
印刷ポリエステルフィルム及び印刷ポリエステルフィルム被覆缶体
【課題】缶体材料用金属板又は有底筒状缶体の缶胴部外面側に保護被覆層を形成したときに、金属缶体がレトルト処理を受けてもホログラムパターンを視認できなくなることのない印刷ポリエステルフィルムを提供する。
【解決手段】印刷ポリエステルフィルム1は、缶体材料用金属板又は有底筒状缶体の缶胴部外面側に熱硬化型樹脂系接着剤層5を介して加熱接着されて保護被覆層12,25を形成する。基体となるポリエステルフィルム2の一方の面に、0.1〜2.0μmの高低差からなる凹凸を備えるホログラムパターン層3が設けられ、ホログラムパターン層3上の少なくとも一部にアルミニウム薄膜片を含み、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物又は、ポリエステルポリウレタン系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物からなる印刷層4aが設けられ、印刷層4a上に熱硬化型樹脂系接着剤層5が設けられる。
【解決手段】印刷ポリエステルフィルム1は、缶体材料用金属板又は有底筒状缶体の缶胴部外面側に熱硬化型樹脂系接着剤層5を介して加熱接着されて保護被覆層12,25を形成する。基体となるポリエステルフィルム2の一方の面に、0.1〜2.0μmの高低差からなる凹凸を備えるホログラムパターン層3が設けられ、ホログラムパターン層3上の少なくとも一部にアルミニウム薄膜片を含み、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物又は、ポリエステルポリウレタン系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物からなる印刷層4aが設けられ、印刷層4a上に熱硬化型樹脂系接着剤層5が設けられる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、印刷ポリエステルフィルム及び缶胴部外面側に該印刷ポリエステルフィルムからなる保護被覆層を備える印刷ポリエステルフィルム被覆金属缶体に関する。
【背景技術】
【0002】
従来、飲料物等の容器に使用される金属缶体の缶胴部外面側に印刷ポリエステルフィルムからなる保護被覆層を設け、該印刷ポリエステルフィルムにより該金属缶体に所定の表示及びデザイン等の画像により美粧性を付与することが行われている。
【0003】
前記印刷ポリエステルフィルムとして、例えば、エンボス状又はレリーフ状の微小な凹凸形状からなるホログラムパターンを外表面に備えるものがある。このような印刷ポリエステルフィルムによれば、前記金属缶体の缶胴部外面側に前記保護被覆層を形成したときに前記ホログラムパターンを視認することができ、特殊な美粧性を付与することができる。
【0004】
ところが、前記ホログラムパターンを外表面に備える前記印刷ポリエステルフィルムは、前記金属缶体の缶胴部外面側に前記保護被覆層を形成したときに、該缶胴部に水分が結露したり消費者が該缶胴部を把持したときの手の皮脂や汗が付着して前記凹凸形状が埋まると、該ホログラムパターンを視認できなくなることがあるという問題がある。
【0005】
前記問題を解消するために、基体となるポリエステルフィルムの一方の面に前記ホログラムパターンを設けると共に、該ホログラムパターン上にアルミニウム蒸着層を設け、さらに該アルミニウム蒸着層上に設けた接着剤層を介して前記金属缶体の缶胴部外面側に接着するようにした印刷ポリエステルフィルムが提案されている。前記印刷ポリエステルフィルムでは、前記基体となるポリエステルフィルムと前記ホログラムパターンとの間、又は該基体となるポリエステルフィルムの該ホログラムパターンとは反対側の面に印刷層が設けられる(例えば特許文献1参照)。
【0006】
前記印刷ポリエステルフィルムによれば、前記基体となるポリエステルフィルムと前記印刷層とを透過して前記ホログラムパターンに入射した光線が前記アルミニウム蒸着層により反射又は屈折されることにより、該ホログラムパターンを視認することができる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】再公表特許WO2009/013883
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、前記従来の印刷ポリエステルフィルムは、金属缶体の缶胴部外面側に保護被覆層を形成したときに、該金属缶体がレトルト処理を受けると前記アルミニウム蒸着層が劣化し、ホログラムパターンを視認することができなくなるという不都合がある。
【0009】
本発明は、かかる不都合を解消して、金属缶体の缶胴部外面側に保護被覆層を形成したときに、該金属缶体がレトルト処理を受けてもホログラムパターンを視認することができなくなることのない印刷ポリエステルフィルムを提供することを目的とする。
【0010】
また、本発明の目的は、缶胴部外面側に前記印刷ポリエステルフィルムからなる保護被覆層を備える印刷ポリエステルフィルム被覆金属缶体を提供することにもある。
【課題を解決するための手段】
【0011】
かかる目的を達成するために、本発明は、缶体材料用金属板又は有底筒状缶体の缶胴部外面側に熱硬化型樹脂系接着剤層を介して加熱接着されて保護被覆層を形成する印刷ポリエステルフィルムであって、該印刷ポリエステルフィルムは、基体となるポリエステルフィルムの一方の面に、0.1〜2.0μmの高低差からなる凹凸を備えるホログラムパターン層が設けられ、該ホログラムパターン層上の少なくとも一部にアルミニウム薄膜片を含み、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物又は、ポリエステルポリウレタン系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物からなる印刷層が設けられ、該印刷層上に熱硬化型樹脂系接着剤層が設けられていることを特徴とする。
【0012】
本発明の印刷ポリエステルフィルムは、基体となるポリエステルフィルムの一方の面に前記ホログラムパターン層が設けられ、該ホログラムパターン層上に前記印刷層を介して前記熱硬化型樹脂系接着剤層が設けられている。そこで、本発明の印刷ポリエステルフィルムは、前記熱硬化型樹脂系接着剤層により缶体材料用金属板又は有底筒状缶体の缶胴部外面側に加熱接着されて保護被覆層を形成したときに、前記ホログラムパターン層は該基体となるポリエステルフィルムと該印刷層との間に配置されることとなる。従って、前記ホログラムパターン層は前記基体となるポリエステルフィルムに保護されることとなり、缶胴部に水分が結露したり、消費者が該缶胴部を把持したときの手の皮脂や汗が付着することにより前記凹凸が埋まることを防止することができる。
【0013】
また、前記印刷ポリエステルフィルムは、前記缶体材料用金属板又は有底筒状缶体の缶胴部外面側に加熱接着されて保護被覆層を形成したときに、前記基体となるポリエステルフィルムを透過して前記ホログラムパターンに入射した光線が前記印刷層に含まれるアルミニウム薄膜片により反射又は屈折される。この結果、前記印刷ポリエステルフィルムによれば、前記ホログラムパターンを視認することができる。
【0014】
このとき、前記印刷層はエポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物又は、ポリエステルポリウレタン系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物により形成されている。前記樹脂組成物は、いずれもレトルト処理に対する耐性を備えており、該レトルト処理を受けても該樹脂組成物中に水分が浸透することを防止することができる。
【0015】
本発明の印刷ポリエステルフィルムでは、前記アルミニウム薄膜片は前記樹脂組成物中に含有されているので、前記レトルト処理を受けても該樹脂組成物に保護されて劣化することがない。従って、本発明の印刷ポリエステルフィルムによれば、缶体材料用金属板又は有底筒状缶体の缶胴部外面側に保護被覆層を形成したときに、該金属缶体がレトルト処理を受けても前記ホログラムパターンを視認することができなくなることを防止することができる。
【0016】
前記アルミニウム薄膜片を含む印刷層は、前記ホログラムパターン層上の一部分に設けられていてもよく、全体に設けられていてもよい。前記アルミニウム薄膜片を含む印刷層が、前記ホログラムパターン層上の一部分に設けられている場合、他の部分には、顔料を含み、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物又は、ポリエステルポリウレタン系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物からなる印刷層が設けられていることが好ましい。
【0017】
そこで、本発明の印刷ポリエステルフィルムは、前記ホログラムパターン層上の一部分にアルミニウム薄膜片を含み、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物又は、ポリエステルポリウレタン系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物からなる第1の印刷層が設けられ、他の部分に顔料を含み、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物又は、ポリエステルポリウレタン系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物からなる第2の印刷層が設けられていることが好ましい。
【0018】
この場合、前記第1の印刷層が設けられている部分では、前記ホログラムパターンを明瞭に視認することができる。また、前記第2の印刷層が設けられている部分では、前記ホログラムパターンを僅かに視認することができると共に、所定の表示及びデザイン等の画像を明瞭に視認することができる。
【0019】
また、本発明の印刷ポリエステルフィルムにおいて、前記アルミニウム薄膜片は支持体に蒸着されたアルミニウムの蒸着膜を該支持体から剥離して粉砕したものを用いることができる。また、前記アルミニウム薄膜片は、厚さが平均0.01〜0.5μmの範囲にあり、面方向の大きさが平均5〜25μmの範囲にあることが好ましい。
【0020】
前記印刷層に含まれる前記アルミニウム薄膜片は、厚さが平均0.01μm未満で、面方向の大きさが平均5μm未満であるときには、前記基体となるポリエステルフィルムを透過して前記ホログラムパターンに入射した光線を十分に反射又は屈折することができないことがある。また、前記印刷層に含まれる前記アルミニウム薄膜片は、厚さが平均0.5μmを超え、面方向の大きさが平均25μmを超えるときには、前記ホログラムパターンに入射した光線を好ましい方向に反射又は屈折することができなくなることがある。そこで、前記印刷層に含まれる前記アルミニウム薄膜片は、厚さの平均が前記範囲にあると共に、面方向の大きさが平均10μmであることがさらに好ましい。
【0021】
また、本発明の印刷ポリエステルフィルムにおいて、前記印刷層に含まれる前記アルミニウム薄膜片は該印刷層の前記樹脂組成物の全量に対して40〜80質量%の範囲で含まれることが好ましい。前記印刷層に含まれる前記アルミニウム薄膜片の含有量が該印刷層の前記樹脂組成物の全量に対して40質量%未満では、前記基体となるポリエステルフィルムを透過して前記ホログラムパターンに入射した光線を十分に反射又は屈折させることができないことがある。また、前記印刷層に含まれる前記アルミニウム薄膜片の含有量が該印刷層の前記樹脂組成物の全量に対して80質量%を超えると、本発明の印刷ポリエステルフィルムにより缶胴部外面側に保護被覆層を形成した金属缶体がレトルト処理を受けたときに、前記アルミニウム薄膜片を含む前記樹脂組成物が剥離することがある。
【0022】
また、本発明の印刷ポリエステルフィルム被覆金属缶体は、金属缶体の缶胴部外面側に対し、基体となるポリエステルフィルムの一方の面に、0.1〜2.0μmの高低差からなる凹凸を備えるホログラムパターン層が設けられ、該ホログラムパターン層上の少なくとも一部にアルミニウム薄膜片を含み、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物又は、ポリエステルポリウレタン系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物からなる印刷層が設けられ、該印刷層上に熱硬化型樹脂系接着剤層が設けられている印刷ポリエステルフィルムを、該熱硬化型樹脂系接着剤層を介して加熱接着することにより保護被覆層を形成してなることを特徴とする。
【0023】
本発明の印刷ポリエステルフィルム被覆金属缶体によれば、前記印刷ポリエステルフィルムからなる前記保護被覆層を備えることにより、レトルト処理を受けても前記ホログラムパターンを視認することができなくなることを防止することができる。
【0024】
本発明の印刷ポリエステルフィルム被覆金属缶体において、前記金属缶体は、短冊状の缶体材料用金属板の両端縁を重ね合わせて溶接接合してなる溶接缶体であってもよく、缶体材料用金属板を絞り加工又はしごき加工してなる有底筒状缶体であってもよい。前記溶接缶体は、両端に缶蓋を二重巻締めすることにより、いわゆる3ピース缶体を形成することができる。また、前記有底円筒状缶体は開放端に缶蓋を二重巻締めすることにより、いわゆる2ピース缶体を形成することができる。
【図面の簡単な説明】
【0025】
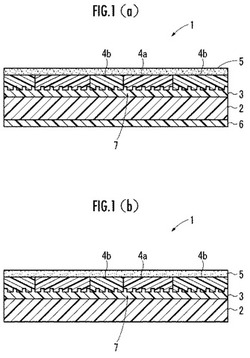
【図1】本発明に係る印刷ポリエステルフィルムの構成例を示す説明的断面図。
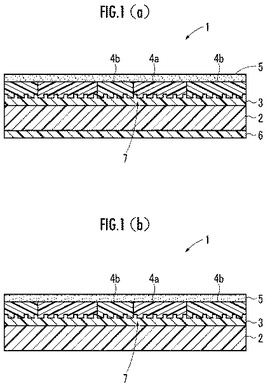
【図2】図1に示す印刷ポリエステルフィルムからなる保護被覆層が形成された缶体材料用金属板の構成を示す説明的断面図。
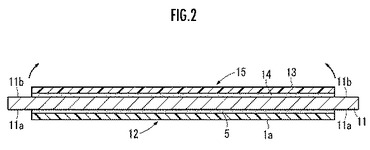
【図3】本発明に係る溶接缶体の缶胴部の要部の構成を示す説明的断面図。
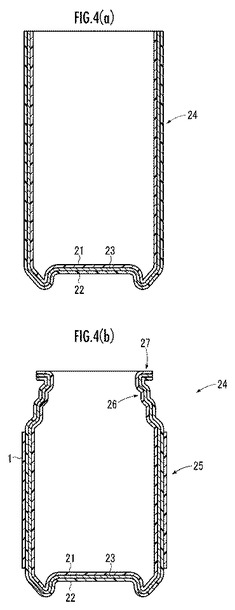
【図4】本発明に係る有底筒状缶体の構成を示す説明的断面図。
【発明を実施するための形態】
【0026】
次に、添付の図面を参照しながら本発明の実施の形態についてさらに詳しく説明する。
【0027】
図1(a)に示す本実施形態の印刷ポリエステルフィルム1は、缶体材料用金属板又は有底筒状缶体の缶胴部外面側に接着されて保護被覆層を形成するものである。印刷ポリエステルフィルム1は、基体となるポリエステルフィルム2の一方の面に、ホログラムパターン層3と、ホログラムパターン層3の上に設けられたアルミニウム薄膜片を含む樹脂組成物からなる印刷層4a又は顔料を含む樹脂組成物からなる印刷層4bと、印刷層4a,4bの上に設けられた熱硬化型樹脂系接着剤層5とを備えている。また、印刷ポリエステルフィルム1は、基体となるポリエステルフィルム2の他方の面(ホログラムパターン層3と反対側の面)に、硬化オーバーコート層6を備えている。
【0028】
本実施形態の印刷ポリエステルフィルム1は、金属缶体の缶胴部外面側に接着されて保護被覆層を形成した後に所望により硬化オーバーコート層6が形成されるものであってもよい。この場合、印刷ポリエステルフィルム1は、図1(b)に示すように、基体となるポリエステルフィルム2のホログラムパターン層3と反対側の面に、硬化オーバーコート層6を備えていない。
【0029】
次に、基体となるポリエステルフィルム2としては、ジカルボン酸成分とジオール成分との重縮合により得られるポリエステルフィルムであって、強度及び透明性等に優れているものが適している。
【0030】
このようなフィルム材料となるポリエステルとして、例えば、ナフタレンジカルボン酸、テレフタル酸、イソフタル酸等の芳香族ジカルボン酸と、エチレングリコール、プロピレングリコール、ブチレングリコール等のジオール類との重縮合により得られるポリエステルを挙げることができる。前記ポリエステルは、ナフタレンジカルボン酸とエチレングリコールとの重縮合により得られるポリエステル(ポリエチレンナフタレート)又はテレフタル酸とエチレングリコールとの重縮合により得られるポリエステル(ポリエチレンテレフタレート)であることが好ましい。
【0031】
また、ポリエステルフィルム2は、印刷層4a,4bを設けるための強度及び前記缶体材料用金属板に接着される際の熱処理に対する寸法安定性が要求される。
【0032】
そこで、ポリエステルフィルム2は、ポリエチレンナフタレート等の耐熱性ポリエステルフィルム、一軸又は二軸延伸されたポリエチレンテレフタレートフィルム等であることが好ましい。特に、ポリエステルフィルム2は、材料物性的には150℃に30分保持したときの長手方向の熱収縮率が1.2%以下、幅方向の熱収縮率が0%の二軸延伸ポリエステルフィルムであることが好ましい。
【0033】
また、ポリエステルフィルム2は、5〜50μmの範囲の厚さを有することが好ましい。ポリエステルフィルム2の厚さが5μm未満であるときには、印刷ポリエステルフィルム1による保護被覆層が形成された金属缶体の缶胴部にネックイン加工等の絞り加工を施すときに、ポリエステルフィルム1が傷付きやすく、ピンホール等が発生して、ホログラムパターンが視認できなくなることを防止する効果や、缶体の腐食、金属の溶出を防止する効果が十分に得られないことがある。また、ポリエステルフィルム2の厚さが50μmを超えるときには残留応力が大きくなり、前記金属缶体の缶胴部にネックイン加工等の絞り加工を施すと、印刷ポリエステルフィルム1の前記缶体材料用金属板に対する密着性が低下する傾向がある。
【0034】
次に、ホログラムパターン層3は、例えば紫外線硬化樹脂からなり、ポリエステルフィルム2と反対側の面に、0.1〜2.0μmの高低差からなる凹凸を備えるホログラムパターン7が形成されている。ホログラムパターン7は、未硬化の紫外線硬化樹脂に、所望のデザインのホログラムパターンが形成されたプレススタンパーを押圧し、該プレススタンパーのホログラムパターンを該紫外線硬化樹脂に転写した後、該紫外線硬化樹脂に紫外線を照射して硬化させることにより形成することができる。
【0035】
ホログラムパターン層3は、前記紫外線硬化樹脂に代えて電子線硬化樹脂又は熱硬化型樹脂からなるものであってもよく、この場合は前記プレススタンパーを押圧してホログラムパターンを転写した後、電子線を照射し、又は加熱することにより樹脂を硬化させることができる。
【0036】
次に、印刷層4aは、アルミニウム薄膜片を含み、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物又は、ポリエステルポリウレタン系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物からなり、基体となるポリエステルフィルム2の一方の面上に例えばグラビア印刷等により形成される。前記アルミニウム薄膜片は、例えば、支持体に蒸着されたアルミニウムの蒸着膜を該支持体から剥離して粉砕したものを用いることができ、厚さが平均0.01〜0.5μmの範囲にあり、面方向の大きさが平均5〜25μmの範囲にあることが好ましく、面方向の大きさが平均10μmであることがさらに好ましい。また、印刷層4aに含まれる前記アルミニウム薄膜片は、前記樹脂組成物の全量に対して40〜80質量%の範囲で含まれることが好ましい。
【0037】
印刷層4aは、ホログラムパターン層3上の少なくとも一部に設けられていればよいが、ホログラムパターン層3上の全面に設けられていてもよい。印刷層4aが、ホログラムパターン層3上の一部分に設けられている場合、ホログラムパターン層3上の他の部分には印刷層4bが設けられている。
【0038】
印刷層4bは、従来公知の顔料を含み、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物又は、ポリエステルポリウレタン系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物からなり、基体となるポリエステルフィルム2の一方の面上に例えばグラビア印刷等により形成される。
【0039】
尚、印刷される画像・デザインを鮮明にするために、熱硬化型樹脂系接着剤層5と印刷層4a,4bとの間に白インキを全面印刷することにより白インキ層を設けてもよい。前記白インキ層は、いわゆる白押さえと呼ばれる周知のものを使用することができる。
【0040】
次に、熱硬化型樹脂系接着剤層5は、エポキシ樹脂と酸無水物系硬化剤を含む樹脂組成物、ポリエステル樹脂とアミノプラスト樹脂とを含む樹脂組成物又は、ポリエステル樹脂とブロックイソシアネート化合物とを含む樹脂組成物等から形成することができる。
【0041】
次に、硬化オーバーコート層6は、熱硬化型樹脂からなり、ポリエステルフィルム2のホログラムパターン層3と反対側の面上に形成される。前記熱硬化型樹脂は、高温短時間で被覆硬化層を形成する樹脂であることが好ましく、例えば、エポキシ樹脂とアミノプラスト樹脂とからなり、短時間硬化触媒として有機酸またはリン酸、ポリリン酸等の無機酸が添加されているものが好ましい。また、前記熱硬化型樹脂は、硬化オーバーコート層6の耐傷付性の向上、滑り性向上のために、シリコン或はワックスが添加されていることが好ましい。
【0042】
次に、本実施形態の印刷ポリエステルフィルム1の製造方法について説明する。
【0043】
まず、原反フィルムを所定幅毎に裁断して長尺状としたポリエステルフィルム2に熱処理を施し、残留応力を緩和する。次に、ポリエステルフィルム2の一方の面に、例えば紫外線硬化樹脂を塗布し、未硬化の該紫外線硬化樹脂に前記プレススタンパーを押圧してホログラムパターン7を転写した後、紫外線を照射して該紫外線硬化樹脂を硬化させることによりホログラムパターン層3を形成する。
【0044】
次に、ホログラムパターン層3上に、例えばグラビア印刷により印刷層4a又は印刷層4bを形成し、ポリエステルフィルム2の印刷層4a,4bと反対側の面に硬化オーバーコート層6を形成する。
【0045】
次に、印刷層4a又は印刷層4b上に、熱硬化型樹脂系接着剤層5を形成することにより、印刷ポリエステルフィルム1を得る。
【0046】
次に、印刷ポリエステルフィルム1を用いる本実施形態の印刷ポリエステルフィルム被覆金属缶体について説明する。
【0047】
本実施形態の印刷ポリエステルフィルム被覆金属缶体が溶接缶体であるときには、まず、図2に示す缶体材料用金属板11を形成する。缶体材料用金属板11は、その缶外面となる側の両側端縁部11a,11aを除いた部分に、図1に示す印刷ポリエステルフィルム1が熱硬化型樹脂系接着剤層5を介して熱接着されて保護被覆層12が形成されている。尚、図2において、ポリエステルフィルム1は、ホログラムパターン層3、印刷層4a,4b及びオーバーコート層6を省略して示している。
【0048】
また、缶体材料用金属板11の缶内面となる側の両側端縁部11a,11aを除いた部分には、透明なポリエステルフィルム13が印刷ポリエステルフィルム1と同様の熱硬化型樹脂系接着剤層14を介して熱接着されて内面保護被覆層15が形成されている。
【0049】
缶体材料用金属板11としては、島状錫メッキ鋼板(TNS板)、薄錫メッキ鋼板(LTS板)、ティン・フリー鋼板(TFS板)、アルミニウム板及びそれらの表面に各種表面処理を施した表面処理金属板等を挙げることができる。
【0050】
保護被覆層12及び内面保護被覆層15が形成された缶体材料用金属板11は図2に矢示するように丸められ、図3示のように両側端縁部11a,11aを重ね合わせて溶接接合することにより缶胴部16が形成され、溶接缶体とされる。缶胴部16の保護被覆層12及び内面保護被覆層15が形成されていない部分には、公知の被覆補正塗料17により、被覆補正がなされる。そして、缶胴部16の両端縁部をネックイン加工、フランジ加工したのち、両端に別途製造された缶蓋を二重巻締めすることにより、3ピース缶体を形成することができる。
【0051】
次に、本実施形態の印刷ポリエステルフィルム被覆金属缶体が有底筒状缶体であるときには、まず、図4(a)に示すように表裏両面にポリエステルフィルム21,22が接着された缶体材料用金属板23を絞り加工またはしごき加工することにより、有底筒状缶体24を形成する。缶体材料用金属板23としては、ティン・フリー鋼板、アルミニウム板及びそれらの表面に各種表面処理を施した表面処理金属板等を用いることができる。
【0052】
次に、図4(b)に示すように、有底筒状缶体24の缶胴部に印刷ポリエステルフィルム1が熱硬化型樹脂系接着剤層4(図示せず)を介して熱接着されて保護被覆層25が形成される。そして、開放端部にネックイン加工26及びフランジ加工27が施されたのち、別途製造された缶蓋を二重巻締めすることにより、2ピース缶体を形成することができる。
【0053】
尚、缶体材料用金属板23は表裏両面にポリエステルフィルム21,22が接着されていないものであってもよい。
【0054】
本実施形態の印刷ポリエステルフィルム1によれば、前記金属缶体の缶胴部外面側に保護被覆層12,25を形成すると、硬化オーバーコート層6と、ポリエステルフィルム2と、ホログラムパターン層3とを透過した光線がホログラムパターン7に入射する。そして、前記光線が印刷層4aに含まれる前記アルミニウム薄膜片により反射又は屈折されることにより、ホログラムパターン7を視認することができる。
【0055】
この結果、印刷層4aが設けられている部分では、ホログラムパターン7を明瞭に視認することができる。また、印刷層4bが設けられている部分では、ホログラムパターン7を僅かに視認することができると共に、前記顔料による所定の表示及びデザイン等の画像を明瞭に視認することができる。
【0056】
また、印刷層4a,4bは、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物又は、ポリエステルポリウレタン系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物からなり、レトルト耐性を有する。そこで、本実施形態の印刷ポリエステルフィルム1により缶胴部に保護被覆層12,25が形成された前記金属缶体は、レトルト処理を受けても前記樹脂組成物中に水分が浸透することを阻止するので、前記印刷層4aに含まれる前記アルミニウム薄膜片が劣化することを防止することができる。
【0057】
この結果、本実施形態の印刷ポリエステルフィルム1により缶胴部に保護被覆層12,25が形成された前記金属缶体は、レトルト処理を受けてもホログラムパターン7を視認できなくなることがない。
【0058】
さらに、本実施形態の印刷ポリエステルフィルム1により缶胴部に保護被覆層12,25が形成された前記金属缶体では、ホログラムパターン層3はポリエステルフィルム2と缶胴部を形成する缶体材料用金属板11,23との間に配置されることとなる。従って、ホログラムパターン層3はポリエステルフィルム2に保護されることとなり、缶胴部に水分が結露したり、消費者が該缶胴部を把持したときの手の皮脂や汗が付着したりしても前記凹凸からなるホログラムパターン7が埋まることを防止することができる。
【0059】
次に、本発明の実施例及び比較例を示す。
【実施例】
【0060】
〔実施例1〕
本実施例では、まず、基体となるポリエステルフィルム2として、厚さ12μmのポリエチレンテレフタレートフィルムの一方の面に、ホログラムパターン層3となる紫外線硬化樹脂を塗布した。次に、前記紫外線硬化樹脂が未硬化の状態で、所望のデザインのホログラムパターンが形成されたプレススタンパーを押圧し、該プレススタンパーのホログラムパターンを該紫外線硬化樹脂に転写した後、該紫外線硬化樹脂に紫外線を照射して硬化させた。この結果、0.1〜2.0μmの高低差からなる凹凸を備えるホログラムパターン7を備えるホログラムパターン層3を形成した。
【0061】
次に、ホログラムパターン層3上の所定の部分に、グラビア印刷により印刷層4aを形成した。印刷層4aは、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物に、該樹脂組成物の全量に対し60質量%のアルミニウム薄膜片を含んでいる。本実施例では前記アルミニウム薄膜片として、支持体に蒸着されたアルミニウムの蒸着膜を該支持体から剥離して粉砕したものであって、厚さが平均0.5μm、面方向の大きさが平均25μmのものを用いた。
【0062】
次に、ホログラムパターン層3上の印刷層4aが形成されていない部分に、グラビア印刷により印刷層4bを形成した。印刷層4bは、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物に顔料を含み、所定の表示及びデザイン等の画像を形成している。
【0063】
次に、ポリエステルフィルム2のホログラムパターン層3と反対側の面に、エポキシ樹脂とアミノプラスト樹脂とからなる熱硬化型樹脂組成物を用いて硬化オーバーコート層6を形成した。
【0064】
次に、ポリエステルフィルム2の印刷層4a,4b上に熱硬化型樹脂系接着剤層5を形成し、印刷ポリエステルフィルム1を得た。熱硬化型樹脂系接着剤層5は、ポリエステル樹脂と、該ポリエステル樹脂の全量の2質量%のブロック化イソホロンジイソシアネート化合物を含む熱硬化型樹脂系接着剤組成物からなり、使用直前にブロック化されていないイソシアネート化合物を配合して形成した。
【0065】
次に、本実施例で得られた印刷ポリエステルフィルム1を、島状錫メッキ鋼板からなる缶体材料用金属板11の缶外面となる側の両側端縁部11a,11aを除いた部分に、前記熱硬化型樹脂系接着剤層5を介して熱接着し、保護被覆層12を形成した。
【0066】
次に、前記缶体材料用金属板11の缶内面となる側の両側端縁部11b,11bを除いた部分に、透明なポリエステルフィルム13を前記熱硬化型樹脂系接着剤層5と同一の樹脂組成物からなる熱硬化型樹脂系接着剤層14を介して熱接着して、内面保護被覆層15を形成した。
【0067】
次に、保護被覆層12及び内面保護被覆層15が形成された缶体材料用金属板11を、図2に矢示するように丸め、図3示のように両側端縁部11a,11aを重ね合わせて溶接接合することにより缶胴部16を形成して、溶接缶体とした。缶胴部16の保護被覆層12及び内面保護被覆層15が形成されていない部分には、公知の被覆補正塗料17により、被覆補正を行った。そして、缶胴部16の両端縁部をネックイン加工、フランジ加工したのち、両端に別途製造された缶蓋を二重巻締めすることにより、高さ103.9mm、直径52.5mmの3ピース缶体を形成し、本実施例の印刷ポリエステルフィルム被覆金属缶体とした。
【0068】
次に、本実施例で得られた印刷ポリエステルフィルム被覆金属缶体に、125℃×30分のレトルト処理を施した。そして、目視によりホログラムパターン7が視認できるか否かを確認した。結果を表1に示す。
【0069】
〔実施例2〕
本実施例では、印刷層4aに含まれるアルミニウム薄膜片として、厚さが平均0.5μm、面方向の大きさが平均5μmのものを用いた以外は、実施例1と全く同一にして印刷ポリエステルフィルム1を得た。
【0070】
次に、本実施例で得られた印刷ポリエステルフィルム1を用いた以外は、実施例1と全く同一にして、3ピース缶体を形成し、本実施例の印刷ポリエステルフィルム被覆金属缶体とした。
【0071】
次に、本実施例で得られた印刷ポリエステルフィルム被覆金属缶体に、実施例1と全く同一にしてレトルト処理を施した。そして、目視によりホログラムパターン7が視認できるか否かを確認した。結果を表1に示す。
【0072】
〔実施例3〕
本実施例では、印刷層4aに含まれるアルミニウム薄膜片として、厚さが平均0.01μm、面方向の大きさが平均5μmのものを用いた以外は、実施例1と全く同一にして印刷ポリエステルフィルム1を得た。
【0073】
次に、本実施例で得られた印刷ポリエステルフィルム1を用いた以外は、実施例1と全く同一にして、3ピース缶体を形成し、本実施例の印刷ポリエステルフィルム被覆金属缶体とした。
【0074】
次に、本実施例で得られた印刷ポリエステルフィルム被覆金属缶体に、実施例1と全く同一にしてレトルト処理を施した。そして、目視によりホログラムパターン7が視認できるか否かを確認した。結果を表1に示す。
【0075】
〔参考例1〕
本参考例では、印刷層4aに含まれるアルミニウム薄膜片として、厚さが平均0.1μm、面方向の大きさが平均50μmのものを用いた以外は、実施例1と全く同一にして印刷ポリエステルフィルム1を得た。
【0076】
次に、本参考例で得られた印刷ポリエステルフィルム1を用いた以外は、実施例1と全く同一にして、3ピース缶体を形成し、本参考例の印刷ポリエステルフィルム被覆金属缶体とした。
【0077】
次に、本実施例で得られた印刷ポリエステルフィルム被覆金属缶体に、実施例1と全く同一にしてレトルト処理を施した。そして、目視によりホログラムパターン7が視認できるか否かを確認した。結果を表1に示す。
【0078】
〔参考例2〕
本参考例では、印刷層4aに含まれるアルミニウム薄膜片として、厚さが平均0.01μm、面方向の大きさが平均1μmのものを用いた以外は、実施例1と全く同一にして印刷ポリエステルフィルム1を得た。
【0079】
次に、本参考例で得られた印刷ポリエステルフィルム1を用いた以外は、実施例1と全く同一にして、3ピース缶体を形成し、本参考例の印刷ポリエステルフィルム被覆金属缶体とした。
【0080】
次に、本実施例で得られた印刷ポリエステルフィルム被覆金属缶体に、実施例1と全く同一にしてレトルト処理を施した。そして、目視によりホログラムパターン7が視認できるか否かを確認した。結果を表1に示す。
【0081】
〔比較例1〕
本比較例では、ホログラムパターン層3上にアルミニウム蒸着層を形成し、印刷層4aを全く形成しなかった以外は、実施例1と全く同一にして印刷ポリエステルフィルム1を得た。尚、本比較例では印刷層4bは、実施例1と全く同一にして形成され、所定の表示及びデザイン等の画像を形成している。
【0082】
次に、本比較例で得られた印刷ポリエステルフィルム1を用いた以外は、実施例1と全く同一にして、3ピース缶体を形成し、本参考例の印刷ポリエステルフィルム被覆金属缶体とした。
【0083】
次に、本比較例で得られた印刷ポリエステルフィルム被覆金属缶体に、実施例1と全く同一にしてレトルト処理を施した。そして、目視によりホログラムパターン7が視認できるか否かを確認した。結果を表1に示す。
【0084】
【表1】

【0085】
表1から、印刷層4aに含まれるアルミニウム薄膜片の厚さが平均0.01〜0.5μmの範囲にあり、面方向の大きさが平均5〜25μmの範囲にある実施例1〜3の印刷ポリエステルフィルム被覆金属缶体では、前記レトルト処理を施した後にもホログラムパターン7を明瞭に視認できることが明らかである。
【0086】
これに対して、印刷層4aに含まれるアルミニウム薄膜片の厚さ及び面方向の大きさが前記範囲外にある参考例1,2の印刷ポリエステルフィルム被覆金属缶体では、ホログラムパターン7が不明瞭に視認されることが明らかである。また、印刷層4aに代えてアルミニウム蒸着層を備える比較例1の印刷ポリエステルフィルム被覆金属缶体では、前記レトルト処理を施した後にはホログラムパターン7を視認できなくなることが明らかである。
【符号の説明】
【0087】
1…缶体材料被覆用印刷ポリエステルフィルム、 2…基体となるポリエステルフィルム、 3…ホログラムパターン層、 4…印刷層、 4a…第1の印刷層、 4b…第2の印刷層、 5…熱硬化型樹脂系接着剤層、 6…硬化オーバーコート層、 7…ホログラムパターン、 11,23…缶体材料用金属板、 12,25…保護被覆層。
【技術分野】
【0001】
本発明は、印刷ポリエステルフィルム及び缶胴部外面側に該印刷ポリエステルフィルムからなる保護被覆層を備える印刷ポリエステルフィルム被覆金属缶体に関する。
【背景技術】
【0002】
従来、飲料物等の容器に使用される金属缶体の缶胴部外面側に印刷ポリエステルフィルムからなる保護被覆層を設け、該印刷ポリエステルフィルムにより該金属缶体に所定の表示及びデザイン等の画像により美粧性を付与することが行われている。
【0003】
前記印刷ポリエステルフィルムとして、例えば、エンボス状又はレリーフ状の微小な凹凸形状からなるホログラムパターンを外表面に備えるものがある。このような印刷ポリエステルフィルムによれば、前記金属缶体の缶胴部外面側に前記保護被覆層を形成したときに前記ホログラムパターンを視認することができ、特殊な美粧性を付与することができる。
【0004】
ところが、前記ホログラムパターンを外表面に備える前記印刷ポリエステルフィルムは、前記金属缶体の缶胴部外面側に前記保護被覆層を形成したときに、該缶胴部に水分が結露したり消費者が該缶胴部を把持したときの手の皮脂や汗が付着して前記凹凸形状が埋まると、該ホログラムパターンを視認できなくなることがあるという問題がある。
【0005】
前記問題を解消するために、基体となるポリエステルフィルムの一方の面に前記ホログラムパターンを設けると共に、該ホログラムパターン上にアルミニウム蒸着層を設け、さらに該アルミニウム蒸着層上に設けた接着剤層を介して前記金属缶体の缶胴部外面側に接着するようにした印刷ポリエステルフィルムが提案されている。前記印刷ポリエステルフィルムでは、前記基体となるポリエステルフィルムと前記ホログラムパターンとの間、又は該基体となるポリエステルフィルムの該ホログラムパターンとは反対側の面に印刷層が設けられる(例えば特許文献1参照)。
【0006】
前記印刷ポリエステルフィルムによれば、前記基体となるポリエステルフィルムと前記印刷層とを透過して前記ホログラムパターンに入射した光線が前記アルミニウム蒸着層により反射又は屈折されることにより、該ホログラムパターンを視認することができる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】再公表特許WO2009/013883
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、前記従来の印刷ポリエステルフィルムは、金属缶体の缶胴部外面側に保護被覆層を形成したときに、該金属缶体がレトルト処理を受けると前記アルミニウム蒸着層が劣化し、ホログラムパターンを視認することができなくなるという不都合がある。
【0009】
本発明は、かかる不都合を解消して、金属缶体の缶胴部外面側に保護被覆層を形成したときに、該金属缶体がレトルト処理を受けてもホログラムパターンを視認することができなくなることのない印刷ポリエステルフィルムを提供することを目的とする。
【0010】
また、本発明の目的は、缶胴部外面側に前記印刷ポリエステルフィルムからなる保護被覆層を備える印刷ポリエステルフィルム被覆金属缶体を提供することにもある。
【課題を解決するための手段】
【0011】
かかる目的を達成するために、本発明は、缶体材料用金属板又は有底筒状缶体の缶胴部外面側に熱硬化型樹脂系接着剤層を介して加熱接着されて保護被覆層を形成する印刷ポリエステルフィルムであって、該印刷ポリエステルフィルムは、基体となるポリエステルフィルムの一方の面に、0.1〜2.0μmの高低差からなる凹凸を備えるホログラムパターン層が設けられ、該ホログラムパターン層上の少なくとも一部にアルミニウム薄膜片を含み、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物又は、ポリエステルポリウレタン系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物からなる印刷層が設けられ、該印刷層上に熱硬化型樹脂系接着剤層が設けられていることを特徴とする。
【0012】
本発明の印刷ポリエステルフィルムは、基体となるポリエステルフィルムの一方の面に前記ホログラムパターン層が設けられ、該ホログラムパターン層上に前記印刷層を介して前記熱硬化型樹脂系接着剤層が設けられている。そこで、本発明の印刷ポリエステルフィルムは、前記熱硬化型樹脂系接着剤層により缶体材料用金属板又は有底筒状缶体の缶胴部外面側に加熱接着されて保護被覆層を形成したときに、前記ホログラムパターン層は該基体となるポリエステルフィルムと該印刷層との間に配置されることとなる。従って、前記ホログラムパターン層は前記基体となるポリエステルフィルムに保護されることとなり、缶胴部に水分が結露したり、消費者が該缶胴部を把持したときの手の皮脂や汗が付着することにより前記凹凸が埋まることを防止することができる。
【0013】
また、前記印刷ポリエステルフィルムは、前記缶体材料用金属板又は有底筒状缶体の缶胴部外面側に加熱接着されて保護被覆層を形成したときに、前記基体となるポリエステルフィルムを透過して前記ホログラムパターンに入射した光線が前記印刷層に含まれるアルミニウム薄膜片により反射又は屈折される。この結果、前記印刷ポリエステルフィルムによれば、前記ホログラムパターンを視認することができる。
【0014】
このとき、前記印刷層はエポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物又は、ポリエステルポリウレタン系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物により形成されている。前記樹脂組成物は、いずれもレトルト処理に対する耐性を備えており、該レトルト処理を受けても該樹脂組成物中に水分が浸透することを防止することができる。
【0015】
本発明の印刷ポリエステルフィルムでは、前記アルミニウム薄膜片は前記樹脂組成物中に含有されているので、前記レトルト処理を受けても該樹脂組成物に保護されて劣化することがない。従って、本発明の印刷ポリエステルフィルムによれば、缶体材料用金属板又は有底筒状缶体の缶胴部外面側に保護被覆層を形成したときに、該金属缶体がレトルト処理を受けても前記ホログラムパターンを視認することができなくなることを防止することができる。
【0016】
前記アルミニウム薄膜片を含む印刷層は、前記ホログラムパターン層上の一部分に設けられていてもよく、全体に設けられていてもよい。前記アルミニウム薄膜片を含む印刷層が、前記ホログラムパターン層上の一部分に設けられている場合、他の部分には、顔料を含み、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物又は、ポリエステルポリウレタン系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物からなる印刷層が設けられていることが好ましい。
【0017】
そこで、本発明の印刷ポリエステルフィルムは、前記ホログラムパターン層上の一部分にアルミニウム薄膜片を含み、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物又は、ポリエステルポリウレタン系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物からなる第1の印刷層が設けられ、他の部分に顔料を含み、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物又は、ポリエステルポリウレタン系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物からなる第2の印刷層が設けられていることが好ましい。
【0018】
この場合、前記第1の印刷層が設けられている部分では、前記ホログラムパターンを明瞭に視認することができる。また、前記第2の印刷層が設けられている部分では、前記ホログラムパターンを僅かに視認することができると共に、所定の表示及びデザイン等の画像を明瞭に視認することができる。
【0019】
また、本発明の印刷ポリエステルフィルムにおいて、前記アルミニウム薄膜片は支持体に蒸着されたアルミニウムの蒸着膜を該支持体から剥離して粉砕したものを用いることができる。また、前記アルミニウム薄膜片は、厚さが平均0.01〜0.5μmの範囲にあり、面方向の大きさが平均5〜25μmの範囲にあることが好ましい。
【0020】
前記印刷層に含まれる前記アルミニウム薄膜片は、厚さが平均0.01μm未満で、面方向の大きさが平均5μm未満であるときには、前記基体となるポリエステルフィルムを透過して前記ホログラムパターンに入射した光線を十分に反射又は屈折することができないことがある。また、前記印刷層に含まれる前記アルミニウム薄膜片は、厚さが平均0.5μmを超え、面方向の大きさが平均25μmを超えるときには、前記ホログラムパターンに入射した光線を好ましい方向に反射又は屈折することができなくなることがある。そこで、前記印刷層に含まれる前記アルミニウム薄膜片は、厚さの平均が前記範囲にあると共に、面方向の大きさが平均10μmであることがさらに好ましい。
【0021】
また、本発明の印刷ポリエステルフィルムにおいて、前記印刷層に含まれる前記アルミニウム薄膜片は該印刷層の前記樹脂組成物の全量に対して40〜80質量%の範囲で含まれることが好ましい。前記印刷層に含まれる前記アルミニウム薄膜片の含有量が該印刷層の前記樹脂組成物の全量に対して40質量%未満では、前記基体となるポリエステルフィルムを透過して前記ホログラムパターンに入射した光線を十分に反射又は屈折させることができないことがある。また、前記印刷層に含まれる前記アルミニウム薄膜片の含有量が該印刷層の前記樹脂組成物の全量に対して80質量%を超えると、本発明の印刷ポリエステルフィルムにより缶胴部外面側に保護被覆層を形成した金属缶体がレトルト処理を受けたときに、前記アルミニウム薄膜片を含む前記樹脂組成物が剥離することがある。
【0022】
また、本発明の印刷ポリエステルフィルム被覆金属缶体は、金属缶体の缶胴部外面側に対し、基体となるポリエステルフィルムの一方の面に、0.1〜2.0μmの高低差からなる凹凸を備えるホログラムパターン層が設けられ、該ホログラムパターン層上の少なくとも一部にアルミニウム薄膜片を含み、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物又は、ポリエステルポリウレタン系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物からなる印刷層が設けられ、該印刷層上に熱硬化型樹脂系接着剤層が設けられている印刷ポリエステルフィルムを、該熱硬化型樹脂系接着剤層を介して加熱接着することにより保護被覆層を形成してなることを特徴とする。
【0023】
本発明の印刷ポリエステルフィルム被覆金属缶体によれば、前記印刷ポリエステルフィルムからなる前記保護被覆層を備えることにより、レトルト処理を受けても前記ホログラムパターンを視認することができなくなることを防止することができる。
【0024】
本発明の印刷ポリエステルフィルム被覆金属缶体において、前記金属缶体は、短冊状の缶体材料用金属板の両端縁を重ね合わせて溶接接合してなる溶接缶体であってもよく、缶体材料用金属板を絞り加工又はしごき加工してなる有底筒状缶体であってもよい。前記溶接缶体は、両端に缶蓋を二重巻締めすることにより、いわゆる3ピース缶体を形成することができる。また、前記有底円筒状缶体は開放端に缶蓋を二重巻締めすることにより、いわゆる2ピース缶体を形成することができる。
【図面の簡単な説明】
【0025】
【図1】本発明に係る印刷ポリエステルフィルムの構成例を示す説明的断面図。
【図2】図1に示す印刷ポリエステルフィルムからなる保護被覆層が形成された缶体材料用金属板の構成を示す説明的断面図。
【図3】本発明に係る溶接缶体の缶胴部の要部の構成を示す説明的断面図。
【図4】本発明に係る有底筒状缶体の構成を示す説明的断面図。
【発明を実施するための形態】
【0026】
次に、添付の図面を参照しながら本発明の実施の形態についてさらに詳しく説明する。
【0027】
図1(a)に示す本実施形態の印刷ポリエステルフィルム1は、缶体材料用金属板又は有底筒状缶体の缶胴部外面側に接着されて保護被覆層を形成するものである。印刷ポリエステルフィルム1は、基体となるポリエステルフィルム2の一方の面に、ホログラムパターン層3と、ホログラムパターン層3の上に設けられたアルミニウム薄膜片を含む樹脂組成物からなる印刷層4a又は顔料を含む樹脂組成物からなる印刷層4bと、印刷層4a,4bの上に設けられた熱硬化型樹脂系接着剤層5とを備えている。また、印刷ポリエステルフィルム1は、基体となるポリエステルフィルム2の他方の面(ホログラムパターン層3と反対側の面)に、硬化オーバーコート層6を備えている。
【0028】
本実施形態の印刷ポリエステルフィルム1は、金属缶体の缶胴部外面側に接着されて保護被覆層を形成した後に所望により硬化オーバーコート層6が形成されるものであってもよい。この場合、印刷ポリエステルフィルム1は、図1(b)に示すように、基体となるポリエステルフィルム2のホログラムパターン層3と反対側の面に、硬化オーバーコート層6を備えていない。
【0029】
次に、基体となるポリエステルフィルム2としては、ジカルボン酸成分とジオール成分との重縮合により得られるポリエステルフィルムであって、強度及び透明性等に優れているものが適している。
【0030】
このようなフィルム材料となるポリエステルとして、例えば、ナフタレンジカルボン酸、テレフタル酸、イソフタル酸等の芳香族ジカルボン酸と、エチレングリコール、プロピレングリコール、ブチレングリコール等のジオール類との重縮合により得られるポリエステルを挙げることができる。前記ポリエステルは、ナフタレンジカルボン酸とエチレングリコールとの重縮合により得られるポリエステル(ポリエチレンナフタレート)又はテレフタル酸とエチレングリコールとの重縮合により得られるポリエステル(ポリエチレンテレフタレート)であることが好ましい。
【0031】
また、ポリエステルフィルム2は、印刷層4a,4bを設けるための強度及び前記缶体材料用金属板に接着される際の熱処理に対する寸法安定性が要求される。
【0032】
そこで、ポリエステルフィルム2は、ポリエチレンナフタレート等の耐熱性ポリエステルフィルム、一軸又は二軸延伸されたポリエチレンテレフタレートフィルム等であることが好ましい。特に、ポリエステルフィルム2は、材料物性的には150℃に30分保持したときの長手方向の熱収縮率が1.2%以下、幅方向の熱収縮率が0%の二軸延伸ポリエステルフィルムであることが好ましい。
【0033】
また、ポリエステルフィルム2は、5〜50μmの範囲の厚さを有することが好ましい。ポリエステルフィルム2の厚さが5μm未満であるときには、印刷ポリエステルフィルム1による保護被覆層が形成された金属缶体の缶胴部にネックイン加工等の絞り加工を施すときに、ポリエステルフィルム1が傷付きやすく、ピンホール等が発生して、ホログラムパターンが視認できなくなることを防止する効果や、缶体の腐食、金属の溶出を防止する効果が十分に得られないことがある。また、ポリエステルフィルム2の厚さが50μmを超えるときには残留応力が大きくなり、前記金属缶体の缶胴部にネックイン加工等の絞り加工を施すと、印刷ポリエステルフィルム1の前記缶体材料用金属板に対する密着性が低下する傾向がある。
【0034】
次に、ホログラムパターン層3は、例えば紫外線硬化樹脂からなり、ポリエステルフィルム2と反対側の面に、0.1〜2.0μmの高低差からなる凹凸を備えるホログラムパターン7が形成されている。ホログラムパターン7は、未硬化の紫外線硬化樹脂に、所望のデザインのホログラムパターンが形成されたプレススタンパーを押圧し、該プレススタンパーのホログラムパターンを該紫外線硬化樹脂に転写した後、該紫外線硬化樹脂に紫外線を照射して硬化させることにより形成することができる。
【0035】
ホログラムパターン層3は、前記紫外線硬化樹脂に代えて電子線硬化樹脂又は熱硬化型樹脂からなるものであってもよく、この場合は前記プレススタンパーを押圧してホログラムパターンを転写した後、電子線を照射し、又は加熱することにより樹脂を硬化させることができる。
【0036】
次に、印刷層4aは、アルミニウム薄膜片を含み、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物又は、ポリエステルポリウレタン系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物からなり、基体となるポリエステルフィルム2の一方の面上に例えばグラビア印刷等により形成される。前記アルミニウム薄膜片は、例えば、支持体に蒸着されたアルミニウムの蒸着膜を該支持体から剥離して粉砕したものを用いることができ、厚さが平均0.01〜0.5μmの範囲にあり、面方向の大きさが平均5〜25μmの範囲にあることが好ましく、面方向の大きさが平均10μmであることがさらに好ましい。また、印刷層4aに含まれる前記アルミニウム薄膜片は、前記樹脂組成物の全量に対して40〜80質量%の範囲で含まれることが好ましい。
【0037】
印刷層4aは、ホログラムパターン層3上の少なくとも一部に設けられていればよいが、ホログラムパターン層3上の全面に設けられていてもよい。印刷層4aが、ホログラムパターン層3上の一部分に設けられている場合、ホログラムパターン層3上の他の部分には印刷層4bが設けられている。
【0038】
印刷層4bは、従来公知の顔料を含み、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物又は、ポリエステルポリウレタン系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物からなり、基体となるポリエステルフィルム2の一方の面上に例えばグラビア印刷等により形成される。
【0039】
尚、印刷される画像・デザインを鮮明にするために、熱硬化型樹脂系接着剤層5と印刷層4a,4bとの間に白インキを全面印刷することにより白インキ層を設けてもよい。前記白インキ層は、いわゆる白押さえと呼ばれる周知のものを使用することができる。
【0040】
次に、熱硬化型樹脂系接着剤層5は、エポキシ樹脂と酸無水物系硬化剤を含む樹脂組成物、ポリエステル樹脂とアミノプラスト樹脂とを含む樹脂組成物又は、ポリエステル樹脂とブロックイソシアネート化合物とを含む樹脂組成物等から形成することができる。
【0041】
次に、硬化オーバーコート層6は、熱硬化型樹脂からなり、ポリエステルフィルム2のホログラムパターン層3と反対側の面上に形成される。前記熱硬化型樹脂は、高温短時間で被覆硬化層を形成する樹脂であることが好ましく、例えば、エポキシ樹脂とアミノプラスト樹脂とからなり、短時間硬化触媒として有機酸またはリン酸、ポリリン酸等の無機酸が添加されているものが好ましい。また、前記熱硬化型樹脂は、硬化オーバーコート層6の耐傷付性の向上、滑り性向上のために、シリコン或はワックスが添加されていることが好ましい。
【0042】
次に、本実施形態の印刷ポリエステルフィルム1の製造方法について説明する。
【0043】
まず、原反フィルムを所定幅毎に裁断して長尺状としたポリエステルフィルム2に熱処理を施し、残留応力を緩和する。次に、ポリエステルフィルム2の一方の面に、例えば紫外線硬化樹脂を塗布し、未硬化の該紫外線硬化樹脂に前記プレススタンパーを押圧してホログラムパターン7を転写した後、紫外線を照射して該紫外線硬化樹脂を硬化させることによりホログラムパターン層3を形成する。
【0044】
次に、ホログラムパターン層3上に、例えばグラビア印刷により印刷層4a又は印刷層4bを形成し、ポリエステルフィルム2の印刷層4a,4bと反対側の面に硬化オーバーコート層6を形成する。
【0045】
次に、印刷層4a又は印刷層4b上に、熱硬化型樹脂系接着剤層5を形成することにより、印刷ポリエステルフィルム1を得る。
【0046】
次に、印刷ポリエステルフィルム1を用いる本実施形態の印刷ポリエステルフィルム被覆金属缶体について説明する。
【0047】
本実施形態の印刷ポリエステルフィルム被覆金属缶体が溶接缶体であるときには、まず、図2に示す缶体材料用金属板11を形成する。缶体材料用金属板11は、その缶外面となる側の両側端縁部11a,11aを除いた部分に、図1に示す印刷ポリエステルフィルム1が熱硬化型樹脂系接着剤層5を介して熱接着されて保護被覆層12が形成されている。尚、図2において、ポリエステルフィルム1は、ホログラムパターン層3、印刷層4a,4b及びオーバーコート層6を省略して示している。
【0048】
また、缶体材料用金属板11の缶内面となる側の両側端縁部11a,11aを除いた部分には、透明なポリエステルフィルム13が印刷ポリエステルフィルム1と同様の熱硬化型樹脂系接着剤層14を介して熱接着されて内面保護被覆層15が形成されている。
【0049】
缶体材料用金属板11としては、島状錫メッキ鋼板(TNS板)、薄錫メッキ鋼板(LTS板)、ティン・フリー鋼板(TFS板)、アルミニウム板及びそれらの表面に各種表面処理を施した表面処理金属板等を挙げることができる。
【0050】
保護被覆層12及び内面保護被覆層15が形成された缶体材料用金属板11は図2に矢示するように丸められ、図3示のように両側端縁部11a,11aを重ね合わせて溶接接合することにより缶胴部16が形成され、溶接缶体とされる。缶胴部16の保護被覆層12及び内面保護被覆層15が形成されていない部分には、公知の被覆補正塗料17により、被覆補正がなされる。そして、缶胴部16の両端縁部をネックイン加工、フランジ加工したのち、両端に別途製造された缶蓋を二重巻締めすることにより、3ピース缶体を形成することができる。
【0051】
次に、本実施形態の印刷ポリエステルフィルム被覆金属缶体が有底筒状缶体であるときには、まず、図4(a)に示すように表裏両面にポリエステルフィルム21,22が接着された缶体材料用金属板23を絞り加工またはしごき加工することにより、有底筒状缶体24を形成する。缶体材料用金属板23としては、ティン・フリー鋼板、アルミニウム板及びそれらの表面に各種表面処理を施した表面処理金属板等を用いることができる。
【0052】
次に、図4(b)に示すように、有底筒状缶体24の缶胴部に印刷ポリエステルフィルム1が熱硬化型樹脂系接着剤層4(図示せず)を介して熱接着されて保護被覆層25が形成される。そして、開放端部にネックイン加工26及びフランジ加工27が施されたのち、別途製造された缶蓋を二重巻締めすることにより、2ピース缶体を形成することができる。
【0053】
尚、缶体材料用金属板23は表裏両面にポリエステルフィルム21,22が接着されていないものであってもよい。
【0054】
本実施形態の印刷ポリエステルフィルム1によれば、前記金属缶体の缶胴部外面側に保護被覆層12,25を形成すると、硬化オーバーコート層6と、ポリエステルフィルム2と、ホログラムパターン層3とを透過した光線がホログラムパターン7に入射する。そして、前記光線が印刷層4aに含まれる前記アルミニウム薄膜片により反射又は屈折されることにより、ホログラムパターン7を視認することができる。
【0055】
この結果、印刷層4aが設けられている部分では、ホログラムパターン7を明瞭に視認することができる。また、印刷層4bが設けられている部分では、ホログラムパターン7を僅かに視認することができると共に、前記顔料による所定の表示及びデザイン等の画像を明瞭に視認することができる。
【0056】
また、印刷層4a,4bは、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物又は、ポリエステルポリウレタン系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物からなり、レトルト耐性を有する。そこで、本実施形態の印刷ポリエステルフィルム1により缶胴部に保護被覆層12,25が形成された前記金属缶体は、レトルト処理を受けても前記樹脂組成物中に水分が浸透することを阻止するので、前記印刷層4aに含まれる前記アルミニウム薄膜片が劣化することを防止することができる。
【0057】
この結果、本実施形態の印刷ポリエステルフィルム1により缶胴部に保護被覆層12,25が形成された前記金属缶体は、レトルト処理を受けてもホログラムパターン7を視認できなくなることがない。
【0058】
さらに、本実施形態の印刷ポリエステルフィルム1により缶胴部に保護被覆層12,25が形成された前記金属缶体では、ホログラムパターン層3はポリエステルフィルム2と缶胴部を形成する缶体材料用金属板11,23との間に配置されることとなる。従って、ホログラムパターン層3はポリエステルフィルム2に保護されることとなり、缶胴部に水分が結露したり、消費者が該缶胴部を把持したときの手の皮脂や汗が付着したりしても前記凹凸からなるホログラムパターン7が埋まることを防止することができる。
【0059】
次に、本発明の実施例及び比較例を示す。
【実施例】
【0060】
〔実施例1〕
本実施例では、まず、基体となるポリエステルフィルム2として、厚さ12μmのポリエチレンテレフタレートフィルムの一方の面に、ホログラムパターン層3となる紫外線硬化樹脂を塗布した。次に、前記紫外線硬化樹脂が未硬化の状態で、所望のデザインのホログラムパターンが形成されたプレススタンパーを押圧し、該プレススタンパーのホログラムパターンを該紫外線硬化樹脂に転写した後、該紫外線硬化樹脂に紫外線を照射して硬化させた。この結果、0.1〜2.0μmの高低差からなる凹凸を備えるホログラムパターン7を備えるホログラムパターン層3を形成した。
【0061】
次に、ホログラムパターン層3上の所定の部分に、グラビア印刷により印刷層4aを形成した。印刷層4aは、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物に、該樹脂組成物の全量に対し60質量%のアルミニウム薄膜片を含んでいる。本実施例では前記アルミニウム薄膜片として、支持体に蒸着されたアルミニウムの蒸着膜を該支持体から剥離して粉砕したものであって、厚さが平均0.5μm、面方向の大きさが平均25μmのものを用いた。
【0062】
次に、ホログラムパターン層3上の印刷層4aが形成されていない部分に、グラビア印刷により印刷層4bを形成した。印刷層4bは、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物に顔料を含み、所定の表示及びデザイン等の画像を形成している。
【0063】
次に、ポリエステルフィルム2のホログラムパターン層3と反対側の面に、エポキシ樹脂とアミノプラスト樹脂とからなる熱硬化型樹脂組成物を用いて硬化オーバーコート層6を形成した。
【0064】
次に、ポリエステルフィルム2の印刷層4a,4b上に熱硬化型樹脂系接着剤層5を形成し、印刷ポリエステルフィルム1を得た。熱硬化型樹脂系接着剤層5は、ポリエステル樹脂と、該ポリエステル樹脂の全量の2質量%のブロック化イソホロンジイソシアネート化合物を含む熱硬化型樹脂系接着剤組成物からなり、使用直前にブロック化されていないイソシアネート化合物を配合して形成した。
【0065】
次に、本実施例で得られた印刷ポリエステルフィルム1を、島状錫メッキ鋼板からなる缶体材料用金属板11の缶外面となる側の両側端縁部11a,11aを除いた部分に、前記熱硬化型樹脂系接着剤層5を介して熱接着し、保護被覆層12を形成した。
【0066】
次に、前記缶体材料用金属板11の缶内面となる側の両側端縁部11b,11bを除いた部分に、透明なポリエステルフィルム13を前記熱硬化型樹脂系接着剤層5と同一の樹脂組成物からなる熱硬化型樹脂系接着剤層14を介して熱接着して、内面保護被覆層15を形成した。
【0067】
次に、保護被覆層12及び内面保護被覆層15が形成された缶体材料用金属板11を、図2に矢示するように丸め、図3示のように両側端縁部11a,11aを重ね合わせて溶接接合することにより缶胴部16を形成して、溶接缶体とした。缶胴部16の保護被覆層12及び内面保護被覆層15が形成されていない部分には、公知の被覆補正塗料17により、被覆補正を行った。そして、缶胴部16の両端縁部をネックイン加工、フランジ加工したのち、両端に別途製造された缶蓋を二重巻締めすることにより、高さ103.9mm、直径52.5mmの3ピース缶体を形成し、本実施例の印刷ポリエステルフィルム被覆金属缶体とした。
【0068】
次に、本実施例で得られた印刷ポリエステルフィルム被覆金属缶体に、125℃×30分のレトルト処理を施した。そして、目視によりホログラムパターン7が視認できるか否かを確認した。結果を表1に示す。
【0069】
〔実施例2〕
本実施例では、印刷層4aに含まれるアルミニウム薄膜片として、厚さが平均0.5μm、面方向の大きさが平均5μmのものを用いた以外は、実施例1と全く同一にして印刷ポリエステルフィルム1を得た。
【0070】
次に、本実施例で得られた印刷ポリエステルフィルム1を用いた以外は、実施例1と全く同一にして、3ピース缶体を形成し、本実施例の印刷ポリエステルフィルム被覆金属缶体とした。
【0071】
次に、本実施例で得られた印刷ポリエステルフィルム被覆金属缶体に、実施例1と全く同一にしてレトルト処理を施した。そして、目視によりホログラムパターン7が視認できるか否かを確認した。結果を表1に示す。
【0072】
〔実施例3〕
本実施例では、印刷層4aに含まれるアルミニウム薄膜片として、厚さが平均0.01μm、面方向の大きさが平均5μmのものを用いた以外は、実施例1と全く同一にして印刷ポリエステルフィルム1を得た。
【0073】
次に、本実施例で得られた印刷ポリエステルフィルム1を用いた以外は、実施例1と全く同一にして、3ピース缶体を形成し、本実施例の印刷ポリエステルフィルム被覆金属缶体とした。
【0074】
次に、本実施例で得られた印刷ポリエステルフィルム被覆金属缶体に、実施例1と全く同一にしてレトルト処理を施した。そして、目視によりホログラムパターン7が視認できるか否かを確認した。結果を表1に示す。
【0075】
〔参考例1〕
本参考例では、印刷層4aに含まれるアルミニウム薄膜片として、厚さが平均0.1μm、面方向の大きさが平均50μmのものを用いた以外は、実施例1と全く同一にして印刷ポリエステルフィルム1を得た。
【0076】
次に、本参考例で得られた印刷ポリエステルフィルム1を用いた以外は、実施例1と全く同一にして、3ピース缶体を形成し、本参考例の印刷ポリエステルフィルム被覆金属缶体とした。
【0077】
次に、本実施例で得られた印刷ポリエステルフィルム被覆金属缶体に、実施例1と全く同一にしてレトルト処理を施した。そして、目視によりホログラムパターン7が視認できるか否かを確認した。結果を表1に示す。
【0078】
〔参考例2〕
本参考例では、印刷層4aに含まれるアルミニウム薄膜片として、厚さが平均0.01μm、面方向の大きさが平均1μmのものを用いた以外は、実施例1と全く同一にして印刷ポリエステルフィルム1を得た。
【0079】
次に、本参考例で得られた印刷ポリエステルフィルム1を用いた以外は、実施例1と全く同一にして、3ピース缶体を形成し、本参考例の印刷ポリエステルフィルム被覆金属缶体とした。
【0080】
次に、本実施例で得られた印刷ポリエステルフィルム被覆金属缶体に、実施例1と全く同一にしてレトルト処理を施した。そして、目視によりホログラムパターン7が視認できるか否かを確認した。結果を表1に示す。
【0081】
〔比較例1〕
本比較例では、ホログラムパターン層3上にアルミニウム蒸着層を形成し、印刷層4aを全く形成しなかった以外は、実施例1と全く同一にして印刷ポリエステルフィルム1を得た。尚、本比較例では印刷層4bは、実施例1と全く同一にして形成され、所定の表示及びデザイン等の画像を形成している。
【0082】
次に、本比較例で得られた印刷ポリエステルフィルム1を用いた以外は、実施例1と全く同一にして、3ピース缶体を形成し、本参考例の印刷ポリエステルフィルム被覆金属缶体とした。
【0083】
次に、本比較例で得られた印刷ポリエステルフィルム被覆金属缶体に、実施例1と全く同一にしてレトルト処理を施した。そして、目視によりホログラムパターン7が視認できるか否かを確認した。結果を表1に示す。
【0084】
【表1】
【0085】
表1から、印刷層4aに含まれるアルミニウム薄膜片の厚さが平均0.01〜0.5μmの範囲にあり、面方向の大きさが平均5〜25μmの範囲にある実施例1〜3の印刷ポリエステルフィルム被覆金属缶体では、前記レトルト処理を施した後にもホログラムパターン7を明瞭に視認できることが明らかである。
【0086】
これに対して、印刷層4aに含まれるアルミニウム薄膜片の厚さ及び面方向の大きさが前記範囲外にある参考例1,2の印刷ポリエステルフィルム被覆金属缶体では、ホログラムパターン7が不明瞭に視認されることが明らかである。また、印刷層4aに代えてアルミニウム蒸着層を備える比較例1の印刷ポリエステルフィルム被覆金属缶体では、前記レトルト処理を施した後にはホログラムパターン7を視認できなくなることが明らかである。
【符号の説明】
【0087】
1…缶体材料被覆用印刷ポリエステルフィルム、 2…基体となるポリエステルフィルム、 3…ホログラムパターン層、 4…印刷層、 4a…第1の印刷層、 4b…第2の印刷層、 5…熱硬化型樹脂系接着剤層、 6…硬化オーバーコート層、 7…ホログラムパターン、 11,23…缶体材料用金属板、 12,25…保護被覆層。
【特許請求の範囲】
【請求項1】
缶体材料用金属板又は有底筒状缶体の缶胴部外面側に熱硬化型樹脂系接着剤層を介して加熱接着されて保護被覆層を形成する印刷ポリエステルフィルムであって、
該印刷ポリエステルフィルムは、基体となるポリエステルフィルムの一方の面に、0.1〜2.0μmの高低差からなる凹凸を備えるホログラムパターン層が設けられ、該ホログラムパターン層上の少なくとも一部にアルミニウム薄膜片を含み、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物又は、ポリエステルポリウレタン系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物からなる印刷層が設けられ、該印刷層上に熱硬化型樹脂系接着剤層が設けられていることを特徴とする印刷ポリエステルフィルム。
【請求項2】
請求項1記載の印刷ポリエステルフィルムにおいて、前記ホログラムパターン層上の一部分にアルミニウム薄膜片を含み、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物又は、ポリエステルポリウレタン系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物からなる第1の印刷層が設けられ、他の部分に顔料を含み、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物又は、ポリエステルポリウレタン系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物からなる第2の印刷層が設けられていることを特徴とする印刷ポリエステルフィルム。
【請求項3】
請求項1又は請求項2記載の印刷ポリエステルフィルムにおいて、前記アルミニウム薄膜片は支持体に蒸着されたアルミニウムの蒸着膜を該支持体から剥離して粉砕したものであることを特徴とする印刷ポリエステルフィルム。
【請求項4】
請求項1乃至請求項3のいずれか1項記載の印刷ポリエステルフィルムにおいて、前記印刷層に含まれる前記アルミニウム薄膜片は、厚さが平均0.01〜0.5μmの範囲にあり、面方向の大きさが平均5〜25μmの範囲にあることを特徴とする印刷ポリエステルフィルム。
【請求項5】
請求項1乃至請求項4のいずれか1項記載の印刷ポリエステルフィルムにおいて、前記印刷層に含まれる前記アルミニウム薄膜片は該印刷層の前記樹脂組成物の全量に対して40〜80質量%の範囲で含まれることを特徴とする印刷ポリエステルフィルム。
【請求項6】
金属缶体の缶胴部外面側に対し、一方の面に、0.1〜2.0μmの高低差からなる凹凸を備えるホログラムパターン層が設けられ、該ホログラムパターン層上の少なくとも一部にアルミニウム薄膜片を含み、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物又は、ポリエステルポリウレタン系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物からなる印刷層が設けられ、該印刷層上に熱硬化型樹脂系接着剤層が設けられている印刷ポリエステルフィルムを、該熱硬化型樹脂系接着剤層を介して加熱接着することにより保護被覆層を形成してなることを特徴とする印刷ポリエステルフィルム被覆金属缶体。
【請求項7】
請求項6記載の印刷ポリエステルフィルム被覆金属缶体において、前記金属缶体は、短冊状の缶体材料用金属板の両端縁を重ね合わせて溶接接合してなる溶接缶体又は缶体材料用金属板を絞り加工若しくはしごき加工してなる有底筒状缶体であることを特徴とする印刷ポリエステルフィルム被覆金属缶体。
【請求項1】
缶体材料用金属板又は有底筒状缶体の缶胴部外面側に熱硬化型樹脂系接着剤層を介して加熱接着されて保護被覆層を形成する印刷ポリエステルフィルムであって、
該印刷ポリエステルフィルムは、基体となるポリエステルフィルムの一方の面に、0.1〜2.0μmの高低差からなる凹凸を備えるホログラムパターン層が設けられ、該ホログラムパターン層上の少なくとも一部にアルミニウム薄膜片を含み、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物又は、ポリエステルポリウレタン系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物からなる印刷層が設けられ、該印刷層上に熱硬化型樹脂系接着剤層が設けられていることを特徴とする印刷ポリエステルフィルム。
【請求項2】
請求項1記載の印刷ポリエステルフィルムにおいて、前記ホログラムパターン層上の一部分にアルミニウム薄膜片を含み、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物又は、ポリエステルポリウレタン系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物からなる第1の印刷層が設けられ、他の部分に顔料を含み、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物又は、ポリエステルポリウレタン系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物からなる第2の印刷層が設けられていることを特徴とする印刷ポリエステルフィルム。
【請求項3】
請求項1又は請求項2記載の印刷ポリエステルフィルムにおいて、前記アルミニウム薄膜片は支持体に蒸着されたアルミニウムの蒸着膜を該支持体から剥離して粉砕したものであることを特徴とする印刷ポリエステルフィルム。
【請求項4】
請求項1乃至請求項3のいずれか1項記載の印刷ポリエステルフィルムにおいて、前記印刷層に含まれる前記アルミニウム薄膜片は、厚さが平均0.01〜0.5μmの範囲にあり、面方向の大きさが平均5〜25μmの範囲にあることを特徴とする印刷ポリエステルフィルム。
【請求項5】
請求項1乃至請求項4のいずれか1項記載の印刷ポリエステルフィルムにおいて、前記印刷層に含まれる前記アルミニウム薄膜片は該印刷層の前記樹脂組成物の全量に対して40〜80質量%の範囲で含まれることを特徴とする印刷ポリエステルフィルム。
【請求項6】
金属缶体の缶胴部外面側に対し、一方の面に、0.1〜2.0μmの高低差からなる凹凸を備えるホログラムパターン層が設けられ、該ホログラムパターン層上の少なくとも一部にアルミニウム薄膜片を含み、エポキシブチラール系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物又は、ポリエステルポリウレタン系樹脂とポリイソシアネート系樹脂とからなる樹脂組成物からなる印刷層が設けられ、該印刷層上に熱硬化型樹脂系接着剤層が設けられている印刷ポリエステルフィルムを、該熱硬化型樹脂系接着剤層を介して加熱接着することにより保護被覆層を形成してなることを特徴とする印刷ポリエステルフィルム被覆金属缶体。
【請求項7】
請求項6記載の印刷ポリエステルフィルム被覆金属缶体において、前記金属缶体は、短冊状の缶体材料用金属板の両端縁を重ね合わせて溶接接合してなる溶接缶体又は缶体材料用金属板を絞り加工若しくはしごき加工してなる有底筒状缶体であることを特徴とする印刷ポリエステルフィルム被覆金属缶体。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−103479(P2013−103479A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−250887(P2011−250887)
【出願日】平成23年11月16日(2011.11.16)
【出願人】(505440295)北海製罐株式会社 (58)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月16日(2011.11.16)
【出願人】(505440295)北海製罐株式会社 (58)
【Fターム(参考)】
[ Back to top ]