
半径流圧縮機のプラスチックハウジング
本発明は、吸気管(4)、圧縮機通風管(7)および出口管(5)を備える半径流圧縮機のハウジング(1)に関し、ハウジングは、繊維強化熱可塑性プラスチックポリマー合成物で作製された、少なくとも上部ハウジング部材(3)および下部ハウジング部材(2)を含むハウジング本体部(基本構造)を有し、また、部材(2および3)は、統合化した2段階射出成形工程で、作製され、ともに組み立てられ、互いに固定されている。本発明は、さらに吸気管、圧縮機通風管および出口管を備える半径流圧縮機のためのハウジングを製造する方法に関し、a)繊維強化熱可塑性プラスチックポリマー合成物を融解処理することによりポリマー融液を形成するステップと、b)少なくとも2つのキャビティを有する成形用金型にポリマー融液を射出成型することにより少なくとも上部ハウジング部材および下部ハウジング部材を有する少なくとも2つの部材を形成するステップと、c)少なくとも2つの部材を合わせて組み立てることにより吸気管、圧縮機通風管および出口管を画定するハウジング本体部を形成するステップと、d)組み立てられた少なくとも2つの部材を互いに固定するステップと、を含む。

【発明の詳細な説明】
【発明の詳細な説明】
【0001】
[技術分野]
本発明は半径流圧縮機のハウジングに関し、特に、自動車用のターボチャージャに関し、より詳細には、プラスチックから作製されたハウジングに関する。本発明は、さらにプラスチックハウジングを作る方法に関する。
【0002】
ターボチャージャなどの半径流圧縮機は、シリンダー中に最大可能量の外気を供給するために、自動車の吸気系の領域に設置される。こうすると、空気は、シリンダーの外部で既に予備圧縮されているであろう。半径流圧縮機のハウジング内に生じる大きな圧力を踏まえて、ハウジングは十分に頑丈に構成されるべきである。
【0003】
最近、自動車はターボチャージャをしばしば備えている。ターボチャージャのための従来のハウジングはアルミニウムで作製されている。近年、金属製の自動車部品は、重量を減らし、かつ一層の機能の組込を可能にするために、プラスチック製のものと取り替えられる傾向がある。しかしながら、ターボチャージャのハウジングを形成するためにプラスチックを使用することは、まだ実用化されていない。これは、主としてターボチャージャのハウジングは、比較的高温に対して長期的な耐熱性、疲労強さ、および耐圧強度を必要とするからであり、さらに、寸法安定性および性能安定性に欠けるからである。
【0004】
さらに、チャージャのハウジングは、ハウジングの内部に所望の高圧を保持することができるように、流体密封に設計すべきである。そのようなハウジングの不透過性に関して、一体成型のターボチャージャハウジングが頻繁に使用される。接合部の隙間が無いため、一体型のターボチャージャは漏れの発生に関してより影響を受けにくい。
【0005】
そのようなハウジングは米国特許出願公開第2009/0053051−A1号明細書で公知である。この明細書は、吸気管を提供するための少なくとも1つの熱硬化性の本体部と、圧縮機の通風管および出口管と、熱硬化性の本体部上に射出成型され、少なくとも部分的に熱硬化性の本体部を覆う、熱可塑性材料と、を備えるプラスチック製の圧縮機ハウジングを記述する。
【0006】
米国特許出願公開第2009/0053051―A1号明細書によれば、熱硬化性プラスチック製のハウジングは、容易に破壊される欠点があり、特に、ターボチャージャの中で使用されるとき、送風機の羽根車がターボチャージャの中で割れる場合に容易に破壊される。そうなるとターボチャージャが備え付けられた自動車の損傷の危険性のみならず、人間を負傷させる危険性も伴うであろう。熱硬化性プラスチックボディが熱可塑性物によって少なくとも部分的に頭巾状に覆われる場合、これらの危険性は低減し、また、ハウジングの構造的強度が改善される。この熱可塑性による補強材は、固定部材に確実な組み付けをするのに特に重要である。熱硬化性プラスチックハウジングは棒材形状の固定部材に組み付けられる。熱硬化性プラスチックハウジングの形状と相まって、これらの棒材は、圧縮機の通風管の形状を決定する。2つの構成部材間に持続可能な結合を与えるために特別な方策を取らなければならない。前記米国特許出願公開第2009/0053051―A1号明細書に記載のとおり、熱可塑性の補強材を熱硬化性プラスチックボディ上に滑り込ませる方策は不十分であり、また、熱硬化性プラスチックボディは高温で固めなければならないということにより、熱可塑性の補強材と一緒に処理することはできなくなる。
【0007】
熱可塑性ポリマー製の一体型のターボチャージャハウジングは、独国特許出願公開第10112764−A1号明細書で公知である。この半径流圧縮機はロストコア射出成形技術を適用して作製され、低融点合金から作製された鋳込み型が使用され、この鋳込み型は熱可塑性材料の射出成型の後、融解され、除去される。そのようなハウジングにおいて、多くの時間を要する金型作製および続く機械加工が複雑なハウジング構造のために必要であるということは短所であり、それは製造原価を高くする。このような状況の下で、時間のかかるコア融解手順を使用することができるが、特に熱硬化性プラスチック材料の場合にハウジングの十分に正確な寸法仕上げができない。たとえば円形状の断面の圧縮機通風管を備えたハウジングを作製するため、複雑な形状を備えたロストコア鋳込み型を使用することはできるが、ハウジングを作るためのこの技術は、非常に複雑で、規模を拡大すると非常に高価になる。それ以外に、米国特許出願公開第2009/0053051―A1号明細書に記載されているように、熱可塑性のハウジングは安定性が不十分なため、ターボチャージャハウジングとしての使用に適していない。
【0008】
ラジオ(radio)流圧縮機のための二体型のハウジングは米国特許出願公開第2004/0223847 A1号明細書で公知である。米国特許出願公開第2004/0223847 A1号明細書のハウジングは、互いにしっかりと接続された第1と第2ハウジング部分を有する。流路システムが提供されるが、それぞれのハウジング部分は、流路システムの少なくとも一部を有しており、2つのハウジング部分を結合すると、流路システムが形成される。凝固した圧密材料が、流路システムに備わり、流路システムは圧密材料と共に第1と第2のハウジング部分をお互いに接合するようにする。2つのハウジング部分を連結する流路システムにおける形状に基づいて、圧密材料は挿入の後に一定の堅固さを達成する。生じる固定する力は、圧密材料によってハウジング部分へ導入されるものであるが、ハウジング部分が緩むことを防止する。
【0009】
流れ処理装置の2体は熱硬化性(thermoplast)材料で作製され、一方、圧密材料は熱可塑性材料から作製される。第2の部品は単に圧縮機通風管の内側の形状を画定する挿入部品であることが注目される。外側の壁は、ハウジングの内部の高圧を支えるが、第1の部品によって全面的に形成され、一方第2の部品が第1の部品の内部に挿入され、次いで凝固した圧密材料によって前記位置に固定される。第2の部品および固定部はいかなる圧力負荷も支えない。さらに、流路部分は第1と第2の部品のアンダーカットによって形成される。そのようなアンダーカットは製造を非常に複雑にする。
【0010】
上記の問題、およびすべての自動車部品における減量に対する圧力を考慮すると、自動車のターボチャージャおよび他の半径流圧縮機のためには、強く、耐久性があり、より容易に製造することができ、より複雑な形状に形成できるハウジングが必要である。
【0011】
本発明の目的はこれらの問題の少なくとも一部を解決することにある。そのような圧縮機の高い不透過性必要条件に応えることができる、半径流圧縮機用のハウジングを提供し、それによって容易な生産適応性およびハウジングの高度に精密な寸法仕上げを保証するのが1つの目的である。上記の方法より複雑でなく、同時に、それによって作り出されるハウジングが、本明細書の上記で言及された必要特性を有する、ハウジングの製造の方法または方法を提供するのが別の目的である。
【0012】
本発明の1つの実施形態は、吸気管、圧縮機通風管および出口管を備える、半径流圧縮機のハウジングに関する。本発明によるハウジングは、少なくとも繊維強化熱可塑性プラスチックポリマー合成物から作製される、上部ハウジング部材および下部ハウジング部材を含み、また、部材は統合2段階法の射出成形工程で作製され、ともに組み立てられ、互いに固定されるハウジング本体部を含む。
【0013】
本発明の別の実施形態は、半径流圧縮機のハウジングを製造する方法に関する。本発明による方法は統合プロセスであり、
a.繊維強化熱可塑性プラスチックポリマー合成物の融解処理ステップであり、それによってポリマー融液を形成するステップ、
b.少なくとも2つの間隙を含む成形用金型にポリマー融解物を射出成型するステップであり、それによって少なくとも上部ハウジング部材および下部ハウジング部材を含む少なくとも2つの部材を形成するステップ、
c.少なくとも2つの部材をともに組み立てるステップであり、それによって吸気管、圧縮機通風管および出口管を画定するハウジング本体部を形成するステップ、
d.熱可塑性の成形材料を2次射出して射出成型することにより、組み立てられた部材を互いに固定するステップ、を含む。
【0014】
本発明の半径流圧縮機のためのハウジングは、特に自動車用のターボチャージャ用にアルミニウムからなる従来のハウジングの代わりとして実用的性能を有するが、重量ははるかに小さい。上部ハウジング部材および下部ハウジング部材を含む本発明によるハウジングの結果は、ハウジングがその外壁に組み立て線を有するということである。本発明によるハウジングは、部材が繊維強化熱可塑性プラスチックポリマー合成物から作製され、統合2段階法射出成形工程でともに組み立てられるが、その効果は、容易な生産適応性および高度に精密な寸法仕上げが保証されるということにある。さらに、半径流圧縮機用の高い不透過性必要条件に応えられるように、ハウジングを作ることができる。本発明によるハウジングの効果は、たとえば複数個取キャビティ単一金型への射出成型によって容易にそれを製造することができるということ、可変で複雑な形状に作ることができること、ハウジングの重量を制限する一方、十分な構造的強度で作ることができること、および適正な強化繊維熱可塑性重合体組成物を選ぶことにより適切な安定性を備えることができることである。
【0015】
本発明によるプラスチックハウジングの様々な実施形態およびプラスチックハウジングを作る方法を本明細書で開示するが、上記の従来技術の1つまたは複数の問題を克服するものである。
【0016】
下記の実施形態から、ハウジングの上側部材は、吸気管に最も近い位置にあるか、さらには吸気管に一体化されたハウジングの部分であり、下部部材は、吸気管からより遠い部分であることは明らかであることを指摘する。
【0017】
第1の実施形態において、プラスチックハウジング中の部材は、上部ハウジング部材と、下部ハウジング部材とを有し、吸気管は上部ハウジング部材に一体化した部分となる一方、出口管は上部ハウジング部材または下部ハウジング部材のいずれかに一体化した部分となる。圧縮機通風管は、上部ハウジング部材および下部ハウジング部材の組立品によって画定される。圧縮機通風管の形状はより自由に設計することができ、より複雑にできる。上部ハウジング部材に一体化された出口管は、より強い構造が得られるという利点を持つ。
【0018】
さらに、吸気管および上部ハウジング部材を同時に強化する補強リブは、上部ハウジングの設計に組み込まれてもよい。
【0019】
第2の実施形態において、プラスチックハウジングの部材は、一体化された出口管を含む上部ハウジング部材を含み、漏斗形部材は別個の部材である。上部ハウジング部材は、漏斗形部材を受け入れるための開口部を有する。漏斗形部材は吸気管を有する別個の部材である。圧縮機通風管は、上部ハウジング部材の取り付け先の取付け部と組み合わせて、上部ハウジング部材によって画定される。別個の上部ハウジング部材および吸気管の利点は、より複雑な形状とアンダーカットを備えた圧縮機通風管を、生産工程を複雑にせずに画定することができることにある。
【0020】
第3の実施形態において、プラスチックハウジングの部材は、漏斗形部材、上部ハウジング部材および下部ハウジング部材を含む少なくとも3つの部材を有する。漏斗形部材は吸気管を画定する。
【0021】
組み立てられた上部ハウジング部材および下部ハウジング部材は合わせて圧縮機通風管を画定する。この実施形態の利点は、さらにより複雑な形状の圧縮機通風管を備えたハウジングが設計できるということにある。随意に、上部ハウジング部材または下部ハウジング部材は一体化された出口管を有する。その他の場合は、出口管は、上部ハウジング部材および下部ハウジング部材の組み合わせによって形成される。出口管が上部ハウジング部材または下部ハウジング部材のいずれかに一体化された部品である構造は、より強い構造的完全性をもたらす。
【0022】
本発明によるハウジングの好ましい実施形態において、漏斗形部材は、大きい端部と小さい端部の2つの異なる端部を備えた先細り形状を有し、大きい端部は上部ハウジング部材の開口部より大きく、他端、すなわち、小さい端部はこの開口部より小さい。小さい端部は、通常の管の形態を有していてもよく、一方、漏斗形部材の大きい端部は適切にはラッパのような形状を有する。この実施形態の利点は、上記漏斗形部材を有するハウジングが、漏斗形部材と圧縮機ホイールの間に狭い隙間を有し、一方その隙間の高寸法精度と安定性を達成するように設計できて、圧縮機ホイールによく適合するということにある。これらの態様は、ハウジングのより良い性能に大幅に寄与する。
【0023】
前記の好ましい実施形態において、漏斗形部材および上部ハウジング部材は、大きい端部がハウジングの内部に位置し、圧縮機通風管を共同画定し、また、小さい端部は外部位置に位置するように組み立てられる。この実施形態の追加の利点は、吸気管が、ハウジング構造により確実に固着されることと、ハウジング内部の圧力が高い状況下で、吸気管の上部ハウジング部材からの分離の危険性が低減することにある。
【0024】
本発明の別の実施形態において、ハウジングは漏斗形部材を有し、少なくとも大きい端部が金属インサートを有し、あるいは、漏斗形部材が金属で作製されている。大きい端部は、適切にはラッパのような形状を有する。金属インサートは、あるいは適応な場合に金属漏斗形部材は、所望の形状に、たとえばラッパのような形状に、容易に形成することができる。金属チューブ部品からスタートし、その部分またはその部分の一部を深絞り加工して、成形をしてもよい。金属インサートは強化繊維熱可塑性組成物でオーバーモールドし、それによって、一体化された金属インサートを内部に備えた漏斗形部材を形成することができる。
【0025】
金属漏斗形部材を含むか、または漏斗形部材が大きい端部中に金属インサートを含む実施形態の利点は、ハウジングがさらによりよい寸法安定性を有し、圧縮機ホイールが壊れた場合を模倣する封じ込めテスト中にさらに高い衝撃に耐えることができることにある。
【0026】
本発明によるプラスチックハウジングで部材を作るために使用される繊維強化熱可塑性プラスチックポリマー合成物は、射出成型に適していて、高温でよい耐久性特性を有するあらゆる繊維強化熱可塑性プラスチックポリマー合成物であり得る。
【0027】
好ましい実施形態において、繊維強化熱可塑性プラスチックポリマー合成物は、空気中の老化試験で決定した引張り強さ半減期として、150℃で1,000時間を、より好ましくは150℃で、少なくとも2,000時間、さらにより良くは少なくとも3000時間を有する。利点は、プラスチックの圧縮機ハウジングの耐久性が改善されるということである。
【0028】
老化試験に関して、空気中の繊維強化熱可塑性プラスチックポリマー合成物の引張り強さ半減期は、JIS(日本工業規格)K6257に記述されている加硫ゴムのためのテスト方法による老化試験によって求められる。最初に、繊維強化熱可塑性プラスチックポリマー合成物のISO527によるダンベル試験片が製造される。また、初期の引張り強さTS0を知るために、引張試験が23℃で行なわれる。引張試験およびその他のテストは成形乾燥試料に対して実施される。その後、引張試験に必要な多数のダンベル試験片は所定温度に空気を熱したオーブン装置に入れられる。一定期間の後、少数の標本が取り出され、室温まで冷まされ、その後、時間TS1の第1の期間に対する引張り強さを求めるために23℃で引張試験にさらされる。このように、TS1、TS2、など、TSxが異なる期間に対して求められる。TSN/TS0=0.5に達するために必要とされる時間Nが、所定温度での半減期として定義される。引張り強さ半減期は180℃で少なくとも1,000時間が望ましく、より望ましくは180℃で少なくとも3,000時間である。
【0029】
繊維強化熱可塑性プラスチックポリマー合成物は強化繊維を含む。基本的に強化繊維は、高温応用を対象とする熱可塑性重合体組成物での使用に適したあらゆる強化繊維であってよい。好適には、強化繊維は、ガラス繊維、カーボンファイバー、金属繊維、およびアラミデ(aramide)繊維として知られている芳香族アミドファイバーから選ばれ、好ましくは、強化繊維はガラス繊維および/またはカーボンファイバーを含むか、完全にそれらから成り、さらにより好ましくはカーボンファイバーから成る。これらのファイバーの利点は、金属繊維と比較して、重量を減らし、よい熱的安定性を有し、熱可塑性重合体組成物の全体強度に高い寄与をすることにある。
【0030】
熱可塑性重合体組成物中の強化繊維の量は幅広い範囲にわたり変わってもよい。好適には、繊維強化熱可塑性プラスチックポリマー合成物は、強化繊維を繊維強化熱可塑性プラスチックポリマー合成物に対して20〜80重量%で含み、好ましくは、30〜70重量%、さらにより良くは40〜60重量%を含む。
【0031】
繊維強化熱可塑性プラスチックポリマー合成物は熱可塑性のポリマーを含む。基本的に熱可塑性のポリマーは、高温応用を対象とする射出成型可能な熱可塑性重合体組成物での使用に適したあらゆる熱可塑性のポリマーであってよい。好適には、熱可塑性のポリマーは、ポリイミド、フェノール樹脂、ポリエーテルエーテルケトン、ポリアミドイミド、ポリエーテルスルフォン、硫化ポリフェニレンおよびポリアミドからなる群から選ばれる。好ましくは、熱可塑性のポリマーは、少なくとも220℃で、より好ましくは少なくとも250℃のガラス転移温度(Tg)を有する非晶性ポリマー、あるいは、少なくとも220℃で、より好ましくは少なくとも250℃の融解温度(Tm)を有する半結晶性ポリマーである。本明細書における融解温度という用語は、ASTM D3418−97に準拠し、DSCを用いて、10°C/分の昇温速度で測定した場合に、溶融温度範囲に入り、最も高い融解速度を示す温度と理解される。本明細書におけるガラス転移温度という用語は、ASTM E 1356−91に準拠し、DSCを用いて、昇温速度10°C/分で測定した場合に、元の熱曲線(parent thermal curve)の時間に対する一次導関数のピークの温度と判定された温度と理解され、元の熱曲線の変曲点に対応する温度である。
【0032】
合成物はさらに1つまたは複数の添加剤を含んでも良い。これらの添加剤は、繊維強化熱可塑性プラスチックポリマー合成物での使用に適した任意の添加物であり得る。適切な添加剤は、熱安定剤、抗酸化剤およびUV吸収剤のような通常の添加剤、潤滑剤と離型剤のような加工助剤、色素および着色剤、成核剤、難燃剤、および充填剤を含む。上記および、さらなる適切な添加物は、たとえば、Gaechter、Mueller、Kunststoff−Additive,3.Ausgabe、Hanser−Verlag、Muenchen、Wien、1989年、およびPlastics Additives Handbook、第5版、Hanser−Verlag、Muenchen、2001年に記載されている。添加剤は、単独でまたは組み合わせで使用することができ、純粋な形態、またはたとえばマスターバッチの形態で調達することができる。
【0033】
好ましい実施形態において、ポリマーはポリアミドであり、より好ましくは、それ自体または他のポリアミドと組み合わせたポリアミド―46を含む。
【0034】
さらに好ましくは、強化繊維ポリマー合成物は、ポリアミドを含む熱安定化組成物、または、ポリアミドと鉄の金属粒子状物質および/または酸化鉄を含む安定化システムとの混合物である。そのような熱安定化ポリアミド組成物は、国際公開第2005/007727−A1号パンフレットおよび国際公開第2006/074934−A1号パンフレットに記載されており、参照により本明細書に組み込まれる。
【0035】
吸気管、圧縮機通風管および出口管を備える、本発明およびその様々な実施形態による半径流圧縮機のためのハウジングは、統合プロセスによって作ることができ、その方法は、
a.繊維強化熱可塑性プラスチックポリマー合成物を融解処理し、それによってポリマー融液を形成するステップ、
b.少なくとも2つのキャビティを有する成形用金型にポリマー融液を射出成型し、それによって少なくとも上部ハウジング部材および下部ハウジング部材を含む少なくとも2つの部材を形成するステップ、
c.少なくとも2つの部材を合わせて組み立てることにより、吸気管、圧縮機通風管および出口管を画定するハウジング本体部を形成するステップ、
d.熱可塑性の成形材料を2次射出して射出成型することにより、組み立てられた部材を互いに固定するステップ、を含む。
【0036】
本発明による方法のように、複数個取り単一成形金型中で少なくとも2つの部材を形成するということは、部材が同じ温度履歴を経て、その結果2つの部品の、良い寸法適合および最適な組み立てに対して最良の保証が提供されるという利点を有する。
【0037】
本発明による方法において、ステップa、b、c)およびd)は単一の工程に統合されており、射出成型、組み立て、および固定は、射出成型により同一の型の中で行われ、このポリマー融液は最初にエンバー(ember)を作り、次いで固定用に熱可塑性の成形材料の2次射出の射出成型を行うためのものである。本発明のようにハウジングを、統合プロセス中において別々の部材の形で成型することによって、複雑形状を有する場合でさえハウジングを効率的に製造することができる。そのような方法の利点は、完全に自動化することができること、また、部材のうちのいずれかの異なる部材間の不適合に結びつく、寸法変化の危険性が最小になることにある。この統合プロセスは、ハウジングまたはそこの漏斗形部材と、ハウジングが備える圧縮機ホイールとの間の隙間に対する最良の制御を可能にする。
【0038】
統合プロセス中で、組み立てられた部材の固定は、部材の各々の少なくとも一部のオーバーモールド、および/または、インフィルモールドまたはその組み合わせによってできる。そのような成形法は2段階の射出成形工程によって行うことができる。本発明によるハウジングは、以下のステップを含む方法によって製造することができる。そのステップは、第1と第2のプラスチックハウジング部材、さらに随意のプラスチック部品が、成形材料を複数個取り金型の中へ射出成型することによって製造されるステップと、第1と第2プラスチックハウジング部材、さらに随意のプラスチック部品が、第1の部材の第1の縁部が第2の部材の第2の縁部に対向して位置するように、再配置されるステップと、第1および第2の縁部が、オーバーモールドされるか、または、連結され2次射出の射出成型段階で熱可塑性の成形材料によって接合されるかするステップと、である。
【0039】
そのような方法の適用によって、部材間の高い接着強さが実現する。オーバーモールドおよび/またはインフィルモールドは、同じ繊維強化熱可塑性プラスチックポリマー合成物(1種類の合成物モールド、すなわち1―Cモールド)を2次射出成型段階に使用することにより、または別の熱可塑性プラスチックポリマー合成物(2種類の合成物モールド、すなわち2Cモールド)を使用することにより実施されてもよい。好ましくは、2Cモールドの成形は、この別の熱可塑性ポリマー組成物が、繊維強化熱可塑性プラスチックポリマー合成物のTgまたはTmより高い溶融温度Tmを有するポリマー融液として注入されるよう実施される。これは、部材間自体の接合、および部材とこの別のポリマーの間の接合を一層より良くする結果をもたらす。
【0040】
オーバーモールドは追加の強化要素だけでなく、たとえば軸受け構造の上に据え付けたり、流体案内装置要素を取り付けたりするための追加の固定部材も作り出すために有利に使用することができる。
【0041】
本発明による方法でのハウジングは、本発明の実施形態をすべて含み、本発明による半径流圧縮機のためのいかなるハウジングでもよい。
【0042】
本発明は、本発明およびそのすべての実施形態による方法で入手可能な半径流圧縮機のためのハウジングにも関する。本発明は、自動車用のターボチャージャのための、本発明およびそのすべての実施形態によるハウジングの使用にも関する。
【図面の簡単な説明】
【0043】
[図]
【図1】本発明によるハウジングの斜視図
【図2】本発明によるハウジングの断面図
【図3】上部ハウジング部材が形成される成形用金型の上部ハウジング部分の断面図
【図4】下部ハウジング部材が形成される成形用金型の下部ハウジング部分の断面図
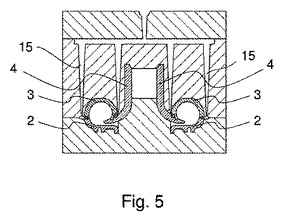
【図5】漏斗形部材、上部ハウジング部材および下部ハウジング部材が、金型の中で組み立てられる場合の、成形用金型の組立状態を示す断面図
【0044】
[図面の簡単な説明]
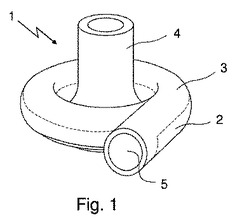
図1は、本発明のハウジング(1)の斜視図であり、これは下部ハウジング部材(2)、上部ハウジング部材(3)および漏斗形部材(4)から組み立てられており、後者は吸気管の機能を有する。点線は、個別の部材の境界を示す。上部ハウジング部材(3)は一体化された出口管(5)を有する。
【0045】
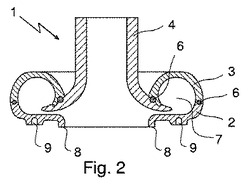
図2は、ハウジング(1)の断面図を示し、これは下部ハウジング部材(2)、上部ハウジング部材(3)および漏斗形部材(4)から組み立てられている。漏斗形部材は、ラッパ形を備えた大きい端部を有する。これらの3つの部材はすべて1つの金型中で成型され、互いに接近するように動かされ、一体化され、境界で溶接することにより互いに結合され、ハウジングを形成する。溶接は、溶接線に沿って結合材を有する、漏斗形部材の射出成型によって遂行された。ハウジング部材(2)、上部ハウジング部材(3)および漏斗形部材(4)は組み合わさって、圧縮機通風管(7)の形状を画定する。この実施形態において、圧縮機通風管は、図2に概略的に示されるように円形状の断面を有することができる。下部ハウジング部材(2)は、下部ハウジング部材(2)と一体的に成型されたフランジ(8)および据え付け座部(9)を有し、それらはハウジングの構造的強度に寄与する。ターボチャージャ中の圧縮機ホイールは、ハウジングの内部の空いた空間で、漏斗形部材のラッパ形の部分より下に含むものとする。
【0046】
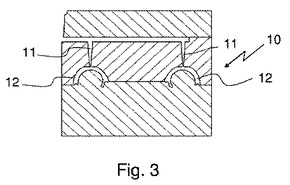
図3は、成形用金型(10)の上部ハウジング部分の断面図を示し、この部分は上部ハウジング部材を形成することになる。数字11は、第1の成型のための湯道を示し、第1の成型はすなわち、上部ハウジング部材をキャビティ(12)の中で形成するための成型である。
【0047】
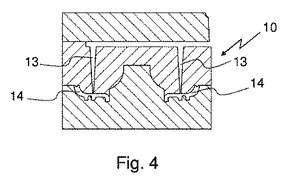
図4は、成形用金型(10)の下部ハウジング部分の断面図を示し、この部分は下部ハウジング部材を形成することになる。数字13は、第1の成型のための湯道を示し、第1の成型はすなわち、上部ハウジング部材をキャビティ(14)の中で形成するための成型である。
【0048】
3つの部材用キャビティは、単一の成形用金型の中で別々に提供される。金型の漏斗形部分の断面図は、本明細書では省略されている。射出成形工程中に、溶融した強化繊維含有ポリマー合成物が湯道を通って個々の部材用のキャビティに注入される。射出成型された強化繊維含有ポリマー合成物の温度が、それら成型品の形状を失わない適温に低下した後、金型が開かれる。次に、上部ハウジング部材および漏斗形部材は移動手段によって下部ハウジング部材の部分に挿入される。この状態は図5に示される。
【0049】
図5は、個々に成型され、合わせて組み立てられた、下部ハウジング部材(2)、上部ハウジング部材(3)、および漏斗形部材(4)を備え、再組み立てされた金型を示す。
【0050】
次いで、第2の成型のために強化繊維ポリマー含有合成物の2次射出が湯道15を通り実施され、部材をともに固定する。成型体の温度が適温に低下した後、金型は開かれ、製品が取り出される。
【0051】
上記の記述は単に例示であり、本発明はこれに制限されない。さらに、他のやり方で、2段階の射出成形方法による本発明の自動車用のターボチャージャのためのハウジングを製造することも可能である。たとえば、2次射出成型段階は、さらにハウジングを強くしつつ、金属製ハウジングと比べてハウジングの重量を低く維持するために、部材のより大きい部分をオーバーモールドしたり、さらなる縁部やフランジを作り出したりするのに使用されてもよい。
【0052】
本発明をさらに次の実施例で説明する。
【0053】
[実施例1]
繊維強化熱可塑性プラスチックのスタニール・ディアブロー(Stanyl Diablo) OCD2100および熱安定化PA46合成物を材料として使用した。約10cmの直径を備えた圧縮機ハウジングのために作製され、上側部材と下側部材用のキャビティを備えたダイスライド型射出成型の2個取りキャビティ金型を、射出成型押出機も含めて射出成型装置に組み込んだ。射出成型押出機の温度設定および射出圧、ならびに金型の温度設定は、スタニール(Stanyl)材料用の一般的な成形条件に調節した。材料を2つのキャビティに注入し、2つの成形された部品が圧縮機ハウジングの形状を形成するように互いの隣りに位置になるように、キャビティを再配置し、2つの部品間の接触面部に開いた流路を残し、その流路に材料を2次射出し、成型を行った。このように形成したハウジングを、通常の成型手順に従って金型内で冷ました後、ハウジングを離型した。部品は室温まで冷却した。
【0054】
一連のハウジングを同じ方法で製造した。
【0055】
ハウジングを耐圧強度に関して検査した。その目的のために、部品に水を入れられるように水圧ユニットに接続した。部品の残る隙間はすべて確実に封じた。水圧をゆっくり増加させ、破壊圧力を記録した。
【0056】
破壊圧力の平均値は2.8であった。これは、繊維強化熱可塑性プラスチックポリマー合成物から、統合化された2段階の射出成形工程によって作製された、本発明によるハウジングが強い耐圧の圧縮機ハウジングをもたらすことを例証する。
【発明の詳細な説明】
【0001】
[技術分野]
本発明は半径流圧縮機のハウジングに関し、特に、自動車用のターボチャージャに関し、より詳細には、プラスチックから作製されたハウジングに関する。本発明は、さらにプラスチックハウジングを作る方法に関する。
【0002】
ターボチャージャなどの半径流圧縮機は、シリンダー中に最大可能量の外気を供給するために、自動車の吸気系の領域に設置される。こうすると、空気は、シリンダーの外部で既に予備圧縮されているであろう。半径流圧縮機のハウジング内に生じる大きな圧力を踏まえて、ハウジングは十分に頑丈に構成されるべきである。
【0003】
最近、自動車はターボチャージャをしばしば備えている。ターボチャージャのための従来のハウジングはアルミニウムで作製されている。近年、金属製の自動車部品は、重量を減らし、かつ一層の機能の組込を可能にするために、プラスチック製のものと取り替えられる傾向がある。しかしながら、ターボチャージャのハウジングを形成するためにプラスチックを使用することは、まだ実用化されていない。これは、主としてターボチャージャのハウジングは、比較的高温に対して長期的な耐熱性、疲労強さ、および耐圧強度を必要とするからであり、さらに、寸法安定性および性能安定性に欠けるからである。
【0004】
さらに、チャージャのハウジングは、ハウジングの内部に所望の高圧を保持することができるように、流体密封に設計すべきである。そのようなハウジングの不透過性に関して、一体成型のターボチャージャハウジングが頻繁に使用される。接合部の隙間が無いため、一体型のターボチャージャは漏れの発生に関してより影響を受けにくい。
【0005】
そのようなハウジングは米国特許出願公開第2009/0053051−A1号明細書で公知である。この明細書は、吸気管を提供するための少なくとも1つの熱硬化性の本体部と、圧縮機の通風管および出口管と、熱硬化性の本体部上に射出成型され、少なくとも部分的に熱硬化性の本体部を覆う、熱可塑性材料と、を備えるプラスチック製の圧縮機ハウジングを記述する。
【0006】
米国特許出願公開第2009/0053051―A1号明細書によれば、熱硬化性プラスチック製のハウジングは、容易に破壊される欠点があり、特に、ターボチャージャの中で使用されるとき、送風機の羽根車がターボチャージャの中で割れる場合に容易に破壊される。そうなるとターボチャージャが備え付けられた自動車の損傷の危険性のみならず、人間を負傷させる危険性も伴うであろう。熱硬化性プラスチックボディが熱可塑性物によって少なくとも部分的に頭巾状に覆われる場合、これらの危険性は低減し、また、ハウジングの構造的強度が改善される。この熱可塑性による補強材は、固定部材に確実な組み付けをするのに特に重要である。熱硬化性プラスチックハウジングは棒材形状の固定部材に組み付けられる。熱硬化性プラスチックハウジングの形状と相まって、これらの棒材は、圧縮機の通風管の形状を決定する。2つの構成部材間に持続可能な結合を与えるために特別な方策を取らなければならない。前記米国特許出願公開第2009/0053051―A1号明細書に記載のとおり、熱可塑性の補強材を熱硬化性プラスチックボディ上に滑り込ませる方策は不十分であり、また、熱硬化性プラスチックボディは高温で固めなければならないということにより、熱可塑性の補強材と一緒に処理することはできなくなる。
【0007】
熱可塑性ポリマー製の一体型のターボチャージャハウジングは、独国特許出願公開第10112764−A1号明細書で公知である。この半径流圧縮機はロストコア射出成形技術を適用して作製され、低融点合金から作製された鋳込み型が使用され、この鋳込み型は熱可塑性材料の射出成型の後、融解され、除去される。そのようなハウジングにおいて、多くの時間を要する金型作製および続く機械加工が複雑なハウジング構造のために必要であるということは短所であり、それは製造原価を高くする。このような状況の下で、時間のかかるコア融解手順を使用することができるが、特に熱硬化性プラスチック材料の場合にハウジングの十分に正確な寸法仕上げができない。たとえば円形状の断面の圧縮機通風管を備えたハウジングを作製するため、複雑な形状を備えたロストコア鋳込み型を使用することはできるが、ハウジングを作るためのこの技術は、非常に複雑で、規模を拡大すると非常に高価になる。それ以外に、米国特許出願公開第2009/0053051―A1号明細書に記載されているように、熱可塑性のハウジングは安定性が不十分なため、ターボチャージャハウジングとしての使用に適していない。
【0008】
ラジオ(radio)流圧縮機のための二体型のハウジングは米国特許出願公開第2004/0223847 A1号明細書で公知である。米国特許出願公開第2004/0223847 A1号明細書のハウジングは、互いにしっかりと接続された第1と第2ハウジング部分を有する。流路システムが提供されるが、それぞれのハウジング部分は、流路システムの少なくとも一部を有しており、2つのハウジング部分を結合すると、流路システムが形成される。凝固した圧密材料が、流路システムに備わり、流路システムは圧密材料と共に第1と第2のハウジング部分をお互いに接合するようにする。2つのハウジング部分を連結する流路システムにおける形状に基づいて、圧密材料は挿入の後に一定の堅固さを達成する。生じる固定する力は、圧密材料によってハウジング部分へ導入されるものであるが、ハウジング部分が緩むことを防止する。
【0009】
流れ処理装置の2体は熱硬化性(thermoplast)材料で作製され、一方、圧密材料は熱可塑性材料から作製される。第2の部品は単に圧縮機通風管の内側の形状を画定する挿入部品であることが注目される。外側の壁は、ハウジングの内部の高圧を支えるが、第1の部品によって全面的に形成され、一方第2の部品が第1の部品の内部に挿入され、次いで凝固した圧密材料によって前記位置に固定される。第2の部品および固定部はいかなる圧力負荷も支えない。さらに、流路部分は第1と第2の部品のアンダーカットによって形成される。そのようなアンダーカットは製造を非常に複雑にする。
【0010】
上記の問題、およびすべての自動車部品における減量に対する圧力を考慮すると、自動車のターボチャージャおよび他の半径流圧縮機のためには、強く、耐久性があり、より容易に製造することができ、より複雑な形状に形成できるハウジングが必要である。
【0011】
本発明の目的はこれらの問題の少なくとも一部を解決することにある。そのような圧縮機の高い不透過性必要条件に応えることができる、半径流圧縮機用のハウジングを提供し、それによって容易な生産適応性およびハウジングの高度に精密な寸法仕上げを保証するのが1つの目的である。上記の方法より複雑でなく、同時に、それによって作り出されるハウジングが、本明細書の上記で言及された必要特性を有する、ハウジングの製造の方法または方法を提供するのが別の目的である。
【0012】
本発明の1つの実施形態は、吸気管、圧縮機通風管および出口管を備える、半径流圧縮機のハウジングに関する。本発明によるハウジングは、少なくとも繊維強化熱可塑性プラスチックポリマー合成物から作製される、上部ハウジング部材および下部ハウジング部材を含み、また、部材は統合2段階法の射出成形工程で作製され、ともに組み立てられ、互いに固定されるハウジング本体部を含む。
【0013】
本発明の別の実施形態は、半径流圧縮機のハウジングを製造する方法に関する。本発明による方法は統合プロセスであり、
a.繊維強化熱可塑性プラスチックポリマー合成物の融解処理ステップであり、それによってポリマー融液を形成するステップ、
b.少なくとも2つの間隙を含む成形用金型にポリマー融解物を射出成型するステップであり、それによって少なくとも上部ハウジング部材および下部ハウジング部材を含む少なくとも2つの部材を形成するステップ、
c.少なくとも2つの部材をともに組み立てるステップであり、それによって吸気管、圧縮機通風管および出口管を画定するハウジング本体部を形成するステップ、
d.熱可塑性の成形材料を2次射出して射出成型することにより、組み立てられた部材を互いに固定するステップ、を含む。
【0014】
本発明の半径流圧縮機のためのハウジングは、特に自動車用のターボチャージャ用にアルミニウムからなる従来のハウジングの代わりとして実用的性能を有するが、重量ははるかに小さい。上部ハウジング部材および下部ハウジング部材を含む本発明によるハウジングの結果は、ハウジングがその外壁に組み立て線を有するということである。本発明によるハウジングは、部材が繊維強化熱可塑性プラスチックポリマー合成物から作製され、統合2段階法射出成形工程でともに組み立てられるが、その効果は、容易な生産適応性および高度に精密な寸法仕上げが保証されるということにある。さらに、半径流圧縮機用の高い不透過性必要条件に応えられるように、ハウジングを作ることができる。本発明によるハウジングの効果は、たとえば複数個取キャビティ単一金型への射出成型によって容易にそれを製造することができるということ、可変で複雑な形状に作ることができること、ハウジングの重量を制限する一方、十分な構造的強度で作ることができること、および適正な強化繊維熱可塑性重合体組成物を選ぶことにより適切な安定性を備えることができることである。
【0015】
本発明によるプラスチックハウジングの様々な実施形態およびプラスチックハウジングを作る方法を本明細書で開示するが、上記の従来技術の1つまたは複数の問題を克服するものである。
【0016】
下記の実施形態から、ハウジングの上側部材は、吸気管に最も近い位置にあるか、さらには吸気管に一体化されたハウジングの部分であり、下部部材は、吸気管からより遠い部分であることは明らかであることを指摘する。
【0017】
第1の実施形態において、プラスチックハウジング中の部材は、上部ハウジング部材と、下部ハウジング部材とを有し、吸気管は上部ハウジング部材に一体化した部分となる一方、出口管は上部ハウジング部材または下部ハウジング部材のいずれかに一体化した部分となる。圧縮機通風管は、上部ハウジング部材および下部ハウジング部材の組立品によって画定される。圧縮機通風管の形状はより自由に設計することができ、より複雑にできる。上部ハウジング部材に一体化された出口管は、より強い構造が得られるという利点を持つ。
【0018】
さらに、吸気管および上部ハウジング部材を同時に強化する補強リブは、上部ハウジングの設計に組み込まれてもよい。
【0019】
第2の実施形態において、プラスチックハウジングの部材は、一体化された出口管を含む上部ハウジング部材を含み、漏斗形部材は別個の部材である。上部ハウジング部材は、漏斗形部材を受け入れるための開口部を有する。漏斗形部材は吸気管を有する別個の部材である。圧縮機通風管は、上部ハウジング部材の取り付け先の取付け部と組み合わせて、上部ハウジング部材によって画定される。別個の上部ハウジング部材および吸気管の利点は、より複雑な形状とアンダーカットを備えた圧縮機通風管を、生産工程を複雑にせずに画定することができることにある。
【0020】
第3の実施形態において、プラスチックハウジングの部材は、漏斗形部材、上部ハウジング部材および下部ハウジング部材を含む少なくとも3つの部材を有する。漏斗形部材は吸気管を画定する。
【0021】
組み立てられた上部ハウジング部材および下部ハウジング部材は合わせて圧縮機通風管を画定する。この実施形態の利点は、さらにより複雑な形状の圧縮機通風管を備えたハウジングが設計できるということにある。随意に、上部ハウジング部材または下部ハウジング部材は一体化された出口管を有する。その他の場合は、出口管は、上部ハウジング部材および下部ハウジング部材の組み合わせによって形成される。出口管が上部ハウジング部材または下部ハウジング部材のいずれかに一体化された部品である構造は、より強い構造的完全性をもたらす。
【0022】
本発明によるハウジングの好ましい実施形態において、漏斗形部材は、大きい端部と小さい端部の2つの異なる端部を備えた先細り形状を有し、大きい端部は上部ハウジング部材の開口部より大きく、他端、すなわち、小さい端部はこの開口部より小さい。小さい端部は、通常の管の形態を有していてもよく、一方、漏斗形部材の大きい端部は適切にはラッパのような形状を有する。この実施形態の利点は、上記漏斗形部材を有するハウジングが、漏斗形部材と圧縮機ホイールの間に狭い隙間を有し、一方その隙間の高寸法精度と安定性を達成するように設計できて、圧縮機ホイールによく適合するということにある。これらの態様は、ハウジングのより良い性能に大幅に寄与する。
【0023】
前記の好ましい実施形態において、漏斗形部材および上部ハウジング部材は、大きい端部がハウジングの内部に位置し、圧縮機通風管を共同画定し、また、小さい端部は外部位置に位置するように組み立てられる。この実施形態の追加の利点は、吸気管が、ハウジング構造により確実に固着されることと、ハウジング内部の圧力が高い状況下で、吸気管の上部ハウジング部材からの分離の危険性が低減することにある。
【0024】
本発明の別の実施形態において、ハウジングは漏斗形部材を有し、少なくとも大きい端部が金属インサートを有し、あるいは、漏斗形部材が金属で作製されている。大きい端部は、適切にはラッパのような形状を有する。金属インサートは、あるいは適応な場合に金属漏斗形部材は、所望の形状に、たとえばラッパのような形状に、容易に形成することができる。金属チューブ部品からスタートし、その部分またはその部分の一部を深絞り加工して、成形をしてもよい。金属インサートは強化繊維熱可塑性組成物でオーバーモールドし、それによって、一体化された金属インサートを内部に備えた漏斗形部材を形成することができる。
【0025】
金属漏斗形部材を含むか、または漏斗形部材が大きい端部中に金属インサートを含む実施形態の利点は、ハウジングがさらによりよい寸法安定性を有し、圧縮機ホイールが壊れた場合を模倣する封じ込めテスト中にさらに高い衝撃に耐えることができることにある。
【0026】
本発明によるプラスチックハウジングで部材を作るために使用される繊維強化熱可塑性プラスチックポリマー合成物は、射出成型に適していて、高温でよい耐久性特性を有するあらゆる繊維強化熱可塑性プラスチックポリマー合成物であり得る。
【0027】
好ましい実施形態において、繊維強化熱可塑性プラスチックポリマー合成物は、空気中の老化試験で決定した引張り強さ半減期として、150℃で1,000時間を、より好ましくは150℃で、少なくとも2,000時間、さらにより良くは少なくとも3000時間を有する。利点は、プラスチックの圧縮機ハウジングの耐久性が改善されるということである。
【0028】
老化試験に関して、空気中の繊維強化熱可塑性プラスチックポリマー合成物の引張り強さ半減期は、JIS(日本工業規格)K6257に記述されている加硫ゴムのためのテスト方法による老化試験によって求められる。最初に、繊維強化熱可塑性プラスチックポリマー合成物のISO527によるダンベル試験片が製造される。また、初期の引張り強さTS0を知るために、引張試験が23℃で行なわれる。引張試験およびその他のテストは成形乾燥試料に対して実施される。その後、引張試験に必要な多数のダンベル試験片は所定温度に空気を熱したオーブン装置に入れられる。一定期間の後、少数の標本が取り出され、室温まで冷まされ、その後、時間TS1の第1の期間に対する引張り強さを求めるために23℃で引張試験にさらされる。このように、TS1、TS2、など、TSxが異なる期間に対して求められる。TSN/TS0=0.5に達するために必要とされる時間Nが、所定温度での半減期として定義される。引張り強さ半減期は180℃で少なくとも1,000時間が望ましく、より望ましくは180℃で少なくとも3,000時間である。
【0029】
繊維強化熱可塑性プラスチックポリマー合成物は強化繊維を含む。基本的に強化繊維は、高温応用を対象とする熱可塑性重合体組成物での使用に適したあらゆる強化繊維であってよい。好適には、強化繊維は、ガラス繊維、カーボンファイバー、金属繊維、およびアラミデ(aramide)繊維として知られている芳香族アミドファイバーから選ばれ、好ましくは、強化繊維はガラス繊維および/またはカーボンファイバーを含むか、完全にそれらから成り、さらにより好ましくはカーボンファイバーから成る。これらのファイバーの利点は、金属繊維と比較して、重量を減らし、よい熱的安定性を有し、熱可塑性重合体組成物の全体強度に高い寄与をすることにある。
【0030】
熱可塑性重合体組成物中の強化繊維の量は幅広い範囲にわたり変わってもよい。好適には、繊維強化熱可塑性プラスチックポリマー合成物は、強化繊維を繊維強化熱可塑性プラスチックポリマー合成物に対して20〜80重量%で含み、好ましくは、30〜70重量%、さらにより良くは40〜60重量%を含む。
【0031】
繊維強化熱可塑性プラスチックポリマー合成物は熱可塑性のポリマーを含む。基本的に熱可塑性のポリマーは、高温応用を対象とする射出成型可能な熱可塑性重合体組成物での使用に適したあらゆる熱可塑性のポリマーであってよい。好適には、熱可塑性のポリマーは、ポリイミド、フェノール樹脂、ポリエーテルエーテルケトン、ポリアミドイミド、ポリエーテルスルフォン、硫化ポリフェニレンおよびポリアミドからなる群から選ばれる。好ましくは、熱可塑性のポリマーは、少なくとも220℃で、より好ましくは少なくとも250℃のガラス転移温度(Tg)を有する非晶性ポリマー、あるいは、少なくとも220℃で、より好ましくは少なくとも250℃の融解温度(Tm)を有する半結晶性ポリマーである。本明細書における融解温度という用語は、ASTM D3418−97に準拠し、DSCを用いて、10°C/分の昇温速度で測定した場合に、溶融温度範囲に入り、最も高い融解速度を示す温度と理解される。本明細書におけるガラス転移温度という用語は、ASTM E 1356−91に準拠し、DSCを用いて、昇温速度10°C/分で測定した場合に、元の熱曲線(parent thermal curve)の時間に対する一次導関数のピークの温度と判定された温度と理解され、元の熱曲線の変曲点に対応する温度である。
【0032】
合成物はさらに1つまたは複数の添加剤を含んでも良い。これらの添加剤は、繊維強化熱可塑性プラスチックポリマー合成物での使用に適した任意の添加物であり得る。適切な添加剤は、熱安定剤、抗酸化剤およびUV吸収剤のような通常の添加剤、潤滑剤と離型剤のような加工助剤、色素および着色剤、成核剤、難燃剤、および充填剤を含む。上記および、さらなる適切な添加物は、たとえば、Gaechter、Mueller、Kunststoff−Additive,3.Ausgabe、Hanser−Verlag、Muenchen、Wien、1989年、およびPlastics Additives Handbook、第5版、Hanser−Verlag、Muenchen、2001年に記載されている。添加剤は、単独でまたは組み合わせで使用することができ、純粋な形態、またはたとえばマスターバッチの形態で調達することができる。
【0033】
好ましい実施形態において、ポリマーはポリアミドであり、より好ましくは、それ自体または他のポリアミドと組み合わせたポリアミド―46を含む。
【0034】
さらに好ましくは、強化繊維ポリマー合成物は、ポリアミドを含む熱安定化組成物、または、ポリアミドと鉄の金属粒子状物質および/または酸化鉄を含む安定化システムとの混合物である。そのような熱安定化ポリアミド組成物は、国際公開第2005/007727−A1号パンフレットおよび国際公開第2006/074934−A1号パンフレットに記載されており、参照により本明細書に組み込まれる。
【0035】
吸気管、圧縮機通風管および出口管を備える、本発明およびその様々な実施形態による半径流圧縮機のためのハウジングは、統合プロセスによって作ることができ、その方法は、
a.繊維強化熱可塑性プラスチックポリマー合成物を融解処理し、それによってポリマー融液を形成するステップ、
b.少なくとも2つのキャビティを有する成形用金型にポリマー融液を射出成型し、それによって少なくとも上部ハウジング部材および下部ハウジング部材を含む少なくとも2つの部材を形成するステップ、
c.少なくとも2つの部材を合わせて組み立てることにより、吸気管、圧縮機通風管および出口管を画定するハウジング本体部を形成するステップ、
d.熱可塑性の成形材料を2次射出して射出成型することにより、組み立てられた部材を互いに固定するステップ、を含む。
【0036】
本発明による方法のように、複数個取り単一成形金型中で少なくとも2つの部材を形成するということは、部材が同じ温度履歴を経て、その結果2つの部品の、良い寸法適合および最適な組み立てに対して最良の保証が提供されるという利点を有する。
【0037】
本発明による方法において、ステップa、b、c)およびd)は単一の工程に統合されており、射出成型、組み立て、および固定は、射出成型により同一の型の中で行われ、このポリマー融液は最初にエンバー(ember)を作り、次いで固定用に熱可塑性の成形材料の2次射出の射出成型を行うためのものである。本発明のようにハウジングを、統合プロセス中において別々の部材の形で成型することによって、複雑形状を有する場合でさえハウジングを効率的に製造することができる。そのような方法の利点は、完全に自動化することができること、また、部材のうちのいずれかの異なる部材間の不適合に結びつく、寸法変化の危険性が最小になることにある。この統合プロセスは、ハウジングまたはそこの漏斗形部材と、ハウジングが備える圧縮機ホイールとの間の隙間に対する最良の制御を可能にする。
【0038】
統合プロセス中で、組み立てられた部材の固定は、部材の各々の少なくとも一部のオーバーモールド、および/または、インフィルモールドまたはその組み合わせによってできる。そのような成形法は2段階の射出成形工程によって行うことができる。本発明によるハウジングは、以下のステップを含む方法によって製造することができる。そのステップは、第1と第2のプラスチックハウジング部材、さらに随意のプラスチック部品が、成形材料を複数個取り金型の中へ射出成型することによって製造されるステップと、第1と第2プラスチックハウジング部材、さらに随意のプラスチック部品が、第1の部材の第1の縁部が第2の部材の第2の縁部に対向して位置するように、再配置されるステップと、第1および第2の縁部が、オーバーモールドされるか、または、連結され2次射出の射出成型段階で熱可塑性の成形材料によって接合されるかするステップと、である。
【0039】
そのような方法の適用によって、部材間の高い接着強さが実現する。オーバーモールドおよび/またはインフィルモールドは、同じ繊維強化熱可塑性プラスチックポリマー合成物(1種類の合成物モールド、すなわち1―Cモールド)を2次射出成型段階に使用することにより、または別の熱可塑性プラスチックポリマー合成物(2種類の合成物モールド、すなわち2Cモールド)を使用することにより実施されてもよい。好ましくは、2Cモールドの成形は、この別の熱可塑性ポリマー組成物が、繊維強化熱可塑性プラスチックポリマー合成物のTgまたはTmより高い溶融温度Tmを有するポリマー融液として注入されるよう実施される。これは、部材間自体の接合、および部材とこの別のポリマーの間の接合を一層より良くする結果をもたらす。
【0040】
オーバーモールドは追加の強化要素だけでなく、たとえば軸受け構造の上に据え付けたり、流体案内装置要素を取り付けたりするための追加の固定部材も作り出すために有利に使用することができる。
【0041】
本発明による方法でのハウジングは、本発明の実施形態をすべて含み、本発明による半径流圧縮機のためのいかなるハウジングでもよい。
【0042】
本発明は、本発明およびそのすべての実施形態による方法で入手可能な半径流圧縮機のためのハウジングにも関する。本発明は、自動車用のターボチャージャのための、本発明およびそのすべての実施形態によるハウジングの使用にも関する。
【図面の簡単な説明】
【0043】
[図]
【図1】本発明によるハウジングの斜視図
【図2】本発明によるハウジングの断面図
【図3】上部ハウジング部材が形成される成形用金型の上部ハウジング部分の断面図
【図4】下部ハウジング部材が形成される成形用金型の下部ハウジング部分の断面図
【図5】漏斗形部材、上部ハウジング部材および下部ハウジング部材が、金型の中で組み立てられる場合の、成形用金型の組立状態を示す断面図
【0044】
[図面の簡単な説明]
図1は、本発明のハウジング(1)の斜視図であり、これは下部ハウジング部材(2)、上部ハウジング部材(3)および漏斗形部材(4)から組み立てられており、後者は吸気管の機能を有する。点線は、個別の部材の境界を示す。上部ハウジング部材(3)は一体化された出口管(5)を有する。
【0045】
図2は、ハウジング(1)の断面図を示し、これは下部ハウジング部材(2)、上部ハウジング部材(3)および漏斗形部材(4)から組み立てられている。漏斗形部材は、ラッパ形を備えた大きい端部を有する。これらの3つの部材はすべて1つの金型中で成型され、互いに接近するように動かされ、一体化され、境界で溶接することにより互いに結合され、ハウジングを形成する。溶接は、溶接線に沿って結合材を有する、漏斗形部材の射出成型によって遂行された。ハウジング部材(2)、上部ハウジング部材(3)および漏斗形部材(4)は組み合わさって、圧縮機通風管(7)の形状を画定する。この実施形態において、圧縮機通風管は、図2に概略的に示されるように円形状の断面を有することができる。下部ハウジング部材(2)は、下部ハウジング部材(2)と一体的に成型されたフランジ(8)および据え付け座部(9)を有し、それらはハウジングの構造的強度に寄与する。ターボチャージャ中の圧縮機ホイールは、ハウジングの内部の空いた空間で、漏斗形部材のラッパ形の部分より下に含むものとする。
【0046】
図3は、成形用金型(10)の上部ハウジング部分の断面図を示し、この部分は上部ハウジング部材を形成することになる。数字11は、第1の成型のための湯道を示し、第1の成型はすなわち、上部ハウジング部材をキャビティ(12)の中で形成するための成型である。
【0047】
図4は、成形用金型(10)の下部ハウジング部分の断面図を示し、この部分は下部ハウジング部材を形成することになる。数字13は、第1の成型のための湯道を示し、第1の成型はすなわち、上部ハウジング部材をキャビティ(14)の中で形成するための成型である。
【0048】
3つの部材用キャビティは、単一の成形用金型の中で別々に提供される。金型の漏斗形部分の断面図は、本明細書では省略されている。射出成形工程中に、溶融した強化繊維含有ポリマー合成物が湯道を通って個々の部材用のキャビティに注入される。射出成型された強化繊維含有ポリマー合成物の温度が、それら成型品の形状を失わない適温に低下した後、金型が開かれる。次に、上部ハウジング部材および漏斗形部材は移動手段によって下部ハウジング部材の部分に挿入される。この状態は図5に示される。
【0049】
図5は、個々に成型され、合わせて組み立てられた、下部ハウジング部材(2)、上部ハウジング部材(3)、および漏斗形部材(4)を備え、再組み立てされた金型を示す。
【0050】
次いで、第2の成型のために強化繊維ポリマー含有合成物の2次射出が湯道15を通り実施され、部材をともに固定する。成型体の温度が適温に低下した後、金型は開かれ、製品が取り出される。
【0051】
上記の記述は単に例示であり、本発明はこれに制限されない。さらに、他のやり方で、2段階の射出成形方法による本発明の自動車用のターボチャージャのためのハウジングを製造することも可能である。たとえば、2次射出成型段階は、さらにハウジングを強くしつつ、金属製ハウジングと比べてハウジングの重量を低く維持するために、部材のより大きい部分をオーバーモールドしたり、さらなる縁部やフランジを作り出したりするのに使用されてもよい。
【0052】
本発明をさらに次の実施例で説明する。
【0053】
[実施例1]
繊維強化熱可塑性プラスチックのスタニール・ディアブロー(Stanyl Diablo) OCD2100および熱安定化PA46合成物を材料として使用した。約10cmの直径を備えた圧縮機ハウジングのために作製され、上側部材と下側部材用のキャビティを備えたダイスライド型射出成型の2個取りキャビティ金型を、射出成型押出機も含めて射出成型装置に組み込んだ。射出成型押出機の温度設定および射出圧、ならびに金型の温度設定は、スタニール(Stanyl)材料用の一般的な成形条件に調節した。材料を2つのキャビティに注入し、2つの成形された部品が圧縮機ハウジングの形状を形成するように互いの隣りに位置になるように、キャビティを再配置し、2つの部品間の接触面部に開いた流路を残し、その流路に材料を2次射出し、成型を行った。このように形成したハウジングを、通常の成型手順に従って金型内で冷ました後、ハウジングを離型した。部品は室温まで冷却した。
【0054】
一連のハウジングを同じ方法で製造した。
【0055】
ハウジングを耐圧強度に関して検査した。その目的のために、部品に水を入れられるように水圧ユニットに接続した。部品の残る隙間はすべて確実に封じた。水圧をゆっくり増加させ、破壊圧力を記録した。
【0056】
破壊圧力の平均値は2.8であった。これは、繊維強化熱可塑性プラスチックポリマー合成物から、統合化された2段階の射出成形工程によって作製された、本発明によるハウジングが強い耐圧の圧縮機ハウジングをもたらすことを例証する。
【特許請求の範囲】
【請求項1】
吸気管、圧縮機通風管および出口管を備える半径流圧縮機のハウジングであって、前記ハウジングが繊維強化熱可塑性プラスチックポリマー合成物で作製された、少なくとも上部ハウジング部材および下部ハウジング部材を含むハウジング本体部を含み、前記部材が、統合化した2段階射出成形工程で作製され、ともに組み立てられ、互いに固定されている、半径流圧縮機のハウジング。
【請求項2】
前記上部ハウジング部材が、一体化された吸気管を備える、請求項1に記載のハウジング。
【請求項3】
前記部材が、漏斗形部材、前記上部ハウジング部材および前記下部ハウジング部材を含む少なくとも3つの部材を含む、請求項1に記載のハウジング。
【請求項4】
前記繊維強化熱可塑性プラスチックポリマー合成物が、JIS K6257による空気中の老化試験により求めて、150℃で少なくとも3,000時間の引張り強さ半減期を有する、請求項1〜3のいずれか一項に記載のハウジング。
【請求項5】
JIS K6257による空気中の老化試験により求めて、引張り強さ半減期が180℃で3,000時間以上である、請求項4に記載のハウジング。
【請求項6】
前記繊維強化熱可塑性プラスチックポリマー合成物が、前記繊維強化熱可塑性プラスチックポリマー合成物の重量に対して20〜80重量%の強化繊維を含む、請求項1〜5のいずれか一項に記載のハウジング。
【請求項7】
前記繊維強化熱可塑性プラスチックポリマー合成物が、ポリイミド、フェノール樹脂、ポリエーテルエーテルケトン、ポリアミドイミド、ポリエーテルスルフォン、硫化ポリフェニレンおよびポリアミドからなる群から選択された熱可塑性ポリマーを含む、請求項1〜6のいずれか一項に記載のハウジング。
【請求項8】
前記熱可塑性ポリマーがポリアミド46である、請求項7に記載のハウジング。
【請求項9】
半径流圧縮機のためのハウジングを製造する方法であって、前記ハウジングが吸気管、圧縮機通風管および出口管を有し、前記方法が統合プロセスであり、
a.繊維強化熱可塑性プラスチックポリマー合成物を融解処理することによってポリマー融液を形成するステップと、
b.少なくとも2つのキャビティを有する成形用金型に前記ポリマー融液を射出成型することにより少なくとも上部ハウジング部材および下部ハウジング部材を含む少なくとも2つの部材を形成するステップと、
c.前記少なくとも2つの部材を合わせて組み立てることにより前記吸気管、前記圧縮機通風管および前記出口管を画定するハウジング本体部を形成するステップと、
d.熱可塑性の成形材料を2次射出し、射出成型することにより、前記組み立てられた部材を互いに固定するステップと、を含む、ハウジングを製造する方法。
【請求項10】
前記固定はオーバーモールドおよび/またはインフィルモールドによって行われる、請求項9に記載の方法。
【請求項11】
前記ハウジングが、請求項1〜8のいずれか一項に記載の半径流圧縮機のためのハウジングである、請求項9に記載の方法。
【請求項12】
請求項9〜11のいずれか一項に記載の方法で得られる半径流圧縮機のためのハウジング。
【請求項13】
自動車用のターボチャージャのための、請求項1〜8または12のいずれか一項に記載の前記ハウジングの使用。
【請求項1】
吸気管、圧縮機通風管および出口管を備える半径流圧縮機のハウジングであって、前記ハウジングが繊維強化熱可塑性プラスチックポリマー合成物で作製された、少なくとも上部ハウジング部材および下部ハウジング部材を含むハウジング本体部を含み、前記部材が、統合化した2段階射出成形工程で作製され、ともに組み立てられ、互いに固定されている、半径流圧縮機のハウジング。
【請求項2】
前記上部ハウジング部材が、一体化された吸気管を備える、請求項1に記載のハウジング。
【請求項3】
前記部材が、漏斗形部材、前記上部ハウジング部材および前記下部ハウジング部材を含む少なくとも3つの部材を含む、請求項1に記載のハウジング。
【請求項4】
前記繊維強化熱可塑性プラスチックポリマー合成物が、JIS K6257による空気中の老化試験により求めて、150℃で少なくとも3,000時間の引張り強さ半減期を有する、請求項1〜3のいずれか一項に記載のハウジング。
【請求項5】
JIS K6257による空気中の老化試験により求めて、引張り強さ半減期が180℃で3,000時間以上である、請求項4に記載のハウジング。
【請求項6】
前記繊維強化熱可塑性プラスチックポリマー合成物が、前記繊維強化熱可塑性プラスチックポリマー合成物の重量に対して20〜80重量%の強化繊維を含む、請求項1〜5のいずれか一項に記載のハウジング。
【請求項7】
前記繊維強化熱可塑性プラスチックポリマー合成物が、ポリイミド、フェノール樹脂、ポリエーテルエーテルケトン、ポリアミドイミド、ポリエーテルスルフォン、硫化ポリフェニレンおよびポリアミドからなる群から選択された熱可塑性ポリマーを含む、請求項1〜6のいずれか一項に記載のハウジング。
【請求項8】
前記熱可塑性ポリマーがポリアミド46である、請求項7に記載のハウジング。
【請求項9】
半径流圧縮機のためのハウジングを製造する方法であって、前記ハウジングが吸気管、圧縮機通風管および出口管を有し、前記方法が統合プロセスであり、
a.繊維強化熱可塑性プラスチックポリマー合成物を融解処理することによってポリマー融液を形成するステップと、
b.少なくとも2つのキャビティを有する成形用金型に前記ポリマー融液を射出成型することにより少なくとも上部ハウジング部材および下部ハウジング部材を含む少なくとも2つの部材を形成するステップと、
c.前記少なくとも2つの部材を合わせて組み立てることにより前記吸気管、前記圧縮機通風管および前記出口管を画定するハウジング本体部を形成するステップと、
d.熱可塑性の成形材料を2次射出し、射出成型することにより、前記組み立てられた部材を互いに固定するステップと、を含む、ハウジングを製造する方法。
【請求項10】
前記固定はオーバーモールドおよび/またはインフィルモールドによって行われる、請求項9に記載の方法。
【請求項11】
前記ハウジングが、請求項1〜8のいずれか一項に記載の半径流圧縮機のためのハウジングである、請求項9に記載の方法。
【請求項12】
請求項9〜11のいずれか一項に記載の方法で得られる半径流圧縮機のためのハウジング。
【請求項13】
自動車用のターボチャージャのための、請求項1〜8または12のいずれか一項に記載の前記ハウジングの使用。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公表番号】特表2012−524860(P2012−524860A)
【公表日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願番号】特願2012−506471(P2012−506471)
【出願日】平成22年4月20日(2010.4.20)
【国際出願番号】PCT/EP2010/055208
【国際公開番号】WO2010/122026
【国際公開日】平成22年10月28日(2010.10.28)
【出願人】(503220392)ディーエスエム アイピー アセッツ ビー.ブイ. (873)
【Fターム(参考)】
【公表日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願日】平成22年4月20日(2010.4.20)
【国際出願番号】PCT/EP2010/055208
【国際公開番号】WO2010/122026
【国際公開日】平成22年10月28日(2010.10.28)
【出願人】(503220392)ディーエスエム アイピー アセッツ ビー.ブイ. (873)
【Fターム(参考)】
[ Back to top ]