
半透膜支持体及び半透膜支持体の製造方法
【課題】本発明の課題は、半透膜塗布面の平滑性に優れ、半透膜溶液が裏抜けしない半透膜支持体を提供することにある。
【解決手段】繊維径の異なる2種以上の主体合成繊維とバインダー合成繊維とを少なくとも含有し、半透膜塗布面及び半透膜非塗布面を有する不織布からなり、不織布の断面SEMで観察される厚み方向で、半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比(繊維断面長径/繊維断面短径)及び/又は半透膜非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比(繊維断面長径/繊維断面短径)が1.2〜3.0であることを特徴とする半透膜支持体。
【解決手段】繊維径の異なる2種以上の主体合成繊維とバインダー合成繊維とを少なくとも含有し、半透膜塗布面及び半透膜非塗布面を有する不織布からなり、不織布の断面SEMで観察される厚み方向で、半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比(繊維断面長径/繊維断面短径)及び/又は半透膜非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比(繊維断面長径/繊維断面短径)が1.2〜3.0であることを特徴とする半透膜支持体。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、半透膜支持体及び半透膜支持体の製造方法に関する。
【背景技術】
【0002】
海水の淡水化、水の浄化、食品の濃縮、廃水処理、血液濾過に代表される医療用、半導体洗浄用の超純水製造等の分野で、半透膜が広く用いられている。半透膜は、セルロース系樹脂、ポリスルホン系樹脂、ポリアクリロニトリル系樹脂、フッ素系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、ポリイミド系樹脂等の合成樹脂で構成されている。しかしながら、半透膜単体では機械的強度に劣るため、不織布や織布などの繊維基材からなる半透膜支持体の片面(以下、「半透膜塗布面」という)に半透膜が設けられた形態で使用されている。
【0003】
半透膜支持体に半透膜が設けられた形態は、上述したポリスルホン系樹脂等の合成樹脂を有機溶媒に溶解し、半透膜溶液を調製した後、この半透膜溶液を半透膜支持体上に塗布する方法が広く用いられている。そして、効率的に濾過を行うために、スパイラル型の半透膜エレメントが形成され、さらに、半透膜モジュールが組み立てられる(例えば、特許文献1参照)。
【0004】
高い濾過流束と濾過性能を得るためには、半透膜表面に凹凸が少なく、半透膜形成時の横方向湾曲やシワの発生がなく、半透膜支持体上に半透膜が均一な厚みで設けられる必要がある。そのため、半透膜支持体の半透膜塗布面には、優れた平滑性が必要とされる。そして、良好な濾過性能を得るためには、半透膜と半透膜支持体との接着性にも優れている必要がある。また、半透膜モジュールを組み立てる際に、接着剤を使って、半透膜塗布面の反対面である半透膜非塗布面(以下、「非塗布面」という)同士を貼り合わせる工程があるため、この非塗布面同士の接着性に優れていることも要求されている。さらに、半透膜溶液が非塗布面に裏抜けしないことが要求されている。この裏抜けが発生すると、半透膜の厚みが不均一になる、非塗布面同士の接着性が低下するという問題が発生するからである。
【0005】
半透膜支持体として、主体合成繊維とバインダー合成繊維とを含有してなり、湿式抄造法で製造され、熱圧処理された不織布が提案されている。例えば、太い繊維を使用した表面粗度の大きな表面層(太い繊維層)と細い繊維を使用した緻密な構造の裏面層(細い繊維層)との二重構造を基本とした多層構造の不織布よりなる半透膜支持体が提案されている(例えば、特許文献2参照)。具体的には、太い繊維層を半透膜塗布面とし、細い繊維層を非塗布面とした半透膜支持体及び細い繊維層を太い繊維層で挟み込み、半透膜塗布面と非塗布面の両方を太い繊維層とした半透膜支持体が記載されている。しかしながら、半透膜塗布面において、太い繊維を使用しているため、半透膜と半透膜支持体との接着性は向上するものの、平滑性が低いという問題があった。また、太い繊維を使用しているため、半透膜溶液が半透膜支持体の内部にまで入り込んでしまい、所望の半透膜の厚みを得るためには、大量の半透膜溶液が必要となるという問題があった。また、前者では、非塗布面に細い繊維を使用しているため、非塗布面同士の接着性が良くないという問題もあった。
【0006】
半透膜塗布面の表面粗さを非塗布面よりも大きくした単層構造の不織布よりなる半透膜支持体も開示されているが、この半透膜支持体も半透膜塗布面の平滑性、半透膜の均一性、非塗布面同士の接着性に問題があった(例えば、特許文献3参照)。また、特許文献3の半透膜支持体では、抄紙流れ方向(縦方向、MD)と幅方向(横方向、CD)の引張強度比が規定されているが、これは、半透膜形成時の幅方向湾曲防止を目的としたものである。抄紙流れ方向と幅方向の引張強度比を特定の範囲内に収めるために、抄紙工程において、原料分散混合液の濃度、水流速度、傾斜金網のワイヤーの速度、傾斜の角度等を調整する必要がある。また、抄紙流れ方向と幅方向の引張強度比を調整しても、半透膜形成時の湯洗浄や乾燥パートにおいて発生する半透膜支持体の幅収縮抑制は困難であり、幅収縮によるシワの発生や湾曲の発生を解決することはできていなかった。さらに、特許文献3の半透膜支持体には、バインダー合成繊維の含有量を多くすると、平滑性が高くなることが記載されているが、同時に、通気性が小さくなりすぎ、濾過時の濾過流束が低下するという問題が発生する。
【0007】
さらに、特許文献3では、半透膜と半透膜支持体の接着性を良くすること及び裏抜け防止を目的として、半透膜支持体の通気度やポアサイズを調整する方法が提示されている。しかしながら、このJIS L1096に準拠した通気度は、半透膜支持体の片面から半透膜支持体内部を通過して別の片面へ透過する空気の量をもとに算出されており、半透膜塗布面の表面に塗布された半透膜溶液の非塗布面への裏抜けを正確に反映しているものではない。そのため、特許文献3で示された範囲の通気度を有する半透膜支持体に半透膜溶液を塗布した場合、半透膜支持体非塗布面まで半透膜溶液が裏抜けしてしまい、半透膜支持体非塗布面同士を貼り付けて半透膜モジュールを作製した場合に、接着力が低下し、濾過性能が著しく低下するという問題が発生する場合がある。また、支持体の通気性を低くする方法として、半透膜支持体を構成する繊維の繊維径を小さくする方法が提案されているが、この場合も、非塗布面の平滑性も高くなり、非塗布面同士の接着性が低下するという問題があった。
【0008】
また、特許文献3記載のJIS K3832に準拠したバブルポイント法による平均ポアサイズは、表面張力既知の液体を満たした半透膜支持体の下面より気体を加圧状態で噴出させ、半透膜支持体の上面に気体が通過したときの気体の圧力変化からポアサイズを求める方法であるが、これについても、半透膜塗布面の表面に塗布された半透膜溶液の非塗布面への裏抜けを正確に反映しているものではない。よって、特許文献3で示されている範囲のポアサイズを有する半透膜支持体に半透膜溶液を塗布した場合、裏抜けを完全に防ぐことは困難であった。
【0009】
半透膜溶液の裏抜けを抑制し、半透膜と半透膜支持体との接着性を向上させると共に、安価に提供できる半透膜支持体として、天然繊維である製紙用繊維(パルプ)を主体とする半透膜支持体が提案されている。例えば、主体合成繊維とバインダー合成繊維とを含有する上層と製紙用繊維(パルプ)とバインダー合成繊維とを含有する下層とからなる2層構造の半透膜支持体(例えば、特許文献4参照)、製紙用繊維(パルプ)とバインダー合成繊維とを含有する上層と主体合成繊維とバインダー合成繊維とを含有する下層とからなる2層構造の半透膜支持体(例えば、特許文献5参照)、製紙用繊維(パルプ)とバインダー合成繊維とを含有する上下層からなる2層構造の半透膜支持体(例えば、特許文献6参照)が提案されている。しかしながら、半透膜塗布面の層よりも非塗布面の層が密な構造となっているため、半透膜塗布面の均一性や平滑性、非塗布面同士の接着性に問題ある半透膜支持体であった。また、製紙用繊維(パルプ)を使用した場合、カビや菌が増殖するため、清浄な水を製造することができないという半透膜支持体にとって致命的な問題もあった。
【0010】
主体合成繊維とバインダー合成繊維とを含有してなり、湿式抄造法で製造され、熱圧処理された不織布からなる半透膜支持体において、特許文献2〜6に記載されている半透膜支持体とは反対に、非塗布面の密度が半透膜塗布面の密度よりも低く、半透膜塗布面の方が非塗布面よりも平滑である半透膜支持体も提案されている(例えば、特許文献7参照)。しかしながら、非塗布面に凹部を有する半透膜支持体の該凹部にまで到達するように半透膜を設けているか、半透膜塗布面に形成されている孔を通って、半透膜が非塗布面にまで到達するように半透膜を設けているため、半透膜の厚みが均一にならないという問題があった。また、特許文献5には、半透膜溶液の非塗布面への裏抜けを防止する方法として、非塗布面から全厚みの50%までの領域の平均密度を塗布面から全厚みの50%までの領域の平均密度に対して5〜90%の範囲内にする方法も示されている。しかしながら、この方法では、半透膜塗布面側から全厚みの50%までの領域の平均密度の絶対値が低いという特性を有する半透膜支持体では、半透膜溶液の裏抜けを防止することはできないという問題があった。
【0011】
引張応力がかかった際の寸法安定性を向上させ、半透膜塗布面が平滑で、裏抜けがなく、半透膜の付着性に優れた半透膜支持体として、5%伸長時の縦方向(MD)及び横方向(CD)の裂断長の平均値が4.0km以上であり、通気度が0.2〜10.0cc/cm2・秒である不織布からなる半透膜支持体が提案されている(例えば、特許文献8参照)。この半透膜支持体は、強度が高く、伸びが小さい不織布である。そのため、この半透膜支持体を作製するためには、複屈折(Δn)が高く、特定の熱収縮応力を有するポリエステル系繊維を用いる必要がある。また、裂断長を高めるためには、熱圧処理工程において、不織布に与える熱や圧力を高める必要があり、引張応力や熱による繊維の部分的な伸縮不均一による不織布の不均一性を改良する効果はあるものの、不織布の厚み方向全てに熱・圧力が過剰に加わってしまい、不織布に含まれるバインダー合成繊維が過剰に溶融し、空隙が減少しすぎる問題や半透膜塗布時にシワが発生する問題が残っていた。また、半透膜塗布面の平滑性にはさらなる改良が必要であった。特に、特許文献8では、半透膜塗布面と非塗布面の平滑性を均等化させるように製造されているため、半透膜塗布面の平滑性と半透膜と半透膜支持体の接着性との両立が困難になるという問題があり、さらに、非塗布面同士の接着性についても問題が残っていた。
【0012】
半透膜と半透膜支持体の接着性を高めるために、半透膜塗布面層に異型断面繊維を含有させた半透膜支持体も提案されているが、異型断面繊維を半透膜支持体に配合した場合、湿式抄紙工程で繊維を水に分散する際に異型断面繊維に形成されている凸部や凹部に繊維が引っかかり、もつれが発生して均一な分散ができないという問題があった(例えば、特許文献9参照)。
【0013】
半透膜支持体にポリアクリロニトリル系合成繊維を含有させることによって、ポリアクリロニトリル系合成繊維が半透膜溶液に使用される溶媒に溶解することから、半透膜と半透膜支持体との接着性を向上させる技術が提案されている(例えば、特許文献10参照)。しかしながら、半透膜溶液に使用される溶媒によっては、溶融しない場合がある。また、溶融する溶媒を使用しても、半透膜溶液が半透膜支持体に接してから水洗工程に移るまでの時間は非常に短いため、接着性の向上は期待できなかった。
【0014】
裏抜けが生じないように、半透膜支持体の均一性を高めることを目的として、合成繊維を水に分散した繊維スラリーを湿式抄紙して不織布とする工程において、抄紙時における該繊維スラリーの繊維分濃度を0.01〜0.1質量%とし、かつ、該繊維スラリーに、高分子粘剤として、分子量500万以上の水溶性高分子を、繊維分質量を基準として3〜15質量%含有させて抄紙する方法が提案されている(例えば、特許文献11参照)。しかし、高分子粘剤が過剰に添加されているため、均一性は高まるが、抄紙ワイヤー上での繊維スラリー粘度が高まって、ワイヤーからの脱水性が低下して、生産速度が上げられないという問題が起こる可能性がある。また、抄紙後の半透膜支持体を形成する繊維表面に高分子粘剤が残留するという問題もあった。
【0015】
繊維径の異なる2種類の主体合成繊維と融点の異なる2種類のバインダー合成繊維を含有させ、湿式抄造法の乾燥温度と熱圧処理の温度を変えることを特徴とした半透膜支持体も提案されているが、これは湿式抄造法で半透膜支持体を容易に製造することを目的としたものであり、半透膜と半透膜支持体の接着性、非塗布面同士の接着性、半透膜塗布面の平滑性、裏抜け防止等については、何ら考慮されていない(例えば、特許文献12及び13参照)。
【0016】
また、特許文献12及び13では、バインダー合成繊維として、芯鞘型ポリエステル複合繊維からなるバインダー合成繊維を使用している。しかし、芯鞘型ポリエステル複合繊維からなるバインダー合成繊維を使用した場合、バインダー成分が鞘部のみであるために未延伸バインダー合成繊維と比較してバインダー成分が約1/2であるために十分な接着強度が得られない場合があった。
【0017】
このように、半透膜塗布面の平滑性、半透膜と半透膜支持体との接着性、非塗布面同士の接着性、裏抜け防止、半透膜形成時の横方向湾曲防止やシワの発生防止等の性能を全てバランス良く満たした半透膜支持体は得られていない。特に非塗布面同士の接着性については、特許文献1〜13において、何ら考慮されていない。
【先行技術文献】
【特許文献】
【0018】
【特許文献1】特開2001−252543号公報
【特許文献2】特開昭60−238103号公報
【特許文献3】特開2002−95937号公報
【特許文献4】特開2009−178915号公報
【特許文献5】特開2009−240893号公報
【特許文献6】特開2009−240894号公報
【特許文献7】特開2003−245530号公報
【特許文献8】特開平10−225630号公報
【特許文献9】特開平11−347383号公報
【特許文献10】特開2001−79368号公報
【特許文献11】特開2008−238147号公報
【特許文献12】米国特許第5851355号明細書
【特許文献13】米国特許第6156680号明細書
【発明の概要】
【発明が解決しようとする課題】
【0019】
本発明の課題は、半透膜塗布面の平滑性に優れ、半透膜溶液が裏抜けせず、非塗布面の接着性が良好な半透膜支持体を提供することにある。
【課題を解決するための手段】
【0020】
本発明は、これまでの半透膜支持体では、検討されていなかった主体合成繊維の断面アスペクト比(繊維断面長径/繊維断面短径)(以下、「断面アスペクト比」と略す場合がある)に着目し、上記課題を解決したものである。
【0021】
すなわち、本発明は下記のとおりである。
【0022】
(1)繊維径の異なる2種以上の主体合成繊維とバインダー合成繊維とを少なくとも含有し、半透膜塗布面及び非塗布面を有する不織布からなり、不織布の断面SEMで観察される厚み方向で、半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比(繊維断面長径/繊維断面短径)及び/又は非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比(繊維断面長径/繊維断面短径)が1.2〜3.0であることを特徴とする半透膜支持体。
(2)半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比(繊維断面長径/繊維断面短径)が1.3〜3.0である(1)記載の半透膜支持体。
(3)半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比(繊維断面長径/繊維断面短径)が1.4〜3.0である(1)記載の半透膜支持体。
(4)非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比(繊維断面長径/繊維断面短径)が1.2〜2.7である(1)記載の半透膜支持体。
(5)非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比(繊維断面長径/繊維断面短径)が1.2〜2.5である(1)記載の半透膜支持体。
(6)バインダー合成繊維が未延伸合成繊維である(1)〜(5)のいずれかに記載の半透膜支持体。
(7)主体合成繊維とバインダー合成繊維との合計質量に対するバインダー合成繊維の含有率が20質量%超40質量%以下である(1)〜(6)のいずれかに記載の半透膜支持体。
(8)主体合成繊維とバインダー合成繊維との合計質量に対するバインダー合成繊維の含有率が25質量%以上35質量%以下である(1)〜(6)のいずれかに記載の半透膜支持体。
(9)不織布の5%伸長時の縦方向(MD)及び横方向(CD)の裂断長の平均値が4.0km未満であり、かつ、不織布の横方向(CD)の加熱寸法変化率が−0.3〜+1.0%である(1)〜(8)のいずれかに記載の半透膜支持体。
(10)主体合成繊維の伸び率(JIS L1013 2010)が25〜150%であり、主体合成繊維の引張強さが0.08〜0.8N/texである(9)記載の半透膜支持体。
(11)不織布が多層構造である(1)〜(10)のいずれかに記載の半透膜支持体。
(12)(1)〜(11)記載の半透膜支持体の製造方法であって、長網抄紙機、円網抄紙機、傾斜ワイヤー式抄紙機の群から選ばれる1種の抄紙機によって製造された単層の湿紙又は該群から選ばれる同種若しくは異種の抄紙機を複数組み合わせたコンビネーション抄紙機によって製造された多層構造の湿紙を熱ロールに密着させて熱圧乾燥させてシートを作製した後、熱圧加工することを特徴とする半透膜支持体の製造方法。
【発明の効果】
【0023】
本発明の半透膜支持体は、繊維径の異なる2種以上の主体合成繊維とバインダー合成繊維を含有してなる不織布からなる。そして、本発明に係わる主体合成繊維は、不織布製造前には略円状の断面形状を有しているが、抄紙機による湿紙の製造、熱圧乾燥、熱圧加工を経ることによって得られた本発明の半透膜支持体では、不織布の断面SEMで観察される半透膜塗布面及び/又は非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比が1.2〜3.0である。このような断面アスペクト比を有することで、半透膜溶液が裏抜けしにくく、半透膜塗布面の平滑性にも優れ、非塗布面の接着性が良好な半透膜支持体を生み出すことが可能となった。
【図面の簡単な説明】
【0024】
【図1】繊維断面長径と繊維断面短径を説明するための繊維断面図である。
【発明を実施するための形態】
【0025】
主体合成繊維は、低温で溶融接着することなく、半透膜支持体の骨格を形成する合成繊維である。例えば、ポリオレフィン系、ポリアミド系、ポリアクリル系、ビニロン系、ビニリデン系、ポリ塩化ビニル系、ポリエステル系、ベンゾエート系、ポリクラール系、フェノール系などの繊維が挙げられるが、半透膜接着性を向上させることができ、耐熱性も高いポリエステル系の繊維がより好ましい。また、半合成繊維のアセテート、トリアセテート、プロミックスや、再生繊維のレーヨン、キュプラ、リヨセル繊維等は、性能を阻害しない範囲で含有しても良い。
【0026】
主体合成繊維として、繊維径が1種の繊維を含有させ、バインダー合成繊維として、繊維径の異なる2種以上の繊維を含有させた場合には、バインダー合成繊維は湿式抄造時には繊維形状を維持して複雑な繊維構造体を形成する役割を果たすものの、乾燥工程や熱圧加工処理によって、軟化又は溶融して繊維形状が変化するため、最終的に半透膜支持体の繊維ネットワークには寄与しにくい。本発明のように、繊維径の異なる2種以上の主体合成繊維を含有させることで、複雑な繊維構造体が形成され、半透膜塗布面においては、平滑性が高く、凹凸が少なく、半透膜と半透膜支持体との接着性に優れるという効果が得られ、非塗布面においては、非塗布面同士の接着性が高いという効果が得られる。また、複雑に絡んだ繊維間に半透膜溶液が浸み込むため、裏抜けも抑制される。繊維径が太い主体合成繊維を「太径繊維」と記載し、繊維径が細い主体合成繊維を「細径繊維」と記載する。
【0027】
主体繊維の断面形状は略円形が好ましく、抄紙工程における水への分散前の主体繊維における断面アスペクト比は、1.0〜1.2未満であることが好ましい。水への分散前における主体繊維の断面アスペクト比が1.2以上になると、繊維分散性が低下する場合や、繊維の絡まりやもつれの発生により、不織布の均一性や半透膜塗布面の平滑性に悪影響を及ぼす場合がある。T型、Y型、三角等の異形断面を有する繊維については、裏抜け防止、表面平滑性のために、繊維分散性等の他の特性を阻害しない範囲内で含有できる。異型断面を有する繊維を配合する場合の配合量は、不織布に対して、30質量%以下が好ましく、20質量%以下がより好ましく、10質量%以下がさらに好ましい。
【0028】
太径繊維の繊維径は、特に限定しないが、30.0μm以下が好ましく、より好ましくは2.0〜25.0μmであり、さらに好ましくは5.0〜20.0μmであり、特に好ましくは10.0〜20.0μmである。2.0μm未満の場合、非塗布面同士の接着性が悪くなる場合がある。主体繊維の繊維径が30.0μmを超えると、半透膜塗布面の平滑性が低くなり、半透膜溶液の裏抜けが発生する場合がある。また、不織布の表面に毛羽が立ちやすくなる場合がある。太径繊維の繊維長は、特に限定しないが、好ましくは1〜12mmであり、より好ましくは3〜10mmであり、さらに好ましくは4〜6mmである。
【0029】
太径繊維のアスペクト比(繊維長/繊維径)は、200〜1000が好ましく、より好ましくは220〜900であり、さらに好ましくは280〜800である。アスペクト比が200未満の場合は、繊維の分散性は良好となるが、抄紙の際に繊維が抄紙ワイヤーから脱落する場合や、抄紙ワイヤーに繊維が刺さって、ワイヤーからの剥離性が悪化する場合がある。一方、1000を超えた場合、繊維の三次元ネットワーク形成に寄与はするものの、繊維の絡まりやもつれの発生により、不織布の均一性や半透膜塗布面の平滑性に悪影響を及ぼす場合がある。
【0030】
主体合成繊維とバインダー合成繊維との合計質量に対する太径繊維の含有量は、10〜70質量%が好ましく、20〜60質量%がより好ましく、30〜50質量%がさらに好ましい。太径繊維の含有量が10質量%未満の場合、不織布の硬さが不足する恐れがある。また、70質量%を超えた場合、強度不足により破れる恐れがある。
【0031】
細径繊維とは、太径繊維よりも繊維径が細い繊維であり、好ましくは、太径繊維以上のアスペクト比を有する繊維である。細径繊維のアスペクト比(繊維長/繊維径)は、200〜2000であることが好ましく、より好ましくは300〜1500であり、さらに好ましくは400〜1000である。アスペクト比が200未満の場合は、繊維の分散性は良好となるが、抄紙の際に繊維が抄紙ワイヤーから脱落する場合や、抄紙ワイヤーに繊維が刺さってワイヤーからの剥離性が悪化する場合がある。一方、2000を超えた場合、細径繊維は三次元ネットワーク形成に寄与はするものの、繊維が絡まる場合や、もつれの発生により、不織布の均一性や半透膜塗布面の平滑性に悪影響を及ぼす場合がある。
【0032】
細径繊維は、太径繊維が形成した半透膜支持体の骨格の隙間を埋めて、均一で複雑な三次元ネットワークを形成する役割を果たす。また、空隙をコントロールし、平滑性を高め、半透膜支持体表面の毛羽立ちを抑制する効果を発現する。そのため、細径繊維の繊維径は太径繊維よりも細ければ、特に限定されない。好ましくは2.0〜20.0μmであり、より好ましくは3.0〜18.0μmであり、さらに好ましくは5.0〜15.0μmである。また、半透膜塗布面の平滑性を高めるためには、細径繊維に捲縮が加わっていないことが重要である。細径繊維の繊維長は、特に限定されないが、好ましくは1〜12mmであり、より好ましくは2〜10mmであり、さらに好ましくは3〜6mmであり、特に好ましくは4〜6mmである。
【0033】
主体合成繊維とバインダー合成繊維との合計質量に対する細径繊維の含有量は、10〜70質量%が好ましく、20〜60質量%がより好ましく、30〜50質量%がさらに好ましい。細径繊維の含有量が10質量%未満の場合、地合が悪化する恐れがある。また、70質量%を超えた場合、不織布の硬さが不足する恐れや強度不足によって破れる恐れがある。
【0034】
太径繊維及び細径繊維は1種ずつ選択して使用しても良いし、複数種の太径繊維と1種の細径繊維の組み合わせ、1種の太径繊維と複数種の細径繊維の組み合わせ等、適宜選択することができる。
【0035】
バインダー合成繊維は、軟化点又は溶融温度(融点)以上まで温度を上げる工程を半透膜支持体の製造工程に組み入れることで、溶融接着することを目的とした繊維であり、半透膜支持体の機械的強度を向上させる。例えば、半透膜支持体を湿式抄造法で製造し、その後の乾燥工程や熱圧加工でバインダー合成繊維を軟化又は溶融させることができる。
【0036】
バインダー合成繊維としては、芯鞘型(コアシェルタイプ)、並列型(サイドバイサイドタイプ)、放射状分割型などの複合繊維や未延伸繊維等が挙げられる。より具体的には、ポリプロピレン(芯)とポリエチレン(鞘)の組み合わせ、ポリプロピレン(芯)とエチレンビニルアルコール(鞘)の組み合わせ、高融点ポリエステル(芯)と低融点ポリエステル(鞘)の組み合わせ、高融点ポリエステル(芯)とポリエチレン(鞘)の組み合わせ等の複合繊維、ポリエステル等の未延伸繊維が挙げられる。複合繊維は、皮膜を形成しにくいので、半透膜支持体の空間を保持したまま、機械的強度を向上させることができる。また、ポリエチレンやポリプロピレン等の低融点樹脂のみで構成される単繊維(全融タイプ)や、ポリビニルアルコール系のような熱水可溶性バインダーは、半透膜支持体の乾燥工程で皮膜を形成しやすいが、特性を阻害しない範囲で使用することができる。本発明においては、高融点ポリエステル(芯)と低融点ポリエステル(鞘)の組み合わせ、ポリエステル等の未延伸繊維が、湿式抄造法にて不織布を形成する際に強度を発現できると共に、熱圧加工の際に第二段の強度発現が可能であることから、好ましく用いることができる。ポリエステル等の未延伸繊維は、芯鞘型繊維よりも、バインダー成分が多いため、接着強度が得られやすく、特に好ましい。
【0037】
バインダー合成繊維の繊維径は、特に限定されないが、好ましくは2.0〜20.0μmであり、より好ましくは5.0〜15.0μmであり、さらに好ましくは7.0〜12.0μmである。また、主体合成繊維と異なる繊維径であることが好ましく、特に、太径繊維よりも細い繊維径であることが好ましい。主体合成繊維と繊維径が異なることで、バインダー合成繊維は半透膜支持体の機械的強度を向上させる役割の他に、湿式抄造時に、主体合成繊維と共に均一な三次元ネットワークを形成する役割も果たす。さらに、バインダー合成繊維の軟化温度又は溶融温度以上まで温度を上げる工程では、半透膜支持体表面の平滑性をも向上させることができ、該工程では加圧が伴っているとより効果的である。
【0038】
バインダー合成繊維の繊維長は、特に限定しないが、好ましくは1〜12mmであり、より好ましくは3〜10mmであり、さらに好ましくは3〜6mmであり、特に好ましくは4〜6mmである。バインダー合成繊維の断面形状は略円形が好ましいが、T型、Y型、三角等の異形断面を有する繊維も、裏抜け防止、半透膜塗布面の平滑性、非塗布面同士の接着性のために、他の特性を阻害しない範囲内で含有できる。
【0039】
バインダー合成繊維のアスペクト比(繊維長/繊維径)は、好ましくは200〜1000であり、より好ましくは300〜800であり、さらに好ましくは400〜700である。アスペクト比が200未満の場合は、繊維の分散性は良好となるが、抄紙の際に繊維が抄紙ワイヤーから脱落する場合や、抄紙ワイヤーに繊維が刺さって、ワイヤーからの剥離性が悪化する恐れがある。一方、1000を超えた場合、バインダー合成繊維は三次元ネットワーク形成に寄与はするものの、繊維が絡まる場合や、もつれの発生により、不織布の均一性や半透膜塗布面の平滑性に悪影響を及ぼすことがある。
【0040】
主体合成繊維とバインダー合成繊維との合計質量に対するバインダー合成繊維の含有量は、20質量%超40質量%以下が好ましく、20質量%超35質量%以下がより好ましく、25質量%以上35質量%以下がさらに好ましい。バインダー合成繊維の含有量が20質量%以下の場合、毛羽立ちが多くなる恐れや強度不足により破れる恐れがある。また、40質量%を超えた場合、通液性が低下する恐れや熱圧加工時にロールへの貼り付きが発生する場合がある。
【0041】
本発明の半透膜支持体において、各層の繊維配合が同一である多層構造不織布であっても良いし、各層の繊維配合が異なる多層不織布であっても良い。多層構造にすることで、各層の坪量が下がることにより、スラリーの繊維濃度を下げることができるため、不織布の地合が良くなり、その結果、半透膜塗布面の平滑性や均一性が向上する。また、各層の地合が不均一であった場合でも、積層することで補填できる。さらに、抄紙速度を上げることができ、操業性が向上する。
【0042】
本発明の半透膜支持体の製造方法について説明する。本発明の半透膜支持体は、湿式抄造法によりシート化された後に、熱ロールによって熱圧加工される。
【0043】
湿式抄造法では、まず、主体繊維、細径繊維、バインダー合成繊維を均一に水中に分散させ、その後、スクリーン(異物、塊等除去)等の工程を通り、最終の繊維濃度を0.01〜0.50質量%に調製されたスラリーが抄紙機で抄き上げられ、湿紙が得られる。繊維の分散性を均一にするために、工程中で分散剤、消泡剤、親水剤、帯電防止剤、高分子粘剤、離型剤、抗菌剤、殺菌剤等の薬品を添加する場合もある。
【0044】
抄紙機としては、例えば、長網抄紙機、円網抄紙機、傾斜ワイヤー式抄紙機を用いることができる。これらの抄紙機は、単独でも使用できるし、同種又は異種の2機以上の抄紙機がオンラインで設置されているコンビネーション抄紙機を使用しても良い。また、不織布が2層以上の多層構造の場合には、各々の抄紙機で抄き上げた湿紙を積層する抄き合わせ法や、一方のシートを形成した後に、該シートの上に繊維を分散したスラリーを流延する方法のいずれでも良い。
【0045】
抄紙機で製造された湿紙を、ヤンキードライヤー、エアードライヤー、シリンダードライヤー、サクションドラム式ドライヤー、赤外方式ドライヤー等で乾燥することにより、シートを得る。湿紙の乾燥の際に、ヤンキードライヤー等の熱ロールに密着させて熱圧乾燥させることによって、密着させた面の平滑性が向上する。熱圧乾燥とは、タッチロール等で熱ロールに湿紙を押しつけて乾燥させることをいう。熱ロールの表面温度は、100〜180℃が好ましく、100〜160℃がより好ましく、110〜160℃がさらに好ましい。圧力は、好ましくは50〜1000N/cm、より好ましくは100〜800N/cmである。
【0046】
次に、熱ロールによる熱圧加工について説明するが、本発明は下記のものに特定されない。シート熱圧加工装置のロール間をニップしながら、湿式抄紙法で製造されたシートを通過させて熱圧加工を行う。ロールの組み合わせとしては、2本の金属ロール、金属ロールと樹脂ロール、金属ロールとコットンロール等が挙げられる。2本のロールは、一方あるいは両方を加熱する。その際に、両方共に加熱した2本の金属ロールで加工しても良いし、加熱金属ロールと樹脂ロール、加熱金属ロールとコットンロール等の組み合わせで熱圧加工しても良い。さらに、加熱金属ロールと樹脂ロール、加熱金属ロールとコットンロール、加熱した2本の金属ロール等の組み合わせで、最初にコットンロール又は樹脂ロールに接した面を加熱金属ロールに接するようにして、熱圧加工しても良い。
【0047】
熱ロールの表面温度、ロール間のニップ圧力、シートの加工速度を制御することによって、所望の半透膜支持体を得る。熱ロールの表面温度は、好ましくは150〜260℃であり、より好ましくは180〜240℃である。ロールのニップ圧力は、好ましくは190〜1800N/cmであり、より好ましくは390〜1500N/cmである。加工速度は、好ましくは3〜100m/minであり、より好ましくは4〜100m/minであり、さらに好ましくは10〜80m/minである。熱ロールによる熱圧加工は2回以上行うことも可能であり、その場合、直列に配置された2組以上の上記のロール組み合わせを使用しても良いし、1組のロール組み合わせを用いて、2回加工しても良い。必要に応じて、シートの表裏を逆にしても良い。
【0048】
本発明の半透膜支持体における不織布の断面SEMで観察される厚み方向で、半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比及び/又は非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比が1.2〜3.0である。主体合成繊維は、湿式抄紙工程までは繊維の分散性、地合を良好に保つために繊維断面のアスペクト比は1.0〜1.2未満の略真円状であることが重要である。その後の熱圧乾燥及び熱ロールによる熱圧加工により、バインダー合成繊維が溶融変形することによって、主体合成繊維と接着して強度を高めると共に、表面の平滑性を高めることができる。この際に、主体合成繊維の断面形状も変形させることが重要である。熱圧加工工程で不織布の断面SEMで観察される厚み方向で半透膜塗布面の表面から1/3までの主体合成繊維の断面アスペクト比を、1.0〜1.2未満から1.2〜3.0にまで高めることが重要である。断面アスペクト比1.2〜3.0の範囲に収めるためには、湿式抄紙工程での湿紙の乾燥の際に、ヤンキードライヤー等の熱ロールに密着させて熱圧乾燥させる工程において、タッチロール等で熱ロールに湿紙を押しつける圧力を高めることにより制御できる。また、熱圧加工時の熱ロールの表面温度、ロール間のニップ圧力、加工速度を制御する。熱ロール温度が高く、ニップ圧力が高く、加工速度が遅い場合にアスペクト比が大きくなるが、それらが相乗して過剰になった場合、通液性、通気性が損なわれることがある。
【0049】
繊維の断面アスペクト比の計測は、半透膜支持体の流れ方向を横切る方向で半透膜支持体を裁断し、その断面のSEM(電子顕微鏡)写真撮影を行い、半透膜支持体断面の厚さを3等分し、半透膜塗布面の表面から裏面に向けて、全体の1/3の厚さまでに存在する繊維の中で、繊維長さ方向に対して垂直に裁断されている太径繊維及び細径繊維をランダムに各々10本見出し、その繊維断面長径及び繊維断面短径を計測して、断面アスペクト比を算出し、その平均値を主体合成繊維の断面アスペクト比とする。図1(A)及び(B)は繊維の断面図であるが、繊維径のうち最も長い径を繊維断面長径とした後、それと直交する繊維径の中から最も長いものを繊維断面短径とする。
【0050】
半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比が1.2未満の場合、半透膜成分を塗布する際に該膜成分が滲み込みすぎるという問題が発生する場合がある。3.0を超えた場合、該膜成分が半透膜支持体に入り込まず、半透膜と半透膜支持体のアンカー効果による接着が満たされずに、接着不良の問題が発生する場合がある。半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比は、1.3〜3.0であることがより好ましく、1.4〜3.0であることがさらに好ましい。
【0051】
非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比が1.2未満の場合、非塗布面同士を接着させる際に、接着剤が浸透しすぎて接着不良の問題が発生する場合がある。3.0を超えた場合、接着剤が入り込まずに、アンカー効果による接着が期待できず接着不良という問題が発生する場合がある。非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比は、1.2〜2.7であることがより好ましく、1.2〜2.5であることがさらに好ましい。
【0052】
本発明では、半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比及び/又は非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比を規定しているが、半透膜塗布面と非塗布面の両方において、断面アスペクト比が本発明で規定される範囲内に入っているのが最も好ましく、半透膜塗布面の断面アスペクト比のみが本発明で規定される範囲内に入っているのが次に好ましく、非塗布面のみが本発明で規定される範囲内に入っているのが、その次に好ましい。
【0053】
また、中間部分に存在する主体合成繊維の断面アスペクト比は、特に限定されない。中間部分に存在する主体合成繊維の断面アスペクト比は、半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比と非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比を反映しているが、これら表面付近に存在する主体合成繊維の断面アスペクト比と比較して小さくなる。これは熱圧加工の際に半透膜塗布面や非塗布面付近と比較して熱伝導が少ないためと考えられる。また、半透膜支持体全体に分布しているバインダー合成繊維は、熱圧加工により繊維形状を失った形で、主体合成繊維間に存在している。
【0054】
本発明において、さらに、不織布の5%伸長時の縦方向(MD)及び横方向(CD)の裂断長の平均値が4.0km未満であり、かつ、横方向(CD)の加熱寸法変化率が−0.3〜+1.0%であることが好ましい。半透膜塗布工程において、半透膜支持体の5%伸長時の裂断長及び加熱寸法変化率が極めて重要な要件となる。そして、特に、半透膜支持体を構成する不織布の5%伸長時の縦方向(MD)及び横方向(CD)の裂断長の平均値[以下「平均裂断長(5%伸長時)」という]が4.0km未満であり、半透膜支持体を90℃湯浴に10分間浸した前後の横方向(CD)の加熱寸法変化率が−0.3〜+1.0%であることが重要であるという知見を得た。
【0055】
本発明の半透膜支持体では、平均裂断長(5%伸長時)が4.0km未満であることが好ましい。半透膜支持体の平均裂断長(5%伸長時)が4.0km以上になると、強度が過剰となり、通気性の低下を招く場合がある。本発明の半透膜支持体においては、平均裂断長(5%伸長時)は4.0km未満であることが好ましく、より好ましくは3.8km以下、さらに好ましくは3.6km以下である。また、半透膜支持体の横方向(CD)の加熱寸法変化率が−0.3〜+1.0%であることが好ましく、より好ましくは−0.2〜+0.8%であり、さらに好ましくは−0.1〜+0.6%である。支持体の横方向(CD)の加熱寸法変化率が−0.3%未満の場合、横方向の収縮が過大であり、半透膜支持体エッジ部の半透膜非塗布部でカールによるシワが発生する場合がある。一方、+1.0%を超えた場合、半透膜塗布面に向かって、幅方向全体にカールによるシワの発生が起こる場合がある。
【0056】
平均裂断長(5%伸長時)を4.0km未満にするためには、主体合成繊維の伸び率(JIS L1013 2010)が25〜150%であることが好ましく、主体合成繊維の引張強さ(JIS L1013 2010)が0.08〜0.80N/texであることが好ましい。主体合成繊維の伸び率が25%未満の場合、平均裂断長(5%伸長時)が4.0kmを超える場合や、熱圧加工の際に不織布の伸び不足によって、断紙する場合がある。一方、150%を超えた場合、熱圧加工の際に不織布の収縮過剰によって、シワの発生を招く場合がある。そのため、主体合成繊維の伸び率は25〜150%が好ましく、より好ましくは30〜120%であり、さらに好ましくは35〜100%である。また、主体合成繊維の引張強さは0.08〜0.80N/texが好ましく、より好ましくは0.10〜0.70N/texであり、さらに好ましくは0.20〜0.60N/texである。0.08N/tex未満の場合、強度不足により、不織布を形成する湿式抄造工程での断紙又は熱圧加工工程で断紙を招く場合がある。また、0.80N/texを超えた場合、得られる不織布が硬いために、熱圧加工後も平滑性が得られない場合があるばかりでなく、裂断長が4.0km超となりやすくなる。
【0057】
半透膜支持体の横方向(CD)の加熱寸法変化率を−0.3〜+1.0%に収めるためには、湿式抄造工程で湿紙の乾燥の際に、ヤンキードライヤー等の熱ロールに密着させて乾燥させることや熱圧加工時のロール温度、熱圧加工回数、熱圧加工後の加熱加工処理等を、上述の範囲内において、最適に組み合わせることが重要となる。
【0058】
裂断長とは、JIS P8113 1976に準拠して測定した値をいい、不織布試料の坪量や幅などに左右されない不織布自体の抗張力を示す指標である。そして、本発明の半透膜支持体に係わる不織布の「平均裂断長(5%伸長時)」は、実施例に詳述する方法で求められる。
【0059】
加熱寸法変化率とは、半透膜支持体に半透膜を形成する工程において、半透膜支持体に加えられる熱(例えば、湯洗浄工程、乾燥工程で加えられる熱)による半透膜支持体の寸法変化を数値化するものである。この数値が特定の範囲内に収まっていることが、シワの発生抑制、湾曲抑制のために重要となる。
【0060】
半透膜支持体の坪量は、特に限定しないが、20〜150g/m2が好ましく、より好ましくは50〜100g/m2である。20g/m2未満の場合は、十分な引張強度が得られない場合がある。また、150g/m2を超えた場合、通液抵抗が高くなる場合や厚みが増してユニットやモジュール内に規定量の半透膜を収納できない場合がある。
【0061】
また、半透膜支持体の密度は、0.5〜1.0g/cm3であることが好ましく、より好ましくは0.6〜0.9g/cm3である。半透膜支持体の密度が0.5g/cm3未満の場合は、厚みが厚くなるため、ユニットに組み込める半透膜の面積が小さくなってしまい、結果として、半透膜の寿命が短くなってしまうことがある。一方、1.0g/cm3を超える場合は、通液性が低くなることがあり、半透膜の寿命が短くなる場合がある。
【0062】
半透膜支持体の厚みは、50〜150μmであることが好ましく、60〜130μmであることがより好ましく、70〜120μmであることがさらに好ましい。半透膜支持体の厚みが150μmを超えると、ユニットに組み込める半透膜の面積が小さくなってしまい、結果として、半透膜の寿命が短くなってしまうことがある。一方、50μm未満の場合、十分な引張強度が得られない場合や通液性が低くなって、半透膜の寿命が短くなる場合がある。
【実施例】
【0063】
本発明を実施例によりさらに詳細に説明する。以下、特にことわりのないかぎり、実施例に記載される部及び比率は質量を基準とする。
【0064】
<主体合成繊維の伸び率及び引張強さ>
主体合成繊維の伸び率及び引張強さは、測定A及びBの方法で測定した。
【0065】
測定A(主体合成繊維の伸び率)
JIS L1013 2010に準じ、主体合成繊維の伸び率を測定した。
【0066】
測定B(主体合成繊維の引張強さ)
JIS L1013 2010に準じ、主体合成繊維の引張強さを測定した。
【0067】
<評価>
実施例及び比較例で得られた半透膜支持体は、下記の試験によって、評価した。
【0068】
試験1(厚さ)
JIS P8118に準じ、厚さを測定した。
【0069】
試験2(平滑性)
JIS P8119に準じ、ベック平滑度試験機を用いて測定した。
【0070】
試験3(X面の繊維毛羽立ち)
幅30cmの半透膜支持体の流れ方向を横切るように、X面を山にして折り目を付け、折り目の上にステンレス製の直径5cm、長さ40cmの円柱状ロールを転がし、折り目に発生した繊維の毛羽立ち本数を計測した。測定はn=4で行い、平均値を示す。
【0071】
0〜10本:毛羽立ちが少なく、非常に良好なレベル。
11〜20本:良好なレベル。
21〜30本:実用上、下限レベル。
31本以上:使用不可レベル。
【0072】
試験4(Y面の繊維毛羽立ち)
幅30cmの半透膜支持体の流れ方向を横切るように、Y面を山にして折り目を付け、折り目の上にステンレス製の直径5cm、長さ40cmの円柱状ロールを転がし、折り目に発生した繊維の毛羽立ち本数を計測した。測定はn=4で行い、平均値を示す。
【0073】
0〜10本:毛羽立ちが少なく、非常に良好なレベル。
11〜20本:良好なレベル。
21〜30本:実用上、下限レベル。
31本以上:使用不可レベル。
【0074】
試験5(5%伸長時の平均裂断長)
半透膜支持体から縦×横=15mm×250mmの試験片を採取し、その試験片を用いて、JIS P8113 1976に準拠して、2個の掴み具の間隔を180mmとして、その縦方向及び横方向の引張強さを測定し、その5%伸長時に対応する荷重を読み裂断長を求めた。次いで、縦方向と横方向の裂断長の平均値{(縦方向の5%裂断長+横方向の5%裂断長)/2}を求めて、不織布の平均裂断長(5%伸長時)とした(単位:km)。半透膜支持体の測定箇所は、半透膜支持体の幅が1000mmを超えた場合、横方向で3箇所(右、中央、左)から採取し、各々の縦方向、横方向の裂断長を測定し、この3箇所全ての縦横平均値を平均裂断長(5%伸長時)とした。半透膜支持体の幅が500〜1000mmの場合、横方向で2分割して2箇所(右側の中央、左側の中央)から採取し、各々の縦方向、横方向の裂断長を測定し、この2箇所全ての縦横平均値を平均裂断長(5%伸長時)とした。半透膜支持体の幅が500mm以下の場合は中央部の縦横平均値とした。
【0075】
試験6(加熱寸法変化率)
半透膜支持体を、縦方向200mm、横方向1000mmの長方形に裁断し、横方向の3箇所に印を付け、幅を0.1mm単位で測定しておく。寸法測定後の半透膜支持体を90℃の湯浴に10分間浸した後に水分を拭き取り、再度、同一の3箇所の幅を0.1mm単位で測定する。90℃湯浴に浸した前後の寸法変化量を算出し、湯浴に浸す前の寸法に対する加熱寸法変化率を求めた。
【0076】
試験7(熱圧加工時の状況)
不織布の熱圧加工に加熱ロール出口での断紙やシワの発生を確認した。断紙やシワの発生がなかった場合、「○」とした。
【0077】
試験8(半透膜滲み込み)
一定のクリアランスを有する定速塗工装置(商品名:Automatic Film Applicator、安田精機社製)を用いて、半透膜支持体のX面又はY面に、ポリスルホン樹脂(SIGMA−ALDRICH Corporation製、重量平均分子量Mw<35,000、数平均分子量Mn<16,000、商品番号428302)のジメチルホルムアミド(DMF)溶液(濃度:18質量%)を塗布し、水洗、乾燥を行い、支持体の表面にポリスルホン膜を形成させ半透膜を作製し、半透膜の断面SEM写真を撮影して、ポリスルホン樹脂の半透膜支持体への滲み込み度合いを評価した。
【0078】
◎:ポリスルホン樹脂が半透膜支持体の中心付近までしか滲み込んでいない。非常に良好なレベル。
○:ポリスルホン樹脂が半透膜支持体の非塗布面に滲み出ていない。良好なレベル。
△:ポリスルホン樹脂が半透膜支持体の非塗布面に一部滲み出ている。実用上、使用可能レベル。
×:ポリスルホン樹脂が半透膜支持体の非塗布面に滲み出ている。実用上、使用不可レベル。
【0079】
試験9(半透膜接着性)
試験8で作製した半透膜に関して、ポリスルホン樹脂からなる半透膜と半透膜支持体間の接着度合いを、剥離するときの抵抗度合いで判断した。
【0080】
◎:半透膜と半透膜支持体の接着性が非常に高く、剥離できない。非常に良好なレベル。
○:部分的に剥離しやすい所が存在する。良好なレベル。
△:半透膜と半透膜支持体とが接着はしているが、全体的に剥離しやすい。実用上、下限レベル。
×:半透膜塗布後の水洗又は乾燥工程で剥離が発生する。使用不可レベル。
【0081】
試験10(非塗布面接着性)
試験8で半透膜を作製した半透膜支持体の非塗布面同士の間に、加温して溶融させた酢酸ビニル系接着剤を塗布して、直ぐに加圧して接着させた。接着後、サンプルを幅25mm、長さ200mmに裁断し、引張試験機(商品名:STA−1150テンシロン引張試験機、オリエンテック社製)を使用し、剥離角度180度、剥離速度100mm/minで接着部の剥離テストを行い、非塗布面接着性を評価した。
【0082】
◎:剥離強度が極めて高く、半透膜支持体層内部で剥離が起こっている。
○:剥離強度が高く、接着剤と半透膜支持体間で部分的に剥離が起こっているが、大部分の剥離は半透膜支持体層内部で剥離が起こっている。
△:剥離強度がやや高く、接着剤と半透膜支持体間での剥離が起こっているが、半透膜支持体層内部でも剥離が確認される。実用上、下限レベル。
×:剥離強度が低く、全体的に接着剤と半透膜支持体の間で剥離が起こっている。使用不可レベル。
【0083】
試験11(半透膜塗布時のシワ)
半透膜支持体への半透膜塗布工程において、ポリスルホン(SIGMA−ALDRICH Corporation製、重量平均分子量Mw<35,000、数平均分子量Mn<16,000、商品番号428302)のDMF溶液(濃度18質量%、温度20℃)をX面又はY面に塗布後、20℃の純水に浸してポリスルホンを凝固させた後、85℃湯浴での洗浄後のシワの発生状況を確認した。
【0084】
○:シワが全くない、又は僅かにシワが発生しているが良好なレベル。
△:シワの発生がやや見られるが、実用下限レベル。
×:シワが多く発生し、実用不可レベル。
【0085】
(実施例1)
太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)を35:30:35の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0086】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力785N/cm、加工速度6m/minの条件で熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接した面をX面とした。
【0087】
(実施例2)
熱圧加工時の加工速度を30m/minにした以外は、実施例1と同様の方法で、半透膜支持体を得た。
【0088】
(実施例3)
熱圧加工時の加工速度を60m/minにした以外は、実施例1と同様の方法で、半透膜支持体を得た。
【0089】
(実施例4)
熱圧加工時の加工速度を4m/minにした以外は、実施例1と同様の方法で、半透膜支持体を得た。
【0090】
(実施例5)
熱圧加工時の加工速度を9m/minにした以外は、実施例1と同様の方法で、半透膜支持体を得た。
【0091】
(実施例6)
熱圧加工時の加工速度を3m/minにした以外は、実施例1と同様の方法で、半透膜支持体を得た。
【0092】
(実施例7)
熱圧加工時の加工速度を5.5m/minにした以外は、実施例1と同様の方法で、半透膜支持体を得た。
【0093】
(実施例8)
熱圧加工時の加工速度を5m/minにした以外は、実施例1と同様の方法で、半透膜支持体を得た。
【0094】
(比較例1)
熱圧加工時の加工速度を2m/minにした以外は、実施例1と同様の方法で、半透膜支持体を得た。
【0095】
(比較例2)
熱圧加工時の加工速度を120m/minにした以外は、実施例1と同様の方法で、半透膜支持体を得た。
【0096】
【表1】

【0097】
実施例1〜8の半透膜支持体は、繊維径の異なる2種以上の主体合成繊維とバインダー合成繊維とを少なくとも含有し、半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比及び/又は非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比が1.2〜3.0であり、熱圧加工時の状況、半透膜滲み込み、半透膜接着性、表面の毛羽立ち、半透膜塗布時のシワの評価において、実用上使用可能なレベルを達成した。
【0098】
実施例1〜8における半透膜の滲み込みの比較から、半透膜塗布面の断面アスペクト比が1.3以上である場合がより優れていることが確認された。
【0099】
実施例1〜8の比較から、断面アスペクト比が1.3〜3.0である場合の毛羽立ちが少なく、該断面アスペクト比が1.4〜3.0である場合の毛羽立ちがより少ないことが確認された。
【0100】
実施例1〜8における非塗布面接着性の評価結果から、非塗布面の断面アスペクト比が1.2に近い方が、接着性が高いことが確認された。また、断面アスペクト比が2.7以下であることがより好ましく、2.5以下であることがさらに好ましいことがわかる。
【0101】
比較例1の半透膜支持体は、繊維径の異なる2種以上の主体合成繊維とバインダー合成繊維とを少なくとも含有しているものの、主体合成繊維の断面のアスペクト比が3.0を超えているため、半透膜接着性、非塗布面接着性が悪かった。また、比較例2の半透膜支持体は、主体合成繊維の断面のアスペクト比が1.2未満のため、表面の毛羽立ちが非常に多く、半透膜滲み込みの評価結果も悪く、実用に適さなかった。
【0102】
(実施例9)
太径繊維(延伸ポリエステル系繊維、繊維径24.7μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)を35:30:35の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0103】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力785N/cm、加工速度30m/minの条件で熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接した面をX面とした。
【0104】
(実施例10)
太径繊維(延伸ポリエステル系繊維、繊維径24.7μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、繊維径17.5μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)を35:30:35の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0105】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力785N/cm、加工速度30m/minの条件で熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接した面をX面とした。
【0106】
(実施例11)
バインダー合成繊維として、未延伸ポリエステル系繊維(繊維径10.5μm、繊維長5mm、融点260℃)を使用し、熱圧加工時の温度を225℃にした以外は、実施例9と同様の方法で、半透膜支持体を得た。
【0107】
(実施例12)
バインダー合成繊維として、未延伸ポリエステル系繊維(繊維径10.5μm、繊維長5mm、融点260℃)を使用し、熱圧加工時の温度を225℃にした以外は、実施例10と同様の方法で、半透膜支持体を得た。
【0108】
(実施例13)
バインダー合成繊維として、芯鞘型ポリエステル系繊維(繊維径10.5μm、繊維長5mm、鞘部融点107℃)を使用し、熱圧加工時の温度を160℃にした以外は、実施例9と同様の方法で、半透膜支持体を得た。
【0109】
(実施例14)
バインダー合成繊維として、芯鞘型ポリエステル系繊維(繊維径10.5μm、繊維長:5mm、鞘部融点107℃)を使用し、熱圧加工時の温度を160℃にした以外は、実施例10と同様の方法で、半透膜支持体を得た。
【0110】
【表2】
【0111】
実施例9〜14の半透膜支持体は、繊維径の異なる2種以上の主体合成繊維とバインダー合成繊維とを少なくとも含有し、半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比及び/又は非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比が1.2〜3.0であり、半透膜滲み込み、半透膜接着性、非塗布面接着性、半透膜塗布時のシワの評価において、実用上使用可能なレベルを達成した。
【0112】
融点が260℃の未延伸ポリエステル系繊維をバインダー合成繊維として用いた実施例11及び実施例12の半透膜支持体は、融点が230℃の未延伸ポリエステル系繊維をバインダー合成繊維として用いた実施例9及び10の半透膜支持体と比較して、主体合成繊維の断面アスペクト比が大きくなる傾向が見られ、毛羽立ちが少なくなった。
【0113】
芯鞘型ポリエステル系繊維をバインダー合成繊維として用いた実施例13及び14の半透膜支持体と比較して、未延伸ポリエステル系繊維をバインダー合成繊維として用いた実施例9〜12の半透膜支持体は、断面アスペクト比が大きくなる傾向が見られ、毛羽立ちが少なかった。また、実施例13及び14では、熱圧加工の際に熱ロールへの貼り付きによるシワが僅かに発生した。
【0114】
(実施例15)
太径繊維1(延伸ポリエステル系繊維、繊維径17.5μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)、太径繊維2(延伸ポリエステル系繊維、繊維径12.5μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、繊維径7.4μm、繊維長5mm、伸び率40%、引張強さ0.5N/tex)を30:30:30:10の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0115】
シートの巻取りを巻き出し装置に設置し、ヤンキードライヤーによる熱圧乾燥から60分後に、シートを、加熱金属ロール(200℃)と加熱金属ロール(200℃)の組み合わせのカレンダー装置(第一の熱圧ロールニップ、ロールニップ圧力490N/cm)、加熱金属ロール(200℃)と弾性ロール(常温)の組み合わせのカレンダー装置(第二の熱圧ロールニップ、ロールニップ圧力736N/cm)が直列に配列されている装置を用いて、熱圧加工速度30m/min(繊維基材が第一の熱圧ロールニップを通過後12秒後に第二の熱圧ロールニップを通過)の条件で熱圧加工し、半透膜支持体を得た。なお、第二の熱圧ロールニップの加熱金属ロール面に接した面をX面とした。
【0116】
(実施例16)
第一の熱圧ロールニップのロールニップ圧力を736N/cmにした以外は、実施例15と同様の方法で、半透膜支持体を得た。
【0117】
(実施例17)
第一の熱圧ロールニップのロールニップ圧力を981N/cmにした以外は、実施例15と同様の方法で、半透膜支持体を得た。
【0118】
(実施例18)
第一の熱圧ロールニップのロールニップ圧力を1226N/cmにした以外は、実施例15と同様の方法で、半透膜支持体を得た。
【0119】
(実施例19)
第一の熱圧ロールニップのロールニップ圧力を1471N/cmにした以外は、実施例15と同様の方法で、半透膜支持体を得た。
【0120】
(実施例20)
第一の熱圧ロールニップのロールニップ圧力を1717N/cmにした以外は、実施例15と同様の方法で、半透膜支持体を得た。
【0121】
(実施例21)
バインダー合成繊維として、未延伸ポリエステル系繊維(繊維径10.5μm、繊維長5mm、融点260℃)を使用し、第一の熱圧ロールニップのロールニップ圧力を736N/cmとし、第一の熱圧ロールニップにおける2つの加熱金属ロールの温度を225℃にした以外は、実施例15と同様の方法で、半透膜支持体を得た。
【0122】
(比較例3)
第一及び第二の熱圧ロールニップのロールニップ圧力を245N/cmとした以外は、実施例15と同様の方法で、半透膜支持体を得た。
【0123】
(比較例4)
第一の熱圧ロールニップのロールニップ圧力を1961N/cmとした以外は、実施例15と同様の方法で、半透膜支持体を得た。
【0124】
【表3】
【0125】
実施例15〜21の半透膜支持体は、繊維径の異なる2種以上の主体合成繊維とバインダー合成繊維とを少なくとも含有し、半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比及び/又は非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比が1.2〜3.0であり、半透膜滲み込み、半透膜接着性、非塗布面接着性、半透膜塗布時のシワ、表面の毛羽立ちの評価において、実用上使用可能なレベルを達成した。
【0126】
実施例16と実施例21の比較から、融点が260℃の未延伸ポリエステル系繊維をバインダー合成繊維として用いた実施例21の半透膜支持体は、融点が230℃の未延伸ポリエステル系繊維をバインダー合成繊維として用いた実施例16の半透膜支持体と比較して、毛羽立ちが少なく、X面を半透膜塗布面とした場合の半透膜滲み込み、非塗布面接着性が良好であったが、Y面を半透膜塗布面とした場合の半透膜接着性、非塗布面接着性がやや劣っていた。
【0127】
比較例3の半透膜支持体は、繊維径の異なる2種以上の主体合成繊維とバインダー合成繊維とを少なくとも含有してはいるが、半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比及び非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比が1.2未満のため、X面及びY面の毛羽立ちが非常に多く、半透膜の滲み込みも悪く、実用に適さなかった。一方、比較例4の半透膜支持体は、繊維径の異なる2種以上の主体合成繊維とバインダー合成繊維とを少なくとも含有してはいるが、半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比及び非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比が3.0を超えているため、非塗布面接着性が悪く、X面に半透膜塗布面とした場合の半透膜接着性も悪かった。
【0128】
(実施例22)
太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)の配合比率を41:18:41とした以外は、実施例2と同様の方法で、半透膜支持体を得た。
【0129】
(実施例23)
太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)の配合比率を40:20:40とした以外は、実施例2と同様の方法で、半透膜支持体を得た。
【0130】
(実施例24)
太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)の配合比率を40:21:39とした以外は、実施例2と同様の方法で、半透膜支持体を得た。
【0131】
(実施例25)
太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)の配合比率を38:25:37とした以外は、実施例2と同様の方法で、半透膜支持体を得た。
【0132】
(実施例26)
太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)の配合比率を35:35:30とした以外は、実施例2と同様の方法で、半透膜支持体を得た。
(実施例27)
太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率40%、引張強さ0.5N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率40%、引張強さ0.5N/tex)の配合比率を33:37:30とした以外は、実施例2と同様の方法で、半透膜支持体を得た。
【0133】
(実施例28)
太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率40%、引張強さ0.5N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率40%、引張強さ0.5N/tex)の配合比率を30:40:30とした以外は、実施例2と同様の方法で、半透膜支持体を得た。
【0134】
(実施例29)
太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率40%、引張強さ0.5N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率40%、引張強さ0.5N/tex)の配合比率を28:45:27とした以外は、実施例2と同様の方法で、半透膜支持体を得た。
【0135】
【表4】
【0136】
実施例2、実施例22〜29の比較から、繊維径の異なる2種以上の主体合成繊維とバインダー合成繊維とを含有し、主体合成繊維とバインダー合成繊維との合計質量に対するバインダー合成繊維の含有率が20質量%以下である実施例22及び23では、毛羽立ちが多くなる傾向が確認された。また、該含有量が40質量%超の実施例29の半透膜支持体は、X面を半透膜塗布面にした場合でも、Y面を半透膜塗布面にした場合でも、半透膜接着性及び非塗布面接着性が悪くなる傾向が確認された。また、熱圧加工時において、ロールに貼り付き、実用上限度レベルであった。
【0137】
毛羽立ち、熱圧加工時の状況、半透膜滲み込み、半透膜接着性、非塗布面接着性、半透膜塗布時のシワの評価から、総合的に判断すると、該含有率が20質量%超40質量%以下である実施例2、24〜28が優れており、また、該含有率が25質量%以上35質量%以下である実施例2、25及び26がより優れていた。該含有率が37質量%及び40質量%である実施例27及び28では、熱圧加工時において、ロールへの貼り付きが若干見られたが、実用上問題なかった。
【0138】
(実施例30)
X面層として、太径繊維1(延伸ポリエステル系繊維、繊維径17.5μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、太径繊維2(延伸ポリエステル系繊維、繊維径12.5μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、繊維径7.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)を30:30:30:10の配合比率で水に混合分散し、撹拌装置を有するストックタンクに貯蔵した。
【0139】
次いで、Y面層として、太径繊維1(延伸ポリエステル系繊維、繊維径17.5μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、太径繊維2(延伸ポリエステル系繊維、繊維径12.5μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、繊維径7.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)を30:30:30:10の配合比率で水に混合分散し、X面層用の分散液とは別に、撹拌装置を有するストックタンクに貯蔵した。
【0140】
傾斜ワイヤー抄紙機と円網抄紙機とのコンビネーションマシンを用いて、X面層を傾斜ワイヤー抄紙機、Y面層を円網抄紙機で、乾燥質量でX面層20g/m2、Y面層60g/m2の抄き合わせ湿紙を形成した後、X面層が表面温度130℃のヤンキードライヤーに接触するように、熱圧乾燥し、坪量80g/m2の抄き合わせシートを得た。
【0141】
シートの巻取りを巻き出し装置に設置し、ヤンキードライヤーによる熱圧乾燥から60分後に、シートを、加熱金属ロール(225℃)と弾性ロール(加熱なし)の組み合わせのカレンダー装置(第一の熱圧ロールニップ、ロールニップ圧力736N/cm)、弾性ロール(加熱なし)と加熱金属ロール(225℃)との組み合わせのカレンダー装置(第二の熱圧ロールニップ、ロールニップ圧力736N/cm)が直列に配列されている装置を用いて、熱圧加工速度20m/min(繊維基材が第一の熱圧ロールニップを通過後12秒後に第二の熱圧ロールニップを通過)の条件で熱圧加工し、半透膜支持体を得た。
なお、X面が第二の熱圧ロールで金属ロール面に接するようにした。
【0142】
(実施例31)
X面層として、太径繊維1(延伸ポリエステル系繊維、繊維径17.5μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、太径繊維2(延伸ポリエステル系繊維、繊維径12.5μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、繊維径7.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)を25:30:35:10の配合比率で水に混合分散し、撹拌装置を有するストックタンクに貯蔵した。
【0143】
次いで、Y面層として、太径繊維1(延伸ポリエステル系繊維、繊維径17.5μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、太径繊維2(延伸ポリエステル系繊維、繊維径12.5μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、繊維径7.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)を35:30:25:10の配合比率で水に混合分散し、X面層用の分散液とは別に、撹拌装置を有するストックタンクに貯蔵した。
【0144】
傾斜ワイヤー抄紙機と円網抄紙機とのコンビネーションマシンを用いて、X面層を傾斜ワイヤー抄紙機、Y面層を円網抄紙機で、乾燥質量でX面層20g/m2、Y面層60g/m2の抄き合わせ湿紙を形成した後、X面層が表面温度130℃のヤンキードライヤーに接触するように、熱圧乾燥し、坪量80g/m2の抄き合わせシートを得た。
【0145】
シートの巻取りを巻き出し装置に設置し、ヤンキードライヤーによる熱圧乾燥から60分後に、シートを、加熱金属ロール(225℃)と弾性ロール(加熱なし)の組み合わせのカレンダー装置(第一の熱圧ロールニップ、ロールニップ圧力736N/cm)、弾性ロール(加熱なし)と加熱金属ロール(225℃)との組み合わせのカレンダー装置(第二の熱圧ロールニップ、ロールニップ圧力736N/cm)が直列に配列されている装置を用いて、熱圧加工速度20m/min(繊維基材が第一の熱圧ロールニップを通過後12秒後に第二の熱圧ロールニップを通過)の条件で熱圧加工し、半透膜支持体を得た。なお、X面が第二の熱圧ロールで金属ロール面に接するようにした。
【0146】
(実施例32)
X面層として、太径繊維1(延伸ポリエステル系繊維、繊維径17.5μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、太径繊維2(延伸ポリエステル系繊維、繊維径12.5μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、繊維径7.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)を25:30:35:10の配合比率で水に混合分散し、撹拌装置を有するストックタンクに貯蔵した。
【0147】
次いで、Y面層として、太径繊維1(延伸ポリエステル系繊維、繊維径17.5μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、太径繊維2(延伸ポリエステル系繊維、繊維径12.5μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、繊維径7.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)を35:30:25:10の配合比率で水に混合分散し、X面層用の分散液とは別に、撹拌装置を有するストックタンクに貯蔵した。
【0148】
傾斜ワイヤー抄紙機と円網抄紙機とのコンビネーションマシンを用いて、X面層を傾斜ワイヤー抄紙機、Y面層を円網抄紙機で、乾燥質量でX面層20g/m2、Y面層60g/m2の抄き合わせ湿紙を形成した後、X面層が表面温度130℃のヤンキードライヤーに接触するように、熱圧乾燥し、坪量80g/m2の抄き合わせシートを得た。
【0149】
シートの巻取りを巻き出し装置に設置し、ヤンキードライヤーによる熱圧乾燥から60分後に、シートを、加熱金属ロール(225℃)と弾性ロール(加熱なし)の組み合わせのカレンダー装置(第一の熱圧ロールニップ、ロールニップ圧力736N/cm)、加熱金属ロール(225℃)と加熱金属ロール(225℃)との組み合わせのカレンダー装置(第二の熱圧ロールニップ、ロールニップ圧力736N/cm)が直列に配列されている装置を用いて、熱圧加工速度20m/min(繊維基材が第一の熱圧ロールニップを通過後12秒後に第二の熱圧ロールニップを通過)の条件で熱圧加工し、半透膜支持体を得た。なお、X面が第一及び第二の熱圧ロールで金属ロール面に接するようにした。
【0150】
(実施例33)
X面層として、太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)を37.5:25:37.5の配合比率で水に混合分散し、撹拌装置を有するストックタンクに貯蔵した。
【0151】
次いで、Y面層として、太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)を37.5:25:37.5の配合比率で水に混合分散し、X面層用の分散液とは別に、撹拌装置を有するストックタンクに貯蔵した。
【0152】
傾斜ワイヤー抄紙機と円網抄紙機とのコンビネーションマシンを用いて、X面層を傾斜ワイヤー抄紙機、非塗布面層を円網抄紙機で、乾燥質量でX面層20g/m2、Y面層60g/m2の抄き合わせ湿紙を形成した後、X面層が表面温度130℃のヤンキードライヤーに接触するように、熱圧乾燥し、坪量80g/m2の抄き合わせシートを得た。
【0153】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力785N/cm、加工速度30m/minの条件で熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接した面がX面である。
【0154】
(実施例34)
X面層として、太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)を45:35:20の配合比率で水に混合分散し、撹拌装置を有するストックタンクに貯蔵した。
【0155】
次いで、Y面層として、太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)を20:35:45の配合比率で水に混合分散し、X面層用の分散液とは別に、撹拌装置を有するストックタンクに貯蔵した。
【0156】
傾斜ワイヤー抄紙機と円網抄紙機とのコンビネーションマシンを用いて、X面層を傾斜ワイヤー抄紙機、Y面層を円網抄紙機で、乾燥質量でX面層20g/m2、非塗布面層60g/m2の抄き合わせ湿紙を形成した後、X面層が表面温度130℃のヤンキードライヤーに接触するように、熱圧乾燥し、坪量80g/m2の抄き合わせシートを得た。
【0157】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力785N/cm、加工速度30m/minの条件で熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接した面がX面である。
【0158】
(実施例35)
X面層として、太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)を20:30:50の配合比率で水に混合分散し、撹拌装置を有するストックタンクに貯蔵した。
【0159】
次いで、Y面層として、太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)を50:30:20の配合比率で水に混合分散し、X面層用の分散液とは別に、撹拌装置を有するストックタンクに貯蔵した。
【0160】
傾斜ワイヤー抄紙機と円網抄紙機とのコンビネーションマシンを用いて、X面層を傾斜ワイヤー抄紙機、非塗布面層を円網抄紙機で、乾燥質量でX面層20g/m2、Y面層60g/m2の抄き合わせ湿紙を形成した後、X面層が表面温度130℃のヤンキードライヤーに接触するように、熱圧乾燥し、坪量80g/m2の抄き合わせシートを得た。
【0161】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力785N/cm、加工速度30m/minの条件で熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接した面がX面である。
【0162】
【表5】
【0163】
実施例30〜32、実施例33〜35の比較から、繊維径の異なる2種以上の主体合成繊維とバインダー合成繊維とを含有し、2層構造で、2回の熱圧加工を行った実施例30〜32の半透膜支持体は、X面を半透膜塗布面にした場合でも、Y面を半透膜塗布面にした場合でも、半透膜滲み込み、半透膜接着性、非塗布面接着性、半透膜塗布時のシワの全ての評価で、優れていた。
【0164】
(比較例5)
主体合成繊維(延伸ポリエステル系繊維、繊維径24.7μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)を70:30の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0165】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力785N/cm、加工速度60m/minの条件で熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接した面をX面とした。
【0166】
(比較例6)
熱圧加工時の加工速度を120m/minにした以外は、比較例5と同様の方法で、半透膜支持体を得た。
【0167】
(比較例7)
熱圧加工時の加工速度を30m/minにした以外は、比較例5と同様の方法で、半透膜支持体を得た。
【0168】
(比較例8)
熱圧加工時の加工速度を6m/minにした以外は、比較例5と同様の方法で、半透膜支持体を得た。
【0169】
(比較例9)
熱圧加工時の加工速度を2m/minにした以外は、比較例5と同様の方法で、半透膜支持体を得た。
【0170】
【表6】
【0171】
繊維径が1種類の主体合成繊維しか含有していない比較例5〜9の半透膜支持体においては、半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比及び非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比の数値によらず、毛羽立ちが多くなる傾向が見られ、半透膜滲み込みの評価結果が悪かった。
【0172】
(比較例10)
主体合成繊維(延伸ポリエステル系繊維、繊維径11.6μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、融点260℃)を80:20の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0173】
シートの巻取りを巻き出し装置に設置し、シートを、コットンロールと加熱金属ロール(170℃)と加熱金属ロール(170℃)とをスーパーカレンダーのように組み合わせたカレンダー装置(第一の熱圧ロールニップと第二の熱圧ロールニップが連続している)で、第一及び第二の熱圧ロールニップ圧力1000N/cm、加工速度5m/minの条件で熱圧加工し、半透膜支持体を得た。なお、第二の熱圧ロールニップの加熱金属ロール面に接した面をX面とした。
【0174】
(比較例11)
主体合成繊維(延伸ポリエステル系繊維、繊維径12.5μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)、バインダー合成繊維(芯鞘型ポリエステル系繊維、繊維径10.5μm、繊維長:5mm、鞘部融点107℃)を80:20の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0175】
得られたシートを、加熱金属ロールとコットンロール(加熱なし)の組み合わせのカレンダー装置を用いて、加熱金属ロール温度160℃、圧力2000N/cm、加工速度30m/minの条件で熱圧加工し、半透膜支持体を得た。なお、加熱金属ロールに接した面をX面とした。
【0176】
(比較例12)
主体合成繊維(アクリル繊維、繊維径22.5μm、繊維長5mm、伸び率40%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、融点260℃)を80:20の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0177】
得られたシートを、加熱金属ロールと弾性(加熱なし)の組み合わせのカレンダー装置を用いて、加熱金属ロール温度225℃、圧力1000N/cm、加工速度20m/minの条件で熱圧加工し、半透膜支持体を得た。なお、加熱金属ロールに接した面をX面とした。
【0178】
(比較例13)
X面層として、主体合成繊維(断面形状がトライローバル状(三角形)の延伸ポリエステル系繊維、繊維径12.5μm、繊維長5mm、伸び率45%、引張強さ0.4N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)を60:40の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量40g/m2のシートを得た。
【0179】
Y面層として、主体合成繊維(延伸ポリエステル系繊維、繊維径7.4μm、繊維長5mm、伸び率45%、引張強さ0.4N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)を60:40の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量40g/m2のシートを得た。
【0180】
得られたX面層とY面層を重ねて、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度220℃、圧力980N/cm、加工速度5m/minの条件で熱圧加工し、半透膜支持体を得た。
【0181】
【表7】
【0182】
繊維径が1種類の主体合成繊維しか含有しておらず、かつバインダー合成繊維の配合率が20%である比較例10〜12の半透膜支持体においては、半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比及び非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比が1.2〜3.0であるものの、毛羽立ちが多く、実用不可レベルであった。また、Y面を半透膜塗布面とした場合、比較例11及び12では、半透膜滲み込みが悪かった。
【0183】
X面層に断面形状がトライローバル状(三角形)の1種類の主体合成繊維しか含有しておらず、Y面層にも繊維径が1種類の主体合成繊維しか含有しておらず、かつバインダー合成繊維の配合率が40質量%である比較例13の半透膜支持体においては、X面層のシートの地合が悪かった。また、半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比及び非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比が1.2〜3.0であるものの、X面を半透膜塗布面とした場合の非塗布面接着性、Y面を半透膜塗布面とした場合の半透膜接着性が、実用不可レベルであった。
【0184】
(実施例36)
太径繊維(アクリル繊維、繊維径14.3μm、繊維長5mm、伸び率40%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(アクリル繊維、繊維径6.4μm、繊維長5mm、伸び率40%、引張強さ0.40N/tex)を35:30:35の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0185】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力785N/cm、加工速度30m/minの条件で熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接した面をX面とした。
【0186】
(実施例37)
細径繊維(延伸ポリエステル系繊維、繊維径6.6μm、繊維長10mm、伸び率45%、引張強さ0.50N/tex)、太径繊維(延伸ポリエステル系繊維、繊維径12.5μm、繊維長5mm、伸び率45%、引張強さ0.50N/tex)、バインダー合成繊維1(未延伸ポリエステル系繊維、繊維径10.1μm、繊維長5mm、融点191℃)、バインダー合成繊維2(芯鞘型ポリエステル系繊維、繊維径14.3μm、繊維長:5mm、鞘部融点107℃)を20.4:40.7:36.6:2.3の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0187】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度225℃、圧力785N/cm、加工速度20m/minの条件で熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接した面を半透膜塗布面とした。
【0188】
(実施例38)
太径繊維(延伸ポリエステル系繊維、繊維径17.5μm、繊維長5mm、アスペクト比286、伸び率45%、引張強さ0.50N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、繊維径12.5μm、繊維長5mm、アスペクト比399、伸び率45%、引張強さ0.50N/tex)を30:40:30の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量34g/m2のシートCを得た。
【0189】
得られたシートを、加熱金属ロールと弾性ロールの組み合わせのカレンダー装置を用いて、温度225℃、圧力588N/cm、加工速度25m/minの条件で熱圧加工し、不織布Cを得た。
【0190】
次いで、太径繊維(延伸ポリエステル系繊維、繊維径17.5μm、繊維長5mm、アスペクト比286、伸び率45%、引張強さ0.50N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)を60:40の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量34g/m2のシートDを得た。
【0191】
不織布CをX面層とし、シートDをY面層として、不織布CとシートDを重ねて、シートDが加熱金属ロールに接するように、加熱金属ロールと弾性ロールの組み合わせのカレンダー装置において、加熱金属ロール温度225℃、圧力588N/cm、加工速度25m/minの条件で熱圧加工し、X面層とY面層の坪量比が1:1で、総坪量70g/m2の半透膜支持体を得た。
【0192】
(実施例39)
細径繊維(延伸ポリエステル系繊維、繊維径12.5μm、繊維長5mm、伸び率45%、引張強さ0.50N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)を60:40の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量40g/m2のシートEを得た。
【0193】
次いで、太径繊維(延伸ポリエステル系繊維、繊維径22.5μm、繊維長5mm、伸び率45%、引張強さ0.50N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)を60:40の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量50g/m2のシートFを得た。
【0194】
シートEを非塗布面層とし、シートFをX面層として、シートEとシートFを重ねて、加熱金属ロールと弾性ロールの組み合わせのカレンダー装置を用いて、温度226℃、圧力980N/cm、加工速度30m/minの条件で加工した後、一回目に加熱金属ロールに接した面が弾性ロールに接するように加熱金属ロールと弾性ロールの組み合わせのカレンダー装置において、加熱金属ロール温度226℃、圧力980N/cm、加工速度30m/minの条件で熱圧加工し、X面層とY面層の坪量比が5:4で、総坪量90g/m2の半透膜支持体を得た。
【0195】
(実施例40)
傾斜ワイヤー式抄紙機と円網抄紙機のコンビネーションマシンを用いて、2層構造のシートを製造した。細径繊維(延伸ポリエステル系繊維、繊維径11.6μm、繊維長5mm、伸び率45%、引張強さ0.50N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)を55:45の配合比率で水に混合分散し、傾斜ワイヤー式抄紙機でY塗面層の湿紙を形成した。
【0196】
太径繊維(延伸ポリエステル系繊維、繊維径20.2μm、繊維長10mm、伸び率45%、引張強さ0.50N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)を55:45の配合比率で水に混合分散し、円網抄紙機でX面層の湿紙を形成した後、2つの湿紙を抄き合わせ、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、X面層とY面層の坪量比が1:1で、総坪量103g/m2のシートを得た。
【0197】
得られたシートを、加熱金属ロールとコットンロールの組み合わせのカレンダー装置において、加熱金属ロール温度230℃、圧力785N/cm、加工速度10m/minの条件で加工した後、一回目に加熱金属ロールに接した面がコットンロールに接するように加熱金属ロールとコットンロールの組み合わせのカレンダー装置において、加熱金属ロール温度200℃、圧力785N/cm、加工速度10m/minの条件で熱圧加工し、半透膜支持体を得た。なお、X面層が一回目にコットンロールに接するようにした。
【0198】
【表8】
【0199】
実施例2と実施例36における半透膜接着性の比較から、ポリエステル系繊維を使用した実施例2の方が、アクリル系繊維を使用した実施例36よりも優れていることが確認できた。
【0200】
実施例37の半透膜支持体は、バインダー合成繊維として、低融点の芯鞘型ポリエステル系繊維を併用しているために、熱圧加工時において、加熱金属ロールと加熱金属ロールのニップから出る際に貼り付きが発生し、半透膜接着性が実用上下限レベルとなった。
【0201】
実施例38〜40の半透膜支持体は、2層構造の不織布であるが、主体合成繊維が1種類である層を含み、該層の地合が悪かった。また、実施例40の半透膜支持体は、繊維長10mmの繊維を使用していることから、実施例38及び39の半透膜支持体と比較して、地合がさらに悪かった。バインダー合成繊維の含有率が40質量%である実施例38及び39では、熱圧加工時にロールへの貼り付きが若干見られた。該含有率が45質量%である実施例40では、熱圧加工時のロールへの貼り付きが発生し、半透膜接着性が実用上下限レベルとなった。
【0202】
(実施例41)
太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)を35:30:35の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0203】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力785N/cm、加工速度110m/minの条件で熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接した面をX面とした。
【0204】
(実施例42)
太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)を35:30:35の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0205】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力980N/cm、加工速度2m/minの条件で熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接しない面をX面とした。
【0206】
【表9】
【0207】
実施例2、41及び42の比較から、Y面の主体合成繊維の断面アスペクト比が1.1の実施例41の半透膜支持体は、Y面を半透膜塗布面とした場合の半透膜滲み込みが悪かった。また、Y面の主体合成繊維の断面アスペクト比が3.2の実施例42の半透膜支持体は、X面を半透膜塗布面とした場合の非塗布面接着性が悪かった。
【0208】
(実施例43)
太径繊維(延伸ポリエステル系繊維、伸び率48%、引張強さ0.41N/tex、繊維径18.2μm、繊維長5mm)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、伸び率48%、引張強さ0.41N/tex、繊維径10.5μm、繊維長5mm)を60:30:10の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0209】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力980N/cm、加工速度25m/minの条件で、カレンダー装置でニップ後に、一方の加熱金属ロールを抱いて、一方の面がより加熱されるように熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接しない面を抱いた金属ロール面に接するように熱圧加工し、抱いた金属ロール面に接した面をX面とし、その反対側の面をY面とする。
【0210】
(実施例44)
太径繊維(延伸ポリエステル系繊維、伸び率23%、引張強さ0.75N/tex、繊維径18.2μm、繊維長5mm)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径6.8μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、伸び率23%、引張強さ0.75N/tex、繊維径8.6μm、繊維長5mm)を60:30:10の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0211】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力780N/cm、加工速度20m/minの条件で、カレンダー装置でニップ後に、一方の加熱金属ロールを抱いて、一方の面がより加熱されるように熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接しない面を抱いた金属ロール面に接するように熱圧加工し、抱いた金属ロール面に接した面をX面とし、その反対側の面をY面とする。
【0212】
(実施例45)
太径繊維(延伸ポリエステル系繊維、伸び率80%、引張強さ0.51N/tex、繊維径18.2μm、繊維長5mm)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、伸び率80%、引張強さ0.51N/tex、繊維径8.6μm、繊維長5mm)を60:30:10の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0213】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力780N/cm、加工速度20m/minの条件で、カレンダー装置でニップ後に、一方の加熱金属ロールを抱いて、一方の面がより加熱されるように熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接しない面を抱いた金属ロール面に接するように熱圧加工し、抱いた金属ロール面に接した面をX面とし、その反対側の面をY面とする。
【0214】
(実施例46)
太径繊維(延伸ポリエステル系繊維、伸び率60%、引張強さ0.36N/tex、繊維径18.2μm、繊維長5mm)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、伸び率60%、引張強さ0.36N/tex、繊維径8.6μm、繊維長5mm)を60:30:10の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0215】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力980N/cm、加工速度25m/minの条件で、カレンダー装置でニップ後に、一方の加熱金属ロールを抱いて、一方の面がより加熱されるように熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接しない面を抱いた金属ロール面に接するように熱圧加工し、抱いた金属ロール面に接した面をX面とし、その反対側の面をY面とする。
【0216】
(実施例47)
太径繊維(延伸ポリエステル系繊維、伸び率120%、引張強さ0.31N/tex、繊維径18.2μm、繊維長5mm)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径6.8μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、伸び率120%、引張強さ0.31N/tex、繊維径8.6μm、繊維長5mm)を60:30:10の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0217】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力780N/cm、加工速度20m/minの条件で、カレンダー装置でニップ後に、一方の加熱金属ロールを抱いて、一方の面がより加熱されるように熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接しない面を抱いた金属ロール面に接するように熱圧加工し、抱いた金属ロール面に接した面をX面とし、その反対側の面をY面とする。
【0218】
(実施例48)
太径繊維(延伸ポリエステル系繊維、伸び率140%、引張強さ0.26N/tex、繊維径18.2μm、繊維長5mm)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径6.8μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、伸び率140%、引張強さ0.26N/tex、繊維径8.6μm、繊維長5mm)を60:30:10の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0219】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力780N/cm、加工速度20m/minの条件で、カレンダー装置でニップ後に、一方の加熱金属ロールを抱いて、一方の面がより加熱されるように熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接しない面を抱いた金属ロール面に接するように熱圧加工し、抱いた金属ロール面に接した面をX面とし、その反対側の面をY面とする。
【0220】
(実施例49)
太径繊維(延伸ポリエステル系繊維、伸び率30%、引張強さ0.44N/tex、繊維径18.2μm、繊維長5mm)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径6.8μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、伸び率30%、引張強さ0.44N/tex、繊維径8.6μm、繊維長5mm)を60:30:10の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0221】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力785N/cm、加工速度20m/minの条件で、カレンダー装置でニップ後に、一方の加熱金属ロールを抱いて、一方の面がより加熱されるように熱圧加工し、さらに、ニップしていない120℃の加熱金属ロール2本をS字状に抱かせて巻取りを作製して、半透膜支持体を得た。なお、ヤンキードライヤーに接しない面を抱いた金属ロール面に接するように熱圧加工し、抱いた金属ロール面に接した面をX面とし、その反対側の面をY面とする。
【0222】
(実施例50)
太径繊維(延伸ポリエステル系繊維、伸び率48%、引張強さ0.41N/tex、繊維径17.5μm、繊維長5mm)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、伸び率50%、引張強さ0.51N/tex、繊維径11.6μm、繊維長5mm)を30:30:40の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0223】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力785N/cm、加工速度20m/minの条件で、カレンダー装置でニップ後に、一方の加熱金属ロールを抱いて、一方の面がより加熱されるように熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接しない面を抱いた金属ロール面に接するように熱圧加工し、抱いた金属ロール面に接した面をX面とし、その反対側の面をY面とする。
【0224】
(実施例51)
傾斜ワイヤー式抄紙機と円網抄紙機のコンビネーションマシンを用いて、2層構造のシートを製造した。太径繊維(延伸ポリエステル系繊維、伸び率48%、引張強さ0.41N/tex、繊維径17.5μm、繊維長5mm)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、伸び率50%、引張強さ0.51N/tex、繊維径11.6μm、繊維長5mm)を30:30:40の配合比率で水に混合分散し、傾斜ワイヤー式抄紙機でY面層の湿紙を形成した。
【0225】
太径繊維(延伸ポリエステル系繊維、伸び率50%、引張強さ0.51N/tex、繊維径11.6μm、繊維長5mm)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、伸び率45%、引張強さ0.41N/tex、繊維径8.6μm、繊維長5mm)を40:30:30の配合比率で水に混合分散し、円網抄紙機でX面層の湿紙を形成した後、2つの湿紙を抄き合わせ、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、Y面層とX面層の坪量比が1:1で、総坪量80g/m2のシートを得た。なお、X面がヤンキードライヤーに接するように熱圧乾燥した。
【0226】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力785N/cm、加工速度20m/minの条件で熱圧加工し、半透膜支持体を得た。
【0227】
(実施例52)
傾斜ワイヤー式抄紙機と円網抄紙機のコンビネーションマシンを用いて、2層構造のシートを製造した。太径繊維(延伸ポリエステル系繊維、伸び率48%、引張強さ0.41N/tex、繊維径17.5μm、繊維長5mm)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、伸び率50%、引張強さ0.51N/tex、繊維径11.6μm、繊維長5mm)を30:30:40の配合比率で水に混合分散し、傾斜ワイヤー式抄紙機でY面層の湿紙を形成した。
【0228】
太径繊維(延伸ポリエステル系繊維、伸び率50%、引張強さ0.51N/tex、繊維径11.6μm、繊維長5mm)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、伸び率45%、引張強さ0.41N/tex、繊維径8.6μm、繊維長5mm)を40:30:30の配合比率で水に混合分散し、円網抄紙機でX面層の湿紙を形成した後、2つの湿紙を抄き合わせ、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、Y面層とX面層の坪量比が1:1で、総坪量80g/m2のシートを得た。なお、X面がヤンキードライヤーに接するように熱圧乾燥した。
【0229】
得られたシートを、加熱金属ロールと弾性ロール(加熱なし)の組み合わせのカレンダー装置を用いて、温度225℃、圧力980N/cm、加工速度25m/minの条件で熱圧加工(第一の熱圧ロールニップ)し、さらに表裏を逆にして再度同一条件で熱圧加工を行い(第二の熱圧ロールニップ)、半透膜支持体を得た。
【0230】
(実施例53)
傾斜ワイヤー式抄紙機と円網抄紙機のコンビネーションマシンを用いて、2層構造のシートを製造した。太径繊維(延伸ポリエステル系繊維、伸び率48%、引張強さ0.41N/tex、繊維径17.5μm、繊維長5mm)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、伸び率50%、引張強さ0.51N/tex、繊維径11.6μm、繊維長5mm)を30:30:40の配合比率で水に混合分散し、傾斜ワイヤー式抄紙機でY面層の湿紙を形成した。
【0231】
太径繊維(延伸ポリエステル系繊維、伸び率50%、引張強さ0.51N/tex、繊維径11.6μm、繊維長5mm)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、伸び率45%、引張強さ0.41N/tex、繊維径8.6μm、繊維長5mm)を40:30:30の配合比率で水に混合分散し、円網抄紙機でX面層の湿紙を形成した後、2つの湿紙を抄き合わせ、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、Y面層とX面層の坪量比が1:1で、総坪量80g/m2のシートを得た。なお、X面がヤンキードライヤーに接するように熱圧乾燥した。
【0232】
得られたシートを、加熱金属ロールと弾性ロール(加熱なし)の組み合わせのカレンダー装置を用いて、温度225℃、圧力980N/cm、加工速度25m/minの条件で熱圧加工した後(第一の熱圧ロールニップ)、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度225℃、圧力980N/cm、加工速度25m/minの条件で熱圧加工し(第二の熱圧ロールニップ)、半透膜支持体を得た。
【0233】
(実施例54)
太系繊維及び細径繊維を、太径繊維(延伸ポリエステル系繊維、伸び率35%、引張強さ0.45N/tex、繊維径18.2μm、繊維長5mm)、細径繊維(延伸ポリエステル系繊維、伸び率35%、引張強さ0.45N/tex、繊維径10.5μm、繊維長5mm)に変えた以外は、実施例43と同様の方法で、半透膜支持体を得た。
【0234】
(実施例55)
太系繊維及び細径繊維を、太径繊維(延伸ポリエステル系繊維、伸び率100%、引張強さ0.30N/tex、繊維径18.2μm、繊維長5mm)、細径繊維(延伸ポリエステル系繊維、伸び率100%、引張強さ0.30N/tex、繊維径10.5μm、繊維長5mm)に変えた以外は、実施例43と同様の方法で、半透膜支持体を得た。
【0235】
(実施例56)
太系繊維及び細径繊維を、太径繊維(延伸ポリエステル系繊維、伸び率150%、引張強さ0.11N/tex、繊維径18.2μm、繊維長5mm)、細径繊維(延伸ポリエステル系繊維、伸び率150%、引張強さ0.11N/tex、繊維径10.5μm、繊維長5mm)に変えた以外は、実施例43と同様の方法で、半透膜支持体を得た。
【0236】
(実施例57)
太系繊維及び細径繊維を、太径繊維(延伸ポリエステル系繊維、伸び率25%、引張強さ0.70N/tex、繊維径18.2μm、繊維長5mm)、細径繊維(延伸ポリエステル系繊維、伸び率25%、引張強さ0.70N/tex、繊維径10.5μm、繊維長5mm)に変えた以外は、実施例43と同様の方法で、半透膜支持体を得た。
【0237】
(実施例58)
太系繊維及び細径繊維を、太径繊維(延伸ポリエステル系繊維、伸び率145%、引張強さ0.23N/tex、繊維径18.2μm、繊維長5mm)、細径繊維(延伸ポリエステル系繊維、伸び率145%、引張強さ0.23N/tex、繊維径10.5μm、繊維長5mm)に変えた以外は、実施例43と同様の方法で、半透膜支持体を得た。
【0238】
(実施例59)
太系繊維及び細径繊維を、太径繊維(延伸ポリエステル系繊維、伸び率60%、引張強さ0.58N/tex、繊維径18.2μm、繊維長5mm)、細径繊維(延伸ポリエステル系繊維、伸び率60%、引張強さ0.58N/tex、繊維径10.5μm、繊維長5mm)に変えた以外は、実施例43と同様の方法で、半透膜支持体を得た。
【0239】
(実施例60)
太系繊維及び細径繊維を、太径繊維(延伸ポリエステル系繊維、伸び率165%、引張強さ0.08N/tex、繊維径18.2μm、繊維長5mm)、細径繊維(延伸ポリエステル系繊維、伸び率165%、引張強さ0.08N/tex、繊維径10.5μm、繊維長5mm)とし、熱圧加工速度を30m/minに変えた以外は、実施例43と同様の方法で、半透膜支持体を得た。
【0240】
(実施例61)
太系繊維及び細径繊維を、太径繊維(延伸ポリエステル系繊維、伸び率25%、引張強さ0.80N/tex、繊維径18.2μm、繊維長5mm)、細径繊維(延伸ポリエステル系繊維、伸び率25%、引張強さ0.80N/tex、繊維径10.5μm、繊維長5mm)とし、熱圧加工速度を10m/minに変えた以外は、実施例43と同様の方法で、半透膜支持体を得た。
【0241】
(実施例62)
太系繊維及び細径繊維を、太径繊維(延伸ポリエステル系繊維、伸び率25%、引張強さ0.75N/tex、繊維径18.2μm、繊維長5mm)、細径繊維(延伸ポリエステル系繊維、伸び率25%、引張強さ0.75N/tex、繊維径10.5μm、繊維長5mm)とし、熱圧加工速度を20m/min、ニップ圧を780N/cmに変えた以外は、実施例43と同様の方法で、半透膜支持体を得た。
【0242】
(実施例63)
太系繊維及び細径繊維を、太径繊維(延伸ポリエステル系繊維、伸び率150%、引張強さ0.25N/tex、繊維径18.2μm、繊維長5mm)、細径繊維(延伸ポリエステル系繊維、伸び率150%、引張強さ0.25N/tex、繊維径10.5μm、繊維長5mm)に変えた以外は、実施例43と同様の方法で、半透膜支持体を得た。
【0243】
(実施例64)
太系繊維及び細径繊維を、太径繊維(延伸ポリエステル系繊維、伸び率23%、引張強さ0.90N/tex、繊維径18.2μm、繊維長5mm)、細径繊維(延伸ポリエステル系繊維、伸び率23%、引張強さ0.90N/tex、繊維径10.5μm、繊維長5mm)とし、熱圧加工速度を10m/minに変えた以外は、実施例43と同様の方法で、半透膜支持体を得た。
【0244】
(実施例65)
太系繊維及び細径繊維を、太径繊維(延伸ポリエステル系繊維、伸び率170%、引張強さ0.07N/tex、繊維径18.2μm、繊維長5mm)、細径繊維(延伸ポリエステル系繊維、伸び率170%、引張強さ0.07N/tex、繊維径10.5μm、繊維長5mm)とし、熱圧加工速度30m/min、ニップ圧780N/cmに変えた以外は、実施例43と同様の方法で、半透膜支持体を得た。
【0245】
(比較例14)
太系繊維及び細径繊維を、太径繊維(延伸ポリエステル系繊維、伸び率23%、引張強さ0.90N/tex、繊維径18.2μm、繊維長5mm)、細径繊維(延伸ポリエステル系繊維、伸び率23%、引張強さ0.90N/tex、繊維径10.5μm、繊維長5mm)とした以外は、実施例43と同様の方法で、半透膜支持体を得た。
【0246】
(比較例15)
太系繊維及び細径繊維を、太径繊維(延伸ポリエステル系繊維、伸び率170%、引張強さ0.07N/tex、繊維径18.2μm、繊維長5mm)、細径繊維(延伸ポリエステル系繊維、伸び率170%、引張強さ0.07N/tex、繊維径10.5μm、繊維長5mm)とし、熱圧加工速度20m/min、ニップ圧780N/cmに変えた以外は、実施例43と同様の方法で、半透膜支持体を得た。
【0247】
【表10】
【0248】
【表11】
【0249】
【表12】
【0250】
実施例43〜65の半透膜支持体は、X面、X面のいずれを半透膜塗布面とした場合でも、半透膜の滲み込み、半透膜接着性、非塗布面接着性ともに実用上問題ないレベルであった。実施例44の半透膜支持体は、主体合成繊維の伸び率が23%であったために、熱圧加工の際、稀に断紙が発生した。主体合成繊維の伸び率が120%及び140%の実施例47、及び48の半透膜支持体は、熱圧加工の際に若干の幅収縮が見られたが、実用上問題ないレベルであった。2層構造で、X面、Y面の繊維配合が異なる実施例51の半透膜支持体は、X面を半透膜塗布面とした場合の半透膜滲み込み及び非塗布面接着性、Y面を半透膜塗布面とした場合の半透膜接着性が優れていた。
【0251】
2層構造で、X面、Y面の繊維配合が異なり、熱圧加工において、2回の熱圧ロールニップ加工を行った実施例52及び53の半透膜支持体は、X面を半透膜塗布面とした場合の非塗布面接着性、Y面を半透膜塗布面とした場合の半透膜接着性が優れていた。
【0252】
主体合成繊維の伸び率が150%及び145%の実施例56、58及び63の半透膜支持体は、熱圧加工の際に幅収縮が見られたが、実用上の限度レベルであった。
【0253】
実施例61及び62の半透膜支持体は、主体合成繊維の伸び率が25%であったために、熱圧加工の際、稀に断紙が発生した。実施例64の半透膜支持体は、主体合成繊維の伸び率が23%であり、主体合成繊維の引張強さが0.90N/texのため、熱圧加工の際、一部断紙が発生したが、実用上の限度レベルであった。主体合成繊維の伸び率が170%の実施例65の半透膜支持体は、熱圧加工の際に幅収縮が見られた。また、加熱寸法変化率が−0.5%であり、実用上やや問題があるレベルであった。
【0254】
比較例14の半透膜支持体は、X面の主体合成繊維の断面アスペクト比及びY面の主体合成繊維の断面アスペクト比が1.1であり、平均裂断長(5%伸長時)が4.0km以上と高く、繊維の引張強さも0.90N/texと高く、熱圧加工の際に、加熱ロール出口で断紙が発生し、実用に適さなかった。比較例15の半透膜支持体は、X面の主体合成繊維の断面アスペクト比及びY面の主体合成繊維の断面アスペクト比が3.3及び3.2であり、熱圧加工の際に幅収縮が大きかった。また、半透膜塗布時のシワが酷く、実用に適さなかった。
【産業上の利用可能性】
【0255】
本発明の半透膜支持体は、海水の淡水化、浄水器、食品の濃縮、廃水処理、血液濾過に代表される医療用、半導体洗浄用の超純水製造等の分野で利用することができる。
【技術分野】
【0001】
本発明は、半透膜支持体及び半透膜支持体の製造方法に関する。
【背景技術】
【0002】
海水の淡水化、水の浄化、食品の濃縮、廃水処理、血液濾過に代表される医療用、半導体洗浄用の超純水製造等の分野で、半透膜が広く用いられている。半透膜は、セルロース系樹脂、ポリスルホン系樹脂、ポリアクリロニトリル系樹脂、フッ素系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、ポリイミド系樹脂等の合成樹脂で構成されている。しかしながら、半透膜単体では機械的強度に劣るため、不織布や織布などの繊維基材からなる半透膜支持体の片面(以下、「半透膜塗布面」という)に半透膜が設けられた形態で使用されている。
【0003】
半透膜支持体に半透膜が設けられた形態は、上述したポリスルホン系樹脂等の合成樹脂を有機溶媒に溶解し、半透膜溶液を調製した後、この半透膜溶液を半透膜支持体上に塗布する方法が広く用いられている。そして、効率的に濾過を行うために、スパイラル型の半透膜エレメントが形成され、さらに、半透膜モジュールが組み立てられる(例えば、特許文献1参照)。
【0004】
高い濾過流束と濾過性能を得るためには、半透膜表面に凹凸が少なく、半透膜形成時の横方向湾曲やシワの発生がなく、半透膜支持体上に半透膜が均一な厚みで設けられる必要がある。そのため、半透膜支持体の半透膜塗布面には、優れた平滑性が必要とされる。そして、良好な濾過性能を得るためには、半透膜と半透膜支持体との接着性にも優れている必要がある。また、半透膜モジュールを組み立てる際に、接着剤を使って、半透膜塗布面の反対面である半透膜非塗布面(以下、「非塗布面」という)同士を貼り合わせる工程があるため、この非塗布面同士の接着性に優れていることも要求されている。さらに、半透膜溶液が非塗布面に裏抜けしないことが要求されている。この裏抜けが発生すると、半透膜の厚みが不均一になる、非塗布面同士の接着性が低下するという問題が発生するからである。
【0005】
半透膜支持体として、主体合成繊維とバインダー合成繊維とを含有してなり、湿式抄造法で製造され、熱圧処理された不織布が提案されている。例えば、太い繊維を使用した表面粗度の大きな表面層(太い繊維層)と細い繊維を使用した緻密な構造の裏面層(細い繊維層)との二重構造を基本とした多層構造の不織布よりなる半透膜支持体が提案されている(例えば、特許文献2参照)。具体的には、太い繊維層を半透膜塗布面とし、細い繊維層を非塗布面とした半透膜支持体及び細い繊維層を太い繊維層で挟み込み、半透膜塗布面と非塗布面の両方を太い繊維層とした半透膜支持体が記載されている。しかしながら、半透膜塗布面において、太い繊維を使用しているため、半透膜と半透膜支持体との接着性は向上するものの、平滑性が低いという問題があった。また、太い繊維を使用しているため、半透膜溶液が半透膜支持体の内部にまで入り込んでしまい、所望の半透膜の厚みを得るためには、大量の半透膜溶液が必要となるという問題があった。また、前者では、非塗布面に細い繊維を使用しているため、非塗布面同士の接着性が良くないという問題もあった。
【0006】
半透膜塗布面の表面粗さを非塗布面よりも大きくした単層構造の不織布よりなる半透膜支持体も開示されているが、この半透膜支持体も半透膜塗布面の平滑性、半透膜の均一性、非塗布面同士の接着性に問題があった(例えば、特許文献3参照)。また、特許文献3の半透膜支持体では、抄紙流れ方向(縦方向、MD)と幅方向(横方向、CD)の引張強度比が規定されているが、これは、半透膜形成時の幅方向湾曲防止を目的としたものである。抄紙流れ方向と幅方向の引張強度比を特定の範囲内に収めるために、抄紙工程において、原料分散混合液の濃度、水流速度、傾斜金網のワイヤーの速度、傾斜の角度等を調整する必要がある。また、抄紙流れ方向と幅方向の引張強度比を調整しても、半透膜形成時の湯洗浄や乾燥パートにおいて発生する半透膜支持体の幅収縮抑制は困難であり、幅収縮によるシワの発生や湾曲の発生を解決することはできていなかった。さらに、特許文献3の半透膜支持体には、バインダー合成繊維の含有量を多くすると、平滑性が高くなることが記載されているが、同時に、通気性が小さくなりすぎ、濾過時の濾過流束が低下するという問題が発生する。
【0007】
さらに、特許文献3では、半透膜と半透膜支持体の接着性を良くすること及び裏抜け防止を目的として、半透膜支持体の通気度やポアサイズを調整する方法が提示されている。しかしながら、このJIS L1096に準拠した通気度は、半透膜支持体の片面から半透膜支持体内部を通過して別の片面へ透過する空気の量をもとに算出されており、半透膜塗布面の表面に塗布された半透膜溶液の非塗布面への裏抜けを正確に反映しているものではない。そのため、特許文献3で示された範囲の通気度を有する半透膜支持体に半透膜溶液を塗布した場合、半透膜支持体非塗布面まで半透膜溶液が裏抜けしてしまい、半透膜支持体非塗布面同士を貼り付けて半透膜モジュールを作製した場合に、接着力が低下し、濾過性能が著しく低下するという問題が発生する場合がある。また、支持体の通気性を低くする方法として、半透膜支持体を構成する繊維の繊維径を小さくする方法が提案されているが、この場合も、非塗布面の平滑性も高くなり、非塗布面同士の接着性が低下するという問題があった。
【0008】
また、特許文献3記載のJIS K3832に準拠したバブルポイント法による平均ポアサイズは、表面張力既知の液体を満たした半透膜支持体の下面より気体を加圧状態で噴出させ、半透膜支持体の上面に気体が通過したときの気体の圧力変化からポアサイズを求める方法であるが、これについても、半透膜塗布面の表面に塗布された半透膜溶液の非塗布面への裏抜けを正確に反映しているものではない。よって、特許文献3で示されている範囲のポアサイズを有する半透膜支持体に半透膜溶液を塗布した場合、裏抜けを完全に防ぐことは困難であった。
【0009】
半透膜溶液の裏抜けを抑制し、半透膜と半透膜支持体との接着性を向上させると共に、安価に提供できる半透膜支持体として、天然繊維である製紙用繊維(パルプ)を主体とする半透膜支持体が提案されている。例えば、主体合成繊維とバインダー合成繊維とを含有する上層と製紙用繊維(パルプ)とバインダー合成繊維とを含有する下層とからなる2層構造の半透膜支持体(例えば、特許文献4参照)、製紙用繊維(パルプ)とバインダー合成繊維とを含有する上層と主体合成繊維とバインダー合成繊維とを含有する下層とからなる2層構造の半透膜支持体(例えば、特許文献5参照)、製紙用繊維(パルプ)とバインダー合成繊維とを含有する上下層からなる2層構造の半透膜支持体(例えば、特許文献6参照)が提案されている。しかしながら、半透膜塗布面の層よりも非塗布面の層が密な構造となっているため、半透膜塗布面の均一性や平滑性、非塗布面同士の接着性に問題ある半透膜支持体であった。また、製紙用繊維(パルプ)を使用した場合、カビや菌が増殖するため、清浄な水を製造することができないという半透膜支持体にとって致命的な問題もあった。
【0010】
主体合成繊維とバインダー合成繊維とを含有してなり、湿式抄造法で製造され、熱圧処理された不織布からなる半透膜支持体において、特許文献2〜6に記載されている半透膜支持体とは反対に、非塗布面の密度が半透膜塗布面の密度よりも低く、半透膜塗布面の方が非塗布面よりも平滑である半透膜支持体も提案されている(例えば、特許文献7参照)。しかしながら、非塗布面に凹部を有する半透膜支持体の該凹部にまで到達するように半透膜を設けているか、半透膜塗布面に形成されている孔を通って、半透膜が非塗布面にまで到達するように半透膜を設けているため、半透膜の厚みが均一にならないという問題があった。また、特許文献5には、半透膜溶液の非塗布面への裏抜けを防止する方法として、非塗布面から全厚みの50%までの領域の平均密度を塗布面から全厚みの50%までの領域の平均密度に対して5〜90%の範囲内にする方法も示されている。しかしながら、この方法では、半透膜塗布面側から全厚みの50%までの領域の平均密度の絶対値が低いという特性を有する半透膜支持体では、半透膜溶液の裏抜けを防止することはできないという問題があった。
【0011】
引張応力がかかった際の寸法安定性を向上させ、半透膜塗布面が平滑で、裏抜けがなく、半透膜の付着性に優れた半透膜支持体として、5%伸長時の縦方向(MD)及び横方向(CD)の裂断長の平均値が4.0km以上であり、通気度が0.2〜10.0cc/cm2・秒である不織布からなる半透膜支持体が提案されている(例えば、特許文献8参照)。この半透膜支持体は、強度が高く、伸びが小さい不織布である。そのため、この半透膜支持体を作製するためには、複屈折(Δn)が高く、特定の熱収縮応力を有するポリエステル系繊維を用いる必要がある。また、裂断長を高めるためには、熱圧処理工程において、不織布に与える熱や圧力を高める必要があり、引張応力や熱による繊維の部分的な伸縮不均一による不織布の不均一性を改良する効果はあるものの、不織布の厚み方向全てに熱・圧力が過剰に加わってしまい、不織布に含まれるバインダー合成繊維が過剰に溶融し、空隙が減少しすぎる問題や半透膜塗布時にシワが発生する問題が残っていた。また、半透膜塗布面の平滑性にはさらなる改良が必要であった。特に、特許文献8では、半透膜塗布面と非塗布面の平滑性を均等化させるように製造されているため、半透膜塗布面の平滑性と半透膜と半透膜支持体の接着性との両立が困難になるという問題があり、さらに、非塗布面同士の接着性についても問題が残っていた。
【0012】
半透膜と半透膜支持体の接着性を高めるために、半透膜塗布面層に異型断面繊維を含有させた半透膜支持体も提案されているが、異型断面繊維を半透膜支持体に配合した場合、湿式抄紙工程で繊維を水に分散する際に異型断面繊維に形成されている凸部や凹部に繊維が引っかかり、もつれが発生して均一な分散ができないという問題があった(例えば、特許文献9参照)。
【0013】
半透膜支持体にポリアクリロニトリル系合成繊維を含有させることによって、ポリアクリロニトリル系合成繊維が半透膜溶液に使用される溶媒に溶解することから、半透膜と半透膜支持体との接着性を向上させる技術が提案されている(例えば、特許文献10参照)。しかしながら、半透膜溶液に使用される溶媒によっては、溶融しない場合がある。また、溶融する溶媒を使用しても、半透膜溶液が半透膜支持体に接してから水洗工程に移るまでの時間は非常に短いため、接着性の向上は期待できなかった。
【0014】
裏抜けが生じないように、半透膜支持体の均一性を高めることを目的として、合成繊維を水に分散した繊維スラリーを湿式抄紙して不織布とする工程において、抄紙時における該繊維スラリーの繊維分濃度を0.01〜0.1質量%とし、かつ、該繊維スラリーに、高分子粘剤として、分子量500万以上の水溶性高分子を、繊維分質量を基準として3〜15質量%含有させて抄紙する方法が提案されている(例えば、特許文献11参照)。しかし、高分子粘剤が過剰に添加されているため、均一性は高まるが、抄紙ワイヤー上での繊維スラリー粘度が高まって、ワイヤーからの脱水性が低下して、生産速度が上げられないという問題が起こる可能性がある。また、抄紙後の半透膜支持体を形成する繊維表面に高分子粘剤が残留するという問題もあった。
【0015】
繊維径の異なる2種類の主体合成繊維と融点の異なる2種類のバインダー合成繊維を含有させ、湿式抄造法の乾燥温度と熱圧処理の温度を変えることを特徴とした半透膜支持体も提案されているが、これは湿式抄造法で半透膜支持体を容易に製造することを目的としたものであり、半透膜と半透膜支持体の接着性、非塗布面同士の接着性、半透膜塗布面の平滑性、裏抜け防止等については、何ら考慮されていない(例えば、特許文献12及び13参照)。
【0016】
また、特許文献12及び13では、バインダー合成繊維として、芯鞘型ポリエステル複合繊維からなるバインダー合成繊維を使用している。しかし、芯鞘型ポリエステル複合繊維からなるバインダー合成繊維を使用した場合、バインダー成分が鞘部のみであるために未延伸バインダー合成繊維と比較してバインダー成分が約1/2であるために十分な接着強度が得られない場合があった。
【0017】
このように、半透膜塗布面の平滑性、半透膜と半透膜支持体との接着性、非塗布面同士の接着性、裏抜け防止、半透膜形成時の横方向湾曲防止やシワの発生防止等の性能を全てバランス良く満たした半透膜支持体は得られていない。特に非塗布面同士の接着性については、特許文献1〜13において、何ら考慮されていない。
【先行技術文献】
【特許文献】
【0018】
【特許文献1】特開2001−252543号公報
【特許文献2】特開昭60−238103号公報
【特許文献3】特開2002−95937号公報
【特許文献4】特開2009−178915号公報
【特許文献5】特開2009−240893号公報
【特許文献6】特開2009−240894号公報
【特許文献7】特開2003−245530号公報
【特許文献8】特開平10−225630号公報
【特許文献9】特開平11−347383号公報
【特許文献10】特開2001−79368号公報
【特許文献11】特開2008−238147号公報
【特許文献12】米国特許第5851355号明細書
【特許文献13】米国特許第6156680号明細書
【発明の概要】
【発明が解決しようとする課題】
【0019】
本発明の課題は、半透膜塗布面の平滑性に優れ、半透膜溶液が裏抜けせず、非塗布面の接着性が良好な半透膜支持体を提供することにある。
【課題を解決するための手段】
【0020】
本発明は、これまでの半透膜支持体では、検討されていなかった主体合成繊維の断面アスペクト比(繊維断面長径/繊維断面短径)(以下、「断面アスペクト比」と略す場合がある)に着目し、上記課題を解決したものである。
【0021】
すなわち、本発明は下記のとおりである。
【0022】
(1)繊維径の異なる2種以上の主体合成繊維とバインダー合成繊維とを少なくとも含有し、半透膜塗布面及び非塗布面を有する不織布からなり、不織布の断面SEMで観察される厚み方向で、半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比(繊維断面長径/繊維断面短径)及び/又は非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比(繊維断面長径/繊維断面短径)が1.2〜3.0であることを特徴とする半透膜支持体。
(2)半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比(繊維断面長径/繊維断面短径)が1.3〜3.0である(1)記載の半透膜支持体。
(3)半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比(繊維断面長径/繊維断面短径)が1.4〜3.0である(1)記載の半透膜支持体。
(4)非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比(繊維断面長径/繊維断面短径)が1.2〜2.7である(1)記載の半透膜支持体。
(5)非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比(繊維断面長径/繊維断面短径)が1.2〜2.5である(1)記載の半透膜支持体。
(6)バインダー合成繊維が未延伸合成繊維である(1)〜(5)のいずれかに記載の半透膜支持体。
(7)主体合成繊維とバインダー合成繊維との合計質量に対するバインダー合成繊維の含有率が20質量%超40質量%以下である(1)〜(6)のいずれかに記載の半透膜支持体。
(8)主体合成繊維とバインダー合成繊維との合計質量に対するバインダー合成繊維の含有率が25質量%以上35質量%以下である(1)〜(6)のいずれかに記載の半透膜支持体。
(9)不織布の5%伸長時の縦方向(MD)及び横方向(CD)の裂断長の平均値が4.0km未満であり、かつ、不織布の横方向(CD)の加熱寸法変化率が−0.3〜+1.0%である(1)〜(8)のいずれかに記載の半透膜支持体。
(10)主体合成繊維の伸び率(JIS L1013 2010)が25〜150%であり、主体合成繊維の引張強さが0.08〜0.8N/texである(9)記載の半透膜支持体。
(11)不織布が多層構造である(1)〜(10)のいずれかに記載の半透膜支持体。
(12)(1)〜(11)記載の半透膜支持体の製造方法であって、長網抄紙機、円網抄紙機、傾斜ワイヤー式抄紙機の群から選ばれる1種の抄紙機によって製造された単層の湿紙又は該群から選ばれる同種若しくは異種の抄紙機を複数組み合わせたコンビネーション抄紙機によって製造された多層構造の湿紙を熱ロールに密着させて熱圧乾燥させてシートを作製した後、熱圧加工することを特徴とする半透膜支持体の製造方法。
【発明の効果】
【0023】
本発明の半透膜支持体は、繊維径の異なる2種以上の主体合成繊維とバインダー合成繊維を含有してなる不織布からなる。そして、本発明に係わる主体合成繊維は、不織布製造前には略円状の断面形状を有しているが、抄紙機による湿紙の製造、熱圧乾燥、熱圧加工を経ることによって得られた本発明の半透膜支持体では、不織布の断面SEMで観察される半透膜塗布面及び/又は非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比が1.2〜3.0である。このような断面アスペクト比を有することで、半透膜溶液が裏抜けしにくく、半透膜塗布面の平滑性にも優れ、非塗布面の接着性が良好な半透膜支持体を生み出すことが可能となった。
【図面の簡単な説明】
【0024】
【図1】繊維断面長径と繊維断面短径を説明するための繊維断面図である。
【発明を実施するための形態】
【0025】
主体合成繊維は、低温で溶融接着することなく、半透膜支持体の骨格を形成する合成繊維である。例えば、ポリオレフィン系、ポリアミド系、ポリアクリル系、ビニロン系、ビニリデン系、ポリ塩化ビニル系、ポリエステル系、ベンゾエート系、ポリクラール系、フェノール系などの繊維が挙げられるが、半透膜接着性を向上させることができ、耐熱性も高いポリエステル系の繊維がより好ましい。また、半合成繊維のアセテート、トリアセテート、プロミックスや、再生繊維のレーヨン、キュプラ、リヨセル繊維等は、性能を阻害しない範囲で含有しても良い。
【0026】
主体合成繊維として、繊維径が1種の繊維を含有させ、バインダー合成繊維として、繊維径の異なる2種以上の繊維を含有させた場合には、バインダー合成繊維は湿式抄造時には繊維形状を維持して複雑な繊維構造体を形成する役割を果たすものの、乾燥工程や熱圧加工処理によって、軟化又は溶融して繊維形状が変化するため、最終的に半透膜支持体の繊維ネットワークには寄与しにくい。本発明のように、繊維径の異なる2種以上の主体合成繊維を含有させることで、複雑な繊維構造体が形成され、半透膜塗布面においては、平滑性が高く、凹凸が少なく、半透膜と半透膜支持体との接着性に優れるという効果が得られ、非塗布面においては、非塗布面同士の接着性が高いという効果が得られる。また、複雑に絡んだ繊維間に半透膜溶液が浸み込むため、裏抜けも抑制される。繊維径が太い主体合成繊維を「太径繊維」と記載し、繊維径が細い主体合成繊維を「細径繊維」と記載する。
【0027】
主体繊維の断面形状は略円形が好ましく、抄紙工程における水への分散前の主体繊維における断面アスペクト比は、1.0〜1.2未満であることが好ましい。水への分散前における主体繊維の断面アスペクト比が1.2以上になると、繊維分散性が低下する場合や、繊維の絡まりやもつれの発生により、不織布の均一性や半透膜塗布面の平滑性に悪影響を及ぼす場合がある。T型、Y型、三角等の異形断面を有する繊維については、裏抜け防止、表面平滑性のために、繊維分散性等の他の特性を阻害しない範囲内で含有できる。異型断面を有する繊維を配合する場合の配合量は、不織布に対して、30質量%以下が好ましく、20質量%以下がより好ましく、10質量%以下がさらに好ましい。
【0028】
太径繊維の繊維径は、特に限定しないが、30.0μm以下が好ましく、より好ましくは2.0〜25.0μmであり、さらに好ましくは5.0〜20.0μmであり、特に好ましくは10.0〜20.0μmである。2.0μm未満の場合、非塗布面同士の接着性が悪くなる場合がある。主体繊維の繊維径が30.0μmを超えると、半透膜塗布面の平滑性が低くなり、半透膜溶液の裏抜けが発生する場合がある。また、不織布の表面に毛羽が立ちやすくなる場合がある。太径繊維の繊維長は、特に限定しないが、好ましくは1〜12mmであり、より好ましくは3〜10mmであり、さらに好ましくは4〜6mmである。
【0029】
太径繊維のアスペクト比(繊維長/繊維径)は、200〜1000が好ましく、より好ましくは220〜900であり、さらに好ましくは280〜800である。アスペクト比が200未満の場合は、繊維の分散性は良好となるが、抄紙の際に繊維が抄紙ワイヤーから脱落する場合や、抄紙ワイヤーに繊維が刺さって、ワイヤーからの剥離性が悪化する場合がある。一方、1000を超えた場合、繊維の三次元ネットワーク形成に寄与はするものの、繊維の絡まりやもつれの発生により、不織布の均一性や半透膜塗布面の平滑性に悪影響を及ぼす場合がある。
【0030】
主体合成繊維とバインダー合成繊維との合計質量に対する太径繊維の含有量は、10〜70質量%が好ましく、20〜60質量%がより好ましく、30〜50質量%がさらに好ましい。太径繊維の含有量が10質量%未満の場合、不織布の硬さが不足する恐れがある。また、70質量%を超えた場合、強度不足により破れる恐れがある。
【0031】
細径繊維とは、太径繊維よりも繊維径が細い繊維であり、好ましくは、太径繊維以上のアスペクト比を有する繊維である。細径繊維のアスペクト比(繊維長/繊維径)は、200〜2000であることが好ましく、より好ましくは300〜1500であり、さらに好ましくは400〜1000である。アスペクト比が200未満の場合は、繊維の分散性は良好となるが、抄紙の際に繊維が抄紙ワイヤーから脱落する場合や、抄紙ワイヤーに繊維が刺さってワイヤーからの剥離性が悪化する場合がある。一方、2000を超えた場合、細径繊維は三次元ネットワーク形成に寄与はするものの、繊維が絡まる場合や、もつれの発生により、不織布の均一性や半透膜塗布面の平滑性に悪影響を及ぼす場合がある。
【0032】
細径繊維は、太径繊維が形成した半透膜支持体の骨格の隙間を埋めて、均一で複雑な三次元ネットワークを形成する役割を果たす。また、空隙をコントロールし、平滑性を高め、半透膜支持体表面の毛羽立ちを抑制する効果を発現する。そのため、細径繊維の繊維径は太径繊維よりも細ければ、特に限定されない。好ましくは2.0〜20.0μmであり、より好ましくは3.0〜18.0μmであり、さらに好ましくは5.0〜15.0μmである。また、半透膜塗布面の平滑性を高めるためには、細径繊維に捲縮が加わっていないことが重要である。細径繊維の繊維長は、特に限定されないが、好ましくは1〜12mmであり、より好ましくは2〜10mmであり、さらに好ましくは3〜6mmであり、特に好ましくは4〜6mmである。
【0033】
主体合成繊維とバインダー合成繊維との合計質量に対する細径繊維の含有量は、10〜70質量%が好ましく、20〜60質量%がより好ましく、30〜50質量%がさらに好ましい。細径繊維の含有量が10質量%未満の場合、地合が悪化する恐れがある。また、70質量%を超えた場合、不織布の硬さが不足する恐れや強度不足によって破れる恐れがある。
【0034】
太径繊維及び細径繊維は1種ずつ選択して使用しても良いし、複数種の太径繊維と1種の細径繊維の組み合わせ、1種の太径繊維と複数種の細径繊維の組み合わせ等、適宜選択することができる。
【0035】
バインダー合成繊維は、軟化点又は溶融温度(融点)以上まで温度を上げる工程を半透膜支持体の製造工程に組み入れることで、溶融接着することを目的とした繊維であり、半透膜支持体の機械的強度を向上させる。例えば、半透膜支持体を湿式抄造法で製造し、その後の乾燥工程や熱圧加工でバインダー合成繊維を軟化又は溶融させることができる。
【0036】
バインダー合成繊維としては、芯鞘型(コアシェルタイプ)、並列型(サイドバイサイドタイプ)、放射状分割型などの複合繊維や未延伸繊維等が挙げられる。より具体的には、ポリプロピレン(芯)とポリエチレン(鞘)の組み合わせ、ポリプロピレン(芯)とエチレンビニルアルコール(鞘)の組み合わせ、高融点ポリエステル(芯)と低融点ポリエステル(鞘)の組み合わせ、高融点ポリエステル(芯)とポリエチレン(鞘)の組み合わせ等の複合繊維、ポリエステル等の未延伸繊維が挙げられる。複合繊維は、皮膜を形成しにくいので、半透膜支持体の空間を保持したまま、機械的強度を向上させることができる。また、ポリエチレンやポリプロピレン等の低融点樹脂のみで構成される単繊維(全融タイプ)や、ポリビニルアルコール系のような熱水可溶性バインダーは、半透膜支持体の乾燥工程で皮膜を形成しやすいが、特性を阻害しない範囲で使用することができる。本発明においては、高融点ポリエステル(芯)と低融点ポリエステル(鞘)の組み合わせ、ポリエステル等の未延伸繊維が、湿式抄造法にて不織布を形成する際に強度を発現できると共に、熱圧加工の際に第二段の強度発現が可能であることから、好ましく用いることができる。ポリエステル等の未延伸繊維は、芯鞘型繊維よりも、バインダー成分が多いため、接着強度が得られやすく、特に好ましい。
【0037】
バインダー合成繊維の繊維径は、特に限定されないが、好ましくは2.0〜20.0μmであり、より好ましくは5.0〜15.0μmであり、さらに好ましくは7.0〜12.0μmである。また、主体合成繊維と異なる繊維径であることが好ましく、特に、太径繊維よりも細い繊維径であることが好ましい。主体合成繊維と繊維径が異なることで、バインダー合成繊維は半透膜支持体の機械的強度を向上させる役割の他に、湿式抄造時に、主体合成繊維と共に均一な三次元ネットワークを形成する役割も果たす。さらに、バインダー合成繊維の軟化温度又は溶融温度以上まで温度を上げる工程では、半透膜支持体表面の平滑性をも向上させることができ、該工程では加圧が伴っているとより効果的である。
【0038】
バインダー合成繊維の繊維長は、特に限定しないが、好ましくは1〜12mmであり、より好ましくは3〜10mmであり、さらに好ましくは3〜6mmであり、特に好ましくは4〜6mmである。バインダー合成繊維の断面形状は略円形が好ましいが、T型、Y型、三角等の異形断面を有する繊維も、裏抜け防止、半透膜塗布面の平滑性、非塗布面同士の接着性のために、他の特性を阻害しない範囲内で含有できる。
【0039】
バインダー合成繊維のアスペクト比(繊維長/繊維径)は、好ましくは200〜1000であり、より好ましくは300〜800であり、さらに好ましくは400〜700である。アスペクト比が200未満の場合は、繊維の分散性は良好となるが、抄紙の際に繊維が抄紙ワイヤーから脱落する場合や、抄紙ワイヤーに繊維が刺さって、ワイヤーからの剥離性が悪化する恐れがある。一方、1000を超えた場合、バインダー合成繊維は三次元ネットワーク形成に寄与はするものの、繊維が絡まる場合や、もつれの発生により、不織布の均一性や半透膜塗布面の平滑性に悪影響を及ぼすことがある。
【0040】
主体合成繊維とバインダー合成繊維との合計質量に対するバインダー合成繊維の含有量は、20質量%超40質量%以下が好ましく、20質量%超35質量%以下がより好ましく、25質量%以上35質量%以下がさらに好ましい。バインダー合成繊維の含有量が20質量%以下の場合、毛羽立ちが多くなる恐れや強度不足により破れる恐れがある。また、40質量%を超えた場合、通液性が低下する恐れや熱圧加工時にロールへの貼り付きが発生する場合がある。
【0041】
本発明の半透膜支持体において、各層の繊維配合が同一である多層構造不織布であっても良いし、各層の繊維配合が異なる多層不織布であっても良い。多層構造にすることで、各層の坪量が下がることにより、スラリーの繊維濃度を下げることができるため、不織布の地合が良くなり、その結果、半透膜塗布面の平滑性や均一性が向上する。また、各層の地合が不均一であった場合でも、積層することで補填できる。さらに、抄紙速度を上げることができ、操業性が向上する。
【0042】
本発明の半透膜支持体の製造方法について説明する。本発明の半透膜支持体は、湿式抄造法によりシート化された後に、熱ロールによって熱圧加工される。
【0043】
湿式抄造法では、まず、主体繊維、細径繊維、バインダー合成繊維を均一に水中に分散させ、その後、スクリーン(異物、塊等除去)等の工程を通り、最終の繊維濃度を0.01〜0.50質量%に調製されたスラリーが抄紙機で抄き上げられ、湿紙が得られる。繊維の分散性を均一にするために、工程中で分散剤、消泡剤、親水剤、帯電防止剤、高分子粘剤、離型剤、抗菌剤、殺菌剤等の薬品を添加する場合もある。
【0044】
抄紙機としては、例えば、長網抄紙機、円網抄紙機、傾斜ワイヤー式抄紙機を用いることができる。これらの抄紙機は、単独でも使用できるし、同種又は異種の2機以上の抄紙機がオンラインで設置されているコンビネーション抄紙機を使用しても良い。また、不織布が2層以上の多層構造の場合には、各々の抄紙機で抄き上げた湿紙を積層する抄き合わせ法や、一方のシートを形成した後に、該シートの上に繊維を分散したスラリーを流延する方法のいずれでも良い。
【0045】
抄紙機で製造された湿紙を、ヤンキードライヤー、エアードライヤー、シリンダードライヤー、サクションドラム式ドライヤー、赤外方式ドライヤー等で乾燥することにより、シートを得る。湿紙の乾燥の際に、ヤンキードライヤー等の熱ロールに密着させて熱圧乾燥させることによって、密着させた面の平滑性が向上する。熱圧乾燥とは、タッチロール等で熱ロールに湿紙を押しつけて乾燥させることをいう。熱ロールの表面温度は、100〜180℃が好ましく、100〜160℃がより好ましく、110〜160℃がさらに好ましい。圧力は、好ましくは50〜1000N/cm、より好ましくは100〜800N/cmである。
【0046】
次に、熱ロールによる熱圧加工について説明するが、本発明は下記のものに特定されない。シート熱圧加工装置のロール間をニップしながら、湿式抄紙法で製造されたシートを通過させて熱圧加工を行う。ロールの組み合わせとしては、2本の金属ロール、金属ロールと樹脂ロール、金属ロールとコットンロール等が挙げられる。2本のロールは、一方あるいは両方を加熱する。その際に、両方共に加熱した2本の金属ロールで加工しても良いし、加熱金属ロールと樹脂ロール、加熱金属ロールとコットンロール等の組み合わせで熱圧加工しても良い。さらに、加熱金属ロールと樹脂ロール、加熱金属ロールとコットンロール、加熱した2本の金属ロール等の組み合わせで、最初にコットンロール又は樹脂ロールに接した面を加熱金属ロールに接するようにして、熱圧加工しても良い。
【0047】
熱ロールの表面温度、ロール間のニップ圧力、シートの加工速度を制御することによって、所望の半透膜支持体を得る。熱ロールの表面温度は、好ましくは150〜260℃であり、より好ましくは180〜240℃である。ロールのニップ圧力は、好ましくは190〜1800N/cmであり、より好ましくは390〜1500N/cmである。加工速度は、好ましくは3〜100m/minであり、より好ましくは4〜100m/minであり、さらに好ましくは10〜80m/minである。熱ロールによる熱圧加工は2回以上行うことも可能であり、その場合、直列に配置された2組以上の上記のロール組み合わせを使用しても良いし、1組のロール組み合わせを用いて、2回加工しても良い。必要に応じて、シートの表裏を逆にしても良い。
【0048】
本発明の半透膜支持体における不織布の断面SEMで観察される厚み方向で、半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比及び/又は非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比が1.2〜3.0である。主体合成繊維は、湿式抄紙工程までは繊維の分散性、地合を良好に保つために繊維断面のアスペクト比は1.0〜1.2未満の略真円状であることが重要である。その後の熱圧乾燥及び熱ロールによる熱圧加工により、バインダー合成繊維が溶融変形することによって、主体合成繊維と接着して強度を高めると共に、表面の平滑性を高めることができる。この際に、主体合成繊維の断面形状も変形させることが重要である。熱圧加工工程で不織布の断面SEMで観察される厚み方向で半透膜塗布面の表面から1/3までの主体合成繊維の断面アスペクト比を、1.0〜1.2未満から1.2〜3.0にまで高めることが重要である。断面アスペクト比1.2〜3.0の範囲に収めるためには、湿式抄紙工程での湿紙の乾燥の際に、ヤンキードライヤー等の熱ロールに密着させて熱圧乾燥させる工程において、タッチロール等で熱ロールに湿紙を押しつける圧力を高めることにより制御できる。また、熱圧加工時の熱ロールの表面温度、ロール間のニップ圧力、加工速度を制御する。熱ロール温度が高く、ニップ圧力が高く、加工速度が遅い場合にアスペクト比が大きくなるが、それらが相乗して過剰になった場合、通液性、通気性が損なわれることがある。
【0049】
繊維の断面アスペクト比の計測は、半透膜支持体の流れ方向を横切る方向で半透膜支持体を裁断し、その断面のSEM(電子顕微鏡)写真撮影を行い、半透膜支持体断面の厚さを3等分し、半透膜塗布面の表面から裏面に向けて、全体の1/3の厚さまでに存在する繊維の中で、繊維長さ方向に対して垂直に裁断されている太径繊維及び細径繊維をランダムに各々10本見出し、その繊維断面長径及び繊維断面短径を計測して、断面アスペクト比を算出し、その平均値を主体合成繊維の断面アスペクト比とする。図1(A)及び(B)は繊維の断面図であるが、繊維径のうち最も長い径を繊維断面長径とした後、それと直交する繊維径の中から最も長いものを繊維断面短径とする。
【0050】
半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比が1.2未満の場合、半透膜成分を塗布する際に該膜成分が滲み込みすぎるという問題が発生する場合がある。3.0を超えた場合、該膜成分が半透膜支持体に入り込まず、半透膜と半透膜支持体のアンカー効果による接着が満たされずに、接着不良の問題が発生する場合がある。半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比は、1.3〜3.0であることがより好ましく、1.4〜3.0であることがさらに好ましい。
【0051】
非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比が1.2未満の場合、非塗布面同士を接着させる際に、接着剤が浸透しすぎて接着不良の問題が発生する場合がある。3.0を超えた場合、接着剤が入り込まずに、アンカー効果による接着が期待できず接着不良という問題が発生する場合がある。非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比は、1.2〜2.7であることがより好ましく、1.2〜2.5であることがさらに好ましい。
【0052】
本発明では、半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比及び/又は非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比を規定しているが、半透膜塗布面と非塗布面の両方において、断面アスペクト比が本発明で規定される範囲内に入っているのが最も好ましく、半透膜塗布面の断面アスペクト比のみが本発明で規定される範囲内に入っているのが次に好ましく、非塗布面のみが本発明で規定される範囲内に入っているのが、その次に好ましい。
【0053】
また、中間部分に存在する主体合成繊維の断面アスペクト比は、特に限定されない。中間部分に存在する主体合成繊維の断面アスペクト比は、半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比と非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比を反映しているが、これら表面付近に存在する主体合成繊維の断面アスペクト比と比較して小さくなる。これは熱圧加工の際に半透膜塗布面や非塗布面付近と比較して熱伝導が少ないためと考えられる。また、半透膜支持体全体に分布しているバインダー合成繊維は、熱圧加工により繊維形状を失った形で、主体合成繊維間に存在している。
【0054】
本発明において、さらに、不織布の5%伸長時の縦方向(MD)及び横方向(CD)の裂断長の平均値が4.0km未満であり、かつ、横方向(CD)の加熱寸法変化率が−0.3〜+1.0%であることが好ましい。半透膜塗布工程において、半透膜支持体の5%伸長時の裂断長及び加熱寸法変化率が極めて重要な要件となる。そして、特に、半透膜支持体を構成する不織布の5%伸長時の縦方向(MD)及び横方向(CD)の裂断長の平均値[以下「平均裂断長(5%伸長時)」という]が4.0km未満であり、半透膜支持体を90℃湯浴に10分間浸した前後の横方向(CD)の加熱寸法変化率が−0.3〜+1.0%であることが重要であるという知見を得た。
【0055】
本発明の半透膜支持体では、平均裂断長(5%伸長時)が4.0km未満であることが好ましい。半透膜支持体の平均裂断長(5%伸長時)が4.0km以上になると、強度が過剰となり、通気性の低下を招く場合がある。本発明の半透膜支持体においては、平均裂断長(5%伸長時)は4.0km未満であることが好ましく、より好ましくは3.8km以下、さらに好ましくは3.6km以下である。また、半透膜支持体の横方向(CD)の加熱寸法変化率が−0.3〜+1.0%であることが好ましく、より好ましくは−0.2〜+0.8%であり、さらに好ましくは−0.1〜+0.6%である。支持体の横方向(CD)の加熱寸法変化率が−0.3%未満の場合、横方向の収縮が過大であり、半透膜支持体エッジ部の半透膜非塗布部でカールによるシワが発生する場合がある。一方、+1.0%を超えた場合、半透膜塗布面に向かって、幅方向全体にカールによるシワの発生が起こる場合がある。
【0056】
平均裂断長(5%伸長時)を4.0km未満にするためには、主体合成繊維の伸び率(JIS L1013 2010)が25〜150%であることが好ましく、主体合成繊維の引張強さ(JIS L1013 2010)が0.08〜0.80N/texであることが好ましい。主体合成繊維の伸び率が25%未満の場合、平均裂断長(5%伸長時)が4.0kmを超える場合や、熱圧加工の際に不織布の伸び不足によって、断紙する場合がある。一方、150%を超えた場合、熱圧加工の際に不織布の収縮過剰によって、シワの発生を招く場合がある。そのため、主体合成繊維の伸び率は25〜150%が好ましく、より好ましくは30〜120%であり、さらに好ましくは35〜100%である。また、主体合成繊維の引張強さは0.08〜0.80N/texが好ましく、より好ましくは0.10〜0.70N/texであり、さらに好ましくは0.20〜0.60N/texである。0.08N/tex未満の場合、強度不足により、不織布を形成する湿式抄造工程での断紙又は熱圧加工工程で断紙を招く場合がある。また、0.80N/texを超えた場合、得られる不織布が硬いために、熱圧加工後も平滑性が得られない場合があるばかりでなく、裂断長が4.0km超となりやすくなる。
【0057】
半透膜支持体の横方向(CD)の加熱寸法変化率を−0.3〜+1.0%に収めるためには、湿式抄造工程で湿紙の乾燥の際に、ヤンキードライヤー等の熱ロールに密着させて乾燥させることや熱圧加工時のロール温度、熱圧加工回数、熱圧加工後の加熱加工処理等を、上述の範囲内において、最適に組み合わせることが重要となる。
【0058】
裂断長とは、JIS P8113 1976に準拠して測定した値をいい、不織布試料の坪量や幅などに左右されない不織布自体の抗張力を示す指標である。そして、本発明の半透膜支持体に係わる不織布の「平均裂断長(5%伸長時)」は、実施例に詳述する方法で求められる。
【0059】
加熱寸法変化率とは、半透膜支持体に半透膜を形成する工程において、半透膜支持体に加えられる熱(例えば、湯洗浄工程、乾燥工程で加えられる熱)による半透膜支持体の寸法変化を数値化するものである。この数値が特定の範囲内に収まっていることが、シワの発生抑制、湾曲抑制のために重要となる。
【0060】
半透膜支持体の坪量は、特に限定しないが、20〜150g/m2が好ましく、より好ましくは50〜100g/m2である。20g/m2未満の場合は、十分な引張強度が得られない場合がある。また、150g/m2を超えた場合、通液抵抗が高くなる場合や厚みが増してユニットやモジュール内に規定量の半透膜を収納できない場合がある。
【0061】
また、半透膜支持体の密度は、0.5〜1.0g/cm3であることが好ましく、より好ましくは0.6〜0.9g/cm3である。半透膜支持体の密度が0.5g/cm3未満の場合は、厚みが厚くなるため、ユニットに組み込める半透膜の面積が小さくなってしまい、結果として、半透膜の寿命が短くなってしまうことがある。一方、1.0g/cm3を超える場合は、通液性が低くなることがあり、半透膜の寿命が短くなる場合がある。
【0062】
半透膜支持体の厚みは、50〜150μmであることが好ましく、60〜130μmであることがより好ましく、70〜120μmであることがさらに好ましい。半透膜支持体の厚みが150μmを超えると、ユニットに組み込める半透膜の面積が小さくなってしまい、結果として、半透膜の寿命が短くなってしまうことがある。一方、50μm未満の場合、十分な引張強度が得られない場合や通液性が低くなって、半透膜の寿命が短くなる場合がある。
【実施例】
【0063】
本発明を実施例によりさらに詳細に説明する。以下、特にことわりのないかぎり、実施例に記載される部及び比率は質量を基準とする。
【0064】
<主体合成繊維の伸び率及び引張強さ>
主体合成繊維の伸び率及び引張強さは、測定A及びBの方法で測定した。
【0065】
測定A(主体合成繊維の伸び率)
JIS L1013 2010に準じ、主体合成繊維の伸び率を測定した。
【0066】
測定B(主体合成繊維の引張強さ)
JIS L1013 2010に準じ、主体合成繊維の引張強さを測定した。
【0067】
<評価>
実施例及び比較例で得られた半透膜支持体は、下記の試験によって、評価した。
【0068】
試験1(厚さ)
JIS P8118に準じ、厚さを測定した。
【0069】
試験2(平滑性)
JIS P8119に準じ、ベック平滑度試験機を用いて測定した。
【0070】
試験3(X面の繊維毛羽立ち)
幅30cmの半透膜支持体の流れ方向を横切るように、X面を山にして折り目を付け、折り目の上にステンレス製の直径5cm、長さ40cmの円柱状ロールを転がし、折り目に発生した繊維の毛羽立ち本数を計測した。測定はn=4で行い、平均値を示す。
【0071】
0〜10本:毛羽立ちが少なく、非常に良好なレベル。
11〜20本:良好なレベル。
21〜30本:実用上、下限レベル。
31本以上:使用不可レベル。
【0072】
試験4(Y面の繊維毛羽立ち)
幅30cmの半透膜支持体の流れ方向を横切るように、Y面を山にして折り目を付け、折り目の上にステンレス製の直径5cm、長さ40cmの円柱状ロールを転がし、折り目に発生した繊維の毛羽立ち本数を計測した。測定はn=4で行い、平均値を示す。
【0073】
0〜10本:毛羽立ちが少なく、非常に良好なレベル。
11〜20本:良好なレベル。
21〜30本:実用上、下限レベル。
31本以上:使用不可レベル。
【0074】
試験5(5%伸長時の平均裂断長)
半透膜支持体から縦×横=15mm×250mmの試験片を採取し、その試験片を用いて、JIS P8113 1976に準拠して、2個の掴み具の間隔を180mmとして、その縦方向及び横方向の引張強さを測定し、その5%伸長時に対応する荷重を読み裂断長を求めた。次いで、縦方向と横方向の裂断長の平均値{(縦方向の5%裂断長+横方向の5%裂断長)/2}を求めて、不織布の平均裂断長(5%伸長時)とした(単位:km)。半透膜支持体の測定箇所は、半透膜支持体の幅が1000mmを超えた場合、横方向で3箇所(右、中央、左)から採取し、各々の縦方向、横方向の裂断長を測定し、この3箇所全ての縦横平均値を平均裂断長(5%伸長時)とした。半透膜支持体の幅が500〜1000mmの場合、横方向で2分割して2箇所(右側の中央、左側の中央)から採取し、各々の縦方向、横方向の裂断長を測定し、この2箇所全ての縦横平均値を平均裂断長(5%伸長時)とした。半透膜支持体の幅が500mm以下の場合は中央部の縦横平均値とした。
【0075】
試験6(加熱寸法変化率)
半透膜支持体を、縦方向200mm、横方向1000mmの長方形に裁断し、横方向の3箇所に印を付け、幅を0.1mm単位で測定しておく。寸法測定後の半透膜支持体を90℃の湯浴に10分間浸した後に水分を拭き取り、再度、同一の3箇所の幅を0.1mm単位で測定する。90℃湯浴に浸した前後の寸法変化量を算出し、湯浴に浸す前の寸法に対する加熱寸法変化率を求めた。
【0076】
試験7(熱圧加工時の状況)
不織布の熱圧加工に加熱ロール出口での断紙やシワの発生を確認した。断紙やシワの発生がなかった場合、「○」とした。
【0077】
試験8(半透膜滲み込み)
一定のクリアランスを有する定速塗工装置(商品名:Automatic Film Applicator、安田精機社製)を用いて、半透膜支持体のX面又はY面に、ポリスルホン樹脂(SIGMA−ALDRICH Corporation製、重量平均分子量Mw<35,000、数平均分子量Mn<16,000、商品番号428302)のジメチルホルムアミド(DMF)溶液(濃度:18質量%)を塗布し、水洗、乾燥を行い、支持体の表面にポリスルホン膜を形成させ半透膜を作製し、半透膜の断面SEM写真を撮影して、ポリスルホン樹脂の半透膜支持体への滲み込み度合いを評価した。
【0078】
◎:ポリスルホン樹脂が半透膜支持体の中心付近までしか滲み込んでいない。非常に良好なレベル。
○:ポリスルホン樹脂が半透膜支持体の非塗布面に滲み出ていない。良好なレベル。
△:ポリスルホン樹脂が半透膜支持体の非塗布面に一部滲み出ている。実用上、使用可能レベル。
×:ポリスルホン樹脂が半透膜支持体の非塗布面に滲み出ている。実用上、使用不可レベル。
【0079】
試験9(半透膜接着性)
試験8で作製した半透膜に関して、ポリスルホン樹脂からなる半透膜と半透膜支持体間の接着度合いを、剥離するときの抵抗度合いで判断した。
【0080】
◎:半透膜と半透膜支持体の接着性が非常に高く、剥離できない。非常に良好なレベル。
○:部分的に剥離しやすい所が存在する。良好なレベル。
△:半透膜と半透膜支持体とが接着はしているが、全体的に剥離しやすい。実用上、下限レベル。
×:半透膜塗布後の水洗又は乾燥工程で剥離が発生する。使用不可レベル。
【0081】
試験10(非塗布面接着性)
試験8で半透膜を作製した半透膜支持体の非塗布面同士の間に、加温して溶融させた酢酸ビニル系接着剤を塗布して、直ぐに加圧して接着させた。接着後、サンプルを幅25mm、長さ200mmに裁断し、引張試験機(商品名:STA−1150テンシロン引張試験機、オリエンテック社製)を使用し、剥離角度180度、剥離速度100mm/minで接着部の剥離テストを行い、非塗布面接着性を評価した。
【0082】
◎:剥離強度が極めて高く、半透膜支持体層内部で剥離が起こっている。
○:剥離強度が高く、接着剤と半透膜支持体間で部分的に剥離が起こっているが、大部分の剥離は半透膜支持体層内部で剥離が起こっている。
△:剥離強度がやや高く、接着剤と半透膜支持体間での剥離が起こっているが、半透膜支持体層内部でも剥離が確認される。実用上、下限レベル。
×:剥離強度が低く、全体的に接着剤と半透膜支持体の間で剥離が起こっている。使用不可レベル。
【0083】
試験11(半透膜塗布時のシワ)
半透膜支持体への半透膜塗布工程において、ポリスルホン(SIGMA−ALDRICH Corporation製、重量平均分子量Mw<35,000、数平均分子量Mn<16,000、商品番号428302)のDMF溶液(濃度18質量%、温度20℃)をX面又はY面に塗布後、20℃の純水に浸してポリスルホンを凝固させた後、85℃湯浴での洗浄後のシワの発生状況を確認した。
【0084】
○:シワが全くない、又は僅かにシワが発生しているが良好なレベル。
△:シワの発生がやや見られるが、実用下限レベル。
×:シワが多く発生し、実用不可レベル。
【0085】
(実施例1)
太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)を35:30:35の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0086】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力785N/cm、加工速度6m/minの条件で熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接した面をX面とした。
【0087】
(実施例2)
熱圧加工時の加工速度を30m/minにした以外は、実施例1と同様の方法で、半透膜支持体を得た。
【0088】
(実施例3)
熱圧加工時の加工速度を60m/minにした以外は、実施例1と同様の方法で、半透膜支持体を得た。
【0089】
(実施例4)
熱圧加工時の加工速度を4m/minにした以外は、実施例1と同様の方法で、半透膜支持体を得た。
【0090】
(実施例5)
熱圧加工時の加工速度を9m/minにした以外は、実施例1と同様の方法で、半透膜支持体を得た。
【0091】
(実施例6)
熱圧加工時の加工速度を3m/minにした以外は、実施例1と同様の方法で、半透膜支持体を得た。
【0092】
(実施例7)
熱圧加工時の加工速度を5.5m/minにした以外は、実施例1と同様の方法で、半透膜支持体を得た。
【0093】
(実施例8)
熱圧加工時の加工速度を5m/minにした以外は、実施例1と同様の方法で、半透膜支持体を得た。
【0094】
(比較例1)
熱圧加工時の加工速度を2m/minにした以外は、実施例1と同様の方法で、半透膜支持体を得た。
【0095】
(比較例2)
熱圧加工時の加工速度を120m/minにした以外は、実施例1と同様の方法で、半透膜支持体を得た。
【0096】
【表1】
【0097】
実施例1〜8の半透膜支持体は、繊維径の異なる2種以上の主体合成繊維とバインダー合成繊維とを少なくとも含有し、半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比及び/又は非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比が1.2〜3.0であり、熱圧加工時の状況、半透膜滲み込み、半透膜接着性、表面の毛羽立ち、半透膜塗布時のシワの評価において、実用上使用可能なレベルを達成した。
【0098】
実施例1〜8における半透膜の滲み込みの比較から、半透膜塗布面の断面アスペクト比が1.3以上である場合がより優れていることが確認された。
【0099】
実施例1〜8の比較から、断面アスペクト比が1.3〜3.0である場合の毛羽立ちが少なく、該断面アスペクト比が1.4〜3.0である場合の毛羽立ちがより少ないことが確認された。
【0100】
実施例1〜8における非塗布面接着性の評価結果から、非塗布面の断面アスペクト比が1.2に近い方が、接着性が高いことが確認された。また、断面アスペクト比が2.7以下であることがより好ましく、2.5以下であることがさらに好ましいことがわかる。
【0101】
比較例1の半透膜支持体は、繊維径の異なる2種以上の主体合成繊維とバインダー合成繊維とを少なくとも含有しているものの、主体合成繊維の断面のアスペクト比が3.0を超えているため、半透膜接着性、非塗布面接着性が悪かった。また、比較例2の半透膜支持体は、主体合成繊維の断面のアスペクト比が1.2未満のため、表面の毛羽立ちが非常に多く、半透膜滲み込みの評価結果も悪く、実用に適さなかった。
【0102】
(実施例9)
太径繊維(延伸ポリエステル系繊維、繊維径24.7μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)を35:30:35の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0103】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力785N/cm、加工速度30m/minの条件で熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接した面をX面とした。
【0104】
(実施例10)
太径繊維(延伸ポリエステル系繊維、繊維径24.7μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、繊維径17.5μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)を35:30:35の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0105】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力785N/cm、加工速度30m/minの条件で熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接した面をX面とした。
【0106】
(実施例11)
バインダー合成繊維として、未延伸ポリエステル系繊維(繊維径10.5μm、繊維長5mm、融点260℃)を使用し、熱圧加工時の温度を225℃にした以外は、実施例9と同様の方法で、半透膜支持体を得た。
【0107】
(実施例12)
バインダー合成繊維として、未延伸ポリエステル系繊維(繊維径10.5μm、繊維長5mm、融点260℃)を使用し、熱圧加工時の温度を225℃にした以外は、実施例10と同様の方法で、半透膜支持体を得た。
【0108】
(実施例13)
バインダー合成繊維として、芯鞘型ポリエステル系繊維(繊維径10.5μm、繊維長5mm、鞘部融点107℃)を使用し、熱圧加工時の温度を160℃にした以外は、実施例9と同様の方法で、半透膜支持体を得た。
【0109】
(実施例14)
バインダー合成繊維として、芯鞘型ポリエステル系繊維(繊維径10.5μm、繊維長:5mm、鞘部融点107℃)を使用し、熱圧加工時の温度を160℃にした以外は、実施例10と同様の方法で、半透膜支持体を得た。
【0110】
【表2】
【0111】
実施例9〜14の半透膜支持体は、繊維径の異なる2種以上の主体合成繊維とバインダー合成繊維とを少なくとも含有し、半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比及び/又は非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比が1.2〜3.0であり、半透膜滲み込み、半透膜接着性、非塗布面接着性、半透膜塗布時のシワの評価において、実用上使用可能なレベルを達成した。
【0112】
融点が260℃の未延伸ポリエステル系繊維をバインダー合成繊維として用いた実施例11及び実施例12の半透膜支持体は、融点が230℃の未延伸ポリエステル系繊維をバインダー合成繊維として用いた実施例9及び10の半透膜支持体と比較して、主体合成繊維の断面アスペクト比が大きくなる傾向が見られ、毛羽立ちが少なくなった。
【0113】
芯鞘型ポリエステル系繊維をバインダー合成繊維として用いた実施例13及び14の半透膜支持体と比較して、未延伸ポリエステル系繊維をバインダー合成繊維として用いた実施例9〜12の半透膜支持体は、断面アスペクト比が大きくなる傾向が見られ、毛羽立ちが少なかった。また、実施例13及び14では、熱圧加工の際に熱ロールへの貼り付きによるシワが僅かに発生した。
【0114】
(実施例15)
太径繊維1(延伸ポリエステル系繊維、繊維径17.5μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)、太径繊維2(延伸ポリエステル系繊維、繊維径12.5μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、繊維径7.4μm、繊維長5mm、伸び率40%、引張強さ0.5N/tex)を30:30:30:10の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0115】
シートの巻取りを巻き出し装置に設置し、ヤンキードライヤーによる熱圧乾燥から60分後に、シートを、加熱金属ロール(200℃)と加熱金属ロール(200℃)の組み合わせのカレンダー装置(第一の熱圧ロールニップ、ロールニップ圧力490N/cm)、加熱金属ロール(200℃)と弾性ロール(常温)の組み合わせのカレンダー装置(第二の熱圧ロールニップ、ロールニップ圧力736N/cm)が直列に配列されている装置を用いて、熱圧加工速度30m/min(繊維基材が第一の熱圧ロールニップを通過後12秒後に第二の熱圧ロールニップを通過)の条件で熱圧加工し、半透膜支持体を得た。なお、第二の熱圧ロールニップの加熱金属ロール面に接した面をX面とした。
【0116】
(実施例16)
第一の熱圧ロールニップのロールニップ圧力を736N/cmにした以外は、実施例15と同様の方法で、半透膜支持体を得た。
【0117】
(実施例17)
第一の熱圧ロールニップのロールニップ圧力を981N/cmにした以外は、実施例15と同様の方法で、半透膜支持体を得た。
【0118】
(実施例18)
第一の熱圧ロールニップのロールニップ圧力を1226N/cmにした以外は、実施例15と同様の方法で、半透膜支持体を得た。
【0119】
(実施例19)
第一の熱圧ロールニップのロールニップ圧力を1471N/cmにした以外は、実施例15と同様の方法で、半透膜支持体を得た。
【0120】
(実施例20)
第一の熱圧ロールニップのロールニップ圧力を1717N/cmにした以外は、実施例15と同様の方法で、半透膜支持体を得た。
【0121】
(実施例21)
バインダー合成繊維として、未延伸ポリエステル系繊維(繊維径10.5μm、繊維長5mm、融点260℃)を使用し、第一の熱圧ロールニップのロールニップ圧力を736N/cmとし、第一の熱圧ロールニップにおける2つの加熱金属ロールの温度を225℃にした以外は、実施例15と同様の方法で、半透膜支持体を得た。
【0122】
(比較例3)
第一及び第二の熱圧ロールニップのロールニップ圧力を245N/cmとした以外は、実施例15と同様の方法で、半透膜支持体を得た。
【0123】
(比較例4)
第一の熱圧ロールニップのロールニップ圧力を1961N/cmとした以外は、実施例15と同様の方法で、半透膜支持体を得た。
【0124】
【表3】
【0125】
実施例15〜21の半透膜支持体は、繊維径の異なる2種以上の主体合成繊維とバインダー合成繊維とを少なくとも含有し、半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比及び/又は非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比が1.2〜3.0であり、半透膜滲み込み、半透膜接着性、非塗布面接着性、半透膜塗布時のシワ、表面の毛羽立ちの評価において、実用上使用可能なレベルを達成した。
【0126】
実施例16と実施例21の比較から、融点が260℃の未延伸ポリエステル系繊維をバインダー合成繊維として用いた実施例21の半透膜支持体は、融点が230℃の未延伸ポリエステル系繊維をバインダー合成繊維として用いた実施例16の半透膜支持体と比較して、毛羽立ちが少なく、X面を半透膜塗布面とした場合の半透膜滲み込み、非塗布面接着性が良好であったが、Y面を半透膜塗布面とした場合の半透膜接着性、非塗布面接着性がやや劣っていた。
【0127】
比較例3の半透膜支持体は、繊維径の異なる2種以上の主体合成繊維とバインダー合成繊維とを少なくとも含有してはいるが、半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比及び非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比が1.2未満のため、X面及びY面の毛羽立ちが非常に多く、半透膜の滲み込みも悪く、実用に適さなかった。一方、比較例4の半透膜支持体は、繊維径の異なる2種以上の主体合成繊維とバインダー合成繊維とを少なくとも含有してはいるが、半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比及び非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比が3.0を超えているため、非塗布面接着性が悪く、X面に半透膜塗布面とした場合の半透膜接着性も悪かった。
【0128】
(実施例22)
太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)の配合比率を41:18:41とした以外は、実施例2と同様の方法で、半透膜支持体を得た。
【0129】
(実施例23)
太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)の配合比率を40:20:40とした以外は、実施例2と同様の方法で、半透膜支持体を得た。
【0130】
(実施例24)
太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)の配合比率を40:21:39とした以外は、実施例2と同様の方法で、半透膜支持体を得た。
【0131】
(実施例25)
太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)の配合比率を38:25:37とした以外は、実施例2と同様の方法で、半透膜支持体を得た。
【0132】
(実施例26)
太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)の配合比率を35:35:30とした以外は、実施例2と同様の方法で、半透膜支持体を得た。
(実施例27)
太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率40%、引張強さ0.5N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率40%、引張強さ0.5N/tex)の配合比率を33:37:30とした以外は、実施例2と同様の方法で、半透膜支持体を得た。
【0133】
(実施例28)
太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率40%、引張強さ0.5N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率40%、引張強さ0.5N/tex)の配合比率を30:40:30とした以外は、実施例2と同様の方法で、半透膜支持体を得た。
【0134】
(実施例29)
太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率40%、引張強さ0.5N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率40%、引張強さ0.5N/tex)の配合比率を28:45:27とした以外は、実施例2と同様の方法で、半透膜支持体を得た。
【0135】
【表4】
【0136】
実施例2、実施例22〜29の比較から、繊維径の異なる2種以上の主体合成繊維とバインダー合成繊維とを含有し、主体合成繊維とバインダー合成繊維との合計質量に対するバインダー合成繊維の含有率が20質量%以下である実施例22及び23では、毛羽立ちが多くなる傾向が確認された。また、該含有量が40質量%超の実施例29の半透膜支持体は、X面を半透膜塗布面にした場合でも、Y面を半透膜塗布面にした場合でも、半透膜接着性及び非塗布面接着性が悪くなる傾向が確認された。また、熱圧加工時において、ロールに貼り付き、実用上限度レベルであった。
【0137】
毛羽立ち、熱圧加工時の状況、半透膜滲み込み、半透膜接着性、非塗布面接着性、半透膜塗布時のシワの評価から、総合的に判断すると、該含有率が20質量%超40質量%以下である実施例2、24〜28が優れており、また、該含有率が25質量%以上35質量%以下である実施例2、25及び26がより優れていた。該含有率が37質量%及び40質量%である実施例27及び28では、熱圧加工時において、ロールへの貼り付きが若干見られたが、実用上問題なかった。
【0138】
(実施例30)
X面層として、太径繊維1(延伸ポリエステル系繊維、繊維径17.5μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、太径繊維2(延伸ポリエステル系繊維、繊維径12.5μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、繊維径7.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)を30:30:30:10の配合比率で水に混合分散し、撹拌装置を有するストックタンクに貯蔵した。
【0139】
次いで、Y面層として、太径繊維1(延伸ポリエステル系繊維、繊維径17.5μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、太径繊維2(延伸ポリエステル系繊維、繊維径12.5μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、繊維径7.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)を30:30:30:10の配合比率で水に混合分散し、X面層用の分散液とは別に、撹拌装置を有するストックタンクに貯蔵した。
【0140】
傾斜ワイヤー抄紙機と円網抄紙機とのコンビネーションマシンを用いて、X面層を傾斜ワイヤー抄紙機、Y面層を円網抄紙機で、乾燥質量でX面層20g/m2、Y面層60g/m2の抄き合わせ湿紙を形成した後、X面層が表面温度130℃のヤンキードライヤーに接触するように、熱圧乾燥し、坪量80g/m2の抄き合わせシートを得た。
【0141】
シートの巻取りを巻き出し装置に設置し、ヤンキードライヤーによる熱圧乾燥から60分後に、シートを、加熱金属ロール(225℃)と弾性ロール(加熱なし)の組み合わせのカレンダー装置(第一の熱圧ロールニップ、ロールニップ圧力736N/cm)、弾性ロール(加熱なし)と加熱金属ロール(225℃)との組み合わせのカレンダー装置(第二の熱圧ロールニップ、ロールニップ圧力736N/cm)が直列に配列されている装置を用いて、熱圧加工速度20m/min(繊維基材が第一の熱圧ロールニップを通過後12秒後に第二の熱圧ロールニップを通過)の条件で熱圧加工し、半透膜支持体を得た。
なお、X面が第二の熱圧ロールで金属ロール面に接するようにした。
【0142】
(実施例31)
X面層として、太径繊維1(延伸ポリエステル系繊維、繊維径17.5μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、太径繊維2(延伸ポリエステル系繊維、繊維径12.5μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、繊維径7.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)を25:30:35:10の配合比率で水に混合分散し、撹拌装置を有するストックタンクに貯蔵した。
【0143】
次いで、Y面層として、太径繊維1(延伸ポリエステル系繊維、繊維径17.5μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、太径繊維2(延伸ポリエステル系繊維、繊維径12.5μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、繊維径7.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)を35:30:25:10の配合比率で水に混合分散し、X面層用の分散液とは別に、撹拌装置を有するストックタンクに貯蔵した。
【0144】
傾斜ワイヤー抄紙機と円網抄紙機とのコンビネーションマシンを用いて、X面層を傾斜ワイヤー抄紙機、Y面層を円網抄紙機で、乾燥質量でX面層20g/m2、Y面層60g/m2の抄き合わせ湿紙を形成した後、X面層が表面温度130℃のヤンキードライヤーに接触するように、熱圧乾燥し、坪量80g/m2の抄き合わせシートを得た。
【0145】
シートの巻取りを巻き出し装置に設置し、ヤンキードライヤーによる熱圧乾燥から60分後に、シートを、加熱金属ロール(225℃)と弾性ロール(加熱なし)の組み合わせのカレンダー装置(第一の熱圧ロールニップ、ロールニップ圧力736N/cm)、弾性ロール(加熱なし)と加熱金属ロール(225℃)との組み合わせのカレンダー装置(第二の熱圧ロールニップ、ロールニップ圧力736N/cm)が直列に配列されている装置を用いて、熱圧加工速度20m/min(繊維基材が第一の熱圧ロールニップを通過後12秒後に第二の熱圧ロールニップを通過)の条件で熱圧加工し、半透膜支持体を得た。なお、X面が第二の熱圧ロールで金属ロール面に接するようにした。
【0146】
(実施例32)
X面層として、太径繊維1(延伸ポリエステル系繊維、繊維径17.5μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、太径繊維2(延伸ポリエステル系繊維、繊維径12.5μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、繊維径7.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)を25:30:35:10の配合比率で水に混合分散し、撹拌装置を有するストックタンクに貯蔵した。
【0147】
次いで、Y面層として、太径繊維1(延伸ポリエステル系繊維、繊維径17.5μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、太径繊維2(延伸ポリエステル系繊維、繊維径12.5μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、繊維径7.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)を35:30:25:10の配合比率で水に混合分散し、X面層用の分散液とは別に、撹拌装置を有するストックタンクに貯蔵した。
【0148】
傾斜ワイヤー抄紙機と円網抄紙機とのコンビネーションマシンを用いて、X面層を傾斜ワイヤー抄紙機、Y面層を円網抄紙機で、乾燥質量でX面層20g/m2、Y面層60g/m2の抄き合わせ湿紙を形成した後、X面層が表面温度130℃のヤンキードライヤーに接触するように、熱圧乾燥し、坪量80g/m2の抄き合わせシートを得た。
【0149】
シートの巻取りを巻き出し装置に設置し、ヤンキードライヤーによる熱圧乾燥から60分後に、シートを、加熱金属ロール(225℃)と弾性ロール(加熱なし)の組み合わせのカレンダー装置(第一の熱圧ロールニップ、ロールニップ圧力736N/cm)、加熱金属ロール(225℃)と加熱金属ロール(225℃)との組み合わせのカレンダー装置(第二の熱圧ロールニップ、ロールニップ圧力736N/cm)が直列に配列されている装置を用いて、熱圧加工速度20m/min(繊維基材が第一の熱圧ロールニップを通過後12秒後に第二の熱圧ロールニップを通過)の条件で熱圧加工し、半透膜支持体を得た。なお、X面が第一及び第二の熱圧ロールで金属ロール面に接するようにした。
【0150】
(実施例33)
X面層として、太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)を37.5:25:37.5の配合比率で水に混合分散し、撹拌装置を有するストックタンクに貯蔵した。
【0151】
次いで、Y面層として、太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)を37.5:25:37.5の配合比率で水に混合分散し、X面層用の分散液とは別に、撹拌装置を有するストックタンクに貯蔵した。
【0152】
傾斜ワイヤー抄紙機と円網抄紙機とのコンビネーションマシンを用いて、X面層を傾斜ワイヤー抄紙機、非塗布面層を円網抄紙機で、乾燥質量でX面層20g/m2、Y面層60g/m2の抄き合わせ湿紙を形成した後、X面層が表面温度130℃のヤンキードライヤーに接触するように、熱圧乾燥し、坪量80g/m2の抄き合わせシートを得た。
【0153】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力785N/cm、加工速度30m/minの条件で熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接した面がX面である。
【0154】
(実施例34)
X面層として、太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)を45:35:20の配合比率で水に混合分散し、撹拌装置を有するストックタンクに貯蔵した。
【0155】
次いで、Y面層として、太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)を20:35:45の配合比率で水に混合分散し、X面層用の分散液とは別に、撹拌装置を有するストックタンクに貯蔵した。
【0156】
傾斜ワイヤー抄紙機と円網抄紙機とのコンビネーションマシンを用いて、X面層を傾斜ワイヤー抄紙機、Y面層を円網抄紙機で、乾燥質量でX面層20g/m2、非塗布面層60g/m2の抄き合わせ湿紙を形成した後、X面層が表面温度130℃のヤンキードライヤーに接触するように、熱圧乾燥し、坪量80g/m2の抄き合わせシートを得た。
【0157】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力785N/cm、加工速度30m/minの条件で熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接した面がX面である。
【0158】
(実施例35)
X面層として、太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)を20:30:50の配合比率で水に混合分散し、撹拌装置を有するストックタンクに貯蔵した。
【0159】
次いで、Y面層として、太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)を50:30:20の配合比率で水に混合分散し、X面層用の分散液とは別に、撹拌装置を有するストックタンクに貯蔵した。
【0160】
傾斜ワイヤー抄紙機と円網抄紙機とのコンビネーションマシンを用いて、X面層を傾斜ワイヤー抄紙機、非塗布面層を円網抄紙機で、乾燥質量でX面層20g/m2、Y面層60g/m2の抄き合わせ湿紙を形成した後、X面層が表面温度130℃のヤンキードライヤーに接触するように、熱圧乾燥し、坪量80g/m2の抄き合わせシートを得た。
【0161】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力785N/cm、加工速度30m/minの条件で熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接した面がX面である。
【0162】
【表5】
【0163】
実施例30〜32、実施例33〜35の比較から、繊維径の異なる2種以上の主体合成繊維とバインダー合成繊維とを含有し、2層構造で、2回の熱圧加工を行った実施例30〜32の半透膜支持体は、X面を半透膜塗布面にした場合でも、Y面を半透膜塗布面にした場合でも、半透膜滲み込み、半透膜接着性、非塗布面接着性、半透膜塗布時のシワの全ての評価で、優れていた。
【0164】
(比較例5)
主体合成繊維(延伸ポリエステル系繊維、繊維径24.7μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)を70:30の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0165】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力785N/cm、加工速度60m/minの条件で熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接した面をX面とした。
【0166】
(比較例6)
熱圧加工時の加工速度を120m/minにした以外は、比較例5と同様の方法で、半透膜支持体を得た。
【0167】
(比較例7)
熱圧加工時の加工速度を30m/minにした以外は、比較例5と同様の方法で、半透膜支持体を得た。
【0168】
(比較例8)
熱圧加工時の加工速度を6m/minにした以外は、比較例5と同様の方法で、半透膜支持体を得た。
【0169】
(比較例9)
熱圧加工時の加工速度を2m/minにした以外は、比較例5と同様の方法で、半透膜支持体を得た。
【0170】
【表6】
【0171】
繊維径が1種類の主体合成繊維しか含有していない比較例5〜9の半透膜支持体においては、半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比及び非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比の数値によらず、毛羽立ちが多くなる傾向が見られ、半透膜滲み込みの評価結果が悪かった。
【0172】
(比較例10)
主体合成繊維(延伸ポリエステル系繊維、繊維径11.6μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、融点260℃)を80:20の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0173】
シートの巻取りを巻き出し装置に設置し、シートを、コットンロールと加熱金属ロール(170℃)と加熱金属ロール(170℃)とをスーパーカレンダーのように組み合わせたカレンダー装置(第一の熱圧ロールニップと第二の熱圧ロールニップが連続している)で、第一及び第二の熱圧ロールニップ圧力1000N/cm、加工速度5m/minの条件で熱圧加工し、半透膜支持体を得た。なお、第二の熱圧ロールニップの加熱金属ロール面に接した面をX面とした。
【0174】
(比較例11)
主体合成繊維(延伸ポリエステル系繊維、繊維径12.5μm、繊維長5mm、伸び率40%、引張強さ0.50N/tex)、バインダー合成繊維(芯鞘型ポリエステル系繊維、繊維径10.5μm、繊維長:5mm、鞘部融点107℃)を80:20の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0175】
得られたシートを、加熱金属ロールとコットンロール(加熱なし)の組み合わせのカレンダー装置を用いて、加熱金属ロール温度160℃、圧力2000N/cm、加工速度30m/minの条件で熱圧加工し、半透膜支持体を得た。なお、加熱金属ロールに接した面をX面とした。
【0176】
(比較例12)
主体合成繊維(アクリル繊維、繊維径22.5μm、繊維長5mm、伸び率40%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、融点260℃)を80:20の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0177】
得られたシートを、加熱金属ロールと弾性(加熱なし)の組み合わせのカレンダー装置を用いて、加熱金属ロール温度225℃、圧力1000N/cm、加工速度20m/minの条件で熱圧加工し、半透膜支持体を得た。なお、加熱金属ロールに接した面をX面とした。
【0178】
(比較例13)
X面層として、主体合成繊維(断面形状がトライローバル状(三角形)の延伸ポリエステル系繊維、繊維径12.5μm、繊維長5mm、伸び率45%、引張強さ0.4N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)を60:40の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量40g/m2のシートを得た。
【0179】
Y面層として、主体合成繊維(延伸ポリエステル系繊維、繊維径7.4μm、繊維長5mm、伸び率45%、引張強さ0.4N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)を60:40の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量40g/m2のシートを得た。
【0180】
得られたX面層とY面層を重ねて、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度220℃、圧力980N/cm、加工速度5m/minの条件で熱圧加工し、半透膜支持体を得た。
【0181】
【表7】
【0182】
繊維径が1種類の主体合成繊維しか含有しておらず、かつバインダー合成繊維の配合率が20%である比較例10〜12の半透膜支持体においては、半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比及び非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比が1.2〜3.0であるものの、毛羽立ちが多く、実用不可レベルであった。また、Y面を半透膜塗布面とした場合、比較例11及び12では、半透膜滲み込みが悪かった。
【0183】
X面層に断面形状がトライローバル状(三角形)の1種類の主体合成繊維しか含有しておらず、Y面層にも繊維径が1種類の主体合成繊維しか含有しておらず、かつバインダー合成繊維の配合率が40質量%である比較例13の半透膜支持体においては、X面層のシートの地合が悪かった。また、半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比及び非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比が1.2〜3.0であるものの、X面を半透膜塗布面とした場合の非塗布面接着性、Y面を半透膜塗布面とした場合の半透膜接着性が、実用不可レベルであった。
【0184】
(実施例36)
太径繊維(アクリル繊維、繊維径14.3μm、繊維長5mm、伸び率40%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(アクリル繊維、繊維径6.4μm、繊維長5mm、伸び率40%、引張強さ0.40N/tex)を35:30:35の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0185】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力785N/cm、加工速度30m/minの条件で熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接した面をX面とした。
【0186】
(実施例37)
細径繊維(延伸ポリエステル系繊維、繊維径6.6μm、繊維長10mm、伸び率45%、引張強さ0.50N/tex)、太径繊維(延伸ポリエステル系繊維、繊維径12.5μm、繊維長5mm、伸び率45%、引張強さ0.50N/tex)、バインダー合成繊維1(未延伸ポリエステル系繊維、繊維径10.1μm、繊維長5mm、融点191℃)、バインダー合成繊維2(芯鞘型ポリエステル系繊維、繊維径14.3μm、繊維長:5mm、鞘部融点107℃)を20.4:40.7:36.6:2.3の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0187】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度225℃、圧力785N/cm、加工速度20m/minの条件で熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接した面を半透膜塗布面とした。
【0188】
(実施例38)
太径繊維(延伸ポリエステル系繊維、繊維径17.5μm、繊維長5mm、アスペクト比286、伸び率45%、引張強さ0.50N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、繊維径12.5μm、繊維長5mm、アスペクト比399、伸び率45%、引張強さ0.50N/tex)を30:40:30の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量34g/m2のシートCを得た。
【0189】
得られたシートを、加熱金属ロールと弾性ロールの組み合わせのカレンダー装置を用いて、温度225℃、圧力588N/cm、加工速度25m/minの条件で熱圧加工し、不織布Cを得た。
【0190】
次いで、太径繊維(延伸ポリエステル系繊維、繊維径17.5μm、繊維長5mm、アスペクト比286、伸び率45%、引張強さ0.50N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)を60:40の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量34g/m2のシートDを得た。
【0191】
不織布CをX面層とし、シートDをY面層として、不織布CとシートDを重ねて、シートDが加熱金属ロールに接するように、加熱金属ロールと弾性ロールの組み合わせのカレンダー装置において、加熱金属ロール温度225℃、圧力588N/cm、加工速度25m/minの条件で熱圧加工し、X面層とY面層の坪量比が1:1で、総坪量70g/m2の半透膜支持体を得た。
【0192】
(実施例39)
細径繊維(延伸ポリエステル系繊維、繊維径12.5μm、繊維長5mm、伸び率45%、引張強さ0.50N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)を60:40の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量40g/m2のシートEを得た。
【0193】
次いで、太径繊維(延伸ポリエステル系繊維、繊維径22.5μm、繊維長5mm、伸び率45%、引張強さ0.50N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)を60:40の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量50g/m2のシートFを得た。
【0194】
シートEを非塗布面層とし、シートFをX面層として、シートEとシートFを重ねて、加熱金属ロールと弾性ロールの組み合わせのカレンダー装置を用いて、温度226℃、圧力980N/cm、加工速度30m/minの条件で加工した後、一回目に加熱金属ロールに接した面が弾性ロールに接するように加熱金属ロールと弾性ロールの組み合わせのカレンダー装置において、加熱金属ロール温度226℃、圧力980N/cm、加工速度30m/minの条件で熱圧加工し、X面層とY面層の坪量比が5:4で、総坪量90g/m2の半透膜支持体を得た。
【0195】
(実施例40)
傾斜ワイヤー式抄紙機と円網抄紙機のコンビネーションマシンを用いて、2層構造のシートを製造した。細径繊維(延伸ポリエステル系繊維、繊維径11.6μm、繊維長5mm、伸び率45%、引張強さ0.50N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)を55:45の配合比率で水に混合分散し、傾斜ワイヤー式抄紙機でY塗面層の湿紙を形成した。
【0196】
太径繊維(延伸ポリエステル系繊維、繊維径20.2μm、繊維長10mm、伸び率45%、引張強さ0.50N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)を55:45の配合比率で水に混合分散し、円網抄紙機でX面層の湿紙を形成した後、2つの湿紙を抄き合わせ、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、X面層とY面層の坪量比が1:1で、総坪量103g/m2のシートを得た。
【0197】
得られたシートを、加熱金属ロールとコットンロールの組み合わせのカレンダー装置において、加熱金属ロール温度230℃、圧力785N/cm、加工速度10m/minの条件で加工した後、一回目に加熱金属ロールに接した面がコットンロールに接するように加熱金属ロールとコットンロールの組み合わせのカレンダー装置において、加熱金属ロール温度200℃、圧力785N/cm、加工速度10m/minの条件で熱圧加工し、半透膜支持体を得た。なお、X面層が一回目にコットンロールに接するようにした。
【0198】
【表8】
【0199】
実施例2と実施例36における半透膜接着性の比較から、ポリエステル系繊維を使用した実施例2の方が、アクリル系繊維を使用した実施例36よりも優れていることが確認できた。
【0200】
実施例37の半透膜支持体は、バインダー合成繊維として、低融点の芯鞘型ポリエステル系繊維を併用しているために、熱圧加工時において、加熱金属ロールと加熱金属ロールのニップから出る際に貼り付きが発生し、半透膜接着性が実用上下限レベルとなった。
【0201】
実施例38〜40の半透膜支持体は、2層構造の不織布であるが、主体合成繊維が1種類である層を含み、該層の地合が悪かった。また、実施例40の半透膜支持体は、繊維長10mmの繊維を使用していることから、実施例38及び39の半透膜支持体と比較して、地合がさらに悪かった。バインダー合成繊維の含有率が40質量%である実施例38及び39では、熱圧加工時にロールへの貼り付きが若干見られた。該含有率が45質量%である実施例40では、熱圧加工時のロールへの貼り付きが発生し、半透膜接着性が実用上下限レベルとなった。
【0202】
(実施例41)
太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)を35:30:35の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0203】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力785N/cm、加工速度110m/minの条件で熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接した面をX面とした。
【0204】
(実施例42)
太径繊維(延伸ポリエステル系繊維、繊維径14.3μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、繊維径6.4μm、繊維長5mm、伸び率45%、引張強さ0.40N/tex)を35:30:35の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0205】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力980N/cm、加工速度2m/minの条件で熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接しない面をX面とした。
【0206】
【表9】
【0207】
実施例2、41及び42の比較から、Y面の主体合成繊維の断面アスペクト比が1.1の実施例41の半透膜支持体は、Y面を半透膜塗布面とした場合の半透膜滲み込みが悪かった。また、Y面の主体合成繊維の断面アスペクト比が3.2の実施例42の半透膜支持体は、X面を半透膜塗布面とした場合の非塗布面接着性が悪かった。
【0208】
(実施例43)
太径繊維(延伸ポリエステル系繊維、伸び率48%、引張強さ0.41N/tex、繊維径18.2μm、繊維長5mm)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、伸び率48%、引張強さ0.41N/tex、繊維径10.5μm、繊維長5mm)を60:30:10の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0209】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力980N/cm、加工速度25m/minの条件で、カレンダー装置でニップ後に、一方の加熱金属ロールを抱いて、一方の面がより加熱されるように熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接しない面を抱いた金属ロール面に接するように熱圧加工し、抱いた金属ロール面に接した面をX面とし、その反対側の面をY面とする。
【0210】
(実施例44)
太径繊維(延伸ポリエステル系繊維、伸び率23%、引張強さ0.75N/tex、繊維径18.2μm、繊維長5mm)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径6.8μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、伸び率23%、引張強さ0.75N/tex、繊維径8.6μm、繊維長5mm)を60:30:10の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0211】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力780N/cm、加工速度20m/minの条件で、カレンダー装置でニップ後に、一方の加熱金属ロールを抱いて、一方の面がより加熱されるように熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接しない面を抱いた金属ロール面に接するように熱圧加工し、抱いた金属ロール面に接した面をX面とし、その反対側の面をY面とする。
【0212】
(実施例45)
太径繊維(延伸ポリエステル系繊維、伸び率80%、引張強さ0.51N/tex、繊維径18.2μm、繊維長5mm)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、伸び率80%、引張強さ0.51N/tex、繊維径8.6μm、繊維長5mm)を60:30:10の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0213】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力780N/cm、加工速度20m/minの条件で、カレンダー装置でニップ後に、一方の加熱金属ロールを抱いて、一方の面がより加熱されるように熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接しない面を抱いた金属ロール面に接するように熱圧加工し、抱いた金属ロール面に接した面をX面とし、その反対側の面をY面とする。
【0214】
(実施例46)
太径繊維(延伸ポリエステル系繊維、伸び率60%、引張強さ0.36N/tex、繊維径18.2μm、繊維長5mm)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、伸び率60%、引張強さ0.36N/tex、繊維径8.6μm、繊維長5mm)を60:30:10の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0215】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力980N/cm、加工速度25m/minの条件で、カレンダー装置でニップ後に、一方の加熱金属ロールを抱いて、一方の面がより加熱されるように熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接しない面を抱いた金属ロール面に接するように熱圧加工し、抱いた金属ロール面に接した面をX面とし、その反対側の面をY面とする。
【0216】
(実施例47)
太径繊維(延伸ポリエステル系繊維、伸び率120%、引張強さ0.31N/tex、繊維径18.2μm、繊維長5mm)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径6.8μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、伸び率120%、引張強さ0.31N/tex、繊維径8.6μm、繊維長5mm)を60:30:10の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0217】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力780N/cm、加工速度20m/minの条件で、カレンダー装置でニップ後に、一方の加熱金属ロールを抱いて、一方の面がより加熱されるように熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接しない面を抱いた金属ロール面に接するように熱圧加工し、抱いた金属ロール面に接した面をX面とし、その反対側の面をY面とする。
【0218】
(実施例48)
太径繊維(延伸ポリエステル系繊維、伸び率140%、引張強さ0.26N/tex、繊維径18.2μm、繊維長5mm)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径6.8μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、伸び率140%、引張強さ0.26N/tex、繊維径8.6μm、繊維長5mm)を60:30:10の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0219】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力780N/cm、加工速度20m/minの条件で、カレンダー装置でニップ後に、一方の加熱金属ロールを抱いて、一方の面がより加熱されるように熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接しない面を抱いた金属ロール面に接するように熱圧加工し、抱いた金属ロール面に接した面をX面とし、その反対側の面をY面とする。
【0220】
(実施例49)
太径繊維(延伸ポリエステル系繊維、伸び率30%、引張強さ0.44N/tex、繊維径18.2μm、繊維長5mm)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径6.8μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、伸び率30%、引張強さ0.44N/tex、繊維径8.6μm、繊維長5mm)を60:30:10の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0221】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力785N/cm、加工速度20m/minの条件で、カレンダー装置でニップ後に、一方の加熱金属ロールを抱いて、一方の面がより加熱されるように熱圧加工し、さらに、ニップしていない120℃の加熱金属ロール2本をS字状に抱かせて巻取りを作製して、半透膜支持体を得た。なお、ヤンキードライヤーに接しない面を抱いた金属ロール面に接するように熱圧加工し、抱いた金属ロール面に接した面をX面とし、その反対側の面をY面とする。
【0222】
(実施例50)
太径繊維(延伸ポリエステル系繊維、伸び率48%、引張強さ0.41N/tex、繊維径17.5μm、繊維長5mm)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、伸び率50%、引張強さ0.51N/tex、繊維径11.6μm、繊維長5mm)を30:30:40の配合比率で水に混合分散し、円網抄紙機で湿紙を形成した後、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、坪量80g/m2のシートを得た。
【0223】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力785N/cm、加工速度20m/minの条件で、カレンダー装置でニップ後に、一方の加熱金属ロールを抱いて、一方の面がより加熱されるように熱圧加工し、半透膜支持体を得た。なお、ヤンキードライヤーに接しない面を抱いた金属ロール面に接するように熱圧加工し、抱いた金属ロール面に接した面をX面とし、その反対側の面をY面とする。
【0224】
(実施例51)
傾斜ワイヤー式抄紙機と円網抄紙機のコンビネーションマシンを用いて、2層構造のシートを製造した。太径繊維(延伸ポリエステル系繊維、伸び率48%、引張強さ0.41N/tex、繊維径17.5μm、繊維長5mm)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、伸び率50%、引張強さ0.51N/tex、繊維径11.6μm、繊維長5mm)を30:30:40の配合比率で水に混合分散し、傾斜ワイヤー式抄紙機でY面層の湿紙を形成した。
【0225】
太径繊維(延伸ポリエステル系繊維、伸び率50%、引張強さ0.51N/tex、繊維径11.6μm、繊維長5mm)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点230℃)、細径繊維(延伸ポリエステル系繊維、伸び率45%、引張強さ0.41N/tex、繊維径8.6μm、繊維長5mm)を40:30:30の配合比率で水に混合分散し、円網抄紙機でX面層の湿紙を形成した後、2つの湿紙を抄き合わせ、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、Y面層とX面層の坪量比が1:1で、総坪量80g/m2のシートを得た。なお、X面がヤンキードライヤーに接するように熱圧乾燥した。
【0226】
得られたシートを、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度200℃、圧力785N/cm、加工速度20m/minの条件で熱圧加工し、半透膜支持体を得た。
【0227】
(実施例52)
傾斜ワイヤー式抄紙機と円網抄紙機のコンビネーションマシンを用いて、2層構造のシートを製造した。太径繊維(延伸ポリエステル系繊維、伸び率48%、引張強さ0.41N/tex、繊維径17.5μm、繊維長5mm)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、伸び率50%、引張強さ0.51N/tex、繊維径11.6μm、繊維長5mm)を30:30:40の配合比率で水に混合分散し、傾斜ワイヤー式抄紙機でY面層の湿紙を形成した。
【0228】
太径繊維(延伸ポリエステル系繊維、伸び率50%、引張強さ0.51N/tex、繊維径11.6μm、繊維長5mm)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、伸び率45%、引張強さ0.41N/tex、繊維径8.6μm、繊維長5mm)を40:30:30の配合比率で水に混合分散し、円網抄紙機でX面層の湿紙を形成した後、2つの湿紙を抄き合わせ、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、Y面層とX面層の坪量比が1:1で、総坪量80g/m2のシートを得た。なお、X面がヤンキードライヤーに接するように熱圧乾燥した。
【0229】
得られたシートを、加熱金属ロールと弾性ロール(加熱なし)の組み合わせのカレンダー装置を用いて、温度225℃、圧力980N/cm、加工速度25m/minの条件で熱圧加工(第一の熱圧ロールニップ)し、さらに表裏を逆にして再度同一条件で熱圧加工を行い(第二の熱圧ロールニップ)、半透膜支持体を得た。
【0230】
(実施例53)
傾斜ワイヤー式抄紙機と円網抄紙機のコンビネーションマシンを用いて、2層構造のシートを製造した。太径繊維(延伸ポリエステル系繊維、伸び率48%、引張強さ0.41N/tex、繊維径17.5μm、繊維長5mm)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、伸び率50%、引張強さ0.51N/tex、繊維径11.6μm、繊維長5mm)を30:30:40の配合比率で水に混合分散し、傾斜ワイヤー式抄紙機でY面層の湿紙を形成した。
【0231】
太径繊維(延伸ポリエステル系繊維、伸び率50%、引張強さ0.51N/tex、繊維径11.6μm、繊維長5mm)、バインダー合成繊維(未延伸ポリエステル系繊維、繊維径10.5μm、繊維長5mm、融点260℃)、細径繊維(延伸ポリエステル系繊維、伸び率45%、引張強さ0.41N/tex、繊維径8.6μm、繊維長5mm)を40:30:30の配合比率で水に混合分散し、円網抄紙機でX面層の湿紙を形成した後、2つの湿紙を抄き合わせ、表面温度130℃のヤンキードライヤーにて熱圧乾燥し、Y面層とX面層の坪量比が1:1で、総坪量80g/m2のシートを得た。なお、X面がヤンキードライヤーに接するように熱圧乾燥した。
【0232】
得られたシートを、加熱金属ロールと弾性ロール(加熱なし)の組み合わせのカレンダー装置を用いて、温度225℃、圧力980N/cm、加工速度25m/minの条件で熱圧加工した後(第一の熱圧ロールニップ)、加熱金属ロールと加熱金属ロールの組み合わせのカレンダー装置を用いて、温度225℃、圧力980N/cm、加工速度25m/minの条件で熱圧加工し(第二の熱圧ロールニップ)、半透膜支持体を得た。
【0233】
(実施例54)
太系繊維及び細径繊維を、太径繊維(延伸ポリエステル系繊維、伸び率35%、引張強さ0.45N/tex、繊維径18.2μm、繊維長5mm)、細径繊維(延伸ポリエステル系繊維、伸び率35%、引張強さ0.45N/tex、繊維径10.5μm、繊維長5mm)に変えた以外は、実施例43と同様の方法で、半透膜支持体を得た。
【0234】
(実施例55)
太系繊維及び細径繊維を、太径繊維(延伸ポリエステル系繊維、伸び率100%、引張強さ0.30N/tex、繊維径18.2μm、繊維長5mm)、細径繊維(延伸ポリエステル系繊維、伸び率100%、引張強さ0.30N/tex、繊維径10.5μm、繊維長5mm)に変えた以外は、実施例43と同様の方法で、半透膜支持体を得た。
【0235】
(実施例56)
太系繊維及び細径繊維を、太径繊維(延伸ポリエステル系繊維、伸び率150%、引張強さ0.11N/tex、繊維径18.2μm、繊維長5mm)、細径繊維(延伸ポリエステル系繊維、伸び率150%、引張強さ0.11N/tex、繊維径10.5μm、繊維長5mm)に変えた以外は、実施例43と同様の方法で、半透膜支持体を得た。
【0236】
(実施例57)
太系繊維及び細径繊維を、太径繊維(延伸ポリエステル系繊維、伸び率25%、引張強さ0.70N/tex、繊維径18.2μm、繊維長5mm)、細径繊維(延伸ポリエステル系繊維、伸び率25%、引張強さ0.70N/tex、繊維径10.5μm、繊維長5mm)に変えた以外は、実施例43と同様の方法で、半透膜支持体を得た。
【0237】
(実施例58)
太系繊維及び細径繊維を、太径繊維(延伸ポリエステル系繊維、伸び率145%、引張強さ0.23N/tex、繊維径18.2μm、繊維長5mm)、細径繊維(延伸ポリエステル系繊維、伸び率145%、引張強さ0.23N/tex、繊維径10.5μm、繊維長5mm)に変えた以外は、実施例43と同様の方法で、半透膜支持体を得た。
【0238】
(実施例59)
太系繊維及び細径繊維を、太径繊維(延伸ポリエステル系繊維、伸び率60%、引張強さ0.58N/tex、繊維径18.2μm、繊維長5mm)、細径繊維(延伸ポリエステル系繊維、伸び率60%、引張強さ0.58N/tex、繊維径10.5μm、繊維長5mm)に変えた以外は、実施例43と同様の方法で、半透膜支持体を得た。
【0239】
(実施例60)
太系繊維及び細径繊維を、太径繊維(延伸ポリエステル系繊維、伸び率165%、引張強さ0.08N/tex、繊維径18.2μm、繊維長5mm)、細径繊維(延伸ポリエステル系繊維、伸び率165%、引張強さ0.08N/tex、繊維径10.5μm、繊維長5mm)とし、熱圧加工速度を30m/minに変えた以外は、実施例43と同様の方法で、半透膜支持体を得た。
【0240】
(実施例61)
太系繊維及び細径繊維を、太径繊維(延伸ポリエステル系繊維、伸び率25%、引張強さ0.80N/tex、繊維径18.2μm、繊維長5mm)、細径繊維(延伸ポリエステル系繊維、伸び率25%、引張強さ0.80N/tex、繊維径10.5μm、繊維長5mm)とし、熱圧加工速度を10m/minに変えた以外は、実施例43と同様の方法で、半透膜支持体を得た。
【0241】
(実施例62)
太系繊維及び細径繊維を、太径繊維(延伸ポリエステル系繊維、伸び率25%、引張強さ0.75N/tex、繊維径18.2μm、繊維長5mm)、細径繊維(延伸ポリエステル系繊維、伸び率25%、引張強さ0.75N/tex、繊維径10.5μm、繊維長5mm)とし、熱圧加工速度を20m/min、ニップ圧を780N/cmに変えた以外は、実施例43と同様の方法で、半透膜支持体を得た。
【0242】
(実施例63)
太系繊維及び細径繊維を、太径繊維(延伸ポリエステル系繊維、伸び率150%、引張強さ0.25N/tex、繊維径18.2μm、繊維長5mm)、細径繊維(延伸ポリエステル系繊維、伸び率150%、引張強さ0.25N/tex、繊維径10.5μm、繊維長5mm)に変えた以外は、実施例43と同様の方法で、半透膜支持体を得た。
【0243】
(実施例64)
太系繊維及び細径繊維を、太径繊維(延伸ポリエステル系繊維、伸び率23%、引張強さ0.90N/tex、繊維径18.2μm、繊維長5mm)、細径繊維(延伸ポリエステル系繊維、伸び率23%、引張強さ0.90N/tex、繊維径10.5μm、繊維長5mm)とし、熱圧加工速度を10m/minに変えた以外は、実施例43と同様の方法で、半透膜支持体を得た。
【0244】
(実施例65)
太系繊維及び細径繊維を、太径繊維(延伸ポリエステル系繊維、伸び率170%、引張強さ0.07N/tex、繊維径18.2μm、繊維長5mm)、細径繊維(延伸ポリエステル系繊維、伸び率170%、引張強さ0.07N/tex、繊維径10.5μm、繊維長5mm)とし、熱圧加工速度30m/min、ニップ圧780N/cmに変えた以外は、実施例43と同様の方法で、半透膜支持体を得た。
【0245】
(比較例14)
太系繊維及び細径繊維を、太径繊維(延伸ポリエステル系繊維、伸び率23%、引張強さ0.90N/tex、繊維径18.2μm、繊維長5mm)、細径繊維(延伸ポリエステル系繊維、伸び率23%、引張強さ0.90N/tex、繊維径10.5μm、繊維長5mm)とした以外は、実施例43と同様の方法で、半透膜支持体を得た。
【0246】
(比較例15)
太系繊維及び細径繊維を、太径繊維(延伸ポリエステル系繊維、伸び率170%、引張強さ0.07N/tex、繊維径18.2μm、繊維長5mm)、細径繊維(延伸ポリエステル系繊維、伸び率170%、引張強さ0.07N/tex、繊維径10.5μm、繊維長5mm)とし、熱圧加工速度20m/min、ニップ圧780N/cmに変えた以外は、実施例43と同様の方法で、半透膜支持体を得た。
【0247】
【表10】
【0248】
【表11】
【0249】
【表12】
【0250】
実施例43〜65の半透膜支持体は、X面、X面のいずれを半透膜塗布面とした場合でも、半透膜の滲み込み、半透膜接着性、非塗布面接着性ともに実用上問題ないレベルであった。実施例44の半透膜支持体は、主体合成繊維の伸び率が23%であったために、熱圧加工の際、稀に断紙が発生した。主体合成繊維の伸び率が120%及び140%の実施例47、及び48の半透膜支持体は、熱圧加工の際に若干の幅収縮が見られたが、実用上問題ないレベルであった。2層構造で、X面、Y面の繊維配合が異なる実施例51の半透膜支持体は、X面を半透膜塗布面とした場合の半透膜滲み込み及び非塗布面接着性、Y面を半透膜塗布面とした場合の半透膜接着性が優れていた。
【0251】
2層構造で、X面、Y面の繊維配合が異なり、熱圧加工において、2回の熱圧ロールニップ加工を行った実施例52及び53の半透膜支持体は、X面を半透膜塗布面とした場合の非塗布面接着性、Y面を半透膜塗布面とした場合の半透膜接着性が優れていた。
【0252】
主体合成繊維の伸び率が150%及び145%の実施例56、58及び63の半透膜支持体は、熱圧加工の際に幅収縮が見られたが、実用上の限度レベルであった。
【0253】
実施例61及び62の半透膜支持体は、主体合成繊維の伸び率が25%であったために、熱圧加工の際、稀に断紙が発生した。実施例64の半透膜支持体は、主体合成繊維の伸び率が23%であり、主体合成繊維の引張強さが0.90N/texのため、熱圧加工の際、一部断紙が発生したが、実用上の限度レベルであった。主体合成繊維の伸び率が170%の実施例65の半透膜支持体は、熱圧加工の際に幅収縮が見られた。また、加熱寸法変化率が−0.5%であり、実用上やや問題があるレベルであった。
【0254】
比較例14の半透膜支持体は、X面の主体合成繊維の断面アスペクト比及びY面の主体合成繊維の断面アスペクト比が1.1であり、平均裂断長(5%伸長時)が4.0km以上と高く、繊維の引張強さも0.90N/texと高く、熱圧加工の際に、加熱ロール出口で断紙が発生し、実用に適さなかった。比較例15の半透膜支持体は、X面の主体合成繊維の断面アスペクト比及びY面の主体合成繊維の断面アスペクト比が3.3及び3.2であり、熱圧加工の際に幅収縮が大きかった。また、半透膜塗布時のシワが酷く、実用に適さなかった。
【産業上の利用可能性】
【0255】
本発明の半透膜支持体は、海水の淡水化、浄水器、食品の濃縮、廃水処理、血液濾過に代表される医療用、半導体洗浄用の超純水製造等の分野で利用することができる。
【特許請求の範囲】
【請求項1】
繊維径の異なる2種以上の主体合成繊維とバインダー合成繊維とを少なくとも含有し、半透膜塗布面及び半透膜非塗布面を有する不織布からなり、不織布の断面SEMで観察される厚み方向で、半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比(繊維断面長径/繊維断面短径)及び/又は半透膜非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比(繊維断面長径/繊維断面短径)が1.2〜3.0であることを特徴とする半透膜支持体。
【請求項2】
半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比(繊維断面長径/繊維断面短径)が1.3〜3.0である請求項1記載の半透膜支持体。
【請求項3】
半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比(繊維断面長径/繊維断面短径)が1.4〜3.0である請求項1記載の半透膜支持体。
【請求項4】
半透膜非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比(繊維断面長径/繊維断面短径)が1.2〜2.7である請求項1記載の半透膜支持体。
【請求項5】
半透膜非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比(繊維断面長径/繊維断面短径)が1.2〜2.5である請求項1記載の半透膜支持体。
【請求項6】
バインダー合成繊維が未延伸合成繊維である請求項1から5のいずれかに記載の半透膜支持体。
【請求項7】
主体合成繊維とバインダー合成繊維との合計質量に対するバインダー合成繊維の含有率が20質量%超40質量%以下である請求項1〜6のいずれかに記載の半透膜支持体。
【請求項8】
主体合成繊維とバインダー合成繊維との合計質量に対するバインダー合成繊維の含有率が25質量%以上35質量%以下である請求項1〜6のいずれかに記載の半透膜支持体。
【請求項9】
不織布の5%伸長時の縦方向(MD)及び横方向(CD)の裂断長の平均値が4.0km未満であり、かつ、不織布の横方向(CD)の加熱寸法変化率が−0.3〜+1.0%である請求項1〜8のいずれかに記載の半透膜支持体。
【請求項10】
主体合成繊維の伸び率(JIS L1013 2010)が25〜150%であり、主体合成繊維の引張強さが0.08〜0.8N/texである請求項9に記載の半透膜支持体。
【請求項11】
不織布が多層構造である請求項1〜10のいずれかに記載の半透膜支持体。
【請求項12】
請求項1〜11記載の半透膜支持体の製造方法であって、長網抄紙機、円網抄紙機、傾斜ワイヤー式抄紙機の群から選ばれる1種の抄紙機によって製造された単層の湿紙又は該群から選ばれる同種若しくは異種の抄紙機を複数組み合わせたコンビネーション抄紙機によって製造された多層構造の湿紙を熱ロールに密着させて熱圧乾燥させてシートを作製した後、熱圧加工することを特徴とする半透膜支持体の製造方法。
【請求項1】
繊維径の異なる2種以上の主体合成繊維とバインダー合成繊維とを少なくとも含有し、半透膜塗布面及び半透膜非塗布面を有する不織布からなり、不織布の断面SEMで観察される厚み方向で、半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比(繊維断面長径/繊維断面短径)及び/又は半透膜非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比(繊維断面長径/繊維断面短径)が1.2〜3.0であることを特徴とする半透膜支持体。
【請求項2】
半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比(繊維断面長径/繊維断面短径)が1.3〜3.0である請求項1記載の半透膜支持体。
【請求項3】
半透膜塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比(繊維断面長径/繊維断面短径)が1.4〜3.0である請求項1記載の半透膜支持体。
【請求項4】
半透膜非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比(繊維断面長径/繊維断面短径)が1.2〜2.7である請求項1記載の半透膜支持体。
【請求項5】
半透膜非塗布面の表面から1/3までに存在する主体合成繊維の断面アスペクト比(繊維断面長径/繊維断面短径)が1.2〜2.5である請求項1記載の半透膜支持体。
【請求項6】
バインダー合成繊維が未延伸合成繊維である請求項1から5のいずれかに記載の半透膜支持体。
【請求項7】
主体合成繊維とバインダー合成繊維との合計質量に対するバインダー合成繊維の含有率が20質量%超40質量%以下である請求項1〜6のいずれかに記載の半透膜支持体。
【請求項8】
主体合成繊維とバインダー合成繊維との合計質量に対するバインダー合成繊維の含有率が25質量%以上35質量%以下である請求項1〜6のいずれかに記載の半透膜支持体。
【請求項9】
不織布の5%伸長時の縦方向(MD)及び横方向(CD)の裂断長の平均値が4.0km未満であり、かつ、不織布の横方向(CD)の加熱寸法変化率が−0.3〜+1.0%である請求項1〜8のいずれかに記載の半透膜支持体。
【請求項10】
主体合成繊維の伸び率(JIS L1013 2010)が25〜150%であり、主体合成繊維の引張強さが0.08〜0.8N/texである請求項9に記載の半透膜支持体。
【請求項11】
不織布が多層構造である請求項1〜10のいずれかに記載の半透膜支持体。
【請求項12】
請求項1〜11記載の半透膜支持体の製造方法であって、長網抄紙機、円網抄紙機、傾斜ワイヤー式抄紙機の群から選ばれる1種の抄紙機によって製造された単層の湿紙又は該群から選ばれる同種若しくは異種の抄紙機を複数組み合わせたコンビネーション抄紙機によって製造された多層構造の湿紙を熱ロールに密着させて熱圧乾燥させてシートを作製した後、熱圧加工することを特徴とする半透膜支持体の製造方法。
【図1】

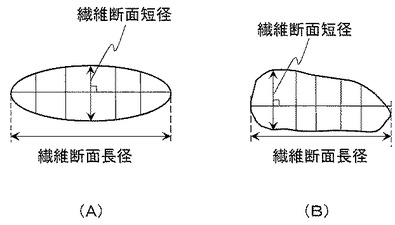
【公開番号】特開2012−40546(P2012−40546A)
【公開日】平成24年3月1日(2012.3.1)
【国際特許分類】
【出願番号】特願2011−314(P2011−314)
【出願日】平成23年1月5日(2011.1.5)
【出願人】(000005980)三菱製紙株式会社 (1,550)
【Fターム(参考)】
【公開日】平成24年3月1日(2012.3.1)
【国際特許分類】
【出願日】平成23年1月5日(2011.1.5)
【出願人】(000005980)三菱製紙株式会社 (1,550)
【Fターム(参考)】
[ Back to top ]