
単層化粧シート
【課題】表面が鏡面であって干渉縞の発生が抑制され、かつシートの加工適性や表面の耐性に優れた化粧シートを提供する。
【解決手段】基材上に透明樹脂層を設けずに表面保護層を設けてなる単層化粧シートであって、熱可塑性樹脂基材1は非結晶ポリエステルまたは非晶質ポリエステルからなるシートであり、表面保護層4は電離放射線硬化型樹脂と熱硬化型樹脂とを3:7〜1:9の割合で混合したものを主剤とする樹脂からなり、表面が鏡面加工されている。
【解決手段】基材上に透明樹脂層を設けずに表面保護層を設けてなる単層化粧シートであって、熱可塑性樹脂基材1は非結晶ポリエステルまたは非晶質ポリエステルからなるシートであり、表面保護層4は電離放射線硬化型樹脂と熱硬化型樹脂とを3:7〜1:9の割合で混合したものを主剤とする樹脂からなり、表面が鏡面加工されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、木質系基材、無機質系基材、合成樹脂基材、金属系基材等々の基材へ貼り合わせて用いられる化粧シートに関し、特には表面が鏡面で光沢を有し、台所や洗面台などの水廻りを中心とした場所で用いられる化粧シートに関する。
【背景技術】
【0002】
前記目的に用いる化粧シートとしては、着色隠蔽性を有する熱可塑性樹脂基材上に印刷を施し、透明熱可塑性樹脂を溶融押出して透明熱可塑性樹脂層を設けるか、透明熱可塑性樹脂シートを貼りあわせてなる複層の化粧シートが用いられてきた。
【0003】
しかしながら、表面が鏡面で光沢を有する化粧シートとする場合、鏡面加工した透明樹脂層を設けるか、鏡面加工したシートを貼り合わせるかしていたが、表面の各種耐性を出す為には表面保護層を別途塗工により設けなければならず、その場合表面保護層との屈折率との差から干渉縞が発生して意匠性が低下するという問題があった。
【0004】
表面保護層がない場合は上記のように防汚性、耐傷付き性等に問題があるものとなる。
一方、透明熱可塑性樹脂層あるいは透明熱可塑性樹脂シートがないと、化粧シートとしての硬度や耐キャスター性に問題のあるものとなり、また着色隠蔽層には絵柄模様層を設ける場合が多い為、そのまま表面保護層を塗工により設けただけでは表面が鏡面で光沢を有するような加工をすることが困難なものであった。
【0005】
さらには、いずれの場合も熱可塑性樹脂基材として通常もちいているのは二軸延伸ポリエチレンテレフタレートがほとんどであるが、硬度には優れるが、ラッピング加工のような曲げ加工ではシートの腰が強く、高熱・高圧をかけても基材が跳ね返ってしまい曲げ加工が困難な場合が多い。また、これらの基材は取手を取り付けるための穴あけ加工等の様々な後加工が入るが、表面保護層がこれらの加工のための高熱・高圧をかけた際に溶融してしまうという問題があった。
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明はこのような問題点を解決するためになされたものであり、その課題とするところは、表面が鏡面であって干渉縞の発生が抑制され、かつシートの加工適性や表面の耐性に優れた化粧シートを提供することにある。
【課題を解決するための手段】
【0007】
本発明はこの課題を解決したものであり、すなわち請求項1記載の発明は熱可塑性樹脂基材上に透明樹脂層を設けずに表面保護層を設けてなる単層化粧シートであって、前記熱可塑性樹脂基材は非結晶ポリエステルまたは非晶質ポリエステルからなるシートであり、前記表面保護層は電離放射線硬化型樹脂と熱硬化型樹脂とを3:7〜1:9の割合で混合したものを主剤とする樹脂からなり、表面が鏡面加工されてなることを特徴とする単層化粧シートである。
【発明の効果】
【0008】
本発明の請求項1記載の発明により、熱可塑性樹脂基材を非結晶ポリエステルまたは非晶質ポリエステルのシートとすることで通常の2軸延伸ポリエチレンテレフタレートシートなどと比較して高温を加えなくてもシートが柔軟になることから加工適性を有するものとなる。また表面保護層との間で干渉縞を発生することもない。さらに表面保護層を電離放射線硬化型樹脂と熱硬化型樹脂とを特定の割合で混合し、電離放射線による架橋硬化により各種表面耐性に優れたものとしつつ、熱圧ロールなどにより表面を鏡面加工することを可能とした。
【発明を実施するための最良の形態】
【0009】
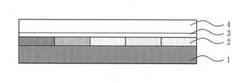
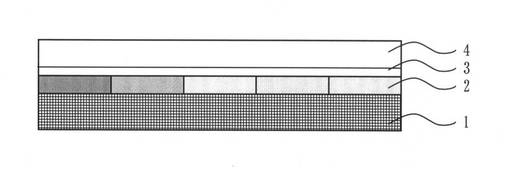
以下、本発明を図面に基づき詳細に説明する。図1に本発明の単層化粧シートの一実施例の断面の形状を示す。非結晶ポリエステルまたは非晶質ポリエステルのシートからなる熱可塑性樹脂基材1上に適宜絵柄模様層2、リコート層3を設け、電離放射線硬化型樹脂と熱硬化型樹脂とを混合した表面保護層4を設けてなる。
【0010】
本発明における熱可塑性樹脂基材1には非結晶ポリエステルまたは非晶質ポリエステルのシートを用いる。非結晶ポリエステルとしては、ポリエチレンテレフタレート樹脂等の通常の汎用の結晶性ポリエステル系樹脂を結晶化させない成形条件でシート状に押出成形したもの(いわゆるA−PETシート)があげられ、非晶質ポリエステルとしては、上記した結晶性ポリエステル系樹脂の基本骨格中に結晶化を抑制するための各種の共重合成分を共重合させた樹脂(いわゆる共重合ポリエステル樹脂)をシート成形したものあり、本発明にはいずれのものも使用することができる。
【0011】
上記A−PETシートは、純粋又はほぼ純粋に近いポリエチレンテレフタレート樹脂からなるものであり、具体的には帝人株式会社製「テイジンテトロンシート(A−PET)」、東洋紡績株式会社製「東洋紡PETMAXシートAシリーズ」、鐘紡株式会社製「カネボウA−PETシート」等として市販されているものを挙げることができる。
【0012】
これに対し、後者のいわゆる共重合ポリエステル系樹脂シートは、エチレンテレフタレート骨格中にジカルボン酸成分として例えばセバシン酸、エイコ酸、ドデカンジオン酸、ダイマー酸、シクロヘキサンジカルボン酸等の長鎖脂肪族ジカルボン酸及び/又は脂環族ジカルボン酸を導入したり、及び/又は、ジオール成分として例えばポリエチレングリコール、ポリテトラメチレングリコール、シクロヘキサンジメタノール等のポリエーテル系ジオール及び/又は脂環族ジオールを導入したもの等がある。
【0013】
中でも最も代表的なのは、通称PET−Gとして市販されているシクロヘキサンジメタノール共重合ポリエチレンテレフタレート樹脂であり、この樹脂をシート化したものとして、具体的には例えば長瀬産業株式会社製「NAGASE A−PET」、リケンテクノス株式会社製「リベスター」等として市販されているものを挙げることができる。
【0014】
熱可塑性樹脂基材1の厚さには特に制限はなく、従来の同種の化粧シートにおけるそれと同様の厚さのものを使用することができる。但し、あまり薄過ぎると印刷加工時や被貼着基材へのラミネート時等に破断し易く、一方あまり厚過ぎても可撓性を失って折り曲げ加工性や真空成形性等が低下し、不経済でもあるので、一般的には20〜200μm程度の範囲内とするのが良く、中でも50〜150μm程度とすることが最も望ましい。
【0015】
熱可塑性樹脂基材1には、必要に応じて例えば着色剤、充填剤、酸化防止剤、志賀視線吸収剤、光安定剤、熱安定剤、可塑剤、滑剤、帯電防止剤、難燃剤、抗菌剤、防黴剤等の各種の添加剤から選ばれる1種以上を添加することもできる。特に、目的の化粧シートに、被貼着基材の表面の色彩や欠陥等に対する隠蔽性が要求される場合には熱可塑性樹脂基材1に例えば酸化チタン、酸化亜鉛、酸化鉄、カーボンブラック等の隠蔽性の着色顔料を添加することにより、熱可塑性樹脂基材1を着色隠蔽性とすることが望ましい。
【0016】
絵柄模様層2は木目柄又は抽象柄などの所望の意匠性を付与の為に適宜設けられる。具体的にはグラビア印刷等により設けられるインキからなる。用いるインキの種類は特に限定されず、例えば硝化綿系等の建材薄紙用インキであれば良いが、塗布量を極力抑えて用いることが望ましい。塗布量としては、全面ベタインキ及び絵柄インキを合わせて10g/m2を越えない範囲とすることが望ましい。下限は特に限定されないが、一般的には意匠面から最低でも1g/m2程度は必要である。なお、透気度が高く繊維密度の低い原紙を用いるため、インキの裏抜けが発生しないように、インキ粘度は通常より高めにて印刷することが望ましい。
【0017】
リコート層3は熱可塑性樹脂基材1と後述する表面保護層4の接着性向上のため適宜設けられる。具体的には後述する表面保護層4の電離放射線硬化型樹脂と熱硬化型樹脂の混合した樹脂と同様の樹脂を、乾燥後の塗布量で1〜3g/m2程度に薄く設けることで前記目的を達成することが可能となる。
【0018】
本発明における表面保護層4は、電離放射線硬化型樹脂と熱硬化型樹脂の混合系の樹脂で形成している。これは、電離放射線硬化型樹脂による高硬度を得るためである。電離放射線硬化型樹脂は、高硬度の塗膜が得られる反面、伸び率が数%程度の柔軟性のないものである。その一方で、熱硬化型樹脂は、電離放射線硬化型樹脂では得られない曲げ加工性を付与することが可能であり、2つの樹脂を任意な配合比で混合することで、ラッピング等の曲げ加工性に適した高硬度の塗膜を得ることが可能である。
【0019】
また、電離放射線硬化型樹脂は、電離放射線の照射により瞬時の硬化が可能であるが、熱硬化型樹脂よりも硬化収縮が大きく、オレフィン系、およびポリエステル系樹脂との密着性は乏しいものである。本発明は、電離放射線硬化型樹脂と熱硬化型樹脂の混合系の樹脂を使用することにより硬化収縮を押さえ、尚且つ伸びのよい熱硬化型樹脂を含んだリコート層を設けることにより表面保護層の密着性を向上し、曲げ加工がなされても表面保護層が剥離することなく保持することが可能なシートを得ることが可能である。
【0020】
本発明は、表面保護層を電離放射線照射により半硬化させることが可能で、エンボス加工を施すことで、コーティング時に微細な異物等が付着しても表面形状には影響しない、高意匠な化粧シートを得ることが可能である。また、コーティング塗膜表面の僅かな厚みムラでの反射光同士の干渉縞の発生を防止することが可能となる。
【実施例1】
【0021】
熱可塑性樹脂基材1として抽象柄印刷(絵柄模様層2)の施された着色非結晶ポリエステル系樹脂のシート(150μm厚)を用い、この表面に、リコート層3としてアクリル系樹脂とポリウレタンポリオール樹脂との混合樹脂100重量部に、ヘキサメチレンジイソシアネートを10重量部混合したものを溶剤で希釈後、ダイレクトナチュラルグラビアコート方式によって、乾燥後の塗布量が2g/m2となるように塗工してリコート層3とした。その上に表面保護層4として、紫外線硬化型樹脂30部とアクリルポリオール樹脂70重量部とヘキサメチレンジイソシアネートを10重量部混合したもの溶剤で希釈後、ダイレクトリバースグラビア方式(周速比100%)による塗工により乾燥後の塗布量約10g/m2となるように塗布したあと、高照度の高圧水銀ランプを照射し硬化させた。その直後にシートを100℃のロール,120℃のIRヒーターにより予熱し、60℃の鏡面版にて表面を鏡面加工し、40℃での温乾養生にて完全硬化させ、シートを完成させた。
【0022】
<比較例1>
前記熱可塑性樹脂基材1として抽象柄印刷の施された2軸延伸ポリエステルシート(150μm厚)を用いた以外は実施例1と同様にして化粧シートを得た。
上記の様に作製した実施例1、比較例1の化粧シートの干渉縞、曲げ加工性を比較した結果を表1に示す。
【0023】
【表1】

【産業上の利用可能性】
【0024】
本発明の単層化粧シートは、表面が鏡面で光沢を有し、台所や洗面台などの水廻りを中心とした場所で使用可能である。
【図面の簡単な説明】
【0025】
【図1】本発明の単層化粧シートの一実施例の断面の形状を示す説明図である。
【符号の説明】
【0026】
1…熱可塑性樹脂基材
2…絵柄模様層
3…リコート層
4…表面保護層
【技術分野】
【0001】
本発明は、木質系基材、無機質系基材、合成樹脂基材、金属系基材等々の基材へ貼り合わせて用いられる化粧シートに関し、特には表面が鏡面で光沢を有し、台所や洗面台などの水廻りを中心とした場所で用いられる化粧シートに関する。
【背景技術】
【0002】
前記目的に用いる化粧シートとしては、着色隠蔽性を有する熱可塑性樹脂基材上に印刷を施し、透明熱可塑性樹脂を溶融押出して透明熱可塑性樹脂層を設けるか、透明熱可塑性樹脂シートを貼りあわせてなる複層の化粧シートが用いられてきた。
【0003】
しかしながら、表面が鏡面で光沢を有する化粧シートとする場合、鏡面加工した透明樹脂層を設けるか、鏡面加工したシートを貼り合わせるかしていたが、表面の各種耐性を出す為には表面保護層を別途塗工により設けなければならず、その場合表面保護層との屈折率との差から干渉縞が発生して意匠性が低下するという問題があった。
【0004】
表面保護層がない場合は上記のように防汚性、耐傷付き性等に問題があるものとなる。
一方、透明熱可塑性樹脂層あるいは透明熱可塑性樹脂シートがないと、化粧シートとしての硬度や耐キャスター性に問題のあるものとなり、また着色隠蔽層には絵柄模様層を設ける場合が多い為、そのまま表面保護層を塗工により設けただけでは表面が鏡面で光沢を有するような加工をすることが困難なものであった。
【0005】
さらには、いずれの場合も熱可塑性樹脂基材として通常もちいているのは二軸延伸ポリエチレンテレフタレートがほとんどであるが、硬度には優れるが、ラッピング加工のような曲げ加工ではシートの腰が強く、高熱・高圧をかけても基材が跳ね返ってしまい曲げ加工が困難な場合が多い。また、これらの基材は取手を取り付けるための穴あけ加工等の様々な後加工が入るが、表面保護層がこれらの加工のための高熱・高圧をかけた際に溶融してしまうという問題があった。
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明はこのような問題点を解決するためになされたものであり、その課題とするところは、表面が鏡面であって干渉縞の発生が抑制され、かつシートの加工適性や表面の耐性に優れた化粧シートを提供することにある。
【課題を解決するための手段】
【0007】
本発明はこの課題を解決したものであり、すなわち請求項1記載の発明は熱可塑性樹脂基材上に透明樹脂層を設けずに表面保護層を設けてなる単層化粧シートであって、前記熱可塑性樹脂基材は非結晶ポリエステルまたは非晶質ポリエステルからなるシートであり、前記表面保護層は電離放射線硬化型樹脂と熱硬化型樹脂とを3:7〜1:9の割合で混合したものを主剤とする樹脂からなり、表面が鏡面加工されてなることを特徴とする単層化粧シートである。
【発明の効果】
【0008】
本発明の請求項1記載の発明により、熱可塑性樹脂基材を非結晶ポリエステルまたは非晶質ポリエステルのシートとすることで通常の2軸延伸ポリエチレンテレフタレートシートなどと比較して高温を加えなくてもシートが柔軟になることから加工適性を有するものとなる。また表面保護層との間で干渉縞を発生することもない。さらに表面保護層を電離放射線硬化型樹脂と熱硬化型樹脂とを特定の割合で混合し、電離放射線による架橋硬化により各種表面耐性に優れたものとしつつ、熱圧ロールなどにより表面を鏡面加工することを可能とした。
【発明を実施するための最良の形態】
【0009】
以下、本発明を図面に基づき詳細に説明する。図1に本発明の単層化粧シートの一実施例の断面の形状を示す。非結晶ポリエステルまたは非晶質ポリエステルのシートからなる熱可塑性樹脂基材1上に適宜絵柄模様層2、リコート層3を設け、電離放射線硬化型樹脂と熱硬化型樹脂とを混合した表面保護層4を設けてなる。
【0010】
本発明における熱可塑性樹脂基材1には非結晶ポリエステルまたは非晶質ポリエステルのシートを用いる。非結晶ポリエステルとしては、ポリエチレンテレフタレート樹脂等の通常の汎用の結晶性ポリエステル系樹脂を結晶化させない成形条件でシート状に押出成形したもの(いわゆるA−PETシート)があげられ、非晶質ポリエステルとしては、上記した結晶性ポリエステル系樹脂の基本骨格中に結晶化を抑制するための各種の共重合成分を共重合させた樹脂(いわゆる共重合ポリエステル樹脂)をシート成形したものあり、本発明にはいずれのものも使用することができる。
【0011】
上記A−PETシートは、純粋又はほぼ純粋に近いポリエチレンテレフタレート樹脂からなるものであり、具体的には帝人株式会社製「テイジンテトロンシート(A−PET)」、東洋紡績株式会社製「東洋紡PETMAXシートAシリーズ」、鐘紡株式会社製「カネボウA−PETシート」等として市販されているものを挙げることができる。
【0012】
これに対し、後者のいわゆる共重合ポリエステル系樹脂シートは、エチレンテレフタレート骨格中にジカルボン酸成分として例えばセバシン酸、エイコ酸、ドデカンジオン酸、ダイマー酸、シクロヘキサンジカルボン酸等の長鎖脂肪族ジカルボン酸及び/又は脂環族ジカルボン酸を導入したり、及び/又は、ジオール成分として例えばポリエチレングリコール、ポリテトラメチレングリコール、シクロヘキサンジメタノール等のポリエーテル系ジオール及び/又は脂環族ジオールを導入したもの等がある。
【0013】
中でも最も代表的なのは、通称PET−Gとして市販されているシクロヘキサンジメタノール共重合ポリエチレンテレフタレート樹脂であり、この樹脂をシート化したものとして、具体的には例えば長瀬産業株式会社製「NAGASE A−PET」、リケンテクノス株式会社製「リベスター」等として市販されているものを挙げることができる。
【0014】
熱可塑性樹脂基材1の厚さには特に制限はなく、従来の同種の化粧シートにおけるそれと同様の厚さのものを使用することができる。但し、あまり薄過ぎると印刷加工時や被貼着基材へのラミネート時等に破断し易く、一方あまり厚過ぎても可撓性を失って折り曲げ加工性や真空成形性等が低下し、不経済でもあるので、一般的には20〜200μm程度の範囲内とするのが良く、中でも50〜150μm程度とすることが最も望ましい。
【0015】
熱可塑性樹脂基材1には、必要に応じて例えば着色剤、充填剤、酸化防止剤、志賀視線吸収剤、光安定剤、熱安定剤、可塑剤、滑剤、帯電防止剤、難燃剤、抗菌剤、防黴剤等の各種の添加剤から選ばれる1種以上を添加することもできる。特に、目的の化粧シートに、被貼着基材の表面の色彩や欠陥等に対する隠蔽性が要求される場合には熱可塑性樹脂基材1に例えば酸化チタン、酸化亜鉛、酸化鉄、カーボンブラック等の隠蔽性の着色顔料を添加することにより、熱可塑性樹脂基材1を着色隠蔽性とすることが望ましい。
【0016】
絵柄模様層2は木目柄又は抽象柄などの所望の意匠性を付与の為に適宜設けられる。具体的にはグラビア印刷等により設けられるインキからなる。用いるインキの種類は特に限定されず、例えば硝化綿系等の建材薄紙用インキであれば良いが、塗布量を極力抑えて用いることが望ましい。塗布量としては、全面ベタインキ及び絵柄インキを合わせて10g/m2を越えない範囲とすることが望ましい。下限は特に限定されないが、一般的には意匠面から最低でも1g/m2程度は必要である。なお、透気度が高く繊維密度の低い原紙を用いるため、インキの裏抜けが発生しないように、インキ粘度は通常より高めにて印刷することが望ましい。
【0017】
リコート層3は熱可塑性樹脂基材1と後述する表面保護層4の接着性向上のため適宜設けられる。具体的には後述する表面保護層4の電離放射線硬化型樹脂と熱硬化型樹脂の混合した樹脂と同様の樹脂を、乾燥後の塗布量で1〜3g/m2程度に薄く設けることで前記目的を達成することが可能となる。
【0018】
本発明における表面保護層4は、電離放射線硬化型樹脂と熱硬化型樹脂の混合系の樹脂で形成している。これは、電離放射線硬化型樹脂による高硬度を得るためである。電離放射線硬化型樹脂は、高硬度の塗膜が得られる反面、伸び率が数%程度の柔軟性のないものである。その一方で、熱硬化型樹脂は、電離放射線硬化型樹脂では得られない曲げ加工性を付与することが可能であり、2つの樹脂を任意な配合比で混合することで、ラッピング等の曲げ加工性に適した高硬度の塗膜を得ることが可能である。
【0019】
また、電離放射線硬化型樹脂は、電離放射線の照射により瞬時の硬化が可能であるが、熱硬化型樹脂よりも硬化収縮が大きく、オレフィン系、およびポリエステル系樹脂との密着性は乏しいものである。本発明は、電離放射線硬化型樹脂と熱硬化型樹脂の混合系の樹脂を使用することにより硬化収縮を押さえ、尚且つ伸びのよい熱硬化型樹脂を含んだリコート層を設けることにより表面保護層の密着性を向上し、曲げ加工がなされても表面保護層が剥離することなく保持することが可能なシートを得ることが可能である。
【0020】
本発明は、表面保護層を電離放射線照射により半硬化させることが可能で、エンボス加工を施すことで、コーティング時に微細な異物等が付着しても表面形状には影響しない、高意匠な化粧シートを得ることが可能である。また、コーティング塗膜表面の僅かな厚みムラでの反射光同士の干渉縞の発生を防止することが可能となる。
【実施例1】
【0021】
熱可塑性樹脂基材1として抽象柄印刷(絵柄模様層2)の施された着色非結晶ポリエステル系樹脂のシート(150μm厚)を用い、この表面に、リコート層3としてアクリル系樹脂とポリウレタンポリオール樹脂との混合樹脂100重量部に、ヘキサメチレンジイソシアネートを10重量部混合したものを溶剤で希釈後、ダイレクトナチュラルグラビアコート方式によって、乾燥後の塗布量が2g/m2となるように塗工してリコート層3とした。その上に表面保護層4として、紫外線硬化型樹脂30部とアクリルポリオール樹脂70重量部とヘキサメチレンジイソシアネートを10重量部混合したもの溶剤で希釈後、ダイレクトリバースグラビア方式(周速比100%)による塗工により乾燥後の塗布量約10g/m2となるように塗布したあと、高照度の高圧水銀ランプを照射し硬化させた。その直後にシートを100℃のロール,120℃のIRヒーターにより予熱し、60℃の鏡面版にて表面を鏡面加工し、40℃での温乾養生にて完全硬化させ、シートを完成させた。
【0022】
<比較例1>
前記熱可塑性樹脂基材1として抽象柄印刷の施された2軸延伸ポリエステルシート(150μm厚)を用いた以外は実施例1と同様にして化粧シートを得た。
上記の様に作製した実施例1、比較例1の化粧シートの干渉縞、曲げ加工性を比較した結果を表1に示す。
【0023】
【表1】
【産業上の利用可能性】
【0024】
本発明の単層化粧シートは、表面が鏡面で光沢を有し、台所や洗面台などの水廻りを中心とした場所で使用可能である。
【図面の簡単な説明】
【0025】
【図1】本発明の単層化粧シートの一実施例の断面の形状を示す説明図である。
【符号の説明】
【0026】
1…熱可塑性樹脂基材
2…絵柄模様層
3…リコート層
4…表面保護層
【特許請求の範囲】
【請求項1】
熱可塑性樹脂基材上に透明樹脂層を設けずに表面保護層を設けてなる単層化粧シートであって、前記熱可塑性樹脂基材は非結晶ポリエステルまたは非晶質ポリエステルからなるシートであり、前記表面保護層は電離放射線硬化型樹脂と熱硬化型樹脂とを3:7〜1:9の割合で混合したものを主剤とする樹脂からなり、表面が鏡面加工されてなることを特徴とする単層化粧シート。
【請求項1】
熱可塑性樹脂基材上に透明樹脂層を設けずに表面保護層を設けてなる単層化粧シートであって、前記熱可塑性樹脂基材は非結晶ポリエステルまたは非晶質ポリエステルからなるシートであり、前記表面保護層は電離放射線硬化型樹脂と熱硬化型樹脂とを3:7〜1:9の割合で混合したものを主剤とする樹脂からなり、表面が鏡面加工されてなることを特徴とする単層化粧シート。
【図1】

【公開番号】特開2010−30130(P2010−30130A)
【公開日】平成22年2月12日(2010.2.12)
【国際特許分類】
【出願番号】特願2008−194229(P2008−194229)
【出願日】平成20年7月29日(2008.7.29)
【出願人】(593173840)株式会社トッパン・コスモ (243)
【Fターム(参考)】
【公開日】平成22年2月12日(2010.2.12)
【国際特許分類】
【出願日】平成20年7月29日(2008.7.29)
【出願人】(593173840)株式会社トッパン・コスモ (243)
【Fターム(参考)】
[ Back to top ]