
半導体製造装置の装置プログラムの管理システム
【課題】 装置プログラムのファイル数が極端に多い場合でもその管理が簡単で、装置プログラムの選択にそれほど手間がかからない半導体製造装置の装置プログラムの管理システムを提供する。
【解決手段】 複数種類の製品に対してボンディング処理を実行可能なボンディング装置の装置プログラムを管理する管理システム100であって、製品の種類毎及び、ボンディング装置の号機毎にそれぞれ設定された複数種類の装置プログラムを格納するファイルサーバと、行又は列の一方に製品の種類を示し且つその他方にボンディング装置の号機を示すマトリクスの当該行と該列とが交差する各セルに、各セル毎の行要素及び列要素の組み合わせに対応する装置プログラムがファイルサーバに格納されているか否かを認識可能に表示することにより、当該装置プログラムの一覧を画面表示するモニタと、複数のセルの中から任意のセルをポインタ90で選択可能なマウスと、を有する。
【解決手段】 複数種類の製品に対してボンディング処理を実行可能なボンディング装置の装置プログラムを管理する管理システム100であって、製品の種類毎及び、ボンディング装置の号機毎にそれぞれ設定された複数種類の装置プログラムを格納するファイルサーバと、行又は列の一方に製品の種類を示し且つその他方にボンディング装置の号機を示すマトリクスの当該行と該列とが交差する各セルに、各セル毎の行要素及び列要素の組み合わせに対応する装置プログラムがファイルサーバに格納されているか否かを認識可能に表示することにより、当該装置プログラムの一覧を画面表示するモニタと、複数のセルの中から任意のセルをポインタ90で選択可能なマウスと、を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、半導体製造装置の装置プログラムの管理システムに関し、特に、装置プログラムのファイル数が極端に多い場合でもその管理が簡単で、装置プログラムの選択にそれほど手間がかからないようにしたものである。
【背景技術】
【0002】
従来、半導体装置のボンディング工程では、ボンディング処理を行う製品(IC)の種類毎に設定されたボンディング条件をフロッピー(登録商標)ディスク(以下、「FD」ともいう。)に記録しておき、このFDに記録されているボンディング条件をボンディング装置に読み込ませて、その条件に応じた処理をボンディング装置に実行させていた(例えば、特許文献1参照)。
【0003】
ボンディング工程には、通常、複数台のボンディング装置が用意されている。製品の種類毎に作られる装置プログラム(動作プログラムともいう。)は、その装置固有の微修正が施され、各ボンディング装置の内部にそれぞれ保管されている。製品の種類が多くなると、装置プログラムのファイル数も増えるので、装置プログラムがボンディング装置の保管容量を超えてしまう保管容量の問題や、種類が異なる他の装置プログラムを誤って選択し、選択した処理をボンディング装置に実行させてしまう誤使用の問題などが発生してしまうおそれがある。そこで、このような問題を回避するために、装置プログラムの保管先はボンディング装置の外へとなり、その保管先として従来からFDが用いられてきた。
【0004】
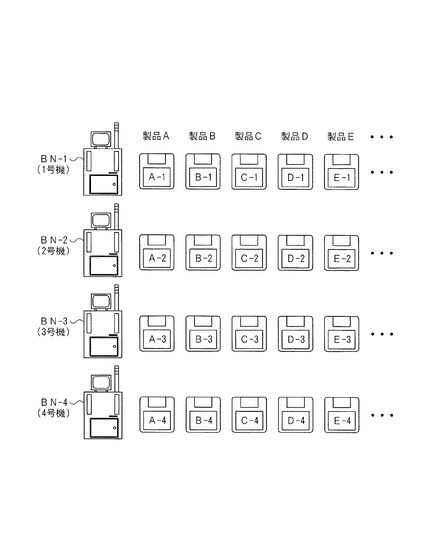
しかしながら、図6に示すように、製品A,B,C,…毎に作られた装置プログラムにボンディング装置BN−1,−2,−3,…固有の微修正をそれぞれ施していくと、その装置プログラムのファイル数は、製品の種類A,B,C,…と、ボンディング装置BNの号機1,2,3,…との乗数となり、保管すべき装置プログラムのファイル数が極端に増えてしまう。
【0005】
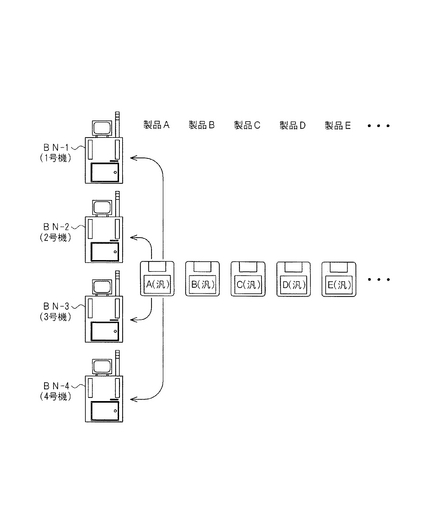
特に、多品種少量生産のボンディング工程では、その製造品種の多さゆえに、図6に示すような装置プログラムの管理方法は現実的ではなく、結果として、図7に示すように、装置号機を無視し、製品の種類毎に設定されただけの汎用プログラムファイルA(汎),B(汎)C(汎),…を管理単位とし、これらの汎用プログラムファイルをFDに入れて保管していた。そして、ボンディング処理を行う製品の種類を変更する毎に、その製品の種類に対応した汎用プログラムを載せたFDを選択し、選択したFDを所定のボンディング装置にセットして読み込ませていた。
【特許文献1】特開平6−140459号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
ところで、図7に示したような装置プログラムの管理方法によれば、ボンディング装置に汎用プログラムを読み込ませた後で、その読み込ませた汎用プログラムに対してボンディング装置固有の微修正を行い、その後に動作の確認作業を行う必要があった。このため、各ボンディング装置BN−1,−2,−3,…において、その処理する製品の種類を変更する場合には、通常の量産活動に復帰するまでに手間がかかり、生産性向上の阻害要因となっている、という問題があった。
【0007】
本発明は、このような従来の技術の有する未解決の課題に着目してなされたものであって、装置プログラムのファイル数が極端に多い場合でもその管理が簡単で、装置プログラムの選択にそれほど手間がかからない半導体製造装置の装置プログラムの管理システムの提供を目的とする。
【課題を解決するための手段】
【0008】
〔発明1〕 上記目的を達成するために、発明1の装置プログラムの管理システムは、複数種類の製品に対して所定の製造処理を実行可能な半導体製造装置の装置プログラムを管理するシステムであって、前記半導体製造装置は複数台用意されており、前記製品の種類毎及び、前記半導体製造装置の号機毎にそれぞれ設定された複数種類の前記装置プログラムを格納する大容量の記憶手段と、行又は列の一方に前記製品の種類を示し且つその他方に前記半導体製造装置の号機を示すマトリクスの当該行と該列とが交差する各セルに、各セル毎の行要素及び列要素の組み合わせに対応する前記装置プログラムが前記記憶手段に格納されているか否かを認識可能に表示することにより、当該装置プログラムの一覧をモニタに表示する表示手段と、前記モニタに表示されるポインタで複数の前記セルの中から任意のセルを選択可能な手元操作手段と、を有することを特徴とするものである。
【0009】
ここで、装置プログラムとは、半導体製造装置に所定の手順及び所定の設定で製造処理を実行するよう指示するものである。装置プログラムを変更することによって、製造処理の手順や半導体製造装置の各種設定を変えることができる。例えば、半導体製造装置がボンディング装置の場合には、装置プログラムによって、ボンディング位置、荷重、荷重付加時間、加熱温度、超音波のパワー等の各種設定が規定される。また、手元操作手段とは、例えばコンピュータに接続して使用されるマウスや、キーボード上でマウス機能を実現するトラックボール、又は、指先やペン先の動きにポインタが連動するパッド型ポインティングデバイス等である。モニタに表示されるポインタの動きは、ユーザの手元操作手段を扱う手(又は指)の動きによってコントロールされる。
【0010】
発明1の装置プログラムの管理システムによれば、記憶手段に格納された装置プログラムの一覧は、マトリクスの各セル毎の行要素及び列要素の組み合わせ(即ち、製品の種類と半導体製造装置の号機との組み合わせ)で表示されるので、複数種類の装置プログラムの中から、所望の製品及び所望の号機の組み合わせに対応する装置プログラムを容易に探し出すことができる。従って、装置プログラムのファイル数が極端に多い場合でもその管理が簡単である。
【0011】
また、所望の製品及び所望の号機の組み合わせに対応する装置プログラムを選択する際に、その選択はポインタで行われるので、ユーザは製品の種類名及び半導体製造装置の号機名を管理システムにわざわざタイプ入力(即ち、キーボード等を用いた文字入力)しなくても済む。従って、装置プログラムの選択にそれほど手間がかからない。
【0012】
〔発明2〕 発明2の装置プログラムの管理システムは、発明1の装置プログラムの管理システムにおいて、前記記憶手段と前記半導体製造装置との間で前記装置プログラムを移送するための運搬可能な記録媒体、を有することを特徴とするものである。
このような構成であれば、記憶手段と半導体製造装置との間に装置プログラムを送受信するための信号線を設ける場合と比べて、設備投資コストを抑えることができる。
【0013】
〔発明3〕 発明3の装置プログラムの管理システムは、発明2の装置プログラムの管理システムにおいて、前記手元操作手段によって複数の前記セルの中から任意のセルが選択され、選択された前記任意のセルの前記行要素及び列要素の組み合わせに対応する装置プログラムが前記記憶手段に格納されている場合には、前記手元操作手段で所定の手元操作が実行されることによって、前記組み合わせに対応する前記装置プログラムが前記記憶手段から前記移送手段に出力されることを特徴とするものである。
【0014】
このような構成であれば、所望の製品及び所望の号機の組み合わせに対応する装置プログラムを記憶手段から移送手段に出力させる際に、ユーザは製品の種類名及び半導体製造装置の号機名を管理システムにわざわざタイプ入力しなくても済むので、装置プログラムの出力にそれほど手間がかからない。
【0015】
〔発明4〕 発明4の装置プログラムの管理システムは、発明2の装置プログラムの管理システムにおいて、前記手元操作手段によって複数の前記セルの中から任意のセルが選択され、選択された前記任意のセルの前記行要素及び列要素の組み合わせに対応する装置プログラムが前記記憶手段に格納されていない場合には、前記手元操作手段で所定の手元操作が実行されることによって、前記組み合わせに対応する前記装置プログラムが前記移送手段から前記記憶手段に出力されることを特徴とするものである。
【0016】
このような構成であれば、所望の製品及び所望の号機の組み合わせに対応する装置プログラムを移送手段から記憶手段に出力させる際に、ユーザは製品の種類名及び半導体製造装置の号機名を管理システムにわざわざタイプ入力しなくても済むので、装置プログラムの出力にそれほど手間がかからない。
【0017】
〔発明5〕 発明5の装置プログラムの管理システムは、発明1又は発明2の装置プログラムの管理システムにおいて、前記手元操作手段によって複数の前記セルの中から任意のセルが選択され、選択された前記任意のセルの前記行要素及び列要素の組み合わせに対応する装置プログラムが前記記憶手段に格納されている場合には、前記手元操作手段で所定の手元操作が実行されることによって、前記組み合わせに対応する前記装置プログラムの履歴情報が前記モニタに表示される、ことを特徴とするものである。
【0018】
このような構成であれば、所望の製品及び所望の号機の組み合わせに対応する装置プログラムの履歴情報をモニタに表示させる際に、ユーザは製品の種類名及び半導体製造装置の号機名を管理システムにわざわざタイプ入力しなくても済むので、履歴情報の表示にそれほど手間がかからない。
本発明は、多品種少量生産のボンディング工程に適用して極めて好適である。
【発明を実施するための最良の形態】
【0019】
以下、本発明の実施の形態を図面に基づいて説明する。
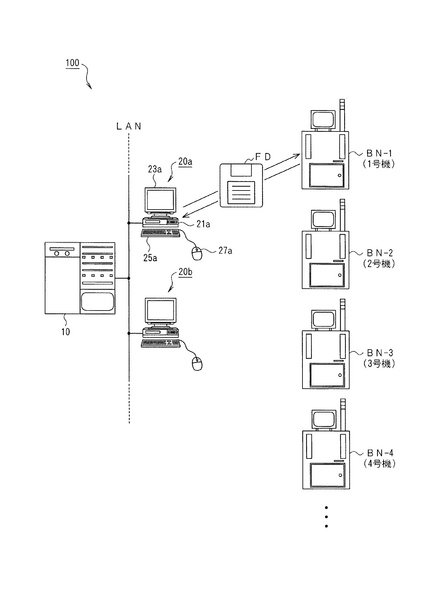
図1は、本発明の実施の形態に係る装置プログラムの管理システム100を示す構成図である。この管理システム100は、ボンディング工程に用意された複数台のボンディング装置BN−1,−2,−3,…の装置プログラムを管理するシステムである。
図1に示すように、この管理システム100は、ファイルサーバ10と、工程内に配置されたパソコン(以下、「工程内PC」という。)20a,20b,…と、FD(フロッピー(登録商標)ディスク)と、を含んだ構成となっている。
【0020】
ファイルサーバ10は、工程内PC20a,20b,…(以下、単に工程内PC20)に対してホスト役となるコンピュータである。このファイルサーバ10は、工程内PC20との間でファイルを共用する機能を有する。共有するファイル(以下、「共用ファイル」という。)は全て、このファイルサーバ10内で保管される。
ここで、共用ファイルとは、ボンディング装置BN−1,−2,−3,…(以下、単にボンディング装置BN)の装置プログラムのことである。このファイルサーバ10には、ボンディング処理を行う製品(IC)の種類毎、及びボンディング装置の号機毎に細かく設定された装置プログラムが格納されている。
【0021】
また、このファイルサーバ10には、ファイルサーバ10内に登録(格納)された装置プログラムの一覧をマトリクス形式で各工程内PC20に表示させる機能、及び、これら装置プログラムのダウンロード、アップロード、変更履歴表示等を実行するための機能プログラムが格納されている。これらの機能については、図2、図3、図4及び図5を参照しながら後で説明する。
【0022】
工程内PC20は、ボンディング工程内に配置されたデータ入出力用の端末装置である。図1に示すように、この管理システム100では、工程内PC20が複数台用意されており、各工程内PC20とファイルサーバ10とはLAN(local area network)によって接続されている。
この工程内PC20は、ファイルサーバ10に対してデータの入出力を行ったり、ファイルサーバ10からの指示により各種の処理を分担して行ったりする機能を有する。また、工程内PC20同士は、LANを通じて直接のアクセスが可能となっている。
【0023】
例えば、図1に示す工程内PC20aは、CPU(central processing unit)と、RAM及びハードディスクと、FDに対して読み込み・書き込みを行うことができるインターフェース等を有するPC本体21aと、PC本体21aに繋がるモニタ23aと、キーボード25a及びマウス27aとを含んだ構成となっている。マウス27aには、その左右にマウスボタンが1つずつ設けられている。
【0024】
FDは、PC本体21a及びボンディング装置BNの何れに対しても、読み書き可能な形式でフォーマット処理可能なものである。このFDによって、工程内PC20と各ボンディング装置BNとの間での任意の装置プログラムの持ち運び(移送)が行われる。
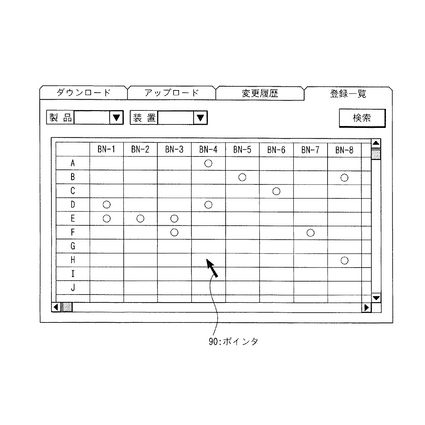
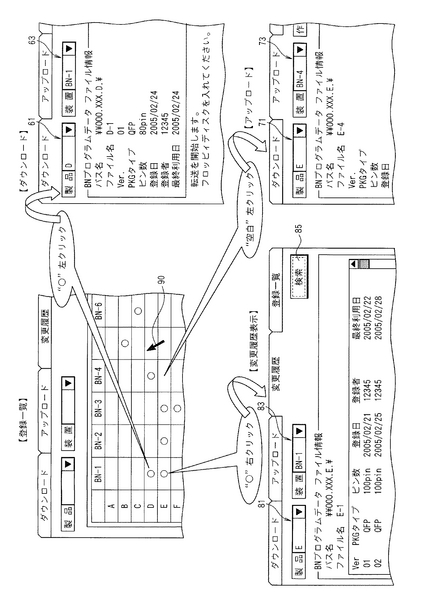
図2は、「登録一覧」画面の一例を示す図である。図1に示した管理システム100では、モニタの初期画面として、図2に示すように、ファイルサーバ内に登録されている装置プログラムの一覧(以下、「登録一覧」という。)が表示されるようになっている。
【0025】
この「登録一覧」の画面では、例えば製品の種類を行要素とし、ボンディング装置BNの号機を列要素とするマトリクスが表示される。そして、このマトリクスの行と列とが交差する各セルは、各セル毎の行要素及び列要素の組み合わせに対応する装置プログラムがファイルサーバ内に登録されているか否かを認識できるようになっている。
この例では、○印の有無で登録されているか否かを認識できるようになっている。例えば、○印が表示されたセルは、このセルの行要素及び列要素の組み合わせに対応する装置プログラムがファイルサーバに登録されていることを表している。また、○印が無いセル(即ち、空白のセル)は、このセルの行要素及び列要素の組み合わせに対応する装置プログラムがファイルサーバに未登録であることを意味している。
【0026】
また、図2に示すように、この「登録一覧」の画面では、ダウンロード、アップロード、変更履歴表示の各画面へ移動するためのタグが表示されている。「登録一覧」の画面では、ユーザがマウスを手に取り、このマウスの動きと連動するポインタ(カーソル)90をタグ上に重ね合わせ、例えばマウスの左ボタンをクリック(以下、単に「左クリック」という。)することで、「登録一覧」の画面からタグの指定する画面へ移動するようになっている。
【0027】
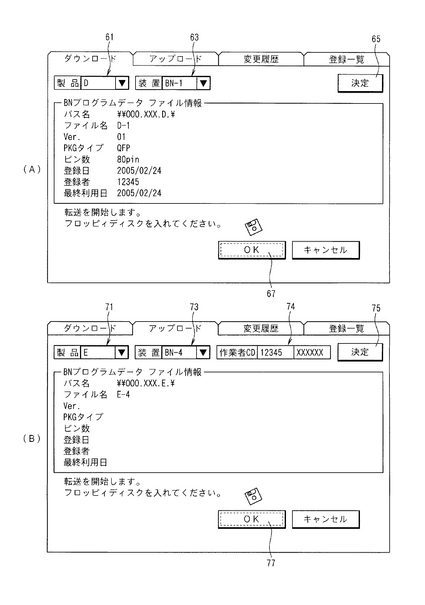
図3(A)は、「ダウンロード」画面の一例を示す図である。この「ダウンロード」画面は、ファイルサーバ内に登録されている製品プログラムをFDにダウンロードするための実行画面である。
図3(A)に示すように、この「ダウンロード」画面には、製品の種類を表示する製品欄61と、ボンディング装置BNの号機を表示する号機欄63とが設けられている。製品欄61と号機欄63は、ユーザのキーボード操作によって文字、記号又は数字或いはこれらの組み合わせからなる文字列が直接入力されるのではなく、各欄に対応したメニュー(即ち、各欄に対応して入力可能な文字列候補の一覧)の中から任意の文字列が選択され、選択された文字列だけが入力されるようになっている。
【0028】
例えば、ユーザのマウス操作によって、製品欄61の右側に用意された▼ボタンを左クリックしてメニューを表示させ、そのメニューの中から所望の製品名を表す文字列を選択することでその入力が可能である。また、号機欄63についても、製品欄61に対する入力方法と同様に、▼ボタンを左クリックしてメニューを表示させ、そのメニューの中から所望の号機名を表す文字列を選択することでその入力が可能である。
【0029】
このように、製品欄61と号機欄63とに文字列を入力した後で、決定ボタン65を例えば左クリックすることで、製品欄61で指定された製品と、号機欄63で指定された号機との組み合わせに対応した装置プログラムのファイル情報が「ダウンロード」画面に表示される。
図3(A)に示すように、「ダウンロード」画面で表示されるファイル情報とは、例えばパス名、ファイル名、バージョン(Ver.)、パッケージング(PKG)タイプ、ピン数、登録日、登録者、最終利用日である。パス名とは、「ダウンロード」画面で表示された製品プログラムのファイルサーバにおける保存先の名称のことである。また、登録日とは、この製品プログラムがファイルサーバに登録された日付のことであり、最終利用日とは、この製品プログラムをFDにダウンロードした最終の日付のことである。
【0030】
図3(A)に示すように、「ダウンロード」画面に製品プログラムのファイル情報が表示された状態で、FDを書き込み可能な状態でPC本体にセットし、画面のOKボタン67を例えば左クリックする。これにより、ダウンロード」画面で表示された製品プログラムが、ファイルサーバからFDにダウンロードされる。
なお、後で詳しく説明するが、図1に示した管理システム100では、ユーザのマウス操作によって、「登録一覧」画面でマトリクスの中から任意のセルを選択すると、その選択したセルの行要素及び列要素に関する情報が「ダウンロード」画面、「アップロード」画面又は「変更履歴」画面に反映されるようになっている。
【0031】
例えば、「登録一覧」画面で、任意のセルの○印を左クリックした場合には、「ダウンロード」画面の製品欄61には、選択したセルの行要素(即ち、製品の種類)が自動的に入力され、号機欄63には、選択したセルの列要素(即ち、ボンディング装置の号機)が自動的に入力されるようになっている。
図3(B)は、「アップロード」画面の一例を示す図である。この「アップロード」画面は、FDに保存されている製品プログラムをファイルサーバにアップロードするための実行画面である。 図3(B)に示すように、この「アップロード」画面には、製品の種類を表示する製品欄71と、ボンディング装置BNの号機を表示する号機欄73とが設けられている。
【0032】
製品欄71と号機欄73は、上述した「ダウンロード」画面の場合と同様に、ユーザのキーボード操作によって文字列が直接入力されるのではなく、各欄に対応したメニューの中から任意の文字列が選択され、選択された文字列だけが入力されるようになっている。また、この「アップロード」画面には、作業者欄74が設けられている。この作業者欄74に対する入力は、例えばキーボードを用いたタイピングや、図示しないバーコード・リーダを用いた作業員証の読み取り、等によって行われる。
【0033】
このように、製品欄71と号機欄73、作業者欄74に文字列を入力した後で、決定ボタン75を例えば左クリックすることで、製品欄71で指定された製品と、号機欄73で指定された号機との組み合わせに対応した装置プログラムのパス名と、ファイル名とが決定され、それらがファイル情報として「アップロード」画面に表示される。
図3(B)に示すように、「アップロード」画面に製品プログラムのファイル情報が表示された状態で、製品プログラムを保存しているFDを読み出し可能な状態でPC本体にセットし、画面のOKボタン77を例えば左クリックする。これにより、FDに保存されている製品プログラムがファイルサーバにアップロードされる。
【0034】
なお、図3(B)において、「アップロード」画面に表示されたファイル名と、FDに保存されている製品プログラムのファイル名とが一致しない場合には、アップロードは実行されず、モニタの画面にはエラーが表示されるようになっているので、製品の種類や、号機番号の選択ミス、FD違いに起因するファイルサーバへの誤登録を防止することができる。
【0035】
図4は、「変更履歴」画面の一例を示す図である。この「変更履歴」画面は、ファイルサーバに登録されている製品プログラムの変更履歴を確認するための画面である。
図4に示すように、この「変更履歴」画面には、製品の種類を表示する製品欄81と、ボンディング装置BNの号機を表示する号機欄83とが設けられている。製品欄81と号機欄83は、上述した「ダウンロード」画面、「アップロード」の場合と同様に、ユーザのキーボード操作によって文字列が直接入力されるのではなく、各欄に対応したメニューの中から任意の文字列が選択され、選択された文字列だけが入力されるようになっている。
【0036】
このように、製品欄81と号機欄83とに文字列を入力した後で、決定ボタン85を例えば左クリックすることで、製品欄81で指定された製品と、号機欄83で指定された号機との組み合わせに対応した装置プログラムの変更履歴情報が「変更履歴」画面に表示される。この「変更履歴」画面で表示されるファイル情報は、例えばパス名と、ファイル名と、ファイル名で登録されている製品プログラムの過去から現在までの各バージョン名と、各バージョンでのパッケージングタイプ、ピン数、登録日、登録者、最終利用日である。
【0037】
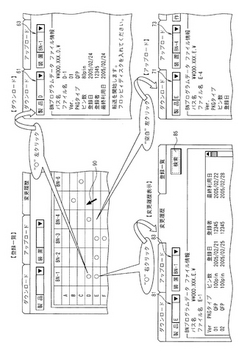
ところで、図1に示した管理システム100では、「登録一覧」の画面を起点として、タブを左クリックすることなく、ダウンロード、アップロード、変更履歴表示の各処理を選択的に実行することが可能となっている。以下、この点について説明する。
図5は、登録一覧の画面を起点とした場合のマウス操作の例を示す図である。ここでは、工程内PC20a(図1参照。)を用いて、各処理を行う場合を想定する。
【0038】
最初に、「登録一覧」の画面を起点として、ファイルサーバ10(図1参照。)に登録された装置プログラムをFDにダウンロードする場合の手順について説明する。
図5において、この場合には、まず始めに、モニタ23a(図1参照。)に表示されている「登録一覧」の画面に表示されているマトリクスの行要素及び列要素(即ち、製品の種類と、ボンディング装置の号機)を手掛かりにして、所望の装置プログラムに対応するセルを探し出す。次に、探し出したセルが○印を表示しているか否かを確認した後で、この○印を左クリックする。すると、この○印への左クリックがトリガーとなって、ダウンロードを実行するための機能プログラムが起動し、モニタ23aには「ダウンロード」画面が表示される。
【0039】
ここで、「登録一覧」の画面で左クリックしたセルの行要素及び列要素は、パラメータとして機能プログラムに自動的に渡され、この渡されたパラメータに対応した「ダウンロード」画面が表示される。例えば、図5に示すように、行要素がD、列要素がBN−1のセルに表示された○印を左クリックすると、製品欄61にD、号機欄63にBN−1をそれぞれ表示した「ダウンロード」画面がモニタ23aに表示される。
【0040】
ユーザは、この「ダウンロード」画面に表示された製品欄61や、号機欄63を確認し、セルの選択に間違いがないことを確認した後で、決定ボタン65(図3(A)参照。)を左クリックして、装置ファイル情報を表示させる。そして、「ダウンロード」画面に表示されたファイル情報等に間違いがなければ、OKボタン67(図3(A)参照。)を左クリックする。このようにして、「ダウンロード」画面に表示された製品プログラムをFDにダウンロードする。
【0041】
次に、「登録一覧」の画面を起点として、FDに保存された装置プログラムをファイルサーバ10にアップロードする場合の手順について説明する。図5に示すように、この場合には、まず始めに、行要素及び列要素を手掛かりにして、所望の装置プログラムに対応するセルをマトリクスの中から探し出し、そのセルが○印を表示しているか否かを確認する。
【0042】
そして、探し出したセルに○印がついていない(即ち、空白である)ことを確認した後で、この空白セルを左クリックする。すると、この空白セルに対する左クリックがトリガーとなって、アップロードを実行するための機能プログラムが起動し、図5に示すように、モニタ23aには「アップロード」画面が表示される。
ここで、「登録一覧」の画面で左クリックした空白セルの行要素及び列要素は、パラメータとして機能プログラムに自動的に渡され、この渡されたパラメータに対応した「アップロード」画面が表示される。例えば、図5に示すように、行要素がE、列要素がBN−4の空白セルを左クリックすると、製品欄71にE、号機欄73にBN−4をそれぞれ表示した「アップロード」画面がモニタ23aに表示される。
【0043】
ユーザは、この「アップロード」画面に表示された製品欄71や、号機欄73を確認し、セルの選択に間違いがないことを確認し、さらに、作業者欄74に作業者名(ID)等を入力した後で、決定ボタン75(図3(B)参照。)を左クリックして、装置ファイル情報を表示させる。そして、「アップロード」画面に表示されたファイル情報等に間違いがなければ、OKボタン77(図3(B)参照。)を左クリックする。このようにして、「アップロード」画面に表示された製品プログラムをFDにアップロードする。
【0044】
次に、「登録一覧」の画面を起点として、ファイルサーバに登録された装置プログラムの変更履歴を表示する場合の手順について説明する。図5に示すように、この場合には、まず始めに、行要素及び列要素を手掛かりにして、所望の装置プログラムに対応するセルをマトリクスの中から探し出し、そのセルが○印を表示しているか否かを確認する。
そして、探し出したセルに○印がついていれば、この○印を右クリックする。すると、この○印に対する右クリックがトリガーとなって、ダウンロードを実行するための機能プログラムが起動し、図5に示すように、モニタ23aには「変更履歴」画面が表示される。
【0045】
ここで、「登録一覧」の画面で右クリックしたセルの行要素及び列要素は、パラメータとして機能プログラムに自動的に渡され、この渡されたパラメータに対応した「変更履歴」画面が表示される。例えば、図5に示すように、行要素がE、列要素がBN−1のセルに表示された○印を右クリックすると、製品欄81にE、号機欄83にBN−1をそれぞれ表示した「変更履歴」画面がモニタ23aに表示される。
【0046】
ユーザは、この「変更履歴」画面に表示された製品欄81や、号機欄83を確認し、セルの選択に間違いがないことを確認した後で、検索ボタン85を左クリックする。これにより、「変更履歴」画面に、製品E、ボンディング装置BN−1の組み合わせに対応した装置プログラムの変更履歴を表示させる。
【0047】
このように、本発明の実施の形態に係る装置プログラムの管理システム100によれば、ファイルサーバに格納された装置プログラムの一覧は、マトリクスの各セル毎の行要素及び列要素の組み合わせ(即ち、製品の種類とボンディング装置BNの号機との組み合わせ)で表示されるので、複数種類の装置プログラムの中から、所望の製品及び所望の号機の組み合わせに対応する装置プログラムを容易に探し出すことができる。従って、装置プログラムのファイル数が極端に多い場合でもその管理が簡単であるから、従来行っていた汎用プログラムに対する号機差調整(図7参照。)を行わなくても済む。
【0048】
また、所望の製品及び所望の号機の組み合わせに対応する装置プログラムを選択する際に、その選択はポインタ90で行われるので、ユーザは製品の種類名及びボンディング装置BNの号機名を工程内PC20にわざわざタイプ入力しなくても済む。従って、装置プログラムの選択にそれほど手間がかからず、入力ミスが少ないという効果がある。さらに、装置プログラムの一覧をマトリクスで表示しているので、視覚的に分かり易い。
【0049】
この実施の形態では、ボンディング処理が発明1〜5の「製造処理」に対応し、ボンディング装置BNが発明1〜5の「半導体製造装置」に対応している。また、ファイルサーバ10が発明1〜5の「大容量の記憶手段」に対応し、工程内PC20が発明1〜5の「表示手段」に対応している。さらに、マウス27aが発明1〜5の「手元操作手段」に対応し、FDが発明2〜5の「運搬可能な記憶媒体」に対応している。
【0050】
また、「登録一覧」画面で○印を表示したセルを選択しての左クリック操作及び、「ダウンロード」画面での決定ボタン65の左クリック操作が発明3の「所定の手元操作」に対応している。さらに、「登録一覧」画面で空白セルを選択しての左クリック操作及び、「アップロード」画面での決定ボタン75の左クリック操作が発明4の「所定の手元操作」に対応している。また、「登録一覧」画面で○印を表示したセルを選択しての右クリック操作及び、「変更履歴」画面での検索ボタン85の左クリック操作が発明5の「所定の手元操作」に対応している。
【0051】
なお、この実施の形態では、「運搬可能な記憶媒体」の一例としてFDを用いる場合について説明したが、「運搬可能な記憶媒体」はFDに限られることはなく、例えば、工程内PC20とボンディング装置BNとに対して共通のインターフェースを備えたフラッシュメモリでも良い。また、工程内PCと、ボンディング装置BNとの間での装置プログラムの移送手段は「運搬可能な記憶媒体」に限られることはなく、例えば有線又は無線等からなる信号線でも良い(ただし、設備投資コストの抑制を重視するならば、信号線ではなく、FD等の「運搬可能な記憶媒体」を用いることが好ましい。)。
【0052】
さらに、この実施の形態では、「半導体製造装置」の一例としてボンディング装置の場合について説明したが、本発明の「半導体製造装置」はこれに限られることはなく、例えばスパッタリング装置等でも良い。
【図面の簡単な説明】
【0053】
【図1】実施の形態に係る装置プログラムの管理システム100を示す図。
【図2】「登録一覧」画面の一例を示す図。
【図3】「ダウンロード」画面の一例と、「アップロード」画面の一例とを示す図。
【図4】「変更履歴」画面の一例を示す図。
【図5】「登録一覧」の画面を起点とした場合のマウス操作の例を示す図。
【図6】従来例に係る装置プログラムの管理方法(その1)を示す図。
【図7】従来例に係る装置プログラムの管理方法(その2)を示す図。
【符号の説明】
【0054】
10 ファイルサーバ、20a,20b 工程内PC、21a PC本体、23a モニタ、25a キーボード、27a マウス、61,71,81 製品欄、63,73,83 号機欄、65,75 決定ボタン、67,77 OKボタン、74 作業者欄、85 検索ボタン、90 ポインタ、BN−1,−2,−3,−4 ボンディング装置、100 管理システム
【技術分野】
【0001】
本発明は、半導体製造装置の装置プログラムの管理システムに関し、特に、装置プログラムのファイル数が極端に多い場合でもその管理が簡単で、装置プログラムの選択にそれほど手間がかからないようにしたものである。
【背景技術】
【0002】
従来、半導体装置のボンディング工程では、ボンディング処理を行う製品(IC)の種類毎に設定されたボンディング条件をフロッピー(登録商標)ディスク(以下、「FD」ともいう。)に記録しておき、このFDに記録されているボンディング条件をボンディング装置に読み込ませて、その条件に応じた処理をボンディング装置に実行させていた(例えば、特許文献1参照)。
【0003】
ボンディング工程には、通常、複数台のボンディング装置が用意されている。製品の種類毎に作られる装置プログラム(動作プログラムともいう。)は、その装置固有の微修正が施され、各ボンディング装置の内部にそれぞれ保管されている。製品の種類が多くなると、装置プログラムのファイル数も増えるので、装置プログラムがボンディング装置の保管容量を超えてしまう保管容量の問題や、種類が異なる他の装置プログラムを誤って選択し、選択した処理をボンディング装置に実行させてしまう誤使用の問題などが発生してしまうおそれがある。そこで、このような問題を回避するために、装置プログラムの保管先はボンディング装置の外へとなり、その保管先として従来からFDが用いられてきた。
【0004】
しかしながら、図6に示すように、製品A,B,C,…毎に作られた装置プログラムにボンディング装置BN−1,−2,−3,…固有の微修正をそれぞれ施していくと、その装置プログラムのファイル数は、製品の種類A,B,C,…と、ボンディング装置BNの号機1,2,3,…との乗数となり、保管すべき装置プログラムのファイル数が極端に増えてしまう。
【0005】
特に、多品種少量生産のボンディング工程では、その製造品種の多さゆえに、図6に示すような装置プログラムの管理方法は現実的ではなく、結果として、図7に示すように、装置号機を無視し、製品の種類毎に設定されただけの汎用プログラムファイルA(汎),B(汎)C(汎),…を管理単位とし、これらの汎用プログラムファイルをFDに入れて保管していた。そして、ボンディング処理を行う製品の種類を変更する毎に、その製品の種類に対応した汎用プログラムを載せたFDを選択し、選択したFDを所定のボンディング装置にセットして読み込ませていた。
【特許文献1】特開平6−140459号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
ところで、図7に示したような装置プログラムの管理方法によれば、ボンディング装置に汎用プログラムを読み込ませた後で、その読み込ませた汎用プログラムに対してボンディング装置固有の微修正を行い、その後に動作の確認作業を行う必要があった。このため、各ボンディング装置BN−1,−2,−3,…において、その処理する製品の種類を変更する場合には、通常の量産活動に復帰するまでに手間がかかり、生産性向上の阻害要因となっている、という問題があった。
【0007】
本発明は、このような従来の技術の有する未解決の課題に着目してなされたものであって、装置プログラムのファイル数が極端に多い場合でもその管理が簡単で、装置プログラムの選択にそれほど手間がかからない半導体製造装置の装置プログラムの管理システムの提供を目的とする。
【課題を解決するための手段】
【0008】
〔発明1〕 上記目的を達成するために、発明1の装置プログラムの管理システムは、複数種類の製品に対して所定の製造処理を実行可能な半導体製造装置の装置プログラムを管理するシステムであって、前記半導体製造装置は複数台用意されており、前記製品の種類毎及び、前記半導体製造装置の号機毎にそれぞれ設定された複数種類の前記装置プログラムを格納する大容量の記憶手段と、行又は列の一方に前記製品の種類を示し且つその他方に前記半導体製造装置の号機を示すマトリクスの当該行と該列とが交差する各セルに、各セル毎の行要素及び列要素の組み合わせに対応する前記装置プログラムが前記記憶手段に格納されているか否かを認識可能に表示することにより、当該装置プログラムの一覧をモニタに表示する表示手段と、前記モニタに表示されるポインタで複数の前記セルの中から任意のセルを選択可能な手元操作手段と、を有することを特徴とするものである。
【0009】
ここで、装置プログラムとは、半導体製造装置に所定の手順及び所定の設定で製造処理を実行するよう指示するものである。装置プログラムを変更することによって、製造処理の手順や半導体製造装置の各種設定を変えることができる。例えば、半導体製造装置がボンディング装置の場合には、装置プログラムによって、ボンディング位置、荷重、荷重付加時間、加熱温度、超音波のパワー等の各種設定が規定される。また、手元操作手段とは、例えばコンピュータに接続して使用されるマウスや、キーボード上でマウス機能を実現するトラックボール、又は、指先やペン先の動きにポインタが連動するパッド型ポインティングデバイス等である。モニタに表示されるポインタの動きは、ユーザの手元操作手段を扱う手(又は指)の動きによってコントロールされる。
【0010】
発明1の装置プログラムの管理システムによれば、記憶手段に格納された装置プログラムの一覧は、マトリクスの各セル毎の行要素及び列要素の組み合わせ(即ち、製品の種類と半導体製造装置の号機との組み合わせ)で表示されるので、複数種類の装置プログラムの中から、所望の製品及び所望の号機の組み合わせに対応する装置プログラムを容易に探し出すことができる。従って、装置プログラムのファイル数が極端に多い場合でもその管理が簡単である。
【0011】
また、所望の製品及び所望の号機の組み合わせに対応する装置プログラムを選択する際に、その選択はポインタで行われるので、ユーザは製品の種類名及び半導体製造装置の号機名を管理システムにわざわざタイプ入力(即ち、キーボード等を用いた文字入力)しなくても済む。従って、装置プログラムの選択にそれほど手間がかからない。
【0012】
〔発明2〕 発明2の装置プログラムの管理システムは、発明1の装置プログラムの管理システムにおいて、前記記憶手段と前記半導体製造装置との間で前記装置プログラムを移送するための運搬可能な記録媒体、を有することを特徴とするものである。
このような構成であれば、記憶手段と半導体製造装置との間に装置プログラムを送受信するための信号線を設ける場合と比べて、設備投資コストを抑えることができる。
【0013】
〔発明3〕 発明3の装置プログラムの管理システムは、発明2の装置プログラムの管理システムにおいて、前記手元操作手段によって複数の前記セルの中から任意のセルが選択され、選択された前記任意のセルの前記行要素及び列要素の組み合わせに対応する装置プログラムが前記記憶手段に格納されている場合には、前記手元操作手段で所定の手元操作が実行されることによって、前記組み合わせに対応する前記装置プログラムが前記記憶手段から前記移送手段に出力されることを特徴とするものである。
【0014】
このような構成であれば、所望の製品及び所望の号機の組み合わせに対応する装置プログラムを記憶手段から移送手段に出力させる際に、ユーザは製品の種類名及び半導体製造装置の号機名を管理システムにわざわざタイプ入力しなくても済むので、装置プログラムの出力にそれほど手間がかからない。
【0015】
〔発明4〕 発明4の装置プログラムの管理システムは、発明2の装置プログラムの管理システムにおいて、前記手元操作手段によって複数の前記セルの中から任意のセルが選択され、選択された前記任意のセルの前記行要素及び列要素の組み合わせに対応する装置プログラムが前記記憶手段に格納されていない場合には、前記手元操作手段で所定の手元操作が実行されることによって、前記組み合わせに対応する前記装置プログラムが前記移送手段から前記記憶手段に出力されることを特徴とするものである。
【0016】
このような構成であれば、所望の製品及び所望の号機の組み合わせに対応する装置プログラムを移送手段から記憶手段に出力させる際に、ユーザは製品の種類名及び半導体製造装置の号機名を管理システムにわざわざタイプ入力しなくても済むので、装置プログラムの出力にそれほど手間がかからない。
【0017】
〔発明5〕 発明5の装置プログラムの管理システムは、発明1又は発明2の装置プログラムの管理システムにおいて、前記手元操作手段によって複数の前記セルの中から任意のセルが選択され、選択された前記任意のセルの前記行要素及び列要素の組み合わせに対応する装置プログラムが前記記憶手段に格納されている場合には、前記手元操作手段で所定の手元操作が実行されることによって、前記組み合わせに対応する前記装置プログラムの履歴情報が前記モニタに表示される、ことを特徴とするものである。
【0018】
このような構成であれば、所望の製品及び所望の号機の組み合わせに対応する装置プログラムの履歴情報をモニタに表示させる際に、ユーザは製品の種類名及び半導体製造装置の号機名を管理システムにわざわざタイプ入力しなくても済むので、履歴情報の表示にそれほど手間がかからない。
本発明は、多品種少量生産のボンディング工程に適用して極めて好適である。
【発明を実施するための最良の形態】
【0019】
以下、本発明の実施の形態を図面に基づいて説明する。
図1は、本発明の実施の形態に係る装置プログラムの管理システム100を示す構成図である。この管理システム100は、ボンディング工程に用意された複数台のボンディング装置BN−1,−2,−3,…の装置プログラムを管理するシステムである。
図1に示すように、この管理システム100は、ファイルサーバ10と、工程内に配置されたパソコン(以下、「工程内PC」という。)20a,20b,…と、FD(フロッピー(登録商標)ディスク)と、を含んだ構成となっている。
【0020】
ファイルサーバ10は、工程内PC20a,20b,…(以下、単に工程内PC20)に対してホスト役となるコンピュータである。このファイルサーバ10は、工程内PC20との間でファイルを共用する機能を有する。共有するファイル(以下、「共用ファイル」という。)は全て、このファイルサーバ10内で保管される。
ここで、共用ファイルとは、ボンディング装置BN−1,−2,−3,…(以下、単にボンディング装置BN)の装置プログラムのことである。このファイルサーバ10には、ボンディング処理を行う製品(IC)の種類毎、及びボンディング装置の号機毎に細かく設定された装置プログラムが格納されている。
【0021】
また、このファイルサーバ10には、ファイルサーバ10内に登録(格納)された装置プログラムの一覧をマトリクス形式で各工程内PC20に表示させる機能、及び、これら装置プログラムのダウンロード、アップロード、変更履歴表示等を実行するための機能プログラムが格納されている。これらの機能については、図2、図3、図4及び図5を参照しながら後で説明する。
【0022】
工程内PC20は、ボンディング工程内に配置されたデータ入出力用の端末装置である。図1に示すように、この管理システム100では、工程内PC20が複数台用意されており、各工程内PC20とファイルサーバ10とはLAN(local area network)によって接続されている。
この工程内PC20は、ファイルサーバ10に対してデータの入出力を行ったり、ファイルサーバ10からの指示により各種の処理を分担して行ったりする機能を有する。また、工程内PC20同士は、LANを通じて直接のアクセスが可能となっている。
【0023】
例えば、図1に示す工程内PC20aは、CPU(central processing unit)と、RAM及びハードディスクと、FDに対して読み込み・書き込みを行うことができるインターフェース等を有するPC本体21aと、PC本体21aに繋がるモニタ23aと、キーボード25a及びマウス27aとを含んだ構成となっている。マウス27aには、その左右にマウスボタンが1つずつ設けられている。
【0024】
FDは、PC本体21a及びボンディング装置BNの何れに対しても、読み書き可能な形式でフォーマット処理可能なものである。このFDによって、工程内PC20と各ボンディング装置BNとの間での任意の装置プログラムの持ち運び(移送)が行われる。
図2は、「登録一覧」画面の一例を示す図である。図1に示した管理システム100では、モニタの初期画面として、図2に示すように、ファイルサーバ内に登録されている装置プログラムの一覧(以下、「登録一覧」という。)が表示されるようになっている。
【0025】
この「登録一覧」の画面では、例えば製品の種類を行要素とし、ボンディング装置BNの号機を列要素とするマトリクスが表示される。そして、このマトリクスの行と列とが交差する各セルは、各セル毎の行要素及び列要素の組み合わせに対応する装置プログラムがファイルサーバ内に登録されているか否かを認識できるようになっている。
この例では、○印の有無で登録されているか否かを認識できるようになっている。例えば、○印が表示されたセルは、このセルの行要素及び列要素の組み合わせに対応する装置プログラムがファイルサーバに登録されていることを表している。また、○印が無いセル(即ち、空白のセル)は、このセルの行要素及び列要素の組み合わせに対応する装置プログラムがファイルサーバに未登録であることを意味している。
【0026】
また、図2に示すように、この「登録一覧」の画面では、ダウンロード、アップロード、変更履歴表示の各画面へ移動するためのタグが表示されている。「登録一覧」の画面では、ユーザがマウスを手に取り、このマウスの動きと連動するポインタ(カーソル)90をタグ上に重ね合わせ、例えばマウスの左ボタンをクリック(以下、単に「左クリック」という。)することで、「登録一覧」の画面からタグの指定する画面へ移動するようになっている。
【0027】
図3(A)は、「ダウンロード」画面の一例を示す図である。この「ダウンロード」画面は、ファイルサーバ内に登録されている製品プログラムをFDにダウンロードするための実行画面である。
図3(A)に示すように、この「ダウンロード」画面には、製品の種類を表示する製品欄61と、ボンディング装置BNの号機を表示する号機欄63とが設けられている。製品欄61と号機欄63は、ユーザのキーボード操作によって文字、記号又は数字或いはこれらの組み合わせからなる文字列が直接入力されるのではなく、各欄に対応したメニュー(即ち、各欄に対応して入力可能な文字列候補の一覧)の中から任意の文字列が選択され、選択された文字列だけが入力されるようになっている。
【0028】
例えば、ユーザのマウス操作によって、製品欄61の右側に用意された▼ボタンを左クリックしてメニューを表示させ、そのメニューの中から所望の製品名を表す文字列を選択することでその入力が可能である。また、号機欄63についても、製品欄61に対する入力方法と同様に、▼ボタンを左クリックしてメニューを表示させ、そのメニューの中から所望の号機名を表す文字列を選択することでその入力が可能である。
【0029】
このように、製品欄61と号機欄63とに文字列を入力した後で、決定ボタン65を例えば左クリックすることで、製品欄61で指定された製品と、号機欄63で指定された号機との組み合わせに対応した装置プログラムのファイル情報が「ダウンロード」画面に表示される。
図3(A)に示すように、「ダウンロード」画面で表示されるファイル情報とは、例えばパス名、ファイル名、バージョン(Ver.)、パッケージング(PKG)タイプ、ピン数、登録日、登録者、最終利用日である。パス名とは、「ダウンロード」画面で表示された製品プログラムのファイルサーバにおける保存先の名称のことである。また、登録日とは、この製品プログラムがファイルサーバに登録された日付のことであり、最終利用日とは、この製品プログラムをFDにダウンロードした最終の日付のことである。
【0030】
図3(A)に示すように、「ダウンロード」画面に製品プログラムのファイル情報が表示された状態で、FDを書き込み可能な状態でPC本体にセットし、画面のOKボタン67を例えば左クリックする。これにより、ダウンロード」画面で表示された製品プログラムが、ファイルサーバからFDにダウンロードされる。
なお、後で詳しく説明するが、図1に示した管理システム100では、ユーザのマウス操作によって、「登録一覧」画面でマトリクスの中から任意のセルを選択すると、その選択したセルの行要素及び列要素に関する情報が「ダウンロード」画面、「アップロード」画面又は「変更履歴」画面に反映されるようになっている。
【0031】
例えば、「登録一覧」画面で、任意のセルの○印を左クリックした場合には、「ダウンロード」画面の製品欄61には、選択したセルの行要素(即ち、製品の種類)が自動的に入力され、号機欄63には、選択したセルの列要素(即ち、ボンディング装置の号機)が自動的に入力されるようになっている。
図3(B)は、「アップロード」画面の一例を示す図である。この「アップロード」画面は、FDに保存されている製品プログラムをファイルサーバにアップロードするための実行画面である。 図3(B)に示すように、この「アップロード」画面には、製品の種類を表示する製品欄71と、ボンディング装置BNの号機を表示する号機欄73とが設けられている。
【0032】
製品欄71と号機欄73は、上述した「ダウンロード」画面の場合と同様に、ユーザのキーボード操作によって文字列が直接入力されるのではなく、各欄に対応したメニューの中から任意の文字列が選択され、選択された文字列だけが入力されるようになっている。また、この「アップロード」画面には、作業者欄74が設けられている。この作業者欄74に対する入力は、例えばキーボードを用いたタイピングや、図示しないバーコード・リーダを用いた作業員証の読み取り、等によって行われる。
【0033】
このように、製品欄71と号機欄73、作業者欄74に文字列を入力した後で、決定ボタン75を例えば左クリックすることで、製品欄71で指定された製品と、号機欄73で指定された号機との組み合わせに対応した装置プログラムのパス名と、ファイル名とが決定され、それらがファイル情報として「アップロード」画面に表示される。
図3(B)に示すように、「アップロード」画面に製品プログラムのファイル情報が表示された状態で、製品プログラムを保存しているFDを読み出し可能な状態でPC本体にセットし、画面のOKボタン77を例えば左クリックする。これにより、FDに保存されている製品プログラムがファイルサーバにアップロードされる。
【0034】
なお、図3(B)において、「アップロード」画面に表示されたファイル名と、FDに保存されている製品プログラムのファイル名とが一致しない場合には、アップロードは実行されず、モニタの画面にはエラーが表示されるようになっているので、製品の種類や、号機番号の選択ミス、FD違いに起因するファイルサーバへの誤登録を防止することができる。
【0035】
図4は、「変更履歴」画面の一例を示す図である。この「変更履歴」画面は、ファイルサーバに登録されている製品プログラムの変更履歴を確認するための画面である。
図4に示すように、この「変更履歴」画面には、製品の種類を表示する製品欄81と、ボンディング装置BNの号機を表示する号機欄83とが設けられている。製品欄81と号機欄83は、上述した「ダウンロード」画面、「アップロード」の場合と同様に、ユーザのキーボード操作によって文字列が直接入力されるのではなく、各欄に対応したメニューの中から任意の文字列が選択され、選択された文字列だけが入力されるようになっている。
【0036】
このように、製品欄81と号機欄83とに文字列を入力した後で、決定ボタン85を例えば左クリックすることで、製品欄81で指定された製品と、号機欄83で指定された号機との組み合わせに対応した装置プログラムの変更履歴情報が「変更履歴」画面に表示される。この「変更履歴」画面で表示されるファイル情報は、例えばパス名と、ファイル名と、ファイル名で登録されている製品プログラムの過去から現在までの各バージョン名と、各バージョンでのパッケージングタイプ、ピン数、登録日、登録者、最終利用日である。
【0037】
ところで、図1に示した管理システム100では、「登録一覧」の画面を起点として、タブを左クリックすることなく、ダウンロード、アップロード、変更履歴表示の各処理を選択的に実行することが可能となっている。以下、この点について説明する。
図5は、登録一覧の画面を起点とした場合のマウス操作の例を示す図である。ここでは、工程内PC20a(図1参照。)を用いて、各処理を行う場合を想定する。
【0038】
最初に、「登録一覧」の画面を起点として、ファイルサーバ10(図1参照。)に登録された装置プログラムをFDにダウンロードする場合の手順について説明する。
図5において、この場合には、まず始めに、モニタ23a(図1参照。)に表示されている「登録一覧」の画面に表示されているマトリクスの行要素及び列要素(即ち、製品の種類と、ボンディング装置の号機)を手掛かりにして、所望の装置プログラムに対応するセルを探し出す。次に、探し出したセルが○印を表示しているか否かを確認した後で、この○印を左クリックする。すると、この○印への左クリックがトリガーとなって、ダウンロードを実行するための機能プログラムが起動し、モニタ23aには「ダウンロード」画面が表示される。
【0039】
ここで、「登録一覧」の画面で左クリックしたセルの行要素及び列要素は、パラメータとして機能プログラムに自動的に渡され、この渡されたパラメータに対応した「ダウンロード」画面が表示される。例えば、図5に示すように、行要素がD、列要素がBN−1のセルに表示された○印を左クリックすると、製品欄61にD、号機欄63にBN−1をそれぞれ表示した「ダウンロード」画面がモニタ23aに表示される。
【0040】
ユーザは、この「ダウンロード」画面に表示された製品欄61や、号機欄63を確認し、セルの選択に間違いがないことを確認した後で、決定ボタン65(図3(A)参照。)を左クリックして、装置ファイル情報を表示させる。そして、「ダウンロード」画面に表示されたファイル情報等に間違いがなければ、OKボタン67(図3(A)参照。)を左クリックする。このようにして、「ダウンロード」画面に表示された製品プログラムをFDにダウンロードする。
【0041】
次に、「登録一覧」の画面を起点として、FDに保存された装置プログラムをファイルサーバ10にアップロードする場合の手順について説明する。図5に示すように、この場合には、まず始めに、行要素及び列要素を手掛かりにして、所望の装置プログラムに対応するセルをマトリクスの中から探し出し、そのセルが○印を表示しているか否かを確認する。
【0042】
そして、探し出したセルに○印がついていない(即ち、空白である)ことを確認した後で、この空白セルを左クリックする。すると、この空白セルに対する左クリックがトリガーとなって、アップロードを実行するための機能プログラムが起動し、図5に示すように、モニタ23aには「アップロード」画面が表示される。
ここで、「登録一覧」の画面で左クリックした空白セルの行要素及び列要素は、パラメータとして機能プログラムに自動的に渡され、この渡されたパラメータに対応した「アップロード」画面が表示される。例えば、図5に示すように、行要素がE、列要素がBN−4の空白セルを左クリックすると、製品欄71にE、号機欄73にBN−4をそれぞれ表示した「アップロード」画面がモニタ23aに表示される。
【0043】
ユーザは、この「アップロード」画面に表示された製品欄71や、号機欄73を確認し、セルの選択に間違いがないことを確認し、さらに、作業者欄74に作業者名(ID)等を入力した後で、決定ボタン75(図3(B)参照。)を左クリックして、装置ファイル情報を表示させる。そして、「アップロード」画面に表示されたファイル情報等に間違いがなければ、OKボタン77(図3(B)参照。)を左クリックする。このようにして、「アップロード」画面に表示された製品プログラムをFDにアップロードする。
【0044】
次に、「登録一覧」の画面を起点として、ファイルサーバに登録された装置プログラムの変更履歴を表示する場合の手順について説明する。図5に示すように、この場合には、まず始めに、行要素及び列要素を手掛かりにして、所望の装置プログラムに対応するセルをマトリクスの中から探し出し、そのセルが○印を表示しているか否かを確認する。
そして、探し出したセルに○印がついていれば、この○印を右クリックする。すると、この○印に対する右クリックがトリガーとなって、ダウンロードを実行するための機能プログラムが起動し、図5に示すように、モニタ23aには「変更履歴」画面が表示される。
【0045】
ここで、「登録一覧」の画面で右クリックしたセルの行要素及び列要素は、パラメータとして機能プログラムに自動的に渡され、この渡されたパラメータに対応した「変更履歴」画面が表示される。例えば、図5に示すように、行要素がE、列要素がBN−1のセルに表示された○印を右クリックすると、製品欄81にE、号機欄83にBN−1をそれぞれ表示した「変更履歴」画面がモニタ23aに表示される。
【0046】
ユーザは、この「変更履歴」画面に表示された製品欄81や、号機欄83を確認し、セルの選択に間違いがないことを確認した後で、検索ボタン85を左クリックする。これにより、「変更履歴」画面に、製品E、ボンディング装置BN−1の組み合わせに対応した装置プログラムの変更履歴を表示させる。
【0047】
このように、本発明の実施の形態に係る装置プログラムの管理システム100によれば、ファイルサーバに格納された装置プログラムの一覧は、マトリクスの各セル毎の行要素及び列要素の組み合わせ(即ち、製品の種類とボンディング装置BNの号機との組み合わせ)で表示されるので、複数種類の装置プログラムの中から、所望の製品及び所望の号機の組み合わせに対応する装置プログラムを容易に探し出すことができる。従って、装置プログラムのファイル数が極端に多い場合でもその管理が簡単であるから、従来行っていた汎用プログラムに対する号機差調整(図7参照。)を行わなくても済む。
【0048】
また、所望の製品及び所望の号機の組み合わせに対応する装置プログラムを選択する際に、その選択はポインタ90で行われるので、ユーザは製品の種類名及びボンディング装置BNの号機名を工程内PC20にわざわざタイプ入力しなくても済む。従って、装置プログラムの選択にそれほど手間がかからず、入力ミスが少ないという効果がある。さらに、装置プログラムの一覧をマトリクスで表示しているので、視覚的に分かり易い。
【0049】
この実施の形態では、ボンディング処理が発明1〜5の「製造処理」に対応し、ボンディング装置BNが発明1〜5の「半導体製造装置」に対応している。また、ファイルサーバ10が発明1〜5の「大容量の記憶手段」に対応し、工程内PC20が発明1〜5の「表示手段」に対応している。さらに、マウス27aが発明1〜5の「手元操作手段」に対応し、FDが発明2〜5の「運搬可能な記憶媒体」に対応している。
【0050】
また、「登録一覧」画面で○印を表示したセルを選択しての左クリック操作及び、「ダウンロード」画面での決定ボタン65の左クリック操作が発明3の「所定の手元操作」に対応している。さらに、「登録一覧」画面で空白セルを選択しての左クリック操作及び、「アップロード」画面での決定ボタン75の左クリック操作が発明4の「所定の手元操作」に対応している。また、「登録一覧」画面で○印を表示したセルを選択しての右クリック操作及び、「変更履歴」画面での検索ボタン85の左クリック操作が発明5の「所定の手元操作」に対応している。
【0051】
なお、この実施の形態では、「運搬可能な記憶媒体」の一例としてFDを用いる場合について説明したが、「運搬可能な記憶媒体」はFDに限られることはなく、例えば、工程内PC20とボンディング装置BNとに対して共通のインターフェースを備えたフラッシュメモリでも良い。また、工程内PCと、ボンディング装置BNとの間での装置プログラムの移送手段は「運搬可能な記憶媒体」に限られることはなく、例えば有線又は無線等からなる信号線でも良い(ただし、設備投資コストの抑制を重視するならば、信号線ではなく、FD等の「運搬可能な記憶媒体」を用いることが好ましい。)。
【0052】
さらに、この実施の形態では、「半導体製造装置」の一例としてボンディング装置の場合について説明したが、本発明の「半導体製造装置」はこれに限られることはなく、例えばスパッタリング装置等でも良い。
【図面の簡単な説明】
【0053】
【図1】実施の形態に係る装置プログラムの管理システム100を示す図。
【図2】「登録一覧」画面の一例を示す図。
【図3】「ダウンロード」画面の一例と、「アップロード」画面の一例とを示す図。
【図4】「変更履歴」画面の一例を示す図。
【図5】「登録一覧」の画面を起点とした場合のマウス操作の例を示す図。
【図6】従来例に係る装置プログラムの管理方法(その1)を示す図。
【図7】従来例に係る装置プログラムの管理方法(その2)を示す図。
【符号の説明】
【0054】
10 ファイルサーバ、20a,20b 工程内PC、21a PC本体、23a モニタ、25a キーボード、27a マウス、61,71,81 製品欄、63,73,83 号機欄、65,75 決定ボタン、67,77 OKボタン、74 作業者欄、85 検索ボタン、90 ポインタ、BN−1,−2,−3,−4 ボンディング装置、100 管理システム
【特許請求の範囲】
【請求項1】
複数種類の製品に対して所定の製造処理を実行可能な半導体製造装置の装置プログラムを管理するシステムであって、前記半導体製造装置は複数台用意されており、
前記製品の種類毎及び、前記半導体製造装置の号機毎にそれぞれ設定された複数種類の前記装置プログラムを格納する大容量の記憶手段と、
行又は列の一方に前記製品の種類を示し且つその他方に前記半導体製造装置の号機を示すマトリクスの当該行と該列とが交差する各セルに、各セル毎の行要素及び列要素の組み合わせに対応する前記装置プログラムが前記記憶手段に格納されているか否かを認識可能に表示することにより、当該装置プログラムの一覧をモニタに表示する表示手段と、
前記モニタに表示されるポインタで複数の前記セルの中から任意のセルを選択可能な手元操作手段と、を有することを特徴とする装置プログラムの管理システム。
【請求項2】
前記記憶手段と前記半導体製造装置との間で前記装置プログラムを移送するための運搬可能な記録媒体、を有することを特徴とする請求項1に記載の装置プログラムの管理システム。
【請求項3】
前記手元操作手段によって複数の前記セルの中から任意のセルが選択され、選択された前記任意のセルの前記行要素及び列要素の組み合わせに対応する装置プログラムが前記記憶手段に格納されている場合には、
前記手元操作手段で所定の手元操作が実行されることによって、前記組み合わせに対応する前記装置プログラムが前記記憶手段から前記移送手段に出力されることを特徴とする請求項2に記載の装置プログラムの管理システム。
【請求項4】
前記手元操作手段によって複数の前記セルの中から任意のセルが選択され、選択された前記任意のセルの前記行要素及び列要素の組み合わせに対応する装置プログラムが前記記憶手段に格納されていない場合には、
前記手元操作手段で所定の手元操作が実行されることによって、前記組み合わせに対応する前記装置プログラムが前記移送手段から前記記憶手段に出力されることを特徴とする請求項2に記載の装置プログラムの管理システム。
【請求項5】
前記手元操作手段によって複数の前記セルの中から任意のセルが選択され、選択された前記任意のセルの前記行要素及び列要素の組み合わせに対応する装置プログラムが前記記憶手段に格納されている場合には、
前記手元操作手段で所定の手元操作が実行されることによって、前記組み合わせに対応する前記装置プログラムの履歴情報が前記モニタに表示される、ことを特徴とする請求項1又は請求項2に記載の装置プログラムの管理システム。
【請求項1】
複数種類の製品に対して所定の製造処理を実行可能な半導体製造装置の装置プログラムを管理するシステムであって、前記半導体製造装置は複数台用意されており、
前記製品の種類毎及び、前記半導体製造装置の号機毎にそれぞれ設定された複数種類の前記装置プログラムを格納する大容量の記憶手段と、
行又は列の一方に前記製品の種類を示し且つその他方に前記半導体製造装置の号機を示すマトリクスの当該行と該列とが交差する各セルに、各セル毎の行要素及び列要素の組み合わせに対応する前記装置プログラムが前記記憶手段に格納されているか否かを認識可能に表示することにより、当該装置プログラムの一覧をモニタに表示する表示手段と、
前記モニタに表示されるポインタで複数の前記セルの中から任意のセルを選択可能な手元操作手段と、を有することを特徴とする装置プログラムの管理システム。
【請求項2】
前記記憶手段と前記半導体製造装置との間で前記装置プログラムを移送するための運搬可能な記録媒体、を有することを特徴とする請求項1に記載の装置プログラムの管理システム。
【請求項3】
前記手元操作手段によって複数の前記セルの中から任意のセルが選択され、選択された前記任意のセルの前記行要素及び列要素の組み合わせに対応する装置プログラムが前記記憶手段に格納されている場合には、
前記手元操作手段で所定の手元操作が実行されることによって、前記組み合わせに対応する前記装置プログラムが前記記憶手段から前記移送手段に出力されることを特徴とする請求項2に記載の装置プログラムの管理システム。
【請求項4】
前記手元操作手段によって複数の前記セルの中から任意のセルが選択され、選択された前記任意のセルの前記行要素及び列要素の組み合わせに対応する装置プログラムが前記記憶手段に格納されていない場合には、
前記手元操作手段で所定の手元操作が実行されることによって、前記組み合わせに対応する前記装置プログラムが前記移送手段から前記記憶手段に出力されることを特徴とする請求項2に記載の装置プログラムの管理システム。
【請求項5】
前記手元操作手段によって複数の前記セルの中から任意のセルが選択され、選択された前記任意のセルの前記行要素及び列要素の組み合わせに対応する装置プログラムが前記記憶手段に格納されている場合には、
前記手元操作手段で所定の手元操作が実行されることによって、前記組み合わせに対応する前記装置プログラムの履歴情報が前記モニタに表示される、ことを特徴とする請求項1又は請求項2に記載の装置プログラムの管理システム。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2006−253383(P2006−253383A)
【公開日】平成18年9月21日(2006.9.21)
【国際特許分類】
【出願番号】特願2005−67331(P2005−67331)
【出願日】平成17年3月10日(2005.3.10)
【出願人】(000002369)セイコーエプソン株式会社 (51,324)
【Fターム(参考)】
【公開日】平成18年9月21日(2006.9.21)
【国際特許分類】
【出願日】平成17年3月10日(2005.3.10)
【出願人】(000002369)セイコーエプソン株式会社 (51,324)
【Fターム(参考)】
[ Back to top ]