
半田層及びそれを用いた電子デバイス接合用基板並びにその製造方法

【課題】 半田層の溶融凝固後に発光素子の発光波長に対する光反射率を高くすることができる、Pbフリーの半田層及びそれを用いた電子デバイス接合用基板並びにその製造方法を提供する
【解決手段】 基板2上に形成される半田層4であって、半田層4の溶融凝固後の表面粗さを、0.15μm以下とする。電子デバイス接合用基板1は、基板2と基板の表面に配設する電極層3と電極層に配設する半田層4とを含み、半田層4の溶融凝固後の表面粗さが、0.15μm以下であればよい。この電子デバイス接合用基板1によれば、溶融凝固後の半田層4は光反射率の高い反射鏡となり、発光素子からの光取出し効率を高くすることができる。
【解決手段】 基板2上に形成される半田層4であって、半田層4の溶融凝固後の表面粗さを、0.15μm以下とする。電子デバイス接合用基板1は、基板2と基板の表面に配設する電極層3と電極層に配設する半田層4とを含み、半田層4の溶融凝固後の表面粗さが、0.15μm以下であればよい。この電子デバイス接合用基板1によれば、溶融凝固後の半田層4は光反射率の高い反射鏡となり、発光素子からの光取出し効率を高くすることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子デバイスの接合に利用可能な半田層及びそれを用いた電子デバイス接合用基板並びにその製造方法に関する。
【背景技術】
【0002】
電子デバイス、例えば発光ダイオードは、発光層となるpn接合のp,n層に、それぞれ所謂オーミック電極が形成されている。
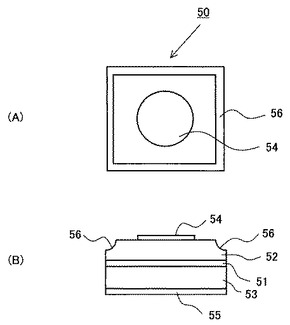
図6は、従来の発光ダイオードチップ50の構造を示しており、(A)は発光を取り出す側の平面図、(B)はその断面図である。図示するように、四角形状の発光ダイオードチップ50は、活性層51がクラッド層52,53により挟み込まれるダブルへテロ構造(以下、DH構造と呼ぶ)からなり、その上部には円形の上部電極54と、裏面全面には下部電極55が形成されている。上部電極54がp層へのオーミックの電極(以下、p電極と呼ぶ)であれば、下部電極55にはn層へのオーミック電極(以下、n電極と呼ぶ)が形成される。上部電極54がn電極であって、下部電極55がp電極であってもよい。ここで、メサ部56は、発光ダイオードチップ50をダイシングする工程で切断される領域であり、切断時のストリート及び切断領域のチッピング低減のために化学エッチングにより触刻されている領域である。
【0003】
上記発光ダイオードチップ50においては、下部電極55はリードフレームや金属パッケージのステムに半田などによりダイボンディングされる。一方、上部電極54は、金線などにより他方の電極となる電極へワイヤボンディングされる。ダイボンディングやワイヤボンディングを行うために、p電極及びn電極は多層構造からなっている。これらの電極としては、オーミック電極となる金属層と最上層がAuからなる電極構造が公知である。このようなp電極及びn電極は通常1μm程度の厚さに形成されている。上部電極54は通常、その面積を発光ダイオードチップ50の面積よりも小さいサイズにして、上部電極54が形成されていない領域からだけ光が取り出される。
【0004】
ところで、発光素子に電流を流して高出力化を図るためには、放熱特性を向上させることが必要である。発光素子に大きな電流を流せば、それに伴い発熱が増大するので、発光素子は、金属パッケージに実装されている。発光素子は、金属パッケージの放熱体となるステムに半田接合される。発光素子と金属パッケージ内のステムとの間には熱膨張が生じ、発光素子に応力が加わる。この応力の緩和のためには、高熱伝導性絶縁材料からなるサブマウントに半導体チップをマウントしたのち、ステムに実装する手法が知られている。
【0005】
例えば、特許文献1及び2には、高熱伝導性絶縁材料上に多層配線層とバリヤ層とPb(鉛)及びSn(スズ)からなる半田層と、を順次積層した光半導体素子用サブマウントの電極構造が開示されている。特許文献1においては、特に、半田層が電極層へ拡散しないようにバリヤ層を設けており、半田層自体はスパッタ法や蒸着法、メッキなどにより形成することが開示されている。
【0006】
特許文献2には、高熱伝導性絶縁材料上に多層配線層とバリヤ層とAu(金)及びSnからなる半田層と、を順次積層した光半導体素子用サブマウントが開示されている。この特許文献2においては、メタルマスク法を用い、真空度を5×10-4Pa以下とし、基板温度を80〜150℃とし、成膜速度を0.1nm/秒以上1.0nm以下とした条件により、半田層を真空蒸着により成膜することで、半田層の平均結晶粒径の増大を抑制して、半田層の成膜後の表面粗さを抑制している。
【0007】
Sn、Ag(銀)及びCu(銅)からなる半田の場合には、溶融凝固後の表面状態がPb及びSn半田合金のように平滑ではなく、表面にしわが多く発生し、良好な光沢面が得られない問題があった。特許文献3には、溶融凝固温度の高い金属として、具体的にはCo(コバルト)、さらにはP(リン)を添加することにより濡れ性を改善してしわの発生を防止した、油中造球法により製造した球状の半田ボールが開示されている。
【0008】
【特許文献1】特公平6−3815号公報
【特許文献2】特開2003−258360号公報
【特許文献3】特開2004−154865号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
従来のPb及びSnからなる半田は、その廃棄物が地下水汚染を引き起こすことなどから、近年、使用が制限される傾向となっている。特に欧州では、RoHS指令(電気電子機器に含まれる特定有害物質の使用制限に関する欧州議会および理事会指令)により2006年7月1日から使用が禁止された。このため、Pbを含む半田の代替半田、即ちPbフリー半田として、Sn、Ag及びCuからなる半田などが開発されている。
【0010】
Pbフリーの半田層として、例えばAuとSnからなる半田層を用いてサブマウントを形成した場合には、半田層の成膜後においては光沢があるが、半田層を融点以上に加熱して溶融させ、その後融点以下に冷却して凝固させる(以下、適宜、溶融凝固後と呼ぶ)と光沢が無くなる。このため、サブマウントにおいて上記のような半田層を用いて発光ダイオードのような発光素子を接合した場合には、発光素子の出力がしばしば低下していた。また、薄膜半田層を用いる場合には、一般的な鋳造、射出成型、油中造球法などによる精製や形成を行うことができず、これらの方法による光沢化ができない。
このように、Pbフリーの半田層又はこの半田層を用いたサブマウントを用いて発光素子を接合した場合には、十分な発光出力が歩留まり良く得られないという課題がある。
【0011】
本発明は、上記課題に鑑み、半田層の溶融凝固後に発光素子の発光波長に対する光反射率を高くすることができる、Pbフリーの半田層及びそれを用いた電子デバイス接合用基板並びにその製造方法を提供することを目的としている。
【課題を解決するための手段】
【0012】
本発明者らはPbを含まない半田材料からなる薄膜が溶融凝固後にその光沢が無くなる原因を追求した結果、半田層成膜時の成膜速度が遅い場合には、蒸着源からの放熱により基板の温度が上昇し易く、成膜時の基板温度上昇に伴い、基板の反り等により成膜後の半田層が空隙(以下、適宜、ボイドとも呼ぶ)などを含んだ状態で成膜されるので、成膜層の緻密性が低い状態となっており、その結果、この半田層の溶融凝固後にもボイドが半田層内から完全に抜けず半田層の表面粗さが増大し、それに伴い半田層表面の光沢が失われる、すなわち半田層の光反射率が低下しているとの知見を得て、本発明を完成するに至った。
【0013】
上記目的を達成するため、本発明は、基板上に形成される半田層であって、半田層の溶融凝固後の表面粗さが0.15μm以下であることを特徴とする。この構成によれば、Pbフリー半田においても光の反射率を大きくすることができる。
【0014】
さらに、本発明の電子デバイス接合用基板は、基板と、基板表面上に配設する電極層と、電極層上に配設される半田層と、を含む電子デバイス接合用基板であって、半田層の溶融凝固後の表面粗さが、0.15μm以下であることを特徴とする。
上記構成において、半田層は、好ましくは40%以上の光反射率を示す。半田層はPbを含まない、Pbフリー半田層であって、Sn、Au、Ag、Alの何れか1つ以上の元素を含むことが好ましい。基板は、半導体単結晶、窒化アルミニウムを含むセラミックスの何れかであることが好ましい。
【0015】
上記構成によれば、電子デバイス接合用基板に形成される半田層の光反射率が高く、電子デバイス接合用基板に搭載される発光素子からの発光を効率よく外部に取り出すことができ、電子デバイス接合用基板に搭載される発光素子からの光出力が増大する。
【0016】
本発明の電子デバイス接合用基板の製造方法は、基板と、基板表面上に配設される電極層と、電極層上に配設される半田層と、を含む電子デバイス接合用基板において、電極層上に半田層形成のためのマスクを形成し、マスクを介して金属材料を真空蒸着して半田層を形成する工程を含み、真空蒸着時の基板を、60℃以下の温度に保持することを特徴とする。
上記構成において、真空蒸着時の半田層の成膜速度を、好ましくは、1nm/sec以上4nm/sec以下とする。
【0017】
上記構成によれば、半田層の成膜時の温度や成膜速度などを制御することにより、半田層内のボイドを減少させて、半田溶解後にも良好な表面粗さを維持することが可能となり、光反射率の高い半田層を有する電子デバイス接合用基板を低コストで提供することができる。
【発明の効果】
【0018】
本発明によれば、半田層の溶融凝固において光反射率を高くすることができる、半田層及びそれを用いた電子デバイス接合用基板を提供することができる。この電子デバイス接合用基板によれば、半田層は発光素子からの光に対して光反射率の高い反射鏡となり、光取り出し効率が高い発光素子を実現することができる。
【発明を実施するための最良の形態】
【0019】
以下、本発明の好ましい実施の形態を図面により詳細に説明する。各図において同一又は対応する部材には同一符号を用いる。
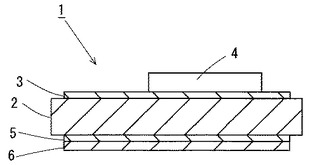
図1は、本発明の電子デバイス接合用基板1の構造を示す模式的な断面図である。図1に示すように、基板2の上面側は、基板2の一部又は全部を覆うように電極層3が配設され、この電極層3表面の所定箇所に、発光素子の発光波長に対して反射率の高い半田層4が配設されている。基板2の下面側には、図示するように一部又は全部を覆うように電極層5及び半田層6が形成されていてもよい。ここで、電極層3の所定箇所としては、電子デバイスが発光ダイオードの場合などには、全面に形成してもよいし、所定の電極パターンを形成したものであってもよい。また、電極層3の一部には、金線を接続し電気回路を形成してもよい。
なお、以下の説明においては、本発明の電子デバイス接合用基板1をサブマウント1とし、基板2をサブマウント基板として説明をする。
【0020】
半田層4は、電子デバイスとサブマウント基板2を接合するための層である。電子デバイスのサブマウント基板2への接合は、半田層4を融点以上に加熱して溶融させ、半田層4が溶融した状態で電子デバイスを半田層4上に搭載し、その後、半田層4を融点以下に冷却して凝固させることで、電子デバイスをサブマウント基板2に接合させることができる。このような半田層4の材質としては、銀(Ag),アルミニウム(Al),金(Au)の何れか1つ以上を含むスズ(Sn)系の半田が、光反射率が高く好ましい。この場合、半田層4の溶融凝固の光反射率を40%以上とすることで、後述するように、サブマウント基板2に接合する電子デバイス、例えば発光ダイオードなどの発光素子の光出力を安定して高めることができる。特に好ましい光反射率は50%以上である。逆に、半田層4の溶融凝固後の光反射率が40%よりも小さい場合には、発光素子からの光出力が安定して得られない。
【0021】
半田層4の成膜後の表面粗さは、光反射率を高めるために0.1μm未満となるように成膜することが望ましい。逆に、半田層4の成膜後の表面粗さを0.1μm以上とすると、半田層4内に存在するボイドが多くなり、半田層4の溶融凝固後の光反射率が低下するので好ましくない。成膜後の半田層4の表面粗さを0.1μm未満とすることで、半田層4の溶融凝固後にボイドの少ない半田層が形成可能となる。ボイドが少ない半田層4を形成することで、半田層4の溶融凝固後の表面粗さを0.15μm未満とすることが可能となる。
なお、本発明の上記半田層4の成膜後及び溶融凝固後の表面粗さは、算術平均した表面粗さ(Ra)であり、1mm範囲のライン測定を複数回行い、その平均値から求める値である。本発明において、溶融凝固した半田層4の表面粗さ測定においては、所定の雰囲気中で半田材料の溶融に必要な所定の温度に加熱して約10秒間溶融し、その後、約1℃/secで冷却して得た半田層4を用いる。この場合、半田層4には発光ダイオードなどの電子デバイスを搭載していない状態とした。
【0022】
電極層3は金属が望ましく、とくに、金、白金(Pt)、銀、銅(Cu)、鉄(Fe)、アルミニウム、チタン(Ti)、タングステン(W)の何れかを用いることができる。電極層3は、半田層4を形成するときの下地となる層であるので、その成膜後の表面粗さは、0.1μm未満が望ましい。逆に、電極層3の表面粗さを0.1μm以上とすると、半田層4の成膜後の表面粗さの上記条件である0.1μm未満を満たすことができないので好ましくない。
【0023】
さらに、サブマウント基板2と電極層3との間には密着層(図示せず)を挿入してもよい。この密着層としてはサブマウント基板2と密着性が良好で、電極層3とは異なる金属が望ましく、チタン、クロム(Cr)、ニッケル(Ni)、タングステン(W)、モリブデン(Mo)などの何れかを用いることができる。密着層を設ける場合には、密着層は、電極層3を形成するときの下地となる層であるので、その成膜後の表面粗さは、0.1μm未満が望ましい。逆に、密着層の表面粗さを0.1μm以上とすると、電極層3の成膜後の表面粗さの上記条件である0.1μm未満を満たすことができないので好ましくない。
【0024】
サブマウント基板2としては、熱伝導率の高いシリコン(Si)やダイヤモンドIIaなどの半導体単結晶、窒化アルミニウム(AlN)、シリコンカーバイド(SiC)などのセラミックスを用いることができる。サブマウント基板2は、電極層3又は密着層を形成するときの下地となる層であるので、その表面粗さは0.05μm未満が望ましい。逆に、サブマウント基板2の表面粗さを0.05μm以上とすると、電極層3又は密着層の表面粗さが大きくなるので好ましくない。また、サブマウント基板2の側面にも、上記と同様な電極層を形成してサブマウント基板2の上面と下面を電気的に接続してもよい。
【0025】
次に、本発明のサブマウントへの発光素子の実装について説明する。
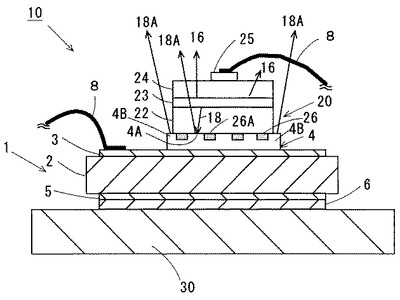
図2は本発明のサブマウントに発光素子を搭載した構造を模式的に示す断面図である。本発明のサブマウント1を用いた発光ダイオード10は、発光ダイオードチップ20と、サブマウントを搭載するステム30と、を含んで構成されている。本発明のサブマウント1は、サブマウント基板2の下面側の半田層6によりステム30に接着されている。ステム30は図示しないパッケージの一部である。ここで、パッケージは、ステム30と同電位の電極と、ステム30から絶縁されている電極と、ガラスのような光透過性材料からなる窓部を有するキャップとを含んで構成されている。これら電極とキャップは図示を省略している。
【0026】
一方、サブマウント基板2の上面側においては、発光ダイオードチップ20の下部電極26が、光反射率の高い半田層4を介してサブマウント基板2に接合され電気的に接続される。サブマウント基板2の電極層3は、Au(金)線8を用いて、図示しないステムの金属部とワイヤボンディングにより接続される。そして、発光ダイオードチップ20の上部電極であるn層電極25は、Au線8を用いて、ステム30から絶縁されている図示しない電極へワイヤボンディングにより接続されている。ここで、半田層4の発光ダイオードチップ20よりも外部にはみ出た領域4Bが生じる。
【0027】
次に、本発明のサブマウントに搭載される発光ダイオードチップの一例について説明する。
発光ダイオードチップ20は、p型クラッド層22と活性層23とn型クラッド層24とからなるDH構造を有し、n型クラッド層24及びp型クラッド層22には、それぞれ上部電極となるn層電極25及び下部電極となるp層電極26が形成されている。この発光ダイオードチップ20の特徴は、下部電極であるp層電極26が、発光ダイオードチップ裏面に部分的に形成した電極26Aから構成されていることである。
一方、上部電極であるn層電極25は、活性層23からの光を上方へ出射させるために、発光ダイオードチップ20よりも面積の小さい円形や十字状のパターンを有している。そして、活性層23から表面へ向かって出射する光16が、n型クラッド層24のn層電極25が形成されていない領域を通過して、紙面上方へ出射される。
ここで、発光ダイオードチップ20の上面端部には、図示しないメサ部が形成されていてもよい。なお、赤外発光ダイオードチップ20は、図2とは逆、すなわち、ステム30側から順に、n層電極25、n型クラッド層24、活性層23、p型クラッド層22、p層電極26としてもよい。
【0028】
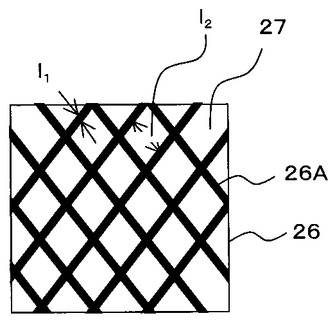
図3は、発光ダイオードチップ20の下部電極構造を示す模式的な平面図である。図3に示すように、下部電極26は、電極26Aが形成されていない領域を有している。
【0029】
次に、本発明のサブマウント1を用いた発光素子の動作について説明する。発光素子は、各種発光ダイオードや半導体レーザダイオードが挙げられるが、図2に示す発光ダイオードを、発光素子の一例として説明する。
本発明のサブマウント1は、発光素子を搭載する側の電極層3上に形成される半田層4が、発光ダイオードからの発光される光に対して高い反射率を有している。このため、発光素子が半田層4に搭載されたときには、活性層23からサブマウント1側に出射した光の内、半田層4の発光ダイオードチップ20よりも外部にはみ出た領域4Bで反射した光も紙面上方へ出射する光となり、発光ダイオードの出力を向上させる。図3に示すように、発光ダイオードが配設されていない開口部27と、サブマウント1との間にも光反射率の高い半田層4Aが充填されるので、活性層23からサブマウント1側に出射する発光ダイオードチップ20から漏れない発光に対しても、反射率の高い反射鏡となる。
【0030】
これにより、活性層23からサブマウント1側に出射する光18が、反射鏡となる半田層4Aの表面で反射されて、表面側に向かう反射光となる。この反射光は、p型クラッド層22と活性層23とn型クラッド層24とを通過し、n型クラッド層24のn層電極25が形成されていない領域を通過して上方へ出射される。つまり、活性層23からサブマウント1側に出射した光が、半田層4Aの表面で反射され、発光ダイオード1の外部へ出射する光18Aとなる。したがって、本発明のサブマウント1を用いた発光ダイオード10によれば、活性層23から表面へ向かって出射する光16に、さらに、半田層4から反射されて出射する光18A(以下、適宜、半田層による反射光18Aと呼ぶ)が加わり、光取り出し効率が増加する。このため発光出力が増大する。
【0031】
半田層による反射光18Aは、網目状電極26Aの形成されていない開口部27の面積が大きいほど増大する。すなわち、開口部27の発光ダイオードチップ20の面積に対する割合、すなわち、開口率が大きいほど増加する。この下部電極の開口部27の開口率は、30%から70%程度とすることができる。
【0032】
次に、本発明のサブマウントの製造方法について説明する。
最初に、サブマウント基板2を用意し、その両面をラッピング装置により研削する。さらに、ポリッシング装置などを用い、仕上げ研磨を実施し、サブマウント基板2表面の平均粗さを、0.05μm未満とする。
【0033】
続いて、フォトリソグラフィ法によるパターニングを行う。具体的には、サブマウント基板2の表面全体に、スピナーによりレジストを均一塗布した後、ベーキング炉によって所定のベーキングを行い、マスクアライナー装置を用いてコンタクト露光を行う。露光後、テトラメチルアンモニウム系の現像液により、電極層3となる部分のレジストを溶解してサブマウント基板2を露出させる。
【0034】
次に、真空蒸着装置などを用いて電極層3となる金属を蒸着し、アセトンを用いてレジスト全体を溶解させることにより、電極層3以外の金属をリフトオフにより除去し、所定の電極層3を形成する。この場合、さらに電極層3とサブマウント基板2との間に密着層を挿入して、電極層3を形成してもよい。電極層3の形成は、後述する半田層4の形成と同様の条件で成膜速度、真空度、サブマウント基板2の温度等の蒸着条件を適宜に制御して、成膜後の電極層3表面の平均粗さを、0.1μm未満とする。
【0035】
上記電極層3と同様にフォトリソグラフィ法及び真空蒸着装置を用いたリフトオフを行う。つまり、サブマウント基板2の表面に形成された電極層3の所定箇所に、発光素子の発光波長において光反射率の高い金属材料からなる半田層4を、マスクを介して形成する。
【0036】
半田層4の成膜時の真空度は、10-3Pa以下とすると半田層4となる金属材料を蒸発させたときに、半田層4を形成する基板への到達を良くし、安定な蒸着ができるために好ましい。望ましくは8×10-4Pa以下、さらに望ましくは5×10-4Pa以下とすることで、基板表面への水分子などの残留物が付着せず、空隙(ボイド)が形成されず、表面粗さを小さくできる。
【0037】
半田層4の成膜時の基板温度は100℃以下に設定する。これにより、基板に到達した蒸発材料の運動エネルギーを下げ、平坦で緻密な成膜が可能となる。基板温度は望ましくは80℃未満、さらに望ましくは60℃以下とすることで、Snを含む半田材料の場合にはSnの粒化やランド形成を効果的に防止することができる。基板温度を60℃以下とすることでマスクの揮発が防止できるため、フォトリソグラフィ法を用いて半田層4の作製が可能となる。そのためメタルマスクを用いた蒸着法と比べ、半田層4の形成位置を精度よく調整することが可能となり、歩留りの向上と半田層を低コストで作製することができる。
このように、サブマウント基板2の温度を上記範囲とし、後述する半田層4の成膜レートを制御することにより、半田層4内のボイドを低減し、半田層4の溶解凝固後の表面粗さを低減させることができる。
【0038】
半田層4の成膜速度は、1nm/sec以上4nm/sec以下とすることで緻密な半田層4を形成することが可能になる。半田層4の成膜速度を1nm以上とすることで成膜時間を短縮し、蒸着源による基板温度の上昇を抑制することができる。このため、成膜される半田層4内のボイドを効果的に抑制して緻密な半田層4を形成することができ、半田層4の溶解凝固後の表面粗さを小さくすることができる。また、成膜速度を4nm以上とすると、蒸着時にサブマウント基板2の温度が上昇し、基板温度を60℃以下に抑制することが困難になってしまう。
【0039】
最後に、得られたサブマウント基板2を、ダイシング装置などを用いて所定のサブマウント1の寸法に分割する。
【0040】
本発明のサブマウント1の特徴は、サブマウント基板2の表面粗さを0.05μm未満とし、さらに、その上面に形成される電極層3の表面粗さを0.1μm未満とすることにより、サブマウント基板2の最上層となる半田層4の表面粗さを0.1μm未満とすることにある。このため、半田層4の表面粗さを0.1μm未満とすることで、半田層4の溶融凝固後の表面粗さも小さくすることが可能になり、発光素子の発光波長において光反射率をより高くすることができる。
【実施例1】
【0041】
以下、実施例に基づいて、本発明をさらに詳細に説明する。
最初に、実施例1のサブマウントの製造方法について説明する。
高熱伝導性(230W/mK)である55mm角、厚さ0.3mmの焼結窒化アルミニウム基板2の両面をラッピング装置によって研削し、ポリッシング装置を用いて仕上げ研磨を実施した。実施例1として、サブマウント基板2の平均粗さを、0.02μmとした。サブマウント基板2や後述する半田層4の各表面粗さは、何れも、表面粗さ測定装置(Tencor Instruments社製、モデルP−2)を用いて測定した。1mm範囲のライン測定を3回行い、これらの測定値を算術平均して表面粗さ(Ra)を求めた。
【0042】
続いて、フォトリソグラフィ法によるパターニングを行うため、サブマウント基板2の表面全体をスピナーを用いてレジストを均一に塗布した後、ベーキング炉によって所定のベーキングを行い、マスクアライナー装置を用いてコンタクト露光を行った。露光用のマスクとしては、1mm角のサブマウント寸法で上記55mm角の窒化アルミニウム基板2の表面全体を同時にパターニングできるように、マスクを設計した。
露光後、テトラメチルアンモニウム系液現像液により、電極層3となる部分のレジストを溶解してサブマウント基板2を露出させた。
次に、真空蒸着装置によりTi50nm及びAu1μmを連続蒸着し、アセトンを用いてレジスト全体を溶解させることにより、電極層3以外のTi及びAuをリフトオフ除去し、所定の電極層3を形成した。電極層3の厚さは約0.5μmであり、成膜後の表面粗さは0.1μm以下であった。電極層3のサイズは両面共に800μm角であった。この場合、上記の密着層となるTi及び電極層3となるAuの蒸着は電子ビーム真空蒸着装置で行なった。蒸着条件を次のように設定した。焼結窒化アルミニウム基板2の温度を40℃以下とし、蒸着前の真空度は2.5×10-4Paから2.5×10-5Paとし、成膜速度は0.1nm/secから2nm/secであった。
【0043】
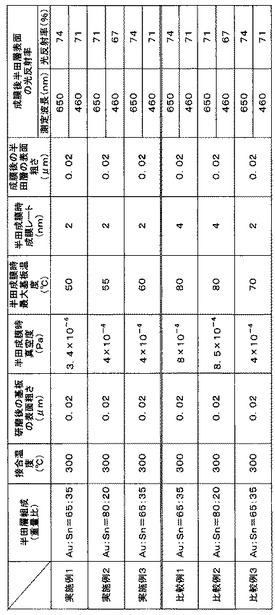
続いて、電極層3と同様にフォトリソグラフィ法および真空蒸着装置を用い、窒化アルミニウム基板2の表面に形成した電極層3の一部に、5μmの半田層4を形成した。半田層4の成分は、Au:Sn(重量比)=65:35とした。この場合の成膜蒸着条件としては、成膜中の真空度が3.4×10-4Paであり、基板温度が50℃であり、成膜レートを2nm/secとした。半田層4の成膜後の表面粗さは0.02μmであった。
【0044】
このようにして成膜した半田層4の光反射率を測定した。波長650nm及び460nmにおける光反射率は、それぞれ、74%、71%であった。半田層4のサイズは、半導体素子接合面が400μm角、サブマウント接合面が800μm角である。
【0045】
ここで、光の反射率は、光の反射率(%)=各波長における反射光強度/各波長における入射光強度×100、
で定義される値である。各波長の反射光強度は、小スポットの白色光源を入射光として用い、この入射光を半田層4に照射し、半田層4に対して垂直法線方向に設置した光検出器により半田層4からの反射光を測定し、各波長に対してスペクトル分解することで得られる。各波長における入射光強度は、100%反射の参照試料に対して、同じ光源を用いて、前述した各波長における反射光強度の測定と同様の方法で測定できる。実施例及び比較例の反射率の測定には、Philips社製のモデルPLM−100を使用した。
なお、溶融凝固後の半田層4表面における光反射率も同じ方法で測定した。この場合、成膜後の半田層4を窒素雰囲気中で300℃まで加熱し、約10秒間溶融し、その後、約1℃/secの冷却速度で凝固し、後述する発光ダイオードを搭載していない状態で測定した。
【0046】
次に、サブマウント基板2の裏面側に表面側と同様にして、電極層5及び半田層6を形成した。
最後に、得られた窒化アルミニウム基板2を、ダイシング装置を用いてサブマウント2の寸法として1mm角に切断し、実施例1のサブマウント1を製造した。この場合、溶融凝固後の半田層4の表面における平均粗さは0.15μmであった。
【0047】
図4は、実施例及び比較例のサブマウントにおける、研磨後の基板表面の平均粗さ(μm)、半田層4の組成(重量比)、半田接合温度(℃)、成膜時の真空度(Pa)、成膜時の最大基板温度(℃)、成膜レート(nm/sec)、半田層4の成膜後の平均表面粗さ(μm)、成膜後の発光ダイオードの発光波長(650nm及び460nm)における半田層4の光反射率を示す表である。
【実施例2】
【0048】
半田層4の成分をAu:Sn(重量比)=80:20とし、半田層4の成膜の条件以外は、実施例1と同様にして、実施例2のサブマウント1を製造した。実施例2の半田層の成膜蒸着条件は、成膜中の真空度を4×10-4Paとし、基板温度を55℃に設定し、成膜レートを2nm/secとした。半田層4の成膜後の表面粗さは実施例1と同じ0.02μmであった。このようにして成膜した半田層4の波長650nm及び460nmにおける光反射率は、それぞれ、71%、67%であった。この場合、溶融凝固後の半田層4の表面における平均粗さは0.15μmであった。
【実施例3】
【0049】
半田層4の成分を実施例1と同じAu:Sn(重量比)=65:35とし、半田層4の成膜の条件以外は、実施例1と同様にして、実施例2のサブマウント1を製造した。実施例3の半田層の成膜蒸着条件は、成膜中の真空度を4×10-4Paとし、基板温度を60℃に設定し、成膜レートを2nm/secとした。半田層4の成膜後の表面粗さは実施例1と同じ0.02μmであった。このようにして成膜した半田層4の波長650nm及び460nmにおける光反射率は、それぞれ、74%、71%であった。この場合、溶融凝固後の半田層4の表面における平均粗さは0.15μmであった。
【0050】
次に、比較例を示す。
(比較例1)
実施例1のサブマウント1と比較するために、半田層4の成膜の条件以外は、実施例1と同様にして、比較例1のサブマウント1を製造した。比較例1の半田層4の成膜蒸着条件は、成膜中の真空度を8×10-4Paとし、基板温度を80℃に設定し、成膜レートを4nm/secとした。半田層4の成膜後の表面粗さは実施例1と同じ0.02μmであった。このようにして成膜した半田層4の波長650nm及び460nmにおける光反射率は、それぞれ、74%、71%であった。比較例1の場合、溶融凝固後の半田層4の表面における平均粗さは0.25μmであった。
【0051】
(比較例2)
実施例2のサブマウント1と比較するために、半田層4の成膜の条件以外は実施例2と同様にして、比較例2のサブマウント1を製造した。比較例2の半田層の成膜蒸着条件は、成膜中の真空度を8.5×10-4Paとし、基板温度を80℃に設定し、成膜レートを4nm/secとした。半田層4の成膜後の表面粗さは実施例2と同じ0.02μmであった。このようにして成膜した半田層4の波長650nm及び460nmにおける光反射率は、それぞれ、71%、67%であった。比較例2の場合、溶融凝固後の半田層4の表面における平均粗さは0.17μmであった。
【0052】
(比較例3)
実施例3のサブマウント1と比較するために、半田層4の成膜の条件以外は実施例3と同様にして、比較例3のサブマウント1を製造した。比較例3の半田層4の成膜蒸着条件は、成膜中の真空度を4×10-4Paとし、基板温度を70℃に設定し、成膜レートを2nm/secとした。半田層4の成膜後の表面粗さは実施例3と同じ0.02μmであった。このようにして成膜した半田層4の波長650nm及び460nmにおける光反射率は、それぞれ、74%、71%であった。比較例3の場合、溶融凝固後の半田層4の表面における平均粗さは0.20μmであった。
【0053】
次に、上記の実施例及び比較例のサブマウントに発光ダイオードを搭載した。具体的には、大きさが0.3mm×0.3mmの発光ダイオードチップ20の下面電極26を、実施例及び比較例のサブマウントに接合温度300℃で接合した。最後に、ワイヤーボンディング及びキャップ被覆を行い、発光ダイオード10を製造した。
ここで用いた発光ダイオードは次の2種類である。赤色発光ダイオードは、ピーク発光波長が650nmのGaAlAs系発光ダイオードであり、青色発光ダイオードは、ピーク発光波長が460nmのInGaN系発光ダイオードである。何れも、その上下電極は金系の材料からなる電極を有している。
【0054】
次に、実施例及び比較例のサブマウントに搭載した発光ダイオードの特性について説明する。
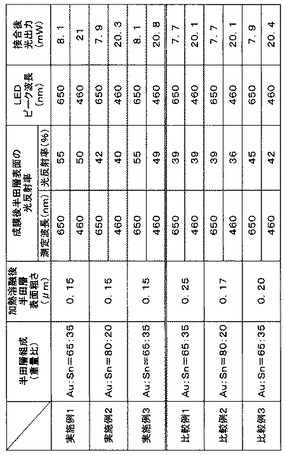
図5は、実施例及び比較例におけるサブマウントに半田接合した発光ダイオードの発光波長(nm)とその出力(mW)を示す表である。併せて、半田層4の組成、溶融凝固後の半田層4の表面における平均表面粗さ(μm)、溶融凝固後の半田層の波長650nm及び460nmに対する光反射率(%)も示している。ここで、発光出力は直流100mA印加時の出力である。発光出力は積分球を用いて測定した。
【0055】
図5から、実施例1のAu:Sn(重量比)=65:35からなる半田層4の場合には、溶融凝固後の表面粗さは0.15μmであり、溶融凝固の光反射率は、波長650nm及び460nmの場合、それぞれ、55%、50%であった。このときの発光ダイオードの光出力は、波長650nm及び460nmの場合、それぞれ、8.1mW、21mWであった。
【0056】
実施例2のAu:Sn(重量比)=80:20からなる半田層4の場合には、溶融凝固後の表面粗さは0.15μmであり、光反射率は、波長650nm及び460nmで、それぞれ、42%、40%であった。このときの発光ダイオードの光出力は、波長650nm及び460nmで、それぞれ、7.9mW、20.3mWであった。
【0057】
実施例3のAu:Sn(重量比)=65:35からなる半田層4の場合には、溶融凝固後の表面粗さは0.15μmであり、光反射率は、波長650nm及び460nmで、それぞれ、55%、49%であった。このときの発光ダイオードの光出力は、波長650nm及び460nmで、それぞれ、8.1mW、20.8mWであった。
【0058】
一方、比較例1のAu:Sn(重量比)=65:35からなる半田層4の場合には、溶融凝固後の表面粗さは0.25μmであり、光反射率は、波長650nm及び460nmの場合、それぞれ、39%、39%であった。このときの発光ダイオードの光出力は、波長650nm及び460nmで、それぞれ、7.7mW、20.1mWであった。
【0059】
比較例2のAu:Sn(重量比)=80:20からなる半田層4の場合には、溶融凝固後の表面粗さは0.17μmであり、溶融凝固の光反射率は、波長650nm及び460nmで、それぞれ、39%、36%であった。このときの発光ダイオードの光出力は、波長650nm及び460nmで、それぞれ、7.1mW、20.1mWであった。
【0060】
比較例3のAu:Sn(重量比)=65:35からなる半田層4の場合には、溶融凝固後の表面粗さは0.2μmであり、光反射率は、波長650nm及び460nmの場合、それぞれ、45%、42%であった。このときの発光ダイオードの光出力は、波長650nm及び460nmで、それぞれ、7.9mW、20.4mWであった。
【0061】
これから、同じ組成の半田層4を用いた実施例1,3及び比較例1,3における半田層の溶融凝固後の光反射率は、何れも実施例のほうが高く、50%以上となった。同様に、同じ組成の半田層4を用いた実施例2及び比較例2の半田層4における溶融凝固後の光反射率は、実施例2のほうが高く、40%以上となった。実際に、発光ダイオードを半田層4に接合した場合でも、実施例の発光ダイオードの何れにおいては、それらの発光出力が向上するという効果が得られた。
【0062】
上記結果から、実施例1〜3における半田層4の溶融凝固の光反射率が40%以上、特に50%以上の高い半田層4を用いた発光ダイオードが、比較例1〜3のその溶融凝固後の表面粗さが大きい半田層4を用いた発光ダイオードよりも発光出力が増大することが明らかである。
【0063】
本発明は、上記実施例に記載のGaAlAs系やInGaN系のDH構造、チップ構造に限定されるものではなく、裏面電極を有する発光素子であれば波長の如何に係らず適用でき、特許請求の範囲に記載した発明の範囲内で種々の変形が可能であり、それらも本発明の電子デバイス接合用基板の範囲内に含まれることはいうまでもない。例えば、実施例ではAu−Sn系の半田層を用いたが、他の組成の半田層としても同様の効果が得られることは明らかである。
【図面の簡単な説明】
【0064】
【図1】本発明のサブマウントの構造を示す模式的な断面図である。
【図2】本発明のサブマウントに発光素子を搭載した構造を模式的に示す断面図である。
【図3】発光ダイオードの下部電極構造を示す模式的な平面図である。
【図4】実施例及び比較例のサブマウントにおける、研磨後の基板表面の平均粗さ(μm)、半田層の組成(重量比)、半田接合温度(℃)、成膜時の真空度(Pa)、成膜時の最大基板温度(℃)、成膜レート(nm/sec)、半田層の成膜後の平均表面粗さ(μm)、成膜後の発光ダイオードの発光波長(650nm及び460nm)における半田層4の光反射率を示す表である。
【図5】実施例及び比較例におけるサブマウントに半田接合した発光ダイオードの発光波長(nm)とその出力(mW)を示す表である。
【図6】従来の発光ダイオードチップの構造を示すもので、(A)は発光を取り出す側の平面図、(B)は断面図である。
【符号の説明】
【0065】
1:サブマウント
2:サブマウント基板
3,5:電極層
4:光反射率の高い半田層
4A:反射鏡となる半田層
4B:反射鏡となる半田層(発光ダイオードの外側)
6:半田層6
8:金線
10:発光ダイオード
16:活性層から表面に出射する光
18:活性層からステム側に出射する光
18A:発光ダイオードの外部に出射する光(半田層による反射光)
20:発光ダイオードチップ
22:p型クラッド層
23:活性層
24:n型クラッド層
25:上部電極(n層電極)
26:下部電極(p層電極)
26A:網目状電極
27:網目状電極の開口部
30:ステム
【技術分野】
【0001】
本発明は、電子デバイスの接合に利用可能な半田層及びそれを用いた電子デバイス接合用基板並びにその製造方法に関する。
【背景技術】
【0002】
電子デバイス、例えば発光ダイオードは、発光層となるpn接合のp,n層に、それぞれ所謂オーミック電極が形成されている。
図6は、従来の発光ダイオードチップ50の構造を示しており、(A)は発光を取り出す側の平面図、(B)はその断面図である。図示するように、四角形状の発光ダイオードチップ50は、活性層51がクラッド層52,53により挟み込まれるダブルへテロ構造(以下、DH構造と呼ぶ)からなり、その上部には円形の上部電極54と、裏面全面には下部電極55が形成されている。上部電極54がp層へのオーミックの電極(以下、p電極と呼ぶ)であれば、下部電極55にはn層へのオーミック電極(以下、n電極と呼ぶ)が形成される。上部電極54がn電極であって、下部電極55がp電極であってもよい。ここで、メサ部56は、発光ダイオードチップ50をダイシングする工程で切断される領域であり、切断時のストリート及び切断領域のチッピング低減のために化学エッチングにより触刻されている領域である。
【0003】
上記発光ダイオードチップ50においては、下部電極55はリードフレームや金属パッケージのステムに半田などによりダイボンディングされる。一方、上部電極54は、金線などにより他方の電極となる電極へワイヤボンディングされる。ダイボンディングやワイヤボンディングを行うために、p電極及びn電極は多層構造からなっている。これらの電極としては、オーミック電極となる金属層と最上層がAuからなる電極構造が公知である。このようなp電極及びn電極は通常1μm程度の厚さに形成されている。上部電極54は通常、その面積を発光ダイオードチップ50の面積よりも小さいサイズにして、上部電極54が形成されていない領域からだけ光が取り出される。
【0004】
ところで、発光素子に電流を流して高出力化を図るためには、放熱特性を向上させることが必要である。発光素子に大きな電流を流せば、それに伴い発熱が増大するので、発光素子は、金属パッケージに実装されている。発光素子は、金属パッケージの放熱体となるステムに半田接合される。発光素子と金属パッケージ内のステムとの間には熱膨張が生じ、発光素子に応力が加わる。この応力の緩和のためには、高熱伝導性絶縁材料からなるサブマウントに半導体チップをマウントしたのち、ステムに実装する手法が知られている。
【0005】
例えば、特許文献1及び2には、高熱伝導性絶縁材料上に多層配線層とバリヤ層とPb(鉛)及びSn(スズ)からなる半田層と、を順次積層した光半導体素子用サブマウントの電極構造が開示されている。特許文献1においては、特に、半田層が電極層へ拡散しないようにバリヤ層を設けており、半田層自体はスパッタ法や蒸着法、メッキなどにより形成することが開示されている。
【0006】
特許文献2には、高熱伝導性絶縁材料上に多層配線層とバリヤ層とAu(金)及びSnからなる半田層と、を順次積層した光半導体素子用サブマウントが開示されている。この特許文献2においては、メタルマスク法を用い、真空度を5×10-4Pa以下とし、基板温度を80〜150℃とし、成膜速度を0.1nm/秒以上1.0nm以下とした条件により、半田層を真空蒸着により成膜することで、半田層の平均結晶粒径の増大を抑制して、半田層の成膜後の表面粗さを抑制している。
【0007】
Sn、Ag(銀)及びCu(銅)からなる半田の場合には、溶融凝固後の表面状態がPb及びSn半田合金のように平滑ではなく、表面にしわが多く発生し、良好な光沢面が得られない問題があった。特許文献3には、溶融凝固温度の高い金属として、具体的にはCo(コバルト)、さらにはP(リン)を添加することにより濡れ性を改善してしわの発生を防止した、油中造球法により製造した球状の半田ボールが開示されている。
【0008】
【特許文献1】特公平6−3815号公報
【特許文献2】特開2003−258360号公報
【特許文献3】特開2004−154865号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
従来のPb及びSnからなる半田は、その廃棄物が地下水汚染を引き起こすことなどから、近年、使用が制限される傾向となっている。特に欧州では、RoHS指令(電気電子機器に含まれる特定有害物質の使用制限に関する欧州議会および理事会指令)により2006年7月1日から使用が禁止された。このため、Pbを含む半田の代替半田、即ちPbフリー半田として、Sn、Ag及びCuからなる半田などが開発されている。
【0010】
Pbフリーの半田層として、例えばAuとSnからなる半田層を用いてサブマウントを形成した場合には、半田層の成膜後においては光沢があるが、半田層を融点以上に加熱して溶融させ、その後融点以下に冷却して凝固させる(以下、適宜、溶融凝固後と呼ぶ)と光沢が無くなる。このため、サブマウントにおいて上記のような半田層を用いて発光ダイオードのような発光素子を接合した場合には、発光素子の出力がしばしば低下していた。また、薄膜半田層を用いる場合には、一般的な鋳造、射出成型、油中造球法などによる精製や形成を行うことができず、これらの方法による光沢化ができない。
このように、Pbフリーの半田層又はこの半田層を用いたサブマウントを用いて発光素子を接合した場合には、十分な発光出力が歩留まり良く得られないという課題がある。
【0011】
本発明は、上記課題に鑑み、半田層の溶融凝固後に発光素子の発光波長に対する光反射率を高くすることができる、Pbフリーの半田層及びそれを用いた電子デバイス接合用基板並びにその製造方法を提供することを目的としている。
【課題を解決するための手段】
【0012】
本発明者らはPbを含まない半田材料からなる薄膜が溶融凝固後にその光沢が無くなる原因を追求した結果、半田層成膜時の成膜速度が遅い場合には、蒸着源からの放熱により基板の温度が上昇し易く、成膜時の基板温度上昇に伴い、基板の反り等により成膜後の半田層が空隙(以下、適宜、ボイドとも呼ぶ)などを含んだ状態で成膜されるので、成膜層の緻密性が低い状態となっており、その結果、この半田層の溶融凝固後にもボイドが半田層内から完全に抜けず半田層の表面粗さが増大し、それに伴い半田層表面の光沢が失われる、すなわち半田層の光反射率が低下しているとの知見を得て、本発明を完成するに至った。
【0013】
上記目的を達成するため、本発明は、基板上に形成される半田層であって、半田層の溶融凝固後の表面粗さが0.15μm以下であることを特徴とする。この構成によれば、Pbフリー半田においても光の反射率を大きくすることができる。
【0014】
さらに、本発明の電子デバイス接合用基板は、基板と、基板表面上に配設する電極層と、電極層上に配設される半田層と、を含む電子デバイス接合用基板であって、半田層の溶融凝固後の表面粗さが、0.15μm以下であることを特徴とする。
上記構成において、半田層は、好ましくは40%以上の光反射率を示す。半田層はPbを含まない、Pbフリー半田層であって、Sn、Au、Ag、Alの何れか1つ以上の元素を含むことが好ましい。基板は、半導体単結晶、窒化アルミニウムを含むセラミックスの何れかであることが好ましい。
【0015】
上記構成によれば、電子デバイス接合用基板に形成される半田層の光反射率が高く、電子デバイス接合用基板に搭載される発光素子からの発光を効率よく外部に取り出すことができ、電子デバイス接合用基板に搭載される発光素子からの光出力が増大する。
【0016】
本発明の電子デバイス接合用基板の製造方法は、基板と、基板表面上に配設される電極層と、電極層上に配設される半田層と、を含む電子デバイス接合用基板において、電極層上に半田層形成のためのマスクを形成し、マスクを介して金属材料を真空蒸着して半田層を形成する工程を含み、真空蒸着時の基板を、60℃以下の温度に保持することを特徴とする。
上記構成において、真空蒸着時の半田層の成膜速度を、好ましくは、1nm/sec以上4nm/sec以下とする。
【0017】
上記構成によれば、半田層の成膜時の温度や成膜速度などを制御することにより、半田層内のボイドを減少させて、半田溶解後にも良好な表面粗さを維持することが可能となり、光反射率の高い半田層を有する電子デバイス接合用基板を低コストで提供することができる。
【発明の効果】
【0018】
本発明によれば、半田層の溶融凝固において光反射率を高くすることができる、半田層及びそれを用いた電子デバイス接合用基板を提供することができる。この電子デバイス接合用基板によれば、半田層は発光素子からの光に対して光反射率の高い反射鏡となり、光取り出し効率が高い発光素子を実現することができる。
【発明を実施するための最良の形態】
【0019】
以下、本発明の好ましい実施の形態を図面により詳細に説明する。各図において同一又は対応する部材には同一符号を用いる。
図1は、本発明の電子デバイス接合用基板1の構造を示す模式的な断面図である。図1に示すように、基板2の上面側は、基板2の一部又は全部を覆うように電極層3が配設され、この電極層3表面の所定箇所に、発光素子の発光波長に対して反射率の高い半田層4が配設されている。基板2の下面側には、図示するように一部又は全部を覆うように電極層5及び半田層6が形成されていてもよい。ここで、電極層3の所定箇所としては、電子デバイスが発光ダイオードの場合などには、全面に形成してもよいし、所定の電極パターンを形成したものであってもよい。また、電極層3の一部には、金線を接続し電気回路を形成してもよい。
なお、以下の説明においては、本発明の電子デバイス接合用基板1をサブマウント1とし、基板2をサブマウント基板として説明をする。
【0020】
半田層4は、電子デバイスとサブマウント基板2を接合するための層である。電子デバイスのサブマウント基板2への接合は、半田層4を融点以上に加熱して溶融させ、半田層4が溶融した状態で電子デバイスを半田層4上に搭載し、その後、半田層4を融点以下に冷却して凝固させることで、電子デバイスをサブマウント基板2に接合させることができる。このような半田層4の材質としては、銀(Ag),アルミニウム(Al),金(Au)の何れか1つ以上を含むスズ(Sn)系の半田が、光反射率が高く好ましい。この場合、半田層4の溶融凝固の光反射率を40%以上とすることで、後述するように、サブマウント基板2に接合する電子デバイス、例えば発光ダイオードなどの発光素子の光出力を安定して高めることができる。特に好ましい光反射率は50%以上である。逆に、半田層4の溶融凝固後の光反射率が40%よりも小さい場合には、発光素子からの光出力が安定して得られない。
【0021】
半田層4の成膜後の表面粗さは、光反射率を高めるために0.1μm未満となるように成膜することが望ましい。逆に、半田層4の成膜後の表面粗さを0.1μm以上とすると、半田層4内に存在するボイドが多くなり、半田層4の溶融凝固後の光反射率が低下するので好ましくない。成膜後の半田層4の表面粗さを0.1μm未満とすることで、半田層4の溶融凝固後にボイドの少ない半田層が形成可能となる。ボイドが少ない半田層4を形成することで、半田層4の溶融凝固後の表面粗さを0.15μm未満とすることが可能となる。
なお、本発明の上記半田層4の成膜後及び溶融凝固後の表面粗さは、算術平均した表面粗さ(Ra)であり、1mm範囲のライン測定を複数回行い、その平均値から求める値である。本発明において、溶融凝固した半田層4の表面粗さ測定においては、所定の雰囲気中で半田材料の溶融に必要な所定の温度に加熱して約10秒間溶融し、その後、約1℃/secで冷却して得た半田層4を用いる。この場合、半田層4には発光ダイオードなどの電子デバイスを搭載していない状態とした。
【0022】
電極層3は金属が望ましく、とくに、金、白金(Pt)、銀、銅(Cu)、鉄(Fe)、アルミニウム、チタン(Ti)、タングステン(W)の何れかを用いることができる。電極層3は、半田層4を形成するときの下地となる層であるので、その成膜後の表面粗さは、0.1μm未満が望ましい。逆に、電極層3の表面粗さを0.1μm以上とすると、半田層4の成膜後の表面粗さの上記条件である0.1μm未満を満たすことができないので好ましくない。
【0023】
さらに、サブマウント基板2と電極層3との間には密着層(図示せず)を挿入してもよい。この密着層としてはサブマウント基板2と密着性が良好で、電極層3とは異なる金属が望ましく、チタン、クロム(Cr)、ニッケル(Ni)、タングステン(W)、モリブデン(Mo)などの何れかを用いることができる。密着層を設ける場合には、密着層は、電極層3を形成するときの下地となる層であるので、その成膜後の表面粗さは、0.1μm未満が望ましい。逆に、密着層の表面粗さを0.1μm以上とすると、電極層3の成膜後の表面粗さの上記条件である0.1μm未満を満たすことができないので好ましくない。
【0024】
サブマウント基板2としては、熱伝導率の高いシリコン(Si)やダイヤモンドIIaなどの半導体単結晶、窒化アルミニウム(AlN)、シリコンカーバイド(SiC)などのセラミックスを用いることができる。サブマウント基板2は、電極層3又は密着層を形成するときの下地となる層であるので、その表面粗さは0.05μm未満が望ましい。逆に、サブマウント基板2の表面粗さを0.05μm以上とすると、電極層3又は密着層の表面粗さが大きくなるので好ましくない。また、サブマウント基板2の側面にも、上記と同様な電極層を形成してサブマウント基板2の上面と下面を電気的に接続してもよい。
【0025】
次に、本発明のサブマウントへの発光素子の実装について説明する。
図2は本発明のサブマウントに発光素子を搭載した構造を模式的に示す断面図である。本発明のサブマウント1を用いた発光ダイオード10は、発光ダイオードチップ20と、サブマウントを搭載するステム30と、を含んで構成されている。本発明のサブマウント1は、サブマウント基板2の下面側の半田層6によりステム30に接着されている。ステム30は図示しないパッケージの一部である。ここで、パッケージは、ステム30と同電位の電極と、ステム30から絶縁されている電極と、ガラスのような光透過性材料からなる窓部を有するキャップとを含んで構成されている。これら電極とキャップは図示を省略している。
【0026】
一方、サブマウント基板2の上面側においては、発光ダイオードチップ20の下部電極26が、光反射率の高い半田層4を介してサブマウント基板2に接合され電気的に接続される。サブマウント基板2の電極層3は、Au(金)線8を用いて、図示しないステムの金属部とワイヤボンディングにより接続される。そして、発光ダイオードチップ20の上部電極であるn層電極25は、Au線8を用いて、ステム30から絶縁されている図示しない電極へワイヤボンディングにより接続されている。ここで、半田層4の発光ダイオードチップ20よりも外部にはみ出た領域4Bが生じる。
【0027】
次に、本発明のサブマウントに搭載される発光ダイオードチップの一例について説明する。
発光ダイオードチップ20は、p型クラッド層22と活性層23とn型クラッド層24とからなるDH構造を有し、n型クラッド層24及びp型クラッド層22には、それぞれ上部電極となるn層電極25及び下部電極となるp層電極26が形成されている。この発光ダイオードチップ20の特徴は、下部電極であるp層電極26が、発光ダイオードチップ裏面に部分的に形成した電極26Aから構成されていることである。
一方、上部電極であるn層電極25は、活性層23からの光を上方へ出射させるために、発光ダイオードチップ20よりも面積の小さい円形や十字状のパターンを有している。そして、活性層23から表面へ向かって出射する光16が、n型クラッド層24のn層電極25が形成されていない領域を通過して、紙面上方へ出射される。
ここで、発光ダイオードチップ20の上面端部には、図示しないメサ部が形成されていてもよい。なお、赤外発光ダイオードチップ20は、図2とは逆、すなわち、ステム30側から順に、n層電極25、n型クラッド層24、活性層23、p型クラッド層22、p層電極26としてもよい。
【0028】
図3は、発光ダイオードチップ20の下部電極構造を示す模式的な平面図である。図3に示すように、下部電極26は、電極26Aが形成されていない領域を有している。
【0029】
次に、本発明のサブマウント1を用いた発光素子の動作について説明する。発光素子は、各種発光ダイオードや半導体レーザダイオードが挙げられるが、図2に示す発光ダイオードを、発光素子の一例として説明する。
本発明のサブマウント1は、発光素子を搭載する側の電極層3上に形成される半田層4が、発光ダイオードからの発光される光に対して高い反射率を有している。このため、発光素子が半田層4に搭載されたときには、活性層23からサブマウント1側に出射した光の内、半田層4の発光ダイオードチップ20よりも外部にはみ出た領域4Bで反射した光も紙面上方へ出射する光となり、発光ダイオードの出力を向上させる。図3に示すように、発光ダイオードが配設されていない開口部27と、サブマウント1との間にも光反射率の高い半田層4Aが充填されるので、活性層23からサブマウント1側に出射する発光ダイオードチップ20から漏れない発光に対しても、反射率の高い反射鏡となる。
【0030】
これにより、活性層23からサブマウント1側に出射する光18が、反射鏡となる半田層4Aの表面で反射されて、表面側に向かう反射光となる。この反射光は、p型クラッド層22と活性層23とn型クラッド層24とを通過し、n型クラッド層24のn層電極25が形成されていない領域を通過して上方へ出射される。つまり、活性層23からサブマウント1側に出射した光が、半田層4Aの表面で反射され、発光ダイオード1の外部へ出射する光18Aとなる。したがって、本発明のサブマウント1を用いた発光ダイオード10によれば、活性層23から表面へ向かって出射する光16に、さらに、半田層4から反射されて出射する光18A(以下、適宜、半田層による反射光18Aと呼ぶ)が加わり、光取り出し効率が増加する。このため発光出力が増大する。
【0031】
半田層による反射光18Aは、網目状電極26Aの形成されていない開口部27の面積が大きいほど増大する。すなわち、開口部27の発光ダイオードチップ20の面積に対する割合、すなわち、開口率が大きいほど増加する。この下部電極の開口部27の開口率は、30%から70%程度とすることができる。
【0032】
次に、本発明のサブマウントの製造方法について説明する。
最初に、サブマウント基板2を用意し、その両面をラッピング装置により研削する。さらに、ポリッシング装置などを用い、仕上げ研磨を実施し、サブマウント基板2表面の平均粗さを、0.05μm未満とする。
【0033】
続いて、フォトリソグラフィ法によるパターニングを行う。具体的には、サブマウント基板2の表面全体に、スピナーによりレジストを均一塗布した後、ベーキング炉によって所定のベーキングを行い、マスクアライナー装置を用いてコンタクト露光を行う。露光後、テトラメチルアンモニウム系の現像液により、電極層3となる部分のレジストを溶解してサブマウント基板2を露出させる。
【0034】
次に、真空蒸着装置などを用いて電極層3となる金属を蒸着し、アセトンを用いてレジスト全体を溶解させることにより、電極層3以外の金属をリフトオフにより除去し、所定の電極層3を形成する。この場合、さらに電極層3とサブマウント基板2との間に密着層を挿入して、電極層3を形成してもよい。電極層3の形成は、後述する半田層4の形成と同様の条件で成膜速度、真空度、サブマウント基板2の温度等の蒸着条件を適宜に制御して、成膜後の電極層3表面の平均粗さを、0.1μm未満とする。
【0035】
上記電極層3と同様にフォトリソグラフィ法及び真空蒸着装置を用いたリフトオフを行う。つまり、サブマウント基板2の表面に形成された電極層3の所定箇所に、発光素子の発光波長において光反射率の高い金属材料からなる半田層4を、マスクを介して形成する。
【0036】
半田層4の成膜時の真空度は、10-3Pa以下とすると半田層4となる金属材料を蒸発させたときに、半田層4を形成する基板への到達を良くし、安定な蒸着ができるために好ましい。望ましくは8×10-4Pa以下、さらに望ましくは5×10-4Pa以下とすることで、基板表面への水分子などの残留物が付着せず、空隙(ボイド)が形成されず、表面粗さを小さくできる。
【0037】
半田層4の成膜時の基板温度は100℃以下に設定する。これにより、基板に到達した蒸発材料の運動エネルギーを下げ、平坦で緻密な成膜が可能となる。基板温度は望ましくは80℃未満、さらに望ましくは60℃以下とすることで、Snを含む半田材料の場合にはSnの粒化やランド形成を効果的に防止することができる。基板温度を60℃以下とすることでマスクの揮発が防止できるため、フォトリソグラフィ法を用いて半田層4の作製が可能となる。そのためメタルマスクを用いた蒸着法と比べ、半田層4の形成位置を精度よく調整することが可能となり、歩留りの向上と半田層を低コストで作製することができる。
このように、サブマウント基板2の温度を上記範囲とし、後述する半田層4の成膜レートを制御することにより、半田層4内のボイドを低減し、半田層4の溶解凝固後の表面粗さを低減させることができる。
【0038】
半田層4の成膜速度は、1nm/sec以上4nm/sec以下とすることで緻密な半田層4を形成することが可能になる。半田層4の成膜速度を1nm以上とすることで成膜時間を短縮し、蒸着源による基板温度の上昇を抑制することができる。このため、成膜される半田層4内のボイドを効果的に抑制して緻密な半田層4を形成することができ、半田層4の溶解凝固後の表面粗さを小さくすることができる。また、成膜速度を4nm以上とすると、蒸着時にサブマウント基板2の温度が上昇し、基板温度を60℃以下に抑制することが困難になってしまう。
【0039】
最後に、得られたサブマウント基板2を、ダイシング装置などを用いて所定のサブマウント1の寸法に分割する。
【0040】
本発明のサブマウント1の特徴は、サブマウント基板2の表面粗さを0.05μm未満とし、さらに、その上面に形成される電極層3の表面粗さを0.1μm未満とすることにより、サブマウント基板2の最上層となる半田層4の表面粗さを0.1μm未満とすることにある。このため、半田層4の表面粗さを0.1μm未満とすることで、半田層4の溶融凝固後の表面粗さも小さくすることが可能になり、発光素子の発光波長において光反射率をより高くすることができる。
【実施例1】
【0041】
以下、実施例に基づいて、本発明をさらに詳細に説明する。
最初に、実施例1のサブマウントの製造方法について説明する。
高熱伝導性(230W/mK)である55mm角、厚さ0.3mmの焼結窒化アルミニウム基板2の両面をラッピング装置によって研削し、ポリッシング装置を用いて仕上げ研磨を実施した。実施例1として、サブマウント基板2の平均粗さを、0.02μmとした。サブマウント基板2や後述する半田層4の各表面粗さは、何れも、表面粗さ測定装置(Tencor Instruments社製、モデルP−2)を用いて測定した。1mm範囲のライン測定を3回行い、これらの測定値を算術平均して表面粗さ(Ra)を求めた。
【0042】
続いて、フォトリソグラフィ法によるパターニングを行うため、サブマウント基板2の表面全体をスピナーを用いてレジストを均一に塗布した後、ベーキング炉によって所定のベーキングを行い、マスクアライナー装置を用いてコンタクト露光を行った。露光用のマスクとしては、1mm角のサブマウント寸法で上記55mm角の窒化アルミニウム基板2の表面全体を同時にパターニングできるように、マスクを設計した。
露光後、テトラメチルアンモニウム系液現像液により、電極層3となる部分のレジストを溶解してサブマウント基板2を露出させた。
次に、真空蒸着装置によりTi50nm及びAu1μmを連続蒸着し、アセトンを用いてレジスト全体を溶解させることにより、電極層3以外のTi及びAuをリフトオフ除去し、所定の電極層3を形成した。電極層3の厚さは約0.5μmであり、成膜後の表面粗さは0.1μm以下であった。電極層3のサイズは両面共に800μm角であった。この場合、上記の密着層となるTi及び電極層3となるAuの蒸着は電子ビーム真空蒸着装置で行なった。蒸着条件を次のように設定した。焼結窒化アルミニウム基板2の温度を40℃以下とし、蒸着前の真空度は2.5×10-4Paから2.5×10-5Paとし、成膜速度は0.1nm/secから2nm/secであった。
【0043】
続いて、電極層3と同様にフォトリソグラフィ法および真空蒸着装置を用い、窒化アルミニウム基板2の表面に形成した電極層3の一部に、5μmの半田層4を形成した。半田層4の成分は、Au:Sn(重量比)=65:35とした。この場合の成膜蒸着条件としては、成膜中の真空度が3.4×10-4Paであり、基板温度が50℃であり、成膜レートを2nm/secとした。半田層4の成膜後の表面粗さは0.02μmであった。
【0044】
このようにして成膜した半田層4の光反射率を測定した。波長650nm及び460nmにおける光反射率は、それぞれ、74%、71%であった。半田層4のサイズは、半導体素子接合面が400μm角、サブマウント接合面が800μm角である。
【0045】
ここで、光の反射率は、光の反射率(%)=各波長における反射光強度/各波長における入射光強度×100、
で定義される値である。各波長の反射光強度は、小スポットの白色光源を入射光として用い、この入射光を半田層4に照射し、半田層4に対して垂直法線方向に設置した光検出器により半田層4からの反射光を測定し、各波長に対してスペクトル分解することで得られる。各波長における入射光強度は、100%反射の参照試料に対して、同じ光源を用いて、前述した各波長における反射光強度の測定と同様の方法で測定できる。実施例及び比較例の反射率の測定には、Philips社製のモデルPLM−100を使用した。
なお、溶融凝固後の半田層4表面における光反射率も同じ方法で測定した。この場合、成膜後の半田層4を窒素雰囲気中で300℃まで加熱し、約10秒間溶融し、その後、約1℃/secの冷却速度で凝固し、後述する発光ダイオードを搭載していない状態で測定した。
【0046】
次に、サブマウント基板2の裏面側に表面側と同様にして、電極層5及び半田層6を形成した。
最後に、得られた窒化アルミニウム基板2を、ダイシング装置を用いてサブマウント2の寸法として1mm角に切断し、実施例1のサブマウント1を製造した。この場合、溶融凝固後の半田層4の表面における平均粗さは0.15μmであった。
【0047】
図4は、実施例及び比較例のサブマウントにおける、研磨後の基板表面の平均粗さ(μm)、半田層4の組成(重量比)、半田接合温度(℃)、成膜時の真空度(Pa)、成膜時の最大基板温度(℃)、成膜レート(nm/sec)、半田層4の成膜後の平均表面粗さ(μm)、成膜後の発光ダイオードの発光波長(650nm及び460nm)における半田層4の光反射率を示す表である。
【実施例2】
【0048】
半田層4の成分をAu:Sn(重量比)=80:20とし、半田層4の成膜の条件以外は、実施例1と同様にして、実施例2のサブマウント1を製造した。実施例2の半田層の成膜蒸着条件は、成膜中の真空度を4×10-4Paとし、基板温度を55℃に設定し、成膜レートを2nm/secとした。半田層4の成膜後の表面粗さは実施例1と同じ0.02μmであった。このようにして成膜した半田層4の波長650nm及び460nmにおける光反射率は、それぞれ、71%、67%であった。この場合、溶融凝固後の半田層4の表面における平均粗さは0.15μmであった。
【実施例3】
【0049】
半田層4の成分を実施例1と同じAu:Sn(重量比)=65:35とし、半田層4の成膜の条件以外は、実施例1と同様にして、実施例2のサブマウント1を製造した。実施例3の半田層の成膜蒸着条件は、成膜中の真空度を4×10-4Paとし、基板温度を60℃に設定し、成膜レートを2nm/secとした。半田層4の成膜後の表面粗さは実施例1と同じ0.02μmであった。このようにして成膜した半田層4の波長650nm及び460nmにおける光反射率は、それぞれ、74%、71%であった。この場合、溶融凝固後の半田層4の表面における平均粗さは0.15μmであった。
【0050】
次に、比較例を示す。
(比較例1)
実施例1のサブマウント1と比較するために、半田層4の成膜の条件以外は、実施例1と同様にして、比較例1のサブマウント1を製造した。比較例1の半田層4の成膜蒸着条件は、成膜中の真空度を8×10-4Paとし、基板温度を80℃に設定し、成膜レートを4nm/secとした。半田層4の成膜後の表面粗さは実施例1と同じ0.02μmであった。このようにして成膜した半田層4の波長650nm及び460nmにおける光反射率は、それぞれ、74%、71%であった。比較例1の場合、溶融凝固後の半田層4の表面における平均粗さは0.25μmであった。
【0051】
(比較例2)
実施例2のサブマウント1と比較するために、半田層4の成膜の条件以外は実施例2と同様にして、比較例2のサブマウント1を製造した。比較例2の半田層の成膜蒸着条件は、成膜中の真空度を8.5×10-4Paとし、基板温度を80℃に設定し、成膜レートを4nm/secとした。半田層4の成膜後の表面粗さは実施例2と同じ0.02μmであった。このようにして成膜した半田層4の波長650nm及び460nmにおける光反射率は、それぞれ、71%、67%であった。比較例2の場合、溶融凝固後の半田層4の表面における平均粗さは0.17μmであった。
【0052】
(比較例3)
実施例3のサブマウント1と比較するために、半田層4の成膜の条件以外は実施例3と同様にして、比較例3のサブマウント1を製造した。比較例3の半田層4の成膜蒸着条件は、成膜中の真空度を4×10-4Paとし、基板温度を70℃に設定し、成膜レートを2nm/secとした。半田層4の成膜後の表面粗さは実施例3と同じ0.02μmであった。このようにして成膜した半田層4の波長650nm及び460nmにおける光反射率は、それぞれ、74%、71%であった。比較例3の場合、溶融凝固後の半田層4の表面における平均粗さは0.20μmであった。
【0053】
次に、上記の実施例及び比較例のサブマウントに発光ダイオードを搭載した。具体的には、大きさが0.3mm×0.3mmの発光ダイオードチップ20の下面電極26を、実施例及び比較例のサブマウントに接合温度300℃で接合した。最後に、ワイヤーボンディング及びキャップ被覆を行い、発光ダイオード10を製造した。
ここで用いた発光ダイオードは次の2種類である。赤色発光ダイオードは、ピーク発光波長が650nmのGaAlAs系発光ダイオードであり、青色発光ダイオードは、ピーク発光波長が460nmのInGaN系発光ダイオードである。何れも、その上下電極は金系の材料からなる電極を有している。
【0054】
次に、実施例及び比較例のサブマウントに搭載した発光ダイオードの特性について説明する。
図5は、実施例及び比較例におけるサブマウントに半田接合した発光ダイオードの発光波長(nm)とその出力(mW)を示す表である。併せて、半田層4の組成、溶融凝固後の半田層4の表面における平均表面粗さ(μm)、溶融凝固後の半田層の波長650nm及び460nmに対する光反射率(%)も示している。ここで、発光出力は直流100mA印加時の出力である。発光出力は積分球を用いて測定した。
【0055】
図5から、実施例1のAu:Sn(重量比)=65:35からなる半田層4の場合には、溶融凝固後の表面粗さは0.15μmであり、溶融凝固の光反射率は、波長650nm及び460nmの場合、それぞれ、55%、50%であった。このときの発光ダイオードの光出力は、波長650nm及び460nmの場合、それぞれ、8.1mW、21mWであった。
【0056】
実施例2のAu:Sn(重量比)=80:20からなる半田層4の場合には、溶融凝固後の表面粗さは0.15μmであり、光反射率は、波長650nm及び460nmで、それぞれ、42%、40%であった。このときの発光ダイオードの光出力は、波長650nm及び460nmで、それぞれ、7.9mW、20.3mWであった。
【0057】
実施例3のAu:Sn(重量比)=65:35からなる半田層4の場合には、溶融凝固後の表面粗さは0.15μmであり、光反射率は、波長650nm及び460nmで、それぞれ、55%、49%であった。このときの発光ダイオードの光出力は、波長650nm及び460nmで、それぞれ、8.1mW、20.8mWであった。
【0058】
一方、比較例1のAu:Sn(重量比)=65:35からなる半田層4の場合には、溶融凝固後の表面粗さは0.25μmであり、光反射率は、波長650nm及び460nmの場合、それぞれ、39%、39%であった。このときの発光ダイオードの光出力は、波長650nm及び460nmで、それぞれ、7.7mW、20.1mWであった。
【0059】
比較例2のAu:Sn(重量比)=80:20からなる半田層4の場合には、溶融凝固後の表面粗さは0.17μmであり、溶融凝固の光反射率は、波長650nm及び460nmで、それぞれ、39%、36%であった。このときの発光ダイオードの光出力は、波長650nm及び460nmで、それぞれ、7.1mW、20.1mWであった。
【0060】
比較例3のAu:Sn(重量比)=65:35からなる半田層4の場合には、溶融凝固後の表面粗さは0.2μmであり、光反射率は、波長650nm及び460nmの場合、それぞれ、45%、42%であった。このときの発光ダイオードの光出力は、波長650nm及び460nmで、それぞれ、7.9mW、20.4mWであった。
【0061】
これから、同じ組成の半田層4を用いた実施例1,3及び比較例1,3における半田層の溶融凝固後の光反射率は、何れも実施例のほうが高く、50%以上となった。同様に、同じ組成の半田層4を用いた実施例2及び比較例2の半田層4における溶融凝固後の光反射率は、実施例2のほうが高く、40%以上となった。実際に、発光ダイオードを半田層4に接合した場合でも、実施例の発光ダイオードの何れにおいては、それらの発光出力が向上するという効果が得られた。
【0062】
上記結果から、実施例1〜3における半田層4の溶融凝固の光反射率が40%以上、特に50%以上の高い半田層4を用いた発光ダイオードが、比較例1〜3のその溶融凝固後の表面粗さが大きい半田層4を用いた発光ダイオードよりも発光出力が増大することが明らかである。
【0063】
本発明は、上記実施例に記載のGaAlAs系やInGaN系のDH構造、チップ構造に限定されるものではなく、裏面電極を有する発光素子であれば波長の如何に係らず適用でき、特許請求の範囲に記載した発明の範囲内で種々の変形が可能であり、それらも本発明の電子デバイス接合用基板の範囲内に含まれることはいうまでもない。例えば、実施例ではAu−Sn系の半田層を用いたが、他の組成の半田層としても同様の効果が得られることは明らかである。
【図面の簡単な説明】
【0064】
【図1】本発明のサブマウントの構造を示す模式的な断面図である。
【図2】本発明のサブマウントに発光素子を搭載した構造を模式的に示す断面図である。
【図3】発光ダイオードの下部電極構造を示す模式的な平面図である。
【図4】実施例及び比較例のサブマウントにおける、研磨後の基板表面の平均粗さ(μm)、半田層の組成(重量比)、半田接合温度(℃)、成膜時の真空度(Pa)、成膜時の最大基板温度(℃)、成膜レート(nm/sec)、半田層の成膜後の平均表面粗さ(μm)、成膜後の発光ダイオードの発光波長(650nm及び460nm)における半田層4の光反射率を示す表である。
【図5】実施例及び比較例におけるサブマウントに半田接合した発光ダイオードの発光波長(nm)とその出力(mW)を示す表である。
【図6】従来の発光ダイオードチップの構造を示すもので、(A)は発光を取り出す側の平面図、(B)は断面図である。
【符号の説明】
【0065】
1:サブマウント
2:サブマウント基板
3,5:電極層
4:光反射率の高い半田層
4A:反射鏡となる半田層
4B:反射鏡となる半田層(発光ダイオードの外側)
6:半田層6
8:金線
10:発光ダイオード
16:活性層から表面に出射する光
18:活性層からステム側に出射する光
18A:発光ダイオードの外部に出射する光(半田層による反射光)
20:発光ダイオードチップ
22:p型クラッド層
23:活性層
24:n型クラッド層
25:上部電極(n層電極)
26:下部電極(p層電極)
26A:網目状電極
27:網目状電極の開口部
30:ステム
【特許請求の範囲】
【請求項1】
基板上に形成される半田層であって、該半田層の溶融凝固後の表面粗さが0.15μm以下であることを特徴とする、半田層。
【請求項2】
基板と、
該基板表面上に配設する電極層と、
該電極層上に配設される半田層と、を含む電子デバイス接合用基板であって、
上記半田層の溶融凝固後の表面粗さが、0.15μm以下であることを特徴とする、電子デバイス接合用基板。
【請求項3】
前記半田層が、40%以上の光反射率を示すことを特徴とする、請求項2に記載の電子デバイス接合用基板。
【請求項4】
前記半田層が、Pbを含まない半田からなることを特徴とする、請求項2又は3に記載の電子デバイス接合用基板。
【請求項5】
前記半田層が、Sn、Au、Ag、Alの何れか1つ以上の元素を含むことを特徴とする、請求項2〜4の何れかに記載の電子デバイス接合用基板。
【請求項6】
前記基板が、半導体単結晶、窒化アルミニウムを含むセラミックスの何れかからなることを特徴とする、請求項2に記載の電子デバイス接合用基板。
【請求項7】
基板と、該基板表面上に配設される電極層と、該電極層上に配設される半田層と、を含む電子デバイス接合用基板の製造方法であって、
上記電極層上に半田層形成のためのマスクを形成し、該マスクを介して金属材料を真空蒸着して半田層を形成する工程を含み、
上記真空蒸着時の上記基板を、60℃以下の温度に保持することを特徴とする、電子デバイス接合用基板の製造方法。
【請求項8】
前記真空蒸着時の前記半田層の成膜速度を、1nm/sec以上4nm/sec以下とすることを特徴とする、請求項7に記載の電子デバイス接合用基板の製造方法。
【請求項1】
基板上に形成される半田層であって、該半田層の溶融凝固後の表面粗さが0.15μm以下であることを特徴とする、半田層。
【請求項2】
基板と、
該基板表面上に配設する電極層と、
該電極層上に配設される半田層と、を含む電子デバイス接合用基板であって、
上記半田層の溶融凝固後の表面粗さが、0.15μm以下であることを特徴とする、電子デバイス接合用基板。
【請求項3】
前記半田層が、40%以上の光反射率を示すことを特徴とする、請求項2に記載の電子デバイス接合用基板。
【請求項4】
前記半田層が、Pbを含まない半田からなることを特徴とする、請求項2又は3に記載の電子デバイス接合用基板。
【請求項5】
前記半田層が、Sn、Au、Ag、Alの何れか1つ以上の元素を含むことを特徴とする、請求項2〜4の何れかに記載の電子デバイス接合用基板。
【請求項6】
前記基板が、半導体単結晶、窒化アルミニウムを含むセラミックスの何れかからなることを特徴とする、請求項2に記載の電子デバイス接合用基板。
【請求項7】
基板と、該基板表面上に配設される電極層と、該電極層上に配設される半田層と、を含む電子デバイス接合用基板の製造方法であって、
上記電極層上に半田層形成のためのマスクを形成し、該マスクを介して金属材料を真空蒸着して半田層を形成する工程を含み、
上記真空蒸着時の上記基板を、60℃以下の温度に保持することを特徴とする、電子デバイス接合用基板の製造方法。
【請求項8】
前記真空蒸着時の前記半田層の成膜速度を、1nm/sec以上4nm/sec以下とすることを特徴とする、請求項7に記載の電子デバイス接合用基板の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2007−251142(P2007−251142A)
【公開日】平成19年9月27日(2007.9.27)
【国際特許分類】
【出願番号】特願2007−29054(P2007−29054)
【出願日】平成19年2月8日(2007.2.8)
【出願人】(506334182)DOWAエレクトロニクス株式会社 (336)
【Fターム(参考)】
【公開日】平成19年9月27日(2007.9.27)
【国際特許分類】
【出願日】平成19年2月8日(2007.2.8)
【出願人】(506334182)DOWAエレクトロニクス株式会社 (336)
【Fターム(参考)】
[ Back to top ]