
半田メッキ線の製造方法及び製造装置
【課題】0.2%耐力値を十分に低下させた所望の品質のメッキ線を得ることができ、このようなメッキ線を安定して得ることで、製品歩留まりを向上させることができ、また、製造効率を向上させることができる半田メッキ線の製造方法及び製造装置の提供を目的とする。
【解決手段】メッキ前処理手段と、銅線1aの表面に半田メッキを施すメッキ手段61と、表面にメッキを施した銅線1a,1bを巻取る巻取り手段71とを、銅線1a,1bの走行方向の上流側からこの順に一連配置し、前記メッキ前処理手段に備えた軟化焼鈍手段51により銅線1aを低耐力化し、低耐力化した銅線1a,1bを、該銅線1a,1bの耐力よりも低い巻取り力で巻取り手段71により巻取る構成とし、前記メッキ前処理手段に、銅線1aを洗浄する洗浄手段30を備え、前記洗浄手段30を前記軟化焼鈍手段51よりも銅線走行方向の上流側に配置した。
【解決手段】メッキ前処理手段と、銅線1aの表面に半田メッキを施すメッキ手段61と、表面にメッキを施した銅線1a,1bを巻取る巻取り手段71とを、銅線1a,1bの走行方向の上流側からこの順に一連配置し、前記メッキ前処理手段に備えた軟化焼鈍手段51により銅線1aを低耐力化し、低耐力化した銅線1a,1bを、該銅線1a,1bの耐力よりも低い巻取り力で巻取り手段71により巻取る構成とし、前記メッキ前処理手段に、銅線1aを洗浄する洗浄手段30を備え、前記洗浄手段30を前記軟化焼鈍手段51よりも銅線走行方向の上流側に配置した。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、電気電子機器や通信機器に用いられる半田メッキ線の製造方法及び製造装置に関し、詳しくは、太陽電池のリード線として用いるのに好適な低耐力特性を有する半田メッキ線の製造方法及び製造装置に関する。
【背景技術】
【0002】
電子部品に用いられるメッキ線の中には、0.2%耐力値が低いという低耐力特性であることが要求されるものがある。例えば、太陽電池用リード線もその1つである。
【0003】
太陽電池セルは、該太陽電池セルを構成するシリコン材料のコストダウンを図るためや材料供給不足の影響を緩和するため、薄型化が求められている。
しかし、太陽電池セルが薄型化すると強度が弱くなり、太陽電池セルにおける太陽電池用リード線を半田接続した接続部分は、互いの膨張率の違いにより太陽電池セルに反りや破損が発生し易くなるという問題があった。
【0004】
よって、太陽電池用リード線は、太陽電池セルとの接続部分が太陽電池セルの変形に追従する必要があり、0.2%耐力値を低下させることが重要となる。このことから、太陽電池用リード線としては、低耐力特性を有する半田メッキ線が用いられる。
【0005】
このような半田メッキ線は、低耐力特性を有しているか否かに関わらず特許文献1に開示するような半田メッキ工程を経て被メッキ線に対してメッキ層を形成して成る。
【0006】
特許文献1に開示の半田メッキ工程は、被メッキ線としての金属素線を、金属素線導入口を通じて溶融半田メッキ液の入ったメッキ液部に導入し、半田メッキ線導出口から導出させ、大気冷却するなどして金属素線にメッキを施す工程である。
【0007】
さらに、半田メッキ線の製造工程においては、上述した半田メッキ工程以外にも、金属素線の表面に対して洗浄や焼鈍などの半田メッキ前処理工程を施したり、半田メッキ工程の後工程では、メッキ線を巻取る巻取り工程が行われる。
【0008】
そして、このような工程を低耐力化した被メッキ線に対して連続して行おうとした場合には、被メッキ線に負荷がかかり易くなるため、連続加工することが困難になり、連続加工することができたとしても所望の品質のメッキ線を安定して得ることが困難であった。
【0009】
例えば、低耐力化した被メッキ線にかかる負荷を抑制することに重点を置くあまり、被メッキ線の表面を十分に洗浄することができず、表面に不純物や酸化層が残留することがあった。
【0010】
そうすると、その後の半田メッキ工程で被メッキ線の表面にメッキ層を形成する際に、メッキ層が剥離し易くなるなど所望の品質のメッキ線を安定して得ることが困難であった。
【0011】
その他にも、メッキ線の製造途中に、メッキ線(被メッキ線)の耐力が低いために、メッキ線の走行速度を上げることができず、製造時間が大幅にかかり、連続して行おうとすると、かえって製造効率が低下する場合も生じるという難点を有していた。
【0012】
低耐力特性を有する半田メッキ線の製造方法としては、例えば、特許文献2において太陽電池用平角導体の製造方法が提案されている。
特許文献2における太陽電池用平角導体の製造方法は、導体を圧延などの工程により平角状に成形した後、熱処理工程により0.2%耐力を低減することや、導体の表面に半田メッキ膜を施す製造方法である。
【0013】
しかし、引用文献2には、熱処理を行う上での温度設定や、軟化焼鈍炉の内部の雰囲気ガスの成分といった具体的な記載や、例えば、洗浄工程といった熱処理工程以外の工程についての具体的な言及がされていない。このため、仮に、洗浄工程を行うにしても、これら熱処理工程、洗浄工程、或いは、メッキ工程といった各工程を独立した生産ラインで行うか否かといった点や、仮に、これら複数の工程を連続して行うにしても、如何なる工程順で行うかについて定かではない。
【0014】
すなわち、引用文献2は、上述したように、平角導体の0.2%耐力を低減したことに伴い太陽電池のリード線としての品質を確保することが困難となる一方で、0.2%耐力値を低減したメッキ線の品質を確保するために製造効率が低下するという2つの相反する製造上の課題について何ら着目されていないといわざるを得ない。
【先行技術文献】
【特許文献】
【0015】
【特許文献1】特開2000−80460号公報
【特許文献2】特開2006−54355号公報
【発明の概要】
【発明が解決しようとする課題】
【0016】
そこで本発明は、0.2%耐力値を十分に低下させた所望の品質のメッキ線を得ることができ、このようなメッキ線を安定して得ることで、製品歩留まりを向上させることができ、また、製造効率を向上させることができる半田メッキ線の製造方法及び製造装置の提供を目的とする。
【課題を解決するための手段】
【0017】
この発明は、銅線に対してメッキ前処理を行うメッキ前処理手段と、銅線の表面に半田メッキを施すメッキ手段と、表面にメッキを施した銅線を巻取る巻取り手段とで構成される半田メッキ線の製造装置であって、前記銅線を、純銅系材料で形成し、前記メッキ前処理手段に、銅線を軟化焼鈍して低耐力化する軟化焼鈍手段を備え、低耐力化した前記銅線を、該銅線の耐力よりも低い巻取り力で前記巻取り手段により巻取る構成とし、前記軟化焼鈍手段、前記メッキ手段、及び、前記巻取り手段を、銅線の走行方向の上流側からこの順に一連配置し、前記メッキ前処理手段に、銅線を洗浄する洗浄手段を備え、前記洗浄手段を前記軟化焼鈍手段よりも銅線走行方向の上流側に配置したことを特徴とする。
【0018】
ここで、上述した銅線の耐力よりも低い巻取り力で前記巻取り手段により巻取る構成とは、銅線を前記巻取り手段のみで巻取る構成に限定せず、例えば、該巻取り手段による巻取りを補助する送りキャプスタンを巻取り手段よりも上流側に配置し、前記巻取り手段と該送りキャプスタンとで銅線を巻取る構成も含むものとする。
【0019】
また、前記一連配置したとは、走行方向の上流側から下流側に沿って連続的か断続的かに関わらず連なって、いわゆるタンデムで配置したことを示す。
【0020】
前記純銅系材料とは、不純物が少なく、導電率が高い純銅系導体材料であれば特に限定せず、例えば、無酸素銅(OFC)、タフピッチ銅、リン脱酸銅といった酸化物などの不純物を含まない純度が99.9%以上であるものが好ましい。
【0021】
前記銅線は、形状、サイズは限定しないが、平角線であることが好ましい。前記銅線を、上述した純銅系導体材料により平角線で形成することにより、表面にメッキ処理を施すことで、シリコン結晶ウェハ(Siセル)の所定領域に接続する接続用リード線として、すなわち、太陽電池用はんだメッキ線として用いることができるためである。
【0022】
この発明の態様として、前記メッキ前処理手段には、前記軟化焼鈍手段よりも銅線走行方向の上流側に、銅線に対して加熱処理を行う加熱処理手段を備え、前記加熱処理手段を前記洗浄手段よりも銅線走行方向の上流側に配置することができる。
【0023】
またこの発明の態様として前記洗浄手段を、酸洗浄手段と水洗浄手段とで構成し、前記メッキ前処理手段として、前記加熱処理手段、前記酸洗浄手段、前記水洗浄手段、及び、前記軟化焼鈍手段を銅線走行方向に沿ってこの順に配置することができる。
【0024】
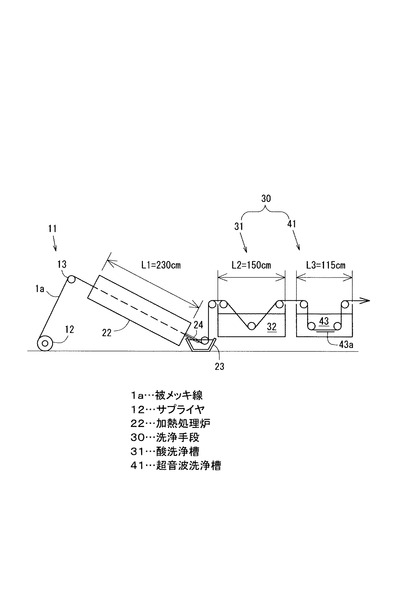
またこの発明の態様として銅線には、長さ方向に対して直交する直交断面における幅が0.8〜10mmの範囲内であり、厚みが0.05〜0.5mmの範囲内のサイズである平角銅線を用い、銅線の走行速度を、約4.0m/minに設定し、前記酸洗浄手段での酸洗浄時間を12.8秒に設定するとともに、水洗浄手段での水洗浄時間を13.5秒に設定することができる。
【0025】
またこの発明の態様として銅線に対してメッキ前処理を行うメッキ前処理工程と、銅線の表面に半田メッキを施すメッキ工程と、表面にメッキを施した銅線を巻取る巻取り工程とを経て製造される半田メッキ線の製造方法であって、前記銅線には、純銅系材料で形成したものを用い、前記メッキ前処理工程では、銅線を軟化焼鈍して低耐力化する軟化焼鈍工程を行い、前記巻取り工程を、低耐力化した前記銅線の耐力よりも低い巻取り力で巻取る工程とし、前記巻取り工程の間、前記軟化焼鈍工程と前記メッキ工程とを連続して行い、前記メッキ前処理工程において、前記軟化焼鈍工程の前に、銅線を洗浄する洗浄工程を行うことを特徴とする。
【0026】
この発明の態様として、前記メッキ前処理工程には、前記軟化焼鈍工程の前に銅線に対して加熱処理を行う加熱処理工程を含み、前記加熱処理工程を前記洗浄工程の前に行うことができる。
【0027】
またこの発明の態様として、前記洗浄工程には、酸洗浄工程と水洗浄工程とを備え、前記メッキ前処理工程において、前記加熱処理工程、前記酸洗浄工程、前記水洗浄工程、及び、前記軟化焼鈍工程を、この順で行うことができる。
【0028】
またこの発明の態様として、銅線には、長さ方向に対して直交する直交断面における幅が0.8〜10mmの範囲内であり、厚みが0.05〜0.5mmの範囲内のサイズである平角銅線を用い、銅線の走行速度を、約4.0m/minに設定し、前記酸洗浄工程での酸洗浄時間を12.8秒に設定するとともに、水洗浄工程での水洗浄時間を13.5秒に設定することができる。
【発明の効果】
【0029】
この発明によれば、0.2%耐力値を十分に低下させた所望の品質のメッキ線を得ることができ、このようなメッキ線を安定して得ることで、製品歩留まりを向上させることができ、また、製造効率を向上させることができる半田メッキ線の製造方法及び製造装置を提供することができる。
【図面の簡単な説明】
【0030】
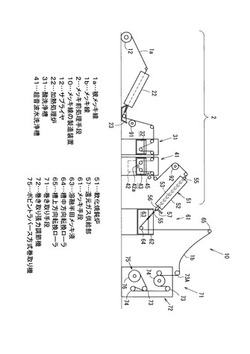
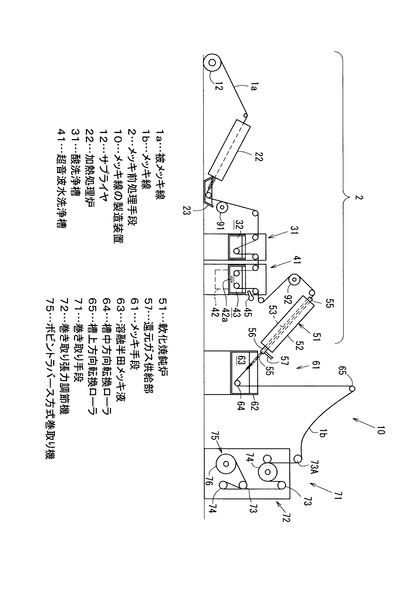
【図1】本実施形態の半田メッキ線の製造装置の概略図。
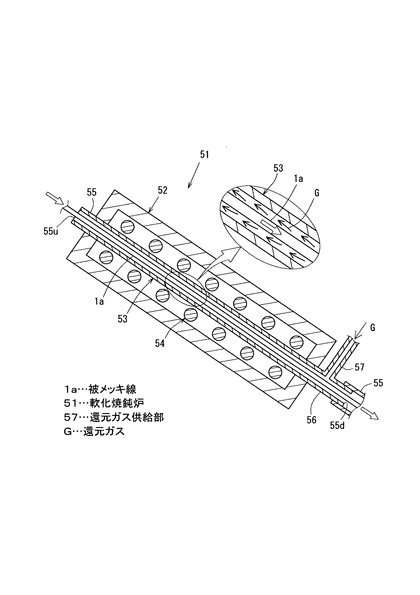
【図2】本実施形態の軟化焼鈍炉の説明図。
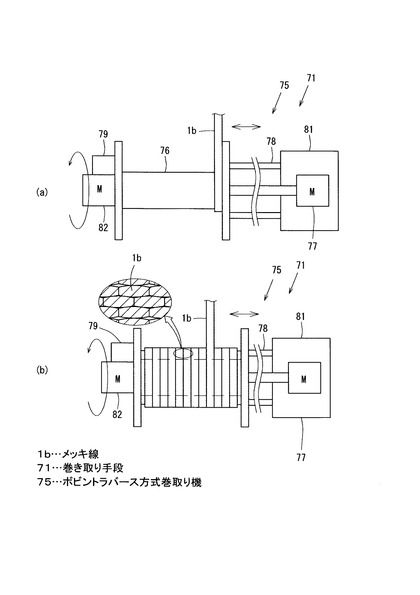
【図3】本実施形態のボビントラバース方式巻取り機の説明図。
【図4】本実施形態の洗浄装置の概略図。
【図5】他の実施形態の半田メッキ線の製造装置の一部を示す概略図。
【発明を実施するための形態】
【0031】
この発明の一実施形態を、以下図面を用いて説明する。
本実施形態の半田メッキ線の製造装置10は、図1に示すように、被メッキ線1aに対してメッキ前処理を行うメッキ前処理手段2と、被メッキ線1aの表面に半田メッキを施すメッキ手段61と、表面にメッキを施したメッキ線1bを巻取る巻取り手段71とで構成している。
【0032】
被メッキ線1aには、別途備えた平角線製造機(図示せず)により、無酸素銅(OFC)を厚みが0.05〜0.5mm、幅が0.8〜10mmに、より好ましくは、厚みが0.08〜0.24mm、幅が1〜2mm圧延した平角銅線を用いている。
【0033】
前記メッキ前処理手段2は、主にサプライヤ11、加熱処理炉22、酸洗浄槽31、超音波水洗浄槽41、及び、軟化焼鈍炉51で構成している。
【0034】
サプライヤ11は、ドラムに巻き回された状態の被メッキ線1aをドラムが回転することで、順に解いていきながら製造ラインに供給している。サプライヤ11は、必要に応じてダンサー機能付きの構成であってもよく、また、通常の横繰り出しで繰り出す構成であってもよい。
【0035】
加熱処理炉22は、後述する軟化焼鈍炉51と略同様の構成であり、厚み方向に対して走行方向に長い直方体形状をした外観形状で構成している。加熱処理炉22は、走行方向に沿って走行方向の下流側端部が上流側端部よりも低位置になるよう傾斜配置している。加熱処理炉22の内部は、200℃の設定温度の蒸気雰囲気としている。
【0036】
また、加熱処理炉22に対して走行方向の下流側には、加熱処理炉22の内部を通過した被メッキ線1aを冷却する冷却水槽23を設置している。加熱処理炉22の下流側端部と冷却水槽23は、加熱処理炉22から導出した被メッキ線1aが空気に触れないよう冷却水槽23まで案内する連結管24で互いに連結されている。
【0037】
酸洗浄槽31は、被メッキ線1aの表面を酸洗浄するリン酸系洗浄液32を貯溜している。
【0038】
超音波水洗浄槽41では、被メッキ線1aの表面に付着した水溶性潤滑剤やその他の不純物を、別途備えた超音波水洗浄機を用いて洗浄するための水43を貯留している。超音波水洗浄槽41の底面には、被メッキ線1aの走行方向に沿って超音波水洗浄機42の一部を構成する超音波振動板42aを配置している。なお、超音波水洗浄槽41の上方には、被メッキ線1aの走行する軌道上の側方から被メッキ線1aに向けてエアを吹き付けるエアワイパ45を設置している。
【0039】
前記軟化焼鈍炉51は、図2に示すように、走行方向の上流側端部よりも下流側端部が徐々に低位置になるよう傾斜配置している。前記軟化焼鈍炉51は、加熱処理炉22と同様に直方体形状で構成した軟化焼鈍炉本体52と、該軟化焼鈍炉本体52を貫通するように配置し、被メッキ線1aの挿入を許容する内径を有するパイプ状の鞘管53と、軟化焼鈍炉本体52の内部を加熱するヒータ54とで構成している。
【0040】
鞘管53は、軟化焼鈍炉本体52の内部空間を走行方向に沿って配置され、軟化焼鈍炉本体52の上端部、及び、下端部から軟化焼鈍炉本体52に対して突出している。鞘管53における軟化焼鈍炉本体52の上端部から突出した鞘管上側突出部分55の上端には、上端開口部55uを形成している。
【0041】
上端開口部55uは、鞘管53の内部へ被メッキ線1aの導入を許容するとともに、後述するが、鞘管53の内部に充填された還元ガスGを排出する。鞘管53における軟化焼鈍炉本体52の下端部から突出した鞘管下側突出部分56の下端には、下端開口部55dを形成している。
【0042】
下端開口部55dは、被メッキ線の鞘管からの導出を許容する。鞘管下側突出部分56は、連結管55に直列に連結されている。さらに、鞘管下側突出部分56の途中部分には、分岐部分を構成し、該分岐部分を鞘管53の内部に還元ガスGを供給する還元ガス供給部57として構成している。
【0043】
なお、還元ガス供給部57には、図示しないが、圧力調節バルブ、圧力計などを備え、前記軟化焼鈍炉51の内部の還元ガスGの濃度に応じて、還元ガス供給部57では、還元ガスGの流入量を調節可能としている。
【0044】
鞘管53の内部は、還元ガス供給部57から還元ガスGを流入することで内部を還元ガス雰囲気としている。
【0045】
ヒータ54は、直線の棒状に構成したものを複数本備え、軟化焼鈍炉本体52の内部空間において鞘管53に対して上方側空間と下方側空間に配置している。ヒータ54は、被メッキ線1aの走行方向に対して直交方向、詳しくは、図2の紙面を正面視したとき図2の紙面に対して垂直な方向に相当する方向に設置し、複数本のヒータ54は、上方側空間と下方側空間とのそれぞれにおいて、互いに走行方向に沿って所定間隔ごとに並列配置している。
【0046】
軟化焼鈍炉51内は、ヒータにより、800℃またはそれ以上の温度設定に設定している。
【0047】
鞘管下側突出部分を、連結管55に直列に連結することによって、軟化焼鈍炉51を通過した被メッキ線1aが、溶融半田メッキ液63中に浸入するまで空気に触れないようよう走行させることができる。
【0048】
メッキ手段61は、溶融半田メッキ液63が貯溜された溶融半田メッキ槽62で構成し、溶融半田メッキ液63は、260℃の設定温度とし、溶融錫(Sn−3.0Ag−0.5Cu)を用いている。
【0049】
溶融半田メッキ槽62の内部には、表面に溶融半田メッキ液63が付着したメッキ線1bの走行方向を鉛直上方へ方向転換する槽中方向転換ローラ64を配置している。
【0050】
さらに、槽中方向転換ローラ64の鉛直上方には、メッキ線1bを鉛直上方への走行方向から巻取り手段71に向かう方向へ転換する槽上方向転換ローラ65を備えている。
【0051】
槽中方向転換ローラ64、及び、槽上方向転換ローラ65は、通常のφ20mm程度のローラよりも大径である例えば、φ100mm程度のローラで構成している。さらに、槽中方向転換ローラ64、及び、槽上方向転換ローラ65は、それぞれに備えた図示しない駆動モータによって、巻取り手段71に備えた後述するダンサーローラ74やボビン76の回転速度と略同じ回転速度で自ら積極的に能動回転し、巻取り手段71による巻取り速度と同調するように、メッキ線1bをの方向転換を行う。
【0052】
続いて巻取り手段71について説明する。
巻取り手段71は、巻取り張力調節機72、及び、ボビントラバース方式巻取り機75で構成している。
【0053】
巻取り張力調節機72は、固定ローラ73に掛け渡したメッキ線1bに加わる張力に応じて上下方向に可動させて張力の具合を調節するダンサーローラ74を備えている。さらに図示しないが、掛け渡したメッキ線1bの張力を検出する張力検出センサと、該張力検出センサが検出した張力に応じて張力が安定するよう制御する制御部と、制御部の指令に基づいてダンサーローラ74を可動させるローラ可動機とで構成している。
【0054】
ボビントラバース方式巻取り機75は、図3(a)に示すように、メッキ線1bの幅に対して幅広に構成したボビン76と、該ボビン76の軸方向に沿って該ボビン76を揺動させるモータ77、及び、モータ77の駆動を伝達するボールネジなどの伝達手段78で構成している。さらに、ボビントラバース方式巻取り機75は、ボビン76による巻取り力を検出する巻取り力検出センサ79と、該巻取り張力検出センサ79で検出した巻取り力に応じて該張力が安定するよう制御する制御部81と、制御部81の指令に基づいてボビン76を回転させるモータ82とで構成している。
【0055】
このように構成した半田メッキ線の製造装置10は、メッキ前処理手段2としてのサプライヤ11、加熱処理炉22、酸洗浄槽31、超音波水洗浄槽41、及び、軟化焼鈍炉51と、メッキ手段61としての溶融半田メッキ槽62と、巻取り手段71とのそれぞれを、被メッキ線1a、及び、メッキ線1bの走行方向の上流側からこの順にタンデムで一連配置している。
【0056】
さらに、半田メッキ線の製造装置10は、メッキを施す前に被メッキ線1aの0.2%耐力値を低下させ、その後、この低耐力化した被メッキ線1aにメッキを施し、これら工程を行う間、該メッキ線1bの耐力よりも低い巻取り力で前記巻取り手段71により巻取る構成としている。
【0057】
具体的には、巻取り手段71として上述した巻取り張力調節機72、及び、ボビントラバース方式巻取り機75を採用するとともに、巻取り手段71の巻取りを補助する第1送りキャプスタン91と第2送りキャプスタン92とを設置している。第1送りキャプスタン91と第2送りキャプスタン92とは、いずれも低耐力化する前の被メッキ線1aの走行を送り補助するよう軟化焼鈍炉51の上流側に設置している。
【0058】
詳しくは、第1送りキャプスタン91は、加熱処理炉22と酸洗浄槽31との間に備えるとともに、第2送りキャプスタン92は、酸洗浄槽31と軟化焼鈍炉51との間に備えている。
【0059】
なお、メッキ線1bの巻取り速度が遅すぎたり、速すぎたりするとメッキ線1bにかかる負荷が大きくなる。特に、巻取り速度が速すぎると、線ブレという問題も生じることになるため、第1送りキャプスタン91、及び、第2送りキャプスタン92では、巻取り手段71での巻き取り速度よりも僅かに速い速度、例えば、巻き取り速度に対して+1m/min程度速い送り速度で被メッキ線1a及びメッキ線1bを下流側に送り出している。
【0060】
また、巻取り手段71には、上述した巻取り張力調節機72、及び、ボビントラバース方式巻取り機75の近傍においてメッキ線1bを架け渡す複数の固定ローラ73を適宜、備えている。
【0061】
巻取り手段71に配置した複数の固定ローラ73のうち、最も走行方向上流側に設置した固定ローラ73を巻取り手段上流側配置ローラ73Aに設定する。巻取り手段上流側配置ローラ73Aは、槽上方向転換ローラ65により方向転換後に、巻取り手段71の側へ走行してきたメッキ線1bを巻取り手段71の側で最初に架け渡すローラである。
槽上方向転換ローラ65は、巻取り手段上流側配置ローラ73Aよりも高い位置に配置している。
【0062】
続いて半田メッキ線の製造方法について説明する。
半田メッキ線の製造方法は、被メッキ線1aに対してメッキ前処理を行うメッキ前処理工程と、被メッキ線1aの表面に半田メッキを施すメッキ工程と、表面にメッキを施したメッキ線1bを巻取る巻取り工程とを経て製造される。
【0063】
メッキ前処理工程は、加熱処理工程、酸洗浄工程、水洗浄工程、及び、軟化焼鈍工程をこの順で行う工程である。
【0064】
加熱処理工程では、蒸気雰囲気とした加熱処理炉22の内部において被メッキ線1aを走行させることで、被メッキ線1aの表面を蒸気洗浄する工程である。この蒸気洗浄により、被メッキ線1aの表面に付着した水溶性潤滑剤やその他の不純物を除去し易いよう表面から分離させることができる。
【0065】
加熱処理工程では、加熱処理炉22内での焼鈍温度を、一般の650℃程度の焼鈍温度よりも低い200℃に設定し、この低い温度に設定した加熱処理炉22内を蒸気雰囲気とし、被メッキ線1aを走行させて、被メッキ線1aに対して水蒸気洗浄を行う。
【0066】
このように、本工程では、被メッキ線1aに対して水蒸気洗浄を行うことに加えて、被メッキ線1aを焼鈍することにより低耐力化させることも行っている。但し、本工程では、焼鈍温度を200℃に設定することで、被メッキ線1aを低耐力化する度合いを抑制している。また、加熱処理炉22を通過後の被メッキ線1aを冷却水槽23により所定の温度まで冷却する。
【0067】
酸洗浄工程では、酸洗浄槽31に貯留したリン酸系の洗浄液32中を走行させることでこの中を走行した被メッキ線1aの表面の酸洗浄を行う。
【0068】
水洗浄工程では、超音波水洗浄槽41において被メッキ線1aの表面を超音波水洗浄し、該被メッキ線1aの表面に付着した水溶性潤滑剤やその他の不純物を除去する。
軟化焼鈍工程では、内部を還元ガス雰囲気とした軟化焼鈍炉51の内部に被メッキ線1aを走行させることで該被メッキ線1aを軟化焼鈍して低耐力化するとともに、被メッキ線1aの表面の酸化層を還元する工程である。
【0069】
詳しくは、図2に示すように、軟化焼鈍工程では、走行方向の上流側よりも下流側が低位置になるよう傾斜配置した軟化焼鈍炉51の鞘管53の内部に、鞘管下側突出部分56に設けた還元ガス供給部57から還元ガスGとして例えば、窒素ガスに水素ガスを混合した混合ガスを供給し、鞘管53の内部を還元性ガス雰囲気としておく(図2中の矢印d参照)。さらに、ヒータ54によって、軟化焼鈍炉本体52の内部空間を約800℃にまで加熱している。
【0070】
このような還元ガス雰囲気とした鞘管53の内部において、上端開口部55uから導入した被メッキ線1aを、還元ガスGが上昇してくる方向dと逆方向である下方向Dへ向けて走行させている。
【0071】
続くメッキ工程では、被メッキ線1aが、溶融半田メッキ槽62に貯溜された溶融半田メッキ液63中を走行することで、被メッキ線1aの表面に溶融錫を付着させる。
【0072】
軟化焼鈍炉51の下端開口部55dから導出された被メッキ線1aは、連結管55の内部を走行することで空気に接触することがなく溶融半田メッキ液63中に浸入するまで案内される。
【0073】
溶融半田メッキ液63に浸入した被メッキ線1aは、表面に溶融半田メッキ液63が付着し、表面全体が溶融半田メッキ液63で被覆されたメッキ線1bとなる。メッキ線1bは、溶融半田メッキ槽62の内部を走行する過程で溶融半田メッキ槽62中に備えた槽中方向転換ローラ64により、溶融半田メッキ槽62を走行する過程で鉛直上方に方向転換され、溶融半田メッキ槽62から鉛直上方に向けて導出される。
【0074】
メッキ線1bは、溶融半田メッキ槽62から導出された後、槽上方向転換ローラ65により方向転換され、巻取り手段71側へ走行する。
【0075】
巻取り工程では、被メッキ線1aに対して上述したメッキ前工程及びメッキ工程を行っている間、これら工程を経たメッキ線1bを、巻取り張力調節機72のダンサーローラ74の制御によりメッキ線1bの張力の調節を行いながらボビントラバース方式巻取り機75に備えたボビン76に整列巻きしていく。
【0076】
詳しくは、図3(a),(b)に示すように、ボビントラバース方式巻取り機75のボビン76を回転させながら該ボビン76の軸方向へ揺動させることでメッキ線1bを、ボビン76の軸方向に沿って並列巻きすることができ、複数層に重なり合うようにして巻取ることができる。
【0077】
この並列巻きは、図3(b)中の一部拡大断面図に示すように、重なり合う層間でメッキ線1bの並列ピッチを例えば、半ピッチずらして並列されるようメッキ線1bを巻き取る巻き取り方式である。
【0078】
上述した半田メッキ線の製造装置10および製造方法は、以下のように様々な作用、効果を得ることができる。
半田メッキ線の製造装置10は、メッキ前処理手段2としてのサプライヤ11、加熱処理炉22、酸洗浄槽31、超音波水洗浄槽41、及び、軟化焼鈍炉51と、メッキ手段61としての溶融半田メッキ槽62と、巻取り手段71を、それぞれメッキ線1bの走行方向の上流側から下流側へこの順に一連配置している。
【0079】
このように各手段を一連配置することで、製造中に低耐力化したメッキ線1bを無駄な距離を走行させることを防ぐことができ、走行中にメッキ線1bにかかる負荷を低減させることができる。
【0080】
従って、0.2%耐力値を十分に低下させた所望の品質のメッキ線1bを得ることができ、このようなメッキ線1bを安定して得ることで、製品歩留まりを向上させることができ、また、製造効率を向上させることができる。
【0081】
さらにまた、半田メッキ線の製造方法では、メッキ前処理工程としての加熱処理工程、酸洗浄工程、水洗浄工程、及び、軟化焼鈍工程と、メッキ処理工程と、巻取り工程との各工程を連続して行う。
【0082】
このように各工程を連続して行うことで例えば、所定の工程を経る度にメッキ線1b(被メッキ線1a)の走行を中断し、次の工程を行うために別の走行ラインにメッキ線1b(被メッキ線1a)を移行するといった手間を要しないため、メッキ線1bにかかる負荷を大幅に緩和でき、所望の品質のメッキ線1bを安定して得ることができる。
【0083】
半田メッキ線の製造装置10によれば、被メッキ線1aを、純銅系材料で形成し、メッキ前処理手段2に、被メッキ線1aを洗浄する洗浄手段30を備え、洗浄手段30を軟化焼鈍炉51よりも被メッキ線1aの走行方向の上流側に配置することを特徴としている。
【0084】
また、半田メッキ線の製造方法によれば、メッキ前処理工程には、軟化焼鈍工程の前に被メッキ線1aに対して加熱処理を行う加熱処理工程を含み、加熱処理工程を洗浄工程の前に行うことを特徴としている。
【0085】
上述した半田メッキ線の製造装置10、及び、半田メッキ線の製造方法によれば、0.2%耐力値を十分に低下させた所望の品質のメッキ線1bを得ることができ、このようなメッキ線1bを安定して得ることで、製品歩留まりを向上させることができ、また、製造効率を向上させることができる。
【0086】
さらに、0.2%耐力値を十分に低下させた所望の品質のメッキ線1bを、効率よく製造できるため、太陽電池用のリード線として好適な低耐力化したメッキ線1bを大量生産することも実現することができる。
【0087】
詳しくは、洗浄手段30を軟化焼鈍炉51よりも走行方向の上流側に配置することにより、軟化焼鈍炉51により低耐力化する前の被メッキ線1aに対して洗浄手段30で洗浄することが可能となる。よって、軟化焼鈍炉51により低耐力化した被メッキ線1aに対して洗浄手段30で洗浄する場合と比較して被メッキ線1aに加わる負荷を軽減することができる。
【0088】
従って、0.2%耐力値を十分に低下させた所望の品質のメッキ線1bを得ることができ、特に、太陽電池用はんだメッキ線として好適なメッキ線1bを得ることができる。
【0089】
さらに、このように、軟化焼鈍炉51により低耐力化した被メッキ線1aに対して洗浄手段30で洗浄する場合と比較して被メッキ線1aに加わる負荷を軽減することができるため、被メッキ線1aの走行時に負荷を軽減するために送りキャプスタンの設置数を軽減できることや、線速を必要以上に低下させる必要がない。
【0090】
従って、構成面、制御面、さらには条件設定面において、被メッキ線1aに加わる負荷の軽減を図るための対策を簡略化できるため、メッキ線1bの製造効率を向上させることができる。
【0091】
さらにまた、上述したような配置で洗浄手段30を備えることで、被メッキ線1aの表面に付着した不純物を洗浄手段によって除去し、その下流側に配置したメッキ手段61により、被メッキ線1aの表面に対してメッキ厚が均一である優れた品質の半田メッキ線1bを形成することができる。
【0092】
また、メッキ前処理手段2には、軟化焼鈍炉51よりも走行方向の上流側に、被メッキ線1aに対して加熱処理を行う加熱処理炉22を備え、加熱処理炉22を洗浄手段30よりも走行方向の上流側に配置することにより、加熱処理炉22で被メッキ線1aに対して加熱処理工程を行った後に洗浄手段30において洗浄することができる。
【0093】
これにより、加熱処理炉22によって被メッキ線1aの表面に付着した付着物を加熱した際に、付着物が焼け焦げた煤などの残留物が被メッキ線1aの表面に残留した場合であっても、その後に通過する洗浄手段30において残留物を洗浄により確実に除去することができる。
【0094】
さらに、洗浄手段30を、酸洗浄槽31と超音波水洗浄槽41とで構成し、メッキ前処理手段2として、加熱処理炉22、酸洗浄槽31、超音波水洗浄槽41、及び、軟化焼鈍炉51を走行方向に沿ってこの順に配置することにより、軟化焼鈍炉51によって低耐力化する前の被メッキ線1aに対して、加熱処理炉22、酸洗浄槽31、及び、超音波水洗浄槽41で行う一連の工程を完了させることができる。
【0095】
すなわち、このように、加熱処理炉22や洗浄手段30を軟化焼鈍炉51の上流側であるメッキ前処理手段2として配置することで、軟化焼鈍炉51において被メッキ線1aを低耐力化し、被メッキ線1aを低耐力化した直後にメッキ手段61においてメッキ処理工程を施すことができる。
【0096】
このため、低耐力化したメッキ線1bに対して極力負荷が加わることを回避することができ、品質に優れたメッキ線1bを得ることができる。
【0097】
特に、加熱処理炉22の下流側に酸洗浄槽31を配置することで、加熱処理炉22において被メッキ線1aを加熱し、被メッキ線1aに対して温まった状態のまま酸洗浄槽31において酸洗浄を行うことができ、常温の被メッキ線1aに対して行う場合と比較して酸洗浄効果を格段に向上させることができ、優れた酸洗浄効果を得ることができる。
【0098】
また、加熱処理炉22と酸洗浄槽31との間には、上述したように、冷却水槽23を設置している。加熱処理炉22を通過した被メッキ線1aは、冷却水槽23により冷却された後で酸洗浄槽31まで走行することになる。
【0099】
このように、加熱処理炉22を通過直後の被メッキ線1aを冷却水槽23により冷却することで、加熱処理炉22によって加熱された状態の被メッキ線1aが、表面温度が高い状態のまま加熱処理炉22と酸洗浄槽31との間を走行することで、再度、被メッキ線1aの表面に酸化膜が形成されることを防ぐことができる。
【0100】
但し、冷却水槽23によって、加熱処理炉22によって加熱された被メッキ線1aの表面が常温になるまで冷却するのではなく、少なくとも50度の表面温度を有する程度にまで留めておく。
【0101】
これにより、酸洗浄槽31において、少なくとも50度の表面温度を有する被メッキ線1aに対して酸洗浄を行うことができるため、リン酸系洗浄液32による酸洗浄効果をより発揮することができる。また、このように効率的に酸洗浄を行うことができるため、被メッキ線1aの走行を高速化した場合でも、確実に酸洗浄効果を得ることができる。
【0102】
上述した半田メッキ線の製造装置10、及び、半田メッキ線の製造方法によれば、被メッキ線1aには、長さ方向に対して直交する直交断面における幅が0.8〜10.0mmの範囲内であり、厚みが0.05〜0.5mmの範囲内のサイズである平角銅線を用い、被メッキ線1aの走行速度を、約4.0m/minに設定し、酸洗浄槽31での酸洗浄時間を12.8秒に設定するとともに、超音波水洗浄槽41での超音波水洗浄時間を13.5秒に設定することにより、優れた洗浄効果を得ることができる。
【0103】
特に、上述した半田メッキ線の製造装置10、及び、半田メッキ線の製造方法によれば、被メッキ線1aの前記幅が1.0〜2.0mmの範囲内であり、厚みが0.16〜0.2mmの範囲内のサイズである平角銅線を用いた場合において、上述した被メッキ線1aの走行速度、酸洗浄槽31での酸洗浄時間、及び、超音波水洗浄槽41での超音波水洗浄時間の設定と同様の設定の下で洗浄を行うことで後述する洗浄効果確認実験1の結果からも明らかなとおり、より優れた洗浄効果を得ることができた。
【0104】
以下、効果確認実験について説明する。
【0105】
(洗浄効果確認実験1)
洗浄効果確認実験1では、上述した製造装置、及び製造方法によりメッキ線1bを製造する際において、表1に示すように、本発明例と比較例の2つの設定例の下で被メッキ線1aに対して加熱処理工程、酸洗浄工程、水洗浄工程をこの順で行った場合の洗浄効果の違いについて検証する実験を行った。
【0106】
【表1】

本発明例では、比較例に対して線速を5分の1に設定している。すなわち、表1に示すように、本発明例では、従来例に対して線速を5分の1に設定することで、加熱処理炉22、酸洗浄槽31、超音波水洗浄槽41の各部の通過時間が5倍となるよう設定している。
【0107】
また、比較例では被メッキ線1aとして直径が0.76mm、0.65mm、0.53mmの3種類のサイズの丸線を用いたのに対して、本発明例では被メッキ線1aとして縦(厚み)と横(幅)の寸法が0.2mm×2.0mm、0.16mm×2.0mm、0.2mm×1.0mmの3種類のサイズの平角線を用いた。
なお、洗浄効果確認実験では、被メッキ線1aの形状と線速以外の設定は、本発明例と比較例とで互いに同じ設定としている。
【0108】
ここで、本実験で用いる洗浄装置は、加熱処理工程を行う加熱処理炉22と、酸洗浄工程における酸洗浄槽31と、水洗浄工程における超音波水洗浄槽41とをタンデムで配置した構成であり、加熱処理炉22、酸洗浄槽31、超音波水洗浄槽41を、図4に示すような各部の寸法で構成し、加熱処理炉22と酸洗浄槽31との間には、加熱処理炉22を通過後の被メッキ線1aを冷却する冷却水槽を設置していない構成である。
なお、図4は、本実験で用いる洗浄装置、及び、その周辺部分を模式的に示している。
【0109】
加熱処理炉22では、洗浄剤としてスチームが用いられ、特に、油汚れ等に対しての洗浄効果が期待できる。酸洗浄槽31では、洗浄剤として酸洗浄液が用いられ、酸化物等に対しての洗浄効果が期待できる。超音波水洗浄槽41では、洗浄剤として水が用いられ、特に酸洗浄工程で被メッキ線1aの表面に残留した酸液等に対しての洗浄効果が期待できる。
なお、加熱処理工程では、加熱処理炉22の内部を蒸気雰囲気としているため、加熱処理炉22は、スチーマーとしても機能する。このため、加熱処理工程では、加熱により被メッキ線1aの表面に付着した付着物を加熱除去する効果も期待できるため、加熱処理工程を洗浄工程の一部と見なして本実験対象に含めている。
【0110】
洗浄効果確認実験の評価は、本発明例と比較例とのそれぞれにおける水洗浄工程後の被メッキ線1aの表面の状態、及び、巻き取り工程後のメッキ線1bの表面の状態を目視による所定基準に従って比較、確認することにより行った。
【0111】
上述した条件の下で行った結果、まず、水洗浄工程後の被メッキ線1aの表面の状態については、本発明例の線速の設定では、比較例の線速の設定の場合と異なり、被メッキ線1aの表面に染みや膜のように広い範囲で付着している油や、離散状、点状に付着している粉塵などの付着物が一切全く確認できず、被メッキ線1aの表面の清浄化を図ることができることを確認できた。
【0112】
さらに、最終的に巻取り工程後のメッキ線1bの表面のメッキ状態を目視による所定基準に従って確認したところ、本発明例の線速の設定では、従来例の線速の設定の場合と異なり、表面に凹凸が確認されず、メッキの厚みをメッキ線の長さ方向、及び、周方向において均一化することを確認できた。
【0113】
また、このように線速に関して、比較例では、20m/minに設定しているのに対して、本発明例では、比較例の速度設定に対して5分の1の速度の4m/minに設定することで、十分な洗浄効果を得ることができていることから、線速を4m/minよりもさらに低速に設定することも考えられる。
【0114】
しかし、線速を4m/minよりも速度の設定の下で同様の実験を試みたが、4m/minの速度設定の際の洗浄効果以上の効果を得ることができず、低速に設定すればする程、洗浄効果を向上できるわけではないことが明らかとなった。
【0115】
逆に、被メッキ線1aが各工程を通過する通過時間がその分、長くなるため、生産性の低下が懸念されることになる。よって、洗浄工程で洗浄効果が得られるという観点と生産効率の観点から線速は、上述した実験条件の下では、約4m/minに設定することが好ましいという結果を得ることができた。
【0116】
(洗浄効果確認実験2)
洗浄効果確認実験2では、上述した製造装置、及び製造方法によりメッキ線1bを製造する際において、本発明例と比較例の2つの設定例の下で被メッキ線1aに対してそれぞれ酸洗浄工程、水洗浄工程を行った場合の洗浄効果の違いについて検証する実験を行った。
【0117】
比較例では、加熱処理工程を行わずに酸洗浄工程、水洗浄工程をこの順で行う洗浄工程であるのに対して、本発明例では、酸洗浄工程の直前に加熱処理工程を行い、その後、酸洗浄工程、水洗浄工程をこの順で行う洗浄工程である。
【0118】
洗浄効果確認実験の評価は、本発明例と比較例とのそれぞれにおける水洗浄工程後の被メッキ線1aの表面の状態、及び、巻き取り工程後のメッキ線1bの表面の状態を目視による所定基準に従って比較し、確認することにより行った。
【0119】
比較例の設定の下、洗浄工程を行った後の被メッキ線1aを確認したところ、表面に酸化層が残留していた。さらに、メッキ線表面のメッキ状態を確認したところ、メッキ線1bの表面が粗くなっていることを確認できた。
【0120】
これに対して、本発明例の設定の下、洗浄工程を行った後の被メッキ線を確認したところ、表面に油汚れ等の汚れを確認できず、酸化層も残留してなかった。さらに、メッキ線表面のメッキ状態を確認したところ、表面に凹凸がなく、均一なメッキ厚が形成されていることを確認できた。
【0121】
以上により、酸洗浄工程の直前に加熱処理工程を行うことで、常温の被メッキ線1aに対して酸洗浄工程を行う場合と比較して酸洗浄効果を格段に向上させることができ、優れた酸洗浄効果を得ることを確認できた。
【0122】
上述した半田メッキ線の製造装置10および半田メッキ線の製造方法は、上述した構成、及び、製造方法に限定せず、様々な構成、及び、製造方法で構成することができる。
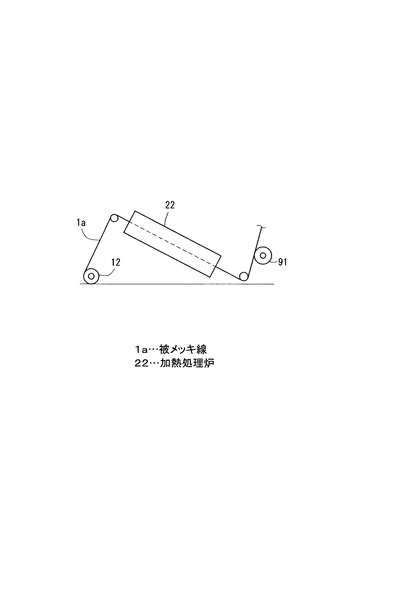
他の実施形態として、加熱処理炉22と酸洗浄槽31との間に設置した冷却水槽23は、必須の構成ではなく、図5に示すように、これら加熱処理炉22と酸洗浄槽31との間に冷却水槽23を設置しなくてもよい。
【0123】
冷却水槽23を設置しない場合、加熱処理炉22によって、表面が加熱された被メッキ線1aを、その表面温度が高い状態のまま酸洗浄槽31において走行させることができるため、より効果的に酸洗浄効果を得ることができる。
【0124】
また、他の実施形態として、上述したように、軟化焼鈍炉51の内部を還元ガス雰囲気としているが、この還元ガスGには、上述したように、窒素ガス、或いは、窒素ガスと水素ガスとの混合ガスに限らず、窒素ガスのみで構成したり、他の成分を含有してもよい。また、窒素ガスや水素ガス以外の還元ガスで構成してもよい。
【0125】
この発明の構成と、上述した実施形態との対応において、銅線は、被メッキ線1a、及び、メッキ線1bに対応し、以下、同様に、
酸洗浄手段は、酸洗浄槽31に対応し、
水洗浄手段は、超音波水洗浄槽41に対応するものとし、本発明は、上述した実施形態に限定せず、様々な実施形態で構成することができる。
【符号の説明】
【0126】
1a…被メッキ線
1b…メッキ線
2…メッキ前処理手段
10…メッキ線の製造装置
12…サプライヤ
22…加熱処理炉
30…洗浄手段
31…酸洗浄槽
41…超音波水洗浄槽
51…軟化焼鈍炉
57…還元ガス供給部
61…メッキ手段
63…溶融半田メッキ液
71…巻取り手段
72…巻取り張力調節機
75…ボビントラバース方式巻取り機
G…還元ガス
【技術分野】
【0001】
この発明は、電気電子機器や通信機器に用いられる半田メッキ線の製造方法及び製造装置に関し、詳しくは、太陽電池のリード線として用いるのに好適な低耐力特性を有する半田メッキ線の製造方法及び製造装置に関する。
【背景技術】
【0002】
電子部品に用いられるメッキ線の中には、0.2%耐力値が低いという低耐力特性であることが要求されるものがある。例えば、太陽電池用リード線もその1つである。
【0003】
太陽電池セルは、該太陽電池セルを構成するシリコン材料のコストダウンを図るためや材料供給不足の影響を緩和するため、薄型化が求められている。
しかし、太陽電池セルが薄型化すると強度が弱くなり、太陽電池セルにおける太陽電池用リード線を半田接続した接続部分は、互いの膨張率の違いにより太陽電池セルに反りや破損が発生し易くなるという問題があった。
【0004】
よって、太陽電池用リード線は、太陽電池セルとの接続部分が太陽電池セルの変形に追従する必要があり、0.2%耐力値を低下させることが重要となる。このことから、太陽電池用リード線としては、低耐力特性を有する半田メッキ線が用いられる。
【0005】
このような半田メッキ線は、低耐力特性を有しているか否かに関わらず特許文献1に開示するような半田メッキ工程を経て被メッキ線に対してメッキ層を形成して成る。
【0006】
特許文献1に開示の半田メッキ工程は、被メッキ線としての金属素線を、金属素線導入口を通じて溶融半田メッキ液の入ったメッキ液部に導入し、半田メッキ線導出口から導出させ、大気冷却するなどして金属素線にメッキを施す工程である。
【0007】
さらに、半田メッキ線の製造工程においては、上述した半田メッキ工程以外にも、金属素線の表面に対して洗浄や焼鈍などの半田メッキ前処理工程を施したり、半田メッキ工程の後工程では、メッキ線を巻取る巻取り工程が行われる。
【0008】
そして、このような工程を低耐力化した被メッキ線に対して連続して行おうとした場合には、被メッキ線に負荷がかかり易くなるため、連続加工することが困難になり、連続加工することができたとしても所望の品質のメッキ線を安定して得ることが困難であった。
【0009】
例えば、低耐力化した被メッキ線にかかる負荷を抑制することに重点を置くあまり、被メッキ線の表面を十分に洗浄することができず、表面に不純物や酸化層が残留することがあった。
【0010】
そうすると、その後の半田メッキ工程で被メッキ線の表面にメッキ層を形成する際に、メッキ層が剥離し易くなるなど所望の品質のメッキ線を安定して得ることが困難であった。
【0011】
その他にも、メッキ線の製造途中に、メッキ線(被メッキ線)の耐力が低いために、メッキ線の走行速度を上げることができず、製造時間が大幅にかかり、連続して行おうとすると、かえって製造効率が低下する場合も生じるという難点を有していた。
【0012】
低耐力特性を有する半田メッキ線の製造方法としては、例えば、特許文献2において太陽電池用平角導体の製造方法が提案されている。
特許文献2における太陽電池用平角導体の製造方法は、導体を圧延などの工程により平角状に成形した後、熱処理工程により0.2%耐力を低減することや、導体の表面に半田メッキ膜を施す製造方法である。
【0013】
しかし、引用文献2には、熱処理を行う上での温度設定や、軟化焼鈍炉の内部の雰囲気ガスの成分といった具体的な記載や、例えば、洗浄工程といった熱処理工程以外の工程についての具体的な言及がされていない。このため、仮に、洗浄工程を行うにしても、これら熱処理工程、洗浄工程、或いは、メッキ工程といった各工程を独立した生産ラインで行うか否かといった点や、仮に、これら複数の工程を連続して行うにしても、如何なる工程順で行うかについて定かではない。
【0014】
すなわち、引用文献2は、上述したように、平角導体の0.2%耐力を低減したことに伴い太陽電池のリード線としての品質を確保することが困難となる一方で、0.2%耐力値を低減したメッキ線の品質を確保するために製造効率が低下するという2つの相反する製造上の課題について何ら着目されていないといわざるを得ない。
【先行技術文献】
【特許文献】
【0015】
【特許文献1】特開2000−80460号公報
【特許文献2】特開2006−54355号公報
【発明の概要】
【発明が解決しようとする課題】
【0016】
そこで本発明は、0.2%耐力値を十分に低下させた所望の品質のメッキ線を得ることができ、このようなメッキ線を安定して得ることで、製品歩留まりを向上させることができ、また、製造効率を向上させることができる半田メッキ線の製造方法及び製造装置の提供を目的とする。
【課題を解決するための手段】
【0017】
この発明は、銅線に対してメッキ前処理を行うメッキ前処理手段と、銅線の表面に半田メッキを施すメッキ手段と、表面にメッキを施した銅線を巻取る巻取り手段とで構成される半田メッキ線の製造装置であって、前記銅線を、純銅系材料で形成し、前記メッキ前処理手段に、銅線を軟化焼鈍して低耐力化する軟化焼鈍手段を備え、低耐力化した前記銅線を、該銅線の耐力よりも低い巻取り力で前記巻取り手段により巻取る構成とし、前記軟化焼鈍手段、前記メッキ手段、及び、前記巻取り手段を、銅線の走行方向の上流側からこの順に一連配置し、前記メッキ前処理手段に、銅線を洗浄する洗浄手段を備え、前記洗浄手段を前記軟化焼鈍手段よりも銅線走行方向の上流側に配置したことを特徴とする。
【0018】
ここで、上述した銅線の耐力よりも低い巻取り力で前記巻取り手段により巻取る構成とは、銅線を前記巻取り手段のみで巻取る構成に限定せず、例えば、該巻取り手段による巻取りを補助する送りキャプスタンを巻取り手段よりも上流側に配置し、前記巻取り手段と該送りキャプスタンとで銅線を巻取る構成も含むものとする。
【0019】
また、前記一連配置したとは、走行方向の上流側から下流側に沿って連続的か断続的かに関わらず連なって、いわゆるタンデムで配置したことを示す。
【0020】
前記純銅系材料とは、不純物が少なく、導電率が高い純銅系導体材料であれば特に限定せず、例えば、無酸素銅(OFC)、タフピッチ銅、リン脱酸銅といった酸化物などの不純物を含まない純度が99.9%以上であるものが好ましい。
【0021】
前記銅線は、形状、サイズは限定しないが、平角線であることが好ましい。前記銅線を、上述した純銅系導体材料により平角線で形成することにより、表面にメッキ処理を施すことで、シリコン結晶ウェハ(Siセル)の所定領域に接続する接続用リード線として、すなわち、太陽電池用はんだメッキ線として用いることができるためである。
【0022】
この発明の態様として、前記メッキ前処理手段には、前記軟化焼鈍手段よりも銅線走行方向の上流側に、銅線に対して加熱処理を行う加熱処理手段を備え、前記加熱処理手段を前記洗浄手段よりも銅線走行方向の上流側に配置することができる。
【0023】
またこの発明の態様として前記洗浄手段を、酸洗浄手段と水洗浄手段とで構成し、前記メッキ前処理手段として、前記加熱処理手段、前記酸洗浄手段、前記水洗浄手段、及び、前記軟化焼鈍手段を銅線走行方向に沿ってこの順に配置することができる。
【0024】
またこの発明の態様として銅線には、長さ方向に対して直交する直交断面における幅が0.8〜10mmの範囲内であり、厚みが0.05〜0.5mmの範囲内のサイズである平角銅線を用い、銅線の走行速度を、約4.0m/minに設定し、前記酸洗浄手段での酸洗浄時間を12.8秒に設定するとともに、水洗浄手段での水洗浄時間を13.5秒に設定することができる。
【0025】
またこの発明の態様として銅線に対してメッキ前処理を行うメッキ前処理工程と、銅線の表面に半田メッキを施すメッキ工程と、表面にメッキを施した銅線を巻取る巻取り工程とを経て製造される半田メッキ線の製造方法であって、前記銅線には、純銅系材料で形成したものを用い、前記メッキ前処理工程では、銅線を軟化焼鈍して低耐力化する軟化焼鈍工程を行い、前記巻取り工程を、低耐力化した前記銅線の耐力よりも低い巻取り力で巻取る工程とし、前記巻取り工程の間、前記軟化焼鈍工程と前記メッキ工程とを連続して行い、前記メッキ前処理工程において、前記軟化焼鈍工程の前に、銅線を洗浄する洗浄工程を行うことを特徴とする。
【0026】
この発明の態様として、前記メッキ前処理工程には、前記軟化焼鈍工程の前に銅線に対して加熱処理を行う加熱処理工程を含み、前記加熱処理工程を前記洗浄工程の前に行うことができる。
【0027】
またこの発明の態様として、前記洗浄工程には、酸洗浄工程と水洗浄工程とを備え、前記メッキ前処理工程において、前記加熱処理工程、前記酸洗浄工程、前記水洗浄工程、及び、前記軟化焼鈍工程を、この順で行うことができる。
【0028】
またこの発明の態様として、銅線には、長さ方向に対して直交する直交断面における幅が0.8〜10mmの範囲内であり、厚みが0.05〜0.5mmの範囲内のサイズである平角銅線を用い、銅線の走行速度を、約4.0m/minに設定し、前記酸洗浄工程での酸洗浄時間を12.8秒に設定するとともに、水洗浄工程での水洗浄時間を13.5秒に設定することができる。
【発明の効果】
【0029】
この発明によれば、0.2%耐力値を十分に低下させた所望の品質のメッキ線を得ることができ、このようなメッキ線を安定して得ることで、製品歩留まりを向上させることができ、また、製造効率を向上させることができる半田メッキ線の製造方法及び製造装置を提供することができる。
【図面の簡単な説明】
【0030】
【図1】本実施形態の半田メッキ線の製造装置の概略図。
【図2】本実施形態の軟化焼鈍炉の説明図。
【図3】本実施形態のボビントラバース方式巻取り機の説明図。
【図4】本実施形態の洗浄装置の概略図。
【図5】他の実施形態の半田メッキ線の製造装置の一部を示す概略図。
【発明を実施するための形態】
【0031】
この発明の一実施形態を、以下図面を用いて説明する。
本実施形態の半田メッキ線の製造装置10は、図1に示すように、被メッキ線1aに対してメッキ前処理を行うメッキ前処理手段2と、被メッキ線1aの表面に半田メッキを施すメッキ手段61と、表面にメッキを施したメッキ線1bを巻取る巻取り手段71とで構成している。
【0032】
被メッキ線1aには、別途備えた平角線製造機(図示せず)により、無酸素銅(OFC)を厚みが0.05〜0.5mm、幅が0.8〜10mmに、より好ましくは、厚みが0.08〜0.24mm、幅が1〜2mm圧延した平角銅線を用いている。
【0033】
前記メッキ前処理手段2は、主にサプライヤ11、加熱処理炉22、酸洗浄槽31、超音波水洗浄槽41、及び、軟化焼鈍炉51で構成している。
【0034】
サプライヤ11は、ドラムに巻き回された状態の被メッキ線1aをドラムが回転することで、順に解いていきながら製造ラインに供給している。サプライヤ11は、必要に応じてダンサー機能付きの構成であってもよく、また、通常の横繰り出しで繰り出す構成であってもよい。
【0035】
加熱処理炉22は、後述する軟化焼鈍炉51と略同様の構成であり、厚み方向に対して走行方向に長い直方体形状をした外観形状で構成している。加熱処理炉22は、走行方向に沿って走行方向の下流側端部が上流側端部よりも低位置になるよう傾斜配置している。加熱処理炉22の内部は、200℃の設定温度の蒸気雰囲気としている。
【0036】
また、加熱処理炉22に対して走行方向の下流側には、加熱処理炉22の内部を通過した被メッキ線1aを冷却する冷却水槽23を設置している。加熱処理炉22の下流側端部と冷却水槽23は、加熱処理炉22から導出した被メッキ線1aが空気に触れないよう冷却水槽23まで案内する連結管24で互いに連結されている。
【0037】
酸洗浄槽31は、被メッキ線1aの表面を酸洗浄するリン酸系洗浄液32を貯溜している。
【0038】
超音波水洗浄槽41では、被メッキ線1aの表面に付着した水溶性潤滑剤やその他の不純物を、別途備えた超音波水洗浄機を用いて洗浄するための水43を貯留している。超音波水洗浄槽41の底面には、被メッキ線1aの走行方向に沿って超音波水洗浄機42の一部を構成する超音波振動板42aを配置している。なお、超音波水洗浄槽41の上方には、被メッキ線1aの走行する軌道上の側方から被メッキ線1aに向けてエアを吹き付けるエアワイパ45を設置している。
【0039】
前記軟化焼鈍炉51は、図2に示すように、走行方向の上流側端部よりも下流側端部が徐々に低位置になるよう傾斜配置している。前記軟化焼鈍炉51は、加熱処理炉22と同様に直方体形状で構成した軟化焼鈍炉本体52と、該軟化焼鈍炉本体52を貫通するように配置し、被メッキ線1aの挿入を許容する内径を有するパイプ状の鞘管53と、軟化焼鈍炉本体52の内部を加熱するヒータ54とで構成している。
【0040】
鞘管53は、軟化焼鈍炉本体52の内部空間を走行方向に沿って配置され、軟化焼鈍炉本体52の上端部、及び、下端部から軟化焼鈍炉本体52に対して突出している。鞘管53における軟化焼鈍炉本体52の上端部から突出した鞘管上側突出部分55の上端には、上端開口部55uを形成している。
【0041】
上端開口部55uは、鞘管53の内部へ被メッキ線1aの導入を許容するとともに、後述するが、鞘管53の内部に充填された還元ガスGを排出する。鞘管53における軟化焼鈍炉本体52の下端部から突出した鞘管下側突出部分56の下端には、下端開口部55dを形成している。
【0042】
下端開口部55dは、被メッキ線の鞘管からの導出を許容する。鞘管下側突出部分56は、連結管55に直列に連結されている。さらに、鞘管下側突出部分56の途中部分には、分岐部分を構成し、該分岐部分を鞘管53の内部に還元ガスGを供給する還元ガス供給部57として構成している。
【0043】
なお、還元ガス供給部57には、図示しないが、圧力調節バルブ、圧力計などを備え、前記軟化焼鈍炉51の内部の還元ガスGの濃度に応じて、還元ガス供給部57では、還元ガスGの流入量を調節可能としている。
【0044】
鞘管53の内部は、還元ガス供給部57から還元ガスGを流入することで内部を還元ガス雰囲気としている。
【0045】
ヒータ54は、直線の棒状に構成したものを複数本備え、軟化焼鈍炉本体52の内部空間において鞘管53に対して上方側空間と下方側空間に配置している。ヒータ54は、被メッキ線1aの走行方向に対して直交方向、詳しくは、図2の紙面を正面視したとき図2の紙面に対して垂直な方向に相当する方向に設置し、複数本のヒータ54は、上方側空間と下方側空間とのそれぞれにおいて、互いに走行方向に沿って所定間隔ごとに並列配置している。
【0046】
軟化焼鈍炉51内は、ヒータにより、800℃またはそれ以上の温度設定に設定している。
【0047】
鞘管下側突出部分を、連結管55に直列に連結することによって、軟化焼鈍炉51を通過した被メッキ線1aが、溶融半田メッキ液63中に浸入するまで空気に触れないようよう走行させることができる。
【0048】
メッキ手段61は、溶融半田メッキ液63が貯溜された溶融半田メッキ槽62で構成し、溶融半田メッキ液63は、260℃の設定温度とし、溶融錫(Sn−3.0Ag−0.5Cu)を用いている。
【0049】
溶融半田メッキ槽62の内部には、表面に溶融半田メッキ液63が付着したメッキ線1bの走行方向を鉛直上方へ方向転換する槽中方向転換ローラ64を配置している。
【0050】
さらに、槽中方向転換ローラ64の鉛直上方には、メッキ線1bを鉛直上方への走行方向から巻取り手段71に向かう方向へ転換する槽上方向転換ローラ65を備えている。
【0051】
槽中方向転換ローラ64、及び、槽上方向転換ローラ65は、通常のφ20mm程度のローラよりも大径である例えば、φ100mm程度のローラで構成している。さらに、槽中方向転換ローラ64、及び、槽上方向転換ローラ65は、それぞれに備えた図示しない駆動モータによって、巻取り手段71に備えた後述するダンサーローラ74やボビン76の回転速度と略同じ回転速度で自ら積極的に能動回転し、巻取り手段71による巻取り速度と同調するように、メッキ線1bをの方向転換を行う。
【0052】
続いて巻取り手段71について説明する。
巻取り手段71は、巻取り張力調節機72、及び、ボビントラバース方式巻取り機75で構成している。
【0053】
巻取り張力調節機72は、固定ローラ73に掛け渡したメッキ線1bに加わる張力に応じて上下方向に可動させて張力の具合を調節するダンサーローラ74を備えている。さらに図示しないが、掛け渡したメッキ線1bの張力を検出する張力検出センサと、該張力検出センサが検出した張力に応じて張力が安定するよう制御する制御部と、制御部の指令に基づいてダンサーローラ74を可動させるローラ可動機とで構成している。
【0054】
ボビントラバース方式巻取り機75は、図3(a)に示すように、メッキ線1bの幅に対して幅広に構成したボビン76と、該ボビン76の軸方向に沿って該ボビン76を揺動させるモータ77、及び、モータ77の駆動を伝達するボールネジなどの伝達手段78で構成している。さらに、ボビントラバース方式巻取り機75は、ボビン76による巻取り力を検出する巻取り力検出センサ79と、該巻取り張力検出センサ79で検出した巻取り力に応じて該張力が安定するよう制御する制御部81と、制御部81の指令に基づいてボビン76を回転させるモータ82とで構成している。
【0055】
このように構成した半田メッキ線の製造装置10は、メッキ前処理手段2としてのサプライヤ11、加熱処理炉22、酸洗浄槽31、超音波水洗浄槽41、及び、軟化焼鈍炉51と、メッキ手段61としての溶融半田メッキ槽62と、巻取り手段71とのそれぞれを、被メッキ線1a、及び、メッキ線1bの走行方向の上流側からこの順にタンデムで一連配置している。
【0056】
さらに、半田メッキ線の製造装置10は、メッキを施す前に被メッキ線1aの0.2%耐力値を低下させ、その後、この低耐力化した被メッキ線1aにメッキを施し、これら工程を行う間、該メッキ線1bの耐力よりも低い巻取り力で前記巻取り手段71により巻取る構成としている。
【0057】
具体的には、巻取り手段71として上述した巻取り張力調節機72、及び、ボビントラバース方式巻取り機75を採用するとともに、巻取り手段71の巻取りを補助する第1送りキャプスタン91と第2送りキャプスタン92とを設置している。第1送りキャプスタン91と第2送りキャプスタン92とは、いずれも低耐力化する前の被メッキ線1aの走行を送り補助するよう軟化焼鈍炉51の上流側に設置している。
【0058】
詳しくは、第1送りキャプスタン91は、加熱処理炉22と酸洗浄槽31との間に備えるとともに、第2送りキャプスタン92は、酸洗浄槽31と軟化焼鈍炉51との間に備えている。
【0059】
なお、メッキ線1bの巻取り速度が遅すぎたり、速すぎたりするとメッキ線1bにかかる負荷が大きくなる。特に、巻取り速度が速すぎると、線ブレという問題も生じることになるため、第1送りキャプスタン91、及び、第2送りキャプスタン92では、巻取り手段71での巻き取り速度よりも僅かに速い速度、例えば、巻き取り速度に対して+1m/min程度速い送り速度で被メッキ線1a及びメッキ線1bを下流側に送り出している。
【0060】
また、巻取り手段71には、上述した巻取り張力調節機72、及び、ボビントラバース方式巻取り機75の近傍においてメッキ線1bを架け渡す複数の固定ローラ73を適宜、備えている。
【0061】
巻取り手段71に配置した複数の固定ローラ73のうち、最も走行方向上流側に設置した固定ローラ73を巻取り手段上流側配置ローラ73Aに設定する。巻取り手段上流側配置ローラ73Aは、槽上方向転換ローラ65により方向転換後に、巻取り手段71の側へ走行してきたメッキ線1bを巻取り手段71の側で最初に架け渡すローラである。
槽上方向転換ローラ65は、巻取り手段上流側配置ローラ73Aよりも高い位置に配置している。
【0062】
続いて半田メッキ線の製造方法について説明する。
半田メッキ線の製造方法は、被メッキ線1aに対してメッキ前処理を行うメッキ前処理工程と、被メッキ線1aの表面に半田メッキを施すメッキ工程と、表面にメッキを施したメッキ線1bを巻取る巻取り工程とを経て製造される。
【0063】
メッキ前処理工程は、加熱処理工程、酸洗浄工程、水洗浄工程、及び、軟化焼鈍工程をこの順で行う工程である。
【0064】
加熱処理工程では、蒸気雰囲気とした加熱処理炉22の内部において被メッキ線1aを走行させることで、被メッキ線1aの表面を蒸気洗浄する工程である。この蒸気洗浄により、被メッキ線1aの表面に付着した水溶性潤滑剤やその他の不純物を除去し易いよう表面から分離させることができる。
【0065】
加熱処理工程では、加熱処理炉22内での焼鈍温度を、一般の650℃程度の焼鈍温度よりも低い200℃に設定し、この低い温度に設定した加熱処理炉22内を蒸気雰囲気とし、被メッキ線1aを走行させて、被メッキ線1aに対して水蒸気洗浄を行う。
【0066】
このように、本工程では、被メッキ線1aに対して水蒸気洗浄を行うことに加えて、被メッキ線1aを焼鈍することにより低耐力化させることも行っている。但し、本工程では、焼鈍温度を200℃に設定することで、被メッキ線1aを低耐力化する度合いを抑制している。また、加熱処理炉22を通過後の被メッキ線1aを冷却水槽23により所定の温度まで冷却する。
【0067】
酸洗浄工程では、酸洗浄槽31に貯留したリン酸系の洗浄液32中を走行させることでこの中を走行した被メッキ線1aの表面の酸洗浄を行う。
【0068】
水洗浄工程では、超音波水洗浄槽41において被メッキ線1aの表面を超音波水洗浄し、該被メッキ線1aの表面に付着した水溶性潤滑剤やその他の不純物を除去する。
軟化焼鈍工程では、内部を還元ガス雰囲気とした軟化焼鈍炉51の内部に被メッキ線1aを走行させることで該被メッキ線1aを軟化焼鈍して低耐力化するとともに、被メッキ線1aの表面の酸化層を還元する工程である。
【0069】
詳しくは、図2に示すように、軟化焼鈍工程では、走行方向の上流側よりも下流側が低位置になるよう傾斜配置した軟化焼鈍炉51の鞘管53の内部に、鞘管下側突出部分56に設けた還元ガス供給部57から還元ガスGとして例えば、窒素ガスに水素ガスを混合した混合ガスを供給し、鞘管53の内部を還元性ガス雰囲気としておく(図2中の矢印d参照)。さらに、ヒータ54によって、軟化焼鈍炉本体52の内部空間を約800℃にまで加熱している。
【0070】
このような還元ガス雰囲気とした鞘管53の内部において、上端開口部55uから導入した被メッキ線1aを、還元ガスGが上昇してくる方向dと逆方向である下方向Dへ向けて走行させている。
【0071】
続くメッキ工程では、被メッキ線1aが、溶融半田メッキ槽62に貯溜された溶融半田メッキ液63中を走行することで、被メッキ線1aの表面に溶融錫を付着させる。
【0072】
軟化焼鈍炉51の下端開口部55dから導出された被メッキ線1aは、連結管55の内部を走行することで空気に接触することがなく溶融半田メッキ液63中に浸入するまで案内される。
【0073】
溶融半田メッキ液63に浸入した被メッキ線1aは、表面に溶融半田メッキ液63が付着し、表面全体が溶融半田メッキ液63で被覆されたメッキ線1bとなる。メッキ線1bは、溶融半田メッキ槽62の内部を走行する過程で溶融半田メッキ槽62中に備えた槽中方向転換ローラ64により、溶融半田メッキ槽62を走行する過程で鉛直上方に方向転換され、溶融半田メッキ槽62から鉛直上方に向けて導出される。
【0074】
メッキ線1bは、溶融半田メッキ槽62から導出された後、槽上方向転換ローラ65により方向転換され、巻取り手段71側へ走行する。
【0075】
巻取り工程では、被メッキ線1aに対して上述したメッキ前工程及びメッキ工程を行っている間、これら工程を経たメッキ線1bを、巻取り張力調節機72のダンサーローラ74の制御によりメッキ線1bの張力の調節を行いながらボビントラバース方式巻取り機75に備えたボビン76に整列巻きしていく。
【0076】
詳しくは、図3(a),(b)に示すように、ボビントラバース方式巻取り機75のボビン76を回転させながら該ボビン76の軸方向へ揺動させることでメッキ線1bを、ボビン76の軸方向に沿って並列巻きすることができ、複数層に重なり合うようにして巻取ることができる。
【0077】
この並列巻きは、図3(b)中の一部拡大断面図に示すように、重なり合う層間でメッキ線1bの並列ピッチを例えば、半ピッチずらして並列されるようメッキ線1bを巻き取る巻き取り方式である。
【0078】
上述した半田メッキ線の製造装置10および製造方法は、以下のように様々な作用、効果を得ることができる。
半田メッキ線の製造装置10は、メッキ前処理手段2としてのサプライヤ11、加熱処理炉22、酸洗浄槽31、超音波水洗浄槽41、及び、軟化焼鈍炉51と、メッキ手段61としての溶融半田メッキ槽62と、巻取り手段71を、それぞれメッキ線1bの走行方向の上流側から下流側へこの順に一連配置している。
【0079】
このように各手段を一連配置することで、製造中に低耐力化したメッキ線1bを無駄な距離を走行させることを防ぐことができ、走行中にメッキ線1bにかかる負荷を低減させることができる。
【0080】
従って、0.2%耐力値を十分に低下させた所望の品質のメッキ線1bを得ることができ、このようなメッキ線1bを安定して得ることで、製品歩留まりを向上させることができ、また、製造効率を向上させることができる。
【0081】
さらにまた、半田メッキ線の製造方法では、メッキ前処理工程としての加熱処理工程、酸洗浄工程、水洗浄工程、及び、軟化焼鈍工程と、メッキ処理工程と、巻取り工程との各工程を連続して行う。
【0082】
このように各工程を連続して行うことで例えば、所定の工程を経る度にメッキ線1b(被メッキ線1a)の走行を中断し、次の工程を行うために別の走行ラインにメッキ線1b(被メッキ線1a)を移行するといった手間を要しないため、メッキ線1bにかかる負荷を大幅に緩和でき、所望の品質のメッキ線1bを安定して得ることができる。
【0083】
半田メッキ線の製造装置10によれば、被メッキ線1aを、純銅系材料で形成し、メッキ前処理手段2に、被メッキ線1aを洗浄する洗浄手段30を備え、洗浄手段30を軟化焼鈍炉51よりも被メッキ線1aの走行方向の上流側に配置することを特徴としている。
【0084】
また、半田メッキ線の製造方法によれば、メッキ前処理工程には、軟化焼鈍工程の前に被メッキ線1aに対して加熱処理を行う加熱処理工程を含み、加熱処理工程を洗浄工程の前に行うことを特徴としている。
【0085】
上述した半田メッキ線の製造装置10、及び、半田メッキ線の製造方法によれば、0.2%耐力値を十分に低下させた所望の品質のメッキ線1bを得ることができ、このようなメッキ線1bを安定して得ることで、製品歩留まりを向上させることができ、また、製造効率を向上させることができる。
【0086】
さらに、0.2%耐力値を十分に低下させた所望の品質のメッキ線1bを、効率よく製造できるため、太陽電池用のリード線として好適な低耐力化したメッキ線1bを大量生産することも実現することができる。
【0087】
詳しくは、洗浄手段30を軟化焼鈍炉51よりも走行方向の上流側に配置することにより、軟化焼鈍炉51により低耐力化する前の被メッキ線1aに対して洗浄手段30で洗浄することが可能となる。よって、軟化焼鈍炉51により低耐力化した被メッキ線1aに対して洗浄手段30で洗浄する場合と比較して被メッキ線1aに加わる負荷を軽減することができる。
【0088】
従って、0.2%耐力値を十分に低下させた所望の品質のメッキ線1bを得ることができ、特に、太陽電池用はんだメッキ線として好適なメッキ線1bを得ることができる。
【0089】
さらに、このように、軟化焼鈍炉51により低耐力化した被メッキ線1aに対して洗浄手段30で洗浄する場合と比較して被メッキ線1aに加わる負荷を軽減することができるため、被メッキ線1aの走行時に負荷を軽減するために送りキャプスタンの設置数を軽減できることや、線速を必要以上に低下させる必要がない。
【0090】
従って、構成面、制御面、さらには条件設定面において、被メッキ線1aに加わる負荷の軽減を図るための対策を簡略化できるため、メッキ線1bの製造効率を向上させることができる。
【0091】
さらにまた、上述したような配置で洗浄手段30を備えることで、被メッキ線1aの表面に付着した不純物を洗浄手段によって除去し、その下流側に配置したメッキ手段61により、被メッキ線1aの表面に対してメッキ厚が均一である優れた品質の半田メッキ線1bを形成することができる。
【0092】
また、メッキ前処理手段2には、軟化焼鈍炉51よりも走行方向の上流側に、被メッキ線1aに対して加熱処理を行う加熱処理炉22を備え、加熱処理炉22を洗浄手段30よりも走行方向の上流側に配置することにより、加熱処理炉22で被メッキ線1aに対して加熱処理工程を行った後に洗浄手段30において洗浄することができる。
【0093】
これにより、加熱処理炉22によって被メッキ線1aの表面に付着した付着物を加熱した際に、付着物が焼け焦げた煤などの残留物が被メッキ線1aの表面に残留した場合であっても、その後に通過する洗浄手段30において残留物を洗浄により確実に除去することができる。
【0094】
さらに、洗浄手段30を、酸洗浄槽31と超音波水洗浄槽41とで構成し、メッキ前処理手段2として、加熱処理炉22、酸洗浄槽31、超音波水洗浄槽41、及び、軟化焼鈍炉51を走行方向に沿ってこの順に配置することにより、軟化焼鈍炉51によって低耐力化する前の被メッキ線1aに対して、加熱処理炉22、酸洗浄槽31、及び、超音波水洗浄槽41で行う一連の工程を完了させることができる。
【0095】
すなわち、このように、加熱処理炉22や洗浄手段30を軟化焼鈍炉51の上流側であるメッキ前処理手段2として配置することで、軟化焼鈍炉51において被メッキ線1aを低耐力化し、被メッキ線1aを低耐力化した直後にメッキ手段61においてメッキ処理工程を施すことができる。
【0096】
このため、低耐力化したメッキ線1bに対して極力負荷が加わることを回避することができ、品質に優れたメッキ線1bを得ることができる。
【0097】
特に、加熱処理炉22の下流側に酸洗浄槽31を配置することで、加熱処理炉22において被メッキ線1aを加熱し、被メッキ線1aに対して温まった状態のまま酸洗浄槽31において酸洗浄を行うことができ、常温の被メッキ線1aに対して行う場合と比較して酸洗浄効果を格段に向上させることができ、優れた酸洗浄効果を得ることができる。
【0098】
また、加熱処理炉22と酸洗浄槽31との間には、上述したように、冷却水槽23を設置している。加熱処理炉22を通過した被メッキ線1aは、冷却水槽23により冷却された後で酸洗浄槽31まで走行することになる。
【0099】
このように、加熱処理炉22を通過直後の被メッキ線1aを冷却水槽23により冷却することで、加熱処理炉22によって加熱された状態の被メッキ線1aが、表面温度が高い状態のまま加熱処理炉22と酸洗浄槽31との間を走行することで、再度、被メッキ線1aの表面に酸化膜が形成されることを防ぐことができる。
【0100】
但し、冷却水槽23によって、加熱処理炉22によって加熱された被メッキ線1aの表面が常温になるまで冷却するのではなく、少なくとも50度の表面温度を有する程度にまで留めておく。
【0101】
これにより、酸洗浄槽31において、少なくとも50度の表面温度を有する被メッキ線1aに対して酸洗浄を行うことができるため、リン酸系洗浄液32による酸洗浄効果をより発揮することができる。また、このように効率的に酸洗浄を行うことができるため、被メッキ線1aの走行を高速化した場合でも、確実に酸洗浄効果を得ることができる。
【0102】
上述した半田メッキ線の製造装置10、及び、半田メッキ線の製造方法によれば、被メッキ線1aには、長さ方向に対して直交する直交断面における幅が0.8〜10.0mmの範囲内であり、厚みが0.05〜0.5mmの範囲内のサイズである平角銅線を用い、被メッキ線1aの走行速度を、約4.0m/minに設定し、酸洗浄槽31での酸洗浄時間を12.8秒に設定するとともに、超音波水洗浄槽41での超音波水洗浄時間を13.5秒に設定することにより、優れた洗浄効果を得ることができる。
【0103】
特に、上述した半田メッキ線の製造装置10、及び、半田メッキ線の製造方法によれば、被メッキ線1aの前記幅が1.0〜2.0mmの範囲内であり、厚みが0.16〜0.2mmの範囲内のサイズである平角銅線を用いた場合において、上述した被メッキ線1aの走行速度、酸洗浄槽31での酸洗浄時間、及び、超音波水洗浄槽41での超音波水洗浄時間の設定と同様の設定の下で洗浄を行うことで後述する洗浄効果確認実験1の結果からも明らかなとおり、より優れた洗浄効果を得ることができた。
【0104】
以下、効果確認実験について説明する。
【0105】
(洗浄効果確認実験1)
洗浄効果確認実験1では、上述した製造装置、及び製造方法によりメッキ線1bを製造する際において、表1に示すように、本発明例と比較例の2つの設定例の下で被メッキ線1aに対して加熱処理工程、酸洗浄工程、水洗浄工程をこの順で行った場合の洗浄効果の違いについて検証する実験を行った。
【0106】
【表1】
本発明例では、比較例に対して線速を5分の1に設定している。すなわち、表1に示すように、本発明例では、従来例に対して線速を5分の1に設定することで、加熱処理炉22、酸洗浄槽31、超音波水洗浄槽41の各部の通過時間が5倍となるよう設定している。
【0107】
また、比較例では被メッキ線1aとして直径が0.76mm、0.65mm、0.53mmの3種類のサイズの丸線を用いたのに対して、本発明例では被メッキ線1aとして縦(厚み)と横(幅)の寸法が0.2mm×2.0mm、0.16mm×2.0mm、0.2mm×1.0mmの3種類のサイズの平角線を用いた。
なお、洗浄効果確認実験では、被メッキ線1aの形状と線速以外の設定は、本発明例と比較例とで互いに同じ設定としている。
【0108】
ここで、本実験で用いる洗浄装置は、加熱処理工程を行う加熱処理炉22と、酸洗浄工程における酸洗浄槽31と、水洗浄工程における超音波水洗浄槽41とをタンデムで配置した構成であり、加熱処理炉22、酸洗浄槽31、超音波水洗浄槽41を、図4に示すような各部の寸法で構成し、加熱処理炉22と酸洗浄槽31との間には、加熱処理炉22を通過後の被メッキ線1aを冷却する冷却水槽を設置していない構成である。
なお、図4は、本実験で用いる洗浄装置、及び、その周辺部分を模式的に示している。
【0109】
加熱処理炉22では、洗浄剤としてスチームが用いられ、特に、油汚れ等に対しての洗浄効果が期待できる。酸洗浄槽31では、洗浄剤として酸洗浄液が用いられ、酸化物等に対しての洗浄効果が期待できる。超音波水洗浄槽41では、洗浄剤として水が用いられ、特に酸洗浄工程で被メッキ線1aの表面に残留した酸液等に対しての洗浄効果が期待できる。
なお、加熱処理工程では、加熱処理炉22の内部を蒸気雰囲気としているため、加熱処理炉22は、スチーマーとしても機能する。このため、加熱処理工程では、加熱により被メッキ線1aの表面に付着した付着物を加熱除去する効果も期待できるため、加熱処理工程を洗浄工程の一部と見なして本実験対象に含めている。
【0110】
洗浄効果確認実験の評価は、本発明例と比較例とのそれぞれにおける水洗浄工程後の被メッキ線1aの表面の状態、及び、巻き取り工程後のメッキ線1bの表面の状態を目視による所定基準に従って比較、確認することにより行った。
【0111】
上述した条件の下で行った結果、まず、水洗浄工程後の被メッキ線1aの表面の状態については、本発明例の線速の設定では、比較例の線速の設定の場合と異なり、被メッキ線1aの表面に染みや膜のように広い範囲で付着している油や、離散状、点状に付着している粉塵などの付着物が一切全く確認できず、被メッキ線1aの表面の清浄化を図ることができることを確認できた。
【0112】
さらに、最終的に巻取り工程後のメッキ線1bの表面のメッキ状態を目視による所定基準に従って確認したところ、本発明例の線速の設定では、従来例の線速の設定の場合と異なり、表面に凹凸が確認されず、メッキの厚みをメッキ線の長さ方向、及び、周方向において均一化することを確認できた。
【0113】
また、このように線速に関して、比較例では、20m/minに設定しているのに対して、本発明例では、比較例の速度設定に対して5分の1の速度の4m/minに設定することで、十分な洗浄効果を得ることができていることから、線速を4m/minよりもさらに低速に設定することも考えられる。
【0114】
しかし、線速を4m/minよりも速度の設定の下で同様の実験を試みたが、4m/minの速度設定の際の洗浄効果以上の効果を得ることができず、低速に設定すればする程、洗浄効果を向上できるわけではないことが明らかとなった。
【0115】
逆に、被メッキ線1aが各工程を通過する通過時間がその分、長くなるため、生産性の低下が懸念されることになる。よって、洗浄工程で洗浄効果が得られるという観点と生産効率の観点から線速は、上述した実験条件の下では、約4m/minに設定することが好ましいという結果を得ることができた。
【0116】
(洗浄効果確認実験2)
洗浄効果確認実験2では、上述した製造装置、及び製造方法によりメッキ線1bを製造する際において、本発明例と比較例の2つの設定例の下で被メッキ線1aに対してそれぞれ酸洗浄工程、水洗浄工程を行った場合の洗浄効果の違いについて検証する実験を行った。
【0117】
比較例では、加熱処理工程を行わずに酸洗浄工程、水洗浄工程をこの順で行う洗浄工程であるのに対して、本発明例では、酸洗浄工程の直前に加熱処理工程を行い、その後、酸洗浄工程、水洗浄工程をこの順で行う洗浄工程である。
【0118】
洗浄効果確認実験の評価は、本発明例と比較例とのそれぞれにおける水洗浄工程後の被メッキ線1aの表面の状態、及び、巻き取り工程後のメッキ線1bの表面の状態を目視による所定基準に従って比較し、確認することにより行った。
【0119】
比較例の設定の下、洗浄工程を行った後の被メッキ線1aを確認したところ、表面に酸化層が残留していた。さらに、メッキ線表面のメッキ状態を確認したところ、メッキ線1bの表面が粗くなっていることを確認できた。
【0120】
これに対して、本発明例の設定の下、洗浄工程を行った後の被メッキ線を確認したところ、表面に油汚れ等の汚れを確認できず、酸化層も残留してなかった。さらに、メッキ線表面のメッキ状態を確認したところ、表面に凹凸がなく、均一なメッキ厚が形成されていることを確認できた。
【0121】
以上により、酸洗浄工程の直前に加熱処理工程を行うことで、常温の被メッキ線1aに対して酸洗浄工程を行う場合と比較して酸洗浄効果を格段に向上させることができ、優れた酸洗浄効果を得ることを確認できた。
【0122】
上述した半田メッキ線の製造装置10および半田メッキ線の製造方法は、上述した構成、及び、製造方法に限定せず、様々な構成、及び、製造方法で構成することができる。
他の実施形態として、加熱処理炉22と酸洗浄槽31との間に設置した冷却水槽23は、必須の構成ではなく、図5に示すように、これら加熱処理炉22と酸洗浄槽31との間に冷却水槽23を設置しなくてもよい。
【0123】
冷却水槽23を設置しない場合、加熱処理炉22によって、表面が加熱された被メッキ線1aを、その表面温度が高い状態のまま酸洗浄槽31において走行させることができるため、より効果的に酸洗浄効果を得ることができる。
【0124】
また、他の実施形態として、上述したように、軟化焼鈍炉51の内部を還元ガス雰囲気としているが、この還元ガスGには、上述したように、窒素ガス、或いは、窒素ガスと水素ガスとの混合ガスに限らず、窒素ガスのみで構成したり、他の成分を含有してもよい。また、窒素ガスや水素ガス以外の還元ガスで構成してもよい。
【0125】
この発明の構成と、上述した実施形態との対応において、銅線は、被メッキ線1a、及び、メッキ線1bに対応し、以下、同様に、
酸洗浄手段は、酸洗浄槽31に対応し、
水洗浄手段は、超音波水洗浄槽41に対応するものとし、本発明は、上述した実施形態に限定せず、様々な実施形態で構成することができる。
【符号の説明】
【0126】
1a…被メッキ線
1b…メッキ線
2…メッキ前処理手段
10…メッキ線の製造装置
12…サプライヤ
22…加熱処理炉
30…洗浄手段
31…酸洗浄槽
41…超音波水洗浄槽
51…軟化焼鈍炉
57…還元ガス供給部
61…メッキ手段
63…溶融半田メッキ液
71…巻取り手段
72…巻取り張力調節機
75…ボビントラバース方式巻取り機
G…還元ガス
【特許請求の範囲】
【請求項1】
銅線に対してメッキ前処理を行うメッキ前処理手段と、
銅線の表面に半田メッキを施すメッキ手段と、
表面にメッキを施した銅線を巻取る巻取り手段とで構成される半田メッキ線の製造装置であって、
前記銅線を、純銅系材料で形成し、
前記メッキ前処理手段に、銅線を軟化焼鈍して低耐力化する軟化焼鈍手段を備え、
低耐力化した前記銅線を、該銅線の耐力よりも低い巻取り力で前記巻取り手段により巻取る構成とし、
前記軟化焼鈍手段、前記メッキ手段、及び、前記巻取り手段を、銅線の走行方向の上流側からこの順に一連配置し、
前記メッキ前処理手段に、銅線を洗浄する洗浄手段を備え、
前記洗浄手段を前記軟化焼鈍手段よりも銅線走行方向の上流側に配置した
半田メッキ線の製造装置。
【請求項2】
前記メッキ前処理手段には、
前記軟化焼鈍手段よりも銅線走行方向の上流側に、銅線に対して加熱処理を行う加熱処理手段を備え、
前記加熱処理手段を前記洗浄手段よりも銅線走行方向の上流側に配置した
請求項1に記載の半田メッキ線の製造装置。
【請求項3】
前記洗浄手段を、酸洗浄手段と水洗浄手段とで構成し、
前記メッキ前処理手段として、前記加熱処理手段、前記酸洗浄手段、前記水洗浄手段、及び、前記軟化焼鈍手段を銅線走行方向に沿ってこの順に配置した
請求項2に記載の半田メッキ線の製造装置。
【請求項4】
銅線には、長さ方向に対して直交する直交断面における幅が0.8〜10mmの範囲内であり、厚みが0.05〜0.5mmの範囲内のサイズである平角銅線を用い、銅線の走行速度を、約4.0m/minに設定し、
前記酸洗浄手段での酸洗浄時間を12.8秒に設定するとともに、水洗浄手段での水洗浄時間を13.5秒に設定した
請求項2、又は、3に記載の半田メッキ線の製造装置。
【請求項5】
銅線に対してメッキ前処理を行うメッキ前処理工程と、
銅線の表面に半田メッキを施すメッキ工程と、
表面にメッキを施した銅線を巻取る巻取り工程とを経て製造される半田メッキ線の製造方法であって、
前記銅線には、純銅系材料で形成したものを用い、
前記メッキ前処理工程では、銅線を軟化焼鈍して低耐力化する軟化焼鈍工程を行い、
前記巻取り工程を、
低耐力化した前記銅線の耐力よりも低い巻取り力で巻取る工程とし、
前記巻取り工程の間、前記軟化焼鈍工程と前記メッキ工程とを連続して行い、
前記メッキ前処理工程において、前記軟化焼鈍工程の前に、銅線を洗浄する洗浄工程を行う
半田メッキ線の製造方法。
【請求項6】
前記メッキ前処理工程には、前記軟化焼鈍工程の前に銅線に対して加熱処理を行う加熱処理工程を含み、
前記加熱処理工程を前記洗浄工程の前に行う
請求項5に記載の半田メッキ線の製造方法。
【請求項7】
前記洗浄工程には、酸洗浄工程と水洗浄工程とを備え、
前記メッキ前処理工程において、前記加熱処理工程、前記酸洗浄工程、前記水洗浄工程、及び、前記軟化焼鈍工程を、この順で行う
請求項6に記載の半田メッキ線の製造方法。
【請求項8】
銅線には、長さ方向に対して直交する直交断面における幅が0.8〜10mmの範囲内であり、厚みが0.05〜0.5mmの範囲内のサイズである平角銅線を用い、銅線の走行速度を、約4.0m/minに設定し、
前記酸洗浄工程での酸洗浄時間を12.8秒に設定するとともに、水洗浄工程での水洗浄時間を13.5秒に設定した
請求項6、又は、7に記載の半田メッキ線の製造方法。
【請求項1】
銅線に対してメッキ前処理を行うメッキ前処理手段と、
銅線の表面に半田メッキを施すメッキ手段と、
表面にメッキを施した銅線を巻取る巻取り手段とで構成される半田メッキ線の製造装置であって、
前記銅線を、純銅系材料で形成し、
前記メッキ前処理手段に、銅線を軟化焼鈍して低耐力化する軟化焼鈍手段を備え、
低耐力化した前記銅線を、該銅線の耐力よりも低い巻取り力で前記巻取り手段により巻取る構成とし、
前記軟化焼鈍手段、前記メッキ手段、及び、前記巻取り手段を、銅線の走行方向の上流側からこの順に一連配置し、
前記メッキ前処理手段に、銅線を洗浄する洗浄手段を備え、
前記洗浄手段を前記軟化焼鈍手段よりも銅線走行方向の上流側に配置した
半田メッキ線の製造装置。
【請求項2】
前記メッキ前処理手段には、
前記軟化焼鈍手段よりも銅線走行方向の上流側に、銅線に対して加熱処理を行う加熱処理手段を備え、
前記加熱処理手段を前記洗浄手段よりも銅線走行方向の上流側に配置した
請求項1に記載の半田メッキ線の製造装置。
【請求項3】
前記洗浄手段を、酸洗浄手段と水洗浄手段とで構成し、
前記メッキ前処理手段として、前記加熱処理手段、前記酸洗浄手段、前記水洗浄手段、及び、前記軟化焼鈍手段を銅線走行方向に沿ってこの順に配置した
請求項2に記載の半田メッキ線の製造装置。
【請求項4】
銅線には、長さ方向に対して直交する直交断面における幅が0.8〜10mmの範囲内であり、厚みが0.05〜0.5mmの範囲内のサイズである平角銅線を用い、銅線の走行速度を、約4.0m/minに設定し、
前記酸洗浄手段での酸洗浄時間を12.8秒に設定するとともに、水洗浄手段での水洗浄時間を13.5秒に設定した
請求項2、又は、3に記載の半田メッキ線の製造装置。
【請求項5】
銅線に対してメッキ前処理を行うメッキ前処理工程と、
銅線の表面に半田メッキを施すメッキ工程と、
表面にメッキを施した銅線を巻取る巻取り工程とを経て製造される半田メッキ線の製造方法であって、
前記銅線には、純銅系材料で形成したものを用い、
前記メッキ前処理工程では、銅線を軟化焼鈍して低耐力化する軟化焼鈍工程を行い、
前記巻取り工程を、
低耐力化した前記銅線の耐力よりも低い巻取り力で巻取る工程とし、
前記巻取り工程の間、前記軟化焼鈍工程と前記メッキ工程とを連続して行い、
前記メッキ前処理工程において、前記軟化焼鈍工程の前に、銅線を洗浄する洗浄工程を行う
半田メッキ線の製造方法。
【請求項6】
前記メッキ前処理工程には、前記軟化焼鈍工程の前に銅線に対して加熱処理を行う加熱処理工程を含み、
前記加熱処理工程を前記洗浄工程の前に行う
請求項5に記載の半田メッキ線の製造方法。
【請求項7】
前記洗浄工程には、酸洗浄工程と水洗浄工程とを備え、
前記メッキ前処理工程において、前記加熱処理工程、前記酸洗浄工程、前記水洗浄工程、及び、前記軟化焼鈍工程を、この順で行う
請求項6に記載の半田メッキ線の製造方法。
【請求項8】
銅線には、長さ方向に対して直交する直交断面における幅が0.8〜10mmの範囲内であり、厚みが0.05〜0.5mmの範囲内のサイズである平角銅線を用い、銅線の走行速度を、約4.0m/minに設定し、
前記酸洗浄工程での酸洗浄時間を12.8秒に設定するとともに、水洗浄工程での水洗浄時間を13.5秒に設定した
請求項6、又は、7に記載の半田メッキ線の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−17516(P2012−17516A)
【公開日】平成24年1月26日(2012.1.26)
【国際特許分類】
【出願番号】特願2011−78950(P2011−78950)
【出願日】平成23年3月31日(2011.3.31)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【出願人】(591019656)理研電線株式会社 (12)
【Fターム(参考)】
【公開日】平成24年1月26日(2012.1.26)
【国際特許分類】
【出願日】平成23年3月31日(2011.3.31)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【出願人】(591019656)理研電線株式会社 (12)
【Fターム(参考)】
[ Back to top ]