
印刷検査装置および印刷検査方法
【課題】印刷検査が目的とする不良検出の確度と設備稼働率の維持との関係を合理的にバランスさせて、トータルの品質管理および生産性の向上を実現することができる印刷検査装置および印刷検査方法を提供することを目的とする。
【解決手段】半田印刷後の基板を対象とする印刷検査において、CSP部品などリペア作業の難度が高い特定部品に対して印刷面積過大の不良判定がなされた場合において、作業指令選択データ44dに含まれる作業指令のうち当該電子部品の当該印刷部位への搭載作業の実行禁止を指令する搭載作業禁止指令C1を導出して電子部品搭載装置に対して出力し、当該電子部品についてはリフロー後に手搭載により補充する。これによりリペア作業の難度が高い特定部品を除いた他の電子部品については装置停止を招くことなく、通常通り作業を継続することができる。
【解決手段】半田印刷後の基板を対象とする印刷検査において、CSP部品などリペア作業の難度が高い特定部品に対して印刷面積過大の不良判定がなされた場合において、作業指令選択データ44dに含まれる作業指令のうち当該電子部品の当該印刷部位への搭載作業の実行禁止を指令する搭載作業禁止指令C1を導出して電子部品搭載装置に対して出力し、当該電子部品についてはリフロー後に手搭載により補充する。これによりリペア作業の難度が高い特定部品を除いた他の電子部品については装置停止を招くことなく、通常通り作業を継続することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、基板に電子部品を半田接合により実装して実装基板を製造する電子部品実装システムにおいて、電子部品接合用の電極に印刷された半田ペーストの印刷状態を検査する印刷検査装置および印刷検査方法に関するものである。
【背景技術】
【0002】
電子部品を基板に半田接合により実装して実装基板を製造する電子部品実装システムは、部品接合用の半田を印刷する印刷装置、印刷後の基板における半田の印刷状態を検査する印刷検査装置、半田が印刷された基板に電子部品を搭載する電子部品搭載装置など、複数の電子部品実装用装置を連結して構成されている。このような電子部品実装システムにおいて実装品質を高い信頼性で管理することを目的として、半田の印刷状態を検査する印刷検査が行われる(例えば特許文献1参照)。この特許文献1に示す例では、半田印刷装置において印刷ヘッドとともにラインセンサを移動させることによりメタルマスクや基板を画像認識して印刷検査を行うようにしている。なお印刷装置とは個別に独立した専用の印刷検査装置を印刷装置の下流側に配備した構成も広く用いられている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平7−040526号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら上述の特許文献例を含め、従来技術においては、印刷検査が目的とする不良検出の態様と、電子部品実装の生産現場において求められる設備稼働率とのバランスをどのように想定するかについては明確な指針は示されておらず、最終的な製品品質の確保を担保しつつ、設備稼働率を維持して生産性を向上させることが困難であった。すなわち印刷検査における印刷状態の検出では、半田の印刷面積や印刷位置が検出されて検出結果を判定基準値と対比することにより良否が判定される。
【0005】
例えば、印刷面積が判定基準値の上下限範囲から外れると、不良判定がなされる。このとき、印刷面積が下限よりも小さい場合には、マスククリーニングなどの対処作業を実行した後に同一の基板に再度印刷作業を実行する重ね印刷が実行され、印刷装置が稼働停止する事態には至らない。ところが印刷面積が上限よりも大きい場合には、後工程において半田過多に起因する不良を招く懼れが高いため、当該基板の後工程への搬入を防止すべく印刷検査装置からのフィードバック信号により印刷装置の稼働を停止させるようにしていた。
【0006】
そしてこの稼働停止状態は、稼働停止の報知を承けたオペレータが然るべき対処作業を行った後に再起動操作を行うまで継続する。このため、オペレータによる対処がタイムリーに行われない場合には、印刷装置の稼働停止状態が長時間継続し、これに伴って下流側の各位装置も順次稼働停止する事態となり、電子部品実装システム全体の設備稼働率が低下して、生産性の向上を妨げる結果となっていた。このように、従来技術の印刷検査装置においては、印刷検査が目的とする不良検出の確度と設備稼働率の維持との関係を合理的にバランスさせて、トータルの品質管理および生産性の向上が困難であるという課題があった。
【0007】
そこで本発明は、印刷検査が目的とする不良検出の確度と設備稼働率の維持との関係を合理的にバランスさせて、トータルの品質管理および生産性の向上を実現することができる印刷検査装置および印刷検査方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の印刷検査装置は、複数の電子部品実装用装置を連結して構成され基板に電子部品を半田接合により実装して実装基板を製造する電子部品実装システムにおいて、前記基板に形成された電子部品接合用の電極に印刷された半田ペーストの少なくとも印刷面積および印刷位置を含む印刷状態を検出した検出結果に基づいて所定の判定項目について判定処理を実行し、この判定処理の判定結果に基づいて導出される作業指令を前記判定結果に応じて予め規定された前記電子部品実装用装置に対して出力する印刷検査装置であって、前記半田ペーストが印刷された基板を撮像した画像データに基づいて印刷状態を検出して前記検出結果を出力する印刷状態検出処理部と、前記判定処理の検出結果を予め前記判定項目毎に記憶された判定基準データと対比することにより前記判定処理を実行する判定処理部と、前記判定処理の判定結果を予め記憶された作業指令選択データと対比することにより前記作業指令を導出する作業指令導出処理部とを有し、前記作業指令選択データには、予め規定された特定の電子部品に対応した印刷部位に対して予め規定された特定の判定項目について不良判定がなされた場合において、前記電子部品実装システムの電子部品搭載装置に対して出力され当該電子部品の当該印刷部位への搭載作業の実行禁止を指令する搭載禁止指令が含まれる。
【0009】
本発明の印刷検査方法は、複数の電子部品実装用装置を連結して構成され基板に電子部品を半田接合により実装して実装基板を製造する電子部品実装システムにおいて、前記基板に形成された電子部品接合用の電極に印刷された半田ペーストの少なくとも印刷面積および印刷位置を含む印刷状態を検出した検出結果に基づいて所定の判定項目について判定処理を実行し、この判定処理の判定結果に基づいて導出される作業指令を前記判定結果に応じて予め規定された前記電子部品実装用装置に対して出力する印刷検査方法であって、前記半田ペーストが印刷された基板を撮像した画像データに基づいて印刷状態を検出して前記検出結果を出力する印刷状態検出ステップと、前記検出結果を予め前記判定項目毎に記憶された判定基準データと対比することにより前記判定処理を実行する判定ステップと、前記判定処理の判定結果を予め記憶された作業指令選択データと対比することにより、前記作業指令を導出する作業指令導出ステップとを含み、前記判定ステップにて予め規定された特定の電子部品に対応した印刷部位に対して予め規定された特定の判定項目について不良判定がなされた場合において、前記作業指令選択データに含まれる作業指令のうち当該電子部品の当該印刷部位への搭載作業の実行禁止を指令する搭載禁止指令を導出して前記電子部品搭載装置に対して出力する。
【発明の効果】
【0010】
本発明によれば、予め規定された特定の電子部品に対して特定の判定項目について不良判定がなされた場合において、作業指令選択データに含まれる作業指令のうち当該電子部品の当該印刷部位への搭載作業の実行禁止を指令する搭載禁止指令を導出して電子部品搭載装置に対して出力することにより、リペア作業の難度が高い特定の電子部品を除いた他の電子部品については通常通り作業を継続することができ、印刷検査が目的とする不良検出の確度と設備稼働率の維持との関係を合理的にバランスさせて、トータルの品質管理および生産性の向上を実現することができる。
【図面の簡単な説明】
【0011】
【図1】本発明の一実施の形態の電子部品実装システムの平面図
【図2】本発明の一実施の形態の電子部品実装システムの制御系の構成を示すブロック図
【図3】本発明の一実施の形態の印刷検査装置に記憶される判定および作業指令のためのデータの説明図
【図4】本発明の一実施の形態の電子部品実装処理を示すフロー図
【図5】本発明の一実施の形態の印刷検査装置による印刷検査処理のフロー図
【図6】本発明の一実施の形態の電子部品実装方法における作業指令に基づく処理作業のフロー図
【発明を実施するための形態】
【0012】
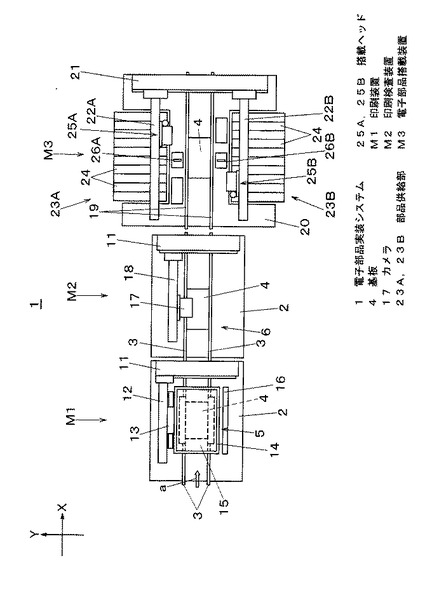
次に本発明の実施の形態を図面を参照して説明する。まず図1を参照して、電子部品実装システム1の構成を説明する。電子部品実装システム1は基板に半田接合により電子部品を実装して実装基板を製造する機能を有しており、複数の電子部品実装用装置を直列に連結して構成されている。ここでは印刷装置M1、印刷検査装置M2、電子部品搭載装置M3を直列に接続した構成となっており、さらに電子部品搭載装置M3の下流側には半田を溶融させるリフロー装置(図示省略)が接続されている。
【0013】
以下、各装置の構成を説明する。印刷装置M1は実装対象の基板4に形成された電子部品接合用の電極に半田ペーストを印刷する機能を有しており、基台2の上面には基板4を基板搬送方向に搬送する基板搬送機構3および搬送された基板4を位置決めして保持する基板位置決め部5が配置されている。基板位置決め部5の上方にはマスク枠14に展張されたマスクプレート15が配設されており、さらにマスクプレート15の上方には、移動ビーム12に保持されたスキージユニット13をY軸テーブル11によって水平駆動する構成のスクリーン印刷部36(図2参照)が配設されている。
【0014】
上流側から供給され(矢印a)、基板位置決め部5によって位置決めされた基板4をマスクプレート15の下面に当接させ、Y軸テーブル11を駆動して半田ペーストが供給されたマスクプレート15の上面でスキージユニット13を摺動させることにより、基板4に形成された部品接続用の電極にはマスクプレート15に設けられたパターン孔を介して半田ペーストが印刷される。さらに印刷装置M1にはマスククリーニング機構16が設けられており、マスククリーニング機構16に備えられたクリーニングヘッド(図示省略)をマスクプレート15の下面で摺動させるクリーニング動作を行わせることにより、スクリーン印刷を反復実行する過程でマスクプレート15の下面に付着した半田ペーストがクリーニングシートによって拭き取られる。
【0015】
印刷検査装置M2は、印刷装置M1によって印刷作業が実行された後の基板4を受け取り、基板4に印刷された半田ペーストの印刷状態を検出する印刷検査を行う機能を有している。印刷検査装置M2の基台2の上面には、印刷装置M1と連結された基板搬送機構3および基板位置決め部6が配置されている。さらに基板位置決め部6の上方には、Y軸テーブル11、移動ビーム18よりなるカメラ移動機構によって水平移動する検査用のカメラ17が配設されている。カメラ移動機構を駆動することにより、カメラ17は基板4の上方で水平方向に移動し、基板4の任意位置を撮像する。そしてこの撮像結果を認識処理部43(図2参照)によって認識処理し、認識処理結果を印刷状態検出処理部45によって検出処理することにより、印刷検査が実行される。
【0016】
この印刷検査においては、少なくとも印刷面積および印刷位置ずれ量を含む印刷状態を検出した検出結果に基づいて、所定の判定項目について判定処理を実行し、この判定処理の判定結果に基づいて導出される作業指令を、判定結果に応じて予め規定された電子部品実装用装置に対して出力する機能を有している。さらに印刷検査装置M2では、印刷状態の良否判定結果とともに、当該基板における半田ペーストの印刷位置の正規位置からの位置ずれ状態を示す位置ずれ量データが個別の基板4毎に作成され、記憶される。そしてこれらの位置ずれ量データは下流の電子部品搭載装置M3に伝達され、電子部品搭載装置M3ではこれらの半田位置ずれ量データに基づき、当該基板4に対して電子部品を実装する際の部品搭載位置の補正が行われる。
【0017】
電子部品搭載装置M3の構成を説明する。基台20の中央には、基板搬送方向(X方向)に基板搬送機構19が配設されている。基板搬送機構19は、印刷検査装置M2から渡された基板4を搬送し、以下に説明する部品搭載機構55(図2参照)によって部品搭載作業を行うための実装ステージに位置決めする。基板搬送機構19の外側にはそれぞれ部品供給部23A,23Bが設けられており、部品供給部23A,23Bには複数のテープフィーダ24が並設されている。テープフィーダ24は基板4に実装される電子部品を保持したキャリアテープをピッチ送りすることにより、部品ピックアップ位置に電子部品を供給する。
【0018】
基台20のX方向側の端部には、Y軸移動テーブル21が配設されており、Y軸移動テーブル21に結合された2つのX軸移動テーブル22A,22Bには、それぞれ搭載ヘッド25A,25Bが装着されている。搭載ヘッド25A,25Bは複数の単位搭載ヘッドを備えており、各単位搭載ヘッドに装着された吸着ノズルによって電子部品を真空吸着により保持する。
【0019】
Y軸移動テーブル21およびX軸移動テーブル22A,22Bを駆動することにより、搭載ヘッド25A,25BはX方向、Y方向に水平移動する。これにより、搭載ヘッド25A,25Bはそれぞれ部品供給部23A,23Bのテープフィーダ24から電子部品を吸着して取り出し、基板搬送機構19の実装ステージに位置決めされた基板4に移送搭載する。Y軸移動テーブル21、X軸移動テーブル22A,22B、搭載ヘッド25A,25Bは、部品供給部23A,23Bから電子部品をピックアップし、印刷検査装置M2から伝達される検査結果データに基づいて半田が印刷された基板4に搭載する部品搭載機構55を構成する。
【0020】
搭載ヘッド25A,25Bの移動経路には、部品認識カメラ26A,26Bが設けられており、電子部品を保持した搭載ヘッド25A,25Bが、部品認識カメラ26A,26Bの上方を移動することにより、部品認識カメラ26A,26Bは、搭載ヘッド25A,25Bによって保持された電子部品を下方から撮像して認識する。
【0021】
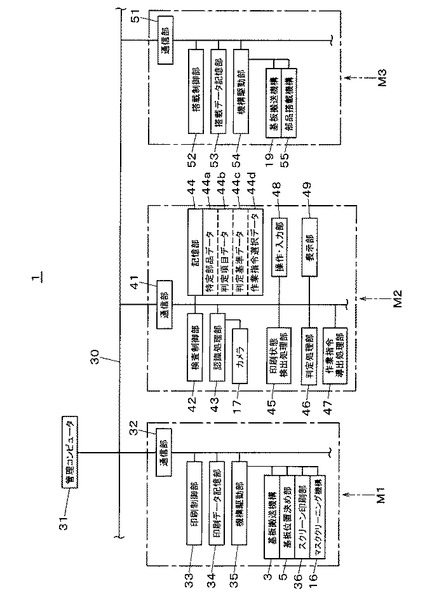
次に図2を参照して、電子部品実装システム1の制御系の構成を説明する。図2において、印刷装置M1、印刷検査装置M2、電子部品搭載装置M3は、それぞれLAN回線30を介して相互に接続されており、さらにLAN回線30は管理コンピュータ31に接続されている。管理コンピュータ31は電子部品実装システム1の全体動作を管理する。
【0022】
印刷装置M1は、通信部32、印刷制御部33、印刷データ記憶部34、機構駆動部35を備えている。通信部32は管理コンピュータ31および他装置との間で、LAN回線30を介して信号の授受を行う。印刷制御部33は通信部32を介して受信する制御信号に基づき、印刷装置M1による印刷作業を制御する。印刷データ記憶部34は、印刷作業の実行に必要な印刷データを基板種毎に記憶する。機構駆動部35は印刷制御部33に制御されて、基板搬送機構3、基板位置決め部5、スクリーン印刷部36、マスククリーニング機構16を制御する。
【0023】
印刷検査装置M2は、通信部41、検査制御部42、認識処理部43、記憶部44、印刷状態検出処理部45、判定処理部46、作業指令導出処理部47、操作・入力部48、表示部49を備えている。通信部41は、管理コンピュータ31および他装置との間で、LAN回線30を介して信号の授受を行う。検査制御部42は、印刷検査装置M2によって実行される印刷検査作業を制御する。認識処理部43はカメラ17によって撮像された印刷後の基板4の画像を認識処理する。
【0024】
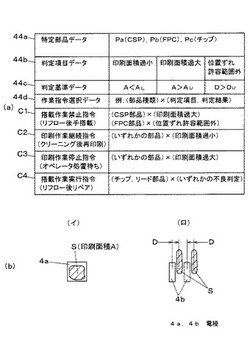
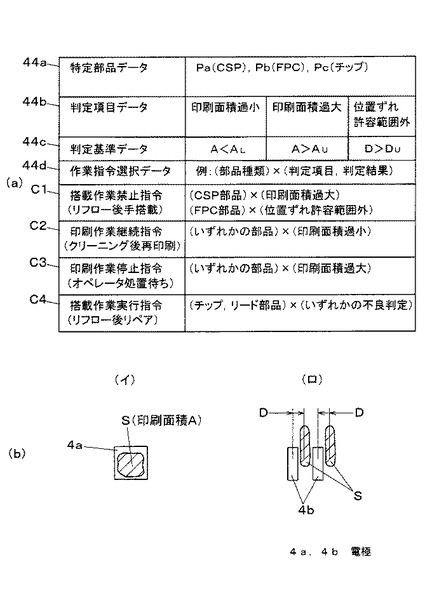
記憶部44は、印刷検査を実行するために必要な検査プログラムや検査結果を示す検査結果データのほか、特定部品データ44a、判定項目データ44b、判定基準データ44c、作業指令選択データ44dを記憶する。ここで、図3を参照して、これら各データについて説明する。特定部品データ44aは、印刷検査装置M2による印刷検査および印刷検査結果を承けて実行される部品搭載作業において、他部品とは異なる取り扱いをすべき電子部品として予め規定された特定部品を示すデータである。
【0025】
ここでは、Pa(CSP:チップサイズパッケージ)、Pb(FPC:フレキシブルプリント基板)が例示されている。これらの電子部品はいずれもリフローによる半田接合後のリペア作業の難度が高いという特性を有している。また、Pc(チップ部品、リード部品)は、半田接合後のリペア作業が比較的容易に行えるという特性を有している。本実施の形態では、基板4においてこれら予め規定された特定の電子部品に対応した印刷部位に対して、予め規定された特定の判定項目、例えば印刷面積過大などその状態のまま部品搭載・リフローを実行すると困難なリペア作業を行う必要が生じるような判定項目について不良判定がなされた場合の取り扱いを、リペア作業を容易且つ効率的に行うとともに、電子部品実装システム1の全体の装置稼働率を極力維持することを目的とした観点から規定している。
【0026】
判定項目データ44b、判定基準データ44cは、印刷検査において判定の対象となる項目および判定基準となるしきい値についてのデータをそれぞれ示している。ここでは図3(b)(イ)に示す電極4aを対象として印刷された半田ペーストSの印刷面積Aが規定の下限値ALよりも小さいことを示す「印刷面積過小」(いわゆる「かすれ」)、反対に印刷された半田ペーストSの印刷面積Aが規定の上限値AUよりも大きいことを示す「印刷面積過大」(いわゆる「にじみ」)が例示されている。さらに図3(b)(ロ)に示す印刷された半田ペーストSの電極4bに対する位置ずれ量Dが、許容範囲DUを超えていることを示す「位置ずれ許容範囲外」が判定項目とされている。
【0027】
作業指令選択データ44dは、印刷検査装置M2による印刷検査の検査結果に応じて選択される作業指令を予め規定するデータである。すなわち、検査対象となった電子部品の(部品種類)と(判定項目、判定結果)との組み合わせに応じて、以下に説明する4種類の作業指令が予め規定されている。
【0028】
まず、搭載作業禁止指令C1は、特定部品データ44aに予め規定された特定部品である(CSP部品)に対して(印刷面積過大)の不良判定がなされた場合、または同様に予め規定された特定部品である(FPC部品)に対して(位置ずれ許容範囲外)の判定がなされた場合に、電子部品搭載装置M3に対して出力される。これらの電子部品はいずれも半田接合後のリペア作業が難しいことから、このような印刷不良の場合には、当該不良判定がなされた印刷部位への電子部品の搭載が禁止され、当該電子部品は、基板4がリフロー工程を経た後に、オペレータによって手搭載される。
【0029】
次に印刷作業継続指令C2は、全ての部品種類のうちのいずれかの部品に対して(印刷面積過小)の不良判定がなされた場合に印刷装置M1に対して出力される。この場合には、印刷装置M1においてマスククリーニング機構16を駆動してマスククリーニングを実行した後、当該基板4に対して再度スクリーン印刷を行う重ね印刷が実行される。
【0030】
次に印刷作業停止指令C3は、全ての部品種類のうちのいずれかの部品に対して(印刷面積過大)の不良判定がなされた場合に印刷装置M1に対して出力される。この場合には、印刷装置M1は印刷作業を停止してその旨報知し、オペレータが報知に対応して処置するまで待機状態となる。また搭載作業実行指令C4は、チップ部品、リード部品など、半田接合後のリペアが比較的容易であるとして予め規定された特定部品に対していずれかの不良判定がなされた場合に電子部品搭載装置M3に対して出力される。この場合には、電子部品搭載装置M3は不良判定の対象となった印刷部位に対しても、不良判定に拘わらず電子部品の搭載作業を実行する。そして不良部位については、リフロー後に不良を個別に修正するリペアが行われる。
【0031】
すなわち作業指令選択データ44dには、CSP部品やFPC部品など、予め規定された特定の電子部品に対応した印刷部位に対して予め規定された特定の判定項目(印刷面積過大)について不良判定がなされた場合において、電子部品搭載装置M3に対して出力され当該電子部品の当該印刷部位への搭載作業の実行禁止を指令する搭載作業禁止指令C1が含まれている。
【0032】
さらに作業指令選択データ44dには、いずれかの電子部品に対応した印刷部位に対して予め規定された特定の判定項目について不良判定(印刷面積過小)がなされた場合に、印刷装置M1に対して出力され不良判定の内容に対応する所定の対処作業(マスククリーニング)を実行した後に印刷作業を継続することを指令する印刷作業継続指令C2、いずれかの電子部品に対応した印刷部位に対して特定の判定項目について不良判定(印刷面積過大)がなされた場合に、印刷装置M1に対して出力され当該印刷装置M1による印刷作業の停止を指令する印刷作業停止指令C3と、チップ部品、リード部品など予め規定された特定部品に対応した印刷部位に対していずれかの判定項目について不良判定がなされた場合に電子部品搭載装置M3に対して出力され、不良判定にも拘わらず当該電子部品の当該印刷部位への搭載作業の実行を指令する搭載作業実行指令C4とが含まれる。
【0033】
本実施の形態に示す電子部品実装システム1による電子部品実装方法においては、上述の搭載作業禁止指令C1〜搭載作業実行指令C4の作業指令を、適宜選択して使い分けるようにしている。この使い分けの方法としては、印刷作業継続指令C2についてはどのような形態の部品種類についても不都合なく適用できるため、印刷作業継続指令C2を固定適用するようにしてもよい。そして他の搭載作業禁止指令C1、印刷作業停止指令C3、搭載作業実行指令C4については適宜選択して適用する。例えば、特定部品としてのCSP部品やFPC部品を高頻度で対象とする場合には、搭載作業禁止指令C1、印刷作業継続指令C2のみを常に固定して適用する。これにより、難度の高いリペア作業を避けることができる。また、生産ロットの切替によって部品種が変更になる度に、搭載作業禁止指令C1、印刷作業停止指令C3、搭載作業実行指令C4のいずれかを選択するようにしてもよい。
【0034】
印刷状態検出処理部45は、半田ペーストが印刷された基板4を撮像した画像データに基づいて印刷状態を検出して検出結果を出力する。判定処理部46は、出力された検出結果を予め記憶部44に判定項目毎に記憶された判定基準データ44cと対比することにより、所定の判定項目について判定処理を実行する。作業指令導出処理部47は、判定処理部46による判定結果を予め記憶部44に記憶された作業指令選択データ44dと対比することにより、当該判定結果に応じて印刷装置M1、電子部品搭載装置M3に対して指令すべき作業指令を導出する。
【0035】
操作・入力部48はタッチパネルやキーボードなどの入力手段であり、検査実行時の操作コマンド、各種データの入力のほか、前述の作業指令選択モードを予め指示するための入力処理を行う。表示部49は液晶パネルなどの表示パネルであり、カメラ17によって取得された画像のほか、マスククリーニング機構16による入力時の案内画面を表示する。したがって、操作・入力部48、表示部49は、搭載作業禁止指令C1、印刷作業停止指令C3および搭載作業実行指令C4のいずれを選択的に採用すべきかを予め指示する作業指令選択指示手段となっている。
【0036】
電子部品搭載装置M3は、それぞれ通信部51、搭載制御部52、搭載データ記憶部53、機構駆動部54、搬送処理部56を備えている。通信部51は、他装置および管理コンピュータ31との間でLAN回線30を介して信号の授受を行う。搭載制御部52は、電子部品搭載装置M3による部品搭載作業を制御する。搭載データ記憶部53は、部品搭載作業に必要となるデータを基板種毎に記憶する。機構駆動部54は、搭載制御部52に制御されて基板搬送機構19および部品搭載機構55を駆動する。
【0037】
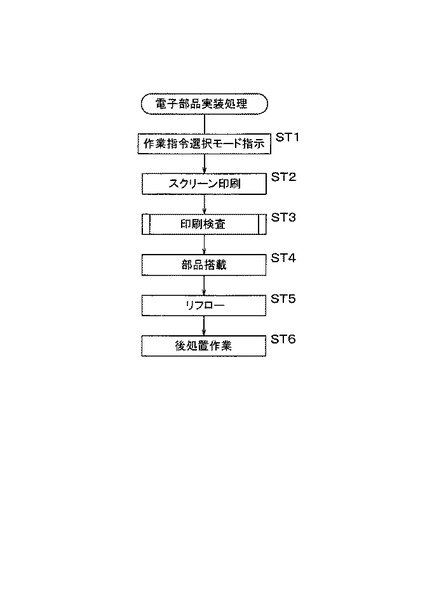
次に、前述構成の印刷装置M1、印刷検査装置M2、電子部品搭載装置M3を含む電子部品実装システム1によって、基板4に電子部品を半田接合する電子部品実装方法について、図4〜図6のフローを参照して説明する。まず図4に示すように、印刷検査装置M2において操作・入力部48を操作することにより、前述の作業指令選択モードの指示を行う(ST1)。ここでは、固定適用される印刷作業継続指令C2以外の3つの作業指令のいずれを選択するかを入力する。すなわち、第1選択モードを選択することにより搭載作業禁止指令C1が適用され、第2選択モードを選択することにより搭載作業実行指令C4が適用され、第3選択モードを選択することにより印刷作業停止指令C3が適用される。
【0038】
次いで印刷装置M1によって基板4を対象としたスクリーン印刷が実行される(ST2)。そしてスクリーン印刷後の基板4は印刷検査装置M2に搬入され、ここで印刷検査が行われる(ST3)。次いで印刷検査後の基板4は電子部品搭載装置M3に搬入され、基板4には電子部品が搭載される(ST4)。部品搭載後の基板4は、図外のリフロー装置へ送られ(ST5)、ここで加熱されることにより半田接合が行われる。そしてこの後、未搭載部品の補充実装や実装不良部品のリペアなど後処置作業が実行される(ST6)。
【0039】
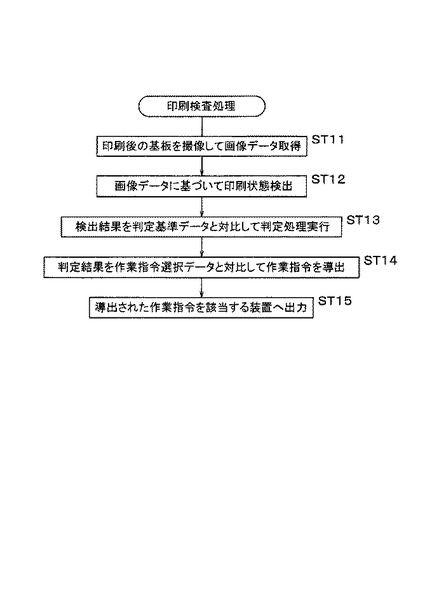
ここで、上述の(ST3)に示す印刷検査工程について、図5を参照して説明する。まず印刷後の基板4をカメラ17によって撮像して画像データを取得する(ST11)。次いで、取得された画像データに基づいて基板4における半田ペーストSの印刷状態を検出して検出結果を出力する(ST11)(印刷状態検出ステップ)。ここでは、半田ペーストSの印刷面積Aや、印刷位置ずれ量Dが検出される。
【0040】
次いで、検出結果を予め判定項目毎に記憶された判定基準データ44cと対比することにより、判定項目毎に不良の有無を判定する判定処理を実行する(ST13)(判定ステップ)。そしてこれらの判定結果を予め記憶された作業指令選択データ44dと対比することにより、印刷装置M1、電子部品搭載装置M3に対して出力すべき作業指令を導出する(ST14)(作業指令導出ステップ)。そして導出された作業指令は、該当する各装置へ出力される(ST15)。
【0041】
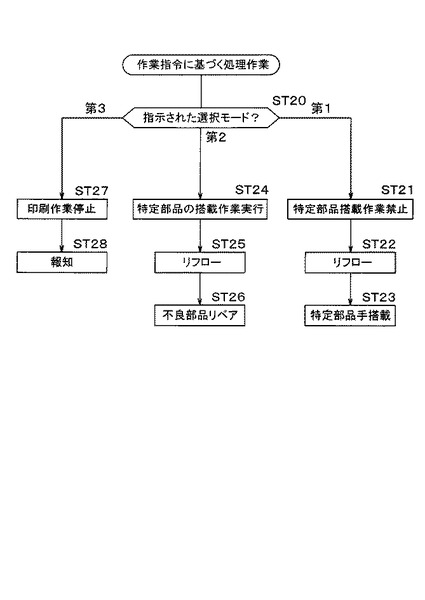
図6は、このような作業指令に基づいて実行される処理を示している。このとき、(ST1)にて選択した選択モードに応じて実行される処理が異なる。すなわち、予め指示された選択モードを判断し(ST20)、第1モードが選択されていれば、搭載作業禁止指令C1が適用される。ここで(判定ステップ)にて予め規定される特定の電子部品であるCSP部品、FPC部品に対応した印刷部位に対してそれぞれ特定の判定項目(印刷面積過大、位置ずれ許容範囲外)について不良判定がなされた場合には、作業指令選択データ44dに含まれる作業指令のうち搭載作業禁止指令C1を導出して電子部品搭載装置M3に対して出力する。これにより、不良判定がなされた印刷不良部位への特定部品搭載作業が禁止される(ST21)。そして基板4はこれら印刷不良部位に対応する特定部品が未搭載のままリフローに送られ(ST22)、この後に未搭載の特定部品を手搭載により補充実装する(ST23)。
【0042】
また(ST20)にて第2モードが選択されていれば、搭載作業実行指令C4が適用される。すなわち、(判定ステップ)にて予め規定された特定の電子部品であるチップ部品、リード部品に対応した印刷部位に対していずれかの不良判定がなされた場合には、作業指令選択データ44dに含まれる作業指令のうち搭載作業実行指令C4を導出して電子部品搭載装置M3に対して出力する。これにより、不良判定に拘わらず印刷不良部位に対してもチップ部品、リード部品などの特定部品搭載作業が実行される(ST24)。そして基板4はこれら印刷不良部位に対応する特定部品が搭載された状態でリフローに送られ(ST25)、この後に印刷不良部位に対応する不良部品のリペアが実行される(ST26)。このリペア作業において、対象はチップ部品などであることから容易に作業を実行することができる。
【0043】
そして(ST20)にて第3モードが選択されていれば、印刷作業停止指令C3が適用される。すなわち、(判定ステップ)にていずれかの電子部品に対して(印刷面積過大)の不良判定がなされた場合には、作業指令選択データ44dに含まれる作業指令のうち印刷作業停止指令C3を導出して印刷装置M1に対して出力する。これにより、印刷装置M1は印刷作業を停止し(ST27)、その旨を報知する(ST28)。そしてこの報知を承けたオペレータにより、所定の対処作業が実行される。
【0044】
なお、いずれかの電子部品について印刷面積過小の不良判定がなされた場合には、作業指令選択データ44dに含まれる作業指令のうち印刷作業継続指令C2が常に導出されて印刷装置M1に対して出力され、印刷面積過小に対応した対処作業であるマスククリーニングを実行した後に、同一の基板4を対象として再度スクリーン印刷が実行される。
【0045】
上記説明したように、本実施の形態に示す電子部品実装システムにおける印刷検査では、予め規定されるCSP部品などリペア難度が高い特定の電子部品に対して印刷面積過大などの予め規定された特定の判定項目について不良判定がなされた場合において、作業指令選択データ44dに含まれる作業指令のうち当該電子部品の当該印刷部位への搭載作業の実行禁止を指令する搭載作業禁止指令C1を導出して電子部品搭載装置M3に対して出力し、当該電子部品についてはリフロー後に手搭載により補充するようにしている。
【0046】
これにより、CSP部品やFPC部品など半田接合後のリペア作業の難度が高い特定の電子部品をリペアの対象とすることによる作業労力を減少させることができるとともに、リペア作業に不可避な同一部品への複数回の反復加熱による熱ダメージを排除して、実装品質を安定させることが可能となる。さらにこれらの特定の電子部品を除いた他の電子部品については、装置停止を招くことなく通常通り印刷作業矢部品搭載作業を継続することができ、印刷検査が目的とする不良検出の確度と設備稼働率の維持との関係を合理的にバランスさせて、トータルの品質管理および生産性の向上を実現することができる。
【0047】
さらに作業指令選択データ44dに、前述の印刷作業継続指令C2、印刷作業停止指令C3、搭載作業実行指令C4とを含め、作業指令導出ステップに先立って指示される作業指令選択指示にしたがって、搭載作業禁止指令C1、印刷作業停止指令C3および搭載作業実行指令C4のいずれかを選択的に採用することにより、対象とする製品に用いられる基板、電子部品、半田接合材などの特性や、製品に求められる実装品質レベルに応じて、フレキシブルで適正な生産方式を実現することが可能となっている。
【産業上の利用可能性】
【0048】
本発明の印刷検査装置および印刷検査方法は、印刷検査が目的とする不良検出の確度と設備稼働率の維持との関係を合理的にバランスさせて、トータルの品質管理および生産性の向上を実現することができるという効果を有し、複数の電子部品実装用装置を連結して構成され基板に電子部品を半田接合により実装して実装基板を製造する分野に有用である。
【符号の説明】
【0049】
1 電子部品実装システム
4 基板
4a、4b 電極
17 カメラ
23A、23B 部品供給部
25A、25B 搭載ヘッド
M1 印刷装置
M2 印刷検査装置
M3 電子部品搭載装置
【技術分野】
【0001】
本発明は、基板に電子部品を半田接合により実装して実装基板を製造する電子部品実装システムにおいて、電子部品接合用の電極に印刷された半田ペーストの印刷状態を検査する印刷検査装置および印刷検査方法に関するものである。
【背景技術】
【0002】
電子部品を基板に半田接合により実装して実装基板を製造する電子部品実装システムは、部品接合用の半田を印刷する印刷装置、印刷後の基板における半田の印刷状態を検査する印刷検査装置、半田が印刷された基板に電子部品を搭載する電子部品搭載装置など、複数の電子部品実装用装置を連結して構成されている。このような電子部品実装システムにおいて実装品質を高い信頼性で管理することを目的として、半田の印刷状態を検査する印刷検査が行われる(例えば特許文献1参照)。この特許文献1に示す例では、半田印刷装置において印刷ヘッドとともにラインセンサを移動させることによりメタルマスクや基板を画像認識して印刷検査を行うようにしている。なお印刷装置とは個別に独立した専用の印刷検査装置を印刷装置の下流側に配備した構成も広く用いられている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平7−040526号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら上述の特許文献例を含め、従来技術においては、印刷検査が目的とする不良検出の態様と、電子部品実装の生産現場において求められる設備稼働率とのバランスをどのように想定するかについては明確な指針は示されておらず、最終的な製品品質の確保を担保しつつ、設備稼働率を維持して生産性を向上させることが困難であった。すなわち印刷検査における印刷状態の検出では、半田の印刷面積や印刷位置が検出されて検出結果を判定基準値と対比することにより良否が判定される。
【0005】
例えば、印刷面積が判定基準値の上下限範囲から外れると、不良判定がなされる。このとき、印刷面積が下限よりも小さい場合には、マスククリーニングなどの対処作業を実行した後に同一の基板に再度印刷作業を実行する重ね印刷が実行され、印刷装置が稼働停止する事態には至らない。ところが印刷面積が上限よりも大きい場合には、後工程において半田過多に起因する不良を招く懼れが高いため、当該基板の後工程への搬入を防止すべく印刷検査装置からのフィードバック信号により印刷装置の稼働を停止させるようにしていた。
【0006】
そしてこの稼働停止状態は、稼働停止の報知を承けたオペレータが然るべき対処作業を行った後に再起動操作を行うまで継続する。このため、オペレータによる対処がタイムリーに行われない場合には、印刷装置の稼働停止状態が長時間継続し、これに伴って下流側の各位装置も順次稼働停止する事態となり、電子部品実装システム全体の設備稼働率が低下して、生産性の向上を妨げる結果となっていた。このように、従来技術の印刷検査装置においては、印刷検査が目的とする不良検出の確度と設備稼働率の維持との関係を合理的にバランスさせて、トータルの品質管理および生産性の向上が困難であるという課題があった。
【0007】
そこで本発明は、印刷検査が目的とする不良検出の確度と設備稼働率の維持との関係を合理的にバランスさせて、トータルの品質管理および生産性の向上を実現することができる印刷検査装置および印刷検査方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の印刷検査装置は、複数の電子部品実装用装置を連結して構成され基板に電子部品を半田接合により実装して実装基板を製造する電子部品実装システムにおいて、前記基板に形成された電子部品接合用の電極に印刷された半田ペーストの少なくとも印刷面積および印刷位置を含む印刷状態を検出した検出結果に基づいて所定の判定項目について判定処理を実行し、この判定処理の判定結果に基づいて導出される作業指令を前記判定結果に応じて予め規定された前記電子部品実装用装置に対して出力する印刷検査装置であって、前記半田ペーストが印刷された基板を撮像した画像データに基づいて印刷状態を検出して前記検出結果を出力する印刷状態検出処理部と、前記判定処理の検出結果を予め前記判定項目毎に記憶された判定基準データと対比することにより前記判定処理を実行する判定処理部と、前記判定処理の判定結果を予め記憶された作業指令選択データと対比することにより前記作業指令を導出する作業指令導出処理部とを有し、前記作業指令選択データには、予め規定された特定の電子部品に対応した印刷部位に対して予め規定された特定の判定項目について不良判定がなされた場合において、前記電子部品実装システムの電子部品搭載装置に対して出力され当該電子部品の当該印刷部位への搭載作業の実行禁止を指令する搭載禁止指令が含まれる。
【0009】
本発明の印刷検査方法は、複数の電子部品実装用装置を連結して構成され基板に電子部品を半田接合により実装して実装基板を製造する電子部品実装システムにおいて、前記基板に形成された電子部品接合用の電極に印刷された半田ペーストの少なくとも印刷面積および印刷位置を含む印刷状態を検出した検出結果に基づいて所定の判定項目について判定処理を実行し、この判定処理の判定結果に基づいて導出される作業指令を前記判定結果に応じて予め規定された前記電子部品実装用装置に対して出力する印刷検査方法であって、前記半田ペーストが印刷された基板を撮像した画像データに基づいて印刷状態を検出して前記検出結果を出力する印刷状態検出ステップと、前記検出結果を予め前記判定項目毎に記憶された判定基準データと対比することにより前記判定処理を実行する判定ステップと、前記判定処理の判定結果を予め記憶された作業指令選択データと対比することにより、前記作業指令を導出する作業指令導出ステップとを含み、前記判定ステップにて予め規定された特定の電子部品に対応した印刷部位に対して予め規定された特定の判定項目について不良判定がなされた場合において、前記作業指令選択データに含まれる作業指令のうち当該電子部品の当該印刷部位への搭載作業の実行禁止を指令する搭載禁止指令を導出して前記電子部品搭載装置に対して出力する。
【発明の効果】
【0010】
本発明によれば、予め規定された特定の電子部品に対して特定の判定項目について不良判定がなされた場合において、作業指令選択データに含まれる作業指令のうち当該電子部品の当該印刷部位への搭載作業の実行禁止を指令する搭載禁止指令を導出して電子部品搭載装置に対して出力することにより、リペア作業の難度が高い特定の電子部品を除いた他の電子部品については通常通り作業を継続することができ、印刷検査が目的とする不良検出の確度と設備稼働率の維持との関係を合理的にバランスさせて、トータルの品質管理および生産性の向上を実現することができる。
【図面の簡単な説明】
【0011】
【図1】本発明の一実施の形態の電子部品実装システムの平面図
【図2】本発明の一実施の形態の電子部品実装システムの制御系の構成を示すブロック図
【図3】本発明の一実施の形態の印刷検査装置に記憶される判定および作業指令のためのデータの説明図
【図4】本発明の一実施の形態の電子部品実装処理を示すフロー図
【図5】本発明の一実施の形態の印刷検査装置による印刷検査処理のフロー図
【図6】本発明の一実施の形態の電子部品実装方法における作業指令に基づく処理作業のフロー図
【発明を実施するための形態】
【0012】
次に本発明の実施の形態を図面を参照して説明する。まず図1を参照して、電子部品実装システム1の構成を説明する。電子部品実装システム1は基板に半田接合により電子部品を実装して実装基板を製造する機能を有しており、複数の電子部品実装用装置を直列に連結して構成されている。ここでは印刷装置M1、印刷検査装置M2、電子部品搭載装置M3を直列に接続した構成となっており、さらに電子部品搭載装置M3の下流側には半田を溶融させるリフロー装置(図示省略)が接続されている。
【0013】
以下、各装置の構成を説明する。印刷装置M1は実装対象の基板4に形成された電子部品接合用の電極に半田ペーストを印刷する機能を有しており、基台2の上面には基板4を基板搬送方向に搬送する基板搬送機構3および搬送された基板4を位置決めして保持する基板位置決め部5が配置されている。基板位置決め部5の上方にはマスク枠14に展張されたマスクプレート15が配設されており、さらにマスクプレート15の上方には、移動ビーム12に保持されたスキージユニット13をY軸テーブル11によって水平駆動する構成のスクリーン印刷部36(図2参照)が配設されている。
【0014】
上流側から供給され(矢印a)、基板位置決め部5によって位置決めされた基板4をマスクプレート15の下面に当接させ、Y軸テーブル11を駆動して半田ペーストが供給されたマスクプレート15の上面でスキージユニット13を摺動させることにより、基板4に形成された部品接続用の電極にはマスクプレート15に設けられたパターン孔を介して半田ペーストが印刷される。さらに印刷装置M1にはマスククリーニング機構16が設けられており、マスククリーニング機構16に備えられたクリーニングヘッド(図示省略)をマスクプレート15の下面で摺動させるクリーニング動作を行わせることにより、スクリーン印刷を反復実行する過程でマスクプレート15の下面に付着した半田ペーストがクリーニングシートによって拭き取られる。
【0015】
印刷検査装置M2は、印刷装置M1によって印刷作業が実行された後の基板4を受け取り、基板4に印刷された半田ペーストの印刷状態を検出する印刷検査を行う機能を有している。印刷検査装置M2の基台2の上面には、印刷装置M1と連結された基板搬送機構3および基板位置決め部6が配置されている。さらに基板位置決め部6の上方には、Y軸テーブル11、移動ビーム18よりなるカメラ移動機構によって水平移動する検査用のカメラ17が配設されている。カメラ移動機構を駆動することにより、カメラ17は基板4の上方で水平方向に移動し、基板4の任意位置を撮像する。そしてこの撮像結果を認識処理部43(図2参照)によって認識処理し、認識処理結果を印刷状態検出処理部45によって検出処理することにより、印刷検査が実行される。
【0016】
この印刷検査においては、少なくとも印刷面積および印刷位置ずれ量を含む印刷状態を検出した検出結果に基づいて、所定の判定項目について判定処理を実行し、この判定処理の判定結果に基づいて導出される作業指令を、判定結果に応じて予め規定された電子部品実装用装置に対して出力する機能を有している。さらに印刷検査装置M2では、印刷状態の良否判定結果とともに、当該基板における半田ペーストの印刷位置の正規位置からの位置ずれ状態を示す位置ずれ量データが個別の基板4毎に作成され、記憶される。そしてこれらの位置ずれ量データは下流の電子部品搭載装置M3に伝達され、電子部品搭載装置M3ではこれらの半田位置ずれ量データに基づき、当該基板4に対して電子部品を実装する際の部品搭載位置の補正が行われる。
【0017】
電子部品搭載装置M3の構成を説明する。基台20の中央には、基板搬送方向(X方向)に基板搬送機構19が配設されている。基板搬送機構19は、印刷検査装置M2から渡された基板4を搬送し、以下に説明する部品搭載機構55(図2参照)によって部品搭載作業を行うための実装ステージに位置決めする。基板搬送機構19の外側にはそれぞれ部品供給部23A,23Bが設けられており、部品供給部23A,23Bには複数のテープフィーダ24が並設されている。テープフィーダ24は基板4に実装される電子部品を保持したキャリアテープをピッチ送りすることにより、部品ピックアップ位置に電子部品を供給する。
【0018】
基台20のX方向側の端部には、Y軸移動テーブル21が配設されており、Y軸移動テーブル21に結合された2つのX軸移動テーブル22A,22Bには、それぞれ搭載ヘッド25A,25Bが装着されている。搭載ヘッド25A,25Bは複数の単位搭載ヘッドを備えており、各単位搭載ヘッドに装着された吸着ノズルによって電子部品を真空吸着により保持する。
【0019】
Y軸移動テーブル21およびX軸移動テーブル22A,22Bを駆動することにより、搭載ヘッド25A,25BはX方向、Y方向に水平移動する。これにより、搭載ヘッド25A,25Bはそれぞれ部品供給部23A,23Bのテープフィーダ24から電子部品を吸着して取り出し、基板搬送機構19の実装ステージに位置決めされた基板4に移送搭載する。Y軸移動テーブル21、X軸移動テーブル22A,22B、搭載ヘッド25A,25Bは、部品供給部23A,23Bから電子部品をピックアップし、印刷検査装置M2から伝達される検査結果データに基づいて半田が印刷された基板4に搭載する部品搭載機構55を構成する。
【0020】
搭載ヘッド25A,25Bの移動経路には、部品認識カメラ26A,26Bが設けられており、電子部品を保持した搭載ヘッド25A,25Bが、部品認識カメラ26A,26Bの上方を移動することにより、部品認識カメラ26A,26Bは、搭載ヘッド25A,25Bによって保持された電子部品を下方から撮像して認識する。
【0021】
次に図2を参照して、電子部品実装システム1の制御系の構成を説明する。図2において、印刷装置M1、印刷検査装置M2、電子部品搭載装置M3は、それぞれLAN回線30を介して相互に接続されており、さらにLAN回線30は管理コンピュータ31に接続されている。管理コンピュータ31は電子部品実装システム1の全体動作を管理する。
【0022】
印刷装置M1は、通信部32、印刷制御部33、印刷データ記憶部34、機構駆動部35を備えている。通信部32は管理コンピュータ31および他装置との間で、LAN回線30を介して信号の授受を行う。印刷制御部33は通信部32を介して受信する制御信号に基づき、印刷装置M1による印刷作業を制御する。印刷データ記憶部34は、印刷作業の実行に必要な印刷データを基板種毎に記憶する。機構駆動部35は印刷制御部33に制御されて、基板搬送機構3、基板位置決め部5、スクリーン印刷部36、マスククリーニング機構16を制御する。
【0023】
印刷検査装置M2は、通信部41、検査制御部42、認識処理部43、記憶部44、印刷状態検出処理部45、判定処理部46、作業指令導出処理部47、操作・入力部48、表示部49を備えている。通信部41は、管理コンピュータ31および他装置との間で、LAN回線30を介して信号の授受を行う。検査制御部42は、印刷検査装置M2によって実行される印刷検査作業を制御する。認識処理部43はカメラ17によって撮像された印刷後の基板4の画像を認識処理する。
【0024】
記憶部44は、印刷検査を実行するために必要な検査プログラムや検査結果を示す検査結果データのほか、特定部品データ44a、判定項目データ44b、判定基準データ44c、作業指令選択データ44dを記憶する。ここで、図3を参照して、これら各データについて説明する。特定部品データ44aは、印刷検査装置M2による印刷検査および印刷検査結果を承けて実行される部品搭載作業において、他部品とは異なる取り扱いをすべき電子部品として予め規定された特定部品を示すデータである。
【0025】
ここでは、Pa(CSP:チップサイズパッケージ)、Pb(FPC:フレキシブルプリント基板)が例示されている。これらの電子部品はいずれもリフローによる半田接合後のリペア作業の難度が高いという特性を有している。また、Pc(チップ部品、リード部品)は、半田接合後のリペア作業が比較的容易に行えるという特性を有している。本実施の形態では、基板4においてこれら予め規定された特定の電子部品に対応した印刷部位に対して、予め規定された特定の判定項目、例えば印刷面積過大などその状態のまま部品搭載・リフローを実行すると困難なリペア作業を行う必要が生じるような判定項目について不良判定がなされた場合の取り扱いを、リペア作業を容易且つ効率的に行うとともに、電子部品実装システム1の全体の装置稼働率を極力維持することを目的とした観点から規定している。
【0026】
判定項目データ44b、判定基準データ44cは、印刷検査において判定の対象となる項目および判定基準となるしきい値についてのデータをそれぞれ示している。ここでは図3(b)(イ)に示す電極4aを対象として印刷された半田ペーストSの印刷面積Aが規定の下限値ALよりも小さいことを示す「印刷面積過小」(いわゆる「かすれ」)、反対に印刷された半田ペーストSの印刷面積Aが規定の上限値AUよりも大きいことを示す「印刷面積過大」(いわゆる「にじみ」)が例示されている。さらに図3(b)(ロ)に示す印刷された半田ペーストSの電極4bに対する位置ずれ量Dが、許容範囲DUを超えていることを示す「位置ずれ許容範囲外」が判定項目とされている。
【0027】
作業指令選択データ44dは、印刷検査装置M2による印刷検査の検査結果に応じて選択される作業指令を予め規定するデータである。すなわち、検査対象となった電子部品の(部品種類)と(判定項目、判定結果)との組み合わせに応じて、以下に説明する4種類の作業指令が予め規定されている。
【0028】
まず、搭載作業禁止指令C1は、特定部品データ44aに予め規定された特定部品である(CSP部品)に対して(印刷面積過大)の不良判定がなされた場合、または同様に予め規定された特定部品である(FPC部品)に対して(位置ずれ許容範囲外)の判定がなされた場合に、電子部品搭載装置M3に対して出力される。これらの電子部品はいずれも半田接合後のリペア作業が難しいことから、このような印刷不良の場合には、当該不良判定がなされた印刷部位への電子部品の搭載が禁止され、当該電子部品は、基板4がリフロー工程を経た後に、オペレータによって手搭載される。
【0029】
次に印刷作業継続指令C2は、全ての部品種類のうちのいずれかの部品に対して(印刷面積過小)の不良判定がなされた場合に印刷装置M1に対して出力される。この場合には、印刷装置M1においてマスククリーニング機構16を駆動してマスククリーニングを実行した後、当該基板4に対して再度スクリーン印刷を行う重ね印刷が実行される。
【0030】
次に印刷作業停止指令C3は、全ての部品種類のうちのいずれかの部品に対して(印刷面積過大)の不良判定がなされた場合に印刷装置M1に対して出力される。この場合には、印刷装置M1は印刷作業を停止してその旨報知し、オペレータが報知に対応して処置するまで待機状態となる。また搭載作業実行指令C4は、チップ部品、リード部品など、半田接合後のリペアが比較的容易であるとして予め規定された特定部品に対していずれかの不良判定がなされた場合に電子部品搭載装置M3に対して出力される。この場合には、電子部品搭載装置M3は不良判定の対象となった印刷部位に対しても、不良判定に拘わらず電子部品の搭載作業を実行する。そして不良部位については、リフロー後に不良を個別に修正するリペアが行われる。
【0031】
すなわち作業指令選択データ44dには、CSP部品やFPC部品など、予め規定された特定の電子部品に対応した印刷部位に対して予め規定された特定の判定項目(印刷面積過大)について不良判定がなされた場合において、電子部品搭載装置M3に対して出力され当該電子部品の当該印刷部位への搭載作業の実行禁止を指令する搭載作業禁止指令C1が含まれている。
【0032】
さらに作業指令選択データ44dには、いずれかの電子部品に対応した印刷部位に対して予め規定された特定の判定項目について不良判定(印刷面積過小)がなされた場合に、印刷装置M1に対して出力され不良判定の内容に対応する所定の対処作業(マスククリーニング)を実行した後に印刷作業を継続することを指令する印刷作業継続指令C2、いずれかの電子部品に対応した印刷部位に対して特定の判定項目について不良判定(印刷面積過大)がなされた場合に、印刷装置M1に対して出力され当該印刷装置M1による印刷作業の停止を指令する印刷作業停止指令C3と、チップ部品、リード部品など予め規定された特定部品に対応した印刷部位に対していずれかの判定項目について不良判定がなされた場合に電子部品搭載装置M3に対して出力され、不良判定にも拘わらず当該電子部品の当該印刷部位への搭載作業の実行を指令する搭載作業実行指令C4とが含まれる。
【0033】
本実施の形態に示す電子部品実装システム1による電子部品実装方法においては、上述の搭載作業禁止指令C1〜搭載作業実行指令C4の作業指令を、適宜選択して使い分けるようにしている。この使い分けの方法としては、印刷作業継続指令C2についてはどのような形態の部品種類についても不都合なく適用できるため、印刷作業継続指令C2を固定適用するようにしてもよい。そして他の搭載作業禁止指令C1、印刷作業停止指令C3、搭載作業実行指令C4については適宜選択して適用する。例えば、特定部品としてのCSP部品やFPC部品を高頻度で対象とする場合には、搭載作業禁止指令C1、印刷作業継続指令C2のみを常に固定して適用する。これにより、難度の高いリペア作業を避けることができる。また、生産ロットの切替によって部品種が変更になる度に、搭載作業禁止指令C1、印刷作業停止指令C3、搭載作業実行指令C4のいずれかを選択するようにしてもよい。
【0034】
印刷状態検出処理部45は、半田ペーストが印刷された基板4を撮像した画像データに基づいて印刷状態を検出して検出結果を出力する。判定処理部46は、出力された検出結果を予め記憶部44に判定項目毎に記憶された判定基準データ44cと対比することにより、所定の判定項目について判定処理を実行する。作業指令導出処理部47は、判定処理部46による判定結果を予め記憶部44に記憶された作業指令選択データ44dと対比することにより、当該判定結果に応じて印刷装置M1、電子部品搭載装置M3に対して指令すべき作業指令を導出する。
【0035】
操作・入力部48はタッチパネルやキーボードなどの入力手段であり、検査実行時の操作コマンド、各種データの入力のほか、前述の作業指令選択モードを予め指示するための入力処理を行う。表示部49は液晶パネルなどの表示パネルであり、カメラ17によって取得された画像のほか、マスククリーニング機構16による入力時の案内画面を表示する。したがって、操作・入力部48、表示部49は、搭載作業禁止指令C1、印刷作業停止指令C3および搭載作業実行指令C4のいずれを選択的に採用すべきかを予め指示する作業指令選択指示手段となっている。
【0036】
電子部品搭載装置M3は、それぞれ通信部51、搭載制御部52、搭載データ記憶部53、機構駆動部54、搬送処理部56を備えている。通信部51は、他装置および管理コンピュータ31との間でLAN回線30を介して信号の授受を行う。搭載制御部52は、電子部品搭載装置M3による部品搭載作業を制御する。搭載データ記憶部53は、部品搭載作業に必要となるデータを基板種毎に記憶する。機構駆動部54は、搭載制御部52に制御されて基板搬送機構19および部品搭載機構55を駆動する。
【0037】
次に、前述構成の印刷装置M1、印刷検査装置M2、電子部品搭載装置M3を含む電子部品実装システム1によって、基板4に電子部品を半田接合する電子部品実装方法について、図4〜図6のフローを参照して説明する。まず図4に示すように、印刷検査装置M2において操作・入力部48を操作することにより、前述の作業指令選択モードの指示を行う(ST1)。ここでは、固定適用される印刷作業継続指令C2以外の3つの作業指令のいずれを選択するかを入力する。すなわち、第1選択モードを選択することにより搭載作業禁止指令C1が適用され、第2選択モードを選択することにより搭載作業実行指令C4が適用され、第3選択モードを選択することにより印刷作業停止指令C3が適用される。
【0038】
次いで印刷装置M1によって基板4を対象としたスクリーン印刷が実行される(ST2)。そしてスクリーン印刷後の基板4は印刷検査装置M2に搬入され、ここで印刷検査が行われる(ST3)。次いで印刷検査後の基板4は電子部品搭載装置M3に搬入され、基板4には電子部品が搭載される(ST4)。部品搭載後の基板4は、図外のリフロー装置へ送られ(ST5)、ここで加熱されることにより半田接合が行われる。そしてこの後、未搭載部品の補充実装や実装不良部品のリペアなど後処置作業が実行される(ST6)。
【0039】
ここで、上述の(ST3)に示す印刷検査工程について、図5を参照して説明する。まず印刷後の基板4をカメラ17によって撮像して画像データを取得する(ST11)。次いで、取得された画像データに基づいて基板4における半田ペーストSの印刷状態を検出して検出結果を出力する(ST11)(印刷状態検出ステップ)。ここでは、半田ペーストSの印刷面積Aや、印刷位置ずれ量Dが検出される。
【0040】
次いで、検出結果を予め判定項目毎に記憶された判定基準データ44cと対比することにより、判定項目毎に不良の有無を判定する判定処理を実行する(ST13)(判定ステップ)。そしてこれらの判定結果を予め記憶された作業指令選択データ44dと対比することにより、印刷装置M1、電子部品搭載装置M3に対して出力すべき作業指令を導出する(ST14)(作業指令導出ステップ)。そして導出された作業指令は、該当する各装置へ出力される(ST15)。
【0041】
図6は、このような作業指令に基づいて実行される処理を示している。このとき、(ST1)にて選択した選択モードに応じて実行される処理が異なる。すなわち、予め指示された選択モードを判断し(ST20)、第1モードが選択されていれば、搭載作業禁止指令C1が適用される。ここで(判定ステップ)にて予め規定される特定の電子部品であるCSP部品、FPC部品に対応した印刷部位に対してそれぞれ特定の判定項目(印刷面積過大、位置ずれ許容範囲外)について不良判定がなされた場合には、作業指令選択データ44dに含まれる作業指令のうち搭載作業禁止指令C1を導出して電子部品搭載装置M3に対して出力する。これにより、不良判定がなされた印刷不良部位への特定部品搭載作業が禁止される(ST21)。そして基板4はこれら印刷不良部位に対応する特定部品が未搭載のままリフローに送られ(ST22)、この後に未搭載の特定部品を手搭載により補充実装する(ST23)。
【0042】
また(ST20)にて第2モードが選択されていれば、搭載作業実行指令C4が適用される。すなわち、(判定ステップ)にて予め規定された特定の電子部品であるチップ部品、リード部品に対応した印刷部位に対していずれかの不良判定がなされた場合には、作業指令選択データ44dに含まれる作業指令のうち搭載作業実行指令C4を導出して電子部品搭載装置M3に対して出力する。これにより、不良判定に拘わらず印刷不良部位に対してもチップ部品、リード部品などの特定部品搭載作業が実行される(ST24)。そして基板4はこれら印刷不良部位に対応する特定部品が搭載された状態でリフローに送られ(ST25)、この後に印刷不良部位に対応する不良部品のリペアが実行される(ST26)。このリペア作業において、対象はチップ部品などであることから容易に作業を実行することができる。
【0043】
そして(ST20)にて第3モードが選択されていれば、印刷作業停止指令C3が適用される。すなわち、(判定ステップ)にていずれかの電子部品に対して(印刷面積過大)の不良判定がなされた場合には、作業指令選択データ44dに含まれる作業指令のうち印刷作業停止指令C3を導出して印刷装置M1に対して出力する。これにより、印刷装置M1は印刷作業を停止し(ST27)、その旨を報知する(ST28)。そしてこの報知を承けたオペレータにより、所定の対処作業が実行される。
【0044】
なお、いずれかの電子部品について印刷面積過小の不良判定がなされた場合には、作業指令選択データ44dに含まれる作業指令のうち印刷作業継続指令C2が常に導出されて印刷装置M1に対して出力され、印刷面積過小に対応した対処作業であるマスククリーニングを実行した後に、同一の基板4を対象として再度スクリーン印刷が実行される。
【0045】
上記説明したように、本実施の形態に示す電子部品実装システムにおける印刷検査では、予め規定されるCSP部品などリペア難度が高い特定の電子部品に対して印刷面積過大などの予め規定された特定の判定項目について不良判定がなされた場合において、作業指令選択データ44dに含まれる作業指令のうち当該電子部品の当該印刷部位への搭載作業の実行禁止を指令する搭載作業禁止指令C1を導出して電子部品搭載装置M3に対して出力し、当該電子部品についてはリフロー後に手搭載により補充するようにしている。
【0046】
これにより、CSP部品やFPC部品など半田接合後のリペア作業の難度が高い特定の電子部品をリペアの対象とすることによる作業労力を減少させることができるとともに、リペア作業に不可避な同一部品への複数回の反復加熱による熱ダメージを排除して、実装品質を安定させることが可能となる。さらにこれらの特定の電子部品を除いた他の電子部品については、装置停止を招くことなく通常通り印刷作業矢部品搭載作業を継続することができ、印刷検査が目的とする不良検出の確度と設備稼働率の維持との関係を合理的にバランスさせて、トータルの品質管理および生産性の向上を実現することができる。
【0047】
さらに作業指令選択データ44dに、前述の印刷作業継続指令C2、印刷作業停止指令C3、搭載作業実行指令C4とを含め、作業指令導出ステップに先立って指示される作業指令選択指示にしたがって、搭載作業禁止指令C1、印刷作業停止指令C3および搭載作業実行指令C4のいずれかを選択的に採用することにより、対象とする製品に用いられる基板、電子部品、半田接合材などの特性や、製品に求められる実装品質レベルに応じて、フレキシブルで適正な生産方式を実現することが可能となっている。
【産業上の利用可能性】
【0048】
本発明の印刷検査装置および印刷検査方法は、印刷検査が目的とする不良検出の確度と設備稼働率の維持との関係を合理的にバランスさせて、トータルの品質管理および生産性の向上を実現することができるという効果を有し、複数の電子部品実装用装置を連結して構成され基板に電子部品を半田接合により実装して実装基板を製造する分野に有用である。
【符号の説明】
【0049】
1 電子部品実装システム
4 基板
4a、4b 電極
17 カメラ
23A、23B 部品供給部
25A、25B 搭載ヘッド
M1 印刷装置
M2 印刷検査装置
M3 電子部品搭載装置
【特許請求の範囲】
【請求項1】
複数の電子部品実装用装置を連結して構成され基板に電子部品を半田接合により実装して実装基板を製造する電子部品実装システムにおいて、前記基板に形成された電子部品接合用の電極に印刷された半田ペーストの少なくとも印刷面積および印刷位置を含む印刷状態を検出した検出結果に基づいて所定の判定項目について判定処理を実行し、この判定処理の判定結果に基づいて導出される作業指令を前記判定結果に応じて予め規定された前記電子部品実装用装置に対して出力する印刷検査装置であって、
前記半田ペーストが印刷された基板を撮像した画像データに基づいて印刷状態を検出して前記検出結果を出力する印刷状態検出処理部と、
前記判定処理の検出結果を予め前記判定項目毎に記憶された判定基準データと対比することにより前記判定処理を実行する判定処理部と、
前記判定処理の判定結果を予め記憶された作業指令選択データと対比することにより、前記作業指令を導出する作業指令導出処理部とを有し、
前記作業指令選択データには、予め規定された特定の電子部品に対応した印刷部位に対して予め規定された特定の判定項目について不良判定がなされた場合において、前記電子部品実装システムの電子部品搭載装置に対して出力され当該電子部品の当該印刷部位への搭載作業の実行禁止を指令する搭載禁止指令とが含まれることを特徴とする印刷検査装置。
【請求項2】
前記作業指令選択データには、いずれかの電子部品に対応した印刷部位に対して予め規定された特定の判定項目について不良判定がなされた場合において前記電子部品実装システムの印刷装置に対して出力され、前記不良判定の内容に対応する所定の対処作業を実行した後に印刷作業の継続を指令する印刷作業継続指令が含まれることを特徴とする請求項1記載の印刷検査装置。
【請求項3】
さらに前記作業指令選択データには、いずれかの電子部品に対応した印刷部位に対して予め規定された特定の判定項目について不良判定がなされた場合に前記印刷装置に対して出力され、当該印刷装置による印刷作業の停止を指令する印刷作業停止指令と、予め規定された特定の電子部品に対応した印刷部位に対していずれかの判定項目について不良判定がなされた場合に前記電子部品搭載装置に対して出力され、前記不良判定にも拘わらず当該電子部品の当該印刷部位への搭載作業の実行を指令する搭載作業実行指令とが含まれ、
前記搭載禁止指令、印刷作業停止指令および搭載作業実行指令のいずれを選択的に採用すべきかを予め指示する作業指令選択指示手段を備えたことを特徴とする請求項1または2のいずれかに記載の印刷検査装置。
【請求項4】
複数の電子部品実装用装置を連結して構成され基板に電子部品を半田接合により実装して実装基板を製造する電子部品実装システムにおいて、前記基板に形成された電子部品接合用の電極に印刷された半田ペーストの少なくとも印刷面積および印刷位置を含む印刷状態を検出した検出結果に基づいて所定の判定項目について判定処理を実行し、この判定処理の判定結果に基づいて導出される作業指令を前記判定結果に応じて予め規定された前記電子部品実装用装置に対して出力する印刷検査方法であって、
前記半田ペーストが印刷された基板を撮像した画像データに基づいて印刷状態を検出して前記検出結果を出力する印刷状態検出ステップと、
前記検出結果を予め前記判定項目毎に記憶された判定基準データと対比することにより前記判定処理を実行する判定ステップと、
前記判定処理の判定結果を予め記憶された作業指令選択データと対比することにより、前記作業指令を導出する作業指令導出ステップとを含み、
前記判定ステップにて予め規定された特定の電子部品に対応した印刷部位に対して予め規定された特定の判定項目について不良判定がなされた場合において、前記作業指令選択データに含まれる作業指令のうち当該電子部品の当該印刷部位への搭載作業の実行禁止を指令する搭載禁止指令を導出して前記電子部品搭載装置に対して出力することを特徴とする印刷検査方法。
【請求項5】
前記判定ステップにていずれかの電子部品に対応した印刷部位に対して予め規定された特定の判定項目について不良判定がなされた場合において、前記不良判定の内容に対応する所定の対処作業を実行した後に印刷作業の継続を指令する印刷作業継続指令を前記印刷装置に対して出力することを特徴とする請求項4に記載の印刷検査方法。
【請求項6】
前記作業指令選択データには、いずれかの電子部品に対応した印刷部位に対していずれかの判定項目について不良判定がなされた場合に前記印刷装置に対して出力され、当該印刷装置による印刷作業の停止を指令する印刷作業停止指令と、予め規定された特定の電子部品に対応した印刷部位に対していずれかの判定項目について不良判定がなされた場合に前記電子部品搭載装置に対して出力され、前記不良判定にも拘わらず当該電子部品の当該印刷部位への搭載作業の実行を指令する搭載作業実行指令とがさらに含まれ、
前記作業指令導出ステップに先立って指示される作業指令選択指示にしたがって、前記搭載禁止指令、印刷作業停止指令および搭載作業実行指令のいずれかを選択的に採用することを特徴とする請求項4または5のいずれかに記載の印刷検査方法。
【請求項1】
複数の電子部品実装用装置を連結して構成され基板に電子部品を半田接合により実装して実装基板を製造する電子部品実装システムにおいて、前記基板に形成された電子部品接合用の電極に印刷された半田ペーストの少なくとも印刷面積および印刷位置を含む印刷状態を検出した検出結果に基づいて所定の判定項目について判定処理を実行し、この判定処理の判定結果に基づいて導出される作業指令を前記判定結果に応じて予め規定された前記電子部品実装用装置に対して出力する印刷検査装置であって、
前記半田ペーストが印刷された基板を撮像した画像データに基づいて印刷状態を検出して前記検出結果を出力する印刷状態検出処理部と、
前記判定処理の検出結果を予め前記判定項目毎に記憶された判定基準データと対比することにより前記判定処理を実行する判定処理部と、
前記判定処理の判定結果を予め記憶された作業指令選択データと対比することにより、前記作業指令を導出する作業指令導出処理部とを有し、
前記作業指令選択データには、予め規定された特定の電子部品に対応した印刷部位に対して予め規定された特定の判定項目について不良判定がなされた場合において、前記電子部品実装システムの電子部品搭載装置に対して出力され当該電子部品の当該印刷部位への搭載作業の実行禁止を指令する搭載禁止指令とが含まれることを特徴とする印刷検査装置。
【請求項2】
前記作業指令選択データには、いずれかの電子部品に対応した印刷部位に対して予め規定された特定の判定項目について不良判定がなされた場合において前記電子部品実装システムの印刷装置に対して出力され、前記不良判定の内容に対応する所定の対処作業を実行した後に印刷作業の継続を指令する印刷作業継続指令が含まれることを特徴とする請求項1記載の印刷検査装置。
【請求項3】
さらに前記作業指令選択データには、いずれかの電子部品に対応した印刷部位に対して予め規定された特定の判定項目について不良判定がなされた場合に前記印刷装置に対して出力され、当該印刷装置による印刷作業の停止を指令する印刷作業停止指令と、予め規定された特定の電子部品に対応した印刷部位に対していずれかの判定項目について不良判定がなされた場合に前記電子部品搭載装置に対して出力され、前記不良判定にも拘わらず当該電子部品の当該印刷部位への搭載作業の実行を指令する搭載作業実行指令とが含まれ、
前記搭載禁止指令、印刷作業停止指令および搭載作業実行指令のいずれを選択的に採用すべきかを予め指示する作業指令選択指示手段を備えたことを特徴とする請求項1または2のいずれかに記載の印刷検査装置。
【請求項4】
複数の電子部品実装用装置を連結して構成され基板に電子部品を半田接合により実装して実装基板を製造する電子部品実装システムにおいて、前記基板に形成された電子部品接合用の電極に印刷された半田ペーストの少なくとも印刷面積および印刷位置を含む印刷状態を検出した検出結果に基づいて所定の判定項目について判定処理を実行し、この判定処理の判定結果に基づいて導出される作業指令を前記判定結果に応じて予め規定された前記電子部品実装用装置に対して出力する印刷検査方法であって、
前記半田ペーストが印刷された基板を撮像した画像データに基づいて印刷状態を検出して前記検出結果を出力する印刷状態検出ステップと、
前記検出結果を予め前記判定項目毎に記憶された判定基準データと対比することにより前記判定処理を実行する判定ステップと、
前記判定処理の判定結果を予め記憶された作業指令選択データと対比することにより、前記作業指令を導出する作業指令導出ステップとを含み、
前記判定ステップにて予め規定された特定の電子部品に対応した印刷部位に対して予め規定された特定の判定項目について不良判定がなされた場合において、前記作業指令選択データに含まれる作業指令のうち当該電子部品の当該印刷部位への搭載作業の実行禁止を指令する搭載禁止指令を導出して前記電子部品搭載装置に対して出力することを特徴とする印刷検査方法。
【請求項5】
前記判定ステップにていずれかの電子部品に対応した印刷部位に対して予め規定された特定の判定項目について不良判定がなされた場合において、前記不良判定の内容に対応する所定の対処作業を実行した後に印刷作業の継続を指令する印刷作業継続指令を前記印刷装置に対して出力することを特徴とする請求項4に記載の印刷検査方法。
【請求項6】
前記作業指令選択データには、いずれかの電子部品に対応した印刷部位に対していずれかの判定項目について不良判定がなされた場合に前記印刷装置に対して出力され、当該印刷装置による印刷作業の停止を指令する印刷作業停止指令と、予め規定された特定の電子部品に対応した印刷部位に対していずれかの判定項目について不良判定がなされた場合に前記電子部品搭載装置に対して出力され、前記不良判定にも拘わらず当該電子部品の当該印刷部位への搭載作業の実行を指令する搭載作業実行指令とがさらに含まれ、
前記作業指令導出ステップに先立って指示される作業指令選択指示にしたがって、前記搭載禁止指令、印刷作業停止指令および搭載作業実行指令のいずれかを選択的に採用することを特徴とする請求項4または5のいずれかに記載の印刷検査方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−105805(P2013−105805A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−247177(P2011−247177)
【出願日】平成23年11月11日(2011.11.11)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月11日(2011.11.11)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
[ Back to top ]