
印刷用塗工紙及びその製造方法
【課題】本発明の課題は、最外層に含有される接着剤量が少なくても印刷表面強度に優れ、インキ着肉ムラが少ない塗工紙の製造技術を提供することにある。
【解決手段】本発明によって、原紙に接する最内層の塗工層をフィルムトランスファーロールコーターで塗工する工程と、顔料100重量部に対し4重量部以下の共重合ラテックスを含有する塗工液をブレードコーターで塗工して、片面あたり5〜13g/m2である最外層の塗工層を形成する工程と、を含む、印刷用塗工紙の製造方法が提供される。
【解決手段】本発明によって、原紙に接する最内層の塗工層をフィルムトランスファーロールコーターで塗工する工程と、顔料100重量部に対し4重量部以下の共重合ラテックスを含有する塗工液をブレードコーターで塗工して、片面あたり5〜13g/m2である最外層の塗工層を形成する工程と、を含む、印刷用塗工紙の製造方法が提供される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は印刷用塗工紙およびその製造方法に関する。特に本発明は、抄紙した原紙上に接着剤を主体とする塗工液、あるいは、顔料と接着剤を含有する塗工液をフィルムトランスファーロールコーターで塗工した後、顔料と接着剤を含有する塗工液をブレードコーターで塗工して塗工層を2層以上形成することによって、最外層に含有される接着剤量が少なくても印刷表面強度に優れ、印刷着肉ムラが少ない印刷用塗工紙を製造する技術に関する。
【背景技術】
【0002】
近年、印刷用塗工紙は、チラシ、カタログ、パンフレット、ダイレクトメール等の広告、宣伝を目的とした商業印刷分野での需要が伸びている。これら商業印刷物は、それ自体の商品価値は低いが、宣伝媒体としての目的が達成されることが重要であるので、低コストで印刷仕上がりの良いものが求められてきている。このような旺盛な塗工紙の需要に対応するため、紙メーカーでは高品質を維持したまま、生産性を上げ、コストダウンを図るべく、塗工設備の広幅、高速化を進めている。そのため、印刷用塗工紙に関しては、高品質を維持したまま生産性を上げることが重要な技術課題である。
【0003】
高速化に対応するため、塗工装置を工夫したり(特許文献1、特許文献2)、塗工液に含まれるラテックスとして、数平均粒子径が50〜100nmの共重合体を用いたり(特許文献3)、同じくラテックスのモノマー組成を工夫する(特許文献4)ことが提案されている。
【0004】
また、商業印刷分野などでは、視覚的に強力な印象を与えられる白さが印刷用紙に求められる傾向が著しい。上質系の原料を用いた印刷用塗工紙は、主として晒しクラフトパルプを原料としたパルプが用いられるため着色異物も少なく白色度が高いが、不透明度が低い。一方、中質系の原料を用いた印刷用塗工紙は、晒しクラフトパルプに加えて再生パルプや機械パルプが多く配合されるため、上質系の印刷用塗工紙と比較して、不透明度は高いものの、白色度が低いという問題がある。また、資源を有効活用するという観点から、再生パルプをより多く含有する印刷用塗工紙が求められているが、このような印刷用塗工紙は白色度がより低下するという問題がある。
【0005】
白色度と不透明度の両立を求める場合、屈折率の高い酸化チタンを内外添する、中空プラスチックピグメントを塗工層に配合するなどして塗工層に適度なサイズの空隙を設ける、またこれらを組み合わせるなどの方法が提案されている(特許文献5、特許文献6)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−35831号公報
【特許文献2】特開2010−18918号公報
【特許文献3】特開2008−231587号公報
【特許文献4】特開2010−70899号公報
【特許文献5】特開2000−336593号公報
【特許文献6】特公昭52−118116号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
印刷仕上がりのよい印刷用塗工紙を製造するために、特許文献1・2のような特殊な塗工装置を使用する対応では大きな設備投資が必要になり、特許文献3・4のような特殊なラテックスを使用する対応では原料コストが増大してしまうため、いずれの対応もコストと品質を両立させるのに十分とは言い難かった。また、白色度と不透明度の両立を求めるために、特許文献5・6のような酸化チタンや中空プラスチックピグメントを使用する対応では、高価な原料が必要となるため、コスト高となってしまう。
【0008】
本発明は、以上のような状況に鑑み、本発明の課題は、最外層に含有される接着剤量が少なくても印刷表面強度に優れ、インキ着肉ムラが少ない塗工紙であって、白色度と不透明度がいずれも高い印刷用塗工紙の製造技術を提供することにある。
【課題を解決するための手段】
【0009】
本発明者等は、鋭意検討した結果、フィルムトランスファーロールコーターで原紙上に塗工した後に、顔料と接着剤を含有する塗工液をブレードコーターで塗工することによって、最外層に含有される接着剤量が少なくても印刷表面強度に優れ、かつインキ着肉ムラが少ない塗工紙が得られることを見出し、本発明を完成した。
【0010】
本発明は、これに限定されるものではないが、以下の発明を含む。
(1) 原紙上に接着剤を含有する塗工層を二層以上設けた印刷用塗工紙の製造方法であって、原紙に接する最内塗工層をフィルムトランスファーロールコーターで塗工する工程、顔料100重量部に対し4重量部以下の共重合ラテックスを接着剤として含有する塗工液をブレードコーターで塗工して最外塗工層を設ける工程、を含む、上記方法。
(2) 最外層を形成するための塗工液が、接着剤として、前記共重合ラテックスよりも多量の澱粉類をさらに含有する、(1)に記載の方法。
(3) 前記最外層の塗工量が、5〜13g/m2である、(1)または(2)に記載の方法。
(4) 最内層を形成するための塗工液が、顔料100部に対して15部以上の澱粉類を含有する、(1)〜(3)のいずれかに記載の方法。
(5) 最外層の塗工層にのみ共重合体ラテックスが含有されている、(1)〜(4)のいずれかに記載の方法。
(6) 塗工層中に含まれる澱粉類の総量が、0.4〜3.0g/m2である、(1)〜(5)のいずれかに記載の方法。
(7) 原紙層および2層以上の塗工層から選択される少なくとも1つの層に青色・紫色の顔料を含有させ、JIS P 8150の方法によって測定される紙の色相が、紫外線を含む測定においてb*値が−10以上−0.5未満である、(1)〜(6)のいずれかに記載の方法。
(8) (1)〜(7)のいずれかに記載の方法によって製造された印刷用塗工紙。
【発明の効果】
【0011】
本発明によれば、最外層に含有される接着剤中の共重合体ラテックスの総量が少なくても、印刷表面強度に優れ、かつインキ着肉ムラが少なく、白色度と不透明度がいずれも高い印刷用塗工紙を得ることができる。
【0012】
また、最内層に含まれる澱粉の量を多くすることにより、最外層の塗工液の原紙への浸透を抑制し、原紙の被覆性を向上させることができ、塗工量が少なくても、白紙光沢度、平滑度などの表面性、印刷適性に優れた印刷用塗工紙を得ることができる。
【0013】
さらに、最外層に含まれる共重合体ラテックスの量が少ないため、ブレードコーターでのバッキングロール汚れ、カレンダーのロール汚れの改善という効果も有する。
加えて、本発明にしたがって青色・紫色の顔料を用いることによって、見た目の白さが強く、機器で測定する白色度よりも白さが際立って見え、さらに、印刷面感、印刷光沢にも優れ、平滑度が高く、インクの着肉性も優れ、印刷適性に優れた印刷用塗工紙を製造することができる。
【図面の簡単な説明】
【0014】
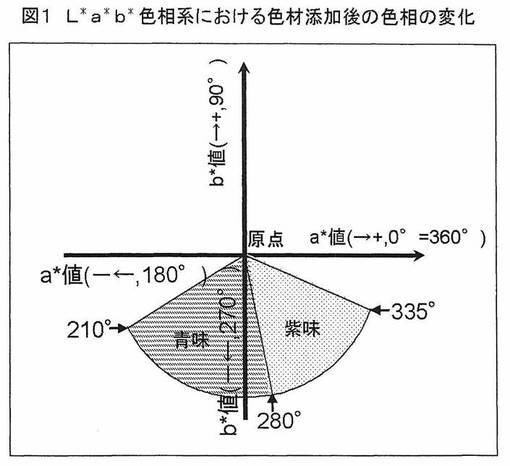
【図1】図1は、L*a*b*色相系における顔料添加後の色相の変化を示す。
【発明を実施するための最良の形態】
【0015】
本発明の印刷用塗工紙は、接着剤を含有する塗工層を原紙(以下、本明細書において、「基紙」ということがある)の片面あるいは両面に二層以上設ける。従って、本発明の印刷用塗工紙は、少なくとも最内層と最外層の二つの塗工層を有する。ここで、最外層とは原紙から最も遠い層をいい、最内層とは原紙に最も近い層をいう。最外層と最内層の塗工層の間には、複数の塗工層(以下、本明細書において「中間層」ということがある)を含んでも良い。本明細書において、最内層のことを、または最内層と中間層を併せて「下塗り層」、最外層を「上塗り層」ということがある。最外層の塗工層は顔料を含有するが、それより内層の塗工層(下塗り層)は顔料を含有しなくてもよい。従って、一つの態様において、本発明の印刷用塗工紙は、原紙層と複数の顔料塗工層を有する塗工紙であり、別の態様において、本発明の印刷用塗工紙は、原紙層、接着剤を主成分とするクリア塗工層、顔料塗工層を有する印刷用塗工紙である。
【0016】
本発明の印刷用塗工紙においては、青色・紫色の顔料(以下、青紫顔料ともいう)を少なくとも1つの層に含有させることができる。青紫顔料は、原紙層、塗工層のいずれに存在させてもよく、すべての層に含ませることもできる。一般に、不透明度および白色度は紙表層あるいは紙層内部での光の反射と紙層内における吸収により影響される。JIS P 8149に定められた不透明度は同一試料において、単一シート視感反射率R0を固有視感反射率R∞に対する比率で表した値であり、塗工紙のZ軸方向(厚み方向)において色材がいずこに存在していてもほとんど影響されない。一方、JIS P 8148に定められた白色度は測定される反射率に変化がないように十分な枚数を重ねた試料の反射率(固有反射率)であるため、最外層に含まれる顔料により影響を受ける。このため、顔料が複数の層に存在する場合、最外層である塗工層に存在する色材の比率を高くすることによって効率よく本発明の効果を得ることができる。しかしながら、最外層である塗工層に色材を多く含む場合、青白さが強くなり見た目の白さが低下する場合がある。本発明においては、色調が安定するため、青紫顔料を複数の層に存在させることが好ましい。
【0017】
本発明によって得られる印刷用塗工紙は、表面強度に優れ、インキの着肉ムラが少ないため、印刷用途に特に好適であり、例えば、オフセット印刷などの平版印刷、グラビア印刷などの凹版印刷、凸版印刷などの印刷方式で印刷することができる。
【0018】
本発明の印刷用塗工紙の坪量は特に制限されるものではないが、50〜150g/m2が好ましく、54〜120g/m2がより好ましく、54〜90g/m2がさらに好ましい。本発明によれば低塗工量であっても優れた印刷用塗工紙を製造することができるため、低坪量領域において本発明のメリットを特に大きく享受することができる。また、本発明の印刷用塗工紙の密度は、0.90〜1.35g/cm3が好ましい。
【0019】
本発明で製造される印刷用塗工紙の紙中灰分は、30重量%以上であることが好ましい。印刷用紙の灰分が10重量%より少ないと不透明度が十分に向上しないことがあるためである。
【0020】
本発明で製造される印刷用塗工紙の色相は、JIS P 8150に規定される紫外線を含む測定においてb*値が−15以上−0.5未満とすることが好ましく、−6以上−1未満とすることがより好ましい。このようにb*値を比較的低くすることによって、印刷用紙の見た目の白さを増強できるとともに、不透明度を向上させ、印刷時の裏抜けを防止することができる。また、同測定におけるa*値は、印刷用紙の白色度や不透明度には大きく寄与しないため、特に限定されないが、通常は、−1以上7未満が好ましく、−1以上5未満がより好ましく、−1以上3未満がさらに好ましい。前記範囲を外れると、印刷用紙の色が白に見えなくなってしまうことがあるため好ましくない。
【0021】
本発明で製造される印刷用塗工紙は、蛍光増白強度が5.5以下であっても十分な白色度を得ることができるが、白色度を向上させる観点から蛍光増白強度は1.0以上であることが好ましい。本発明で製造される印刷用塗工紙の不透明度は80%以上が好ましく、85%以上がより好ましく、90%以上がさらに好ましい。
【0022】
一般に、製造処方上コストダウンを図る手段の一つに、低塗工量化や塗工材料の低コスト化がある。しかし、単純に塗工量を減らすと、白紙光沢度、平滑度等の表面性、印刷適性の低下が起こる。また、白色顔料として、塗工液中に安価な炭酸カルシウムを多く配合することが考えられるが、一定量以上配合すると、顔料配向性に劣るため白紙光沢度、平滑度が出難くなり、さらに原紙被覆性が劣ることから、微小な光沢ムラに起因するインキ着肉ムラが発生しやすくなる問題が生じる。さらに、高価な接着剤、特に共重合体ラテックスの配合量を減配し、コストダウンすることが考えられるが、一定量以上減配すると印刷表面強度が劣り、印刷時にブランケット上に塗工層の顔料が堆積したり、塗工層および原紙層からのムケによる白抜けなどの問題が生じていた。
【0023】
しかし、本発明にしたがって、原紙に接する最内塗工層をフィルムトランスファーロールで塗工し、最外塗工層をブレードコーターで塗工することによって、最外塗工層の共重合体ラテックスの量を少なくしても、比較的低塗工量で塗工紙の表面強度や着肉ムラを改善することができる。
【0024】
接着剤としては、最外層、最内層については、後述する澱粉類を含むことが好ましく、最外層は、澱粉類と共重合体ラテックスを含むことが好ましい。最外塗工層の接着剤としては、共重合体ラテックスを使用しても使用しなくてもよいが、共重合体ラテックスを使用する場合、その含有量は顔料100重量部に対して4重量部以下とすることができるが、好ましくは0.01重量部以上4重量部以下であり、更に好ましくは0.01重量部以上2重量部以下である。4重量部より多く配合した場合においても印刷表面強度に優れ、インキ着肉ムラが少ない塗工紙を得ることは可能であるが、コストがかかる上、それ以上の効果が期待できない。また、本発明における全塗工層中に含まれる澱粉類の総量は、0.4〜2.5g/m2であることが好ましい。
【0025】
塗工原紙
本発明において塗工原紙のパルプ原料は、特に限定されるものではなく、機械パルプ(MP)、脱墨パルプ(DIP)、広葉樹クラフトパルプ(LKP)、針葉樹クラフトパルプ(NKP)など、印刷用紙の抄紙原料として一般的に使用されているものであればよく、適宜、これらの1種類または2種類以上を配合して使用される。
【0026】
機械パルプとしては、砕木パルプ(GP)、リファイナー砕木パルプ(RGP)、サーモメカニカルパルプ(TMP)、ケミサーモメカニカルパルプ(CTMP)、ケミグランドパルプ(CGP)、セミケミカルパルプ(SCP)などが挙げられる。本発明においては、機械パルプを10重量%以上配合しても、印刷表面強度に優れ、インキ着肉ムラが少ない塗工紙を得ることが出来る。
【0027】
脱墨(古紙)パルプとしては、上質紙、中質紙、下級紙、新聞紙、チラシ、雑誌などの選別古紙やこれらが混合している無選別古紙を原料とする脱墨パルプであれば良く、特に限定はない。本発明においては、後述するように複数の塗工層を設けることによって、脱墨パルプを対パルプ20重量%以上、更には30重量%以上配合しても、印刷表面強度に優れ、インキ着肉ムラが少ない塗工紙を得ることが出来る。
【0028】
本発明に用いる原紙は、単層抄きであっても多層抄きであってもよい。本発明の原紙が多層構造を有している場合、原紙を構成する複数の層のいずれか1層以上に前記青紫顔料を含有させてもよい。かかる顔料を原紙層に存在させるためには、顔料を含有する抄紙原料から原紙を抄紙すればよい。本発明の原紙の製法は特に制限されず、公知の原料を用いて公知の方法によることができる。
【0029】
本発明においては、原紙に青色・紫色の染料を含有させることがより好ましい。前述のとおり、染料は繊維や顔料等に染着するので、原紙を染色しやすい。また、染料は経時による変色を引き起こすことがあるが、最内層の原紙層に染料を含有させることで、このような変色を抑制できる。さらに、本発明において多くの脱墨パルプを用いる場合、仮に染料による変色が起こっても、見た目の白色度の低下がそれほど大きくならない。
【0030】
本発明においては、原紙の色相を、JIS P 8150の方法による紫外線を含む測定においてb*値が−10以上−0.5未満とすることが好ましく、−3.0以上−0.5未満に調整すると、より本発明の効果を奏しやすいためさらに好ましい。
【0031】
原紙層のa*値は、印刷用紙の白色度や不透明度には大きく寄与しないため、特に限定されないが、通常は、−1以上7未満が好ましく、−1以上5未満がより好ましく、−1以上3未満がさらに好ましい。前記範囲を外れると、印刷用紙の色が白に見えなくなってしまうことがあるため好ましくない。
【0032】
原紙中の青紫顔料の添加量は特に限定されないが、例えば、全パルプの絶乾重量を基準として、0.001〜0.15重量%とすることができる。
特に、原紙に含まれる脱墨パルプの割合が高い場合は、脱墨パルプに由来する機械パルプ等が多く含まれているので、印刷用紙の不透明度は高いが、そのままでは黄ばんだ色となりやすい。したがって、本発明によって青紫顔料を使用して印刷用塗工紙を特定の色調に調整することによって、過度の青白さを抑制でき、また機械パルプを多く含むことに起因する、黄ばんだ色を効率的に抑制することができ、高い不透明度と高い白色度を達成できるので好ましい。また、脱墨パルプを使用する場合は、他の層よりも原紙層に存在する青紫顔料の比率を高くすることが好ましい。
【0033】
本発明においては、原紙に公知の填料を使用することができる。例えば、重質炭酸カルシム、軽質炭酸カルシウム、クレー、シリカ、軽質炭酸カルシウム−シリカ複合物、カオリン、焼成カオリン、デラミカオリン、炭酸マグネシウム、炭酸バリウム、硫酸バリウム、水酸化アルミニウム、水酸化カルシウム、水酸化マグネシウム、水酸化亜鉛、酸化亜鉛、酸化チタン、ケイ酸ナトリウムの鉱産による中和で製造される非晶質シリカ等の無機填料や、尿素―ホルマリン樹脂、メラミン系樹脂、ポリスチレン樹脂、フェノール樹脂などの有機填料が挙げられる。これらは、単独で使用しても併用してもよい。この中でも、中性抄紙やアルカリ抄紙における代表的な填料である炭酸カルシウムや軽質炭酸カルシウムーシリカ複合物が好ましく使用される。紙中填料率は1〜40固形分重量%であり、好ましくは10〜40固形分重量%、さらに好ましくは、12〜35固形分重量%である。
【0034】
本発明においては、内添薬品として、乾燥紙力向上剤、湿潤紙力向上剤、濾水性向上剤、染料、中性サイズ剤などの薬品を必要に応じて使用しても良い。乾燥紙力向上剤としてはポリアクリルアミド、カチオン化澱粉が挙げられ、湿潤紙力向上剤としてはポリアミドアミンエピクロロヒドリンなどが挙げられる。これらの薬品は地合や操業性などの影響の無い範囲で添加される。中性サイズ剤としてはアルキルケテンダイマーやアルケニル無水コハク酸、中性ロジンサイズ剤などが挙げられる。これらの内添薬品は、必要に応じてパルプ、填料と共に使用され紙料を調製することができる。
【0035】
本発明の塗工原紙の製造においては、オントップフォーマー、ギャップフォーマなどの通常の抄紙機を用いることができる。特に本発明においては、ヘッドボックスから噴射された紙料が2枚のワイヤーに挟まれて走行し、湿紙の両側からほぼ均等に脱水するギャップフォーマ型抄紙機を用いることが好ましく、特にフォーミングロールによる初期脱水の直後に脱水ブレードによる脱水機構を有したロールアンドブレードフォーマ形式のギャップフォーマ型抄紙機が好ましい。フォーミングロールによる初期脱水の直後に脱水ブレードによる脱水機構を有したロールアンドブレードフォーマ形式のギャップフォーマ型抄紙機を用いると、表裏差の少ない表面性が良好な紙が得られ、さらに、1300m/分以上の高速の抄紙速度においてより適している。ロールアンドブレード形式のギャップフォーマでは、最初の脱水はバキュームを有したフォーミングロールのラップエリアで行われ、その直後に加圧ブレードモジュールによるブレード脱水が行われる。この機構より従来のフォーマよりも緩慢な脱水が可能となるため、より均一な紙層構造や地合を有した紙が得られる。この時に使用されるフォーミングロールはその径が小さいと十分な抱き角度を得ることができず脱水の調整が不十分となるため、フォーミングロール径は1500mm以上が望ましい。フォーミングロールやブレードによる脱水機構に加えて、その後段にサクションユニットやハイバキュームサクションボックスなどの脱水装置を適宜用いることでドライネスの調整を行うことができる。
【0036】
本発明で使用する抄紙機は、プレスパートにシュープレスを用いることが好ましく、抄紙速度が高速の場合、プレス後水分を鑑みてタンデムタイプのシュープレスを用い1段以上で処理することが好ましく、より好ましくは2段以上で処理することにより、層間強度、耐ブリスター性が向上する。本発明のシュープレスはニップ幅が概ね150〜250mmが好適であり、回転駆動するプレスロールと油圧で押し上げる加圧シューの間を通紙させるもので、フェルトと加圧シューの間にスリーブを走行させるタイプが適している。プレス圧はプレス出口水分や表裏差を加味して適宜調整できるが、好ましくは100kN/m〜1100kN/m、より好ましくは500kN/m〜1100kN/mである。
【0037】
また、前記シュープレスを2基以上使用する場合、ドライヤーパート側のシュープレスにトランスファーベルトが接触するように通紙すると、断紙等が起こりにくく、高速操業性に優れるものである。
【0038】
本発明においては、プレドライヤー、アフタードライヤーなど公用の装置を用いて原紙を製造することができ、乾燥条件も特に限定はなく、通常の操業範囲で適宜設定できる。
本発明においては、原紙の坪量は特に限定されず、用途に合わせて適宜選択できるが、紙の軽量化という観点からは、30〜130g/m2が好ましく、33〜100g/m2がより好ましく、35〜70g/m2がさらに好ましい。
【0039】
最内塗工層(下塗り層)
本発明においては、フィルムトランスファーロールコーターで原紙上に最内塗工層を設ける。フィルムトランスファーロールコーターとは、ロール上に塗工液の膜(フィルム)を形成してから、その塗工膜を紙表面に転写して塗工層を設ける塗工装置である。フィルムトランスファーロールコーターは、ブレードコーターと比較して原紙被覆性が高く、特に低塗工量であっても原紙を良好に被覆することができるため、原紙に接触する最内塗工層をフィルムトランスファーロールコーターで設けることによって、原紙を接着剤で良好に被覆することができ、優れた印刷用塗工紙の製造が可能になる。また、フィルムトランスファーロールコーターは、ブレードの圧力によって塗工層を原紙へ押し込むことがないため、ブレードコーターと比較して、紙表面に塗工層を留まらせることができ、そのため、フィルムトランスファーロールコーターによって最内塗工層を設けることにより最内塗工層の機能を最大限に発揮させることができる。
【0040】
本発明で使用するフィルムトランスファーロールコーターとしては、例えば、ロッドメタリングサイズプレスコーター、ブレードメタリングサイズプレスコーター、ゲートロールコーター、2ロールサイズプレスなどが使用できる。中でも高速時における層間強度向上の点からロッドメタリングサイズプレス(RMSP)コーターを使用することが好ましい。
【0041】
最内塗工層は、白色顔料を含んでいても、含んでいなくても良いが、白色顔料を含んでいる方が、印刷品質の向上には効果がある。顔料を含有する場合、顔料は、軽質炭酸カルシウムや重質炭酸カルシウムなどの炭酸カルシウムが好ましく、なかでも重質炭酸カルシウムが好ましい。また、顔料として1種類のみを使用することもできるが、要求品質に応じて軽質炭酸カルシウム、カオリン、クレー、タルク、サチンホワイト、プラスチックピグメント、二酸化チタン等の複数種類の顔料を併用してもよい。
【0042】
最内塗工層に使用する接着剤としては、スチレン・ブタジエン系、スチレン・アクリル系、エチレン・酢酸ビニル系等の各種共重合体エマルジョン及びポリビニルアルコール、無水マレイン酸共重合体等の合成系接着剤、酸化デンプン、エステル化デンプン、酵素変性デンプン、エーテル化デンプンなどの澱粉類やそれらをフラッシュドライして得られる冷水可溶性デンプン等やデキストリンを用いることができる。この中でも、酸化デンプン、エステル化デンプン、酵素変性デンプン、エーテル化デンプン、デキストリンなどの澱粉類が好ましく、特に酸化デンプン、エーテル化デンプン、デキストリンが好ましい。本発明によれば表面強度に優れた塗工紙を製造することができるため、最外層より内層の塗工層に、接着剤として共重合体ラテックスを使用しなくても良い。
【0043】
澱粉類の含有量は、顔料を含む場合は、顔料100重量部に対して15部〜40部が好ましく、15部〜30部がより好ましく、15部〜25部がさらに好ましい。澱粉類が15部より少ない場合は、十分な表面強度や、印刷光沢が得られないことがある。
【0044】
接着剤中、上記澱粉類以外の接着剤の含有量は、顔料100重量部に対して、10重量部未満が好ましい。
最内層と最外層のいずれにも澱粉類を使用する場合、最内層に使用する澱粉類の量は、最外層に使用する澱粉類の量よりも多い方が好ましい。最内層の澱粉類の含有量を、最外層の澱粉類の含有量よりも多くすることによって、印刷用塗工紙の表面強度、着肉ムラが良化する傾向がある。
【0045】
塗工液には分散剤、増粘剤、保水剤、消泡剤、耐水化剤等通常の塗工紙用塗工液に配合される各種助剤を使用しても良い。
下塗り塗工液の固形分濃度は特に制限されないが、30〜60重量%が好ましく、35〜50重量%がより好ましく、40〜50重量%がさらに好ましい。30重量%より低い場合、必要とする塗工量の確保が難しく、また、塗工後の乾燥負荷が大きくなるため乾燥不良・汚れなどにより操業性が悪化するおそれがある。一方、60重量%以上では塗料の粘度が高くなり、均一な塗工面が得にくくなることがある。
【0046】
最内塗工層の塗工量は、好ましくは、原紙片面で固形分で0.5〜8g/m2の範囲であり、より好ましくは0.5〜6g/m2、さらに好ましくは1〜4g/m2、最も好ましくは1.5〜3g/m2である。最内塗工層の塗工量を0.5g/m2より少なくするには塗工液濃度を下げる必要があり、その場合、低濃度の塗工液の原紙内部への浸透が大きくなり表面性が低下しやすい。一方、最内塗工層の塗工量を8g/m2より多くする場合は、塗工液濃度を高くする必要があり、フィルムトランスファーロールコーターの装置上、塗工量のコントロールがしにくい。
【0047】
本発明においては、最内層の塗工層を塗工後乾燥された塗工紙は、それより外層の顔料塗工液を塗工する前にチルドカレンダ、ソフトカレンダー等によるプレカレンダ処理を施しても良い。
【0048】
中間塗工層
本発明においては、最内塗工層と最外塗工層に加えて、中間層を設けることもできる。中間層の原料配合、塗工方式、塗工量は特に制限されず、用途に応じて適宜選択することができる。
【0049】
最外塗工層(上塗り層)
本発明においては、フィルムトランスファーロールコーターで原紙上に最内塗工層を設けた後、ブレードコーターによって顔料塗工を行って最外塗工層を設けることによって、印刷表面強度に優れ、インキ着肉ムラが少ない塗工紙を得ることができる。
【0050】
本発明の最外塗工層は、ブレードコーターによって塗工されるが、ブレードコーターの種類については特に制限されず、例えば、フラデッドニップ式ブレードコーター、ジェットファウンテン式ブレードコーター、ショートドウェルタイムアプリケート式ブレードコーター等を好適に使用することができ、特に高速塗工適性の観点からジェットファウンテン式ブレードコーターを採用することが好ましい。
【0051】
本発明の塗工紙の最外層を形成する塗工液に使用する顔料としては、通常の塗工紙製造分野で用いられる顔料が適宜使用できる。具体的には、カオリン、クレー、焼成カオリン、無定形シリカ、酸化亜鉛、酸化アルミニウム、炭酸カルシウム、サチンホワイト、珪酸アルミニウム、珪酸マグネシウム、炭酸マグネシウム、プラスチックピグメント等のうち、最終製品の品質特性を考慮して、1種又は2種以上を適宜混合して使用する。
【0052】
本発明の最外塗工層においては、少量の接着剤で表面強度に優れた塗工紙を製造するために、炭酸カルシウム(特に重質炭酸カルシウム)を顔料として使用することが好ましい。顔料中の炭酸カルシウムの配合量は、50部以上が好ましく、70部以上がより好ましく、90部以上がさらに好ましい。安価な重質炭酸カルシウムを高配合することでコストダウンが図れるとともに、比表面積が相対的に小さくバインダー要求量が低いことから表面強度向上が期待される。また、炭酸カルシウムと他の白色顔料を併用するのであれば、白紙光沢度の発現性、インキ着肉性の観点から、カオリンやクレーが好ましく、微粒のカオリンやクレーがより好ましい。
【0053】
最外層の塗工液に含有する接着剤としては、通常の塗工紙製造分野で使用される接着剤が適宜使用でき、例えば澱粉や酸化澱粉、デキストリン等の各種澱粉類、カゼイン、大豆蛋白、合成蛋白等の蛋白質類、ポリビニルアルコール、カルボキシメチルセルロースやメチルセルロース等のセルロース誘導体、スチレン−ブタジエン共重合体、メチルメタクリレート−ブタジエン共重合体の共役ジエン系重合体ラテックス、アクリル系重合体ラテックス、エチレン−酢酸ビニル共重合体等のビニル系重合体ラテックス等が挙げられる。これらを単独、あるいは2種以上併用して用いる。
【0054】
本発明においては、スチレン−ブタジエン共重合体、メチルメタクリレート−ブタジエン共重合体の共役ジエン系重合体ラテックス、アクリル系重合体ラテックス、エチレン−酢酸ビニル共重合体等のビニル系重合体ラテックス等の共重合体ラテックスおよび、澱粉類を併用することが好ましい。澱粉類と上記共重合体ラテックスを併用する場合は、共重合体ラテックスの量よりも澱粉類の配合量を同量以上とすることが好ましく、さらに、上記共重合体ラテックスの含有量は、顔料100重量部に対して0.01〜4重量部である。ラテックスの使用量があまり多くなると、最外塗工層の透気抵抗度が上昇しオフセット印刷時のブリスターが発生しやすくなり、また、インキ着肉ムラが悪化しやすくなる。
【0055】
接着剤中、上記澱粉類以外の接着剤の含有量は、顔料100重量部に対して、10重量部未満が好ましい。
さらに、塗工液中には顔料や接着剤のほかに、一般塗工紙の製造分野で使用される分散剤、増粘剤、消泡剤、着色剤、帯電防止剤、防腐剤等の各種助剤を適宜添加することもできる。
【0056】
塗工液の固形分濃度は、塗工適性の観点から、30〜70重量%程度に調整することが好ましい。最外層の片面当たりの塗工量については、好ましくは5〜13g/m2、より好ましくは6〜12.5g/m2、更に好ましくは7〜12g/m2である。最外塗工層の塗工量が5g/m2未満であると、塗工紙の表面強度やインキ着肉ムラ、光沢度などが十分でなくなる一方、最外塗工層の塗工量が13g/m2を超えると、塗工紙の軽量化という本発明の目的を達成することが難しくなるし、塗工量が増えると相対的に原紙坪量が低下するため、塗工紙の紙腰の低下が懸念される。
【0057】
青色・紫色顔料
本発明においては、紫色顔料および青色顔料からなる群より選択される1種以上の色材を用いる。顔料とは、水や油や有機溶剤などに不溶または難溶性または分散状態で存在する白色あるいは有色の粉体であり、無機顔料と有機顔料がある。本発明においては、前記顔料として、無機顔料、有機顔料のいずれを用いてもよい。また、本発明において「青色・紫色の顔料」とは、「青色および/または紫色の顔料」という意味である。
【0058】
市販されている青色顔料としては、例えば、EMT−ブルーDS−18 東洋インキ製造(株)社製などが挙げられ、市販されている紫色顔料としては、例えば、SAバイオレットC12896 御国色素(株)社製などが挙げられる。青色顔料を単独で、または紫色顔料を単独で使用してもよいが、両者を併用してもよい。不透明度を向上させるには、紫色顔料を使用することが好ましい。また、本発明においては、必要に応じて、黒、赤、黄などの、青、紫以外の色材を添加してもよい。
【0059】
青色顔料、紫色顔料としては、前述のとおり無機顔料および有機顔料のいずれも使用できる。青色顔料の具体例としては、例えば、ウルトラマリン、アズライト、プロシアブルー(紺青)、群青、スマルト、コバルトブルー(アルミン酸コバルト)、セルリアンブルー(錫酸コバルト)、コバルトクロムブルー、コバルト・アルミ・珪素酸化物、コバルト・亜鉛・珪素酸化物、マンガンブルー、フタロシアニンが挙げられる。また、紫色顔料の具体例としては、例えば、コバルトバイオレット(砒酸コバルト、燐酸コバルト、コバルト・リチウム・燐酸化物、含水燐酸アンモニウムコバルト、ホウ酸コバルトなど)、紫群青、酸化鉄紫、マンガンバイオレット、ミネラルバイオレットなどの無機顔料、インジゴイド系、キナクリドン系、オキサジン系、アントラキノン系、カルボニウム系、キサンテン系の有機顔料が挙げられる。
【0060】
本発明においては、印刷用塗工紙に前記顔料を一定量含有させて色相を後述する範囲とすることにより、印刷用塗工紙の表面色を青白くし、見た目の白さを増強すると共に、不透明度を向上させ、印刷時の裏抜けを防止することができる。
【0061】
本発明において青紫顔料を添加すると、図1に示す方向へ紙の色相を変化させることができる。図1は、L*a*b*表色系をもとに、青紫顔料を含有しない紙と、含有させた後の紙の色相の変化を示す。色相を、a*値の(+)方向を0°、(−)方向を180°b*値(+)方向を90°、(−)方向を270°として表記した場合、添加前の紙を原点ゼロの位置とすると、青色の顔料を添加すると、「青味」と図1に示してある210°以上280°未満の部分に添加後の紙の色相が変化し、紫色の顔料を添加すると、「紫味」と図1に示してある280°以上335°未満の部分に添加後の紙の色相が変化するということを表している。
【0062】
本発明で用いる青紫顔料は、合計量が印刷用塗工紙1m2あたり0.4〜3.5mgであることが好ましく、0.9mg〜3.0mgであることがより好ましい。一般に、前記量が0.4mgより少ないと、色材による光の吸収が少ないため、不透明度に寄与する隠蔽性が不足するので好ましくない。また、一般に、前記量が3.5mgより多いと、青紫顔料による光の吸収量が多く、不透明度向上に大きく寄与するものの、色相が0点から大きく外れ、白色とは感じられなくなるため、好ましくない。青紫顔料の合計含有量は、原料あるいは原紙などの白色度により適宜調節できる。
【0063】
前記青紫顔料は、印刷用塗工紙の原紙層と塗工層のいずれに含まれていてもよい。この場合、合計量は各層の青紫顔料の含有量を合計した値である。
表面処理
本発明の印刷用塗工紙は、塗工層を設けた後、塗工紙の最外層の表面を表面処理してもよい。表面処理としては、ソフトカレンダーやスーパーカレンダー、グロスカレンダー、熱カレンダー、シューカレンダーによる処理が挙げられるが、印刷用紙の軽量化という観点からは、高温ソフトカレンダー処理を行い製造することが好ましい。また、ソフトカレンダー処理する直前に軽度の蒸気を付与する方法により、光沢ムラに起因すると思われるインキ着肉ムラの改善を行うことも可能である。表面処理は、オンマシンやオフマシンで行うことができ、加圧装置の形態、加圧ニップの数、加温等も適宜調整される。
【0064】
好ましい態様において、製造後の塗工紙水分が3〜10重量%、より好ましくは4〜8重量%程度となるように調整して仕上げられる。
本発明の印刷用塗工紙は、1300m/分以上の高速での操業性に優れており、操業速度は、好ましくは1500m/分以上、より好ましくは1600m/分以上である。特に、抄紙、塗工およびカレンダー処理を連続的に行い、オンラインで通紙して塗工紙を得ることにより、操業性と本発明の効果を享受することができ、好適である。
【実施例】
【0065】
以下に実施例を挙げて本発明を具体的に示す。なお、本明細書中の部数及び%はそれぞれ重量部、重量%を示し、数値範囲はその端点を含むものとして記載する。
<品質評価方法>
(1)塗工紙のドライ強度
RI−I型印刷機(明製作所製)を用い、印刷用インキ(東洋インキ製ハイユニティM)を使用して印刷後、ゴムロールについて印刷跡を転写紙に手動で転写してピッキングの程度を目視で相対評価した。評価基準は以下の通りである。
◎=全く発生しない、○=ほとんど発生しない、△=発生する、×=発生が著しい
(2)インキ着肉ムラ
ローランド平判印刷機(4色)にて、印刷用インキ(東洋インキ製ハイユニティM)を用いて藍→紅→黄→墨の順に印刷速度8000枚/分で印刷し、得られた印刷物の特に2色(藍、紅)印刷部および藍単色ベタ印刷部およびハーフトーン(50%)印刷部の印刷面感(着肉ムラ、光沢度ムラなど)を目視で相対評価した。評価基準は以下の通りである。
◎=非常に良好、○=良好、△=やや劣る、×=劣る
(3)白紙光沢度
JIS P−8142に従い、角度75度で測定した。
(4)印刷光沢度
ローランド平判印刷機(4色)にて、印刷用インキ(東洋インキ製ハイユニティM)を用いて墨→藍→紅→黄の順に印刷速度8000枚/分で印刷し、得られた印刷物の3色(藍、紅、黄)ベタ印刷部を、JIS P−8142に従い、角度75度で測定した。
(5)バッキングロール汚れ
72時間連続操業した後、ロールの汚れ状態を目視評価した。
◎=バッキングロール汚れが発生しない、○=バッキングロール汚れが若干発生する、△=バッキングロール汚れがかなり発生する、×=バッキングロール汚れが著しく発生する
(6)耐ブリスター性
RI−I型印刷機(明製作所)を用い、オフセット印刷用インキ(東洋インキ製造(株)製:TKマークV617)を使用し、インキ量0.8cc一定で両面印刷して一昼夜調湿度した後、この試験片を温度140℃に設定した恒温オイルバスに浸し、ブリスターの発生状況を目視判定した。
◎=全く発生しない、○=ほとんど発生しない、△=発生する、×=発生が著しい [実施例1]
古紙パルプ60部とNBKP30部、LBKP10部とからなるパルプスラリーに、填料として軽質炭酸カルシウムを紙中灰分が13%になるように添加し、内添紙力剤としてカチオン化澱粉を3部添加して紙料を調整した。
【0066】
この紙料を用いて、抄紙速度が1500m/分のロールアンドブレードフォーマ形式のギャップフォーマ型抄紙機で抄紙し、プレスパートに2基のタンデムシュープレス(プレス線圧1000kN/m、2基目の紙のワイヤー面側にトランスファーベルトが接触)を用いて湿紙を搾水し、乾燥して中質原紙を製造した(坪量:39.6g/m2)。
【0067】
引き続き、オンマシンのロッドメタリングサイズプレスコーター(RMSP)を用いて、重質炭酸カルシウム100部に対して酸化デンプン25部を配合した固形分濃度45%の下塗り塗工液を、片面あたりで3.0g/m2塗工し、乾燥して、最内塗工層を設けた(坪量:45.6g/m2)。
【0068】
次に、顔料として、重質炭酸カルシウムを用い、重質炭酸カルシウム100部に対して、接着剤として酸化デンプン5.0部とカルボキシ変性スチレン・ブタジエン共重合ラテックスを1.0部配合して固形分濃度64%の上塗り塗工液を調製し、塗工量が原紙片面当たり7.0g/m2となるようにジェットファウンテン方式のブレードコーターで両面に上記塗工液を連続して塗工し、乾燥した(坪量:59.6g/m2)。
【0069】
引き続き、仕上げ工程にてショア硬度がD94°の弾性ロールを有する2ロール・6スタックのソフトカレンダーを使用し、各金属ロール表面温度130℃、各ニップ線圧を250kN/mとして塗工紙の表面処理を行った。
【0070】
抄紙、塗工、カレンダー処理を連続して行ったため、塗工速度、カレンダー速度も1500m/分であった。
[実施例2]
上塗り塗工液の顔料を、重質炭酸カルシウム90部、微粒カオリン10部とした以外は、上記実施例1と同様にして塗工紙を製造した。
【0071】
[実施例3]
上塗り塗工液のカルボキシ変性スチレン・ブタジエン共重合ラテックスの含量を、3.5部配合に変更した以外は、上記実施例1と同様にして塗工紙を製造した。
【0072】
[実施例4]
下塗り塗工液として、顔料を含まない塗工液を使用して酸化デンプンを片面あたり0.5g/m2塗工し、上塗り塗工量を原紙片面あたり9.5g/m2に変更したこと以外は、上記実施例1と同様にして塗工紙を製造した。
【0073】
[実施例5]
上塗り塗工量を原紙片面当たり12.0g/m2に変更した以外は、上記実施例1と全く同様に塗工紙を製造した。
【0074】
[実施例6]
下塗り塗工液の酸化デンプンを重質炭酸カルシウム100重量部あたり20部とし、上塗り塗工量が原紙片面当たり10.0g/m2に変更した以外は、上記実施例1と全く同様に塗工紙を製造した。
【0075】
[実施例7]
下塗り塗工液の接着剤組成を、重質炭酸カルシウム100重量部あたり酸化デンプン20部、カルボキシ変性スチレン・ブタジエン共重合ラテックスを5.0部配合に変更した以外は、上記実施例1と全く同様に塗工紙を製造した。
【0076】
[比較例1]
上記実施例1で得られた原紙に下塗り塗工を行なわず、重質炭酸カルシウム100部に対して、接着剤として酸化デンプン5.0部とカルボキシ変性スチレン・ブタジエン共重合ラテックスを3.5部配合して固形分濃度64%の上塗り塗工液を調製し、塗工量が原紙片面当たり12.0g/m2となるようにジェットファウンテン方式のブレードコーターで両面に上記塗工液を連続して塗工し、乾燥した。
【0077】
仕上げ工程であるカレンダー処理は、実施例1と同様にして抄紙、塗工、カレンダー処理を連続して行ったため、抄紙速度、塗工速度、カレンダー速度はいずれも1500m/分であった。
【0078】
[比較例2]
上塗り塗工液のカルボキシ変性スチレン・ブタジエン共重合ラテックスを1.0部配合に変更した以外は、上記比較例1と同様にして塗工紙を製造した。
【0079】
[比較例3]
上塗り塗工量を原紙片面当たり4.5g/m2に変更した以外は、上記実施例1と全く同様に塗工紙を製造した。
【0080】
[比較例4]
上塗り塗工液のカルボキシ変性スチレン・ブタジエン共重合ラテックスを7部配合に変更した以外は、上記実施例1と同様にして塗工紙を製造した。
【0081】
【表1】

【0082】
結果を表1に示す。表1に示されるように、本発明によって塗工紙を製造すると、上塗り層にカルボキシ変性スチレン・ブタジエン共重合ラテックスが少ない配合量であっても印刷時の表面強度に優れていることがわかる(実施例1、2)。さらに、インキ着肉ムラに優れる塗工紙を得ることができた。
【0083】
一方、RMSPによる下塗り塗工を行わず、1層しか塗工層を形成しない比較例1・2では、実施例1と比較して上塗り層の塗工量を多くしたにもかかわらず、インキ着肉ムラ、印刷光沢度が実施例1より劣っていた。また、比較例3では、RMSPによる下塗り塗工を行ったものの、上塗り塗工量が少なすぎたため、表面強度、インキ着肉ムラが不十分となった。さらに比較例4では、上塗り塗工液にカルボキシ変性スチレン・ブタジエン共重合ラテックスを多く配合しすぎたため、インキ着肉ムラが低下した。
【技術分野】
【0001】
本発明は印刷用塗工紙およびその製造方法に関する。特に本発明は、抄紙した原紙上に接着剤を主体とする塗工液、あるいは、顔料と接着剤を含有する塗工液をフィルムトランスファーロールコーターで塗工した後、顔料と接着剤を含有する塗工液をブレードコーターで塗工して塗工層を2層以上形成することによって、最外層に含有される接着剤量が少なくても印刷表面強度に優れ、印刷着肉ムラが少ない印刷用塗工紙を製造する技術に関する。
【背景技術】
【0002】
近年、印刷用塗工紙は、チラシ、カタログ、パンフレット、ダイレクトメール等の広告、宣伝を目的とした商業印刷分野での需要が伸びている。これら商業印刷物は、それ自体の商品価値は低いが、宣伝媒体としての目的が達成されることが重要であるので、低コストで印刷仕上がりの良いものが求められてきている。このような旺盛な塗工紙の需要に対応するため、紙メーカーでは高品質を維持したまま、生産性を上げ、コストダウンを図るべく、塗工設備の広幅、高速化を進めている。そのため、印刷用塗工紙に関しては、高品質を維持したまま生産性を上げることが重要な技術課題である。
【0003】
高速化に対応するため、塗工装置を工夫したり(特許文献1、特許文献2)、塗工液に含まれるラテックスとして、数平均粒子径が50〜100nmの共重合体を用いたり(特許文献3)、同じくラテックスのモノマー組成を工夫する(特許文献4)ことが提案されている。
【0004】
また、商業印刷分野などでは、視覚的に強力な印象を与えられる白さが印刷用紙に求められる傾向が著しい。上質系の原料を用いた印刷用塗工紙は、主として晒しクラフトパルプを原料としたパルプが用いられるため着色異物も少なく白色度が高いが、不透明度が低い。一方、中質系の原料を用いた印刷用塗工紙は、晒しクラフトパルプに加えて再生パルプや機械パルプが多く配合されるため、上質系の印刷用塗工紙と比較して、不透明度は高いものの、白色度が低いという問題がある。また、資源を有効活用するという観点から、再生パルプをより多く含有する印刷用塗工紙が求められているが、このような印刷用塗工紙は白色度がより低下するという問題がある。
【0005】
白色度と不透明度の両立を求める場合、屈折率の高い酸化チタンを内外添する、中空プラスチックピグメントを塗工層に配合するなどして塗工層に適度なサイズの空隙を設ける、またこれらを組み合わせるなどの方法が提案されている(特許文献5、特許文献6)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−35831号公報
【特許文献2】特開2010−18918号公報
【特許文献3】特開2008−231587号公報
【特許文献4】特開2010−70899号公報
【特許文献5】特開2000−336593号公報
【特許文献6】特公昭52−118116号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
印刷仕上がりのよい印刷用塗工紙を製造するために、特許文献1・2のような特殊な塗工装置を使用する対応では大きな設備投資が必要になり、特許文献3・4のような特殊なラテックスを使用する対応では原料コストが増大してしまうため、いずれの対応もコストと品質を両立させるのに十分とは言い難かった。また、白色度と不透明度の両立を求めるために、特許文献5・6のような酸化チタンや中空プラスチックピグメントを使用する対応では、高価な原料が必要となるため、コスト高となってしまう。
【0008】
本発明は、以上のような状況に鑑み、本発明の課題は、最外層に含有される接着剤量が少なくても印刷表面強度に優れ、インキ着肉ムラが少ない塗工紙であって、白色度と不透明度がいずれも高い印刷用塗工紙の製造技術を提供することにある。
【課題を解決するための手段】
【0009】
本発明者等は、鋭意検討した結果、フィルムトランスファーロールコーターで原紙上に塗工した後に、顔料と接着剤を含有する塗工液をブレードコーターで塗工することによって、最外層に含有される接着剤量が少なくても印刷表面強度に優れ、かつインキ着肉ムラが少ない塗工紙が得られることを見出し、本発明を完成した。
【0010】
本発明は、これに限定されるものではないが、以下の発明を含む。
(1) 原紙上に接着剤を含有する塗工層を二層以上設けた印刷用塗工紙の製造方法であって、原紙に接する最内塗工層をフィルムトランスファーロールコーターで塗工する工程、顔料100重量部に対し4重量部以下の共重合ラテックスを接着剤として含有する塗工液をブレードコーターで塗工して最外塗工層を設ける工程、を含む、上記方法。
(2) 最外層を形成するための塗工液が、接着剤として、前記共重合ラテックスよりも多量の澱粉類をさらに含有する、(1)に記載の方法。
(3) 前記最外層の塗工量が、5〜13g/m2である、(1)または(2)に記載の方法。
(4) 最内層を形成するための塗工液が、顔料100部に対して15部以上の澱粉類を含有する、(1)〜(3)のいずれかに記載の方法。
(5) 最外層の塗工層にのみ共重合体ラテックスが含有されている、(1)〜(4)のいずれかに記載の方法。
(6) 塗工層中に含まれる澱粉類の総量が、0.4〜3.0g/m2である、(1)〜(5)のいずれかに記載の方法。
(7) 原紙層および2層以上の塗工層から選択される少なくとも1つの層に青色・紫色の顔料を含有させ、JIS P 8150の方法によって測定される紙の色相が、紫外線を含む測定においてb*値が−10以上−0.5未満である、(1)〜(6)のいずれかに記載の方法。
(8) (1)〜(7)のいずれかに記載の方法によって製造された印刷用塗工紙。
【発明の効果】
【0011】
本発明によれば、最外層に含有される接着剤中の共重合体ラテックスの総量が少なくても、印刷表面強度に優れ、かつインキ着肉ムラが少なく、白色度と不透明度がいずれも高い印刷用塗工紙を得ることができる。
【0012】
また、最内層に含まれる澱粉の量を多くすることにより、最外層の塗工液の原紙への浸透を抑制し、原紙の被覆性を向上させることができ、塗工量が少なくても、白紙光沢度、平滑度などの表面性、印刷適性に優れた印刷用塗工紙を得ることができる。
【0013】
さらに、最外層に含まれる共重合体ラテックスの量が少ないため、ブレードコーターでのバッキングロール汚れ、カレンダーのロール汚れの改善という効果も有する。
加えて、本発明にしたがって青色・紫色の顔料を用いることによって、見た目の白さが強く、機器で測定する白色度よりも白さが際立って見え、さらに、印刷面感、印刷光沢にも優れ、平滑度が高く、インクの着肉性も優れ、印刷適性に優れた印刷用塗工紙を製造することができる。
【図面の簡単な説明】
【0014】
【図1】図1は、L*a*b*色相系における顔料添加後の色相の変化を示す。
【発明を実施するための最良の形態】
【0015】
本発明の印刷用塗工紙は、接着剤を含有する塗工層を原紙(以下、本明細書において、「基紙」ということがある)の片面あるいは両面に二層以上設ける。従って、本発明の印刷用塗工紙は、少なくとも最内層と最外層の二つの塗工層を有する。ここで、最外層とは原紙から最も遠い層をいい、最内層とは原紙に最も近い層をいう。最外層と最内層の塗工層の間には、複数の塗工層(以下、本明細書において「中間層」ということがある)を含んでも良い。本明細書において、最内層のことを、または最内層と中間層を併せて「下塗り層」、最外層を「上塗り層」ということがある。最外層の塗工層は顔料を含有するが、それより内層の塗工層(下塗り層)は顔料を含有しなくてもよい。従って、一つの態様において、本発明の印刷用塗工紙は、原紙層と複数の顔料塗工層を有する塗工紙であり、別の態様において、本発明の印刷用塗工紙は、原紙層、接着剤を主成分とするクリア塗工層、顔料塗工層を有する印刷用塗工紙である。
【0016】
本発明の印刷用塗工紙においては、青色・紫色の顔料(以下、青紫顔料ともいう)を少なくとも1つの層に含有させることができる。青紫顔料は、原紙層、塗工層のいずれに存在させてもよく、すべての層に含ませることもできる。一般に、不透明度および白色度は紙表層あるいは紙層内部での光の反射と紙層内における吸収により影響される。JIS P 8149に定められた不透明度は同一試料において、単一シート視感反射率R0を固有視感反射率R∞に対する比率で表した値であり、塗工紙のZ軸方向(厚み方向)において色材がいずこに存在していてもほとんど影響されない。一方、JIS P 8148に定められた白色度は測定される反射率に変化がないように十分な枚数を重ねた試料の反射率(固有反射率)であるため、最外層に含まれる顔料により影響を受ける。このため、顔料が複数の層に存在する場合、最外層である塗工層に存在する色材の比率を高くすることによって効率よく本発明の効果を得ることができる。しかしながら、最外層である塗工層に色材を多く含む場合、青白さが強くなり見た目の白さが低下する場合がある。本発明においては、色調が安定するため、青紫顔料を複数の層に存在させることが好ましい。
【0017】
本発明によって得られる印刷用塗工紙は、表面強度に優れ、インキの着肉ムラが少ないため、印刷用途に特に好適であり、例えば、オフセット印刷などの平版印刷、グラビア印刷などの凹版印刷、凸版印刷などの印刷方式で印刷することができる。
【0018】
本発明の印刷用塗工紙の坪量は特に制限されるものではないが、50〜150g/m2が好ましく、54〜120g/m2がより好ましく、54〜90g/m2がさらに好ましい。本発明によれば低塗工量であっても優れた印刷用塗工紙を製造することができるため、低坪量領域において本発明のメリットを特に大きく享受することができる。また、本発明の印刷用塗工紙の密度は、0.90〜1.35g/cm3が好ましい。
【0019】
本発明で製造される印刷用塗工紙の紙中灰分は、30重量%以上であることが好ましい。印刷用紙の灰分が10重量%より少ないと不透明度が十分に向上しないことがあるためである。
【0020】
本発明で製造される印刷用塗工紙の色相は、JIS P 8150に規定される紫外線を含む測定においてb*値が−15以上−0.5未満とすることが好ましく、−6以上−1未満とすることがより好ましい。このようにb*値を比較的低くすることによって、印刷用紙の見た目の白さを増強できるとともに、不透明度を向上させ、印刷時の裏抜けを防止することができる。また、同測定におけるa*値は、印刷用紙の白色度や不透明度には大きく寄与しないため、特に限定されないが、通常は、−1以上7未満が好ましく、−1以上5未満がより好ましく、−1以上3未満がさらに好ましい。前記範囲を外れると、印刷用紙の色が白に見えなくなってしまうことがあるため好ましくない。
【0021】
本発明で製造される印刷用塗工紙は、蛍光増白強度が5.5以下であっても十分な白色度を得ることができるが、白色度を向上させる観点から蛍光増白強度は1.0以上であることが好ましい。本発明で製造される印刷用塗工紙の不透明度は80%以上が好ましく、85%以上がより好ましく、90%以上がさらに好ましい。
【0022】
一般に、製造処方上コストダウンを図る手段の一つに、低塗工量化や塗工材料の低コスト化がある。しかし、単純に塗工量を減らすと、白紙光沢度、平滑度等の表面性、印刷適性の低下が起こる。また、白色顔料として、塗工液中に安価な炭酸カルシウムを多く配合することが考えられるが、一定量以上配合すると、顔料配向性に劣るため白紙光沢度、平滑度が出難くなり、さらに原紙被覆性が劣ることから、微小な光沢ムラに起因するインキ着肉ムラが発生しやすくなる問題が生じる。さらに、高価な接着剤、特に共重合体ラテックスの配合量を減配し、コストダウンすることが考えられるが、一定量以上減配すると印刷表面強度が劣り、印刷時にブランケット上に塗工層の顔料が堆積したり、塗工層および原紙層からのムケによる白抜けなどの問題が生じていた。
【0023】
しかし、本発明にしたがって、原紙に接する最内塗工層をフィルムトランスファーロールで塗工し、最外塗工層をブレードコーターで塗工することによって、最外塗工層の共重合体ラテックスの量を少なくしても、比較的低塗工量で塗工紙の表面強度や着肉ムラを改善することができる。
【0024】
接着剤としては、最外層、最内層については、後述する澱粉類を含むことが好ましく、最外層は、澱粉類と共重合体ラテックスを含むことが好ましい。最外塗工層の接着剤としては、共重合体ラテックスを使用しても使用しなくてもよいが、共重合体ラテックスを使用する場合、その含有量は顔料100重量部に対して4重量部以下とすることができるが、好ましくは0.01重量部以上4重量部以下であり、更に好ましくは0.01重量部以上2重量部以下である。4重量部より多く配合した場合においても印刷表面強度に優れ、インキ着肉ムラが少ない塗工紙を得ることは可能であるが、コストがかかる上、それ以上の効果が期待できない。また、本発明における全塗工層中に含まれる澱粉類の総量は、0.4〜2.5g/m2であることが好ましい。
【0025】
塗工原紙
本発明において塗工原紙のパルプ原料は、特に限定されるものではなく、機械パルプ(MP)、脱墨パルプ(DIP)、広葉樹クラフトパルプ(LKP)、針葉樹クラフトパルプ(NKP)など、印刷用紙の抄紙原料として一般的に使用されているものであればよく、適宜、これらの1種類または2種類以上を配合して使用される。
【0026】
機械パルプとしては、砕木パルプ(GP)、リファイナー砕木パルプ(RGP)、サーモメカニカルパルプ(TMP)、ケミサーモメカニカルパルプ(CTMP)、ケミグランドパルプ(CGP)、セミケミカルパルプ(SCP)などが挙げられる。本発明においては、機械パルプを10重量%以上配合しても、印刷表面強度に優れ、インキ着肉ムラが少ない塗工紙を得ることが出来る。
【0027】
脱墨(古紙)パルプとしては、上質紙、中質紙、下級紙、新聞紙、チラシ、雑誌などの選別古紙やこれらが混合している無選別古紙を原料とする脱墨パルプであれば良く、特に限定はない。本発明においては、後述するように複数の塗工層を設けることによって、脱墨パルプを対パルプ20重量%以上、更には30重量%以上配合しても、印刷表面強度に優れ、インキ着肉ムラが少ない塗工紙を得ることが出来る。
【0028】
本発明に用いる原紙は、単層抄きであっても多層抄きであってもよい。本発明の原紙が多層構造を有している場合、原紙を構成する複数の層のいずれか1層以上に前記青紫顔料を含有させてもよい。かかる顔料を原紙層に存在させるためには、顔料を含有する抄紙原料から原紙を抄紙すればよい。本発明の原紙の製法は特に制限されず、公知の原料を用いて公知の方法によることができる。
【0029】
本発明においては、原紙に青色・紫色の染料を含有させることがより好ましい。前述のとおり、染料は繊維や顔料等に染着するので、原紙を染色しやすい。また、染料は経時による変色を引き起こすことがあるが、最内層の原紙層に染料を含有させることで、このような変色を抑制できる。さらに、本発明において多くの脱墨パルプを用いる場合、仮に染料による変色が起こっても、見た目の白色度の低下がそれほど大きくならない。
【0030】
本発明においては、原紙の色相を、JIS P 8150の方法による紫外線を含む測定においてb*値が−10以上−0.5未満とすることが好ましく、−3.0以上−0.5未満に調整すると、より本発明の効果を奏しやすいためさらに好ましい。
【0031】
原紙層のa*値は、印刷用紙の白色度や不透明度には大きく寄与しないため、特に限定されないが、通常は、−1以上7未満が好ましく、−1以上5未満がより好ましく、−1以上3未満がさらに好ましい。前記範囲を外れると、印刷用紙の色が白に見えなくなってしまうことがあるため好ましくない。
【0032】
原紙中の青紫顔料の添加量は特に限定されないが、例えば、全パルプの絶乾重量を基準として、0.001〜0.15重量%とすることができる。
特に、原紙に含まれる脱墨パルプの割合が高い場合は、脱墨パルプに由来する機械パルプ等が多く含まれているので、印刷用紙の不透明度は高いが、そのままでは黄ばんだ色となりやすい。したがって、本発明によって青紫顔料を使用して印刷用塗工紙を特定の色調に調整することによって、過度の青白さを抑制でき、また機械パルプを多く含むことに起因する、黄ばんだ色を効率的に抑制することができ、高い不透明度と高い白色度を達成できるので好ましい。また、脱墨パルプを使用する場合は、他の層よりも原紙層に存在する青紫顔料の比率を高くすることが好ましい。
【0033】
本発明においては、原紙に公知の填料を使用することができる。例えば、重質炭酸カルシム、軽質炭酸カルシウム、クレー、シリカ、軽質炭酸カルシウム−シリカ複合物、カオリン、焼成カオリン、デラミカオリン、炭酸マグネシウム、炭酸バリウム、硫酸バリウム、水酸化アルミニウム、水酸化カルシウム、水酸化マグネシウム、水酸化亜鉛、酸化亜鉛、酸化チタン、ケイ酸ナトリウムの鉱産による中和で製造される非晶質シリカ等の無機填料や、尿素―ホルマリン樹脂、メラミン系樹脂、ポリスチレン樹脂、フェノール樹脂などの有機填料が挙げられる。これらは、単独で使用しても併用してもよい。この中でも、中性抄紙やアルカリ抄紙における代表的な填料である炭酸カルシウムや軽質炭酸カルシウムーシリカ複合物が好ましく使用される。紙中填料率は1〜40固形分重量%であり、好ましくは10〜40固形分重量%、さらに好ましくは、12〜35固形分重量%である。
【0034】
本発明においては、内添薬品として、乾燥紙力向上剤、湿潤紙力向上剤、濾水性向上剤、染料、中性サイズ剤などの薬品を必要に応じて使用しても良い。乾燥紙力向上剤としてはポリアクリルアミド、カチオン化澱粉が挙げられ、湿潤紙力向上剤としてはポリアミドアミンエピクロロヒドリンなどが挙げられる。これらの薬品は地合や操業性などの影響の無い範囲で添加される。中性サイズ剤としてはアルキルケテンダイマーやアルケニル無水コハク酸、中性ロジンサイズ剤などが挙げられる。これらの内添薬品は、必要に応じてパルプ、填料と共に使用され紙料を調製することができる。
【0035】
本発明の塗工原紙の製造においては、オントップフォーマー、ギャップフォーマなどの通常の抄紙機を用いることができる。特に本発明においては、ヘッドボックスから噴射された紙料が2枚のワイヤーに挟まれて走行し、湿紙の両側からほぼ均等に脱水するギャップフォーマ型抄紙機を用いることが好ましく、特にフォーミングロールによる初期脱水の直後に脱水ブレードによる脱水機構を有したロールアンドブレードフォーマ形式のギャップフォーマ型抄紙機が好ましい。フォーミングロールによる初期脱水の直後に脱水ブレードによる脱水機構を有したロールアンドブレードフォーマ形式のギャップフォーマ型抄紙機を用いると、表裏差の少ない表面性が良好な紙が得られ、さらに、1300m/分以上の高速の抄紙速度においてより適している。ロールアンドブレード形式のギャップフォーマでは、最初の脱水はバキュームを有したフォーミングロールのラップエリアで行われ、その直後に加圧ブレードモジュールによるブレード脱水が行われる。この機構より従来のフォーマよりも緩慢な脱水が可能となるため、より均一な紙層構造や地合を有した紙が得られる。この時に使用されるフォーミングロールはその径が小さいと十分な抱き角度を得ることができず脱水の調整が不十分となるため、フォーミングロール径は1500mm以上が望ましい。フォーミングロールやブレードによる脱水機構に加えて、その後段にサクションユニットやハイバキュームサクションボックスなどの脱水装置を適宜用いることでドライネスの調整を行うことができる。
【0036】
本発明で使用する抄紙機は、プレスパートにシュープレスを用いることが好ましく、抄紙速度が高速の場合、プレス後水分を鑑みてタンデムタイプのシュープレスを用い1段以上で処理することが好ましく、より好ましくは2段以上で処理することにより、層間強度、耐ブリスター性が向上する。本発明のシュープレスはニップ幅が概ね150〜250mmが好適であり、回転駆動するプレスロールと油圧で押し上げる加圧シューの間を通紙させるもので、フェルトと加圧シューの間にスリーブを走行させるタイプが適している。プレス圧はプレス出口水分や表裏差を加味して適宜調整できるが、好ましくは100kN/m〜1100kN/m、より好ましくは500kN/m〜1100kN/mである。
【0037】
また、前記シュープレスを2基以上使用する場合、ドライヤーパート側のシュープレスにトランスファーベルトが接触するように通紙すると、断紙等が起こりにくく、高速操業性に優れるものである。
【0038】
本発明においては、プレドライヤー、アフタードライヤーなど公用の装置を用いて原紙を製造することができ、乾燥条件も特に限定はなく、通常の操業範囲で適宜設定できる。
本発明においては、原紙の坪量は特に限定されず、用途に合わせて適宜選択できるが、紙の軽量化という観点からは、30〜130g/m2が好ましく、33〜100g/m2がより好ましく、35〜70g/m2がさらに好ましい。
【0039】
最内塗工層(下塗り層)
本発明においては、フィルムトランスファーロールコーターで原紙上に最内塗工層を設ける。フィルムトランスファーロールコーターとは、ロール上に塗工液の膜(フィルム)を形成してから、その塗工膜を紙表面に転写して塗工層を設ける塗工装置である。フィルムトランスファーロールコーターは、ブレードコーターと比較して原紙被覆性が高く、特に低塗工量であっても原紙を良好に被覆することができるため、原紙に接触する最内塗工層をフィルムトランスファーロールコーターで設けることによって、原紙を接着剤で良好に被覆することができ、優れた印刷用塗工紙の製造が可能になる。また、フィルムトランスファーロールコーターは、ブレードの圧力によって塗工層を原紙へ押し込むことがないため、ブレードコーターと比較して、紙表面に塗工層を留まらせることができ、そのため、フィルムトランスファーロールコーターによって最内塗工層を設けることにより最内塗工層の機能を最大限に発揮させることができる。
【0040】
本発明で使用するフィルムトランスファーロールコーターとしては、例えば、ロッドメタリングサイズプレスコーター、ブレードメタリングサイズプレスコーター、ゲートロールコーター、2ロールサイズプレスなどが使用できる。中でも高速時における層間強度向上の点からロッドメタリングサイズプレス(RMSP)コーターを使用することが好ましい。
【0041】
最内塗工層は、白色顔料を含んでいても、含んでいなくても良いが、白色顔料を含んでいる方が、印刷品質の向上には効果がある。顔料を含有する場合、顔料は、軽質炭酸カルシウムや重質炭酸カルシウムなどの炭酸カルシウムが好ましく、なかでも重質炭酸カルシウムが好ましい。また、顔料として1種類のみを使用することもできるが、要求品質に応じて軽質炭酸カルシウム、カオリン、クレー、タルク、サチンホワイト、プラスチックピグメント、二酸化チタン等の複数種類の顔料を併用してもよい。
【0042】
最内塗工層に使用する接着剤としては、スチレン・ブタジエン系、スチレン・アクリル系、エチレン・酢酸ビニル系等の各種共重合体エマルジョン及びポリビニルアルコール、無水マレイン酸共重合体等の合成系接着剤、酸化デンプン、エステル化デンプン、酵素変性デンプン、エーテル化デンプンなどの澱粉類やそれらをフラッシュドライして得られる冷水可溶性デンプン等やデキストリンを用いることができる。この中でも、酸化デンプン、エステル化デンプン、酵素変性デンプン、エーテル化デンプン、デキストリンなどの澱粉類が好ましく、特に酸化デンプン、エーテル化デンプン、デキストリンが好ましい。本発明によれば表面強度に優れた塗工紙を製造することができるため、最外層より内層の塗工層に、接着剤として共重合体ラテックスを使用しなくても良い。
【0043】
澱粉類の含有量は、顔料を含む場合は、顔料100重量部に対して15部〜40部が好ましく、15部〜30部がより好ましく、15部〜25部がさらに好ましい。澱粉類が15部より少ない場合は、十分な表面強度や、印刷光沢が得られないことがある。
【0044】
接着剤中、上記澱粉類以外の接着剤の含有量は、顔料100重量部に対して、10重量部未満が好ましい。
最内層と最外層のいずれにも澱粉類を使用する場合、最内層に使用する澱粉類の量は、最外層に使用する澱粉類の量よりも多い方が好ましい。最内層の澱粉類の含有量を、最外層の澱粉類の含有量よりも多くすることによって、印刷用塗工紙の表面強度、着肉ムラが良化する傾向がある。
【0045】
塗工液には分散剤、増粘剤、保水剤、消泡剤、耐水化剤等通常の塗工紙用塗工液に配合される各種助剤を使用しても良い。
下塗り塗工液の固形分濃度は特に制限されないが、30〜60重量%が好ましく、35〜50重量%がより好ましく、40〜50重量%がさらに好ましい。30重量%より低い場合、必要とする塗工量の確保が難しく、また、塗工後の乾燥負荷が大きくなるため乾燥不良・汚れなどにより操業性が悪化するおそれがある。一方、60重量%以上では塗料の粘度が高くなり、均一な塗工面が得にくくなることがある。
【0046】
最内塗工層の塗工量は、好ましくは、原紙片面で固形分で0.5〜8g/m2の範囲であり、より好ましくは0.5〜6g/m2、さらに好ましくは1〜4g/m2、最も好ましくは1.5〜3g/m2である。最内塗工層の塗工量を0.5g/m2より少なくするには塗工液濃度を下げる必要があり、その場合、低濃度の塗工液の原紙内部への浸透が大きくなり表面性が低下しやすい。一方、最内塗工層の塗工量を8g/m2より多くする場合は、塗工液濃度を高くする必要があり、フィルムトランスファーロールコーターの装置上、塗工量のコントロールがしにくい。
【0047】
本発明においては、最内層の塗工層を塗工後乾燥された塗工紙は、それより外層の顔料塗工液を塗工する前にチルドカレンダ、ソフトカレンダー等によるプレカレンダ処理を施しても良い。
【0048】
中間塗工層
本発明においては、最内塗工層と最外塗工層に加えて、中間層を設けることもできる。中間層の原料配合、塗工方式、塗工量は特に制限されず、用途に応じて適宜選択することができる。
【0049】
最外塗工層(上塗り層)
本発明においては、フィルムトランスファーロールコーターで原紙上に最内塗工層を設けた後、ブレードコーターによって顔料塗工を行って最外塗工層を設けることによって、印刷表面強度に優れ、インキ着肉ムラが少ない塗工紙を得ることができる。
【0050】
本発明の最外塗工層は、ブレードコーターによって塗工されるが、ブレードコーターの種類については特に制限されず、例えば、フラデッドニップ式ブレードコーター、ジェットファウンテン式ブレードコーター、ショートドウェルタイムアプリケート式ブレードコーター等を好適に使用することができ、特に高速塗工適性の観点からジェットファウンテン式ブレードコーターを採用することが好ましい。
【0051】
本発明の塗工紙の最外層を形成する塗工液に使用する顔料としては、通常の塗工紙製造分野で用いられる顔料が適宜使用できる。具体的には、カオリン、クレー、焼成カオリン、無定形シリカ、酸化亜鉛、酸化アルミニウム、炭酸カルシウム、サチンホワイト、珪酸アルミニウム、珪酸マグネシウム、炭酸マグネシウム、プラスチックピグメント等のうち、最終製品の品質特性を考慮して、1種又は2種以上を適宜混合して使用する。
【0052】
本発明の最外塗工層においては、少量の接着剤で表面強度に優れた塗工紙を製造するために、炭酸カルシウム(特に重質炭酸カルシウム)を顔料として使用することが好ましい。顔料中の炭酸カルシウムの配合量は、50部以上が好ましく、70部以上がより好ましく、90部以上がさらに好ましい。安価な重質炭酸カルシウムを高配合することでコストダウンが図れるとともに、比表面積が相対的に小さくバインダー要求量が低いことから表面強度向上が期待される。また、炭酸カルシウムと他の白色顔料を併用するのであれば、白紙光沢度の発現性、インキ着肉性の観点から、カオリンやクレーが好ましく、微粒のカオリンやクレーがより好ましい。
【0053】
最外層の塗工液に含有する接着剤としては、通常の塗工紙製造分野で使用される接着剤が適宜使用でき、例えば澱粉や酸化澱粉、デキストリン等の各種澱粉類、カゼイン、大豆蛋白、合成蛋白等の蛋白質類、ポリビニルアルコール、カルボキシメチルセルロースやメチルセルロース等のセルロース誘導体、スチレン−ブタジエン共重合体、メチルメタクリレート−ブタジエン共重合体の共役ジエン系重合体ラテックス、アクリル系重合体ラテックス、エチレン−酢酸ビニル共重合体等のビニル系重合体ラテックス等が挙げられる。これらを単独、あるいは2種以上併用して用いる。
【0054】
本発明においては、スチレン−ブタジエン共重合体、メチルメタクリレート−ブタジエン共重合体の共役ジエン系重合体ラテックス、アクリル系重合体ラテックス、エチレン−酢酸ビニル共重合体等のビニル系重合体ラテックス等の共重合体ラテックスおよび、澱粉類を併用することが好ましい。澱粉類と上記共重合体ラテックスを併用する場合は、共重合体ラテックスの量よりも澱粉類の配合量を同量以上とすることが好ましく、さらに、上記共重合体ラテックスの含有量は、顔料100重量部に対して0.01〜4重量部である。ラテックスの使用量があまり多くなると、最外塗工層の透気抵抗度が上昇しオフセット印刷時のブリスターが発生しやすくなり、また、インキ着肉ムラが悪化しやすくなる。
【0055】
接着剤中、上記澱粉類以外の接着剤の含有量は、顔料100重量部に対して、10重量部未満が好ましい。
さらに、塗工液中には顔料や接着剤のほかに、一般塗工紙の製造分野で使用される分散剤、増粘剤、消泡剤、着色剤、帯電防止剤、防腐剤等の各種助剤を適宜添加することもできる。
【0056】
塗工液の固形分濃度は、塗工適性の観点から、30〜70重量%程度に調整することが好ましい。最外層の片面当たりの塗工量については、好ましくは5〜13g/m2、より好ましくは6〜12.5g/m2、更に好ましくは7〜12g/m2である。最外塗工層の塗工量が5g/m2未満であると、塗工紙の表面強度やインキ着肉ムラ、光沢度などが十分でなくなる一方、最外塗工層の塗工量が13g/m2を超えると、塗工紙の軽量化という本発明の目的を達成することが難しくなるし、塗工量が増えると相対的に原紙坪量が低下するため、塗工紙の紙腰の低下が懸念される。
【0057】
青色・紫色顔料
本発明においては、紫色顔料および青色顔料からなる群より選択される1種以上の色材を用いる。顔料とは、水や油や有機溶剤などに不溶または難溶性または分散状態で存在する白色あるいは有色の粉体であり、無機顔料と有機顔料がある。本発明においては、前記顔料として、無機顔料、有機顔料のいずれを用いてもよい。また、本発明において「青色・紫色の顔料」とは、「青色および/または紫色の顔料」という意味である。
【0058】
市販されている青色顔料としては、例えば、EMT−ブルーDS−18 東洋インキ製造(株)社製などが挙げられ、市販されている紫色顔料としては、例えば、SAバイオレットC12896 御国色素(株)社製などが挙げられる。青色顔料を単独で、または紫色顔料を単独で使用してもよいが、両者を併用してもよい。不透明度を向上させるには、紫色顔料を使用することが好ましい。また、本発明においては、必要に応じて、黒、赤、黄などの、青、紫以外の色材を添加してもよい。
【0059】
青色顔料、紫色顔料としては、前述のとおり無機顔料および有機顔料のいずれも使用できる。青色顔料の具体例としては、例えば、ウルトラマリン、アズライト、プロシアブルー(紺青)、群青、スマルト、コバルトブルー(アルミン酸コバルト)、セルリアンブルー(錫酸コバルト)、コバルトクロムブルー、コバルト・アルミ・珪素酸化物、コバルト・亜鉛・珪素酸化物、マンガンブルー、フタロシアニンが挙げられる。また、紫色顔料の具体例としては、例えば、コバルトバイオレット(砒酸コバルト、燐酸コバルト、コバルト・リチウム・燐酸化物、含水燐酸アンモニウムコバルト、ホウ酸コバルトなど)、紫群青、酸化鉄紫、マンガンバイオレット、ミネラルバイオレットなどの無機顔料、インジゴイド系、キナクリドン系、オキサジン系、アントラキノン系、カルボニウム系、キサンテン系の有機顔料が挙げられる。
【0060】
本発明においては、印刷用塗工紙に前記顔料を一定量含有させて色相を後述する範囲とすることにより、印刷用塗工紙の表面色を青白くし、見た目の白さを増強すると共に、不透明度を向上させ、印刷時の裏抜けを防止することができる。
【0061】
本発明において青紫顔料を添加すると、図1に示す方向へ紙の色相を変化させることができる。図1は、L*a*b*表色系をもとに、青紫顔料を含有しない紙と、含有させた後の紙の色相の変化を示す。色相を、a*値の(+)方向を0°、(−)方向を180°b*値(+)方向を90°、(−)方向を270°として表記した場合、添加前の紙を原点ゼロの位置とすると、青色の顔料を添加すると、「青味」と図1に示してある210°以上280°未満の部分に添加後の紙の色相が変化し、紫色の顔料を添加すると、「紫味」と図1に示してある280°以上335°未満の部分に添加後の紙の色相が変化するということを表している。
【0062】
本発明で用いる青紫顔料は、合計量が印刷用塗工紙1m2あたり0.4〜3.5mgであることが好ましく、0.9mg〜3.0mgであることがより好ましい。一般に、前記量が0.4mgより少ないと、色材による光の吸収が少ないため、不透明度に寄与する隠蔽性が不足するので好ましくない。また、一般に、前記量が3.5mgより多いと、青紫顔料による光の吸収量が多く、不透明度向上に大きく寄与するものの、色相が0点から大きく外れ、白色とは感じられなくなるため、好ましくない。青紫顔料の合計含有量は、原料あるいは原紙などの白色度により適宜調節できる。
【0063】
前記青紫顔料は、印刷用塗工紙の原紙層と塗工層のいずれに含まれていてもよい。この場合、合計量は各層の青紫顔料の含有量を合計した値である。
表面処理
本発明の印刷用塗工紙は、塗工層を設けた後、塗工紙の最外層の表面を表面処理してもよい。表面処理としては、ソフトカレンダーやスーパーカレンダー、グロスカレンダー、熱カレンダー、シューカレンダーによる処理が挙げられるが、印刷用紙の軽量化という観点からは、高温ソフトカレンダー処理を行い製造することが好ましい。また、ソフトカレンダー処理する直前に軽度の蒸気を付与する方法により、光沢ムラに起因すると思われるインキ着肉ムラの改善を行うことも可能である。表面処理は、オンマシンやオフマシンで行うことができ、加圧装置の形態、加圧ニップの数、加温等も適宜調整される。
【0064】
好ましい態様において、製造後の塗工紙水分が3〜10重量%、より好ましくは4〜8重量%程度となるように調整して仕上げられる。
本発明の印刷用塗工紙は、1300m/分以上の高速での操業性に優れており、操業速度は、好ましくは1500m/分以上、より好ましくは1600m/分以上である。特に、抄紙、塗工およびカレンダー処理を連続的に行い、オンラインで通紙して塗工紙を得ることにより、操業性と本発明の効果を享受することができ、好適である。
【実施例】
【0065】
以下に実施例を挙げて本発明を具体的に示す。なお、本明細書中の部数及び%はそれぞれ重量部、重量%を示し、数値範囲はその端点を含むものとして記載する。
<品質評価方法>
(1)塗工紙のドライ強度
RI−I型印刷機(明製作所製)を用い、印刷用インキ(東洋インキ製ハイユニティM)を使用して印刷後、ゴムロールについて印刷跡を転写紙に手動で転写してピッキングの程度を目視で相対評価した。評価基準は以下の通りである。
◎=全く発生しない、○=ほとんど発生しない、△=発生する、×=発生が著しい
(2)インキ着肉ムラ
ローランド平判印刷機(4色)にて、印刷用インキ(東洋インキ製ハイユニティM)を用いて藍→紅→黄→墨の順に印刷速度8000枚/分で印刷し、得られた印刷物の特に2色(藍、紅)印刷部および藍単色ベタ印刷部およびハーフトーン(50%)印刷部の印刷面感(着肉ムラ、光沢度ムラなど)を目視で相対評価した。評価基準は以下の通りである。
◎=非常に良好、○=良好、△=やや劣る、×=劣る
(3)白紙光沢度
JIS P−8142に従い、角度75度で測定した。
(4)印刷光沢度
ローランド平判印刷機(4色)にて、印刷用インキ(東洋インキ製ハイユニティM)を用いて墨→藍→紅→黄の順に印刷速度8000枚/分で印刷し、得られた印刷物の3色(藍、紅、黄)ベタ印刷部を、JIS P−8142に従い、角度75度で測定した。
(5)バッキングロール汚れ
72時間連続操業した後、ロールの汚れ状態を目視評価した。
◎=バッキングロール汚れが発生しない、○=バッキングロール汚れが若干発生する、△=バッキングロール汚れがかなり発生する、×=バッキングロール汚れが著しく発生する
(6)耐ブリスター性
RI−I型印刷機(明製作所)を用い、オフセット印刷用インキ(東洋インキ製造(株)製:TKマークV617)を使用し、インキ量0.8cc一定で両面印刷して一昼夜調湿度した後、この試験片を温度140℃に設定した恒温オイルバスに浸し、ブリスターの発生状況を目視判定した。
◎=全く発生しない、○=ほとんど発生しない、△=発生する、×=発生が著しい [実施例1]
古紙パルプ60部とNBKP30部、LBKP10部とからなるパルプスラリーに、填料として軽質炭酸カルシウムを紙中灰分が13%になるように添加し、内添紙力剤としてカチオン化澱粉を3部添加して紙料を調整した。
【0066】
この紙料を用いて、抄紙速度が1500m/分のロールアンドブレードフォーマ形式のギャップフォーマ型抄紙機で抄紙し、プレスパートに2基のタンデムシュープレス(プレス線圧1000kN/m、2基目の紙のワイヤー面側にトランスファーベルトが接触)を用いて湿紙を搾水し、乾燥して中質原紙を製造した(坪量:39.6g/m2)。
【0067】
引き続き、オンマシンのロッドメタリングサイズプレスコーター(RMSP)を用いて、重質炭酸カルシウム100部に対して酸化デンプン25部を配合した固形分濃度45%の下塗り塗工液を、片面あたりで3.0g/m2塗工し、乾燥して、最内塗工層を設けた(坪量:45.6g/m2)。
【0068】
次に、顔料として、重質炭酸カルシウムを用い、重質炭酸カルシウム100部に対して、接着剤として酸化デンプン5.0部とカルボキシ変性スチレン・ブタジエン共重合ラテックスを1.0部配合して固形分濃度64%の上塗り塗工液を調製し、塗工量が原紙片面当たり7.0g/m2となるようにジェットファウンテン方式のブレードコーターで両面に上記塗工液を連続して塗工し、乾燥した(坪量:59.6g/m2)。
【0069】
引き続き、仕上げ工程にてショア硬度がD94°の弾性ロールを有する2ロール・6スタックのソフトカレンダーを使用し、各金属ロール表面温度130℃、各ニップ線圧を250kN/mとして塗工紙の表面処理を行った。
【0070】
抄紙、塗工、カレンダー処理を連続して行ったため、塗工速度、カレンダー速度も1500m/分であった。
[実施例2]
上塗り塗工液の顔料を、重質炭酸カルシウム90部、微粒カオリン10部とした以外は、上記実施例1と同様にして塗工紙を製造した。
【0071】
[実施例3]
上塗り塗工液のカルボキシ変性スチレン・ブタジエン共重合ラテックスの含量を、3.5部配合に変更した以外は、上記実施例1と同様にして塗工紙を製造した。
【0072】
[実施例4]
下塗り塗工液として、顔料を含まない塗工液を使用して酸化デンプンを片面あたり0.5g/m2塗工し、上塗り塗工量を原紙片面あたり9.5g/m2に変更したこと以外は、上記実施例1と同様にして塗工紙を製造した。
【0073】
[実施例5]
上塗り塗工量を原紙片面当たり12.0g/m2に変更した以外は、上記実施例1と全く同様に塗工紙を製造した。
【0074】
[実施例6]
下塗り塗工液の酸化デンプンを重質炭酸カルシウム100重量部あたり20部とし、上塗り塗工量が原紙片面当たり10.0g/m2に変更した以外は、上記実施例1と全く同様に塗工紙を製造した。
【0075】
[実施例7]
下塗り塗工液の接着剤組成を、重質炭酸カルシウム100重量部あたり酸化デンプン20部、カルボキシ変性スチレン・ブタジエン共重合ラテックスを5.0部配合に変更した以外は、上記実施例1と全く同様に塗工紙を製造した。
【0076】
[比較例1]
上記実施例1で得られた原紙に下塗り塗工を行なわず、重質炭酸カルシウム100部に対して、接着剤として酸化デンプン5.0部とカルボキシ変性スチレン・ブタジエン共重合ラテックスを3.5部配合して固形分濃度64%の上塗り塗工液を調製し、塗工量が原紙片面当たり12.0g/m2となるようにジェットファウンテン方式のブレードコーターで両面に上記塗工液を連続して塗工し、乾燥した。
【0077】
仕上げ工程であるカレンダー処理は、実施例1と同様にして抄紙、塗工、カレンダー処理を連続して行ったため、抄紙速度、塗工速度、カレンダー速度はいずれも1500m/分であった。
【0078】
[比較例2]
上塗り塗工液のカルボキシ変性スチレン・ブタジエン共重合ラテックスを1.0部配合に変更した以外は、上記比較例1と同様にして塗工紙を製造した。
【0079】
[比較例3]
上塗り塗工量を原紙片面当たり4.5g/m2に変更した以外は、上記実施例1と全く同様に塗工紙を製造した。
【0080】
[比較例4]
上塗り塗工液のカルボキシ変性スチレン・ブタジエン共重合ラテックスを7部配合に変更した以外は、上記実施例1と同様にして塗工紙を製造した。
【0081】
【表1】
【0082】
結果を表1に示す。表1に示されるように、本発明によって塗工紙を製造すると、上塗り層にカルボキシ変性スチレン・ブタジエン共重合ラテックスが少ない配合量であっても印刷時の表面強度に優れていることがわかる(実施例1、2)。さらに、インキ着肉ムラに優れる塗工紙を得ることができた。
【0083】
一方、RMSPによる下塗り塗工を行わず、1層しか塗工層を形成しない比較例1・2では、実施例1と比較して上塗り層の塗工量を多くしたにもかかわらず、インキ着肉ムラ、印刷光沢度が実施例1より劣っていた。また、比較例3では、RMSPによる下塗り塗工を行ったものの、上塗り塗工量が少なすぎたため、表面強度、インキ着肉ムラが不十分となった。さらに比較例4では、上塗り塗工液にカルボキシ変性スチレン・ブタジエン共重合ラテックスを多く配合しすぎたため、インキ着肉ムラが低下した。
【特許請求の範囲】
【請求項1】
原紙上に接着剤を含有する塗工層を二層以上設けた印刷用塗工紙の製造方法であって、
原紙に接する最内塗工層をフィルムトランスファーロールコーターで塗工する工程、
顔料100重量部に対し4重量部以下の共重合ラテックスを接着剤として含有する塗工液をブレードコーターで塗工して最外塗工層を設ける工程、
を含む、上記方法。
【請求項2】
最外層を形成するための塗工液が、接着剤として、前記共重合ラテックスよりも多量の澱粉類をさらに含有する、請求項1に記載の方法。
【請求項3】
前記最外層の塗工量が、5〜13g/m2である、請求項1または2に記載の方法。
【請求項4】
最内層を形成するための塗工液が、顔料100部に対して15部以上の澱粉類を含有する、請求項1〜3のいずれかに記載の方法。
【請求項5】
最外層の塗工層にのみ共重合体ラテックスが含有されている、請求項1〜4のいずれかに記載の方法。
【請求項6】
塗工層中に含まれる澱粉類の総量が、0.4〜3.0g/m2である、請求項1〜5のいずれかに記載の方法。
【請求項7】
原紙層および2層以上の塗工層から選択される少なくとも1つの層に青色・紫色の顔料を含有させ、JIS P 8150の方法によって測定される紙の色相が、紫外線を含む測定においてb*値が−10以上−0.5未満である、請求項1〜6のいずれかに記載の方法。
【請求項8】
請求項1〜7のいずれかに記載の方法によって製造された印刷用塗工紙。
【請求項1】
原紙上に接着剤を含有する塗工層を二層以上設けた印刷用塗工紙の製造方法であって、
原紙に接する最内塗工層をフィルムトランスファーロールコーターで塗工する工程、
顔料100重量部に対し4重量部以下の共重合ラテックスを接着剤として含有する塗工液をブレードコーターで塗工して最外塗工層を設ける工程、
を含む、上記方法。
【請求項2】
最外層を形成するための塗工液が、接着剤として、前記共重合ラテックスよりも多量の澱粉類をさらに含有する、請求項1に記載の方法。
【請求項3】
前記最外層の塗工量が、5〜13g/m2である、請求項1または2に記載の方法。
【請求項4】
最内層を形成するための塗工液が、顔料100部に対して15部以上の澱粉類を含有する、請求項1〜3のいずれかに記載の方法。
【請求項5】
最外層の塗工層にのみ共重合体ラテックスが含有されている、請求項1〜4のいずれかに記載の方法。
【請求項6】
塗工層中に含まれる澱粉類の総量が、0.4〜3.0g/m2である、請求項1〜5のいずれかに記載の方法。
【請求項7】
原紙層および2層以上の塗工層から選択される少なくとも1つの層に青色・紫色の顔料を含有させ、JIS P 8150の方法によって測定される紙の色相が、紫外線を含む測定においてb*値が−10以上−0.5未満である、請求項1〜6のいずれかに記載の方法。
【請求項8】
請求項1〜7のいずれかに記載の方法によって製造された印刷用塗工紙。
【図1】

【公開番号】特開2012−214960(P2012−214960A)
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願番号】特願2012−65543(P2012−65543)
【出願日】平成24年3月22日(2012.3.22)
【出願人】(000183484)日本製紙株式会社 (981)
【Fターム(参考)】
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願日】平成24年3月22日(2012.3.22)
【出願人】(000183484)日本製紙株式会社 (981)
【Fターム(参考)】
[ Back to top ]