
印刷ポリエステルフィルム及び印刷ポリエステルフィルム被覆缶体
【課題】マット調の画像表現をすることができると共に、印刷フィルムの耐傷付性、滑り性が担保された印刷ポリエステルフィルム及びこれを用いた印刷ポリエステルフィルム被覆缶体を提供する。
【解決手段】印刷ポリエステルフィルム1は、基体となるポリエステルフィルムの一方の面に設けられた顔料を含む樹脂組成物からなる印刷層3と、印刷層3の上に設けられた熱硬化型樹脂系接着剤層4と、基体となるポリエステルフィルムの他方の面に設けられ、粒子7が分散された樹脂組成物からなる樹脂組成物層5と、樹脂組成物層5上に設けられ、樹脂組成物層5の表面から突出した前記無機粒子又は有機粒子を被覆することにより形成される粗面状部を有する熱硬化オーバーコート層とを備える。
【解決手段】印刷ポリエステルフィルム1は、基体となるポリエステルフィルムの一方の面に設けられた顔料を含む樹脂組成物からなる印刷層3と、印刷層3の上に設けられた熱硬化型樹脂系接着剤層4と、基体となるポリエステルフィルムの他方の面に設けられ、粒子7が分散された樹脂組成物からなる樹脂組成物層5と、樹脂組成物層5上に設けられ、樹脂組成物層5の表面から突出した前記無機粒子又は有機粒子を被覆することにより形成される粗面状部を有する熱硬化オーバーコート層とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、缶体の外面を被覆する印刷ポリエステルフィルム及び印刷ポリエステルフィルム被覆缶体に関する。
【背景技術】
【0002】
従来、材料用金属板に熱硬化型樹脂系接着剤層を介して加熱接着されて被覆層を形成する印刷ポリエステルフィルムとしては、基体となるポリエステルフィルムの一方の面に顔料を含む樹脂組成物からなる印刷層と熱硬化型樹脂系接着剤層とを設けると共に、他方の面に不活性無機粒子又は架橋高分子等の艶消し成分を含有する熱硬化オーバーコート層を設けたものが知られている(例えば特許文献1参照)。
【0003】
前記印刷ポリエステルフィルムは、前記熱硬化型樹脂系接着剤層を介して前記缶体材料用金属板に接着されたときに、前記印刷層が、前記艶消し成分を含有する熱硬化オーバーコート層を介して透かし見られることにより、マット調の画像・デザイン表現をすることができるとされている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−193267号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、一般に、熱硬化オーバーコート層は、基体となるポリエステルフィルムの寸法安定性の確保、同フィルムの外面からの傷付の防止等のために設けられるものであるので、硬くて強靭であるという特性が求められている。
【0006】
これに対して、前記印刷ポリエステルフィルムの熱硬化オーバーコート層に不活性無機粒子又は架橋高分子等の艶消し成分を分散含有させて艶消し効果をだすためには、艶消し成分の粒子の分散安定性、マット調の画像・デザイン表現を施したい所定箇所に印刷するのに適した粘度、乾燥性等の印刷適性を備えた樹脂組成によって熱硬化オーバーコート層を形成することが求められる。
【0007】
しかしながら、熱硬化オーバーコート層に艶消し成分を分散させて艶消し効果を兼ね備えさせようとすると、一般に前記熱硬化オーバーコート層に求められる前記特性が得られないという問題がある。
【0008】
特に、熱硬化オーバーコート層に不活性無機粒子又は架橋高分子等の艶消し成分を分散含有させた場合には、不活性無機粒子又は架橋高分子等が前記熱硬化オーバーコート層の表面に露出することになる。そのため、熱硬化オーバーコート層に求められる前記滑り性を担保することができず、前記ポリエステルフィルムにより保護被覆層を形成した缶体を搬送する際に、缶体同士又は搬送用のガイド等との接触により逆に傷付きが生じやすくなるという問題がある。
【0009】
本発明は、かかる不都合を解消して、金属板に接着されたときにマット調の画像表現をすることができると共に、基体となるポリエステルフィルムの寸法安定性の保持、同フィルムの外面からの傷付の防止、さらには缶体同士が衝突したときの滑り性の保持することができる印刷ポリエステルフィルム及びこれを用いた印刷ポリエステルフィルム被覆缶体を提供することを目的とする。
【課題を解決するための手段】
【0010】
かかる目的を達成するために、本発明の印刷ポリエステルフィルムは、缶体材料用金属板又は有底筒状缶体に熱硬化型樹脂系接着剤層を介して加熱接着されて保護被覆層を形成する印刷ポリエステルフィルムであって、基体となるポリエステルフィルムの一方の面に設けられた顔料を含む樹脂組成物からなる印刷層と、該印刷層の上に設けられた熱硬化型樹脂系接着剤層と、基体となるポリエステルフィルムの他方の面に設けられ、無機粒子又は有機粒子が分散された樹脂組成物からなる樹脂組成物層と、該樹脂組成物層上に設けられ、該樹脂組成物層の表面から突出した前記無機粒子又は有機粒子を被覆することにより形成される粗面状部を有する熱硬化オーバーコート層とを備えることを特徴とする。
【0011】
本発明の印刷ポリエステルフィルムによれば、前記缶体材料用金属板、又は前記缶体材料用金属板を用いて得られる有底筒状缶体に接着されたときに、前記樹脂組成物層及び熱硬化オーバーコート層を介して前記印刷層による画像やデザイン等が透かし見られることとなる。このとき、前記樹脂組成物層は、前記無機粒子又は有機粒子が分散された樹脂組成物からなり、前記熱硬化オーバーコート層の表面には当該無機粒子又は有機粒子により粗面状部が形成されている。この結果、前記粗面状部が入射光を散乱させると共に、前記無機粒子又は有機粒子自体も入射光を散乱させる艶消し剤として作用するので、前記印刷層による画像やデザイン等についてマット調の表現を行うことができる。
【0012】
また、本発明の印刷ポリエステルフィルムによれば、前記熱硬化オーバーコート層は、艶消し成分を含まないため、これまで印刷フィルムの熱硬化オーバーコート層として使用されてきたものと同じ樹脂組成のものを用いることができるため、オーバーコート層として求められる基体となるポリエステルフィルムの寸法安定性の保持、同フィルムの外面からの傷付の防止、滑り性等を保持することができる。
【0013】
また、本発明の印刷ポリエステルフィルムによれば、前記樹脂組成物層の表面から突出した前記無機粒子又は有機粒子が、前記熱硬化オーバーコート層により被覆されるので、缶体の滑り性を確保し、印刷ポリエステルフィルム及び缶体の表面に傷がつくことを防止することができる。
【0014】
なお、本発明の印刷ポリエステルフィルムにおいて、前記樹脂組成物層は、基体となるポリエステルフィルムの他方の面の一部に設けられ、前記熱硬化オーバーコート層は、該樹脂組成物層上とポリエステルフィルムの他方の面のうち前記樹脂組成物層が設けられていない部分の上とに設けられてもよい。すなわち、本発明の印刷ポリエステルフィルムにおいて、前記樹脂組成物層は、無機粒子又は有機粒子が分散された樹脂組成物を該印刷ポリエステルフィルムの一部に備えても、全面に備えてもよい。
【0015】
かかる構成を備える印刷ポリエステルフィルムによれば、従来の印刷方式でフィルム外面の所定の箇所に艶消し成分を含んだ樹脂組成物層を印刷することができ、その上に前記熱硬化オーバーコート層を設けるため、表面のうちマット調にする部分の熱硬化オーバーコート層とマット調にしない他の部分の熱硬化オーバーコート層との印刷適性を考慮することなく、表面の一部をマット調にすることができる。
【0016】
ところで、本発明のような印刷ポリエステルフィルムは一般的に長尺状であり、基体となるポリエステルフィルムの長手方向に沿って、前記熱硬化オーバーコート層又は前記熱硬化型樹脂系接着剤層を形成した後は、再び巻き取って保管される。
【0017】
ここで、基体となるポリエステルフィルムへの印刷層、熱硬化型樹脂系接着剤層、樹脂組成物層、熱硬化オーバーコート層等の形成工程では、各工程で処理されたフィルムを巻き取ったり巻き戻したりするときのブロッキング性が求められる。例えば、前記熱硬化オーバーコート層及び前記熱硬化型樹脂系接着剤層を形成した後に巻き取って保管されるときには、前記熱硬化オーバーコート層と前記熱硬化型樹脂系接着剤層とが接触してブロッキング現象を起こすことが懸念される。しかし、本発明の印刷ポリエステルフィルムでは、前記熱硬化オーバーコート層の表面に粗面状部が形成されているので、前記のように接触をしても剥離容易となり、巻き取られたときのブロッキング現象をより一層防止させることができる。
【0018】
本発明の印刷ポリエステルフィルムにおいて、当該印刷ポリエステルフィルムに入射した光線を散乱させるために、前記熱硬化オーバーコート層は、算術平均表面粗さRaが0.08〜0.5μmの範囲の粗面状部を備えることが好ましい。
【0019】
前記粗面状部の算術平均表面粗さRaが0.08μm未満であるときは、入射光が散乱しにくく、前記印刷層による画像やデザイン等についてマット調の表現を行うことが難しくなることがある。一方で、前記粗面状部の算術平均表面粗さRaが0.5μmを超えるときは、前記無機粒子又は有機粒子を前記熱硬化オーバーコート層により十分被覆されず、搬送時に缶体同士又は搬送装置との滑りが不足し、傷が付きやすくなる。
【0020】
したがって、本構成を備える印刷ポリエステルフィルムによれば、マット調の表現を行うと共に、缶体の滑り性を確保して缶体の表面に傷がつくことを防止することを両立することができる。
【0021】
また、本発明の印刷ポリエステルフィルムにおいて、前記無機粒子又は有機粒子は、前記樹脂組成物層の表面から突出し、前記粗面状部の算術平均表面粗さRaを前記範囲とするために、1.5〜5μmの範囲の平均粒子径を備えることが好ましい。
【0022】
前記無機粒子又は有機粒子の平均粒子径が1.5μm未満であるときには、前記樹脂組成物層の表面から突出することが難しくなることがあり、前記粗面状部の算術平均表面粗さRaが0.08μm未満になることがある。
【0023】
一方、前記無機粒子又は有機粒子の平均粒子径が5μmを超えるときには、前記樹脂組成物層の表面から突出しすぎて当該熱硬化オーバーコート層により被覆することが難しくなることがあり、前記粗面状部の算術平均表面粗さRaが0.5μmを超えることがある。
【0024】
また、本発明の印刷ポリエステルフィルムにおいて、前記無機粒子又は有機粒子が前記樹脂組成物層の表面から突出し、前記粗面状部の算術平均表面粗さRaを前記範囲とするために、前記樹脂組成物層を形成する樹脂組成物は樹脂固形分100質量部に対し10〜30質量部の前記無機粒子又は有機粒子が分散されており、当該樹脂組成物層は当該無機粒子又は有機粒子を除く当該樹脂組成物のみの厚さが1〜2μmの範囲であり、前記熱硬化オーバーコート層の厚さが1〜2μmの範囲であることが好ましい。
【0025】
前記樹脂組成物に分散されている前記無機粒子又は有機粒子の量が樹脂固形分100質量部に対し10質量部未満か、前記樹脂組成物層の当該樹脂組成物のみの厚さが2μmを超えるときには、前記無機粒子又は有機粒子が前記樹脂組成物層の表面から突出することが難しくなることがあり、前記粗面状部の算術平均表面粗さRaが0.08μm未満になることがある。また、前記熱硬化オーバーコート層の厚さが2μmを超えるときに前記粗面状部の算術平均表面粗さRaを0.08μm以上に維持するためには、前記無機粒子又は有機粒子の平均粒子径を非常に大きく、かつ、前記樹脂組成物層の当該樹脂組成物のみの厚さを非常に薄くしなければならず、製造が困難となる。
【0026】
一方、前記樹脂組成物に分散されている前記無機粒子又は有機粒子の含有量が樹脂固形分100質量部に対し30質量部を超えるか、前記樹脂組成物層の当該樹脂組成物のみの厚さが1μm未満であるときには、前記無機粒子又は有機粒子が前記樹脂組成物層の表面から突出しすぎて前記粗面状部の算術平均表面粗さRaが0.5μmを超えることがある。また、前記熱硬化オーバーコート層の厚さが1μm未満のときは、艶消し成分を含む樹脂組成物層の無機粒子或は有機粒子を被覆することが難しくなり、また、外部からの物理的化学的衝撃から、熱硬化オーバーコート層の下にある層を保護しえない。
【0027】
また、本発明の印刷ポリエステルフィルムにおいて、前記樹脂組成物層を形成する樹脂組成物は顔料を含んでいてもよい。前記樹脂組成物が顔料を含むときには、前記印刷ポリエステルフィルムの印刷層の反対側にも画像やデザイン等を形成することができ、前記印刷層と共にさらに多様な画像・デザイン表現を行うことができる。
【0028】
また、本発明の印刷ポリエステルフィルム被覆缶体は、缶胴部外面側に、印刷ポリエステルフィルムからなる保護被覆層を備える印刷ポリエステルフィルム被覆缶体であって、該印刷ポリエステルフィルムは、基体となるポリエステルフィルムの一方の面に設けられた顔料を含む樹脂組成物からなる印刷層と、該印刷層の上に設けられた熱硬化型樹脂系接着剤層と、基体となるポリエステルフィルムの他方の面に設けられ、無機粒子又は有機粒子が分散された樹脂組成物からなる樹脂組成物層と、該樹脂組成物層上に設けられ、該樹脂組成物層の表面から突出した前記無機粒子又は有機粒子を被覆することにより形成される粗面状部を有する熱硬化オーバーコート層とを備え、該保護被覆層は、該缶胴部外面側に、該印刷ポリエステルフィルムが該熱硬化型樹脂系接着剤層を介して加熱接着されていることを特徴とする。
【0029】
前記印刷ポリエステルフィルム被覆缶体は、例えば、缶胴部外面となる側の両側端縁部を除いた部分に前記ポリエステルフィルムが前記熱硬化型樹脂系接着剤層を介して加熱接着されている短冊状の缶体材料用金属板を丸めて、当該両側端縁部を重ね合わせて溶接接合してなるものであってもよく、缶体材料用金属板を絞り加工又はしごき加工して形成された有底筒状体の缶胴部外面となる側に前記印刷ポリエステルフィルムが前記熱硬化型樹脂系接着剤層を介して加熱接着されているものであってもよい。
【0030】
前記ポリエステルフィルム被覆缶体は、前記短冊状缶体材料用金属板の両側端縁部を重ね合わせて溶接接合してなるものである場合には円筒状体であり、その開放端部に別途製造された缶蓋を二重巻締めすることにより、3ピース溶接缶体を形成することができる。
【0031】
また、前記ポリエステルフィルム被覆缶体は、前記缶体材料用金属板を絞り加工又はしごき加工して形成された有底筒状体である場合には、2ピース缶体を形成することができる。
【0032】
なお、前記有底筒状体の缶胴部外面となる側に前記印刷ポリエステルフィルムを加熱接着して前記印刷ポリエステルフィルム被覆缶体とする場合には、基体となるポリエステルフィルムの他方の面に設けられる前記樹脂組成物層及び熱硬化オーバーコート層は、印刷ポリエステルフィルムを前記有底筒状体に加熱接着をした後に設けてもよい。
【0033】
本発明の印刷ポリエステルフィルム被覆缶体は、缶胴部外面側に本発明の印刷ポリエステルフィルムからなる保護被覆層を備えることにより、マット調の画像・デザイン表現を行うことができると共に、基体となるポリエステルフィルムの寸法安定性、同フィルムの外面からの衝撃等による傷付防止性、缶体同士の滑り性を確保することができる。
【図面の簡単な説明】
【0034】
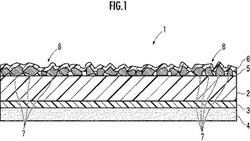
【図1】本発明に係る印刷ポリエステルフィルムの一構成例を示す説明的断面図。
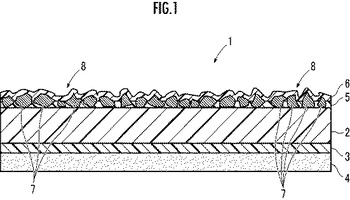
【図2】本発明に係る印刷ポリエステルフィルムが接着された缶体材料用金属板の説明的断面図。
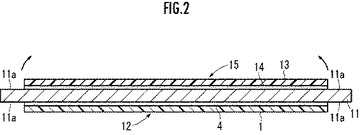
【図3】本発明に係る3ピース溶接缶体の缶胴部の要部を示す説明的断面図。
【図4】本発明に係る2ピース缶体の構成を示す説明的断面図。
【発明を実施するための形態】
【0035】
次に、添付の図面を参照しながら本発明の実施の形態についてさらに詳しく説明する。
【0036】
図1に示す本実施形態の印刷ポリエステルフィルム1は、缶体材料用金属板に接着されて保護被覆層を形成するものである。印刷ポリエステルフィルム1は、基体となるポリエステルフィルム2の一方の面に、顔料を含む樹脂組成物からなる印刷層3と、印刷層3の上に設けられた熱硬化型樹脂系接着剤層4とを備えている。また、印刷ポリエステルフィルム1は、基体となるポリエステルフィルム2の他方の面に、無機粒子又は有機粒子を含む樹脂組成物からなる樹脂組成物層5と、樹脂組成物層5上に設けられた熱硬化オーバーコート層6とを備えている。
【0037】
樹脂組成物層5は、表面から、無機粒子又は有機粒子(以下、単に粒子7という)が突出している。
【0038】
熱硬化オーバーコート層6は、樹脂組成物層5の表面から突出した粒子7が分散された上に設けられており、樹脂組成物層5の表面から突出した粒子7による凸部と粒子7以外の樹脂組成物による凹部との凹凸により形成される粗面状部8を表面に備えている。
【0039】
次に、基体となるポリエステルフィルム2としては、ジカルボン酸成分とジオール成分との重縮合により得られるポリエステルフィルムであって、強度及び透明性等に優れているものが適している。このようなフィルムの材料となるポリエステルとして、例えば、ナフタレンジカルボン酸、テレフタル酸、イソフタル酸等の芳香族ジカルボン酸と、エチレングリコール、プロピレングリコール、ブチレングリコール等のジオール類との重縮合により得られるポリエステルを挙げることができる。前記ポリエステルは、ナフタレンジカルボン酸とエチレングリコールとの重縮合により得られるポリエステル(ポリエチレンナフタレート)又はテレフタル酸とエチレングリコールとの重縮合により得られるポリエステル(ポリエチレンテレフタレート)であることが好ましい。
【0040】
基体となるポリエステルフィルム2は、印刷層3及び樹脂組成物層5との接着力を向上させるために、コロナ放電等の表面酸化処理を行っても良い。
【0041】
また、基体となるポリエステルフィルム2は、5〜50μmの範囲の厚さを有することが好ましい。基体となるポリエステルフィルム2の厚さが5μm未満であるときには、印刷ポリエステルフィルム1による保護被覆層が形成された缶体材料用金属板を缶体に加工するときに、印刷ポリエステルフィルム1が傷付きやすく、ピンホール等が発生して、缶体の保護被覆効果が十分に得られないことがある。また、基体となるポリエステルフィルム2の厚さが50μmを超えるときには残留応力が大きくなり、前記缶体に加工するときに缶胴部にネックイン加工等の絞り加工を施すと、ポリエステルフィルム1の前記缶体材料用金属板に対する密着性が低下する傾向がある。
【0042】
さらに、基体となるポリエステルフィルム2は、印刷層3及び樹脂組成物層5を設けるための強度及び前記缶体材料用金属板に接着される際の熱処理に対する寸法安定性が要求される。そこで、基体となるポリエステルフィルム2は、ポリエチレンナフタレート等の耐熱性ポリエステルフィルム、一軸又は二軸延伸されたポリエチレンテレフタレートフィルム等であることが好ましい。特に、基体となるポリエステルフィルム2は、材料物性的には150℃に30分保持したときの長手方向の熱収縮率が1.2%以下、幅方向の熱収縮率が0%の二軸延伸ポリエステルフィルムであることが好ましい。
【0043】
次に、印刷層3は、顔料を含む樹脂組成物からなり、基体となるポリエステルフィルム2の一方の面上に例えばグラビア印刷等により形成される。前記顔料としては、従来公知の顔料を用いることができ、パール顔料又は金属粉末を含む顔料、例えばシルバー顔料等を用いてもよい。
【0044】
前記樹脂組成物としては、グラビア印刷等に用いられる従来公知の樹脂組成物を用いることができる。このような樹脂組成物として、例えば、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物又は、ポリエステルポリウレタン樹脂とポリイソシアネート系樹脂とからなる樹脂組成物を挙げることができる。
【0045】
また、印刷層3は、金属粉末を含む顔料を除く汎用の顔料又はパール顔料を含む樹脂組成物からなる第1の印刷層(図示せず)と、金属粉末を含む顔料を含む樹脂組成物からなる第2の印刷層(図示せず)とからなるものであってもよい。この場合、基体となるポリエステルフィルム2上に、まず第1の印刷層が形成され、第1の印刷層上に第2の印刷層が形成される。
【0046】
次に、熱硬化型樹脂系接着剤層4は、印刷層3上に塗布されることにより形成される。熱硬化型樹脂系接着剤層4は、ポリエステル樹脂とアミノプラスト樹脂もしくはポリイソシアネート樹脂とを含む熱硬化型樹脂系接着剤組成物、又は、ポリエステル樹脂とブロックイソシアネート化合物もしくは内部ブロックイソシアネート化合物とを含む熱硬化型樹脂系接着剤組成物等により形成することができる。また、熱硬化型樹脂系接着剤層4は、金属粉末を含んでいてもよい。
【0047】
なお、印刷される画像・デザインを鮮明にするために、熱硬化型樹脂系接着剤層4と印刷層3との間に白インキを全面印刷することにより白インキ層を設けてもよい。前記白インキ層は、いわゆる白押さえと呼ばれる周知のものを使用することが出来る。
【0048】
次に、樹脂組成物層5は、粒子7が分散された樹脂組成物からなり、基体となるポリエステルフィルム2の印刷層3と反対側の面上、すなわち表面側に例えばグラビア印刷等により形成される。
【0049】
前記無機粒子としては、炭酸カルシウム、炭酸マグネシウム、リン酸カルシウム、アパタイト、硫酸バリウム、フッ化カルシウム、タルク、マイカ、カオリン、酸化ケイ素(シリカ)、アルミナ、二酸化チタン、酸化ジルコニウム、酸化鉄、アルミナ/シリカ複合酸化物、ホウ酸アルミニウム等を挙げることができる。
【0050】
また、前記有機粒子としては、ポリスチレン、ポリメタクリル酸エステル、ポリアクリル酸エステル、ベンゾグアナミン・ホルムアルデヒド縮合物、ベンゾグアナミン・メラミン・ホルムアルデヒド縮合物、それらの共重合体、或いはそれらの架橋体等からなる粒子を挙げることができる。
【0051】
前記無機粒子又は有機粒子は、1.5〜5μmの範囲の平均粒子径を備えることが好ましい。前記無機粒子又は有機粒子は、単独で用いてもよく、2種以上を混合して用いてもよい。
【0052】
前記樹脂組成物としては、グラビア印刷等に用いられる従来公知の樹脂組成物を用いることができる。このような樹脂組成物として、例えば、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物又は、ポリエステルポリウレタン樹脂とポリイソシアネート系樹脂とからなる樹脂組成物を挙げることができる。
【0053】
また、樹脂組成物層5は、前記樹脂組成物が樹脂固形分100質量部に対し10〜30質量部の前記無機粒子又は有機粒子を含み、かつ、該樹脂組成物層は該無機粒子又は有機粒子を除く該樹脂組成物のみが1〜2μmの範囲の厚さを備えることが好ましい。この結果、樹脂組成物層5は、前記無機粒子又は有機粒子がその表面から突出した構成とすることができる。
【0054】
また、樹脂組成物層5は、顔料を含む樹脂組成物からなるものであってもよい。前記顔料としては、従来公知の顔料を用いることができ、パール顔料又は金属粉末、例えばシルバー顔料等を用いてもよい。
【0055】
また、樹脂組成物層5は、図1に示すように、基体となるポリエステルフィルム2の全面に設けられていてもよく、また、印刷層3のデザインの特定部位に対応する部分に部分的に設けられていてもよい(図示せず)。
【0056】
次に、熱硬化オーバーコート層6は、熱硬化型樹脂からなり、樹脂組成物層5上に形成されて、樹脂組成物層5の表面から突出している粒子7を被覆する。この結果、熱硬化オーバーコート層6は、表面に、粒子7の凹凸により形成される粗面状部8を備えた構成となっている。
【0057】
熱硬化オーバーコート層6を形成する熱硬化型樹脂は、従来公知のものを用いることができる。このような前記熱硬化型樹脂としては、例えば、エポキシ樹脂とアミノプラスト樹脂を挙げることができ、その他ポリエステル樹脂等を併用することが出来る。特に、本構成を備えるポリエステルフィルム1によれば、前記熱硬化型樹脂に粒子7を分散混入させる必要がないため、使用する樹脂組成としては艶消し成分の分散安定性や、所定部位に印刷するための印刷適性等を考慮する必要が無い。
【0058】
また、高温短時間で被覆硬化層を形成できるように、短時間硬化触媒として有機酸又はリン酸、ポリリン酸等の無機酸が添加されているものが適している。さらに、前記熱硬化型樹脂は、熱硬化オーバーコート層6の耐傷付性の向上、滑り性向上のために、シリコン或はワックスが添加されていることが好ましい。なお、前記熱硬化オーバーコート層6は、1〜2μmの範囲の厚さを備えることが好ましい。
【0059】
この構成を備える熱硬化オーバーコート層6によれば、粒子7の分散安定性や印刷適性の問題を考慮せず、好適な樹脂組成を用いることができる。そのため、熱硬化オーバーコート層6を形成したポリエステルフィルム2を用いて、後述の印刷ポリエステルフィルム被覆缶体の保護被覆層を形成した際に、該ポリエステルフィルム被覆缶体の滑り性を良くすることができると共に、耐傷付性を向上させることができる。
【0060】
熱硬化オーバーコート層6において、粒子7により形成される粗面状部8は、算術平均表面粗さRaが0.08〜0.5μmの範囲にあることが好ましい。
【0061】
算術平均表面粗さRaがこの範囲になるように構成された粗面状部8によれば、マット調の表現を行うと共に、缶体の滑り性を確保して缶体の表面に傷がつくことを防止することを両立することができる。
【0062】
本実施形態の印刷ポリエステルフィルム1は、例えば、次のようにして製造することができる。
【0063】
まず、前述のように、原反フィルムを所定幅毎に裁断して長尺状とした基体となるポリエステルフィルム2に熱処理を施し、残留応力を緩和する。
【0064】
次に、基体となるポリエステルフィルム2の金属板に接着する方の面、すなわち裏面側に印刷層3を形成し、次いで印刷層3と反対側の面、すなわち表面側に樹脂組成物層5を形成する。そして、基体となるポリエステルフィルム2を長さ方向に沿って巻き取り、保管する。このとき、樹脂組成物層5はその表面から前記無機粒子又は有機粒子が突出しているので、前記のように巻き取られた状態で印刷層3と樹脂組成物層5とが接着してブロッキング現象を起こすことを防止することができる。
【0065】
次に、前記のように巻き取られた基体となるポリエステルフィルム2を引き出し、樹脂組成物層5上に熱硬化オーバーコート層6を形成する。そして、熱硬化オーバーコート層6が形成された基体となるポリエステルフィルム2を長さ方向に沿って巻き取り、保管する。このとき、熱硬化オーバーコート層6は、加熱されて硬化しているので、印刷層3と熱硬化オーバーコート層6とが接着してブロッキング現象を起こすことは樹脂組成物層5に比べて少ないが、表面に粗面状部8を備えることから、より確実に防止することができる。
【0066】
次に、前記のように巻き取られた基体となるポリエステルフィルム2を再び引き出し、印刷層3上に熱硬化型樹脂系接着剤層4を形成することにより、本実施形態の印刷ポリエステルフィルム1が完成する。印刷ポリエステルフィルム1は、長さ方向に沿って巻き取られて保管され、缶体材料用金属板に接着し、保護被覆層を形成する用途に用いられる。
【0067】
このときも、熱硬化オーバーコート層6は表面に粗面状部8を備えることから、熱硬化型樹脂系接着剤層4とのブロッキング現象を防止することができる。
【0068】
次に、印刷ポリエステルフィルム1を用いた本実施形態の印刷ポリエステルフィルム被覆缶体について説明する。
【0069】
本実施形態の印刷ポリエステルフィルム被覆缶体は、例えば、印刷ポリエステルフィルム1が熱硬化型樹脂系接着剤層4を介して加熱接着されている短冊状缶体材料用金属板を丸めて、その両側端縁部を重ね合わせて溶接接合してなる溶接缶体である。
【0070】
前記溶接缶体は、図2に示す缶体材料用金属板11から形成される。缶体材料用金属板11は、その缶外面となる側の両側端縁部11a,11aを除いた部分に、図1に示す印刷ポリエステルフィルム1が熱硬化型樹脂系接着剤層4を介して熱接着されて保護被覆層12が形成されている。尚、図2において、印刷ポリエステルフィルム1は印刷層3、樹脂組成物層5、熱硬化オーバーコート層6を省略して示している。
【0071】
また、缶体材料用金属板11の缶内面となる側の両側端縁部11a,11aを除いた部分には、透明なポリエステルフィルム13がポリエステルフィルム1と同様の熱硬化型樹脂系接着剤層14を介して熱接着されて内面保護被覆層15が形成されている。
【0072】
ポリエステルフィルム13は、缶体材料用金属板11を被覆する工程への適性、溶接缶体を形成したときの缶品質の面からポリエチレンテレフタレートフィルムであることが適している。
【0073】
缶体材料用金属板11としては、錫メッキ鋼板、ティン・フリー鋼板、アルミニウム板及びそれらの表面に各種表面処理を施した表面処理金属板、また、それらにプラスチックフィルムを被覆し、或いは樹脂コーティングを施したもの等を挙げることができる。
【0074】
保護被覆層12及び内面保護被覆層15が形成された缶体材料用金属板11は図2に矢示するように丸められ、図3示のように両側端縁部11a,11aを重ね合わせて溶接接合することにより缶胴部16が形成される。缶胴部16の保護被覆層12及び内面保護被覆層15が形成されていない部分には、公知の被覆補正塗料17により、被覆補正がなされる。そして、缶胴部16の両端縁部をネックイン加工、フランジ加工したのち、別途製造された缶蓋を二重巻締めすることにより、3ピース溶接缶体とすることができる。
【0075】
また、本実施形態の印刷ポリエステルフィルム被覆缶体は、例えば、前記缶体材料用金属板を絞り加工又はしごき加工して形成された有底筒状体の缶胴部外面となる側に印刷ポリエステルフィルム1が熱硬化型樹脂系接着剤層4を介して加熱接着されている2ピース缶体であってもよい。
【0076】
印刷ポリエステルフィルム1が加熱接着された2ピース缶体は、印刷ポリエステルフィルム1を完成させた後、有底筒状体の缶胴部外面となる側に印刷ポリエステルフィルム1を加熱接着することにより製造してもよく、又は、基体となるポリエステルフィルム2の裏面側に印刷層3及び熱硬化型樹脂系接着剤層4、表面側に樹脂組成物層5を形成した印刷ポリエステルフィルム1を有底筒状体の缶胴部外面となる側に加熱接着した後に、熱硬化オーバーコート層を形成することにより製造してもよい。
【0077】
図4に示す2ピース缶体21は、缶体材料用金属板22を絞り加工或いはしごき加工して得られた有底円筒状体23から形成される。缶体材料用金属板22は、前記缶体材料用金属板11を用いることができる。当該缶体材料用金属板22は、表面にポリエステルフィルムが接着されたものであってもよい。また、両面にポリエステルフィルム24,25を被覆したティン・フリー鋼板を用いてもよい。
【0078】
有底円筒状体23は、図4(b)に示すように、缶胴部外面となる側に印刷ポリエステルフィルム1が熱硬化型樹脂系接着剤層4を介して加熱接着されて保護被覆層が形成されることにより、2ピース缶体21とされる。2ピース缶体21は、前記保護被覆層の形成後、開口部にネックイン加工26及びフランジ加工27が施される。
【0079】
2ピース缶体21の缶内面側に接着されるポリエステルフィルム24としては、前記溶接缶体に用いられるポリエステルフィルム13と同様のものを、ポリエステルフィルム13と同一にして用いることができる。
【符号の説明】
【0080】
1…印刷ポリエステルフィルム、 2…基体となるポリエステルフィルム、 3…印刷層、 4…熱硬化型接着剤層、 5…樹脂組成物層、 6…熱硬化オーバーコート層、 7…粒子、 11,22…缶体材料用金属板、 12…保護被覆層、 16,21…印刷ポリエステルフィルム被覆缶体。
【技術分野】
【0001】
本発明は、缶体の外面を被覆する印刷ポリエステルフィルム及び印刷ポリエステルフィルム被覆缶体に関する。
【背景技術】
【0002】
従来、材料用金属板に熱硬化型樹脂系接着剤層を介して加熱接着されて被覆層を形成する印刷ポリエステルフィルムとしては、基体となるポリエステルフィルムの一方の面に顔料を含む樹脂組成物からなる印刷層と熱硬化型樹脂系接着剤層とを設けると共に、他方の面に不活性無機粒子又は架橋高分子等の艶消し成分を含有する熱硬化オーバーコート層を設けたものが知られている(例えば特許文献1参照)。
【0003】
前記印刷ポリエステルフィルムは、前記熱硬化型樹脂系接着剤層を介して前記缶体材料用金属板に接着されたときに、前記印刷層が、前記艶消し成分を含有する熱硬化オーバーコート層を介して透かし見られることにより、マット調の画像・デザイン表現をすることができるとされている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−193267号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、一般に、熱硬化オーバーコート層は、基体となるポリエステルフィルムの寸法安定性の確保、同フィルムの外面からの傷付の防止等のために設けられるものであるので、硬くて強靭であるという特性が求められている。
【0006】
これに対して、前記印刷ポリエステルフィルムの熱硬化オーバーコート層に不活性無機粒子又は架橋高分子等の艶消し成分を分散含有させて艶消し効果をだすためには、艶消し成分の粒子の分散安定性、マット調の画像・デザイン表現を施したい所定箇所に印刷するのに適した粘度、乾燥性等の印刷適性を備えた樹脂組成によって熱硬化オーバーコート層を形成することが求められる。
【0007】
しかしながら、熱硬化オーバーコート層に艶消し成分を分散させて艶消し効果を兼ね備えさせようとすると、一般に前記熱硬化オーバーコート層に求められる前記特性が得られないという問題がある。
【0008】
特に、熱硬化オーバーコート層に不活性無機粒子又は架橋高分子等の艶消し成分を分散含有させた場合には、不活性無機粒子又は架橋高分子等が前記熱硬化オーバーコート層の表面に露出することになる。そのため、熱硬化オーバーコート層に求められる前記滑り性を担保することができず、前記ポリエステルフィルムにより保護被覆層を形成した缶体を搬送する際に、缶体同士又は搬送用のガイド等との接触により逆に傷付きが生じやすくなるという問題がある。
【0009】
本発明は、かかる不都合を解消して、金属板に接着されたときにマット調の画像表現をすることができると共に、基体となるポリエステルフィルムの寸法安定性の保持、同フィルムの外面からの傷付の防止、さらには缶体同士が衝突したときの滑り性の保持することができる印刷ポリエステルフィルム及びこれを用いた印刷ポリエステルフィルム被覆缶体を提供することを目的とする。
【課題を解決するための手段】
【0010】
かかる目的を達成するために、本発明の印刷ポリエステルフィルムは、缶体材料用金属板又は有底筒状缶体に熱硬化型樹脂系接着剤層を介して加熱接着されて保護被覆層を形成する印刷ポリエステルフィルムであって、基体となるポリエステルフィルムの一方の面に設けられた顔料を含む樹脂組成物からなる印刷層と、該印刷層の上に設けられた熱硬化型樹脂系接着剤層と、基体となるポリエステルフィルムの他方の面に設けられ、無機粒子又は有機粒子が分散された樹脂組成物からなる樹脂組成物層と、該樹脂組成物層上に設けられ、該樹脂組成物層の表面から突出した前記無機粒子又は有機粒子を被覆することにより形成される粗面状部を有する熱硬化オーバーコート層とを備えることを特徴とする。
【0011】
本発明の印刷ポリエステルフィルムによれば、前記缶体材料用金属板、又は前記缶体材料用金属板を用いて得られる有底筒状缶体に接着されたときに、前記樹脂組成物層及び熱硬化オーバーコート層を介して前記印刷層による画像やデザイン等が透かし見られることとなる。このとき、前記樹脂組成物層は、前記無機粒子又は有機粒子が分散された樹脂組成物からなり、前記熱硬化オーバーコート層の表面には当該無機粒子又は有機粒子により粗面状部が形成されている。この結果、前記粗面状部が入射光を散乱させると共に、前記無機粒子又は有機粒子自体も入射光を散乱させる艶消し剤として作用するので、前記印刷層による画像やデザイン等についてマット調の表現を行うことができる。
【0012】
また、本発明の印刷ポリエステルフィルムによれば、前記熱硬化オーバーコート層は、艶消し成分を含まないため、これまで印刷フィルムの熱硬化オーバーコート層として使用されてきたものと同じ樹脂組成のものを用いることができるため、オーバーコート層として求められる基体となるポリエステルフィルムの寸法安定性の保持、同フィルムの外面からの傷付の防止、滑り性等を保持することができる。
【0013】
また、本発明の印刷ポリエステルフィルムによれば、前記樹脂組成物層の表面から突出した前記無機粒子又は有機粒子が、前記熱硬化オーバーコート層により被覆されるので、缶体の滑り性を確保し、印刷ポリエステルフィルム及び缶体の表面に傷がつくことを防止することができる。
【0014】
なお、本発明の印刷ポリエステルフィルムにおいて、前記樹脂組成物層は、基体となるポリエステルフィルムの他方の面の一部に設けられ、前記熱硬化オーバーコート層は、該樹脂組成物層上とポリエステルフィルムの他方の面のうち前記樹脂組成物層が設けられていない部分の上とに設けられてもよい。すなわち、本発明の印刷ポリエステルフィルムにおいて、前記樹脂組成物層は、無機粒子又は有機粒子が分散された樹脂組成物を該印刷ポリエステルフィルムの一部に備えても、全面に備えてもよい。
【0015】
かかる構成を備える印刷ポリエステルフィルムによれば、従来の印刷方式でフィルム外面の所定の箇所に艶消し成分を含んだ樹脂組成物層を印刷することができ、その上に前記熱硬化オーバーコート層を設けるため、表面のうちマット調にする部分の熱硬化オーバーコート層とマット調にしない他の部分の熱硬化オーバーコート層との印刷適性を考慮することなく、表面の一部をマット調にすることができる。
【0016】
ところで、本発明のような印刷ポリエステルフィルムは一般的に長尺状であり、基体となるポリエステルフィルムの長手方向に沿って、前記熱硬化オーバーコート層又は前記熱硬化型樹脂系接着剤層を形成した後は、再び巻き取って保管される。
【0017】
ここで、基体となるポリエステルフィルムへの印刷層、熱硬化型樹脂系接着剤層、樹脂組成物層、熱硬化オーバーコート層等の形成工程では、各工程で処理されたフィルムを巻き取ったり巻き戻したりするときのブロッキング性が求められる。例えば、前記熱硬化オーバーコート層及び前記熱硬化型樹脂系接着剤層を形成した後に巻き取って保管されるときには、前記熱硬化オーバーコート層と前記熱硬化型樹脂系接着剤層とが接触してブロッキング現象を起こすことが懸念される。しかし、本発明の印刷ポリエステルフィルムでは、前記熱硬化オーバーコート層の表面に粗面状部が形成されているので、前記のように接触をしても剥離容易となり、巻き取られたときのブロッキング現象をより一層防止させることができる。
【0018】
本発明の印刷ポリエステルフィルムにおいて、当該印刷ポリエステルフィルムに入射した光線を散乱させるために、前記熱硬化オーバーコート層は、算術平均表面粗さRaが0.08〜0.5μmの範囲の粗面状部を備えることが好ましい。
【0019】
前記粗面状部の算術平均表面粗さRaが0.08μm未満であるときは、入射光が散乱しにくく、前記印刷層による画像やデザイン等についてマット調の表現を行うことが難しくなることがある。一方で、前記粗面状部の算術平均表面粗さRaが0.5μmを超えるときは、前記無機粒子又は有機粒子を前記熱硬化オーバーコート層により十分被覆されず、搬送時に缶体同士又は搬送装置との滑りが不足し、傷が付きやすくなる。
【0020】
したがって、本構成を備える印刷ポリエステルフィルムによれば、マット調の表現を行うと共に、缶体の滑り性を確保して缶体の表面に傷がつくことを防止することを両立することができる。
【0021】
また、本発明の印刷ポリエステルフィルムにおいて、前記無機粒子又は有機粒子は、前記樹脂組成物層の表面から突出し、前記粗面状部の算術平均表面粗さRaを前記範囲とするために、1.5〜5μmの範囲の平均粒子径を備えることが好ましい。
【0022】
前記無機粒子又は有機粒子の平均粒子径が1.5μm未満であるときには、前記樹脂組成物層の表面から突出することが難しくなることがあり、前記粗面状部の算術平均表面粗さRaが0.08μm未満になることがある。
【0023】
一方、前記無機粒子又は有機粒子の平均粒子径が5μmを超えるときには、前記樹脂組成物層の表面から突出しすぎて当該熱硬化オーバーコート層により被覆することが難しくなることがあり、前記粗面状部の算術平均表面粗さRaが0.5μmを超えることがある。
【0024】
また、本発明の印刷ポリエステルフィルムにおいて、前記無機粒子又は有機粒子が前記樹脂組成物層の表面から突出し、前記粗面状部の算術平均表面粗さRaを前記範囲とするために、前記樹脂組成物層を形成する樹脂組成物は樹脂固形分100質量部に対し10〜30質量部の前記無機粒子又は有機粒子が分散されており、当該樹脂組成物層は当該無機粒子又は有機粒子を除く当該樹脂組成物のみの厚さが1〜2μmの範囲であり、前記熱硬化オーバーコート層の厚さが1〜2μmの範囲であることが好ましい。
【0025】
前記樹脂組成物に分散されている前記無機粒子又は有機粒子の量が樹脂固形分100質量部に対し10質量部未満か、前記樹脂組成物層の当該樹脂組成物のみの厚さが2μmを超えるときには、前記無機粒子又は有機粒子が前記樹脂組成物層の表面から突出することが難しくなることがあり、前記粗面状部の算術平均表面粗さRaが0.08μm未満になることがある。また、前記熱硬化オーバーコート層の厚さが2μmを超えるときに前記粗面状部の算術平均表面粗さRaを0.08μm以上に維持するためには、前記無機粒子又は有機粒子の平均粒子径を非常に大きく、かつ、前記樹脂組成物層の当該樹脂組成物のみの厚さを非常に薄くしなければならず、製造が困難となる。
【0026】
一方、前記樹脂組成物に分散されている前記無機粒子又は有機粒子の含有量が樹脂固形分100質量部に対し30質量部を超えるか、前記樹脂組成物層の当該樹脂組成物のみの厚さが1μm未満であるときには、前記無機粒子又は有機粒子が前記樹脂組成物層の表面から突出しすぎて前記粗面状部の算術平均表面粗さRaが0.5μmを超えることがある。また、前記熱硬化オーバーコート層の厚さが1μm未満のときは、艶消し成分を含む樹脂組成物層の無機粒子或は有機粒子を被覆することが難しくなり、また、外部からの物理的化学的衝撃から、熱硬化オーバーコート層の下にある層を保護しえない。
【0027】
また、本発明の印刷ポリエステルフィルムにおいて、前記樹脂組成物層を形成する樹脂組成物は顔料を含んでいてもよい。前記樹脂組成物が顔料を含むときには、前記印刷ポリエステルフィルムの印刷層の反対側にも画像やデザイン等を形成することができ、前記印刷層と共にさらに多様な画像・デザイン表現を行うことができる。
【0028】
また、本発明の印刷ポリエステルフィルム被覆缶体は、缶胴部外面側に、印刷ポリエステルフィルムからなる保護被覆層を備える印刷ポリエステルフィルム被覆缶体であって、該印刷ポリエステルフィルムは、基体となるポリエステルフィルムの一方の面に設けられた顔料を含む樹脂組成物からなる印刷層と、該印刷層の上に設けられた熱硬化型樹脂系接着剤層と、基体となるポリエステルフィルムの他方の面に設けられ、無機粒子又は有機粒子が分散された樹脂組成物からなる樹脂組成物層と、該樹脂組成物層上に設けられ、該樹脂組成物層の表面から突出した前記無機粒子又は有機粒子を被覆することにより形成される粗面状部を有する熱硬化オーバーコート層とを備え、該保護被覆層は、該缶胴部外面側に、該印刷ポリエステルフィルムが該熱硬化型樹脂系接着剤層を介して加熱接着されていることを特徴とする。
【0029】
前記印刷ポリエステルフィルム被覆缶体は、例えば、缶胴部外面となる側の両側端縁部を除いた部分に前記ポリエステルフィルムが前記熱硬化型樹脂系接着剤層を介して加熱接着されている短冊状の缶体材料用金属板を丸めて、当該両側端縁部を重ね合わせて溶接接合してなるものであってもよく、缶体材料用金属板を絞り加工又はしごき加工して形成された有底筒状体の缶胴部外面となる側に前記印刷ポリエステルフィルムが前記熱硬化型樹脂系接着剤層を介して加熱接着されているものであってもよい。
【0030】
前記ポリエステルフィルム被覆缶体は、前記短冊状缶体材料用金属板の両側端縁部を重ね合わせて溶接接合してなるものである場合には円筒状体であり、その開放端部に別途製造された缶蓋を二重巻締めすることにより、3ピース溶接缶体を形成することができる。
【0031】
また、前記ポリエステルフィルム被覆缶体は、前記缶体材料用金属板を絞り加工又はしごき加工して形成された有底筒状体である場合には、2ピース缶体を形成することができる。
【0032】
なお、前記有底筒状体の缶胴部外面となる側に前記印刷ポリエステルフィルムを加熱接着して前記印刷ポリエステルフィルム被覆缶体とする場合には、基体となるポリエステルフィルムの他方の面に設けられる前記樹脂組成物層及び熱硬化オーバーコート層は、印刷ポリエステルフィルムを前記有底筒状体に加熱接着をした後に設けてもよい。
【0033】
本発明の印刷ポリエステルフィルム被覆缶体は、缶胴部外面側に本発明の印刷ポリエステルフィルムからなる保護被覆層を備えることにより、マット調の画像・デザイン表現を行うことができると共に、基体となるポリエステルフィルムの寸法安定性、同フィルムの外面からの衝撃等による傷付防止性、缶体同士の滑り性を確保することができる。
【図面の簡単な説明】
【0034】
【図1】本発明に係る印刷ポリエステルフィルムの一構成例を示す説明的断面図。
【図2】本発明に係る印刷ポリエステルフィルムが接着された缶体材料用金属板の説明的断面図。
【図3】本発明に係る3ピース溶接缶体の缶胴部の要部を示す説明的断面図。
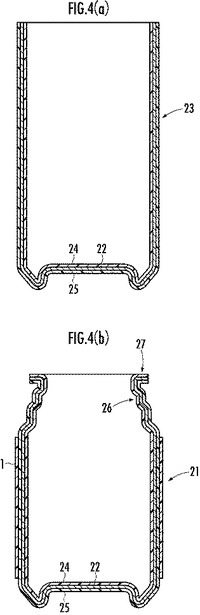
【図4】本発明に係る2ピース缶体の構成を示す説明的断面図。
【発明を実施するための形態】
【0035】
次に、添付の図面を参照しながら本発明の実施の形態についてさらに詳しく説明する。
【0036】
図1に示す本実施形態の印刷ポリエステルフィルム1は、缶体材料用金属板に接着されて保護被覆層を形成するものである。印刷ポリエステルフィルム1は、基体となるポリエステルフィルム2の一方の面に、顔料を含む樹脂組成物からなる印刷層3と、印刷層3の上に設けられた熱硬化型樹脂系接着剤層4とを備えている。また、印刷ポリエステルフィルム1は、基体となるポリエステルフィルム2の他方の面に、無機粒子又は有機粒子を含む樹脂組成物からなる樹脂組成物層5と、樹脂組成物層5上に設けられた熱硬化オーバーコート層6とを備えている。
【0037】
樹脂組成物層5は、表面から、無機粒子又は有機粒子(以下、単に粒子7という)が突出している。
【0038】
熱硬化オーバーコート層6は、樹脂組成物層5の表面から突出した粒子7が分散された上に設けられており、樹脂組成物層5の表面から突出した粒子7による凸部と粒子7以外の樹脂組成物による凹部との凹凸により形成される粗面状部8を表面に備えている。
【0039】
次に、基体となるポリエステルフィルム2としては、ジカルボン酸成分とジオール成分との重縮合により得られるポリエステルフィルムであって、強度及び透明性等に優れているものが適している。このようなフィルムの材料となるポリエステルとして、例えば、ナフタレンジカルボン酸、テレフタル酸、イソフタル酸等の芳香族ジカルボン酸と、エチレングリコール、プロピレングリコール、ブチレングリコール等のジオール類との重縮合により得られるポリエステルを挙げることができる。前記ポリエステルは、ナフタレンジカルボン酸とエチレングリコールとの重縮合により得られるポリエステル(ポリエチレンナフタレート)又はテレフタル酸とエチレングリコールとの重縮合により得られるポリエステル(ポリエチレンテレフタレート)であることが好ましい。
【0040】
基体となるポリエステルフィルム2は、印刷層3及び樹脂組成物層5との接着力を向上させるために、コロナ放電等の表面酸化処理を行っても良い。
【0041】
また、基体となるポリエステルフィルム2は、5〜50μmの範囲の厚さを有することが好ましい。基体となるポリエステルフィルム2の厚さが5μm未満であるときには、印刷ポリエステルフィルム1による保護被覆層が形成された缶体材料用金属板を缶体に加工するときに、印刷ポリエステルフィルム1が傷付きやすく、ピンホール等が発生して、缶体の保護被覆効果が十分に得られないことがある。また、基体となるポリエステルフィルム2の厚さが50μmを超えるときには残留応力が大きくなり、前記缶体に加工するときに缶胴部にネックイン加工等の絞り加工を施すと、ポリエステルフィルム1の前記缶体材料用金属板に対する密着性が低下する傾向がある。
【0042】
さらに、基体となるポリエステルフィルム2は、印刷層3及び樹脂組成物層5を設けるための強度及び前記缶体材料用金属板に接着される際の熱処理に対する寸法安定性が要求される。そこで、基体となるポリエステルフィルム2は、ポリエチレンナフタレート等の耐熱性ポリエステルフィルム、一軸又は二軸延伸されたポリエチレンテレフタレートフィルム等であることが好ましい。特に、基体となるポリエステルフィルム2は、材料物性的には150℃に30分保持したときの長手方向の熱収縮率が1.2%以下、幅方向の熱収縮率が0%の二軸延伸ポリエステルフィルムであることが好ましい。
【0043】
次に、印刷層3は、顔料を含む樹脂組成物からなり、基体となるポリエステルフィルム2の一方の面上に例えばグラビア印刷等により形成される。前記顔料としては、従来公知の顔料を用いることができ、パール顔料又は金属粉末を含む顔料、例えばシルバー顔料等を用いてもよい。
【0044】
前記樹脂組成物としては、グラビア印刷等に用いられる従来公知の樹脂組成物を用いることができる。このような樹脂組成物として、例えば、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物又は、ポリエステルポリウレタン樹脂とポリイソシアネート系樹脂とからなる樹脂組成物を挙げることができる。
【0045】
また、印刷層3は、金属粉末を含む顔料を除く汎用の顔料又はパール顔料を含む樹脂組成物からなる第1の印刷層(図示せず)と、金属粉末を含む顔料を含む樹脂組成物からなる第2の印刷層(図示せず)とからなるものであってもよい。この場合、基体となるポリエステルフィルム2上に、まず第1の印刷層が形成され、第1の印刷層上に第2の印刷層が形成される。
【0046】
次に、熱硬化型樹脂系接着剤層4は、印刷層3上に塗布されることにより形成される。熱硬化型樹脂系接着剤層4は、ポリエステル樹脂とアミノプラスト樹脂もしくはポリイソシアネート樹脂とを含む熱硬化型樹脂系接着剤組成物、又は、ポリエステル樹脂とブロックイソシアネート化合物もしくは内部ブロックイソシアネート化合物とを含む熱硬化型樹脂系接着剤組成物等により形成することができる。また、熱硬化型樹脂系接着剤層4は、金属粉末を含んでいてもよい。
【0047】
なお、印刷される画像・デザインを鮮明にするために、熱硬化型樹脂系接着剤層4と印刷層3との間に白インキを全面印刷することにより白インキ層を設けてもよい。前記白インキ層は、いわゆる白押さえと呼ばれる周知のものを使用することが出来る。
【0048】
次に、樹脂組成物層5は、粒子7が分散された樹脂組成物からなり、基体となるポリエステルフィルム2の印刷層3と反対側の面上、すなわち表面側に例えばグラビア印刷等により形成される。
【0049】
前記無機粒子としては、炭酸カルシウム、炭酸マグネシウム、リン酸カルシウム、アパタイト、硫酸バリウム、フッ化カルシウム、タルク、マイカ、カオリン、酸化ケイ素(シリカ)、アルミナ、二酸化チタン、酸化ジルコニウム、酸化鉄、アルミナ/シリカ複合酸化物、ホウ酸アルミニウム等を挙げることができる。
【0050】
また、前記有機粒子としては、ポリスチレン、ポリメタクリル酸エステル、ポリアクリル酸エステル、ベンゾグアナミン・ホルムアルデヒド縮合物、ベンゾグアナミン・メラミン・ホルムアルデヒド縮合物、それらの共重合体、或いはそれらの架橋体等からなる粒子を挙げることができる。
【0051】
前記無機粒子又は有機粒子は、1.5〜5μmの範囲の平均粒子径を備えることが好ましい。前記無機粒子又は有機粒子は、単独で用いてもよく、2種以上を混合して用いてもよい。
【0052】
前記樹脂組成物としては、グラビア印刷等に用いられる従来公知の樹脂組成物を用いることができる。このような樹脂組成物として、例えば、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物又は、ポリエステルポリウレタン樹脂とポリイソシアネート系樹脂とからなる樹脂組成物を挙げることができる。
【0053】
また、樹脂組成物層5は、前記樹脂組成物が樹脂固形分100質量部に対し10〜30質量部の前記無機粒子又は有機粒子を含み、かつ、該樹脂組成物層は該無機粒子又は有機粒子を除く該樹脂組成物のみが1〜2μmの範囲の厚さを備えることが好ましい。この結果、樹脂組成物層5は、前記無機粒子又は有機粒子がその表面から突出した構成とすることができる。
【0054】
また、樹脂組成物層5は、顔料を含む樹脂組成物からなるものであってもよい。前記顔料としては、従来公知の顔料を用いることができ、パール顔料又は金属粉末、例えばシルバー顔料等を用いてもよい。
【0055】
また、樹脂組成物層5は、図1に示すように、基体となるポリエステルフィルム2の全面に設けられていてもよく、また、印刷層3のデザインの特定部位に対応する部分に部分的に設けられていてもよい(図示せず)。
【0056】
次に、熱硬化オーバーコート層6は、熱硬化型樹脂からなり、樹脂組成物層5上に形成されて、樹脂組成物層5の表面から突出している粒子7を被覆する。この結果、熱硬化オーバーコート層6は、表面に、粒子7の凹凸により形成される粗面状部8を備えた構成となっている。
【0057】
熱硬化オーバーコート層6を形成する熱硬化型樹脂は、従来公知のものを用いることができる。このような前記熱硬化型樹脂としては、例えば、エポキシ樹脂とアミノプラスト樹脂を挙げることができ、その他ポリエステル樹脂等を併用することが出来る。特に、本構成を備えるポリエステルフィルム1によれば、前記熱硬化型樹脂に粒子7を分散混入させる必要がないため、使用する樹脂組成としては艶消し成分の分散安定性や、所定部位に印刷するための印刷適性等を考慮する必要が無い。
【0058】
また、高温短時間で被覆硬化層を形成できるように、短時間硬化触媒として有機酸又はリン酸、ポリリン酸等の無機酸が添加されているものが適している。さらに、前記熱硬化型樹脂は、熱硬化オーバーコート層6の耐傷付性の向上、滑り性向上のために、シリコン或はワックスが添加されていることが好ましい。なお、前記熱硬化オーバーコート層6は、1〜2μmの範囲の厚さを備えることが好ましい。
【0059】
この構成を備える熱硬化オーバーコート層6によれば、粒子7の分散安定性や印刷適性の問題を考慮せず、好適な樹脂組成を用いることができる。そのため、熱硬化オーバーコート層6を形成したポリエステルフィルム2を用いて、後述の印刷ポリエステルフィルム被覆缶体の保護被覆層を形成した際に、該ポリエステルフィルム被覆缶体の滑り性を良くすることができると共に、耐傷付性を向上させることができる。
【0060】
熱硬化オーバーコート層6において、粒子7により形成される粗面状部8は、算術平均表面粗さRaが0.08〜0.5μmの範囲にあることが好ましい。
【0061】
算術平均表面粗さRaがこの範囲になるように構成された粗面状部8によれば、マット調の表現を行うと共に、缶体の滑り性を確保して缶体の表面に傷がつくことを防止することを両立することができる。
【0062】
本実施形態の印刷ポリエステルフィルム1は、例えば、次のようにして製造することができる。
【0063】
まず、前述のように、原反フィルムを所定幅毎に裁断して長尺状とした基体となるポリエステルフィルム2に熱処理を施し、残留応力を緩和する。
【0064】
次に、基体となるポリエステルフィルム2の金属板に接着する方の面、すなわち裏面側に印刷層3を形成し、次いで印刷層3と反対側の面、すなわち表面側に樹脂組成物層5を形成する。そして、基体となるポリエステルフィルム2を長さ方向に沿って巻き取り、保管する。このとき、樹脂組成物層5はその表面から前記無機粒子又は有機粒子が突出しているので、前記のように巻き取られた状態で印刷層3と樹脂組成物層5とが接着してブロッキング現象を起こすことを防止することができる。
【0065】
次に、前記のように巻き取られた基体となるポリエステルフィルム2を引き出し、樹脂組成物層5上に熱硬化オーバーコート層6を形成する。そして、熱硬化オーバーコート層6が形成された基体となるポリエステルフィルム2を長さ方向に沿って巻き取り、保管する。このとき、熱硬化オーバーコート層6は、加熱されて硬化しているので、印刷層3と熱硬化オーバーコート層6とが接着してブロッキング現象を起こすことは樹脂組成物層5に比べて少ないが、表面に粗面状部8を備えることから、より確実に防止することができる。
【0066】
次に、前記のように巻き取られた基体となるポリエステルフィルム2を再び引き出し、印刷層3上に熱硬化型樹脂系接着剤層4を形成することにより、本実施形態の印刷ポリエステルフィルム1が完成する。印刷ポリエステルフィルム1は、長さ方向に沿って巻き取られて保管され、缶体材料用金属板に接着し、保護被覆層を形成する用途に用いられる。
【0067】
このときも、熱硬化オーバーコート層6は表面に粗面状部8を備えることから、熱硬化型樹脂系接着剤層4とのブロッキング現象を防止することができる。
【0068】
次に、印刷ポリエステルフィルム1を用いた本実施形態の印刷ポリエステルフィルム被覆缶体について説明する。
【0069】
本実施形態の印刷ポリエステルフィルム被覆缶体は、例えば、印刷ポリエステルフィルム1が熱硬化型樹脂系接着剤層4を介して加熱接着されている短冊状缶体材料用金属板を丸めて、その両側端縁部を重ね合わせて溶接接合してなる溶接缶体である。
【0070】
前記溶接缶体は、図2に示す缶体材料用金属板11から形成される。缶体材料用金属板11は、その缶外面となる側の両側端縁部11a,11aを除いた部分に、図1に示す印刷ポリエステルフィルム1が熱硬化型樹脂系接着剤層4を介して熱接着されて保護被覆層12が形成されている。尚、図2において、印刷ポリエステルフィルム1は印刷層3、樹脂組成物層5、熱硬化オーバーコート層6を省略して示している。
【0071】
また、缶体材料用金属板11の缶内面となる側の両側端縁部11a,11aを除いた部分には、透明なポリエステルフィルム13がポリエステルフィルム1と同様の熱硬化型樹脂系接着剤層14を介して熱接着されて内面保護被覆層15が形成されている。
【0072】
ポリエステルフィルム13は、缶体材料用金属板11を被覆する工程への適性、溶接缶体を形成したときの缶品質の面からポリエチレンテレフタレートフィルムであることが適している。
【0073】
缶体材料用金属板11としては、錫メッキ鋼板、ティン・フリー鋼板、アルミニウム板及びそれらの表面に各種表面処理を施した表面処理金属板、また、それらにプラスチックフィルムを被覆し、或いは樹脂コーティングを施したもの等を挙げることができる。
【0074】
保護被覆層12及び内面保護被覆層15が形成された缶体材料用金属板11は図2に矢示するように丸められ、図3示のように両側端縁部11a,11aを重ね合わせて溶接接合することにより缶胴部16が形成される。缶胴部16の保護被覆層12及び内面保護被覆層15が形成されていない部分には、公知の被覆補正塗料17により、被覆補正がなされる。そして、缶胴部16の両端縁部をネックイン加工、フランジ加工したのち、別途製造された缶蓋を二重巻締めすることにより、3ピース溶接缶体とすることができる。
【0075】
また、本実施形態の印刷ポリエステルフィルム被覆缶体は、例えば、前記缶体材料用金属板を絞り加工又はしごき加工して形成された有底筒状体の缶胴部外面となる側に印刷ポリエステルフィルム1が熱硬化型樹脂系接着剤層4を介して加熱接着されている2ピース缶体であってもよい。
【0076】
印刷ポリエステルフィルム1が加熱接着された2ピース缶体は、印刷ポリエステルフィルム1を完成させた後、有底筒状体の缶胴部外面となる側に印刷ポリエステルフィルム1を加熱接着することにより製造してもよく、又は、基体となるポリエステルフィルム2の裏面側に印刷層3及び熱硬化型樹脂系接着剤層4、表面側に樹脂組成物層5を形成した印刷ポリエステルフィルム1を有底筒状体の缶胴部外面となる側に加熱接着した後に、熱硬化オーバーコート層を形成することにより製造してもよい。
【0077】
図4に示す2ピース缶体21は、缶体材料用金属板22を絞り加工或いはしごき加工して得られた有底円筒状体23から形成される。缶体材料用金属板22は、前記缶体材料用金属板11を用いることができる。当該缶体材料用金属板22は、表面にポリエステルフィルムが接着されたものであってもよい。また、両面にポリエステルフィルム24,25を被覆したティン・フリー鋼板を用いてもよい。
【0078】
有底円筒状体23は、図4(b)に示すように、缶胴部外面となる側に印刷ポリエステルフィルム1が熱硬化型樹脂系接着剤層4を介して加熱接着されて保護被覆層が形成されることにより、2ピース缶体21とされる。2ピース缶体21は、前記保護被覆層の形成後、開口部にネックイン加工26及びフランジ加工27が施される。
【0079】
2ピース缶体21の缶内面側に接着されるポリエステルフィルム24としては、前記溶接缶体に用いられるポリエステルフィルム13と同様のものを、ポリエステルフィルム13と同一にして用いることができる。
【符号の説明】
【0080】
1…印刷ポリエステルフィルム、 2…基体となるポリエステルフィルム、 3…印刷層、 4…熱硬化型接着剤層、 5…樹脂組成物層、 6…熱硬化オーバーコート層、 7…粒子、 11,22…缶体材料用金属板、 12…保護被覆層、 16,21…印刷ポリエステルフィルム被覆缶体。
【特許請求の範囲】
【請求項1】
缶体材料用金属板又は有底筒状缶体に熱硬化型樹脂系接着剤層を介して加熱接着されて保護被覆層を形成する印刷ポリエステルフィルムであって、
基体となるポリエステルフィルムの一方の面に設けられた顔料を含む樹脂組成物からなる印刷層と、
該印刷層の上に設けられた熱硬化型樹脂系接着剤層と、
基体となるポリエステルフィルムの他方の面に設けられ、無機粒子又は有機粒子が分散された樹脂組成物からなる樹脂組成物層と、
該樹脂組成物層上に設けられ、該樹脂組成物層の表面から突出した前記無機粒子又は有機粒子を被覆することにより形成される粗面状部を有する熱硬化オーバーコート層とを備えることを特徴とする印刷ポリエステルフィルム。
【請求項2】
請求項1記載の印刷ポリエステルフィルムにおいて、前記樹脂組成物層は、基体となるポリエステルフィルムの他方の面の一部に設けられ、
前記熱硬化オーバーコート層は、該樹脂組成物層上とポリエステルフィルムの他方の面のうち前記樹脂組成物層が設けられていない部分の上とに設けられていることを特徴とする印刷ポリエステルフィルム。
【請求項3】
請求項1又は請求項2記載の印刷ポリエステルフィルムにおいて、前記熱硬化オーバーコート層は、算術平均表面粗さRaが0.08〜0.5μmの範囲の粗面状部を備えることを特徴とする印刷ポリエステルフィルム。
【請求項4】
請求項1乃至請求項3のいずれか1項に記載の印刷ポリエステルフィルムにおいて、前記無機粒子又は有機粒子は、1.5〜5μmの範囲の平均粒子径を備えることを特徴とする印刷ポリエステルフィルム。
【請求項5】
請求項1乃至請求項4のいずれか1項に記載の印刷ポリエステルフィルムにおいて、前記樹脂組成物層を形成する樹脂組成物は樹脂固形分100質量部に対し10〜30質量部の前記無機粒子又は有機粒子が分散されており、該樹脂組成物層は該無機粒子又は有機粒子を除く該樹脂組成物のみの厚さが1〜2μmの範囲であり、前記熱硬化オーバーコート層の厚さが、1〜2μmの範囲であることを特徴とする印刷ポリエステルフィルム。
【請求項6】
請求項1乃至請求項5のいずれか1項に記載の印刷ポリエステルフィルムにおいて、前記樹脂組成物層を形成する樹脂組成物は顔料を含むことを特徴とする印刷ポリエステルフィルム。
【請求項7】
缶胴部外面側に、印刷ポリエステルフィルムからなる保護被覆層を備える印刷ポリエステルフィルム被覆缶体であって、
該印刷ポリエステルフィルムは、基体となるポリエステルフィルムの一方の面に設けられた顔料を含む樹脂組成物からなる印刷層と、該印刷層の上に設けられた熱硬化型樹脂系接着剤層と、基体となるポリエステルフィルムの他方の面に設けられ、無機粒子又は有機粒子が分散された樹脂組成物からなる樹脂組成物層と、該樹脂組成物層上に設けられ、該樹脂組成物層の表面から突出した前記無機粒子又は有機粒子を被覆することにより形成される粗面状部を有する熱硬化オーバーコート層とを備え、
該印刷ポリエステルフィルムからなる保護被覆層は、該缶胴部外面側に、該熱硬化型樹脂系接着剤層を介して加熱接着されていることを特徴とする印刷ポリエステルフィルム被覆缶体。
【請求項8】
請求項7記載の印刷ポリエステルフィルム被覆缶体において、
缶胴部外面となる側の両側端縁部を除いた部分に前記印刷ポリエステルフィルムが前記熱硬化型樹脂系接着剤層を介して加熱接着されている短冊状缶体材料用金属板を丸めて、該両側端縁部を重ね合わせて溶接接合してなることを特徴とする印刷ポリエステルフィルム被覆缶体。
【請求項9】
請求項7記載の印刷ポリエステルフィルム被覆缶体において、
缶体材料用金属板を絞り加工又はしごき加工して形成された有底筒状体の缶胴部外面となる側に前記印刷ポリエステルフィルムが前記熱硬化型樹脂系接着剤層を介して加熱接着されていることを特徴とする印刷ポリエステルフィルム被覆缶体。
【請求項1】
缶体材料用金属板又は有底筒状缶体に熱硬化型樹脂系接着剤層を介して加熱接着されて保護被覆層を形成する印刷ポリエステルフィルムであって、
基体となるポリエステルフィルムの一方の面に設けられた顔料を含む樹脂組成物からなる印刷層と、
該印刷層の上に設けられた熱硬化型樹脂系接着剤層と、
基体となるポリエステルフィルムの他方の面に設けられ、無機粒子又は有機粒子が分散された樹脂組成物からなる樹脂組成物層と、
該樹脂組成物層上に設けられ、該樹脂組成物層の表面から突出した前記無機粒子又は有機粒子を被覆することにより形成される粗面状部を有する熱硬化オーバーコート層とを備えることを特徴とする印刷ポリエステルフィルム。
【請求項2】
請求項1記載の印刷ポリエステルフィルムにおいて、前記樹脂組成物層は、基体となるポリエステルフィルムの他方の面の一部に設けられ、
前記熱硬化オーバーコート層は、該樹脂組成物層上とポリエステルフィルムの他方の面のうち前記樹脂組成物層が設けられていない部分の上とに設けられていることを特徴とする印刷ポリエステルフィルム。
【請求項3】
請求項1又は請求項2記載の印刷ポリエステルフィルムにおいて、前記熱硬化オーバーコート層は、算術平均表面粗さRaが0.08〜0.5μmの範囲の粗面状部を備えることを特徴とする印刷ポリエステルフィルム。
【請求項4】
請求項1乃至請求項3のいずれか1項に記載の印刷ポリエステルフィルムにおいて、前記無機粒子又は有機粒子は、1.5〜5μmの範囲の平均粒子径を備えることを特徴とする印刷ポリエステルフィルム。
【請求項5】
請求項1乃至請求項4のいずれか1項に記載の印刷ポリエステルフィルムにおいて、前記樹脂組成物層を形成する樹脂組成物は樹脂固形分100質量部に対し10〜30質量部の前記無機粒子又は有機粒子が分散されており、該樹脂組成物層は該無機粒子又は有機粒子を除く該樹脂組成物のみの厚さが1〜2μmの範囲であり、前記熱硬化オーバーコート層の厚さが、1〜2μmの範囲であることを特徴とする印刷ポリエステルフィルム。
【請求項6】
請求項1乃至請求項5のいずれか1項に記載の印刷ポリエステルフィルムにおいて、前記樹脂組成物層を形成する樹脂組成物は顔料を含むことを特徴とする印刷ポリエステルフィルム。
【請求項7】
缶胴部外面側に、印刷ポリエステルフィルムからなる保護被覆層を備える印刷ポリエステルフィルム被覆缶体であって、
該印刷ポリエステルフィルムは、基体となるポリエステルフィルムの一方の面に設けられた顔料を含む樹脂組成物からなる印刷層と、該印刷層の上に設けられた熱硬化型樹脂系接着剤層と、基体となるポリエステルフィルムの他方の面に設けられ、無機粒子又は有機粒子が分散された樹脂組成物からなる樹脂組成物層と、該樹脂組成物層上に設けられ、該樹脂組成物層の表面から突出した前記無機粒子又は有機粒子を被覆することにより形成される粗面状部を有する熱硬化オーバーコート層とを備え、
該印刷ポリエステルフィルムからなる保護被覆層は、該缶胴部外面側に、該熱硬化型樹脂系接着剤層を介して加熱接着されていることを特徴とする印刷ポリエステルフィルム被覆缶体。
【請求項8】
請求項7記載の印刷ポリエステルフィルム被覆缶体において、
缶胴部外面となる側の両側端縁部を除いた部分に前記印刷ポリエステルフィルムが前記熱硬化型樹脂系接着剤層を介して加熱接着されている短冊状缶体材料用金属板を丸めて、該両側端縁部を重ね合わせて溶接接合してなることを特徴とする印刷ポリエステルフィルム被覆缶体。
【請求項9】
請求項7記載の印刷ポリエステルフィルム被覆缶体において、
缶体材料用金属板を絞り加工又はしごき加工して形成された有底筒状体の缶胴部外面となる側に前記印刷ポリエステルフィルムが前記熱硬化型樹脂系接着剤層を介して加熱接着されていることを特徴とする印刷ポリエステルフィルム被覆缶体。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−45929(P2012−45929A)
【公開日】平成24年3月8日(2012.3.8)
【国際特許分類】
【出願番号】特願2011−160556(P2011−160556)
【出願日】平成23年7月22日(2011.7.22)
【出願人】(505440295)北海製罐株式会社 (58)
【Fターム(参考)】
【公開日】平成24年3月8日(2012.3.8)
【国際特許分類】
【出願日】平成23年7月22日(2011.7.22)
【出願人】(505440295)北海製罐株式会社 (58)
【Fターム(参考)】
[ Back to top ]