
半導電性ローラの製造方法及び半導電性ローラ、並びに電子写真方式の画像形成装置
【課題】弾力性、寸法安定性、耐密着性、電気特性等の性能が優れた半導電性ローラであって、さらに半導電性弾性層と被覆層との境界面の密着性を向上させ、半導電性能の均一性、安定性に優れた半導電性ローラの製造方法、および該半導電性ローラ、並びに画像形成装置の提供。
【解決手段】軸体外周面に形成された円柱状の半導電性弾性層の表面をアルコール含浸材料で処理し、処理後の半導電性弾性層の外周面に被覆層を形成することを特徴とする半導電性ローラの製造、軸体と、その外周面に形成され、かつアルコール含浸材料で表面処理された円柱状の半導電性弾性層と、その半導電性弾性層の外周面に被覆形成された被覆層を有することを特徴とする半導電性ローラ、並びにその半導電性ローラを装備する画像形成装置。
【解決手段】軸体外周面に形成された円柱状の半導電性弾性層の表面をアルコール含浸材料で処理し、処理後の半導電性弾性層の外周面に被覆層を形成することを特徴とする半導電性ローラの製造、軸体と、その外周面に形成され、かつアルコール含浸材料で表面処理された円柱状の半導電性弾性層と、その半導電性弾性層の外周面に被覆形成された被覆層を有することを特徴とする半導電性ローラ、並びにその半導電性ローラを装備する画像形成装置。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は半導電性ローラの製造方法及び半導電性ローラ、並びに電子写真方式の画像形成装置に関し、詳しくは半導電性弾性層と被覆層との密着性が良く、静電特性が均一で安定している半導電性ローラの製造方法及び半導電性ローラ、並びにこれを利用した電子写真方式の画像形成装置に関する。
【背景技術】
【0002】
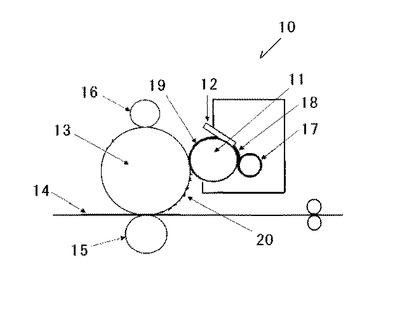
レーザプリンタ、複写機、ファクシミリ装置などには、電子写真方式を利用した各種の画像形成装置が採用されている。前記画像形成装置の例として、図3にはモノクロプリンタの概要を、図5にその現像部を示した。図5に示すように像担持体例えば感光ドラム13に記録された潜像に半導電性ローラ11例えば現像ローラにより現像剤例えばトナー19を供給して潜像を現像とし、この現像化した感光ドラム13上のトナー20を感光ドラム13の下部で接する記録体例えば記録紙14に転写する。図3で示せば、図の中央部に描かれた感光ドラム13からトナーを転写された記録紙14は図3の左方に移動し、加圧ローラ(図示せず。)及び定着ローラ(図示せず。)によって転写されたトナーが加熱圧着、固定化され、記録紙14上に画像や文字が完全に定着し、これによって記録紙面上へのプリントが完成する。
【0003】
このようにして利用される半導電性ローラは、画像形成装置に配置され、感光ドラムに定量的にトナーを供給してむらのない、精密な現像を発現させる重要な部品である。そのため、半導電性ローラは、その性能の最適化や製造方法、製造金型などが各種検討されている。例えば、特許文献1及び3はローラ成形用の金型を改良して寸法安定性、均質性の優れた半導電性ローラの提供を可能にしている。特許文献2は低硬度で、耐変形性、密着性、電気特性の優れた半導電性ローラを開示している。
【0004】
【特許文献1】特開2000−271938号公報
【特許文献2】特開2003−84561号公報
【特許文献3】特開2004−74430号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
このような現像装置においては、半導電性ローラはトナーを常に均等に像担持体例えば感光ドラムに供給できるものでなければならない。これにより、感光ドラム上の潜像がトナーにより正確に現像され、次いで記録紙上に転写される。図5を参照にして説明すると、トナー供給ローラ17により帯電したトナーは、半導電性ローラ11上に静電力により付着してトナー18となり、このトナー18は半導電性ローラ11の反時計回り方向の回転に伴って移動し、現像ブレード12により帯電性を増し、トナー19からなる一定の厚さのトナー層となり、このトナー層が半導電性ローラ11とほぼ接しつつ同期しながら回転している感光ドラム13上に達する。感光ドラム13には帯電ローラ16によって帯電され、レーザ光による潜像が描かれており、感光ドラム13の静電電位の異なった潜像部分に接したトナー19は静電力により感光ドラム13側に付着して潜像を現像化する。感光ドラム13上で現像化に使用されたトナー20は、感光ドラム13の回転とともに記録紙14に接触し転写ロール15により記録紙14上に転写される。この際、半導電性ローラ11により供給されるトナー19が、均一に感光ドラム13に接し、潜像により制御された静電力により感光ドラム13側に付着していくことが重要である。そのためには、半導電性ローラとしては弾力性、寸法安定性、密着性、電気特性等が優れており、かつ耐久性の高いものが求められる。
【0006】
ところで、通常の半導電性ローラは、導電性の軸体の周囲に形成したカーボンブラックを含むシリコーンゴムやウレタンゴム製の半導電性弾性層の外周面を、半導電性のウレタン系化合物、シリコーン化合物、又はフッ素系化合物などの被覆層で被覆されている。この半導電性弾性層及び被覆層は、トナーを静電力の強さにより吸着したり、脱着したりして感光ドラム上の潜像を現像する機能を持つため、適度な半導電性(導電性)を持ち、その半導電性能が均一で、かつ安定していることが重要である。しかし、半導電性弾性層と被覆層との境界面は、異材の接合面であり、密着性が不十分であると、半導電性能の均一性、安定性が保てない場合があった。境界面の半導電性能の均一性、安定性を欠けば、半導電性ローラとしては半導電性能が不安定となり、潜像を現像化する段階で現像むらが発生し、印刷に白抜けなどの現象が現れやすい。
【0007】
本発明は、上述のような弾力性、寸法安定性、密着性等の性能が優れた半導電性ローラであって、さらに半導電性弾性層と被覆層との境界面の密着性を向上させ、半導電性能の均一性、安定性に優れた半導電性ローラの製造方法を提供し、画像形成装置に用いた場合、長期間にわたって印字性能、特に耐白抜け性能の優れた半導電性ローラ、及びこの半導電性ローラを装着したメンテナンスフリーの電子写真方式の画像形成装置を提供することを目的としている。
【課題を解決するための手段】
【0008】
前記課題を解決するための手段として、
請求項1は、軸体外周面に形成された円柱状の未処理半導電性弾性層の表面をアルコール含浸材料で処理し、その処理により得られる半導電性弾性層の外周面に被覆層を形成することを特徴とする半導電性ローラの製造方法であり、
請求項2は、前記半導電性弾性層の表面に紫外線処理及び/又はプライマ塗布をしてから、前記半導電性弾性層の外周面に被覆層を形成する請求項1に記載の半導電性ローラの製造方法であり、
請求項3は、軸体と、その外周面に形成され、かつアルコール含浸材料で表面処理されて成る円柱状の半導電性弾性層と、その半導電性弾性層の外周面に被覆形成された被覆層とを有することを特徴とする半導電性ローラであり、
請求項4は、請求項3に記載の半導電性ローラを備えて成ることを特徴とする電子写真方式の画像形成装置である。
【発明の効果】
【0009】
本発明の半導電性ローラの製造方法で得られた半導電性ローラは、弾力性、寸法安定性、密着性、電気特性等の性能が優れている。さらに、この半導電性ローラは半導電性弾性層と被覆層との境界面の密着性、及び電気特性等が優れ、そのため半導電性ローラとしての半導電性能の均一性、及び安定性等に優れ、電子写真方式の画像形成装置に用いた場合、長期間にわたって印字性能、特に耐白抜け性能が優れている。
【発明を実施するための最良の形態】
【0010】
本発明の半導電性ローラの製造方法では、軸体外周面に液体射出成形等によりカーボンブラック含有シリコーンゴム等で円柱状に形成された未処理半導電性弾性層の表面を、アルコール含浸材料で処理した後、この処理後の半導電性弾性層の外周面を被覆層で被覆することが重要である。なお、未処理半導電性弾性層は、研磨、研削、または切削加工を施しているもの、あるいは施していないものも含まれる。また、円柱状であると形容するが、「ローラ状」、「中実な円筒状」等と形容されることもある。この未処理の、及び処理後の半導電性弾性層は、その一端から他端に到るまで同じ直径の円柱状であるという厳密な円柱状に限らず、この半導電性ローラの目的が達成される限りにおいて半導電性弾性層の軸線方向における中央部の直径が半導電性層の軸線方向における端部の直径よりも僅かに大きく、又は小さい形状をも含む。
【0011】
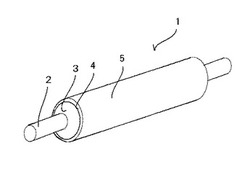
本発明の半導電性ローラは、通常、図1に示すように、導電性の軸体2と、その外周部分に円柱状(中実な円筒状と形容することもできる。)に形成され、且つアルコール含浸材料で処理されて成る半導電性弾性層3と、その半導電性弾性層3の外周面を被覆してなる被覆層4とを有して成る。半導電性弾性層3の厚さは、通常の場合0.1〜50mmであり、好ましくは5〜30mmである。また、被覆層の厚さは、通常の場合0.5〜300μm、好ましくは1〜50μmである。
【0012】
ここで、未処理半導電性弾性層の表面7をアルコール含浸材料で処理する態様として、アルコールを含浸させた織布、不織布、繊維、綿、紙類、スポンジ、発泡体、あるいはこれらの複合体など、未処理半導電性弾性層3より極端に硬度が高くないアルコール含浸材料で、未処理半導電性弾性層3の表面を摺擦する。アルコールとしては、特に限定されないが、未処理半導電性弾性層を金型で成形する際の離型剤の除去性能、揮発性、未処理半導電性弾性層との非親和性、入手容易性等からメタノール、エタノール、プロパノール、ブタノール等が望ましい。このアルコール含浸材料による未処理半導電性弾性層に対する表面処理の主な作用は、未処理半導電性弾性層3の表面に付着した異物及び導電性向上用のカーボン等の固体粒子を含んだ未処理半導電性弾性層3の表面に粉体として存在する固体粒子の除去は勿論のこと、未処理半導電性弾性層の成形時に未処理半導電性弾性層3の表面に付着した離型剤の除去、及び未処理半導電性弾性層3の表面の平滑化、均一化などである。離型剤は未処理半導電性弾性層3と被覆層4との密着性を阻害し易いので除去が必要である。
【0013】
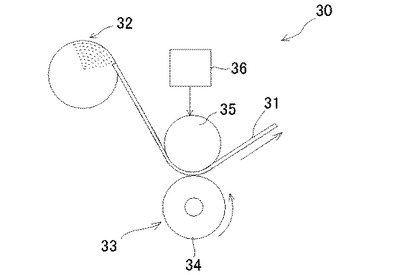
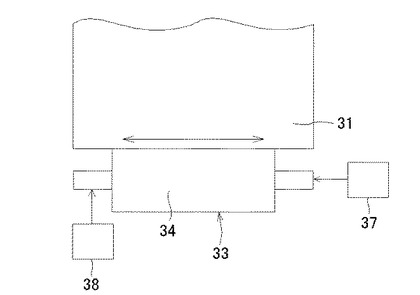
未処理半導電性弾性層の表面をアルコール含浸材料で処理する好適なアルコール含浸材料処理装置を図6に示す。図6に示すように、このアルコール含浸材料処理装置30は、未処理半導電性弾性層を処理するアルコール含浸材料例えばアルコールを含浸してなる不織布31と、この不織布31を繰り出す不織布供給部32と、前記不織布31を半完成の半導電性ローラ33における未処理半導電性弾性層34に押圧する押圧ローラ35と、前記押圧ローラ35を前記未処理半導電性弾性層34に対して所定の圧力で押圧させる加圧力印加手段36と、図7に示されるように、前記半完成の半導電性ローラ33を回転させるローラ回転手段37と、前記半完成の半導電性ローラ33をその軸線にそって所定の距離だけ往復動させるローラ往復動手段38とを、備えて成る。前記不織布供給部32は、長尺の不織布31をストックしており、図示しない不織布引出し手段により不織布31を前記押圧ローラ35と半完成の半導電性ローラ34との間隙に繰り出すことができるようになっている。また、前記押圧ローラ35と半完成の半導電性ローラ33との間隙を通過した不織布31は前記不織布引出し手段により廃棄部(図示しない)へと送り出されて行く。また、この不織布31は、前記不織布引出し手段から繰り出されてから前記押圧ローラ35と半完成の半導電性ローラ33との間隙にまで到る途中で、図示しないアルコール供給手段により供給されるアルコールを含浸する。前記加圧力印加手段36により押圧ローラ35に加えられる好適な押圧力は、通常の場合、押圧ローラ35と半完成の半導電性ローラ33との間隙に挟まれている不織布31にバネ秤を取り付けてこのバネ秤を引っ張って前記不織布31を前記間隙から引っ張り出すときの力(バネ秤引き抜き荷重とも称することがある。)が、4.9〜7.9Nである。このバネ秤引き抜き荷重が前記下限値未満であるとアルコール含浸材料で未処理半導電性弾性層を摺擦処理しても被覆層との密着性が向上しないこともあり、またバネ秤引き抜き荷重が前記上限値を超えると未処理半導電性弾性層の周面に傷がつくことがある。
【0014】
このアルコール含浸材料処理装置30により、次のようにして未処理半導電性弾性層34の表面が処理される。押圧ローラ35と未処理半導電性弾性層34との間隙に不織布31が通される。半完成の半導電性ローラ33を不織布31の通過方向と対向する方向に回転される。未処理半導電性ローラ33が高速回転している間に、未処理半導電性ローラ33はその軸線方向に沿って一往復動する。このように、未処理半導電性ローラ33が回転しつつその軸線方向に沿って往復動している間に、前記押圧ローラ35と前記未処理半導電性弾性層34との間隙を、アルコールの含浸された不織布31が通過する。未処理半導電性弾性層34の表面は、アルコールの含浸された不織布31により摺擦され、表面が改質された半導電性弾性層34が得られる。
【0015】
アルコール含浸材料で処理される未処理半導電性弾性層は、その材質、硬度、強度等に関して特に制限されるものではないが、一般にゴム材質に導電性付与剤等を分散して成る弾性体で形成される。前記ゴム材質としては、シリコーン或いはシリコーン変性ゴム、ニトリルゴム、エチレンプロピレンゴム(エチレンプロピレンジエンゴムを含む。)、スチレンブタジエンゴム、ブタジエンゴム、イソプレンゴム、天然ゴム、アクリルゴム、クロロプレンゴム、ブチルゴム、エピクロルヒドリンゴム、ウレタンゴム、フッ素ゴムなどが挙げられ、これら一種又は二種以上の混合ゴム又は変性ゴムを用いることができる。また、上記したゴム材質は、ミラブルタイプ又は液状タイプの材質を任意に選択する事が可能である。これら各種のゴム材質の中でも前記シリコーン又はシリコーン変性ゴムが、アルコール含浸材料による表面処理をされるのに好適である。
【0016】
また、半導電性弾性層(特に断わらない場合には処理後の半導電性弾性層及び未処理の半導電性弾性層を単に半導電性弾性層と称することがある。半導電性弾性層と称する場合にそれが処理後か未処理であるかは文脈から明らかである。)は、その電気抵抗値が102〜109Ωの範囲にあることが好ましく、このような半導電性弾性層には、一般に導電性付与剤が含有される。導電性付与剤としては、導電性粉末及びイオン導電性物質等を挙げることができる。導電性粉末としては、ケッチェンブラック、アセチレンブラック等の導電性カーボンの他に、SAF、ISAF、HAF、FEF、GPF、SRF、FT、及びMT等のゴム用カーボン、また酸化チタン、酸化亜鉛、ニッケル、銅、銀、及びゲルマニウム等の金属、更にはこれら金属の酸化物としての金属酸化物、ポリアニリン、ポリピロール、及びポリアセチレン等の導電性ポリマー等を挙げることができる。イオン導電性物質としては、過塩素酸ナトリウム、過塩素酸リチウム、過塩素酸カルシウム、及び塩化リチウム等の無機イオン性導電物質等を挙げることができる。導電性粉末は、上記電気抵抗値を示す範囲で適宜添加することができると同時に2種類以上を混合して用いることもできる。
【0017】
この発明の方法における半導電性弾性層は、前述したように前記ゴム材質に導電性付与剤等を分散して成る弾性体で形成されて成る層が好適であり、特には(A)一分子中に少なくとも2個の珪素原子と結合するアルケニル基を含有するオルガノポリシロキサン 100質量部と、(B)一分子中に少なくとも2個の珪素原子と結合する水素原子を含有するオルガノハイドロジェンポリシロキサン 0.1〜30質量部と、(C)平均粒径が1〜30μmで、かさ密度が0.1〜0.5g/cm3である無機質充填材5〜100質量部と、(D)硬化後の体積抵抗値を10kΩ・m以下とする量で含有される導電性付与剤と、(E)付加反応触媒とを含有する液状シリコーン組成物を硬化してなる層が好ましい。
【0018】
前記(A)オルガノポリシロキサンとしては、下記平均組成式(1)で示される化合物が好適である。
R1aSiO(4-a)/2 (1)
ここで、前記平均組成式(1)におけるR1は互いに同一又は異種の炭素数1〜10、好ましくは1〜8の非置換又は置換一価炭化水素基であり、aは1.5〜2.8、好ましくは1.8〜2.5、より好ましくは1.95〜2.02の範囲の正数である。
【0019】
前記(A)オルガノポリシロキサンの重合度については、室温(25℃)で液状(例えば、25℃での粘度が100〜1,000,000mPa・s、好ましくは200〜100,000mPa・s程度)であればよく、平均重合度が100〜800であることが好ましく、更に好ましくは150〜600である。
【0020】
前記(B)オルガノハイドロジェンポリシロキサンは、下記平均組成式(2)で示され、1分子中に少なくとも2個、好ましくは3個以上(通常、3〜200個)、より好ましくは3〜100個の、ケイ素原子に結合した水素原子を有するものが好適に用いられる。
R2bHcSiO(4-b-c)/2 (2)
但し、式(2)において、R2は炭素数1〜10の置換又は非置換の一価炭化水素基である。また、bは0.7〜2.1、cは0.001〜1.0で、かつb+cは0.8〜3.0を満足する正数である。
【0021】
上記(B)オルガノハイドロジェンポリシロキサンとしては、両末端トリメチルシロキシ基封鎖メチルハイドロジェンポリシロキサン、両末端トリメチルシロキシ基封鎖ジメチルシロキサン・メチルハイドロジェンシロキサン共重合体、両末端ジメチルハイドロジェンシロキシ基封鎖ジメチルポリシロキサン、両末端ジメチルハイドロジェンシロキシ基封鎖ジメチルシロキサン・メチルハイドロジェンシロキサン共重合体、両末端トリメチルシロキシ基封鎖メチルハイドロジェンシロキサン・ジフェニルシロキサン共重合体、両末端トリメチルシロキシ基封鎖メチルハイドロジェンシロキサン・ジフェニルシロキサン・ジメチルシロキサン共重合体、(CH3)2HSiO1/2単位とSiO4/2単位とから成る共重合体、及び(CH3)2HSiO1/2単位とSiO4/2単位と(C6H5)SiO3/2単位とから成る共重合体などが挙げられる。
【0022】
(C)無機質充填材は、低圧縮永久歪で体積抵抗値が経時で安定し、かつ十分なロール耐久性を得るのに重要な成分である。無機質充填材は、平均粒径が1〜30μm、好ましくは2〜20μm、かさ密度が0.1〜0.5g/cm3、好ましくは0.15〜0.45g/cm3である。平均粒径が1μmより小さいと経時で半導電性弾性層の体積抵抗値変化してしまい、30μmより大きいとロールとしての耐久性が低下してしまうことがある。また、かさ密度が0.1g/cm3より小さいと半導電性弾性層の圧縮永久歪が悪化してしまうと共に経時での体積抵抗値が変化してしまうという問題が生じてしまい、0.5g/cm3より大きいと半導電性弾性層の強度が不十分になってロールの耐久性が低下してしまうことがある。なお、平均粒径は、例えばレーザ光回折法などによる粒度分布測定装置を用いて、重量平均値(又はメジアン径)等として求めることができ、かさ密度は、JIS K 6223の見掛比重の測定方法に基づいて求めることができる。
【0023】
このような無機質充填材としては、珪藻土、パーライト、マイカ、炭酸カルシウム、ガラスフレーク、及び中空フィラーなどが挙げられるが、中でも珪藻土、パーライト及び発泡パーライトの粉砕物が好適である。
【0024】
前記(D)導電性付与剤については既に説明した通りである。
【0025】
(E)付加反応触媒としては、白金黒、塩化第2白金、塩化白金酸、塩化白金酸と1価アルコールとの反応物、塩化白金酸とオレフィン類との錯体、白金ビスアセトアセテート、パラジウム系触媒、ロジウム系触媒などが挙げられる。なお、この付加反応触媒の配合量は触媒量とすることができ、通常、白金族金属として(A)成分及び(B)成分の合計量に対し、0.5〜1,000ppm、特に1〜500ppm程度である。
【0026】
本発明の液状シリコーンゴム組成物には、更に低分子シロキサンエステル、シラノール
、例えばジフェニルシランジオール等の分散剤、酸化鉄、酸化セリウム、オクチル酸鉄等の耐熱性向上剤、接着性や成形加工性を向上させるための各種カーボンファンクショナルシラン、難燃性を付与させるハロゲン化合物、エチニルシクロヘキサノール等の反応制御剤等を本発明の目的を損なわない範囲で添加混合してもよい。
【0027】
前記(A)〜(E)成分を含有する液状シリコーン組成物は通常その粘度が、25℃において、5〜500Pa・sであり、特に好ましくは10〜200Pa・sである。
【0028】
前記(A)〜(E)成分を含有する液状シリコーン組成物は特開2005−82617号公報に開示されたシリコーンゴム組成物と同様であり、前記公報に開示された硬化条件にて前記液状シリコーン組成物を硬化させることができる。
【0029】
なお、前記液状シリコーン組成物を用いて軸体外周面に半導電性弾性層を形成するには、塗布、注型成形、液体射出成形、又は予め円筒状に成形され、適当な形状に裁断された半導電性弾性層に軸体を挿入して、接着するなどの方法を採ることができる。この中でも、円筒モールド、割面モールドを用いる液体射出成形法が好ましい。円筒モールドを用いる方法は、中央の円筒モールド用金型の両端に設置した端部金型(コマとも呼ぶ)間に良導性の軸体端部を固定し、ポンプや射出機により液状シリコーン組成物を端部金型のスプル孔から注入した後、加熱硬化させて成形する方法である。
【0030】
半導電性弾性層を形成する軸体の外周面には、必要に応じてあらかじめプライマを塗布しておくとよい。
【0031】
本発明の半導電性ローラの製造方法においては、ローラ6の表面7をアルコール含浸材料で処理した後、紫外線処理及びプライマ塗布をしてから、被覆層4を形成することが好ましい(図1,図2参照)。紫外線処理及びプライマ塗布をすることにより、ローラ6の表面7すなわち半導電性弾性層3の外周面と被覆層4との密着性を向上させることができる。紫外線処理及びプライマ塗布は、それぞれ単独で実施してもよいが、両方を組合せて実施することがより好ましい。
【0032】
本発明の半導電性ローラの製造方法においては、アルコール含浸材料で処理された半導電性弾性層の外周面に被覆層が設けられる。この発明に係る半導電性ローラにおける被覆層は、その硬度がJIS K6253に準拠して測定されるJIS−A硬度で5〜90の範囲内、特に10〜60の範囲内にあることが、望ましい。JIS−A硬度が前記範囲内にあると、この半導電性ローラが画像形成装置に組み込まれて他部材と恒常的に接触する場合に、つまり半導電性弾性層が恒常的なストレスを受けるにも拘わらず半導電性弾性層に形成される歪、及び変形等が実用上問題にならないくらいに小さくなる。また、半導電性弾性層の外周面に被覆層を被覆することにより、半導電性ローラ自体の電気抵抗値を1×102〜109Ωとするのが、好ましい。この場合、電気抵抗値の測定は、次のようにして行われる。すなわち、電気抵抗計(商品名:ULTRA HIGH RESISTANCE METER R8340A、アドバンテスト社製)を用い、半導電性ローラを水平に置き、厚さ5mm、幅30mm、長さは半導電弾性層または/及び被覆層全体を載せることのできる金メッキ製板を電極とし、500gの荷重を半導電性ローラの軸体の両端で支持させた状態にして、軸体と電極との間にDC100Vを印加し、1秒後の電気抵抗計の値を読んで電気抵抗値とした。このような被覆層は以下のようにして形成されることができる。
【0033】
半導電性弾性層の外周面に形成される被覆層の材質としては、特に制限するものではないが圧接部が存在するため永久変形のないものが好ましく、例えばアルキッド樹脂、フェノール変性・シリコーン変性等のアルキッド樹脂変性物、オイルフリーアルキッド樹脂、アクリル樹脂、シリコーン樹脂、エポキシ樹脂、フッ素樹脂、フェノール樹脂、ポリアミド樹脂、ウレタン樹脂、ポリアミドイミド系樹脂及びこれらの混合物を挙げることができる。被覆層を形成するこれら各種の材質の中でも、イソシアネート基から誘導される熱硬化型ウレタン樹脂が好ましい。前記熱硬化型ウレタン樹脂としては、イソシアネート基と種々の活性水素化合物と反応してウレタン結合、ウレア結合、アミド結合等を生成する樹脂を挙げることができる。化学架橋点としてはアロハナート基、ビウレット基、アシルウレタン基等が挙げられる。また、これらは他の成分との変性若しくはブレンド物でも良い。更に、被覆層には上述のように導電性材料を適宜配合すると良い。また、被覆層は必要に応じて複数設ける事も可能である。
【0034】
半導電性弾性層の外周面に被覆層を形成する手段としては、一般には、塗布、スプレーコーティング、ディッピング、インモールドコート法、あるいは予め円筒状に成形されたシュリンクチューブを加熱収縮させることにより被覆するなどの方法が採用できる。また、被覆層は必要に応じて複数設ける事も可能である。
【0035】
また、半導電性弾性層の外周面に被覆層を設けた半導電性ローラの表面粗さ(JIS(B0601)十点平均粗さ(Rz)。以下、表面粗さRzと表現する。)を2〜15μmとする事により、良好な画像が得られる。
【0036】
つまり、表面粗さRzが2μm未満では、黒ベタ印字サンプルの画像濃度が低くなり、表面粗さRzが15μmを越えると、黒ベタ印字サンプルの画像濃度が高くなりすぎて、トナーのかぶりも生じ易くなり、解像度も低下する。
【0037】
このようにして製造された半導電性ローラは、弾力性、寸法安定性、密着性、電気特性等の性能が優れている。特に、前記液状シリコーン組成物を硬化してなる層をもって半導電性弾性層とする場合、この半導電性弾性層を有する半導電性ローラは弾力性、寸法安定性、密着性、電気特性等の性能が優れている。しかも、この発明の方法に従って、前記液状シリコーン組成物を硬化してなる半導電性弾性層の表面をアルコール含浸材料で処理すると、被覆層とこの半導電性弾性層との密着性が極めて向上する。さらに言うと、前記液状シリコーン組成物の硬化体である半導電性弾性層をこの発明の方法のアルコール含浸材料で処理した後に被覆層を形成して成る半導電性ローラは、半導電性弾性層と被覆層との境界面の密着性、電気特性が優れ、そのため半導電性ローラとしての半導電性能の均一性、安定性に優れ、現像装置に用いた場合、長期間にわたって印字性能、特に耐白抜け性能が優れている。図5で説明すれば、半導電性ローラ11の導電性が不均一、不安定になるとトナー19の層にむらが発生したり、特に、感光ドラム13上の潜像への電荷移動が不安定となり、トナー20の感光ドラム13上への付着状態が不均一になり、白抜け現象などの現像不良が起こる。このようになれば、半導電性ローラ11は交換せねばならない。しかし、本発明の半導電性ローラは半導電性能が均一で安定しており、常に感光ドラム13上の潜像への安定したトナー20の付着が実現できる。
【0038】
このようにして得られた半導電性ローラは、電子写真方式の画像形成装置に装着して好適に使用することが出来る。特に、従来からの画像形成装置用の半導電性ローラに代替して使用すれば、耐変形性、密着性、硬度の均一性等に優れ、半導電性ローラの電気特性が改善されて常にきれいな印刷が可能となり、現像装置の寿命が延び、半導電性ローラからのトナー漏れも少なくなる。
【実施例】
【0039】
(実施例1)
<液状シリコーン組成物の調製>
両末端がジメチルビニルシロキシ基で封鎖されたジメチルポリシロキサン(重合度300)100質量部、BET比表面積が110m2/gである疎水化処理されたヒュームドシリカ(R−972、日本アエロジル株式会社製)1質量部、平均粒径6μm、かさ密度が0.25g/cm3である珪藻土(オプライトW−3005S、北秋珪藻土株式会社製)40質量部、及びアセチレンブラック(デンカブラックHS−100、電気化学工業株式会社製)5質量部をプラネタリーミキサーに入れ30分撹拌を続けた後、3本ロールに1回通した。これをプラネタリーミキサーに戻し、架橋剤として両末端及び側鎖にSi−H基を有するメチルハイドロジェンポリシロキサン(重合度17、Si−H量0.0060mol/g)2.1質量部、反応制御剤として、エチニルシクロヘキサノール0.1質量部、及び白金触媒(Pt濃度1%)0.1質量部を添加し、15分撹拌した。得られた組成物が、液状原料として使用した液状シリコーン組成物であった。なお、この液状シリコーン組成物の25℃における粘度は、82Pa・sであった。
【0040】
<軸体付きローラ状半導電性弾性層の製造>
内径20.8mm及び長さ237mmの円筒状のキャビティを持つ、外径35mmの円筒金型、この円筒金型の下端開口部に装着された一端部金型、及び前記円筒金型の上端開口部に装着された他端部金型からなるローラ成形用金型を使用した。このローラ成形用金型の内側表面に離型剤(商品名:ダイフリー ダイキン工業株式会社製)を塗布した。前記キャビティの中央には、ステンレス鋼SUM22に厚み5μmの無電解ニッケルメッキを施して表面をトルエンで洗浄した後、シリコーン系プライマ(商品名:プライマNo.16 信越化学工業株式会社製)を塗布し、ギヤーオーブン中で150℃、10分の条件で焼付処理を施した直径7.5mm、長さ281.5mmの軸体を取付けて組み立て、一端部金型のスプルから前記液状シリコーン組成物を注入した。液状シリコーン組成物の注入が終わったら、ローラ成形用金型の外部からその内部を加熱して160℃で7分間液状シリコーン組成物を硬化反応させ、硬化反応の終了後に、ローラ成形用金型を放冷して成形品をローラ成形用金型から取り出した。このローラ成形用金型から脱型したままの成形品にはスプル、ベントに充填されて形成された余剰硬化体が付着しているので、これを切断除去し、続いて、加熱炉で200℃、4時間加熱処理することにより半完成の半導電性ローラを得た。
【0041】
<アルコール含浸材料による処理>
図6及び図7に示す構造を有するアルコール含浸材料処理装置に半完成の半導電性ローラをセットした。すなわち、半完成の半導電性ローラにおける軸体の端部を治具によりクランプし、半完成の半導電性ローラをその軸線を中心にして3000rpmで回転させた。押圧ローラと未処理半導電性弾性層との間隙に、エタノール(商品名:ミックスエタノール 山一化学工業株式会社製)を滴り落ちない程度に含浸させた不織布(商品名:CR050(幅260mm) 日本ミクロコーティング株式会社製)に半完成の半導電性ローラを7秒間押し付けて(押圧ローラに加えられる押圧力:5.9N)回転させた。
【0042】
<被覆層調製材料の調製>
ウレタン系塗料・タケラックE−553(三井武田ケミカル株式会社製 商品名、不揮発分50%)100質量部に充填材として煙霧質シリカであるアエロジル200(日本アエロジル株式会社製、商品名)15質量部及び導電性付与剤として、カーボンブラック・アサヒサーマル(旭カーボン株式会社製、商品名)10質量部を添加し、ポットミルで8時間攪拌・分散した後、ポリイソシアネート系架橋剤・タケラックD140N(三井武田ケミカル株式会社製 商品名)20質量部を添加することにより、被覆層を形成する被覆層形成材料が調製された。
【0043】
<被覆層の形成>
このアルコール含浸材料による処理をした半導電性弾性層の外周面に、アミノシラン系カップリング剤(商品名:KBM603 信越化学工業株式会社製)をスプレーコーティング法にて塗布し、室温に5分間放置してプライマ層を形成した。前記被覆層調製材料をプライマ層の外周面にスプレーコーティング法にて塗布し、150℃で30分間加熱硬化させて被覆層を形成し、半導電性ローラ(1)を作製した。半導電性ローラ(1)の被覆層の平均膜厚は約15μmであった。
【0044】
この半導電性ローラ(1)について、JIS K6253に準拠して、表面のJIS―A硬度を測定したところ、45であった。また、電気抵抗値は3×106Ωであり、表面粗さRzは5μmであった。次に、この半導電性ローラ(1)を図3に示す画像形成装置(HL−1850 ブラザー工業株式会社製)に装着して印刷を行ったところ、画像不良は発生せず、良好な画像が得られた。この画像形成装置を印刷可能状態のまま高温高湿下(温度50±2℃,湿度90±5%)で14日間放置したところ、半導電性ローラとこれに接している他部材との接触部に密着や汚染は認められなかった。また、半導電性ローラ自身のへこみなどの形状変化も認められなかった。さらに、上記画像形成装置により、A4用紙を5%デューティで8千枚の印刷をし、半導電性ローラ(1)の耐久テストを行った。8千枚目付近の印刷状態も良好で、白抜け、印刷むら、用紙の汚れなどは発生しなかった。また、装着していた半導電性ローラ(1)を画像形成装置から取り外して調べたが外観上は変化が見られなかった。
【0045】
(実施例2)
実施例1で作製した被覆層形成前の、半完成の半導電性ローラを、実施例1と同様にしてアルコール含浸材料で処理した後、半導電性弾性層の外周面に紫外線照射後にプライマ塗布の処理を行った。紫外線照射は、低圧水銀灯(商品名:EVE UV METER UVPF−A1 アイグラフィックス株式会社製)を使用して、波長253.7及び184.9nm 積算光量5000J/cm2の条件により空気中で行った。
【0046】
プライマ塗布以降は実施例1と同様にして被覆層を形成し半導電性ローラ(2)を作製した。被覆層の平均膜厚も約15μmであった。
【0047】
得られた半導電性ローラ(2)について、実施例1と同様にして電気抵抗値を測定したところ、3×106Ωであり、表面粗さRzは5μmであった。次に、実施例1と同様にして画像形成装置に装着してローラ性能を調べたところ、印刷において、画像不良は発生せず、良好な画像が得られた。また、高温高湿放置テストでは、他部材との当接部の密着や汚染は、ローラの変形は認められなかった。また、実施例1と同様の5%デューティの耐久テストについても実施例1とほとんど変わらない結果であった。
【0048】
(比較例1)
実施例1において、アルコール含浸材料による処理を行わなかった他は実施例1と同様にして半導電性ローラ(3)を作製した。半導電性ローラ(3)を用いて、実施例1と同様にして電気抵抗値を測定したところ、3×106Ωであり、表面粗さRzは5μmであった。次に、実施例1と同様にして画像形成装置に装着して印刷性能を調べたところ、画像不良は発生せず、良好な画像が得られた。また、高温高湿テストでも半導電性ローラ(3)の寸法変化は認められず、他部材との当接部に密着や汚染は認められなかった。しかし、実施例1と同様の5%デューティの耐久テストについては1千枚目あたりから、用紙の印刷面に白抜け現象が観察された。2千枚目を過ぎるとすべての用紙に明らかな印刷不良が発生し、印刷不可となったので実験を中止した。装着していた半導電性ローラ(3)を画像形成装置から取り外して調べたが、被覆層の剥離が確認された。
【0049】
以上の結果からわかるように、従来の半導電性ローラは、長期間使用していると白抜け現象等の印刷不良が起こり易いが、本発明の製造方法で作製した半導電性ローラは印刷不良が起こり難く、その分ローラ寿命が延びる。
【産業上の利用可能性】
【0050】
本発明の本発明の製造方法で作製した半導電性ローラ及びこれを装着した画像形成装置は、最近のレーザプリンタ、複写機、ファクシミリ装置などに容易に利用できる。特に、高速プリンタなどは、半導電性ローラの回転速度も速くなり劣化が起こり易いので本発明の半導電性ローラは大きな効果を発揮する。
【図面の簡単な説明】
【0051】
【図1】図1は本発明の半導電性ローラの斜視図である。
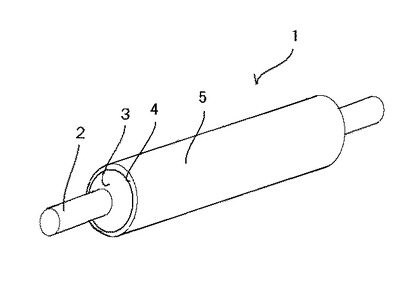
【図2】図2は被覆層形成前の半導電性ローラの斜視図である。
【図3】図3はモノクロプリンタの模式図である。
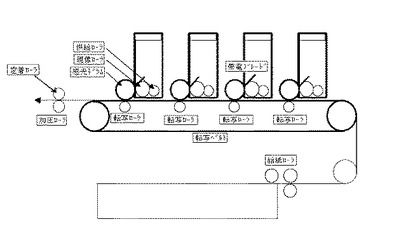
【図4】図4はカラープリンタの模式図である。
【図5】図5はプリンタの現像部の模式図である。
【図6】図6は本発明において使用されるアルコール含浸材料処理装置の一例を、不織布の進行方向に直交する方向より見た状態を示す説明図である。
【図7】図7は本発明おいて使用されるアルコール含浸材料処理装置の一例を、不織布の進行方向に向う方向より見た状態を示す説明図である。
【符号の説明】
【0052】
1:本発明の半導電性ローラ
2:軸体
3:半導電性弾性層
4:被覆層
5:半導電性ローラの表面
6:被覆層形成前のローラ
7:半導電性弾性層外周面
10:プリンタの現像部
11:半導電性ローラ
12:現像ブレード
13:感光ドラム
14:記録紙
15:転写ローラ
16:帯電ローラ
17:トナー供給ローラ
18,19,20:トナー
30:アルコール含浸材料処理装置
31:不織布
32:不織布供給部
33:半完成の半導電性ローラ
34:未処理半導電性弾性層
35:押圧ローラ
36:加圧力印加手段
37:ローラ回転手段
38:ローラ往復動手段
【技術分野】
【0001】
本発明は半導電性ローラの製造方法及び半導電性ローラ、並びに電子写真方式の画像形成装置に関し、詳しくは半導電性弾性層と被覆層との密着性が良く、静電特性が均一で安定している半導電性ローラの製造方法及び半導電性ローラ、並びにこれを利用した電子写真方式の画像形成装置に関する。
【背景技術】
【0002】
レーザプリンタ、複写機、ファクシミリ装置などには、電子写真方式を利用した各種の画像形成装置が採用されている。前記画像形成装置の例として、図3にはモノクロプリンタの概要を、図5にその現像部を示した。図5に示すように像担持体例えば感光ドラム13に記録された潜像に半導電性ローラ11例えば現像ローラにより現像剤例えばトナー19を供給して潜像を現像とし、この現像化した感光ドラム13上のトナー20を感光ドラム13の下部で接する記録体例えば記録紙14に転写する。図3で示せば、図の中央部に描かれた感光ドラム13からトナーを転写された記録紙14は図3の左方に移動し、加圧ローラ(図示せず。)及び定着ローラ(図示せず。)によって転写されたトナーが加熱圧着、固定化され、記録紙14上に画像や文字が完全に定着し、これによって記録紙面上へのプリントが完成する。
【0003】
このようにして利用される半導電性ローラは、画像形成装置に配置され、感光ドラムに定量的にトナーを供給してむらのない、精密な現像を発現させる重要な部品である。そのため、半導電性ローラは、その性能の最適化や製造方法、製造金型などが各種検討されている。例えば、特許文献1及び3はローラ成形用の金型を改良して寸法安定性、均質性の優れた半導電性ローラの提供を可能にしている。特許文献2は低硬度で、耐変形性、密着性、電気特性の優れた半導電性ローラを開示している。
【0004】
【特許文献1】特開2000−271938号公報
【特許文献2】特開2003−84561号公報
【特許文献3】特開2004−74430号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
このような現像装置においては、半導電性ローラはトナーを常に均等に像担持体例えば感光ドラムに供給できるものでなければならない。これにより、感光ドラム上の潜像がトナーにより正確に現像され、次いで記録紙上に転写される。図5を参照にして説明すると、トナー供給ローラ17により帯電したトナーは、半導電性ローラ11上に静電力により付着してトナー18となり、このトナー18は半導電性ローラ11の反時計回り方向の回転に伴って移動し、現像ブレード12により帯電性を増し、トナー19からなる一定の厚さのトナー層となり、このトナー層が半導電性ローラ11とほぼ接しつつ同期しながら回転している感光ドラム13上に達する。感光ドラム13には帯電ローラ16によって帯電され、レーザ光による潜像が描かれており、感光ドラム13の静電電位の異なった潜像部分に接したトナー19は静電力により感光ドラム13側に付着して潜像を現像化する。感光ドラム13上で現像化に使用されたトナー20は、感光ドラム13の回転とともに記録紙14に接触し転写ロール15により記録紙14上に転写される。この際、半導電性ローラ11により供給されるトナー19が、均一に感光ドラム13に接し、潜像により制御された静電力により感光ドラム13側に付着していくことが重要である。そのためには、半導電性ローラとしては弾力性、寸法安定性、密着性、電気特性等が優れており、かつ耐久性の高いものが求められる。
【0006】
ところで、通常の半導電性ローラは、導電性の軸体の周囲に形成したカーボンブラックを含むシリコーンゴムやウレタンゴム製の半導電性弾性層の外周面を、半導電性のウレタン系化合物、シリコーン化合物、又はフッ素系化合物などの被覆層で被覆されている。この半導電性弾性層及び被覆層は、トナーを静電力の強さにより吸着したり、脱着したりして感光ドラム上の潜像を現像する機能を持つため、適度な半導電性(導電性)を持ち、その半導電性能が均一で、かつ安定していることが重要である。しかし、半導電性弾性層と被覆層との境界面は、異材の接合面であり、密着性が不十分であると、半導電性能の均一性、安定性が保てない場合があった。境界面の半導電性能の均一性、安定性を欠けば、半導電性ローラとしては半導電性能が不安定となり、潜像を現像化する段階で現像むらが発生し、印刷に白抜けなどの現象が現れやすい。
【0007】
本発明は、上述のような弾力性、寸法安定性、密着性等の性能が優れた半導電性ローラであって、さらに半導電性弾性層と被覆層との境界面の密着性を向上させ、半導電性能の均一性、安定性に優れた半導電性ローラの製造方法を提供し、画像形成装置に用いた場合、長期間にわたって印字性能、特に耐白抜け性能の優れた半導電性ローラ、及びこの半導電性ローラを装着したメンテナンスフリーの電子写真方式の画像形成装置を提供することを目的としている。
【課題を解決するための手段】
【0008】
前記課題を解決するための手段として、
請求項1は、軸体外周面に形成された円柱状の未処理半導電性弾性層の表面をアルコール含浸材料で処理し、その処理により得られる半導電性弾性層の外周面に被覆層を形成することを特徴とする半導電性ローラの製造方法であり、
請求項2は、前記半導電性弾性層の表面に紫外線処理及び/又はプライマ塗布をしてから、前記半導電性弾性層の外周面に被覆層を形成する請求項1に記載の半導電性ローラの製造方法であり、
請求項3は、軸体と、その外周面に形成され、かつアルコール含浸材料で表面処理されて成る円柱状の半導電性弾性層と、その半導電性弾性層の外周面に被覆形成された被覆層とを有することを特徴とする半導電性ローラであり、
請求項4は、請求項3に記載の半導電性ローラを備えて成ることを特徴とする電子写真方式の画像形成装置である。
【発明の効果】
【0009】
本発明の半導電性ローラの製造方法で得られた半導電性ローラは、弾力性、寸法安定性、密着性、電気特性等の性能が優れている。さらに、この半導電性ローラは半導電性弾性層と被覆層との境界面の密着性、及び電気特性等が優れ、そのため半導電性ローラとしての半導電性能の均一性、及び安定性等に優れ、電子写真方式の画像形成装置に用いた場合、長期間にわたって印字性能、特に耐白抜け性能が優れている。
【発明を実施するための最良の形態】
【0010】
本発明の半導電性ローラの製造方法では、軸体外周面に液体射出成形等によりカーボンブラック含有シリコーンゴム等で円柱状に形成された未処理半導電性弾性層の表面を、アルコール含浸材料で処理した後、この処理後の半導電性弾性層の外周面を被覆層で被覆することが重要である。なお、未処理半導電性弾性層は、研磨、研削、または切削加工を施しているもの、あるいは施していないものも含まれる。また、円柱状であると形容するが、「ローラ状」、「中実な円筒状」等と形容されることもある。この未処理の、及び処理後の半導電性弾性層は、その一端から他端に到るまで同じ直径の円柱状であるという厳密な円柱状に限らず、この半導電性ローラの目的が達成される限りにおいて半導電性弾性層の軸線方向における中央部の直径が半導電性層の軸線方向における端部の直径よりも僅かに大きく、又は小さい形状をも含む。
【0011】
本発明の半導電性ローラは、通常、図1に示すように、導電性の軸体2と、その外周部分に円柱状(中実な円筒状と形容することもできる。)に形成され、且つアルコール含浸材料で処理されて成る半導電性弾性層3と、その半導電性弾性層3の外周面を被覆してなる被覆層4とを有して成る。半導電性弾性層3の厚さは、通常の場合0.1〜50mmであり、好ましくは5〜30mmである。また、被覆層の厚さは、通常の場合0.5〜300μm、好ましくは1〜50μmである。
【0012】
ここで、未処理半導電性弾性層の表面7をアルコール含浸材料で処理する態様として、アルコールを含浸させた織布、不織布、繊維、綿、紙類、スポンジ、発泡体、あるいはこれらの複合体など、未処理半導電性弾性層3より極端に硬度が高くないアルコール含浸材料で、未処理半導電性弾性層3の表面を摺擦する。アルコールとしては、特に限定されないが、未処理半導電性弾性層を金型で成形する際の離型剤の除去性能、揮発性、未処理半導電性弾性層との非親和性、入手容易性等からメタノール、エタノール、プロパノール、ブタノール等が望ましい。このアルコール含浸材料による未処理半導電性弾性層に対する表面処理の主な作用は、未処理半導電性弾性層3の表面に付着した異物及び導電性向上用のカーボン等の固体粒子を含んだ未処理半導電性弾性層3の表面に粉体として存在する固体粒子の除去は勿論のこと、未処理半導電性弾性層の成形時に未処理半導電性弾性層3の表面に付着した離型剤の除去、及び未処理半導電性弾性層3の表面の平滑化、均一化などである。離型剤は未処理半導電性弾性層3と被覆層4との密着性を阻害し易いので除去が必要である。
【0013】
未処理半導電性弾性層の表面をアルコール含浸材料で処理する好適なアルコール含浸材料処理装置を図6に示す。図6に示すように、このアルコール含浸材料処理装置30は、未処理半導電性弾性層を処理するアルコール含浸材料例えばアルコールを含浸してなる不織布31と、この不織布31を繰り出す不織布供給部32と、前記不織布31を半完成の半導電性ローラ33における未処理半導電性弾性層34に押圧する押圧ローラ35と、前記押圧ローラ35を前記未処理半導電性弾性層34に対して所定の圧力で押圧させる加圧力印加手段36と、図7に示されるように、前記半完成の半導電性ローラ33を回転させるローラ回転手段37と、前記半完成の半導電性ローラ33をその軸線にそって所定の距離だけ往復動させるローラ往復動手段38とを、備えて成る。前記不織布供給部32は、長尺の不織布31をストックしており、図示しない不織布引出し手段により不織布31を前記押圧ローラ35と半完成の半導電性ローラ34との間隙に繰り出すことができるようになっている。また、前記押圧ローラ35と半完成の半導電性ローラ33との間隙を通過した不織布31は前記不織布引出し手段により廃棄部(図示しない)へと送り出されて行く。また、この不織布31は、前記不織布引出し手段から繰り出されてから前記押圧ローラ35と半完成の半導電性ローラ33との間隙にまで到る途中で、図示しないアルコール供給手段により供給されるアルコールを含浸する。前記加圧力印加手段36により押圧ローラ35に加えられる好適な押圧力は、通常の場合、押圧ローラ35と半完成の半導電性ローラ33との間隙に挟まれている不織布31にバネ秤を取り付けてこのバネ秤を引っ張って前記不織布31を前記間隙から引っ張り出すときの力(バネ秤引き抜き荷重とも称することがある。)が、4.9〜7.9Nである。このバネ秤引き抜き荷重が前記下限値未満であるとアルコール含浸材料で未処理半導電性弾性層を摺擦処理しても被覆層との密着性が向上しないこともあり、またバネ秤引き抜き荷重が前記上限値を超えると未処理半導電性弾性層の周面に傷がつくことがある。
【0014】
このアルコール含浸材料処理装置30により、次のようにして未処理半導電性弾性層34の表面が処理される。押圧ローラ35と未処理半導電性弾性層34との間隙に不織布31が通される。半完成の半導電性ローラ33を不織布31の通過方向と対向する方向に回転される。未処理半導電性ローラ33が高速回転している間に、未処理半導電性ローラ33はその軸線方向に沿って一往復動する。このように、未処理半導電性ローラ33が回転しつつその軸線方向に沿って往復動している間に、前記押圧ローラ35と前記未処理半導電性弾性層34との間隙を、アルコールの含浸された不織布31が通過する。未処理半導電性弾性層34の表面は、アルコールの含浸された不織布31により摺擦され、表面が改質された半導電性弾性層34が得られる。
【0015】
アルコール含浸材料で処理される未処理半導電性弾性層は、その材質、硬度、強度等に関して特に制限されるものではないが、一般にゴム材質に導電性付与剤等を分散して成る弾性体で形成される。前記ゴム材質としては、シリコーン或いはシリコーン変性ゴム、ニトリルゴム、エチレンプロピレンゴム(エチレンプロピレンジエンゴムを含む。)、スチレンブタジエンゴム、ブタジエンゴム、イソプレンゴム、天然ゴム、アクリルゴム、クロロプレンゴム、ブチルゴム、エピクロルヒドリンゴム、ウレタンゴム、フッ素ゴムなどが挙げられ、これら一種又は二種以上の混合ゴム又は変性ゴムを用いることができる。また、上記したゴム材質は、ミラブルタイプ又は液状タイプの材質を任意に選択する事が可能である。これら各種のゴム材質の中でも前記シリコーン又はシリコーン変性ゴムが、アルコール含浸材料による表面処理をされるのに好適である。
【0016】
また、半導電性弾性層(特に断わらない場合には処理後の半導電性弾性層及び未処理の半導電性弾性層を単に半導電性弾性層と称することがある。半導電性弾性層と称する場合にそれが処理後か未処理であるかは文脈から明らかである。)は、その電気抵抗値が102〜109Ωの範囲にあることが好ましく、このような半導電性弾性層には、一般に導電性付与剤が含有される。導電性付与剤としては、導電性粉末及びイオン導電性物質等を挙げることができる。導電性粉末としては、ケッチェンブラック、アセチレンブラック等の導電性カーボンの他に、SAF、ISAF、HAF、FEF、GPF、SRF、FT、及びMT等のゴム用カーボン、また酸化チタン、酸化亜鉛、ニッケル、銅、銀、及びゲルマニウム等の金属、更にはこれら金属の酸化物としての金属酸化物、ポリアニリン、ポリピロール、及びポリアセチレン等の導電性ポリマー等を挙げることができる。イオン導電性物質としては、過塩素酸ナトリウム、過塩素酸リチウム、過塩素酸カルシウム、及び塩化リチウム等の無機イオン性導電物質等を挙げることができる。導電性粉末は、上記電気抵抗値を示す範囲で適宜添加することができると同時に2種類以上を混合して用いることもできる。
【0017】
この発明の方法における半導電性弾性層は、前述したように前記ゴム材質に導電性付与剤等を分散して成る弾性体で形成されて成る層が好適であり、特には(A)一分子中に少なくとも2個の珪素原子と結合するアルケニル基を含有するオルガノポリシロキサン 100質量部と、(B)一分子中に少なくとも2個の珪素原子と結合する水素原子を含有するオルガノハイドロジェンポリシロキサン 0.1〜30質量部と、(C)平均粒径が1〜30μmで、かさ密度が0.1〜0.5g/cm3である無機質充填材5〜100質量部と、(D)硬化後の体積抵抗値を10kΩ・m以下とする量で含有される導電性付与剤と、(E)付加反応触媒とを含有する液状シリコーン組成物を硬化してなる層が好ましい。
【0018】
前記(A)オルガノポリシロキサンとしては、下記平均組成式(1)で示される化合物が好適である。
R1aSiO(4-a)/2 (1)
ここで、前記平均組成式(1)におけるR1は互いに同一又は異種の炭素数1〜10、好ましくは1〜8の非置換又は置換一価炭化水素基であり、aは1.5〜2.8、好ましくは1.8〜2.5、より好ましくは1.95〜2.02の範囲の正数である。
【0019】
前記(A)オルガノポリシロキサンの重合度については、室温(25℃)で液状(例えば、25℃での粘度が100〜1,000,000mPa・s、好ましくは200〜100,000mPa・s程度)であればよく、平均重合度が100〜800であることが好ましく、更に好ましくは150〜600である。
【0020】
前記(B)オルガノハイドロジェンポリシロキサンは、下記平均組成式(2)で示され、1分子中に少なくとも2個、好ましくは3個以上(通常、3〜200個)、より好ましくは3〜100個の、ケイ素原子に結合した水素原子を有するものが好適に用いられる。
R2bHcSiO(4-b-c)/2 (2)
但し、式(2)において、R2は炭素数1〜10の置換又は非置換の一価炭化水素基である。また、bは0.7〜2.1、cは0.001〜1.0で、かつb+cは0.8〜3.0を満足する正数である。
【0021】
上記(B)オルガノハイドロジェンポリシロキサンとしては、両末端トリメチルシロキシ基封鎖メチルハイドロジェンポリシロキサン、両末端トリメチルシロキシ基封鎖ジメチルシロキサン・メチルハイドロジェンシロキサン共重合体、両末端ジメチルハイドロジェンシロキシ基封鎖ジメチルポリシロキサン、両末端ジメチルハイドロジェンシロキシ基封鎖ジメチルシロキサン・メチルハイドロジェンシロキサン共重合体、両末端トリメチルシロキシ基封鎖メチルハイドロジェンシロキサン・ジフェニルシロキサン共重合体、両末端トリメチルシロキシ基封鎖メチルハイドロジェンシロキサン・ジフェニルシロキサン・ジメチルシロキサン共重合体、(CH3)2HSiO1/2単位とSiO4/2単位とから成る共重合体、及び(CH3)2HSiO1/2単位とSiO4/2単位と(C6H5)SiO3/2単位とから成る共重合体などが挙げられる。
【0022】
(C)無機質充填材は、低圧縮永久歪で体積抵抗値が経時で安定し、かつ十分なロール耐久性を得るのに重要な成分である。無機質充填材は、平均粒径が1〜30μm、好ましくは2〜20μm、かさ密度が0.1〜0.5g/cm3、好ましくは0.15〜0.45g/cm3である。平均粒径が1μmより小さいと経時で半導電性弾性層の体積抵抗値変化してしまい、30μmより大きいとロールとしての耐久性が低下してしまうことがある。また、かさ密度が0.1g/cm3より小さいと半導電性弾性層の圧縮永久歪が悪化してしまうと共に経時での体積抵抗値が変化してしまうという問題が生じてしまい、0.5g/cm3より大きいと半導電性弾性層の強度が不十分になってロールの耐久性が低下してしまうことがある。なお、平均粒径は、例えばレーザ光回折法などによる粒度分布測定装置を用いて、重量平均値(又はメジアン径)等として求めることができ、かさ密度は、JIS K 6223の見掛比重の測定方法に基づいて求めることができる。
【0023】
このような無機質充填材としては、珪藻土、パーライト、マイカ、炭酸カルシウム、ガラスフレーク、及び中空フィラーなどが挙げられるが、中でも珪藻土、パーライト及び発泡パーライトの粉砕物が好適である。
【0024】
前記(D)導電性付与剤については既に説明した通りである。
【0025】
(E)付加反応触媒としては、白金黒、塩化第2白金、塩化白金酸、塩化白金酸と1価アルコールとの反応物、塩化白金酸とオレフィン類との錯体、白金ビスアセトアセテート、パラジウム系触媒、ロジウム系触媒などが挙げられる。なお、この付加反応触媒の配合量は触媒量とすることができ、通常、白金族金属として(A)成分及び(B)成分の合計量に対し、0.5〜1,000ppm、特に1〜500ppm程度である。
【0026】
本発明の液状シリコーンゴム組成物には、更に低分子シロキサンエステル、シラノール
、例えばジフェニルシランジオール等の分散剤、酸化鉄、酸化セリウム、オクチル酸鉄等の耐熱性向上剤、接着性や成形加工性を向上させるための各種カーボンファンクショナルシラン、難燃性を付与させるハロゲン化合物、エチニルシクロヘキサノール等の反応制御剤等を本発明の目的を損なわない範囲で添加混合してもよい。
【0027】
前記(A)〜(E)成分を含有する液状シリコーン組成物は通常その粘度が、25℃において、5〜500Pa・sであり、特に好ましくは10〜200Pa・sである。
【0028】
前記(A)〜(E)成分を含有する液状シリコーン組成物は特開2005−82617号公報に開示されたシリコーンゴム組成物と同様であり、前記公報に開示された硬化条件にて前記液状シリコーン組成物を硬化させることができる。
【0029】
なお、前記液状シリコーン組成物を用いて軸体外周面に半導電性弾性層を形成するには、塗布、注型成形、液体射出成形、又は予め円筒状に成形され、適当な形状に裁断された半導電性弾性層に軸体を挿入して、接着するなどの方法を採ることができる。この中でも、円筒モールド、割面モールドを用いる液体射出成形法が好ましい。円筒モールドを用いる方法は、中央の円筒モールド用金型の両端に設置した端部金型(コマとも呼ぶ)間に良導性の軸体端部を固定し、ポンプや射出機により液状シリコーン組成物を端部金型のスプル孔から注入した後、加熱硬化させて成形する方法である。
【0030】
半導電性弾性層を形成する軸体の外周面には、必要に応じてあらかじめプライマを塗布しておくとよい。
【0031】
本発明の半導電性ローラの製造方法においては、ローラ6の表面7をアルコール含浸材料で処理した後、紫外線処理及びプライマ塗布をしてから、被覆層4を形成することが好ましい(図1,図2参照)。紫外線処理及びプライマ塗布をすることにより、ローラ6の表面7すなわち半導電性弾性層3の外周面と被覆層4との密着性を向上させることができる。紫外線処理及びプライマ塗布は、それぞれ単独で実施してもよいが、両方を組合せて実施することがより好ましい。
【0032】
本発明の半導電性ローラの製造方法においては、アルコール含浸材料で処理された半導電性弾性層の外周面に被覆層が設けられる。この発明に係る半導電性ローラにおける被覆層は、その硬度がJIS K6253に準拠して測定されるJIS−A硬度で5〜90の範囲内、特に10〜60の範囲内にあることが、望ましい。JIS−A硬度が前記範囲内にあると、この半導電性ローラが画像形成装置に組み込まれて他部材と恒常的に接触する場合に、つまり半導電性弾性層が恒常的なストレスを受けるにも拘わらず半導電性弾性層に形成される歪、及び変形等が実用上問題にならないくらいに小さくなる。また、半導電性弾性層の外周面に被覆層を被覆することにより、半導電性ローラ自体の電気抵抗値を1×102〜109Ωとするのが、好ましい。この場合、電気抵抗値の測定は、次のようにして行われる。すなわち、電気抵抗計(商品名:ULTRA HIGH RESISTANCE METER R8340A、アドバンテスト社製)を用い、半導電性ローラを水平に置き、厚さ5mm、幅30mm、長さは半導電弾性層または/及び被覆層全体を載せることのできる金メッキ製板を電極とし、500gの荷重を半導電性ローラの軸体の両端で支持させた状態にして、軸体と電極との間にDC100Vを印加し、1秒後の電気抵抗計の値を読んで電気抵抗値とした。このような被覆層は以下のようにして形成されることができる。
【0033】
半導電性弾性層の外周面に形成される被覆層の材質としては、特に制限するものではないが圧接部が存在するため永久変形のないものが好ましく、例えばアルキッド樹脂、フェノール変性・シリコーン変性等のアルキッド樹脂変性物、オイルフリーアルキッド樹脂、アクリル樹脂、シリコーン樹脂、エポキシ樹脂、フッ素樹脂、フェノール樹脂、ポリアミド樹脂、ウレタン樹脂、ポリアミドイミド系樹脂及びこれらの混合物を挙げることができる。被覆層を形成するこれら各種の材質の中でも、イソシアネート基から誘導される熱硬化型ウレタン樹脂が好ましい。前記熱硬化型ウレタン樹脂としては、イソシアネート基と種々の活性水素化合物と反応してウレタン結合、ウレア結合、アミド結合等を生成する樹脂を挙げることができる。化学架橋点としてはアロハナート基、ビウレット基、アシルウレタン基等が挙げられる。また、これらは他の成分との変性若しくはブレンド物でも良い。更に、被覆層には上述のように導電性材料を適宜配合すると良い。また、被覆層は必要に応じて複数設ける事も可能である。
【0034】
半導電性弾性層の外周面に被覆層を形成する手段としては、一般には、塗布、スプレーコーティング、ディッピング、インモールドコート法、あるいは予め円筒状に成形されたシュリンクチューブを加熱収縮させることにより被覆するなどの方法が採用できる。また、被覆層は必要に応じて複数設ける事も可能である。
【0035】
また、半導電性弾性層の外周面に被覆層を設けた半導電性ローラの表面粗さ(JIS(B0601)十点平均粗さ(Rz)。以下、表面粗さRzと表現する。)を2〜15μmとする事により、良好な画像が得られる。
【0036】
つまり、表面粗さRzが2μm未満では、黒ベタ印字サンプルの画像濃度が低くなり、表面粗さRzが15μmを越えると、黒ベタ印字サンプルの画像濃度が高くなりすぎて、トナーのかぶりも生じ易くなり、解像度も低下する。
【0037】
このようにして製造された半導電性ローラは、弾力性、寸法安定性、密着性、電気特性等の性能が優れている。特に、前記液状シリコーン組成物を硬化してなる層をもって半導電性弾性層とする場合、この半導電性弾性層を有する半導電性ローラは弾力性、寸法安定性、密着性、電気特性等の性能が優れている。しかも、この発明の方法に従って、前記液状シリコーン組成物を硬化してなる半導電性弾性層の表面をアルコール含浸材料で処理すると、被覆層とこの半導電性弾性層との密着性が極めて向上する。さらに言うと、前記液状シリコーン組成物の硬化体である半導電性弾性層をこの発明の方法のアルコール含浸材料で処理した後に被覆層を形成して成る半導電性ローラは、半導電性弾性層と被覆層との境界面の密着性、電気特性が優れ、そのため半導電性ローラとしての半導電性能の均一性、安定性に優れ、現像装置に用いた場合、長期間にわたって印字性能、特に耐白抜け性能が優れている。図5で説明すれば、半導電性ローラ11の導電性が不均一、不安定になるとトナー19の層にむらが発生したり、特に、感光ドラム13上の潜像への電荷移動が不安定となり、トナー20の感光ドラム13上への付着状態が不均一になり、白抜け現象などの現像不良が起こる。このようになれば、半導電性ローラ11は交換せねばならない。しかし、本発明の半導電性ローラは半導電性能が均一で安定しており、常に感光ドラム13上の潜像への安定したトナー20の付着が実現できる。
【0038】
このようにして得られた半導電性ローラは、電子写真方式の画像形成装置に装着して好適に使用することが出来る。特に、従来からの画像形成装置用の半導電性ローラに代替して使用すれば、耐変形性、密着性、硬度の均一性等に優れ、半導電性ローラの電気特性が改善されて常にきれいな印刷が可能となり、現像装置の寿命が延び、半導電性ローラからのトナー漏れも少なくなる。
【実施例】
【0039】
(実施例1)
<液状シリコーン組成物の調製>
両末端がジメチルビニルシロキシ基で封鎖されたジメチルポリシロキサン(重合度300)100質量部、BET比表面積が110m2/gである疎水化処理されたヒュームドシリカ(R−972、日本アエロジル株式会社製)1質量部、平均粒径6μm、かさ密度が0.25g/cm3である珪藻土(オプライトW−3005S、北秋珪藻土株式会社製)40質量部、及びアセチレンブラック(デンカブラックHS−100、電気化学工業株式会社製)5質量部をプラネタリーミキサーに入れ30分撹拌を続けた後、3本ロールに1回通した。これをプラネタリーミキサーに戻し、架橋剤として両末端及び側鎖にSi−H基を有するメチルハイドロジェンポリシロキサン(重合度17、Si−H量0.0060mol/g)2.1質量部、反応制御剤として、エチニルシクロヘキサノール0.1質量部、及び白金触媒(Pt濃度1%)0.1質量部を添加し、15分撹拌した。得られた組成物が、液状原料として使用した液状シリコーン組成物であった。なお、この液状シリコーン組成物の25℃における粘度は、82Pa・sであった。
【0040】
<軸体付きローラ状半導電性弾性層の製造>
内径20.8mm及び長さ237mmの円筒状のキャビティを持つ、外径35mmの円筒金型、この円筒金型の下端開口部に装着された一端部金型、及び前記円筒金型の上端開口部に装着された他端部金型からなるローラ成形用金型を使用した。このローラ成形用金型の内側表面に離型剤(商品名:ダイフリー ダイキン工業株式会社製)を塗布した。前記キャビティの中央には、ステンレス鋼SUM22に厚み5μmの無電解ニッケルメッキを施して表面をトルエンで洗浄した後、シリコーン系プライマ(商品名:プライマNo.16 信越化学工業株式会社製)を塗布し、ギヤーオーブン中で150℃、10分の条件で焼付処理を施した直径7.5mm、長さ281.5mmの軸体を取付けて組み立て、一端部金型のスプルから前記液状シリコーン組成物を注入した。液状シリコーン組成物の注入が終わったら、ローラ成形用金型の外部からその内部を加熱して160℃で7分間液状シリコーン組成物を硬化反応させ、硬化反応の終了後に、ローラ成形用金型を放冷して成形品をローラ成形用金型から取り出した。このローラ成形用金型から脱型したままの成形品にはスプル、ベントに充填されて形成された余剰硬化体が付着しているので、これを切断除去し、続いて、加熱炉で200℃、4時間加熱処理することにより半完成の半導電性ローラを得た。
【0041】
<アルコール含浸材料による処理>
図6及び図7に示す構造を有するアルコール含浸材料処理装置に半完成の半導電性ローラをセットした。すなわち、半完成の半導電性ローラにおける軸体の端部を治具によりクランプし、半完成の半導電性ローラをその軸線を中心にして3000rpmで回転させた。押圧ローラと未処理半導電性弾性層との間隙に、エタノール(商品名:ミックスエタノール 山一化学工業株式会社製)を滴り落ちない程度に含浸させた不織布(商品名:CR050(幅260mm) 日本ミクロコーティング株式会社製)に半完成の半導電性ローラを7秒間押し付けて(押圧ローラに加えられる押圧力:5.9N)回転させた。
【0042】
<被覆層調製材料の調製>
ウレタン系塗料・タケラックE−553(三井武田ケミカル株式会社製 商品名、不揮発分50%)100質量部に充填材として煙霧質シリカであるアエロジル200(日本アエロジル株式会社製、商品名)15質量部及び導電性付与剤として、カーボンブラック・アサヒサーマル(旭カーボン株式会社製、商品名)10質量部を添加し、ポットミルで8時間攪拌・分散した後、ポリイソシアネート系架橋剤・タケラックD140N(三井武田ケミカル株式会社製 商品名)20質量部を添加することにより、被覆層を形成する被覆層形成材料が調製された。
【0043】
<被覆層の形成>
このアルコール含浸材料による処理をした半導電性弾性層の外周面に、アミノシラン系カップリング剤(商品名:KBM603 信越化学工業株式会社製)をスプレーコーティング法にて塗布し、室温に5分間放置してプライマ層を形成した。前記被覆層調製材料をプライマ層の外周面にスプレーコーティング法にて塗布し、150℃で30分間加熱硬化させて被覆層を形成し、半導電性ローラ(1)を作製した。半導電性ローラ(1)の被覆層の平均膜厚は約15μmであった。
【0044】
この半導電性ローラ(1)について、JIS K6253に準拠して、表面のJIS―A硬度を測定したところ、45であった。また、電気抵抗値は3×106Ωであり、表面粗さRzは5μmであった。次に、この半導電性ローラ(1)を図3に示す画像形成装置(HL−1850 ブラザー工業株式会社製)に装着して印刷を行ったところ、画像不良は発生せず、良好な画像が得られた。この画像形成装置を印刷可能状態のまま高温高湿下(温度50±2℃,湿度90±5%)で14日間放置したところ、半導電性ローラとこれに接している他部材との接触部に密着や汚染は認められなかった。また、半導電性ローラ自身のへこみなどの形状変化も認められなかった。さらに、上記画像形成装置により、A4用紙を5%デューティで8千枚の印刷をし、半導電性ローラ(1)の耐久テストを行った。8千枚目付近の印刷状態も良好で、白抜け、印刷むら、用紙の汚れなどは発生しなかった。また、装着していた半導電性ローラ(1)を画像形成装置から取り外して調べたが外観上は変化が見られなかった。
【0045】
(実施例2)
実施例1で作製した被覆層形成前の、半完成の半導電性ローラを、実施例1と同様にしてアルコール含浸材料で処理した後、半導電性弾性層の外周面に紫外線照射後にプライマ塗布の処理を行った。紫外線照射は、低圧水銀灯(商品名:EVE UV METER UVPF−A1 アイグラフィックス株式会社製)を使用して、波長253.7及び184.9nm 積算光量5000J/cm2の条件により空気中で行った。
【0046】
プライマ塗布以降は実施例1と同様にして被覆層を形成し半導電性ローラ(2)を作製した。被覆層の平均膜厚も約15μmであった。
【0047】
得られた半導電性ローラ(2)について、実施例1と同様にして電気抵抗値を測定したところ、3×106Ωであり、表面粗さRzは5μmであった。次に、実施例1と同様にして画像形成装置に装着してローラ性能を調べたところ、印刷において、画像不良は発生せず、良好な画像が得られた。また、高温高湿放置テストでは、他部材との当接部の密着や汚染は、ローラの変形は認められなかった。また、実施例1と同様の5%デューティの耐久テストについても実施例1とほとんど変わらない結果であった。
【0048】
(比較例1)
実施例1において、アルコール含浸材料による処理を行わなかった他は実施例1と同様にして半導電性ローラ(3)を作製した。半導電性ローラ(3)を用いて、実施例1と同様にして電気抵抗値を測定したところ、3×106Ωであり、表面粗さRzは5μmであった。次に、実施例1と同様にして画像形成装置に装着して印刷性能を調べたところ、画像不良は発生せず、良好な画像が得られた。また、高温高湿テストでも半導電性ローラ(3)の寸法変化は認められず、他部材との当接部に密着や汚染は認められなかった。しかし、実施例1と同様の5%デューティの耐久テストについては1千枚目あたりから、用紙の印刷面に白抜け現象が観察された。2千枚目を過ぎるとすべての用紙に明らかな印刷不良が発生し、印刷不可となったので実験を中止した。装着していた半導電性ローラ(3)を画像形成装置から取り外して調べたが、被覆層の剥離が確認された。
【0049】
以上の結果からわかるように、従来の半導電性ローラは、長期間使用していると白抜け現象等の印刷不良が起こり易いが、本発明の製造方法で作製した半導電性ローラは印刷不良が起こり難く、その分ローラ寿命が延びる。
【産業上の利用可能性】
【0050】
本発明の本発明の製造方法で作製した半導電性ローラ及びこれを装着した画像形成装置は、最近のレーザプリンタ、複写機、ファクシミリ装置などに容易に利用できる。特に、高速プリンタなどは、半導電性ローラの回転速度も速くなり劣化が起こり易いので本発明の半導電性ローラは大きな効果を発揮する。
【図面の簡単な説明】
【0051】
【図1】図1は本発明の半導電性ローラの斜視図である。
【図2】図2は被覆層形成前の半導電性ローラの斜視図である。
【図3】図3はモノクロプリンタの模式図である。
【図4】図4はカラープリンタの模式図である。
【図5】図5はプリンタの現像部の模式図である。
【図6】図6は本発明において使用されるアルコール含浸材料処理装置の一例を、不織布の進行方向に直交する方向より見た状態を示す説明図である。
【図7】図7は本発明おいて使用されるアルコール含浸材料処理装置の一例を、不織布の進行方向に向う方向より見た状態を示す説明図である。
【符号の説明】
【0052】
1:本発明の半導電性ローラ
2:軸体
3:半導電性弾性層
4:被覆層
5:半導電性ローラの表面
6:被覆層形成前のローラ
7:半導電性弾性層外周面
10:プリンタの現像部
11:半導電性ローラ
12:現像ブレード
13:感光ドラム
14:記録紙
15:転写ローラ
16:帯電ローラ
17:トナー供給ローラ
18,19,20:トナー
30:アルコール含浸材料処理装置
31:不織布
32:不織布供給部
33:半完成の半導電性ローラ
34:未処理半導電性弾性層
35:押圧ローラ
36:加圧力印加手段
37:ローラ回転手段
38:ローラ往復動手段
【特許請求の範囲】
【請求項1】
軸体外周面に形成された円柱状の未処理半導電性弾性層の表面をアルコール含浸材料で処理し、その処理により得られる半導電性弾性層の外周面に被覆層を形成することを特徴とする半導電性ローラの製造方法。
【請求項2】
前記半導電性弾性層の表面に紫外線処理及び/又はプライマー塗布をしてから、前記半導電性弾性層の外周面に被覆層を形成する請求項1に記載の半導電性ローラの製造方法。
【請求項3】
軸体と、その外周面に形成され、かつアルコール含浸材料で表面処理されて成る円柱状の半導電性弾性層と、その半導電性弾性層の外周面に被覆形成された被覆層とを有することを特徴とする半導電性ローラ。
【請求項4】
請求項3に記載の半導電性ローラを備えて成ることを特徴とする電子写真方式の画像形成装置。
【請求項1】
軸体外周面に形成された円柱状の未処理半導電性弾性層の表面をアルコール含浸材料で処理し、その処理により得られる半導電性弾性層の外周面に被覆層を形成することを特徴とする半導電性ローラの製造方法。
【請求項2】
前記半導電性弾性層の表面に紫外線処理及び/又はプライマー塗布をしてから、前記半導電性弾性層の外周面に被覆層を形成する請求項1に記載の半導電性ローラの製造方法。
【請求項3】
軸体と、その外周面に形成され、かつアルコール含浸材料で表面処理されて成る円柱状の半導電性弾性層と、その半導電性弾性層の外周面に被覆形成された被覆層とを有することを特徴とする半導電性ローラ。
【請求項4】
請求項3に記載の半導電性ローラを備えて成ることを特徴とする電子写真方式の画像形成装置。
【図1】


【図2】

【図3】

【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2007−271810(P2007−271810A)
【公開日】平成19年10月18日(2007.10.18)
【国際特許分類】
【出願番号】特願2006−95899(P2006−95899)
【出願日】平成18年3月30日(2006.3.30)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成19年10月18日(2007.10.18)
【国際特許分類】
【出願日】平成18年3月30日(2006.3.30)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]