
半自動アーク溶接法
【課題】半自動アーク溶接ではソリッドワイヤやフラックスを封入したフラックス入りワイヤを使用するが、ソリッドワイヤではフラックスの機能がなく、フラックス入りワイヤではワイヤの断面積が限定されるため所要のフラックスをワイヤに封入することができず、スパッタの抑制や溶接品質や溶接能率に満足できなかった。また、シールドガスは空気を遮断するだけであり積極的に溶接性を向上させる機能はなかった。
【解決手段】溶接ワイヤに塗布機にて液体フラックスを塗布することでフラックス入りワイヤはもちろんソリッドワイヤでもフラックス機能を生かした溶接が可能となった。かつ気化装置に充填した液体フラックスにシールドガスを導いて気化せしめて、シールドガスと混合した混合シールドガスを生成し、この混合ガスを溶接トーチに導いて溶接ことでシールドとフラックス機能を併せ持つ溶接が可能となった。
【解決手段】溶接ワイヤに塗布機にて液体フラックスを塗布することでフラックス入りワイヤはもちろんソリッドワイヤでもフラックス機能を生かした溶接が可能となった。かつ気化装置に充填した液体フラックスにシールドガスを導いて気化せしめて、シールドガスと混合した混合シールドガスを生成し、この混合ガスを溶接トーチに導いて溶接ことでシールドとフラックス機能を併せ持つ溶接が可能となった。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は半自動アーク溶接の溶接性向上に関するものであり、気化装置に充填した液体フラックスをシールドガスで気化させて気化フラックスを生成し、気化フラックスに磁界をかけて帯電させて溶接トーチに導き溶接するとともに、液体フラックスをワイヤに塗布して溶接し、溶融金属の表面張力を除去しスパッタの低減や酸化防止を図り、溶接金属に含まれる有効元素の歩留まりや溶接特性を向上させる半自動アーク溶接法に関する。
【背景技術】
【0002】
半自動アーク溶接にはMIG溶接、炭酸ガスアーク溶接、MAG溶接があり、溶接材として非常に長いワイヤを使用し、ワイヤもガスも連続的に長時間供給できるので、手棒溶接と比較してその能率は圧倒的に高い。半自動アーク溶接はガスシールドアーク溶接の一種であるが、単にアーク応接といえば半自動アーク溶接のことを指している。炭酸ガスアーク溶接、MIG溶接、MAG溶接は使用する機材も用途もほぼ同じでありシールドガスの種類が異なるだけある。MIG溶接はシールドガスに基本的にイナートガスとしてアルゴンを使用するが、Ar+O2(1〜5%)、Ar+N2(30〜70%)、Ar+He(15〜35%)のように他のイナートガスを混合する応用例がある。アルゴンにあえて分子ガスを混合する理由は、例えば酸素分子はアーク熱にてO+Oに解離する際に解離熱を出しアーク柱間に出されるためアーク電圧を上昇させる効果がある。炭酸ガスアーク溶接はシールドガスに炭酸ガス(CO2)のみを使う。MAG溶接はイナートガスと炭酸ガスを混合したシールドガスを使い、Ar+CO2(35%)+O2(5%)、CO2+O2(1〜10%)のような使用例がある。
【0003】
炭酸ガスアーク溶接やMAG溶接において、シールドガスに炭酸ガス(CO2)を使う理由は、1)アーク安定性に優れていること、2)溶け込みを深くできること、3)安価なことである。炭酸ガスは、他のシールドガス例えばアルゴンガスなどと比較すると分子ガスのためCO+Oに分離する際分子解離熱を出すためアーク電圧が高くなり、単位時間当たりアルゴンガスの1.5倍の高能率で溶接できる。特に表面硬化肉盛り溶接となると溶接量が多くなるので溶接工の一人当たりの溶接棒の消化能力で工事費が大きく左右されることから炭酸ガスをシールドガスとして使用する場合が多い。しかしながら、炭酸ガスをシールドガスとして使用する場合は、炭酸ガスが解離する際の発生期の酸素による強い酸化作用のために溶接金属やフラックスが酸化されるので、発生期の酸素を抑えたり除去したりする工夫が必要である。
【0004】
炭酸ガスアーク溶接やMAG溶接はシールドガスの炭酸ガスがアーク溶接熱にて4000〜5000℃となるためCO2→CO+O↑に分離する。この発生期の酸素(O↑)が溶滴形成時に合金中の炭素と結合反応(C+O→CO↑)して一酸化炭素ガスを気化爆発的に発生させ炭素を奪うため硬化肉盛り部分が軟化してしまう欠点がある。表面硬化複合ワイヤとしては高炭素となるように炭素や炭素化合物を多く封入したいのであるが、炭酸ガスをシールドガスとして使用する場合は、アーク安定剤、表面張力除去剤、脱酸剤などのフラックスを添加しなければならず炭素の封入量には限界があった。例えば、高合金複合ワイヤはフラックスとしてアーク安定とスパッタ減少を目的として酸化チタン(TiO2、一般にイルミナイト)などを封入しているが、硬度を確保するため炭素成分を優先的に封入せざるをえず、フラックス入りワイヤではありながら実情はフラックス量が少ないためソリッドワイヤに近い成分構成となっていた。このため高合金複合ワイヤは比較的フラックスの巻き込みによる欠陥は少ないのであるが、炭酸ガス特性として発生期の酸素による薄い酸化スラグが肉盛り表面に張り付き、冷却の際これら薄いスラグが応力縮みにより飛散することから溶接作業者に害をなしていた。
【0005】
炭酸ガスシールドによる高合金複合ワイヤはフラックスワイヤであり、高合金ソリッドフープをパイプ状にして、このパイプ中に溶接性向上機能を有するフラックスを封入している。例えば、スパッタ減少とアーク安定剤として酸化チタン(TiO2)、塩基度向上とフッ素ガス(F)確保のためフッ化カルシウム(CaF)、脱酸剤としてシリコン(Si)、アルミニウム(AL)、チタン(Ti)などの粉末を封入する。脱酸剤は最低限5〜8倍は必要とする元素に対して入れる必要があるが、その分パイプ面積に限界があるためスラグ安定剤は入れにくくなりフラックスとしての配合バランスが不十分であった。
【0006】
特開2011−104624号広報では、硬化肉盛用MIGアーク溶接ワイヤにフラックスを充填して溶接後の溶接金属のビッカース硬度(Hv)が200以上である硬化肉盛用MIGアーク溶接ワイヤが開示されている。特開2009−255125号広報では、MIG溶接フラックスワイヤにグラファイトをワイヤ全質量あたり0.16乃至2.00質量%含有し、鉄粉をフラックス全質量あたり20質量%以上含有するMIG溶接用フラックス入りワイヤが開示されている。特開2004−283858号広報では、TIG溶接ワイヤ表面に酸化チタン、酸化ジルコニウム、酸化クロム、酸化モリブデン、酸化ケイ素及び酸化鉄のうちの1種又は2種以上からなる皮膜を液相析出法で被覆したTIG溶接ワイヤが開示されている。特開2008−173607号広報では、純度の高い不活性ガスをシールドガスとしたMIG溶接方法であって、被溶接板の溶接継ぎ手部の表面に活性フラックスを塗布し、該溶接継ぎ手部をMIG溶接する方法が提案されている。
【0007】
本発明者は、特開2011−088180号広報「溶接用フラックスと溶接方法」で、アルカリ金属、アルカリ土類金属、ハロゲン、B、C、N、O、Si、P、S、Zn、Seなどの原子の内少なくとも2種類以上の原子が結合してできている電解質をアルコールやアセトンなどの溶媒に溶解して生成した液体フラックスを溶接部分に塗布して溶接する溶接方法や前記液体フラックスを気化せしめた気化フラックスをシールドガスや複数のシールドガスを混合した混合シールドガスと混合して生成した複合シールドガスを溶接部分に吹き付けながら溶接する方法を発明した。特願2010−200494号広報「蝋付け用フラックス及び蝋付け法」で、前記液体フラックスを気化装置に充填し、プロパン(C3H6)やアセチレン(C2H2)などの燃焼ガスを吹き込んで気化せしめて前記気化フラックスとして、蝋付け炉のバーナーに導き、前記蝋付け炉を加熱しながら前記気化フラックスを吹き込んで蝋付けする蝋付け方法を発明した。特願2010−206271号広報「フィンチューブの製造方法」で、フィンとチューブを高周波抵抗溶接してフィンチューブを製造する方法において、気化装置に前記液体フラックスを充填し、前記気化装置に気体を吹き込んで前記液体フラックスを気化せしめて気化フラックスを生成し、該気化フラックスを溶接部に吹き付けながら前記フィンと前記チューブを溶接するフィンチューブ製造方法を発明した。特開昭63−12357号広報「ガスシールドアーク溶接法」でシールドガスとして帯電ガスを用いた溶接方法を発明した。この発明をさらに発展させた溶接方法が特開2011−098367号広報「溶接肉盛り用フラックスと溶接肉盛法」で、液体フラックスの溶質を適宜析出せしめて生成した析出フラックスに接種剤を混入してゲル状フラックスとして、該ゲル状フラックスを溶接母材に塗布した後に前記ゲル状フラックスの溶媒を乾燥もしくは燃焼させて固形フラックスとして肉盛り母材に固定した後に、該固形フラックスの上から前記肉盛り母材に溶接する方法や帯電シールドガス中で溶接する方法を発明した。
【0008】
本発明者は、特開2009−090368号広報「ガス切断用気化フラックス」で、ロウ付けなどに使用するフラックスを適宜混合して前処理した混合フラックスを、アルコールやアセトンなどの溶媒に8〜25重量%混合して、超臨界装置内において温度300〜400℃、圧力34.3〜44.1MPaで溶解し液体フラックスとし、該液体フラックスに気体を吹き込んで気化させるガス切断用気化フラックスを発明した。特開2009−297782号広報「液体フラックスの製造方法及びその装置」で、アルカリ金属、アルカリ土類金属、ハロゲン、B、C、N、O、Si、P、S、Cl、Zn、Seなどの原子の内、少なくとも2種類以上の原子が結合してできている電解質をアルコールやアセトンなどの溶媒中で磁場をかけるとともに、該溶媒を攪拌しながら溶解する液体フラックスの製造方法を発明した。特開2010−100441号広報「液体フラックスの製造方法と製造装置及び液体フラックス」で、アルカリ金属、アルカリ土類金属、ハロゲン、B、C、N、O、Si、P、S、Znなどの原子の内、少なくとも2種類以上の原子が結合してできている電解質をアルコールなどの溶媒を入れた容器中で、磁場をかけるとともに該溶媒を回転しながら溶解する液体フラックスの製造方法において、溶媒中に電極を挿入し電圧を付加するとともにパルス電圧を付加する液体フラックス製造方法を発明した。特開2009−233741号広報「液体フラックス気化装置」で、ロウ付け及びガス切断などに使用するフラックスをアルコールやアセトンあるいはこれらを混合した液体に溶解した液体フラックス中に、アセチレンやプロパンなどの燃焼ガスを吹き込んで、前記液体フラックスを気化せしめて気化フラックスを生成する液体フラックス気化装置において、周りに複数の回転筒用ネオジ磁石が配設してある回転筒を設け、該回転筒を毎分60〜200回、回転させながら前記気化フラックスを通過せしめて、該気化フラックスを取り出す液体フラックス気化装置を発明した。
【先行技術文献】
【特許文献】
【0009】
【特許文献01】特開2011−104624号広報
【特許文献02】特開2009−255125号広報
【特許文献03】特開2008−173670号広報
【特許文献04】特開2004−283858号広報
【特許文献05】特開2011−088180号広報「溶接用フラックスと溶接方法」
【特許文献06】特開2011−098367号広報「溶接肉盛り用フラックスと溶接肉盛法」
【特許文献07】特願2010−200494号広報「蝋付け用フラックス及び蝋付け法」
【特許文献08】特願2010−206271号広報「フィンチューブの製造方法」
【特許文献09】特開2009−090368号広報「ガス切断用気化フラックス」
【特許文献10】特開2009−297782号広報「液体フラックスの製造方法及びその装置」
【特許文献11】特開2010−100441号広報「液体フラックスの製造方法と製造装置及び液体フラックス」
【特許文献12】特開2009−233741号広報「液体フラックス気化装置」
【特許文献13】特開昭63−12357号広報「ガスシールドアーク溶接法」
【発明の概要】
【発明が解決しようとする課題】
【0010】
特許文献01特開2011−104624号広報や特許文献02特開2009−255125号広報の方法は、フラックスをワイヤの中に封入しているがワイヤの面積に限界があり溶接性を向上するための表面張力の低減剤、脱酸剤、清浄剤の添加が不足していた。例えば、高合金ソリッドワイヤは所要の硬度を出すために炭素及びNi、Cr、Mo、V、Wを含む炭素化合物を含有するが、溶接性を向上させるためにはSi、AL、Ti、Mnなどの脱酸剤が必要であり、これらを全てワイヤの中に含むには限界がある。そのため、複合ワイヤはこれら特殊元素の他にハロゲンガス(F、CL、Br、I)を発生する特殊化合物を混合して、脱酸剤、アーク安定剤、表面張力除去剤としてカバーしているがこれも限界があった。ハロゲンガスのF、CLは塩基度をアップさせかつアーク電圧を上昇させ溶解金属の流動性と脱ガスと表面清浄のために複合ワイヤ中に入っており、CaF(フッ化カルシウム)、TiO(酸化チタン)、MnO2(酸化マンガン)と同じ役目をする。複合ワイヤ中に必要とするAL、Siなどの脱酸剤を入れるとすると、AL、Si元素の5〜8倍の質量の化合物が必要であり、このようなフラックスを封入するには限界がある。特許文献03の特開2008−173670号広報の方法では、活性フラックスは二酸化チタン(TiO2)や二酸化ケイ素(SiO2)、酸化クロム(Cr2O3)などの金属酸化物の単体もしくは複合体が用いられる。溶接継ぎ手部の表面に活性フラックスを塗布してMIG溶接することにより溶接部における過剰酸素状態を防止し、溶融金属の表面張力を低下させるとともにプラズマ流を緊縮化させて、溶接速度の速いMIG溶接で深溶け込みが可能な溶接を安定して行えるとしている。活性フラックスは具体的には市販の活性フラックス(70%TiO2、20%Cr2O3、10%SiO2)である。この活性フラックスは液体状ではなくペースト状であるためそれぞれの化合物は金属酸化物粉末として独立して存在しており液体の中に溶解して混合状態になっているものではないため、溶接面に均一に塗布することが困難である。フラックス化合物はアーク熱により加熱され溶融して集中性の高いプラズマ流を形成するので通常のMIG溶接よりもさらに深溶け込みとなるが同時に未溶融のフラックスが溶融金属に巻き込まれて溶接欠陥となる問題があった。また、フラックスとしての元素がTi、Si、Crであり機能が限定的で、溶融金属の表面張力低減、脱酸、清浄化の機能が不十分であった。特許文献04特開2004−283858号広報では、チタンやケイ素やジルコニアなどは脱酸剤としての役割を果たしクロムやモリブデンは炭化物を形成して非常に硬い硬化層を形成しまたケイ素は薄いガラス質を形成して溶融金属の酸化を防止する効果があるが、表面張力を低減するためのハロゲンを含有していないために溶融金属の流動性を高め溶け込み深さを深くすることは困難であった。フラックスとしてのハロゲン以外の元素も限定的で機能が不足しており、溶融金属の表面張力低減、脱酸、清浄化の機能が不十分であった。
【0011】
特許文献05の特開2011−088180号広報「溶接用フラックスと溶接法」や特文献06の特開2011−098367号広報「溶接肉盛り用フラックスと溶接肉盛法」や特許文献07の特願2010−200494号広報「蝋付け用フラックス及び蝋付け法」や特許文献08の特願2010−206271号広報「フィンチューブの製造方法」において、液体フラックスを溶接に応用する方法を提案している。これらの溶接は液体フラックスを溶接面やロウ付け面に塗布して溶接やロウ付けする方法したり、液体フラックスにシールドガスや燃焼ガスを吹き込んで液体フラックスを気化せしめて溶接面やロウ付け面に吹き付けたりして溶接やロウ付けを行う方法である。しかしながら溶接面に液体フラックスを塗布する方法は能率、塗布の均一性、乾燥時間などの面で問題があった。また、気化フラックスを溶接面に吹き付けるだけではフラックスとしての機能を十分に作用させつことはできなかった。また、従来、溶接面に液体フラックスをシールドガスで気化せしめて吹き付けると同時に溶接ワイヤに液体フラックスを塗布して溶接する方法はなかった。液体フラックス製造装置も多様化する溶接材、溶接方法の種類に応じて液体フラックスをきめ細かく作り分けるには溶解能力が不足していた。また、液体フラックスを気化するための気化装置についても、ネオジ磁石の配列構造が効率的でないため気化フラックスの帯電効果が小さく気化フラックスを活性化するには不十分であり高性能の気化装置が求められていた。
【0012】
炭酸ガスアーク溶接は高電流域ではMIG溶接に似てスパッタの少ない溶接となるためアーク柱への金属スプレー移行は粒状移行であるが、電流を下げればスパッタが多くなり満足な溶接部が得られない。そのため0.8mm、1.0mm、1.2mmと細径のソリッドワイヤを使用する。細径にすることでピンチ効果によるジュール熱の増加にてスパッタの減少化を図れるが、ソリッドワイヤはSUS304、SUS310、SUS316、SUS317、SUS403などであり、ソリッドワイヤに入れられる合金量は最大45%の溶接合金だけであり肉盛り溶接には適していなかった。一方、硬化肉盛り棒は1.2mm、1.6mm、2mmと線径を大きくすることで添加合金の増大を図り高合金を得られるが、太径になると電流と電圧の相互関係のため電流値は最大500アンペアの低電流溶接となりスパッタ粒子が多い溶接面となっていた。
【0013】
本発明の課題は、半自動アーク溶接において、液体フラックスをシールドガスで気化させた気化フラックスを溶接トーチに導いて溶接すると同時に液体フラックスを溶接ワイヤに塗布して溶接することにより従来の問題点を改善することにある。すなわち、(1)液体フラックスの機能性を高め半自動アーク溶接の溶接品質を向上すること、(2)炭酸ガスアーク溶接によって、ステライトNo.6の代用として開発されたCr−Si−Mo−W−V系の耐摩耗高合金複合ワイヤの平均4層肉盛り(8〜10%)にてHv700を得る溶接方法を具現化すること、(3)炭酸ガスアーク溶接で1.2mm〜2.0mmの太径のソリッドワイヤを低スパッタで溶接可能にすること、(4)高合金ワイヤの酸化防止により1層肉盛りでHv700の硬化肉盛りを具現化すること、(5)液体フラックス製造装置の性能を向上させる、(6)気化装置の性能を向上させることである。
【課題を解決するための手段】
【0014】
第1の解決手段は特許請求項1に示すように、半自動アーク溶接法において、磁石を配設した容器からなる液体フラックスの製造装置でアルコールやアセトンの溶媒を回転しながら電解質を溶解させて生成した前記液体フラックスを、溶接ワイヤに塗布機にて塗布して溶接する半自動アーク溶接法である。
【0015】
第2の解決手段は特許請求項2に示すように、前記液体フラックスを前記溶接ワイヤに前記塗布機にて塗布して溶接するとともに、前記液体フラックスを気化装置に充填し、該気化装置にシールドガスを吹き込んで気化せしめた気化フラックスを溶接部分に吹き付けながら溶接する半自動アーク溶接法である。
【0016】
第3の解決手段は特許請求項3に示すように、前記塗布機は、前記溶接ワイヤに前記液体フラックスを塗布する塗布帯を設けた塗布基部と前記液体フラックスを充填したタンクを着脱自在に取り付けるタンク保持基部からなり、前記タンクにはエア取り入れ口が設けられており、前記塗布基部には前記溶接ワイヤを前記塗布帯に案内するための案内貫通孔を有するワイヤ供給プラグと前記液体フラックスを塗布した前記溶接ワイヤを前記溶接トーチに送りだす送給貫通孔を有する送給ガイドを配設し、前記タンク保持基部には前記タンクを取り付けるためのタンク保持穴が設けられ、前記タンクは排出孔を有するシールキャップにねじ込まれ、該シールキャップは前記タンク保持穴にシールされた状態で挿入保持され、該タンク保持穴の底部には前記塗布帯に前記液体フラックスを導く連通孔が設けられ、該連通孔の途中にニードルバルブを設け前記液体フラックスの流量を調整可能にした塗布機である。
【0017】
第4の解決手段は特許請求項4に示すように、前記塗布機の前記シールキャップにはシール玉が内包され、該シール玉は前記シールキャップの底部に設けたサポートと伸縮体で前記排出口に押し付けられており、前記シールキャップを前記タンク保持穴に挿入すると、前記保持穴の底部に設けた突起に前記シール玉が押し上げられ前記シール玉が前記排出口から後退する機構を有する塗布機である。
【0018】
第5の解決手段は特許請求項5に示すように、前記液体フラックスの前記製造装置は前記容器の内側に磁石を配設し、アルコールやアセトンの溶媒を回転しながら電解質を溶解させて前記液体フラックスを製造する前記製造装置であり、前記磁石は固定磁石と回転磁石からなり、前記固定磁石は前記容器の上部に配設した水平フレームから前記容器中に懸垂固定された複数の懸垂アームと該懸垂アームに前記容器の中心部に向けて水平に取り付けられた複数の固定水平アームに取り付けられており、前記回転磁石は前記固定フレームから前記容器中に回転自在に懸垂支持された回転軸に前記容器の外周に向けて水平方向に取り付けた複数の回転水平アームに取り付けられており、前記固定水平アームと前記回転水平アームは、お互いに接触しないように高さ方向に互い違いに配設され、前記容器もしくは前記水平フレームのいずれかを昇降自在にしている液体フラックスの製造装置である。
【0019】
第6の解決手段は特許請求項6に示すように、前記水平フレームには超音波発振器を高さ方向調整可能に懸垂支持している液体フラックスの製造装置である。
【0020】
第7の解決手段は特許請求項7に示すように、前記気化装置は気化容器と該気化容器に前記シールドガスを供給する給気管と生成した前記気化フラックスを取り出す排気管及び複数の磁石を配設してなる前記気化装置であり、前記磁石は前記気化容器内での前記気化フラックスの流れ方向に対して横断する方向に配設されている気化フラックスを生成するための気化装置である。
【0021】
第8の解決手段は特許請求項8に示すように、前記気化装置の前記磁石は複数の貫通孔を有する板状磁石になっており、該板状磁石が前記容器内に単層もしくは複層に配設されている気化装置である。
【0022】
第9の解決手段は特許請求項9に示すように、前記気化装置の前記磁石は多孔板もしくは金網で形成される磁石充填体に充填され、該磁石充填体が前記容器内に単層もしくは複層に配設されている気化装置である。
【0023】
第10の解決手段は特許請求項10に示すように、前記気化装置には超音波発振器やヒーターを配設している気化装置である。
【発明の効果】
【0024】
第1の手段による効果は以下である。(1)液体フラックス30はAL、Si、Ti、Bなどの脱酸機能を有する元素を含有するため溶接中の金属酸化と脱炭を低減でき、第1層目で従来の溶接に比べてHv100〜150程度の硬度アップが図れるのでHv700程度の高硬度を実現できる。(2)複合ワイヤはもちろんであるが、ソリッドワイヤの場合は全体にコーティングされた液体フラックスがスパーク溶接熱により瞬間乾燥しガス放出ノズルに到達したときはホウ酸化物とフッ化物がガラス状に固まってワイヤに張り付いているためソリッドワイヤでありながらアークロウ付け状態を保持した溶接状態となるためランダムな溶け込みでなくブレージングによる平面な共晶合金を作り硬化肉盛りのように多種類の金属元素を使用する場合は酸化による減量が低減し約5%の合金アップとなる。(3)銅と炭素鋼、ステンレスと炭素鋼などの異種金属の溶接性が向上する。(4)ゴミ焼却炉の発電用ボイラチューブは鉄との混合組織肉盛りではなくアークブレージングによる共晶合金肉盛り法であるが、本液体フラックスはPH7の中性であり、しかもフッ化物などの添加により溶融金属の表面能力除去ができるため肉盛り厚みを薄く平滑に出来る効果が生まれる。
【0025】
第2の手段による効果は以下である。(1)磁場によるピンチ効果、気化フラックス吹き付けと液体フラックス塗布によるフラックス効果で表面張力除去によるスプレー移行がスムーズとなるためスパッタが低減するとともに、溶滴が落降中に溶滴の一粒ずつにフラックスコーティングされるため美しくビードが重なり欠陥の少ない溶接ビードとなる。(2)従来のMIG溶接はアルゴンガスを使用するので溶け込みが浅く能率が悪いが、液体フラックスを塗布するとアーク柱のピンチ効果が大きくなり深溶け込みとなり溶接速度が向上する。(3)厚板溶接ではフラックス巻き込みによる欠陥が出ないようにするため、第1層〜第3層目までは通常TIG溶接やMIG溶接を使用するが、気化フラックスを吹きつけながらソリッドワイヤに液体フラックスを塗布して炭酸ガス溶接することでフラックスを巻き込まない無欠陥溶接が可能となるのでTIG溶接やMIG溶接の代用が可能である。しかもTIG溶接やMIG溶接に比べて溶接速度を数倍に向上させることができる。(4)炭酸ガス溶接でTIG溶接やMIG溶接の代用が可能となるので、イナートガスに高価なアルゴンガスを使用する場合に比べて炭酸ガス溶接で代用することにより大幅なコスト削減となる。(5)腐食環境にあるボイラチューブにインコネルやハステロイの肉盛りをすると3〜4年の寿命が10〜12年となるように極めて効果が大きいが、このような肉盛り溶接では登り溶接が多いため溶接効率が極めて悪くなる。しかしながら、溶接ワイヤに液体フラックスを塗布し、液体フラックスを吹きつけながら溶接することにより15〜20%の作業能率が向上する。
【0026】
第3の手段による効果は以下である。(1)溶接ワイヤに液体フラックスを連続的に、定量的に、確実に塗布できる。(2)液体フラックスは粘度調整により溶接ワイヤ全体に薄く均一にコーティングされ、スパーク溶接熱により瞬間乾燥し溶接トーチに到達したときはホウ酸化物とフッ化物などの含有フラックスがガラス状に固まって薄膜フラックスとなってワイヤに張り付くことができる。(3)液体フラックスを充填したタンクを簡単に脱着できるので作業性がよい。
【0027】
第4の手段による効果は、液体フラックスを充填したタンクを逆さまにして塗布機に挿入取付けする際に、液体フラックスが漏れ出してこないことである。
【0028】
第5の手段による効果は以下である。(1)磁石を容器中に平均的に配設できるので気化フラックスへの帯電効果が大きい。(2)固定磁石と回転磁石が交差する時に起電力が発生し電解質の溶解を促進できる。(3)容器を交換するだけで多種類の液体フラックスを効率的に生成できることである。
【0029】
第6の手段による効果は、超音波により液体フラックスを効率よく加振できる。
【0030】
第7の手段による効果は、以下である。(1)気化フラックスに効率よく帯電できる。(2)気化フラックスが析出しにくくなる。(3)溶接時にアーク中のピンチ効果が向上する。(4)磁石の充填量を変えることにより気化器の能力調整が容易である。
【0031】
第8の手段による効果はいかである。(1)磁石厚みや貫通孔径を変えることにより気化器の能力調整が容易である。(2)気化フラックスに効率よく帯電できる。(3)気化フラックスが析出しにくくなる。(4)溶接時にアーク中のピンチ効果が向上することである。
【0032】
第9の手段による効果、外気温の変化に応じて温度調整ができるので気化量の調整が容易なことである。
【図面の簡単な説明】
【0033】
【図1】塗布機を装備した半自動アーク溶接機の概要図
【図2】塗布フラックスと気化フラックスを併用した溶接状態の概念図
【図3】塗布機の断面図
【図4】液体フラックスの製造装置縦断面図
【図5】液体フラックスの製造装置横断面図
【図6】磁石充填体1段の気化装置断面図
【図7】磁石充填体複数段の気化装置断面図
【図8】板状磁石2段の気化装置断面図
【図9】板状磁石複数段のヒーター付き気化装置断面図
【発明を実施するための形態】
【0034】
本発明の実施形態を図1、図2、図3、図4、図5、図6、図7、図8、図9に基づいて説明する。
【0035】
第1の解決手段は特許請求項1及び図1、図2に示すように、半自動アーク溶接法において、磁石を配設した容器からなる液体フラックスの製造装置でアルコールやアセトンの溶媒を回転しながら電解質を溶解させて生成した前記液体フラックス30を、溶接ワイヤ10に塗布機20にて塗布して溶接する半自動アーク溶接法である。
【0036】
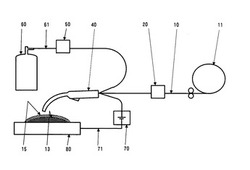
図1は半自動アーク溶接法のフローの概要図(便宜的に第1の解決手段と第2の解決手段を併記した図となっている。)である。溶接ワイヤ10はコイル11から塗布機20を経由して溶接トーチ40に供給される。溶接ワイヤ10には塗布機20によって液体フラックス30が塗布される。液体フラックス30は溶接トーチ40に到達する時点で溶媒が蒸発し薄膜フラックス31となる。シールドガスはシールドガスタンク60からシールドガス管61により溶接トーチ40に供給される。溶接トーチ40と母材80には電源装置70からケーブル71を通して給電され溶接ワイヤ10の外皮12と母材間80にアークが発生し溶接される。溶融金属13はシールドガス管61から供給されるシールドガスによって外気から遮断される。複合ワイヤ10の場合は外皮12に封入されていた固形フラックス14と液体フラックス30の溶媒が蒸発した薄膜フラックス31がアーク熱により蒸発し外気を遮断し、溶融フラックス15として溶融金属13を保護する。ソリッドワイヤ10の場合は固形フラックス14機能を持たないが液体フラックス30の塗布によりフラックス機能を付加しているので複合ワイヤ10と同様のフラックス機能を発揮し溶接性が大幅に向上する。従来のソリッドワイヤ10はシールドガスだけで外気を遮断し溶融金属13を保護しなければならず溶接性を向上させるためのフラックス機能もなかった。シールドガスに加えて、薄膜フラックス31及び固形フラックス14が溶融した溶融フラックス15は溶融金属13の表面を覆い外気を遮断し、溶融金属13の表面張力の低減、脱酸機能、清浄化により溶接性を向上させる。
【0037】
溶接ワイヤ10表面に液体フラックス30を連続的に塗布するが、液体フラックス30は溶接トーチ40に到達する時点で蒸発して薄膜フラックス31になっており、溶接ワイヤ10の外皮12に薄い薄膜フラックス31の層が残留して張り付いている。さらに溶接トーチ40近辺では輻射熱と伝導熱により薄膜フラックス31層は溶接ワイヤ10に焼き付いて最終的に厚み0.01〜0.05mmの薄膜フラックス31が付着する。
【0038】
塗布機20はワイヤコイル11と溶接トーチ40の間において溶接ワイヤ10に連続的に液体フラックス30を塗布するものである。塗布機20はローラタイプ、刷毛塗りタイプ、吹き付けタイプ、浸漬タイプなど各種の機構が考えられるが、溶接速度に同調して塗布できればよく、いずれのタイプの塗布機20も使用可能である。液体フラックス30を溶接ワイヤ10に塗布して溶接する方法は、MIG溶接、MAG溶接、炭酸ガスアーク溶接などのいわゆる半自動アーク溶接に応用できる。ここで、溶接ワイヤ10は機能や形状によって、高合金複合ワイヤ、複合溶接ワイヤ、フラックスワイヤ、ソリッドワイヤなどと表記されるが半自動アーク溶接で使用される全ての溶接ワイヤ10に使用可能である。
【0039】
従来の炭酸ガスアーク溶接装置のワイヤコイル11と溶接トーチ40間に高合金用に調合した液体フラックス30の塗布装置20を取り付けることで液体フラックス30がパイプ状の複合溶接ワイヤ10に塗布される。複合溶接ワイヤ10はパイプを使用したり、帯鋼にフラックスや粉体金属をホーミングしてパイプ状にしたりする場合があるが、ホーミングした溶接ワイヤ10には繋ぎ目ができる。このつなぎ目は真円ではなくわずかな凹みがあり、ここに毛細管現象にて液体フラックス30が張り付くため液体フラックス30の塗布性能が向上する。また、塗布機20の内部あるいは塗布機20の前部に溶接ワイヤ10表面に軽微な掻き疵を形成することにより液体フラックス30の付着効果を向上させることができる。
【0040】
半自動アーク溶接(炭酸ガスアーク溶接、MIG溶接、MAG溶接)に関して溶接母材80に適合した液体フラックス30を設計、生成するための要件は次のようになる。(1)溶接最先端懸垂溶滴を切断して球状化する力は従来の熱的ピンチ力だけだと弱いため液体フラックス30に含有する無機化合物(電解質)に分子ガスのでるものを多く用いることで分子解離熱によるアーク柱の絞り効果による熱的ピンチ力の増加を図ること。(2)アーク安定発生剤として塩素、フッ素ガスの発生による磁気ピンチ力の増加を図ること。(3)溶接ワイヤ10に塗布した液体フラックス30の溶媒が溶接直前にアーク熱で速やかに蒸発し強固な薄膜フラックス31となり溶接ワイヤ10に張り付き、しかも溶接時は瞬時に蒸発しフラックスとしての機能を発揮し酸化防止、表面張力除去、清浄作用により溶接欠陥のない溶接部を形成することである。
【0041】
各種金属の成分にて液体フラックス30の成分も変わるが主成分はホウ酸、ホウ砂、ホウフッ化カリウム、ケイフッ化ナトリウム、塩化アルミニウム、クリオライト、ケイフッ化水素などである。脱酸剤としてAL,Siなどを含有し、ハロゲンガスとしてF、CLなどが発生するものである。酸性度の高い化合物P2O5(五酸化リン)、B2O3(酸化ホウ素)は磁気溶解法で簡単に溶解可能であり、むしろ塩基度の高いCaO、Na2O、K2Oのほうが溶解しにくいため、Na2B4O7、Na2SiF6、K2B4O7の化合物として酸性度と塩基性度を計算して溶解することで液体フラックス30を作る。化合物は液体フラックス30中に最大40%溶解しているため溶接ワイヤ10先端部がアークや溶融金属から輻射熱やジュール熱を受けると液体フラックス10は瞬時に乾燥し薄膜フラックス31となり溶接ワイヤ10に固着し、溶接ワイヤ10溶融時に瞬間的にガス化しシールドガスとともにアーク柱に沿ってシールドするためハロゲンガスの入ったアーク柱となりアークを強制対流冷却するためアークが安定する。薄膜フラックス31中の元素は、炭酸ガスが分離(CO2→CO+O(発生期酸素))して発生する酸化力の強い発生期の酸素と一瞬にして結合(2P→P2O5、Si→SiO2、2AL→AL2O3)して脱酸剤として従来フラックスの2〜5倍の酸素を除去するため酸化防止の働きが強化される。
【0042】
液体フラックス30の溶媒はアルコールやアセトンであるが溶媒の粘性や気化特性を調整するためにエーテルなどを添加してもよい。液体フラックス30のメイン溶媒はアルコール類のエチレングリコール、グリセリン、メタノールなどの有機溶剤のためC、H、Oが70%近く入っている。塗布機20と溶接トーチ間40距離が短いと溶媒の乾燥時間不足となりピンホールの原因となる。一方液体フラックス30が100%メタノール溶媒だと粘性不足となり塗布後のフラックス脱落となる。このため液体フラックス30でありながら粘性は必要である。有機溶剤の各種特性は、グリセリン(C3H8O2、3価のアルコール):1412cP(センチポアズ)、エチレングリコール(C2H2O2):25.66cP、メタノール(CH3OH):0.5945cP、アセトン(C3H6O):0.316cP、テトラヒドラフラン(C4H8O,環状エーテル化合物):0.55cPである。これらの溶剤を適宜組み合わせて25〜30cP程度の粘性に調整するのがよい。
【0043】
本発明者は、特開2011−98367号広報において、ゲル化したフラックスを前もって母材に塗布し帯電シールガス中で溶接する方法を開発したが、今回の発明はそれをさらに強化したものである。多層肉盛り溶接において溶接面に塗布したゲル化フラックスの乾燥が不十分な場合は、溶接母材の溶接吸収熱にて塗布したフラックスが瞬時に泡状に膨れ巣やピンホールの原因となる。本発明では、溶接面に液体フラックスを塗布するのではなく逆にワイヤ側に連続塗布することで塩基度をアップすることが可能である。脱酸力はZr、AL、Ti、B、Si、C、V、Cr、Mnの順に弱くなる。塩基度(=CaO/SiO2)は酸性物質(スラグなど)と塩基性物質の反応の差である。炭酸ガス溶接では酸化防止対策が必須であり酸化剤としてSi、AL、Tiなどを優先的に溶接ワイヤに入れるので酸化カルシウムはどうしても多量に入れることができず塩基度が低くなる。手棒の場合はフラックスの外形を太くすることでフラックス中に多量のCaO、TiO、AL2O3、SiO2を入れることができる。一般に溶接ワイヤは次のような直径のワイヤが市販されている。ソリッドワイヤでは0.6、0.8、0.9、1.0、1.2、1.4,1.6mmの7種類、フラックス入りワイヤでは1.0、1.2、1.4、1.6、2.0mmの5種類があり銘柄ごとに2〜4種類の径で作られており、小径ワイヤは薄板用に、太径のものは大電流用に供している。通常1mm以下のワイヤは厚板6mm以下の薄板や4mm以下の小脚長すみ肉での使用が多く、2mmのワイヤは大電流溶接を行う自動溶接のみに使用されている。
【0044】
複合ワイヤ10中に封入できないAL、Si、Ti、Ca、Bなどを液体フラックス30中に溶解し最大40%濃度とし、グリセリン(C3H8O3、1412cp、3価のアルコール)を添加して粘性を100〜300cpに調整することで送給ワイヤ10に連続塗布することが可能である。溶接ワイヤ10に塗布された液体フラックス30は溶接母材80と溶接トーチ40間で通電することで昇温し、液体フラックス30が溶接母材80直近(15〜20mm)に達するときは200℃以上となっているため液体フラックス30中のアルコールなどの溶媒は乾燥し薄膜フラックス31となり溶接ワイヤ10外周に均一に固く張り付き安定したアーク電圧を保持する。ハロゲン元素としてF、CL、Brなどを自由に溶媒中で溶解可能なため、溶融金属13の清浄作用と表面張力除去作用が向上し美しいビードの溶接が可能である。
【0045】
MIG溶接、TIG溶接、MAG溶接、炭酸ガスアーク溶接のような半自動アーク溶接で高硬度を得るためのワイヤの成分設計は次のようになる。Cは0.15〜5.00wt%含有させる。Cはマルテンサイト、セメンタイトなどの変態を起こさせる硬化肉盛り元素として安く非常に有効な元素で、溶接ワイヤ中に炭素単独で最大0.5wt%まで含有できる。それ以上では伸線切れとなるためで大部分はホーミングの際炭素単独よりも炭化物として入れる。Cr2O7、WC、VC、MoC、NbCなどの炭化物として入れる場合は0.15〜5.0wt%程度まで可能であり高硬度が得られる。Siは0.5〜4.0wt%含有させる。溶接ワイヤ10には最大1.0wt%いれることで溶接母材の脱酸剤としてSiO2となりガラス質の薄いノロとなり溶接面に張り付く。主として脱酸剤であるが金属中に約4.0wt%入るとシリコロイという耐熱耐摩耗効果をだすため耐摩耗性を重視する場合は多く入れる。Mnは0.3〜20.0wt%入れる。Mnは脱酸剤であるが16.0wt%入れるとオーステナイトとなる。脱酸剤と溶接ビードの平面化と焼き入れ性の割れ防止、靱性アップ、硬度アップのため0.3〜3.0wt%の範囲で添加される場合が多い。ALは0.1〜0.5wt%である。脱酸剤として有効であるがワイヤ中に入れると高価である。また複合ワイヤ中にホーミングとして入れるためには必要とする質量の8〜10倍入れる必要がありこれまた困難である。0.1wt%以上入れるとAL2O3の張り付きが2層目溶接を悪化させるので、Si+AL+B+Zr+Tiと組み合わせて最大1.0wt%以内としている。Tiは0.1〜5.0wt%である。TiはAL、Siのように脱酸剤であるが結晶微細化剤として硬化肉盛り材に入っている。TiO2となった際のフラックスはビードの上に薄くカバーし、ビード波型も美しく作り徐冷となるためクラック防止となる。TiCともなるためFeTi(フェロチタン)粉末で入れる。その他の元素としてアーク安定剤、スラグ形成剤、表面張力除去剤、硬化剤としてアルカリ金属(Li、Na、K、Cs)、アルカリ土類金属(Ca、Be、Ba)、半金属(B、AL、Si)、非金属(C、N、O)、ハロゲン(F、CL、Br、I)などを用いる。かつCr、Mo、Ni、B、V、W、Co、Nbなどは炭化物合金をつくるためフェロ合金として入れることで安定した炭化物を作る。これらを5〜40wt%含有させることで高硬度合金を作る。
【0046】
以下に実施例1と実施例2を示す。実施例では液体フラックス30の成分例を示しているが、本実施例の液体フラックス30以外にも多様な液体フラックス30を生成し塗布する方法が考えられる。従って、本発明者の発明した、特開2009−090368号広報「ガス切断用気化フラックス」及び特開2009−297782号広報「液体フラックスの製造方法及びその装置」及び特開2010−100441号広報「液体フラックスの製造方法と製造装置及び液体フラックス」及び特開2009−233741号広報「液体フラックス気化装置」などで示されている製造方法を用いて生成した液体フラックス30を溶接ワイヤ10に塗布する方法であれば本発明の範囲に含まれるものであることは言うまでもない。
【0047】
(実施例1)液体フラックスの製造例を示す。液体フラックスは本発明者の発明した液体フラックスの製造方法に基づいて生成した。製造方法の概要は、磁界を付加した容器中においてパルス電流を流しつつ、溶媒と溶質を混合し、20〜30rpmで回転させ約30分かけて溶解させて生成した。第1の液体フラックス、第2の液体フラックス、第3の液体フラックスをそれぞれ個別に生成した後に3つの液体フラックスを混合した。第1の液体フラックスは、1)エチレングリコール(C2H6O2):100cc、2)塩化アルミ6水和物(ALCL3・6H2O):60g、3)塩化リチウム(LiCL):40gである。第2の液体フラックスは、1)アセトン(C3H6O):100cc、2)クリオライト(3NaF・AlF3):30gである。第3の液体フラックスは、1)塩化カリウム(KCL):30g、2)メタノール(CH3OH):300ccである。3つの液体フラックスのトータル溶媒量は500cc、溶質量は160gである。
【0048】
3つの液体フラックスを混合した場合の各元素重量比は、Na:9.855g(6.159%)、K:15.734g(9.834%)、Li:6.549g(4.090%)、AL:10.564g(6.585%)、CL:74.158g(46.349%)、F:16.290g(10.181%)、H:2.983g(1.864%)、O:23.868g(14.918%)である。アルカリ金属元素(Na、K、Li)の総重量は32.138gであり、ハロゲン元素(CL、F)の総重量は90.448gである。ハロゲン元素として重い塩素を主体とした液体フラックスである。アルカリ金属におけるNa、K、Liの割合は、Na:30.7%、K:48.96%、Li:4.09%である。
【0049】
アルカリ金属(Li、Na、K)の特長を表1に示す。
【表1】

【0050】
実施例1では、溶接火炎が全体的に赤色系になるように配合した。Naを多くすると黄色火炎となり溶接下面が見えにくいためLiの深紅色にて中和した。そのため非常に目に優しい火炎色となる。Liは融点が低くその割には沸点が高いため炭酸ガスシールドガスの中にあって2重シールドガスとなる。ハロゲンガスは全フラックス中に56.53%含有されているが2重にシールドされた不活性ガス中で溶解するので酸化反応が少ない。
【0051】
(実施例2)液体フラックスの製造例を示す。液体フラックスの製造方法は実施例1と同じである。第1の液体フラックスは実施例1で生成した液体フラックス250ccである。固形物は80g含有されている。第2の液体フラックスは、1)ホウ酸(H3BO3):20g、2)グリセリン(C3H8O2):30g、3)アセトン(C3H6O):40cc、4)ホウ砂(Na2B4O7):50g、5)エチレングリコール(C2H6O2):100cc、6)メタノール(CH3OH):110cc、7)ホウフッ化珪素(HSiF4):30cc(12.6g)である。第2液体フラックスの液体は280cc、固形物は82.67gとなる。磁界をかけた容器中に電流を流して20〜30rpmで回転させながら、第1の液体フラックスに第2の液体フラックスを混合する。
【0052】
2つの液体フラックスを混合した場合の各元素重量比は、Na:16.353g(10.053%)、K:7.867g(4.836%)、Li:3.274g(2.013%)、AL:5.282g(3.247%)、Si:3.368g(2.070%)、B:14.242g(8.755%)、CL:37.079g(22.794%)、F:17.257g(10.609%)、H:2.651g(1.629%)、O:55.297g(33.993%)である。アルカリ金属元素(Na、K、Li)の総重量は27.494gであり、金属元素(AL、Si、B)の総重量は22.892gであり、ハロゲン元素(CL、F)の総重量は54.336gである。ハロゲン元素として重い塩素を主体とした液体フラックスである。アルカリ金属におけるNa、K、Liの割合は、Na:59.48%、K:28.61%、Li:11.91%である。
【0053】
実施例2では、火炎の色はNaの黄色の割合が大きいが平均してピンク色となる。溶接炎が全体的にピンク色となるため溶接面が見えやすくなる。脱酸剤となるAL、Si、Bが2倍以上となるため発生期の酸素を抑えるため実施例1よりも良好な溶接性となる。従来のシールドガスに加えアルカリ金属ガスとハロゲンガスの3重シールドガスとなる。供給ワイヤ先端部と母材アース間にてスパークするため金属も瞬間的に蒸発・凝固しながら溶融・精錬をするのが溶接アーク溶滴である。溶滴ワイヤ先端は磁気風の嵐の中にあり各金属融点の差も含めて一瞬に磁気風の中で炭化物を含んだ合金を作るため体積も3〜5%増加する。冷却の際溶解中に溶けたガスの排出状況により巣やピンホールが残ったり残らなかったりする。高合金ワイヤはほぼ100%裸に近いため複合ワイヤ特有の固形フラックスによる保温やシールド効果は少ないが、薄膜フラックス(液体フラックスの溶媒が蒸発して薄く溶接ワイヤに固着した状態のフラックス)の脱酸素機能により発生期の酸素が抑えられるので(C+O2→CO2)が生まれにくくなる。このため高硬度を発現する役割の炭素が酸化しないことから、第1層にて従来のMIG溶接(アルゴンガス溶接)と比較するとビッカース(Hv)で100〜150アップする。このことは逆にクラックの原因となるため下盛りクッションを必要とする場合が生じる。さらに半金属(ホウ素やケイ素など)は高温中においては金属的挙動を示すが冷却すると結晶構造より半導体物質となるためセラミック化し高硬度を保持する効果がある。このため脱酸剤として残ったホウ素やケイ素は高温、耐摩耗、耐熱性向上に繋がるためステライトの代用となる。また高シリコン(Si)の入ったシリコロイなどの鋳巣埋め補修などに適する。
【0054】
本発明はヒューム発生量、スパッタ発生量、スラグ発生量を低減させると同時に表面張力除去が大きいため平坦ビードとなり第1層目よりHv700を得ることが可能であり、従来の3〜4層肉盛りに対して2層で目的とする高合金を得ることが可能となりステライトNo.6合金の代用が可能となった。従来のTIG溶接に比べて熱負荷が小さく、予熱100℃を保持すれば溶接時は250〜300℃の母材温度が連続保持できるため結果的に3倍の高能率に繋がる。
【0055】
第2の解決手段は特許請求項1及び図1、図2に示すように、前記半自動アーク溶接法において、前記液体フラックス30を前記溶接ワイヤ10に前記塗布機20にて塗布して溶接するとともに、前記液体フラックス31を気化装置50に充填し、該気化装置50にシールドガスを吹き込んで気化せしめた気化フラックスを溶接部分に吹き付けながら溶接する半自動アーク溶接法である。
【0056】
図1は半自動アーク溶接法のフローの概要図である。溶接ワイヤ10はコイル11から塗布機20を経由して溶接トーチ40に供給される。溶接ワイヤ10には塗布機20によって液体フラックス30が塗布される。さらに、気化装置50によって液体フラックス30が気化した気化フラックスを溶接トーチ40に導いて溶接面に吹き付けながら溶接する。
【0057】
肉盛り溶接の作業効率を向上するには炭酸ガスアーク溶接がよいが、炭酸ガスアーク溶接においては炭酸ガスが高温のアークで熱解離して発生期の酸素を発生させ溶接ワイヤ10やフラックスを酸化させる問題がある。この発生期の酸素による酸化を防止できればMIG溶接でしかできなかった溶接が炭酸ガスアーク溶接でも可能になる。また従来の炭酸ガスアーク溶接の性能を大きく向上できる。炭酸ガスによる発生期の酸素や酸化を防ぐために溶接ワイヤ10に液体フラックス30を塗布して溶接するとともに液体フラックス30をシールドガスで気化せしめた気化フラックスを溶接面に吹き付けながら溶接する方法が有効である。
【0058】
本発明者は、特開2009−090368号広報「ガス切断用気化フラックス」及び特開2009−297782号広報「液体フラックスの製造方法及びその装置」及び特開2010−100441号広報「液体フラックスの製造方法と製造装置及び液体フラックス」及び特開2009−233741号広報「液体フラックス気化装置」などで液体フラックスや気化フラックスを自在に生成する方法を発明した。液体フラックス30や気化フラックスは特許文献9〜12の発明を応用して生成したものである。本発明者は、特開昭63−123571号広報にてガスシールドアーク溶接法にてスパッタを最大35%減らすことに成功している。この発明ではフェライト磁石(1000G/個)を使用していた。本発明者は、特開2009−233741号広報にて液体フラックス気化装置を発明したが、気化装置に使用されているネオジ磁石の磁力は(35000G/個)小型で非常に強力であるため気化フラックスに磁気振動を与えることが可能であり結果的に帯電ガスシールド溶接法となっている。
【0059】
シールドガス中に気化フラックスとしてH3BO3(ホウ酸)、Na2B4O7(ホウ砂)、KF(フッ化カリウム)、ALCL2・6H2O(塩化アルミニウム・6水和物)、HSiF4(ケイフッ化水素)などを入れることで塩基度や清浄作用や表面張力除去効果の向上が図れるためスパッタ減少と溶接ビード外観の美しさと強度アップが図れる。従来スパッタ減少法としてはアルゴンガス中に2〜5%の酸素を入れアーク電圧をアップさせることにより溶滴の微細化を図っていた。炭酸ガスは安価であるため現在主力のイナートガスであるが、磁界をかけた気化装置50に炭酸ガスを通して液体フラックス30を気化させて炭酸ガスと混合した気化フラックスを生成して溶接面に吹き付けることで帯電ガス溶接法と気化フラックス溶接法が可能となった。
【0060】
本発明者は、特開昭64−77743号広報「液体燃料の改善装置」で燃料ガスに磁石で帯電することにより燃料効率を向上させる方法を発明した。特開63−123571号広報「ガスシールドアーク溶接法」において、磁場によるアークのピンチ効果により溶接性が向上する方法を発明したが、本発明ではさらに気化フラックス吹き付け溶接法に液体フラックス塗布法を付加した。表面張力除去によるスプレー移行がスムーズになるためスパッタが減少し溶滴が落降中にフラックスにて一粒ずつフラックスコーティングされるため美しくビードが重なり欠陥の少ない溶接ビードとなる。ソリッドワイヤ10は複合ワイヤ10のようにフラックスを付加していないが、ソリッドワイヤ10全周に液体フラックスがコーティングされスパーク溶接熱で瞬間乾燥されるので、溶接直前では液体フラックスはガラス状に固まってワイヤに張り付いている状態となる。そのためソリッドワイヤ10でありながらもホウ酸化物やフッ化物系の薄膜フラックス31が全周に張り付いている複合ワイヤ10に近いソリッドワイヤ10となっている。アーク蝋付け状態を守るためランダムな溶け込みではなくブレージングによる平面な共晶合金をつくるため肉盛りの場合約5%程度の合金アップとなる。またTIG溶接、MIG溶接の代用が可能である。気化ガス帯電とソリッドワイヤ10の液体フラックス塗布効果により従来にない高能率溶接法である。
【0061】
肉盛りなどの高合金鋼複合溶接ワイヤは硬度を達成するために炭素を優先的に封入するので、炭素以外の元素を入れる空間が限定されフラックスも所定の量を添加できない。そのためフラックス作用の少ない高合金系のソリッドワイヤに近いシールドガス特性だけの溶接法に近くなる。アーク柱への金属移行においては、溶接ワイヤ先端に懸垂する細長い溶滴形状、すなわち先端懸垂溶滴形状が最大の問題であることから安定なアークを得るには、溶滴の表面張力を除去して細長い溶滴形状を分断して適度に球状化する手段が必要である。先端懸垂溶滴形状の球状化対策としては、(1)懸垂溶滴の切断に必要な最小限の熱的ピンチ力を得るために分子ガスである酸素をシールドガスに添加して供給すること、(2)熱的ピンチ力を効果的に作用させるためにアークが這い上がることを防止すべく、アークを発生しやすい物質を添加すること、(3)溶滴の表面張力を低減し流動性を向上させて小径で球状の溶滴にすることである。これらの方法を具現化するにはさらに次のような課題を解決する必要がある。(1)シールドガスとしてアルゴンガスに酸素を添加したMIG溶接、MAG溶接、炭酸ガスアーク溶接方法がより優れているが、アルゴンをシールドガスとして使用するとコストが高くなることや溶接能率が低いなどの問題がある。(2)従来の複合ワイヤでは溶接ワイヤに封入した固形フラックスだけではフラックス機能が不足しているので、溶接ワイヤ表面に液体フラックスを塗布することにより、さまざまな機能を有する元素を万遍無く添加しなければならない。(3)特に小径で球状の溶滴を得るためには溶融金属の表面張力を低減することが必須条件であり、ハロゲンガスであるフッ素や塩素を添加する手段が必要である。これらの課題を具体的に解決するには、液体フラックスを溶接ワイヤに塗布して溶接するとともに、さらに液体フラックスをシールドガスで気化せしめた気化フラックスを溶接面に吹き付けながら溶接することが先端懸垂溶滴形状の球状化に効果的なことが判明した。
【0062】
本発明を応用して例えば硬化肉盛りを半自動アーク溶接法で実施する場合について説明する。硬度アップに最も寄与する元素はCr2C7、MoC、VC、WC、NbCなどの化合物を形成する炭素である。溶接ワイヤにはこれらの炭化物を形成するために最大5wt%程度の炭素を添加する必要がある。ところが炭素は燃焼しやすく、C+O2→CO2またはCO+Oとなりやすい。炭素燃焼反応を抑えるためには発生期の酸素を極力他の元素と反応させて脱酸的働きにて炭素の消耗を防ぐ必要がある。例えば、フラックスにAL、Si,Pなどを添加することにより、2AL+3O→AL2O3、Si+O2→SiO2、2P+5O→P2O5として脱酸している。しかしながら、炭素は比重が軽く単体で添加する場合は炭化物として入れる場合の10倍の量が必要となる。そのため炭素は炭化物の形で添加することになるが、これらの炭化物中の炭素が酸素と結び付いて逃げないようにするためアルゴンガスでシールドするMIG溶接が主流となっている。しかし、MIG溶接は溶け込み量が小さいので肉盛りのように溶接量の多い場合は作業能率が悪くなる。
【0063】
高合金元素と酸素(O)の反応式及び反応熱(生成熱)の例を示す。(1)AL+3/2(O)→1/2AL2O3(個体)(148450cal/mol)、(2)Si+2(O)→SiO2(個体)(140540cal/mol)、(3)Mn+(O)→MnO(液体)(58400cal/mol)、(4)C+(O)→CO(気体)(5300cal/mol)。ALとSiの発熱が非常に大きいことが分かる。これらの元素が合金元素として溶接溶解金属中に溶け込む時の反応熱(溶解熱)は、ALが11700cal/mol、Siが29000cal/mol、Cが8900cal/molである。このような反応熱はALやSiが溶融金属中に含有溶解する時発生するため結果的にアーク柱のジュール熱をアップさせることになりアーク柱の熱ピンチ効果にて溶滴スプレー移行となりフラックスとしての役目を果たす。Mnは吸熱反応であるが値が小さいので無視できる。
【0064】
アーク柱は4000〜5000℃の高温のため溶滴中での酸化反応は非常に速い。酸化反応を低減するには、原理的にはシールドガス中の酸素を減じ、大気中の酸素侵入を妨げればよいのでありシールドガスとしてアルゴンやヘリウムなどを使用すればよい。しかしながら、溶接速度をアップし、シールドガスのコストを低減するには炭酸ガスを使うのが効果的である。本発明による溶接ワイヤ10への液体フラックス30の塗布及び溶接面への気化フラックスの吹き付けによる溶接技術を使用することによりシールドガスとして炭酸ガスが使えるようになる。その理由は、液体フラックス30中のAL、Si、Tiなどが脱酸剤として機能することやNa、K、Bなどが優先的に発生期の酸素と結び付いて酸化することで低酸素化を図れるからであり、これらの脱酸作用により炭酸ガス溶接でもMIG溶接と同等の肉盛り面が得られるからである。図2に示すように溶接ワイヤ10の外側に塗布した液体フラックス30は溶媒が蒸発して薄膜フラックスとなり、さらにアーク熱によりホウ酸ガラスを主とする水あめ状態を経て一瞬にして気化し、アーク柱をシールドし空気を遮断し酸化反応を抑えるため溶融金属の酸化を防ぐことができる。
【0065】
溶滴中の酸化反応はアーク柱のピンチ効果にて一種の磁場レンズにて絞られるためシールドガスとしての炭酸ガスは酸化反応する面積も小さくなりアーク冷却と空気遮断が主たる機能となる。従来は高合金ソリッドワイヤを溶接するような場合はアーク柱の安定化やヒュームの発生が少ない高純度のアルゴンガスを使うMIG溶接が使われるケースが多いがアーク柱のピンチ効果は炭酸ガスより弱いため溶け込み量が小さく能率が悪かった。本発明は、高合金溶接ワイヤに液体フラックスを塗布することによりフラックス添加をカバーしており、溶け込みが深くて能率のよい炭酸ガスアーク溶接でMIG溶接と同等の溶接性を得ることができるようにしたものである。
【0066】
比較例1として、従来のアルゴンシールドによるMIG溶接の場合、溶接ワイヤによる4層肉盛り中の化学成分は例えば、C:2.638%、Si:4.992%、Mn:2.087%、P:0.013%、S:0.014%、Cr:22.144%、Mo:0.096%、AL:0.963%、Co:0.080%、Cu:0.192%、Nb:0.028%、Ti:0.021%、V:0.072%、W:0.252%、N:0.063%、B:0.001%、Ni:6.989%、Fe:59.355%である。
【0067】
比較例2として、前記と同一の溶接ワイヤに液体フラックスを塗布した場合の炭酸ガスアーク溶接(便宜的に炭酸ガスMIG溶接と呼称する)における肉盛り中の化学成分は例えば、C:2.771%、Si:5.295%、Mn:2.174%、P:0.013%、S:0.014%、Cr:23.207%、Mo:7.381%、AL:0.990%、Co:0.146%、Cu:0.218%、Nb:0.027%、Ti:0.022%、V:0.077%、W:0.257%、N:0.069%、B:0.002%、Ni:7.381%、Fe:57.317%である。
【0068】
比較例1の液体フラックスを塗布しないアルゴンMIG溶接と比較例2の液体フラックス30を溶接ワイヤ10に塗布した炭酸ガス溶接とを比較すると液体フラックス30を塗布した炭酸ガス溶接のほうが金属の酸化は少ない。溶接ワイヤ10に液体フラックス30を塗布した炭酸ガス溶接は炭酸ガスでMIG溶接(炭酸ガスMIG溶接)するような効果が生じる。以下に比較例1のアルゴンMIG溶接と比較例2の炭酸ガスMIG溶接(炭酸ガス溶接をMIG溶接の代用として使用した場合の便宜的な呼称)の酸化量の差を示す。C:+4.8%↑、Si:+6.1%↑、Mn:+4.1%↑、Cr:+4.8%↑、Mo:+8.3%↑、AL:+2.8%↑、Co:+82.5%↑、Cu:+12.5%↑、V:+6.9%↑、W:+2%↑、B:+100%↑、Ni:+5.6%↑、Fe:−3.4%↓。
【0069】
上記数字の通り比較例2の炭酸ガスMIG溶接は従来の比較例1のアルゴンMIG溶接に比べて鉄以外の金属の酸化を防いでいる。比較例2おいて主力元素であるC、Mo、Cr、Niの酸化低減によりこれらの元素の含有量がアップしており、分析値の通り平均5%の元素濃度アップとなっている。高合金ソリッドワイヤ10表面に液体フラックス30を塗布して気化フラックス中で溶接するため全ての元素の酸化消耗を低減しており、しかも硬化層は第1層目でHv700程度の高い硬度が得られる。第1層目よりHv700が出る最大の理由は炭化物を形成して高硬度となる元素が酸化低減しないからである。液体フラックス中にアーク安定剤としてNa、K、Bを添加、電流値アップ剤としてCL、F、Brを添加、表面張力除去剤としてCL、F、Brなどを添加することにより、線径1.6mmの太径ワイヤにおいても細径ワイヤと同程度の低スパッタ率であるうえ、肉盛り量も1回で4〜5mmの肉盛りが可能である。
【0070】
複合炭化物量もステライトNo.6以上含有可能であるため2層目の肉盛り約6〜7mmにてステライトNo.6相当以上の耐摩耗性能が出る。また、耐食、耐熱性能でもステライトNo.6と同等の溶接材であり溶接方法である。
【0071】
またステンレスはNi、Crの3〜5%アップとなり発生期の酸素除去が従来の複合ワイヤ10以上に達成されているため肉盛りビードも凹凸が少なく平滑なビードが得られる。炭酸ガスアーク溶接では深溶け込みであるため、溶滴における酸化反応速度は溶滴内の物質拡散速度が律速し、ガス成分の供給速度が酸化反応速度を支配しているわけではない。液体フラックス30は溶滴の表面張力を低減し溶滴の流動性を向上させることから溶滴の酸化反応が進行する前に含有成分を拡散できるために殆どの元素の酸化が低減した。
【0072】
高温炉側壁の熱的保護や高温炉にガスや原料を吹き込むためのノズルとして水冷式純銅が使用されるが、純銅に耐摩耗材として、ハイクロムやインコネルを予熱500〜600℃で溶接肉盛りする場合がある。このような溶接では純銅の温度が高くなりすぎて析出硬化処理効果が消滅するので耐熱や耐酸化には効果があるが耐摩耗には弱くなる。また溶接作業時に作業者に与える熱負荷が大きく作業性が悪い問題がある。本発明による気化フラックスの溶接部への吹き付け効果と溶接ワイヤへの液体フラックス塗布効果で予熱を300〜450℃に程度に低減できるので純銅の硬度が落ちず耐摩耗性が向上する。また比較的低温予熱での溶接作業となるので作業性が改善できる。溶接性状としては液体フラックスにフッ化物とホウ酸化物が入るのでアークブレージング溶接となる。銅に対する溶接面が凹凸とならず共晶合金が主となる。そのため純銅への肉盛りでも第1層〜第3層肉盛りでHv600程度の硬度が出せる。また、炭酸ガス溶接とすることで、分子ガスである炭酸ガスが高温のアーク熱で(CO+O)に解離するときに生じる解離熱でアーク中のピンチ力がアップし深溶け込みとなり溶接速度を向上できる。溶接作業者は高温にさらされる時間が短縮され作業負荷が軽減されるメリットもある。MIG溶接はシールドガスがアルゴンのため炭酸ガスのようにCO+Oに分離せず、分子解離熱が出ないので、溶接作業者には熱負荷を少なくすることになるが溶接効率が炭酸ガスの半分以下となるため結果的に3倍の熱輻射を受ける。炭酸ガスなどの分子ガスがCO+Oに分離する際の解離熱は大きいが高能率化による多量肉盛りの場合は結果的に作業者の熱負荷を小さくする。
【0073】
MIG溶接はアルゴンガスが主であるが炭酸ガスアーク溶接やMAG溶接では、シールドガス中の炭酸ガスや酸素がアーク熱で熱解離を起こす際に生じる吸熱反応が発生し、密度を高めるために収縮する力、いわゆるピンチ力が発生する。そのため溶滴を切断するので溶滴が溶接ワイヤ10先端に細長く懸垂する先端懸垂溶滴が生じないので、磁気吹きや溶融池近傍の陰極点移動の影響を受けることがなくスパッタの発生やビード形状の不良や溶け込み不足が減少する。炭酸ガスのアーク熱による分解熱はアーク柱の温度上昇に繋がりかつピンチ効果によるアーク柱の絞りのためスパッタ減少化に繋がり、低電流から最大500アンペアの高電流まで幅広く安定化する。炭酸ガスMIG溶接(炭酸ガス溶接をMIG溶接の代用として使用する意味)では炭酸ガスによるアークのピンチ効果のために深く狭いビード幅溶け込み率となるため従来のアルゴンガスを用いるMIG溶接と比較すると、硬化肉盛りの場合の2番からの割れ剥離が非常に少なくかつ高硬度保持が可能となった。炭酸ガスはCO+Oに分解するため地球温暖化の主原因とされ環境的にはマイナスの面があるが日本のイナートガス溶接業界における主力は今もって炭酸ガスである。そのためフラックス中にCaO(生石灰)などの入った低水素系やTiO2(ルチル系)を入れることで炭酸ガスが高温で分解して生成される発生期の酸素による酸化をカバーしていた。塩基度はCaO/SiO2であるが液体フラックス中にF、CL、Brなどのハロゲンガスを入れることでSiの消耗を防げるので塩基度のアップ効果がある。そのためSiやハロゲンガスが効率的に機能する溶接方法となっている。
【0074】
硬化肉盛り溶接作業は最悪環境である。予熱による輻射熱、炭酸ガスの分解による解離熱の反射、発生するガスとヒューム対策用防塵マスクの着用が必要であり、溶接部の急激な温度低下による割れを防止するため扇風機もかけられない場合がある。ある程度自動化は進んでいるが単品肉盛りが多く平均硬度を得るための硬化肉盛りは5〜6層必要である。今もって複雑な一瞬の反応による硬化肉盛りは人間の熟練技を要する。各種機器の延命化のため摩耗防止対策は必須であり硬化肉盛りは大きな市場であることから、溶接作業者の負荷軽減は今後も溶接業界の課題の一つである。本溶接方法は、夏場の暑い環境の中で、予熱及び保温された鉄板の連続肉盛り作業における肉体的疲労を少なくするためにも有効な溶接方法である。
【0075】
第3の解決手段は特許請求項2及び図3に基づいて説明する。前記塗布機20は、前記溶接ワイヤ10に前記液体フラックス30を塗布する塗布帯22aを設けた塗布基部22と前記液体フラックス30を充填したタンク27を着脱自在に取り付けるタンク保持基部21からなり、前記タンク27にはエア取り入れ口27aが設けられており、前記塗布基部22には前記溶接ワイヤ10を前記塗布帯22aに案内するための案内貫通孔24aを有するワイヤ供給プラグ24と前記液体フラックス30を塗布した前記溶接ワイヤ10を前記溶接トーチ40に送りだす送給貫通孔25aを有するワイヤ送給ガイド25を配設し、前記タンク保持基部21には前記タンク27を取り付けるためのタンク保持穴21aが設けられ、前記タンク27は排出孔26dを有するシールキャップ26にねじ込まれており、該シールキャップ26は前記タンク保持穴21aにシールされた状態で挿入保持され、該タンク保持穴21aの底部21cには前記塗布帯22aに前記液体フラックス30を導く連通孔21bが設けられ、該連通孔21bの途中に流量調整弁23を設け前記液体フラックス30の流量を調整可能にした塗布機20である。
【0076】
タンク27の材質はSUS、チタン、樹脂などが適している。液体フラックス30の消費につれてタンク27内は負圧になるのでタンク27の上部にはエア取り入れ口27aが必要である。タンク27をタンク保持穴21aに挿入するとシールキャップ26はOリング21dと強く接触するのでタンク27の液体フラックス30はシールされる。シールキャップ26の側面は若干テーパが望ましい。液体フラックス30はタンク保持穴21aの底部21cに開けられた連通孔21bを通って塗布帯22aまで導かれる。連通孔21bの途中には流量調整弁23があり塗布帯22aに滴下する液体フラックス量30を調整する。流量調整弁23はニードルバルブ23を使用して微妙な流量性ができるようにするのがよい。ニードルバルブ23はネジ23bでニードル23aのストロークを調整して液体フラックス30の流量を調整する。ワイヤ供給プラグ24はコイル10から供給される溶接ワイヤ10を円滑に塗布帯22aに導入する。ワイヤ送給プラグ25は液体フラックス30を塗布したワイヤ10を円滑に溶接トーチ40に送り出す。
【0077】
タンク27の内側や外側に磁石(図示せず)を取り付けてもよい。液体フラックス30に磁界を掛けることより液体フラックス30が析出しにくくなる。磁石にはアルニコ磁石、フェライト磁石、ネオジム磁石、サマリウムコバルト磁石などがある。磁石はネオジ磁石のように強い磁界を示すものが好ましい。特に冬期は温度が下がり電解質の溶解度が低下する場合は有効である。また、塗布機20は外気温が低い場合や粘度の高い溶媒を使用するような場合は必要に応じてフィルムヒーター(図示せず)などで加熱や保温する方法を併用するのがよい。
【0078】
第4の解決手段は特許請求項3及び図3に示すように、前記塗布機20の前記シールキャップ26にはシール玉26bが内包され、該シール玉26bは前記シールキャップ26の底部に設けたサポート26aと伸縮体26cで前記排出口26dに押し付けられており、前記シールキャップ26を前記タンク保持穴21aに挿入すると、前記タンク保持穴21aの底部21cに設けた突起21eに前記シール玉26bが押し上げられ前記シール玉26bが前記排出口26dから後退する機構を有する塗布機20である。
【0079】
液体フラックス30のタンク27はタンク保持穴21aに挿入固定する際逆さまになる。その際にタンク27内の液体フラックス30がシールキャップ26の排出口26dから漏れ出すので、それを抑えるためにシール玉26bを伸縮体26cで排出口26dに押し付けてタンク27を逆さまにしても液体フラックス30の漏れが生じないようにする。シールキャップ26をタンク保持穴21aに挿入するとシールキャップ26の外周はOリング21dでシールされる。さらにシールキャップ26をタンク保持穴21aに挿入するとタンク保持穴21aの底部21cに設けた突起21eがシール玉26bを押し上げ、シール玉26bは排出口26dから遊離するのでタンク27の液体フラックス30は排出口26dから流れ出すことができる。伸縮体26cはスプリングやゴムが適している。シール玉26bはSUS、チタン、ガラス、樹脂などが適している。
【0080】
第5の解決手段を特許請求項5及び図4、図5で説明する。図4は液体フラックス30の製造装置90の縦断面図である。図5は製造装置90のA−A断面図である。前記液体フラックス30の前記製造装置90は前記容器91の内側に磁石92を配設し、アルコールやアセトンの溶媒を回転しながら電解質を溶解させて前記液体フラックス30を製造する前記製造装置90であり、前記磁石92は固定磁石92aと回転磁石92bからなり、前記固定磁石92aは前記容器91の上部に配設した水平フレーム93から前記容器91中に懸垂固定された複数の懸垂アーム94と該懸垂アーム94に前記容器91の中心部に向けて水平に取り付けられた複数の固定水平アーム94aに取り付けられており、前記回転磁石92bは前記水平フレーム93から前記容器91中に回転自在に懸垂支持された回転軸95に前記容器91の外周に向けて水平方向に取り付けた複数の回転水平アーム95aに取り付けられており、前記固定水平アーム94aと前記回転水平アーム95aは、お互いに接触しないように高さ方向に互い違いに配設され、前記容器91もしくは前記水平フレーム93のいずれかを昇降自在にしている液体フラックス30の製造装置90である。
【0081】
液体フラックスの製造装置30は、特開2011−098367号広報「溶接肉盛り用フラックスと溶接肉盛法」、特開2011−088180号広報「溶接用フラックスと溶接方法」、特開2010−100441号広報「液体フラックスの製造方法と製造装置及び液体フラックス」特開2009−297782号広報「液体フラックスの製造方法及びその装置」、特開2009−233741号広報「液体フラックス気化装置」、特開2009−090368号広報「ガス切断用気化フラックス」などの発明で開示された製造装置がある。本発明による液体フラックス製造装置30はこれらの液体フラックス製造装置の発明をもとにさらに発展させたものである。
【0082】
磁石92(92a、92b)にはアルニコ磁石、フェライト磁石、ネオジム磁石、サマリウムコバルト磁石などがあるがネオジ磁石のように強い磁界を示すものが好ましい。容器全体に30000ガウス以上の磁界をかけることができるように磁石92の数や大きさや種類を選択するのがよい。
【0083】
固定磁石92aと回転磁石92bが交差する時の起電力が大きくなるように、磁石92は面積の広い面が回転方向に対して平行になるように配設するのがよい。即ち固定磁石92aと回転磁石92bの向かい合う面が広くなるようにするのがよい。このことにより固定水平アーム94aと回転水平アーム95aの段数を多くとれるので固定水平アーム94aと回転水平アーム95aに載置する磁石92の個数を増やせることになり溶媒や溶質に付加する磁界が大きくなり溶解速度が向上する。また、回転水平アーム95aの回転抵抗が小さくなり動力が小さくて済む。固定磁石92aと回転磁石92bの間隔は5〜30mmがよい。望ましくは10〜20mmである。回転軸95の回転数は溶質の種類や溶解時間の設定によって異なるが10〜200rpmがよい。モーター96は可変速式のものが適している。回転軸95の回転方法はモーター96をカップリング96aで直結してもよいしベルトや減速機を介して連結してもよい。容器91や水平フレーム93を昇降する場合は電動シリンダ97や油圧シリンダなどを使用できる。電動シリンダを保護するためにカバー97aを設けた方がよい。容器91の材質は非磁性体で腐食しにくい材質が望ましく、ガラス、プラスチックなどの樹脂類、ステンレス、チタンなどを使用できる。磁石92の個数を増やすには固定水平アーム94aと回転水平アーム95aの段数を増加するほうほうがあるが、固定水平アーム94aと回転水平アーム95aの回転方向の本数を増やしたり、回転水平アーム94aと固定水平アーム95aの面積を増やしたりして磁石92の取り付け面積を増やす方法がある。
【0084】
従来の液体フラックス30の製造装置90は磁石92やモーター96などが容器91に直接固定されていた。この方法では容器91ごとに磁石92や回転装置が必要となり設備コストが高くなったり、液体フラックス30製造後容器91の移し替えをしなければならなかったりするなどの作業手間がかかっていた。本発明では磁石92やモーター96は容器91とは独立した水平フレーム93に載置することにしているので1台の製造装置90で複数の容器91に対応でき、作業効率の向上や製造コストの低減が図れる。
【0085】
第6の解決手段は特許請求項5及び図4、図5に示すように、前記水平フレーム93に超音波発振器98を高さ方向調整可能に懸垂支持している液体フラックス30の製造装置90である。
【0086】
超音波発振器98は液体フラックス製造装置90の容器91上方から液体フラックス30に接触せしめて加振する。液体フラックス30の液面は液体フラックス30の種類や製造量によって異なるので、液体フラックス30の液面に対して超音波発信器98が適切に接触するように調整可能となっている。超音波発振器98の高さ調整はサポート98aを昇降させ、ボルト98bで固定する。液体フラックス30の容器91と分離して水平フレーム93に取り付けることにより1台の超音波発振器98で複数の容器91に対応可能である。
【0087】
第7の解決手段を特許請求項7及び図6、図7に基づいて説明する。前記気化装置50は気化容器51と該気化容器51に前記シールドガスを供給する給気管52と生成した前記気化フラックスを取り出す排気管53及び複数の磁石54を配設してなる前記気化装置50であり、前記磁石54は前記気化容器52内での前記気化フラックスの流れ方向に対して横断する方向に配設されており、前記気化装置50の前記磁石54は多孔板55もしくは金網55で形成される磁石充填体56に充填され、該磁石充填体56が前記容器51内に単層もしくは複層に配設されている気化装置50である。
【0088】
シールドガスは給気管52から供給され、吹き込み口50aから気化容器51に吹き込まれる。吹き込まれたシールドガスは気化容器51に充填された液体フラックス30を撹拌し、液体フラックス30を気化して気化フラックスを生成する。従って、気化フラックスはシールドガスと液体フラックスが気化した気化ガスが混合したものである。気化フラックスは気化容器51に充填された磁石54間の隙間54aを通過して帯電しながら排気管53の方に上昇して排気管53から溶接トーチ40に向けて送り出される。磁石は54気化フラックスとの接触効率を高めるために気化フラックスの流れを横断するように配設されているので、気化フラックスは必ず磁石54を横切ることになり効率的に帯電することができる。気化フラックスの帯電効率を高めるために、気化容器51内に充填された液体フラックス30をあらかじめ磁石54と接触させておくとよい。液体フラックス30は補給口57から補給される。給気管52、排気管53、補給口57などの出入り口にはバルブ57aなどを設けてシールドガス、気化フラックス、液体フラックスの漏洩を防止する手段を適宜とるようにする。吹き込み口50aは余った液体フラックス30の排出や気化容器51内を洗浄した時の廃液の排出にも使用される。
【0089】
本発明者は特開2009−233741号広報「液体フラックス気化装置」において液体フラックス中に、アセチレンやプロパンなどの燃焼ガスを吹き込んで、前記液体フラックスを気化せしめて、気化フラックスを生成する液体フラックス気化装置において、周りに複数の回転筒用ネオジ磁石が配設してある回転筒を設け、該回転筒を毎分60〜200回、回転させながら前記気化フラックスを通過せしめて、該気化フラックスを取り出す液体フラックス気化装置を発明した。また、特開2011−088180号広報「溶接用フラックスと溶接法」において、気化装置に充填した前記液体フラックスにシールドガスを吹き込んで、液体フラックスを気化させて溶接トーチに導いて溶接する方法を発明した。また、特開2010−200494号広報「蝋付け用フラックス及び蝋付け法」において、液体フラックスを気化装置に充填し、該気化装置にアルゴン(Ar)や窒素(N)などの不活性ガスを吹き込んで液体フラックスを気化せしめて気化フラックスとして、蝋付け部に吹き付けながら蝋付けする蝋付け方法を発明した。また、特願2010−206271号広報「フィンチューブの製造方法」において、フィンとチューブを高周波抵抗溶接してフィンチューブを製造する方法において、気化装置に液体フラックスを充填し、気化装置に気体を吹き込んで液体フラックスを気化せしめて気化フラックスを生成し、該気化フラックスを溶接部に吹き付けながら前記フィンと前記チューブを溶接するフィンチューブ製造方法を発明した。
【0090】
従来の気化装置50においては気化装置50に取り付けた磁石54は気化容器52の側壁や気化フラックスの流れに平行に配設した軸に取り付けてあるので、気化フラックスの流れに平行に配設されることになり、磁石54と気化フラックスの接触率が低く帯電効果が小さかった。気化フラックスの流れを横断するように磁石54を配設することで、磁石54と気化フラックスの接触効率を向上させた。気化フラックスの帯電効果を大きくすることにより気化フラックスが溶接トーチ40に到達する前に気化フラックスが配管内に析出するという問題が解消できた。また、気化装置50と溶接トーチ40までの距離が長い場合途中に磁石を充填した中継器(図示せず)を設ける場合があるが、中継器に配設する磁石も気化フラックスを横断するように配設することで帯電効果を高めることができるので中継器の個数を低減できる。
【0091】
多孔板55や金網55はSUS、チタン、樹脂などが適している。多孔板55の貫通孔55a径や金網55の網目55aの大きさは磁石54を保持できればよい。磁石54は厚み3〜10mm、直径5〜30mm程度の平板を単層もしくは複層に積層してもよいがランダムに充填してもよい。気化容器51の液体フラックスから気化した気化フラックスが排気管53に向かう流れを阻害しない程度に充填するのがよい。複数の磁石54を充填しているので磁石54全体の表面積が広くなり、磁石54と気化フラックスの接触機会が増大するので気化フラックスの帯電効果が向上する。
【0092】
図6において、破線で囲まれた部分が充填体56である。充填体56への磁石54の充填の仕方は図6のように磁石54の厚み方向を揃えて積層してもよいしランダムに積層してもよい。いずれにしても気化フラックスが磁石54間の隙間54aを通過してしながら効率よく帯電できればよい。図6は充填層56を単層にしているが図7では複層にしている例を示している。充填体は押さえ板51aやスペーサ51bで容器51に固定する。スペーサ51bの数や大きさを変えることにより充填体の層数や間隔を調整できる。
【0093】
第8の解決手段は特許請求項8及び図8、図9おいて説明する。前記磁石54は複数の貫通孔54aを有する板状磁石54になっており、該板状磁石54が前記容器51内に単層もしくは複層に配設されている気化装置50である。
【0094】
図8では板状磁石54が気化フラックスの流れを横切る方向に配設され板状磁石54が2段積層されている。下段は貫通孔54aを大きくして液体フラックス30と気化フラックスが混合した状態となっている。液体フラックス30も気化直前まで磁石54に接触しているほうがよい。磁石54は通常粉末を固形状態に圧縮成型して製造するが、磁石54を平板形状に成形して平板に複数の貫通孔54aを設けてその貫通孔54aに気化フラックスを通すことにより帯電効果を向上させるものである。貫通孔54aは1.0〜20mm程度である。1.0より小さいと気化フラックスが経年的に付着して孔詰まりする問題がある。20mmより大きいと帯電効果が低下して十分な帯電効果が得られない。平板状磁石54の厚みは5〜50mmである。5mm以下であると強度低下により割損しやすくなる。50mm以上になると製造コストが上がりすぎ経済的に成り立ちにくくなる。
【0095】
図9では板状磁石54を複数段積層している例を示している。下段の板状磁石は液体フラックスと接触している状態になっている。
【0096】
第9の解決手段は特許請求項9及び図9に示すよう、前記気化装置にヒーターを配設している気化装置である。
【0097】
ヒーター58には例えばフィルムヒーターなどがある。フィルムヒーター(面上発熱体)はステンレス箔を電気抵抗体として、両面をポリエステル樹脂で絶縁した非常に薄いシート状の発熱体である。電気抵抗体をポリエステル樹脂でコーティングしているので耐久性や安全性に優れている。超薄型(0.2mm以下)に成形できるのでわずかなスペースや曲面に取り付けることができる。外気温は季節や使用環境に応じて異なってくる。寒冷地では夏と冬の温度差は60℃以上になるので、溶接性を一定に保つには気化フラックスの気化量を適切に調整する必要がある。気化装置50内の液体フラックス30の温度は20〜50℃が適しているが溶接状態を目視判断しながら温度調節するのがよい。
【符号の説明】
【0098】
10:溶接ワイヤ
11:コイル
12:外皮
13:溶融金属
14:固形フラックス
15:溶融フラックス
20:塗布機
21:タンク保持基部
21a:タンク保持穴
21b:連通孔
21c:底部
21d:Oリング
21e:突起
22:塗布基部
22a:塗布帯
22a:ストレートゾーン
22b:コーンゾーン
23:流量調整弁(ニードルバルブ)
23a:ニードル
23b:ネジ
24:ワイヤ供給プラグ
24a:案内貫通孔
24b:コーン部
25:ワイヤ送給ガイド
25a:送給貫通孔
26:シールキャップ
26a:サポート
26b:シール玉
26c:伸縮体
26d:排出口
27:タンク
27a:エア取り入れ口
30:液体フラックス
31:液体フラックス(薄膜フラックス)
40:溶接トーチ
50:気化装置
50a:吹き込み口
51:気化容器
51a:押さえ板
51b:スペーサ
52:給気管
53:排気管
54:磁石
54a:隙間
55:多孔板、金網
55a:径、網目
57:補給口
57a:バルブ
58:ヒーター
60:シールドガスタンク
61:シールドガス管
70:電源装置
71:ケーブル
80:溶接母材
90:製造装置
91:容器
92:磁石
92a:固定磁石
92b:回転磁石
93:水平フレーム
94:懸垂アーム
94a:固定水平アーム
95:回転軸
95a:回転水平アーム
96:モーター
96a:カップリング
97:電動シリンダ
97a:カバー
98:超音波発振器
98a:サポート
98b:ボルト
【技術分野】
【0001】
本発明は半自動アーク溶接の溶接性向上に関するものであり、気化装置に充填した液体フラックスをシールドガスで気化させて気化フラックスを生成し、気化フラックスに磁界をかけて帯電させて溶接トーチに導き溶接するとともに、液体フラックスをワイヤに塗布して溶接し、溶融金属の表面張力を除去しスパッタの低減や酸化防止を図り、溶接金属に含まれる有効元素の歩留まりや溶接特性を向上させる半自動アーク溶接法に関する。
【背景技術】
【0002】
半自動アーク溶接にはMIG溶接、炭酸ガスアーク溶接、MAG溶接があり、溶接材として非常に長いワイヤを使用し、ワイヤもガスも連続的に長時間供給できるので、手棒溶接と比較してその能率は圧倒的に高い。半自動アーク溶接はガスシールドアーク溶接の一種であるが、単にアーク応接といえば半自動アーク溶接のことを指している。炭酸ガスアーク溶接、MIG溶接、MAG溶接は使用する機材も用途もほぼ同じでありシールドガスの種類が異なるだけある。MIG溶接はシールドガスに基本的にイナートガスとしてアルゴンを使用するが、Ar+O2(1〜5%)、Ar+N2(30〜70%)、Ar+He(15〜35%)のように他のイナートガスを混合する応用例がある。アルゴンにあえて分子ガスを混合する理由は、例えば酸素分子はアーク熱にてO+Oに解離する際に解離熱を出しアーク柱間に出されるためアーク電圧を上昇させる効果がある。炭酸ガスアーク溶接はシールドガスに炭酸ガス(CO2)のみを使う。MAG溶接はイナートガスと炭酸ガスを混合したシールドガスを使い、Ar+CO2(35%)+O2(5%)、CO2+O2(1〜10%)のような使用例がある。
【0003】
炭酸ガスアーク溶接やMAG溶接において、シールドガスに炭酸ガス(CO2)を使う理由は、1)アーク安定性に優れていること、2)溶け込みを深くできること、3)安価なことである。炭酸ガスは、他のシールドガス例えばアルゴンガスなどと比較すると分子ガスのためCO+Oに分離する際分子解離熱を出すためアーク電圧が高くなり、単位時間当たりアルゴンガスの1.5倍の高能率で溶接できる。特に表面硬化肉盛り溶接となると溶接量が多くなるので溶接工の一人当たりの溶接棒の消化能力で工事費が大きく左右されることから炭酸ガスをシールドガスとして使用する場合が多い。しかしながら、炭酸ガスをシールドガスとして使用する場合は、炭酸ガスが解離する際の発生期の酸素による強い酸化作用のために溶接金属やフラックスが酸化されるので、発生期の酸素を抑えたり除去したりする工夫が必要である。
【0004】
炭酸ガスアーク溶接やMAG溶接はシールドガスの炭酸ガスがアーク溶接熱にて4000〜5000℃となるためCO2→CO+O↑に分離する。この発生期の酸素(O↑)が溶滴形成時に合金中の炭素と結合反応(C+O→CO↑)して一酸化炭素ガスを気化爆発的に発生させ炭素を奪うため硬化肉盛り部分が軟化してしまう欠点がある。表面硬化複合ワイヤとしては高炭素となるように炭素や炭素化合物を多く封入したいのであるが、炭酸ガスをシールドガスとして使用する場合は、アーク安定剤、表面張力除去剤、脱酸剤などのフラックスを添加しなければならず炭素の封入量には限界があった。例えば、高合金複合ワイヤはフラックスとしてアーク安定とスパッタ減少を目的として酸化チタン(TiO2、一般にイルミナイト)などを封入しているが、硬度を確保するため炭素成分を優先的に封入せざるをえず、フラックス入りワイヤではありながら実情はフラックス量が少ないためソリッドワイヤに近い成分構成となっていた。このため高合金複合ワイヤは比較的フラックスの巻き込みによる欠陥は少ないのであるが、炭酸ガス特性として発生期の酸素による薄い酸化スラグが肉盛り表面に張り付き、冷却の際これら薄いスラグが応力縮みにより飛散することから溶接作業者に害をなしていた。
【0005】
炭酸ガスシールドによる高合金複合ワイヤはフラックスワイヤであり、高合金ソリッドフープをパイプ状にして、このパイプ中に溶接性向上機能を有するフラックスを封入している。例えば、スパッタ減少とアーク安定剤として酸化チタン(TiO2)、塩基度向上とフッ素ガス(F)確保のためフッ化カルシウム(CaF)、脱酸剤としてシリコン(Si)、アルミニウム(AL)、チタン(Ti)などの粉末を封入する。脱酸剤は最低限5〜8倍は必要とする元素に対して入れる必要があるが、その分パイプ面積に限界があるためスラグ安定剤は入れにくくなりフラックスとしての配合バランスが不十分であった。
【0006】
特開2011−104624号広報では、硬化肉盛用MIGアーク溶接ワイヤにフラックスを充填して溶接後の溶接金属のビッカース硬度(Hv)が200以上である硬化肉盛用MIGアーク溶接ワイヤが開示されている。特開2009−255125号広報では、MIG溶接フラックスワイヤにグラファイトをワイヤ全質量あたり0.16乃至2.00質量%含有し、鉄粉をフラックス全質量あたり20質量%以上含有するMIG溶接用フラックス入りワイヤが開示されている。特開2004−283858号広報では、TIG溶接ワイヤ表面に酸化チタン、酸化ジルコニウム、酸化クロム、酸化モリブデン、酸化ケイ素及び酸化鉄のうちの1種又は2種以上からなる皮膜を液相析出法で被覆したTIG溶接ワイヤが開示されている。特開2008−173607号広報では、純度の高い不活性ガスをシールドガスとしたMIG溶接方法であって、被溶接板の溶接継ぎ手部の表面に活性フラックスを塗布し、該溶接継ぎ手部をMIG溶接する方法が提案されている。
【0007】
本発明者は、特開2011−088180号広報「溶接用フラックスと溶接方法」で、アルカリ金属、アルカリ土類金属、ハロゲン、B、C、N、O、Si、P、S、Zn、Seなどの原子の内少なくとも2種類以上の原子が結合してできている電解質をアルコールやアセトンなどの溶媒に溶解して生成した液体フラックスを溶接部分に塗布して溶接する溶接方法や前記液体フラックスを気化せしめた気化フラックスをシールドガスや複数のシールドガスを混合した混合シールドガスと混合して生成した複合シールドガスを溶接部分に吹き付けながら溶接する方法を発明した。特願2010−200494号広報「蝋付け用フラックス及び蝋付け法」で、前記液体フラックスを気化装置に充填し、プロパン(C3H6)やアセチレン(C2H2)などの燃焼ガスを吹き込んで気化せしめて前記気化フラックスとして、蝋付け炉のバーナーに導き、前記蝋付け炉を加熱しながら前記気化フラックスを吹き込んで蝋付けする蝋付け方法を発明した。特願2010−206271号広報「フィンチューブの製造方法」で、フィンとチューブを高周波抵抗溶接してフィンチューブを製造する方法において、気化装置に前記液体フラックスを充填し、前記気化装置に気体を吹き込んで前記液体フラックスを気化せしめて気化フラックスを生成し、該気化フラックスを溶接部に吹き付けながら前記フィンと前記チューブを溶接するフィンチューブ製造方法を発明した。特開昭63−12357号広報「ガスシールドアーク溶接法」でシールドガスとして帯電ガスを用いた溶接方法を発明した。この発明をさらに発展させた溶接方法が特開2011−098367号広報「溶接肉盛り用フラックスと溶接肉盛法」で、液体フラックスの溶質を適宜析出せしめて生成した析出フラックスに接種剤を混入してゲル状フラックスとして、該ゲル状フラックスを溶接母材に塗布した後に前記ゲル状フラックスの溶媒を乾燥もしくは燃焼させて固形フラックスとして肉盛り母材に固定した後に、該固形フラックスの上から前記肉盛り母材に溶接する方法や帯電シールドガス中で溶接する方法を発明した。
【0008】
本発明者は、特開2009−090368号広報「ガス切断用気化フラックス」で、ロウ付けなどに使用するフラックスを適宜混合して前処理した混合フラックスを、アルコールやアセトンなどの溶媒に8〜25重量%混合して、超臨界装置内において温度300〜400℃、圧力34.3〜44.1MPaで溶解し液体フラックスとし、該液体フラックスに気体を吹き込んで気化させるガス切断用気化フラックスを発明した。特開2009−297782号広報「液体フラックスの製造方法及びその装置」で、アルカリ金属、アルカリ土類金属、ハロゲン、B、C、N、O、Si、P、S、Cl、Zn、Seなどの原子の内、少なくとも2種類以上の原子が結合してできている電解質をアルコールやアセトンなどの溶媒中で磁場をかけるとともに、該溶媒を攪拌しながら溶解する液体フラックスの製造方法を発明した。特開2010−100441号広報「液体フラックスの製造方法と製造装置及び液体フラックス」で、アルカリ金属、アルカリ土類金属、ハロゲン、B、C、N、O、Si、P、S、Znなどの原子の内、少なくとも2種類以上の原子が結合してできている電解質をアルコールなどの溶媒を入れた容器中で、磁場をかけるとともに該溶媒を回転しながら溶解する液体フラックスの製造方法において、溶媒中に電極を挿入し電圧を付加するとともにパルス電圧を付加する液体フラックス製造方法を発明した。特開2009−233741号広報「液体フラックス気化装置」で、ロウ付け及びガス切断などに使用するフラックスをアルコールやアセトンあるいはこれらを混合した液体に溶解した液体フラックス中に、アセチレンやプロパンなどの燃焼ガスを吹き込んで、前記液体フラックスを気化せしめて気化フラックスを生成する液体フラックス気化装置において、周りに複数の回転筒用ネオジ磁石が配設してある回転筒を設け、該回転筒を毎分60〜200回、回転させながら前記気化フラックスを通過せしめて、該気化フラックスを取り出す液体フラックス気化装置を発明した。
【先行技術文献】
【特許文献】
【0009】
【特許文献01】特開2011−104624号広報
【特許文献02】特開2009−255125号広報
【特許文献03】特開2008−173670号広報
【特許文献04】特開2004−283858号広報
【特許文献05】特開2011−088180号広報「溶接用フラックスと溶接方法」
【特許文献06】特開2011−098367号広報「溶接肉盛り用フラックスと溶接肉盛法」
【特許文献07】特願2010−200494号広報「蝋付け用フラックス及び蝋付け法」
【特許文献08】特願2010−206271号広報「フィンチューブの製造方法」
【特許文献09】特開2009−090368号広報「ガス切断用気化フラックス」
【特許文献10】特開2009−297782号広報「液体フラックスの製造方法及びその装置」
【特許文献11】特開2010−100441号広報「液体フラックスの製造方法と製造装置及び液体フラックス」
【特許文献12】特開2009−233741号広報「液体フラックス気化装置」
【特許文献13】特開昭63−12357号広報「ガスシールドアーク溶接法」
【発明の概要】
【発明が解決しようとする課題】
【0010】
特許文献01特開2011−104624号広報や特許文献02特開2009−255125号広報の方法は、フラックスをワイヤの中に封入しているがワイヤの面積に限界があり溶接性を向上するための表面張力の低減剤、脱酸剤、清浄剤の添加が不足していた。例えば、高合金ソリッドワイヤは所要の硬度を出すために炭素及びNi、Cr、Mo、V、Wを含む炭素化合物を含有するが、溶接性を向上させるためにはSi、AL、Ti、Mnなどの脱酸剤が必要であり、これらを全てワイヤの中に含むには限界がある。そのため、複合ワイヤはこれら特殊元素の他にハロゲンガス(F、CL、Br、I)を発生する特殊化合物を混合して、脱酸剤、アーク安定剤、表面張力除去剤としてカバーしているがこれも限界があった。ハロゲンガスのF、CLは塩基度をアップさせかつアーク電圧を上昇させ溶解金属の流動性と脱ガスと表面清浄のために複合ワイヤ中に入っており、CaF(フッ化カルシウム)、TiO(酸化チタン)、MnO2(酸化マンガン)と同じ役目をする。複合ワイヤ中に必要とするAL、Siなどの脱酸剤を入れるとすると、AL、Si元素の5〜8倍の質量の化合物が必要であり、このようなフラックスを封入するには限界がある。特許文献03の特開2008−173670号広報の方法では、活性フラックスは二酸化チタン(TiO2)や二酸化ケイ素(SiO2)、酸化クロム(Cr2O3)などの金属酸化物の単体もしくは複合体が用いられる。溶接継ぎ手部の表面に活性フラックスを塗布してMIG溶接することにより溶接部における過剰酸素状態を防止し、溶融金属の表面張力を低下させるとともにプラズマ流を緊縮化させて、溶接速度の速いMIG溶接で深溶け込みが可能な溶接を安定して行えるとしている。活性フラックスは具体的には市販の活性フラックス(70%TiO2、20%Cr2O3、10%SiO2)である。この活性フラックスは液体状ではなくペースト状であるためそれぞれの化合物は金属酸化物粉末として独立して存在しており液体の中に溶解して混合状態になっているものではないため、溶接面に均一に塗布することが困難である。フラックス化合物はアーク熱により加熱され溶融して集中性の高いプラズマ流を形成するので通常のMIG溶接よりもさらに深溶け込みとなるが同時に未溶融のフラックスが溶融金属に巻き込まれて溶接欠陥となる問題があった。また、フラックスとしての元素がTi、Si、Crであり機能が限定的で、溶融金属の表面張力低減、脱酸、清浄化の機能が不十分であった。特許文献04特開2004−283858号広報では、チタンやケイ素やジルコニアなどは脱酸剤としての役割を果たしクロムやモリブデンは炭化物を形成して非常に硬い硬化層を形成しまたケイ素は薄いガラス質を形成して溶融金属の酸化を防止する効果があるが、表面張力を低減するためのハロゲンを含有していないために溶融金属の流動性を高め溶け込み深さを深くすることは困難であった。フラックスとしてのハロゲン以外の元素も限定的で機能が不足しており、溶融金属の表面張力低減、脱酸、清浄化の機能が不十分であった。
【0011】
特許文献05の特開2011−088180号広報「溶接用フラックスと溶接法」や特文献06の特開2011−098367号広報「溶接肉盛り用フラックスと溶接肉盛法」や特許文献07の特願2010−200494号広報「蝋付け用フラックス及び蝋付け法」や特許文献08の特願2010−206271号広報「フィンチューブの製造方法」において、液体フラックスを溶接に応用する方法を提案している。これらの溶接は液体フラックスを溶接面やロウ付け面に塗布して溶接やロウ付けする方法したり、液体フラックスにシールドガスや燃焼ガスを吹き込んで液体フラックスを気化せしめて溶接面やロウ付け面に吹き付けたりして溶接やロウ付けを行う方法である。しかしながら溶接面に液体フラックスを塗布する方法は能率、塗布の均一性、乾燥時間などの面で問題があった。また、気化フラックスを溶接面に吹き付けるだけではフラックスとしての機能を十分に作用させつことはできなかった。また、従来、溶接面に液体フラックスをシールドガスで気化せしめて吹き付けると同時に溶接ワイヤに液体フラックスを塗布して溶接する方法はなかった。液体フラックス製造装置も多様化する溶接材、溶接方法の種類に応じて液体フラックスをきめ細かく作り分けるには溶解能力が不足していた。また、液体フラックスを気化するための気化装置についても、ネオジ磁石の配列構造が効率的でないため気化フラックスの帯電効果が小さく気化フラックスを活性化するには不十分であり高性能の気化装置が求められていた。
【0012】
炭酸ガスアーク溶接は高電流域ではMIG溶接に似てスパッタの少ない溶接となるためアーク柱への金属スプレー移行は粒状移行であるが、電流を下げればスパッタが多くなり満足な溶接部が得られない。そのため0.8mm、1.0mm、1.2mmと細径のソリッドワイヤを使用する。細径にすることでピンチ効果によるジュール熱の増加にてスパッタの減少化を図れるが、ソリッドワイヤはSUS304、SUS310、SUS316、SUS317、SUS403などであり、ソリッドワイヤに入れられる合金量は最大45%の溶接合金だけであり肉盛り溶接には適していなかった。一方、硬化肉盛り棒は1.2mm、1.6mm、2mmと線径を大きくすることで添加合金の増大を図り高合金を得られるが、太径になると電流と電圧の相互関係のため電流値は最大500アンペアの低電流溶接となりスパッタ粒子が多い溶接面となっていた。
【0013】
本発明の課題は、半自動アーク溶接において、液体フラックスをシールドガスで気化させた気化フラックスを溶接トーチに導いて溶接すると同時に液体フラックスを溶接ワイヤに塗布して溶接することにより従来の問題点を改善することにある。すなわち、(1)液体フラックスの機能性を高め半自動アーク溶接の溶接品質を向上すること、(2)炭酸ガスアーク溶接によって、ステライトNo.6の代用として開発されたCr−Si−Mo−W−V系の耐摩耗高合金複合ワイヤの平均4層肉盛り(8〜10%)にてHv700を得る溶接方法を具現化すること、(3)炭酸ガスアーク溶接で1.2mm〜2.0mmの太径のソリッドワイヤを低スパッタで溶接可能にすること、(4)高合金ワイヤの酸化防止により1層肉盛りでHv700の硬化肉盛りを具現化すること、(5)液体フラックス製造装置の性能を向上させる、(6)気化装置の性能を向上させることである。
【課題を解決するための手段】
【0014】
第1の解決手段は特許請求項1に示すように、半自動アーク溶接法において、磁石を配設した容器からなる液体フラックスの製造装置でアルコールやアセトンの溶媒を回転しながら電解質を溶解させて生成した前記液体フラックスを、溶接ワイヤに塗布機にて塗布して溶接する半自動アーク溶接法である。
【0015】
第2の解決手段は特許請求項2に示すように、前記液体フラックスを前記溶接ワイヤに前記塗布機にて塗布して溶接するとともに、前記液体フラックスを気化装置に充填し、該気化装置にシールドガスを吹き込んで気化せしめた気化フラックスを溶接部分に吹き付けながら溶接する半自動アーク溶接法である。
【0016】
第3の解決手段は特許請求項3に示すように、前記塗布機は、前記溶接ワイヤに前記液体フラックスを塗布する塗布帯を設けた塗布基部と前記液体フラックスを充填したタンクを着脱自在に取り付けるタンク保持基部からなり、前記タンクにはエア取り入れ口が設けられており、前記塗布基部には前記溶接ワイヤを前記塗布帯に案内するための案内貫通孔を有するワイヤ供給プラグと前記液体フラックスを塗布した前記溶接ワイヤを前記溶接トーチに送りだす送給貫通孔を有する送給ガイドを配設し、前記タンク保持基部には前記タンクを取り付けるためのタンク保持穴が設けられ、前記タンクは排出孔を有するシールキャップにねじ込まれ、該シールキャップは前記タンク保持穴にシールされた状態で挿入保持され、該タンク保持穴の底部には前記塗布帯に前記液体フラックスを導く連通孔が設けられ、該連通孔の途中にニードルバルブを設け前記液体フラックスの流量を調整可能にした塗布機である。
【0017】
第4の解決手段は特許請求項4に示すように、前記塗布機の前記シールキャップにはシール玉が内包され、該シール玉は前記シールキャップの底部に設けたサポートと伸縮体で前記排出口に押し付けられており、前記シールキャップを前記タンク保持穴に挿入すると、前記保持穴の底部に設けた突起に前記シール玉が押し上げられ前記シール玉が前記排出口から後退する機構を有する塗布機である。
【0018】
第5の解決手段は特許請求項5に示すように、前記液体フラックスの前記製造装置は前記容器の内側に磁石を配設し、アルコールやアセトンの溶媒を回転しながら電解質を溶解させて前記液体フラックスを製造する前記製造装置であり、前記磁石は固定磁石と回転磁石からなり、前記固定磁石は前記容器の上部に配設した水平フレームから前記容器中に懸垂固定された複数の懸垂アームと該懸垂アームに前記容器の中心部に向けて水平に取り付けられた複数の固定水平アームに取り付けられており、前記回転磁石は前記固定フレームから前記容器中に回転自在に懸垂支持された回転軸に前記容器の外周に向けて水平方向に取り付けた複数の回転水平アームに取り付けられており、前記固定水平アームと前記回転水平アームは、お互いに接触しないように高さ方向に互い違いに配設され、前記容器もしくは前記水平フレームのいずれかを昇降自在にしている液体フラックスの製造装置である。
【0019】
第6の解決手段は特許請求項6に示すように、前記水平フレームには超音波発振器を高さ方向調整可能に懸垂支持している液体フラックスの製造装置である。
【0020】
第7の解決手段は特許請求項7に示すように、前記気化装置は気化容器と該気化容器に前記シールドガスを供給する給気管と生成した前記気化フラックスを取り出す排気管及び複数の磁石を配設してなる前記気化装置であり、前記磁石は前記気化容器内での前記気化フラックスの流れ方向に対して横断する方向に配設されている気化フラックスを生成するための気化装置である。
【0021】
第8の解決手段は特許請求項8に示すように、前記気化装置の前記磁石は複数の貫通孔を有する板状磁石になっており、該板状磁石が前記容器内に単層もしくは複層に配設されている気化装置である。
【0022】
第9の解決手段は特許請求項9に示すように、前記気化装置の前記磁石は多孔板もしくは金網で形成される磁石充填体に充填され、該磁石充填体が前記容器内に単層もしくは複層に配設されている気化装置である。
【0023】
第10の解決手段は特許請求項10に示すように、前記気化装置には超音波発振器やヒーターを配設している気化装置である。
【発明の効果】
【0024】
第1の手段による効果は以下である。(1)液体フラックス30はAL、Si、Ti、Bなどの脱酸機能を有する元素を含有するため溶接中の金属酸化と脱炭を低減でき、第1層目で従来の溶接に比べてHv100〜150程度の硬度アップが図れるのでHv700程度の高硬度を実現できる。(2)複合ワイヤはもちろんであるが、ソリッドワイヤの場合は全体にコーティングされた液体フラックスがスパーク溶接熱により瞬間乾燥しガス放出ノズルに到達したときはホウ酸化物とフッ化物がガラス状に固まってワイヤに張り付いているためソリッドワイヤでありながらアークロウ付け状態を保持した溶接状態となるためランダムな溶け込みでなくブレージングによる平面な共晶合金を作り硬化肉盛りのように多種類の金属元素を使用する場合は酸化による減量が低減し約5%の合金アップとなる。(3)銅と炭素鋼、ステンレスと炭素鋼などの異種金属の溶接性が向上する。(4)ゴミ焼却炉の発電用ボイラチューブは鉄との混合組織肉盛りではなくアークブレージングによる共晶合金肉盛り法であるが、本液体フラックスはPH7の中性であり、しかもフッ化物などの添加により溶融金属の表面能力除去ができるため肉盛り厚みを薄く平滑に出来る効果が生まれる。
【0025】
第2の手段による効果は以下である。(1)磁場によるピンチ効果、気化フラックス吹き付けと液体フラックス塗布によるフラックス効果で表面張力除去によるスプレー移行がスムーズとなるためスパッタが低減するとともに、溶滴が落降中に溶滴の一粒ずつにフラックスコーティングされるため美しくビードが重なり欠陥の少ない溶接ビードとなる。(2)従来のMIG溶接はアルゴンガスを使用するので溶け込みが浅く能率が悪いが、液体フラックスを塗布するとアーク柱のピンチ効果が大きくなり深溶け込みとなり溶接速度が向上する。(3)厚板溶接ではフラックス巻き込みによる欠陥が出ないようにするため、第1層〜第3層目までは通常TIG溶接やMIG溶接を使用するが、気化フラックスを吹きつけながらソリッドワイヤに液体フラックスを塗布して炭酸ガス溶接することでフラックスを巻き込まない無欠陥溶接が可能となるのでTIG溶接やMIG溶接の代用が可能である。しかもTIG溶接やMIG溶接に比べて溶接速度を数倍に向上させることができる。(4)炭酸ガス溶接でTIG溶接やMIG溶接の代用が可能となるので、イナートガスに高価なアルゴンガスを使用する場合に比べて炭酸ガス溶接で代用することにより大幅なコスト削減となる。(5)腐食環境にあるボイラチューブにインコネルやハステロイの肉盛りをすると3〜4年の寿命が10〜12年となるように極めて効果が大きいが、このような肉盛り溶接では登り溶接が多いため溶接効率が極めて悪くなる。しかしながら、溶接ワイヤに液体フラックスを塗布し、液体フラックスを吹きつけながら溶接することにより15〜20%の作業能率が向上する。
【0026】
第3の手段による効果は以下である。(1)溶接ワイヤに液体フラックスを連続的に、定量的に、確実に塗布できる。(2)液体フラックスは粘度調整により溶接ワイヤ全体に薄く均一にコーティングされ、スパーク溶接熱により瞬間乾燥し溶接トーチに到達したときはホウ酸化物とフッ化物などの含有フラックスがガラス状に固まって薄膜フラックスとなってワイヤに張り付くことができる。(3)液体フラックスを充填したタンクを簡単に脱着できるので作業性がよい。
【0027】
第4の手段による効果は、液体フラックスを充填したタンクを逆さまにして塗布機に挿入取付けする際に、液体フラックスが漏れ出してこないことである。
【0028】
第5の手段による効果は以下である。(1)磁石を容器中に平均的に配設できるので気化フラックスへの帯電効果が大きい。(2)固定磁石と回転磁石が交差する時に起電力が発生し電解質の溶解を促進できる。(3)容器を交換するだけで多種類の液体フラックスを効率的に生成できることである。
【0029】
第6の手段による効果は、超音波により液体フラックスを効率よく加振できる。
【0030】
第7の手段による効果は、以下である。(1)気化フラックスに効率よく帯電できる。(2)気化フラックスが析出しにくくなる。(3)溶接時にアーク中のピンチ効果が向上する。(4)磁石の充填量を変えることにより気化器の能力調整が容易である。
【0031】
第8の手段による効果はいかである。(1)磁石厚みや貫通孔径を変えることにより気化器の能力調整が容易である。(2)気化フラックスに効率よく帯電できる。(3)気化フラックスが析出しにくくなる。(4)溶接時にアーク中のピンチ効果が向上することである。
【0032】
第9の手段による効果、外気温の変化に応じて温度調整ができるので気化量の調整が容易なことである。
【図面の簡単な説明】
【0033】
【図1】塗布機を装備した半自動アーク溶接機の概要図
【図2】塗布フラックスと気化フラックスを併用した溶接状態の概念図
【図3】塗布機の断面図
【図4】液体フラックスの製造装置縦断面図
【図5】液体フラックスの製造装置横断面図
【図6】磁石充填体1段の気化装置断面図
【図7】磁石充填体複数段の気化装置断面図
【図8】板状磁石2段の気化装置断面図
【図9】板状磁石複数段のヒーター付き気化装置断面図
【発明を実施するための形態】
【0034】
本発明の実施形態を図1、図2、図3、図4、図5、図6、図7、図8、図9に基づいて説明する。
【0035】
第1の解決手段は特許請求項1及び図1、図2に示すように、半自動アーク溶接法において、磁石を配設した容器からなる液体フラックスの製造装置でアルコールやアセトンの溶媒を回転しながら電解質を溶解させて生成した前記液体フラックス30を、溶接ワイヤ10に塗布機20にて塗布して溶接する半自動アーク溶接法である。
【0036】
図1は半自動アーク溶接法のフローの概要図(便宜的に第1の解決手段と第2の解決手段を併記した図となっている。)である。溶接ワイヤ10はコイル11から塗布機20を経由して溶接トーチ40に供給される。溶接ワイヤ10には塗布機20によって液体フラックス30が塗布される。液体フラックス30は溶接トーチ40に到達する時点で溶媒が蒸発し薄膜フラックス31となる。シールドガスはシールドガスタンク60からシールドガス管61により溶接トーチ40に供給される。溶接トーチ40と母材80には電源装置70からケーブル71を通して給電され溶接ワイヤ10の外皮12と母材間80にアークが発生し溶接される。溶融金属13はシールドガス管61から供給されるシールドガスによって外気から遮断される。複合ワイヤ10の場合は外皮12に封入されていた固形フラックス14と液体フラックス30の溶媒が蒸発した薄膜フラックス31がアーク熱により蒸発し外気を遮断し、溶融フラックス15として溶融金属13を保護する。ソリッドワイヤ10の場合は固形フラックス14機能を持たないが液体フラックス30の塗布によりフラックス機能を付加しているので複合ワイヤ10と同様のフラックス機能を発揮し溶接性が大幅に向上する。従来のソリッドワイヤ10はシールドガスだけで外気を遮断し溶融金属13を保護しなければならず溶接性を向上させるためのフラックス機能もなかった。シールドガスに加えて、薄膜フラックス31及び固形フラックス14が溶融した溶融フラックス15は溶融金属13の表面を覆い外気を遮断し、溶融金属13の表面張力の低減、脱酸機能、清浄化により溶接性を向上させる。
【0037】
溶接ワイヤ10表面に液体フラックス30を連続的に塗布するが、液体フラックス30は溶接トーチ40に到達する時点で蒸発して薄膜フラックス31になっており、溶接ワイヤ10の外皮12に薄い薄膜フラックス31の層が残留して張り付いている。さらに溶接トーチ40近辺では輻射熱と伝導熱により薄膜フラックス31層は溶接ワイヤ10に焼き付いて最終的に厚み0.01〜0.05mmの薄膜フラックス31が付着する。
【0038】
塗布機20はワイヤコイル11と溶接トーチ40の間において溶接ワイヤ10に連続的に液体フラックス30を塗布するものである。塗布機20はローラタイプ、刷毛塗りタイプ、吹き付けタイプ、浸漬タイプなど各種の機構が考えられるが、溶接速度に同調して塗布できればよく、いずれのタイプの塗布機20も使用可能である。液体フラックス30を溶接ワイヤ10に塗布して溶接する方法は、MIG溶接、MAG溶接、炭酸ガスアーク溶接などのいわゆる半自動アーク溶接に応用できる。ここで、溶接ワイヤ10は機能や形状によって、高合金複合ワイヤ、複合溶接ワイヤ、フラックスワイヤ、ソリッドワイヤなどと表記されるが半自動アーク溶接で使用される全ての溶接ワイヤ10に使用可能である。
【0039】
従来の炭酸ガスアーク溶接装置のワイヤコイル11と溶接トーチ40間に高合金用に調合した液体フラックス30の塗布装置20を取り付けることで液体フラックス30がパイプ状の複合溶接ワイヤ10に塗布される。複合溶接ワイヤ10はパイプを使用したり、帯鋼にフラックスや粉体金属をホーミングしてパイプ状にしたりする場合があるが、ホーミングした溶接ワイヤ10には繋ぎ目ができる。このつなぎ目は真円ではなくわずかな凹みがあり、ここに毛細管現象にて液体フラックス30が張り付くため液体フラックス30の塗布性能が向上する。また、塗布機20の内部あるいは塗布機20の前部に溶接ワイヤ10表面に軽微な掻き疵を形成することにより液体フラックス30の付着効果を向上させることができる。
【0040】
半自動アーク溶接(炭酸ガスアーク溶接、MIG溶接、MAG溶接)に関して溶接母材80に適合した液体フラックス30を設計、生成するための要件は次のようになる。(1)溶接最先端懸垂溶滴を切断して球状化する力は従来の熱的ピンチ力だけだと弱いため液体フラックス30に含有する無機化合物(電解質)に分子ガスのでるものを多く用いることで分子解離熱によるアーク柱の絞り効果による熱的ピンチ力の増加を図ること。(2)アーク安定発生剤として塩素、フッ素ガスの発生による磁気ピンチ力の増加を図ること。(3)溶接ワイヤ10に塗布した液体フラックス30の溶媒が溶接直前にアーク熱で速やかに蒸発し強固な薄膜フラックス31となり溶接ワイヤ10に張り付き、しかも溶接時は瞬時に蒸発しフラックスとしての機能を発揮し酸化防止、表面張力除去、清浄作用により溶接欠陥のない溶接部を形成することである。
【0041】
各種金属の成分にて液体フラックス30の成分も変わるが主成分はホウ酸、ホウ砂、ホウフッ化カリウム、ケイフッ化ナトリウム、塩化アルミニウム、クリオライト、ケイフッ化水素などである。脱酸剤としてAL,Siなどを含有し、ハロゲンガスとしてF、CLなどが発生するものである。酸性度の高い化合物P2O5(五酸化リン)、B2O3(酸化ホウ素)は磁気溶解法で簡単に溶解可能であり、むしろ塩基度の高いCaO、Na2O、K2Oのほうが溶解しにくいため、Na2B4O7、Na2SiF6、K2B4O7の化合物として酸性度と塩基性度を計算して溶解することで液体フラックス30を作る。化合物は液体フラックス30中に最大40%溶解しているため溶接ワイヤ10先端部がアークや溶融金属から輻射熱やジュール熱を受けると液体フラックス10は瞬時に乾燥し薄膜フラックス31となり溶接ワイヤ10に固着し、溶接ワイヤ10溶融時に瞬間的にガス化しシールドガスとともにアーク柱に沿ってシールドするためハロゲンガスの入ったアーク柱となりアークを強制対流冷却するためアークが安定する。薄膜フラックス31中の元素は、炭酸ガスが分離(CO2→CO+O(発生期酸素))して発生する酸化力の強い発生期の酸素と一瞬にして結合(2P→P2O5、Si→SiO2、2AL→AL2O3)して脱酸剤として従来フラックスの2〜5倍の酸素を除去するため酸化防止の働きが強化される。
【0042】
液体フラックス30の溶媒はアルコールやアセトンであるが溶媒の粘性や気化特性を調整するためにエーテルなどを添加してもよい。液体フラックス30のメイン溶媒はアルコール類のエチレングリコール、グリセリン、メタノールなどの有機溶剤のためC、H、Oが70%近く入っている。塗布機20と溶接トーチ間40距離が短いと溶媒の乾燥時間不足となりピンホールの原因となる。一方液体フラックス30が100%メタノール溶媒だと粘性不足となり塗布後のフラックス脱落となる。このため液体フラックス30でありながら粘性は必要である。有機溶剤の各種特性は、グリセリン(C3H8O2、3価のアルコール):1412cP(センチポアズ)、エチレングリコール(C2H2O2):25.66cP、メタノール(CH3OH):0.5945cP、アセトン(C3H6O):0.316cP、テトラヒドラフラン(C4H8O,環状エーテル化合物):0.55cPである。これらの溶剤を適宜組み合わせて25〜30cP程度の粘性に調整するのがよい。
【0043】
本発明者は、特開2011−98367号広報において、ゲル化したフラックスを前もって母材に塗布し帯電シールガス中で溶接する方法を開発したが、今回の発明はそれをさらに強化したものである。多層肉盛り溶接において溶接面に塗布したゲル化フラックスの乾燥が不十分な場合は、溶接母材の溶接吸収熱にて塗布したフラックスが瞬時に泡状に膨れ巣やピンホールの原因となる。本発明では、溶接面に液体フラックスを塗布するのではなく逆にワイヤ側に連続塗布することで塩基度をアップすることが可能である。脱酸力はZr、AL、Ti、B、Si、C、V、Cr、Mnの順に弱くなる。塩基度(=CaO/SiO2)は酸性物質(スラグなど)と塩基性物質の反応の差である。炭酸ガス溶接では酸化防止対策が必須であり酸化剤としてSi、AL、Tiなどを優先的に溶接ワイヤに入れるので酸化カルシウムはどうしても多量に入れることができず塩基度が低くなる。手棒の場合はフラックスの外形を太くすることでフラックス中に多量のCaO、TiO、AL2O3、SiO2を入れることができる。一般に溶接ワイヤは次のような直径のワイヤが市販されている。ソリッドワイヤでは0.6、0.8、0.9、1.0、1.2、1.4,1.6mmの7種類、フラックス入りワイヤでは1.0、1.2、1.4、1.6、2.0mmの5種類があり銘柄ごとに2〜4種類の径で作られており、小径ワイヤは薄板用に、太径のものは大電流用に供している。通常1mm以下のワイヤは厚板6mm以下の薄板や4mm以下の小脚長すみ肉での使用が多く、2mmのワイヤは大電流溶接を行う自動溶接のみに使用されている。
【0044】
複合ワイヤ10中に封入できないAL、Si、Ti、Ca、Bなどを液体フラックス30中に溶解し最大40%濃度とし、グリセリン(C3H8O3、1412cp、3価のアルコール)を添加して粘性を100〜300cpに調整することで送給ワイヤ10に連続塗布することが可能である。溶接ワイヤ10に塗布された液体フラックス30は溶接母材80と溶接トーチ40間で通電することで昇温し、液体フラックス30が溶接母材80直近(15〜20mm)に達するときは200℃以上となっているため液体フラックス30中のアルコールなどの溶媒は乾燥し薄膜フラックス31となり溶接ワイヤ10外周に均一に固く張り付き安定したアーク電圧を保持する。ハロゲン元素としてF、CL、Brなどを自由に溶媒中で溶解可能なため、溶融金属13の清浄作用と表面張力除去作用が向上し美しいビードの溶接が可能である。
【0045】
MIG溶接、TIG溶接、MAG溶接、炭酸ガスアーク溶接のような半自動アーク溶接で高硬度を得るためのワイヤの成分設計は次のようになる。Cは0.15〜5.00wt%含有させる。Cはマルテンサイト、セメンタイトなどの変態を起こさせる硬化肉盛り元素として安く非常に有効な元素で、溶接ワイヤ中に炭素単独で最大0.5wt%まで含有できる。それ以上では伸線切れとなるためで大部分はホーミングの際炭素単独よりも炭化物として入れる。Cr2O7、WC、VC、MoC、NbCなどの炭化物として入れる場合は0.15〜5.0wt%程度まで可能であり高硬度が得られる。Siは0.5〜4.0wt%含有させる。溶接ワイヤ10には最大1.0wt%いれることで溶接母材の脱酸剤としてSiO2となりガラス質の薄いノロとなり溶接面に張り付く。主として脱酸剤であるが金属中に約4.0wt%入るとシリコロイという耐熱耐摩耗効果をだすため耐摩耗性を重視する場合は多く入れる。Mnは0.3〜20.0wt%入れる。Mnは脱酸剤であるが16.0wt%入れるとオーステナイトとなる。脱酸剤と溶接ビードの平面化と焼き入れ性の割れ防止、靱性アップ、硬度アップのため0.3〜3.0wt%の範囲で添加される場合が多い。ALは0.1〜0.5wt%である。脱酸剤として有効であるがワイヤ中に入れると高価である。また複合ワイヤ中にホーミングとして入れるためには必要とする質量の8〜10倍入れる必要がありこれまた困難である。0.1wt%以上入れるとAL2O3の張り付きが2層目溶接を悪化させるので、Si+AL+B+Zr+Tiと組み合わせて最大1.0wt%以内としている。Tiは0.1〜5.0wt%である。TiはAL、Siのように脱酸剤であるが結晶微細化剤として硬化肉盛り材に入っている。TiO2となった際のフラックスはビードの上に薄くカバーし、ビード波型も美しく作り徐冷となるためクラック防止となる。TiCともなるためFeTi(フェロチタン)粉末で入れる。その他の元素としてアーク安定剤、スラグ形成剤、表面張力除去剤、硬化剤としてアルカリ金属(Li、Na、K、Cs)、アルカリ土類金属(Ca、Be、Ba)、半金属(B、AL、Si)、非金属(C、N、O)、ハロゲン(F、CL、Br、I)などを用いる。かつCr、Mo、Ni、B、V、W、Co、Nbなどは炭化物合金をつくるためフェロ合金として入れることで安定した炭化物を作る。これらを5〜40wt%含有させることで高硬度合金を作る。
【0046】
以下に実施例1と実施例2を示す。実施例では液体フラックス30の成分例を示しているが、本実施例の液体フラックス30以外にも多様な液体フラックス30を生成し塗布する方法が考えられる。従って、本発明者の発明した、特開2009−090368号広報「ガス切断用気化フラックス」及び特開2009−297782号広報「液体フラックスの製造方法及びその装置」及び特開2010−100441号広報「液体フラックスの製造方法と製造装置及び液体フラックス」及び特開2009−233741号広報「液体フラックス気化装置」などで示されている製造方法を用いて生成した液体フラックス30を溶接ワイヤ10に塗布する方法であれば本発明の範囲に含まれるものであることは言うまでもない。
【0047】
(実施例1)液体フラックスの製造例を示す。液体フラックスは本発明者の発明した液体フラックスの製造方法に基づいて生成した。製造方法の概要は、磁界を付加した容器中においてパルス電流を流しつつ、溶媒と溶質を混合し、20〜30rpmで回転させ約30分かけて溶解させて生成した。第1の液体フラックス、第2の液体フラックス、第3の液体フラックスをそれぞれ個別に生成した後に3つの液体フラックスを混合した。第1の液体フラックスは、1)エチレングリコール(C2H6O2):100cc、2)塩化アルミ6水和物(ALCL3・6H2O):60g、3)塩化リチウム(LiCL):40gである。第2の液体フラックスは、1)アセトン(C3H6O):100cc、2)クリオライト(3NaF・AlF3):30gである。第3の液体フラックスは、1)塩化カリウム(KCL):30g、2)メタノール(CH3OH):300ccである。3つの液体フラックスのトータル溶媒量は500cc、溶質量は160gである。
【0048】
3つの液体フラックスを混合した場合の各元素重量比は、Na:9.855g(6.159%)、K:15.734g(9.834%)、Li:6.549g(4.090%)、AL:10.564g(6.585%)、CL:74.158g(46.349%)、F:16.290g(10.181%)、H:2.983g(1.864%)、O:23.868g(14.918%)である。アルカリ金属元素(Na、K、Li)の総重量は32.138gであり、ハロゲン元素(CL、F)の総重量は90.448gである。ハロゲン元素として重い塩素を主体とした液体フラックスである。アルカリ金属におけるNa、K、Liの割合は、Na:30.7%、K:48.96%、Li:4.09%である。
【0049】
アルカリ金属(Li、Na、K)の特長を表1に示す。
【表1】
【0050】
実施例1では、溶接火炎が全体的に赤色系になるように配合した。Naを多くすると黄色火炎となり溶接下面が見えにくいためLiの深紅色にて中和した。そのため非常に目に優しい火炎色となる。Liは融点が低くその割には沸点が高いため炭酸ガスシールドガスの中にあって2重シールドガスとなる。ハロゲンガスは全フラックス中に56.53%含有されているが2重にシールドされた不活性ガス中で溶解するので酸化反応が少ない。
【0051】
(実施例2)液体フラックスの製造例を示す。液体フラックスの製造方法は実施例1と同じである。第1の液体フラックスは実施例1で生成した液体フラックス250ccである。固形物は80g含有されている。第2の液体フラックスは、1)ホウ酸(H3BO3):20g、2)グリセリン(C3H8O2):30g、3)アセトン(C3H6O):40cc、4)ホウ砂(Na2B4O7):50g、5)エチレングリコール(C2H6O2):100cc、6)メタノール(CH3OH):110cc、7)ホウフッ化珪素(HSiF4):30cc(12.6g)である。第2液体フラックスの液体は280cc、固形物は82.67gとなる。磁界をかけた容器中に電流を流して20〜30rpmで回転させながら、第1の液体フラックスに第2の液体フラックスを混合する。
【0052】
2つの液体フラックスを混合した場合の各元素重量比は、Na:16.353g(10.053%)、K:7.867g(4.836%)、Li:3.274g(2.013%)、AL:5.282g(3.247%)、Si:3.368g(2.070%)、B:14.242g(8.755%)、CL:37.079g(22.794%)、F:17.257g(10.609%)、H:2.651g(1.629%)、O:55.297g(33.993%)である。アルカリ金属元素(Na、K、Li)の総重量は27.494gであり、金属元素(AL、Si、B)の総重量は22.892gであり、ハロゲン元素(CL、F)の総重量は54.336gである。ハロゲン元素として重い塩素を主体とした液体フラックスである。アルカリ金属におけるNa、K、Liの割合は、Na:59.48%、K:28.61%、Li:11.91%である。
【0053】
実施例2では、火炎の色はNaの黄色の割合が大きいが平均してピンク色となる。溶接炎が全体的にピンク色となるため溶接面が見えやすくなる。脱酸剤となるAL、Si、Bが2倍以上となるため発生期の酸素を抑えるため実施例1よりも良好な溶接性となる。従来のシールドガスに加えアルカリ金属ガスとハロゲンガスの3重シールドガスとなる。供給ワイヤ先端部と母材アース間にてスパークするため金属も瞬間的に蒸発・凝固しながら溶融・精錬をするのが溶接アーク溶滴である。溶滴ワイヤ先端は磁気風の嵐の中にあり各金属融点の差も含めて一瞬に磁気風の中で炭化物を含んだ合金を作るため体積も3〜5%増加する。冷却の際溶解中に溶けたガスの排出状況により巣やピンホールが残ったり残らなかったりする。高合金ワイヤはほぼ100%裸に近いため複合ワイヤ特有の固形フラックスによる保温やシールド効果は少ないが、薄膜フラックス(液体フラックスの溶媒が蒸発して薄く溶接ワイヤに固着した状態のフラックス)の脱酸素機能により発生期の酸素が抑えられるので(C+O2→CO2)が生まれにくくなる。このため高硬度を発現する役割の炭素が酸化しないことから、第1層にて従来のMIG溶接(アルゴンガス溶接)と比較するとビッカース(Hv)で100〜150アップする。このことは逆にクラックの原因となるため下盛りクッションを必要とする場合が生じる。さらに半金属(ホウ素やケイ素など)は高温中においては金属的挙動を示すが冷却すると結晶構造より半導体物質となるためセラミック化し高硬度を保持する効果がある。このため脱酸剤として残ったホウ素やケイ素は高温、耐摩耗、耐熱性向上に繋がるためステライトの代用となる。また高シリコン(Si)の入ったシリコロイなどの鋳巣埋め補修などに適する。
【0054】
本発明はヒューム発生量、スパッタ発生量、スラグ発生量を低減させると同時に表面張力除去が大きいため平坦ビードとなり第1層目よりHv700を得ることが可能であり、従来の3〜4層肉盛りに対して2層で目的とする高合金を得ることが可能となりステライトNo.6合金の代用が可能となった。従来のTIG溶接に比べて熱負荷が小さく、予熱100℃を保持すれば溶接時は250〜300℃の母材温度が連続保持できるため結果的に3倍の高能率に繋がる。
【0055】
第2の解決手段は特許請求項1及び図1、図2に示すように、前記半自動アーク溶接法において、前記液体フラックス30を前記溶接ワイヤ10に前記塗布機20にて塗布して溶接するとともに、前記液体フラックス31を気化装置50に充填し、該気化装置50にシールドガスを吹き込んで気化せしめた気化フラックスを溶接部分に吹き付けながら溶接する半自動アーク溶接法である。
【0056】
図1は半自動アーク溶接法のフローの概要図である。溶接ワイヤ10はコイル11から塗布機20を経由して溶接トーチ40に供給される。溶接ワイヤ10には塗布機20によって液体フラックス30が塗布される。さらに、気化装置50によって液体フラックス30が気化した気化フラックスを溶接トーチ40に導いて溶接面に吹き付けながら溶接する。
【0057】
肉盛り溶接の作業効率を向上するには炭酸ガスアーク溶接がよいが、炭酸ガスアーク溶接においては炭酸ガスが高温のアークで熱解離して発生期の酸素を発生させ溶接ワイヤ10やフラックスを酸化させる問題がある。この発生期の酸素による酸化を防止できればMIG溶接でしかできなかった溶接が炭酸ガスアーク溶接でも可能になる。また従来の炭酸ガスアーク溶接の性能を大きく向上できる。炭酸ガスによる発生期の酸素や酸化を防ぐために溶接ワイヤ10に液体フラックス30を塗布して溶接するとともに液体フラックス30をシールドガスで気化せしめた気化フラックスを溶接面に吹き付けながら溶接する方法が有効である。
【0058】
本発明者は、特開2009−090368号広報「ガス切断用気化フラックス」及び特開2009−297782号広報「液体フラックスの製造方法及びその装置」及び特開2010−100441号広報「液体フラックスの製造方法と製造装置及び液体フラックス」及び特開2009−233741号広報「液体フラックス気化装置」などで液体フラックスや気化フラックスを自在に生成する方法を発明した。液体フラックス30や気化フラックスは特許文献9〜12の発明を応用して生成したものである。本発明者は、特開昭63−123571号広報にてガスシールドアーク溶接法にてスパッタを最大35%減らすことに成功している。この発明ではフェライト磁石(1000G/個)を使用していた。本発明者は、特開2009−233741号広報にて液体フラックス気化装置を発明したが、気化装置に使用されているネオジ磁石の磁力は(35000G/個)小型で非常に強力であるため気化フラックスに磁気振動を与えることが可能であり結果的に帯電ガスシールド溶接法となっている。
【0059】
シールドガス中に気化フラックスとしてH3BO3(ホウ酸)、Na2B4O7(ホウ砂)、KF(フッ化カリウム)、ALCL2・6H2O(塩化アルミニウム・6水和物)、HSiF4(ケイフッ化水素)などを入れることで塩基度や清浄作用や表面張力除去効果の向上が図れるためスパッタ減少と溶接ビード外観の美しさと強度アップが図れる。従来スパッタ減少法としてはアルゴンガス中に2〜5%の酸素を入れアーク電圧をアップさせることにより溶滴の微細化を図っていた。炭酸ガスは安価であるため現在主力のイナートガスであるが、磁界をかけた気化装置50に炭酸ガスを通して液体フラックス30を気化させて炭酸ガスと混合した気化フラックスを生成して溶接面に吹き付けることで帯電ガス溶接法と気化フラックス溶接法が可能となった。
【0060】
本発明者は、特開昭64−77743号広報「液体燃料の改善装置」で燃料ガスに磁石で帯電することにより燃料効率を向上させる方法を発明した。特開63−123571号広報「ガスシールドアーク溶接法」において、磁場によるアークのピンチ効果により溶接性が向上する方法を発明したが、本発明ではさらに気化フラックス吹き付け溶接法に液体フラックス塗布法を付加した。表面張力除去によるスプレー移行がスムーズになるためスパッタが減少し溶滴が落降中にフラックスにて一粒ずつフラックスコーティングされるため美しくビードが重なり欠陥の少ない溶接ビードとなる。ソリッドワイヤ10は複合ワイヤ10のようにフラックスを付加していないが、ソリッドワイヤ10全周に液体フラックスがコーティングされスパーク溶接熱で瞬間乾燥されるので、溶接直前では液体フラックスはガラス状に固まってワイヤに張り付いている状態となる。そのためソリッドワイヤ10でありながらもホウ酸化物やフッ化物系の薄膜フラックス31が全周に張り付いている複合ワイヤ10に近いソリッドワイヤ10となっている。アーク蝋付け状態を守るためランダムな溶け込みではなくブレージングによる平面な共晶合金をつくるため肉盛りの場合約5%程度の合金アップとなる。またTIG溶接、MIG溶接の代用が可能である。気化ガス帯電とソリッドワイヤ10の液体フラックス塗布効果により従来にない高能率溶接法である。
【0061】
肉盛りなどの高合金鋼複合溶接ワイヤは硬度を達成するために炭素を優先的に封入するので、炭素以外の元素を入れる空間が限定されフラックスも所定の量を添加できない。そのためフラックス作用の少ない高合金系のソリッドワイヤに近いシールドガス特性だけの溶接法に近くなる。アーク柱への金属移行においては、溶接ワイヤ先端に懸垂する細長い溶滴形状、すなわち先端懸垂溶滴形状が最大の問題であることから安定なアークを得るには、溶滴の表面張力を除去して細長い溶滴形状を分断して適度に球状化する手段が必要である。先端懸垂溶滴形状の球状化対策としては、(1)懸垂溶滴の切断に必要な最小限の熱的ピンチ力を得るために分子ガスである酸素をシールドガスに添加して供給すること、(2)熱的ピンチ力を効果的に作用させるためにアークが這い上がることを防止すべく、アークを発生しやすい物質を添加すること、(3)溶滴の表面張力を低減し流動性を向上させて小径で球状の溶滴にすることである。これらの方法を具現化するにはさらに次のような課題を解決する必要がある。(1)シールドガスとしてアルゴンガスに酸素を添加したMIG溶接、MAG溶接、炭酸ガスアーク溶接方法がより優れているが、アルゴンをシールドガスとして使用するとコストが高くなることや溶接能率が低いなどの問題がある。(2)従来の複合ワイヤでは溶接ワイヤに封入した固形フラックスだけではフラックス機能が不足しているので、溶接ワイヤ表面に液体フラックスを塗布することにより、さまざまな機能を有する元素を万遍無く添加しなければならない。(3)特に小径で球状の溶滴を得るためには溶融金属の表面張力を低減することが必須条件であり、ハロゲンガスであるフッ素や塩素を添加する手段が必要である。これらの課題を具体的に解決するには、液体フラックスを溶接ワイヤに塗布して溶接するとともに、さらに液体フラックスをシールドガスで気化せしめた気化フラックスを溶接面に吹き付けながら溶接することが先端懸垂溶滴形状の球状化に効果的なことが判明した。
【0062】
本発明を応用して例えば硬化肉盛りを半自動アーク溶接法で実施する場合について説明する。硬度アップに最も寄与する元素はCr2C7、MoC、VC、WC、NbCなどの化合物を形成する炭素である。溶接ワイヤにはこれらの炭化物を形成するために最大5wt%程度の炭素を添加する必要がある。ところが炭素は燃焼しやすく、C+O2→CO2またはCO+Oとなりやすい。炭素燃焼反応を抑えるためには発生期の酸素を極力他の元素と反応させて脱酸的働きにて炭素の消耗を防ぐ必要がある。例えば、フラックスにAL、Si,Pなどを添加することにより、2AL+3O→AL2O3、Si+O2→SiO2、2P+5O→P2O5として脱酸している。しかしながら、炭素は比重が軽く単体で添加する場合は炭化物として入れる場合の10倍の量が必要となる。そのため炭素は炭化物の形で添加することになるが、これらの炭化物中の炭素が酸素と結び付いて逃げないようにするためアルゴンガスでシールドするMIG溶接が主流となっている。しかし、MIG溶接は溶け込み量が小さいので肉盛りのように溶接量の多い場合は作業能率が悪くなる。
【0063】
高合金元素と酸素(O)の反応式及び反応熱(生成熱)の例を示す。(1)AL+3/2(O)→1/2AL2O3(個体)(148450cal/mol)、(2)Si+2(O)→SiO2(個体)(140540cal/mol)、(3)Mn+(O)→MnO(液体)(58400cal/mol)、(4)C+(O)→CO(気体)(5300cal/mol)。ALとSiの発熱が非常に大きいことが分かる。これらの元素が合金元素として溶接溶解金属中に溶け込む時の反応熱(溶解熱)は、ALが11700cal/mol、Siが29000cal/mol、Cが8900cal/molである。このような反応熱はALやSiが溶融金属中に含有溶解する時発生するため結果的にアーク柱のジュール熱をアップさせることになりアーク柱の熱ピンチ効果にて溶滴スプレー移行となりフラックスとしての役目を果たす。Mnは吸熱反応であるが値が小さいので無視できる。
【0064】
アーク柱は4000〜5000℃の高温のため溶滴中での酸化反応は非常に速い。酸化反応を低減するには、原理的にはシールドガス中の酸素を減じ、大気中の酸素侵入を妨げればよいのでありシールドガスとしてアルゴンやヘリウムなどを使用すればよい。しかしながら、溶接速度をアップし、シールドガスのコストを低減するには炭酸ガスを使うのが効果的である。本発明による溶接ワイヤ10への液体フラックス30の塗布及び溶接面への気化フラックスの吹き付けによる溶接技術を使用することによりシールドガスとして炭酸ガスが使えるようになる。その理由は、液体フラックス30中のAL、Si、Tiなどが脱酸剤として機能することやNa、K、Bなどが優先的に発生期の酸素と結び付いて酸化することで低酸素化を図れるからであり、これらの脱酸作用により炭酸ガス溶接でもMIG溶接と同等の肉盛り面が得られるからである。図2に示すように溶接ワイヤ10の外側に塗布した液体フラックス30は溶媒が蒸発して薄膜フラックスとなり、さらにアーク熱によりホウ酸ガラスを主とする水あめ状態を経て一瞬にして気化し、アーク柱をシールドし空気を遮断し酸化反応を抑えるため溶融金属の酸化を防ぐことができる。
【0065】
溶滴中の酸化反応はアーク柱のピンチ効果にて一種の磁場レンズにて絞られるためシールドガスとしての炭酸ガスは酸化反応する面積も小さくなりアーク冷却と空気遮断が主たる機能となる。従来は高合金ソリッドワイヤを溶接するような場合はアーク柱の安定化やヒュームの発生が少ない高純度のアルゴンガスを使うMIG溶接が使われるケースが多いがアーク柱のピンチ効果は炭酸ガスより弱いため溶け込み量が小さく能率が悪かった。本発明は、高合金溶接ワイヤに液体フラックスを塗布することによりフラックス添加をカバーしており、溶け込みが深くて能率のよい炭酸ガスアーク溶接でMIG溶接と同等の溶接性を得ることができるようにしたものである。
【0066】
比較例1として、従来のアルゴンシールドによるMIG溶接の場合、溶接ワイヤによる4層肉盛り中の化学成分は例えば、C:2.638%、Si:4.992%、Mn:2.087%、P:0.013%、S:0.014%、Cr:22.144%、Mo:0.096%、AL:0.963%、Co:0.080%、Cu:0.192%、Nb:0.028%、Ti:0.021%、V:0.072%、W:0.252%、N:0.063%、B:0.001%、Ni:6.989%、Fe:59.355%である。
【0067】
比較例2として、前記と同一の溶接ワイヤに液体フラックスを塗布した場合の炭酸ガスアーク溶接(便宜的に炭酸ガスMIG溶接と呼称する)における肉盛り中の化学成分は例えば、C:2.771%、Si:5.295%、Mn:2.174%、P:0.013%、S:0.014%、Cr:23.207%、Mo:7.381%、AL:0.990%、Co:0.146%、Cu:0.218%、Nb:0.027%、Ti:0.022%、V:0.077%、W:0.257%、N:0.069%、B:0.002%、Ni:7.381%、Fe:57.317%である。
【0068】
比較例1の液体フラックスを塗布しないアルゴンMIG溶接と比較例2の液体フラックス30を溶接ワイヤ10に塗布した炭酸ガス溶接とを比較すると液体フラックス30を塗布した炭酸ガス溶接のほうが金属の酸化は少ない。溶接ワイヤ10に液体フラックス30を塗布した炭酸ガス溶接は炭酸ガスでMIG溶接(炭酸ガスMIG溶接)するような効果が生じる。以下に比較例1のアルゴンMIG溶接と比較例2の炭酸ガスMIG溶接(炭酸ガス溶接をMIG溶接の代用として使用した場合の便宜的な呼称)の酸化量の差を示す。C:+4.8%↑、Si:+6.1%↑、Mn:+4.1%↑、Cr:+4.8%↑、Mo:+8.3%↑、AL:+2.8%↑、Co:+82.5%↑、Cu:+12.5%↑、V:+6.9%↑、W:+2%↑、B:+100%↑、Ni:+5.6%↑、Fe:−3.4%↓。
【0069】
上記数字の通り比較例2の炭酸ガスMIG溶接は従来の比較例1のアルゴンMIG溶接に比べて鉄以外の金属の酸化を防いでいる。比較例2おいて主力元素であるC、Mo、Cr、Niの酸化低減によりこれらの元素の含有量がアップしており、分析値の通り平均5%の元素濃度アップとなっている。高合金ソリッドワイヤ10表面に液体フラックス30を塗布して気化フラックス中で溶接するため全ての元素の酸化消耗を低減しており、しかも硬化層は第1層目でHv700程度の高い硬度が得られる。第1層目よりHv700が出る最大の理由は炭化物を形成して高硬度となる元素が酸化低減しないからである。液体フラックス中にアーク安定剤としてNa、K、Bを添加、電流値アップ剤としてCL、F、Brを添加、表面張力除去剤としてCL、F、Brなどを添加することにより、線径1.6mmの太径ワイヤにおいても細径ワイヤと同程度の低スパッタ率であるうえ、肉盛り量も1回で4〜5mmの肉盛りが可能である。
【0070】
複合炭化物量もステライトNo.6以上含有可能であるため2層目の肉盛り約6〜7mmにてステライトNo.6相当以上の耐摩耗性能が出る。また、耐食、耐熱性能でもステライトNo.6と同等の溶接材であり溶接方法である。
【0071】
またステンレスはNi、Crの3〜5%アップとなり発生期の酸素除去が従来の複合ワイヤ10以上に達成されているため肉盛りビードも凹凸が少なく平滑なビードが得られる。炭酸ガスアーク溶接では深溶け込みであるため、溶滴における酸化反応速度は溶滴内の物質拡散速度が律速し、ガス成分の供給速度が酸化反応速度を支配しているわけではない。液体フラックス30は溶滴の表面張力を低減し溶滴の流動性を向上させることから溶滴の酸化反応が進行する前に含有成分を拡散できるために殆どの元素の酸化が低減した。
【0072】
高温炉側壁の熱的保護や高温炉にガスや原料を吹き込むためのノズルとして水冷式純銅が使用されるが、純銅に耐摩耗材として、ハイクロムやインコネルを予熱500〜600℃で溶接肉盛りする場合がある。このような溶接では純銅の温度が高くなりすぎて析出硬化処理効果が消滅するので耐熱や耐酸化には効果があるが耐摩耗には弱くなる。また溶接作業時に作業者に与える熱負荷が大きく作業性が悪い問題がある。本発明による気化フラックスの溶接部への吹き付け効果と溶接ワイヤへの液体フラックス塗布効果で予熱を300〜450℃に程度に低減できるので純銅の硬度が落ちず耐摩耗性が向上する。また比較的低温予熱での溶接作業となるので作業性が改善できる。溶接性状としては液体フラックスにフッ化物とホウ酸化物が入るのでアークブレージング溶接となる。銅に対する溶接面が凹凸とならず共晶合金が主となる。そのため純銅への肉盛りでも第1層〜第3層肉盛りでHv600程度の硬度が出せる。また、炭酸ガス溶接とすることで、分子ガスである炭酸ガスが高温のアーク熱で(CO+O)に解離するときに生じる解離熱でアーク中のピンチ力がアップし深溶け込みとなり溶接速度を向上できる。溶接作業者は高温にさらされる時間が短縮され作業負荷が軽減されるメリットもある。MIG溶接はシールドガスがアルゴンのため炭酸ガスのようにCO+Oに分離せず、分子解離熱が出ないので、溶接作業者には熱負荷を少なくすることになるが溶接効率が炭酸ガスの半分以下となるため結果的に3倍の熱輻射を受ける。炭酸ガスなどの分子ガスがCO+Oに分離する際の解離熱は大きいが高能率化による多量肉盛りの場合は結果的に作業者の熱負荷を小さくする。
【0073】
MIG溶接はアルゴンガスが主であるが炭酸ガスアーク溶接やMAG溶接では、シールドガス中の炭酸ガスや酸素がアーク熱で熱解離を起こす際に生じる吸熱反応が発生し、密度を高めるために収縮する力、いわゆるピンチ力が発生する。そのため溶滴を切断するので溶滴が溶接ワイヤ10先端に細長く懸垂する先端懸垂溶滴が生じないので、磁気吹きや溶融池近傍の陰極点移動の影響を受けることがなくスパッタの発生やビード形状の不良や溶け込み不足が減少する。炭酸ガスのアーク熱による分解熱はアーク柱の温度上昇に繋がりかつピンチ効果によるアーク柱の絞りのためスパッタ減少化に繋がり、低電流から最大500アンペアの高電流まで幅広く安定化する。炭酸ガスMIG溶接(炭酸ガス溶接をMIG溶接の代用として使用する意味)では炭酸ガスによるアークのピンチ効果のために深く狭いビード幅溶け込み率となるため従来のアルゴンガスを用いるMIG溶接と比較すると、硬化肉盛りの場合の2番からの割れ剥離が非常に少なくかつ高硬度保持が可能となった。炭酸ガスはCO+Oに分解するため地球温暖化の主原因とされ環境的にはマイナスの面があるが日本のイナートガス溶接業界における主力は今もって炭酸ガスである。そのためフラックス中にCaO(生石灰)などの入った低水素系やTiO2(ルチル系)を入れることで炭酸ガスが高温で分解して生成される発生期の酸素による酸化をカバーしていた。塩基度はCaO/SiO2であるが液体フラックス中にF、CL、Brなどのハロゲンガスを入れることでSiの消耗を防げるので塩基度のアップ効果がある。そのためSiやハロゲンガスが効率的に機能する溶接方法となっている。
【0074】
硬化肉盛り溶接作業は最悪環境である。予熱による輻射熱、炭酸ガスの分解による解離熱の反射、発生するガスとヒューム対策用防塵マスクの着用が必要であり、溶接部の急激な温度低下による割れを防止するため扇風機もかけられない場合がある。ある程度自動化は進んでいるが単品肉盛りが多く平均硬度を得るための硬化肉盛りは5〜6層必要である。今もって複雑な一瞬の反応による硬化肉盛りは人間の熟練技を要する。各種機器の延命化のため摩耗防止対策は必須であり硬化肉盛りは大きな市場であることから、溶接作業者の負荷軽減は今後も溶接業界の課題の一つである。本溶接方法は、夏場の暑い環境の中で、予熱及び保温された鉄板の連続肉盛り作業における肉体的疲労を少なくするためにも有効な溶接方法である。
【0075】
第3の解決手段は特許請求項2及び図3に基づいて説明する。前記塗布機20は、前記溶接ワイヤ10に前記液体フラックス30を塗布する塗布帯22aを設けた塗布基部22と前記液体フラックス30を充填したタンク27を着脱自在に取り付けるタンク保持基部21からなり、前記タンク27にはエア取り入れ口27aが設けられており、前記塗布基部22には前記溶接ワイヤ10を前記塗布帯22aに案内するための案内貫通孔24aを有するワイヤ供給プラグ24と前記液体フラックス30を塗布した前記溶接ワイヤ10を前記溶接トーチ40に送りだす送給貫通孔25aを有するワイヤ送給ガイド25を配設し、前記タンク保持基部21には前記タンク27を取り付けるためのタンク保持穴21aが設けられ、前記タンク27は排出孔26dを有するシールキャップ26にねじ込まれており、該シールキャップ26は前記タンク保持穴21aにシールされた状態で挿入保持され、該タンク保持穴21aの底部21cには前記塗布帯22aに前記液体フラックス30を導く連通孔21bが設けられ、該連通孔21bの途中に流量調整弁23を設け前記液体フラックス30の流量を調整可能にした塗布機20である。
【0076】
タンク27の材質はSUS、チタン、樹脂などが適している。液体フラックス30の消費につれてタンク27内は負圧になるのでタンク27の上部にはエア取り入れ口27aが必要である。タンク27をタンク保持穴21aに挿入するとシールキャップ26はOリング21dと強く接触するのでタンク27の液体フラックス30はシールされる。シールキャップ26の側面は若干テーパが望ましい。液体フラックス30はタンク保持穴21aの底部21cに開けられた連通孔21bを通って塗布帯22aまで導かれる。連通孔21bの途中には流量調整弁23があり塗布帯22aに滴下する液体フラックス量30を調整する。流量調整弁23はニードルバルブ23を使用して微妙な流量性ができるようにするのがよい。ニードルバルブ23はネジ23bでニードル23aのストロークを調整して液体フラックス30の流量を調整する。ワイヤ供給プラグ24はコイル10から供給される溶接ワイヤ10を円滑に塗布帯22aに導入する。ワイヤ送給プラグ25は液体フラックス30を塗布したワイヤ10を円滑に溶接トーチ40に送り出す。
【0077】
タンク27の内側や外側に磁石(図示せず)を取り付けてもよい。液体フラックス30に磁界を掛けることより液体フラックス30が析出しにくくなる。磁石にはアルニコ磁石、フェライト磁石、ネオジム磁石、サマリウムコバルト磁石などがある。磁石はネオジ磁石のように強い磁界を示すものが好ましい。特に冬期は温度が下がり電解質の溶解度が低下する場合は有効である。また、塗布機20は外気温が低い場合や粘度の高い溶媒を使用するような場合は必要に応じてフィルムヒーター(図示せず)などで加熱や保温する方法を併用するのがよい。
【0078】
第4の解決手段は特許請求項3及び図3に示すように、前記塗布機20の前記シールキャップ26にはシール玉26bが内包され、該シール玉26bは前記シールキャップ26の底部に設けたサポート26aと伸縮体26cで前記排出口26dに押し付けられており、前記シールキャップ26を前記タンク保持穴21aに挿入すると、前記タンク保持穴21aの底部21cに設けた突起21eに前記シール玉26bが押し上げられ前記シール玉26bが前記排出口26dから後退する機構を有する塗布機20である。
【0079】
液体フラックス30のタンク27はタンク保持穴21aに挿入固定する際逆さまになる。その際にタンク27内の液体フラックス30がシールキャップ26の排出口26dから漏れ出すので、それを抑えるためにシール玉26bを伸縮体26cで排出口26dに押し付けてタンク27を逆さまにしても液体フラックス30の漏れが生じないようにする。シールキャップ26をタンク保持穴21aに挿入するとシールキャップ26の外周はOリング21dでシールされる。さらにシールキャップ26をタンク保持穴21aに挿入するとタンク保持穴21aの底部21cに設けた突起21eがシール玉26bを押し上げ、シール玉26bは排出口26dから遊離するのでタンク27の液体フラックス30は排出口26dから流れ出すことができる。伸縮体26cはスプリングやゴムが適している。シール玉26bはSUS、チタン、ガラス、樹脂などが適している。
【0080】
第5の解決手段を特許請求項5及び図4、図5で説明する。図4は液体フラックス30の製造装置90の縦断面図である。図5は製造装置90のA−A断面図である。前記液体フラックス30の前記製造装置90は前記容器91の内側に磁石92を配設し、アルコールやアセトンの溶媒を回転しながら電解質を溶解させて前記液体フラックス30を製造する前記製造装置90であり、前記磁石92は固定磁石92aと回転磁石92bからなり、前記固定磁石92aは前記容器91の上部に配設した水平フレーム93から前記容器91中に懸垂固定された複数の懸垂アーム94と該懸垂アーム94に前記容器91の中心部に向けて水平に取り付けられた複数の固定水平アーム94aに取り付けられており、前記回転磁石92bは前記水平フレーム93から前記容器91中に回転自在に懸垂支持された回転軸95に前記容器91の外周に向けて水平方向に取り付けた複数の回転水平アーム95aに取り付けられており、前記固定水平アーム94aと前記回転水平アーム95aは、お互いに接触しないように高さ方向に互い違いに配設され、前記容器91もしくは前記水平フレーム93のいずれかを昇降自在にしている液体フラックス30の製造装置90である。
【0081】
液体フラックスの製造装置30は、特開2011−098367号広報「溶接肉盛り用フラックスと溶接肉盛法」、特開2011−088180号広報「溶接用フラックスと溶接方法」、特開2010−100441号広報「液体フラックスの製造方法と製造装置及び液体フラックス」特開2009−297782号広報「液体フラックスの製造方法及びその装置」、特開2009−233741号広報「液体フラックス気化装置」、特開2009−090368号広報「ガス切断用気化フラックス」などの発明で開示された製造装置がある。本発明による液体フラックス製造装置30はこれらの液体フラックス製造装置の発明をもとにさらに発展させたものである。
【0082】
磁石92(92a、92b)にはアルニコ磁石、フェライト磁石、ネオジム磁石、サマリウムコバルト磁石などがあるがネオジ磁石のように強い磁界を示すものが好ましい。容器全体に30000ガウス以上の磁界をかけることができるように磁石92の数や大きさや種類を選択するのがよい。
【0083】
固定磁石92aと回転磁石92bが交差する時の起電力が大きくなるように、磁石92は面積の広い面が回転方向に対して平行になるように配設するのがよい。即ち固定磁石92aと回転磁石92bの向かい合う面が広くなるようにするのがよい。このことにより固定水平アーム94aと回転水平アーム95aの段数を多くとれるので固定水平アーム94aと回転水平アーム95aに載置する磁石92の個数を増やせることになり溶媒や溶質に付加する磁界が大きくなり溶解速度が向上する。また、回転水平アーム95aの回転抵抗が小さくなり動力が小さくて済む。固定磁石92aと回転磁石92bの間隔は5〜30mmがよい。望ましくは10〜20mmである。回転軸95の回転数は溶質の種類や溶解時間の設定によって異なるが10〜200rpmがよい。モーター96は可変速式のものが適している。回転軸95の回転方法はモーター96をカップリング96aで直結してもよいしベルトや減速機を介して連結してもよい。容器91や水平フレーム93を昇降する場合は電動シリンダ97や油圧シリンダなどを使用できる。電動シリンダを保護するためにカバー97aを設けた方がよい。容器91の材質は非磁性体で腐食しにくい材質が望ましく、ガラス、プラスチックなどの樹脂類、ステンレス、チタンなどを使用できる。磁石92の個数を増やすには固定水平アーム94aと回転水平アーム95aの段数を増加するほうほうがあるが、固定水平アーム94aと回転水平アーム95aの回転方向の本数を増やしたり、回転水平アーム94aと固定水平アーム95aの面積を増やしたりして磁石92の取り付け面積を増やす方法がある。
【0084】
従来の液体フラックス30の製造装置90は磁石92やモーター96などが容器91に直接固定されていた。この方法では容器91ごとに磁石92や回転装置が必要となり設備コストが高くなったり、液体フラックス30製造後容器91の移し替えをしなければならなかったりするなどの作業手間がかかっていた。本発明では磁石92やモーター96は容器91とは独立した水平フレーム93に載置することにしているので1台の製造装置90で複数の容器91に対応でき、作業効率の向上や製造コストの低減が図れる。
【0085】
第6の解決手段は特許請求項5及び図4、図5に示すように、前記水平フレーム93に超音波発振器98を高さ方向調整可能に懸垂支持している液体フラックス30の製造装置90である。
【0086】
超音波発振器98は液体フラックス製造装置90の容器91上方から液体フラックス30に接触せしめて加振する。液体フラックス30の液面は液体フラックス30の種類や製造量によって異なるので、液体フラックス30の液面に対して超音波発信器98が適切に接触するように調整可能となっている。超音波発振器98の高さ調整はサポート98aを昇降させ、ボルト98bで固定する。液体フラックス30の容器91と分離して水平フレーム93に取り付けることにより1台の超音波発振器98で複数の容器91に対応可能である。
【0087】
第7の解決手段を特許請求項7及び図6、図7に基づいて説明する。前記気化装置50は気化容器51と該気化容器51に前記シールドガスを供給する給気管52と生成した前記気化フラックスを取り出す排気管53及び複数の磁石54を配設してなる前記気化装置50であり、前記磁石54は前記気化容器52内での前記気化フラックスの流れ方向に対して横断する方向に配設されており、前記気化装置50の前記磁石54は多孔板55もしくは金網55で形成される磁石充填体56に充填され、該磁石充填体56が前記容器51内に単層もしくは複層に配設されている気化装置50である。
【0088】
シールドガスは給気管52から供給され、吹き込み口50aから気化容器51に吹き込まれる。吹き込まれたシールドガスは気化容器51に充填された液体フラックス30を撹拌し、液体フラックス30を気化して気化フラックスを生成する。従って、気化フラックスはシールドガスと液体フラックスが気化した気化ガスが混合したものである。気化フラックスは気化容器51に充填された磁石54間の隙間54aを通過して帯電しながら排気管53の方に上昇して排気管53から溶接トーチ40に向けて送り出される。磁石は54気化フラックスとの接触効率を高めるために気化フラックスの流れを横断するように配設されているので、気化フラックスは必ず磁石54を横切ることになり効率的に帯電することができる。気化フラックスの帯電効率を高めるために、気化容器51内に充填された液体フラックス30をあらかじめ磁石54と接触させておくとよい。液体フラックス30は補給口57から補給される。給気管52、排気管53、補給口57などの出入り口にはバルブ57aなどを設けてシールドガス、気化フラックス、液体フラックスの漏洩を防止する手段を適宜とるようにする。吹き込み口50aは余った液体フラックス30の排出や気化容器51内を洗浄した時の廃液の排出にも使用される。
【0089】
本発明者は特開2009−233741号広報「液体フラックス気化装置」において液体フラックス中に、アセチレンやプロパンなどの燃焼ガスを吹き込んで、前記液体フラックスを気化せしめて、気化フラックスを生成する液体フラックス気化装置において、周りに複数の回転筒用ネオジ磁石が配設してある回転筒を設け、該回転筒を毎分60〜200回、回転させながら前記気化フラックスを通過せしめて、該気化フラックスを取り出す液体フラックス気化装置を発明した。また、特開2011−088180号広報「溶接用フラックスと溶接法」において、気化装置に充填した前記液体フラックスにシールドガスを吹き込んで、液体フラックスを気化させて溶接トーチに導いて溶接する方法を発明した。また、特開2010−200494号広報「蝋付け用フラックス及び蝋付け法」において、液体フラックスを気化装置に充填し、該気化装置にアルゴン(Ar)や窒素(N)などの不活性ガスを吹き込んで液体フラックスを気化せしめて気化フラックスとして、蝋付け部に吹き付けながら蝋付けする蝋付け方法を発明した。また、特願2010−206271号広報「フィンチューブの製造方法」において、フィンとチューブを高周波抵抗溶接してフィンチューブを製造する方法において、気化装置に液体フラックスを充填し、気化装置に気体を吹き込んで液体フラックスを気化せしめて気化フラックスを生成し、該気化フラックスを溶接部に吹き付けながら前記フィンと前記チューブを溶接するフィンチューブ製造方法を発明した。
【0090】
従来の気化装置50においては気化装置50に取り付けた磁石54は気化容器52の側壁や気化フラックスの流れに平行に配設した軸に取り付けてあるので、気化フラックスの流れに平行に配設されることになり、磁石54と気化フラックスの接触率が低く帯電効果が小さかった。気化フラックスの流れを横断するように磁石54を配設することで、磁石54と気化フラックスの接触効率を向上させた。気化フラックスの帯電効果を大きくすることにより気化フラックスが溶接トーチ40に到達する前に気化フラックスが配管内に析出するという問題が解消できた。また、気化装置50と溶接トーチ40までの距離が長い場合途中に磁石を充填した中継器(図示せず)を設ける場合があるが、中継器に配設する磁石も気化フラックスを横断するように配設することで帯電効果を高めることができるので中継器の個数を低減できる。
【0091】
多孔板55や金網55はSUS、チタン、樹脂などが適している。多孔板55の貫通孔55a径や金網55の網目55aの大きさは磁石54を保持できればよい。磁石54は厚み3〜10mm、直径5〜30mm程度の平板を単層もしくは複層に積層してもよいがランダムに充填してもよい。気化容器51の液体フラックスから気化した気化フラックスが排気管53に向かう流れを阻害しない程度に充填するのがよい。複数の磁石54を充填しているので磁石54全体の表面積が広くなり、磁石54と気化フラックスの接触機会が増大するので気化フラックスの帯電効果が向上する。
【0092】
図6において、破線で囲まれた部分が充填体56である。充填体56への磁石54の充填の仕方は図6のように磁石54の厚み方向を揃えて積層してもよいしランダムに積層してもよい。いずれにしても気化フラックスが磁石54間の隙間54aを通過してしながら効率よく帯電できればよい。図6は充填層56を単層にしているが図7では複層にしている例を示している。充填体は押さえ板51aやスペーサ51bで容器51に固定する。スペーサ51bの数や大きさを変えることにより充填体の層数や間隔を調整できる。
【0093】
第8の解決手段は特許請求項8及び図8、図9おいて説明する。前記磁石54は複数の貫通孔54aを有する板状磁石54になっており、該板状磁石54が前記容器51内に単層もしくは複層に配設されている気化装置50である。
【0094】
図8では板状磁石54が気化フラックスの流れを横切る方向に配設され板状磁石54が2段積層されている。下段は貫通孔54aを大きくして液体フラックス30と気化フラックスが混合した状態となっている。液体フラックス30も気化直前まで磁石54に接触しているほうがよい。磁石54は通常粉末を固形状態に圧縮成型して製造するが、磁石54を平板形状に成形して平板に複数の貫通孔54aを設けてその貫通孔54aに気化フラックスを通すことにより帯電効果を向上させるものである。貫通孔54aは1.0〜20mm程度である。1.0より小さいと気化フラックスが経年的に付着して孔詰まりする問題がある。20mmより大きいと帯電効果が低下して十分な帯電効果が得られない。平板状磁石54の厚みは5〜50mmである。5mm以下であると強度低下により割損しやすくなる。50mm以上になると製造コストが上がりすぎ経済的に成り立ちにくくなる。
【0095】
図9では板状磁石54を複数段積層している例を示している。下段の板状磁石は液体フラックスと接触している状態になっている。
【0096】
第9の解決手段は特許請求項9及び図9に示すよう、前記気化装置にヒーターを配設している気化装置である。
【0097】
ヒーター58には例えばフィルムヒーターなどがある。フィルムヒーター(面上発熱体)はステンレス箔を電気抵抗体として、両面をポリエステル樹脂で絶縁した非常に薄いシート状の発熱体である。電気抵抗体をポリエステル樹脂でコーティングしているので耐久性や安全性に優れている。超薄型(0.2mm以下)に成形できるのでわずかなスペースや曲面に取り付けることができる。外気温は季節や使用環境に応じて異なってくる。寒冷地では夏と冬の温度差は60℃以上になるので、溶接性を一定に保つには気化フラックスの気化量を適切に調整する必要がある。気化装置50内の液体フラックス30の温度は20〜50℃が適しているが溶接状態を目視判断しながら温度調節するのがよい。
【符号の説明】
【0098】
10:溶接ワイヤ
11:コイル
12:外皮
13:溶融金属
14:固形フラックス
15:溶融フラックス
20:塗布機
21:タンク保持基部
21a:タンク保持穴
21b:連通孔
21c:底部
21d:Oリング
21e:突起
22:塗布基部
22a:塗布帯
22a:ストレートゾーン
22b:コーンゾーン
23:流量調整弁(ニードルバルブ)
23a:ニードル
23b:ネジ
24:ワイヤ供給プラグ
24a:案内貫通孔
24b:コーン部
25:ワイヤ送給ガイド
25a:送給貫通孔
26:シールキャップ
26a:サポート
26b:シール玉
26c:伸縮体
26d:排出口
27:タンク
27a:エア取り入れ口
30:液体フラックス
31:液体フラックス(薄膜フラックス)
40:溶接トーチ
50:気化装置
50a:吹き込み口
51:気化容器
51a:押さえ板
51b:スペーサ
52:給気管
53:排気管
54:磁石
54a:隙間
55:多孔板、金網
55a:径、網目
57:補給口
57a:バルブ
58:ヒーター
60:シールドガスタンク
61:シールドガス管
70:電源装置
71:ケーブル
80:溶接母材
90:製造装置
91:容器
92:磁石
92a:固定磁石
92b:回転磁石
93:水平フレーム
94:懸垂アーム
94a:固定水平アーム
95:回転軸
95a:回転水平アーム
96:モーター
96a:カップリング
97:電動シリンダ
97a:カバー
98:超音波発振器
98a:サポート
98b:ボルト
【特許請求の範囲】
【請求項1】
半自動アーク溶接法において、磁石を配設した容器からなる液体フラックスの製造装置でアルコールやアセトンの溶媒を回転しながら電解質を溶解させて生成した液体フラックスを、溶接ワイヤに塗布機にて塗布して溶接することを特徴とする半自動アーク溶接法。
【請求項2】
前記半自動アーク溶接法において、前記液体フラックスを前記溶接ワイヤに前記塗布機にて塗布して溶接するとともに、前記液体フラックスを気化装置に充填し、該気化装置にシールドガスを吹き込んで気化せしめた気化フラックスを溶接部分に吹き付けながら溶接することを特徴とする請求項1記載の半自動アーク溶接法。
【請求項3】
前記塗布機は、前記溶接ワイヤに前記液体フラックスを塗布する塗布帯を設けた塗布基部と前記液体フラックスを充填したタンクを着脱自在に取り付けるタンク保持基部からなり、前記タンクにはエア取り入れ口が設けられており、前記塗布基部には前記溶接ワイヤを前記塗布帯に案内するための案内貫通孔を有するワイヤ供給プラグと前記液体フラックスを塗布した前記溶接ワイヤを前記溶接トーチに送りだす送給貫通孔を有するワイヤ送給ガイドを配設し、前記タンク保持基部には前記タンクを取り付けるためのタンク保持穴が設けられ、前記タンクは排出孔を有するシールキャップにねじ込まれ、該シールキャップは前記タンク保持穴にシールされた状態で挿入保持され、該タンク保持穴の底部には前記塗布帯に前記液体フラックスを導く連通孔が設けられ、該連通孔の途中にニードルバルブを設け前記液体フラックスの流量を調整可能にしたことを特徴とする請求項1又は請求項2記載の塗布機。
【請求項4】
前記塗布機の前記シールキャップにはシール玉が内包され、該シール玉は前記シールキャップの底部に設けたサポートと伸縮体で前記排出口に押し付けられており、前記シールキャップを前記タンク保持穴に挿入すると、前記保持穴の底部に設けた突起に前記シール玉が押し上げられ前記シール玉が前記排出口から後退する機構を有することを特徴とする請求項1又は請求項2又は請求項3記載の塗布機。
【請求項5】
前記液体フラックスの前記製造装置は前記容器の内側に磁石を配設し、アルコールやアセトンの溶媒を回転しながら電解質を溶解させて前記液体フラックスを製造する前記製造装置であり、前記磁石は固定磁石と回転磁石からなり、前記固定磁石は前記容器の上部に配設した水平フレームから前記容器中に懸垂固定された複数の懸垂アームと該懸垂アームに前記容器の中心部に向けて水平に取り付けられた複数の固定水平アームに取り付けられており、前記回転磁石は前記固定フレームから前記容器中に回転自在に懸垂支持された回転軸に前記容器の外周に向けて水平方向に取り付けた複数の回転水平アームに取り付けられており、前記固定水平アームと前記回転水平アームは、お互いに接触しないように高さ方向に互い違いに配設され、前記容器もしくは前記水平フレームのいずれかを昇降自在にしていることを特徴とする請求項1又は請求項2記載の液体フラックスの製造装置。
【請求項6】
前記水平フレームには超音波発振器を高さ方向調整可能に懸垂支持していることを特徴とする請求項1又は請求項2又は請求項5記載の液体フラックスの製造装置。
【請求項7】
前記気化装置は気化容器と該気化容器に前記シールドガスを供給する給気管と生成した前記気化フラックスを取り出す排気管及び複数の磁石を配設してなる前記気化装置であり、前記磁石は前記気化容器内での前記気化フラックスの流れ方向に対して横断する方向に配設されており、前記気化装置の前記磁石は多孔板もしくは金網で形成される磁石充填体に充填され、該磁石充填体が前記容器内に単層もしくは複層に配設されていることを特徴とする請求項2記載の気化装置。
【請求項8】
前記気化装置は気化容器と該気化容器に前記シールドガスを供給する給気管と生成した前記気化フラックスを取り出す排気管及び複数の磁石を配設してなる前記気化装置であり、前記磁石は前記気化容器内での前記気化フラックスの流れ方向に対して横断する方向に配設されており、前記気化装置の前記磁石は複数の貫通孔を有する板状磁石になっており、該板状磁石が前記容器内に単層もしくは複層に配設されていることを特徴とする請求項2又は請求項7記載の気化装置。
【請求項9】
前記気化装置にヒーターを配設していることを特徴とする請求項2又は請求項7又は請求項8記載の気化装置。
【請求項1】
半自動アーク溶接法において、磁石を配設した容器からなる液体フラックスの製造装置でアルコールやアセトンの溶媒を回転しながら電解質を溶解させて生成した液体フラックスを、溶接ワイヤに塗布機にて塗布して溶接することを特徴とする半自動アーク溶接法。
【請求項2】
前記半自動アーク溶接法において、前記液体フラックスを前記溶接ワイヤに前記塗布機にて塗布して溶接するとともに、前記液体フラックスを気化装置に充填し、該気化装置にシールドガスを吹き込んで気化せしめた気化フラックスを溶接部分に吹き付けながら溶接することを特徴とする請求項1記載の半自動アーク溶接法。
【請求項3】
前記塗布機は、前記溶接ワイヤに前記液体フラックスを塗布する塗布帯を設けた塗布基部と前記液体フラックスを充填したタンクを着脱自在に取り付けるタンク保持基部からなり、前記タンクにはエア取り入れ口が設けられており、前記塗布基部には前記溶接ワイヤを前記塗布帯に案内するための案内貫通孔を有するワイヤ供給プラグと前記液体フラックスを塗布した前記溶接ワイヤを前記溶接トーチに送りだす送給貫通孔を有するワイヤ送給ガイドを配設し、前記タンク保持基部には前記タンクを取り付けるためのタンク保持穴が設けられ、前記タンクは排出孔を有するシールキャップにねじ込まれ、該シールキャップは前記タンク保持穴にシールされた状態で挿入保持され、該タンク保持穴の底部には前記塗布帯に前記液体フラックスを導く連通孔が設けられ、該連通孔の途中にニードルバルブを設け前記液体フラックスの流量を調整可能にしたことを特徴とする請求項1又は請求項2記載の塗布機。
【請求項4】
前記塗布機の前記シールキャップにはシール玉が内包され、該シール玉は前記シールキャップの底部に設けたサポートと伸縮体で前記排出口に押し付けられており、前記シールキャップを前記タンク保持穴に挿入すると、前記保持穴の底部に設けた突起に前記シール玉が押し上げられ前記シール玉が前記排出口から後退する機構を有することを特徴とする請求項1又は請求項2又は請求項3記載の塗布機。
【請求項5】
前記液体フラックスの前記製造装置は前記容器の内側に磁石を配設し、アルコールやアセトンの溶媒を回転しながら電解質を溶解させて前記液体フラックスを製造する前記製造装置であり、前記磁石は固定磁石と回転磁石からなり、前記固定磁石は前記容器の上部に配設した水平フレームから前記容器中に懸垂固定された複数の懸垂アームと該懸垂アームに前記容器の中心部に向けて水平に取り付けられた複数の固定水平アームに取り付けられており、前記回転磁石は前記固定フレームから前記容器中に回転自在に懸垂支持された回転軸に前記容器の外周に向けて水平方向に取り付けた複数の回転水平アームに取り付けられており、前記固定水平アームと前記回転水平アームは、お互いに接触しないように高さ方向に互い違いに配設され、前記容器もしくは前記水平フレームのいずれかを昇降自在にしていることを特徴とする請求項1又は請求項2記載の液体フラックスの製造装置。
【請求項6】
前記水平フレームには超音波発振器を高さ方向調整可能に懸垂支持していることを特徴とする請求項1又は請求項2又は請求項5記載の液体フラックスの製造装置。
【請求項7】
前記気化装置は気化容器と該気化容器に前記シールドガスを供給する給気管と生成した前記気化フラックスを取り出す排気管及び複数の磁石を配設してなる前記気化装置であり、前記磁石は前記気化容器内での前記気化フラックスの流れ方向に対して横断する方向に配設されており、前記気化装置の前記磁石は多孔板もしくは金網で形成される磁石充填体に充填され、該磁石充填体が前記容器内に単層もしくは複層に配設されていることを特徴とする請求項2記載の気化装置。
【請求項8】
前記気化装置は気化容器と該気化容器に前記シールドガスを供給する給気管と生成した前記気化フラックスを取り出す排気管及び複数の磁石を配設してなる前記気化装置であり、前記磁石は前記気化容器内での前記気化フラックスの流れ方向に対して横断する方向に配設されており、前記気化装置の前記磁石は複数の貫通孔を有する板状磁石になっており、該板状磁石が前記容器内に単層もしくは複層に配設されていることを特徴とする請求項2又は請求項7記載の気化装置。
【請求項9】
前記気化装置にヒーターを配設していることを特徴とする請求項2又は請求項7又は請求項8記載の気化装置。
【図1】

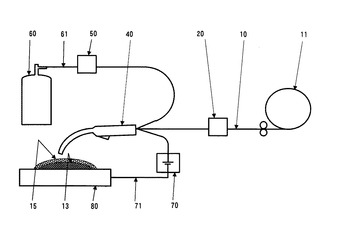
【図2】
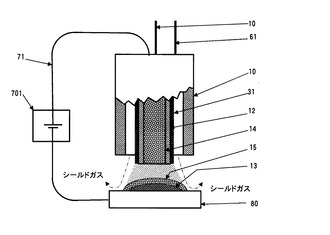
【図3】
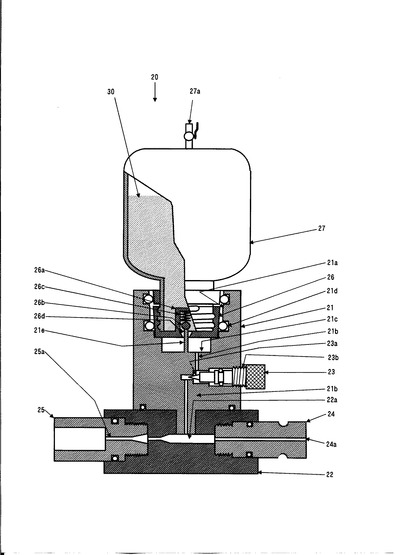
【図4】
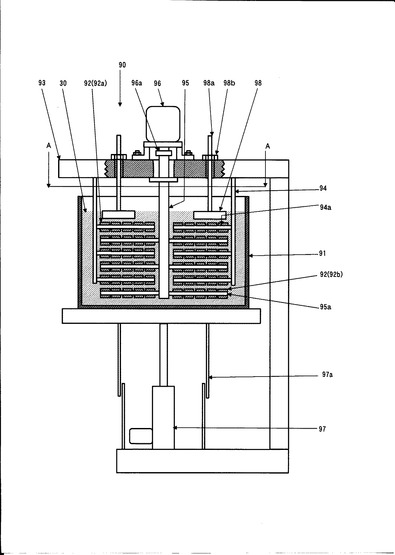
【図5】
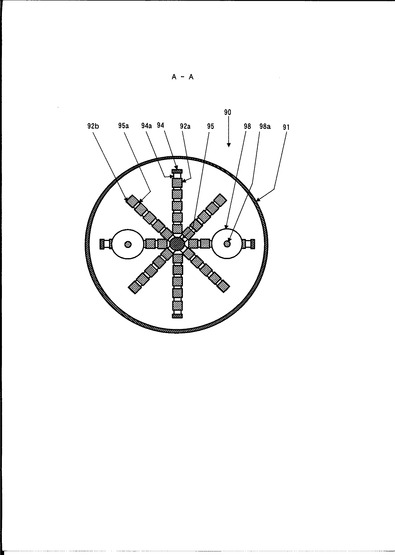
【図6】
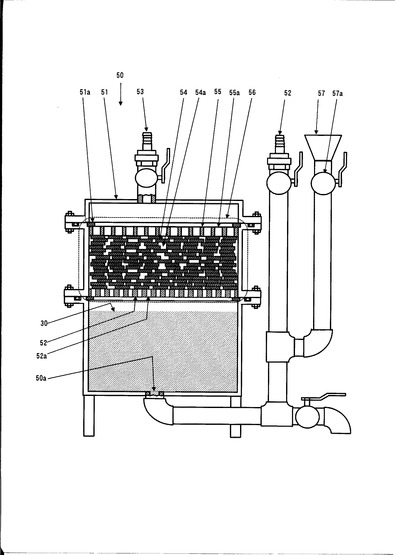
【図7】
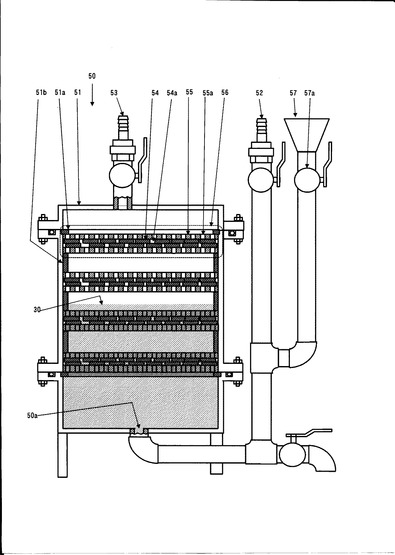
【図8】
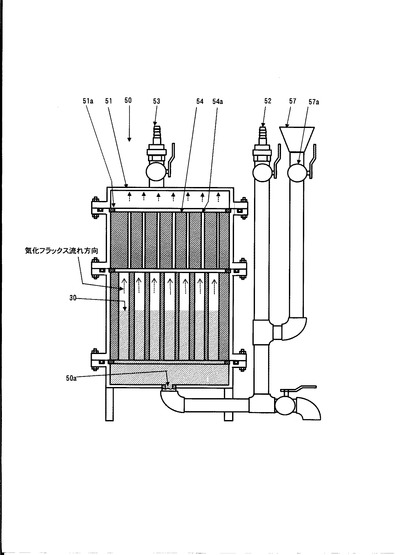
【図9】
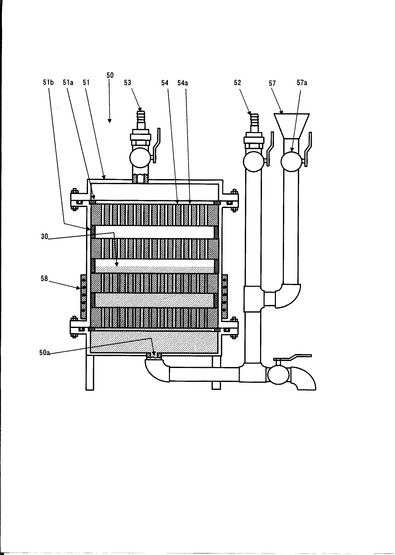
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−103224(P2013−103224A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−246151(P2011−246151)
【出願日】平成23年11月10日(2011.11.10)
【特許番号】特許第5029979号(P5029979)
【特許公報発行日】平成24年9月19日(2012.9.19)
【出願人】(504132962)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月10日(2011.11.10)
【特許番号】特許第5029979号(P5029979)
【特許公報発行日】平成24年9月19日(2012.9.19)
【出願人】(504132962)
【Fターム(参考)】
[ Back to top ]