
印刷機によって製造された印刷物の品質を判定するための方法

本発明は、印刷機によって製造された印刷物の品質を判定するための方法であって、印刷機は複数の同一の単位印刷物を製造し、製造された単位印刷物から1単位印刷物集合が選択され、選択されたこの集合の単位印刷物は異なったエラータイプの集合に属する少なくとも1つのエラータイプ及び/又は異なったエラー特異性の集合に属する少なくとも1つのエラー特異性に関して判定され、選択された単位印刷物集合内部でこれらの単位印刷物のうちの少なくとも1単位印刷物に検出された一定のエラータイプのエラー又は一定の特異性のエラーは同一の単位印刷物又は選択されたこの集合の別の単位印刷物に検出された別のエラータイプの少なくとも1つのエラー又は別のエラー特異性の少なくとも1つのエラーとの関係で判定され、この判定によって印刷物は良好又は不良として分類され、製造された単位印刷物の選択された集合の単位印刷物につき1つの画像センサを用いて1つの共通の、画像データを生ずる撮影が行われ、相互関係で判定されるべき全てのエラーは同一撮影の画像データから検出されるように構成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は請求項1の上位概念に相当する、印刷機によって製造された印刷物の品質を判定するための方法に関する。
【背景技術】
【0002】
印刷機によって製造された印刷画像は、ずっと以前から、印刷機印刷作業員により連続的な製造中に、視覚的又は光学的補助手段を用いて、それぞれの印刷品質の検査が行われている。作業員の判定に基づいて分類、つまり、判定された印刷製品を、前以て定められた特徴、つまり、先の検査の対象であった一定のエラー特徴を有する印刷製品のグループに区分することが行われる。検査された印刷製品の全体集合は、良好な品質を有する部分集合又はクラスと、不良、つまり、使用不能又は販売不能な品質を有する部分集合又はクラスに分類され、その際、判定されるべき印刷製品の印刷画像が良好か、又は不良つまりエラーのあるものとして判定される。印刷機によって製造された印刷物の品質の印刷作業員による判定は、その判定が、判定を行う作業員の判定能力、つまり、特に個人の知識及び経験によって左右され、従って個々の作業員ごとに相違し得ることからして、非常にばらつきが大きい。
【0003】
印刷工業では、カメラシステムがますます各種の応用、例えば検査システム、ウェブスキャンシステム又は見当測定システムに多用されており、その際、これらのシステムは、印刷機又は被印刷体加工機の内部又は脇に配置されている。これらのシステムはその機能を“インライン”で、つまり、製造されるべき印刷物の連続的製造中に遂行するが、これは、印刷物の製造中にカメラシステムによって供給される大量のデータと印刷工程の迅速な進行速度とに鑑み、それぞれのカメラシステムとその画像データを評価する画像処理システムとにとって非常な難題を意味している。この問題は、1つの印刷物が分光測光ではなかなか識別の困難な識別特徴を有し、品質チェックに際して、例えば、この種の識別特徴についても、一般に印刷物の輸送速度が高速であって判定に利用し得る時間が短時間であるにもかかわらず、確実な判定が必要とされる場合に一層顕著になる。加えて、有価物印刷、つまり、例えば銀行券、印紙又は証書の製造に際しては、好ましくは印刷物の個々の識別特徴の各々が検査に付されなければならない。また同時に、すでに経済的理由だけからしても、特に貴重印刷物の場合には、有価物印刷、例えば銀行券又は印紙の製造時に求められるのと同様に、まさにその材料コストならびに製造コストの高さからして、前以て定められた品質レベルを顧慮して是認し得るかぎりで、不良品発生量をできるだけ僅かに抑えることが求められる。
【0004】
前述したカメラシステムにおいて、画像撮影として電子画像センサが多く使用されており、特に、その感光画素が、観測領域で撮影された色に応じ、例えばほとんどの場合に赤、緑及び青のカラー用の独立した3つの信号チャネル、つまり、カラーチャネルを経て出力信号を供給するCCDチップからなる、少なくとも1つの画像センサを有するカラーカメラが多用されている。
【0005】
画像撮影ユニットの出力信号、つまり、画像撮影ユニットによって撮影された画像の画像データを、画像撮影ユニットと接続された画像処理システムで評価して、印刷機によって製造された印刷物の品質の、必要に応じた適正な、均衡のとれた判定が行われるようにすることが必要である。品質判定のため、印刷物はさまざまな基準に関して検査されるのが好ましい。
【0006】
追加公開されたドイツ特許出願公開第103 35 147号によれば、銀行券の少なくとも2つの異なった特性のデータが評価され、各々の銀行券の少なくとも2つの異なった特性のデータが相互に結合されて、結合された異なった特性のデータから銀行券の状態が導出される、銀行券の状態を調査するための方法が知られている。また、大量の銀行券につき異なった各々の特性に関する平均値が算定されて、それぞれの異なった特性に関する当該量の銀行券の状態を調査するか、又は、大量の銀行券につき結合された特性に関する平均値が算定されて、当該量の銀行券の状態全体を調査することも可能である。
【0007】
同じく追加公開されたドイツ特許公告第103 14 071号は少なくとも1つの識別特徴を有する材料の質的判定を行うための方法に関しており、この場合、電子画像センサを用いて少なくとも該識別特徴に関する1つのカラー画像が撮影されて、画像センサにより該カラー画像と相関する少なくとも1つの第一の電気信号が間接又は直接に供給され、画像センサと接続された評価装置は第一の電気信号を評価し、少なくとも1つの参照画像から第二の電気信号が得られてデータ記憶装置にメモリされ、第二の電気信号は参照画像の少なくとも2つの異なる特性につきそれぞれ第一の電気信号に関する1つの目標値を有し、第一の信号は第二の信号に含まれた少なくとも2つの目標値と比較され、比較時に少なくとも識別特徴のカラー画像は参照画像との色差について検査され、識別特徴は一定クラスの識別特徴への帰属性又は一定の幾何的輪郭又は材料の他の少なくとも1つの識別特徴に対する相対配置について検査される。この場合、材料は銀行券又は印紙として形成されていてよい。いずれの場合にも、材料の検査は、当該材料の少なくとも1つの識別特徴が、異なった、ただし並行して独立に進行する、一定の基準に関する検査プロセスで検査される個品検査である。
【0008】
ドイツ特許出願公開第102 34 086号によれば、一定クラスの被検品への当該被検品の帰属性の決定が行われる、被検品の画像内容のパターン認識に際する電子画像センサの信号評価を行うための方法が公知である。この方法は、被検品について撮影された画像内容を、ファジー論理によって形成された帰属関数法によって評価し、その際、複数の帰属関数を互いに結合して1つの上位帰属関数とすることもできる。
【0009】
ドイツ特許出願公開第102 34 085号によれば、画像センサによって受信された画像信号がピクセルごとに分析される、画像センサによって撮影された画像の色差を分析するための方法が知られている。
【0010】
ドイツ特許出願公開第101 32 589号によれば、判定されるべき材料の画像が画像センサによって撮影され、この画像について評価装置で幾何的輪郭及び/又は複数の識別特徴相互の相対配置が評価される、少なくとも1つの識別特徴を有した被印刷材料の質的判定を行うための方法が知られている。
【発明の開示】
【発明が解決しようとする課題】
【0011】
本発明の目的は、印刷機によって製造された印刷物の品質を判定するための方法であって、該印刷物の複数の単位印刷物の製造中に生ずるエラーを均衡のとれた形で判定し得る方法を創作することである。
【課題を解決するための手段】
【0012】
前記課題は本発明により、請求項1に記載の特徴によって解決される。
【発明の効果】
【0013】
本発明によって達成される利点は、特に、検出された各々のエラーが単独ではなく、認識されたその他のエラーとの全体的関連によって判定されると共に、エラーがそれらの相互関係によって判定されることによって選択された単位印刷物集合内に発生する全てのエラーの総合的判定が行われるために、印刷機によって製造された印刷物の品質が幅広い基礎に基づいて非常に均衡のとれた形で判定され、これにより結果として、販売可能又は少なくとも再加工可能なものとして分類される単位印刷物の収量が増加する点にある。これにより本方法は印刷物の製造工程の生産性ならびに経済性を向上させる。所要の品質レベルは確保され、不要な損紙は回避される。
【0014】
製造された単位印刷物の選択された集合をなす単位印刷物につき、1つの画像センサを用いて1つの共通の、画像データを生成する撮影が行われることから、検出されたエラーの間にポジション差は生ずることがなく、つまり、検出された画像データがピクセルごとに評価されるため、それぞれの場所データにエラーが生ずることはなく、そのため、印刷機によって製造された単位印刷物の品質判定を行うための演算に際し、エラーが多センサ方式、つまり、検査されるべき単位印刷物に対して異なったポジションに配置された複数のセンサで検出される場合に必要となるような、検出されたエラーのポジション補正を不要とすることができる。従って、本提案になる解決方法の特別な利点は、相互関係によって判定されるべき全てのエラーが同一撮影の画像データから検出されることである。
【0015】
製造された印刷物中に認識されたエラーはそれらの配置に応じ好ましくは加重化され、例えば上位の多次元帰属関数にまとめられ、検出された全てのエラーが縦覧されて、好ましくは必要に応じてパラメータ化し得る分類閾値に基づいて判定される。本方法は画像データから得られた判定を、製造された印刷物の品質に緩慢に生ずる変化を評価するために使用することも可能である。製造された印刷物の品質に緩慢に生ずる変化は、それが進行して損紙を生み出すエラーに達する前に認識することが可能である。
【0016】
本方法は、特に、高級な、製造コストの高い印刷物、例えば有価物印刷によって製造された印刷物、例えば銀行券又は印紙の品質の判定に好適である。
【発明を実施するための最良の形態】
【0017】
本発明の1実施例を図面によって示し、以下詳細に説明する。
【0018】
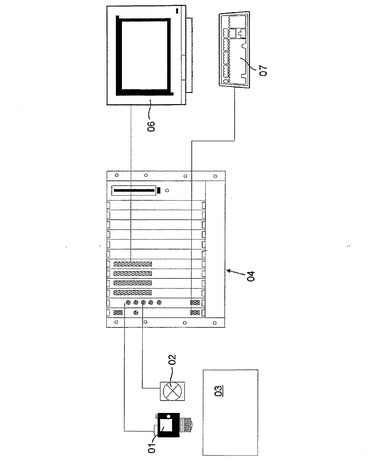
一例として、使用された検査システムは、印刷機によって製造された印刷物の品質の判定のため、図1に概略的に示したように、照明装置02によって照明された印刷画像03を撮影する1又は複数の互いに接続された走査型カラーカメラ01又はプレーナ型カラーカメラ01として形成された画像撮影ユニット01を有し、同図において、印刷画像03は、例えば紙からなる被印刷体(不図示である)上に印刷機で生成されたものである。画像撮影ユニット01によって印刷画像03の撮影から得られた個々のカラーチャネルの画像データは、画像処理システム04で評価される。結果の出力は、例えば、画像処理システム04と接続されたモニタ06で行われる。入力、例えば画像処理システム04にその演算のために必ず伝達されなければならないパラメータは、画像処理システム04に接続されたキーボード07を経て入力される。画像撮影ユニット01は印刷機に配置されて、それぞれの撮影によってこの印刷機中で製造された複数の単位印刷物のそれぞれの印刷画像がそれぞれ検出されるようになされている。
【0019】
印刷機は、好ましくは輪転印刷機として、特にオフセット印刷法、凹版印刷法、スクリーン印刷法又は浮出し印刷法によって印刷を行う印刷機として形成されているのがよい。印刷機が枚葉印刷機として形成されている場合には、枚葉紙は、例えば18,000枚/時の機械速度でも確実に検査されることができなければならない。印刷されるべき被印刷体が材料ウェブである場合には、検査システムは、例えば15m/sの機械速度で印刷機を通過する印刷物の単位印刷物の品質を個別検査に付することができなければならない。
【0020】
印刷物、例えば銀行券の製造中に生ずるエラーは、例えば一定のエラータイプに区分することができる。例えば、
a) 被印刷体の一定の箇所に誤ったカラーが印刷された場合のカラーエラー。
b) 被印刷体の一定の箇所に正しい色調が印刷されはしたが、ただし所望の正しいカラー強度ではない場合の強度エラー。
c) 印刷画像の輪郭線又は印刷画像の識別特徴の輪郭線に少なくとも部分的に欠陥がある場合、つまり、特に不完全である場合の輪郭エラー。
d) 例えばウィンドウ線又は印刷物のその他の識別特徴が欠落しているか又は誤った場所に現れている場合の配置エラー。
【0021】
エラータイプはさらに一定の特異性に関して、とりわけ一定のエラータイプのエラーが、印刷機で製造された印刷物の連続した複数の単位印刷物に、例えば単独エラーとして現れるか又は多重エラーとして現れるか、に応じて区分することができる。また、特にカラーエラーと強度エラーは、それぞれのエラーの規模、つまり、エラーの面積規模の点で分類し、評価することも可能である。従って、印刷物の品質は、少なくとも一定のエラータイプ及び/又はエラー量及び/又はエラー規模に関して判定することができる。
【0022】
印刷機に適用された製造方式に基づき、印刷物の互いに連続して印刷された複数の単位印刷物に生ずる印刷エラーが印刷機の印刷ユニットの圧胴と相関して欄ごとに現れること、つまり、エラーが被印刷体上に印刷ユニットを通過する運動方向の線上に反復して現れることを出発点とすることができ、これによってエラーのもう一つの特異性を定義することができる。必要に応じ、前述したエラータイプ及び/又はエラーの特異性をさらにその他のエラー特徴で補充することが可能である。特に、印刷機に後置された、被印刷体を加工する機械において印刷物の品質を判定するための方法を実施するにあたり、バックグラウンド条件として、例えばいわゆる全紙2分の1(半切)評価での被印刷体の検査を交互に半分ずつのみ行うことも可能であるとの点にも注意しなければならない。
【0023】
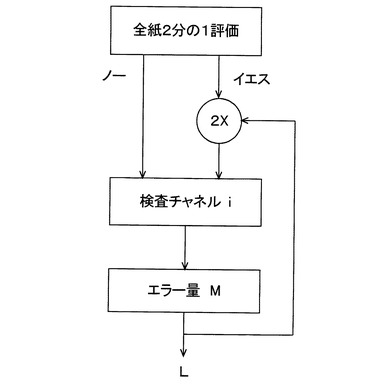
印刷物の品質を判定するための方法の出発状況において、例えば、4つのエラータイプ−カラーエラー、強度エラー、輪郭エラー及び配置エラー−に応じて複数の検査チャネルi(ここでi=1〜imaxであり、この場合例えばimax=4である)が設けられ、印刷物の各個の単位印刷物につきエラー量M(ここでM=1〜Mmaxである)又はエラー規模N(ここでN=1〜Nmaxピクセル/画像センサである)が判定され、印刷物の互いに連続して印刷された複数の単位印刷物に生ずる印刷エラーにつき1つの欄s内に含まれているエラーmの数K(ここでK=1〜Kmaxである)ならびに全紙2分の1(半切)評価の使用又は不使用としてのイエス/ノー−決定が考慮される。本方法において、好ましくは、例えば4つの検査チャネルi、エラー量M又はエラー規模N及び同一の欄s内に含まれているエラーmの数Kのファジー化が行われる。印刷物の品質を判定するための非ファジー化は、方法から得られた数値Lが設定された閾値Lmaxよりも大であるか否か、従ってL>Lmaxであるか否かが検査されることによる、方法から生ずる数値Lの容易な評価を基本としている。閾値Lmaxの設定によって、製造された印刷物が良好又は不良つまりエラーのあるものとして分類される基準となるグレードの決定が行われる。つまり、閾値Lmaxによって、印刷物に要される品質レベルが定められる。この場合、互いに相関して判定されるべき全てのエラー及び/又は特異性は画像センサの同一撮影の画像データから検出されるために、検出されたエラー及び/又は検出された特異性の場所に関する画像データの調整は不要である。
【0024】
本方法の流れの一部は、例えば図2に信号フローチャートで表されている。このフローは本方法の階層構造を示している。
【0025】
ファジー化によって、検査チャネルiは、例えば第一の帰属関数μcに線形対応させられる。例えばμc=1/4*i(ここでi∈{1〜4}である)。エラー量Mも同じく、例えば第二の帰属関数μfに線形対応させられるが、この場合、エラー量Mは、検出されたエラーmが、例えば加重係数としてのエラーmの最大数Mmaxで加重されることによって、エラーmの最大数Mmaxに制限されるのが好ましい。こうして第二の帰属関数μfとしてμf=1/Mmax*m(ここでm∈{1〜Mmax}である)が生ずる。
【0026】
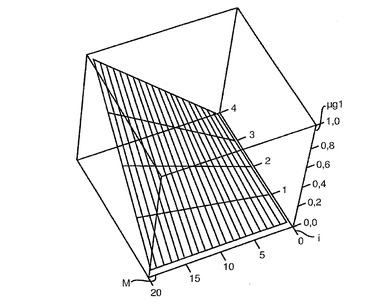
印刷物の品質を判定するための方法において、好ましくは、第一の帰属関数μcと第二の帰属関数μfとは好ましくは論理積集約される。つまり、双方の帰属関数μc;μfは乗算によって互いに結合される。双方の帰属関数μc;μfの乗算は新たな第一の集約帰属関数μg1を結果し、これはここに述べた例において以下のように表される。
μg1=μc*μf=1/4*1/Mmax*i*m
(ここでi∈{1〜4}、m∈{1〜Mmax}である。)
【0027】
図3は第一の集約帰属関数μg1を図示したものである。この場合、例えば、4つの検査チャネルiが選択され、エラー量MについてはMmax=20が選択される。第一の集約帰属関数μg1は0から1までの値の範囲を有している。
【0028】
1つの欄sに含まれているエラーmの数Kも、また、好ましくは線形対応によってファジー化されることから、その結果、欄sにおいて互いに連続して印刷された単位印刷物の数Nsが評価されるという条件下で、第三の帰属関数μsをμs=1/Ns*s(ここでs∈{1〜smax})として立てることができる。第三の帰属関数μsも同じく第一の帰属関数μc及び/又は第二の帰属関数μfと好ましくは論理積集約される。例えば3つの帰属関数μc;μf;μs全ての論理積集約によって第二の集約帰属関数μg2が得られ、これは以下のように表すことができる。
μg2=μs*μg1=1/4*1/Mmax*1/Ns*i*m*s
(ここでi∈{1〜4}、m∈{1〜Mmax}、s∈{1〜smax}である。)
【0029】
3つの帰属関数μc;μf;μsにおいて、それぞれ、便宜上からして、それらのそれぞれの要素につき線形対応が実施される。必要に応じ、帰属関数μc;μf;μsのいずれか1つ又は複数につき、非線形対応も可能であることは言うまでもない。
【0030】
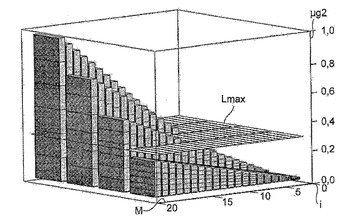
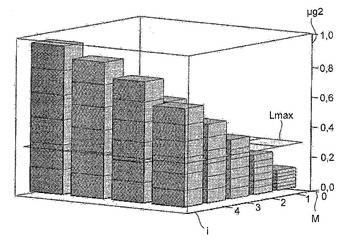
図4は前記の第二の集約帰属関数μg2を図示したものである。この場合、例えば、4つの検査チャネルiが選択され、エラー量MについてはMmax=20が、互いに連続して印刷された単位印刷物の数NsについてはNs=6が選択される。第二の集約帰属関数μg2は、第一の集約帰属関数μg1と同様に、図の高さ軸に示された0〜1の値の範囲を有している。同図において一例として選択された線形対応は顕著にみとめられる。第二の集約帰属関数μg2は多次元、ここでは4次元関数であり、これを表示するため図の高さ軸は二重に−つまり、欄sあたりの互いに連続して印刷された単位印刷物の数Nsの表示と、この第二の集約帰属関数μg2の値の範囲の表示とに−使用される。この二重使用は、欄sあたりの個々の単位印刷物とそれぞれの検査チャネルiとの重ね合わせによって可能とされ、その際、図中に表示されたブロックサイズはそれぞれさらなる検査チャネルiの追加とともに増大する。
【0031】
図4に示した第二の集約帰属関数μg2の図では、値μg2=0.3につき、図の底面と平行な水平面によって閾値Lmaxが定義されており、この面が分類閾値Lmaxを形成している。この分類閾値Lmaxは、それぞれの使用つまり製造されるべき印刷物にそれぞれ求められる品質に応じ、好ましくはμg2につき0.2〜0.4の範囲内で設定される。図4に示した例から、ここに一例として選択されたパラメータの場合、つまり、たった1つの検査チャネルi、つまりi=1でのエラー検出時に、エラーmのエラー量Mが15の場合でも、品質検査さるべき印刷物の1単位印刷物がなお良好として判定されることが理解されるであろう。2つの検査チャネルi、つまりi=2でのエラー検出と検査されるべき印刷物の単位印刷物あたりのエラーmのエラー量Mが10の場合に初めて、例えば1枚葉紙が−枚葉紙上の一定の欄sにNs=6の単位印刷物が配置されているという前提条件下で−品質不良と判定され、好ましくは製造ラインから排除される。
【0032】
第二の集約帰属関数μg2はさらなる態様においてパラメータ化可能であり、例えば、検査チャネルiに関する加重係数gが制御可能であるようにしてパラメータ化することができる。この場合、第二の集約帰属関数μg2には、例えば以下の式が生ずる。
μg2=1/Mmax*1/Ns*m*s*(i/4)g
(前記式中、i∈{1〜4}、m∈{1〜Mmax}、s∈{1〜smax}、g=0〜1である。)
【0033】
図5はパラメータ化された第二の集約帰属関数μg2を図示したものである。この場合、5つの検査チャネルiが選択され、Mmaxの値についてはMmax=20が、Nsの値についてはNs=6が、検査チャネルiの加重係数gについてはg=0.3が選択される。分類閾値Lmaxは、またμg2=0.3に設定される。
【0034】
同じく、印刷物の品質を判定するための方法において、エラー量Mはエラー規模Nによって置き換えられるか、又はエラー規模Nをさらなるその他の基準として追加することが可能である。
【0035】
本願明細書に述べた、印刷物の品質を判定するための方法の使用は、例えば枚葉紙上で検出された個々のエラーの全てが、必ずしも当該枚葉紙を損紙として排除することを結果するわけではないことを意味している。むしろ、検出された各個のエラーは、それらの全体的関連の中で判定されることとなり、その際、数学的手段、特にファジー論理法を使用して、各エラーの重みが、特に、検出されたその他のエラーとの相互依存性及び/又は検出されたその他のエラーとの関係において比較考量及び/又は判定される。従って、例えば一定の枚葉紙に印刷された単位印刷物の集合内部で検出された全てのエラーの総合的判定が行われ、その際、選択された当該集合内部で検出されたエラーは、それぞれの相互関係によって判定される。それぞれの相互関係によるエラーの判定は、判定されるべき全てのエラーがほぼ同時に同一の画像撮影ユニット01によって検知され、当該撮影に対応した画像データから印刷物の品質の判定に必要とされる全ての情報を取り出すことができることによって容易化される。
【0036】
例えば、凹版印刷法で製造された銀行券の場合、エラーリスクは比較的高いが、材料コストならびにこの印刷物の総製造コストも相対的に高い。本願明細書に説明した方法を用い、本来の印刷工程において、印刷された枚葉紙のプレ選択を行うことができる。エラーの数が分類閾値Lmaxを越えない枚葉紙は、例えば枚葉紙をさらに加工する加工機に供給され、こうして、それぞれの枚葉紙に印刷された各々の単位印刷物を再度個別検査に付することができる。印刷機に後置されたこの種の機械は、例えば断裁装置、特に、前以てそれらの品質を判定するために、一定の、数的に限定された単位印刷物の集合を形成していた、各枚葉紙に印刷された単位印刷物を単品化するための断裁装置であってもよい。この種の、数的に限定された単位印刷物の集合は、数十又は数百又はそれ以上の単位印刷物を含んでいてもよい。印刷物の製造において、製造された単位印刷物は連続していることにより、品質検査のために選択されるべき好ましくは数量的に同一のこの種の複数の集合は、製造ラインにおいて互いに前後方向に縦列している。従って、定まった数の、まとめて製造された単位印刷物は、それぞれ1つの単位印刷物集合に一括されることができ、その際、連続した複数の単位印刷物集合が連続的に形成される。好ましくは、製造された全ての単位印刷物は、これらの集合のいずれか1つに帰属させられる。また、製造された単位印刷物を遺漏なくそれらの品質判定に付するため、これらの集合の各々につき、それぞれ、それらの集合のそれぞれの単位印刷物の撮影が行われることが好ましい。
【0037】
複数の単位印刷物、例えば複数の銀行券が印刷された各々の枚葉紙は、いまや、後加工に際して、例えば非常に重大なエラー又は特に多数のエラーのある単位印刷物が、あらかじめ、良好として分類された集合から的確に排除されることにより、さらなる品質検査に付されることができる。予備検査において枚葉紙全体が損紙として分類されなかったことから、製造された印刷物の収量は増加する。同時に、後加工は、すでに予備選別が行われたことにより、重度のエラーのある枚葉紙による負担を招来することはない。
【0038】
画像データから得られた判定を、製造された印刷物の品質に緩慢に生ずる変化に関して、好ましくは追加的に評価することは、少なくとも1つの機械センサのデータとの結合によって行なわれるのが好ましい。この種の機械センサは、例えば印刷機の機械スタンドに設けられた振動検出器であってよい。(ウェット−)オフセット印刷法で印刷を行う印刷機の場合には、機械センサは湿し水供給を監視するセンサとして形成されていてもよい。(ウェット−)オフセット印刷法又は凹版印刷法で印刷を行う印刷機の場合には、例えば印刷機の版胴を温度調節する温度調節材、特に、例えば版胴を冷却する冷却材の温度をセンサによって検出し、このセンサの測定データを印刷機によって製造された印刷物の品質検査に追加的に援用することも好適である。凹版印刷法で印刷を行う印刷機の場合には、凹版から余分なインキを取り除く拭取り装置の消費電流を機械センサで追加的に監視し、この機械センサの測定信号から導出される、拭取りの過大又は過少に関する情報を印刷機によって製造された印刷物の品質検査に援用することも有意義である。
【0039】
結果として、共通の撮影から、製造されるべき印刷物の印刷画像に検出されたエラーはそれらのそれぞれの相互関係によって判定され、その際、こうして得られた判定を、評価を行う制御装置によって少なくともさらにもう1つの機械センサの情報と追加的に結合して、特に、変化、とりわけ製造された印刷物の品質に生ずる緩慢な変化を早期に認識することが可能である。制御装置は、少なくともさらにもう1つの機械センサの測定信号から、印刷機が、例えば印刷技術的に問題のある運転状態にあり、そのため、製造された単位印刷物にほどなく損紙を生ずる原因となるエラーが現れると推測される旨の情報を引き出すことができる。好ましくは、すでにこの時点で、印刷工程に影響を及ぼす印刷機の少なくとも1つの装置を制御装置によって自動的に追従制御して、こうして印刷機を印刷技術的に問題のある運転状態から正規の運転状態に復帰させるように制御装置による印刷工程への介入制御が行われるのがよい。これにより、機械センサの測定信号を評価する制御方式又は調節方式は印刷工程にとって重大な不利な影響の早期認識に役立つ一方で、製造された印刷物の印刷画像から得られた判定は、特に品質要件のコンプライアンスを証明し、場合により、品質証明の趣旨のドキュメンテーションとなる。
【0040】
他方で、製造された印刷物の画像から得られたそれらの品質判定に応じ、問題のある運転状態にある印刷機の当該装置を再調節することが可能である。この場合、好ましくは、印刷工程に影響を及ぼすこれらの装置の各々が自らを監視する機械センサを有し、制御装置は検出されたエラー及び/又は例えばそれぞれの機械センサのそれぞれの当該測定信号に基づいて、印刷工程に不利な影響を及ぼしている少なくとも1つの装置を突き止めて、突き止められた少なくとも1つの装置の少なくともセッティングを、製造された印刷物の印刷画像から得られたこれらの印刷物の品質判定が再び良好として分類されるレベルに達するまで、変化させることとなる。その際、製造された印刷物の印刷画像から得られた判定と結びつけて、当該機械センサを有する印刷機の装置のセッティングの適合性が製造されるべき印刷物の品質との関連でチェックされ、必要に応じて、好ましくは制御装置によって、品質要件遵守のために、自動的に変更される。
【図面の簡単な説明】
【0041】
【図1】検査システムを概略的に示す図である。
【図2】信号フローチャートによる方法の一部を示す図である。
【図3】第一の集約された帰属関数を表す図である。
【図4】第二の集約された帰属関数を表す図である。
【図5】パラメータ化された第二の集約された帰属関数を表す図である。
【符号の説明】
【0042】
01 画像撮影ユニット、走査型カラーカメラ、プレーナ型カラーカメラ
02 照明装置
03 印刷画像
04 画像処理システム
05 ―
06 モニタ
07 キーボード
g 加重係数
i,imax 検査チャネル
m エラー
M,Mmax エラー量
N,Nmax エラー規模
Ns 欄当たりの単位印刷物数
K,Kmax 欄当たりのエラー数
L 数値
Lmax 閾値、分類閾値
s,smax 欄
μc 第1の帰属関数
μf 第2の帰属関数
μs 第3の帰属関数
μg1 第1の集約帰属関数
μg2 第2の集約帰属関数
【技術分野】
【0001】
本発明は請求項1の上位概念に相当する、印刷機によって製造された印刷物の品質を判定するための方法に関する。
【背景技術】
【0002】
印刷機によって製造された印刷画像は、ずっと以前から、印刷機印刷作業員により連続的な製造中に、視覚的又は光学的補助手段を用いて、それぞれの印刷品質の検査が行われている。作業員の判定に基づいて分類、つまり、判定された印刷製品を、前以て定められた特徴、つまり、先の検査の対象であった一定のエラー特徴を有する印刷製品のグループに区分することが行われる。検査された印刷製品の全体集合は、良好な品質を有する部分集合又はクラスと、不良、つまり、使用不能又は販売不能な品質を有する部分集合又はクラスに分類され、その際、判定されるべき印刷製品の印刷画像が良好か、又は不良つまりエラーのあるものとして判定される。印刷機によって製造された印刷物の品質の印刷作業員による判定は、その判定が、判定を行う作業員の判定能力、つまり、特に個人の知識及び経験によって左右され、従って個々の作業員ごとに相違し得ることからして、非常にばらつきが大きい。
【0003】
印刷工業では、カメラシステムがますます各種の応用、例えば検査システム、ウェブスキャンシステム又は見当測定システムに多用されており、その際、これらのシステムは、印刷機又は被印刷体加工機の内部又は脇に配置されている。これらのシステムはその機能を“インライン”で、つまり、製造されるべき印刷物の連続的製造中に遂行するが、これは、印刷物の製造中にカメラシステムによって供給される大量のデータと印刷工程の迅速な進行速度とに鑑み、それぞれのカメラシステムとその画像データを評価する画像処理システムとにとって非常な難題を意味している。この問題は、1つの印刷物が分光測光ではなかなか識別の困難な識別特徴を有し、品質チェックに際して、例えば、この種の識別特徴についても、一般に印刷物の輸送速度が高速であって判定に利用し得る時間が短時間であるにもかかわらず、確実な判定が必要とされる場合に一層顕著になる。加えて、有価物印刷、つまり、例えば銀行券、印紙又は証書の製造に際しては、好ましくは印刷物の個々の識別特徴の各々が検査に付されなければならない。また同時に、すでに経済的理由だけからしても、特に貴重印刷物の場合には、有価物印刷、例えば銀行券又は印紙の製造時に求められるのと同様に、まさにその材料コストならびに製造コストの高さからして、前以て定められた品質レベルを顧慮して是認し得るかぎりで、不良品発生量をできるだけ僅かに抑えることが求められる。
【0004】
前述したカメラシステムにおいて、画像撮影として電子画像センサが多く使用されており、特に、その感光画素が、観測領域で撮影された色に応じ、例えばほとんどの場合に赤、緑及び青のカラー用の独立した3つの信号チャネル、つまり、カラーチャネルを経て出力信号を供給するCCDチップからなる、少なくとも1つの画像センサを有するカラーカメラが多用されている。
【0005】
画像撮影ユニットの出力信号、つまり、画像撮影ユニットによって撮影された画像の画像データを、画像撮影ユニットと接続された画像処理システムで評価して、印刷機によって製造された印刷物の品質の、必要に応じた適正な、均衡のとれた判定が行われるようにすることが必要である。品質判定のため、印刷物はさまざまな基準に関して検査されるのが好ましい。
【0006】
追加公開されたドイツ特許出願公開第103 35 147号によれば、銀行券の少なくとも2つの異なった特性のデータが評価され、各々の銀行券の少なくとも2つの異なった特性のデータが相互に結合されて、結合された異なった特性のデータから銀行券の状態が導出される、銀行券の状態を調査するための方法が知られている。また、大量の銀行券につき異なった各々の特性に関する平均値が算定されて、それぞれの異なった特性に関する当該量の銀行券の状態を調査するか、又は、大量の銀行券につき結合された特性に関する平均値が算定されて、当該量の銀行券の状態全体を調査することも可能である。
【0007】
同じく追加公開されたドイツ特許公告第103 14 071号は少なくとも1つの識別特徴を有する材料の質的判定を行うための方法に関しており、この場合、電子画像センサを用いて少なくとも該識別特徴に関する1つのカラー画像が撮影されて、画像センサにより該カラー画像と相関する少なくとも1つの第一の電気信号が間接又は直接に供給され、画像センサと接続された評価装置は第一の電気信号を評価し、少なくとも1つの参照画像から第二の電気信号が得られてデータ記憶装置にメモリされ、第二の電気信号は参照画像の少なくとも2つの異なる特性につきそれぞれ第一の電気信号に関する1つの目標値を有し、第一の信号は第二の信号に含まれた少なくとも2つの目標値と比較され、比較時に少なくとも識別特徴のカラー画像は参照画像との色差について検査され、識別特徴は一定クラスの識別特徴への帰属性又は一定の幾何的輪郭又は材料の他の少なくとも1つの識別特徴に対する相対配置について検査される。この場合、材料は銀行券又は印紙として形成されていてよい。いずれの場合にも、材料の検査は、当該材料の少なくとも1つの識別特徴が、異なった、ただし並行して独立に進行する、一定の基準に関する検査プロセスで検査される個品検査である。
【0008】
ドイツ特許出願公開第102 34 086号によれば、一定クラスの被検品への当該被検品の帰属性の決定が行われる、被検品の画像内容のパターン認識に際する電子画像センサの信号評価を行うための方法が公知である。この方法は、被検品について撮影された画像内容を、ファジー論理によって形成された帰属関数法によって評価し、その際、複数の帰属関数を互いに結合して1つの上位帰属関数とすることもできる。
【0009】
ドイツ特許出願公開第102 34 085号によれば、画像センサによって受信された画像信号がピクセルごとに分析される、画像センサによって撮影された画像の色差を分析するための方法が知られている。
【0010】
ドイツ特許出願公開第101 32 589号によれば、判定されるべき材料の画像が画像センサによって撮影され、この画像について評価装置で幾何的輪郭及び/又は複数の識別特徴相互の相対配置が評価される、少なくとも1つの識別特徴を有した被印刷材料の質的判定を行うための方法が知られている。
【発明の開示】
【発明が解決しようとする課題】
【0011】
本発明の目的は、印刷機によって製造された印刷物の品質を判定するための方法であって、該印刷物の複数の単位印刷物の製造中に生ずるエラーを均衡のとれた形で判定し得る方法を創作することである。
【課題を解決するための手段】
【0012】
前記課題は本発明により、請求項1に記載の特徴によって解決される。
【発明の効果】
【0013】
本発明によって達成される利点は、特に、検出された各々のエラーが単独ではなく、認識されたその他のエラーとの全体的関連によって判定されると共に、エラーがそれらの相互関係によって判定されることによって選択された単位印刷物集合内に発生する全てのエラーの総合的判定が行われるために、印刷機によって製造された印刷物の品質が幅広い基礎に基づいて非常に均衡のとれた形で判定され、これにより結果として、販売可能又は少なくとも再加工可能なものとして分類される単位印刷物の収量が増加する点にある。これにより本方法は印刷物の製造工程の生産性ならびに経済性を向上させる。所要の品質レベルは確保され、不要な損紙は回避される。
【0014】
製造された単位印刷物の選択された集合をなす単位印刷物につき、1つの画像センサを用いて1つの共通の、画像データを生成する撮影が行われることから、検出されたエラーの間にポジション差は生ずることがなく、つまり、検出された画像データがピクセルごとに評価されるため、それぞれの場所データにエラーが生ずることはなく、そのため、印刷機によって製造された単位印刷物の品質判定を行うための演算に際し、エラーが多センサ方式、つまり、検査されるべき単位印刷物に対して異なったポジションに配置された複数のセンサで検出される場合に必要となるような、検出されたエラーのポジション補正を不要とすることができる。従って、本提案になる解決方法の特別な利点は、相互関係によって判定されるべき全てのエラーが同一撮影の画像データから検出されることである。
【0015】
製造された印刷物中に認識されたエラーはそれらの配置に応じ好ましくは加重化され、例えば上位の多次元帰属関数にまとめられ、検出された全てのエラーが縦覧されて、好ましくは必要に応じてパラメータ化し得る分類閾値に基づいて判定される。本方法は画像データから得られた判定を、製造された印刷物の品質に緩慢に生ずる変化を評価するために使用することも可能である。製造された印刷物の品質に緩慢に生ずる変化は、それが進行して損紙を生み出すエラーに達する前に認識することが可能である。
【0016】
本方法は、特に、高級な、製造コストの高い印刷物、例えば有価物印刷によって製造された印刷物、例えば銀行券又は印紙の品質の判定に好適である。
【発明を実施するための最良の形態】
【0017】
本発明の1実施例を図面によって示し、以下詳細に説明する。
【0018】
一例として、使用された検査システムは、印刷機によって製造された印刷物の品質の判定のため、図1に概略的に示したように、照明装置02によって照明された印刷画像03を撮影する1又は複数の互いに接続された走査型カラーカメラ01又はプレーナ型カラーカメラ01として形成された画像撮影ユニット01を有し、同図において、印刷画像03は、例えば紙からなる被印刷体(不図示である)上に印刷機で生成されたものである。画像撮影ユニット01によって印刷画像03の撮影から得られた個々のカラーチャネルの画像データは、画像処理システム04で評価される。結果の出力は、例えば、画像処理システム04と接続されたモニタ06で行われる。入力、例えば画像処理システム04にその演算のために必ず伝達されなければならないパラメータは、画像処理システム04に接続されたキーボード07を経て入力される。画像撮影ユニット01は印刷機に配置されて、それぞれの撮影によってこの印刷機中で製造された複数の単位印刷物のそれぞれの印刷画像がそれぞれ検出されるようになされている。
【0019】
印刷機は、好ましくは輪転印刷機として、特にオフセット印刷法、凹版印刷法、スクリーン印刷法又は浮出し印刷法によって印刷を行う印刷機として形成されているのがよい。印刷機が枚葉印刷機として形成されている場合には、枚葉紙は、例えば18,000枚/時の機械速度でも確実に検査されることができなければならない。印刷されるべき被印刷体が材料ウェブである場合には、検査システムは、例えば15m/sの機械速度で印刷機を通過する印刷物の単位印刷物の品質を個別検査に付することができなければならない。
【0020】
印刷物、例えば銀行券の製造中に生ずるエラーは、例えば一定のエラータイプに区分することができる。例えば、
a) 被印刷体の一定の箇所に誤ったカラーが印刷された場合のカラーエラー。
b) 被印刷体の一定の箇所に正しい色調が印刷されはしたが、ただし所望の正しいカラー強度ではない場合の強度エラー。
c) 印刷画像の輪郭線又は印刷画像の識別特徴の輪郭線に少なくとも部分的に欠陥がある場合、つまり、特に不完全である場合の輪郭エラー。
d) 例えばウィンドウ線又は印刷物のその他の識別特徴が欠落しているか又は誤った場所に現れている場合の配置エラー。
【0021】
エラータイプはさらに一定の特異性に関して、とりわけ一定のエラータイプのエラーが、印刷機で製造された印刷物の連続した複数の単位印刷物に、例えば単独エラーとして現れるか又は多重エラーとして現れるか、に応じて区分することができる。また、特にカラーエラーと強度エラーは、それぞれのエラーの規模、つまり、エラーの面積規模の点で分類し、評価することも可能である。従って、印刷物の品質は、少なくとも一定のエラータイプ及び/又はエラー量及び/又はエラー規模に関して判定することができる。
【0022】
印刷機に適用された製造方式に基づき、印刷物の互いに連続して印刷された複数の単位印刷物に生ずる印刷エラーが印刷機の印刷ユニットの圧胴と相関して欄ごとに現れること、つまり、エラーが被印刷体上に印刷ユニットを通過する運動方向の線上に反復して現れることを出発点とすることができ、これによってエラーのもう一つの特異性を定義することができる。必要に応じ、前述したエラータイプ及び/又はエラーの特異性をさらにその他のエラー特徴で補充することが可能である。特に、印刷機に後置された、被印刷体を加工する機械において印刷物の品質を判定するための方法を実施するにあたり、バックグラウンド条件として、例えばいわゆる全紙2分の1(半切)評価での被印刷体の検査を交互に半分ずつのみ行うことも可能であるとの点にも注意しなければならない。
【0023】
印刷物の品質を判定するための方法の出発状況において、例えば、4つのエラータイプ−カラーエラー、強度エラー、輪郭エラー及び配置エラー−に応じて複数の検査チャネルi(ここでi=1〜imaxであり、この場合例えばimax=4である)が設けられ、印刷物の各個の単位印刷物につきエラー量M(ここでM=1〜Mmaxである)又はエラー規模N(ここでN=1〜Nmaxピクセル/画像センサである)が判定され、印刷物の互いに連続して印刷された複数の単位印刷物に生ずる印刷エラーにつき1つの欄s内に含まれているエラーmの数K(ここでK=1〜Kmaxである)ならびに全紙2分の1(半切)評価の使用又は不使用としてのイエス/ノー−決定が考慮される。本方法において、好ましくは、例えば4つの検査チャネルi、エラー量M又はエラー規模N及び同一の欄s内に含まれているエラーmの数Kのファジー化が行われる。印刷物の品質を判定するための非ファジー化は、方法から得られた数値Lが設定された閾値Lmaxよりも大であるか否か、従ってL>Lmaxであるか否かが検査されることによる、方法から生ずる数値Lの容易な評価を基本としている。閾値Lmaxの設定によって、製造された印刷物が良好又は不良つまりエラーのあるものとして分類される基準となるグレードの決定が行われる。つまり、閾値Lmaxによって、印刷物に要される品質レベルが定められる。この場合、互いに相関して判定されるべき全てのエラー及び/又は特異性は画像センサの同一撮影の画像データから検出されるために、検出されたエラー及び/又は検出された特異性の場所に関する画像データの調整は不要である。
【0024】
本方法の流れの一部は、例えば図2に信号フローチャートで表されている。このフローは本方法の階層構造を示している。
【0025】
ファジー化によって、検査チャネルiは、例えば第一の帰属関数μcに線形対応させられる。例えばμc=1/4*i(ここでi∈{1〜4}である)。エラー量Mも同じく、例えば第二の帰属関数μfに線形対応させられるが、この場合、エラー量Mは、検出されたエラーmが、例えば加重係数としてのエラーmの最大数Mmaxで加重されることによって、エラーmの最大数Mmaxに制限されるのが好ましい。こうして第二の帰属関数μfとしてμf=1/Mmax*m(ここでm∈{1〜Mmax}である)が生ずる。
【0026】
印刷物の品質を判定するための方法において、好ましくは、第一の帰属関数μcと第二の帰属関数μfとは好ましくは論理積集約される。つまり、双方の帰属関数μc;μfは乗算によって互いに結合される。双方の帰属関数μc;μfの乗算は新たな第一の集約帰属関数μg1を結果し、これはここに述べた例において以下のように表される。
μg1=μc*μf=1/4*1/Mmax*i*m
(ここでi∈{1〜4}、m∈{1〜Mmax}である。)
【0027】
図3は第一の集約帰属関数μg1を図示したものである。この場合、例えば、4つの検査チャネルiが選択され、エラー量MについてはMmax=20が選択される。第一の集約帰属関数μg1は0から1までの値の範囲を有している。
【0028】
1つの欄sに含まれているエラーmの数Kも、また、好ましくは線形対応によってファジー化されることから、その結果、欄sにおいて互いに連続して印刷された単位印刷物の数Nsが評価されるという条件下で、第三の帰属関数μsをμs=1/Ns*s(ここでs∈{1〜smax})として立てることができる。第三の帰属関数μsも同じく第一の帰属関数μc及び/又は第二の帰属関数μfと好ましくは論理積集約される。例えば3つの帰属関数μc;μf;μs全ての論理積集約によって第二の集約帰属関数μg2が得られ、これは以下のように表すことができる。
μg2=μs*μg1=1/4*1/Mmax*1/Ns*i*m*s
(ここでi∈{1〜4}、m∈{1〜Mmax}、s∈{1〜smax}である。)
【0029】
3つの帰属関数μc;μf;μsにおいて、それぞれ、便宜上からして、それらのそれぞれの要素につき線形対応が実施される。必要に応じ、帰属関数μc;μf;μsのいずれか1つ又は複数につき、非線形対応も可能であることは言うまでもない。
【0030】
図4は前記の第二の集約帰属関数μg2を図示したものである。この場合、例えば、4つの検査チャネルiが選択され、エラー量MについてはMmax=20が、互いに連続して印刷された単位印刷物の数NsについてはNs=6が選択される。第二の集約帰属関数μg2は、第一の集約帰属関数μg1と同様に、図の高さ軸に示された0〜1の値の範囲を有している。同図において一例として選択された線形対応は顕著にみとめられる。第二の集約帰属関数μg2は多次元、ここでは4次元関数であり、これを表示するため図の高さ軸は二重に−つまり、欄sあたりの互いに連続して印刷された単位印刷物の数Nsの表示と、この第二の集約帰属関数μg2の値の範囲の表示とに−使用される。この二重使用は、欄sあたりの個々の単位印刷物とそれぞれの検査チャネルiとの重ね合わせによって可能とされ、その際、図中に表示されたブロックサイズはそれぞれさらなる検査チャネルiの追加とともに増大する。
【0031】
図4に示した第二の集約帰属関数μg2の図では、値μg2=0.3につき、図の底面と平行な水平面によって閾値Lmaxが定義されており、この面が分類閾値Lmaxを形成している。この分類閾値Lmaxは、それぞれの使用つまり製造されるべき印刷物にそれぞれ求められる品質に応じ、好ましくはμg2につき0.2〜0.4の範囲内で設定される。図4に示した例から、ここに一例として選択されたパラメータの場合、つまり、たった1つの検査チャネルi、つまりi=1でのエラー検出時に、エラーmのエラー量Mが15の場合でも、品質検査さるべき印刷物の1単位印刷物がなお良好として判定されることが理解されるであろう。2つの検査チャネルi、つまりi=2でのエラー検出と検査されるべき印刷物の単位印刷物あたりのエラーmのエラー量Mが10の場合に初めて、例えば1枚葉紙が−枚葉紙上の一定の欄sにNs=6の単位印刷物が配置されているという前提条件下で−品質不良と判定され、好ましくは製造ラインから排除される。
【0032】
第二の集約帰属関数μg2はさらなる態様においてパラメータ化可能であり、例えば、検査チャネルiに関する加重係数gが制御可能であるようにしてパラメータ化することができる。この場合、第二の集約帰属関数μg2には、例えば以下の式が生ずる。
μg2=1/Mmax*1/Ns*m*s*(i/4)g
(前記式中、i∈{1〜4}、m∈{1〜Mmax}、s∈{1〜smax}、g=0〜1である。)
【0033】
図5はパラメータ化された第二の集約帰属関数μg2を図示したものである。この場合、5つの検査チャネルiが選択され、Mmaxの値についてはMmax=20が、Nsの値についてはNs=6が、検査チャネルiの加重係数gについてはg=0.3が選択される。分類閾値Lmaxは、またμg2=0.3に設定される。
【0034】
同じく、印刷物の品質を判定するための方法において、エラー量Mはエラー規模Nによって置き換えられるか、又はエラー規模Nをさらなるその他の基準として追加することが可能である。
【0035】
本願明細書に述べた、印刷物の品質を判定するための方法の使用は、例えば枚葉紙上で検出された個々のエラーの全てが、必ずしも当該枚葉紙を損紙として排除することを結果するわけではないことを意味している。むしろ、検出された各個のエラーは、それらの全体的関連の中で判定されることとなり、その際、数学的手段、特にファジー論理法を使用して、各エラーの重みが、特に、検出されたその他のエラーとの相互依存性及び/又は検出されたその他のエラーとの関係において比較考量及び/又は判定される。従って、例えば一定の枚葉紙に印刷された単位印刷物の集合内部で検出された全てのエラーの総合的判定が行われ、その際、選択された当該集合内部で検出されたエラーは、それぞれの相互関係によって判定される。それぞれの相互関係によるエラーの判定は、判定されるべき全てのエラーがほぼ同時に同一の画像撮影ユニット01によって検知され、当該撮影に対応した画像データから印刷物の品質の判定に必要とされる全ての情報を取り出すことができることによって容易化される。
【0036】
例えば、凹版印刷法で製造された銀行券の場合、エラーリスクは比較的高いが、材料コストならびにこの印刷物の総製造コストも相対的に高い。本願明細書に説明した方法を用い、本来の印刷工程において、印刷された枚葉紙のプレ選択を行うことができる。エラーの数が分類閾値Lmaxを越えない枚葉紙は、例えば枚葉紙をさらに加工する加工機に供給され、こうして、それぞれの枚葉紙に印刷された各々の単位印刷物を再度個別検査に付することができる。印刷機に後置されたこの種の機械は、例えば断裁装置、特に、前以てそれらの品質を判定するために、一定の、数的に限定された単位印刷物の集合を形成していた、各枚葉紙に印刷された単位印刷物を単品化するための断裁装置であってもよい。この種の、数的に限定された単位印刷物の集合は、数十又は数百又はそれ以上の単位印刷物を含んでいてもよい。印刷物の製造において、製造された単位印刷物は連続していることにより、品質検査のために選択されるべき好ましくは数量的に同一のこの種の複数の集合は、製造ラインにおいて互いに前後方向に縦列している。従って、定まった数の、まとめて製造された単位印刷物は、それぞれ1つの単位印刷物集合に一括されることができ、その際、連続した複数の単位印刷物集合が連続的に形成される。好ましくは、製造された全ての単位印刷物は、これらの集合のいずれか1つに帰属させられる。また、製造された単位印刷物を遺漏なくそれらの品質判定に付するため、これらの集合の各々につき、それぞれ、それらの集合のそれぞれの単位印刷物の撮影が行われることが好ましい。
【0037】
複数の単位印刷物、例えば複数の銀行券が印刷された各々の枚葉紙は、いまや、後加工に際して、例えば非常に重大なエラー又は特に多数のエラーのある単位印刷物が、あらかじめ、良好として分類された集合から的確に排除されることにより、さらなる品質検査に付されることができる。予備検査において枚葉紙全体が損紙として分類されなかったことから、製造された印刷物の収量は増加する。同時に、後加工は、すでに予備選別が行われたことにより、重度のエラーのある枚葉紙による負担を招来することはない。
【0038】
画像データから得られた判定を、製造された印刷物の品質に緩慢に生ずる変化に関して、好ましくは追加的に評価することは、少なくとも1つの機械センサのデータとの結合によって行なわれるのが好ましい。この種の機械センサは、例えば印刷機の機械スタンドに設けられた振動検出器であってよい。(ウェット−)オフセット印刷法で印刷を行う印刷機の場合には、機械センサは湿し水供給を監視するセンサとして形成されていてもよい。(ウェット−)オフセット印刷法又は凹版印刷法で印刷を行う印刷機の場合には、例えば印刷機の版胴を温度調節する温度調節材、特に、例えば版胴を冷却する冷却材の温度をセンサによって検出し、このセンサの測定データを印刷機によって製造された印刷物の品質検査に追加的に援用することも好適である。凹版印刷法で印刷を行う印刷機の場合には、凹版から余分なインキを取り除く拭取り装置の消費電流を機械センサで追加的に監視し、この機械センサの測定信号から導出される、拭取りの過大又は過少に関する情報を印刷機によって製造された印刷物の品質検査に援用することも有意義である。
【0039】
結果として、共通の撮影から、製造されるべき印刷物の印刷画像に検出されたエラーはそれらのそれぞれの相互関係によって判定され、その際、こうして得られた判定を、評価を行う制御装置によって少なくともさらにもう1つの機械センサの情報と追加的に結合して、特に、変化、とりわけ製造された印刷物の品質に生ずる緩慢な変化を早期に認識することが可能である。制御装置は、少なくともさらにもう1つの機械センサの測定信号から、印刷機が、例えば印刷技術的に問題のある運転状態にあり、そのため、製造された単位印刷物にほどなく損紙を生ずる原因となるエラーが現れると推測される旨の情報を引き出すことができる。好ましくは、すでにこの時点で、印刷工程に影響を及ぼす印刷機の少なくとも1つの装置を制御装置によって自動的に追従制御して、こうして印刷機を印刷技術的に問題のある運転状態から正規の運転状態に復帰させるように制御装置による印刷工程への介入制御が行われるのがよい。これにより、機械センサの測定信号を評価する制御方式又は調節方式は印刷工程にとって重大な不利な影響の早期認識に役立つ一方で、製造された印刷物の印刷画像から得られた判定は、特に品質要件のコンプライアンスを証明し、場合により、品質証明の趣旨のドキュメンテーションとなる。
【0040】
他方で、製造された印刷物の画像から得られたそれらの品質判定に応じ、問題のある運転状態にある印刷機の当該装置を再調節することが可能である。この場合、好ましくは、印刷工程に影響を及ぼすこれらの装置の各々が自らを監視する機械センサを有し、制御装置は検出されたエラー及び/又は例えばそれぞれの機械センサのそれぞれの当該測定信号に基づいて、印刷工程に不利な影響を及ぼしている少なくとも1つの装置を突き止めて、突き止められた少なくとも1つの装置の少なくともセッティングを、製造された印刷物の印刷画像から得られたこれらの印刷物の品質判定が再び良好として分類されるレベルに達するまで、変化させることとなる。その際、製造された印刷物の印刷画像から得られた判定と結びつけて、当該機械センサを有する印刷機の装置のセッティングの適合性が製造されるべき印刷物の品質との関連でチェックされ、必要に応じて、好ましくは制御装置によって、品質要件遵守のために、自動的に変更される。
【図面の簡単な説明】
【0041】
【図1】検査システムを概略的に示す図である。
【図2】信号フローチャートによる方法の一部を示す図である。
【図3】第一の集約された帰属関数を表す図である。
【図4】第二の集約された帰属関数を表す図である。
【図5】パラメータ化された第二の集約された帰属関数を表す図である。
【符号の説明】
【0042】
01 画像撮影ユニット、走査型カラーカメラ、プレーナ型カラーカメラ
02 照明装置
03 印刷画像
04 画像処理システム
05 ―
06 モニタ
07 キーボード
g 加重係数
i,imax 検査チャネル
m エラー
M,Mmax エラー量
N,Nmax エラー規模
Ns 欄当たりの単位印刷物数
K,Kmax 欄当たりのエラー数
L 数値
Lmax 閾値、分類閾値
s,smax 欄
μc 第1の帰属関数
μf 第2の帰属関数
μs 第3の帰属関数
μg1 第1の集約帰属関数
μg2 第2の集約帰属関数
【特許請求の範囲】
【請求項1】
印刷機によって製造された印刷物の品質を判定するための方法であって、印刷機は複数の同一の単位印刷物を製造し、製造された単位印刷物から1単位印刷物集合が選択され、選択されたこの集合の単位印刷物は、異なったエラータイプの集合に属する少なくとも1つのエラータイプ及び/又は異なったエラー特異性の集合に属する少なくとも1つのエラー特異性に関して判定され、選択された単位印刷物集合内部で、これらの単位印刷物のうちの少なくとも1単位印刷物に検出された一定のエラータイプのエラー又は一定の特異性のエラーは、同一の単位印刷物又は選択されたこの集合の別の単位印刷物に検出された別のエラータイプの少なくとも1つのエラー又は別のエラー特異性の少なくとも1つのエラーとの関係で判定され、この判定によって印刷物は良好又は不良として分類される方法において、
製造された単位印刷物の選択された集合の単位印刷物につき1つの画像センサを用いて1つの共通の、画像データを生ずる撮影が行われ、相互関係で判定されるべき全てのエラーが同一撮影の画像データから検出されることを特徴とする方法。
【請求項2】
請求項1において、
画像データは、1つの検査システムに属する1つの画像センサを用いて撮影されることを特徴とする方法。
【請求項3】
請求項1において、
画像データは、カラーを検知する1つの画像センサを用いて撮影されることを特徴とする方法。
【請求項4】
請求項1において、
画像データから得られた判定は、製造された印刷物の品質に緩慢に生ずる変化に関して評価されることを特徴とする方法。
【請求項5】
請求項1において、
単位印刷物は連続して製造されることを特徴とする方法。
【請求項6】
請求項5において、
互いに連続して印刷された単位印刷物は、その品質に関して欄ごとに判定されることを特徴とする方法。
【請求項7】
請求項5又は6において、
エラーの特異性は、互いに連続して印刷された単位印刷物に生ずるエラーの数に関していることを特徴とする方法。
【請求項8】
請求項1において、
製造された単位印刷物から、数的に限定された単位印刷物の1つの集合が選択されることを特徴とする方法。
【請求項9】
請求項1において、
判定さるべき印刷物の、選択された単位印刷物集合に属する単位印刷物の品質は、選択された単位印刷物集合内部で検出された全てのエラーの総合的評価によって分類されることを特徴とする方法。
【請求項10】
請求項1において、
少なくとも1つのエラータイプは、カラーエラー、強度エラー、輪郭エラー又は配置エラーに関していることを特徴とする方法。
【請求項11】
請求項1において、
エラーの特異性は、単独エラー又は多重エラーの有無に関していることを特徴とする方法。
【請求項12】
請求項1において、
エラーの特異性はそれぞれのエラー規模に関していることを特徴とする方法。
【請求項13】
請求項1において、
印刷された単位印刷物は、全紙2分の1評価で検査されることを特徴とする方法。
【請求項14】
請求項1において、
各々のエラーの重みは、検出されたその他のエラーとの関係で、ファジー論理法を使用して判定されることを特徴とする方法。
【請求項15】
請求項1において、
エラータイプ及び/又はエラーの特異性の特徴は、それぞれ1つの帰属関数(μc;μf;μs)でファジー化されることを特徴とする方法。
【請求項16】
請求項15において、
集約帰属関数(μg1;μg2)は、異なったエラータイプ又は異なったエラー特性をファジー化する少なくとも2つの帰属関数(μc;μf;μs)の集約によって形成されることを特徴とする方法。
【請求項17】
請求項16において、
少なくとも2つの帰属関数(μc;μf;μs)は、論理積集約されて集約帰属関数(μg1;μg2)が形成されることを特徴とする方法。
【請求項18】
請求項16又は17において、
集約帰属関数(μg2)は、少なくとも4次元関数として形成されることを特徴とする方法。
【請求項19】
請求項15において、
帰属関数(μc;μf;μs)の少なくとも1つは、線形対応を行うことを特徴とする方法。
【請求項20】
請求項15において、
帰属関数(μc;μf;μs)の少なくとも1つの関数の少なくとも1つの要素は、パラメータ(g)で加重されることを特徴とする方法。
【請求項21】
請求項15又は16において、
集約帰属関数(μg1;μg2)は、分類閾値(Lmax)に関して評価されることを特徴とする方法。
【請求項22】
請求項21において、
分類閾値(Lmax)は、良好又は不良として分類された単位印刷物集合に属するものとして印刷物を判定するために、一定の値に設定されることを特徴とする方法。
【請求項23】
請求項22において、
分類閾値(Lmax)は、0.2〜0.4の範囲内の値に設定されることを特徴とする方法。
【請求項24】
請求項1において、
印刷機又は印刷された単位印刷物を加工する加工機で実施されることを特徴とする方法。
【請求項25】
請求項1において、
定まった数の、まとめて製造された単位印刷物は、それぞれ1つの単位印刷物集合に一括されることを特徴とする方法。
【請求項26】
請求項25において、
連続的に複数の単位印刷物集合が形成されることを特徴とする方法。
【請求項27】
請求項26において、
製造された全ての単位印刷物が、これらの集合のいずれか1つに帰属させられることを特徴とする方法。
【請求項28】
請求項27において、
これらの集合の各々につき、それぞれ、それらの集合のそれぞれの単位印刷物の撮影が行われることを特徴とする方法。
【請求項29】
請求項2において、
品質の判定は、検査システムによって撮影された画像を少なくとも1つの参照画像と比較することによって行われることを特徴とする方法。
【請求項30】
請求項1において、
品質の判定は、印刷機の連続的な製造工程中に行われることを特徴とする方法。
【請求項31】
請求項1において、
品質の判定は、印刷された単位印刷物を加工する加工機の連続的な製造工程中に行われることを特徴とする方法。
【請求項32】
請求項30又は31において、
不良として分類された単位印刷物集合は、製造工程から排除されることを特徴とする方法。
【請求項33】
請求項1において、
印刷物は、オフセット印刷法、凹版印刷法、スクリーン印刷法又は浮出し印刷法によって印刷されることを特徴とする方法。
【請求項34】
請求項1において、
単位印刷物は、複数の印刷枚葉紙上に印刷されることを特徴とする方法。
【請求項35】
請求項34において、
印刷枚葉紙上に印刷された単位印刷物は、18,000枚/時までの機械速度時にそれらの単位印刷物の品質に関して判定されることを特徴とする方法。
【請求項36】
請求項1において、
単位印刷物は、材料ウェブ上に印刷されることを特徴とする方法。
【請求項37】
請求項36において、
材料ウェブ上に印刷された単位印刷物は、15m/sまでの機械速度時にそれらの品質に関して判定されることを特徴とする方法。
【請求項38】
請求項1において、
選択された単位印刷物集合は、その分類によって、後続する工程ステップに関して予備選別されることを特徴とする方法。
【請求項39】
請求項38において、
分類された単位印刷物集合をなす個々の単位印刷物は、後続する加工工程において単品検査に付されることを特徴とする方法。
【請求項40】
請求項4において、
画像データから得られた判定の、製造された印刷物の品質に緩慢に生ずる変化に関する評価は、少なくとも1つの機械センサの測定信号との結合によって行われることを特徴とする方法。
【請求項41】
請求項40において、
制御装置は、少なくとも1つの機械センサの測定信号の評価によって印刷機を印刷技術的に正規な運転状態に保つか又はこうした運転状態に復帰させることを特徴とする方法。
【請求項42】
請求項1において、
製造された印刷物の印刷画像から得られた判定は、品質要件のコンプライアンスをドキュメンテーションすることを特徴とする方法。
【請求項43】
請求項4において、
製造された印刷物の印刷画像から得られた判定と結びつけて、機械センサを有する印刷機の当該装置のセッティングの適合性が製造さるべき印刷物の品質との関連でチェックされて、品質要件を遵守するために制御装置によって変更させられることを特徴とする方法。
【請求項1】
印刷機によって製造された印刷物の品質を判定するための方法であって、印刷機は複数の同一の単位印刷物を製造し、製造された単位印刷物から1単位印刷物集合が選択され、選択されたこの集合の単位印刷物は、異なったエラータイプの集合に属する少なくとも1つのエラータイプ及び/又は異なったエラー特異性の集合に属する少なくとも1つのエラー特異性に関して判定され、選択された単位印刷物集合内部で、これらの単位印刷物のうちの少なくとも1単位印刷物に検出された一定のエラータイプのエラー又は一定の特異性のエラーは、同一の単位印刷物又は選択されたこの集合の別の単位印刷物に検出された別のエラータイプの少なくとも1つのエラー又は別のエラー特異性の少なくとも1つのエラーとの関係で判定され、この判定によって印刷物は良好又は不良として分類される方法において、
製造された単位印刷物の選択された集合の単位印刷物につき1つの画像センサを用いて1つの共通の、画像データを生ずる撮影が行われ、相互関係で判定されるべき全てのエラーが同一撮影の画像データから検出されることを特徴とする方法。
【請求項2】
請求項1において、
画像データは、1つの検査システムに属する1つの画像センサを用いて撮影されることを特徴とする方法。
【請求項3】
請求項1において、
画像データは、カラーを検知する1つの画像センサを用いて撮影されることを特徴とする方法。
【請求項4】
請求項1において、
画像データから得られた判定は、製造された印刷物の品質に緩慢に生ずる変化に関して評価されることを特徴とする方法。
【請求項5】
請求項1において、
単位印刷物は連続して製造されることを特徴とする方法。
【請求項6】
請求項5において、
互いに連続して印刷された単位印刷物は、その品質に関して欄ごとに判定されることを特徴とする方法。
【請求項7】
請求項5又は6において、
エラーの特異性は、互いに連続して印刷された単位印刷物に生ずるエラーの数に関していることを特徴とする方法。
【請求項8】
請求項1において、
製造された単位印刷物から、数的に限定された単位印刷物の1つの集合が選択されることを特徴とする方法。
【請求項9】
請求項1において、
判定さるべき印刷物の、選択された単位印刷物集合に属する単位印刷物の品質は、選択された単位印刷物集合内部で検出された全てのエラーの総合的評価によって分類されることを特徴とする方法。
【請求項10】
請求項1において、
少なくとも1つのエラータイプは、カラーエラー、強度エラー、輪郭エラー又は配置エラーに関していることを特徴とする方法。
【請求項11】
請求項1において、
エラーの特異性は、単独エラー又は多重エラーの有無に関していることを特徴とする方法。
【請求項12】
請求項1において、
エラーの特異性はそれぞれのエラー規模に関していることを特徴とする方法。
【請求項13】
請求項1において、
印刷された単位印刷物は、全紙2分の1評価で検査されることを特徴とする方法。
【請求項14】
請求項1において、
各々のエラーの重みは、検出されたその他のエラーとの関係で、ファジー論理法を使用して判定されることを特徴とする方法。
【請求項15】
請求項1において、
エラータイプ及び/又はエラーの特異性の特徴は、それぞれ1つの帰属関数(μc;μf;μs)でファジー化されることを特徴とする方法。
【請求項16】
請求項15において、
集約帰属関数(μg1;μg2)は、異なったエラータイプ又は異なったエラー特性をファジー化する少なくとも2つの帰属関数(μc;μf;μs)の集約によって形成されることを特徴とする方法。
【請求項17】
請求項16において、
少なくとも2つの帰属関数(μc;μf;μs)は、論理積集約されて集約帰属関数(μg1;μg2)が形成されることを特徴とする方法。
【請求項18】
請求項16又は17において、
集約帰属関数(μg2)は、少なくとも4次元関数として形成されることを特徴とする方法。
【請求項19】
請求項15において、
帰属関数(μc;μf;μs)の少なくとも1つは、線形対応を行うことを特徴とする方法。
【請求項20】
請求項15において、
帰属関数(μc;μf;μs)の少なくとも1つの関数の少なくとも1つの要素は、パラメータ(g)で加重されることを特徴とする方法。
【請求項21】
請求項15又は16において、
集約帰属関数(μg1;μg2)は、分類閾値(Lmax)に関して評価されることを特徴とする方法。
【請求項22】
請求項21において、
分類閾値(Lmax)は、良好又は不良として分類された単位印刷物集合に属するものとして印刷物を判定するために、一定の値に設定されることを特徴とする方法。
【請求項23】
請求項22において、
分類閾値(Lmax)は、0.2〜0.4の範囲内の値に設定されることを特徴とする方法。
【請求項24】
請求項1において、
印刷機又は印刷された単位印刷物を加工する加工機で実施されることを特徴とする方法。
【請求項25】
請求項1において、
定まった数の、まとめて製造された単位印刷物は、それぞれ1つの単位印刷物集合に一括されることを特徴とする方法。
【請求項26】
請求項25において、
連続的に複数の単位印刷物集合が形成されることを特徴とする方法。
【請求項27】
請求項26において、
製造された全ての単位印刷物が、これらの集合のいずれか1つに帰属させられることを特徴とする方法。
【請求項28】
請求項27において、
これらの集合の各々につき、それぞれ、それらの集合のそれぞれの単位印刷物の撮影が行われることを特徴とする方法。
【請求項29】
請求項2において、
品質の判定は、検査システムによって撮影された画像を少なくとも1つの参照画像と比較することによって行われることを特徴とする方法。
【請求項30】
請求項1において、
品質の判定は、印刷機の連続的な製造工程中に行われることを特徴とする方法。
【請求項31】
請求項1において、
品質の判定は、印刷された単位印刷物を加工する加工機の連続的な製造工程中に行われることを特徴とする方法。
【請求項32】
請求項30又は31において、
不良として分類された単位印刷物集合は、製造工程から排除されることを特徴とする方法。
【請求項33】
請求項1において、
印刷物は、オフセット印刷法、凹版印刷法、スクリーン印刷法又は浮出し印刷法によって印刷されることを特徴とする方法。
【請求項34】
請求項1において、
単位印刷物は、複数の印刷枚葉紙上に印刷されることを特徴とする方法。
【請求項35】
請求項34において、
印刷枚葉紙上に印刷された単位印刷物は、18,000枚/時までの機械速度時にそれらの単位印刷物の品質に関して判定されることを特徴とする方法。
【請求項36】
請求項1において、
単位印刷物は、材料ウェブ上に印刷されることを特徴とする方法。
【請求項37】
請求項36において、
材料ウェブ上に印刷された単位印刷物は、15m/sまでの機械速度時にそれらの品質に関して判定されることを特徴とする方法。
【請求項38】
請求項1において、
選択された単位印刷物集合は、その分類によって、後続する工程ステップに関して予備選別されることを特徴とする方法。
【請求項39】
請求項38において、
分類された単位印刷物集合をなす個々の単位印刷物は、後続する加工工程において単品検査に付されることを特徴とする方法。
【請求項40】
請求項4において、
画像データから得られた判定の、製造された印刷物の品質に緩慢に生ずる変化に関する評価は、少なくとも1つの機械センサの測定信号との結合によって行われることを特徴とする方法。
【請求項41】
請求項40において、
制御装置は、少なくとも1つの機械センサの測定信号の評価によって印刷機を印刷技術的に正規な運転状態に保つか又はこうした運転状態に復帰させることを特徴とする方法。
【請求項42】
請求項1において、
製造された印刷物の印刷画像から得られた判定は、品質要件のコンプライアンスをドキュメンテーションすることを特徴とする方法。
【請求項43】
請求項4において、
製造された印刷物の印刷画像から得られた判定と結びつけて、機械センサを有する印刷機の当該装置のセッティングの適合性が製造さるべき印刷物の品質との関連でチェックされて、品質要件を遵守するために制御装置によって変更させられることを特徴とする方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公表番号】特表2007−532928(P2007−532928A)
【公表日】平成19年11月15日(2007.11.15)
【国際特許分類】
【出願番号】特願2007−508893(P2007−508893)
【出願日】平成17年4月6日(2005.4.6)
【国際出願番号】PCT/EP2005/051525
【国際公開番号】WO2005/104034
【国際公開日】平成17年11月3日(2005.11.3)
【出願人】(505364049)ケーニッヒ ウント バウエル アクチエンゲゼルシャフト (13)
【Fターム(参考)】
【公表日】平成19年11月15日(2007.11.15)
【国際特許分類】
【出願日】平成17年4月6日(2005.4.6)
【国際出願番号】PCT/EP2005/051525
【国際公開番号】WO2005/104034
【国際公開日】平成17年11月3日(2005.11.3)
【出願人】(505364049)ケーニッヒ ウント バウエル アクチエンゲゼルシャフト (13)
【Fターム(参考)】
[ Back to top ]