
半自動アーク溶接機トーチ用ノズル
【課題】半自動アーク溶接においては、溶接工の熟練度に係わらず容易に取り扱い及び溶接作業が可能で、安全かつ効率的に溶接をすることができるノズルを提供する。
【解決手段】半自動アーク溶接機のノズル1であって、当該ノズルの先端が、溶接時ワークに直接接触させることが出来、溶接ワイヤの先端と同じ位置まで又は溶接ワイヤの先端より突出している部分3と、ガス6を逃し肉盛部分を避けるための溶接時ワークに接触しない部分とを有すること。
【解決手段】半自動アーク溶接機のノズル1であって、当該ノズルの先端が、溶接時ワークに直接接触させることが出来、溶接ワイヤの先端と同じ位置まで又は溶接ワイヤの先端より突出している部分3と、ガス6を逃し肉盛部分を避けるための溶接時ワークに接触しない部分とを有すること。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溶接ワイヤが連続的に送給され、溶接ワイヤと母材間に発生したアークが持続されて溶接が進行する、半自動アーク溶接機のトーチに使用されるノズルに関する。
【背景技術】
【0002】
マグ溶接・ミグ溶接・炭酸ガスアーク溶接等の半自動アーク溶接機は、溶接電源、ワイヤ送給装置、溶接トーチ、シールドガスボンベ、ガス流量調整器、遠隔制御器などから構成される。そして、溶接ワイヤが連続的に送給され、溶接ワイヤと母材間に発生したアークが持続されて溶接が進行する。
【0003】
しかしながら、溶接の際には、アーク長を一定に保つことが難しく、溶接工には相当な熟練が求められる。
そのため、熟練溶接工の不足に対応するため、アークが不規則に変動しても常に最適の溶接電流、電圧が維持できる機能を備えた溶接電源の開発が求められてきた。
【0004】
そこで、ワークからの溶接ワイヤ端部の位置若しくは距離を決定しアーク長を一定に保つことを可能とする技術が種々開発されている。
例えば、特許文献1に記載の技術は、ワイヤ供給を、前進・後退と速度の加・原則を、アーク現象・状況を検知しながら、デジタル制御でコントロールするものである。ワイヤは、アークを出しながら前進し、短絡すると同時にアークが消滅し、ワイヤが引き戻される。この動作が自動的に繰り返されるものであり、アークが与える入熱を低減しアーク長を一定に保つことを可能とするものである。
【特許文献1】特表2007−508940号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
このように、アーク長を一定にし、安定した溶接を可能とする技術が開発されてきている一方、実際に溶接工が手作業でトーチを使用し作業する溶接現場では、さらに以下のような問題点があった。
【0006】
従来より半自動アーク溶接に用いられるトーチは、先端にワイヤーが突出しており、ワークとワイヤとの距離や力加減を手で調節しながら移動させて溶接を行うため、溶接工には大変な労力と技術を必要とした。
即ちアーク溶接は,旋盤やフライス盤などの切削加工と比べて,同一の条件で加工することが少ない上に、ワークの形状や凸凹等に合わせてトーチを扱わなければならず、この点からも溶接工に高度な熟練を必要とした。そのため、品質にばらつきが生じやすく、溶接時間や効率の点で改良が望まれていた。
【0007】
さらに、溶接時に発生するアーク光が極めて強く,溶接箇所が見にくいため,溶接不良などの失敗を起こしやすい。また、長時間アーク光に曝した場合、火傷、水ぶくれ、シミなどの症状が発生する。裸眼でアーク光を見た場合、電光性眼炎(電眼炎)を起こし、何度も電光性眼炎になると視力の低下や最悪の場合失明に至る可能性もあり、安全面からも問題があった。
【0008】
したがって、半自動アーク溶接においては、作業者の熟練度に係わらず容易に取り扱い及び溶接が出来、安全かつ効率的に溶接をすることができる技術が望まれていた。
【0009】
そこで、本発明は、溶接工の熟練度に係わらず容易に取り扱い及び溶接作業が出来、安全かつ効率的に溶接をすることができる半自動アーク溶接機のトーチ用ノズルを提供することを目的とする。
【課題を解決するための手段】
【0010】
前記目的達成するため、本発明のトーチ用ノズルは、半自動アーク溶接機のノズルであって、当該ノズルの先端が、溶接時ワークに直接接触させることが出来、かつ溶接ワイヤの先端と同じ位置まで突出している部分又は溶接ワイヤの先端より突出している部分と、ガスを逃し肉盛部分を避けるための溶接時ワークに接触しない部分と、を有することからなる。
また、溶接時ワークに接触しない部分が、ノズルの進行方向の前後に設けられていることが好適である。
【0011】
本発明は、半自動アーク溶接機の電源制御において、入熱を低減したりアーク長を一定に保つ技術が蓄積されてきたことにより、これまで意識されてこなかったノズルの形状に改良を加え、その結果作業者の熟練度に係わらず容易に取り扱い及び溶接が出来、安全かつ効率的に溶接をすることができるようになったものである。したがって、本発明のノズルは、一般的な半自動アーク溶接用の溶接装置に使用することも可能であるが、前述のような入熱を低減したりアーク長を一定に保つ、より最新の半自動アーク溶接用の技術と共に使用すると、スパッタ量や溶接不良の減少の観点から効果が顕著である。また、本発明のノズルは、特に隅肉継ぎ手部及び重ね継ぎ手部の溶接において効果を発揮するものである。
【0012】
即ち、本発明のマグ溶接・ミグ溶接・炭酸ガスアーク溶接等の半自動アーク溶接機に使用されるトーチにおいては、従来のようにワイヤの先端が突出しているものと全く異なり、ノズルの先端がワイヤの先端と同じ位置又はそれ以上に突出している。そして、ノズルの先端をワークに直接触れさせることが可能である。
【0013】
ノズルの先端をワークに触れさせ、アークを発生させた後は、そのまま鉛筆で定規をなぞるように、ワークに触れさせたままノズルを移動させて溶接を行うことが出来る。したがって、本発明のノズルは、特に隅肉継ぎ手部及び重ね継ぎ手部の溶接において効果を発揮するものである。
【0014】
そのため、これまでのようにワークとトーチとの距離を視覚や勘で調整するような労力は全く必要なく、初心者でも熟練者と同様の溶接を行うことができるものである。
【0015】
また、前述のように、アークを発生させた後は、そのまま鉛筆で定規をなぞるように、ワークに触れさせたままノズルを移動させて溶接を行うため、ノズルの進行方向の前後にはワークに接触しない部分が設けられ、この部分はワークには接していない。形状としては例えば、ワークに接触する部分よりもワークに接触しない部分を上方に引っ込め、開口を設けた形状にすることにより構成する。これにより、シールドガスを逃し、溶接の肉盛をさけつつ、効率的にノズルをワークに触れさせたまま移動させることが出来る。
【0016】
また、ノズルの具体的形状は、ワークの形に合わせて様々な形を用意することができる。そして、従来のノズルと同様に、ワークの形状に合わせて差し替えればよい。また、従来型のノズルにさらにキャップのように被せる形態を取っても良い。素材も従来のノズルと同様のものを使用できる。
【0017】
例えば、ほぼ直角又は鋭角のワークの溶接を内側から行う場合には、ノズルの先端を、ワイヤの先端と同じ位置まで又はそれよりも突出させ、頂点の空いた略錐体状とし、まるで鉛筆の先端のようにした形状が好ましい。ノズル進行方向の前後にはワークに接触しない部分が設けられ、この部分は溶接中ワークには接しない。
【0018】
このようにすることで、ワークの溶接部分にノズルを直接当てて、鉛筆で定規をなぞるように溶接をすることができる。また、円錐状のノズルの角度は、20度・30度・60度など、先端の鋭いものからゆるいものまで様々なものを用意すれば、あらゆるワークの溶接に対応できる。
【0019】
また、ノズルの形状を、円柱に切りこみをいれた、両端から挟む蟹のハサミのような形状にすれば、直角又は鋭角のワークの溶接を外側から当てて溶接することができる。本発明によれば、このように、これまでにないノズルの形状を採用することができ、あらゆるワークの溶接を容易に行うことができる。言い換えれば、ワークの状態にあわせてノズル形状を変えればよい。
【0020】
さらに、本発明のノズルの形状により、ノズルの先端がワイヤの先端と同じ高さの位置又はそれより突出し覆う形状となるため、アーク光を直視せずに溶接を行うことができる。したがって、溶接部の視覚的な確認が容易となり効率が格段に向上する一方、場合によっては溶接マスクすら必要とせずに溶接を行うこともできる。このように、本発明のノズルの形状を採用することで、安全面を向上しつつ溶接効率を上げることができる。
【発明の効果】
【0021】
本発明は、以上の構成により、作業者の熟練度に係わらず容易に取り扱い及び溶接が出来、安全かつ効率的に溶接をすることができる。
【発明を実施するための最良の形態】
【0022】
以下、本発明の実施の形態の例を図面にしたがって説明する。
【0023】
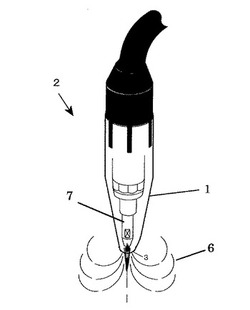
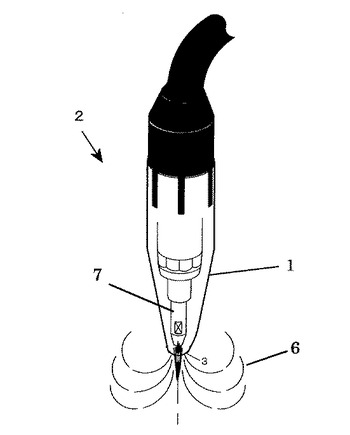
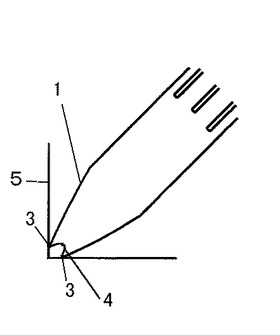
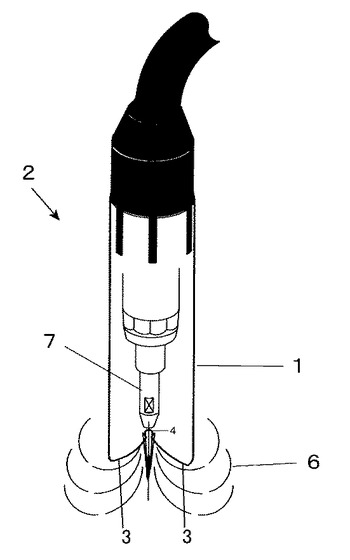
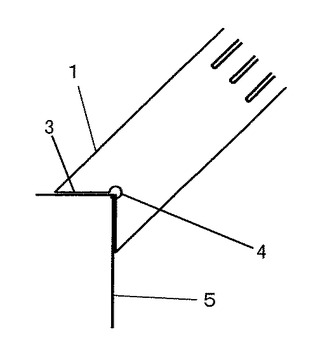
図1は、本発明のトーチ用ノズルの実施形態の1つを正面から見た状態を表す図である。図2は、ノズル1を底面側から見た図である。図3は、ノズル1を側面から見て、直角の隅肉ワーク5に当てている状態を示す図である(内部構造は省略)。
【0024】
図1から明らかなように、コンタクトチップ7及びワイヤ(図示せず)を有する半自動アーク溶接機のトーチ2に、ノズル1が設けられている。ノズル1の先端は、直角の隅肉ワーク5に接触する部分3、即ち溶接ワイヤの先端と同じ位置まで突出している部分又は溶接ワイヤの先端より突出している部分が設けられている。
【0025】
また、図3から明らかなように、ノズル1の先端には、ワーク5に接触しない部分4、即ちガスを逃し肉盛部分を避けるための溶接時ワーク5に接触しない部分とを有している。そしてノズル全体は、先に向かって細くなる、略錐体状の鉛筆の先端のような形状をしている。そして、ノズル1をワーク5に直接触れさせることが可能である。
【0026】
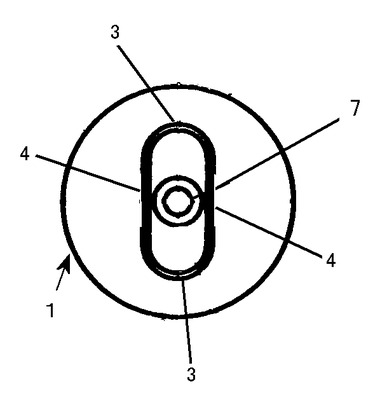
図2はノズル1を底面側から見た図であり、ワーク5に接触しない部分4は両側面に設けられており、ノズル1をスムーズに進行させることができる。また、図から明らかなように、ノズル1の先端は必ずしも円形である必要はなく、略楕円形でも、その他形状でも本発明の目的を達成する限り様々な形状を選択可能である。
【0027】
図3から明らかなように、ノズル1の先端を直角の隅肉ワーク5に触れさせることが出来、アークを発生させた後は、ワーク5に接触しない部分4があるために、シールドガス6を逃し溶接後の肉盛部分を避けながら、そのまま鉛筆で定規をなぞるように、ワーク5に触れさせたままノズル1を移動させて溶接を行うことが出来る。この時、アーク光を直視せずに溶接を行うことができる。
【0028】
図4は、別の実施形態を示す図である。ノズル1は、先に向かって細くなる錐体状ではなく、先端の円周部分がそのまま伸びてワイヤの先端と同じ位置又はそれ以上に突出しており、円柱に切りこみをいれた、両端から挟む蟹のハサミのような形状をしている。そのため、ノズル1を進行させる方向の前後においてはワーク5に接触する部分3及びワークに接触しない部分4が設けられ、図5に示す如くワーク5を挟む形状となっている。
【0029】
図5は、ノズル1を直角の隅肉ワーク5に外側から当てている状態を示す図である。このように、熟練度が必要な難しい溶接であっても、ワーク5のノズル1の先端をワーク5に触れさせ、アークを発生させた後は、ワーク5に接触しない部分4があるために、そのまま鉛筆で定規をなぞるように、ワーク5に触れさせたままノズル1を移動させて、容易に溶接を行うことが出来る。
【0030】
このように、ワーク5の形状に合わせてノズルの形状を変えることで、様々なワーク5について対応が可能であり、容易かつ安全に作業をすることが出来る。
【図面の簡単な説明】
【0031】
【図1】本発明のノズルの実施形態の1つを正面から見た状態を表す図である。
【図2】ノズルを底面側から見た図である。
【図3】ノズルを側面から見て、直角の隅肉ワークに当てている状態を示す図である。
【図4】本発明のノズルの別の実施形態を示す図である。
【図5】ノズルをワークに外側から当てている状態を示す図である。
【符号の説明】
【0032】
1 ノズル
2 トーチ
3 ワークに接触する部分
4 ワークに接触しない部分
5 ワーク
6 シールドガス
7 コンタクトチップ
【技術分野】
【0001】
本発明は、溶接ワイヤが連続的に送給され、溶接ワイヤと母材間に発生したアークが持続されて溶接が進行する、半自動アーク溶接機のトーチに使用されるノズルに関する。
【背景技術】
【0002】
マグ溶接・ミグ溶接・炭酸ガスアーク溶接等の半自動アーク溶接機は、溶接電源、ワイヤ送給装置、溶接トーチ、シールドガスボンベ、ガス流量調整器、遠隔制御器などから構成される。そして、溶接ワイヤが連続的に送給され、溶接ワイヤと母材間に発生したアークが持続されて溶接が進行する。
【0003】
しかしながら、溶接の際には、アーク長を一定に保つことが難しく、溶接工には相当な熟練が求められる。
そのため、熟練溶接工の不足に対応するため、アークが不規則に変動しても常に最適の溶接電流、電圧が維持できる機能を備えた溶接電源の開発が求められてきた。
【0004】
そこで、ワークからの溶接ワイヤ端部の位置若しくは距離を決定しアーク長を一定に保つことを可能とする技術が種々開発されている。
例えば、特許文献1に記載の技術は、ワイヤ供給を、前進・後退と速度の加・原則を、アーク現象・状況を検知しながら、デジタル制御でコントロールするものである。ワイヤは、アークを出しながら前進し、短絡すると同時にアークが消滅し、ワイヤが引き戻される。この動作が自動的に繰り返されるものであり、アークが与える入熱を低減しアーク長を一定に保つことを可能とするものである。
【特許文献1】特表2007−508940号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
このように、アーク長を一定にし、安定した溶接を可能とする技術が開発されてきている一方、実際に溶接工が手作業でトーチを使用し作業する溶接現場では、さらに以下のような問題点があった。
【0006】
従来より半自動アーク溶接に用いられるトーチは、先端にワイヤーが突出しており、ワークとワイヤとの距離や力加減を手で調節しながら移動させて溶接を行うため、溶接工には大変な労力と技術を必要とした。
即ちアーク溶接は,旋盤やフライス盤などの切削加工と比べて,同一の条件で加工することが少ない上に、ワークの形状や凸凹等に合わせてトーチを扱わなければならず、この点からも溶接工に高度な熟練を必要とした。そのため、品質にばらつきが生じやすく、溶接時間や効率の点で改良が望まれていた。
【0007】
さらに、溶接時に発生するアーク光が極めて強く,溶接箇所が見にくいため,溶接不良などの失敗を起こしやすい。また、長時間アーク光に曝した場合、火傷、水ぶくれ、シミなどの症状が発生する。裸眼でアーク光を見た場合、電光性眼炎(電眼炎)を起こし、何度も電光性眼炎になると視力の低下や最悪の場合失明に至る可能性もあり、安全面からも問題があった。
【0008】
したがって、半自動アーク溶接においては、作業者の熟練度に係わらず容易に取り扱い及び溶接が出来、安全かつ効率的に溶接をすることができる技術が望まれていた。
【0009】
そこで、本発明は、溶接工の熟練度に係わらず容易に取り扱い及び溶接作業が出来、安全かつ効率的に溶接をすることができる半自動アーク溶接機のトーチ用ノズルを提供することを目的とする。
【課題を解決するための手段】
【0010】
前記目的達成するため、本発明のトーチ用ノズルは、半自動アーク溶接機のノズルであって、当該ノズルの先端が、溶接時ワークに直接接触させることが出来、かつ溶接ワイヤの先端と同じ位置まで突出している部分又は溶接ワイヤの先端より突出している部分と、ガスを逃し肉盛部分を避けるための溶接時ワークに接触しない部分と、を有することからなる。
また、溶接時ワークに接触しない部分が、ノズルの進行方向の前後に設けられていることが好適である。
【0011】
本発明は、半自動アーク溶接機の電源制御において、入熱を低減したりアーク長を一定に保つ技術が蓄積されてきたことにより、これまで意識されてこなかったノズルの形状に改良を加え、その結果作業者の熟練度に係わらず容易に取り扱い及び溶接が出来、安全かつ効率的に溶接をすることができるようになったものである。したがって、本発明のノズルは、一般的な半自動アーク溶接用の溶接装置に使用することも可能であるが、前述のような入熱を低減したりアーク長を一定に保つ、より最新の半自動アーク溶接用の技術と共に使用すると、スパッタ量や溶接不良の減少の観点から効果が顕著である。また、本発明のノズルは、特に隅肉継ぎ手部及び重ね継ぎ手部の溶接において効果を発揮するものである。
【0012】
即ち、本発明のマグ溶接・ミグ溶接・炭酸ガスアーク溶接等の半自動アーク溶接機に使用されるトーチにおいては、従来のようにワイヤの先端が突出しているものと全く異なり、ノズルの先端がワイヤの先端と同じ位置又はそれ以上に突出している。そして、ノズルの先端をワークに直接触れさせることが可能である。
【0013】
ノズルの先端をワークに触れさせ、アークを発生させた後は、そのまま鉛筆で定規をなぞるように、ワークに触れさせたままノズルを移動させて溶接を行うことが出来る。したがって、本発明のノズルは、特に隅肉継ぎ手部及び重ね継ぎ手部の溶接において効果を発揮するものである。
【0014】
そのため、これまでのようにワークとトーチとの距離を視覚や勘で調整するような労力は全く必要なく、初心者でも熟練者と同様の溶接を行うことができるものである。
【0015】
また、前述のように、アークを発生させた後は、そのまま鉛筆で定規をなぞるように、ワークに触れさせたままノズルを移動させて溶接を行うため、ノズルの進行方向の前後にはワークに接触しない部分が設けられ、この部分はワークには接していない。形状としては例えば、ワークに接触する部分よりもワークに接触しない部分を上方に引っ込め、開口を設けた形状にすることにより構成する。これにより、シールドガスを逃し、溶接の肉盛をさけつつ、効率的にノズルをワークに触れさせたまま移動させることが出来る。
【0016】
また、ノズルの具体的形状は、ワークの形に合わせて様々な形を用意することができる。そして、従来のノズルと同様に、ワークの形状に合わせて差し替えればよい。また、従来型のノズルにさらにキャップのように被せる形態を取っても良い。素材も従来のノズルと同様のものを使用できる。
【0017】
例えば、ほぼ直角又は鋭角のワークの溶接を内側から行う場合には、ノズルの先端を、ワイヤの先端と同じ位置まで又はそれよりも突出させ、頂点の空いた略錐体状とし、まるで鉛筆の先端のようにした形状が好ましい。ノズル進行方向の前後にはワークに接触しない部分が設けられ、この部分は溶接中ワークには接しない。
【0018】
このようにすることで、ワークの溶接部分にノズルを直接当てて、鉛筆で定規をなぞるように溶接をすることができる。また、円錐状のノズルの角度は、20度・30度・60度など、先端の鋭いものからゆるいものまで様々なものを用意すれば、あらゆるワークの溶接に対応できる。
【0019】
また、ノズルの形状を、円柱に切りこみをいれた、両端から挟む蟹のハサミのような形状にすれば、直角又は鋭角のワークの溶接を外側から当てて溶接することができる。本発明によれば、このように、これまでにないノズルの形状を採用することができ、あらゆるワークの溶接を容易に行うことができる。言い換えれば、ワークの状態にあわせてノズル形状を変えればよい。
【0020】
さらに、本発明のノズルの形状により、ノズルの先端がワイヤの先端と同じ高さの位置又はそれより突出し覆う形状となるため、アーク光を直視せずに溶接を行うことができる。したがって、溶接部の視覚的な確認が容易となり効率が格段に向上する一方、場合によっては溶接マスクすら必要とせずに溶接を行うこともできる。このように、本発明のノズルの形状を採用することで、安全面を向上しつつ溶接効率を上げることができる。
【発明の効果】
【0021】
本発明は、以上の構成により、作業者の熟練度に係わらず容易に取り扱い及び溶接が出来、安全かつ効率的に溶接をすることができる。
【発明を実施するための最良の形態】
【0022】
以下、本発明の実施の形態の例を図面にしたがって説明する。
【0023】
図1は、本発明のトーチ用ノズルの実施形態の1つを正面から見た状態を表す図である。図2は、ノズル1を底面側から見た図である。図3は、ノズル1を側面から見て、直角の隅肉ワーク5に当てている状態を示す図である(内部構造は省略)。
【0024】
図1から明らかなように、コンタクトチップ7及びワイヤ(図示せず)を有する半自動アーク溶接機のトーチ2に、ノズル1が設けられている。ノズル1の先端は、直角の隅肉ワーク5に接触する部分3、即ち溶接ワイヤの先端と同じ位置まで突出している部分又は溶接ワイヤの先端より突出している部分が設けられている。
【0025】
また、図3から明らかなように、ノズル1の先端には、ワーク5に接触しない部分4、即ちガスを逃し肉盛部分を避けるための溶接時ワーク5に接触しない部分とを有している。そしてノズル全体は、先に向かって細くなる、略錐体状の鉛筆の先端のような形状をしている。そして、ノズル1をワーク5に直接触れさせることが可能である。
【0026】
図2はノズル1を底面側から見た図であり、ワーク5に接触しない部分4は両側面に設けられており、ノズル1をスムーズに進行させることができる。また、図から明らかなように、ノズル1の先端は必ずしも円形である必要はなく、略楕円形でも、その他形状でも本発明の目的を達成する限り様々な形状を選択可能である。
【0027】
図3から明らかなように、ノズル1の先端を直角の隅肉ワーク5に触れさせることが出来、アークを発生させた後は、ワーク5に接触しない部分4があるために、シールドガス6を逃し溶接後の肉盛部分を避けながら、そのまま鉛筆で定規をなぞるように、ワーク5に触れさせたままノズル1を移動させて溶接を行うことが出来る。この時、アーク光を直視せずに溶接を行うことができる。
【0028】
図4は、別の実施形態を示す図である。ノズル1は、先に向かって細くなる錐体状ではなく、先端の円周部分がそのまま伸びてワイヤの先端と同じ位置又はそれ以上に突出しており、円柱に切りこみをいれた、両端から挟む蟹のハサミのような形状をしている。そのため、ノズル1を進行させる方向の前後においてはワーク5に接触する部分3及びワークに接触しない部分4が設けられ、図5に示す如くワーク5を挟む形状となっている。
【0029】
図5は、ノズル1を直角の隅肉ワーク5に外側から当てている状態を示す図である。このように、熟練度が必要な難しい溶接であっても、ワーク5のノズル1の先端をワーク5に触れさせ、アークを発生させた後は、ワーク5に接触しない部分4があるために、そのまま鉛筆で定規をなぞるように、ワーク5に触れさせたままノズル1を移動させて、容易に溶接を行うことが出来る。
【0030】
このように、ワーク5の形状に合わせてノズルの形状を変えることで、様々なワーク5について対応が可能であり、容易かつ安全に作業をすることが出来る。
【図面の簡単な説明】
【0031】
【図1】本発明のノズルの実施形態の1つを正面から見た状態を表す図である。
【図2】ノズルを底面側から見た図である。
【図3】ノズルを側面から見て、直角の隅肉ワークに当てている状態を示す図である。
【図4】本発明のノズルの別の実施形態を示す図である。
【図5】ノズルをワークに外側から当てている状態を示す図である。
【符号の説明】
【0032】
1 ノズル
2 トーチ
3 ワークに接触する部分
4 ワークに接触しない部分
5 ワーク
6 シールドガス
7 コンタクトチップ
【特許請求の範囲】
【請求項1】
半自動アーク溶接機のノズルであって、当該ノズルの先端が、
溶接時ワークに直接接触させることが出来、かつ溶接ワイヤの先端と同じ位置まで突出している部分又は溶接ワイヤの先端より突出している部分と、
ガスを逃し肉盛部分を避けるための溶接時ワークに接触しない部分と、
を有することを特徴とするトーチ用ノズル。
【請求項2】
溶接時ワークに接触しない部分が、ノズルの進行方向の前後に設けられていることを特徴とする請求項1に記載のトーチ用ノズル。
【請求項1】
半自動アーク溶接機のノズルであって、当該ノズルの先端が、
溶接時ワークに直接接触させることが出来、かつ溶接ワイヤの先端と同じ位置まで突出している部分又は溶接ワイヤの先端より突出している部分と、
ガスを逃し肉盛部分を避けるための溶接時ワークに接触しない部分と、
を有することを特徴とするトーチ用ノズル。
【請求項2】
溶接時ワークに接触しない部分が、ノズルの進行方向の前後に設けられていることを特徴とする請求項1に記載のトーチ用ノズル。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−51998(P2010−51998A)
【公開日】平成22年3月11日(2010.3.11)
【国際特許分類】
【出願番号】特願2008−218445(P2008−218445)
【出願日】平成20年8月27日(2008.8.27)
【出願人】(591146697)愛知産業株式会社 (19)
【Fターム(参考)】
【公開日】平成22年3月11日(2010.3.11)
【国際特許分類】
【出願日】平成20年8月27日(2008.8.27)
【出願人】(591146697)愛知産業株式会社 (19)
【Fターム(参考)】
[ Back to top ]