
単一のポリマー系から製造される区域接合された不織布
相互に熱接合され、同じポリマーから形成され、かつ実質的に同じ溶融温度を提示する、複数の半結晶性フィラメントを有する不織布が提供される。この織物は、非晶質の結晶化可能なポリマーを溶融紡糸して、異なるレベルの結晶化度を有する2つの成分を形成することにより製造される。紡糸の間、ポリマーの第1の成分は、第1のポリマー成分が半結晶性状態であって織物のマトリックスまたは強度成分の役割をするような、応力誘起による結晶化をもたらす条件にさらされる。第2のポリマー成分は応力誘起による結晶化に付されず、従って実質的に非晶質状態のままであり相対的に低い温度で十分に接合する。接合段階では、織物を加熱してバインダー成分を軟化および融合させる。これらの条件下、バインダー成分は熱による結晶化を受け、それにより最終製品中の両方のポリマー成分は半結晶性である。

【発明の詳細な説明】
【技術分野】
【0001】
発明の分野
本発明は、一般に、不織布、より詳細には応力誘起による結晶化を受けるポリマーから形成された不織布に関する。
【背景技術】
【0002】
発明の背景
相互に熱接合された繊維から形成される不織布は、長年製造されている。2つの一般的な熱接合法には、区域接合および点接合が含まれる。区域接合において、接合は不織布全体にわたって不織布の繊維が相互に接触する場所で生成される。これは様々な方法で、例えば、熱風、蒸気またはその他のガスを接合していない繊維のウェブに通して繊維を溶融させ、接触点で相互に融合させることにより、達成することができる。区域接合はまた、繊維を軟化および融合させるように加熱した2本の滑らかなスチールローラーで構成されるカレンダーに繊維のウェブを通過させることによっても達成することができる。点接合において、繊維のウェブは2本のニップロールから構成される加熱したカレンダーニップに通過され、この際、ロールの少なくとも1本は、突起パターンを有する表面を有する。一般に、加熱したロールの1本はパターン化ロールであり、協働するロールは滑らかな表面を有する。ウェブがカレンダーロールを通って進む時、個々の繊維は、パターン化ロールの突起に接触した離れた位置または接合部位でともに熱接合され、これらの点接合部位間の位置で接合していない。
【0003】
点接合を効果的に用いて、同じポリマー組成および類似した溶融温度を有する熱可塑性繊維から形成される不織布を接合することができる。しかし、織物は一般に接合を生じるために繊維の温度よりも低い温度で軟化し溶融するバインダー成分の存在を必要とするので、区域接合は通常の種類の不織布には有効でない。
【0004】
周知の市販の区域接合不織布の一例は、Old Hickory,TNのFiberweb Inc.により登録商標Reemay(登録商標)で販売されている。このスパンボンド織物は、一般に、高温で溶融するポリマー組成と、低温で溶融するポリマー組成からなるフィラメントが相互に交じり合って移動ベルトの上に堆積されてウェブを形成する、米国特許第3,384,944号および同第3,989,788号の教示に従って製造される。フィラメントのウェブは熱風接合機を通るように方向付けられ、熱風接合機において低温溶融組成のフィラメントは軟化および溶融してウェブ全体に接合を形成し、その結果、望ましい物理的特性をもつ不織布が得られる。高温溶融ポリマー組成から構成されるフィラメントは、接合の間に溶融せず、織物に強度をもたらす。例えば、Reemay(登録商標)織物において、高温溶融組成はポリエステルホモポリマーであり、低温溶融バインダー組成はポリエステル共重合体である。
【0005】
2つの別個のポリマー組成を使用するための要件は、製造工程の操作要件および加工要件を増加させ、かつ、2つの異なるポリマー組成が存在することによりスクラップ材料または廃材の再生利用または再使用を困難にする。その上、低温溶融組成の溶融温度は、不織布を使用することのできる温度条件の制限を示す。
【発明の概要】
【0006】
本発明は、単一のポリマー系から製造された不織布に関する。特に、本発明は、紡糸工程において応力誘起による結晶化を受ける半結晶化可能なポリマー樹脂系を使用する。本発明によれば、半結晶化可能なポリマー樹脂は、主に不織布で接合するための非晶質繊維と、織物の強度のための半結晶性繊維を製造する。複数の半結晶性繊維が相互に熱接合され、実質的に同じポリマー組成から形成される、区域接合された不織布が提供される。
【0007】
ポリマー固有粘度(IV)、ポリマー処理量、紡糸速度、溶融温度、急冷温度および流量は、工程変数の中でも紡糸線応力に影響を及ぼし、それらを用いて不織布の繊維の所望のレベルの結晶化度をもたらすことができる。結晶化していないまたは非晶質状態の結晶化可能なポリマーは熱接合を比較的低い温度で効果的に形成することができるが、結晶化後の熱接合は一層困難である。本発明は、織物の強度のための半結晶性繊維と熱接合のための非晶質繊維の両方を製造するためにこれらの工程変数を利用する。熱接合の後、両方の繊維は半結晶性状態または実質的に結晶性の状態で織物に存在する。
【0008】
一態様では、本発明は、結晶化可能なポリマーを溶融押出して複数の繊維を製造し、前記ポリマーを、少なくとも一部分が結晶質である第1のポリマー成分が製造され、かつ、実質的に非晶質である第2のポリマー成分が製造されるような加工条件に付す、不織布を作製する方法を提供する。第1のポリマー成分は半結晶性状態であって織物のマトリックス成分を含む。ポリマーの第2の成分は、実質的な結晶化を全く受けず、結果として実質的に非晶質状態のままである。第2のポリマー成分は、第1のポリマー成分の軟化点よりも低い軟化点を有し、そのために第2のポリマー成分は、織物のバインダー成分の役割をする。
【0009】
繊維を捕集面に堆積させて、部分的に結晶質の第1のポリマー成分と非晶質の第2のポリマー成分の両方を含有するウェブを形成する。次に、繊維を相互に熱接合して、非晶質の第2のポリマー成分が軟化および融合して第1のポリマー成分との接合を形成している接合不織ウェブを形成する。接合工程の間、熱によりバインダーが粘着性になり、それ自体および隣接する繊維のマトリックス成分と接触点で融合する。接合により、結果として生じる接合不織布中のポリマー成分の両方が少なくとも一部分結晶質であるように、第2のポリマー成分の結晶化ももたらされる。
【0010】
一実施形態では、同じポリマー組成の連続フィラメントが、溶融押出されて、異なるレベルの結晶化度を有するポリマーの第1および第2の成分を製造する条件下で加工される。例えば、押出の間、ポリマーの第1の成分は、結果として第1のポリマー成分に応力誘起による結晶化をもたらす紡糸条件にさらされるが、第2のポリマー成分は、相当な結晶化を誘起するには不充分な応力に付される。ポリマー成分に加える応力の量は、様々な工程変数を用いて操作して、繊維中の所望のレベルの結晶化度を付与することができる。かかる工程変数には、ポリマー固有粘度(IV)、ポリマー処理量、紡糸速度、溶融温度、急冷温度、流速、延伸比などが含まれる。
【0011】
一実施形態では、本発明は、ポリエチレンテレフタラート(PET)ホモポリマーを含む別個のマトリックスおよびバインダーフィラメントから構成されるスパンボンド不織ウェブを提供する。マトリックスフィラメントは、バインダーフィラメントよりも高い固有粘度(IV)を有し、結果としてバインダーフィラメントよりも高い結晶化度を有するマトリックスフィラメントをもたらす条件下で溶融押出される。一部の実施形態では、バインダーフィラメントは、マトリックスフィラメントの軟化温度よりも約10℃低い軟化温度を有し得る。次に、フィラメントを区域接合してフィラメントを相互に接触点で接合する。熱接合の後、マトリックスフィラメントおよびバインダーフィラメントは両方とも半結晶の状態であり、一般にDSCトレースから明らかなように単一の溶融ピークを示す。一実施形態では、マトリックスフィラメントは、約0.65dl/gまたはそれ以上、例えば、0.68dl/gなどの固有粘度を有するPETホモポリマーで形成され、バインダーフィラメントは、約0.62dl/gまたはそれ未満、例えば、0.61dl/gなどの固有粘度を有するPETホモポリマーで形成される。
【0012】
さらなる実施形態では、本発明は、シース/コアまたは先端付き(tipped)多葉フィラメントである二成分フィラメントから構成される不織布に関する。シースまたは先端はフィラメントのバインダー成分を含み、一方コアはマトリックス成分を含む。一実施形態では、二成分フィラメントは、それぞれバインダー成分およびマトリックス成分に相当する低固有粘度(IV)成分および高固有粘度(IV)成分を有するPETホモポリマーを含む。二成分フィラメントは、IVの高いポリマー成分が応力誘起による結晶化により結晶化してマトリックス成分として機能し、IVの低いポリマー成分が実質的に非晶質状態のままでバインダー成分として機能する速度で紡糸される。特定の一実施形態では、二成分フィラメントは、5〜20重量%の低いIV成分および80〜95重量%の高いIV成分を含む。
【0013】
もう一つの態様では、再生PETがバインダー樹脂として機能し得る。再生PETのIVは、バインダー繊維として使用するために約0.62またはそれ未満に調整される。添加剤を用いて再生利用ポリマー材料中のPET鎖を壊して再生利用ポリマーのIVを低下させることができる。この実施形態では、繊維は別個のマトリックス繊維およびバインダー繊維または多成分繊維を含み得る。
【0014】
本発明に従う不織ウェブは、応力誘起による結晶化を受けることのできる多様な非晶質ポリマー組成、例えば、ポリエチレンテレフタラート(PET)、ポリ乳酸(PLA)、ポリトリメチレンテレフタラート(PTT)、およびポリブチレンテレフタラート(PBT)を含む、ナイロンおよびポリエステルなどから作製することができる。
【0015】
このように本発明を一般用語で説明したが、これから、必ずしも縮尺通り描かれていない添付された図面を参照する。
【図面の簡単な説明】
【0016】
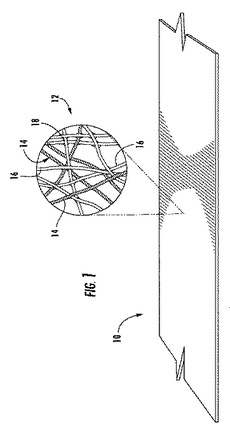
【図1】少なくとも一部分が結晶質である連続フィラメントおよび元来非晶質である連続フィラメントを含むスパンボンド不織布の斜視図である。
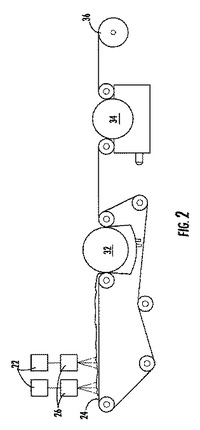
【図2】本発明の一実施形態に従う不織布を製造するための装置の概略図である。
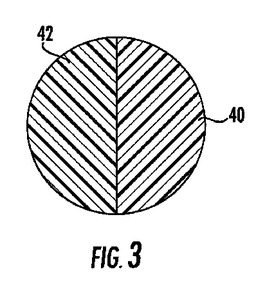
【図3】少なくとも一部分が結晶質である第1の成分と、本来は非晶質である第2の成分を有する二成分フィラメントの断面の説明図である。この際、第1および第2の成分はフィラメントの断面の異なる部分に存在する。
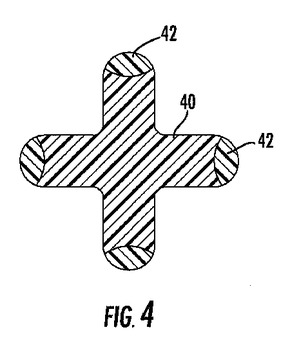
【図4】フィラメントの断面の異なる部分に存在する第1および第2の成分を有する多葉二成分フィラメントの説明図である。
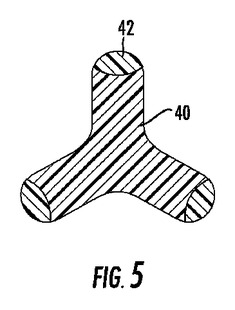
【図5】フィラメントの断面の異なる部分に存在する第1および第2の成分を有する三葉二成分フィラメントの説明図である。
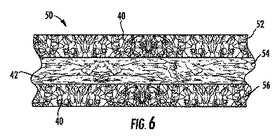
【図6】本発明の一実施形態に従うスパンボンド/メルトブロー/スパンボンド組織(construction)を有する複合材料不織布の断面側面図である。
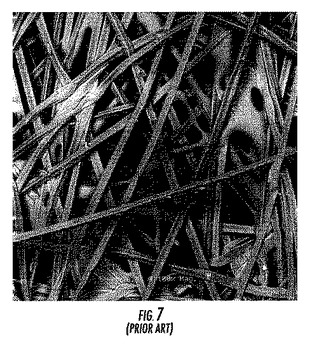
【図7】共重合体バインダーフィラメントおよびホモポリマーマトリックスフィラメントを有する先行技術の不織布のSEM顕微鏡写真である。
【図8】図7の不織布の断面側のSEM顕微鏡写真である。
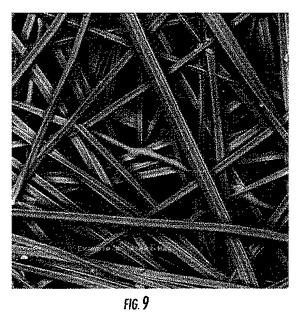
【図9】織物が、相互に接合された連続マトリックスおよびバインダーフィラメントを含む、本発明に従う不織布のSEM顕微鏡写真である。
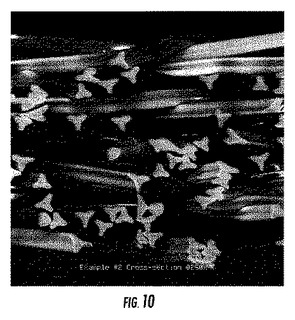
【図10】図9の不織布の断面側のSEM顕微鏡写真である。
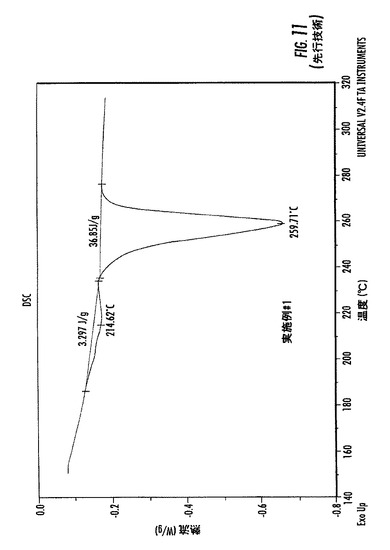
【図11】図7の先行技術の不織布の示差走査熱量測定(DSC)トレースである。バインダーフィラメントのPET共重合体およびマトリックスフィラメントのPETホモポリマーに関して異なった溶融温度を見出すことができる。
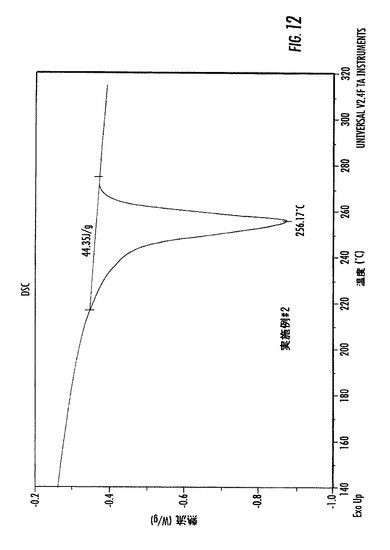
【図12】図9の本発明の不織布の示差走査熱量測定(DSC)トレースである。DSCトレースはバインダーおよびマトリックスフィラメントに関して単一の溶融温度を示す。
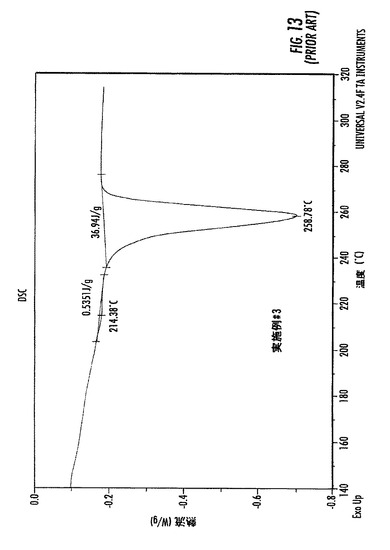
【図13】PET共重合体がバインダー成分を形成し、PETホモポリマーがマトリックス成分を形成する連続二成分フィラメントを有する先行技術不織布の示差走査熱量測定(DSC)トレースである。DSCトレースにはバインダー成分およびホモポリマー成分に関して異なった溶融温度が含まれる。
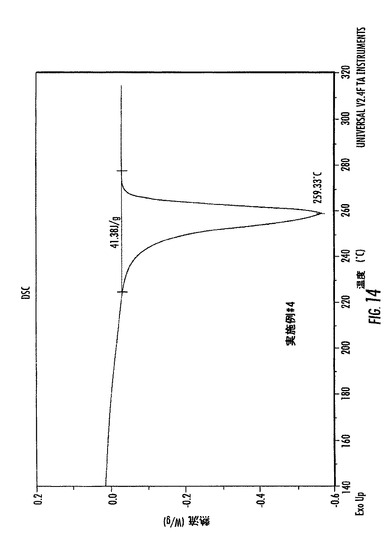
【図14】本発明に従う、PETバインダー成分がシースを含み、PETマトリックス成分がコアを含む連続二成分フィラメントを含む不織布の示差走査熱量測定(DSC)トレースである。DSCトレースは、バインダー成分およびマトリックス成分に関して単一の溶融温度を示す。
【図15】相互に熱接合されているマトリックスホモフィラメントおよびバインダーホモフィラメントからなる不織布の顕微鏡写真である。マトリックスフィラメントおよびバインダーフィラメント中の異なるレベルの配向を明らかにするために織物が染料で染色されている。
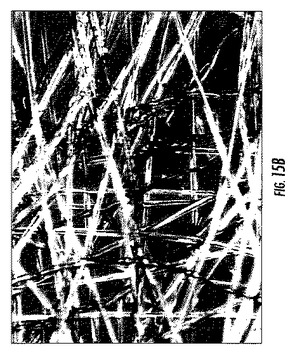
【図15B】不織布が相互に熱接合されたマトリックスホモフィラメントおよびバインダーホモフィラメントからなる、グレースケールの図15Aの顕微鏡写真である。マトリックスフィラメントおよびバインダーフィラメント中の異なるレベルの配向を明らかにするために織物が染料で染色されている。
【発明を実施するための形態】
【0017】
発明の詳細な説明
本発明を、以下、全てではないが本発明の一部の実施形態を示す添付の図面を参照してより十分に説明する。実際に、これらの発明は多くの異なる形態に具体化されてよく、本明細書に示される実施形態を制限するものと解釈されるべきではない。むしろ、これらの実施形態は適用される法的必要条件を本開示が満たすように提供される。全体を通して同種の符号は同種の要素をさす。
【0018】
本発明は、結晶性非晶質熱可塑性ポリマーを溶融押出して複数の繊維を製造することにより形成される不織布に関する。繊維は捕集面に堆積されてウェブを形成し、繊維は相互に接合されて強い凝集性の不織布を形成する。繊維を製造するために用いられる結晶性非晶質熱可塑性ポリマーは応力誘起による結晶化を受けることができる。加工の間、ポリマー組成の第1の成分は、第1のポリマー成分が半結晶性状態であるような応力誘起による結晶化を結果としてもたらす加工条件に付される。ポリマーの第2の成分は、結晶化を誘起するには不充分な条件下で加工され、そのために第2のポリマー成分は実質的に非晶質のままである。その非晶質の性質によって、第2のポリマー成分は、半結晶性の第1のポリマー成分の軟化温度よりも低い軟化温度を有し、従って第1のポリマー成分の軟化温度よりも低い温度で熱接合を形成することができる。従って、非晶質の第2のポリマー成分は不織布のバインダー成分として利用され得、一方、半結晶性の第1のポリマー成分は、引張りおよび引裂強度などの織物の必要な強度物理特性をもたらす不織布のマトリックス成分として機能し得る。
【0019】
「非晶質」とは、第2のポリマー成分中の結晶化度が、第1のポリマー成分に必要とされる結晶化度よりも低く、かつ、第2のポリマーが第1のポリマー成分の軟化温度よりも低い軟化温度を有するほど十分に低いことを意味する。用語「軟化温度」とは、一般に、ポリマー成分が軟化して粘着性になる温度または温度範囲をさす。第1および第2のポリマー成分の軟化温度は、業界標準試験法、例えば、プラスチック類のビカー軟化温度に関するASTM D1525−98標準試験法、およびISO306:1994プラスチック−熱可塑性プラスチック材料のビカー軟化温度の決定法により容易に決定することができる。第2のポリマー成分の軟化温度は、望ましくは第1のポリマー成分の軟化温度よりも少なくとも5℃低く、軟化温度の差は5〜30℃の間が好ましく、8〜20℃の間の差が一般的である。特定の一実施形態では、第2のポリマー成分の軟化温度は、第1のポリマー成分の軟化温度よりも約10℃低い。軟化温度の差により、第2のポリマー成分は粘着性となることができ、第1のポリマー成分が軟化し始めて粘着性となる温度よりも低い温度で熱接合を形成することができる。
【0020】
接合段階の間、接合しなかった繊維のウェブを、非晶質バインダー成分が軟化し、それ自体および隣接する繊維のマトリックス成分と接触点で融合して強い凝集性の不織布を形成するポイントまで、加熱する。接合の間、結果として生じる接合不織布においてマトリックス成分とバインダー成分の両方が少なくとも一部分結晶質であるように、バインダー成分は一般に熱結晶化も受ける。一般に、接合条件によりマトリックス繊維とバインダー繊維の両方の実質的に完全な結晶化が可能となる。結果として、接合された織物の示差走査熱量測定(DSC)曲線は、マトリックス繊維およびバインダー繊維中の結晶領域の溶融潜熱に相当する単一のピークだけを示す。これは、接合のために低い溶融温度のバインダー組成に頼る従来の区域接合された織物において見出されるものとは明らかに対照的である。
【0021】
本発明の不織布は、従って本発明の不織布が区域接合されているが、たった1つのポリマー系からなり、そのポリマー系から強度または不織布のマトリックス繊維およびバインダー繊維の両方が形成されるという点で、先行技術の既知のプロセスにより製造された区域接合不織布と区別できる。単一のポリマー系を用いてバインダー成分およびマトリックス成分の両方を形成することの一つの利点は、コストおよび効率の両方の改良である。一部の先行技術の不織布とは対照的に、マトリックス樹脂とは異なるポリマー化学を有するさらなるバインダー樹脂を使用する必要がない。一般に、従来のバインダー樹脂は、さらなる押出機材、移送ラインなどの存在を必要とし得る。結果として、かかる不織布に関連するコストは大きくなり得る。本発明では、単一のポリマー系を利用することにより、これらのコストおよび効率の悪さを減らすのに役立ち得る。複合繊維の場合、マトリックス成分およびバインダー成分は同じ繊維に沿って分布するので、単一のポリマー系を使用することはまた、結果としてウェブ全体により均一に分布したバインダー成分をもたし得る。
【0022】
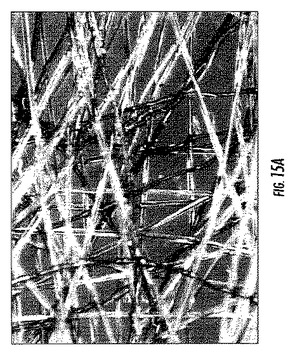
マトリックス繊維とバインダー繊維の両方は、最終接合織物において少なくとも一部分が結晶質であるが、それらは異なる形態および分子配向を有する。マトリックス繊維は応力下で結晶化されたのに対し、バインダー繊維は応力なしに熱により結晶化した。繊維を一般的な染料で染色することにより、2つの異なる種類の繊維を観察することができる。染料取込みは、分子配向、結晶化度および形態に対して非常に敏感である。2種類の繊維は異なる染料取込みを示す。バインダー繊維は低いレベルの優先的な分子配向を有し、染料をマトリックス繊維よりも容易に取り込む。2種類の繊維の差を観察するのに適した一方法は、接合されヒートセットされてマトリックス繊維とバインダー繊維の両方を完全に結晶化した本発明に従って製造された不織布を得ること、および不織布収縮を減らすこと、および特定のポリマー組成に適した染料を用いて不織布を染色することである。例えば、PET繊維はTerasil Blue GLF(Ciba Specialty Chemicals)などの染料を沸騰水中で用いて適宜染色することができる。結果として生じる織物を裸眼でまたは顕微鏡で検査すると、図15Aおよび15Bに見られるように、バインダー繊維がマトリックス繊維よりも濃く染色されることが示される。
【0023】
本発明に従って用いてよいポリマー組成には、一般に、応力誘起による結晶化を受けることができ、溶融した場合に比較的非晶質のポリマーが含まれる。適したポリマー組成には、ポリエステルおよびポリアミド、例えばナイロンなどが含まれ得る。例示的なポリエステルには、ポリエチレンテレフタラート(PET)、ポリトリメチレンテレフタラート(terphthalate)(PTT)、ポリブチレンテレフタラート(PBT)、およびポリ乳酸(PLA)、ならびにそれらの共重合体、およびそれらの組合せが含まれ得る。
【0024】
本発明を用いて、スパンボンド不織布、メルトブローン織物、それらの組合せなどを含む多様な種々の不織布を作製することができる。また、本発明を用いて、短繊維、連続フィラメント、および多成分繊維を含む多様な種々の繊維を形成することもできる。特に指定のない限り、用語「繊維」は、総称的に別々の長さの短繊維と連続フィラメントの両方をさすために用いられる。
【0025】
上述のように、第1および第2のポリマー成分を含む繊維は、比較的非晶質の溶融ポリマー組成を、配向を誘起し、従って成分の1つの結晶化を誘起すると同時に、第2の成分が主に非晶質のままで残る加工条件下で溶融押出することにより製造することができる。結晶化の程度を誘起および制御する方法には、紡糸速度、紡糸および延伸温度、急冷条件、延伸比、溶融流の固有粘度、ポリマー処理量、溶融温度、流速、およびそれらの組合せなどのパラメータが含まれる。
【0026】
例えば、押出工程の間、第1の群の連続フィラメントは、結果として応力誘起による結晶化をもたらす第1の組の条件下で押出されて細径化され得、同じポリマー組成を用いて、結果として応力誘起による結晶化をもたらし、フィラメントに最小限の結晶化を誘起するか結晶化を誘起しない第2の組の条件下で押出および細径化された、第2の群の連続フィラメントを製造することができる。異なる条件には、以下の変数1以上が含まれ得る:ポリマー処理量、急冷空気(quench air)の速度、(機械的に延伸されるフィラメントに関して)延伸比、(空気圧によって細径化されるフィラメントに関して)空気圧。ポリマー溶融流を応力に付すことにより、非晶質ポリマーに配向が付与され、それによってフィラメントにおいて応力誘起による結晶化度がもたらされる。一般に、ポリエステルなどのポリマー組成は、低速で紡糸されると比較的非晶質状態のままで残る。押出速度が早いと、ポリマー中の応力の量が増加し、その結果ポリマーの結晶化度が増加する。例えば、比較的高速の紡糸は、溶融した繊維において高い応力をもたらし、その結果ポリマー分子の配向および結晶化がもたらされる。用いられる紡糸速度は、一般に、結果として生じる織物の望ましい特性、ポリマー特性、例えば、固有粘度および結晶形成の際に生じるエネルギーなど、ならびにその他の加工条件、例えば、用いる溶融ポリマーの温度、毛管流量、溶融および急冷空気温度、および延伸条件などによって決まる。一実施形態では、繊維は、所望のレベルの結晶化度を誘起するために、中速から高速の紡糸速度で紡糸される。従って、繊維における所望の結晶化度の量は、第1のポリマー成分において結晶化を誘起する加工条件を決定する際の重要なパラメータである。
【0027】
さらに、繊維は低速で紡糸された後、溶融繊維を配向および結晶化を誘起するために必要な応力レベルに付す延伸比で機械的に延伸されてよい。結晶化を誘起するために必要な条件は、ポリマー自体の物理的特性、例えば、ポリマー溶融体の固有粘度などによっても変化し得る。例として、高い固有粘度を有するポリマーは、同様の条件下で加工される低い固有粘度を有するポリマーよりも、紡糸速度または延伸速度でより多くの応力を経験する。
【0028】
1つの好ましい実施形態では、第1および第2のポリマー成分は、互いと同じである、すなわち、同じポリマーであるが、互いに関して固有粘度または分子量において異なる、2つのポリマー組成を選択することにより形成され得る。所与の押出速度で、より高い固有粘度を有するポリマー組成が、より低い固有粘度を有するポリマー組成が経験するよりも多くの応力を経験する。結果として、第1および第2のポリマー成分に関するポリマー組成は、固有粘度に基づいて選択することができる。第1のポリマー成分と第2のポリマー成分の間の固有粘度の違いは、いくつかの方法で達成することができる。例えば、多くの樹脂製造業者は同じポリマーのさまざまな等級を提供しているので、固有粘度が違っている、同じポリマーの2つの異なる等級を選択することができる。固有粘度の違いは、ポリマーの固有粘度または分子量を変える1以上の添加剤を添加することによっても達成することができる。かかる添加剤の例としては、エチレングリコール、プロピレングリコール、ステアリン酸マグネシウム、および水が挙げられる。
【0029】
一実施形態では、第1および第2のポリマー成分は、ポリマー組成が少なくとも0.15である固有粘度で相違するポリエチレンテレフタラートを含む2つの別個のポリマー組成から形成される。特定の一実施形態では、マトリックス成分は、0.68dl/gまたはそれ以上の固有粘度を有するPETホモポリマーで形成され、バインダー成分は、0.61dl/gまたはそれ未満の固有粘度を有するPETホモポリマーで形成される。
【0030】
特に有用な一実施形態において、本発明は、強い凝集性のウェブを製造するために相互に熱接合される、第1のポリマー成分を含む連続フィラメント(すなわちマトリックス成分またはマトリックス繊維)および第2のポリマー成分を含む連続フィラメント(すなわちバインダー成分またはバインダー繊維)から形成されるスパンボンド不織布を提供する。この点で、図1は、区域接合されたスパンボンド不織布10が、相互に接合されている第1のポリマー成分を含む連続フィラメント14および第2のポリマー成分からなる連続フィラメント16から形成されている本発明の実施形態を図解する。この実施形態では、フィラメント14、16は、第1および第2の群の連続フィラメントを形成するための1以上の紡糸口金を通じてポリマーを溶融押出することにより製造される。次に、第1および第2の群のフィラメントを、第1の群の連続フィラメントが、結晶化を誘起する応力に付され、第2の群の連続フィラメントが、結晶化を誘起するには不充分な応力に付される加工条件に付す。結果として、フィラメント14を形成するポリマーは、少なくとも一部分結晶化し、フィラメント16のポリマーは、実質的に非晶質状態のままである。
【0031】
第1および第2のポリマー成分を有するフィラメント14、16を含むウェブに十分な熱を加えることにより、フィラメント16が軟化し、接触点でフィラメント14と融合するので、フィラメントは相互に接合された状態となって強い凝集性のウェブが形成される。
【0032】
図1にはまた、織物の拡大断片12が含まれ、相互に接合された個々のフィラメント14、16が表される。示されるように、不織布10は、少なくとも一部分が結晶質であるホモフィラメント14(すなわち、第1のポリマー成分)、および本来は主に非晶質であるホモフィラメント16(すなわち、第2のポリマー成分)を含む。フィラメント14、16間の熱接合18は、非晶質フィラメントが相互におよび少なくとも一部分が結晶質であるフィラメントと交わる点で起こる。図1は、フィラメント14、16を異なっているとして表しているが、熱接合の際にフィラメント14、16のそれぞれ第1および第2の成分は、一般に両方とも部分的に結晶質の状態であることは当然理解される。
【0033】
一実施形態では、図1に表されるスパンボンド不織布は、約65〜95%、より好ましくは80〜90%の間の、第1のポリマー成分から形成されたフィラメント、および約5〜35%、より好ましくは5〜20%の間の、第2のポリマー成分から構成されるフィラメントを含む。
【0034】
図2は、本発明の一実施形態に従うスパンボンド不織布を製造するための装置の配置を概略的に図解する。この装置には、無限に動くコンベヤーベルト24の上に取り付けられた、第1および第2の連続して配置された紡糸ビーム22が含まれる。図解される装置は2本の紡糸ビームを有するが、紡糸ビームが1本だけの、または3本以上の紡糸ビームを含むその他の装置構成を用いてよいことは理解される。各々のビームは、横に、幅方向(cross−machine direction)に伸び、それぞれのビームは縦方向(machine direction)に連続して配置される。各々のビームには溶融した結晶化可能なポリマーが1以上の押出機(図示せず)から供給される。連続フィラメントを製造するために設定された、オリフィスを含む紡糸口金が紡糸ビーム22の各々に取り付けられている。例示的な一実施形態では、同じポリマー組成の2つの別々の等級が使用され、このポリマーはその固有粘度だけが異なる。IV度の高いポリマーは、マトリックスフィラメントを形成するための1以上の紡糸ビームに供給され、IV度の低いポリマーは、バインダーフィラメントを形成するための第2の紡糸ビームに供給される。
【0035】
新しく押出されるフィラメントは、急冷空気(quench air)の流れと接触することにより冷却および固化され、その後、フィラメントは、引取ロールにより機械的に、または細径化装置26により空気圧によって細径化され延伸される。引取ロールまたは細径化装置26によりフィラメントに加えられる紡糸ライン応力によって、マトリックスフィラメントを形成するIV度の高いポリマーにおいて応力誘起による結晶化がもたらされるが、バインダーフィラメントを形成するIV度の低いポリマーは応力誘起による結晶化をほとんどまたは全く経験せず、実質的に非晶質のままである。
【0036】
フィラメントは、次に、前進ベルト24の上にランダムに堆積されてウェブを形成する。次に、フィラメントを熱により接合してウェブに凝集性および強度を与える。区域接合は、ウェブを接合するために特に有用な技法である。区域接合は、一般に、ウェブを2本の滑らかなスチールローラーで構成される加熱したカレンダーに通過させるか、加熱した蒸気、空気またはその他のガスをウェブに通して、第2のポリマー成分を含むフィラメントを粘着性にして相互に融合させることを伴う。
【0037】
図解される実施形態において、接合しなかったフィラメントのウェブは、蒸気コンソリデーター(steam consolidator)32によって導かれるとして表され、その例は、一般にEstes et al.の米国特許第3,989,788号に示されている。ウェブは飽和した蒸気に接触され、蒸気はバインダー繊維を軟化させる働きをする。次に、ウェブは熱風接合機34に移動する。接合工程で用いられる温度は、コンソリデーターで用いられる温度よりも相当に高く、選択される温度は、バインダー繊維の粘着温度および製品に望まれる特性(例えば、強度、寸法安定性または剛性)によって決まる。ポリエチレンテレフタラートを含む繊維に関して、圧密化された(consolidated)ウェブは、一般に、接合の間に140〜250℃、好ましくは215〜250℃の空気に曝される。圧密化(consolidation)および接合段階の間、バインダー繊維は軟化して粘着性となり、フィラメントが相互に交差する場所で融着を生じる。結果として生じる不織布は区域接合された不織布で、接合部位は織物の区域および厚さ全体に均一に分布している。接合部位は、引裂強度および引張強さなどの必要なシート特性を提供する。接合されたウェブは、排出ロールの上を通過して巻取装置36に向かう。
【0038】
一般に、不織ウェブを区域接合すると、半結晶化可能なポリマーがその最大達成可能結晶化度の少なくとも70%の結晶化度を有するように、第1のポリマー成分と第2のポリマー成分の両方が少なくとも部分的に結晶質の状態となる。一実施形態では、区域接合により、その最大達成可能結晶化度の少なくとも90%の結晶化度、例えば、その最大達成可能結晶化度の少なくとも99%などを有する第1および第2のポリマー成分がもたらされる。使用することのできるその他の区域接合法としては、超音波接合、RF接合などが挙げられる。
【0039】
本発明のさらにもう一つの態様では、第1および第2のポリマー成分がフィラメントの横断面の異なる部分に存在する連続二成分フィラメントから、スパンボンド不織布が形成され得る。用語「二成分フィラメント」とは、第1および第2の成分が、フィラメント横断面の異なる部分に存在し、かつ、実質的に連続してフィラメントの長さに沿って伸びている、フィラメントをさす。一実施形態では、複合繊維の断面には、結晶化を誘起する条件に付された第1のポリマー成分を含む異なる領域、および第2のポリマー成分が主に非晶質状態のままである第2の異なる領域が含まれる。そのような二成分フィラメントの断面形状は、例えば、1種類のポリマーがもう1種類を取り囲んでいるシース/コア配置、並列(side−by−side)配置または多葉形状であってよい。
【0040】
この実施形態では、第1および第2の成分は、第2のポリマー成分を形成するポリマーが、第1のポリマー成分のポリマーよりも低い固有粘度を有する、2つの流れの溶融非晶質ポリマーを提供すことにより製造することができる。押出の間、流れを合わせて多成分繊維が形成される。合した溶融流は、次に固有粘度の高いポリマーにおいて結晶化を誘起し、固有粘度の低いポリマーにおいて結晶化を誘起するには不充分な応力に付し、その結果第1および第2のポリマー成分がそれぞれ製造される。
【0041】
図3から図5は、第1のポリマー成分40(マトリックス成分)が繊維の横断面の一部を含み、第2のポリマー成分42(バインダー成分)が繊維の断面の別の部分を含む、本発明の実施形態を図解する。本発明に従う複合繊維は、紡糸口金が所望の断面形状の二成分フィラメントを製造するために設計されている図2に関して、上記の装置および方法を用いて作製することができる。適した紡糸口金は様々な供給元より市販されている。二成分フィラメントを形成するための紡糸口金の一種類は、Hillにより米国特許第5,562,930号に記載されている。紡糸口金は、全ての紡糸口金のオリフィスで二成分フィラメントを形成する形状になっていてよく、またあるいは、所望の特定の製品特性に応じて、紡糸口金は一部の二成分多葉フィラメントならびに完全に第1および第2のポリマー成分のうちの1種類から形成される一部の多葉フィラメントを製造する形状になっていてよい。二成分フィラメントを製造する方法は米国特許出願公開第2003/0119403号により詳細に考察されており、その内容は参照により本明細書に組み込まれる。
【0042】
図3は、第1および第2のポリマー成分が並列形状に配列されている二成分フィラメントを図解する。図4および5は、二成分フィラメントが、複数の葉の輪郭を示す変更された断面を有する、二成分フィラメントを図解する。これらの実施形態において、バインダー成分がフィラメントの表面の少なくとも一部分に存在することが重要であり、望ましくは、バインダー成分は多葉フィラメント断面の葉の少なくとも1つに位置するべきである。最も好ましくは、バインダー成分は、1以上の葉の先端に位置する。一実施形態では、バインダー成分は、フィラメントの約2〜約25重量%、好ましくはフィラメントの約5〜15重量%を構成する。
【0043】
図4は、フィラメントが4つの葉を有する中実多葉(solid multilobal)フィラメント断面を図解する。マトリックス成分40(第1のポリマー成分)はフィラメント断面の中心部分を占め、バインダー成分42は各々の葉の先端部分を占有する。代替実施形態では、バインダー成分は、1枚の葉のみの先端部分、あるいは2枚または3枚の葉の先端を占めてよい。図5は、バインダー成分42が各々の葉の先端部分を占有する中実三葉フィラメント断面を図解する。代替形態では、バインダー成分42は、3枚の葉の1枚または2枚しか占有することができない。
【0044】
さらにもう一つの態様では、本発明は、第1または第2のポリマー成分の1種類がメルトブロー繊維を含み、かつ、もう一方のポリマー成分がスパンボンド連続フィラメントを含む不織布を提供する。用語「メルトブロー繊維」とは、溶融した熱可塑性プラスチック材料を、フィラメントを短繊維に破断する、複数の微細な、通常円形のダイ毛管を通して、溶融したスレッドまたはフィラメントとして収束する高速度加熱ガス(例えば、空気)流の中に押出することにより形成された繊維を意味する。一部の実施形態では、高速度ガスを用いてフィラメントを細径化(attenuate)してその直径を減少させることができ、それは結果としてマイクロファイバーの直径を有する繊維をもたし得る。その後、メルトブロー繊維は、高速度ガス流により運ばれ、捕集面に堆積されて、ランダムに分散したメルトブロー繊維のウェブを形成する。
【0045】
図6は、一対のスパンボンド外層54の間に挟まれたメルトブロー繊維の内層52を含むスパンボンド/メルトブロー/スパンボンド組織(construction)を有する複合材料不織布50を図解する。一実施形態では、外層54は、少なくとも一部分が結晶質であり、不織布においてマトリックス繊維として機能する連続フィラメントから形成され、内層52は、本来は主に非晶質であるメルトブロー繊維から形成される。メルトブロー繊維は、連続フィラメントよりも低い粘着温度を有し、流動して繊維およびフィラメントを相互に融合させて強く凝集性の織物を形成するバインダー繊維として機能する。
【0046】
再び図2を参照すると、本発明の代替実施形態において、フィラメントは同一のポリマー組成から製造することができるが、応力誘起による結晶化を受ける一群のフィラメントおよび実質的に非晶質のままであるもう一群のフィラメントを生じる加工条件に付すことができる。例えば、1以上の紡糸ビームは、ポリマー処理量および/または延伸比または細径化器の設定の結果として、応力誘起による結晶化を経験するフィラメントを生じることができる。もう一つの紡糸ビームからのフィラメントは、結果として応力誘起による結晶化がほとんどまたは全くないフィラメントをもたらす条件、例えば、ポリマー処理量および/または延伸比または細径化に付すことができる。
【0047】
フィラメントにおいて異なる結晶化度および軟化温度を達成するための主な最も好ましい方法は、2つのポリマー成分のポリマー固有粘度を少し変えることによるものである。これは、例えば、ポリマー固有粘度だけが異なる、同じポリマー組成の2つの異なる等級を選択することによって達成することができる。ポリマー組成の固有粘度を下げることも可能であり、それによりポリマー組成をIVの低いバインダー形成成分として使用することができる。例えば添加剤を用いてポリマー鎖の一部を壊してIVを低下させることができ、かつ/または再生利用ポリマーをIVの低い成分の一部または全部として使用することができる。例えば、再生PETを、IVの低いバインダー形成ポリマー成分として使用することができる。再生PETのIVは、バインダー成分として使用できるようにするために、0.62dl/gまたはそれより低く調整することができる。また、紡糸ラインの応力を変更する添加剤の使用によって2つのポリマー成分において異なる結晶化度を達成することも可能である。結晶化度の違いは、紡糸ラインの応力を低下させる、従って結晶化を遅延させる少量の添加剤またはポリマーを組み込むことにより得ることができる。例えば、IVの非常に低いPTTを、PETに少量添加して紡糸ラインの応力を低下させ、かつ結晶化を遅らせることができる。あるいは、エチレングリコール、脂肪酸またはその他の適合した添加剤をPETに添加して、樹脂が押出される時に樹脂を潤滑化させるかまたは可塑化させ、従って紡糸ラインの応力を低下させてもよい。
【0048】
また、第1および/または第2の成分には、メルトスパンポリマー繊維に従来見出される種類の添加剤、例えば染料、色素、可塑剤、蛍光増白剤、充填剤などが含まれてよいことも当然理解される。
【0049】
本発明に従う不織布は、幅広い種類の様々な用途、例えば、衣料品、ドライヤーシート、タオルなどで使用することができる。一部の実施形態では、低融点バインダー成分は繊維を相互に接合するために必要ではないので、本発明に従う不織布は高温での適用に用いることができる。拡大された上限使用温度は、高温流体濾過および繊維強化プラスチックにおいて求められる。
【0050】
以下の実施例は、本発明の様々な実施形態を例証するために提供されるものであり、決して本発明を制限すると解釈されるべきでない。
【0051】
実施例
実施例1(比較例):別個のホモポリマーマトリックスおよび共重合体バインダー繊維
区域接合された不織布を、別個のPETホモポリマーおよびイソフタル酸(IPA)改質PET共重合体フィラメントを用いて製造した。スピンパックは、ホモポリマーのための120個の三葉の穴と、共重合体のための12個の丸い穴で構成された。共重合体とホモポリマーの両方を、押出の前に140℃にて5時間乾燥させた。共重合体とホモポリマーの両方に関するポリマー処理量は、1.8グラム/穴/分であった。溶融紡糸繊維を、紡糸口金を出る際に急冷し、ゴデットロールを用いて繊維を4dpfに引き下げた。条件を下にまとめる。
ホモポリマー:DuPont 1941 PETホモポリマー(0.67dl/g IV、融点260℃)、
共重合体:DuPont 3946R IPA改質PET共重合体(0.65dl/g IV、融点215℃)、
ホモポリマー処理量:1.8グラム/穴/分、
共重合体処理量:1.8グラム/穴/分、
共重合体%:9%、
紡糸速度:3,000ヤード/分(2743m/分)、
繊維デニール:4dpf。
ホモポリマー押出機条件:
ゾーン1:293℃
ゾーン2:296℃
ゾーン3:299℃
ゾーン4:302℃
ブロック温度:304℃。
共重合体押出機条件:
ゾーン1:265℃
ゾーン2:288℃
ゾーン3:293℃
ブロック温度:304℃
【0052】
延伸したフィラメントを、62フィート/分(0.315m/s)の速度で移動する移動ワイヤの上に分散させ、115℃の蒸気で処理してウェブを結合させて、ウェブを接合機に移動させることができるようにした。次に、ウェブをスルー・エア・ボンダー(through air bonder)において220℃で接合させて区域接合された不織布を製造した。不織ウェブの坪量は、0.8osy(27.1g/m2)であった。
【0053】
実施例2(本発明):別個のホモポリマーマトリックスおよびホモポリマーバインダーフィラメント
本発明に従う区域接合された不織布を、異なるポリマーIVを有する別個のPETホモポリマーフィラメントを用いて製造した第1および第2のポリマー成分から形成した。スピンパックは、IVの高いホモポリマー(強度繊維)のための120個の三葉の穴と、IVの低いホモポリマー(バインダー繊維)のための12個の丸い穴で構成された。両方のホモポリマーを、押出の前に140℃にて5時間乾燥させた。ポリマー処理量は、両方のPET樹脂に関して1.8グラム/穴/分であった。溶融紡糸繊維を、紡糸口金を出る際に急冷し、ゴデットロールを用いて繊維を4dpfに引き下げた。条件を下にまとめる。
ホモポリマーフィラメント(第1のポリマー成分):DuPont 1941 PETホモポリマー(0.67dl/g IV、溶融温度260℃)、
ホモポリマー(第2のポリマー成分):Eastman F61HC PETホモポリマー(0.61dl/g IV、溶融温度260℃)、
第1のポリマー成分処理量:1.8グラム/穴/分、
第2のポリマー成分処理量:1.8グラム/穴/分、
第2のポリマー成分:9%、
紡糸速度:3,000ヤード/分(2743m/分)、
繊維デニール:4dpf。
第1のポリマー成分押出機条件:
ゾーン1:293℃
ゾーン2:296℃
ゾーン3:299℃
ゾーン4:302℃
ブロック温度:304℃。
第2のポリマー成分押出機条件:
ゾーン1:296℃
ゾーン2:299℃
ゾーン3:302℃
ブロック温度:304℃
【0054】
延伸したフィラメントを、62フィート/分(0.315m/s)の速度で移動する移動ワイヤの上に分散させ、115℃の蒸気で処理してウェブを結合させて、ウェブを接合機に移動させることができるようにした。次に、フィラメントを220℃で相互に接合させて区域接合された不織布を製造した。不織ウェブの坪量は、0.8osy(27.1g/m2)であった。下の表1は、実施例1および2で作製した不織布の特性を比較したものである。不織ウェブを、繊維製品のための総合的な試験法ASTM D−1117に従って試験した。
【0055】
【表1】
【0056】
表1から、実施例1(比較例)および実施例2(本発明)の特性の多くが類似していることが分かる。ストリップ引張(strip tensile)は、実施例1に関してわずかに高かったが、実施例2のトラップ引裂強さ(trap tears)は実施例1のほぼ2倍であった。
【0057】
図7および8は、実施例1の不織布のSEM顕微鏡写真である。図7および8に示されるように、織物の共重合体フィラメントは、溶融し、溶融温度の高いマトリックスフィラメントと合流し、それによりマトリックスフィラメントをともに接合する。結果として、織物の一部の区域において、共重合体バインダーフィラメントは軟化し、かつ、もはや実質的な識別可能な構造がないか、またはフィラメント様の形状を持たない点まで流された。容易に見ることのできる唯一のフィラメントは、溶融温度の高いホモポリマーフィラメントである。図9および10は、実施例2(本発明)の不織布のSEM顕微鏡写真である。実施例1の不織布と対照的に、バインダーフィラメントおよびマトリックスフィラメントの両方が図9および10においてはっきりと分かる。特に、バインダーフィラメントは、無傷のまま残る識別可能なフィラメント構造を有する。顕微鏡写真はまた、バインダーフィラメントが、バインダーフィラメント構造を溶融することまたは失うことなく接触点でバインダーフィラメントとマトリックスフィラメントをともに接合するために、マトリックスフィラメントの周囲に何らかの変形を有したことを明らかにする。一実施形態では、本発明の不織布は、バインダーフィラメントが溶融し、マトリックスフィラメントと一緒にかつ周囲で流れる領域がないことを特徴とする。図9および10の実施形態において、織物は、フィラメント(バインダーフィラメント)の一部がその他のフィラメントと接触点で融合している複数の相互に連結された連続フィラメントを有することによりさらに特徴付けられ、この際、フィラメント(マトリックスフィラメント)の一部は接触点で、例えば、2つのマトリックスフィラメントが相互に接触する時などに、相互に融合していない。さらに、バインダーフィラメントは一般的に実施例1に関連して形成される液滴を形成するように思われない。かかる液滴は、粒子汚染を引き起こし得るその後の処理の間に除去することができる。
【0058】
図11は、実施例1の不織布の示差走査熱量測定(DSC)トレースである。DSCトレースは、実施例1の不織布に関して2つの異なる溶融温度(例えば、約214℃および約260℃)を表す2つの異なった変曲点をはっきりと示す。これらの2つの溶融温度は、溶融温度の低いバインダーフィラメントと溶融温度の高いマトリックスフィラメントに起因する。例えば、バインダーフィラメントを含む共重合体は215℃前後で溶融するのに対し、マトリックスフィラメント(ホモポリマー)は260℃前後で溶融する。対照的に、実施例2の不織布のDSCトレースは、260℃の単一の溶融温度のみを示す。これは、バインダーフィラメントおよびマトリックスフィラメントが両方とも実質的に同じポリマー組成、例えばPETなどから形成されている結果である。さらに、実施例1のように低い溶融温度を有する共重合体を含めることが必要ではないので、本発明に従う不織布を高い温度で使用することができる。具体的に、実施例2の不織布は、実施例1の不織布よりもおよそ40℃高い温度で使用することができる。DSCは、Universal V2.4F TA Instrumentを用いてASTM E−794に従って測定した。
【0059】
染料は、繊維の形態を調査するために一般に使用される。結晶化度、微結晶サイズ、および非晶質分子の配向のレベルは、染料取込みに影響を及ぼす。一般に、結晶性が低く、配向の少ない非晶質相を有するサンプルは、染料をより容易に受け入れる。実施例2を製造するために用いた2つの異なるフィラメントは、染料取込みにより区別することができる。一般に、色の暗いフィラメントのほうが非晶質配向は少なく、より明るい色のフィラメントはより高度の配向を示し、それはマトリックスフィラメントを示す。図15Aおよび15Bを参照すると、染色の結果、マトリックスフィラメントはバインダーフィラメントと比較して相対的に明るい色を有することが分かる。既に考察したように、より高いレベルまたは配向を有するフィラメント(すなわちマトリックスフィラメント)は、バインダーフィラメントほど容易に染料を取り込まず、結果として色が相対的に明るい。図15Aおよび15Bは、光学カメラを装備したBausch and Lomb光学顕微鏡で撮影した実施例2の顕微鏡写真である。顕微鏡写真の倍率は200倍である。図15Aおよび15Bの織物は、少なくとも一部分が結晶質であるマトリックスフィラメントおよび熱接合の間実質的に非晶質状態であったバインダーフィラメントから形成されたPETを含む複数のホモフィラメントを含む。
【0060】
実施例3(比較例):シース/コア共重合体/ホモポリマー三葉複合繊維
実施例3において、区域接合された不織布を複合繊維形状に製造した。PETホモポリマーをコアに使用し、一方、IPA改質PET共重合体をシースに使用した。スピンパックは200個の三葉の穴で構成された。共重合体とホモポリマーの両方を、押出の前に140℃にて5時間乾燥させた。ポリマー処理量は、結果として生じる繊維が10%のシースと90%のコアから構成されるように、ホモポリマーコアに関して1.2グラム/穴/分で、共重合体シースに関して0.14グラム/穴/分であった。溶融紡糸繊維を、紡糸口金を出る際に急冷し、ゴデットロールを用いて繊維を3dpfに引き下げた。条件を下にまとめる。
コア:DuPont 1941 PETホモポリマー(0.67dl/g IV、融点260℃)、
シース:DuPont 3946R IPA改質PET共重合体(0.65dl/g IV、融点215℃)、
コアポリマー処理量:1.2グラム/穴/分、
シースポリマー処理量:0.14グラム/穴/分、
シース%:10%、
紡糸速度:3,000ヤード/分(2743m/分)、
繊維デニール:3dpf。
コア(ホモポリマー)押出機条件:
ゾーン1:293℃
ゾーン2:296℃
ゾーン3:299℃
ゾーン4:302℃
ブロック温度:304℃。
シース(共重合体)押出機条件:
ゾーン1:265℃
ゾーン2:288℃
ゾーン3:293℃
ブロック温度:304℃。
【0061】
延伸したフィラメントを、22フィート/分(0.11m/s)の速度で移動する移動ワイヤの上に分散させ、115℃の蒸気で加熱処理してウェブを結合させて、ウェブを220℃の接合機に移動させて区域接合された不織布を製造できるようにした。不織ウェブの坪量は、2.8osy(94.9g/m2)であった。
【0062】
実施例4(本発明):シース/コアホモポリマー/ホモポリマー三葉複合繊維
区域接合された不織布を複合繊維形状に製造した。IVの高いPETホモポリマーをコアに使用し、一方、IVの低いPETホモポリマーをシースに使用した。スピンパックは200個の三葉の穴で構成された。両方のホモポリマーを、押出の前に140℃にて5時間乾燥させた。ポリマー処理量は、結果として生じる繊維が10%のシースと90%のコアから構成されるように、コアポリマーに関して1.2グラム/穴/分で、シースポリマーに関して0.14グラム/穴/分であった。溶融紡糸繊維を、紡糸口金を出る際に急冷し、ゴデットロールを用いて繊維を3dpfに引き下げた。条件を下にまとめる。
コア:DuPont 1941 PETホモポリマー(0.67dl/g IV、融点260℃)、
シース:Eastman F61HC PETホモポリマー(0.61dl/g IV、融点260℃)、
コアポリマー処理量:1.2グラム/穴/分、
シースポリマー処理量:0.14グラム/穴/分、
シース%:10%、
紡糸速度:3,000ヤード/分(2743m/分)、
繊維デニール:3dpf。
コア(ホモポリマー)押出機条件:
ゾーン1:293℃
ゾーン2:296℃
ゾーン3:299℃
ゾーン4:302℃
ブロック温度:304℃。
シース(共重合体)押出機条件:
ゾーン1:296℃
ゾーン2:299℃
ゾーン3:302℃
ブロック温度:304℃。
【0063】
【表2】
【0064】
表2は、実施例3および4で製造された不織布が類似する物理的特性を有することを示す。実施例3(比較例)のDSCトレースである図13は、実施例3の不織布に関して2つの異なった溶融温度を示す。実施例3では、バインダーフィラメントは、215℃前後で溶融するのに対し、マトリックスフィラメントは、260℃前後で溶融する。図14は実施例4(本発明)の不織布のDSCトレースである。実施例4のDSCトレースは、260℃の単一の融点しか示さない。実施例1および2において見られるように、実施例4の本発明の不織布も、実施例3の織物よりも高い温度で使用することができる。
【0065】
以下の実施例において、PETを含むバインダーフィラメントおよびマトリックスフィラメントの両方を調製するために、様々な紡糸速度および固有粘度が検討された。これらのフィラメントは、繊維スピンパックを通じてフィラメントを押出し、繊維を急冷し、ゴデットロールを用いてフィラメントを延伸し、繊維を捕集ベルトの上に置くことにより作製された。次に、繊維サンプルを試験用に収集した。繊維の種類は、繊維の束を130℃の実験用ラミネータに送り込むことにより決定した。バインダー繊維は130℃で融合したが、マトリックス繊維はこの温度では結合しない。
【0066】
表3のフィラメントは、以下のポリマー組成から作製した。
サンプル1〜6:DuPont 1941 PETホモポリマー(0.67dl/g IV、溶融温度260℃)、
サンプル7〜12:Eastman F61HC PETホモポリマー(0.61dl/g IV、溶融温度260℃)、
サンプル13〜18:Eastman F53HC PETホモポリマー(0.53dl/g IV、溶融温度260℃)。
【0067】
応力誘起による結晶化を受けるポリマーの相対結晶化度は、DSC技法を用いて実験的に推定することができる。この例では、各々のサンプルについてTA Instrumentsモデル2920 DSCを用いて結晶化度を推定した。この値を表3に示す。非晶質状態のポリマー試験片の結晶化熱を決定するため、PETポリマーのサンプルを、少なくとも融点より20℃高い温度まで加熱した後、サンプルを取り出し、低温凍結スプレー(cryogenic freeze spray)(Chemtronics Freeze−IT)を用いて急速に急冷した。次に、サンプルを室温に平衡化させた後、10℃/分で加熱した。サンプルは100%非晶質であると想定され、DSC曲線の面積から、非晶質PETの結晶化熱を31.9ジュール/グラムであると決定した。
【0068】
次に、繊維を10℃/分で加熱することおよび結晶化熱をDSC曲線の面積から測定することにより、紡糸繊維の結晶化度を推定した。最大達成可能結晶化度(結晶化の程度)のパーセントは、式[1−(繊維の結晶化熱/非晶質の結晶化熱)]×100%により計算される。
【0069】
【表3】
【0070】
一般に、表3のデータにより、約35%またはそれ以上の結晶化度を有するフィラメントはマトリックスフィラメントを示す特性を提示し、一方この値よりも低い結晶化度をもつフィラメントは一般にバインダーフィラメント特性を提示したことが示された。これらの実施例の目的の一つは、紡糸速度の変動がどのように紡糸ライン応力、そして次にフィラメントの結晶化の程度に影響を及ぼすかを説明することである。これらの実施例は接合条件に付されていないフィラメントのためのものであった。また、表3のデータから各ポリマーに対する紡糸速度が増加するにつれて、結晶化の開始温度が低下することも示される。
【0071】
不織布がその後に加熱されてバインダーフィラメントを軟化および融合させると、さらなる結晶化がマトリックスフィラメントおよびバインダーフィラメントの両方において起こることは当然理解される。結果として、最終の接合された織物において、ポリマーははるかに高度の結晶化を有することになる。最終製品において、結晶化度はポリマーの最大達成可能結晶化度の少なくとも50%、より望ましくは少なくとも60%、さらにより望ましくは少なくとも80%となる。実際に、結晶化度はポリマーの最大達成可能結晶化度の95%またはそれ以上であり得る。
【0072】
表3のデータはまた、約20ジュール/グラムよりも高い融解熱を有するフィラメントは一般にバインダー繊維として有用であり、20ジュール/グラム未満の融解熱をもつフィラメントは一般にマトリックス繊維であったことを示唆する。
【0073】
サンプル19〜32において、PLAおよびPTTを含むフィラメントのバインダー/マトリックス特性を検討した。結果を下の表4にまとめる。表3のフィラメントは、以下のポリマー組成から作製した。
サンプル19〜24:Nature Works 6202Dポリ乳酸(PLA)
サンプル25〜32:Shell Corterra 509201ポリトリメチレンテレフタラート(PTT)
【0074】
【表4】
【0075】
PLAを含み約82℃よりも高い結晶化温度を有するフィラメントは、一般にバインダー繊維を示す特性を提示した。PTTに関して、61℃よりも高い結晶点はバインダー繊維を示すと思われた。
【0076】
実施例5(比較例):別個のホモポリマーマトリックスおよび共重合体バインダー繊維
区域接合された不織布を、別個のPETホモポリマーおよびイソフタル酸(IPA)改質PET共重合体フィラメントを用いて製造した。溶融紡糸繊維を、紡糸口金を出る際に急冷し、ゴデットロールを用いて繊維を4dpfに引き下げた。条件を下にまとめる。
ホモポリマー:DuPont 1941 PETホモポリマー(0.67dl/g IV、融点260℃)、
共重合体:DuPont 3946R IPA改質PET共重合体(0.65dl/g IV、融点215℃)、
共重合体%:9%、
紡糸速度:2,500ヤード/分(2286m/分)、
繊維デニール:4dpf。
ホモポリマー押出機条件:
ゾーン1:250℃
ゾーン2:260℃
ゾーン3:270℃
ゾーン4:270℃
ゾーン5:270℃
ゾーン6:270℃
ブロック温度:270℃。
共重合体押出機条件:
ゾーン1:250℃
ゾーン2:260℃
ゾーン3:265℃
ゾーン4:265℃
ゾーン5:265℃
ゾーン6:265℃
ブロック温度:265℃。
【0077】
延伸したフィラメントを、移動ワイヤの上に分散させ、蒸気で処理してウェブを結合させて、ウェブを接合機に移動させることができるようにした。次に、ウェブをスルー・エア・ボンダー(through air bonder)において230℃で接合させて区域接合された不織布を製造した。不織ウェブの坪量は、0.55osy(18.6g/m2)であった。
【0078】
実施例6(本発明):別個のホモポリマーマトリックスおよびホモポリマーバインダーフィラメント
本発明に従う区域接合された不織布を、異なるポリマーIVを有する別個のPETホモポリマーフィラメントを用いて製造した第1および第2のポリマー成分から形成した。両方のホモポリマーを、押出の前に140℃にて5時間乾燥させた。溶融紡糸繊維を、紡糸口金を出る際に急冷し、ゴデットロールを用いて繊維を4dpfに引き下げた。条件を下にまとめる。
ホモポリマーフィラメント(第1のポリマー成分):DuPont 1941 PETホモポリマー(0.67dl/g IV、溶融温度260℃)、
ホモポリマー(第2のポリマー成分):DuPont 3948 PETホモポリマー(0.59dl/g IV、溶融温度260℃)、
第2のポリマー成分:9%、
紡糸速度:2,500ヤード/分(2286m/分)、
繊維デニール:4dpf。
ホモポリマー押出機条件:
ゾーン1:250℃
ゾーン2:260℃
ゾーン3:270℃
ゾーン4:270℃
ゾーン5:270℃
ゾーン6:270℃
ブロック温度:270℃。
第2のポリマー成分押出機条件:
ゾーン1:250℃
ゾーン2:260℃
ゾーン3:270℃
ゾーン4:270℃
ゾーン5:270℃
ゾーン6:270℃
ブロック温度:270℃。
【0079】
延伸したフィラメントを、移動ワイヤの上に分散させ、蒸気で処理してウェブを結合させて、ウェブを接合機に移動させることができるようにした。次に、フィラメントを230℃で相互に接合させて区域接合された不織布を製造した。不織ウェブの坪量は、0.55osy(18.6g/m2)であった。下の表5は、比較特性が実施例5および6において得られたことを示す。不織ウェブは、繊維製品のための総合的な試験法ASTM D−1117に従って試験した。
【0080】
【表5】
【0081】
実施例7(比較例):別個のホモポリマーマトリックスおよび共重合体バインダー繊維
区域接合された不織布を、別個のPETホモポリマーおよびイソフタル酸(IPA)改質PET共重合体フィラメントを用いて製造した。溶融紡糸繊維を、紡糸口金を出る際に急冷し、ゴデットロールを用いて繊維を4dpfに引き下げた。条件を下にまとめる。
ホモポリマー:DuPont 1941 PETホモポリマー(0.67dl/g IV、融点260℃)、
共重合体:DuPont 3946R IPA改質PET共重合体(0.65dl/g IV、融点215℃)、
共重合体%:8.5%、
紡糸速度:2,750ヤード/分(2515m/分)、
繊維デニール:4dpf。
ホモポリマー押出機条件:
ゾーン1:250℃
ゾーン2:260℃
ゾーン3:270℃
ゾーン4:275℃
ゾーン5:275℃
ゾーン6:275℃
ブロック温度:275℃
共重合体押出機条件:
ゾーン1:250℃
ゾーン2:260℃
ゾーン3:265℃
ゾーン4:265℃
ゾーン5:265℃
ブロック温度:265℃。
【0082】
延伸したフィラメントを、移動ワイヤの上に分散させ、蒸気で処理してウェブを結合させて、ウェブを接合機に移動させることができるようにした。次に、ウェブをスルー・エア・ボンダー(through air bonder)において230℃で接合させて区域接合された不織布を製造した。不織ウェブの坪量は、0.56osy(19.0g/m2)であった。
【0083】
実施例8(本発明):別個のホモポリマーマトリックスおよびホモポリマーバインダーフィラメント
本発明に従う区域接合された不織布を、異なるポリマーIVを有する別個のPETホモポリマーフィラメントを用いて製造した第1および第2のポリマー成分から形成した。両方のホモポリマーを、押出の前に140℃にて5時間乾燥させた。溶融紡糸繊維を、紡糸口金を出る際に急冷し、ゴデットロールを用いて繊維を4dpfに引き下げた。条件を下にまとめる。
ホモポリマーフィラメント(第1のポリマー成分):DuPont 1941 PETホモポリマー(0.67dl/g IV、溶融温度260℃)、
ホモポリマー(第2のポリマー成分):DuPont 3948 PETホモポリマー(0.59dl/g IV、溶融温度260℃)、
第2のポリマー成分:8.5%、
紡糸速度:2,750ヤード/分(2515m/分)、
繊維デニール:4dpf。
ホモポリマー押出機条件:
ゾーン1:250℃
ゾーン2:260℃
ゾーン3:270℃
ゾーン4:270℃
ゾーン5:270℃
ゾーン6:270℃
ブロック温度:270℃。
第2のポリマー成分押出機条件:
ゾーン1:250℃
ゾーン2:260℃
ゾーン3:270℃
ゾーン4:270℃
ゾーン5:270℃
ゾーン6:270℃
ブロック温度:270℃。
【0084】
延伸したフィラメントを、移動ワイヤの上に分散させ、蒸気で処理してウェブを結合させて、ウェブを接合機に移動させることができるようにした。次に、フィラメントを230℃で相互に接合させて区域接合された不織布を製造した。不織ウェブの坪量は、0.56osy(19.0g/m2)であった。下の表6は、実施例7および8において作製した不織布の特性を比較する。不織ウェブは、繊維製品のための総合的な試験法ASTM D−1117に従って試験した。
【0085】
【表6】
【0086】
表6から、実施例1(比較例)および実施例2(本発明)の特性の多くが類似していることが分かる。
【0087】
本明細書に説明した本発明の多くの変形形態およびその他の実施形態、前述の説明および関連する図面により示される教示の利益を得る、本発明の属する分野の当業者に容易に思い浮かぶ。従って、本発明は開示される特定の実施形態に限定されるものではなく、変形形態およびその他の実施形態は添付される特許請求の範囲内に含まれることが意図されることは理解される。本明細書において具体的な用語が使用されているが、それらは一般的かつ記述的な意味でのみ使用されるものであり、限定するためのものではない。
【技術分野】
【0001】
発明の分野
本発明は、一般に、不織布、より詳細には応力誘起による結晶化を受けるポリマーから形成された不織布に関する。
【背景技術】
【0002】
発明の背景
相互に熱接合された繊維から形成される不織布は、長年製造されている。2つの一般的な熱接合法には、区域接合および点接合が含まれる。区域接合において、接合は不織布全体にわたって不織布の繊維が相互に接触する場所で生成される。これは様々な方法で、例えば、熱風、蒸気またはその他のガスを接合していない繊維のウェブに通して繊維を溶融させ、接触点で相互に融合させることにより、達成することができる。区域接合はまた、繊維を軟化および融合させるように加熱した2本の滑らかなスチールローラーで構成されるカレンダーに繊維のウェブを通過させることによっても達成することができる。点接合において、繊維のウェブは2本のニップロールから構成される加熱したカレンダーニップに通過され、この際、ロールの少なくとも1本は、突起パターンを有する表面を有する。一般に、加熱したロールの1本はパターン化ロールであり、協働するロールは滑らかな表面を有する。ウェブがカレンダーロールを通って進む時、個々の繊維は、パターン化ロールの突起に接触した離れた位置または接合部位でともに熱接合され、これらの点接合部位間の位置で接合していない。
【0003】
点接合を効果的に用いて、同じポリマー組成および類似した溶融温度を有する熱可塑性繊維から形成される不織布を接合することができる。しかし、織物は一般に接合を生じるために繊維の温度よりも低い温度で軟化し溶融するバインダー成分の存在を必要とするので、区域接合は通常の種類の不織布には有効でない。
【0004】
周知の市販の区域接合不織布の一例は、Old Hickory,TNのFiberweb Inc.により登録商標Reemay(登録商標)で販売されている。このスパンボンド織物は、一般に、高温で溶融するポリマー組成と、低温で溶融するポリマー組成からなるフィラメントが相互に交じり合って移動ベルトの上に堆積されてウェブを形成する、米国特許第3,384,944号および同第3,989,788号の教示に従って製造される。フィラメントのウェブは熱風接合機を通るように方向付けられ、熱風接合機において低温溶融組成のフィラメントは軟化および溶融してウェブ全体に接合を形成し、その結果、望ましい物理的特性をもつ不織布が得られる。高温溶融ポリマー組成から構成されるフィラメントは、接合の間に溶融せず、織物に強度をもたらす。例えば、Reemay(登録商標)織物において、高温溶融組成はポリエステルホモポリマーであり、低温溶融バインダー組成はポリエステル共重合体である。
【0005】
2つの別個のポリマー組成を使用するための要件は、製造工程の操作要件および加工要件を増加させ、かつ、2つの異なるポリマー組成が存在することによりスクラップ材料または廃材の再生利用または再使用を困難にする。その上、低温溶融組成の溶融温度は、不織布を使用することのできる温度条件の制限を示す。
【発明の概要】
【0006】
本発明は、単一のポリマー系から製造された不織布に関する。特に、本発明は、紡糸工程において応力誘起による結晶化を受ける半結晶化可能なポリマー樹脂系を使用する。本発明によれば、半結晶化可能なポリマー樹脂は、主に不織布で接合するための非晶質繊維と、織物の強度のための半結晶性繊維を製造する。複数の半結晶性繊維が相互に熱接合され、実質的に同じポリマー組成から形成される、区域接合された不織布が提供される。
【0007】
ポリマー固有粘度(IV)、ポリマー処理量、紡糸速度、溶融温度、急冷温度および流量は、工程変数の中でも紡糸線応力に影響を及ぼし、それらを用いて不織布の繊維の所望のレベルの結晶化度をもたらすことができる。結晶化していないまたは非晶質状態の結晶化可能なポリマーは熱接合を比較的低い温度で効果的に形成することができるが、結晶化後の熱接合は一層困難である。本発明は、織物の強度のための半結晶性繊維と熱接合のための非晶質繊維の両方を製造するためにこれらの工程変数を利用する。熱接合の後、両方の繊維は半結晶性状態または実質的に結晶性の状態で織物に存在する。
【0008】
一態様では、本発明は、結晶化可能なポリマーを溶融押出して複数の繊維を製造し、前記ポリマーを、少なくとも一部分が結晶質である第1のポリマー成分が製造され、かつ、実質的に非晶質である第2のポリマー成分が製造されるような加工条件に付す、不織布を作製する方法を提供する。第1のポリマー成分は半結晶性状態であって織物のマトリックス成分を含む。ポリマーの第2の成分は、実質的な結晶化を全く受けず、結果として実質的に非晶質状態のままである。第2のポリマー成分は、第1のポリマー成分の軟化点よりも低い軟化点を有し、そのために第2のポリマー成分は、織物のバインダー成分の役割をする。
【0009】
繊維を捕集面に堆積させて、部分的に結晶質の第1のポリマー成分と非晶質の第2のポリマー成分の両方を含有するウェブを形成する。次に、繊維を相互に熱接合して、非晶質の第2のポリマー成分が軟化および融合して第1のポリマー成分との接合を形成している接合不織ウェブを形成する。接合工程の間、熱によりバインダーが粘着性になり、それ自体および隣接する繊維のマトリックス成分と接触点で融合する。接合により、結果として生じる接合不織布中のポリマー成分の両方が少なくとも一部分結晶質であるように、第2のポリマー成分の結晶化ももたらされる。
【0010】
一実施形態では、同じポリマー組成の連続フィラメントが、溶融押出されて、異なるレベルの結晶化度を有するポリマーの第1および第2の成分を製造する条件下で加工される。例えば、押出の間、ポリマーの第1の成分は、結果として第1のポリマー成分に応力誘起による結晶化をもたらす紡糸条件にさらされるが、第2のポリマー成分は、相当な結晶化を誘起するには不充分な応力に付される。ポリマー成分に加える応力の量は、様々な工程変数を用いて操作して、繊維中の所望のレベルの結晶化度を付与することができる。かかる工程変数には、ポリマー固有粘度(IV)、ポリマー処理量、紡糸速度、溶融温度、急冷温度、流速、延伸比などが含まれる。
【0011】
一実施形態では、本発明は、ポリエチレンテレフタラート(PET)ホモポリマーを含む別個のマトリックスおよびバインダーフィラメントから構成されるスパンボンド不織ウェブを提供する。マトリックスフィラメントは、バインダーフィラメントよりも高い固有粘度(IV)を有し、結果としてバインダーフィラメントよりも高い結晶化度を有するマトリックスフィラメントをもたらす条件下で溶融押出される。一部の実施形態では、バインダーフィラメントは、マトリックスフィラメントの軟化温度よりも約10℃低い軟化温度を有し得る。次に、フィラメントを区域接合してフィラメントを相互に接触点で接合する。熱接合の後、マトリックスフィラメントおよびバインダーフィラメントは両方とも半結晶の状態であり、一般にDSCトレースから明らかなように単一の溶融ピークを示す。一実施形態では、マトリックスフィラメントは、約0.65dl/gまたはそれ以上、例えば、0.68dl/gなどの固有粘度を有するPETホモポリマーで形成され、バインダーフィラメントは、約0.62dl/gまたはそれ未満、例えば、0.61dl/gなどの固有粘度を有するPETホモポリマーで形成される。
【0012】
さらなる実施形態では、本発明は、シース/コアまたは先端付き(tipped)多葉フィラメントである二成分フィラメントから構成される不織布に関する。シースまたは先端はフィラメントのバインダー成分を含み、一方コアはマトリックス成分を含む。一実施形態では、二成分フィラメントは、それぞれバインダー成分およびマトリックス成分に相当する低固有粘度(IV)成分および高固有粘度(IV)成分を有するPETホモポリマーを含む。二成分フィラメントは、IVの高いポリマー成分が応力誘起による結晶化により結晶化してマトリックス成分として機能し、IVの低いポリマー成分が実質的に非晶質状態のままでバインダー成分として機能する速度で紡糸される。特定の一実施形態では、二成分フィラメントは、5〜20重量%の低いIV成分および80〜95重量%の高いIV成分を含む。
【0013】
もう一つの態様では、再生PETがバインダー樹脂として機能し得る。再生PETのIVは、バインダー繊維として使用するために約0.62またはそれ未満に調整される。添加剤を用いて再生利用ポリマー材料中のPET鎖を壊して再生利用ポリマーのIVを低下させることができる。この実施形態では、繊維は別個のマトリックス繊維およびバインダー繊維または多成分繊維を含み得る。
【0014】
本発明に従う不織ウェブは、応力誘起による結晶化を受けることのできる多様な非晶質ポリマー組成、例えば、ポリエチレンテレフタラート(PET)、ポリ乳酸(PLA)、ポリトリメチレンテレフタラート(PTT)、およびポリブチレンテレフタラート(PBT)を含む、ナイロンおよびポリエステルなどから作製することができる。
【0015】
このように本発明を一般用語で説明したが、これから、必ずしも縮尺通り描かれていない添付された図面を参照する。
【図面の簡単な説明】
【0016】
【図1】少なくとも一部分が結晶質である連続フィラメントおよび元来非晶質である連続フィラメントを含むスパンボンド不織布の斜視図である。
【図2】本発明の一実施形態に従う不織布を製造するための装置の概略図である。
【図3】少なくとも一部分が結晶質である第1の成分と、本来は非晶質である第2の成分を有する二成分フィラメントの断面の説明図である。この際、第1および第2の成分はフィラメントの断面の異なる部分に存在する。
【図4】フィラメントの断面の異なる部分に存在する第1および第2の成分を有する多葉二成分フィラメントの説明図である。
【図5】フィラメントの断面の異なる部分に存在する第1および第2の成分を有する三葉二成分フィラメントの説明図である。
【図6】本発明の一実施形態に従うスパンボンド/メルトブロー/スパンボンド組織(construction)を有する複合材料不織布の断面側面図である。
【図7】共重合体バインダーフィラメントおよびホモポリマーマトリックスフィラメントを有する先行技術の不織布のSEM顕微鏡写真である。
【図8】図7の不織布の断面側のSEM顕微鏡写真である。
【図9】織物が、相互に接合された連続マトリックスおよびバインダーフィラメントを含む、本発明に従う不織布のSEM顕微鏡写真である。
【図10】図9の不織布の断面側のSEM顕微鏡写真である。
【図11】図7の先行技術の不織布の示差走査熱量測定(DSC)トレースである。バインダーフィラメントのPET共重合体およびマトリックスフィラメントのPETホモポリマーに関して異なった溶融温度を見出すことができる。
【図12】図9の本発明の不織布の示差走査熱量測定(DSC)トレースである。DSCトレースはバインダーおよびマトリックスフィラメントに関して単一の溶融温度を示す。
【図13】PET共重合体がバインダー成分を形成し、PETホモポリマーがマトリックス成分を形成する連続二成分フィラメントを有する先行技術不織布の示差走査熱量測定(DSC)トレースである。DSCトレースにはバインダー成分およびホモポリマー成分に関して異なった溶融温度が含まれる。
【図14】本発明に従う、PETバインダー成分がシースを含み、PETマトリックス成分がコアを含む連続二成分フィラメントを含む不織布の示差走査熱量測定(DSC)トレースである。DSCトレースは、バインダー成分およびマトリックス成分に関して単一の溶融温度を示す。
【図15】相互に熱接合されているマトリックスホモフィラメントおよびバインダーホモフィラメントからなる不織布の顕微鏡写真である。マトリックスフィラメントおよびバインダーフィラメント中の異なるレベルの配向を明らかにするために織物が染料で染色されている。
【図15B】不織布が相互に熱接合されたマトリックスホモフィラメントおよびバインダーホモフィラメントからなる、グレースケールの図15Aの顕微鏡写真である。マトリックスフィラメントおよびバインダーフィラメント中の異なるレベルの配向を明らかにするために織物が染料で染色されている。
【発明を実施するための形態】
【0017】
発明の詳細な説明
本発明を、以下、全てではないが本発明の一部の実施形態を示す添付の図面を参照してより十分に説明する。実際に、これらの発明は多くの異なる形態に具体化されてよく、本明細書に示される実施形態を制限するものと解釈されるべきではない。むしろ、これらの実施形態は適用される法的必要条件を本開示が満たすように提供される。全体を通して同種の符号は同種の要素をさす。
【0018】
本発明は、結晶性非晶質熱可塑性ポリマーを溶融押出して複数の繊維を製造することにより形成される不織布に関する。繊維は捕集面に堆積されてウェブを形成し、繊維は相互に接合されて強い凝集性の不織布を形成する。繊維を製造するために用いられる結晶性非晶質熱可塑性ポリマーは応力誘起による結晶化を受けることができる。加工の間、ポリマー組成の第1の成分は、第1のポリマー成分が半結晶性状態であるような応力誘起による結晶化を結果としてもたらす加工条件に付される。ポリマーの第2の成分は、結晶化を誘起するには不充分な条件下で加工され、そのために第2のポリマー成分は実質的に非晶質のままである。その非晶質の性質によって、第2のポリマー成分は、半結晶性の第1のポリマー成分の軟化温度よりも低い軟化温度を有し、従って第1のポリマー成分の軟化温度よりも低い温度で熱接合を形成することができる。従って、非晶質の第2のポリマー成分は不織布のバインダー成分として利用され得、一方、半結晶性の第1のポリマー成分は、引張りおよび引裂強度などの織物の必要な強度物理特性をもたらす不織布のマトリックス成分として機能し得る。
【0019】
「非晶質」とは、第2のポリマー成分中の結晶化度が、第1のポリマー成分に必要とされる結晶化度よりも低く、かつ、第2のポリマーが第1のポリマー成分の軟化温度よりも低い軟化温度を有するほど十分に低いことを意味する。用語「軟化温度」とは、一般に、ポリマー成分が軟化して粘着性になる温度または温度範囲をさす。第1および第2のポリマー成分の軟化温度は、業界標準試験法、例えば、プラスチック類のビカー軟化温度に関するASTM D1525−98標準試験法、およびISO306:1994プラスチック−熱可塑性プラスチック材料のビカー軟化温度の決定法により容易に決定することができる。第2のポリマー成分の軟化温度は、望ましくは第1のポリマー成分の軟化温度よりも少なくとも5℃低く、軟化温度の差は5〜30℃の間が好ましく、8〜20℃の間の差が一般的である。特定の一実施形態では、第2のポリマー成分の軟化温度は、第1のポリマー成分の軟化温度よりも約10℃低い。軟化温度の差により、第2のポリマー成分は粘着性となることができ、第1のポリマー成分が軟化し始めて粘着性となる温度よりも低い温度で熱接合を形成することができる。
【0020】
接合段階の間、接合しなかった繊維のウェブを、非晶質バインダー成分が軟化し、それ自体および隣接する繊維のマトリックス成分と接触点で融合して強い凝集性の不織布を形成するポイントまで、加熱する。接合の間、結果として生じる接合不織布においてマトリックス成分とバインダー成分の両方が少なくとも一部分結晶質であるように、バインダー成分は一般に熱結晶化も受ける。一般に、接合条件によりマトリックス繊維とバインダー繊維の両方の実質的に完全な結晶化が可能となる。結果として、接合された織物の示差走査熱量測定(DSC)曲線は、マトリックス繊維およびバインダー繊維中の結晶領域の溶融潜熱に相当する単一のピークだけを示す。これは、接合のために低い溶融温度のバインダー組成に頼る従来の区域接合された織物において見出されるものとは明らかに対照的である。
【0021】
本発明の不織布は、従って本発明の不織布が区域接合されているが、たった1つのポリマー系からなり、そのポリマー系から強度または不織布のマトリックス繊維およびバインダー繊維の両方が形成されるという点で、先行技術の既知のプロセスにより製造された区域接合不織布と区別できる。単一のポリマー系を用いてバインダー成分およびマトリックス成分の両方を形成することの一つの利点は、コストおよび効率の両方の改良である。一部の先行技術の不織布とは対照的に、マトリックス樹脂とは異なるポリマー化学を有するさらなるバインダー樹脂を使用する必要がない。一般に、従来のバインダー樹脂は、さらなる押出機材、移送ラインなどの存在を必要とし得る。結果として、かかる不織布に関連するコストは大きくなり得る。本発明では、単一のポリマー系を利用することにより、これらのコストおよび効率の悪さを減らすのに役立ち得る。複合繊維の場合、マトリックス成分およびバインダー成分は同じ繊維に沿って分布するので、単一のポリマー系を使用することはまた、結果としてウェブ全体により均一に分布したバインダー成分をもたし得る。
【0022】
マトリックス繊維とバインダー繊維の両方は、最終接合織物において少なくとも一部分が結晶質であるが、それらは異なる形態および分子配向を有する。マトリックス繊維は応力下で結晶化されたのに対し、バインダー繊維は応力なしに熱により結晶化した。繊維を一般的な染料で染色することにより、2つの異なる種類の繊維を観察することができる。染料取込みは、分子配向、結晶化度および形態に対して非常に敏感である。2種類の繊維は異なる染料取込みを示す。バインダー繊維は低いレベルの優先的な分子配向を有し、染料をマトリックス繊維よりも容易に取り込む。2種類の繊維の差を観察するのに適した一方法は、接合されヒートセットされてマトリックス繊維とバインダー繊維の両方を完全に結晶化した本発明に従って製造された不織布を得ること、および不織布収縮を減らすこと、および特定のポリマー組成に適した染料を用いて不織布を染色することである。例えば、PET繊維はTerasil Blue GLF(Ciba Specialty Chemicals)などの染料を沸騰水中で用いて適宜染色することができる。結果として生じる織物を裸眼でまたは顕微鏡で検査すると、図15Aおよび15Bに見られるように、バインダー繊維がマトリックス繊維よりも濃く染色されることが示される。
【0023】
本発明に従って用いてよいポリマー組成には、一般に、応力誘起による結晶化を受けることができ、溶融した場合に比較的非晶質のポリマーが含まれる。適したポリマー組成には、ポリエステルおよびポリアミド、例えばナイロンなどが含まれ得る。例示的なポリエステルには、ポリエチレンテレフタラート(PET)、ポリトリメチレンテレフタラート(terphthalate)(PTT)、ポリブチレンテレフタラート(PBT)、およびポリ乳酸(PLA)、ならびにそれらの共重合体、およびそれらの組合せが含まれ得る。
【0024】
本発明を用いて、スパンボンド不織布、メルトブローン織物、それらの組合せなどを含む多様な種々の不織布を作製することができる。また、本発明を用いて、短繊維、連続フィラメント、および多成分繊維を含む多様な種々の繊維を形成することもできる。特に指定のない限り、用語「繊維」は、総称的に別々の長さの短繊維と連続フィラメントの両方をさすために用いられる。
【0025】
上述のように、第1および第2のポリマー成分を含む繊維は、比較的非晶質の溶融ポリマー組成を、配向を誘起し、従って成分の1つの結晶化を誘起すると同時に、第2の成分が主に非晶質のままで残る加工条件下で溶融押出することにより製造することができる。結晶化の程度を誘起および制御する方法には、紡糸速度、紡糸および延伸温度、急冷条件、延伸比、溶融流の固有粘度、ポリマー処理量、溶融温度、流速、およびそれらの組合せなどのパラメータが含まれる。
【0026】
例えば、押出工程の間、第1の群の連続フィラメントは、結果として応力誘起による結晶化をもたらす第1の組の条件下で押出されて細径化され得、同じポリマー組成を用いて、結果として応力誘起による結晶化をもたらし、フィラメントに最小限の結晶化を誘起するか結晶化を誘起しない第2の組の条件下で押出および細径化された、第2の群の連続フィラメントを製造することができる。異なる条件には、以下の変数1以上が含まれ得る:ポリマー処理量、急冷空気(quench air)の速度、(機械的に延伸されるフィラメントに関して)延伸比、(空気圧によって細径化されるフィラメントに関して)空気圧。ポリマー溶融流を応力に付すことにより、非晶質ポリマーに配向が付与され、それによってフィラメントにおいて応力誘起による結晶化度がもたらされる。一般に、ポリエステルなどのポリマー組成は、低速で紡糸されると比較的非晶質状態のままで残る。押出速度が早いと、ポリマー中の応力の量が増加し、その結果ポリマーの結晶化度が増加する。例えば、比較的高速の紡糸は、溶融した繊維において高い応力をもたらし、その結果ポリマー分子の配向および結晶化がもたらされる。用いられる紡糸速度は、一般に、結果として生じる織物の望ましい特性、ポリマー特性、例えば、固有粘度および結晶形成の際に生じるエネルギーなど、ならびにその他の加工条件、例えば、用いる溶融ポリマーの温度、毛管流量、溶融および急冷空気温度、および延伸条件などによって決まる。一実施形態では、繊維は、所望のレベルの結晶化度を誘起するために、中速から高速の紡糸速度で紡糸される。従って、繊維における所望の結晶化度の量は、第1のポリマー成分において結晶化を誘起する加工条件を決定する際の重要なパラメータである。
【0027】
さらに、繊維は低速で紡糸された後、溶融繊維を配向および結晶化を誘起するために必要な応力レベルに付す延伸比で機械的に延伸されてよい。結晶化を誘起するために必要な条件は、ポリマー自体の物理的特性、例えば、ポリマー溶融体の固有粘度などによっても変化し得る。例として、高い固有粘度を有するポリマーは、同様の条件下で加工される低い固有粘度を有するポリマーよりも、紡糸速度または延伸速度でより多くの応力を経験する。
【0028】
1つの好ましい実施形態では、第1および第2のポリマー成分は、互いと同じである、すなわち、同じポリマーであるが、互いに関して固有粘度または分子量において異なる、2つのポリマー組成を選択することにより形成され得る。所与の押出速度で、より高い固有粘度を有するポリマー組成が、より低い固有粘度を有するポリマー組成が経験するよりも多くの応力を経験する。結果として、第1および第2のポリマー成分に関するポリマー組成は、固有粘度に基づいて選択することができる。第1のポリマー成分と第2のポリマー成分の間の固有粘度の違いは、いくつかの方法で達成することができる。例えば、多くの樹脂製造業者は同じポリマーのさまざまな等級を提供しているので、固有粘度が違っている、同じポリマーの2つの異なる等級を選択することができる。固有粘度の違いは、ポリマーの固有粘度または分子量を変える1以上の添加剤を添加することによっても達成することができる。かかる添加剤の例としては、エチレングリコール、プロピレングリコール、ステアリン酸マグネシウム、および水が挙げられる。
【0029】
一実施形態では、第1および第2のポリマー成分は、ポリマー組成が少なくとも0.15である固有粘度で相違するポリエチレンテレフタラートを含む2つの別個のポリマー組成から形成される。特定の一実施形態では、マトリックス成分は、0.68dl/gまたはそれ以上の固有粘度を有するPETホモポリマーで形成され、バインダー成分は、0.61dl/gまたはそれ未満の固有粘度を有するPETホモポリマーで形成される。
【0030】
特に有用な一実施形態において、本発明は、強い凝集性のウェブを製造するために相互に熱接合される、第1のポリマー成分を含む連続フィラメント(すなわちマトリックス成分またはマトリックス繊維)および第2のポリマー成分を含む連続フィラメント(すなわちバインダー成分またはバインダー繊維)から形成されるスパンボンド不織布を提供する。この点で、図1は、区域接合されたスパンボンド不織布10が、相互に接合されている第1のポリマー成分を含む連続フィラメント14および第2のポリマー成分からなる連続フィラメント16から形成されている本発明の実施形態を図解する。この実施形態では、フィラメント14、16は、第1および第2の群の連続フィラメントを形成するための1以上の紡糸口金を通じてポリマーを溶融押出することにより製造される。次に、第1および第2の群のフィラメントを、第1の群の連続フィラメントが、結晶化を誘起する応力に付され、第2の群の連続フィラメントが、結晶化を誘起するには不充分な応力に付される加工条件に付す。結果として、フィラメント14を形成するポリマーは、少なくとも一部分結晶化し、フィラメント16のポリマーは、実質的に非晶質状態のままである。
【0031】
第1および第2のポリマー成分を有するフィラメント14、16を含むウェブに十分な熱を加えることにより、フィラメント16が軟化し、接触点でフィラメント14と融合するので、フィラメントは相互に接合された状態となって強い凝集性のウェブが形成される。
【0032】
図1にはまた、織物の拡大断片12が含まれ、相互に接合された個々のフィラメント14、16が表される。示されるように、不織布10は、少なくとも一部分が結晶質であるホモフィラメント14(すなわち、第1のポリマー成分)、および本来は主に非晶質であるホモフィラメント16(すなわち、第2のポリマー成分)を含む。フィラメント14、16間の熱接合18は、非晶質フィラメントが相互におよび少なくとも一部分が結晶質であるフィラメントと交わる点で起こる。図1は、フィラメント14、16を異なっているとして表しているが、熱接合の際にフィラメント14、16のそれぞれ第1および第2の成分は、一般に両方とも部分的に結晶質の状態であることは当然理解される。
【0033】
一実施形態では、図1に表されるスパンボンド不織布は、約65〜95%、より好ましくは80〜90%の間の、第1のポリマー成分から形成されたフィラメント、および約5〜35%、より好ましくは5〜20%の間の、第2のポリマー成分から構成されるフィラメントを含む。
【0034】
図2は、本発明の一実施形態に従うスパンボンド不織布を製造するための装置の配置を概略的に図解する。この装置には、無限に動くコンベヤーベルト24の上に取り付けられた、第1および第2の連続して配置された紡糸ビーム22が含まれる。図解される装置は2本の紡糸ビームを有するが、紡糸ビームが1本だけの、または3本以上の紡糸ビームを含むその他の装置構成を用いてよいことは理解される。各々のビームは、横に、幅方向(cross−machine direction)に伸び、それぞれのビームは縦方向(machine direction)に連続して配置される。各々のビームには溶融した結晶化可能なポリマーが1以上の押出機(図示せず)から供給される。連続フィラメントを製造するために設定された、オリフィスを含む紡糸口金が紡糸ビーム22の各々に取り付けられている。例示的な一実施形態では、同じポリマー組成の2つの別々の等級が使用され、このポリマーはその固有粘度だけが異なる。IV度の高いポリマーは、マトリックスフィラメントを形成するための1以上の紡糸ビームに供給され、IV度の低いポリマーは、バインダーフィラメントを形成するための第2の紡糸ビームに供給される。
【0035】
新しく押出されるフィラメントは、急冷空気(quench air)の流れと接触することにより冷却および固化され、その後、フィラメントは、引取ロールにより機械的に、または細径化装置26により空気圧によって細径化され延伸される。引取ロールまたは細径化装置26によりフィラメントに加えられる紡糸ライン応力によって、マトリックスフィラメントを形成するIV度の高いポリマーにおいて応力誘起による結晶化がもたらされるが、バインダーフィラメントを形成するIV度の低いポリマーは応力誘起による結晶化をほとんどまたは全く経験せず、実質的に非晶質のままである。
【0036】
フィラメントは、次に、前進ベルト24の上にランダムに堆積されてウェブを形成する。次に、フィラメントを熱により接合してウェブに凝集性および強度を与える。区域接合は、ウェブを接合するために特に有用な技法である。区域接合は、一般に、ウェブを2本の滑らかなスチールローラーで構成される加熱したカレンダーに通過させるか、加熱した蒸気、空気またはその他のガスをウェブに通して、第2のポリマー成分を含むフィラメントを粘着性にして相互に融合させることを伴う。
【0037】
図解される実施形態において、接合しなかったフィラメントのウェブは、蒸気コンソリデーター(steam consolidator)32によって導かれるとして表され、その例は、一般にEstes et al.の米国特許第3,989,788号に示されている。ウェブは飽和した蒸気に接触され、蒸気はバインダー繊維を軟化させる働きをする。次に、ウェブは熱風接合機34に移動する。接合工程で用いられる温度は、コンソリデーターで用いられる温度よりも相当に高く、選択される温度は、バインダー繊維の粘着温度および製品に望まれる特性(例えば、強度、寸法安定性または剛性)によって決まる。ポリエチレンテレフタラートを含む繊維に関して、圧密化された(consolidated)ウェブは、一般に、接合の間に140〜250℃、好ましくは215〜250℃の空気に曝される。圧密化(consolidation)および接合段階の間、バインダー繊維は軟化して粘着性となり、フィラメントが相互に交差する場所で融着を生じる。結果として生じる不織布は区域接合された不織布で、接合部位は織物の区域および厚さ全体に均一に分布している。接合部位は、引裂強度および引張強さなどの必要なシート特性を提供する。接合されたウェブは、排出ロールの上を通過して巻取装置36に向かう。
【0038】
一般に、不織ウェブを区域接合すると、半結晶化可能なポリマーがその最大達成可能結晶化度の少なくとも70%の結晶化度を有するように、第1のポリマー成分と第2のポリマー成分の両方が少なくとも部分的に結晶質の状態となる。一実施形態では、区域接合により、その最大達成可能結晶化度の少なくとも90%の結晶化度、例えば、その最大達成可能結晶化度の少なくとも99%などを有する第1および第2のポリマー成分がもたらされる。使用することのできるその他の区域接合法としては、超音波接合、RF接合などが挙げられる。
【0039】
本発明のさらにもう一つの態様では、第1および第2のポリマー成分がフィラメントの横断面の異なる部分に存在する連続二成分フィラメントから、スパンボンド不織布が形成され得る。用語「二成分フィラメント」とは、第1および第2の成分が、フィラメント横断面の異なる部分に存在し、かつ、実質的に連続してフィラメントの長さに沿って伸びている、フィラメントをさす。一実施形態では、複合繊維の断面には、結晶化を誘起する条件に付された第1のポリマー成分を含む異なる領域、および第2のポリマー成分が主に非晶質状態のままである第2の異なる領域が含まれる。そのような二成分フィラメントの断面形状は、例えば、1種類のポリマーがもう1種類を取り囲んでいるシース/コア配置、並列(side−by−side)配置または多葉形状であってよい。
【0040】
この実施形態では、第1および第2の成分は、第2のポリマー成分を形成するポリマーが、第1のポリマー成分のポリマーよりも低い固有粘度を有する、2つの流れの溶融非晶質ポリマーを提供すことにより製造することができる。押出の間、流れを合わせて多成分繊維が形成される。合した溶融流は、次に固有粘度の高いポリマーにおいて結晶化を誘起し、固有粘度の低いポリマーにおいて結晶化を誘起するには不充分な応力に付し、その結果第1および第2のポリマー成分がそれぞれ製造される。
【0041】
図3から図5は、第1のポリマー成分40(マトリックス成分)が繊維の横断面の一部を含み、第2のポリマー成分42(バインダー成分)が繊維の断面の別の部分を含む、本発明の実施形態を図解する。本発明に従う複合繊維は、紡糸口金が所望の断面形状の二成分フィラメントを製造するために設計されている図2に関して、上記の装置および方法を用いて作製することができる。適した紡糸口金は様々な供給元より市販されている。二成分フィラメントを形成するための紡糸口金の一種類は、Hillにより米国特許第5,562,930号に記載されている。紡糸口金は、全ての紡糸口金のオリフィスで二成分フィラメントを形成する形状になっていてよく、またあるいは、所望の特定の製品特性に応じて、紡糸口金は一部の二成分多葉フィラメントならびに完全に第1および第2のポリマー成分のうちの1種類から形成される一部の多葉フィラメントを製造する形状になっていてよい。二成分フィラメントを製造する方法は米国特許出願公開第2003/0119403号により詳細に考察されており、その内容は参照により本明細書に組み込まれる。
【0042】
図3は、第1および第2のポリマー成分が並列形状に配列されている二成分フィラメントを図解する。図4および5は、二成分フィラメントが、複数の葉の輪郭を示す変更された断面を有する、二成分フィラメントを図解する。これらの実施形態において、バインダー成分がフィラメントの表面の少なくとも一部分に存在することが重要であり、望ましくは、バインダー成分は多葉フィラメント断面の葉の少なくとも1つに位置するべきである。最も好ましくは、バインダー成分は、1以上の葉の先端に位置する。一実施形態では、バインダー成分は、フィラメントの約2〜約25重量%、好ましくはフィラメントの約5〜15重量%を構成する。
【0043】
図4は、フィラメントが4つの葉を有する中実多葉(solid multilobal)フィラメント断面を図解する。マトリックス成分40(第1のポリマー成分)はフィラメント断面の中心部分を占め、バインダー成分42は各々の葉の先端部分を占有する。代替実施形態では、バインダー成分は、1枚の葉のみの先端部分、あるいは2枚または3枚の葉の先端を占めてよい。図5は、バインダー成分42が各々の葉の先端部分を占有する中実三葉フィラメント断面を図解する。代替形態では、バインダー成分42は、3枚の葉の1枚または2枚しか占有することができない。
【0044】
さらにもう一つの態様では、本発明は、第1または第2のポリマー成分の1種類がメルトブロー繊維を含み、かつ、もう一方のポリマー成分がスパンボンド連続フィラメントを含む不織布を提供する。用語「メルトブロー繊維」とは、溶融した熱可塑性プラスチック材料を、フィラメントを短繊維に破断する、複数の微細な、通常円形のダイ毛管を通して、溶融したスレッドまたはフィラメントとして収束する高速度加熱ガス(例えば、空気)流の中に押出することにより形成された繊維を意味する。一部の実施形態では、高速度ガスを用いてフィラメントを細径化(attenuate)してその直径を減少させることができ、それは結果としてマイクロファイバーの直径を有する繊維をもたし得る。その後、メルトブロー繊維は、高速度ガス流により運ばれ、捕集面に堆積されて、ランダムに分散したメルトブロー繊維のウェブを形成する。
【0045】
図6は、一対のスパンボンド外層54の間に挟まれたメルトブロー繊維の内層52を含むスパンボンド/メルトブロー/スパンボンド組織(construction)を有する複合材料不織布50を図解する。一実施形態では、外層54は、少なくとも一部分が結晶質であり、不織布においてマトリックス繊維として機能する連続フィラメントから形成され、内層52は、本来は主に非晶質であるメルトブロー繊維から形成される。メルトブロー繊維は、連続フィラメントよりも低い粘着温度を有し、流動して繊維およびフィラメントを相互に融合させて強く凝集性の織物を形成するバインダー繊維として機能する。
【0046】
再び図2を参照すると、本発明の代替実施形態において、フィラメントは同一のポリマー組成から製造することができるが、応力誘起による結晶化を受ける一群のフィラメントおよび実質的に非晶質のままであるもう一群のフィラメントを生じる加工条件に付すことができる。例えば、1以上の紡糸ビームは、ポリマー処理量および/または延伸比または細径化器の設定の結果として、応力誘起による結晶化を経験するフィラメントを生じることができる。もう一つの紡糸ビームからのフィラメントは、結果として応力誘起による結晶化がほとんどまたは全くないフィラメントをもたらす条件、例えば、ポリマー処理量および/または延伸比または細径化に付すことができる。
【0047】
フィラメントにおいて異なる結晶化度および軟化温度を達成するための主な最も好ましい方法は、2つのポリマー成分のポリマー固有粘度を少し変えることによるものである。これは、例えば、ポリマー固有粘度だけが異なる、同じポリマー組成の2つの異なる等級を選択することによって達成することができる。ポリマー組成の固有粘度を下げることも可能であり、それによりポリマー組成をIVの低いバインダー形成成分として使用することができる。例えば添加剤を用いてポリマー鎖の一部を壊してIVを低下させることができ、かつ/または再生利用ポリマーをIVの低い成分の一部または全部として使用することができる。例えば、再生PETを、IVの低いバインダー形成ポリマー成分として使用することができる。再生PETのIVは、バインダー成分として使用できるようにするために、0.62dl/gまたはそれより低く調整することができる。また、紡糸ラインの応力を変更する添加剤の使用によって2つのポリマー成分において異なる結晶化度を達成することも可能である。結晶化度の違いは、紡糸ラインの応力を低下させる、従って結晶化を遅延させる少量の添加剤またはポリマーを組み込むことにより得ることができる。例えば、IVの非常に低いPTTを、PETに少量添加して紡糸ラインの応力を低下させ、かつ結晶化を遅らせることができる。あるいは、エチレングリコール、脂肪酸またはその他の適合した添加剤をPETに添加して、樹脂が押出される時に樹脂を潤滑化させるかまたは可塑化させ、従って紡糸ラインの応力を低下させてもよい。
【0048】
また、第1および/または第2の成分には、メルトスパンポリマー繊維に従来見出される種類の添加剤、例えば染料、色素、可塑剤、蛍光増白剤、充填剤などが含まれてよいことも当然理解される。
【0049】
本発明に従う不織布は、幅広い種類の様々な用途、例えば、衣料品、ドライヤーシート、タオルなどで使用することができる。一部の実施形態では、低融点バインダー成分は繊維を相互に接合するために必要ではないので、本発明に従う不織布は高温での適用に用いることができる。拡大された上限使用温度は、高温流体濾過および繊維強化プラスチックにおいて求められる。
【0050】
以下の実施例は、本発明の様々な実施形態を例証するために提供されるものであり、決して本発明を制限すると解釈されるべきでない。
【0051】
実施例
実施例1(比較例):別個のホモポリマーマトリックスおよび共重合体バインダー繊維
区域接合された不織布を、別個のPETホモポリマーおよびイソフタル酸(IPA)改質PET共重合体フィラメントを用いて製造した。スピンパックは、ホモポリマーのための120個の三葉の穴と、共重合体のための12個の丸い穴で構成された。共重合体とホモポリマーの両方を、押出の前に140℃にて5時間乾燥させた。共重合体とホモポリマーの両方に関するポリマー処理量は、1.8グラム/穴/分であった。溶融紡糸繊維を、紡糸口金を出る際に急冷し、ゴデットロールを用いて繊維を4dpfに引き下げた。条件を下にまとめる。
ホモポリマー:DuPont 1941 PETホモポリマー(0.67dl/g IV、融点260℃)、
共重合体:DuPont 3946R IPA改質PET共重合体(0.65dl/g IV、融点215℃)、
ホモポリマー処理量:1.8グラム/穴/分、
共重合体処理量:1.8グラム/穴/分、
共重合体%:9%、
紡糸速度:3,000ヤード/分(2743m/分)、
繊維デニール:4dpf。
ホモポリマー押出機条件:
ゾーン1:293℃
ゾーン2:296℃
ゾーン3:299℃
ゾーン4:302℃
ブロック温度:304℃。
共重合体押出機条件:
ゾーン1:265℃
ゾーン2:288℃
ゾーン3:293℃
ブロック温度:304℃
【0052】
延伸したフィラメントを、62フィート/分(0.315m/s)の速度で移動する移動ワイヤの上に分散させ、115℃の蒸気で処理してウェブを結合させて、ウェブを接合機に移動させることができるようにした。次に、ウェブをスルー・エア・ボンダー(through air bonder)において220℃で接合させて区域接合された不織布を製造した。不織ウェブの坪量は、0.8osy(27.1g/m2)であった。
【0053】
実施例2(本発明):別個のホモポリマーマトリックスおよびホモポリマーバインダーフィラメント
本発明に従う区域接合された不織布を、異なるポリマーIVを有する別個のPETホモポリマーフィラメントを用いて製造した第1および第2のポリマー成分から形成した。スピンパックは、IVの高いホモポリマー(強度繊維)のための120個の三葉の穴と、IVの低いホモポリマー(バインダー繊維)のための12個の丸い穴で構成された。両方のホモポリマーを、押出の前に140℃にて5時間乾燥させた。ポリマー処理量は、両方のPET樹脂に関して1.8グラム/穴/分であった。溶融紡糸繊維を、紡糸口金を出る際に急冷し、ゴデットロールを用いて繊維を4dpfに引き下げた。条件を下にまとめる。
ホモポリマーフィラメント(第1のポリマー成分):DuPont 1941 PETホモポリマー(0.67dl/g IV、溶融温度260℃)、
ホモポリマー(第2のポリマー成分):Eastman F61HC PETホモポリマー(0.61dl/g IV、溶融温度260℃)、
第1のポリマー成分処理量:1.8グラム/穴/分、
第2のポリマー成分処理量:1.8グラム/穴/分、
第2のポリマー成分:9%、
紡糸速度:3,000ヤード/分(2743m/分)、
繊維デニール:4dpf。
第1のポリマー成分押出機条件:
ゾーン1:293℃
ゾーン2:296℃
ゾーン3:299℃
ゾーン4:302℃
ブロック温度:304℃。
第2のポリマー成分押出機条件:
ゾーン1:296℃
ゾーン2:299℃
ゾーン3:302℃
ブロック温度:304℃
【0054】
延伸したフィラメントを、62フィート/分(0.315m/s)の速度で移動する移動ワイヤの上に分散させ、115℃の蒸気で処理してウェブを結合させて、ウェブを接合機に移動させることができるようにした。次に、フィラメントを220℃で相互に接合させて区域接合された不織布を製造した。不織ウェブの坪量は、0.8osy(27.1g/m2)であった。下の表1は、実施例1および2で作製した不織布の特性を比較したものである。不織ウェブを、繊維製品のための総合的な試験法ASTM D−1117に従って試験した。
【0055】
【表1】
【0056】
表1から、実施例1(比較例)および実施例2(本発明)の特性の多くが類似していることが分かる。ストリップ引張(strip tensile)は、実施例1に関してわずかに高かったが、実施例2のトラップ引裂強さ(trap tears)は実施例1のほぼ2倍であった。
【0057】
図7および8は、実施例1の不織布のSEM顕微鏡写真である。図7および8に示されるように、織物の共重合体フィラメントは、溶融し、溶融温度の高いマトリックスフィラメントと合流し、それによりマトリックスフィラメントをともに接合する。結果として、織物の一部の区域において、共重合体バインダーフィラメントは軟化し、かつ、もはや実質的な識別可能な構造がないか、またはフィラメント様の形状を持たない点まで流された。容易に見ることのできる唯一のフィラメントは、溶融温度の高いホモポリマーフィラメントである。図9および10は、実施例2(本発明)の不織布のSEM顕微鏡写真である。実施例1の不織布と対照的に、バインダーフィラメントおよびマトリックスフィラメントの両方が図9および10においてはっきりと分かる。特に、バインダーフィラメントは、無傷のまま残る識別可能なフィラメント構造を有する。顕微鏡写真はまた、バインダーフィラメントが、バインダーフィラメント構造を溶融することまたは失うことなく接触点でバインダーフィラメントとマトリックスフィラメントをともに接合するために、マトリックスフィラメントの周囲に何らかの変形を有したことを明らかにする。一実施形態では、本発明の不織布は、バインダーフィラメントが溶融し、マトリックスフィラメントと一緒にかつ周囲で流れる領域がないことを特徴とする。図9および10の実施形態において、織物は、フィラメント(バインダーフィラメント)の一部がその他のフィラメントと接触点で融合している複数の相互に連結された連続フィラメントを有することによりさらに特徴付けられ、この際、フィラメント(マトリックスフィラメント)の一部は接触点で、例えば、2つのマトリックスフィラメントが相互に接触する時などに、相互に融合していない。さらに、バインダーフィラメントは一般的に実施例1に関連して形成される液滴を形成するように思われない。かかる液滴は、粒子汚染を引き起こし得るその後の処理の間に除去することができる。
【0058】
図11は、実施例1の不織布の示差走査熱量測定(DSC)トレースである。DSCトレースは、実施例1の不織布に関して2つの異なる溶融温度(例えば、約214℃および約260℃)を表す2つの異なった変曲点をはっきりと示す。これらの2つの溶融温度は、溶融温度の低いバインダーフィラメントと溶融温度の高いマトリックスフィラメントに起因する。例えば、バインダーフィラメントを含む共重合体は215℃前後で溶融するのに対し、マトリックスフィラメント(ホモポリマー)は260℃前後で溶融する。対照的に、実施例2の不織布のDSCトレースは、260℃の単一の溶融温度のみを示す。これは、バインダーフィラメントおよびマトリックスフィラメントが両方とも実質的に同じポリマー組成、例えばPETなどから形成されている結果である。さらに、実施例1のように低い溶融温度を有する共重合体を含めることが必要ではないので、本発明に従う不織布を高い温度で使用することができる。具体的に、実施例2の不織布は、実施例1の不織布よりもおよそ40℃高い温度で使用することができる。DSCは、Universal V2.4F TA Instrumentを用いてASTM E−794に従って測定した。
【0059】
染料は、繊維の形態を調査するために一般に使用される。結晶化度、微結晶サイズ、および非晶質分子の配向のレベルは、染料取込みに影響を及ぼす。一般に、結晶性が低く、配向の少ない非晶質相を有するサンプルは、染料をより容易に受け入れる。実施例2を製造するために用いた2つの異なるフィラメントは、染料取込みにより区別することができる。一般に、色の暗いフィラメントのほうが非晶質配向は少なく、より明るい色のフィラメントはより高度の配向を示し、それはマトリックスフィラメントを示す。図15Aおよび15Bを参照すると、染色の結果、マトリックスフィラメントはバインダーフィラメントと比較して相対的に明るい色を有することが分かる。既に考察したように、より高いレベルまたは配向を有するフィラメント(すなわちマトリックスフィラメント)は、バインダーフィラメントほど容易に染料を取り込まず、結果として色が相対的に明るい。図15Aおよび15Bは、光学カメラを装備したBausch and Lomb光学顕微鏡で撮影した実施例2の顕微鏡写真である。顕微鏡写真の倍率は200倍である。図15Aおよび15Bの織物は、少なくとも一部分が結晶質であるマトリックスフィラメントおよび熱接合の間実質的に非晶質状態であったバインダーフィラメントから形成されたPETを含む複数のホモフィラメントを含む。
【0060】
実施例3(比較例):シース/コア共重合体/ホモポリマー三葉複合繊維
実施例3において、区域接合された不織布を複合繊維形状に製造した。PETホモポリマーをコアに使用し、一方、IPA改質PET共重合体をシースに使用した。スピンパックは200個の三葉の穴で構成された。共重合体とホモポリマーの両方を、押出の前に140℃にて5時間乾燥させた。ポリマー処理量は、結果として生じる繊維が10%のシースと90%のコアから構成されるように、ホモポリマーコアに関して1.2グラム/穴/分で、共重合体シースに関して0.14グラム/穴/分であった。溶融紡糸繊維を、紡糸口金を出る際に急冷し、ゴデットロールを用いて繊維を3dpfに引き下げた。条件を下にまとめる。
コア:DuPont 1941 PETホモポリマー(0.67dl/g IV、融点260℃)、
シース:DuPont 3946R IPA改質PET共重合体(0.65dl/g IV、融点215℃)、
コアポリマー処理量:1.2グラム/穴/分、
シースポリマー処理量:0.14グラム/穴/分、
シース%:10%、
紡糸速度:3,000ヤード/分(2743m/分)、
繊維デニール:3dpf。
コア(ホモポリマー)押出機条件:
ゾーン1:293℃
ゾーン2:296℃
ゾーン3:299℃
ゾーン4:302℃
ブロック温度:304℃。
シース(共重合体)押出機条件:
ゾーン1:265℃
ゾーン2:288℃
ゾーン3:293℃
ブロック温度:304℃。
【0061】
延伸したフィラメントを、22フィート/分(0.11m/s)の速度で移動する移動ワイヤの上に分散させ、115℃の蒸気で加熱処理してウェブを結合させて、ウェブを220℃の接合機に移動させて区域接合された不織布を製造できるようにした。不織ウェブの坪量は、2.8osy(94.9g/m2)であった。
【0062】
実施例4(本発明):シース/コアホモポリマー/ホモポリマー三葉複合繊維
区域接合された不織布を複合繊維形状に製造した。IVの高いPETホモポリマーをコアに使用し、一方、IVの低いPETホモポリマーをシースに使用した。スピンパックは200個の三葉の穴で構成された。両方のホモポリマーを、押出の前に140℃にて5時間乾燥させた。ポリマー処理量は、結果として生じる繊維が10%のシースと90%のコアから構成されるように、コアポリマーに関して1.2グラム/穴/分で、シースポリマーに関して0.14グラム/穴/分であった。溶融紡糸繊維を、紡糸口金を出る際に急冷し、ゴデットロールを用いて繊維を3dpfに引き下げた。条件を下にまとめる。
コア:DuPont 1941 PETホモポリマー(0.67dl/g IV、融点260℃)、
シース:Eastman F61HC PETホモポリマー(0.61dl/g IV、融点260℃)、
コアポリマー処理量:1.2グラム/穴/分、
シースポリマー処理量:0.14グラム/穴/分、
シース%:10%、
紡糸速度:3,000ヤード/分(2743m/分)、
繊維デニール:3dpf。
コア(ホモポリマー)押出機条件:
ゾーン1:293℃
ゾーン2:296℃
ゾーン3:299℃
ゾーン4:302℃
ブロック温度:304℃。
シース(共重合体)押出機条件:
ゾーン1:296℃
ゾーン2:299℃
ゾーン3:302℃
ブロック温度:304℃。
【0063】
【表2】
【0064】
表2は、実施例3および4で製造された不織布が類似する物理的特性を有することを示す。実施例3(比較例)のDSCトレースである図13は、実施例3の不織布に関して2つの異なった溶融温度を示す。実施例3では、バインダーフィラメントは、215℃前後で溶融するのに対し、マトリックスフィラメントは、260℃前後で溶融する。図14は実施例4(本発明)の不織布のDSCトレースである。実施例4のDSCトレースは、260℃の単一の融点しか示さない。実施例1および2において見られるように、実施例4の本発明の不織布も、実施例3の織物よりも高い温度で使用することができる。
【0065】
以下の実施例において、PETを含むバインダーフィラメントおよびマトリックスフィラメントの両方を調製するために、様々な紡糸速度および固有粘度が検討された。これらのフィラメントは、繊維スピンパックを通じてフィラメントを押出し、繊維を急冷し、ゴデットロールを用いてフィラメントを延伸し、繊維を捕集ベルトの上に置くことにより作製された。次に、繊維サンプルを試験用に収集した。繊維の種類は、繊維の束を130℃の実験用ラミネータに送り込むことにより決定した。バインダー繊維は130℃で融合したが、マトリックス繊維はこの温度では結合しない。
【0066】
表3のフィラメントは、以下のポリマー組成から作製した。
サンプル1〜6:DuPont 1941 PETホモポリマー(0.67dl/g IV、溶融温度260℃)、
サンプル7〜12:Eastman F61HC PETホモポリマー(0.61dl/g IV、溶融温度260℃)、
サンプル13〜18:Eastman F53HC PETホモポリマー(0.53dl/g IV、溶融温度260℃)。
【0067】
応力誘起による結晶化を受けるポリマーの相対結晶化度は、DSC技法を用いて実験的に推定することができる。この例では、各々のサンプルについてTA Instrumentsモデル2920 DSCを用いて結晶化度を推定した。この値を表3に示す。非晶質状態のポリマー試験片の結晶化熱を決定するため、PETポリマーのサンプルを、少なくとも融点より20℃高い温度まで加熱した後、サンプルを取り出し、低温凍結スプレー(cryogenic freeze spray)(Chemtronics Freeze−IT)を用いて急速に急冷した。次に、サンプルを室温に平衡化させた後、10℃/分で加熱した。サンプルは100%非晶質であると想定され、DSC曲線の面積から、非晶質PETの結晶化熱を31.9ジュール/グラムであると決定した。
【0068】
次に、繊維を10℃/分で加熱することおよび結晶化熱をDSC曲線の面積から測定することにより、紡糸繊維の結晶化度を推定した。最大達成可能結晶化度(結晶化の程度)のパーセントは、式[1−(繊維の結晶化熱/非晶質の結晶化熱)]×100%により計算される。
【0069】
【表3】
【0070】
一般に、表3のデータにより、約35%またはそれ以上の結晶化度を有するフィラメントはマトリックスフィラメントを示す特性を提示し、一方この値よりも低い結晶化度をもつフィラメントは一般にバインダーフィラメント特性を提示したことが示された。これらの実施例の目的の一つは、紡糸速度の変動がどのように紡糸ライン応力、そして次にフィラメントの結晶化の程度に影響を及ぼすかを説明することである。これらの実施例は接合条件に付されていないフィラメントのためのものであった。また、表3のデータから各ポリマーに対する紡糸速度が増加するにつれて、結晶化の開始温度が低下することも示される。
【0071】
不織布がその後に加熱されてバインダーフィラメントを軟化および融合させると、さらなる結晶化がマトリックスフィラメントおよびバインダーフィラメントの両方において起こることは当然理解される。結果として、最終の接合された織物において、ポリマーははるかに高度の結晶化を有することになる。最終製品において、結晶化度はポリマーの最大達成可能結晶化度の少なくとも50%、より望ましくは少なくとも60%、さらにより望ましくは少なくとも80%となる。実際に、結晶化度はポリマーの最大達成可能結晶化度の95%またはそれ以上であり得る。
【0072】
表3のデータはまた、約20ジュール/グラムよりも高い融解熱を有するフィラメントは一般にバインダー繊維として有用であり、20ジュール/グラム未満の融解熱をもつフィラメントは一般にマトリックス繊維であったことを示唆する。
【0073】
サンプル19〜32において、PLAおよびPTTを含むフィラメントのバインダー/マトリックス特性を検討した。結果を下の表4にまとめる。表3のフィラメントは、以下のポリマー組成から作製した。
サンプル19〜24:Nature Works 6202Dポリ乳酸(PLA)
サンプル25〜32:Shell Corterra 509201ポリトリメチレンテレフタラート(PTT)
【0074】
【表4】
【0075】
PLAを含み約82℃よりも高い結晶化温度を有するフィラメントは、一般にバインダー繊維を示す特性を提示した。PTTに関して、61℃よりも高い結晶点はバインダー繊維を示すと思われた。
【0076】
実施例5(比較例):別個のホモポリマーマトリックスおよび共重合体バインダー繊維
区域接合された不織布を、別個のPETホモポリマーおよびイソフタル酸(IPA)改質PET共重合体フィラメントを用いて製造した。溶融紡糸繊維を、紡糸口金を出る際に急冷し、ゴデットロールを用いて繊維を4dpfに引き下げた。条件を下にまとめる。
ホモポリマー:DuPont 1941 PETホモポリマー(0.67dl/g IV、融点260℃)、
共重合体:DuPont 3946R IPA改質PET共重合体(0.65dl/g IV、融点215℃)、
共重合体%:9%、
紡糸速度:2,500ヤード/分(2286m/分)、
繊維デニール:4dpf。
ホモポリマー押出機条件:
ゾーン1:250℃
ゾーン2:260℃
ゾーン3:270℃
ゾーン4:270℃
ゾーン5:270℃
ゾーン6:270℃
ブロック温度:270℃。
共重合体押出機条件:
ゾーン1:250℃
ゾーン2:260℃
ゾーン3:265℃
ゾーン4:265℃
ゾーン5:265℃
ゾーン6:265℃
ブロック温度:265℃。
【0077】
延伸したフィラメントを、移動ワイヤの上に分散させ、蒸気で処理してウェブを結合させて、ウェブを接合機に移動させることができるようにした。次に、ウェブをスルー・エア・ボンダー(through air bonder)において230℃で接合させて区域接合された不織布を製造した。不織ウェブの坪量は、0.55osy(18.6g/m2)であった。
【0078】
実施例6(本発明):別個のホモポリマーマトリックスおよびホモポリマーバインダーフィラメント
本発明に従う区域接合された不織布を、異なるポリマーIVを有する別個のPETホモポリマーフィラメントを用いて製造した第1および第2のポリマー成分から形成した。両方のホモポリマーを、押出の前に140℃にて5時間乾燥させた。溶融紡糸繊維を、紡糸口金を出る際に急冷し、ゴデットロールを用いて繊維を4dpfに引き下げた。条件を下にまとめる。
ホモポリマーフィラメント(第1のポリマー成分):DuPont 1941 PETホモポリマー(0.67dl/g IV、溶融温度260℃)、
ホモポリマー(第2のポリマー成分):DuPont 3948 PETホモポリマー(0.59dl/g IV、溶融温度260℃)、
第2のポリマー成分:9%、
紡糸速度:2,500ヤード/分(2286m/分)、
繊維デニール:4dpf。
ホモポリマー押出機条件:
ゾーン1:250℃
ゾーン2:260℃
ゾーン3:270℃
ゾーン4:270℃
ゾーン5:270℃
ゾーン6:270℃
ブロック温度:270℃。
第2のポリマー成分押出機条件:
ゾーン1:250℃
ゾーン2:260℃
ゾーン3:270℃
ゾーン4:270℃
ゾーン5:270℃
ゾーン6:270℃
ブロック温度:270℃。
【0079】
延伸したフィラメントを、移動ワイヤの上に分散させ、蒸気で処理してウェブを結合させて、ウェブを接合機に移動させることができるようにした。次に、フィラメントを230℃で相互に接合させて区域接合された不織布を製造した。不織ウェブの坪量は、0.55osy(18.6g/m2)であった。下の表5は、比較特性が実施例5および6において得られたことを示す。不織ウェブは、繊維製品のための総合的な試験法ASTM D−1117に従って試験した。
【0080】
【表5】
【0081】
実施例7(比較例):別個のホモポリマーマトリックスおよび共重合体バインダー繊維
区域接合された不織布を、別個のPETホモポリマーおよびイソフタル酸(IPA)改質PET共重合体フィラメントを用いて製造した。溶融紡糸繊維を、紡糸口金を出る際に急冷し、ゴデットロールを用いて繊維を4dpfに引き下げた。条件を下にまとめる。
ホモポリマー:DuPont 1941 PETホモポリマー(0.67dl/g IV、融点260℃)、
共重合体:DuPont 3946R IPA改質PET共重合体(0.65dl/g IV、融点215℃)、
共重合体%:8.5%、
紡糸速度:2,750ヤード/分(2515m/分)、
繊維デニール:4dpf。
ホモポリマー押出機条件:
ゾーン1:250℃
ゾーン2:260℃
ゾーン3:270℃
ゾーン4:275℃
ゾーン5:275℃
ゾーン6:275℃
ブロック温度:275℃
共重合体押出機条件:
ゾーン1:250℃
ゾーン2:260℃
ゾーン3:265℃
ゾーン4:265℃
ゾーン5:265℃
ブロック温度:265℃。
【0082】
延伸したフィラメントを、移動ワイヤの上に分散させ、蒸気で処理してウェブを結合させて、ウェブを接合機に移動させることができるようにした。次に、ウェブをスルー・エア・ボンダー(through air bonder)において230℃で接合させて区域接合された不織布を製造した。不織ウェブの坪量は、0.56osy(19.0g/m2)であった。
【0083】
実施例8(本発明):別個のホモポリマーマトリックスおよびホモポリマーバインダーフィラメント
本発明に従う区域接合された不織布を、異なるポリマーIVを有する別個のPETホモポリマーフィラメントを用いて製造した第1および第2のポリマー成分から形成した。両方のホモポリマーを、押出の前に140℃にて5時間乾燥させた。溶融紡糸繊維を、紡糸口金を出る際に急冷し、ゴデットロールを用いて繊維を4dpfに引き下げた。条件を下にまとめる。
ホモポリマーフィラメント(第1のポリマー成分):DuPont 1941 PETホモポリマー(0.67dl/g IV、溶融温度260℃)、
ホモポリマー(第2のポリマー成分):DuPont 3948 PETホモポリマー(0.59dl/g IV、溶融温度260℃)、
第2のポリマー成分:8.5%、
紡糸速度:2,750ヤード/分(2515m/分)、
繊維デニール:4dpf。
ホモポリマー押出機条件:
ゾーン1:250℃
ゾーン2:260℃
ゾーン3:270℃
ゾーン4:270℃
ゾーン5:270℃
ゾーン6:270℃
ブロック温度:270℃。
第2のポリマー成分押出機条件:
ゾーン1:250℃
ゾーン2:260℃
ゾーン3:270℃
ゾーン4:270℃
ゾーン5:270℃
ゾーン6:270℃
ブロック温度:270℃。
【0084】
延伸したフィラメントを、移動ワイヤの上に分散させ、蒸気で処理してウェブを結合させて、ウェブを接合機に移動させることができるようにした。次に、フィラメントを230℃で相互に接合させて区域接合された不織布を製造した。不織ウェブの坪量は、0.56osy(19.0g/m2)であった。下の表6は、実施例7および8において作製した不織布の特性を比較する。不織ウェブは、繊維製品のための総合的な試験法ASTM D−1117に従って試験した。
【0085】
【表6】
【0086】
表6から、実施例1(比較例)および実施例2(本発明)の特性の多くが類似していることが分かる。
【0087】
本明細書に説明した本発明の多くの変形形態およびその他の実施形態、前述の説明および関連する図面により示される教示の利益を得る、本発明の属する分野の当業者に容易に思い浮かぶ。従って、本発明は開示される特定の実施形態に限定されるものではなく、変形形態およびその他の実施形態は添付される特許請求の範囲内に含まれることが意図されることは理解される。本明細書において具体的な用語が使用されているが、それらは一般的かつ記述的な意味でのみ使用されるものであり、限定するためのものではない。
【特許請求の範囲】
【請求項1】
結晶化可能な非晶質ポリマーを溶融押出して複数の繊維を製造する段階と、
前記ポリマーを、少なくとも一部分が結晶質である第1のポリマー成分および実質的に非晶質である第2のポリマー成分を製造する加工条件に付す段階と、
繊維を捕集面に堆積させて、前記部分的に結晶質の第1のポリマー成分と前記非晶質の第2のポリマー成分の両方を含有するウェブを形成する段階と、
繊維を相互に接合して、非晶質の第2のポリマー成分が軟化および融合して第1のポリマー成分との接着を形成している接合不織ウェブを形成する段階と、
第2のポリマー成分を結晶化させて、結果として生じる不織布中で前記両方のポリマー成分が少なくとも一部分が結晶質であるようにする段階とを含む不織布を作製する方法。
【請求項2】
第1および第2のポリマー成分を製造する加工条件に前記ポリマーを付す段階が、前記ポリマーの第1の部分を、前記第1のポリマー成分を形成する結晶化を誘起する応力に付すこと、および、ポリマーの第2の部分を、前記第2のポリマー成分を形成する結晶化を誘起するためには不充分な応力に付すことを含む請求項1に記載の方法。
【請求項3】
溶融押出する段階が、第1および第2の群の連続フィラメントを形成する1以上の紡糸口金を通じてポリマーを溶融押出することを含み、かつ、第1および第2のポリマー成分を製造する加工条件に前記ポリマーを付す前記段階が、前記第1の群の連続フィラメントに結晶化を誘起する応力を加えること、および、前記第2の群の連続フィラメントに結晶化を誘起するためには不充分な応力を加えることを含む請求項1に記載の方法。
【請求項4】
前記第1および第2の群のフィラメントを、結晶化を誘起するまたは誘起しない応力に付す前記段階が、異なる延伸条件下でフィラメントを延伸することを含む請求項3に記載の方法。
【請求項5】
前記第1および第2の群のフィラメントを、結晶化を誘起するまたは誘起しない応力に付す前記段階が、異なる押出速度でフィラメントを押出することを含む、請求項3に記載の方法。
【請求項6】
結晶化可能なポリマーを押出する段階が、第1および第2の押出機から前記ポリマーを押出することを含み、かつ、ポリマーを第1および第2のポリマー成分を製造する加工条件に付す前記段階が、前記第1の押出機中のポリマーの固有粘度と比較して前記第2の押出機中のポリマーの固有粘度の低下をもたらすことを含む請求項3に記載の方法。
【請求項7】
粘度を低下させる化合物を前記第2の押出機中のポリマーに添加することにより、前記第2の押出機中のポリマーの固有粘度を低下させる請求項6に記載の方法。
【請求項8】
再生利用ポリマーを前記第2の押出機に添加することにより、前記第2の押出機中のポリマーの固有粘度を低下させる請求項6に記載の方法。
【請求項9】
結晶化可能な非晶質ポリマーを溶融押出して複数の繊維を製造する前記段階が、フィラメントの横断面の異なる部分に存在する第1および第2のポリマー成分で二成分フィラメントを形成する形状になっている1以上の紡糸口金を通じてポリマーを溶融押出することを含む請求項6に記載の方法。
【請求項10】
紡糸口金が、フィラメントの少なくとも一部の葉に存在する第2のポリマー成分で連続多葉フィラメントを形成する形状になっている請求項9に記載の方法。
【請求項11】
前記結晶化可能なポリマーが、ポリエチレンテレフタラート、ポリトリメチレンテレフタラート(terphthalate)、ポリブチレンテレフタラートおよびポリ乳酸ならびにそれらの共重合体および組合せからなる群から選択される請求項1に記載の方法。
【請求項12】
接合の前の前記第2のポリマー成分が、前記第1のポリマー成分の軟化温度よりも少なくとも5℃低い軟化温度を有する請求項1に記載の方法。
【請求項13】
繊維を接合する前記段階が、前記第2のポリマー成分は軟化して粘着性になるが、前記第1のポリマー成分は固体のままである温度まで繊維を加熱すること、軟化した前記第2のポリマー成分が繊維の交差点で他の繊維の部分に接着する間に繊維をウェブの形態に維持すること、および、繊維を冷却して前記第2のポリマー成分を凝固させ、接合された不織ウェブを形成することを含む請求項1に記載の方法。
【請求項14】
第1および第2の群の連続フィラメントを形成する1以上の紡糸口金を通じて結晶化可能な非晶質ポリマーを溶融押出する段階と、
前記第1の群の連続フィラメントに、応力誘起による結晶化が生じるように応力を与えて、前記フィラメントが少なくとも一部分結晶化しているようにし、かつ、前記第2の群の連続フィラメントに、フィラメントが実質的に非晶質のままであるように、応力誘起による結晶化を生じるためには不充分な応力を与える加工条件に第1および第2の群の連続フィラメントを付す段階と、
前記第1および第2の群の連続フィラメントを捕集面に堆積させて、マトリックスフィラメントとして前記部分的に結晶質の第1のフィラメントおよびバインダーフィラメントとして前記非晶質の第2のフィラメントの両方を含有するウェブを形成する段階と、
非晶質バインダーフィラメントが軟化および融合して相互のおよびマトリックスフィラメントとの接着を形成するようにウェブを加熱し、同時にそれらの連続したフィラメント状の形態を維持する段階と、
結果として生じる不織布において前記マトリックスフィラメントと前記バインダーフィラメントの両方が、少なくとも一部分結晶質であるように、加熱段階の間に前記非晶質バインダーフィラメントの結晶化をもたらす段階とを含む不織布を作製する方法。
【請求項15】
前記結晶化可能な非晶質ポリマーが、ポリエチレンテレフタラートを含む請求項14に記載の方法。
【請求項16】
前記第1および第2の群のフィラメントに応力を与える加工条件に付す前記段階が、前記第1および第2の群のフィラメントの前記ポリマーに異なる固有粘度をもたらすことを含む請求項14に記載の方法。
【請求項17】
前記第1および第2の群のフィラメントに応力を与える加工条件に付す前記段階が、フィラメントを異なる押出速度で押出することを含む請求項14に記載の方法。
【請求項18】
フィラメントの横断面の異なる部分に存在する第1および第2のポリマー成分を有する二成分フィラメントを形成する形状になっている1以上の紡糸口金を通じて、結晶化可能な非晶質ポリマーを溶融押出する段階であって、前記第2の成分中のポリマーの固有粘度が前記第1の成分中のポリマーの固有粘度と比較して低下している段階と、
前記第2のポリマー成分が実質的に非晶質のままであるように、前記フィラメントを細径化(attenuating)して、前記フィラメントの第1のポリマー成分において応力誘起による結晶化を引き起こすが、前記第2のポリマー成分において応力誘起による結晶化を生じない段階と、
前記二成分フィラメントを捕集面に堆積させてウェブを形成する段階であって、前記フィラメントの第1のポリマー成分が部分的に結晶質であってフィラメントのマトリックス成分の役割をし、かつ、前記フィラメントの第2のポリマー成分が非晶質であって前記フィラメントのバインダー成分の役割をする段階と、
前記フィラメントの非晶質バインダー成分が軟化および融合して接着フィラメント(contacting filaments)との接合を形成すると同時に、前記フィラメントがそれらの連続したフィラメント状の形態を維持するようにウェブを加熱する段階と、
結果として生じる不織布中の二成分フィラメントのマトリックス成分とバインダー成分の両方が少なくとも一部分結晶質であるように、フィラメントの非晶質バインダー成分の結晶化を加熱段階の間にもたらす段階とを含む不織布を作製する方法。
【請求項19】
異なる固有粘度の前記第1および第2のポリマー成分を2つの別個の源から供給することを含む請求項18に記載の方法。
【請求項20】
前記第1および第2のポリマー成分を同じ源から供給すること、および、粘度を低下させる添加剤を導入することにより前記第2のポリマー成分の固有粘度を低下させることを含む請求項18に記載の方法。
【請求項21】
織物全体にわたって相互に融着して強い凝集性の不織布を形成する半結晶性の熱可塑性ポリマーからなる繊維を含み、前記不織布の繊維が、DSCトレースから明らかなように単一の溶融ピークを示す区域接合不織布。
【請求項22】
前記繊維が、応力下で結晶化されたマトリックス繊維および応力なしで熱により結晶化したバインダー繊維を含み、かつ、前記繊維が、前記バインダー繊維によってのみ融着されている請求項21に記載の不織布。
【請求項23】
前記マトリックス繊維および前記バインダー繊維が、異なる染料取込みを示す請求項22に記載の不織布。
【請求項24】
前記繊維の半結晶化可能なポリマーが、少なくとも50%の結晶化度を有する請求項21に記載の不織布。
【請求項25】
前記ポリマーが、少なくとも80%の結晶化度を有する請求項24に記載の不織布。
【請求項26】
前記半結晶化可能なポリマーが、ポリエチレンテレフタラート、ポリトリメチレンテレフタラート、ポリブチレンテレフタラートおよびポリ乳酸からなる群から選択されるポリエステルである請求項21に記載の不織布。
【請求項27】
前記不織布の繊維が、一部のフィラメントが隣接するフィラメントに接触点で融合し、一部のフィラメントが隣接するフィラメントに接触点で融合していない、相互に連結された連続フィラメントを含む請求項21に記載の不織布。
【請求項28】
半結晶性の熱可塑性ポリマーからなる連続フィラメントおよび織物全体に位置する非常に多数の熱融着から本質的になる区域接合されたスパンボンド不織布であって、前記融着が、接着フィラメントが軟化して相互に熱融合している区域からなり、かつ、フィラメントがそのフィラメント状の形態を織物全体に保持する不織布。
【請求項29】
前記フィラメントが、多葉断面を有する請求項28に記載の不織布。
【請求項30】
前記融着が、前記多葉フィラメントの葉にのみ存在する請求項29に記載の不織布。
【請求項31】
前記不織布の前記連続フィラメントが、応力下で結晶化したマトリックスフィラメントおよび応力なしに熱により結晶化したバインダーフィラメントを含み、かつ、前記融着が前記バインダーフィラメントによってのみ形成される請求項28に記載の不織布。
【請求項32】
前記繊維の半結晶化可能なポリマーが、少なくとも95%の結晶化度を有する請求項28に記載の不織布。
【請求項33】
前記半結晶化可能なポリマーが、ポリエチレンテレフタラート、ポリトリメチレンテレフタラート、ポリブチレンテレフタラートおよびポリ乳酸からなる群から選択されるポリエステルである請求項28に記載の不織布。
【請求項34】
相対的に高い固有粘度のポリエチレンテレフタラートホモポリマーから溶融押出されたマトリックスフィラメントと、相対的に低い固有粘度のポリエチレンテレフタラートホモポリマーから溶融押出されたバインダーフィラメントを含むポリエチレンテレフタラートホモポリマーからなる連続フィラメント、および、織物全体に位置する非常に多数の熱融着を含む、区域接合されたスパンボンド不織布であって、前記融着が、バインダーフィラメントが軟化して隣接するフィラメントに接触点で熱融合した区域からなり、かつ、バインダーおよびマトリックスフィラメントがそのフィラメント状の形態を織物全体に保持しており、かつ、マトリックスフィラメントとバインダーフィラメントの両方が半結晶の状態であってDSCトレースから明らかなように単一の溶融ピークを示す不織布。
【請求項35】
前記マトリックスフィラメントが、約0.65dl/gまたはそれ以上の固有粘度を有するポリエチレンテレフタラートホモポリマーで形成され、前記バインダーフィラメントが、約0.62dl/gまたはそれ未満の固有粘度を有するポリエチレンテレフタラートホモポリマーで形成されている請求項34に記載の不織布。
【請求項36】
前記マトリックスフィラメントおよびバインダーフィラメントが、異なる染料取込みを示す請求項34に記載の不織布。
【請求項37】
前記マトリックスおよびバインダーフィラメントの半結晶化可能なポリマーが、少なくとも95%の結晶化度を有する請求項34に記載の不織布。
【請求項38】
相対的に高い固有粘度のポリエチレンテレフタラートホモポリマーから溶融押出されたマトリックス成分および相対的に低い固有粘度のポリエチレンテレフタラートホモポリマーから溶融押出されたバインダー成分を含むポリエチレンテレフタラートホモポリマーからなる連続二成分フィラメント、および織物全体に位置する非常に多数の熱融着を含む、区域接合されたスパンボンド不織布であって、前記融着が、バインダー成分が軟化して隣接するフィラメントに接触点で熱融合した区域からなり、かつ、マトリックス成分とバインダー成分の両方が半結晶の状態であってDSCトレースから明らかなように単一の溶融ピークを示す不織布。
【請求項39】
前記マトリックス成分が、約0.65dl/gまたはそれ以上の固有粘度を有するポリエチレンテレフタラートホモポリマーで形成され、前記バインダー成分が、約0.62dl/gまたはそれ未満の固有粘度を有するポリエチレンテレフタラートホモポリマーで形成されている請求項38に記載の不織布。
【請求項40】
前記二成分フィラメントが、マトリックス成分がコアを占有し、前記バインダー成分が周囲のシースを占有する、シース−コアの断面形状を有する請求項38に記載の不織布。
【請求項41】
前記マトリックスの半結晶化可能なポリマーおよびバインダー成分が、少なくとも95%の結晶化度を有する請求項38に記載の不織布。
【請求項42】
請求項1の方法により製造された区域接合不織布。
【請求項43】
請求項14の方法により製造された区域接合不織布。
【請求項44】
請求項18の方法により製造された区域接合不織布。
【請求項1】
結晶化可能な非晶質ポリマーを溶融押出して複数の繊維を製造する段階と、
前記ポリマーを、少なくとも一部分が結晶質である第1のポリマー成分および実質的に非晶質である第2のポリマー成分を製造する加工条件に付す段階と、
繊維を捕集面に堆積させて、前記部分的に結晶質の第1のポリマー成分と前記非晶質の第2のポリマー成分の両方を含有するウェブを形成する段階と、
繊維を相互に接合して、非晶質の第2のポリマー成分が軟化および融合して第1のポリマー成分との接着を形成している接合不織ウェブを形成する段階と、
第2のポリマー成分を結晶化させて、結果として生じる不織布中で前記両方のポリマー成分が少なくとも一部分が結晶質であるようにする段階とを含む不織布を作製する方法。
【請求項2】
第1および第2のポリマー成分を製造する加工条件に前記ポリマーを付す段階が、前記ポリマーの第1の部分を、前記第1のポリマー成分を形成する結晶化を誘起する応力に付すこと、および、ポリマーの第2の部分を、前記第2のポリマー成分を形成する結晶化を誘起するためには不充分な応力に付すことを含む請求項1に記載の方法。
【請求項3】
溶融押出する段階が、第1および第2の群の連続フィラメントを形成する1以上の紡糸口金を通じてポリマーを溶融押出することを含み、かつ、第1および第2のポリマー成分を製造する加工条件に前記ポリマーを付す前記段階が、前記第1の群の連続フィラメントに結晶化を誘起する応力を加えること、および、前記第2の群の連続フィラメントに結晶化を誘起するためには不充分な応力を加えることを含む請求項1に記載の方法。
【請求項4】
前記第1および第2の群のフィラメントを、結晶化を誘起するまたは誘起しない応力に付す前記段階が、異なる延伸条件下でフィラメントを延伸することを含む請求項3に記載の方法。
【請求項5】
前記第1および第2の群のフィラメントを、結晶化を誘起するまたは誘起しない応力に付す前記段階が、異なる押出速度でフィラメントを押出することを含む、請求項3に記載の方法。
【請求項6】
結晶化可能なポリマーを押出する段階が、第1および第2の押出機から前記ポリマーを押出することを含み、かつ、ポリマーを第1および第2のポリマー成分を製造する加工条件に付す前記段階が、前記第1の押出機中のポリマーの固有粘度と比較して前記第2の押出機中のポリマーの固有粘度の低下をもたらすことを含む請求項3に記載の方法。
【請求項7】
粘度を低下させる化合物を前記第2の押出機中のポリマーに添加することにより、前記第2の押出機中のポリマーの固有粘度を低下させる請求項6に記載の方法。
【請求項8】
再生利用ポリマーを前記第2の押出機に添加することにより、前記第2の押出機中のポリマーの固有粘度を低下させる請求項6に記載の方法。
【請求項9】
結晶化可能な非晶質ポリマーを溶融押出して複数の繊維を製造する前記段階が、フィラメントの横断面の異なる部分に存在する第1および第2のポリマー成分で二成分フィラメントを形成する形状になっている1以上の紡糸口金を通じてポリマーを溶融押出することを含む請求項6に記載の方法。
【請求項10】
紡糸口金が、フィラメントの少なくとも一部の葉に存在する第2のポリマー成分で連続多葉フィラメントを形成する形状になっている請求項9に記載の方法。
【請求項11】
前記結晶化可能なポリマーが、ポリエチレンテレフタラート、ポリトリメチレンテレフタラート(terphthalate)、ポリブチレンテレフタラートおよびポリ乳酸ならびにそれらの共重合体および組合せからなる群から選択される請求項1に記載の方法。
【請求項12】
接合の前の前記第2のポリマー成分が、前記第1のポリマー成分の軟化温度よりも少なくとも5℃低い軟化温度を有する請求項1に記載の方法。
【請求項13】
繊維を接合する前記段階が、前記第2のポリマー成分は軟化して粘着性になるが、前記第1のポリマー成分は固体のままである温度まで繊維を加熱すること、軟化した前記第2のポリマー成分が繊維の交差点で他の繊維の部分に接着する間に繊維をウェブの形態に維持すること、および、繊維を冷却して前記第2のポリマー成分を凝固させ、接合された不織ウェブを形成することを含む請求項1に記載の方法。
【請求項14】
第1および第2の群の連続フィラメントを形成する1以上の紡糸口金を通じて結晶化可能な非晶質ポリマーを溶融押出する段階と、
前記第1の群の連続フィラメントに、応力誘起による結晶化が生じるように応力を与えて、前記フィラメントが少なくとも一部分結晶化しているようにし、かつ、前記第2の群の連続フィラメントに、フィラメントが実質的に非晶質のままであるように、応力誘起による結晶化を生じるためには不充分な応力を与える加工条件に第1および第2の群の連続フィラメントを付す段階と、
前記第1および第2の群の連続フィラメントを捕集面に堆積させて、マトリックスフィラメントとして前記部分的に結晶質の第1のフィラメントおよびバインダーフィラメントとして前記非晶質の第2のフィラメントの両方を含有するウェブを形成する段階と、
非晶質バインダーフィラメントが軟化および融合して相互のおよびマトリックスフィラメントとの接着を形成するようにウェブを加熱し、同時にそれらの連続したフィラメント状の形態を維持する段階と、
結果として生じる不織布において前記マトリックスフィラメントと前記バインダーフィラメントの両方が、少なくとも一部分結晶質であるように、加熱段階の間に前記非晶質バインダーフィラメントの結晶化をもたらす段階とを含む不織布を作製する方法。
【請求項15】
前記結晶化可能な非晶質ポリマーが、ポリエチレンテレフタラートを含む請求項14に記載の方法。
【請求項16】
前記第1および第2の群のフィラメントに応力を与える加工条件に付す前記段階が、前記第1および第2の群のフィラメントの前記ポリマーに異なる固有粘度をもたらすことを含む請求項14に記載の方法。
【請求項17】
前記第1および第2の群のフィラメントに応力を与える加工条件に付す前記段階が、フィラメントを異なる押出速度で押出することを含む請求項14に記載の方法。
【請求項18】
フィラメントの横断面の異なる部分に存在する第1および第2のポリマー成分を有する二成分フィラメントを形成する形状になっている1以上の紡糸口金を通じて、結晶化可能な非晶質ポリマーを溶融押出する段階であって、前記第2の成分中のポリマーの固有粘度が前記第1の成分中のポリマーの固有粘度と比較して低下している段階と、
前記第2のポリマー成分が実質的に非晶質のままであるように、前記フィラメントを細径化(attenuating)して、前記フィラメントの第1のポリマー成分において応力誘起による結晶化を引き起こすが、前記第2のポリマー成分において応力誘起による結晶化を生じない段階と、
前記二成分フィラメントを捕集面に堆積させてウェブを形成する段階であって、前記フィラメントの第1のポリマー成分が部分的に結晶質であってフィラメントのマトリックス成分の役割をし、かつ、前記フィラメントの第2のポリマー成分が非晶質であって前記フィラメントのバインダー成分の役割をする段階と、
前記フィラメントの非晶質バインダー成分が軟化および融合して接着フィラメント(contacting filaments)との接合を形成すると同時に、前記フィラメントがそれらの連続したフィラメント状の形態を維持するようにウェブを加熱する段階と、
結果として生じる不織布中の二成分フィラメントのマトリックス成分とバインダー成分の両方が少なくとも一部分結晶質であるように、フィラメントの非晶質バインダー成分の結晶化を加熱段階の間にもたらす段階とを含む不織布を作製する方法。
【請求項19】
異なる固有粘度の前記第1および第2のポリマー成分を2つの別個の源から供給することを含む請求項18に記載の方法。
【請求項20】
前記第1および第2のポリマー成分を同じ源から供給すること、および、粘度を低下させる添加剤を導入することにより前記第2のポリマー成分の固有粘度を低下させることを含む請求項18に記載の方法。
【請求項21】
織物全体にわたって相互に融着して強い凝集性の不織布を形成する半結晶性の熱可塑性ポリマーからなる繊維を含み、前記不織布の繊維が、DSCトレースから明らかなように単一の溶融ピークを示す区域接合不織布。
【請求項22】
前記繊維が、応力下で結晶化されたマトリックス繊維および応力なしで熱により結晶化したバインダー繊維を含み、かつ、前記繊維が、前記バインダー繊維によってのみ融着されている請求項21に記載の不織布。
【請求項23】
前記マトリックス繊維および前記バインダー繊維が、異なる染料取込みを示す請求項22に記載の不織布。
【請求項24】
前記繊維の半結晶化可能なポリマーが、少なくとも50%の結晶化度を有する請求項21に記載の不織布。
【請求項25】
前記ポリマーが、少なくとも80%の結晶化度を有する請求項24に記載の不織布。
【請求項26】
前記半結晶化可能なポリマーが、ポリエチレンテレフタラート、ポリトリメチレンテレフタラート、ポリブチレンテレフタラートおよびポリ乳酸からなる群から選択されるポリエステルである請求項21に記載の不織布。
【請求項27】
前記不織布の繊維が、一部のフィラメントが隣接するフィラメントに接触点で融合し、一部のフィラメントが隣接するフィラメントに接触点で融合していない、相互に連結された連続フィラメントを含む請求項21に記載の不織布。
【請求項28】
半結晶性の熱可塑性ポリマーからなる連続フィラメントおよび織物全体に位置する非常に多数の熱融着から本質的になる区域接合されたスパンボンド不織布であって、前記融着が、接着フィラメントが軟化して相互に熱融合している区域からなり、かつ、フィラメントがそのフィラメント状の形態を織物全体に保持する不織布。
【請求項29】
前記フィラメントが、多葉断面を有する請求項28に記載の不織布。
【請求項30】
前記融着が、前記多葉フィラメントの葉にのみ存在する請求項29に記載の不織布。
【請求項31】
前記不織布の前記連続フィラメントが、応力下で結晶化したマトリックスフィラメントおよび応力なしに熱により結晶化したバインダーフィラメントを含み、かつ、前記融着が前記バインダーフィラメントによってのみ形成される請求項28に記載の不織布。
【請求項32】
前記繊維の半結晶化可能なポリマーが、少なくとも95%の結晶化度を有する請求項28に記載の不織布。
【請求項33】
前記半結晶化可能なポリマーが、ポリエチレンテレフタラート、ポリトリメチレンテレフタラート、ポリブチレンテレフタラートおよびポリ乳酸からなる群から選択されるポリエステルである請求項28に記載の不織布。
【請求項34】
相対的に高い固有粘度のポリエチレンテレフタラートホモポリマーから溶融押出されたマトリックスフィラメントと、相対的に低い固有粘度のポリエチレンテレフタラートホモポリマーから溶融押出されたバインダーフィラメントを含むポリエチレンテレフタラートホモポリマーからなる連続フィラメント、および、織物全体に位置する非常に多数の熱融着を含む、区域接合されたスパンボンド不織布であって、前記融着が、バインダーフィラメントが軟化して隣接するフィラメントに接触点で熱融合した区域からなり、かつ、バインダーおよびマトリックスフィラメントがそのフィラメント状の形態を織物全体に保持しており、かつ、マトリックスフィラメントとバインダーフィラメントの両方が半結晶の状態であってDSCトレースから明らかなように単一の溶融ピークを示す不織布。
【請求項35】
前記マトリックスフィラメントが、約0.65dl/gまたはそれ以上の固有粘度を有するポリエチレンテレフタラートホモポリマーで形成され、前記バインダーフィラメントが、約0.62dl/gまたはそれ未満の固有粘度を有するポリエチレンテレフタラートホモポリマーで形成されている請求項34に記載の不織布。
【請求項36】
前記マトリックスフィラメントおよびバインダーフィラメントが、異なる染料取込みを示す請求項34に記載の不織布。
【請求項37】
前記マトリックスおよびバインダーフィラメントの半結晶化可能なポリマーが、少なくとも95%の結晶化度を有する請求項34に記載の不織布。
【請求項38】
相対的に高い固有粘度のポリエチレンテレフタラートホモポリマーから溶融押出されたマトリックス成分および相対的に低い固有粘度のポリエチレンテレフタラートホモポリマーから溶融押出されたバインダー成分を含むポリエチレンテレフタラートホモポリマーからなる連続二成分フィラメント、および織物全体に位置する非常に多数の熱融着を含む、区域接合されたスパンボンド不織布であって、前記融着が、バインダー成分が軟化して隣接するフィラメントに接触点で熱融合した区域からなり、かつ、マトリックス成分とバインダー成分の両方が半結晶の状態であってDSCトレースから明らかなように単一の溶融ピークを示す不織布。
【請求項39】
前記マトリックス成分が、約0.65dl/gまたはそれ以上の固有粘度を有するポリエチレンテレフタラートホモポリマーで形成され、前記バインダー成分が、約0.62dl/gまたはそれ未満の固有粘度を有するポリエチレンテレフタラートホモポリマーで形成されている請求項38に記載の不織布。
【請求項40】
前記二成分フィラメントが、マトリックス成分がコアを占有し、前記バインダー成分が周囲のシースを占有する、シース−コアの断面形状を有する請求項38に記載の不織布。
【請求項41】
前記マトリックスの半結晶化可能なポリマーおよびバインダー成分が、少なくとも95%の結晶化度を有する請求項38に記載の不織布。
【請求項42】
請求項1の方法により製造された区域接合不織布。
【請求項43】
請求項14の方法により製造された区域接合不織布。
【請求項44】
請求項18の方法により製造された区域接合不織布。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】

【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15A】
【図15B】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15A】
【図15B】
【公表番号】特表2010−537068(P2010−537068A)
【公表日】平成22年12月2日(2010.12.2)
【国際特許分類】
【出願番号】特願2010−521936(P2010−521936)
【出願日】平成20年8月14日(2008.8.14)
【国際出願番号】PCT/US2008/073136
【国際公開番号】WO2009/026092
【国際公開日】平成21年2月26日(2009.2.26)
【出願人】(505450814)ファイバーウェブ,インコーポレイテッド (6)
【Fターム(参考)】
【公表日】平成22年12月2日(2010.12.2)
【国際特許分類】
【出願日】平成20年8月14日(2008.8.14)
【国際出願番号】PCT/US2008/073136
【国際公開番号】WO2009/026092
【国際公開日】平成21年2月26日(2009.2.26)
【出願人】(505450814)ファイバーウェブ,インコーポレイテッド (6)
【Fターム(参考)】
[ Back to top ]