
半導体装置の配線用金属薄膜及び半導体装置用配線、並びにこれらの製造方法
【課題】半導体埋込型配線の製造に用いられる金属薄膜であって、高温高圧処理時に優れた高温流動性を示すと共に、電気抵抗率が低く、高品質を安定して発揮する半導体装置用配線を得ることのできる半導体装置の配線用金属薄膜、およびこれを用いて得られる半導体装置用配線を提供する。
【解決手段】Nを0.4at%以上2.0at%以下含むCu合金からなるものであることを特徴とする半導体装置の配線用金属薄膜、および半導体基板上の凹部を有する絶縁膜上に、上記金属薄膜を形成後、高温高圧処理して該金属薄膜を上記凹部内に埋め込むことにより形成されることを特徴とする半導体装置用配線。
【解決手段】Nを0.4at%以上2.0at%以下含むCu合金からなるものであることを特徴とする半導体装置の配線用金属薄膜、および半導体基板上の凹部を有する絶縁膜上に、上記金属薄膜を形成後、高温高圧処理して該金属薄膜を上記凹部内に埋め込むことにより形成されることを特徴とする半導体装置用配線。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、半導体装置の配線用金属薄膜及び半導体装置用配線、並びにこれらの製造方法に関するものであり、特に、半導体基板上の絶縁膜に形成されたビアやトレンチ等の凹部に、スパッタリング法でCuベース(以下「Cu系」ということがある)の金属よりなる薄膜を形成した後、高温高圧リフロー法で該金属を埋め込んで得られる、例えばULSI(超大規模集積回路)等に代表されるSi半導体デバイス等の半導体装置におけるCu系配線、及び該配線の形成に用いられる金属薄膜、並びにこれらを製造する方法に関するものである。
【背景技術】
【0002】
近年、LSI(大規模集積回路)の高集積化や高速信号伝播の要求を満たすためデザインルールは縮小の一途を辿っており、配線ピッチの縮小や配線幅の減少、配線間距離の縮小はますます加速されている。また、半導体装置の高集積化に対応するため、配線を多層構造とすることが行なわれている。更には、配線回路の微細化・高集積化に伴い配線抵抗が増加し、この配線抵抗の増加が信号伝達の遅延を招くことから、近年では、電気抵抗のより小さな配線材料を使用する試みが活発化している。そこで、従来のAl系配線材料よりも電気抵抗を低減できる配線材料としてCu系材料を使用し、Cu系配線の形成が行なわれている。
【0003】
上記Cu系配線を多層構造とするための手段としては、ダマシン配線技術が用いられている(例えば特許文献1)。この方法は、常法に従って半導体基板上に酸化シリコンや窒化シリコン等の層間絶縁膜を形成し、該層間絶縁膜に埋込配線用のトレンチやビアホールといった配線溝や層間接続孔を形成し、該配線溝等の内部にTaN薄膜等を形成して、次いでCu薄膜のシード層を形成し、さらにCu薄膜を上記配線溝や層間接続孔に埋め込み、配線溝や層間接続孔以外の部分に堆積した不要な配線材料を、化学機械研磨(Chemical Mechanical Polish,CMP)を行なって除去し、配線溝や層間接続孔の内部にのみ配線材料を残してこれを配線とする方法である。
【0004】
ところでLSI配線はロードマップに従って微細化され、形成される上記配線溝の溝幅や層間接続孔の孔径も微細化が進み、かつアスペクト比(深さ/孔径の比)も高くなっているが、電解めっき法により凹部へ金属を埋め込む方法では、微細形状の凹部への埋込みに限界があるため、高アスペクト比のビアや微細径(配線幅100nm以下)のビア・トレンチへの完全埋込みは難しい。
【0005】
またCu系配線には、前記凹部への完全埋込の他、低電気抵抗率(ρ≦3.0μΩcm)、接続信頼性(確実なコンタクトの形成)、配線信頼性(ストレスマイグレーションによる断線に対する耐性[SM耐性]やエレクトロマイグレーションによる断線に対する耐性[EM耐性]等)などの特性が求められる。高性能ULSIデバイスでは配線の上記信頼性を向上させるために、Cu系配線の合金化が検討されているが、電解めっき法ではCu合金薄膜の形成が困難であり、上記特性の全てに優れたCu系配線を実現することは難しい。
【0006】
このようにダマシンプロセスによるCu系配線の形成技術には課題があるが、該プロセスはコスト面で有利であることから、日本ではカスタムICを中心に採用が進んでおり、今後もCu系配線の形成方法として採用されるものと考えられる。従って、ダマシンプロセスを適用しながら、低電気抵抗率で接続信頼性および配線信頼性の高いCu系配線を形成できる技術を開発する必要がある。
【0007】
配線溝や層間接続孔にCu系金属を完全に埋め込む方法として、これまでに、CVD(化学気相成長法)によるCu系配線形成が提案されている。しかし、CVD法による成膜は、高純度のものが得られにくいといった問題や高コストであるといった問題を有している。
【0008】
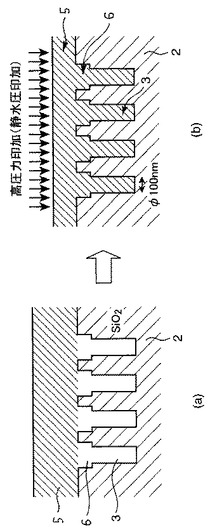
この様な電解めっき法やCVD法における問題を解決するための方法として、Cu系配線材料をスパッタリングし、該スパッタリング後に高温高圧リフロー法を採用することが有効な方法であると考えられる。この高温高圧リフロー法は、図1(a)に示す様に、ビア(配線接続孔)3やトレンチ(配線溝)6といった凹部の予め形成された絶縁膜2の表面に、該凹部をブリッジングする様にCu系金属からなる薄膜5をスパッタリング法で形成した後、図1(b)に示す様に、該薄膜表面に対して垂直かつ等方的に加圧して(例えば特許文献2に記載の様に常圧を超える圧力の静水圧で加圧し)、凹部へCu系金属を押し込む方法である。
【0009】
例えば特許文献3には、孔・溝が形成された絶縁膜を有する基板の絶縁膜表面を、銅もしくは銅合金又は銀もしくは銀合金の金属材料で被覆した後、加熱処理することにより、絶縁膜に形成された孔・溝の内部に該金属材料を充填して配線膜を形成することが提案されている。
【0010】
しかし、この方法にも次の様な問題が残っている。即ち、形成されたCu合金薄膜が連続かつ気密状態でなければ、高温高圧リフロー法を実施しても十分に押し込まれず、またCu系金属の薄膜が変形して破断すると、それ以上埋め込まれないといった問題点がある。中でもスパッタリング法で形成したCu系薄膜は、電解めっき法で形成したCu系薄膜と比べてリフロー性(高温流動性)が悪く、スパッタリング法で形成したCu系薄膜の高温高圧処理時のリフロー性を高めることが、上記ダマシン配線技術を採用する上で重要な課題となっている。
【0011】
また、スパッタリング法で形成したCu系薄膜の高温流動性が十分でない場合や、孔径や溝幅が微細でアスペクト比の高いビア・トレンチに完全に埋め込む場合には、より高い温度および圧力状態とすることが必要であるが、現状では、この様な温度と圧力を実現することが難しく、また実現可能であっても高温高圧下での処理は危険を伴うため、よりマイルドな条件で埋込処理できることが望まれている。
【特許文献1】特開平10−79428号公報
【特許文献2】特開平5−211238号公報
【特許文献3】特開2001−7050号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
本発明は上記の様な事情に着目してなされたものであって、その目的は、半導体装置の製造において、「スパッタリング法+高温高圧リフロー法」によりダマシン構造(埋込型)のCu系配線を形成するに際し、Cu系金属を配線接続孔や接続溝等の凹部に隙間なく充填することができ、かつ電気抵抗率が低く、緻密で絶縁膜との密着性に優れた信頼性の高いCu系配線を得ることのできる半導体装置の配線用金属薄膜、該金属薄膜を用いて得られる上記特性を示す半導体装置用配線、並びに上記金属薄膜及び上記配線を容易に実現するための製造方法を提供することにある。
【課題を解決するための手段】
【0013】
本発明に係る半導体装置の配線用金属薄膜とは、高温高圧処理による半導体装置用埋込型配線の製造に用いられる金属薄膜であって、Nを0.4at%以上2.0at%以下含むCu合金からなるものであるところに特徴を有する。前記金属薄膜として、残留応力が−400〜−600 MPaを示すものが、信頼性の高い半導体装置用配線を得るのに有用である。
【0014】
また本発明に係る半導体装置用配線は、半導体基板上の凹部を有する絶縁膜上に前記金属薄膜を形成後、高温高圧処理して上記金属薄膜を上記凹部内に埋め込むことにより形成されるところに特徴を有している。上記配線は、表面がTaN膜で被覆された凹部に埋め込まれてなるものが、バリア性に優れていると共に配線との密着性に優れているので好ましい。また上記配線は、残留応力が0〜+200MPaを示すものが高い配線信頼性を発揮するので好ましい。
【0015】
本発明は、前記金属薄膜の製造方法も規定するものであって、該方法は、該金属薄膜をスパッタリング法で形成するに際し、スパッタリングガスとして、ArとN2の体積比(25℃、1atm)が97.5:2.5〜82.5:17.5である(Ar+N2)混合ガスを用いるところに特徴を有する。
【0016】
また本発明は、前記半導体装置用配線の製造方法も規定するものであって、該方法は、前記金属薄膜を、半導体基板上に形成された凹部を有する絶縁膜の表面に形成した後、高温高圧処理を施して上記金属薄膜を上記凹部内に埋め込むに際し、該高温高圧処理を下記条件で行うところに特徴を有している。
処理温度:200〜650℃
処理圧力:50〜250MPa
【0017】
前記絶縁膜における凹部の表面がTaN膜で被覆されたものを用いれば、バリア性及び配線との密着性を向上させることができるので好ましい。また上記方法によれば、前記絶縁膜の凹部が、最小幅:0.15μm以下でかつ深さ:0.15μm以上と微細且つアスペクト比の高い形状であっても、十分に上記金属薄膜を埋め込むことができる。
【発明の効果】
【0018】
本発明によれば、半導体装置(例えばSi半導体デバイス等)の製造において、配線接続孔や接続溝等の凹部に隙間なくCu系金属を充填させて、電気抵抗率が低く、特性の安定した埋込型のCu系配線を容易に実現でき、集積回路の高集積化・高性能化の促進に寄与することができる。
【発明を実施するための最良の形態】
【0019】
上述の通り、半導体基板上の凹部(配線接続孔や接続溝等)を有する絶縁膜の表面に、Cu系金属よりなる薄膜をスパッタリング法で形成した後、高温高圧処理を行い該Cu系金属を上記凹部内に埋め込み、半導体装置の配線(ダマシン配線)を形成する方法において、上記Cu系金属を凹部に隙間なく埋め込み、優れた特性を安定して発揮する半導体装置のCu系配線を容易に実現するには、上記高温高圧処理時におけるCu系金属の流動性を高めることが重要である。
【0020】
本発明者らは、この高温高圧処理時のCu系金属の流動性を向上させると共に、低電気抵抗率を示し、接続信頼性(確実なコンタクトの形成)と配線信頼性(SM耐性やEM耐性等)に優れた配線を得るには、スパッタリング後で高温高圧処理前(As−deposited状態)の金属薄膜(以下、単に「金属薄膜」ということがある)として、N濃度が一定範囲内にあるCu−N系合金薄膜を形成すればよく、該Cu−N系合金薄膜の形成には、上記スパッタリング時に用いるスパッタリングガスを所定組成の(Ar+N2)混合ガスとすればよいこと、また、該Cu−N系合金薄膜を用いて上記特性を具備する配線を得るには、上記高温高圧処理時の条件を制御すればよいことを見出した。以下、本発明について詳述する。
【0021】
As−deposited状態で結晶粒が微細であり、熱処理により結晶粒成長の著しい金属の場合、結晶粒成長過程で急激な原子拡散が生じるため高温流動性(高温リフロー性)が出現する。またAs−deposited状態で結晶粒が微細であると、高温域で粒界すべりが生じるため高温流動性が出現する。しかしながら、純Cu薄膜の場合、As−deposited状態ですでに粒成長を起こし、膜厚と同程度の平均結晶粒径を有するため高温流動性を発現しない。一方、Mg等の合金元素を添加したCu合金薄膜の場合、As−deposited状態で結晶粒は微細であるが、上記Cu合金系の場合、固溶強化が強く熱処理時の結晶粒成長が阻害されるため、流動性が発揮され難いといった問題がある。
【0022】
これに対し、スパッタリングによる成膜時にN2ガスを導入し、Nを強制固溶させたCu合金薄膜では、As−deposited状態で結晶粒の微細化を実現できると共に、熱処理により著しい結晶粒成長をおこすため、高温流動性に優れていることがわかった。Cu−N系合金薄膜がこのような結晶粒成長挙動をとるのは、加熱過程でN2ガスが放出することによる急激な応力状態の変化によるものと考えられる。
【0023】
上記効果を発揮するCu−N系合金薄膜とするには、該薄膜に含まれるNを0.4at%以上2.0at%以下とする必要がある。上記N濃度の下限を設定したのは、高温流動性を十分高める観点からである。また、半導体装置用配線のSM(Stress Migration)を抑制するには、該配線にかかる引張応力(プラス記号の応力)が0〜+200 MPaと小さいほど好ましく、該応力の配線を高温高圧処理により得るには、Cu−N系合金薄膜として、その応力が−400〜−600MPaと小さい(マイナス記号で大きい)ものがよいが、該応力の金属薄膜を得るにもCu合金薄膜のN濃度を0.4at%以上と高める必要がある。
【0024】
一方、N含有量が2.0at%を超えると、金属薄膜の靭性や粘りが小さくなり、均一な膜厚に形成できなくなる。好ましくは1.0at%以下である。
【0025】
上記Cu−N系合金薄膜とすれば、高温高圧熱処理時にN2ガスが放出され、膜中に欠陥(点欠陥、クラスター原子空孔欠陥など)が増加することでも高温流動性が高まる。Bulk−Cuは、熱平衡状態の空孔量に対応する欠陥を有しており、また電解めっき法で形成したCu薄膜は、より多数の空孔を有し、Bulk−Cuの融点付近で熱平衡となる原子空孔量を有しているが、スパッタリングで形成したCu薄膜は、上記電解めっき法で形成したCu薄膜よりも原子空孔欠陥量が少なく、これが高温流動性の低下をもたらしている。しかし、上記Cu−N系合金薄膜の場合、加熱過程において、回復の生じる温度域(300〜500℃)に到達前の200℃付近でN2ガスが放出し、膜中に欠陥(点欠陥、クラスター原子空孔欠陥など)が増加し、該欠陥が多数存在することで、回復温度域(300〜500℃)で激しい原子拡散が生じ、Cuの軟化・変形が促進されるため、高温流動性が向上するものと考えられる。
【0026】
また本発明のCu−N系合金薄膜に熱処理を施せば、該薄膜中の固溶窒素がガス放出・除去されるため、熱処理後の配線抵抗が小さくなり、純Cu並の低電気抵抗率も確保できる。
【0027】
上記Cu−N系合金薄膜の膜厚は、100nm以上2μm以下とすることが好ましい。膜厚が100nm未満では、孔や溝の表面を均一に覆い難くなるからである。一方、2μmを超えると、厚すぎるため高圧力を印加しても十分に埋め込むことができない。
【0028】
本発明のCu−N系合金薄膜としては、規定量のNを含み、残部Cuおよび不可避不純物からなるCu−N合金薄膜の他、上記Nと共に、高温流動性をあまり阻害しない元素:Mg、Al、Si、P、S、Ti、V、Cr、Mn、Fe、Co、Ni、Zn、Ge、Y、Zr、Nb、Mo、Tc、Ru、Rh、Pd、Ag、Cd、In、Sn、Sb、Hf、Ta、W、Re、Os、Ir、Pt、Au、Pb、Bi及び希土類元素(原子番号57〜71のランタン系元素)を、合計で2.0at%以下含み、残部Cuおよび不可避不純物からなるものが挙げられる。
【0029】
上記Cu−N系合金薄膜を電解めっき法やCVD法で形成するのは不可能であるか非常に困難であるため、スパッタリング法により形成する必要がある。スパッタリング法により上記Cu合金薄膜を容易に形成するには、スパッタリングガスとして所定の組成の(Ar+N2)混合ガスを用いることが大変有効である。
【0030】
即ち、Cu−N系合金薄膜中のN濃度は、スパッタリングガスの(Ar+N2)混合ガスの混合比によって決まり、該(Ar+N2)混合ガスのArとN2の体積比(25℃、1atm)が、97.5:2.5〜82.5:17.5の範囲内となる様にする必要がある。好ましいArとN2の体積比は、97.5:2.5〜93.75:6.25である。
【0031】
なお、スパッタリング時のガス圧は、通常DCマグネトロンスパッタリングに使用されるガス圧:1×10−3〜1×10−4Torr程度がよい。
【0032】
基板上に形成された凹部(配線接続孔や接続溝等)を有する絶縁膜の表面に、上記Cu−N系合金薄膜をスパッタリング法により形成後、高温高圧処理を行なって該Cu−N系合金を上記凹部内に十分充填して半導体装置の埋込型配線(ダマシン配線)を形成するには、上記高温高圧処理を下記条件で行うのがよい。
【0033】
〈処理温度:200℃〜650℃〉
Cu−N系合金の高温流動性を高める観点から、処理温度は200℃以上に高める必要がある。好ましくは250℃以上である。一方、処理温度が高すぎると、半導体装置の他の構成部位(例えばバリア膜、誘電体層)の破壊や特性劣化を招くおそれがあるので、650℃以下に抑える。好ましくは500℃以下である。
【0034】
〈処理圧力:50〜250MPa〉
Cu−N系合金の高温流動性を高める観点から、50MPa以上の圧力を加える必要がある。好ましくは70MPa以上である。しかし圧力を高めすぎると、上記処理温度の場合と同様に、半導体装置の他の構成部位の破壊や特性劣化を招くおそれがあるので、250MPa以下に抑える。好ましくは210MPa以下である。
【0035】
尚、処理時間は、15〜120分間とすることが好ましい。
【0036】
半導体基板上の絶縁膜に形成される凹部は、その表面がTaN膜で被覆されたものであれば、Cuが絶縁膜へ拡散するのを防止すると共に、配線の密着性に優れた半導体装置が得られるので好ましい。該TaN膜の形成方法までは特に限定されず、スパッタリング法(例えば、DCマグネトロンスパッタリング法)やCVD法等で形成することが挙げられる。
【0037】
また上記凹部(配線接続孔や接続溝等)の形状が、微細であり、凹部の幅が小さくかつ深い(即ち、アスペクト比が大きい)ほど、該凹部への金属の埋め込みは困難であり、より高い高温流動性が要求される。しかし、上記Cu−N系合金薄膜を形成し、上記条件で高温高圧処理を施す本発明の方法を採用すれば、絶縁膜に形成された、最小幅:0.15μm以下(0.10μm以下とより小さく、更には0.07μm以下)でかつ深さ:0.15μm以上(0.7μm以上とより深く、更には1.0μm以上、特に1.5μm以上)(いずれもバリア膜等形成前の凹部のサイズ)と、より埋め込みの困難な微細かつアスペクト比の高い凹部に、上記Cu−N系合金薄膜を埋め込むことができる。
【0038】
上記Cu−N系合金薄膜を形成し、上記条件で高温高圧処理を施して得られる半導体装置用配線は、応力が0〜+200MPaと、従来のCu系薄膜よりも応力が小さいため、SMの抑制されたものが得られる。また、上記高温高圧処理時に上記Cu−N系合金薄膜中の固溶窒素がガス放出・除去されるため、電気抵抗が小さく、ほぼ純Cu並の低電気抵抗率を示す半導体装置用配線が得られる。
【実施例】
【0039】
以下、具体例を示す実施例によって本発明を更に詳細に説明するが、本発明はもとより下記実施例によって制限されるものではなく、前・後記の趣旨に適合し得る範囲で変更実施することは、全て本発明の技術範囲に包含される。
【0040】
〈実施例1〉
DCマグネトロンスパッタリング法により、直径2インチのガラス基板上に膜厚1μmの純Cu薄膜またはCu−N合金薄膜を形成した。その際、スパッタリングターゲットには純Cu(純度:4N)を用い、スパッタリングガスにはN2体積率を変化させた(Ar+N2)混合ガスを使用し、下記条件でスパッタリングを行った。
到達真空度:1×10−6 Torr以下
スパッタガス種:Ar+N2
スパッタガス圧:2×10−3Torr
放電パワー密度: 3.2 W/cm2(DC)
基板温度(Ts):RT
極間距離:55 mm
形成した薄膜の成分(Cu、N)の定量分析を行った。該分析は、CuについてはICP発光分光法、Nについては蒸留分留後インドフェノール吸光光度法で定量した。
【0041】
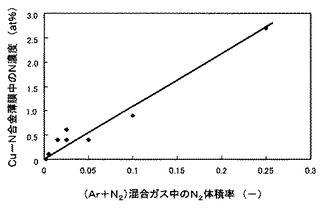
上記実験結果として、上記スパッタリングガス組成[(Ar+N2)混合ガス中のN2体積率]と薄膜中のN濃度の関係を図2に示す。この図2から明らかな様に、薄膜中のN濃度は、(Ar+N2)混合ガス中のN2体積率の増加に伴い高くなる傾向が認められる。また、Cu薄膜中のN濃度と(Ar+N2)混合ガス中のN2体積率は相関が高く、(Ar+N2)混合ガス中のN2体積率をコントロールすることで、規定量のNを含むCu−N系合金薄膜を形成できることがわかる。
【0042】
〈実施例2〉
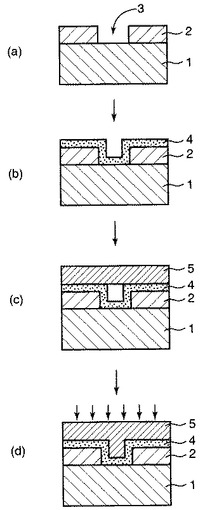
半導体装置における配線の形成を模した実験を、図3に示す概略断面説明図の工程に沿って行った。まず、図3(a)に略示するように、シリコンウェハー1上に形成した絶縁膜(TEOS膜:SiOF膜)2に、直径:0.12μm、深さ:0.55μm、ピッチ:450 nmのビア3を多数[図3(a)では1つのみ]設けた評価素子(TEG)を用いた。このTEGの表面に、TaN薄膜を、純Taターゲットを用い(Ar+N2)ガス雰囲気中で反応性スパッタリング法により形成し、ビア3の底面及び側面に膜厚50nmのバリア層(TaN薄膜)4を形成した[図3(b)]。
【0043】
続いてこのTEGに対し、Cu−0.4at%N合金薄膜を、(Ar+N2)混合ガス(Ar:N2=97.5:2.5)雰囲気中でスパッタリング法により形成し、図3(c)に示す通りビアの開口部をCu−0.4at%N合金薄膜で完全にブリッジングした。また比較例として、上記Cu−0.4at%N合金薄膜のかわりに純Cu薄膜を形成したものを用意した(いずれも膜厚は7500Å)。
【0044】
そして、ビア3の開口部がCu系薄膜5でブリッジングされた上記TEGに高温高圧処理を施した。詳細には、神戸製鋼所製の高温高圧処理装置「HiPA HIP mini−820」を用いて、圧力:150 MPa、保持時間:15 min、昇降温速度:20℃/min.の条件とし、温度を400〜600℃の間で変化させて、図3(d)に示す通り高温高圧処理を施した。尚、高圧(静水圧)の印加にはArガスを使用した。
【0045】
次に、高温高圧処理後のTEGに対して、それぞれ15個以上のビア部の断面が露出する様にFIB装置(集束イオンビーム装置)で加工し、該ビア部の断面をFIB装置のSIM像で観察し、ビア部へのCu系金属の埋め込み状態(埋込特性)を調べた。
【0046】
この埋込特性を定量的に評価するため、ビア部の断面SIM像を画像解析し、ビアの断面積に対して純CuまたはCu−N合金が埋め込まれている断面積の割合を百分率で求めた埋込率(%)(以下、単に「Cu埋込率」ということがある)を評価指標とし、任意に観察した15個のビア部のCu埋込率の平均値を求めた。
【0047】
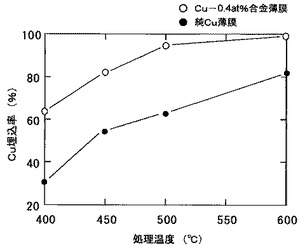
上記実験結果として、高温高圧処理温度とCu埋込率の関係を図4に示す。図4から、Cu−N合金薄膜を形成した場合(図4の○)には、Cu埋込率は高温高圧処理温度の上昇に伴い増加しており、該処理温度を450℃以上とすれば、埋込率:60%以上とほぼ完全に埋め込まれることがわかる。一方、上記Cu−N合金薄膜のかわりに純Cu薄膜を形成した場合(図4の●)には、上記Cu−N合金薄膜を形成した場合と比較してCu埋込率が低いことがわかる。
【0048】
〈実施例3〉
前記実施例2と同様の方法で、TEGのビア3の底面と側面に膜厚50nmのバリア層(TaN薄膜)を形成した後、Cu−0.4at%N合金薄膜(膜厚:7500Å)5をスパッタリング法で形成して、ビア3の開口部を該薄膜5で完全にブリッジングした。
【0049】
次に前記実施例2と同様に、上記TEGに高温高圧処理を施した。該高温高圧処理は、圧力:150 MPa、温度:400〜600℃、保持時間:120min、昇降温速度:20℃/min.の条件で行い、高圧(静水圧)の印加にはArガスを使用した。
【0050】
そして、ビア部へのCu系金属の埋め込み状態(埋込特性)を前記実施例2と同様にして調べた。
【0051】
上記実験結果として、高温高圧処理温度とCu埋込率の関係を図5に示す。図5から、Cu−N合金薄膜を形成した場合(図5の○)には、Cu埋込率は高温高圧処理温度の上昇に伴い増加しており、該処理温度を500℃以上とすれば、埋込率はほぼ100%となり、優れた埋め込み特性を示すことがわかる。一方、上記Cu−N合金薄膜のかわりに純Cu薄膜を形成した場合(図5の●)には、上記Cu−N合金薄膜を形成した場合と比較して埋込率が低いことがわかる。
【0052】
〈実施例4〉
スパッタリングガスの組成[(Ar+N2)混合ガス中のN2体積率]を変える以外は、前記実施例2と同様にして、TEGのビア3の底面と側面に膜厚50nmのバリア層(TaN薄膜)を形成した後、スパッタリング法で純Cu薄膜、N濃度の異なるCu−N合金薄膜(いずれも膜厚:7500Å)を形成し、ビア3の開口部を該薄膜5で完全にブリッジングした。
【0053】
次に、高温高圧処理の温度を一定とする以外は前記実施例3と同様にして、上記TEGに高温高圧処理を施した。該高温高圧処理は、圧力:150 MPa、温度:500℃、保持時間:120min、昇降温速度:20℃/min.の条件で行い、高圧(静水圧)の印加にはArガスを使用した。
【0054】
そして、前記実施例2と同様にして、ビア部へのCu系金属の埋め込み状態(埋込特性)を調べた。
【0055】
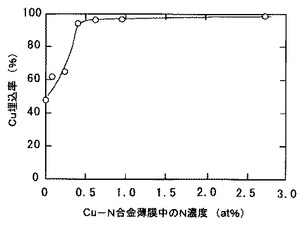
上記実験結果として、Cu−N合金薄膜中のN濃度とCu埋込率の関係を図6に示す。図6から、ビア部へのCu埋込率は、Cu−N合金薄膜中のN濃度が増加するにつれて高くなり、Cu−N合金薄膜中のN濃度が0.4at%以上であれば、Cu埋込率が純Cu薄膜よりも著しく高くなることがわかる。
【0056】
〈実施例5〉
前記実施例1と同様にして、直径2インチのガラス基板上に、純Cu薄膜、N濃度の異なるCu−N合金薄膜(いずれも膜厚:0.3μm)を形成した。更に、高温高圧処理を模して上記各薄膜を500℃で加熱(熱処理)した。尚、下記の電気抵抗率は加圧の影響を受けないと考えられるため、上記熱処理は、ホットウオール型の真空熱処理炉を使用し、1×10−6Torr以下の真空雰囲気下で1時間行った。
【0057】
そして、各薄膜のスパッタリング直後の電気抵抗率と、上記500℃で熱処理後の電気抵抗率を測定した。電気抵抗率の測定は、上記薄膜にフォトリソグラフィーおよびウェットエッチングを施して、幅100μm、長さ10mmのストライプ状パターンに加工し、プローバーを使用した4探針法により室温で測定した。
【0058】
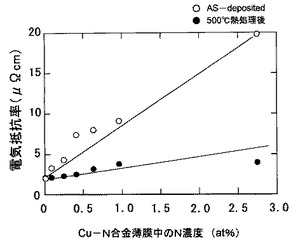
上記実験結果として、Cu−N合金薄膜中のN濃度と電気抵抗率の関係を、スパッタリング後熱処理前(As−deposited状態)と500℃で熱処理後のそれぞれの場合に分けて図7に示す。図7から、いずれの場合にも、電気抵抗率はCu−N合金薄膜中のN濃度が増加するにつれて上昇していくが、As−deposited状態では、Nによる電気抵抗率増加の寄与が大きいのに対し、500℃熱処理後では、Nによる電気抵抗率増加の寄与が小さく、電気抵抗率の増加分はほぼゼロに近い。このことから、熱処理を施すことにより、Nによる電気抵抗率の増加を低減できることがわかる。
【0059】
〈実施例6〉
前記実施例1と同様にして、直径2インチのガラス基板上に、Cu−0.4at%N合金薄膜(膜厚:0.3μm)を形成した。更に、上記実施例5と同様に、高温高圧処理を模して温度を400〜600℃の間で変化させて上記各薄膜を加熱(熱処理)した。また比較例として、該加熱を施さない試料を用意した。そして、上記実施例5と同様にして電気抵抗率を測定した。
【0060】
上記実験結果として、熱処理温度(尚、20℃のデータは熱処理を施していない試料)と電気抵抗率の関係を図8に示す。この図8から、As−deposited状態のCu−0.4at%N合金薄膜は電気抵抗率が高いが、熱処理を施すことにより電気抵抗率を低下できることがわかる。また、熱処理温度が高いほど電気抵抗率は徐々に減少していくが、200℃以上では電気抵抗率の低下量が小さく、電気抵抗率は約2.5μΩcmで一定となる。
【0061】
〈実施例7〉
φ2インチシリコンウェハー上に実施例2と同様の方法でTaN薄膜を500Å形成した後、実施例1と同様の方法でN濃度の異なるCu−N合金薄膜(8000Å)を形成した。ここで作製した薄膜はブランケット薄膜(パターニング等の加工を施していない薄膜)である。この薄膜に対し、室温から500℃まで5℃/minの加熱・冷却速度で昇降温させながら、積層膜の応力変化をin−situで測定し、応力−温度曲線を求めた。薄膜の上記in−situ応力測定は光てこ法で行った。
【0062】
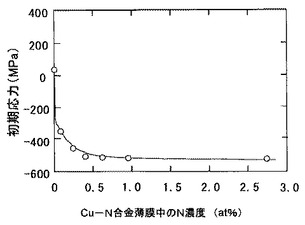
上記実験結果として、Cu−N合金薄膜中のN濃度と初期応力(As−deposited状態の残留応力)の関係を図9に示す。図9より、Cu薄膜にNを添加することで、初期応力は圧縮応力側に急激にシフトすることがわかる。圧縮応力値(応力の絶対値)はN濃度の増加に伴い若干増加するが、その増加量はN濃度:0.5at%以上で飽和し、圧縮応力:約−500MPaで一定となる。
【0063】
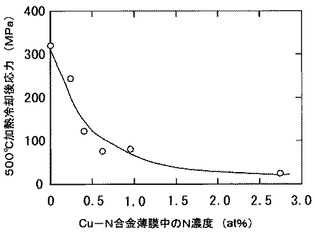
またCu−N合金薄膜中のN濃度と、500℃加熱冷却後応力(500℃まで加熱後に室温まで冷却したときの室温応力)の関係を図10に示す。純Cu薄膜の場合、500℃加熱冷却後応力は+300 MPa以上である(引張応力が強く残留する)が、Nを含有させることで500℃加熱冷却後の引張応力は低下する。引張応力値はN濃度の増加に伴い減少し、N濃度が0.4at%以上のCu−N合金薄膜では500℃加熱冷却後応力が+200 MPa以下となる。
【図面の簡単な説明】
【0064】
【図1】本発明に係る配線の形成方法を示す概念図である。
【図2】実施例1における(Ar+N2)混合ガス中のN2体積率とCu−N合金薄膜中のN濃度との関係を示すグラフである。
【図3】半導体装置の製法の一部を工程順に例示する概略断面説明図である。
【図4】実施例2における高温高圧処理時の処理温度とCu埋込率の関係を示すグラフである。
【図5】実施例3における高温高圧処理時の処理温度とCu埋込率の関係を示すグラフである。
【図6】実施例4におけるCu−N合金薄膜中のN濃度とCu埋込率との関係を示すグラフである。
【図7】実施例5におけるCu−N合金薄膜中のN濃度と電気抵抗率の関係を示すグラフである。
【図8】実施例6におけるCu−N合金薄膜に施した熱処理の温度と電気抵抗率との関係を示すグラフである。
【図9】実施例7におけるCu−N合金薄膜中のN濃度とCu−N合金薄膜の初期応力(As−deposited状態の残留応力)との関係を示すグラフである。
【図10】実施例7におけるCu−N合金薄膜中のN濃度とCu−N系合金薄膜の500℃加熱冷却後応力との関係を示すグラフである。
【符号の説明】
【0065】
1 半導体基板(シリコンウエハー)
2 絶縁膜
3 ビア
4 バリア層
5 Cu系薄膜(純Cu薄膜,Cu合金薄膜)
6 トレンチ
【技術分野】
【0001】
本発明は、半導体装置の配線用金属薄膜及び半導体装置用配線、並びにこれらの製造方法に関するものであり、特に、半導体基板上の絶縁膜に形成されたビアやトレンチ等の凹部に、スパッタリング法でCuベース(以下「Cu系」ということがある)の金属よりなる薄膜を形成した後、高温高圧リフロー法で該金属を埋め込んで得られる、例えばULSI(超大規模集積回路)等に代表されるSi半導体デバイス等の半導体装置におけるCu系配線、及び該配線の形成に用いられる金属薄膜、並びにこれらを製造する方法に関するものである。
【背景技術】
【0002】
近年、LSI(大規模集積回路)の高集積化や高速信号伝播の要求を満たすためデザインルールは縮小の一途を辿っており、配線ピッチの縮小や配線幅の減少、配線間距離の縮小はますます加速されている。また、半導体装置の高集積化に対応するため、配線を多層構造とすることが行なわれている。更には、配線回路の微細化・高集積化に伴い配線抵抗が増加し、この配線抵抗の増加が信号伝達の遅延を招くことから、近年では、電気抵抗のより小さな配線材料を使用する試みが活発化している。そこで、従来のAl系配線材料よりも電気抵抗を低減できる配線材料としてCu系材料を使用し、Cu系配線の形成が行なわれている。
【0003】
上記Cu系配線を多層構造とするための手段としては、ダマシン配線技術が用いられている(例えば特許文献1)。この方法は、常法に従って半導体基板上に酸化シリコンや窒化シリコン等の層間絶縁膜を形成し、該層間絶縁膜に埋込配線用のトレンチやビアホールといった配線溝や層間接続孔を形成し、該配線溝等の内部にTaN薄膜等を形成して、次いでCu薄膜のシード層を形成し、さらにCu薄膜を上記配線溝や層間接続孔に埋め込み、配線溝や層間接続孔以外の部分に堆積した不要な配線材料を、化学機械研磨(Chemical Mechanical Polish,CMP)を行なって除去し、配線溝や層間接続孔の内部にのみ配線材料を残してこれを配線とする方法である。
【0004】
ところでLSI配線はロードマップに従って微細化され、形成される上記配線溝の溝幅や層間接続孔の孔径も微細化が進み、かつアスペクト比(深さ/孔径の比)も高くなっているが、電解めっき法により凹部へ金属を埋め込む方法では、微細形状の凹部への埋込みに限界があるため、高アスペクト比のビアや微細径(配線幅100nm以下)のビア・トレンチへの完全埋込みは難しい。
【0005】
またCu系配線には、前記凹部への完全埋込の他、低電気抵抗率(ρ≦3.0μΩcm)、接続信頼性(確実なコンタクトの形成)、配線信頼性(ストレスマイグレーションによる断線に対する耐性[SM耐性]やエレクトロマイグレーションによる断線に対する耐性[EM耐性]等)などの特性が求められる。高性能ULSIデバイスでは配線の上記信頼性を向上させるために、Cu系配線の合金化が検討されているが、電解めっき法ではCu合金薄膜の形成が困難であり、上記特性の全てに優れたCu系配線を実現することは難しい。
【0006】
このようにダマシンプロセスによるCu系配線の形成技術には課題があるが、該プロセスはコスト面で有利であることから、日本ではカスタムICを中心に採用が進んでおり、今後もCu系配線の形成方法として採用されるものと考えられる。従って、ダマシンプロセスを適用しながら、低電気抵抗率で接続信頼性および配線信頼性の高いCu系配線を形成できる技術を開発する必要がある。
【0007】
配線溝や層間接続孔にCu系金属を完全に埋め込む方法として、これまでに、CVD(化学気相成長法)によるCu系配線形成が提案されている。しかし、CVD法による成膜は、高純度のものが得られにくいといった問題や高コストであるといった問題を有している。
【0008】
この様な電解めっき法やCVD法における問題を解決するための方法として、Cu系配線材料をスパッタリングし、該スパッタリング後に高温高圧リフロー法を採用することが有効な方法であると考えられる。この高温高圧リフロー法は、図1(a)に示す様に、ビア(配線接続孔)3やトレンチ(配線溝)6といった凹部の予め形成された絶縁膜2の表面に、該凹部をブリッジングする様にCu系金属からなる薄膜5をスパッタリング法で形成した後、図1(b)に示す様に、該薄膜表面に対して垂直かつ等方的に加圧して(例えば特許文献2に記載の様に常圧を超える圧力の静水圧で加圧し)、凹部へCu系金属を押し込む方法である。
【0009】
例えば特許文献3には、孔・溝が形成された絶縁膜を有する基板の絶縁膜表面を、銅もしくは銅合金又は銀もしくは銀合金の金属材料で被覆した後、加熱処理することにより、絶縁膜に形成された孔・溝の内部に該金属材料を充填して配線膜を形成することが提案されている。
【0010】
しかし、この方法にも次の様な問題が残っている。即ち、形成されたCu合金薄膜が連続かつ気密状態でなければ、高温高圧リフロー法を実施しても十分に押し込まれず、またCu系金属の薄膜が変形して破断すると、それ以上埋め込まれないといった問題点がある。中でもスパッタリング法で形成したCu系薄膜は、電解めっき法で形成したCu系薄膜と比べてリフロー性(高温流動性)が悪く、スパッタリング法で形成したCu系薄膜の高温高圧処理時のリフロー性を高めることが、上記ダマシン配線技術を採用する上で重要な課題となっている。
【0011】
また、スパッタリング法で形成したCu系薄膜の高温流動性が十分でない場合や、孔径や溝幅が微細でアスペクト比の高いビア・トレンチに完全に埋め込む場合には、より高い温度および圧力状態とすることが必要であるが、現状では、この様な温度と圧力を実現することが難しく、また実現可能であっても高温高圧下での処理は危険を伴うため、よりマイルドな条件で埋込処理できることが望まれている。
【特許文献1】特開平10−79428号公報
【特許文献2】特開平5−211238号公報
【特許文献3】特開2001−7050号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
本発明は上記の様な事情に着目してなされたものであって、その目的は、半導体装置の製造において、「スパッタリング法+高温高圧リフロー法」によりダマシン構造(埋込型)のCu系配線を形成するに際し、Cu系金属を配線接続孔や接続溝等の凹部に隙間なく充填することができ、かつ電気抵抗率が低く、緻密で絶縁膜との密着性に優れた信頼性の高いCu系配線を得ることのできる半導体装置の配線用金属薄膜、該金属薄膜を用いて得られる上記特性を示す半導体装置用配線、並びに上記金属薄膜及び上記配線を容易に実現するための製造方法を提供することにある。
【課題を解決するための手段】
【0013】
本発明に係る半導体装置の配線用金属薄膜とは、高温高圧処理による半導体装置用埋込型配線の製造に用いられる金属薄膜であって、Nを0.4at%以上2.0at%以下含むCu合金からなるものであるところに特徴を有する。前記金属薄膜として、残留応力が−400〜−600 MPaを示すものが、信頼性の高い半導体装置用配線を得るのに有用である。
【0014】
また本発明に係る半導体装置用配線は、半導体基板上の凹部を有する絶縁膜上に前記金属薄膜を形成後、高温高圧処理して上記金属薄膜を上記凹部内に埋め込むことにより形成されるところに特徴を有している。上記配線は、表面がTaN膜で被覆された凹部に埋め込まれてなるものが、バリア性に優れていると共に配線との密着性に優れているので好ましい。また上記配線は、残留応力が0〜+200MPaを示すものが高い配線信頼性を発揮するので好ましい。
【0015】
本発明は、前記金属薄膜の製造方法も規定するものであって、該方法は、該金属薄膜をスパッタリング法で形成するに際し、スパッタリングガスとして、ArとN2の体積比(25℃、1atm)が97.5:2.5〜82.5:17.5である(Ar+N2)混合ガスを用いるところに特徴を有する。
【0016】
また本発明は、前記半導体装置用配線の製造方法も規定するものであって、該方法は、前記金属薄膜を、半導体基板上に形成された凹部を有する絶縁膜の表面に形成した後、高温高圧処理を施して上記金属薄膜を上記凹部内に埋め込むに際し、該高温高圧処理を下記条件で行うところに特徴を有している。
処理温度:200〜650℃
処理圧力:50〜250MPa
【0017】
前記絶縁膜における凹部の表面がTaN膜で被覆されたものを用いれば、バリア性及び配線との密着性を向上させることができるので好ましい。また上記方法によれば、前記絶縁膜の凹部が、最小幅:0.15μm以下でかつ深さ:0.15μm以上と微細且つアスペクト比の高い形状であっても、十分に上記金属薄膜を埋め込むことができる。
【発明の効果】
【0018】
本発明によれば、半導体装置(例えばSi半導体デバイス等)の製造において、配線接続孔や接続溝等の凹部に隙間なくCu系金属を充填させて、電気抵抗率が低く、特性の安定した埋込型のCu系配線を容易に実現でき、集積回路の高集積化・高性能化の促進に寄与することができる。
【発明を実施するための最良の形態】
【0019】
上述の通り、半導体基板上の凹部(配線接続孔や接続溝等)を有する絶縁膜の表面に、Cu系金属よりなる薄膜をスパッタリング法で形成した後、高温高圧処理を行い該Cu系金属を上記凹部内に埋め込み、半導体装置の配線(ダマシン配線)を形成する方法において、上記Cu系金属を凹部に隙間なく埋め込み、優れた特性を安定して発揮する半導体装置のCu系配線を容易に実現するには、上記高温高圧処理時におけるCu系金属の流動性を高めることが重要である。
【0020】
本発明者らは、この高温高圧処理時のCu系金属の流動性を向上させると共に、低電気抵抗率を示し、接続信頼性(確実なコンタクトの形成)と配線信頼性(SM耐性やEM耐性等)に優れた配線を得るには、スパッタリング後で高温高圧処理前(As−deposited状態)の金属薄膜(以下、単に「金属薄膜」ということがある)として、N濃度が一定範囲内にあるCu−N系合金薄膜を形成すればよく、該Cu−N系合金薄膜の形成には、上記スパッタリング時に用いるスパッタリングガスを所定組成の(Ar+N2)混合ガスとすればよいこと、また、該Cu−N系合金薄膜を用いて上記特性を具備する配線を得るには、上記高温高圧処理時の条件を制御すればよいことを見出した。以下、本発明について詳述する。
【0021】
As−deposited状態で結晶粒が微細であり、熱処理により結晶粒成長の著しい金属の場合、結晶粒成長過程で急激な原子拡散が生じるため高温流動性(高温リフロー性)が出現する。またAs−deposited状態で結晶粒が微細であると、高温域で粒界すべりが生じるため高温流動性が出現する。しかしながら、純Cu薄膜の場合、As−deposited状態ですでに粒成長を起こし、膜厚と同程度の平均結晶粒径を有するため高温流動性を発現しない。一方、Mg等の合金元素を添加したCu合金薄膜の場合、As−deposited状態で結晶粒は微細であるが、上記Cu合金系の場合、固溶強化が強く熱処理時の結晶粒成長が阻害されるため、流動性が発揮され難いといった問題がある。
【0022】
これに対し、スパッタリングによる成膜時にN2ガスを導入し、Nを強制固溶させたCu合金薄膜では、As−deposited状態で結晶粒の微細化を実現できると共に、熱処理により著しい結晶粒成長をおこすため、高温流動性に優れていることがわかった。Cu−N系合金薄膜がこのような結晶粒成長挙動をとるのは、加熱過程でN2ガスが放出することによる急激な応力状態の変化によるものと考えられる。
【0023】
上記効果を発揮するCu−N系合金薄膜とするには、該薄膜に含まれるNを0.4at%以上2.0at%以下とする必要がある。上記N濃度の下限を設定したのは、高温流動性を十分高める観点からである。また、半導体装置用配線のSM(Stress Migration)を抑制するには、該配線にかかる引張応力(プラス記号の応力)が0〜+200 MPaと小さいほど好ましく、該応力の配線を高温高圧処理により得るには、Cu−N系合金薄膜として、その応力が−400〜−600MPaと小さい(マイナス記号で大きい)ものがよいが、該応力の金属薄膜を得るにもCu合金薄膜のN濃度を0.4at%以上と高める必要がある。
【0024】
一方、N含有量が2.0at%を超えると、金属薄膜の靭性や粘りが小さくなり、均一な膜厚に形成できなくなる。好ましくは1.0at%以下である。
【0025】
上記Cu−N系合金薄膜とすれば、高温高圧熱処理時にN2ガスが放出され、膜中に欠陥(点欠陥、クラスター原子空孔欠陥など)が増加することでも高温流動性が高まる。Bulk−Cuは、熱平衡状態の空孔量に対応する欠陥を有しており、また電解めっき法で形成したCu薄膜は、より多数の空孔を有し、Bulk−Cuの融点付近で熱平衡となる原子空孔量を有しているが、スパッタリングで形成したCu薄膜は、上記電解めっき法で形成したCu薄膜よりも原子空孔欠陥量が少なく、これが高温流動性の低下をもたらしている。しかし、上記Cu−N系合金薄膜の場合、加熱過程において、回復の生じる温度域(300〜500℃)に到達前の200℃付近でN2ガスが放出し、膜中に欠陥(点欠陥、クラスター原子空孔欠陥など)が増加し、該欠陥が多数存在することで、回復温度域(300〜500℃)で激しい原子拡散が生じ、Cuの軟化・変形が促進されるため、高温流動性が向上するものと考えられる。
【0026】
また本発明のCu−N系合金薄膜に熱処理を施せば、該薄膜中の固溶窒素がガス放出・除去されるため、熱処理後の配線抵抗が小さくなり、純Cu並の低電気抵抗率も確保できる。
【0027】
上記Cu−N系合金薄膜の膜厚は、100nm以上2μm以下とすることが好ましい。膜厚が100nm未満では、孔や溝の表面を均一に覆い難くなるからである。一方、2μmを超えると、厚すぎるため高圧力を印加しても十分に埋め込むことができない。
【0028】
本発明のCu−N系合金薄膜としては、規定量のNを含み、残部Cuおよび不可避不純物からなるCu−N合金薄膜の他、上記Nと共に、高温流動性をあまり阻害しない元素:Mg、Al、Si、P、S、Ti、V、Cr、Mn、Fe、Co、Ni、Zn、Ge、Y、Zr、Nb、Mo、Tc、Ru、Rh、Pd、Ag、Cd、In、Sn、Sb、Hf、Ta、W、Re、Os、Ir、Pt、Au、Pb、Bi及び希土類元素(原子番号57〜71のランタン系元素)を、合計で2.0at%以下含み、残部Cuおよび不可避不純物からなるものが挙げられる。
【0029】
上記Cu−N系合金薄膜を電解めっき法やCVD法で形成するのは不可能であるか非常に困難であるため、スパッタリング法により形成する必要がある。スパッタリング法により上記Cu合金薄膜を容易に形成するには、スパッタリングガスとして所定の組成の(Ar+N2)混合ガスを用いることが大変有効である。
【0030】
即ち、Cu−N系合金薄膜中のN濃度は、スパッタリングガスの(Ar+N2)混合ガスの混合比によって決まり、該(Ar+N2)混合ガスのArとN2の体積比(25℃、1atm)が、97.5:2.5〜82.5:17.5の範囲内となる様にする必要がある。好ましいArとN2の体積比は、97.5:2.5〜93.75:6.25である。
【0031】
なお、スパッタリング時のガス圧は、通常DCマグネトロンスパッタリングに使用されるガス圧:1×10−3〜1×10−4Torr程度がよい。
【0032】
基板上に形成された凹部(配線接続孔や接続溝等)を有する絶縁膜の表面に、上記Cu−N系合金薄膜をスパッタリング法により形成後、高温高圧処理を行なって該Cu−N系合金を上記凹部内に十分充填して半導体装置の埋込型配線(ダマシン配線)を形成するには、上記高温高圧処理を下記条件で行うのがよい。
【0033】
〈処理温度:200℃〜650℃〉
Cu−N系合金の高温流動性を高める観点から、処理温度は200℃以上に高める必要がある。好ましくは250℃以上である。一方、処理温度が高すぎると、半導体装置の他の構成部位(例えばバリア膜、誘電体層)の破壊や特性劣化を招くおそれがあるので、650℃以下に抑える。好ましくは500℃以下である。
【0034】
〈処理圧力:50〜250MPa〉
Cu−N系合金の高温流動性を高める観点から、50MPa以上の圧力を加える必要がある。好ましくは70MPa以上である。しかし圧力を高めすぎると、上記処理温度の場合と同様に、半導体装置の他の構成部位の破壊や特性劣化を招くおそれがあるので、250MPa以下に抑える。好ましくは210MPa以下である。
【0035】
尚、処理時間は、15〜120分間とすることが好ましい。
【0036】
半導体基板上の絶縁膜に形成される凹部は、その表面がTaN膜で被覆されたものであれば、Cuが絶縁膜へ拡散するのを防止すると共に、配線の密着性に優れた半導体装置が得られるので好ましい。該TaN膜の形成方法までは特に限定されず、スパッタリング法(例えば、DCマグネトロンスパッタリング法)やCVD法等で形成することが挙げられる。
【0037】
また上記凹部(配線接続孔や接続溝等)の形状が、微細であり、凹部の幅が小さくかつ深い(即ち、アスペクト比が大きい)ほど、該凹部への金属の埋め込みは困難であり、より高い高温流動性が要求される。しかし、上記Cu−N系合金薄膜を形成し、上記条件で高温高圧処理を施す本発明の方法を採用すれば、絶縁膜に形成された、最小幅:0.15μm以下(0.10μm以下とより小さく、更には0.07μm以下)でかつ深さ:0.15μm以上(0.7μm以上とより深く、更には1.0μm以上、特に1.5μm以上)(いずれもバリア膜等形成前の凹部のサイズ)と、より埋め込みの困難な微細かつアスペクト比の高い凹部に、上記Cu−N系合金薄膜を埋め込むことができる。
【0038】
上記Cu−N系合金薄膜を形成し、上記条件で高温高圧処理を施して得られる半導体装置用配線は、応力が0〜+200MPaと、従来のCu系薄膜よりも応力が小さいため、SMの抑制されたものが得られる。また、上記高温高圧処理時に上記Cu−N系合金薄膜中の固溶窒素がガス放出・除去されるため、電気抵抗が小さく、ほぼ純Cu並の低電気抵抗率を示す半導体装置用配線が得られる。
【実施例】
【0039】
以下、具体例を示す実施例によって本発明を更に詳細に説明するが、本発明はもとより下記実施例によって制限されるものではなく、前・後記の趣旨に適合し得る範囲で変更実施することは、全て本発明の技術範囲に包含される。
【0040】
〈実施例1〉
DCマグネトロンスパッタリング法により、直径2インチのガラス基板上に膜厚1μmの純Cu薄膜またはCu−N合金薄膜を形成した。その際、スパッタリングターゲットには純Cu(純度:4N)を用い、スパッタリングガスにはN2体積率を変化させた(Ar+N2)混合ガスを使用し、下記条件でスパッタリングを行った。
到達真空度:1×10−6 Torr以下
スパッタガス種:Ar+N2
スパッタガス圧:2×10−3Torr
放電パワー密度: 3.2 W/cm2(DC)
基板温度(Ts):RT
極間距離:55 mm
形成した薄膜の成分(Cu、N)の定量分析を行った。該分析は、CuについてはICP発光分光法、Nについては蒸留分留後インドフェノール吸光光度法で定量した。
【0041】
上記実験結果として、上記スパッタリングガス組成[(Ar+N2)混合ガス中のN2体積率]と薄膜中のN濃度の関係を図2に示す。この図2から明らかな様に、薄膜中のN濃度は、(Ar+N2)混合ガス中のN2体積率の増加に伴い高くなる傾向が認められる。また、Cu薄膜中のN濃度と(Ar+N2)混合ガス中のN2体積率は相関が高く、(Ar+N2)混合ガス中のN2体積率をコントロールすることで、規定量のNを含むCu−N系合金薄膜を形成できることがわかる。
【0042】
〈実施例2〉
半導体装置における配線の形成を模した実験を、図3に示す概略断面説明図の工程に沿って行った。まず、図3(a)に略示するように、シリコンウェハー1上に形成した絶縁膜(TEOS膜:SiOF膜)2に、直径:0.12μm、深さ:0.55μm、ピッチ:450 nmのビア3を多数[図3(a)では1つのみ]設けた評価素子(TEG)を用いた。このTEGの表面に、TaN薄膜を、純Taターゲットを用い(Ar+N2)ガス雰囲気中で反応性スパッタリング法により形成し、ビア3の底面及び側面に膜厚50nmのバリア層(TaN薄膜)4を形成した[図3(b)]。
【0043】
続いてこのTEGに対し、Cu−0.4at%N合金薄膜を、(Ar+N2)混合ガス(Ar:N2=97.5:2.5)雰囲気中でスパッタリング法により形成し、図3(c)に示す通りビアの開口部をCu−0.4at%N合金薄膜で完全にブリッジングした。また比較例として、上記Cu−0.4at%N合金薄膜のかわりに純Cu薄膜を形成したものを用意した(いずれも膜厚は7500Å)。
【0044】
そして、ビア3の開口部がCu系薄膜5でブリッジングされた上記TEGに高温高圧処理を施した。詳細には、神戸製鋼所製の高温高圧処理装置「HiPA HIP mini−820」を用いて、圧力:150 MPa、保持時間:15 min、昇降温速度:20℃/min.の条件とし、温度を400〜600℃の間で変化させて、図3(d)に示す通り高温高圧処理を施した。尚、高圧(静水圧)の印加にはArガスを使用した。
【0045】
次に、高温高圧処理後のTEGに対して、それぞれ15個以上のビア部の断面が露出する様にFIB装置(集束イオンビーム装置)で加工し、該ビア部の断面をFIB装置のSIM像で観察し、ビア部へのCu系金属の埋め込み状態(埋込特性)を調べた。
【0046】
この埋込特性を定量的に評価するため、ビア部の断面SIM像を画像解析し、ビアの断面積に対して純CuまたはCu−N合金が埋め込まれている断面積の割合を百分率で求めた埋込率(%)(以下、単に「Cu埋込率」ということがある)を評価指標とし、任意に観察した15個のビア部のCu埋込率の平均値を求めた。
【0047】
上記実験結果として、高温高圧処理温度とCu埋込率の関係を図4に示す。図4から、Cu−N合金薄膜を形成した場合(図4の○)には、Cu埋込率は高温高圧処理温度の上昇に伴い増加しており、該処理温度を450℃以上とすれば、埋込率:60%以上とほぼ完全に埋め込まれることがわかる。一方、上記Cu−N合金薄膜のかわりに純Cu薄膜を形成した場合(図4の●)には、上記Cu−N合金薄膜を形成した場合と比較してCu埋込率が低いことがわかる。
【0048】
〈実施例3〉
前記実施例2と同様の方法で、TEGのビア3の底面と側面に膜厚50nmのバリア層(TaN薄膜)を形成した後、Cu−0.4at%N合金薄膜(膜厚:7500Å)5をスパッタリング法で形成して、ビア3の開口部を該薄膜5で完全にブリッジングした。
【0049】
次に前記実施例2と同様に、上記TEGに高温高圧処理を施した。該高温高圧処理は、圧力:150 MPa、温度:400〜600℃、保持時間:120min、昇降温速度:20℃/min.の条件で行い、高圧(静水圧)の印加にはArガスを使用した。
【0050】
そして、ビア部へのCu系金属の埋め込み状態(埋込特性)を前記実施例2と同様にして調べた。
【0051】
上記実験結果として、高温高圧処理温度とCu埋込率の関係を図5に示す。図5から、Cu−N合金薄膜を形成した場合(図5の○)には、Cu埋込率は高温高圧処理温度の上昇に伴い増加しており、該処理温度を500℃以上とすれば、埋込率はほぼ100%となり、優れた埋め込み特性を示すことがわかる。一方、上記Cu−N合金薄膜のかわりに純Cu薄膜を形成した場合(図5の●)には、上記Cu−N合金薄膜を形成した場合と比較して埋込率が低いことがわかる。
【0052】
〈実施例4〉
スパッタリングガスの組成[(Ar+N2)混合ガス中のN2体積率]を変える以外は、前記実施例2と同様にして、TEGのビア3の底面と側面に膜厚50nmのバリア層(TaN薄膜)を形成した後、スパッタリング法で純Cu薄膜、N濃度の異なるCu−N合金薄膜(いずれも膜厚:7500Å)を形成し、ビア3の開口部を該薄膜5で完全にブリッジングした。
【0053】
次に、高温高圧処理の温度を一定とする以外は前記実施例3と同様にして、上記TEGに高温高圧処理を施した。該高温高圧処理は、圧力:150 MPa、温度:500℃、保持時間:120min、昇降温速度:20℃/min.の条件で行い、高圧(静水圧)の印加にはArガスを使用した。
【0054】
そして、前記実施例2と同様にして、ビア部へのCu系金属の埋め込み状態(埋込特性)を調べた。
【0055】
上記実験結果として、Cu−N合金薄膜中のN濃度とCu埋込率の関係を図6に示す。図6から、ビア部へのCu埋込率は、Cu−N合金薄膜中のN濃度が増加するにつれて高くなり、Cu−N合金薄膜中のN濃度が0.4at%以上であれば、Cu埋込率が純Cu薄膜よりも著しく高くなることがわかる。
【0056】
〈実施例5〉
前記実施例1と同様にして、直径2インチのガラス基板上に、純Cu薄膜、N濃度の異なるCu−N合金薄膜(いずれも膜厚:0.3μm)を形成した。更に、高温高圧処理を模して上記各薄膜を500℃で加熱(熱処理)した。尚、下記の電気抵抗率は加圧の影響を受けないと考えられるため、上記熱処理は、ホットウオール型の真空熱処理炉を使用し、1×10−6Torr以下の真空雰囲気下で1時間行った。
【0057】
そして、各薄膜のスパッタリング直後の電気抵抗率と、上記500℃で熱処理後の電気抵抗率を測定した。電気抵抗率の測定は、上記薄膜にフォトリソグラフィーおよびウェットエッチングを施して、幅100μm、長さ10mmのストライプ状パターンに加工し、プローバーを使用した4探針法により室温で測定した。
【0058】
上記実験結果として、Cu−N合金薄膜中のN濃度と電気抵抗率の関係を、スパッタリング後熱処理前(As−deposited状態)と500℃で熱処理後のそれぞれの場合に分けて図7に示す。図7から、いずれの場合にも、電気抵抗率はCu−N合金薄膜中のN濃度が増加するにつれて上昇していくが、As−deposited状態では、Nによる電気抵抗率増加の寄与が大きいのに対し、500℃熱処理後では、Nによる電気抵抗率増加の寄与が小さく、電気抵抗率の増加分はほぼゼロに近い。このことから、熱処理を施すことにより、Nによる電気抵抗率の増加を低減できることがわかる。
【0059】
〈実施例6〉
前記実施例1と同様にして、直径2インチのガラス基板上に、Cu−0.4at%N合金薄膜(膜厚:0.3μm)を形成した。更に、上記実施例5と同様に、高温高圧処理を模して温度を400〜600℃の間で変化させて上記各薄膜を加熱(熱処理)した。また比較例として、該加熱を施さない試料を用意した。そして、上記実施例5と同様にして電気抵抗率を測定した。
【0060】
上記実験結果として、熱処理温度(尚、20℃のデータは熱処理を施していない試料)と電気抵抗率の関係を図8に示す。この図8から、As−deposited状態のCu−0.4at%N合金薄膜は電気抵抗率が高いが、熱処理を施すことにより電気抵抗率を低下できることがわかる。また、熱処理温度が高いほど電気抵抗率は徐々に減少していくが、200℃以上では電気抵抗率の低下量が小さく、電気抵抗率は約2.5μΩcmで一定となる。
【0061】
〈実施例7〉
φ2インチシリコンウェハー上に実施例2と同様の方法でTaN薄膜を500Å形成した後、実施例1と同様の方法でN濃度の異なるCu−N合金薄膜(8000Å)を形成した。ここで作製した薄膜はブランケット薄膜(パターニング等の加工を施していない薄膜)である。この薄膜に対し、室温から500℃まで5℃/minの加熱・冷却速度で昇降温させながら、積層膜の応力変化をin−situで測定し、応力−温度曲線を求めた。薄膜の上記in−situ応力測定は光てこ法で行った。
【0062】
上記実験結果として、Cu−N合金薄膜中のN濃度と初期応力(As−deposited状態の残留応力)の関係を図9に示す。図9より、Cu薄膜にNを添加することで、初期応力は圧縮応力側に急激にシフトすることがわかる。圧縮応力値(応力の絶対値)はN濃度の増加に伴い若干増加するが、その増加量はN濃度:0.5at%以上で飽和し、圧縮応力:約−500MPaで一定となる。
【0063】
またCu−N合金薄膜中のN濃度と、500℃加熱冷却後応力(500℃まで加熱後に室温まで冷却したときの室温応力)の関係を図10に示す。純Cu薄膜の場合、500℃加熱冷却後応力は+300 MPa以上である(引張応力が強く残留する)が、Nを含有させることで500℃加熱冷却後の引張応力は低下する。引張応力値はN濃度の増加に伴い減少し、N濃度が0.4at%以上のCu−N合金薄膜では500℃加熱冷却後応力が+200 MPa以下となる。
【図面の簡単な説明】
【0064】
【図1】本発明に係る配線の形成方法を示す概念図である。
【図2】実施例1における(Ar+N2)混合ガス中のN2体積率とCu−N合金薄膜中のN濃度との関係を示すグラフである。
【図3】半導体装置の製法の一部を工程順に例示する概略断面説明図である。
【図4】実施例2における高温高圧処理時の処理温度とCu埋込率の関係を示すグラフである。
【図5】実施例3における高温高圧処理時の処理温度とCu埋込率の関係を示すグラフである。
【図6】実施例4におけるCu−N合金薄膜中のN濃度とCu埋込率との関係を示すグラフである。
【図7】実施例5におけるCu−N合金薄膜中のN濃度と電気抵抗率の関係を示すグラフである。
【図8】実施例6におけるCu−N合金薄膜に施した熱処理の温度と電気抵抗率との関係を示すグラフである。
【図9】実施例7におけるCu−N合金薄膜中のN濃度とCu−N合金薄膜の初期応力(As−deposited状態の残留応力)との関係を示すグラフである。
【図10】実施例7におけるCu−N合金薄膜中のN濃度とCu−N系合金薄膜の500℃加熱冷却後応力との関係を示すグラフである。
【符号の説明】
【0065】
1 半導体基板(シリコンウエハー)
2 絶縁膜
3 ビア
4 バリア層
5 Cu系薄膜(純Cu薄膜,Cu合金薄膜)
6 トレンチ
【特許請求の範囲】
【請求項1】
高温高圧処理による半導体装置用埋込型配線の製造に用いられる金属薄膜であって、Nを0.4at%以上2.0at%以下含むCu合金からなるものであることを特徴とする半導体装置の配線用金属薄膜。
【請求項2】
残留応力が−400〜−600 MPaである請求項1に記載の金属薄膜。
【請求項3】
半導体基板上の凹部を有する絶縁膜上に、前記請求項1または2に記載の金属薄膜を形成後、高温高圧処理して上記金属薄膜を上記凹部内に埋め込むことにより形成されることを特徴とする半導体装置用配線。
【請求項4】
表面がTaN膜で被覆された凹部に埋め込まれてなるものである請求項3に記載の半導体装置用配線。
【請求項5】
残留応力が0〜+200 MPaである請求項3または4に記載の半導体装置用配線。
【請求項6】
前記請求項1または2に記載の金属薄膜を製造する方法であって、該金属薄膜をスパッタリング法で形成するに際し、スパッタリングガスとして、ArとN2の体積比(25℃、1atm)が97.5:2.5〜82.5:17.5である(Ar+N2)混合ガスを用いることを特徴とする半導体装置の配線用金属薄膜の製造方法。
【請求項7】
前記請求項3〜5のいずれかに記載の半導体装置用配線を製造する方法であって、前記請求項1または2に記載の金属薄膜を、半導体基板上の凹部を有する絶縁膜の表面に形成した後、高温高圧処理して上記金属薄膜を上記凹部内に埋め込むに際し、該高温高圧処理を下記条件で行うことを特徴とする半導体装置用配線の製造方法。
処理温度:200〜650℃
処理圧力:50〜250MPa
【請求項8】
前記絶縁膜は、表面がTaN膜で被覆された凹部を有するものである請求項7に記載の製造方法。
【請求項9】
前記絶縁膜は、最小幅が0.15μm以下でかつ深さが0.15μm以上の凹部を有するものである請求項7または8に記載の製造方法。
【請求項1】
高温高圧処理による半導体装置用埋込型配線の製造に用いられる金属薄膜であって、Nを0.4at%以上2.0at%以下含むCu合金からなるものであることを特徴とする半導体装置の配線用金属薄膜。
【請求項2】
残留応力が−400〜−600 MPaである請求項1に記載の金属薄膜。
【請求項3】
半導体基板上の凹部を有する絶縁膜上に、前記請求項1または2に記載の金属薄膜を形成後、高温高圧処理して上記金属薄膜を上記凹部内に埋め込むことにより形成されることを特徴とする半導体装置用配線。
【請求項4】
表面がTaN膜で被覆された凹部に埋め込まれてなるものである請求項3に記載の半導体装置用配線。
【請求項5】
残留応力が0〜+200 MPaである請求項3または4に記載の半導体装置用配線。
【請求項6】
前記請求項1または2に記載の金属薄膜を製造する方法であって、該金属薄膜をスパッタリング法で形成するに際し、スパッタリングガスとして、ArとN2の体積比(25℃、1atm)が97.5:2.5〜82.5:17.5である(Ar+N2)混合ガスを用いることを特徴とする半導体装置の配線用金属薄膜の製造方法。
【請求項7】
前記請求項3〜5のいずれかに記載の半導体装置用配線を製造する方法であって、前記請求項1または2に記載の金属薄膜を、半導体基板上の凹部を有する絶縁膜の表面に形成した後、高温高圧処理して上記金属薄膜を上記凹部内に埋め込むに際し、該高温高圧処理を下記条件で行うことを特徴とする半導体装置用配線の製造方法。
処理温度:200〜650℃
処理圧力:50〜250MPa
【請求項8】
前記絶縁膜は、表面がTaN膜で被覆された凹部を有するものである請求項7に記載の製造方法。
【請求項9】
前記絶縁膜は、最小幅が0.15μm以下でかつ深さが0.15μm以上の凹部を有するものである請求項7または8に記載の製造方法。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】
【図7】
【図8】

【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2007−180173(P2007−180173A)
【公開日】平成19年7月12日(2007.7.12)
【国際特許分類】
【出願番号】特願2005−375237(P2005−375237)
【出願日】平成17年12月27日(2005.12.27)
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成17年度、経済産業省、ナノテクノロジープログラム(ナノマテリアル・プロセス技術)からの委託研究、産業活力再生特別措置法第30条の適用を受ける特許出願
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成19年7月12日(2007.7.12)
【国際特許分類】
【出願日】平成17年12月27日(2005.12.27)
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成17年度、経済産業省、ナノテクノロジープログラム(ナノマテリアル・プロセス技術)からの委託研究、産業活力再生特別措置法第30条の適用を受ける特許出願
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]