20から出射された光を効率よく外部に出力することができる。また、発光素子20から出射された光の一部は凹部14の底面14a及び側面14bに照射され、反射して、発光素子20が載置されている主面側に出射される。これにより主面側の発光出力の向上を図ることができる。さらに、樹脂成形体13で凹部14の底面14aを覆うよりも、第1のリード11は金属であるため発光素子20からの光の反射効率を高めることができる。
【0059】
封止材30を構成する封止材用樹脂組成物として熱硬化性樹脂組成物を使用することが好ましい。これによって、半導体発光装置用パッケージにおける樹脂成形体を構成する熱硬化性シリコーン樹脂組成物と封止材を構成する封止材用熱硬化性樹脂組成物とはそれぞれ熱硬化性樹脂である点で共通するため、化学的性質や膨張係数などの物理的性質が近似していることから密着性がよく、樹脂成形体と封止材との界面での剥離を防止することができる。
これは熱硬化性シリコーン樹脂組成物から得られる成形体は、表面に多数の反応性官能基を有しているため、熱硬化性樹脂ベースの封止材用樹脂組成物と強固な接着界面を形成することができるからである。
更に、封止材用樹脂組成物として、熱硬化性シリコーン樹脂組成物と同種の熱硬化性樹脂を用いることにより界面張力の低減による接着力の改善だけでなく、界面で硬化反応が進行し極めて強固な密着性を得ることが可能となる。
【0060】
封止材の主成分の熱硬化性樹脂としては、透明性、耐光性、耐熱性に優れ、長期間使用してもクラックや剥離を生じることなく半導体発光装置を封止することができる樹脂が用いられる。
熱硬化性樹脂としては、例えば、エポキシ樹脂、変性エポキシ樹脂、シリコーン樹脂、変性シリコーン樹脂、アクリレート樹脂、ウレタン樹脂等が例示され、その一種又は二種以上が使用できる。この中でもエポキシ樹脂、変性エポキシ樹脂、シリコーン樹脂、変性シリコーン樹脂が透明性、電気絶縁性に優れ、化学的に安定な点で好ましく、特にシリコーン樹脂、変性シリコーン樹脂は耐光性、耐熱性に優れ前記樹脂成形体と同種類の樹脂であることから密着性等に優れ好適に使用される。
封止材30は、発光素子20を保護するため硬質のものが好ましい。封止材30は、所定の機能を持たせるため、フィラー、拡散剤、顔料、蛍光体、反射性物質からなる群から選択される少なくとも1種を混合することもできる。ここで用いることができる拡散剤としては、チタン酸バリウム、酸化チタン、酸化アルミニウム、酸化珪素等が好ましい。また、所望外の波長の光をカットする目的で有機や無機の染料や顔料を含有させることができる。さらに、封止材30に、発光素子20からの光の波長を変換する蛍光体の一種又は二種以上を含有させることも好ましい。
【0061】
また、封止材30は上記の助剤以外に紫外線吸収剤、及び酸化防止剤を含んでいてもよい。
発光素子が載置されたパッケージの凹部内に封止材を装入することで発光素子を被覆することができる。また、発光素子の屈折率と空気の屈折率とは大きく異なるため、発光素子が発した光は効率的に空気中に出射されないのに対し、発光素子と空気の中間の屈折率を有する封止材で発光素子を被覆することにより、発光素子からの光を効率よく外部に取り出すことができる。また、発光素子からの光の一部は凹部の底面及び側面で反射して、発光素子が載置されている主面側に出射される。これにより主面側の発光出力を向上することができる。
【0062】
<2.6.蛍光体>
以下に説明する蛍光体と、封止材との組成物を、半導体発光デバイスのカップ内に注入して成型したり、適当な透明支持体に薄膜上に塗布したりすることにより、波長変換部材として用いることができる。
蛍光体としては、上述の半導体発光素子の発する光に直接的または間接的に励起され、異なる波長の光を発する物質であれば特に制限はなく、無機系蛍光体であっても有機系蛍光体であっても用いることができる。例えば、以下に例示するような青色蛍光体、緑色蛍光体、黄色蛍光体、橙色ないし赤色蛍光体の1種または2種以上を用いることができる。所望の発光色を得られるよう、用いる蛍光体の種類や含有量を適宜調整することが好ましい。
【0063】
<青色蛍光体>
青色蛍光体としては、発光ピーク波長が、通常420nm以上、中でも430nm以上、更には440nm以上、また、通常490nm以下、中でも480nm以下、更には470nm以下の範囲にあるものが好ましい。
具体的には、(Ca,Sr,Ba)MgAl10O17:Eu、(Sr,Ca,Ba,Mg)10(PO4)6(Cl,F)2:Eu、(Ba,Ca,Mg,Sr)2SiO4:Eu、(Sr,Ca,Ba,Mg)10(PO4)6(Cl,F)2:Eu、(Ba,Ca,Sr)3MgSi2O8:Euが好ましく、(Ba,Sr)MgAl10O17:Eu、(Ca,Sr,Ba)10(PO4)6(Cl,F)2:Eu、Ba3MgSi2O8:Euがより好ましい。
【0064】
<緑色蛍光体>
緑色蛍光体としては、発光ピーク波長が、通常500nm以上、中でも510nm以上、更には515nm以上、また、通常550nm以下、中でも542nm以下、更には535nm以下の範囲にあるものが好ましい。
具体的には、Y3(Al,Ga)5O12:Ce、CaSc2O4:Ce、Ca3(Sc,Mg)2Si3O12:Ce、(Sr,Ba)2SiO4:Eu、β型サイアロン、(Ba,Sr)3Si6O12:N2:Eu、SrGa2S4:Eu、BaMgAl10O17:Eu,Mnが好ましい。
【0065】
<黄色蛍光体>
黄色蛍光体としては、発光ピーク波長が、通常530nm以上、中でも540nm以上、更には550nm以上、また、通常620nm以下、中でも600nm以下、更には580nm以下の範囲にあるものが好適である。
黄色蛍光体としては、Y3Al5O12:Ce、(Y,Gd)3Al5O12:Ce、(Sr,Ca,Ba,Mg)2SiO4:Eu、(Ca,Sr)Si2N2O2:Eu、(La,Y,Gd,Lu)3(Si,Ge)6N11:Ceが好ましい。
【0066】
<橙色ないし赤色蛍光体>
橙色ないし赤色蛍光体としては、発光ピーク波長が、通常570nm以上、中でも580nm以上、更には585nm以上、また、通常780nm以下、中でも700nm以下、更には680nm以下の範囲にあるものが好ましい。
具体的には、(Ca,Sr,Ba)2Si5(N,O)8:Eu、(Ca,Sr,Ba)Si(N,O)2:Eu、(Ca,Sr,Ba)AlSi(N,O)3:Eu、(Sr,Ba)3SiO5:Eu、(Ca,Sr)S:Eu、(La,Y)2O2S:Eu、Eu(ジベンゾイルメタン)3・1,10−フェナントロリン錯体等のβ−ジケトン系Eu錯体、カルボン酸系Eu錯体、K2SiF6:Mnが好ましく、(Ca,Sr,Ba)2Si5(N,O)8:Eu、(Sr,Ca)AlSi(N,O):Eu、(La,Y)2O2S:Eu、K2SiF6:Mnがより好ましい。
また、橙色蛍光体としては、(Sr,Ba)3SiO5:Eu、(Sr,Ba)2SiO4:Eu、(Ca,Sr,Ba)2Si5(N,O)8:Eu、(Ca,Sr,Ba)AlSi(N,O)3:Ceが好ましい。
【0067】
<3.熱硬化性シリコーン樹脂組成物>
<3.1.熱硬化性シリコーン樹脂組成物の特性>
<3.1.1.熱硬化性シリコーン樹脂組成物の組成>
上記(A)乃至(E)成分の、本発明に用いる半導体発光装置用樹脂成形体用の熱硬化性シリコーン樹脂組成物の好ましい組成は以下のとおりである。
本発明に用いる熱硬化性シリコーン樹脂組成物中における(A)ポリオルガノシロキサンの含有量は、通常樹脂成形体用材料として用いることができる範囲であれば限定されないが、通常材料全体の15重量%以上、50重量%以下であり、好ましくは20重量%以上、40重量%以下であり、より好ましくは25重量%以上、35重量%以下である。なお、材料中に含まれる(D)硬化速度制御剤やその他成分である液状増粘剤がポリオルガノシロキサンである場合は上記(A)の含有量に含まれるものとする。
また、上記組成物中の(B)白色顔料の含有量は、通常樹脂成形体用材料として用いることができる範囲であれば限定されないが、例えば組成物全体の30重量%以上、85重量%以下であり、好ましくは40重量%以上80重量%以下であり、より好ましくは45重量%以上、70重量%以下である。
本発明に用いる上記組成物中の(E)流動性調整剤の含有量は、本発明の効果を阻害しない範囲であれば限定されないが、例えば組成物全体の55重量%以下であり、好ましくは2重量%以上50重量%以下であり、より好ましくは5重量%以上、45重量%以下である。
また、上記組成物全体に対する、(B)白色顔料及び(E)流動性調整剤の合計量の比は、50重量%以上であることが好ましく、60重量%以上であることがより好ましく、65重量%以上であることが特に好ましく、また、85重量%以下であることが好ましく、80重量%以下であることがより好ましい。
【0068】
<3.1.2.熱硬化性シリコーン樹脂組成物の粘度>
本発明に用いる熱硬化性シリコーン樹脂組成物は、25℃における剪断速度100s-1での粘度が10Pa・s以上10,000Pa・s以下であることが好ましい。上記粘度は、半導体装置用樹脂成形体を成形する際の成形効率の観点から、50Pa・s以上5,000Pa・s以下であることがより好ましく、100Pa・s以上2,000Pa・s以下であることがさらに好ましく、150Pa・s以上1,000Pa・s以下であることが特に好ましい。
【0069】
加えて、チキソトロピー性の観点から、本発明に用いる熱硬化性シリコーン樹脂組成物は25℃での剪断速度100s-1での粘度に対する25℃での剪断速度1s-1での粘度の比(1s-1/100s-1)が15以上であることが好ましく、20以上であることがより好ましく、30以上であることが特に好ましい。一方、上限は、500以下であることが好ましく、300以下であることがより好ましい。
【0070】
また、25℃における剪断速度100s-1での粘度が1,000Pa・s以下であり、かつ、25℃での剪断速度100s-1での粘度に対する25℃での剪断速度1s-1での粘度の比(1s-1/100s-1)が15以上であることが好ましい。
成形性のよい材料とするためには、材料に一定以上のチキソトロピー性を持たせることが必要であるが、上記のような条件を満たすことにより、バリやショートモールド(未充填)の発生が少なく、成形時の材料の計量時間や成形サイクルを短縮でき、成形も安定しやすく、成形効率の高い材料となる。
【0071】
特に液状樹脂材料を用いたLIM成形では、金型の微小隙間から材料が染み出すことに起因するバリが発生しやすく、通常、バリを除去する後処理工程が必要であり、一方、バリの発生を抑えるために金型の隙間を小さくするとショートモールド(未充填)が発生しやすくなる等の問題があるが、前記液状熱硬化性シリコーン樹脂組成物の粘度が上記範囲にある場合、このような問題を解決することができ、樹脂成形体のLIM成形を容易に、効率よく行うことができる。
剪断速度100s-1での粘度が10,000Pa・sより大きいと、樹脂の流れが悪いため金型への充填が不十分となったり、射出成形を行う際に前記液状樹脂組成物供給に時間がかかるため成形サイクルが長くなったりするなどして、成形効率が低下する傾向にある。
また、上記粘度が10Pa・sより小さいと、金型の隙間から前記液状樹脂組成物が漏れてバリが発生したり、金型の隙間に射出圧力が逃げやすくなるため成形が安定しにくくなったり、やはり成形効率が低下する傾向にある。特に成形体が小さい場合にはバリを除去するための後処理も困難になるため、バリの発生を抑えることは成形性には重要である。
【0072】
また、25℃における剪断速度100s-1での粘度に対する25℃における剪断速度1s-1での粘度の比が15未満の場合、つまり剪断速度1s-1での粘度が比較的小さい場合は、成形機や金型の隙間にも材料が入り込みやすくなり、バリが発生しやすくなったり、ノズル部で液ダレしやすくなったり、射出圧力が材料に伝わりにくく成形が安定しにくくなったりするなど、成形のコントロールが難しくなることがある。LIM成形ではスプルー部のパーティングラインの樹脂漏れが問題になりやすいが、上記の粘度範囲に調整することは樹脂漏れ抑制にも効果がある。
これらの25℃における剪断速度100s-1での粘度と剪断速度1s-1での粘度は、例えばARES−G2−歪制御型レオメータ(ティー・エイ・インスツルメント・ジャパン株式会社製)を用いて測定することができる。
【0073】
<3.2.熱硬化性シリコーン樹脂組成物の構成成分>
<3.2.1.(A)ポリオルガノシロキサン>
本発明におけるポリオルガノシロキサンとは、ケイ素原子が酸素を介して他のケイ素原子と結合した部分を持つ構造に有機基が付加している高分子物質を指す。ここでポリオルガノシロキサンは、常温常圧下において液体であることが好ましい。これは、半導体発光装置用樹脂成形体を成形する際に、材料の扱いが容易となるからである。また、常温常圧下において固体のポリオルガノシロキサンは、一般的に硬化物としての硬度は比較的高いが、破壊に要するエネルギーが小さく靭性が低いものや、耐光性、耐熱性が不十分で光や熱により変色しやすいものが多い傾向にあるからである。
【0074】
上記ポリオルガノシロキサンは、通常、シロキサン結合を主鎖とする有機重合体をいい、例えば以下に示す一般組成式(1)で表される化合物や、その混合物が挙げられる。
(R1R2R3SiO1/2)M(R4R5SiO2/2)D(R6SiO3/2)T(SiO4/2)Q ・・・(1)
ここで、上記式(1)において、R1からR6は独立して、有機官能基、水酸基、水素原子から選択される。またM、D、TおよびQは0以上1未満であり、M+D+T+Q=1を満足する数である。
主なポリオルガノシロキサンを構成する単位は、1官能型[R3SiO0.5](トリオルガノシルヘミオキサン)、2官能型[R2SiO](ジオルガノシロキサン)、3官能型[RSiO1.5](オルガノシルセスキオキサン)、4官能型[SiO2](シリケート)であり、これら4種の単位の構成比率を変えることにより、ポリオルガノシロキサンの性状の違いが出てくるので、所望の特性が得られるように適宜選択し、ポリオルガノシロキサンの合成を行う。
上記構成単位が1〜3官能型のポリオルガノシロキサンは、オルガノクロロシラン(一般式RnSiCl4-n(n=1〜3))と呼ばれる一連の有機ケイ素化合物をもとにして合成することができる。例えば、メチルクロロシランは塩化メチルとケイ素SiとをCu触媒下高温で直接反応させて合成することができ、また、ビニル基などの有機基を持つシラン類は、一般の有機合成化学の手法によって合成することができる。
単離されたオルガノクロロシランを、単独で、あるいは任意の割合で混合し、水により加水分解を行うとシラノールが生成し、このシラノールが脱水縮合するとシリコーンの基本骨格であるポリオルガノシロキサンが合成される。
【0075】
ポリオルガノシロキサンは、硬化触媒の存在下で、熱エネルギーや光エネルギー等を与えることにより硬化させる事ができる。ここで硬化とは、流動性を示す状態から、流動性を示さない状態に変化することをいい、例えば、対象物を水平より45度傾けた状態で30分間静置しても流動性がある状態を未硬化状態といい、全く流動性がない状態を硬化状態として判断することができる。高濃度にフィラーを添加した系では、チキソ性の発現により対象物を水平より45度傾けた状態で流動性が無くとも硬化していないケースが考えられるが、その際には対象物が塑性変形せず、硬度をデュロメータタイプAにて測定し、硬度測定値が少なくとも5以上であるか否かで未硬化状態、硬化状態を判断することができる。
ポリオルガノシロキサンは、硬化のメカニズムにより分類すると、通常、付加重合硬化タイプ、縮重合硬化タイプ、紫外線硬化タイプ、パーオキサイド架硫タイプなどのポリオルガノシロキサンを挙げることができる。これらの中では、付加重合硬化タイプ(付加型ポリオルガノシロキサン)、および縮合硬化タイプ(縮合型ポリオルガノシロキサン)が好適である。中でも、副生物が無く、また、反応が非可逆性のヒドロシリル化(付加重合)によって硬化するポリオルガノシロキサンのタイプがより好適である。これは、成形加工時に副生成物が発生すると、成形容器内の圧を上昇させたり、硬化材料中に泡として残存したりする傾向にあるからである。
以下、付加型ポリオルガノシロキサン、および縮合型ポリオルガノシロキサンについて簡単に説明する。
【0076】
<3.2.1.1.付加型ポリオルガノシロキサン>
付加型ポリオルガノシロキサンとは、ポリオルガノシロキサン鎖が、有機付加結合により架橋されたものをいう。代表的なものとしては、例えばビニルシラン等の(C1)アルケニル基を有する珪素含有化合物と、例えばヒドロシラン等の(C2)ヒドロシリル基を含有する珪素化合物とを総アルケニル基量に対する総ヒドロシリル基量のモル比が0.5倍以上、2.0倍以下となる量比で混合し、(C3)Pt触媒などの付加縮合触媒の存在下反応させて得られるSi−C−C−Si結合を架橋点に有する化合物等を挙げることができる。
【0077】
(C1)アルケニル基を有する珪素含有化合物としては、下記一般式(2)
RnSiO〔(4-n)/2〕・・・(2)
で表わされる、1分子中にケイ素原子に結合したアルケニル基を少なくとも2個有するポリオルガノシロキサンが挙げられる。
ただし、式(2)中、Rは同一または異種の置換または非置換の1価炭化水素基、アルコキシ基、または水酸基で、一分子中少なくとも2個のRはアルケニル基であり、nは1≦n<3を満たす正の数である。
上記(C1)においてアルケニル基としては、ビニル基、アリル基、ブテニル基、ペンテニル基などの炭素数2〜8のアルケニル基であることが好ましい。Rが炭化水素基である場合は、メチル基、エチル基などのアルキル基、ビニル基、フェニル基等の炭素数1〜20の1価炭化水素基が好ましい。
【0078】
耐UV性が要求される場合には、上記式中Rのうちの65%程度、より好ましくは80%以上がメチル基であることが好ましい(即ち、Siの個数(mol数)に対してメチル基以外の官能基の含有数として0.35個(mol)以下であることが好ましい。)。Rは炭素数1〜8のアルコキシ基や水酸基であってもよいが、その割合は、(C1)アルケニル基を有する珪素含有化合物の10重量%以下であることが好ましい。また、nが3以上であると樹脂成形体用材料とリードフレーム等の導電体との接着に十分な強度が得られなくなり、1未満であるとこのポリオルガノシロキサンの合成が困難になる。
【0079】
上記(C1)アルケニル基を有する珪素含有化合物としては、例えばビニルシラン、ビニル基含有ポリオルガノシロキサン又はそれの混合物を挙げることができ、中でも分子内に2個以上のビニル基を有するビニル基含有ポリオルガノシロキサンが好ましい。
【0080】
また、(C2)ヒドロシリル基を有する珪素含有化合物としては、例えばヒドロシラン、ヒドロシリル基含有ポリオルガノシロキサンを挙げることができ、これらを1種単独で、または2種以上を任意の比率および組み合わせで用いることができる。上記の中でも分子内に2個以上のヒドロシリル基を有するヒドロシリル基含有ポリオルガノシロキサンが好ましい。
耐UV性が要求される場合には、ケイ素に結合する有機基の65%以上、より好ましくは80%以上がメチル基であるヒドロシリル基含有ポリオルガノシロキサンを用いることが好ましい。
【0081】
また、ポリオルガノシロキサンの粘度としては、取り扱いのし易さから、通常100,000mPa・s以下、好ましくは20,000mPa・s以下、さらに好ましくは10,000mPa・s以下である。下限は特には制限されないが、揮発度(沸点)との関係上一般的には15mPa・s以上である。
【0082】
さらに、ポリスチレンを標準物質として測定したゲルパーミエーションクロマトグラフィーでの平均分子量としては、500以上、100,000以下であることが好ましい。より好ましくは700以上50,000以下である。さらに、揮発成分を少なくする(他部材との接着性を維持するため)目的から1,000以上、また、成形前の材料の取扱いのし易さから40,000以下であることがより好ましい。最も好ましくは30,000以下である。
【0083】
<3.2.1.2.縮合型ポリオルガノシロキサン>
縮合型ポリオルガノシロキサンとしては、例えば、アルキルアルコキシシランの加水分解・重縮合で得られるSi−O−Si結合を架橋点に有する化合物を挙げることができる。
【0084】
縮合型ポリオルガノシロキサンは公知のものを使用することができ、例えば、特開2006−77234号公報、特開2006−291018号公報、特開2006−316264号公報、特開2006−336010号公報、特開2006−348284号公報、および国際公開2006/090804号パンフレットに記載の半導体発光デバイス用部材が好適である。
【0085】
<3.2.2.(B)白色顔料>
<3.2.2.1.(B)白色顔料の種類と物性>
本発明において用いる(B)白色顔料は、一次粒子のアスペクト比が1.2〜4.0、一次粒子径が0.1〜2.0μmである、樹脂の硬化を阻害しない公知の白色顔料を適宜選択する事ができる。白色顔料としては無機および/または有機の材料を用いる事ができる。ここで白色とは、無色であり透明ではない事をいう。すなわち可視光領域に特異な吸収波長を持たない物質により入射光を乱反射させる事ができる色をいう。
【0086】
白色顔料として用いることができる無機粒子としては、アルミナ(以下、「アルミナ微粉」、または「酸化アルミニウム」と称する場合がある。)、酸化珪素、酸化チタン(チタニア)、酸化亜鉛、酸化マグネシウム、酸化ジルコニウム等の金属酸化物;炭酸カルシウム、炭酸バリウム、炭酸マグネシウム、硫酸バリウム、水酸化アルミニウム、水酸化カルシウム、水酸化マグネシウム等の金属塩;窒化硼素、アルミナホワイト、コロイダルシリカ、珪酸アルミニウム、珪酸ジルコニウム、硼酸アルミニウム、クレー、タルク、カオリン、雲母、合成雲母などが挙げられる。
また、白色顔料として用いることができる有機微粒子としては、弗素樹脂粒子、グアナミン樹脂粒子、メラミン樹脂粒子、アクリル樹脂粒子、シリコーン樹脂粒子等の樹脂粒子などを挙げることができるが、いずれもこれらに限定されるものではない。
中でも白色度が高く少量でも光反射効果が高く変質しにくい点からは、アルミナ、酸化チタン、酸化亜鉛、酸化ジルコニウムなどが特に好ましい。また、材料硬化時の熱伝導率向上の点からは、アルミナ、窒化硼素などが特に好ましい。また、近紫外線の光反射効果が高く、近紫外線による変質が小さい観点からも、アルミナは特に好ましい。
これらは、単独もしくは2種以上混合して用いる事ができる。
酸化チタンは、光触媒性、分散性、白色性等の問題が出ない程度に含有する事ができる。
【0087】
アルミナとしては具体的には日本軽金属社製A30シリーズ、ANシリーズ、A40シリーズ、MMシリーズ、LSシリーズ、AHPシリーズ、アドマテックス社製「Admafine Alumina」AO−5タイプ、AO−8タイプ、日本バイコウスキー社製CRシリーズ、大明化学工業社製タイミクロン、Aldrich社製10μm2径アルミナ粉末、昭和電工社製A−42シリーズ、A−43シリーズ、A−50シリーズ、ASシリーズ、AL−43シリーズ、AL−47シリーズ、AL−160SGシリーズ、A−170シリーズ、AL−170シリーズ、住友化学社製AMシリーズ、ALシリーズ、AMSシリーズ、AESシリーズ、AKPシリーズ、AAシリーズ等が挙げられる。
酸化チタンとしては具体的には富士チタン工業社製のTAシリーズ、TRシリーズ、石原産業株式会社製のTTOシリーズ、MCシリーズ、CR−ELシリーズ、PTシリーズ、STシリーズ、FTLシリーズ等が挙げられる。
また、酸化ジルコニウムとしては具体的には第一希元素化学工業社製UEP−100等が挙げられ、酸化亜鉛としては具体的にはハクスイテック社製酸化亜鉛2種等が挙げられる。
【0088】
(A)ポリオルガノシロキサンの屈折率と(B)白色顔料の屈折率差が大きいほど、少量の白色顔料添加でも白色度がより高く、反射・散乱効率のよい半導体発光装置用樹脂成形体を得ることができる。(A)ポリオルガノシロキサンは屈折率が1.41程度のものが好ましく、屈折率が1.76のアルミナ粒子を(B)白色顔料として好適に用いることができる。(A)ポリオルガノシロキサンの屈折率は、樹脂の硬度の観点から1.40以上が好ましく、アルミナとの屈折率差が小さくなり反射率が下がる傾向や、耐熱性が下がる傾向が現れるので、1.50以下が好ましい。
【0089】
また、アルミナは、紫外線の吸収能が低いことから、特に、紫外〜近紫外発光の発光素子と共に用いる場合に好適に用いることができる。本発明において用いるアルミナとしてはその結晶形態は問わないが、化学的に安定、融点が高い、機械的強度が大きい、硬度が高い、電気絶縁抵抗が大きい等の特性を持つα−アルミナが好適に使用できる。
【0090】
また、本発明において(B)白色顔料としてアルミナを用いる場合、アルミナ結晶の結晶子サイズが500Å以上2,000Å以下であることが好ましく、700Å以上1,500Å以下であることがより好ましく、900Å以上1,300Å以下であることが特に好ましい。結晶子とは、単結晶とみなせる最大の集まりをいう。
アルミナの一次粒子径が0.1〜2.0μmの範囲にあり、かつ、アルミナ結晶の結晶子サイズが上記の範囲であるということは、一次粒子のサイズと結晶子のサイズが異なること、即ち、一次粒子が複数の結晶子によって構成されることを意味する。
アルミナ結晶の結晶子サイズが上記範囲であると、成形時の配管、スクリュー、金型などの磨耗が少なく、磨耗による不純物が混入しにくい点で、好ましい。
上記結晶子サイズは、X線回折測定により確認することができる。X線回折測定では、アルミナが結晶性を有している場合、結晶型に応じて決まった位置にピークが観察され、このピークの半値幅からScherrerの式にしたがって結晶子径(結晶子サイズ)を計算することができる。
【0091】
また、アルミナ中にアルミニウム、酸素以外の元素を不純物として含むと可視光領域に吸収を持つために着色し、好ましくない。本発明に用いるアルミナは、クロム、鉄、チタンの含有量がそれぞれ0.02重量%以下、好ましくは0.01重量%以下のものが好ましい。
本発明の樹脂成形体用材料の硬化時の熱伝導率は、成形効率の点からも高い方が好ましいが、熱伝導率を高くするためには、純度が98%以上のアルミナを用いることが好ましく、純度99%以上のアルミナを用いることがより好ましく、特に低ソーダアルミナを用いることが好ましい。また、熱伝導率を高くするためには、窒化硼素を用いることも好ましく、純度が99%以上の窒化硼素を用いることが特に好ましい。
【0092】
また、特に、発光ピーク波長が420nm以上の発光素子を使用する半導体発光装置では、白色顔料として酸化チタンも好適に使用することができる。酸化チタン(チタニア)は紫外線吸収能を持つが、屈折率が大きく光散乱性が強いため、420nm以上の波長の光の反射率が高く、少ない添加量でも高反射を発現しやすい。白色顔料としてチタニアを用いると、一般に小粒子径のため増粘しやすい白色顔料の使用量を抑え、骨材として機能する球状シリカなど大粒径の粒子と組み合わせることにより、低線膨張率・高硬度の樹脂成形体を得ることができるメリットがある。本発明の白色顔料としてチタニアを用いる場合は、紫外線吸収能や光触媒能が大きく高温で不安定なアナターゼ型よりも、高温で安定であり、屈折率が高く、比較的耐光性が高いルチル型が好ましく、光触媒活性を抑える目的で表面にシリカやアルミナの薄膜コートが施されたルチル型が特に好ましい。
酸化チタンは屈折率が高く、ポリオルガノシロキサンとの屈折率差が大きいため少ない添加量でも高反射となりやすいことから、アルミナと酸化チタンを併用してもよい。例えば、アルミナに対する酸化チタンの重量比(アルミナ:酸化チタン)が、50:50〜95:5となる割合で混合することができる。アルミナに酸化チタンを少量添加することで、アルミナを単独で使用した場合よりも420nm以上の波長の光の反射率が高くなることが期待でき、特に、材料中の白色顔料の割合が小さい場合や、材料の厚みが薄い場合にも反射率が下がりにくくなる傾向がある。チタニアの併用により材料中の白色顔料の割合を小さくできるため、材料組成の自由度が上がり、白色顔料以外の成分の使用量を多くすることができる。また、薄い材料の反射率が高いことは、樹脂成形体の形状の自由度が上がる点で非常に有利である。特に、厚みを大きくできない薄い樹脂成形体や細かい構造の樹脂成形体でも材料の反射率を高くすることで、半導体発光装置の明るさを増す効果が期待できる。
【0093】
なお、白色顔料をシランカップリング剤などで表面処理を行ってもよい。シランカップリング剤で表面処理した白色顔料を用いると、樹脂成形体用材料全体の硬度や曲げ強度、弾性率を向上させることができる。
【0094】
<3.2.2.2.(B)白色顔料の好ましい形状>
前述の通り、本発明に用いる(B)白色顔料の一次粒子のアスペクト比は1.2以上4.0以下であることを特徴としている。
アスペクト比は、粒子等の形状を定量的に表現する簡便な方法として一般に用いられており、本発明ではSEMなどの電子顕微鏡観察により計測した粒子の長軸長さ(最大長径)を短軸長さ(長径に垂直方向で最も長い部分の長さ)で除して求めるものとする。軸長さにばらつきがある場合は、複数点(例えば10点)をSEMで計測し、その平均値から算出することができる。あるいは、30点、100点を計測しても同様の算出結果を得ることができる。
好ましいアスペクト比は、1.25以上であり、より好ましくは1.3以上、特に好ましくは1.4以上である。一方、上限は、3.0以下が好ましく、2.5以下がより好ましく、2.2以下が更に好ましく、2.0以下が特に好ましく、1.8以下であることが最も好ましい。
アスペクト比が上記範囲であると、散乱により高反射率を発現しやすく、特に近紫外領域の短波長の光の反射が大きい。これにより、この樹脂成形体を用いた半導体発光装置において、LED出力を向上させることができる。
また、アスペクト比が上記範囲の白色顔料を使用することは、金型の磨耗が少ないなど、成形上も好ましい。アスペクト比が上記範囲を超えて大きい場合、顔料粒子との接触により金型の磨耗が激しくなることがあり、逆に、アスペクト比が小さい白色顔料を使用する場合も材料中の顔料の充填密度を高くできるため金型と顔料との接触頻度が上がり、金型が磨耗しやすくなる。さらに、アスペクト比が上記範囲の白色顔料を使用すると、材料粘度の調整が容易で、成形に適した粘度に調整できるので、成形サイクルの短縮や、バリの防止が可能となる等、成形性に優れた材料となる。
【0095】
本発明では、アスペクト比が上記範囲であることにより、(B)白色顔料の形状からは、球状、真球状に形成されたものが除かれる。また、アスペクト比が4を超えるような極端に細長い形状のものも、かえって反射率を低下させてしまい、また、成形時に配管、スクリュー、金型等の磨耗が発生しやすくなり、磨耗による不純物の混入により、得られる樹脂成形体の反射率低下や、絶縁破壊が起こりやすくなるため、本発明では用いられない。アスペクト比が上記範囲であることで、白色顔料が金型の隙間に充填され、バリが発生しにくいが、アスペクト比が1.2未満のように球状に近くなると金型の隙間を通り抜けてバリが発生しやすくなる。
本発明では、アスペクト比が上記範囲に含まれる粒子が(B)白色顔料全体の60体積%以上、より好ましくは70体積%以上、特に好ましくは80体積%以上を占めることが好ましく、必ずしも全ての(B)白色顔料が上記アスペクト比の範囲を満たさなければいけないわけではないことは当業者が当然に理解できる事項である。
【0096】
アスペクト比を上記範囲とするためには、白色顔料の表面処理をしたり、研磨したりする等の一般的な方法を採ればよい。また、白色顔料を破砕(粉砕)して微細化することや、篩粉等により分級することによっても調整できる。
【0097】
本発明に用いる(B)白色顔料は、形状が破砕形状であることが好ましく、破砕後の処理により結晶の角が少ない丸みを帯びた形状となったもの、焼成などによって生成した球状でない顔料の形状も含まれる。
【0098】
また、本発明においては、(B)白色顔料の一次粒子径が、0.1μm以上2μm以下であるものを使用する。下限値については好ましくは0.15μm以上、より好ましくは0.2μm以上、特に好ましくは0.25μm以上であり、上限値については好ましくは1μm以下、更に好ましくは0.8μm以下、特に好ましくは0.5μm以下である。
一次粒子径が上記範囲である場合には、後方散乱傾向と散乱光強度を兼ね備えることで材料が高反射率を発現しやすく、特に近紫外領域等の短波長の光に対する反射が大きくなり、好ましい。
白色顔料は、一次粒子径が小さすぎると散乱光強度が小さいため反射率は低くなる傾向にあり、一次粒子径が大きすぎると散乱光強度は大きくなるが、前方散乱傾向になるため反射率は小さくなる傾向にある。
また、一次粒子径が上記範囲である場合には、成形に適した粘度への調整が容易である上、金型の磨耗が少ないなど、成形性の観点からも好ましい。一次粒子径が上記範囲よりも大きい場合、顔料粒子との接触による金型への衝撃が大きく金型の磨耗が激しくなる傾向があり、一次粒子径が上記範囲よりも小さい白色顔料を使用する場合には、材料が高粘度になりやすく、白色顔料の充填量を上げられないため、高反射等の材料特性と成形性との両立が難しくなる傾向にある。
特に、液状射出成形に好適に使用できる材料とするためには材料にある程度以上のチキソトロピー性を持たせることが必要である。一次粒子径が0.1μm以上2.0μm以下の白色顔料を組成物中に添加するとチキソトロピー性付与効果が大きく、バリやショートが少なく成形しやすい組成物とするために、粘度とチキソトロピー性を容易に調整することができる。
なお、樹脂組成物中の白色顔料の充填率を上げる等の目的で、一次粒子径が2μmよりも大きい白色顔料を併用することもできる。
【0099】
本発明にいう一次粒子とは粉体を構成している粒子のうち、他と明確に分離できる最小単位の個体をいい、一次粒子径はSEMなどの電子顕微鏡観察により計測した一次粒子の粒子径をいう。一方、一次粒子が凝集してできる凝集粒子を二次粒子といい、二次粒子の中心粒径は粉体を適当な分散媒(例えばアルミナの場合は水)に分散させて粒度分析計等で測定した粒径をいう。一次粒子径にばらつきがある場合は、数点(例えば10点)をSEM観察し、その平均値を粒子径としてもとめることができる。また、測定の際、個々の粒子径が球状でない場合はもっとも長い、すなわち長軸の長さを粒子径とする。
白色顔料のアスペクト比と一次粒子径は、成形後(硬化後)であっても測定することができる。SEMなどの電子顕微鏡によって成形品の断面を観察し、断面に露出した白色顔料の一次粒子径とアスペクト比を計測すればよい。
【0100】
一方、上記白色顔料は、二次粒子の中心粒径(以下、「二次粒径」と称する場合がある。)が、0.2μm以上であるものが好ましく、0.3μm以上であるものがより好ましい。上限は10μm以下であるものが好ましく、5μm以下であるものがより好ましく、2μm以下であるものが更に好ましい。
二次粒径が上記範囲である場合には、液状射出成形における成形性の観点で好ましい材料が得られ易い。また、成形に適した粘度への調整が容易で、金型の磨耗が少ない。加えて、白色顔料が金型の隙間を通過しにくいためバリが発生しにくく、かつ、金型のゲートに詰まりにくいため成形時のトラブルが起こりにくい。二次粒径が上記範囲よりも大きい場合には、白色顔料の沈降により材料が不均一となる傾向にあり、金型の磨耗やゲートの詰まりにより成形性が損なわれたり、材料の反射の均一性が損なわれたりすることがある。
なお、樹脂組成物中の白色顔料の充填率を上げる等の目的で、二次粒径が10μmよりも大きい白色顔料を併用することもできる。なお、中心粒径とは体積基準粒度分布曲線の体積積算値が50%になる粒子径をいい、一般的に50%粒子径(D50)、メディアン径と呼ばれるものを指す。
【0101】
また、本発明における(B)白色顔料の一次粒子径xと二次粒子の中心粒径yの比y/xは、通常1以上、好ましくは1より大きく、特に好ましくは1.2以上であり、また、通常10以下、好ましくは5以下である。
ここで、一次粒子径xと二次粒子の中心粒径yの比y/xが上記範囲であることにより、(B)白色顔料の好ましい形状からは、球状、真球状に形成されたもの(即ち、一次粒子がほとんど凝集しておらず、一次粒子径と二次粒子の中心粒径がほぼ等しいもの)が除かれる。
一次粒子径xと二次粒子の中心粒径yの比y/xが上記範囲である場合には、散乱により高反射率を発現しやすく、特に近紫外領域の短波長の光の反射が大きい。これにより、かかる樹脂成形体を用いた半導体発光装置において、LED出力を向上させることができる。また、成形に適した材料粘度への調整も容易である。
【0102】
<3.2.2.3.白色顔料の添加量>
本発明において半導体発光装置用樹脂成形体材料中の(B)白色顔料の含有量は、使用する顔料の粒径や種類、ポリオルガノシロキサンと顔料の屈折率差により適宜選択される。(A)ポリオルガノシロキサン100重量部に対し通常20重量部以上、好ましくは50重量部以上、更に好ましくは100重量部以上であり、通常900重量部以下、好ましくは600重量部以下、更に好ましくは400重量部以下である。
上記範囲内であると反射率、成形性等が良好である。上記下限未満である場合には光線が透過してしまい半導体発光装置の反射効率が低下する傾向にあり、上限よりも大きい場合には材料の流動性が悪化することにより成形性が低下する傾向にある。
特に、液状射出成形に好適に使用できる材料とするためには材料にある程度以上のチキソトロピー性を持たせることが必要である。一次粒子径が0.1μm以上2.0μm以下の白色顔料を組成物中に配合すると顕著な増粘が起こり、チキソトロピー性付与効果が大きいが、そのような形状の白色顔料を組成物全体の30重量%以上含有させることで、バリやショートが少なく成形しやすい材料にすることができ、さらに、粘度とチキソトロピー性を調整することが容易となる。
また、後述する樹脂成形体用材料の熱伝導率を0.4以上3.0以下の範囲に制御するためには、(B)白色顔料としてアルミナを樹脂成形体用材料全体量に対して40重量部以上90重量部以下添加することが好ましい。あるいは、(B)白色顔料として窒化硼素を樹脂成形体用材料全体量に対して30重量部以上90重量部以下添加することが好ましい。なお、アルミナと窒化硼素を併用してもよい。
【0103】
<3.2.3.(C)硬化触媒>
本発明における(C)硬化触媒とは、(A)のポリオルガノシロキサンを硬化させる触媒である。この触媒はポリオルガノシロキサンの硬化機構により付加重合用触媒、縮合重合用触媒がある。
【0104】
付加重合用触媒は、前記(C1)成分中のアルケニル基と(C2)成分中のヒドロシリル基とのヒドロシリル化付加反応を促進するための触媒であり、この付加重合触媒の例としては、白金黒、塩化第2白金、塩化白金酸、塩化白金酸と一価アルコールとの反応物、塩化白金酸とオレフィン類との錯体、白金ビスアセトアセテート等の白金系触媒、パラジウム系触媒、ロジウム系触媒などの白金族金属触媒が挙げられる。なお、この(C3)付加重合触媒の配合量は触媒量とすることができるが、通常、白金族金属として(C1)および(C2)成分の合計重量に対して通常1ppm以上、好ましくは2ppm以上であり、通常100ppm以下、好ましくは50ppm以下、さらに好ましくは20ppm以下である。これにより触媒活性を高いものとすることができる。
【0105】
縮合重合用触媒としては、塩酸、硝酸、硫酸、有機酸などの酸、アンモニア、アミン類などのアルカリ、ホウ素のアルコキシド等の有機ホウ素化合物、金属キレート化合物などを用いることができ、好適なものとしてTi、Ta、Zr、Al、Hf、Zn、Sn、Ga、Ptのいずれか1以上を含む金属キレート化合物を用いることができる。なかでも、金属キレート化合物は、Ti、Al、Zn、Zr、Gaのいずれか1以上を含むものが好ましく、Zrを含むものがさらに好ましく用いられる。
これらの触媒は半導体発光装置用樹脂成形体材料として配合した際の安定性、被膜の硬度、無黄変性、硬化性などを考慮して選択される。
【0106】
縮合重合用触媒の配合量は、上記式(3)および/または(4)で表される成分の合計重量に対して通常0.01重量%以上、好ましくは0.05重量%以上、一方上限は通常10重量%以下、好ましくは6重量%以下である。
添加量が上記範囲であると半導体発光装置用樹脂成形体材料の硬化性、保存安定性が良好であり、加えて成形した樹脂成形体の品質が良好である。添加量が上限値を超えると樹脂成形体材料の保存安定性に問題が生じる場合があり、下限値未満では硬化時間が長くなり樹脂成形体の生産性が低下し、未硬化成分により樹脂成形体の品質が低下する傾向にある。
【0107】
付加重合型と縮合重合型の硬化機構を併用することも可能である。その場合には両機構に活性を持つ触媒を使用したり、付加重合用触媒と縮合重合用触媒を併用したりすることができる。
【0108】
<3.2.4.(D)硬化速度制御剤>
本発明の半導体発光装置用樹脂成形体用材料は、さらに(D)硬化速度制御剤を含有することが好ましい。ここで硬化速度制御剤とは、樹脂成形体用材料を成形する際に、その成形効率を向上させるために硬化速度を制御するためのものであり、硬化遅延剤または硬化促進剤が挙げられる。
【0109】
硬化遅延剤は、特に、硬化速度が速い付加重合型ポリオルガノシロキサン組成物の液状射出成形において重要な成分である。
付加重合反応における硬化遅延剤としては、脂肪族不飽和結合を含有する化合物、有機リン化合物、有機イオウ化合物、窒素含有化合物、スズ系化合物、有機過酸化物等が挙げられ、これらを併用してもかまわない。
脂肪族不飽和結合を含有する化合物としては、3−ヒドロキシ−3−メチル−1−ブチン、3−ヒドロキシ−3−フェニル−1−ブチン、3−(トリメチルシリルオキシ)−3−メチル−1−ブチン、1−エチニル−1−シクロヘキサノール等のプロパギルアルコール類、エン−イン化合物類、ジメチルマレート等のマレイン酸エステル類等が例示される。脂肪族不飽和結合を含有する化合物の中でも、三重結合を有する化合物が好ましい。有機リン化合物としては、トリオルガノフォスフィン類、ジオルガノフォスフィン類、オルガノフォスフォン類、トリオルガノフォスファイト類等が例示される。有機イオウ化合物としては、オルガノメルカプタン類、ジオルガノスルフィド類、硫化水素、ベンゾチアゾール、チアゾール、ベンゾチアゾールジサルファイド等が例示される。窒素含有化合物としては、アンモニア、1〜3級アルキルアミン類、アリールアミン類、尿素、ヒドラジン等が例示される。スズ系化合物としては、ハロゲン化第一スズ2水和物、カルボン酸第一スズ等が例示される。有機過酸化物としては、ジ−t−ブチルペルオキシド、ジクミルペルオキシド、ベンゾイルペルオキシド、過安息香酸t−ブチル等が例示される。
これらの硬化遅延剤のうち、遅延活性が良好で原料入手性がよいという観点からは、ベンゾチアゾール、チアゾール、ジメチルマレート、3−ヒドロキシ−3−メチル−1−ブチン、3−(トリメチルシリルオキシ)−3−メチル−1−ブチン、1−エチニル−1−シクロヘキサノールが好ましい。
硬化遅延剤の添加量は特に限定されないが、使用する(C)硬化触媒1モルに対する好ましい添加量の下限は10-1モル以上、より好ましくは1モル以上であり、好ましい添加量の上限は103モル以下、より好ましくは50モル以下である。また、これらの硬化遅延剤は単独で使用してもよく、2種以上併用してもよい。
縮合重合反応における硬化遅延剤としては、炭素数1〜5の低級アルコール、分子量500以下のアミン類、窒素や硫黄含有する有機化合物、エポキシ基含有化合物などシラノールと反応あるいは水素結合する化合物が挙げられる。硬化遅延剤の添加量は種々設定できるが、使用する縮合型ポリオルガノシロキサンの反応性末端基1モルに対する好ましい添加量の下限は10-1モル以上、より好ましくは1モル以上であり、好ましい添加量の上限は10モル以下、より好ましくは5モル以下である。これらはシラノールと相互作用し、保護基として作用するので硬化速度を抑制できる。
【0110】
硬化速度制御剤の種類や配合量を上記のように設定とすることにより、樹脂成形体用材料の成形が容易となる。例えば、金型への充填率が高くなったり、射出成形による成形時に金型からの漏れがなく、バリが発生しにくくなったりするメリットが得られる。
【0111】
<3.2.5.その他の成分>
半導体発光装置用樹脂成形体用材料である熱硬化性シリコーン樹脂組成物には、上記(A)ポリオルガノシロキサン、(B)白色顔料、(C)硬化触媒、(D)硬化速度制御剤以外に、本発明の効果を損なわない限り、必要に応じて他の成分を1種、または2種以上を任意の比率および組み合わせで含有させることができる。
例えば、熱硬化性シリコーン樹脂組成物の流動性コントロールや白色顔料の沈降抑制の目的で、(E)流動性調整剤を含有させることができる。
(E)流動性調整剤としては、添加により熱硬化性シリコーン樹脂組成物の粘度が高くなる常温から成形温度付近で固体の粒子であれば特に限定されないが、発光素子からの光や蛍光体により波長変換された光を吸収する性質が無いか非常に小さく、成形体材料の反射率を極端に低下させないもので、光や熱による変色、変質が小さく耐久性が高いものが好ましい。
【0112】
(E)流動性調整剤として具体的には、シリカ微粒子、石英ビーズ、ガラスビーズなどの無機粒子、ガラス繊維などの無機物繊維、窒化ホウ素、窒化アルミニウム等が挙げられる。また、例えば、繊維状アルミナのような、上述した本発明で用いられる特定の条件を満たす白色顔料に相当しない白色のフィラーを前述の白色顔料とは別に含有させることができる。
中でもチキソトロピー性付与効果が大きい、例えばBET法による比表面積が50〜300m2/gのようなシリカ微粒子は、組成物の粘度や粘度挙動をコントロールしやすく、好適に使用できる。石英ビーズ、ガラスビーズ、ガラス繊維などは、流動性調整剤としての効果のみならず、材料の熱硬化後の強度、靭性を高める効果や材料の線膨張係数を下げる効果も期待できるため好ましく、シリカ微粒子と併用するか単独で使用してもよい。
なお、(B)白色顔料の添加量によってもチキソ性や流動性を変化させることができるが、(B)成分の添加量を増減すると反射率が影響を受けるので、液状射出成形における流動性の調整は(B)白色顔料以外の成分を併用することにより行うことが好ましい。
【0113】
また、熱硬化性シリコーン樹脂組成物の粘度を調整するため、液状増粘剤として非硬化性のポリオルガノシロキサンを(A)ポリオルガノシロキサンに一部配合することができる。液状増粘剤としては、25℃における粘度が、通常、0.001Pa・s以上3Pa・s以下、好ましくは0.001Pa・s以上1Pa・s以下であり、ヒドロキシル価が、通常、1.0×10-2〜7.7×10-5mol/g、好ましくは1.0×10-2〜9.5×10-5mol/gで、一分子中に少なくとも1個のケイ素原子に結合したヒドロキシル基(すなわち、シラノール基)を含有する、直鎖状オルガノポリシロキサンが好ましい。
この液状増粘剤に用いられるポリオルガノシロキサンは、分子中にアルケニル基および/またはSiH基等のヒドロシリル化付加反応に関与する官能性基を含有しない(即ち非硬化性の)ものであり、分子中のヒドロキシル基は分子鎖末端のケイ素原子に結合したものであっても、分子鎖非末端(分子鎖途中)のケイ素原子に結合したものであっても、これらの両方に結合したものであってもよいが、好ましくは分子鎖両末端のケイ素原子に結合したヒドロキシル基を含有する直鎖状オルガノポリシロキサン(すなわち、ポリ(α、ω‐ジヒドロキシジオルガノシロキサン))であることが望ましい。
液状増粘剤としてのポリオルガノシロキサンの配合量は(A)ポリオルガノシロキサン全体を100重量部とした時、通常、0〜10重量部、好ましくは0.1〜5重量部、より好ましくは0.5〜3重量部程度とすることができる。
【0114】
なお、本発明のパッケージにおける上記熱硬化性シリコーン樹脂組成物が(E)流動調整剤を含有する場合において、該樹脂組成物中の(B)白色顔料及び(E)流動性調整剤の合計含有量は、50重量%以上であることが好ましく、60重量%以上であることがより好ましく、65重量%以上であることが特に好ましく、また、85重量%以下であることが好ましく、80重量%以下であることがより好ましい。前記合計含有割合がこれより多いと熱硬化性シリコーン樹脂組成物の粘度が高くなりすぎ流動性が劣るため、材料移送ができなくなったり成形時にショートが起きやすくなったりする。また、これより少ないと薄肉時の反射率が低くなったり、低粘度となるため成形時のバリやかぶりが起きやすくなったりする。
上記熱硬化性シリコーン樹脂組成物における(A)ポリオルガノシロキサンの含有量は、通常、樹脂組成物全体の15重量%以上、50重量%以下であり、好ましくは20重量%以上、40重量%以下であり、より好ましくは25重量%以上、35重量%以下である。なお、該樹脂組成物中に含まれる(D)硬化速度制御剤やその他成分である液状増粘剤がポリオルガノシロキサンである場合は上記(A)の含有量に含まれるものとする。
上記熱硬化性シリコーン樹脂組成物における(B)白色顔料の含有量は、該樹脂組成物が、樹脂成形体用材料として用いることができる範囲であれば限定されないが、通常樹脂組成物全体の30重量%以上85重量%以下であり、好ましくは40重量%以上80重量%以下であり、より好ましくは45重量%以上70重量%以下である。
上記熱硬化性シリコーン樹脂組成物における(E)流動性調整剤の含有量は、本発明の効果を阻害しない範囲であれば限定されないが、通常樹脂組成物全体の55重量%以下であり、好ましくは2重量%以上50重量%以下であり、より好ましくは5重量%以上45重量%以下である。
【0115】
また、(A)乃至(E)成分以外にも、上記熱硬化性シリコーン樹脂組成物には、熱硬化後の強度、靭性を高める目的で、ガラス繊維などの無機物繊維を含有させてもよく、また、熱伝導性を高めたるため、熱伝導率の高い窒化ホウ素、窒化アルミ、繊維状アルミナ等を前述の白色顔料とは別に含有させることができる。その他、硬化物の線膨張係数を下げる目的で、球状シリカ、石英ビーズ、ガラスビーズ等を含有させることができる。
液状射出成形により成形を行う場合にはこれらの無機粒子の粒子径は通常0.3μm以上10μm以下が好ましく、0.4μm以上8μm以下がさらに好ましい。粒子径がこの範囲より大きいと金型磨耗、ノズル詰まり、ショートなどが起きやすくなる。また、粒子径がこの範囲より小さいと熱硬化性シリコーン樹脂組成物の粘度が高くなり、加工性に影響する。これらの無機粒子は目的に応じて複数の種類を併用してもよいし、充填率を上げる等の目的により粒子径の異なる同一種の無機粒子を使用してもよい。
これらを添加する場合の含有量は、少なすぎると目的の効果か得られず、多すぎると熱硬化性シリコーン樹脂組成物の粘度が上がり、加工性に影響するので、十分な効果が発現し、材料の加工性を損なわない範囲で適宜選択できる。通常、ポリオルガノシロキサン100重量部に対し500重量部以下、好ましくは200重量部以下である。
【0116】
また、上記熱硬化性シリコーン樹脂組成物中には、その他、イオンマイグレーション(エレクトロケミカルマイグレーション)防止剤、老化防止剤、ラジカル禁止剤、紫外線吸収剤、接着性改良剤、難燃剤、界面活性剤、保存安定改良剤、オゾン劣化防止剤、光安定剤、増粘剤、可塑剤、カップリング剤、酸化防止剤、熱安定剤、導電性付与剤、帯電防止剤、放射線遮断剤、核剤、リン系過酸化物分解剤、滑剤、顔料、金属不活性化剤、物性調整剤などを本発明の目的および効果を損なわない範囲において含有させることができる。
【0117】
<4.本発明の半導体発光装置>
以下、既に図1及び図2に例をとって説明した実施態様以外の本発明の半導体発光装置用パッケージ及びそれを用いた半導体発光装置の具体的な実施形態を図を用いて説明する。なお、本発明は以下の実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲において任意に変形して実施することができる。
【0118】
<4.1.図3の実施形態>
図3の実施形態に係る半導体発光装置について説明する。図1及び図2の実施形態に係る半導体発光装置と同様な構成を採る部分については説明を省略する(以下、同じ)。
【0119】
図3として概略断面図が示される半導体発光装置1Aは、発光素子実装の自由度を高め、リード11,12による熱伝導性を生かすため底面における電極部分の露出面積を大きく取ったものである。インナーリード部11a,12aの裏面にも樹脂成形体13を配置し一体的に成形することにより、リード11,12と樹脂成形体13が剥離しにくく機械的強度に優れたパッケージとすることができる。また、インナーリード部11a,12aの上に発光素子20が直接載置されているのでリード11,12を介するパッケージ10外部への放熱効率が高い。封止部30は発光素子の発光波長を直接利用する場合には透明な封止材で封止される。発光素子20の発光の一部又は全部を波長変換し、必要に応じ発光素子20の発光波長と混色して発光させるときには封止部30は波長変換物質として有機又は無機の蛍光体を含有していてもよい。蛍光体が発光素子の熱や光、電界により劣化しやすい場合には、凹部の底面から開口面に向かって蛍光体の濃度が高くなる配置としてもよい。パッケージ凹部内に露出する樹脂成形体13として、上述の熱硬化性シリコーン樹脂組成物を使用しているため、反射率に優れ、高い輝度を得ることができる。
【0120】
<4.2.図4の実施形態>
図4の実施形態に係る半導体発光装置について説明する。
図4として概略断面図が示される半導体発光装置1Bは、図3に比べ、第1のリード11、第2のリード12の各インナーリード部の露出を少なくし、樹脂成形体による光の反射効率の向上を図ったものである。インナーリード部が着色劣化しやすい銀メッキ表面である場合や反射率に劣る金メッキ表面である場合には特に、長期にわたり高い反射率を維持し、高効率の半導体発光装置を得ることができる。
【0121】
<4.3.図5の実施形態>
図5の半導体発光装置について説明する。
図5として概略断面図が示される半導体発光装置1Cは、図3の半導体発光装置1Aに比べ、第1のリード11、第2のリード12のインナーリード部11a,12aの露出を少なくした例であり、また、発光素子20からの光や熱、電界による蛍光体の劣化を防止するため、発光物質を含む蛍光体層60を発光素子20から離して設置した、リモートフォスファー態様の例である。
インナーリード部11a,12aの面積を確保しつつ電気的接続をする部分のみが底面に露出した構造とすることにより、高い反射率と熱伝導率を両立したパッケージ10とすることができる。樹脂成形体13を構成する熱硬化性シリコーン樹脂組成物は熱伝導率が高く薄層でも高い反射率を有するのでこのような態様に適している。発光素子20は樹脂成形体13の上に戴置されているが、1W以上の大型発光素子搭載時など放熱が重要な場合には、インナーリード部11aにおける発光素子20直下の部分も露出させ絶縁性ダイボンド材により直接接着してもよい。なお上下導通をとる発光素子の場合にはインナーリード部11aにおける発光素子20直下の部分を露出させ半田や導電性のダイボンド材にて発光素子20を接着する。
蛍光体層60は、封止材30が蛍光体を含有しない場合に必要に応じて設けることができる。ポッティングや印刷、一括成形により透明封止層の上に直接塗布しても、ポリカーボネートやPET・ガラスなどガス透過性が低い透明基体に蛍光体層60を塗布した窓材や蛍光体含有樹脂成形物などを別途準備しパッケージ開口部に貼り付けてもよい。図5での蛍光体層60は平板状となっているが、必要に応じ凸レンズ状や中空ドーム状の成形物であってもよい。蛍光体を発光素子20から離すことにより蛍光体の光劣化に起因する輝度低下を抑制することが可能であり、蛍光体層60の厚みを一定にできることで発光装置の発光の面内分布を抑え、色のばらつきの少ない高輝度の発光装置を得ることができる。
【0122】
<4.4.図6及び図7の実施形態>
図6及び図7の半導体発光装置について説明する。図6及び図7の概略断面図は、カップ型のリフレクタを設けていないチップオンボード実装型の実施態様に関する例である。
【0123】
図6及び図7の半導体発光装置1D,1Eは、チップオンボード(COB)用基板上に設けられたものであり、リードフレームの代わりに配線基板70を用いて反射材となる樹脂成形体13と一体的に成形するものである。なお、半導体発光装置1D,1Eはカップ型のリフレクタを設けないが、図1〜5と同様のカップ型のリフレクタを設けることもできる。
これらの態様でも、リード11,12は、ワイヤ40を介して発光素子20と接続部で接続している。リード11,12のうち、封止部30の中にあり発光素子20とダイボンド材又はワイヤ、バンプなどにより直接電気的接続をとる部位がインナーリード部11a,12a、封止部30の外に露出し、外部配線基板等の電極と電気的接続を取る部位がアウターリード部11b,12bに相当する。また、これらの態様では、リード11,12の一部が樹脂成形体13により被覆されている。樹脂成形体13は、白色の絶縁層としての機能も有しており、この厚さを大きくすることもできる。
なお、発光素子20は複数存在してもよい。封止材により、複数の実装部を一括に封止してもよい。
封止部30は使用目的により透明であっても、蛍光体を含有していてもよく、リフレクタや堰部を用いない場合には金型成形により一括封止されていてもよい。チップオンボード型では配線基板70上に直接発光装置部を設けることができるので、表面実装の手間が省け発光素子から配線基板70への放熱をとりやすいメリットがある。アウターリード部は配線基板70の発光素子搭載側と同じ面に露出していてもよいが、実装後のパッケージを配線基板ごと分割し個片化して用いる場合など、他の配線基板上に表面実装する必要がある場合にはパッケージを構成する配線基板にスルーホールなどを設けて裏面に電気的導通を取り、発光装置裏面にアウターリード部を設けることができる。
なお、図6は、配線基板70を構成するベース基板80としてアルミニウムや銅などの金属を含む材料を用いた態様である。絶縁層50は透明であっても反射材としての機能をも有していてもよく、高放熱機能をも有していることが好ましい。ベース基板80には絶縁層と反射材層を兼ねて樹脂成形体13と同じ熱硬化性シリコーン樹脂組成物を用いてもよい。また、アルミニウムなどのメタル基板を用いる場合には絶縁体50からなる層として増反射構造を有する絶縁性の透明多層膜が蒸着などにより形成されていてもよい。
また、図7は、配線基板70を構成するベース基板80としてセラミックス(AlN、Al2O3)や本発明に用いられる熱硬化性シリコーン樹脂組成物を始めとした樹脂組成物などの絶縁体から構成された絶縁性基板を用いる態様である。使用する発光素子の発熱量が大きく基板材料の熱伝導性が十分でない場合には、必要に応じ発光素子直下に金属材料を含むヒートシンク部90を設けることができる。
【0124】
<4.5.図8の実施形態>
図8の実施形態に係る半導体発光装置について説明する。
図8として概略断面図が示される半導体発光装置1Fは、図4の半導体発光装置1Bに比べ、発光素子20と第1のリード11、第2のリード12の電気的接続部を離した構造を有する。このことにより、発光素子20からの電界、熱、光などの影響により発光素子20直近の電極の金属(銀等)メッキの着色による輝度低下を抑えることができる。
【0125】
<4.6.図9の実施形態>
図9の実施形態に係る半導体発光装置について説明する。
図9として概略断面図が示される半導体発光装置1Gは、リード11,12と樹脂成形体13とから構成されるパッケージ10の構造が液状射出成形(LIM)法に適しており、また、放熱が良好な構成となっている。
本発明のパッケージ成形においてはパッケージ材バインダとなるシリコーン樹脂が従来のエンプラ樹脂と比較して柔らかくタックがあるため型離れしにくかったり、成形体の薄肉部が離型時に千切れて型内に残ったりして連続成形を妨げる要因となりやすい。そのため、側面リフレクタ部の上縁やパッケージの角は角部を無くし曲面に近い形状とすることが好ましい。また、リフレクタの内壁面及び外壁面はパッケージ底面から離れるほどリフレクタが肉薄となるように、パッケージ底面に対して垂直に立ち上げた線から3±1度程度の傾斜を有することが好ましい。また、リードフレーム型では成形・型抜け時、パーツフィーダー・ロボットアーム等によるパッケージ個片移送時、また発光素子実装時などにパッケージへのねじり外力がかかりリードが成形体から剥離・脱落することがあるので、正負のインナーリードは例えばパッケージ上から見て凸型と凹型のようにパッケージ底面において相互に入りこみ、ねじり応力やワイヤボンディング時の局部応力に対して強い構造となっていることが好ましい。さらに、リードフレームは上下から成形体に挟まれた部分の面積が多い構造であることが好ましく、図9の実施態様では側面部と底面部の樹脂成形体がアウターリードを挟む構造になっている。
リードフレームがあらかじめ折り曲げてあると図3、図4等のように成形後に折り曲げ加工するよりパッケージとリードフレームの界面に応力がかからず破損しにくいため好ましい。本実施態様においてはアウターリードは完成形状に予め折り曲げてあり、かつアウターリード裏面はパッケージ実装面と同一平面上にあり、実装安定性が高く放熱が良好である。
【0126】
<5.半導体発光装置用パッケージ及び半導体発光装置の製造方法>
本発明の半導体発光装置用パッケージを有してなる半導体発光装置の製造方法について説明する。図10(a)〜(e)は、第1の実施形態に係る半導体発光装置の製造工程を示す概略断面図である。
【0127】
まず、第1の工程として、パッケージ10の凹部14の底面14aに対応する第1及び第2のリードを、下金型100と上金型110とで挟み込む。
【0128】
下金型100には、パッケージ10の樹脂成形体13の形状に対応する凹部100b及び前記パッケージにおける凹部14の形状に対応する凸部100aが形成されている。
ここで、凹部14の底面14aに対応する凸部100aの平坦面100cは、第1のインナーリード部11a及び第2のインナーリード部12aと接触するように形成されている。
【0129】
次いで、第2の工程として、下金型100と上金型110との隙間で形成される空間部分に射出成形機を用いて前述した液状の熱硬化性シリコーン樹脂組成物を注入・成形する。
【0130】
この工程では、液状の上記熱硬化性シリコーン樹脂組成物の供給はペール缶などの所定の容器から圧送する等の方法により行われる。熱硬化性シリコーン樹脂組成物は一液型、二液型を問わず、ペールポンプ(ドラムポンプ)を用いて計量プランジャ又は、計量スクリュー部へ組成物をいったん圧送し、次に予熱された金型内に計量プランジャ(又は計量スクリュー)から所定量射出される。二液型の場合には、一液型用のペールポンプ(ドラムポンプ)2台を同軸にしてプランジャを同時に操作させる方式や、油圧機構によってリンクさせ同時に操作させる方式などにより二成分を同時に計量し、混合装置を経由して計量プランジャ(又は計量スクリュー)より射出すればよい。計量誤差を低減させるため、二つの成分は容量比で1:1に近いことが好ましく、均一に混合するためにはそれぞれの粘度も同じ程度にすることが好ましい。続いて下金型100と上金型110とを所定の温度に加熱し、射出された第1の熱硬化性樹脂を硬化させる。
【0131】
第1のインナーリード部11a及び第2のインナーリード部12a(インナーリード部11a、12aの裏面に樹脂成形体が接する場合には、第1のアウターリード部11bと第2のアウターリード部12b)を金型で挟み込むため、上記熱硬化性シリコーン樹脂組成物を射出する際にこれらのリードがばたつくことがなく、バリの発生を抑制できる。なお、必要に応じ、インナーリード部11a,12aの裏面を支えるための支持ピンを用いることができる。
【0132】
ここで、第2の工程の射出成形圧力が10〜2000kg/cm2であることが好ましい。射出成形圧力が10kg/cm2未満では、液状硬化性組成物の金型内での流れが遅く、硬化が先行して未充填(ショート)が発生する恐れがあり、2000kg/cm2を超えると液状硬化性組成物の流れが速すぎて薄肉部などに未充填が生じる充填むらが発生したり、残留応力により成形品が膨張し型離れが悪くなる恐れがある。
さらに液状射出成形機のシリンダー温度は0℃〜100℃であることが好ましい。シリンダー温度が0℃未満では、液状熱硬化性組成物に結露水が混入、凍結し除去できなくなる可能性があり、100℃を超えると液状熱硬化性組成物の硬化反応が過度に進行し、増粘する可能性がある。
【0133】
さらに、上記液状熱硬化性シリコーン樹脂組成物の粘度が、10Pa・s〜10000Pa・s(25℃、剪断速度100/s)であると、半導体装置用樹脂成形体の生産効率が高くなる。
なお、前述の通り、チキソトロピー性の観点から、本発明の半導体発光装置用樹脂成形体における液状熱硬化性シリコーン樹脂組成物は、25℃での剪断速度100s-1での粘度に対する25℃での剪断速度1s-1での粘度の比(1s-1/100s-1)が15以上であることが好ましく、20以上であることがより好ましく、30以上であることが特に好ましい。一方、上限は、500以下であることが好ましく、300以下であることがより好ましい。
【0134】
このような好適範囲に上記粘度を制御し、液状射出成形(LIM成形)に好適に使用できるようにするためには、前述の通り、液状樹脂組成物に一定以上のチキソトロピー性を持たせることが好ましい。例えば、一次粒径0.1μm以上2.0μm以下の前述の(B)白色顔料のような微粒子を液状樹脂組成物中に、30重量%以上となるように含有させることが好ましい。
【0135】
次いで、第3の工程として、射出・注入された上記熱硬化性シリコーン樹脂組成物を加熱・硬化して、底面14aと側面14bとを持つ凹部14を有する樹脂成形体13が得られる。
この加熱・硬化工程の温度や時間等の条件は、バリやショートモールドを低減し、離型をよくする観点からは、液状射出成形時の硬化温度及び時間がそれぞれ、120℃〜230℃及び3秒〜10分間であることが好ましい。必要に応じてポストキュアを行ってもよい。
液状射出成形時の硬化温度がこの範囲より高いと、樹脂の分解劣化や、硬化速度が速すぎることに起因する未充填を引き起こす可能性がある。また硬化温度がこの範囲より低いと、硬化に時間がかかり生産性が低下したり硬化不足により型離れが悪化したりする可能性がある。また、硬化時間は熱硬化性シリコーン樹脂組成物のゲル化速度や硬化速度に応じて適宜選択すればよいが、3秒以上10分以下が好ましく、より好ましくは5秒以上200秒以下、さらに好ましくは10秒以上60秒以下である。硬化時間が上記範囲より短いと硬化不足が生じ型離れが悪化する可能性がある。また、硬化時間が上記範囲より長いと生産性が低下し、液状射出成形の利点を生かせなくなる。
【0136】
これにより第1のリード11、第2のリード12、及び、樹脂成形体13が一体的に成形された、底面14aと側面14bとを持つ凹部14を有する、本発明の半導体発光装置用パッケージを提供することができる。
【0137】
次いで、第4の工程として、発光素子20を載置するため、下金型100及び上金型110を取り外す。
【0138】
次いで、第5の工程として、以下を行う。
発光素子20を第1のインナーリード部11aに載置し、ワイヤ40を介して発光素子20が持つ第1の電極21と第1のインナーリード部11aとを電気的に接続する。
【0139】
ただし、発光素子20が上面と下面に電極を持つ場合は、ワイヤを用いず、ダイボンディングのみで電気的接続をとってもよい。次に発光素子20の第2の電極22と第2のインナーリード部12aとをワイヤ40を介して電気的に接続する。
【0140】
次いで、第6の工程として、発光素子20が載置された凹部14内に封止材用熱硬化性樹脂組成物を装入する。
【0141】
この封止材用熱硬化性樹脂組成物の装入は、滴下法や射出法、押出法などを用いることができるが、滴下法によることが好ましい。滴下することにより凹部14内に残存する空気を効率的に排出することができるからである。封止材用熱硬化性樹脂組成物は、蛍光体を含むものが好ましい。これにより半導体発光装置の色調調整を容易にすることができる。
【0142】
次いで、第7の工程として、封止材用熱硬化性樹脂組成物を加熱・硬化して、封止材30を成形する。
【0143】
このような手順により、量産性よく、耐熱性、耐光性、密着性等に優れた半導体発光装置を製造することができる。また、樹脂成形体を製造する際、樹脂組成物の流動性が良好なためバリ発生が問題となるが上金型と下金型でこれらリードをしっかり挟み込むためバリが発生しにくい。そして、挟み込んだリードは露出するので、この露出部分に発光素子を載置したり、発光素子が持つ電極とリードとをワイヤ等で接続したりすることができる。
特に、半導体発光装置用樹脂成形体13の材質である熱硬化性シリコーン樹脂組成物と封止材30の材料である封止材用熱硬化性樹脂組成物とは、共に熱硬化性樹脂をベースとするため、密着性が良好で半導体発光装置用樹脂成形体13と封止材30との界面の剥離が生じにくく、耐熱性、耐光性、密着性等に優れた半導体発光装置を提供することができる。
【実施例】
【0144】
以下、実施例により本発明を更に詳細に説明するが、本発明は、その要旨を変更しない限り以下の実施例に限定されるものではない。
【0145】
実施例1として、樹脂成形体用樹脂として後述する液状熱硬化性ポリオルガノシロキサン(1)を用いた熱硬化性シリコーン樹脂組成物を使用し、半導体発光装置用パッケージを作製した。また、同熱硬化性シリコーン樹脂組成物を用いて、各々試験片を成形した。
また、比較例1として、ポリフタルアミド樹脂組成物(チタニア系顔料、ガラス繊維を含有)である、ソルベイアドバンストポリマーズ株式会社製アモデルA4122を用いて製造された市販品のパッケージ及び試験片を使用した。
それぞれのパッケージ及び試験片を用いて、反射率、発光素子実装時の初期輝度及び輝度維持率を比較した。
【0146】
[1−1.液状熱硬化性ポリオルガノシロキサン(1)の製造]
両末端ビニルポリジメチルシロキサンを含有するビニル基含有ポリジメチルシロキサン組成物(ビニル基:0.3mmol/g含有、粘度3500mPa・s、白金錯体触媒8ppm含有)と、両末端ビニルポリジメチルシロキサンおよび、両末端水素(メチルハイドロジェンシロキサン・ジメチルシロキサン共重合体)を含有するヒドロシリル基含有ポリジメチルシロキサン組成物(ビニル基:0.1mmol/g含有、ヒドロシリル基:4.6mmol/g含有、粘度600mPa・s)と、硬化遅延成分((D)硬化速度制御剤)含有ポリジメチルシロキサン(ビニル基:0.2mmol/g含有、ヒドロシリル基:0.1mmol/g含有、アルキニル基:0.2mmol/g含有、粘度500mPa・s)とを、100:10:5で混合し、(C)硬化触媒として白金濃度7ppmを含有する液状熱硬化性ポリオルガノシロキサン(1)を得た。
なお、この液状熱硬化性ポリオルガノシロキサン(1)の屈折率は、1.41であった。
[1−2.液状熱硬化性ポリオルガノシロキサン(2)の製造]
両末端ビニルポリジメチルシロキサンを含有するビニル基含有ポリジメチルシロキサン組成物(ビニル基:0.3mmol/g含有、粘度4200mPa・s、白金錯体触媒14ppm含有)と、両末端ビニルポリジメチルシロキサンおよび、両末端水素(メチルハイドロジェンシロキサン・ジメチルシロキサン共重合体)を含有するヒドロシリル基含有ポリジメチルシロキサン組成物(ビニル基:0.04mmol/g含有、ヒドロシリル基:4.8mmol/g含有、粘度700mPa・s)と、硬化遅延成分((D)硬化速度制御剤)含有ポリジメチルシロキサン(ビニル基:0.1mmol/g含有、アルキニル基:0.9mmol/g含有、粘度1500mPa・s)とを、100:10:2で混合し、(C)硬化触媒として白金濃度12.5ppmを含有する液状熱硬化性ポリオルガノシロキサン(2)を得た。
なお、この液状熱硬化性ポリオルガノシロキサン(2)の屈折率は、1.41であった。
【0147】
[2.樹脂成形体用材料の調製、反射率測定用試験片の作製]
<実施例1>
(A)上記1−1で得られた液状熱硬化性ポリオルガノシロキサン(1)35重量部、(B)白色顔料として一次粒子径0.3μm、二次粒子の中心粒径D501.2μm、アスペクト比1.48のα結晶形アルミナを60重量部、(E)流動性調整剤としてシリカ微粒子「AEROSIL RX200」(比表面積140m2/g)を5重量部の割合で配合し、混練機により白色顔料とシリカ微粒子を前記(1)に分散させ、白色の樹脂成形体用材料1(以下、「樹脂材料1」と略記する場合がある。)を得た。これらの材料を、熱プレス機にて180℃、10kg/cm2、硬化時間240秒の条件で硬化させ、直径13mm、厚さ410μmと3mmの円形の試験片(テストピース)を得た。
<実施例2>
(A)上記1−2で得られた液状熱硬化性ポリオルガノシロキサン(2)19.4重量部、(B)白色顔料としてシリカとアルミナで表面処理された一次粒子径0.25μm、アスペクト比1.36のルチル形酸化チタンを8重量部、(E)流動性調整剤としてシリカ微粒子「AEROSIL NAX50」(比表面積40m2/g)を2.6重量部、平均粒子径5μmの溶融球状シリカを63重量部、平均粒子径0.7μmの溶融球状シリカを7重量部の割合で配合したこと以外は実施例1と同様にして、白色の樹脂成形体用材料2(以下、「樹脂材料2」と略記する場合がある。)と、直径13mm、厚さ340μmと3mmの円形の試験片(テストピース)を得た。
<比較例1>
比較例1のポリフタルアミド樹脂については、ソルベイアドバンストポリマーズ株式会社製アモデルA4122の2mm厚のテストパネルを約10mm角の大きさに切り出したものを、試験片(テストピース)とした。
【0148】
[3.白色顔料の一次粒子径、および一次粒子のアスペクト比の測定方法]
実施例1および2で用いた白色顔料の電子顕微鏡観察により一次粒子径を計測した。粒子径にばらつきがある場合は、数点(例えば10点)を電子顕微鏡観察し、その平均値を粒子径として求めた。特にばらつきが大きく、例えば、極微量含まれる微小粒子や粗大粒子を除き、小粒径と大粒径の差が5倍程度以上あるような場合には、その最大値および最小値を記録した。また、長軸長さ(最大長径)と短軸長さ(長径に垂直方向で最も長い部分の長さ)も計測し、一次粒子径については長軸の長さを採用し、長軸長さ(最大長径)を短軸長さ(長径に垂直方向で最も長い部分の長さ)で除した値をアスペクト比とした。
【0149】
[4.白色顔料の二次粒子の中心粒径D50の測定方法]
10〜20mgの白色顔料(アルミナ粉体)に0.2%のポリリン酸ナトリウム水溶液10gを加え、超音波振動でアルミナを分散させた。この分散液を用いて白色顔料の二次粒子の体積基準の中心粒径D50を日機装株式会社製 マイクロトラックMT3000IIにて測定した。なお、中心粒径D50は、積算%の体積基準粒度分布曲線が50%の横軸と交差するポイントの粒子径をいう。
【0150】
[5.試験片の反射率測定]
上記実施例1、2および比較例1の各試験片について、コニカミノルタ社製SPECTROPHOTOMETER CM−2600dを用いて測定径6mmにて360nmから740nmの波長における反射率を測定した。リード電極単独の反射率の値と合わせて、測定結果を図11、表1に示す。本発明の樹脂成形体用材料は、従来のパッケージ材であるポリフタルアミド樹脂やLED用に多用される銀メッキ銅リードフレームよりもバインダとして用いている樹脂及び反射材フィラーの種類・粒子径に由来し反射率が高いため、長期使用時に着色劣化しやすい銀メッキ表面の電極露出面積を少なくすることが可能である。酸化チタンを含む実施例2の樹脂成形体用材料は、特に発光波長が440nm程度以上の半導体発光素子を用いる発光装置に好適に使用できる。
【0151】
【表1】
【0152】
[6.樹脂成形体用材料の粘度測定]
実施例1および実施例2の樹脂成形体用材料について、レオメトリクス社製RMS−800にてパラレルプレートを用い、測定温度25℃で粘度測定を行った。
その結果を表2、および図12に示す。実施例1の材料は、25℃における剪断速度1s-1および100s-1での粘度、並びにその傾きが樹脂成形体の液状射出成形に適していることがわかる。
【0153】
【表2】
【0154】
[7.ショアD硬度測定]
上記実施例1および実施例2の各試験片(厚さ3mm)を、200℃の恒温器で20分間ポストキュアした後、試験片2枚を重ね、ゴム・プラスチック硬度計KORI Durometer KR−25Dを用いて、JIS K6253に従い、試験片の中心付近のショアD硬度を測定した。
実施例1および実施例2の各試験片のショアD硬度はそれぞれ40と60であった。
比較例1の厚さ2mmの試験片についても、試験片3枚を重ね、同様にショアD硬度を測定した。硬度は90以上であった。
【0155】
[8.パッケージの液状射出成形]
実施例の樹脂成形体用材料1および2を用いて、全面銀メッキした銅リードフレームと共に液状射出成形により半導体発光装置用パッケージ1および2を成形した。該パッケージは、樹脂部が縦3.2mm×横2.7mm×高さ1.4mm、開口部の直径2.4mmの凹部を有するカップ状であり、図9の実施形態においてリフレクタ部の上縁及び角を曲面とした形状を有する表面実装型パッケージであった。樹脂成形体用材料1の成形は金型温度170℃、硬化時間20秒、樹脂成形体用材料2の成形は金型温度205℃、硬化時間20秒の条件で行った。成形したパッケージを観察したところ、バリの発生はなく、ショートモールド、離型不良の無いパッケージであった。樹脂成形体用材料1を成形したパッケージを液体窒素で凍結した状態でミクロトームにより切削し、パッケージ断面のSEM観察を行った。断面に露出したアルミナの一次粒子径は0.3μm、一次粒子のアスペクト比は1.48であった。
また、実施例1の樹脂成形体用材料1を用いて、全面銀メッキした銅リードフレームと共に液状射出成形により図1の実施形態の形状を有する表面実装型の半導体発光装置用パッケージ3を成形した。該パッケージは、樹脂部が縦5.0mm×横5.0mm×高さ1.3mm、開口部の直径4.0mmの凹部を有するカップ状、第一のインナーリードの発光素子を載置する部分の裏面が樹脂成形体から露出する形状を有する表面実装型パッケージであった。樹脂成形体用材料1の成形は金型温度180℃、硬化時間20秒の条件で行った。成形したパッケージを観察したところ、バリの発生はなく、ショートモールド、離型不良の無いパッケージであった。
比較例1のポリフタルアミド樹脂製のパッケージとしては、射出成形により製造された市販品を使用した。
【0156】
実施例1、2の樹脂材料から得られたパッケージ1、2、3および比較例1の各材料由来のパッケージについて、以下の手法にて金属配線と樹脂材料との間の接着性評価を行った。
パッケージのカップの内側を赤色の水性インクで満たし、5分間放置した後、インクを拭き取り、金属リードフレームと樹脂の間を伝ってカップの外側へ染み出したインクの有無を光学顕微鏡で確認した。実施例1および2の樹脂材料由来のパッケージであるパッケージ1、2および3は全く赤色が確認されなかったのに対して、比較例1のポリフタルアミド樹脂製のパッケージはカップの外側の金属配線と白色樹脂材料の間に赤インクの染み出しが確認された。
また、実施例1、2の樹脂材料由来のパッケージ1、2および3は何れも金属リードフレームとよく接着しており、中でもショアD硬度が比較的高い実施例2の樹脂材料由来のパッケージは、外力によるフレームと樹脂間の剥離が起こりにくく、物理的衝撃に強いことがわかった。
【0157】
[9.封止材の製造]
モメンティブ・パフォーマンス・マテリアルズ・ジャパン合同会社製両末端シラノールジメチルシリコーンオイルXC96−723を385g、メチルトリメトキシシランを10.28g、及び、触媒としてジルコニウムテトラアセチルアセトネート粉末0.791gを、攪拌翼と、分留管、ジムロートコンデンサ及びリービッヒコンデンサとを取り付けた500ml三つ口フラスコ中に計量し、室温にて15分間触媒の粗大粒子が溶解するまで攪拌した。この後、反応液を100℃まで昇温して触媒を完全溶解し、ジムロートコンデンサを用いて100℃全還流下で30分間500rpmで攪拌しつつ初期加水分解を行った。
【0158】
続いて留出ラインをリービッヒコンデンサ側に切り替えて、窒素をSV20で液中に吹き込み生成メタノール及び水分、副生する低沸点ケイ素化合物を窒素に随伴させて留去しつつ100℃、500rpmにて1時間攪拌した。窒素をSV20で液中に吹き込みながらさらに130℃に昇温、保持しつつ5時間重合反応を継続し、粘度120mPa・sの反応液を得た。なお、「SV」は「Space Velocity」の略称であり、単位時間当たりの窒素吹き込み体積比(対反応液体積)を指す。
窒素の吹き込みを停止し反応液をいったん室温まで冷却した後、ナス型フラスコに反応液を移し、ロータリーエバポレーターを用いてオイルバス上120℃、圧力1kPaで50分間、微量に残留しているメタノール及び水分、低沸点ケイ素化合物を留去し、粘度230mPa・s、屈折率1.41の無溶剤の封止材液を得た。
【0159】
[10.発光装置の製造]
[10−1.発光装置の組み立て]
実施例1の樹脂材料1由来のパッケージ1及び比較例1のパッケージを用い、次のようにして各々3種の発光装置を組み立てた。360nm、406nm、460nmの発光波長を有する半導体発光素子1個(定格電流20mA)をパッケージの凹部に露出しているインナーリード上の所定位置にシリコーンダイボンド材(信越化学工業(株)製 KER−3000−M2)を介して設置した後、該シリコーンダイボンド材を100℃で1時間、さらに150℃で2時間硬化させた。こうして半導体発光素子をパッケージ上に搭載した後、金線で該パッケージのリード電極と半導体発光素子を接続した。
また、実施例1の樹脂材料1由来のパッケージ3を用い、405nmの発光波長を有する半導体発光素子1個(定格電流350mA)をパッケージの凹部に露出しているインナーリード上の所定位置に前述のシリコーンダイボンド材を介して搭載し、金線で該パッケージのリード電極と半導体発光素子を接続した。
【0160】
[10−2.半導体発光素子の封止]
10−1にて製造した発光装置のパッケージ凹部へ、開口部上縁と同じ高さになるように前述の封止材を滴下した後、恒温器にて90℃×2時間、次いで110℃×1時間、150℃×3時間の加熱硬化を行い半導体発光素子を透明(クリア)封止した。このようにして実施例1の樹脂材料1由来であるパッケージ1、比較例1の樹脂材料由来であるパッケージ各々について360nm、406nm、460nmの発光素子を有する3種の半導体発光装置を得た。
また、実施例1の樹脂材料1由来のパッケージ3を用いた発光装置についても同様に封止し、405nmの発光素子を有する半導体発光装置を得た。
【0161】
[11.輝度の測定]
上記[10.発光装置の製造]にて製造した実施例1の樹脂材料由来のパッケージ1、及び比較例1のパッケージを用いたクリア封止半導体発光装置を点灯電源にセットし、60mAの駆動電流を通電して点灯20秒後の輝度の測定を行った。結果を表3に示す。
表3に示すように、実施例1の樹脂材料由来のパッケージを用いた透明封止の半導体発光装置は従来構成の比較例1のパッケージを用いた半導体発光装置と比較して、360nm、406nm、460nm何れの波長においても高い輝度を示すことがわかる。
なお、輝度の測定には、オーシャンオプティクス社製分光器「USB2000」(積算波長範囲:350−800nm、受光方式:100mmφの積分球)を用い、分光器本体を25℃恒温槽内に保持して測定した。なお、実施例1、比較例1ではLED装置の温度上昇を防ぐために、熱伝導性絶縁シートを介し3mm厚のアルミ板にて放熱を行った。
実施例2の樹脂材料を用いたパッケージ2を用いても、同様に発光装置を製造することができ、特に青色領域の光を発する460nmの半導体発光素子を用いた場合に、高い輝度を示す。
【0162】
【表3】
【0163】
また、実施例1の樹脂材料由来のパッケージ3を用いたクリア封止半導体発光装置を点灯電源にセットし、350mAの駆動電流を通電して点灯20秒後の輝度の測定を行ったところ、この発光装置の輝度(放射束)は0.81W,発光効率(放射束(W)/電力(W))は0.68W/Wであった。これらの値は、発光素子が載置されている部分のインナーリード裏面が樹脂成形体から露出していない構造を有する他はパッケージ3と同様に作製されたパッケージを用いた発光装置と比較すると26%高かった。
このように、本願発明に係る樹脂成形体用材料と高放熱のリード構造を組み合わせることにより、高効率で輝度の高い半導体発光装置を得ることができる。
【産業上の利用可能性】
【0164】
本発明によれば、屋内外の照明器具、ディスプレイ、携帯電話や液晶テレビ、デジタルサイネージなどのバックライト、カメラのフラッシュライト、前照灯などの車載照明、検査用や医療用の照明、植物工場などの各種照明用光源として好適に利用することができる、半導体発光装置が提供される。
【符号の説明】
【0165】
1,1A〜1G 半導体発光装置
10 (半導体発光装置用)パッケージ
11 第1のリード
11a 第1のインナーリード部
11b 第1のアウターリード部
12 第2のリード
12a 第2のインナーリード部
12b 第2のアウターリード部
13 (半導体発光装置用)樹脂成形体
13a (樹脂成形体の)連結部
14 凹部
14a 底面
14b 側面
20 発光素子
21 第1の電極
22 第2の電極
30 封止材
40 ワイヤ
50 絶縁体
60 蛍光体層
70 配線基板
80 ベース基板
90 ヒートシンク
100 下金型
110 上金型
【特許請求の範囲】
【請求項1】
第1のリードと、第2のリードと、第1のリード及び第2のリードと一体的に成形されてなる樹脂成形体とを有してなる半導体発光装置用パッケージであって、
第1のリードは第1のインナーリード部と第1のアウターリード部とを有しており、第1のインナーリード部は前記樹脂成形体中に配置されており、第1のアウターリード部は前記樹脂成形体から露出されており、
第2のリードは第2のインナーリード部と第2のアウターリード部とを有しており、第2のインナーリード部は前記樹脂成形体中に配置されており、第2のアウターリード部は前記樹脂成形体から露出されており、
前記樹脂成形体は、(A)ポリオルガノシロキサン、(B)一次粒子のアスペクト比が1.2以上4.0以下、一次粒子径が0.1μm以上2.0μm以下の白色顔料、及び(C)硬化触媒を含有する熱硬化性シリコーン樹脂組成物から形成されてなり、
当該半導体発光装置用パッケージには、底面と側面とを持つ凹部が形成されており、
前記凹部の底面は、第1のインナーリード部及び第2のインナーリード部を含み、かつ少なくともその一部が露出するように構成され、前記凹部の側面は、前記樹脂成形体から構成されることを特徴とする半導体発光装置用パッケージ。
【請求項2】
前記熱硬化性シリコーン樹脂組成物中の(A)ポリオルガノシロキサンが、常温、常圧下で液体の熱硬化性ポリオルガノシロキサンであることを特徴とする請求項1に記載の半導体発光装置用パッケージ。
【請求項3】
前記熱硬化性シリコーン樹脂組成物が、さらに(D)硬化速度制御剤を含有することを特徴とする請求項1又は2に記載の半導体発光装置用パッケージ。
【請求項4】
前記熱硬化性シリコーン樹脂組成物が、さらに(E)流動性調整剤を含有することを特徴とする請求項1乃至3のいずれか1項に記載の半導体発光装置用パッケージ。
【請求項5】
前記熱硬化性シリコーン樹脂組成物全体に対する、(B)白色顔料及び(E)流動性調整剤の合計含有量が、50重量%以上85重量%以下であることを特徴とする請求項4に記載の半導体発光装置用パッケージ。
【請求項6】
前記樹脂成形体が、液状射出成形(LIM)法により成形されたものであることを特徴とする請求項1乃至5のいずれか1項に記載の半導体発光装置用パッケージ。
【請求項7】
請求項1乃至6のいずれか1項に記載の半導体発光装置用パッケージと、半導体発光素子と、該半導体発光素子を被覆する封止材とを少なくとも有してなり、
前記半導体発光素子は、半導体発光装置用パッケージの凹部の底面にて露出された第1のインナーリード部に載置され、かつ、第1のインナーリード部及び第2のインナーリード部と電気的に接続されていることを特徴とする半導体発光装置。
【請求項8】
第1のインナーリード部と第1のアウターリード部を有する第1のリードと、
第2のインナーリード部と第2のアウターリード部を有する第2のリードと、樹脂成形体とを一体的に成形してなり、底面と側面とを持つ凹部を有し、かつ、前記凹部の底面が第1のインナーリード部及び第2のインナーリード部を含んで構成され、前記凹部の側面が前記樹脂成形体から構成される半導体発光装置用パッケージの製造方法であって、
前記樹脂成形体の形状に対応する凹部及び前記パッケージにおける凹部の形状に対応する凸部が形成された金型における、前記凸部の上面が前記パッケージにおける凹部の底面に対応する第1のインナーリード部及び第2のインナーリード部と密着するように、第1のリードと第2のリードとを上金型と、下金型とで挟み込む第1の工程と、
上金型と下金型との隙間で形成される空間部分に、(A)ポリオルガノシロキサン、(B)一次粒子のアスペクト比が1.2以上4.0以下、一次粒子径が0.1μm以上2.0μm以下の白色顔料、および(C)硬化触媒を含有する液状熱硬化性シリコーン樹脂組成物を射出して充填する第2の工程と、
充填された液状熱硬化性シリコーン樹脂組成物を加熱して硬化し、前記樹脂成形体を成形する第3の工程と、を少なくとも有することを特徴とする、液状射出成形法による半導体発光装置用パッケージの製造方法。
【請求項9】
第2の工程が、射出成形機を用いて行われ、かつ、射出成形圧力が10kg/cm2以上2000kg/cm2以下であることを特徴とする請求項8に記載の半導体発光装置用パッケージの製造方法。
【請求項10】
第2の工程が、射出成形機を用いて行われ、かつ、射出成形機のシリンダー温度が0℃以上100℃以下であることを特徴とする請求項8又は9に記載の半導体発光装置用パッケージの製造方法。
【請求項11】
液状射出成形時の硬化温度が、120℃以上230℃以下であり、かつ、硬化時間が、3秒以上10分間以下であることを特徴とする請求項8乃至10のいずれか1項に記載の半導体発光装置用パッケージの製造方法。
【請求項12】
前記液状熱硬化性シリコーン樹脂組成物の粘度が、25℃、剪断速度100/sの条件で、10Pa・s以上10000Pa・s以下であることを特徴とする請求項8乃至11のいずれか1項に記載の半導体発光装置用パッケージの製造方法。
【請求項13】
第1のインナーリード部と第1のアウターリード部を有する第1のリードと、第2のインナーリード部と第2のアウターリード部を有する第2のリードと、樹脂成形体とを一体的に成形してなり、底面と側面とを持つ凹部を有し、かつ、前記凹部の底面が第1のインナーリード部及び第2のインナーリード部を含んで構成され、前記凹部の側面が前記樹脂成形体から構成される半導体発光装置用パッケージと、該パッケージの凹部に設置された半導体発光素子と、該半導体発光素子を被覆する封止材と、を有する半導体発光装置の製造方法であって、
前記樹脂成形体の形状に対応する凹部及び前記パッケージにおける凹部の形状に対応する凸部が形成された金型における、前記凸部の上面が前記パッケージにおける凹部の底面に対応する第1のインナーリード部及び第2のインナーリード部と密着するように、第1のリードと第2のリードとを上金型と、下金型とで挟み込む第1の工程と、
上金型と下金型とで挟み込まれた凹み部分に(A)ポリオルガノシロキサン、(B)一次粒子のアスペクト比が1.2以上4.0以下、一次粒子径が0.1μm以上2.0μm以下の白色顔料、および(C)硬化触媒を含有する液状熱硬化性シリコーン樹脂組成物を射出して充填する第2の工程と、
充填された液状熱硬化性シリコーン樹脂組成物を加熱して硬化し、樹脂成形体を成形する第3の工程と、
上金型を取り外す第4の工程と、
半導体発光素子を該パッケージの凹部に設置するとともに、該半導体発光素子が持つ第1の電極と第1のインナーリード部とを電気的に接続し、該半導体発光素子が持つ第2の電極と第2のインナーリード部とを電気的に接続する第5の工程と、
半導体発光素子が載置された前記パッケージにおける凹部内に封止材用熱硬化性樹脂組成物を配置する第6の工程と、
前記パッケージにおける凹部内に装入された封止材用熱硬化性樹脂組成物を加熱して硬化し、封止材を成形する第7の工程と、
を有することを特徴とする半導体発光装置の製造方法。
【請求項1】
第1のリードと、第2のリードと、第1のリード及び第2のリードと一体的に成形されてなる樹脂成形体とを有してなる半導体発光装置用パッケージであって、
第1のリードは第1のインナーリード部と第1のアウターリード部とを有しており、第1のインナーリード部は前記樹脂成形体中に配置されており、第1のアウターリード部は前記樹脂成形体から露出されており、
第2のリードは第2のインナーリード部と第2のアウターリード部とを有しており、第2のインナーリード部は前記樹脂成形体中に配置されており、第2のアウターリード部は前記樹脂成形体から露出されており、
前記樹脂成形体は、(A)ポリオルガノシロキサン、(B)一次粒子のアスペクト比が1.2以上4.0以下、一次粒子径が0.1μm以上2.0μm以下の白色顔料、及び(C)硬化触媒を含有する熱硬化性シリコーン樹脂組成物から形成されてなり、
当該半導体発光装置用パッケージには、底面と側面とを持つ凹部が形成されており、
前記凹部の底面は、第1のインナーリード部及び第2のインナーリード部を含み、かつ少なくともその一部が露出するように構成され、前記凹部の側面は、前記樹脂成形体から構成されることを特徴とする半導体発光装置用パッケージ。
【請求項2】
前記熱硬化性シリコーン樹脂組成物中の(A)ポリオルガノシロキサンが、常温、常圧下で液体の熱硬化性ポリオルガノシロキサンであることを特徴とする請求項1に記載の半導体発光装置用パッケージ。
【請求項3】
前記熱硬化性シリコーン樹脂組成物が、さらに(D)硬化速度制御剤を含有することを特徴とする請求項1又は2に記載の半導体発光装置用パッケージ。
【請求項4】
前記熱硬化性シリコーン樹脂組成物が、さらに(E)流動性調整剤を含有することを特徴とする請求項1乃至3のいずれか1項に記載の半導体発光装置用パッケージ。
【請求項5】
前記熱硬化性シリコーン樹脂組成物全体に対する、(B)白色顔料及び(E)流動性調整剤の合計含有量が、50重量%以上85重量%以下であることを特徴とする請求項4に記載の半導体発光装置用パッケージ。
【請求項6】
前記樹脂成形体が、液状射出成形(LIM)法により成形されたものであることを特徴とする請求項1乃至5のいずれか1項に記載の半導体発光装置用パッケージ。
【請求項7】
請求項1乃至6のいずれか1項に記載の半導体発光装置用パッケージと、半導体発光素子と、該半導体発光素子を被覆する封止材とを少なくとも有してなり、
前記半導体発光素子は、半導体発光装置用パッケージの凹部の底面にて露出された第1のインナーリード部に載置され、かつ、第1のインナーリード部及び第2のインナーリード部と電気的に接続されていることを特徴とする半導体発光装置。
【請求項8】
第1のインナーリード部と第1のアウターリード部を有する第1のリードと、
第2のインナーリード部と第2のアウターリード部を有する第2のリードと、樹脂成形体とを一体的に成形してなり、底面と側面とを持つ凹部を有し、かつ、前記凹部の底面が第1のインナーリード部及び第2のインナーリード部を含んで構成され、前記凹部の側面が前記樹脂成形体から構成される半導体発光装置用パッケージの製造方法であって、
前記樹脂成形体の形状に対応する凹部及び前記パッケージにおける凹部の形状に対応する凸部が形成された金型における、前記凸部の上面が前記パッケージにおける凹部の底面に対応する第1のインナーリード部及び第2のインナーリード部と密着するように、第1のリードと第2のリードとを上金型と、下金型とで挟み込む第1の工程と、
上金型と下金型との隙間で形成される空間部分に、(A)ポリオルガノシロキサン、(B)一次粒子のアスペクト比が1.2以上4.0以下、一次粒子径が0.1μm以上2.0μm以下の白色顔料、および(C)硬化触媒を含有する液状熱硬化性シリコーン樹脂組成物を射出して充填する第2の工程と、
充填された液状熱硬化性シリコーン樹脂組成物を加熱して硬化し、前記樹脂成形体を成形する第3の工程と、を少なくとも有することを特徴とする、液状射出成形法による半導体発光装置用パッケージの製造方法。
【請求項9】
第2の工程が、射出成形機を用いて行われ、かつ、射出成形圧力が10kg/cm2以上2000kg/cm2以下であることを特徴とする請求項8に記載の半導体発光装置用パッケージの製造方法。
【請求項10】
第2の工程が、射出成形機を用いて行われ、かつ、射出成形機のシリンダー温度が0℃以上100℃以下であることを特徴とする請求項8又は9に記載の半導体発光装置用パッケージの製造方法。
【請求項11】
液状射出成形時の硬化温度が、120℃以上230℃以下であり、かつ、硬化時間が、3秒以上10分間以下であることを特徴とする請求項8乃至10のいずれか1項に記載の半導体発光装置用パッケージの製造方法。
【請求項12】
前記液状熱硬化性シリコーン樹脂組成物の粘度が、25℃、剪断速度100/sの条件で、10Pa・s以上10000Pa・s以下であることを特徴とする請求項8乃至11のいずれか1項に記載の半導体発光装置用パッケージの製造方法。
【請求項13】
第1のインナーリード部と第1のアウターリード部を有する第1のリードと、第2のインナーリード部と第2のアウターリード部を有する第2のリードと、樹脂成形体とを一体的に成形してなり、底面と側面とを持つ凹部を有し、かつ、前記凹部の底面が第1のインナーリード部及び第2のインナーリード部を含んで構成され、前記凹部の側面が前記樹脂成形体から構成される半導体発光装置用パッケージと、該パッケージの凹部に設置された半導体発光素子と、該半導体発光素子を被覆する封止材と、を有する半導体発光装置の製造方法であって、
前記樹脂成形体の形状に対応する凹部及び前記パッケージにおける凹部の形状に対応する凸部が形成された金型における、前記凸部の上面が前記パッケージにおける凹部の底面に対応する第1のインナーリード部及び第2のインナーリード部と密着するように、第1のリードと第2のリードとを上金型と、下金型とで挟み込む第1の工程と、
上金型と下金型とで挟み込まれた凹み部分に(A)ポリオルガノシロキサン、(B)一次粒子のアスペクト比が1.2以上4.0以下、一次粒子径が0.1μm以上2.0μm以下の白色顔料、および(C)硬化触媒を含有する液状熱硬化性シリコーン樹脂組成物を射出して充填する第2の工程と、
充填された液状熱硬化性シリコーン樹脂組成物を加熱して硬化し、樹脂成形体を成形する第3の工程と、
上金型を取り外す第4の工程と、
半導体発光素子を該パッケージの凹部に設置するとともに、該半導体発光素子が持つ第1の電極と第1のインナーリード部とを電気的に接続し、該半導体発光素子が持つ第2の電極と第2のインナーリード部とを電気的に接続する第5の工程と、
半導体発光素子が載置された前記パッケージにおける凹部内に封止材用熱硬化性樹脂組成物を配置する第6の工程と、
前記パッケージにおける凹部内に装入された封止材用熱硬化性樹脂組成物を加熱して硬化し、封止材を成形する第7の工程と、
を有することを特徴とする半導体発光装置の製造方法。
【図1】

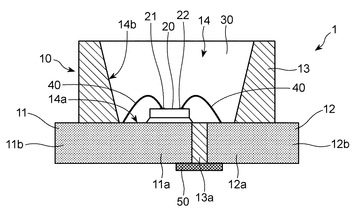
【図2】
【図3】
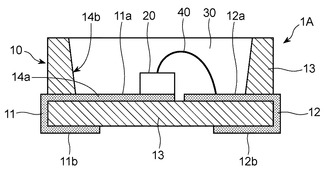
【図4】
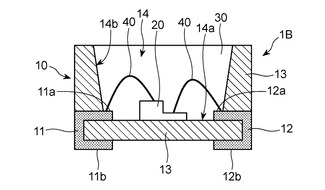
【図5】
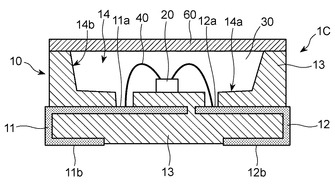
【図6】
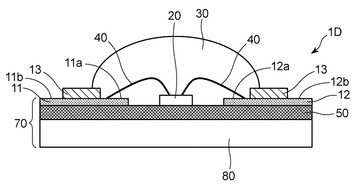
【図7】
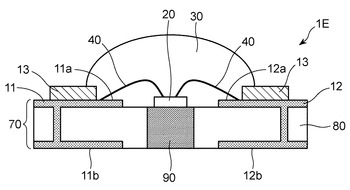
【図8】
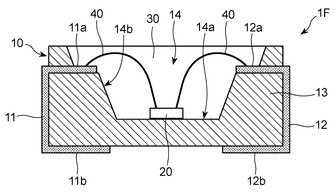
【図9】
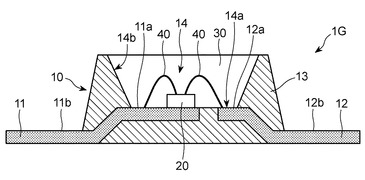
【図10】
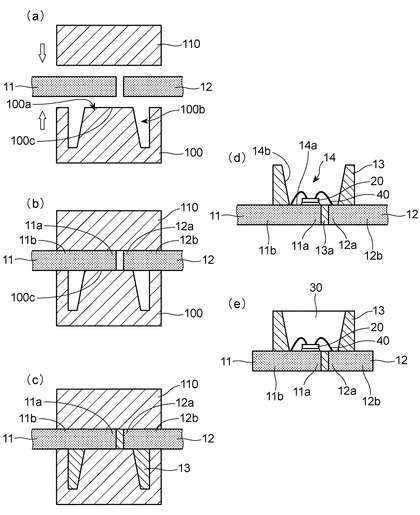
【図11】
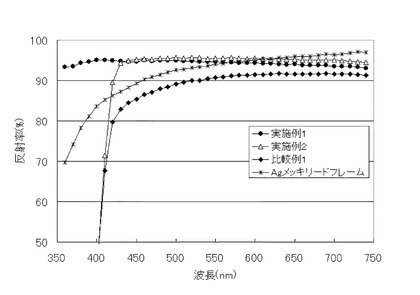
【図12】
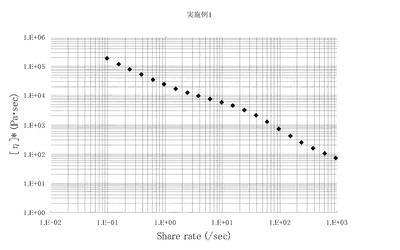
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2012−216785(P2012−216785A)
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願番号】特願2012−53513(P2012−53513)
【出願日】平成24年3月9日(2012.3.9)
【出願人】(000005968)三菱化学株式会社 (4,356)
【Fターム(参考)】
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願日】平成24年3月9日(2012.3.9)
【出願人】(000005968)三菱化学株式会社 (4,356)
【Fターム(参考)】
[ Back to top ]