
単線スチールコード
本発明は強度及びゴム接着力が向上した空気圧タイヤのゴム製品補強用で使用される単線スチールコードに係り、より詳しくは一つ以上の波形を有する波形領域と非波形領域を含む単線スチールコードに関する。この単線スチールコードは、高強度の特性によって、タイヤ製造の際、スチールコードの使用量を大幅に節減することができ、タイヤ軽量化を実現することができ、生産工程の簡素化で製造原価を節減することができる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は強度及びゴム接着力が向上した空気圧タイヤのゴム製品補強用で使用される単線スチールコードに関する。より詳しくは、本発明は一つ以上の波形を有する波形領域と非波形領域を含む単線スチールコードに関する。
【背景技術】
【0002】
近来、地球環境保護などのさまざまな理由で自動車燃費の改善に対する研究が活発に進んでおり、このためにタイヤの軽量化が推進されている。したがって、厚さが薄くて軽い単線スチールコードを開発することが急先務になっている。
【0003】
乗用車用ラジアルタイヤベルト層には1×n構造のスチールコードが一般的に使用されている。このような構造のスチールコードは高剛性を持つが、路面がデコボコした未鋪装道路ではタイヤの反発力があまり高くて乗り心地が良くなくなる。また、トレッドの表面に亀裂を生じさせやすく、亀裂を通じてタイヤの内部に雨水などが浸入して早期にコードワイヤが腐食する。また、タイヤが変形されるか振動すると、より合わせられたワイヤ同士摩擦して摩耗されるいわゆるフレッティング摩耗(fretting wear)を生じさせ、コードワイヤが疲労破断を発生しやすくなるという問題点がある。
【0004】
これら問題を解決するために、多数本を撚って製造したスチールコードの代わりに一本のフィラメントを加工して製造した単線スチールコードをタイヤのベルト層に用いることが提案されている。単線スチールコードは、撚線構造のスチールコードに比べ、可塑性に優れるからである。
【0005】
しかし、従来の撚線構造(1×n)のコードやフィラメントの断面が円形の単線スチールコードにおいては、ワイヤの材質要因または伸線機や撚線機などの機械的要因によってコードの回転性や直線性の変動が大きくなる問題点がある。特に、回転性は変動が大きいため、一般的な品質保証レベルでも製品ごとに検査が行われるのが現状である。
【0006】
したがって、断面が円形でない単線スチールコードが提案されている。日本特願平11/143234は、扁平になった単線スチールコードをウェーブ状に加工することで、スチールコードの直線性と回転性を改善するようになっている。韓国特許第10−0318896号は、扁平になった単線スチールコード自体に拗じれ(twist)を加えて接着力を改善するようになっている。また、韓国特許第10−0567812号は、扁平になった単線スチールコードに応力を与えて一定の間隔の螺旋状に撚られるようにすることで、接着力と伸び率などの特性を改善するようになっている。
【0007】
このように、現在は円形単線スチールコードの代わりに、扁平になった単線スチールコードが主に使われている実情である。
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は前記のような問題点を解決すると共に追加的な改善のためのものである。本発明の目的は、回転性と破断伸び率などの特性を改善し、タイヤの屈曲運動による耐衝撃性強化効果及び自転(残留回転応力)、直線性(AH)、接着力に優れ、作業性を向上させることができる単線スチールコード及びその製造方法を提供することである。
【課題を解決するための手段】
【0009】
前記のような問題点を解決するために、本発明は一つ以上の波形を有する波形領域と非波形領域を含む単線スチールコードを提供する。
【発明の効果】
【0010】
本発明の単線スチールコードは、回転性が改善され、破断伸び率が増大して、タイヤの屈曲運動による耐衝撃性強化効果及び自転(残留回転応力)、直線性(Arc Height:AH)、接着力に優れ、製品の製造段階での工程が簡単であり、生産性が向上する効果がある。
【図面の簡単な説明】
【0011】
【図1】図1は本発明による単線スチールコードの製造方法を示す図である。
【図2】図2は本発明による単線スチールコードの製造方法を示す図である。
【図3】図3は本発明による単線スチールコードの製造方法を示す図である。
【発明を実施するための様態】
【0012】
以下、添付図面を参照して本発明の好ましい実施例を説明する。添付図面において、長さ、線径、波形の数などは便宜上誇張して表現することもできる。明細書の全般にわたって同一参照番号は同一構成要素を指す。
【0013】
図1〜図3は本発明の単線スチールコードの製造方法を示す図である。
【0014】
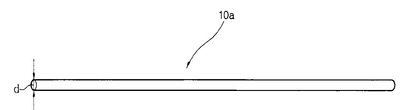
図1を参照すれば、炭素含量が0.7%〜2%、引張強度が270〜480kg/mm2、線径(d)が0.2mm〜1mmのフィラメント10aを提供する。
【0015】
前記フィラメント10aの引張強度が270〜480kg/mm2で、線径(d)が0.2〜1mmであれば、製造時間及び製造原価の増加なしにスチールコードとしての機能をするフィラメントを製造することができる。
【0016】
前記フィラメント10aは、ワイヤロッドを1次に伸線して予備フィラメントを形成し、前記予備フィラメントをパテンティング(patenting)処理した後、黄銅メッキし、複数回伸線することで形成することができる。
【0017】
この際、前記ワイヤロッドは炭素含量が0.7%〜2%の炭素鋼であり、直径が共同規格の5.5mmであるものを用いることが好ましい。
【0018】
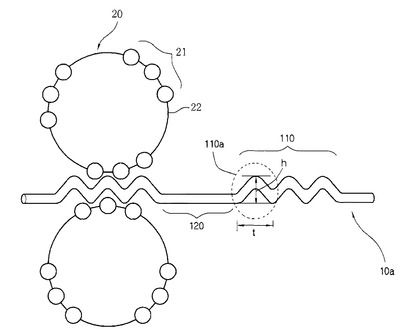
図2を参照すれば、前記フィラメント10aを、波形成形部21、及び波形非成形部22を含む螺旋状ユニット20の間に導入して、前記フィラメント10aに波形110aを形成する。
【0019】
この際、前記波形110aの周期(t)は1mm〜10mm、前記波形110aの高さ(h)は0.24mm〜3.0mmであることが好ましい。前記波形110aの周期(t)及び高さ(h)が前述した範囲を満足すれば、本発明で望む伸び率の製品を生産することができる利点がある。
【0020】
ここで、前記波形成形部21と対応する領域を波形領域110といい、前記波形非成形部22と対応する領域を非波形領域120という。
【0021】
前記螺旋状ユニット20としては焼結合金(WC)を使うことが好ましく、前記波形成形部21は所望の波形によって調節することができる。
【0022】
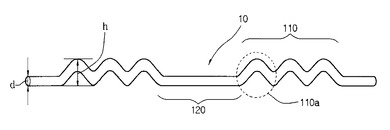
図3を参照すれば、図2に説明した過程を繰り返して、一つ以上の波形110aを含む波形領域110と非波形領域120を含み、これにより伸び率が0.5〜3%の単線スチールコード10を完成する。
【0023】
前記波形領域110と非波形領域120は1:9〜9:1の長さ比で繰り返されることが好ましい。前記波形領域110と非波形領域120が前述した長さ比で繰り返されれば、直線の調整及び伸び率の調整が容易な利点がある。
【0024】
より詳細に、前記波形領域110と非波形領域120の長さは1mm〜100mmであることが好ましく、前述した範囲を満足すれば、直線調整及び自転調整が容易な利点がある。
【0025】
また、前記波形領域110は1〜100個の波形110aを含むのが好ましくて、1個〜10個の波形110aを含むのがもっと好ましい。前述した範囲を満足すれば、直線調整及び自転調整が容易な利点がある。
【0026】
前記単線スチールコード10は成形率が120〜300%であることが好ましく、前述した範囲を満足すれば、直線性改善及び所望の伸び率を調節することができる利点がある。
※成形率=h(波形の高さ)/d(線径)×100
【0027】
これで、本発明の単線スチールコードについての説明を終える。
【0028】
本発明の単線スチールコードは回転性が改善され、破断伸び率が増加するので、タイヤの屈曲運動による耐衝撃性強化効果及び自転(残留回転応力)、直線性(AH)、接着力に優れ、製品製造段での工程が簡単で生産性が向上する効果がある。
【実施例】
【0029】
以下、実施例に基づいて本発明をより詳細に説明する。下記の実施例は説明のためのもので、本発明を制限するためのものではない。
【0030】
1)実施例1
炭素含量が0.82%、直径が5.5mmのワイヤロッドを線径1.90mmになるように1次伸線した後、パテンティング処理及び黄銅メッキを実施し、直径0.40mmになるように2次伸線することでフィラメントを準備した。その後、部分的に螺旋状ユニットを使って四つの波形を有する波形領域が10mm、非波形領域が10mmになるように波形を付与し、直線矯正R/Oを用いてスチールコードを製造した後、物性を評価した結果を下記の表1に示した。
【0031】
2)比較例1
炭素含量が0.82%、直径が5.5mmのワイヤロッドを直径1.90mmになるように1次伸線した後、パテンティング処理及び黄銅メッキを実施し、直径0.40mmになるように2次伸線することでフィラメントを製造した。フィラメントに直線矯正R/Oを用いてスチールコードを製造した後、物性を評価した結果を下記の表1に示した。
【0032】
3)比較例2
炭素含量が0.82%、直径が5.5mmのワイヤロッドを直径1.90mmになるように1次伸線した後、パテンティング処理及び黄銅メッキを実施し、直径0.40mmまで2次伸線することでフィラメントを準備した。その後、圧搾ローラーを使って、短径/長径の縦横比が0.80になるように製造し、直線矯正R/Oを使ってスチールコードを製造した後、物性を評価した結果を下記の表1に示した。
【0033】
4)比較例3
炭素含量が0.82%、直径が5.5mmのワイヤロッドを直径1.90mmになるように1次伸線した後、パテンティング処理及び黄銅メッキを実施し、直径0.40mmまで2次伸線することでフィラメントを準備した。その後、螺旋状ユニットを使ってフィラメントの全領域に波形を付与し、直線矯正R/Oを使ってスチールコードを製造した後、物性を評価した結果を下記の表1に示した。
【0034】
【表1】
【0035】
表1を参照すれば、実施例1と比較例1を比較すると、自転(残留回転応力)が改善され、破断伸び率が高くなることにより、屈曲運動によるタイヤの耐衝撃性が高くなる効果が得られる。
【0036】
実施例1と比較例2を比較すると、比較例2では圧搾R/Oの使用により直線性が低下するため、タイヤ製造において、ゴムトッピング(Topping)作業及びトッピングシート(Topping Sheet)の裁断作業の際、作業性が低下する。
【0037】
前記実施例から分かるように、螺旋状ユニットを使ってフィラメントに波形を付与すれば、伸び率が高くなり、屈曲運動によるタイヤの耐衝撃性が高くなり、自転(残留回転応力)の改善、AH(直線性)の改善及び接着力の向上が得られることが分かる。
【0038】
実施例1と比較例3を比較すると、比較例3では、全体的な波形付与によって伸び率がスチールコードで要求される水準以上に高くなり、直線性が低下するため、タイヤ製造において、ゴムトッピング(Topping)作業及びトッピングシート(Topping Sheet)裁断作業の際、作業性が低下する。
【技術分野】
【0001】
本発明は強度及びゴム接着力が向上した空気圧タイヤのゴム製品補強用で使用される単線スチールコードに関する。より詳しくは、本発明は一つ以上の波形を有する波形領域と非波形領域を含む単線スチールコードに関する。
【背景技術】
【0002】
近来、地球環境保護などのさまざまな理由で自動車燃費の改善に対する研究が活発に進んでおり、このためにタイヤの軽量化が推進されている。したがって、厚さが薄くて軽い単線スチールコードを開発することが急先務になっている。
【0003】
乗用車用ラジアルタイヤベルト層には1×n構造のスチールコードが一般的に使用されている。このような構造のスチールコードは高剛性を持つが、路面がデコボコした未鋪装道路ではタイヤの反発力があまり高くて乗り心地が良くなくなる。また、トレッドの表面に亀裂を生じさせやすく、亀裂を通じてタイヤの内部に雨水などが浸入して早期にコードワイヤが腐食する。また、タイヤが変形されるか振動すると、より合わせられたワイヤ同士摩擦して摩耗されるいわゆるフレッティング摩耗(fretting wear)を生じさせ、コードワイヤが疲労破断を発生しやすくなるという問題点がある。
【0004】
これら問題を解決するために、多数本を撚って製造したスチールコードの代わりに一本のフィラメントを加工して製造した単線スチールコードをタイヤのベルト層に用いることが提案されている。単線スチールコードは、撚線構造のスチールコードに比べ、可塑性に優れるからである。
【0005】
しかし、従来の撚線構造(1×n)のコードやフィラメントの断面が円形の単線スチールコードにおいては、ワイヤの材質要因または伸線機や撚線機などの機械的要因によってコードの回転性や直線性の変動が大きくなる問題点がある。特に、回転性は変動が大きいため、一般的な品質保証レベルでも製品ごとに検査が行われるのが現状である。
【0006】
したがって、断面が円形でない単線スチールコードが提案されている。日本特願平11/143234は、扁平になった単線スチールコードをウェーブ状に加工することで、スチールコードの直線性と回転性を改善するようになっている。韓国特許第10−0318896号は、扁平になった単線スチールコード自体に拗じれ(twist)を加えて接着力を改善するようになっている。また、韓国特許第10−0567812号は、扁平になった単線スチールコードに応力を与えて一定の間隔の螺旋状に撚られるようにすることで、接着力と伸び率などの特性を改善するようになっている。
【0007】
このように、現在は円形単線スチールコードの代わりに、扁平になった単線スチールコードが主に使われている実情である。
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は前記のような問題点を解決すると共に追加的な改善のためのものである。本発明の目的は、回転性と破断伸び率などの特性を改善し、タイヤの屈曲運動による耐衝撃性強化効果及び自転(残留回転応力)、直線性(AH)、接着力に優れ、作業性を向上させることができる単線スチールコード及びその製造方法を提供することである。
【課題を解決するための手段】
【0009】
前記のような問題点を解決するために、本発明は一つ以上の波形を有する波形領域と非波形領域を含む単線スチールコードを提供する。
【発明の効果】
【0010】
本発明の単線スチールコードは、回転性が改善され、破断伸び率が増大して、タイヤの屈曲運動による耐衝撃性強化効果及び自転(残留回転応力)、直線性(Arc Height:AH)、接着力に優れ、製品の製造段階での工程が簡単であり、生産性が向上する効果がある。
【図面の簡単な説明】
【0011】
【図1】図1は本発明による単線スチールコードの製造方法を示す図である。
【図2】図2は本発明による単線スチールコードの製造方法を示す図である。
【図3】図3は本発明による単線スチールコードの製造方法を示す図である。
【発明を実施するための様態】
【0012】
以下、添付図面を参照して本発明の好ましい実施例を説明する。添付図面において、長さ、線径、波形の数などは便宜上誇張して表現することもできる。明細書の全般にわたって同一参照番号は同一構成要素を指す。
【0013】
図1〜図3は本発明の単線スチールコードの製造方法を示す図である。
【0014】
図1を参照すれば、炭素含量が0.7%〜2%、引張強度が270〜480kg/mm2、線径(d)が0.2mm〜1mmのフィラメント10aを提供する。
【0015】
前記フィラメント10aの引張強度が270〜480kg/mm2で、線径(d)が0.2〜1mmであれば、製造時間及び製造原価の増加なしにスチールコードとしての機能をするフィラメントを製造することができる。
【0016】
前記フィラメント10aは、ワイヤロッドを1次に伸線して予備フィラメントを形成し、前記予備フィラメントをパテンティング(patenting)処理した後、黄銅メッキし、複数回伸線することで形成することができる。
【0017】
この際、前記ワイヤロッドは炭素含量が0.7%〜2%の炭素鋼であり、直径が共同規格の5.5mmであるものを用いることが好ましい。
【0018】
図2を参照すれば、前記フィラメント10aを、波形成形部21、及び波形非成形部22を含む螺旋状ユニット20の間に導入して、前記フィラメント10aに波形110aを形成する。
【0019】
この際、前記波形110aの周期(t)は1mm〜10mm、前記波形110aの高さ(h)は0.24mm〜3.0mmであることが好ましい。前記波形110aの周期(t)及び高さ(h)が前述した範囲を満足すれば、本発明で望む伸び率の製品を生産することができる利点がある。
【0020】
ここで、前記波形成形部21と対応する領域を波形領域110といい、前記波形非成形部22と対応する領域を非波形領域120という。
【0021】
前記螺旋状ユニット20としては焼結合金(WC)を使うことが好ましく、前記波形成形部21は所望の波形によって調節することができる。
【0022】
図3を参照すれば、図2に説明した過程を繰り返して、一つ以上の波形110aを含む波形領域110と非波形領域120を含み、これにより伸び率が0.5〜3%の単線スチールコード10を完成する。
【0023】
前記波形領域110と非波形領域120は1:9〜9:1の長さ比で繰り返されることが好ましい。前記波形領域110と非波形領域120が前述した長さ比で繰り返されれば、直線の調整及び伸び率の調整が容易な利点がある。
【0024】
より詳細に、前記波形領域110と非波形領域120の長さは1mm〜100mmであることが好ましく、前述した範囲を満足すれば、直線調整及び自転調整が容易な利点がある。
【0025】
また、前記波形領域110は1〜100個の波形110aを含むのが好ましくて、1個〜10個の波形110aを含むのがもっと好ましい。前述した範囲を満足すれば、直線調整及び自転調整が容易な利点がある。
【0026】
前記単線スチールコード10は成形率が120〜300%であることが好ましく、前述した範囲を満足すれば、直線性改善及び所望の伸び率を調節することができる利点がある。
※成形率=h(波形の高さ)/d(線径)×100
【0027】
これで、本発明の単線スチールコードについての説明を終える。
【0028】
本発明の単線スチールコードは回転性が改善され、破断伸び率が増加するので、タイヤの屈曲運動による耐衝撃性強化効果及び自転(残留回転応力)、直線性(AH)、接着力に優れ、製品製造段での工程が簡単で生産性が向上する効果がある。
【実施例】
【0029】
以下、実施例に基づいて本発明をより詳細に説明する。下記の実施例は説明のためのもので、本発明を制限するためのものではない。
【0030】
1)実施例1
炭素含量が0.82%、直径が5.5mmのワイヤロッドを線径1.90mmになるように1次伸線した後、パテンティング処理及び黄銅メッキを実施し、直径0.40mmになるように2次伸線することでフィラメントを準備した。その後、部分的に螺旋状ユニットを使って四つの波形を有する波形領域が10mm、非波形領域が10mmになるように波形を付与し、直線矯正R/Oを用いてスチールコードを製造した後、物性を評価した結果を下記の表1に示した。
【0031】
2)比較例1
炭素含量が0.82%、直径が5.5mmのワイヤロッドを直径1.90mmになるように1次伸線した後、パテンティング処理及び黄銅メッキを実施し、直径0.40mmになるように2次伸線することでフィラメントを製造した。フィラメントに直線矯正R/Oを用いてスチールコードを製造した後、物性を評価した結果を下記の表1に示した。
【0032】
3)比較例2
炭素含量が0.82%、直径が5.5mmのワイヤロッドを直径1.90mmになるように1次伸線した後、パテンティング処理及び黄銅メッキを実施し、直径0.40mmまで2次伸線することでフィラメントを準備した。その後、圧搾ローラーを使って、短径/長径の縦横比が0.80になるように製造し、直線矯正R/Oを使ってスチールコードを製造した後、物性を評価した結果を下記の表1に示した。
【0033】
4)比較例3
炭素含量が0.82%、直径が5.5mmのワイヤロッドを直径1.90mmになるように1次伸線した後、パテンティング処理及び黄銅メッキを実施し、直径0.40mmまで2次伸線することでフィラメントを準備した。その後、螺旋状ユニットを使ってフィラメントの全領域に波形を付与し、直線矯正R/Oを使ってスチールコードを製造した後、物性を評価した結果を下記の表1に示した。
【0034】
【表1】
【0035】
表1を参照すれば、実施例1と比較例1を比較すると、自転(残留回転応力)が改善され、破断伸び率が高くなることにより、屈曲運動によるタイヤの耐衝撃性が高くなる効果が得られる。
【0036】
実施例1と比較例2を比較すると、比較例2では圧搾R/Oの使用により直線性が低下するため、タイヤ製造において、ゴムトッピング(Topping)作業及びトッピングシート(Topping Sheet)の裁断作業の際、作業性が低下する。
【0037】
前記実施例から分かるように、螺旋状ユニットを使ってフィラメントに波形を付与すれば、伸び率が高くなり、屈曲運動によるタイヤの耐衝撃性が高くなり、自転(残留回転応力)の改善、AH(直線性)の改善及び接着力の向上が得られることが分かる。
【0038】
実施例1と比較例3を比較すると、比較例3では、全体的な波形付与によって伸び率がスチールコードで要求される水準以上に高くなり、直線性が低下するため、タイヤ製造において、ゴムトッピング(Topping)作業及びトッピングシート(Topping Sheet)裁断作業の際、作業性が低下する。
【特許請求の範囲】
【請求項1】
一つ以上の波形を有する波形領域と、
非波形領域とを含むことを特徴とする、単線スチールコード。
【請求項2】
前記波形領域と非波形領域が1:9〜9:1の長さ比で繰り返されることを特徴とする、請求項1に記載の単線スチールコード。
【請求項3】
前記単線スチールコードは、伸び率が0.5%〜3%であることを特徴とする、請求項1に記載の単線スチールコード。
【請求項4】
前記波形は、高さが0.24mm〜3.0mm、周期が1mm〜10mmであることを特徴とする、請求項1に記載の単線スチールコード。
【請求項5】
前記波形の成形率が120%〜300%であることを特徴とする、請求項1に記載の単線スチールコード。
【請求項6】
前記波形領域の長さは1mm〜100mmであることを特徴とする、請求項2に記載の単線スチールコード。
【請求項7】
前記非波形領域の長さは1mm〜100mmであることを特徴とする、請求項2に記載の単線スチールコード。
【請求項8】
前記単線スチールコードの線径が0.20mm〜1.0mmであることを特徴とする、請求項1に記載の単線スチールコード。
【請求項9】
前記単線スチールコードの炭素含量は0.7%〜2%であり、引張強度は270kg/mm2〜480kg/mm2であることを特徴とする、請求項1に記載の単線スチールコード。
【請求項1】
一つ以上の波形を有する波形領域と、
非波形領域とを含むことを特徴とする、単線スチールコード。
【請求項2】
前記波形領域と非波形領域が1:9〜9:1の長さ比で繰り返されることを特徴とする、請求項1に記載の単線スチールコード。
【請求項3】
前記単線スチールコードは、伸び率が0.5%〜3%であることを特徴とする、請求項1に記載の単線スチールコード。
【請求項4】
前記波形は、高さが0.24mm〜3.0mm、周期が1mm〜10mmであることを特徴とする、請求項1に記載の単線スチールコード。
【請求項5】
前記波形の成形率が120%〜300%であることを特徴とする、請求項1に記載の単線スチールコード。
【請求項6】
前記波形領域の長さは1mm〜100mmであることを特徴とする、請求項2に記載の単線スチールコード。
【請求項7】
前記非波形領域の長さは1mm〜100mmであることを特徴とする、請求項2に記載の単線スチールコード。
【請求項8】
前記単線スチールコードの線径が0.20mm〜1.0mmであることを特徴とする、請求項1に記載の単線スチールコード。
【請求項9】
前記単線スチールコードの炭素含量は0.7%〜2%であり、引張強度は270kg/mm2〜480kg/mm2であることを特徴とする、請求項1に記載の単線スチールコード。
【図1】

【図2】
【図3】
【図2】
【図3】
【公表番号】特表2011−502217(P2011−502217A)
【公表日】平成23年1月20日(2011.1.20)
【国際特許分類】
【出願番号】特願2010−531949(P2010−531949)
【出願日】平成19年12月18日(2007.12.18)
【国際出願番号】PCT/KR2007/006610
【国際公開番号】WO2009/061021
【国際公開日】平成21年5月14日(2009.5.14)
【出願人】(505037280)株式会社暁星 (3)
【氏名又は名称原語表記】HYOSUNG CORPORATION
【住所又は居所原語表記】450,Gongdeok−dong,Mapo−gu,Seoul,Republic of Korea
【Fターム(参考)】
【公表日】平成23年1月20日(2011.1.20)
【国際特許分類】
【出願日】平成19年12月18日(2007.12.18)
【国際出願番号】PCT/KR2007/006610
【国際公開番号】WO2009/061021
【国際公開日】平成21年5月14日(2009.5.14)
【出願人】(505037280)株式会社暁星 (3)
【氏名又は名称原語表記】HYOSUNG CORPORATION
【住所又は居所原語表記】450,Gongdeok−dong,Mapo−gu,Seoul,Republic of Korea
【Fターム(参考)】
[ Back to top ]