
印刷用布帛の前処理方法、及び印刷用布帛の前処理装置
【課題】布帛へのインクの浸透を防止する前処理剤の凝集成分の膜を、布帛の表面に効率よく均等に形成することができる印刷用布帛の前処理方法、及び印刷用布帛の前処理装置を提供する。
【解決手段】印刷用布帛60に前処理剤を付着させる。次いで、この印刷用布帛60を通気性部材62の上面に平行に配置する。この通気性部材62は水蒸気を透過発散させる性質を有し、熱板42からの熱によって蒸発した水蒸気を容易に外部へ逃がすことができる。そして、加圧ハンドルを操作して、加熱された熱板42を印刷用布帛60に押圧することで、通気性部材62と熱板42との間で印刷用布帛60を加熱押圧し、前処理剤の水分を乾燥させる。
【解決手段】印刷用布帛60に前処理剤を付着させる。次いで、この印刷用布帛60を通気性部材62の上面に平行に配置する。この通気性部材62は水蒸気を透過発散させる性質を有し、熱板42からの熱によって蒸発した水蒸気を容易に外部へ逃がすことができる。そして、加圧ハンドルを操作して、加熱された熱板42を印刷用布帛60に押圧することで、通気性部材62と熱板42との間で印刷用布帛60を加熱押圧し、前処理剤の水分を乾燥させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、再現性の優れた高品質の画像を布帛に印刷するための布帛の前処理方法、及び前処理装置に関するものである。
【背景技術】
【0002】
従来、多種多様な画像を布帛に印刷するために、インクジェット方式による印刷装置を用いることが知られている。しかし、布帛は繊維質を有するため、インクジェット方式に用いられる粘度の低いインクは滲んだり、布帛の内部に滲み込んだりし、インクを布帛の表面に留めることができない。特に、濃色の布帛に白インクを用いて描画する場合には、インクの顔料、及び顔料を布帛に固着させるための樹脂エマルジョンを布帛表面に留まらせて、布帛表面にインク塗膜を形成させなければ、白く見えない。
【0003】
そこで、印刷装置による布帛への印刷を行う前に、布帛へのインクの浸透を防止して表面に留めるための前処理剤を布帛に付着させる方法が提案されている(例えば、特許文献1参照)。この方法によると、布帛に前処理剤を付着させた後、前処理剤の水分を蒸発させて印刷を施すことで、布帛に印刷される画像の品質を向上させることができる。
【0004】
また、インクを強固に布帛へ固着させるために、ホットプレス機、湿潤媒体、及び水分遮断手段を用いてインクを蒸熱固着させる方法も提案されている(例えば、特許文献2参照)。
【特許文献1】特表2005−502796号公報
【特許文献2】特開2003−293272号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、従来の前処理方法では、前処理剤の水分を蒸発させるために様々な処理が行われているが、炎を直接布帛に近づける方法や温風を吹き付ける方法を用いて水分を蒸発させると、布帛の繊維が逆立ったり皺ができたりする。この影響で、品質の良い画像を印刷することが困難になるという問題点があった。また、特許文献2に記載のようなホットプレス機を前処理剤の水分の蒸発に適用すると、布帛の表面は平坦に仕上がるものの、ホットプレス機のゴムマットと布帛との間で水蒸気がこもる。この水蒸気の影響で、前処理剤の凝集成分の膜に凹凸が生じ、均等に膜を形成することができなかった。また、水蒸気が外へ抜け難いため、他の方法を用いる場合に比べて長い時間を要する。さらに、布帛に残存した水分のために凝集成分が十分に機能せず、インクを布帛表面に十分に留めることができないという問題点もあった。
【0006】
本発明は上記課題を解決するためになされたものであり、布帛へのインクの浸透を防止する前処理剤の凝集成分の膜を、布帛の表面に効率よく均等に形成することができる印刷用布帛の前処理方法、及び印刷用布帛の前処理装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明の請求項1に記載の印刷用布帛の前処理方法は、インクの印刷用布帛への浸透を防止する前処理剤を使用して、印刷用布帛に印刷の前処理を施す前処理方法であって、印刷用布帛に前記前処理剤を付着させる付着工程と、前記付着工程によって前記前処理剤が付着された前記印刷用布帛を、水蒸気を透過発散させる通気性部材の平坦面に平行に配置する配置工程と、前記通気性部材及び加熱される熱板により前記印刷用布帛を加熱押圧することで、前記前処理剤の水分を乾燥させる乾燥工程とを有することを特徴とする。
【0008】
また、本発明の請求項2に記載の印刷用布帛の前処理方法は、インクの印刷用布帛への浸透を防止する前処理剤を使用して、印刷用布帛に印刷の前処理を施す前処理方法であって、水蒸気を透過発散させる通気性部材の平坦面に、印刷用布帛を平行に配置する配置工程と、前記配置工程によって配置された前記印刷用布帛に前記前処理剤を付着させる付着工程と、前記通気性部材及び加熱される熱板により前記印刷用布帛を加熱押圧することで、前記前処理剤の水分を乾燥させる乾燥工程とを有することを特徴とする。
【0009】
また、本発明の請求項3に記載の印刷用布帛の前処理方法は、請求項1又は2に記載の発明の構成に加え、前記配置工程において、前記印刷用布帛を、印刷面を上面として前記熱板の下方に配置することを特徴とする。
【0010】
また、本発明の請求項4に記載の印刷用布帛の前処理装置は、インクの印刷用布帛への浸透を防止する前処理剤が付着された印刷用布帛を乾燥させる印刷用布帛の前処理装置であって、加熱される熱板と、前記熱板の下方に配置され、前記熱板との間で前記印刷用布帛を押圧保持する平坦面を有し且つ、水蒸気を透過発散させる通気性部材と、前記熱板を前記通気性部材に押圧する押圧手段とを備えている。
【0011】
また、本発明の請求項5に記載の印刷用布帛の前処理装置は、請求項4に記載の発明の構成に加え、前記通気性部材は、布帛又はスポンジマットであることを特徴とする。
【発明の効果】
【0012】
本発明の請求項1に記載の印刷用布帛の前処理方法によると、前処理剤が付着された印刷用布帛を、水蒸気を透過発散させる通気性部材の平坦面に平行に配置し、熱板により加熱押圧することで、前処理剤の水分を乾燥させる。これにより、熱板からの熱によって蒸発した水蒸気を、通気性部材を透過させて外部へ逃がすことができる。従って、布帛表面の繊維を寝かせつつ、また、皺の発生を防止しつつ、凹凸の無い均等な前処理剤の凝集成分の膜を効率良く印刷用布帛に形成することができる。
【0013】
また、本発明の請求項2に記載の印刷用布帛の前処理方法によると、水蒸気を透過発散させる通気性部材の平坦面に、印刷用布帛を平行に配置し、この印刷用布帛に前処理剤を付着させて熱板により加熱押圧することで、前処理剤の水分を乾燥させる。これにより、熱板からの熱によって蒸発した水蒸気を、通気性部材を透過させて外部へ逃がすことができる。従って、布帛表面の繊維を寝かせつつ、また、皺の発生を防止しつつ、凹凸の無い均等な前処理剤の凝集成分の膜を効率良く印刷用布帛に形成することができる。
【0014】
また、本発明の請求項3に記載の印刷用布帛の前処理方法は、請求項1又は2に記載の発明の効果に加え、印刷用布帛を、印刷面を上面として熱板の下方に配置するため、熱板によって熱された気体と共に、前処理剤の凝集成分が上方である印刷用布帛の印刷面側へ移動する。従って、印刷用布帛の印刷面に、前処理剤の凝集成分の良好な膜を形成することができる。
【0015】
また、本発明の請求項4に記載の印刷用布帛の前処理装置によると、加熱される熱板と、水蒸気を透過発散させる通気性部材とを有し、熱板と通気性部材の平坦面との間で印刷用布帛を加熱押圧することができる。これにより、熱板からの熱によって蒸発した水蒸気を、通気性部材を透過させて外部へ逃がすことができる。従って、布帛表面の繊維を寝かせつつ、また、皺の発生を防止しつつ、凹凸の無い均等な前処理剤の凝集成分の膜を効率良く印刷用布帛に形成することができる。
【0016】
また、本発明の請求項5に記載の印刷用布帛の前処理装置は、請求項4に記載の発明の効果に加え、通気性部材として布帛又はスポンジマットを用いることで、水蒸気を容易に外部へ逃がすことができ、前処理剤の凝集成分の良好な膜を効率良く形成することができる。
【発明を実施するための最良の形態】
【0017】
以下、本発明の印刷用布帛の前処理装置を具現化したホットプレス機1、及びホットプレス機1を用いた印刷用布帛の前処理方法について、図面を参照して説明する。図1は、ホットプレス機1の外観を示す斜視図であり、図2は、加熱押圧部40が開放位置にある状態のホットプレス機1の左側面図である。また、図3は、押圧加熱時におけるホットプレス機1の台座20及び加熱押圧部40の部分断面図であり、図4は、ホットプレス機1の電気的構成を示すブロック図である。
【0018】
まず、図1及び図2を参照して、ホットプレス機1の構成について説明する。図1及び図2に示すように、ホットプレス機1は主に、矩形の板状部材であるベース10と、台座20と、ケーシング30によって覆われた開閉機構31(図2参照)と、加熱押圧部40と、加圧ハンドル50とにより構成されている。
【0019】
次いで、ベース10について説明する。ベース10はホットプレス機1の基台となり、このベース10の前方上部に、印刷用布帛を支持する台座20が固定されている。また、ベース10の後方上部には開閉機構31が設けられている。また、図1に示すように、ベース10の前面には、ホットプレス機1の電源を入切するための電源スイッチ25、加熱押圧部40の熱板42の温度を調節する温度調節スイッチ26、加熱押圧の時間を設定する時間設定スイッチ27等の各種スイッチが設けられている。さらに、加熱押圧部40と台座20との間に生じる圧力を表示する圧力表示部28が設けられている。
【0020】
次いで、台座20について説明する。台座20は略立方体形状であり、その上面はベース10に対して平行な平面となるように形成されている。この台座20の上面には、適度な弾性を有する平板状のゴムマット61が配設され、さらにその上面に通気性部材62が配設されるが、この詳細は図3を参照して後述する。
【0021】
次いで、加熱押圧部40について説明する。加熱押圧部40は適度な重さを有する箱状の部材であり、その先端側(図2における右上側)には、開閉時に使用者によって把持される把持部41が設けられている。また、加熱押圧部40の下面には金属製の熱板42が配設されている。さらに、加熱押圧部40の内部には、熱板42を加熱するためのヒーター45(図4参照)と、熱板42を台座20へ向けて押圧する複数のバネ(図示外)と、熱板42に生じる圧力を計測する圧力計(図示外)とが設けられている。そして、この圧力計によって計測された圧力が圧力表示部28(図1参照)に表示される。また、図2に示すように、加熱押圧部40の後端側からは2つのアーム部43が延びており、後述するカム36及び軸保持台32に軸を介して接続されている。
【0022】
次いで、加圧ハンドル50について説明する。加圧ハンドル50は、加熱押圧部40による印刷用布帛の押圧が行われる際に使用者によって操作されるハンドルである。図2に示すように、この加圧ハンドル50は側面視略L字型に形成されており、2つの軸が接続される板状の接続部51と、この接続部51の一端部から前方側へ垂直に延びる板状のハンドル本体57と、ハンドル本体57の先端部に設けられた把持部58とから構成されている。そして、加圧ハンドル50が押圧方向(図2における時計回り方向)へ操作されると、接続部51とアーム部43との間に接続されたカム36を介して加熱押圧部40が下方へ押圧されることとなる。
【0023】
次いで、開閉機構31について説明する。図2に示すように、ベース10の後方上部には略立方体形状のケーシング30が配設されており、このケーシング30の内部には、加熱押圧部40の加熱制御や加熱押圧の時間の制御等を行う制御装置15(図4参照)を有する制御部と共に、開閉機構31が設けられている。この開閉機構31は、ベース10に固定されて各種軸を保持する軸保持台32を備えている。そして、この軸保持台32の前方上部には、加圧ハンドル50の接続部51の端部52を軸支するハンドル支持軸33が保持されており、このハンドル支持軸33を回転中心として加圧ハンドル50が回動する。また、軸保持台32の後方上部には、加熱押圧部40から延びるアーム部43の下部を軸支するアーム支持軸34が保持されており、加熱押圧部40は、アーム支持軸34を回転中心として回動する。
【0024】
そして、アーム部43の略中央には、第一接続軸37を介してカム36の一端部が接続されており、カム36の他端部は、第二接続軸38を介して加圧ハンドル50の接続部51の端部53へ接続されている。また、カム36には、アーム部43を下方へ押圧するためのリブ39が形成されている。
【0025】
加熱押圧部40を開放位置(図2に示す位置)から閉鎖位置(加熱押圧時の位置)へ移動させる場合、加圧ハンドル50を押圧方向へ回動させることで、カム36及びアーム部43を介して加圧ハンドル50に接続された加熱押圧部40も同方向へ回動する。そして、加熱押圧部40の熱板42が台座20の上面と平行となった後、さらに加圧ハンドル50を押圧方向へ回動させることにより、カム36が回転してリブ39がアーム部43に接触し、アーム部43に固定された加熱押圧部40が下方へ押圧される。尚、本実施の形態の開閉機構31、加熱押圧部40、及び加圧ハンドル50が本発明の「押圧手段」に相当する。
【0026】
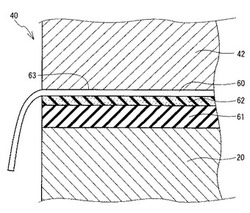
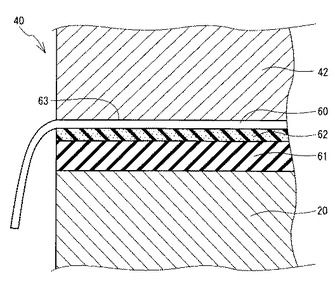
次に、図3を参照して、台座20の上部の構造について詳細に説明する。図3に示すように、台座20の上面には厚みが12mmである平板状のゴムマット61が配設されている。このゴムマットは耐熱性と適度な弾性とを有し、衝撃を吸収する。よって、衝撃による故障の発生や作業時の騒音の発生を防止することができる。さらに、ゴムマット61は摩擦係数が高く滑りにくいため、このゴムマット61を配設することにより、後述する通気性部材62を、ズレを生じさせることなく安定して平坦に保持することができる。
【0027】
そして、ゴムマット61の上面には、通気性部材62が全面に配設されている。この通気性部材62は、耐熱性と通気性とを有する材質により形成されればよく、本実施の形態では綿を材質とした布帛、又はシリコンスポンジマットが通気性部材62として用いられる。そして、前処理剤が付着された印刷用布帛60は通気性部材62の上部の平坦面に平行に載置され、前処理剤を乾燥させる乾燥工程では、過熱された熱板42が印刷用布帛60の上面に位置することとなる。
【0028】
次に、図4を参照して、ホットプレス機1の電気的構成について説明する。図4に示すように、ホットプレス機1には、各種記憶媒体を有すると共にホットプレス機1の制御を司る制御装置15が設けられている。そして、この制御装置15には、電源スイッチ25、温度調節スイッチ26、ヒーター制御部16、時間設定スイッチ27、及びスピーカ17がバスを介して接続されている。制御装置15は、温度調節スイッチ26によって調節された温度に応じてヒーター制御部16を制御し、ヒーター制御部16はヒーター45を制御する。また、制御装置15は、加熱押圧部40の下方への押圧が開始されると時間の計測を開始し、時間設定スイッチ27により設定されている時間が経過すると、設定時間が経過したことを示す所定音をスピーカ17に発生させる。これにより、使用者は設定した時間だけ印刷用布帛の加熱押圧を行うことができる。
【0029】
以下、ホットプレス機1を用いた本発明に係る印刷用布帛の前処理方法について、図3を参照して説明する。まず、印刷用布帛60の印刷面63側に前処理剤を付着させる(付着工程)。インクジェット方式による印刷に用いられるインクには、インクの詰まりを防ぐために、一般的に粘度の低い顔料系水性インクが用いられる。よって、印刷用布帛60に直接インクを噴射すると、インクが滲んだり、布帛の内部に滲み込んだりし、インクを布帛表面に留めることができない場合があった。この前処理剤は、印刷用布帛60へのインクの浸透を防止して布帛表面に留めるためのものを用いればよい。本実施の形態では、インクの顔料及び樹脂分を凝集させて布帛表面に留めるための金属塩と、インクを布帛へより強固に固着させるためのアクリルエマルジョン又は水溶性樹脂とを含有した前処理剤を用いた。
【0030】
また、印刷用布帛60へ前処理剤を付着させるために、前処理剤を付着させたローラを転がす方法、前処理剤を付着させたスタンプを押し付ける方法、スプレーを用いる方法、印刷用布帛60を直接前処理剤に沈める方法等の多数の方法が知られている。しかし、スプレーを用いる方法、及び前処理剤に沈める方法では、印刷用布帛60に付着された前処理剤の量を容易に把握することは困難である。さらに、スプレーでは、ムラ無く均一に前処理剤を付着させることは困難であり、スプレーの噴射口に前処理剤が固着して詰まりを生じさせる場合もある。また、印刷用布帛60を前処理剤に沈める方法では、適量よりも多くの前処理剤が付着してしまう場合がある。従って、印刷用布帛60への前処理剤の付着工程は、ローラ又はスタンプを用いて行うことが望ましい。
【0031】
次いで、前処理剤が付着された印刷用布帛60を、通気性部材62の上面に平行に配置する(配置工程)。ここで、印刷用布帛60は、印刷面63が上面となるように配置する。尚、前処理剤の凝集成分の膜を布帛表面に均一に形成するために、印刷用布帛60に皺が生じないように配置することが望ましい。また、水蒸気を良好に外部へ逃がし、前処理剤成分の膜を効率良く形成して十分な白さを得るためには、ホットプレス機による加熱押圧時の通気性部材の厚さは、望ましくは1mm以上、さらに望ましくは2mm以上である。
【0032】
次いで、加圧ハンドル50を操作して、加熱された加熱押圧部40の熱板42を印刷用布帛60に押圧することで、通気性部材62と熱板42との間で印刷用布帛60を加熱押圧し、前処理剤の水分を乾燥させる(乾燥工程)。本実施の形態では、熱板42の温度を180℃に設定し、加熱押圧の時間を35秒間として乾燥工程を行っている。これは、印刷装置による印刷用布帛60への印刷後に、インクを定着させるために印刷用布帛60を加熱押圧させる場合の温度及び時間と同一である。
【0033】
以上説明したホットプレス機1を用いた印刷用布帛の前処理方法によると、炎を直接布帛に近づける方法や温風を吹き付ける方法を用いる場合とは異なり、布帛の繊維が逆立ったり皺が生じたりすることなく前処理剤を乾燥させることができる。よって、印刷用布帛60の表面を平坦にすることができ、品質の良い画像を印刷することが可能となる。そして、熱板42からの熱によって蒸発した前処理剤の水蒸気を、通気性部材62を透過させて外部へ逃がすことができる。従って、印刷用布帛60に留まる水蒸気の影響で、前処理剤の凝集成分の膜に凹凸が生じる虞を低下させることができ、良好な凝集成分の膜を印刷用布帛60の表面に均等に形成することができる。さらに、通気性部材62を用いない場合に比べて、加熱押圧に要する時間を短縮することができるため、前処理を短時間で効率よく行うことができる。これにより、印刷装置によって噴射されたインクを定着させる工程と、前処理剤を乾燥させる工程とを、同一のホットプレス機1を用いて同一の温度及び時間で行うことも可能となり、作業効率がさらに向上する。
【0034】
また、印刷用布帛60を、印刷面を上面として熱板42の下方に配置するため、熱板42によって熱された気体と共に、前処理剤の凝集成分が印刷用布帛60の上面である印刷面側へ移動する。従って、印刷用布帛60の印刷面に、前処理剤の凝集成分の良好な膜を形成することができる。
【0035】
ここで、ホットプレス機1を用いた印刷用布帛の前処理方法について、本発明の効果を確認するために、実施例1〜3に示す試験を行った。以下、実施例1〜3について説明する。インクジェット方式による印刷に使用されるインクは様々な種類がある。特に、白インクは、インクを布帛表面に留めて布帛表面にインク塗膜を形成しないと白く見えないため、インクを印刷用布帛の表面に留める必要性が高い。そこで、実施例1〜3では、布帛に白インクを印刷したときの品質を調べることで、良好な前処理が行われたか否かを判断した。
【0036】
[実施例1]
まず、金属塩(a)を5wt%、アクリルエマルジョン樹脂を5wt%含有した前処理剤Aを用いて、前処理方法と、黒色の印刷用布帛に対する白色の印刷の品質との関係について評価試験を行った。この評価試験では、まず、黒色のBEEFY−T(登録商標、ヘインズ社製)のTシャツを印刷用布帛とし、複数の印刷用布帛の各々に、長さ60mmのローラを使用して所定量の前処理剤Aを付着させた。
【0037】
次いで、先述した実施の形態のホットプレス機1を使用し、複数の印刷用布帛に対して通気性部材62の条件をそれぞれ定め、熱板42の温度を180℃に設定して35秒間の乾燥工程を行った。ここで、各乾燥工程における通気性部材62の条件として、通気性部材62(図3参照)を配設しない場合(表中「なし」)、所定枚数の布帛を通気性部材62として用いた場合(表中「Tシャツ1枚」、「Tシャツ2枚」、「Tシャツ3枚」)、シリコンスポンジマットを通気性部材62として用いた場合(表中「シリコンスポンジマット1枚」)のいずれかを採用した。通気性部材62として用いたTシャツは白色のBEEFY−T(登録商標、ヘインズ社製)であり、Tシャツ1枚を構成する裏表2枚の布帛の厚みの合計は、加熱押圧を行っていない通常の状態で1mmであり、加熱押圧時は0.5mmであった。Tシャツ2枚を構成する4枚の布帛の厚みの合計は、通常は2mmであり、加熱押圧時は1mmであった。Tシャツ3枚を構成する6枚の布帛の厚みの合計は、通常は3mmであり、加熱押圧時は2mmであった。また、通気性部材62として用いたシリコンスポンジマットはシリコフォーム(登録商標、信越ファインテック社製)であり、通常の厚みは5mm、加熱押圧時の厚みは2mmであった。尚、ホットプレス機1では、熱板42に生じる圧力が圧力表示部28の目盛りに表示されるが、乾燥工程では、表示されている圧力の目盛りの値も記録した。
【0038】
次いで、ガーメントプリンタGT−541(ブラザー工業製)を用いて、2つのヘッドによる白色の100%印字を2回繰り返し行った。この白色のインクには、顔料として酸化チタン(体積平均粒子径400nm)を12wt%、アクリルエマルジョン樹脂を20wt%含有した水性インクを使用した。
【0039】
次いで、ホットプレス機1を使用し、先述した乾燥工程と同じ設定(熱板42の温度180℃、加熱押圧時間35秒間)として、印刷用布帛に対するインクの加熱定着を行った。そして、品質の良い画像の印刷を可能とする前処理が行われたか否かを判断するために、白色のインクが印刷された部分の測色を行った。この測色には939ハンドヘルド分光濃度計(X−Rite社製)を使用し、L*a*b*測定による明度L*値が高い程、品質の良好な白色が印刷されていると判断した。L*値が85以上であると白いと認識され易く、L*値が87以上であると非常に白いと認識される。従って、L*値が85以上となる画像を得ることが望ましく、L*値が87以上の画像が得られるとさらに好ましい。L*値が84から87の間では、僅かな値の変化でも、画像を見た印象は大きく異なる。
【0040】
【表1】

【0041】
表1に示すように、この評価試験の結果、通気性部材62としてTシャツ1枚を用いた場合(サンプル番号2及び3)のL*値と、通気性部材62を用いない場合(サンプル番号1)のL*値との差は小さかった。しかし、厚みが5mmのシリコンスポンジマット1枚を用いた場合(サンプル番号4)、Tシャツ2枚を用いた場合(サンプル番号5)、及びTシャツ3枚を用いた場合(サンプル番号6)には、通気性部材62を用いない場合に比べてL*値が大幅に向上した。また、サンプル番号2とサンプル番号3とを比較すると、前処理剤の量の変化がL*値に与える影響は小さい。従って、通気性部材62としてTシャツ2枚、Tシャツ3枚、又はシリコンスポンジマット1枚を用いることで、通気性部材62を用いない場合よりも品質の良い白色の印刷を可能とする前処理を実行できることが確認できた。
【0042】
[実施例2]
次に、前処理剤Aと同じ金属塩(a)を5wt%、水溶性樹脂を0.3wt%含有した前処理剤Bを用いて、前処理方法と印刷の品質との関係について評価試験を行った。この評価試験の内容は、使用した前処理剤が異なる点以外は先述した実施例1と同じであるため、この説明は省略する。
【0043】
【表2】
【0044】
表2に示すように、この評価試験の結果、通気性部材62としてTシャツ1枚を用いた場合(サンプル番号8及び10)のL*値は、通気性部材62を用いない場合(サンプル番号7)のL*値に比べて大きく向上することはなかった。しかし、通気性部材62としてTシャツ2枚を用いた場合(サンプル番号9)には、L*値が大幅に向上した。すなわち、アクリルエマルジョン樹脂でなく、水溶性樹脂を含有している前処理剤を用いても、実施例1と同様の結果を得られることが分かった。また、サンプル番号8とサンプル番号10とを比較すると、過熱押圧時の圧力を大きくしても、白色の品質を向上させる効果がないことが分かった。
【0045】
[実施例3]
次に、前処理剤A,Bとは異なる金属塩(b)を5wt%、前処理剤Bと同じ水溶性樹脂を0.3wt%含有した前処理剤Cを用いて、前処理方法と印刷の品質との関係について評価試験を行った。この評価試験の内容は、使用した前処理剤が異なる点以外は先述した実施例1,2と同じであるため、この説明は省略する。
【0046】
【表3】
【0047】
表3に示すように、この評価試験の結果、通気性部材62としてTシャツ1枚を用いた場合(サンプル番号11)よりも、Tシャツ2枚を用いた場合(サンプル番号12)、さらにはシリコンスポンジマット1枚を用いた場合(サンプル番号13)の方が、印刷の品質が向上することが確認できた。すなわち、前処理剤に含有されている金属塩の種類が異なっても、実施例1,2と同様の結果を得られることが分かった。また、表1〜3に示すように、加熱押圧時の通気性部材の厚みが1mm以上となると印刷品質が向上し、加熱押圧時の通気性部材の厚みが2mm以上となるとさらに印刷品質が向上することが分かった。
【0048】
尚、本発明は、以上詳述した実施の形態に限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々の変更が可能であることは勿論である。まず、本実施の形態では、印刷用布帛60に前処理剤を付着させてから(付着工程)、この印刷用布帛60を通気性部材62の上面に平行に配置し(配置工程)、加熱押圧を行っている(乾燥工程)。しかし、前処理剤を付着させる前に印刷用布帛60を通気性部材62の上面に配置し(配置工程)、その状態で、ローラやスタンプ等を用いて前処理剤を印刷用布帛60に付着させてから(付着工程)、加熱押圧を行ってもよい(乾燥工程)。
【0049】
また、本実施の形態では、通気性部材62として綿のTシャツ、又はシリコンスポンジマットを使用したが、水蒸気を透過発散させる通気性を有する材質であれば、通気性部材62として使用することが可能である。通気性部材として使用できる他の材質としては、ホットプレス機1の加熱温度に耐えられる羊毛等のフェルト、ポリエステル、蒸気を逃がすための細かい溝が彫られたシリコンゴムマットやフッ素ゴム製マット等が挙げられる。また、Tシャツの材質も綿に限られない。
【0050】
また、ホットプレス機1の構成も適宜変更が可能である。例えば、モータや油圧ポンプ等を備え、使用者の操作に応じてこれらを制御することで、熱板42から印刷用布帛60への押圧力を発生させるホットプレス機であってもよい。また、加熱押圧部40の開閉動作をモータ等により行う構成としてもよい。すなわち、熱板42、印刷用布帛60、通気性部材62の順で印刷用布帛60を保持できれば、他の構成は適宜変更できる。
【図面の簡単な説明】
【0051】
【図1】ホットプレス機1の外観を示す斜視図である。
【図2】加熱押圧部40が開放位置にある状態のホットプレス機1の左側面図である。
【図3】押圧加熱時におけるホットプレス機1の台座20及び加熱押圧部40の部分断面図である。
【図4】ホットプレス機1の電気的構成を示すブロック図である。
【符号の説明】
【0052】
1 ホットプレス機
31 開閉機構
40 加熱押圧部
42 熱板
45 ヒーター
50 加圧ハンドル
60 印刷用布帛
62 通気性部材
63 印刷面
【技術分野】
【0001】
本発明は、再現性の優れた高品質の画像を布帛に印刷するための布帛の前処理方法、及び前処理装置に関するものである。
【背景技術】
【0002】
従来、多種多様な画像を布帛に印刷するために、インクジェット方式による印刷装置を用いることが知られている。しかし、布帛は繊維質を有するため、インクジェット方式に用いられる粘度の低いインクは滲んだり、布帛の内部に滲み込んだりし、インクを布帛の表面に留めることができない。特に、濃色の布帛に白インクを用いて描画する場合には、インクの顔料、及び顔料を布帛に固着させるための樹脂エマルジョンを布帛表面に留まらせて、布帛表面にインク塗膜を形成させなければ、白く見えない。
【0003】
そこで、印刷装置による布帛への印刷を行う前に、布帛へのインクの浸透を防止して表面に留めるための前処理剤を布帛に付着させる方法が提案されている(例えば、特許文献1参照)。この方法によると、布帛に前処理剤を付着させた後、前処理剤の水分を蒸発させて印刷を施すことで、布帛に印刷される画像の品質を向上させることができる。
【0004】
また、インクを強固に布帛へ固着させるために、ホットプレス機、湿潤媒体、及び水分遮断手段を用いてインクを蒸熱固着させる方法も提案されている(例えば、特許文献2参照)。
【特許文献1】特表2005−502796号公報
【特許文献2】特開2003−293272号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、従来の前処理方法では、前処理剤の水分を蒸発させるために様々な処理が行われているが、炎を直接布帛に近づける方法や温風を吹き付ける方法を用いて水分を蒸発させると、布帛の繊維が逆立ったり皺ができたりする。この影響で、品質の良い画像を印刷することが困難になるという問題点があった。また、特許文献2に記載のようなホットプレス機を前処理剤の水分の蒸発に適用すると、布帛の表面は平坦に仕上がるものの、ホットプレス機のゴムマットと布帛との間で水蒸気がこもる。この水蒸気の影響で、前処理剤の凝集成分の膜に凹凸が生じ、均等に膜を形成することができなかった。また、水蒸気が外へ抜け難いため、他の方法を用いる場合に比べて長い時間を要する。さらに、布帛に残存した水分のために凝集成分が十分に機能せず、インクを布帛表面に十分に留めることができないという問題点もあった。
【0006】
本発明は上記課題を解決するためになされたものであり、布帛へのインクの浸透を防止する前処理剤の凝集成分の膜を、布帛の表面に効率よく均等に形成することができる印刷用布帛の前処理方法、及び印刷用布帛の前処理装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明の請求項1に記載の印刷用布帛の前処理方法は、インクの印刷用布帛への浸透を防止する前処理剤を使用して、印刷用布帛に印刷の前処理を施す前処理方法であって、印刷用布帛に前記前処理剤を付着させる付着工程と、前記付着工程によって前記前処理剤が付着された前記印刷用布帛を、水蒸気を透過発散させる通気性部材の平坦面に平行に配置する配置工程と、前記通気性部材及び加熱される熱板により前記印刷用布帛を加熱押圧することで、前記前処理剤の水分を乾燥させる乾燥工程とを有することを特徴とする。
【0008】
また、本発明の請求項2に記載の印刷用布帛の前処理方法は、インクの印刷用布帛への浸透を防止する前処理剤を使用して、印刷用布帛に印刷の前処理を施す前処理方法であって、水蒸気を透過発散させる通気性部材の平坦面に、印刷用布帛を平行に配置する配置工程と、前記配置工程によって配置された前記印刷用布帛に前記前処理剤を付着させる付着工程と、前記通気性部材及び加熱される熱板により前記印刷用布帛を加熱押圧することで、前記前処理剤の水分を乾燥させる乾燥工程とを有することを特徴とする。
【0009】
また、本発明の請求項3に記載の印刷用布帛の前処理方法は、請求項1又は2に記載の発明の構成に加え、前記配置工程において、前記印刷用布帛を、印刷面を上面として前記熱板の下方に配置することを特徴とする。
【0010】
また、本発明の請求項4に記載の印刷用布帛の前処理装置は、インクの印刷用布帛への浸透を防止する前処理剤が付着された印刷用布帛を乾燥させる印刷用布帛の前処理装置であって、加熱される熱板と、前記熱板の下方に配置され、前記熱板との間で前記印刷用布帛を押圧保持する平坦面を有し且つ、水蒸気を透過発散させる通気性部材と、前記熱板を前記通気性部材に押圧する押圧手段とを備えている。
【0011】
また、本発明の請求項5に記載の印刷用布帛の前処理装置は、請求項4に記載の発明の構成に加え、前記通気性部材は、布帛又はスポンジマットであることを特徴とする。
【発明の効果】
【0012】
本発明の請求項1に記載の印刷用布帛の前処理方法によると、前処理剤が付着された印刷用布帛を、水蒸気を透過発散させる通気性部材の平坦面に平行に配置し、熱板により加熱押圧することで、前処理剤の水分を乾燥させる。これにより、熱板からの熱によって蒸発した水蒸気を、通気性部材を透過させて外部へ逃がすことができる。従って、布帛表面の繊維を寝かせつつ、また、皺の発生を防止しつつ、凹凸の無い均等な前処理剤の凝集成分の膜を効率良く印刷用布帛に形成することができる。
【0013】
また、本発明の請求項2に記載の印刷用布帛の前処理方法によると、水蒸気を透過発散させる通気性部材の平坦面に、印刷用布帛を平行に配置し、この印刷用布帛に前処理剤を付着させて熱板により加熱押圧することで、前処理剤の水分を乾燥させる。これにより、熱板からの熱によって蒸発した水蒸気を、通気性部材を透過させて外部へ逃がすことができる。従って、布帛表面の繊維を寝かせつつ、また、皺の発生を防止しつつ、凹凸の無い均等な前処理剤の凝集成分の膜を効率良く印刷用布帛に形成することができる。
【0014】
また、本発明の請求項3に記載の印刷用布帛の前処理方法は、請求項1又は2に記載の発明の効果に加え、印刷用布帛を、印刷面を上面として熱板の下方に配置するため、熱板によって熱された気体と共に、前処理剤の凝集成分が上方である印刷用布帛の印刷面側へ移動する。従って、印刷用布帛の印刷面に、前処理剤の凝集成分の良好な膜を形成することができる。
【0015】
また、本発明の請求項4に記載の印刷用布帛の前処理装置によると、加熱される熱板と、水蒸気を透過発散させる通気性部材とを有し、熱板と通気性部材の平坦面との間で印刷用布帛を加熱押圧することができる。これにより、熱板からの熱によって蒸発した水蒸気を、通気性部材を透過させて外部へ逃がすことができる。従って、布帛表面の繊維を寝かせつつ、また、皺の発生を防止しつつ、凹凸の無い均等な前処理剤の凝集成分の膜を効率良く印刷用布帛に形成することができる。
【0016】
また、本発明の請求項5に記載の印刷用布帛の前処理装置は、請求項4に記載の発明の効果に加え、通気性部材として布帛又はスポンジマットを用いることで、水蒸気を容易に外部へ逃がすことができ、前処理剤の凝集成分の良好な膜を効率良く形成することができる。
【発明を実施するための最良の形態】
【0017】
以下、本発明の印刷用布帛の前処理装置を具現化したホットプレス機1、及びホットプレス機1を用いた印刷用布帛の前処理方法について、図面を参照して説明する。図1は、ホットプレス機1の外観を示す斜視図であり、図2は、加熱押圧部40が開放位置にある状態のホットプレス機1の左側面図である。また、図3は、押圧加熱時におけるホットプレス機1の台座20及び加熱押圧部40の部分断面図であり、図4は、ホットプレス機1の電気的構成を示すブロック図である。
【0018】
まず、図1及び図2を参照して、ホットプレス機1の構成について説明する。図1及び図2に示すように、ホットプレス機1は主に、矩形の板状部材であるベース10と、台座20と、ケーシング30によって覆われた開閉機構31(図2参照)と、加熱押圧部40と、加圧ハンドル50とにより構成されている。
【0019】
次いで、ベース10について説明する。ベース10はホットプレス機1の基台となり、このベース10の前方上部に、印刷用布帛を支持する台座20が固定されている。また、ベース10の後方上部には開閉機構31が設けられている。また、図1に示すように、ベース10の前面には、ホットプレス機1の電源を入切するための電源スイッチ25、加熱押圧部40の熱板42の温度を調節する温度調節スイッチ26、加熱押圧の時間を設定する時間設定スイッチ27等の各種スイッチが設けられている。さらに、加熱押圧部40と台座20との間に生じる圧力を表示する圧力表示部28が設けられている。
【0020】
次いで、台座20について説明する。台座20は略立方体形状であり、その上面はベース10に対して平行な平面となるように形成されている。この台座20の上面には、適度な弾性を有する平板状のゴムマット61が配設され、さらにその上面に通気性部材62が配設されるが、この詳細は図3を参照して後述する。
【0021】
次いで、加熱押圧部40について説明する。加熱押圧部40は適度な重さを有する箱状の部材であり、その先端側(図2における右上側)には、開閉時に使用者によって把持される把持部41が設けられている。また、加熱押圧部40の下面には金属製の熱板42が配設されている。さらに、加熱押圧部40の内部には、熱板42を加熱するためのヒーター45(図4参照)と、熱板42を台座20へ向けて押圧する複数のバネ(図示外)と、熱板42に生じる圧力を計測する圧力計(図示外)とが設けられている。そして、この圧力計によって計測された圧力が圧力表示部28(図1参照)に表示される。また、図2に示すように、加熱押圧部40の後端側からは2つのアーム部43が延びており、後述するカム36及び軸保持台32に軸を介して接続されている。
【0022】
次いで、加圧ハンドル50について説明する。加圧ハンドル50は、加熱押圧部40による印刷用布帛の押圧が行われる際に使用者によって操作されるハンドルである。図2に示すように、この加圧ハンドル50は側面視略L字型に形成されており、2つの軸が接続される板状の接続部51と、この接続部51の一端部から前方側へ垂直に延びる板状のハンドル本体57と、ハンドル本体57の先端部に設けられた把持部58とから構成されている。そして、加圧ハンドル50が押圧方向(図2における時計回り方向)へ操作されると、接続部51とアーム部43との間に接続されたカム36を介して加熱押圧部40が下方へ押圧されることとなる。
【0023】
次いで、開閉機構31について説明する。図2に示すように、ベース10の後方上部には略立方体形状のケーシング30が配設されており、このケーシング30の内部には、加熱押圧部40の加熱制御や加熱押圧の時間の制御等を行う制御装置15(図4参照)を有する制御部と共に、開閉機構31が設けられている。この開閉機構31は、ベース10に固定されて各種軸を保持する軸保持台32を備えている。そして、この軸保持台32の前方上部には、加圧ハンドル50の接続部51の端部52を軸支するハンドル支持軸33が保持されており、このハンドル支持軸33を回転中心として加圧ハンドル50が回動する。また、軸保持台32の後方上部には、加熱押圧部40から延びるアーム部43の下部を軸支するアーム支持軸34が保持されており、加熱押圧部40は、アーム支持軸34を回転中心として回動する。
【0024】
そして、アーム部43の略中央には、第一接続軸37を介してカム36の一端部が接続されており、カム36の他端部は、第二接続軸38を介して加圧ハンドル50の接続部51の端部53へ接続されている。また、カム36には、アーム部43を下方へ押圧するためのリブ39が形成されている。
【0025】
加熱押圧部40を開放位置(図2に示す位置)から閉鎖位置(加熱押圧時の位置)へ移動させる場合、加圧ハンドル50を押圧方向へ回動させることで、カム36及びアーム部43を介して加圧ハンドル50に接続された加熱押圧部40も同方向へ回動する。そして、加熱押圧部40の熱板42が台座20の上面と平行となった後、さらに加圧ハンドル50を押圧方向へ回動させることにより、カム36が回転してリブ39がアーム部43に接触し、アーム部43に固定された加熱押圧部40が下方へ押圧される。尚、本実施の形態の開閉機構31、加熱押圧部40、及び加圧ハンドル50が本発明の「押圧手段」に相当する。
【0026】
次に、図3を参照して、台座20の上部の構造について詳細に説明する。図3に示すように、台座20の上面には厚みが12mmである平板状のゴムマット61が配設されている。このゴムマットは耐熱性と適度な弾性とを有し、衝撃を吸収する。よって、衝撃による故障の発生や作業時の騒音の発生を防止することができる。さらに、ゴムマット61は摩擦係数が高く滑りにくいため、このゴムマット61を配設することにより、後述する通気性部材62を、ズレを生じさせることなく安定して平坦に保持することができる。
【0027】
そして、ゴムマット61の上面には、通気性部材62が全面に配設されている。この通気性部材62は、耐熱性と通気性とを有する材質により形成されればよく、本実施の形態では綿を材質とした布帛、又はシリコンスポンジマットが通気性部材62として用いられる。そして、前処理剤が付着された印刷用布帛60は通気性部材62の上部の平坦面に平行に載置され、前処理剤を乾燥させる乾燥工程では、過熱された熱板42が印刷用布帛60の上面に位置することとなる。
【0028】
次に、図4を参照して、ホットプレス機1の電気的構成について説明する。図4に示すように、ホットプレス機1には、各種記憶媒体を有すると共にホットプレス機1の制御を司る制御装置15が設けられている。そして、この制御装置15には、電源スイッチ25、温度調節スイッチ26、ヒーター制御部16、時間設定スイッチ27、及びスピーカ17がバスを介して接続されている。制御装置15は、温度調節スイッチ26によって調節された温度に応じてヒーター制御部16を制御し、ヒーター制御部16はヒーター45を制御する。また、制御装置15は、加熱押圧部40の下方への押圧が開始されると時間の計測を開始し、時間設定スイッチ27により設定されている時間が経過すると、設定時間が経過したことを示す所定音をスピーカ17に発生させる。これにより、使用者は設定した時間だけ印刷用布帛の加熱押圧を行うことができる。
【0029】
以下、ホットプレス機1を用いた本発明に係る印刷用布帛の前処理方法について、図3を参照して説明する。まず、印刷用布帛60の印刷面63側に前処理剤を付着させる(付着工程)。インクジェット方式による印刷に用いられるインクには、インクの詰まりを防ぐために、一般的に粘度の低い顔料系水性インクが用いられる。よって、印刷用布帛60に直接インクを噴射すると、インクが滲んだり、布帛の内部に滲み込んだりし、インクを布帛表面に留めることができない場合があった。この前処理剤は、印刷用布帛60へのインクの浸透を防止して布帛表面に留めるためのものを用いればよい。本実施の形態では、インクの顔料及び樹脂分を凝集させて布帛表面に留めるための金属塩と、インクを布帛へより強固に固着させるためのアクリルエマルジョン又は水溶性樹脂とを含有した前処理剤を用いた。
【0030】
また、印刷用布帛60へ前処理剤を付着させるために、前処理剤を付着させたローラを転がす方法、前処理剤を付着させたスタンプを押し付ける方法、スプレーを用いる方法、印刷用布帛60を直接前処理剤に沈める方法等の多数の方法が知られている。しかし、スプレーを用いる方法、及び前処理剤に沈める方法では、印刷用布帛60に付着された前処理剤の量を容易に把握することは困難である。さらに、スプレーでは、ムラ無く均一に前処理剤を付着させることは困難であり、スプレーの噴射口に前処理剤が固着して詰まりを生じさせる場合もある。また、印刷用布帛60を前処理剤に沈める方法では、適量よりも多くの前処理剤が付着してしまう場合がある。従って、印刷用布帛60への前処理剤の付着工程は、ローラ又はスタンプを用いて行うことが望ましい。
【0031】
次いで、前処理剤が付着された印刷用布帛60を、通気性部材62の上面に平行に配置する(配置工程)。ここで、印刷用布帛60は、印刷面63が上面となるように配置する。尚、前処理剤の凝集成分の膜を布帛表面に均一に形成するために、印刷用布帛60に皺が生じないように配置することが望ましい。また、水蒸気を良好に外部へ逃がし、前処理剤成分の膜を効率良く形成して十分な白さを得るためには、ホットプレス機による加熱押圧時の通気性部材の厚さは、望ましくは1mm以上、さらに望ましくは2mm以上である。
【0032】
次いで、加圧ハンドル50を操作して、加熱された加熱押圧部40の熱板42を印刷用布帛60に押圧することで、通気性部材62と熱板42との間で印刷用布帛60を加熱押圧し、前処理剤の水分を乾燥させる(乾燥工程)。本実施の形態では、熱板42の温度を180℃に設定し、加熱押圧の時間を35秒間として乾燥工程を行っている。これは、印刷装置による印刷用布帛60への印刷後に、インクを定着させるために印刷用布帛60を加熱押圧させる場合の温度及び時間と同一である。
【0033】
以上説明したホットプレス機1を用いた印刷用布帛の前処理方法によると、炎を直接布帛に近づける方法や温風を吹き付ける方法を用いる場合とは異なり、布帛の繊維が逆立ったり皺が生じたりすることなく前処理剤を乾燥させることができる。よって、印刷用布帛60の表面を平坦にすることができ、品質の良い画像を印刷することが可能となる。そして、熱板42からの熱によって蒸発した前処理剤の水蒸気を、通気性部材62を透過させて外部へ逃がすことができる。従って、印刷用布帛60に留まる水蒸気の影響で、前処理剤の凝集成分の膜に凹凸が生じる虞を低下させることができ、良好な凝集成分の膜を印刷用布帛60の表面に均等に形成することができる。さらに、通気性部材62を用いない場合に比べて、加熱押圧に要する時間を短縮することができるため、前処理を短時間で効率よく行うことができる。これにより、印刷装置によって噴射されたインクを定着させる工程と、前処理剤を乾燥させる工程とを、同一のホットプレス機1を用いて同一の温度及び時間で行うことも可能となり、作業効率がさらに向上する。
【0034】
また、印刷用布帛60を、印刷面を上面として熱板42の下方に配置するため、熱板42によって熱された気体と共に、前処理剤の凝集成分が印刷用布帛60の上面である印刷面側へ移動する。従って、印刷用布帛60の印刷面に、前処理剤の凝集成分の良好な膜を形成することができる。
【0035】
ここで、ホットプレス機1を用いた印刷用布帛の前処理方法について、本発明の効果を確認するために、実施例1〜3に示す試験を行った。以下、実施例1〜3について説明する。インクジェット方式による印刷に使用されるインクは様々な種類がある。特に、白インクは、インクを布帛表面に留めて布帛表面にインク塗膜を形成しないと白く見えないため、インクを印刷用布帛の表面に留める必要性が高い。そこで、実施例1〜3では、布帛に白インクを印刷したときの品質を調べることで、良好な前処理が行われたか否かを判断した。
【0036】
[実施例1]
まず、金属塩(a)を5wt%、アクリルエマルジョン樹脂を5wt%含有した前処理剤Aを用いて、前処理方法と、黒色の印刷用布帛に対する白色の印刷の品質との関係について評価試験を行った。この評価試験では、まず、黒色のBEEFY−T(登録商標、ヘインズ社製)のTシャツを印刷用布帛とし、複数の印刷用布帛の各々に、長さ60mmのローラを使用して所定量の前処理剤Aを付着させた。
【0037】
次いで、先述した実施の形態のホットプレス機1を使用し、複数の印刷用布帛に対して通気性部材62の条件をそれぞれ定め、熱板42の温度を180℃に設定して35秒間の乾燥工程を行った。ここで、各乾燥工程における通気性部材62の条件として、通気性部材62(図3参照)を配設しない場合(表中「なし」)、所定枚数の布帛を通気性部材62として用いた場合(表中「Tシャツ1枚」、「Tシャツ2枚」、「Tシャツ3枚」)、シリコンスポンジマットを通気性部材62として用いた場合(表中「シリコンスポンジマット1枚」)のいずれかを採用した。通気性部材62として用いたTシャツは白色のBEEFY−T(登録商標、ヘインズ社製)であり、Tシャツ1枚を構成する裏表2枚の布帛の厚みの合計は、加熱押圧を行っていない通常の状態で1mmであり、加熱押圧時は0.5mmであった。Tシャツ2枚を構成する4枚の布帛の厚みの合計は、通常は2mmであり、加熱押圧時は1mmであった。Tシャツ3枚を構成する6枚の布帛の厚みの合計は、通常は3mmであり、加熱押圧時は2mmであった。また、通気性部材62として用いたシリコンスポンジマットはシリコフォーム(登録商標、信越ファインテック社製)であり、通常の厚みは5mm、加熱押圧時の厚みは2mmであった。尚、ホットプレス機1では、熱板42に生じる圧力が圧力表示部28の目盛りに表示されるが、乾燥工程では、表示されている圧力の目盛りの値も記録した。
【0038】
次いで、ガーメントプリンタGT−541(ブラザー工業製)を用いて、2つのヘッドによる白色の100%印字を2回繰り返し行った。この白色のインクには、顔料として酸化チタン(体積平均粒子径400nm)を12wt%、アクリルエマルジョン樹脂を20wt%含有した水性インクを使用した。
【0039】
次いで、ホットプレス機1を使用し、先述した乾燥工程と同じ設定(熱板42の温度180℃、加熱押圧時間35秒間)として、印刷用布帛に対するインクの加熱定着を行った。そして、品質の良い画像の印刷を可能とする前処理が行われたか否かを判断するために、白色のインクが印刷された部分の測色を行った。この測色には939ハンドヘルド分光濃度計(X−Rite社製)を使用し、L*a*b*測定による明度L*値が高い程、品質の良好な白色が印刷されていると判断した。L*値が85以上であると白いと認識され易く、L*値が87以上であると非常に白いと認識される。従って、L*値が85以上となる画像を得ることが望ましく、L*値が87以上の画像が得られるとさらに好ましい。L*値が84から87の間では、僅かな値の変化でも、画像を見た印象は大きく異なる。
【0040】
【表1】
【0041】
表1に示すように、この評価試験の結果、通気性部材62としてTシャツ1枚を用いた場合(サンプル番号2及び3)のL*値と、通気性部材62を用いない場合(サンプル番号1)のL*値との差は小さかった。しかし、厚みが5mmのシリコンスポンジマット1枚を用いた場合(サンプル番号4)、Tシャツ2枚を用いた場合(サンプル番号5)、及びTシャツ3枚を用いた場合(サンプル番号6)には、通気性部材62を用いない場合に比べてL*値が大幅に向上した。また、サンプル番号2とサンプル番号3とを比較すると、前処理剤の量の変化がL*値に与える影響は小さい。従って、通気性部材62としてTシャツ2枚、Tシャツ3枚、又はシリコンスポンジマット1枚を用いることで、通気性部材62を用いない場合よりも品質の良い白色の印刷を可能とする前処理を実行できることが確認できた。
【0042】
[実施例2]
次に、前処理剤Aと同じ金属塩(a)を5wt%、水溶性樹脂を0.3wt%含有した前処理剤Bを用いて、前処理方法と印刷の品質との関係について評価試験を行った。この評価試験の内容は、使用した前処理剤が異なる点以外は先述した実施例1と同じであるため、この説明は省略する。
【0043】
【表2】
【0044】
表2に示すように、この評価試験の結果、通気性部材62としてTシャツ1枚を用いた場合(サンプル番号8及び10)のL*値は、通気性部材62を用いない場合(サンプル番号7)のL*値に比べて大きく向上することはなかった。しかし、通気性部材62としてTシャツ2枚を用いた場合(サンプル番号9)には、L*値が大幅に向上した。すなわち、アクリルエマルジョン樹脂でなく、水溶性樹脂を含有している前処理剤を用いても、実施例1と同様の結果を得られることが分かった。また、サンプル番号8とサンプル番号10とを比較すると、過熱押圧時の圧力を大きくしても、白色の品質を向上させる効果がないことが分かった。
【0045】
[実施例3]
次に、前処理剤A,Bとは異なる金属塩(b)を5wt%、前処理剤Bと同じ水溶性樹脂を0.3wt%含有した前処理剤Cを用いて、前処理方法と印刷の品質との関係について評価試験を行った。この評価試験の内容は、使用した前処理剤が異なる点以外は先述した実施例1,2と同じであるため、この説明は省略する。
【0046】
【表3】
【0047】
表3に示すように、この評価試験の結果、通気性部材62としてTシャツ1枚を用いた場合(サンプル番号11)よりも、Tシャツ2枚を用いた場合(サンプル番号12)、さらにはシリコンスポンジマット1枚を用いた場合(サンプル番号13)の方が、印刷の品質が向上することが確認できた。すなわち、前処理剤に含有されている金属塩の種類が異なっても、実施例1,2と同様の結果を得られることが分かった。また、表1〜3に示すように、加熱押圧時の通気性部材の厚みが1mm以上となると印刷品質が向上し、加熱押圧時の通気性部材の厚みが2mm以上となるとさらに印刷品質が向上することが分かった。
【0048】
尚、本発明は、以上詳述した実施の形態に限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々の変更が可能であることは勿論である。まず、本実施の形態では、印刷用布帛60に前処理剤を付着させてから(付着工程)、この印刷用布帛60を通気性部材62の上面に平行に配置し(配置工程)、加熱押圧を行っている(乾燥工程)。しかし、前処理剤を付着させる前に印刷用布帛60を通気性部材62の上面に配置し(配置工程)、その状態で、ローラやスタンプ等を用いて前処理剤を印刷用布帛60に付着させてから(付着工程)、加熱押圧を行ってもよい(乾燥工程)。
【0049】
また、本実施の形態では、通気性部材62として綿のTシャツ、又はシリコンスポンジマットを使用したが、水蒸気を透過発散させる通気性を有する材質であれば、通気性部材62として使用することが可能である。通気性部材として使用できる他の材質としては、ホットプレス機1の加熱温度に耐えられる羊毛等のフェルト、ポリエステル、蒸気を逃がすための細かい溝が彫られたシリコンゴムマットやフッ素ゴム製マット等が挙げられる。また、Tシャツの材質も綿に限られない。
【0050】
また、ホットプレス機1の構成も適宜変更が可能である。例えば、モータや油圧ポンプ等を備え、使用者の操作に応じてこれらを制御することで、熱板42から印刷用布帛60への押圧力を発生させるホットプレス機であってもよい。また、加熱押圧部40の開閉動作をモータ等により行う構成としてもよい。すなわち、熱板42、印刷用布帛60、通気性部材62の順で印刷用布帛60を保持できれば、他の構成は適宜変更できる。
【図面の簡単な説明】
【0051】
【図1】ホットプレス機1の外観を示す斜視図である。
【図2】加熱押圧部40が開放位置にある状態のホットプレス機1の左側面図である。
【図3】押圧加熱時におけるホットプレス機1の台座20及び加熱押圧部40の部分断面図である。
【図4】ホットプレス機1の電気的構成を示すブロック図である。
【符号の説明】
【0052】
1 ホットプレス機
31 開閉機構
40 加熱押圧部
42 熱板
45 ヒーター
50 加圧ハンドル
60 印刷用布帛
62 通気性部材
63 印刷面
【特許請求の範囲】
【請求項1】
インクの印刷用布帛への浸透を防止する前処理剤を使用して、印刷用布帛に印刷の前処理を施す前処理方法であって、
印刷用布帛に前記前処理剤を付着させる付着工程と、
前記付着工程によって前記前処理剤が付着された前記印刷用布帛を、水蒸気を透過発散させる通気性部材の平坦面に平行に配置する配置工程と、
前記通気性部材及び加熱される熱板により前記印刷用布帛を加熱押圧することで、前記前処理剤の水分を乾燥させる乾燥工程とを有することを特徴とする印刷用布帛の前処理方法。
【請求項2】
インクの印刷用布帛への浸透を防止する前処理剤を使用して、印刷用布帛に印刷の前処理を施す前処理方法であって、
水蒸気を透過発散させる通気性部材の平坦面に、印刷用布帛を平行に配置する配置工程と、
前記配置工程によって配置された前記印刷用布帛に前記前処理剤を付着させる付着工程と、
前記通気性部材及び加熱される熱板により前記印刷用布帛を加熱押圧することで、前記前処理剤の水分を乾燥させる乾燥工程とを有することを特徴とする印刷用布帛の前処理方法。
【請求項3】
前記配置工程において、前記印刷用布帛を、印刷面を上面として前記熱板の下方に配置することを特徴とする請求項1又は2に記載の印刷用布帛の前処理方法。
【請求項4】
インクの印刷用布帛への浸透を防止する前処理剤が付着された印刷用布帛を乾燥させる印刷用布帛の前処理装置であって、
加熱される熱板と、
前記熱板の下方に配置され、前記熱板との間で前記印刷用布帛を押圧保持する平坦面を有し且つ、水蒸気を透過発散させる通気性部材と、
前記熱板を前記通気性部材に押圧する押圧手段と
を備えたことを特徴とする印刷用布帛の前処理装置。
【請求項5】
前記通気性部材は、布帛又はスポンジマットであることを特徴とする請求項4に記載の印刷用布帛の前処理装置。
【請求項1】
インクの印刷用布帛への浸透を防止する前処理剤を使用して、印刷用布帛に印刷の前処理を施す前処理方法であって、
印刷用布帛に前記前処理剤を付着させる付着工程と、
前記付着工程によって前記前処理剤が付着された前記印刷用布帛を、水蒸気を透過発散させる通気性部材の平坦面に平行に配置する配置工程と、
前記通気性部材及び加熱される熱板により前記印刷用布帛を加熱押圧することで、前記前処理剤の水分を乾燥させる乾燥工程とを有することを特徴とする印刷用布帛の前処理方法。
【請求項2】
インクの印刷用布帛への浸透を防止する前処理剤を使用して、印刷用布帛に印刷の前処理を施す前処理方法であって、
水蒸気を透過発散させる通気性部材の平坦面に、印刷用布帛を平行に配置する配置工程と、
前記配置工程によって配置された前記印刷用布帛に前記前処理剤を付着させる付着工程と、
前記通気性部材及び加熱される熱板により前記印刷用布帛を加熱押圧することで、前記前処理剤の水分を乾燥させる乾燥工程とを有することを特徴とする印刷用布帛の前処理方法。
【請求項3】
前記配置工程において、前記印刷用布帛を、印刷面を上面として前記熱板の下方に配置することを特徴とする請求項1又は2に記載の印刷用布帛の前処理方法。
【請求項4】
インクの印刷用布帛への浸透を防止する前処理剤が付着された印刷用布帛を乾燥させる印刷用布帛の前処理装置であって、
加熱される熱板と、
前記熱板の下方に配置され、前記熱板との間で前記印刷用布帛を押圧保持する平坦面を有し且つ、水蒸気を透過発散させる通気性部材と、
前記熱板を前記通気性部材に押圧する押圧手段と
を備えたことを特徴とする印刷用布帛の前処理装置。
【請求項5】
前記通気性部材は、布帛又はスポンジマットであることを特徴とする請求項4に記載の印刷用布帛の前処理装置。
【図1】


【図2】

【図3】
【図4】

【図2】
【図3】
【図4】
【公開番号】特開2009−209493(P2009−209493A)
【公開日】平成21年9月17日(2009.9.17)
【国際特許分類】
【出願番号】特願2008−55663(P2008−55663)
【出願日】平成20年3月6日(2008.3.6)
【出願人】(000005267)ブラザー工業株式会社 (13,856)
【Fターム(参考)】
【公開日】平成21年9月17日(2009.9.17)
【国際特許分類】
【出願日】平成20年3月6日(2008.3.6)
【出願人】(000005267)ブラザー工業株式会社 (13,856)
【Fターム(参考)】
[ Back to top ]