
半芳香族ポリアミド延伸フィルムの製造方法およびその方法で製造された半芳香族ポリアミド延伸フィルム
【課題】耐熱性、耐湿熱性、耐薬品性、寸法安定性に優れ、厚みなどの外観の均質性に優れた半芳香族ポリアミド延伸フィルムを連続的に生産する方法を提供する。
【解決手段】ポリアミド系樹脂として、テレフタル酸単位を60〜100モル%含有するジカルボン酸単位と、炭素数9の脂肪族アルキレンジアミン単位を60〜100モル%含有するジアミン単位とを含むものを用いる。溶融押出冷却工程における冷却温度を40℃〜120℃とする。二軸延伸工程の予熱温度Tpを(Tg−20)〜(Tg+40)℃とする。Tpと予熱時間tpとが下記式の関係を満たし、延伸温度をTg以上とし、400%/minを超えた延伸歪み速度の条件で延伸する。
1×104×EXP(−0.06×Tp) ≦tp≦ 2×107×EXP(−0.1×Tp)
【解決手段】ポリアミド系樹脂として、テレフタル酸単位を60〜100モル%含有するジカルボン酸単位と、炭素数9の脂肪族アルキレンジアミン単位を60〜100モル%含有するジアミン単位とを含むものを用いる。溶融押出冷却工程における冷却温度を40℃〜120℃とする。二軸延伸工程の予熱温度Tpを(Tg−20)〜(Tg+40)℃とする。Tpと予熱時間tpとが下記式の関係を満たし、延伸温度をTg以上とし、400%/minを超えた延伸歪み速度の条件で延伸する。
1×104×EXP(−0.06×Tp) ≦tp≦ 2×107×EXP(−0.1×Tp)
【発明の詳細な説明】
【技術分野】
【0001】
本発明は半芳香族ポリアミド延伸フィルムの製造方法およびその方法で製造された半芳香族ポリアミド延伸フィルムに関する。
【背景技術】
【0002】
ポリアミドフィルムは、優れた強靭性、耐熱性、耐寒性、印刷特性等を有することから、包装材料あるいは工業材料として使用されている。しかし、年々市場の要求は高度化しており、より高温下あるいは高湿下での耐熱性、耐湿熱性、耐薬品性、寸法安定性などに優れたフィルムが要求されている。
【0003】
このような要求に対し、特許文献1には、テレフタル酸と、炭素数9〜12の脂肪族アルキレンジアミンを主成分とするポリアミドであって、極限粘度、冷結晶化温度とガラス転移温度の差、および密度が特定の範囲にあるポリアミドと、このポリアミドを用いた延伸フィルムとが提案されている。
【0004】
さらに特許文献1には、ポリアミドフィルムの製造方法として、ポリアミドを溶融してシート状に押し出し、これをガラス転移温度(Tg)以下に冷却された冷却ロール上で急冷して冷却固化することや、延伸温度を(Tg+5℃)〜80℃とすることが開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−186141号公報(特に、請求項1、0025、0026)
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に開示されている製造方法では、実験室レベルでのフィルムの製造は可能であるが、厚みや外観の均質性に優れた延伸フィルムを、連続的に安定して生産することは困難である。一方、半芳香族ポリアミドとして、炭素数9の脂肪族アルキレンジアミン単位を含む半芳香族ポリアミドが知られており、この半芳香族ポリアミドは、特に耐熱性を有するとともに低吸水性であり、しかも吸湿寸法安定性、耐薬品性に優れたものであるが、この半芳香族ポリアミドのうち、1,9−ノナンジアミン単位が多いポリアミドを用いる場合は、特に二軸延伸が困難であり、その二軸延伸フィルムを工業的に製造することについては、未だ成功例が報告されていない。
【0007】
そこで本発明は、耐熱性、耐湿熱性、耐薬品性、寸法安定性に優れ、厚みなどの外観の均質性に優れた半芳香族ポリアミド延伸フィルムを連続的に生産する方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らが半芳香族ポリアミド延伸フィルムの生産技術について鋭意検討したところ、シート状の溶融樹脂を移動冷却体面などを用いて冷却固化する際に、その移動冷却体面などの温度を特定の範囲にすることが必要であることがわかった。また本発明者らは、延伸前の予熱温度および予熱時間と、延伸温度および延伸の歪み速度とがある関係を満たさないとフィルムを連続して製造することができないことを見出し、本発明を完成するに至った。
【0009】
すなわち本発明者らは、上記の課題を解決するために鋭意研究した結果、特定の樹脂組成のポリアミドを特定の条件で製膜・延伸することにより、上記の目的を満足するフィルムが連続生産できることを初めて見出して、本発明を完成するに至った。
すなわち、本発明の要旨は、以下の通りである。
【0010】
(a)ポリアミド系樹脂をシート状に溶融押出し冷却することにより未延伸シートを得る溶融押出冷却工程と、未延伸シートを縦方向および横方法に二軸延伸する二軸延伸工程とを含んでおり、
前記ポリアミド系樹脂として、テレフタル酸単位を60〜100モル%含有するジカルボン酸単位と、炭素数9の脂肪族アルキレンジアミン単位を60〜100モル%含有するジアミン単位とを含むポリアミド系樹脂を用い、
前記ポリアミド系樹脂の溶融押出冷却工程における冷却温度を40℃〜120℃とし、
前記二軸延伸工程の予熱温度Tpを、Tgをガラス転移温度として(Tg−20)〜(Tg+40)℃とし、Tpと予熱時間tpとが下記の(1)式の関係を満たし、延伸温度をTg以上とし、400%/minを超えた延伸歪み速度で延伸することを特徴とする半芳香族ポリアミド延伸フィルムの製造方法。
1×104×EXP(−0.06×Tp) ≦tp≦ 2×107×EXP(−0.1×Tp) (1)
【0011】
(b)ポリアミド系樹脂として、テレフタル酸単位を60〜100モル%含有するジカルボン酸単位を含むとともに、1,9−ノナンジアミン単位と必要に応じて2−メチル−1,8−オクタンジアミン単位とを合計で60〜100モル%含有するジアミン単位を含み、かつ1,9−ノナンジアミン単位と2−メチル−1,8−オクタンジアミン単位とのモル比が(1,9−ノナンジアミン単位):(2−メチル−1,8−オクタンジアミン単位)=50:50〜100:0であるポリアミド系樹脂を用いることを特徴とする(a)の半芳香族ポリアミド延伸フィルムの製造方法。
【0012】
(c)上記(a)または(b)の半芳香族ポリアミド延伸フィルムの製造方法によって製造された半芳香族ポリアミド延伸フィルムであって、厚みムラが10%以下であることを特徴とする半芳香族ポリアミド延伸フィルム。
【0013】
(d)長さが100m以上のフィルムをロール状に巻き取ったものであることを特徴とする(c)の半芳香族ポリアミド延伸フィルム。
【発明の効果】
【0014】
本発明によれば、従来のポリアミドフィルムと比較して耐熱性、耐湿熱性、耐薬品性、寸法安定性に優れ、厚みや外観の均質な半芳香族ポリアミド延伸フィルムを、連続的に工業生産することができる。このため、当該フィルムを、産業資材、工業材料、家庭用品等の用途に好適に使用することができる。
【図面の簡単な説明】
【0015】
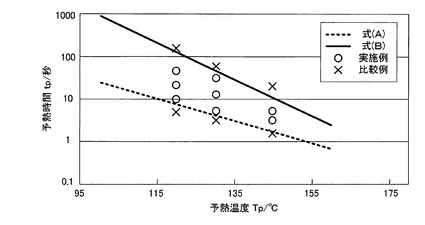
【図1】実施例・比較例における予熱温度Tpと予熱時間tpとを基準として(1)式の関係を表した図である。
【発明を実施するための形態】
【0016】
以下、本発明を詳細に説明する。
本発明の製法により得られるフィルムを構成する半芳香族ポリアミドは、テレフタル酸単位を60〜100モル%含有するジカルボン酸単位と、炭素数9の脂肪族アルキレンジアミン単位を60〜100モル%含有するジアミン単位とを含む。
【0017】
すなわち、半芳香族ポリアミドは、上記のように、ジカルボン酸単位としてテレフタル酸単位を60〜100モル%含有する。好ましくは70〜100モル%、より好ましくは85〜100モル%である。テレフタル酸単位が60モル%未満の場合には、得られるフィルムの耐熱性、低吸水性が低下する。
【0018】
半芳香族ポリアミドは、上記のように、ジアミン単位として、炭素数9の脂肪族アルキレンジアミン単位を60〜100モル%含有する。好ましくは75〜100モル%、より好ましくは90〜100モル%である。炭素数9の脂肪族アルキレンジアミン単位の含有量が60モル%未満の場合には、得られる半芳香族ポリアミド延伸フィルムの耐熱性、低吸水性、耐薬品性が低下する。
【0019】
炭素数9の脂肪族ジアミン単位としては、例えば、直鎖状脂肪族アルキレンジアミンである1,9−ノナンジアミンや、2−メチル−1,8−オクタンジアミン、4−メチル−1,8−オクタンジアミン等の分岐鎖状脂肪族アルキレンジアミンを挙げることができ、これらのうち1種または2種以上を用いることができる。
【0020】
本発明によれば、1,9−ノナンジアミン単位と必要に応じて2−メチル−1,8−オクタンジアミン単位とを合計で60〜100モル%含有するジアミン単位を含み、かつ1,9−ノナンジアミン単位と2−メチル−1,8−オクタンジアミン単位とのモル比が(1,9−ノナンジアミン単位):(2−メチル−1,8−オクタンジアミン単位)=50:50〜100:0であるポリアミド系樹脂を用いることが好ましい。このモル比は、(1,9−ノナンジアミン単位):(2−メチル−1,8−オクタンジアミン単位)=70:30〜100:0であることが、より好ましく、75:25〜95:5であることが特に好ましい。1,9−ノナンジアミン単位および2−メチル−1,8−オクタンジアミン単位を上記の割合で併用することにより、特に耐熱性、低吸水性に優れたフィルムが得られる。市販されているこのような半芳香族ポリアミドとしては、クラレ社製のジェネスタ(商品名)が挙げられる。
【0021】
本発明の目的を損なわない範囲で、上述した以外のポリアミド原料を併用することもできる。併用することができるポリアミド原料としては、例えばε−カプロラクタム、ζ−エナントラクタム、η−カプリルラクタム、ω−ラウロラクタムなどのラクタム類や;1,4−ブタンジアミン、1,5−ペンタンジアミン、1,6−ヘキサンジアミン、1,7−ヘプタンジアミン、1,8−オクタンジアミン、1,10−デカンジアミン、1,11−ウンデカンジアミン、1,12−ドデカンジアミン等の直鎖状脂肪族アルキレンジアミンや;4−メチル−1,8−オクタンアミン、5−メチル−1,9−ノナンジアミン等の分岐鎖状脂肪族アルキレンジアミンや;イソホロンジアミン、ノルボルナンジメチルアミン、トリシクロデカンジメチルアミン等の脂環式ジアミンや;フェニレンジアミンなどの芳香族ジアミン類や;シュウ酸、マロン酸、コハク酸、グルタル酸、アジピン酸、セバシン酸、ドデカン二酸、テトラデカン二酸、オクタデカン二酸などの脂肪族ジカルボン酸や;1,4−ナフタレンジカルボン酸、イソフタル酸などの芳香族ジカルボン酸などを挙げることができる。
【0022】
ポリアミド原料および組成の選択の目安としては、得られる半芳香族ポリアミドの融点がおよそ250℃〜350℃の範囲になるようにすることが好ましい。融点が250℃未満では耐熱性が不十分であり、350℃を越えると加工温度が高くなり、ポリマーが熱分解を起こす。
【0023】
本発明の製造方法で用いる半芳香族ポリアミドは、濃硫酸中において30℃で測定した極限粘度[η]が、0.8〜2.0dl/gの範囲内にあることが好ましく、0.9〜1.8dl/gの範囲内にあることがより好ましい。ポリアミドの極限粘度[η]が上記範囲内であれば、フィルムへの成形性に優れると共に、力学的特性、耐熱性等に優れた半芳香族ポリアミド延伸フィルムが得られる。
【0024】
本発明の製造方法で用いる半芳香族ポリアミドは、その分子鎖の末端基の10モル%以上が末端封止剤により封止されていることが好ましい。より好ましくは40モル%以上、特に好ましくは70モル%以上である。末端封止率が10モル%以上であれば、半芳香族ポリアミドの溶融成形時の粘度変化が小さく、得られる半芳香族ポリアミド延伸フィルムの外観、耐熱水性等の物性が優れる。
【0025】
そのための末端封止剤としては、ポリアミド末端のアミノ基またはカルボキシル基と反応性を有する単官能性の化合物であれば特に制限はなく、モノカルボン酸、モノアミン、無水フタル酸等の酸無水物、モノイソシアネート、モノ酸ハロゲン化物、モノエステル類、モノアルコール類等を用いることができる。なかでも、反応性および封止末端の安定性等の点からモノカルボン酸またはモノアミンが好ましく、取扱いの容易さ等の点からモノカルボン酸がより好ましく、反応性、封止末端の安定性、価格等の点から、酢酸、プロピオン酸、酪酸、吉草酸、カプロン酸、カプリル酸、ラウリン酸、トリデシル酸、ミリスチン酸、パルミチン酸、ステアリン酸、安息香酸が好ましい。
【0026】
本発明の製造方法で得られる半芳香族ポリアミド延伸フィルムには、その諸特性をより向上させるために、フィルムとしての諸特性を犠牲にしない範囲内で、必要に応じて滑剤、チタンなどの顔料、染料などの着色剤、着色防止剤、熱安定剤、ヒンダードフェノール、リン酸エステルや亜リン酸エステルなどの酸化防止剤、ベンゾトリアゾール系化合物などの耐候性改良剤、臭素系やリン系の難燃剤、可塑剤、離型剤、タルクなどの強化剤などの、改質剤、帯電防止剤、紫外線吸収剤、防曇剤、各種ポリマー樹脂等を添加することができる。
【0027】
本発明の製造方法で得られる半芳香族ポリアミド延伸フィルムには、微粒子を添加剤として含有させて、その滑り性を良好なものとすることが好ましい。そのための微粒子としては、たとえばシリカ、アルミナ、二酸化チタン、炭酸カルシウム、カオリン、硫酸バリウム等の無機粒子を挙げることができる。また、有機系微粒子として、たとえばアクリル系樹脂粒子、メラミン樹脂粒子、シリコーン樹脂粒子、架橋ポリスチレン粒子などを挙げることができる。微粒子の平均粒径は、0.05〜5.0μmの範囲内で、摩擦特性、光学特性、その他のフィルムに対する要求特性に応じて選択することができる。
【0028】
上記の添加剤の配合方法として、各種の方法を用いることができる。その代表的な方法として、下記のような方法を挙げることができる。
(ア)半芳香族ポリアミドの重合時に添加する方法
(イ)半芳香族ポリアミドに直接添加し、溶融混練したペレットを準備するマスターバッチ法
(ウ)シート製膜時に半芳香族ポリアミドに直接添加し、押出機で溶融混練する方法
(エ)シート製膜時に押出機に直接添加し、溶融混練する方法
【0029】
本発明の製造方法で得られる半芳香族ポリアミド延伸フィルムの原料は、バージン原料同士を混合したものであってもよいし、また、半芳香族ポリアミド延伸フィルムを製造する際に生成する規格外のフィルムや、耳トリムとして発生するスクラップ混合物や、該スクラップ混合物にバージン原料を加えて調製したものであってもよい。これらの混合は、公知の装置でドライブレンドする方法、一軸又は二軸の押出機を用いて溶融混練し混合する練り込み法等の公知の方法で行うことができる。
【0030】
半芳香族ポリアミド延伸フィルムには、フィルム表面の接着性を良好にするために、コロナ処理、プラズマ処理、酸処理、火炎処理、コーティング処理等を施したりすることも可能である。
【0031】
半芳香族ポリアミドフィルムの表面に、易接着、帯電防止、離型性、ガスバリア性などの機能を付与するために、各種コーティング剤を塗布することも可能である。コーティングは、延伸後のフィルムに施すことも、延伸前のフィルムに施すことも可能であり、あるいは延伸機の直前でコートし、かつ延伸機の予熱区間で乾燥、皮膜形成させることも可能である。
【0032】
次に、本発明の半芳香族ポリアミド延伸フィルムの製造方法の詳細について説明する。本発明の方法によれば、長さ100m以上のフィルムを連続的に生産することができる。半芳香族ポリアミド延伸フィルムは、枚葉にすることもできるが、各種用途への利用に際しての生産性の点からフィルムロールの形態にすることが好ましい。
【0033】
本発明の製造方法によれば、前記の半芳香族ポリアミドやこれに添加剤を配合したものを押出機で溶融押出し、TダイやIダイなどのフラットダイからポリマーメルトをシート状に吐出し、冷却ロールやスチールベルトなどの移動冷却体の冷却面に接触させて冷却することにより未延伸シートを得る。この時、押出温度は半芳香族ポリアミドの融点(Tm)以上370℃以下であることが好ましい。押出温度が融点以下になると粘度が上昇して押し出しできなくなる恐れがあり、370℃を超えると、半芳香族ポリアミドが分解してしまう恐れがある。
【0034】
移動冷却体の温度は40℃〜120℃であることが必要で、45℃〜90℃であることがより好ましく、45℃〜60℃であることがさらに好ましい。通常、ポリアミドは、結晶化速度が速く、徐冷すると結晶が成長して延伸が困難になるため、冷却効率を高めることと移動冷却体への水滴の結露を抑制することを両立させるため、室温近傍に急冷することが常道である。
【0035】
移動冷却体の温度が120℃を超える場合は、溶融ポリマーが移動冷却体上で適度な硬さを発現するまでの時間が長くなって、移動冷却体から外れにくくなる。その結果、たとえば移動冷却体がロールである場合には、破断してロールヘの巻き付きが生じたり、破断しなくてもフィルムがロールから外れるときの勢いで脈打ちが生じたりする。また未延伸シート中に大きさのバラついた結晶が生成して、延伸ムラが発生したり延伸が困難になったりする。
【0036】
また、本発明の製造方法で用いる半芳香族ポリアミドは、40℃未満の移動冷却体で急冷すると、それによって、溶融ポリマーにおける移動冷却体(冷却ロール)に未だ接触していない部分が硬くなり、その硬くなった部分は移動冷却体(冷却ロール)に密着しなくなる。結果として、未延伸フィルムは、移動冷却体に密着する部分と密着しない部分が現れ、安定して操業できなくなる。また、その後の延伸工程で破断、あるいは、不均一な延伸が起こる。これは、結晶化速度が速いという樹脂特性に加えて、ガラス転移温度(Tg)が高く、さらに、低温領域では弾性率が高く硬い樹脂特性が、移動冷却体との均一な密着を妨げ、局部的な冷却速度ムラを生じていることが原因していると考えられる。
【0037】
ポリマーメルトを均一に冷却固化してシートを得るために、ポリマーメルトを移動冷却体に密着させて冷却固化するための方法として、エアーナイフキャスト法、静電印加法、バキュームチャンバ法等の方法を使用することができる。
【0038】
得られた未延伸シートは、通常、厚みが10μmから3mm程度であり、そのままでも低吸水性、耐薬品性等の優れた特性を有しているが、0.5μm〜1.5mm程度の厚みまで二軸延伸することにより、低吸水性、耐薬品性、耐熱性、力学強度が更に向上する。
【0039】
そのための延伸方法としては、フラット式逐次二軸延伸法、フラット式同時二軸延伸法、チューブラ法等を用いることができる。なかでも、フィルム厚み精度が良く、フィルム巾方向の物性が均一であることから、フラット式同時二軸延伸法が最適である。フラット式同時二軸延伸法のための延伸装置としては、スクリュー式テンター、パンタグラフ式テンター、リニアモーター駆動クリップ式テンターなどを用いることができる。延伸倍率は、最終的に得られる半芳香族ポリアミド延伸フィルムの耐熱性や力学強度が優れるために縦方向(MD方向)および横方向(TD方向)にそれぞれ1.5倍〜10倍の範囲であることが好ましく、2倍〜5倍であることがより好ましい。
【0040】
延伸速度は、MD方向とTD方向の延伸歪み速度がいずれも400%/minを超えていることが必要であり、800%/min以上、12000%/min以下であることが好ましく、1200%/min以上6000%/min以下であることがより好ましい。歪み速度が400%/min以下であると、延伸の途中で結晶が成長して、フィルムが破断する。反対に歪み速度が速すぎると、未延伸シートが変形に追随できなくなって破断する場合がある。
【0041】
未延伸フィルムは延伸前に予熱する必要がある。本発明の半芳香族ポリアミド延伸フィルムを得るためには、予熱温度Tpと予熱時間tpが下記の(1)式の関係を満たし、かつTpが、(Tg−20)〜(Tg+40)℃であることが必要である。Tpは、(Tg−15)〜(Tg+35)℃であることが好ましい。またtpは、1〜60秒が現実的な範囲である。
1×104×EXP(−0.06×Tp) ≦tp≦ 2×107×EXP(−0.1×Tp) (1)
【0042】
予熱温度Tpが(Tg−20)℃未満の場合には、延伸時のフィルム破断が生じやすく、また延伸機にかかる負荷も大きく、設備上のトラブルも生じやすい。また、予熱温度が(Tg+40)℃を超える場合には、延伸ムラやフィルム破断を生じやすい。
【0043】
(1)式の左辺を満たさないときは、フィルムの予熱が不十分な場合であり、フィルムが硬いまま延伸される。このため、フィルムが切れたり、延伸応力が高くなりすぎて装置への負荷が高くなり故障の原因となったりする。
【0044】
(1)式の右辺を満たさないときは、フィルムが過剰に予熱されて、延伸前に結晶化が進む。このため、本来延伸操作によって配向結晶化させたいところ、延伸前に部分的に結晶化が進み、ムラになりやすく破断などの原因となる。
【0045】
延伸温度は、Tg以上の温度であることが必要であり、さらにはTgを超えかつ(Tg+50)℃以下とするのが好ましい。延伸温度がTg未満の場合は、フィルムの破断が生じやすく、安定した製造を行うことができない。反対に(Tg+50)℃を超えると、延伸ムラが生じる場合がある。
【0046】
上記のような延伸を行った後、延伸のためのクリップでフィルムを把持したまま、必要に応じて熱固定処理を行うことが好ましい。好ましい熱固定処理温度は、200℃〜(Tm−5)℃であり、240℃〜(Tm−10)℃であることがより好ましい。さらに、熱固定処理を行った後、フィルムを把持したまま必要に応じて1〜10%の弛緩処理を行うことが好ましく、3〜7%の弛緩処理を行うことがより好ましい。弛緩処理を行うことで、十分な寸法安定性を得ることができるようになる。
【0047】
所望により熱固定処理や弛緩処理を行った後、冷却し、巻き取りロールに巻き取ることで、半芳香族ポリアミド延伸フィルムロールが得られる。得られた半芳香族ポリアミド延伸フィルムロールは、所望の巾にスリットして、再度、半芳香族ポリアミド延伸フィルムロールとすることができる。
【0048】
半芳香族ポリアミド延伸フィルムの厚みも、特に限定するものではない。たとえば、包装用ポリアミド系樹脂フィルムとしては、8〜50μmが好ましく、10〜30μmがさらに好ましい。ただし、本発明の半芳香族ポリアミド延伸フィルムにおいては、後述のようにして求められる厚みムラRが10%以下であることが必要である。好ましくは8%以下、より好ましくは6%以下である。厚みムラRが10%を超えると、加工時のフィルムのたるみやシワの原因、コート不良やラミネート不良の原因、最終製品の品質不良の原因となる。
【0049】
このようにして得られた本発明の半芳香族ポリアミド延伸フィルムポリアミドフィルムは、必要に応じて、表面にコート層や蒸着層を設けたり、他種ポリマー等と積層したり、紙、金属箔、織布、不織布、木材等と積層したり、印刷したりして使用することができる。
【0050】
コート層を形成する塗料の例としては、ガスバリア用塗料(ポリビニルアルコール水溶液、ポリ塩化ビニリデンなど)、易接着用塗料(ウレタン系、エステル系、オレフィン系などの分散体)、帯電防止用塗料(界面活性剤系、導電性高分子系、カーボン系、金属酸化物系など)、紫外線吸収用塗料(HALS系、酸化亜鉛系など)、ハードコート用塗料(アクリル系、シランカップリング剤系など)、離型用塗料(シリコーン系、オレフィン系など)が挙げられる。
【0051】
蒸着層の例としては、アルミナ、シリカなどの無機物層やメラミンなどの有機物層が挙げられる。
【0052】
積層するポリマーの例としては、高密度ポリエチレン、中密度ポリエチレン、低密度ポリエチレン、直鎖状低密度ポリエチレン、超高分子量ポリエチレン、ポリプロピレン、エチレン/プロピレン共重合体(EPR)、エチレン/ブテン共重合体(EBR)、エチレン/酢酸ビニル共重合体(EVA)、エチレン/酢酸ビニル共重合体鹸化物(EVOH)、エチレン/アクリル酸共重合体(EAA)、エチレン/メタクリル酸共重合体(EMAA)、エチレン/アクリル酸メチル共重合体(EMA)、エチレン/メタクリル酸メチル共重合体(EMMA)、エチレン/アクリル酸エチル共重合体(EEA)等のポリオレフィン系樹脂;アクリル酸、メタクリル酸、マレイン酸、フマル酸、イタコン酸、クロトン酸、メサコン酸、シトラコン酸、グルタコン酸、シス−4−シクロヘキセン−1,2−ジカルボン酸、エンドビシクロ−[2.2.1]−5−ヘプテン−2,3−ジカルボン酸等のカルボキシル基含有不飽和化合物及びその金属塩(Na、Zn、K、Ca、Mg);無水マレイン酸、無水イタコン酸、無水シトラコン酸、エンドビシクロ−[2.2.1]−5−ヘプテン−2,3ジカルボン酸無水物等の酸無水物基含有不飽和化合物;アクリル酸グリシジル、メタクリル酸グリシジル、エタクリル酸グリシジル、イタコン酸グリシジル、シトラコン酸グリシジル等の、エポキシ基含有不飽和化合物などにより、カルボキシル基またはその金属塩、酸無水物基、エポキシ基等の官能基が導入された、上記ポリオレフィン系樹脂;ポリブチレンテレフタレート、ポリエチレンテレフタレート、ポリエチレンイソフタレート、PET/PEI共重合体、ポリアリレート、ポリブチレンナフタレート、ポリエチレンナフタレート、液晶ポリエステル等のポリエステル系樹脂;ポリアセタール、ポリフェニレンオキシド等のポリエーテル系樹脂;ポリサルホン、ポリエーテルスルホン等のポリサルホン系樹脂;ポリフェニレンスルフィド、ポリチオエーテルサルホン等のポリチオエーテル系樹脂;ポリエーテルエーテルケトン、ポリアリルエーテルケトン等のポリケトン系樹脂;ポリアクリロニトリル、ポリメタクリロニトリル、アクリロニトリル/スチレン共重合体、メタクリロニトリル/スチレン共重合体、アクリロニトリル/ブタジエン/スチレン共重合体(ABS)、メタクリロニトリル/スチレン/ブタジエン共重合体(MBS)等のポリニトリル系樹脂;ポリメタクリル酸メチル、ポリメタクリル酸エチル等のポリメタクリレート系樹脂;ポリ酢酸ビニル等のポリビニルエステル系樹脂;ポリ塩化ビニリデン、ポリ塩化ビニル、塩化ビニル/塩化ビニリデン共重合体、塩化ビニリデン/メチルアクリレート共重合体等のポリ塩化ビニル系樹脂;酢酸セルロース、酪酸セルロース等のセルロース系樹脂;ポリカーボネート等のポリカーボネート系樹脂;熱可塑性ポリイミド、ポリアミドイミド、ポリエーテルイミド等のポリイミド系樹脂;ポリフッ化ビニリデン、ポリフッ化ビニル、エチレン/テトラフルオロエチレン共重合体(ETFE)、ポリクロロトリフルオロエチレン(PCTFE)、エチレン/クロロトリフルオロエチレン共重合体(ECTFE)、テトラフルオロエチレン/ヘキサフルオロプロピレン共重合体(TFE/HFP,FEP)、テトラフルオロエチレン/ヘキサフルオロプロピレン/フッ化ビニリデン共重合体(TFE/HFP/VDF,THV)、テトラフルオロエチレン/フルオロ(アルキルビニルエーテル)共重合体(PFA)等のフッ素系樹脂;熱可塑性ポリウレタン系樹脂;ポリウレタンエラストマー、ポリエステルエラストマー、ポリアミドエラストマー等が挙げられる。
【実施例】
【0053】
以下、実施例により、本発明を具体的に説明する。
以下の実施例・比較例における各種物性の評価方法は、下記のとおりとした。なお、特に記載がない限りは、いずれの測定も、温度20℃、湿度65%の環境下で行った。
【0054】
<評価方法>
1.半芳香族ポリアミドの極限粘度[η]
濃硫酸中、30℃にて、0.05、0.1、0.2、0.4g/dlの各濃度の試料の固有粘度(ηinh )を以下の式から求め、これを濃度0に外挿した値を極限粘度[η]とした。
ηinh =[ln(t1/t0)]/c
〔式中、ηinh は固有粘度(dl/g)、t0は溶媒の流下時間(秒)、t1は試料溶液の流下時間(秒)、cは溶液中の試料の濃度(g/dl)を表す。〕
【0055】
2.半芳香族ポリアミドの融点(Tm)、ガラス転移温度(Tg)
DSC装置(パーキンエルマー社製 DSC7)を用い、後述の参考例1〜参考例3の半芳香族ポリアミドを、窒素雰囲気下で20℃から350℃まで+10℃/分で昇温させ5分間保持した(1st Scan)後、350℃から20℃まで100℃/分で冷却して5分間保持した。さらに20℃から350℃まで+10℃/分で再昇温させた過程(2nd Scan)でのガラス転移温度を、半芳香族ポリアミドのTgとした。同様に、2nd Scanで観測される結晶融解ピークのピークトップ温度をTmとした。
【0056】
3.半芳香族ポリアミド延伸フィルムの厚みムラ
HEIDENHAIN社製の厚み計「MT12B」を用いてフィルムの厚みを測定した。厚みムラRは、フィルムの全幅方向の中心部と両端部の厚みを、ロール状のフィルムの任意の位置において、長手方向に1m毎に10回測定して得られる30点の計測値の最大値をLmax、最小値をLmin、平均値をLaとしたときに、
R=(Lmax−Lmin)/2La×100
で表した。なお、両端部とは、幅方向に沿ったフィルムの両末端から中心に向かって全幅の10%の距離の位置のことをいう。
【0057】
4.延伸歪み速度
以下の式を採用して計算した。
α:延伸倍率。縦延伸については、α=V0/VI
横延伸については、α=W0/WI
VI:予熱供給部速度[m/min]
V0:延伸出口速度[m/min]
V:平均延伸速度[m/min]=(VI+V0)/2
WI:予熱供給部入口におけるフィルムの幅[m]
W0:延伸機出口におけるフィルムの幅[m]
L:延伸部距離[m]
延伸歪み速度=(α−1)×100×V/L
【0058】
参考例1(半芳香族ポリアミドの製造)
テレフタル酸(TA)3289質量部、1,9−ノナンジアミン(NMDA)2533質量部、2−メチル−1,8−オクタンジアミン(MODA)633質量部、安息香酸(BA)48.9質量部、次亜リン酸ナトリウム一水和物6.5質量部(前記のポリアミド原料4者の合計に対して0.1質量%)および蒸留水2200質量部を反応釜に入れ、窒素置換した。これらの割合は、TA/BA/NMDA/MODA=99/2/80/20(モル比)となった。そして100℃で30分間攪拌した後、2時間かけて内部温度を210℃に昇温した。この時、反応釜は2.12MPa(22kg/cm2)まで昇圧した。そのまま1時間反応を続けた後、230℃に昇温し、その後2時間、230℃に温度を保ち、水蒸気を徐々に抜いて圧力を2.12MPa(22kg/cm2)に保ちながら反応させた。次に、30分かけて圧力を0.98MPa(10kg/cm2)まで下げ、さらに1時間反応させて、極限粘度が0.30dl/gのプレポリマーを得た。これを100℃の温度で減圧下で12時間乾燥した後、2mm以下の大きさまで粉砕した。次いで、これを温度230℃、圧力13.3Pa(0.1mmHg)の条件下で10時間固相重合して、融点290℃、極限粘度1.25dl/gの白色の半芳香族ポリアミドを得た。これを二軸押出機(日本製鋼所社製「TEX44C」)に供給し、シリンダー温度320℃の条件下で溶融混練して押し出し、冷却、切断して、ペレット状の半芳香族ポリアミドを製造した。
【0059】
製造された半芳香族ポリアミドの融点、ガラス転移温度、極限粘度を表1に示す。
参考例2、参考例3(半芳香族ポリアミドの製造)
テレフタル酸、1,9−ノナンジアミン、2−メチル−1,8−オクタンジアミンを、表1に示した割合でそれぞれ用い、参考例1と同様の方法にて半芳香族ポリアミドを製造した。
【0060】
参考例2、3の半芳香族ポリアミドの融点、ガラス転移温度、極限粘度を表1に示す。
【0061】
【表1】

【0062】
実施例1
参考例1(R1)の半芳香族ポリアミドを、シリンダー温度を295℃(前段)、320℃(中段)および320℃(後段)にした65mm単軸押出機に投入して溶融し、320℃にしたTダイよりシート状に押し出し、循環オイル温度を50℃に設定した冷却ロール上に、静電印加法により押し付けて密着させて冷却し、厚さ240μmの実質的に無配向の未延伸フィルムを得た。
【0063】
なお、冷却ロールは、表面にセラミック(Al2O3)を0.15mm厚に被覆したものを用いた。また、ロール表面とフィルムとが接触する点よりも上流側にカーボンブラシを2つ並べて冷却ロールに接触させ、カーボンブラシのホルダーを接地することにより、セラミック被覆層の表面を除電した。電極には、直径0.2mmのタングステン線を用い、300W(15kV×20mA)の直流高圧発生装置で6.5kVの電圧を印加した。
【0064】
次に、この未延伸フィルムの両端をクリップで把持しながら、入口幅193mm、出口幅605mmのテンター方式同時二軸延伸機(日立製作所社製)に導いて、予熱部温度120℃、延伸部温度130℃、縦延伸歪み速度2400%/min、横延伸歪み速度2760%/min、縦方向延伸倍率3.0倍、横方向延伸倍率3.3倍で同時二軸延伸した。そして、同テンター内で250℃で熱固定を行い、フィルムの幅方向に5%の弛緩処理を施した後、均一に除冷し、フィルム両端をクリップから解放し、耳部をトリミングして、幅0.5mで長さ500mを巻き取り、厚さ25μmの、二軸延伸された半芳香族ポリアミド延伸フィルムを得た。フィルム巻取速度は18m/分であった。得られた半芳香族ポリアミド延伸フィルムは、切断もなく操業性は安定しており、厚みムラが10%以下と均質性に優れ、ヘイズが1.5%と透明で外観も良好であった。
【0065】
実施例1の半芳香族ポリアミド延伸フィルムの評価結果を表2、3に示す。
【0066】
【表2】
【0067】
【表3】
【0068】
実施例2〜8
実施例1と比べて、冷却ロール温度、延伸歪み速度、予熱温度、延伸温度、熱固定温度などのフィルム製造条件を表3のように変更した。それ以外は実施例1と同様にして、フィルムを製造した。それぞれのフィルムの製造条件と得られた半芳香族ポリアミド延伸フィルムの特性とを表3に示す。
【0069】
実施例1〜8は、いずれも本発明の製造方法によるものであったたため、半芳香族ポリアミドを用いて良好にフィルムを延伸処理することができ、得られた延伸フィルムは厚みムラの少ないものであった。
【0070】
比較例1〜6
実施例1と比べて、製造条件を表3のように変更した。それ以外は実施例1と同様にして、フィルムを製造しようとした。
【0071】
そうしたところ、比較例1は、(1)式の左辺の条件を満たさなかったため、予熱時間延伸機の延伸区間の途中で破断し、延伸フィルムを得ることができなかった。比較例2は、(1)式の右辺の条件を満たさず、また延伸歪み速度が低すぎたため、延伸機の延伸区間の初期の時点で破断し、延伸フィルムを得ることができなかった。比較例3は、比較例1と同様に(1)式の左辺の条件を満たさなかったため、延伸機の延伸区間の初期の時点で破断し、延伸フィルムを得ることができなかった。比較例4は、延伸フィルムを得ることはできたが、比較例2と同様に(1)式の右辺の条件を満たさず、また延伸歪み速度が低すぎたため、延伸ムラが大きかった。比較例5は、比較例1と同様に(1)式の左辺の条件を満たさなかったため、延伸機の延伸区間の初期の時点で破断し、延伸フィルムを得ることができなかった。比較例6は、比較例2と同様に(1)式の右辺の条件を満たさなかったため、延伸機の延伸区間の初期の時点で破断し、延伸フィルムを得ることができなかった。
比較例1〜6の結果を表3に示す。
【0072】
図1は、横軸に予熱温度Tpをとり、縦軸に予熱時間tpをとって、実施例1〜8、比較例1〜6のデータをプロットしたグラフである。図中、実線は(1)式の左辺(表2における「式A」)の値を示し、破線は(1)式の右辺(表2における「式B」)の値を示す。すなわち、図1は、予熱温度Tpと予熱時間tpとが変化したときにおいて、「式A」の実線と「式B」の破線との間の領域の予熱温度Tpと予熱時間tpとで処理することで、本発明の条件を満足して所期の結果が得られることを表すとともに、この領域を外れた値の予熱温度Tpや予熱時間tpで処理すると、本発明の条件を満足せず所期の結果が得られないことを表している。
【0073】
実施例9〜16、比較例7〜12
実施例1〜8、比較例1〜6と比べて、使用した樹脂を参考例2(R2)の樹脂に変更した。それ以外は、実施例1〜8、比較例1〜6と同様とした。
【0074】
それらの結果を表4に示す。これら実施例9〜16、比較例7〜12は、上記のように実施例1〜8、比較例1〜6と比べて使用した樹脂が相違するものであったが、実施例1〜8、比較例1〜6と同様の結果を示した。
【0075】
【表4】
【0076】
実施例17〜24、比較例13〜18
実施例1〜8、比較例1〜6と比べて、使用した樹脂を参考例3(R3)の樹脂に変更した。それ以外は、実施例1〜8、比較例1〜6と同様とした。
【0077】
それらの結果を表5に示す。これら実施例17〜24、比較例13〜18は、上記のように実施例1〜8、比較例1〜6と比べて使用した樹脂が相違するものであったが、実施例1〜8、比較例1〜6と同様の結果を示した。
【0078】
【表5】
【0079】
実施例25
実施例1と同じ条件で、長さ10000mの連続延伸を行い、フィルムを巻き取った。そうしたところ、操業性、外観ともに良好で、問題なく半芳香族ポリアミド延伸フィルムロールを得ることができた。このフィルムの厚みムラRは、4.7%であった。
【0080】
実施例26
実施例1と比べて、Tダイより押し出したシート状溶融物を冷却ロールに押し付ける方法をエアナイフ法に変え、また表面被覆が硬質クロムメッキの冷却ロールを用いた。それ以外は実施例1と同じ条件で、長さ10000mの連続延伸を行い、フィルムを巻き取った。エアナイフ装置は、リップ間隔1mm、エアー圧4kPaで使用した。そうしたところ、操業性、外観ともに良好で、問題なく半芳香族ポリアミド延伸フィルムロールを得ることができた。このフィルムの厚みムラRは、4.2%であった。
【0081】
実施例27〜30
実施例1と比べて、冷却ロール温度、延伸歪み速度、予熱温度、延伸温度、熱固定温度などのフィルム製造条件を表6のように変更した。それ以外は実施例1と同様にして、フィルムを製造した。それぞれのフィルムの製造条件と得られた半芳香族ポリアミド延伸フィルムの特性とを表6に示す。
【0082】
【表6】
【0083】
比較例19
実施例1と比べて、循環オイルの温度を35℃に設定した冷却ロールを用いた。それ以外は実施例1と同様にして、未延伸フィルムの作製を試みた。ところが、溶融ポリマーにおける冷却ロールに未だ接触していない部分が硬くなって、その部分が冷却ロールに密着しなかった。そのため、未延伸フィルムに、移動冷却体である冷却ロールに密着する部分と密着しない部分とが現れて、安定して操業できなかった。その結果、延伸工程には進めなかった。
【0084】
比較例20
実施例1と比べて、循環オイルの温度を125℃に設定した冷却ロールを用いた。それ以外は実施例1と同様にして、未延伸フィルムの作製を試みた。ところが、未延伸フィルムが冷却ロールから剥離する際に脈打ちが生じ、安定して操業できなかった。このため、延伸工程には進めなかった。
【0085】
比較例21
実施例3と比べて、二軸延伸工程の予熱温度を95℃に変更した。それ以外は実施例3と同様にして、フィルムの作製を試みた。ところが、延伸時のフィルムの破断が多発し、安定して操業できなかった。
【0086】
比較例22
実施例1と比べて、二軸延伸工程の予熱温度を170℃に変更した。それ以外は実施例1と同様にして、フィルムの作製を試みた。ところが、延伸時のフィルムの破断が多発し、安定して操業できなかった。
【産業上の利用可能性】
【0087】
本発明のポリアミドフィルムは、機械特性、フレキシブル性、接着性に優れ、従来のポリアミドフィルムに比較して耐熱性、耐湿熱性、耐薬品性、低吸水性に優れている。このため、医薬品包装材料;レトルト食品などの食品包装材料;半導体パッケージ用等の電子部品包装材料;モーター、トランス、ケーブル等のための電気絶縁材料;コンデンサ用途等の誘電体材料;カセットテープ、デジタルデータストレージ向けデータ保存用磁気テープ、ビデオテープ等の磁気テープ用材料;太陽電池基板、液晶板、導電性フィルム、表示機器などの保護板;LED実装基板、フレキシブルプリント配線板、フレキシブルフラットケーブル等の電子基板材料;FPC用カバーレイフィルム、耐熱マスキング用テープ、工業用工程テープ等の耐熱粘着テープ;耐熱バーコードラベル;耐熱リフレクター;各種離型フィルム;耐熱粘着ベースフィルム;写真フィルム;成形用材料;農業用材料;医療用材料;土木、建築用材料;濾過膜等;家庭用、産業資材用のフィルムなどとして、好適に使用することができる。
【技術分野】
【0001】
本発明は半芳香族ポリアミド延伸フィルムの製造方法およびその方法で製造された半芳香族ポリアミド延伸フィルムに関する。
【背景技術】
【0002】
ポリアミドフィルムは、優れた強靭性、耐熱性、耐寒性、印刷特性等を有することから、包装材料あるいは工業材料として使用されている。しかし、年々市場の要求は高度化しており、より高温下あるいは高湿下での耐熱性、耐湿熱性、耐薬品性、寸法安定性などに優れたフィルムが要求されている。
【0003】
このような要求に対し、特許文献1には、テレフタル酸と、炭素数9〜12の脂肪族アルキレンジアミンを主成分とするポリアミドであって、極限粘度、冷結晶化温度とガラス転移温度の差、および密度が特定の範囲にあるポリアミドと、このポリアミドを用いた延伸フィルムとが提案されている。
【0004】
さらに特許文献1には、ポリアミドフィルムの製造方法として、ポリアミドを溶融してシート状に押し出し、これをガラス転移温度(Tg)以下に冷却された冷却ロール上で急冷して冷却固化することや、延伸温度を(Tg+5℃)〜80℃とすることが開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−186141号公報(特に、請求項1、0025、0026)
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に開示されている製造方法では、実験室レベルでのフィルムの製造は可能であるが、厚みや外観の均質性に優れた延伸フィルムを、連続的に安定して生産することは困難である。一方、半芳香族ポリアミドとして、炭素数9の脂肪族アルキレンジアミン単位を含む半芳香族ポリアミドが知られており、この半芳香族ポリアミドは、特に耐熱性を有するとともに低吸水性であり、しかも吸湿寸法安定性、耐薬品性に優れたものであるが、この半芳香族ポリアミドのうち、1,9−ノナンジアミン単位が多いポリアミドを用いる場合は、特に二軸延伸が困難であり、その二軸延伸フィルムを工業的に製造することについては、未だ成功例が報告されていない。
【0007】
そこで本発明は、耐熱性、耐湿熱性、耐薬品性、寸法安定性に優れ、厚みなどの外観の均質性に優れた半芳香族ポリアミド延伸フィルムを連続的に生産する方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らが半芳香族ポリアミド延伸フィルムの生産技術について鋭意検討したところ、シート状の溶融樹脂を移動冷却体面などを用いて冷却固化する際に、その移動冷却体面などの温度を特定の範囲にすることが必要であることがわかった。また本発明者らは、延伸前の予熱温度および予熱時間と、延伸温度および延伸の歪み速度とがある関係を満たさないとフィルムを連続して製造することができないことを見出し、本発明を完成するに至った。
【0009】
すなわち本発明者らは、上記の課題を解決するために鋭意研究した結果、特定の樹脂組成のポリアミドを特定の条件で製膜・延伸することにより、上記の目的を満足するフィルムが連続生産できることを初めて見出して、本発明を完成するに至った。
すなわち、本発明の要旨は、以下の通りである。
【0010】
(a)ポリアミド系樹脂をシート状に溶融押出し冷却することにより未延伸シートを得る溶融押出冷却工程と、未延伸シートを縦方向および横方法に二軸延伸する二軸延伸工程とを含んでおり、
前記ポリアミド系樹脂として、テレフタル酸単位を60〜100モル%含有するジカルボン酸単位と、炭素数9の脂肪族アルキレンジアミン単位を60〜100モル%含有するジアミン単位とを含むポリアミド系樹脂を用い、
前記ポリアミド系樹脂の溶融押出冷却工程における冷却温度を40℃〜120℃とし、
前記二軸延伸工程の予熱温度Tpを、Tgをガラス転移温度として(Tg−20)〜(Tg+40)℃とし、Tpと予熱時間tpとが下記の(1)式の関係を満たし、延伸温度をTg以上とし、400%/minを超えた延伸歪み速度で延伸することを特徴とする半芳香族ポリアミド延伸フィルムの製造方法。
1×104×EXP(−0.06×Tp) ≦tp≦ 2×107×EXP(−0.1×Tp) (1)
【0011】
(b)ポリアミド系樹脂として、テレフタル酸単位を60〜100モル%含有するジカルボン酸単位を含むとともに、1,9−ノナンジアミン単位と必要に応じて2−メチル−1,8−オクタンジアミン単位とを合計で60〜100モル%含有するジアミン単位を含み、かつ1,9−ノナンジアミン単位と2−メチル−1,8−オクタンジアミン単位とのモル比が(1,9−ノナンジアミン単位):(2−メチル−1,8−オクタンジアミン単位)=50:50〜100:0であるポリアミド系樹脂を用いることを特徴とする(a)の半芳香族ポリアミド延伸フィルムの製造方法。
【0012】
(c)上記(a)または(b)の半芳香族ポリアミド延伸フィルムの製造方法によって製造された半芳香族ポリアミド延伸フィルムであって、厚みムラが10%以下であることを特徴とする半芳香族ポリアミド延伸フィルム。
【0013】
(d)長さが100m以上のフィルムをロール状に巻き取ったものであることを特徴とする(c)の半芳香族ポリアミド延伸フィルム。
【発明の効果】
【0014】
本発明によれば、従来のポリアミドフィルムと比較して耐熱性、耐湿熱性、耐薬品性、寸法安定性に優れ、厚みや外観の均質な半芳香族ポリアミド延伸フィルムを、連続的に工業生産することができる。このため、当該フィルムを、産業資材、工業材料、家庭用品等の用途に好適に使用することができる。
【図面の簡単な説明】
【0015】
【図1】実施例・比較例における予熱温度Tpと予熱時間tpとを基準として(1)式の関係を表した図である。
【発明を実施するための形態】
【0016】
以下、本発明を詳細に説明する。
本発明の製法により得られるフィルムを構成する半芳香族ポリアミドは、テレフタル酸単位を60〜100モル%含有するジカルボン酸単位と、炭素数9の脂肪族アルキレンジアミン単位を60〜100モル%含有するジアミン単位とを含む。
【0017】
すなわち、半芳香族ポリアミドは、上記のように、ジカルボン酸単位としてテレフタル酸単位を60〜100モル%含有する。好ましくは70〜100モル%、より好ましくは85〜100モル%である。テレフタル酸単位が60モル%未満の場合には、得られるフィルムの耐熱性、低吸水性が低下する。
【0018】
半芳香族ポリアミドは、上記のように、ジアミン単位として、炭素数9の脂肪族アルキレンジアミン単位を60〜100モル%含有する。好ましくは75〜100モル%、より好ましくは90〜100モル%である。炭素数9の脂肪族アルキレンジアミン単位の含有量が60モル%未満の場合には、得られる半芳香族ポリアミド延伸フィルムの耐熱性、低吸水性、耐薬品性が低下する。
【0019】
炭素数9の脂肪族ジアミン単位としては、例えば、直鎖状脂肪族アルキレンジアミンである1,9−ノナンジアミンや、2−メチル−1,8−オクタンジアミン、4−メチル−1,8−オクタンジアミン等の分岐鎖状脂肪族アルキレンジアミンを挙げることができ、これらのうち1種または2種以上を用いることができる。
【0020】
本発明によれば、1,9−ノナンジアミン単位と必要に応じて2−メチル−1,8−オクタンジアミン単位とを合計で60〜100モル%含有するジアミン単位を含み、かつ1,9−ノナンジアミン単位と2−メチル−1,8−オクタンジアミン単位とのモル比が(1,9−ノナンジアミン単位):(2−メチル−1,8−オクタンジアミン単位)=50:50〜100:0であるポリアミド系樹脂を用いることが好ましい。このモル比は、(1,9−ノナンジアミン単位):(2−メチル−1,8−オクタンジアミン単位)=70:30〜100:0であることが、より好ましく、75:25〜95:5であることが特に好ましい。1,9−ノナンジアミン単位および2−メチル−1,8−オクタンジアミン単位を上記の割合で併用することにより、特に耐熱性、低吸水性に優れたフィルムが得られる。市販されているこのような半芳香族ポリアミドとしては、クラレ社製のジェネスタ(商品名)が挙げられる。
【0021】
本発明の目的を損なわない範囲で、上述した以外のポリアミド原料を併用することもできる。併用することができるポリアミド原料としては、例えばε−カプロラクタム、ζ−エナントラクタム、η−カプリルラクタム、ω−ラウロラクタムなどのラクタム類や;1,4−ブタンジアミン、1,5−ペンタンジアミン、1,6−ヘキサンジアミン、1,7−ヘプタンジアミン、1,8−オクタンジアミン、1,10−デカンジアミン、1,11−ウンデカンジアミン、1,12−ドデカンジアミン等の直鎖状脂肪族アルキレンジアミンや;4−メチル−1,8−オクタンアミン、5−メチル−1,9−ノナンジアミン等の分岐鎖状脂肪族アルキレンジアミンや;イソホロンジアミン、ノルボルナンジメチルアミン、トリシクロデカンジメチルアミン等の脂環式ジアミンや;フェニレンジアミンなどの芳香族ジアミン類や;シュウ酸、マロン酸、コハク酸、グルタル酸、アジピン酸、セバシン酸、ドデカン二酸、テトラデカン二酸、オクタデカン二酸などの脂肪族ジカルボン酸や;1,4−ナフタレンジカルボン酸、イソフタル酸などの芳香族ジカルボン酸などを挙げることができる。
【0022】
ポリアミド原料および組成の選択の目安としては、得られる半芳香族ポリアミドの融点がおよそ250℃〜350℃の範囲になるようにすることが好ましい。融点が250℃未満では耐熱性が不十分であり、350℃を越えると加工温度が高くなり、ポリマーが熱分解を起こす。
【0023】
本発明の製造方法で用いる半芳香族ポリアミドは、濃硫酸中において30℃で測定した極限粘度[η]が、0.8〜2.0dl/gの範囲内にあることが好ましく、0.9〜1.8dl/gの範囲内にあることがより好ましい。ポリアミドの極限粘度[η]が上記範囲内であれば、フィルムへの成形性に優れると共に、力学的特性、耐熱性等に優れた半芳香族ポリアミド延伸フィルムが得られる。
【0024】
本発明の製造方法で用いる半芳香族ポリアミドは、その分子鎖の末端基の10モル%以上が末端封止剤により封止されていることが好ましい。より好ましくは40モル%以上、特に好ましくは70モル%以上である。末端封止率が10モル%以上であれば、半芳香族ポリアミドの溶融成形時の粘度変化が小さく、得られる半芳香族ポリアミド延伸フィルムの外観、耐熱水性等の物性が優れる。
【0025】
そのための末端封止剤としては、ポリアミド末端のアミノ基またはカルボキシル基と反応性を有する単官能性の化合物であれば特に制限はなく、モノカルボン酸、モノアミン、無水フタル酸等の酸無水物、モノイソシアネート、モノ酸ハロゲン化物、モノエステル類、モノアルコール類等を用いることができる。なかでも、反応性および封止末端の安定性等の点からモノカルボン酸またはモノアミンが好ましく、取扱いの容易さ等の点からモノカルボン酸がより好ましく、反応性、封止末端の安定性、価格等の点から、酢酸、プロピオン酸、酪酸、吉草酸、カプロン酸、カプリル酸、ラウリン酸、トリデシル酸、ミリスチン酸、パルミチン酸、ステアリン酸、安息香酸が好ましい。
【0026】
本発明の製造方法で得られる半芳香族ポリアミド延伸フィルムには、その諸特性をより向上させるために、フィルムとしての諸特性を犠牲にしない範囲内で、必要に応じて滑剤、チタンなどの顔料、染料などの着色剤、着色防止剤、熱安定剤、ヒンダードフェノール、リン酸エステルや亜リン酸エステルなどの酸化防止剤、ベンゾトリアゾール系化合物などの耐候性改良剤、臭素系やリン系の難燃剤、可塑剤、離型剤、タルクなどの強化剤などの、改質剤、帯電防止剤、紫外線吸収剤、防曇剤、各種ポリマー樹脂等を添加することができる。
【0027】
本発明の製造方法で得られる半芳香族ポリアミド延伸フィルムには、微粒子を添加剤として含有させて、その滑り性を良好なものとすることが好ましい。そのための微粒子としては、たとえばシリカ、アルミナ、二酸化チタン、炭酸カルシウム、カオリン、硫酸バリウム等の無機粒子を挙げることができる。また、有機系微粒子として、たとえばアクリル系樹脂粒子、メラミン樹脂粒子、シリコーン樹脂粒子、架橋ポリスチレン粒子などを挙げることができる。微粒子の平均粒径は、0.05〜5.0μmの範囲内で、摩擦特性、光学特性、その他のフィルムに対する要求特性に応じて選択することができる。
【0028】
上記の添加剤の配合方法として、各種の方法を用いることができる。その代表的な方法として、下記のような方法を挙げることができる。
(ア)半芳香族ポリアミドの重合時に添加する方法
(イ)半芳香族ポリアミドに直接添加し、溶融混練したペレットを準備するマスターバッチ法
(ウ)シート製膜時に半芳香族ポリアミドに直接添加し、押出機で溶融混練する方法
(エ)シート製膜時に押出機に直接添加し、溶融混練する方法
【0029】
本発明の製造方法で得られる半芳香族ポリアミド延伸フィルムの原料は、バージン原料同士を混合したものであってもよいし、また、半芳香族ポリアミド延伸フィルムを製造する際に生成する規格外のフィルムや、耳トリムとして発生するスクラップ混合物や、該スクラップ混合物にバージン原料を加えて調製したものであってもよい。これらの混合は、公知の装置でドライブレンドする方法、一軸又は二軸の押出機を用いて溶融混練し混合する練り込み法等の公知の方法で行うことができる。
【0030】
半芳香族ポリアミド延伸フィルムには、フィルム表面の接着性を良好にするために、コロナ処理、プラズマ処理、酸処理、火炎処理、コーティング処理等を施したりすることも可能である。
【0031】
半芳香族ポリアミドフィルムの表面に、易接着、帯電防止、離型性、ガスバリア性などの機能を付与するために、各種コーティング剤を塗布することも可能である。コーティングは、延伸後のフィルムに施すことも、延伸前のフィルムに施すことも可能であり、あるいは延伸機の直前でコートし、かつ延伸機の予熱区間で乾燥、皮膜形成させることも可能である。
【0032】
次に、本発明の半芳香族ポリアミド延伸フィルムの製造方法の詳細について説明する。本発明の方法によれば、長さ100m以上のフィルムを連続的に生産することができる。半芳香族ポリアミド延伸フィルムは、枚葉にすることもできるが、各種用途への利用に際しての生産性の点からフィルムロールの形態にすることが好ましい。
【0033】
本発明の製造方法によれば、前記の半芳香族ポリアミドやこれに添加剤を配合したものを押出機で溶融押出し、TダイやIダイなどのフラットダイからポリマーメルトをシート状に吐出し、冷却ロールやスチールベルトなどの移動冷却体の冷却面に接触させて冷却することにより未延伸シートを得る。この時、押出温度は半芳香族ポリアミドの融点(Tm)以上370℃以下であることが好ましい。押出温度が融点以下になると粘度が上昇して押し出しできなくなる恐れがあり、370℃を超えると、半芳香族ポリアミドが分解してしまう恐れがある。
【0034】
移動冷却体の温度は40℃〜120℃であることが必要で、45℃〜90℃であることがより好ましく、45℃〜60℃であることがさらに好ましい。通常、ポリアミドは、結晶化速度が速く、徐冷すると結晶が成長して延伸が困難になるため、冷却効率を高めることと移動冷却体への水滴の結露を抑制することを両立させるため、室温近傍に急冷することが常道である。
【0035】
移動冷却体の温度が120℃を超える場合は、溶融ポリマーが移動冷却体上で適度な硬さを発現するまでの時間が長くなって、移動冷却体から外れにくくなる。その結果、たとえば移動冷却体がロールである場合には、破断してロールヘの巻き付きが生じたり、破断しなくてもフィルムがロールから外れるときの勢いで脈打ちが生じたりする。また未延伸シート中に大きさのバラついた結晶が生成して、延伸ムラが発生したり延伸が困難になったりする。
【0036】
また、本発明の製造方法で用いる半芳香族ポリアミドは、40℃未満の移動冷却体で急冷すると、それによって、溶融ポリマーにおける移動冷却体(冷却ロール)に未だ接触していない部分が硬くなり、その硬くなった部分は移動冷却体(冷却ロール)に密着しなくなる。結果として、未延伸フィルムは、移動冷却体に密着する部分と密着しない部分が現れ、安定して操業できなくなる。また、その後の延伸工程で破断、あるいは、不均一な延伸が起こる。これは、結晶化速度が速いという樹脂特性に加えて、ガラス転移温度(Tg)が高く、さらに、低温領域では弾性率が高く硬い樹脂特性が、移動冷却体との均一な密着を妨げ、局部的な冷却速度ムラを生じていることが原因していると考えられる。
【0037】
ポリマーメルトを均一に冷却固化してシートを得るために、ポリマーメルトを移動冷却体に密着させて冷却固化するための方法として、エアーナイフキャスト法、静電印加法、バキュームチャンバ法等の方法を使用することができる。
【0038】
得られた未延伸シートは、通常、厚みが10μmから3mm程度であり、そのままでも低吸水性、耐薬品性等の優れた特性を有しているが、0.5μm〜1.5mm程度の厚みまで二軸延伸することにより、低吸水性、耐薬品性、耐熱性、力学強度が更に向上する。
【0039】
そのための延伸方法としては、フラット式逐次二軸延伸法、フラット式同時二軸延伸法、チューブラ法等を用いることができる。なかでも、フィルム厚み精度が良く、フィルム巾方向の物性が均一であることから、フラット式同時二軸延伸法が最適である。フラット式同時二軸延伸法のための延伸装置としては、スクリュー式テンター、パンタグラフ式テンター、リニアモーター駆動クリップ式テンターなどを用いることができる。延伸倍率は、最終的に得られる半芳香族ポリアミド延伸フィルムの耐熱性や力学強度が優れるために縦方向(MD方向)および横方向(TD方向)にそれぞれ1.5倍〜10倍の範囲であることが好ましく、2倍〜5倍であることがより好ましい。
【0040】
延伸速度は、MD方向とTD方向の延伸歪み速度がいずれも400%/minを超えていることが必要であり、800%/min以上、12000%/min以下であることが好ましく、1200%/min以上6000%/min以下であることがより好ましい。歪み速度が400%/min以下であると、延伸の途中で結晶が成長して、フィルムが破断する。反対に歪み速度が速すぎると、未延伸シートが変形に追随できなくなって破断する場合がある。
【0041】
未延伸フィルムは延伸前に予熱する必要がある。本発明の半芳香族ポリアミド延伸フィルムを得るためには、予熱温度Tpと予熱時間tpが下記の(1)式の関係を満たし、かつTpが、(Tg−20)〜(Tg+40)℃であることが必要である。Tpは、(Tg−15)〜(Tg+35)℃であることが好ましい。またtpは、1〜60秒が現実的な範囲である。
1×104×EXP(−0.06×Tp) ≦tp≦ 2×107×EXP(−0.1×Tp) (1)
【0042】
予熱温度Tpが(Tg−20)℃未満の場合には、延伸時のフィルム破断が生じやすく、また延伸機にかかる負荷も大きく、設備上のトラブルも生じやすい。また、予熱温度が(Tg+40)℃を超える場合には、延伸ムラやフィルム破断を生じやすい。
【0043】
(1)式の左辺を満たさないときは、フィルムの予熱が不十分な場合であり、フィルムが硬いまま延伸される。このため、フィルムが切れたり、延伸応力が高くなりすぎて装置への負荷が高くなり故障の原因となったりする。
【0044】
(1)式の右辺を満たさないときは、フィルムが過剰に予熱されて、延伸前に結晶化が進む。このため、本来延伸操作によって配向結晶化させたいところ、延伸前に部分的に結晶化が進み、ムラになりやすく破断などの原因となる。
【0045】
延伸温度は、Tg以上の温度であることが必要であり、さらにはTgを超えかつ(Tg+50)℃以下とするのが好ましい。延伸温度がTg未満の場合は、フィルムの破断が生じやすく、安定した製造を行うことができない。反対に(Tg+50)℃を超えると、延伸ムラが生じる場合がある。
【0046】
上記のような延伸を行った後、延伸のためのクリップでフィルムを把持したまま、必要に応じて熱固定処理を行うことが好ましい。好ましい熱固定処理温度は、200℃〜(Tm−5)℃であり、240℃〜(Tm−10)℃であることがより好ましい。さらに、熱固定処理を行った後、フィルムを把持したまま必要に応じて1〜10%の弛緩処理を行うことが好ましく、3〜7%の弛緩処理を行うことがより好ましい。弛緩処理を行うことで、十分な寸法安定性を得ることができるようになる。
【0047】
所望により熱固定処理や弛緩処理を行った後、冷却し、巻き取りロールに巻き取ることで、半芳香族ポリアミド延伸フィルムロールが得られる。得られた半芳香族ポリアミド延伸フィルムロールは、所望の巾にスリットして、再度、半芳香族ポリアミド延伸フィルムロールとすることができる。
【0048】
半芳香族ポリアミド延伸フィルムの厚みも、特に限定するものではない。たとえば、包装用ポリアミド系樹脂フィルムとしては、8〜50μmが好ましく、10〜30μmがさらに好ましい。ただし、本発明の半芳香族ポリアミド延伸フィルムにおいては、後述のようにして求められる厚みムラRが10%以下であることが必要である。好ましくは8%以下、より好ましくは6%以下である。厚みムラRが10%を超えると、加工時のフィルムのたるみやシワの原因、コート不良やラミネート不良の原因、最終製品の品質不良の原因となる。
【0049】
このようにして得られた本発明の半芳香族ポリアミド延伸フィルムポリアミドフィルムは、必要に応じて、表面にコート層や蒸着層を設けたり、他種ポリマー等と積層したり、紙、金属箔、織布、不織布、木材等と積層したり、印刷したりして使用することができる。
【0050】
コート層を形成する塗料の例としては、ガスバリア用塗料(ポリビニルアルコール水溶液、ポリ塩化ビニリデンなど)、易接着用塗料(ウレタン系、エステル系、オレフィン系などの分散体)、帯電防止用塗料(界面活性剤系、導電性高分子系、カーボン系、金属酸化物系など)、紫外線吸収用塗料(HALS系、酸化亜鉛系など)、ハードコート用塗料(アクリル系、シランカップリング剤系など)、離型用塗料(シリコーン系、オレフィン系など)が挙げられる。
【0051】
蒸着層の例としては、アルミナ、シリカなどの無機物層やメラミンなどの有機物層が挙げられる。
【0052】
積層するポリマーの例としては、高密度ポリエチレン、中密度ポリエチレン、低密度ポリエチレン、直鎖状低密度ポリエチレン、超高分子量ポリエチレン、ポリプロピレン、エチレン/プロピレン共重合体(EPR)、エチレン/ブテン共重合体(EBR)、エチレン/酢酸ビニル共重合体(EVA)、エチレン/酢酸ビニル共重合体鹸化物(EVOH)、エチレン/アクリル酸共重合体(EAA)、エチレン/メタクリル酸共重合体(EMAA)、エチレン/アクリル酸メチル共重合体(EMA)、エチレン/メタクリル酸メチル共重合体(EMMA)、エチレン/アクリル酸エチル共重合体(EEA)等のポリオレフィン系樹脂;アクリル酸、メタクリル酸、マレイン酸、フマル酸、イタコン酸、クロトン酸、メサコン酸、シトラコン酸、グルタコン酸、シス−4−シクロヘキセン−1,2−ジカルボン酸、エンドビシクロ−[2.2.1]−5−ヘプテン−2,3−ジカルボン酸等のカルボキシル基含有不飽和化合物及びその金属塩(Na、Zn、K、Ca、Mg);無水マレイン酸、無水イタコン酸、無水シトラコン酸、エンドビシクロ−[2.2.1]−5−ヘプテン−2,3ジカルボン酸無水物等の酸無水物基含有不飽和化合物;アクリル酸グリシジル、メタクリル酸グリシジル、エタクリル酸グリシジル、イタコン酸グリシジル、シトラコン酸グリシジル等の、エポキシ基含有不飽和化合物などにより、カルボキシル基またはその金属塩、酸無水物基、エポキシ基等の官能基が導入された、上記ポリオレフィン系樹脂;ポリブチレンテレフタレート、ポリエチレンテレフタレート、ポリエチレンイソフタレート、PET/PEI共重合体、ポリアリレート、ポリブチレンナフタレート、ポリエチレンナフタレート、液晶ポリエステル等のポリエステル系樹脂;ポリアセタール、ポリフェニレンオキシド等のポリエーテル系樹脂;ポリサルホン、ポリエーテルスルホン等のポリサルホン系樹脂;ポリフェニレンスルフィド、ポリチオエーテルサルホン等のポリチオエーテル系樹脂;ポリエーテルエーテルケトン、ポリアリルエーテルケトン等のポリケトン系樹脂;ポリアクリロニトリル、ポリメタクリロニトリル、アクリロニトリル/スチレン共重合体、メタクリロニトリル/スチレン共重合体、アクリロニトリル/ブタジエン/スチレン共重合体(ABS)、メタクリロニトリル/スチレン/ブタジエン共重合体(MBS)等のポリニトリル系樹脂;ポリメタクリル酸メチル、ポリメタクリル酸エチル等のポリメタクリレート系樹脂;ポリ酢酸ビニル等のポリビニルエステル系樹脂;ポリ塩化ビニリデン、ポリ塩化ビニル、塩化ビニル/塩化ビニリデン共重合体、塩化ビニリデン/メチルアクリレート共重合体等のポリ塩化ビニル系樹脂;酢酸セルロース、酪酸セルロース等のセルロース系樹脂;ポリカーボネート等のポリカーボネート系樹脂;熱可塑性ポリイミド、ポリアミドイミド、ポリエーテルイミド等のポリイミド系樹脂;ポリフッ化ビニリデン、ポリフッ化ビニル、エチレン/テトラフルオロエチレン共重合体(ETFE)、ポリクロロトリフルオロエチレン(PCTFE)、エチレン/クロロトリフルオロエチレン共重合体(ECTFE)、テトラフルオロエチレン/ヘキサフルオロプロピレン共重合体(TFE/HFP,FEP)、テトラフルオロエチレン/ヘキサフルオロプロピレン/フッ化ビニリデン共重合体(TFE/HFP/VDF,THV)、テトラフルオロエチレン/フルオロ(アルキルビニルエーテル)共重合体(PFA)等のフッ素系樹脂;熱可塑性ポリウレタン系樹脂;ポリウレタンエラストマー、ポリエステルエラストマー、ポリアミドエラストマー等が挙げられる。
【実施例】
【0053】
以下、実施例により、本発明を具体的に説明する。
以下の実施例・比較例における各種物性の評価方法は、下記のとおりとした。なお、特に記載がない限りは、いずれの測定も、温度20℃、湿度65%の環境下で行った。
【0054】
<評価方法>
1.半芳香族ポリアミドの極限粘度[η]
濃硫酸中、30℃にて、0.05、0.1、0.2、0.4g/dlの各濃度の試料の固有粘度(ηinh )を以下の式から求め、これを濃度0に外挿した値を極限粘度[η]とした。
ηinh =[ln(t1/t0)]/c
〔式中、ηinh は固有粘度(dl/g)、t0は溶媒の流下時間(秒)、t1は試料溶液の流下時間(秒)、cは溶液中の試料の濃度(g/dl)を表す。〕
【0055】
2.半芳香族ポリアミドの融点(Tm)、ガラス転移温度(Tg)
DSC装置(パーキンエルマー社製 DSC7)を用い、後述の参考例1〜参考例3の半芳香族ポリアミドを、窒素雰囲気下で20℃から350℃まで+10℃/分で昇温させ5分間保持した(1st Scan)後、350℃から20℃まで100℃/分で冷却して5分間保持した。さらに20℃から350℃まで+10℃/分で再昇温させた過程(2nd Scan)でのガラス転移温度を、半芳香族ポリアミドのTgとした。同様に、2nd Scanで観測される結晶融解ピークのピークトップ温度をTmとした。
【0056】
3.半芳香族ポリアミド延伸フィルムの厚みムラ
HEIDENHAIN社製の厚み計「MT12B」を用いてフィルムの厚みを測定した。厚みムラRは、フィルムの全幅方向の中心部と両端部の厚みを、ロール状のフィルムの任意の位置において、長手方向に1m毎に10回測定して得られる30点の計測値の最大値をLmax、最小値をLmin、平均値をLaとしたときに、
R=(Lmax−Lmin)/2La×100
で表した。なお、両端部とは、幅方向に沿ったフィルムの両末端から中心に向かって全幅の10%の距離の位置のことをいう。
【0057】
4.延伸歪み速度
以下の式を採用して計算した。
α:延伸倍率。縦延伸については、α=V0/VI
横延伸については、α=W0/WI
VI:予熱供給部速度[m/min]
V0:延伸出口速度[m/min]
V:平均延伸速度[m/min]=(VI+V0)/2
WI:予熱供給部入口におけるフィルムの幅[m]
W0:延伸機出口におけるフィルムの幅[m]
L:延伸部距離[m]
延伸歪み速度=(α−1)×100×V/L
【0058】
参考例1(半芳香族ポリアミドの製造)
テレフタル酸(TA)3289質量部、1,9−ノナンジアミン(NMDA)2533質量部、2−メチル−1,8−オクタンジアミン(MODA)633質量部、安息香酸(BA)48.9質量部、次亜リン酸ナトリウム一水和物6.5質量部(前記のポリアミド原料4者の合計に対して0.1質量%)および蒸留水2200質量部を反応釜に入れ、窒素置換した。これらの割合は、TA/BA/NMDA/MODA=99/2/80/20(モル比)となった。そして100℃で30分間攪拌した後、2時間かけて内部温度を210℃に昇温した。この時、反応釜は2.12MPa(22kg/cm2)まで昇圧した。そのまま1時間反応を続けた後、230℃に昇温し、その後2時間、230℃に温度を保ち、水蒸気を徐々に抜いて圧力を2.12MPa(22kg/cm2)に保ちながら反応させた。次に、30分かけて圧力を0.98MPa(10kg/cm2)まで下げ、さらに1時間反応させて、極限粘度が0.30dl/gのプレポリマーを得た。これを100℃の温度で減圧下で12時間乾燥した後、2mm以下の大きさまで粉砕した。次いで、これを温度230℃、圧力13.3Pa(0.1mmHg)の条件下で10時間固相重合して、融点290℃、極限粘度1.25dl/gの白色の半芳香族ポリアミドを得た。これを二軸押出機(日本製鋼所社製「TEX44C」)に供給し、シリンダー温度320℃の条件下で溶融混練して押し出し、冷却、切断して、ペレット状の半芳香族ポリアミドを製造した。
【0059】
製造された半芳香族ポリアミドの融点、ガラス転移温度、極限粘度を表1に示す。
参考例2、参考例3(半芳香族ポリアミドの製造)
テレフタル酸、1,9−ノナンジアミン、2−メチル−1,8−オクタンジアミンを、表1に示した割合でそれぞれ用い、参考例1と同様の方法にて半芳香族ポリアミドを製造した。
【0060】
参考例2、3の半芳香族ポリアミドの融点、ガラス転移温度、極限粘度を表1に示す。
【0061】
【表1】
【0062】
実施例1
参考例1(R1)の半芳香族ポリアミドを、シリンダー温度を295℃(前段)、320℃(中段)および320℃(後段)にした65mm単軸押出機に投入して溶融し、320℃にしたTダイよりシート状に押し出し、循環オイル温度を50℃に設定した冷却ロール上に、静電印加法により押し付けて密着させて冷却し、厚さ240μmの実質的に無配向の未延伸フィルムを得た。
【0063】
なお、冷却ロールは、表面にセラミック(Al2O3)を0.15mm厚に被覆したものを用いた。また、ロール表面とフィルムとが接触する点よりも上流側にカーボンブラシを2つ並べて冷却ロールに接触させ、カーボンブラシのホルダーを接地することにより、セラミック被覆層の表面を除電した。電極には、直径0.2mmのタングステン線を用い、300W(15kV×20mA)の直流高圧発生装置で6.5kVの電圧を印加した。
【0064】
次に、この未延伸フィルムの両端をクリップで把持しながら、入口幅193mm、出口幅605mmのテンター方式同時二軸延伸機(日立製作所社製)に導いて、予熱部温度120℃、延伸部温度130℃、縦延伸歪み速度2400%/min、横延伸歪み速度2760%/min、縦方向延伸倍率3.0倍、横方向延伸倍率3.3倍で同時二軸延伸した。そして、同テンター内で250℃で熱固定を行い、フィルムの幅方向に5%の弛緩処理を施した後、均一に除冷し、フィルム両端をクリップから解放し、耳部をトリミングして、幅0.5mで長さ500mを巻き取り、厚さ25μmの、二軸延伸された半芳香族ポリアミド延伸フィルムを得た。フィルム巻取速度は18m/分であった。得られた半芳香族ポリアミド延伸フィルムは、切断もなく操業性は安定しており、厚みムラが10%以下と均質性に優れ、ヘイズが1.5%と透明で外観も良好であった。
【0065】
実施例1の半芳香族ポリアミド延伸フィルムの評価結果を表2、3に示す。
【0066】
【表2】
【0067】
【表3】
【0068】
実施例2〜8
実施例1と比べて、冷却ロール温度、延伸歪み速度、予熱温度、延伸温度、熱固定温度などのフィルム製造条件を表3のように変更した。それ以外は実施例1と同様にして、フィルムを製造した。それぞれのフィルムの製造条件と得られた半芳香族ポリアミド延伸フィルムの特性とを表3に示す。
【0069】
実施例1〜8は、いずれも本発明の製造方法によるものであったたため、半芳香族ポリアミドを用いて良好にフィルムを延伸処理することができ、得られた延伸フィルムは厚みムラの少ないものであった。
【0070】
比較例1〜6
実施例1と比べて、製造条件を表3のように変更した。それ以外は実施例1と同様にして、フィルムを製造しようとした。
【0071】
そうしたところ、比較例1は、(1)式の左辺の条件を満たさなかったため、予熱時間延伸機の延伸区間の途中で破断し、延伸フィルムを得ることができなかった。比較例2は、(1)式の右辺の条件を満たさず、また延伸歪み速度が低すぎたため、延伸機の延伸区間の初期の時点で破断し、延伸フィルムを得ることができなかった。比較例3は、比較例1と同様に(1)式の左辺の条件を満たさなかったため、延伸機の延伸区間の初期の時点で破断し、延伸フィルムを得ることができなかった。比較例4は、延伸フィルムを得ることはできたが、比較例2と同様に(1)式の右辺の条件を満たさず、また延伸歪み速度が低すぎたため、延伸ムラが大きかった。比較例5は、比較例1と同様に(1)式の左辺の条件を満たさなかったため、延伸機の延伸区間の初期の時点で破断し、延伸フィルムを得ることができなかった。比較例6は、比較例2と同様に(1)式の右辺の条件を満たさなかったため、延伸機の延伸区間の初期の時点で破断し、延伸フィルムを得ることができなかった。
比較例1〜6の結果を表3に示す。
【0072】
図1は、横軸に予熱温度Tpをとり、縦軸に予熱時間tpをとって、実施例1〜8、比較例1〜6のデータをプロットしたグラフである。図中、実線は(1)式の左辺(表2における「式A」)の値を示し、破線は(1)式の右辺(表2における「式B」)の値を示す。すなわち、図1は、予熱温度Tpと予熱時間tpとが変化したときにおいて、「式A」の実線と「式B」の破線との間の領域の予熱温度Tpと予熱時間tpとで処理することで、本発明の条件を満足して所期の結果が得られることを表すとともに、この領域を外れた値の予熱温度Tpや予熱時間tpで処理すると、本発明の条件を満足せず所期の結果が得られないことを表している。
【0073】
実施例9〜16、比較例7〜12
実施例1〜8、比較例1〜6と比べて、使用した樹脂を参考例2(R2)の樹脂に変更した。それ以外は、実施例1〜8、比較例1〜6と同様とした。
【0074】
それらの結果を表4に示す。これら実施例9〜16、比較例7〜12は、上記のように実施例1〜8、比較例1〜6と比べて使用した樹脂が相違するものであったが、実施例1〜8、比較例1〜6と同様の結果を示した。
【0075】
【表4】
【0076】
実施例17〜24、比較例13〜18
実施例1〜8、比較例1〜6と比べて、使用した樹脂を参考例3(R3)の樹脂に変更した。それ以外は、実施例1〜8、比較例1〜6と同様とした。
【0077】
それらの結果を表5に示す。これら実施例17〜24、比較例13〜18は、上記のように実施例1〜8、比較例1〜6と比べて使用した樹脂が相違するものであったが、実施例1〜8、比較例1〜6と同様の結果を示した。
【0078】
【表5】
【0079】
実施例25
実施例1と同じ条件で、長さ10000mの連続延伸を行い、フィルムを巻き取った。そうしたところ、操業性、外観ともに良好で、問題なく半芳香族ポリアミド延伸フィルムロールを得ることができた。このフィルムの厚みムラRは、4.7%であった。
【0080】
実施例26
実施例1と比べて、Tダイより押し出したシート状溶融物を冷却ロールに押し付ける方法をエアナイフ法に変え、また表面被覆が硬質クロムメッキの冷却ロールを用いた。それ以外は実施例1と同じ条件で、長さ10000mの連続延伸を行い、フィルムを巻き取った。エアナイフ装置は、リップ間隔1mm、エアー圧4kPaで使用した。そうしたところ、操業性、外観ともに良好で、問題なく半芳香族ポリアミド延伸フィルムロールを得ることができた。このフィルムの厚みムラRは、4.2%であった。
【0081】
実施例27〜30
実施例1と比べて、冷却ロール温度、延伸歪み速度、予熱温度、延伸温度、熱固定温度などのフィルム製造条件を表6のように変更した。それ以外は実施例1と同様にして、フィルムを製造した。それぞれのフィルムの製造条件と得られた半芳香族ポリアミド延伸フィルムの特性とを表6に示す。
【0082】
【表6】
【0083】
比較例19
実施例1と比べて、循環オイルの温度を35℃に設定した冷却ロールを用いた。それ以外は実施例1と同様にして、未延伸フィルムの作製を試みた。ところが、溶融ポリマーにおける冷却ロールに未だ接触していない部分が硬くなって、その部分が冷却ロールに密着しなかった。そのため、未延伸フィルムに、移動冷却体である冷却ロールに密着する部分と密着しない部分とが現れて、安定して操業できなかった。その結果、延伸工程には進めなかった。
【0084】
比較例20
実施例1と比べて、循環オイルの温度を125℃に設定した冷却ロールを用いた。それ以外は実施例1と同様にして、未延伸フィルムの作製を試みた。ところが、未延伸フィルムが冷却ロールから剥離する際に脈打ちが生じ、安定して操業できなかった。このため、延伸工程には進めなかった。
【0085】
比較例21
実施例3と比べて、二軸延伸工程の予熱温度を95℃に変更した。それ以外は実施例3と同様にして、フィルムの作製を試みた。ところが、延伸時のフィルムの破断が多発し、安定して操業できなかった。
【0086】
比較例22
実施例1と比べて、二軸延伸工程の予熱温度を170℃に変更した。それ以外は実施例1と同様にして、フィルムの作製を試みた。ところが、延伸時のフィルムの破断が多発し、安定して操業できなかった。
【産業上の利用可能性】
【0087】
本発明のポリアミドフィルムは、機械特性、フレキシブル性、接着性に優れ、従来のポリアミドフィルムに比較して耐熱性、耐湿熱性、耐薬品性、低吸水性に優れている。このため、医薬品包装材料;レトルト食品などの食品包装材料;半導体パッケージ用等の電子部品包装材料;モーター、トランス、ケーブル等のための電気絶縁材料;コンデンサ用途等の誘電体材料;カセットテープ、デジタルデータストレージ向けデータ保存用磁気テープ、ビデオテープ等の磁気テープ用材料;太陽電池基板、液晶板、導電性フィルム、表示機器などの保護板;LED実装基板、フレキシブルプリント配線板、フレキシブルフラットケーブル等の電子基板材料;FPC用カバーレイフィルム、耐熱マスキング用テープ、工業用工程テープ等の耐熱粘着テープ;耐熱バーコードラベル;耐熱リフレクター;各種離型フィルム;耐熱粘着ベースフィルム;写真フィルム;成形用材料;農業用材料;医療用材料;土木、建築用材料;濾過膜等;家庭用、産業資材用のフィルムなどとして、好適に使用することができる。
【特許請求の範囲】
【請求項1】
ポリアミド系樹脂をシート状に溶融押出し冷却することにより未延伸シートを得る溶融押出冷却工程と、未延伸シートを縦方向および横方法に二軸延伸する二軸延伸工程とを含んでおり、
前記ポリアミド系樹脂として、テレフタル酸単位を60〜100モル%含有するジカルボン酸単位と、炭素数9の脂肪族アルキレンジアミン単位を60〜100モル%含有するジアミン単位とを含むポリアミド系樹脂を用い、
前記ポリアミド系樹脂の溶融押出冷却工程における冷却温度を40℃〜120℃とし、
前記二軸延伸工程の予熱温度Tpを、Tgをガラス転移温度として(Tg−20)〜(Tg+40)℃とし、Tpと予熱時間tpとが下記の(1)式の関係を満たし、延伸温度をTg以上とし、400%/minを超えた延伸歪み速度で延伸することを特徴とする半芳香族ポリアミド延伸フィルムの製造方法。
1×104×EXP(−0.06×Tp) ≦tp≦ 2×107×EXP(−0.1×Tp) (1)
【請求項2】
ポリアミド系樹脂として、テレフタル酸単位を60〜100モル%含有するジカルボン酸単位を含むとともに、1,9−ノナンジアミン単位と必要に応じて2−メチル−1,8−オクタンジアミン単位とを合計で60〜100モル%含有するジアミン単位を含み、かつ1,9−ノナンジアミン単位と2−メチル−1,8−オクタンジアミン単位とのモル比が(1,9−ノナンジアミン単位):(2−メチル−1,8−オクタンジアミン単位)=50:50〜100:0であるポリアミド系樹脂を用いることを特徴とする請求項1記載の半芳香族ポリアミド延伸フィルムの製造方法。
【請求項3】
請求項1または2に記載の半芳香族ポリアミド延伸フィルムの製造方法によって製造された半芳香族ポリアミド延伸フィルムであって、厚みムラが10%以下であることを特徴とする半芳香族ポリアミド延伸フィルム。
【請求項4】
長さが100m以上のフィルムをロール状に巻き取ったものであることを特徴とする請求項3記載の半芳香族ポリアミド延伸フィルム。
【請求項1】
ポリアミド系樹脂をシート状に溶融押出し冷却することにより未延伸シートを得る溶融押出冷却工程と、未延伸シートを縦方向および横方法に二軸延伸する二軸延伸工程とを含んでおり、
前記ポリアミド系樹脂として、テレフタル酸単位を60〜100モル%含有するジカルボン酸単位と、炭素数9の脂肪族アルキレンジアミン単位を60〜100モル%含有するジアミン単位とを含むポリアミド系樹脂を用い、
前記ポリアミド系樹脂の溶融押出冷却工程における冷却温度を40℃〜120℃とし、
前記二軸延伸工程の予熱温度Tpを、Tgをガラス転移温度として(Tg−20)〜(Tg+40)℃とし、Tpと予熱時間tpとが下記の(1)式の関係を満たし、延伸温度をTg以上とし、400%/minを超えた延伸歪み速度で延伸することを特徴とする半芳香族ポリアミド延伸フィルムの製造方法。
1×104×EXP(−0.06×Tp) ≦tp≦ 2×107×EXP(−0.1×Tp) (1)
【請求項2】
ポリアミド系樹脂として、テレフタル酸単位を60〜100モル%含有するジカルボン酸単位を含むとともに、1,9−ノナンジアミン単位と必要に応じて2−メチル−1,8−オクタンジアミン単位とを合計で60〜100モル%含有するジアミン単位を含み、かつ1,9−ノナンジアミン単位と2−メチル−1,8−オクタンジアミン単位とのモル比が(1,9−ノナンジアミン単位):(2−メチル−1,8−オクタンジアミン単位)=50:50〜100:0であるポリアミド系樹脂を用いることを特徴とする請求項1記載の半芳香族ポリアミド延伸フィルムの製造方法。
【請求項3】
請求項1または2に記載の半芳香族ポリアミド延伸フィルムの製造方法によって製造された半芳香族ポリアミド延伸フィルムであって、厚みムラが10%以下であることを特徴とする半芳香族ポリアミド延伸フィルム。
【請求項4】
長さが100m以上のフィルムをロール状に巻き取ったものであることを特徴とする請求項3記載の半芳香族ポリアミド延伸フィルム。
【図1】

【公開番号】特開2011−5856(P2011−5856A)
【公開日】平成23年1月13日(2011.1.13)
【国際特許分類】
【出願番号】特願2010−118866(P2010−118866)
【出願日】平成22年5月25日(2010.5.25)
【出願人】(000004503)ユニチカ株式会社 (1,214)
【Fターム(参考)】
【公開日】平成23年1月13日(2011.1.13)
【国際特許分類】
【出願日】平成22年5月25日(2010.5.25)
【出願人】(000004503)ユニチカ株式会社 (1,214)
【Fターム(参考)】
[ Back to top ]