
印刷発泡フィルムパッケージ
許容可能な品質の印刷された印を有するパッケージを構築する方法は、発泡薄フィルムの層が10〜250マイクロメートルのキャリパーを有し、実質的に同じキャリパー及び組成の非発泡薄フィルムと比べて5%〜50%密度が低い、少なくとも1層の発泡薄フィルムを提供することを含む。少なくとも1層の発泡薄フィルムの第1表面は、パッケージの被印刷表面である。印は、インクをプリンタ表面に塗布し、被印刷表面をインクの付いたプリンタ表面に接触させ、被印刷表面をインクで被覆することにより被印刷表面に印刷される。プリンタ表面は、被印刷表面に接触して被印刷表面上に印を刻印するよう構成された複数の点を備える。点の表面は、約70%以下の点百分率を有する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、発泡フィルム層を含むパッケージの分野に関する。
【背景技術】
【0002】
ポリオレフィンフィルムを用いて、消費財を保持する袋及びポーチ等の広範なパッケージが構築される。例えば、使い捨ておむつ又は衛生物品の積み重ね体を保持する袋、お手拭き用ポーチ、及び顆粒状洗濯洗剤を収容する袋は、プラスチックフィルムから作製されることが多い。パッケージを形成するプラスチックフィルムは、単層フィルム(モノフィルムと呼ばれる)、共押出された層の組み合わせ、又は互いに接着している別個に製造された層の積層体であってもよい。事実上全てのパッケージでは、何かしらの印がプラスチックフィルム上に印刷される。
【0003】
プラスチックフィルムに刻印するために利用されることが多い2種の印刷は、フレキソ印刷及び輪転グラビア印刷である。フレキソ印刷は、可溶性エラストマー材料から作製される可撓性印刷板を使用する。パッケージ上に印刷される印の浮き出しレリーフ像が、可撓性プリンタ板上に存在する。レリーフ像はインクで被覆され、次いでプラスチックフィルムに押しつけられる。しばしば、1つ以上のフレキソプリンタ板が、フィルムが印字ホイールの真下に移動するときフィルムのシート上に印刷する回転印刷シリンダー上に位置する。各板は、異なる種類又は色のインクを運ぶことができる。輪転グラビア印刷は、彫刻レリーフ像を有するプリンタ板を使用する。プリンタ板は、通常金属で作製され、円筒形印刷ロールを形成することが多い。インクが彫刻像に引き込まれ、プラスチックフィルムに移る。フレキソ印刷及び輪転グラビア印刷は両方共、プラスチックフィルムの表面をレリーフ像と接触させ、インクをフィルムに移すことを含むため、プラスチックフィルムの表面の質感の変化は印刷品質に影響を与える。輪転グラビアプレスは複数の印刷ロールを有してもよく、一方各印刷ロールは異なる種類又は色のインクを運ぶことができる。
【0004】
プラスチックフィルムに関するコストの多くは、フィルムを作製するために用いられるプラスチック樹脂のコストである。近年の技術開発により、上記パッケージの種類に好適な厚さ(10〜250マイクロメートル)及び強度の発泡ポリオレフィンフィルムを作製することが実現可能になった。パッケージに好適な幾つかの例示的な発泡ポリオレフィンフィルムは、欧州特許第1 646 677号に記載されている。発泡薄フィルムを使用して、樹脂の一部(例えば5〜50重量%)を、発泡プロセス中フィルム内に形成される又は取り込まれるガス状泡に置換することが可能になる。泡により残された空隙又は気泡が以前樹脂が充填されていた体積を占有するため、発泡フィルムにより一般にフィルムのキャリパーと呼ばれるフィルム厚さが対応して減少することなく樹脂を減少させることができる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】欧州特許第1 646 677号
【発明の概要】
【発明が解決しようとする課題】
【0006】
発泡薄フィルムのある顕著な特徴は、同キャリパーの非発泡フィルムと比べて粗い表面質感んを有することである。フィルム中の空隙の存在により生じる粗い質感により、フレキソ印刷又は輪転グラビア印刷を用いて発泡薄フィルム上に直接印刷することが困難になる。粗い質感は、プリント板に接触しない表面の凹部によりインクの被覆範囲にすき間を生じさせる傾向がある。パッケージの外観並びにその画像及び文章が損なわれることに加えて、これらインクの被覆範囲のすき間は、バーコードリーダーがバーコードを解読できない程バーコードの画質を低下させる恐れがある。
【課題を解決するための手段】
【0007】
許容可能な品質の印刷された印を有するパッケージを構築する方法は、発泡薄フィルムの層が10〜250マイクロメートルのキャリパーを有し、実質的に同じキャリパー及び組成の非発泡薄フィルムと比べて5%〜50%密度が低い、少なくとも1層の発泡薄フィルムを提供することを含む。少なくとも1層の発泡薄フィルムの第1表面は、パッケージの被印刷表面である。印は、インクをプリンタ表面に塗布し、被印刷表面をインクの付いたプリンタ表面に接触させ、被印刷表面をインクで被覆することにより被印刷表面に印刷される。プリンタ表面は、被印刷表面に接触して被印刷表面上に印を刻印するよう構成された上面を有する複数の隆起点を備える。隆起点は、約70%以下の割合の点を有し、幾つかの実施形態では点の割合は50%〜60%である。
【0008】
幾つかの実施形態では、インクは、実質的に同じキャリパー及び組成の非発泡薄フィルムの印刷表面上に実質的に同じ印を印刷するために選択されるインクと比べて、約20秒高い粘度を有するよう選択してもよい。インクは、実質的に同じキャリパー及び組成の非発泡薄フィルムの印刷表面上に実質的に同じ印を印刷するために選択されるインクの強度より約30%〜50%高い強度を有するよう選択してもよい。被印刷表面は、実質的に同じキャリパー及び組成の非発泡薄フィルムの印刷表面上に実質的に同じ印を印刷するために用いられるプリンタ圧より高い圧力でインクの付いたプリンタ表面に接触してもよい。
【0009】
パッケージは、発泡薄フィルムの層が10〜250マイクロメートルのキャリパーを有し、実質的に同じキャリパー及び組成の非発泡薄フィルムと比べて5%〜50%密度が低い、少なくとも1層の発泡薄フィルムを含む。パッケージはまた、パッケージの被印刷表面上に印刷された、許容可能な品質の印刷された印を有する。少なくとも1層の発泡薄フィルムの第1表面は、パッケージの被印刷表面である。幾つかの実施形態では、パッケージは、被印刷表面を含む発泡薄フィルムを含む上層を有する発泡薄フィルム共押出品で作製される。他の実施形態では、パッケージは、被印刷表面を含む発泡薄フィルムを含む上層を有する発泡薄フィルム積層体を含む。
【図面の簡単な説明】
【0010】
【図1】本発明の実施形態に従って印の印刷された発泡薄フィルムの平面図。
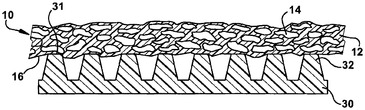
【図2】本発明の実施形態に従って図1の発泡薄フィルム上に作用するプリンタ板の断面図。
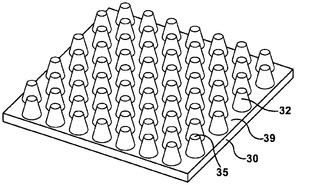
【図3】図2のプリンタ板の平面図。
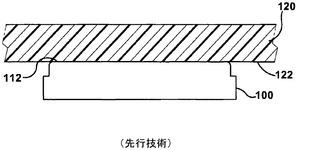
【図4】印の印刷された非発泡フィルム上に作用する先行技術のプリンタ板の断面図。
【発明を実施するための形態】
【0011】
発泡フィルム
本明細書で使用するとき、「薄フィルム」という用語は、例えば約10〜250マイクロメートルのフィルムキャリパー等の、消費財用袋及びポーチ等のパッケージで用いるのに好適なキャリパーを有するフィルムを指す。
【0012】
本明細書で使用するとき、「発泡薄フィルム」という用語は、ガス状泡又は空隙体積又は気泡を含む10〜250マイクロメートルのキャリパーを有する少なくとも1層を含むフィルムであって、前記層が、ガス状泡又は空隙体積又は気泡を含まない同じ厚さのフィルムに対して少なくとも5%(ASTM D4321により測定されたとき)密度が低下しているフィルムを指す。
【0013】
本明細書で使用するとき、「許容可能な品質の印刷された印」という用語は、消費者包装上の印刷の明瞭さ及び密度の工業規格を満たす文字、画像、及び色領域等の印を意味する。印が許容可能な品質であるかどうかを決定するある非公式な方法は、領域のインク中の空隙を通して下層の発泡フィルムを肉眼で見ることができるかどうかである。
【0014】
バーコードの印が許容可能な品質であるかどうかを測定するために用いられる2つの工業的に既知の試験は、ISO/IEC 15415バーコード印刷品質試験仕様及びバーコードの可読性を「4A」(最良)〜「0F」(最悪)に格付けするISO/IEC 15416である。ISO/IEC 15416により測定されるとき2Cのバーコード可読性は、一般に業界において許容可能な品質であると見なされる。画像及び色領域が許容可能な品質であるかどうかを決定する別の例示的な方法は、密度計で被印刷領域の密度を測定することである。多くの例では、特定の試験パターンを印刷し、ASTM F 2036を用いて測定することができる。白色の紙に印刷された固体黒色領域の1.1〜1.8の密度単位の密度は、一般に業界において許容可能な品質であると見なされる。
【0015】
図1は、印15を有する発泡薄フィルム10の平面図である。発泡薄フィルム10を用いてパッケージを作製できる。発泡薄フィルム10は、典型的には約10〜250マイクロメートルのキャリパー(厚さ)を有し、発泡ポリオレフィン樹脂で作製される。成分の多くの異なるブレンドを、ポリオレフィン並びに強度及び不透明度等の種々の特性で選択された成分で用いることができる。ポリエチレン(例えば低密度ポリエチレンLDPE、線状低密度ポリエチレンLLDPE、高密度ポリエチレンHDPE、中密度ポリエチレンMDPE、メタロセンポリエチレンmPE、エチルビニルアセテートEVA、及びこれらの混合物)及びポリプロピレン、並びにこれらのブレンドは、発泡薄フィルム10の製造で用いられることの多い材料の例示的な種類である。図1に示す薄フィルム10は、単層から成るためモノフィルムと呼ばれる。
【0016】
図2で最も良く分かるように、発泡薄モノフィルム10は、ガス状泡14により残された空隙を有する、例えばポリオレフィン等の樹脂12で構成される。発泡モノフィルム10を作製する1つの方法は、例えば炭酸水素ナトリウム粉末及び酸性化剤等の1種以上の化学発泡剤を加熱前に樹脂12のマスターバッチに添加することである。加熱すると、化学発泡剤は二酸化炭素を放出する。二酸化炭素は膨張し、その後の加工工程でモノフィルム10中に泡14を形成する。発泡剤の二酸化炭素への変化を表す1つの例示的化学式は、
NaHCO3(炭酸水素ナトリウム粉末)+H+(酸性化剤)→Na++CO2+H2O
二酸化炭素の泡14の一部は溶融樹脂12から逃れるが、一部は冷却中樹脂12内に捕捉されて樹脂が固化した後も保たれる空隙を形成する。樹脂中で反応して泡14を生成させる化学発泡剤の使用の代替は、フィルム製造中例えば二酸化炭素等のガスをプラスチック押出成形機に注入することである。図2に示す泡14は、一般に葉巻形状であるが、他の形状も考えられる。泡14は、一般に葉巻形状であり、フィルムが押し出される方向に配向される。40マイクロメートルのキャリパーを有する発泡薄ポリエチレンモノフィルムでは、典型的な葉巻形状泡は直径10マイクロメートル、長さ50〜300マイクロメートルであってもよい。発泡薄モノフィルム10の発泡体構造は、表面に近接する実質的に全ての泡14が閉じているように、一般に表面に向かって閉じられている。泡14は非発泡薄フィルムでは樹脂12に占有されている体積を占有する空隙を作製するため、発泡薄モノフィルム10は、実質的に同じキャリパーを維持しながら非発泡相当物より用いられる樹脂12が少ない(例えば図4の非発泡薄フィルム120を参照)。泡は典型的には閉じられているが、表面の凸凹(例えば窪み又は凹み)をもたらす場合がある開放泡が存在してもよい。
【0017】
モノフィルム10はまた、発泡薄フィルム共押出品(図示せず)又は発泡薄フィルム積層体(図示せず)の最上層又は被印刷層であってもよい。各層の組成は得られるパッケージに所望の品質を付与するよう選択することができるため、多くのフィルムパッケージは薄フィルム共押出成形品又は積層体を用いる。薄フィルム共押出品を作製するために、溶融している間に各層の樹脂を共押出し、一緒に冷却させて層状薄フィルム共押出品を形成する。したがって、発泡薄フィルム共押出品は、互いに直接隣接する各種の樹脂の層を含む。発泡薄フィルム共押出品は、例えば強度、不透明度、印刷品質、及び水分耐性を提供するよう選択される層を含んでもよい。
【0018】
発泡薄フィルム積層体は、薄フィルム共押出品に類似している。なぜならば、両方共得られるパッケージに所望の品質を付与するよう選択される異なる種類の層を含むためである。しかし、溶融形態で組み合わせるのではなく、薄フィルム積層体の層は別個に形成され冷却される。積層体は、例えばプラスチック層に比べて著しく異なる加工技術を必要とする金属化層等の、1層以上の層が共押出品にそれ程好適ではないときに用いられることが多い。次いで例えば接着剤等を用いて別個の層が互いに固定される。本発明によれば、発泡薄フィルム共押出品及び積層体は、発泡最上層を有する。パッケージの印は、この最上層上に印刷される。更に、少なくとも1層が、異なる層と共に後に被覆押出成形される既に形成されている基材であってもよく、被覆押出成形層であってもよい発泡層である場合、被覆押出成形(coat-extruded)積層体も想到される。発泡層が異なる層と共に後に被覆押出成形される既に形成されている基材である場合、発泡層は、被覆押出成形加工前、中、又は後に印刷されてもよい。発泡層が被覆押出成形層である場合、被覆押出成形加工後、層が印刷のために十分冷却されればいつでも印刷される。
【0019】
被印刷発泡層がモノフィルムであるか多層構造の層であるかにかかわらず、発泡フィルム層は任意の好適な時点で印刷され得る。片面に印刷してもよく、両面に印刷してもよく、また両面に同時に印刷しても順番に印刷してもよい。発泡薄フィルム又は発泡フィルム層は、フレキソ印刷及び輪転グラビア印刷のうち一方又は両方により印刷され得る。
【0020】
発泡薄フィルムへの印刷
フレキソ印刷は、ゴム又は感光性樹脂の板における弾性レリーフ像を用いて、パッケージを作製するために用いられるプラスチックフィルム上に印を印刷する直接回転印刷法である。多くの場合、板は回転可能な印刷シリンダー上に設置され、印刷シリンダーの真下を通過するときプラスチックフィルムの連続シート上に印刷される。図4は、(図1に示す印15のような)印が刻印される先行技術の非発泡薄フィルム120の断面図である。例えばフレキソ板等のプリンタ板100のプリンタ表面112は、非発泡薄フィルム120の被印刷表面122に接触する。図6から分かるように、プリンタ表面112は実質的に平面であり、被印刷表面上がインクで完全に覆われる。
【0021】
発泡薄フィルム(例えば発泡薄フィルム10)上に印刷するためにプリンタ表面112等の平坦なフレキソプリンタ表面を用いると印刷される印が許容可能な品質を満たさないことが分かっている。インク中の空隙が肉眼で視認可能であると、印刷品質が多くの包装用途では許容できないものになる。発泡薄フィルム上のインクの被覆範囲を許容可能な水準にしようとする試みにおいて、非発泡薄フィルムを用いて行われるフレキソ印刷加工に種々の調節がなされてきた。例えば、発泡薄フィルム10の粗表面の沈下した外形をより良好に充填するための努力の一環として、プリンタ表面112が発泡薄フィルム上の被印刷表面と接触する圧力を増加させ、インクの粘度を低下させてきた。これら2つのアプローチはいずれも発泡薄フィルム上に許容可能な品質の印を印刷することはできなかった。
【0022】
発泡薄フィルム上に対する許容可能な印刷を実現することの困難さを考慮に入れて、発泡薄フィルムを有する被印刷パッケージを作製する1つの方法は、例えば共押出層又は積層等の印刷可能な非発泡層で発泡薄フィルムを覆うことである。しかし、発泡薄フィルム上に特殊な印刷層を含むと、発泡薄フィルムの使用により実現されたコスト削減の多くを相殺することになる。したがって、発泡薄フィルムが後にモノフィルムを含もうと、多層構造の1層として用いられようと、発泡薄フィルム上に直接印刷する方法を開発することが望ましい。
【0023】
図2は、発泡薄フィルム10上に印15(図1)を刻印するために用いられる網点又は網版フレキソプリンタ板30を示す。網点プリンタ板30は、複数の隆起点32を有するプリンタ表面31を備える。隆起点32は、発泡薄フィルム上に許容可能な品質の印(例えば印15)を印刷するための発泡薄フィルム10の被印刷表面16に接触する上面(図3では35)を有する。網点又は網版プリンタ板30は、画像に陰影を付けるために多くの基材上で現在用いられている。この陰影は、点が全体で被印刷領域を完全には被覆しないように、それらの間に空間を有する印刷点により得られる。点の上面により被覆される印刷領域と印刷される表面積全体との比は、点百分率として業界で知られている。
【0024】
図3は、網点フレキソプリンタ板30の平面図である。印15(図1)のレリーフ像39は隆起点32により画定される。隆起点32の上面35が被印刷表面16(図2)に接触すると、印15は被覆範囲に視認可能な空隙が存在することなしみ被印刷表面16上に刻印される。約70%以下の点百分率を有する網点プリンタ板30を用いると、発泡薄フィルム10上に許容可能な品質の印(例えば印15)が印刷される。
【0025】
驚くべきことに、印刷品質は、インク中の空隙が視認可能になると70%超の点百分率において低下するように思われる。網点プリント板が発泡薄フィルム10上の固体プリント板より良好に機能する場合がある理由の1つは、可撓性隆起点32が移動し、発泡薄フィルム10の粗被印刷表面16の凹部領域等の粗表面に一致することができることである可能性がある。また驚くべきことに、非発泡薄フィルム上で用いられるインクの粘度に対して、例えば粘度の20秒増加のようにインクの粘度が増加すると、網点プリント板30に加えて用いられるときインクの品質を向上させる。幾つかの状況では、プリンタ表面31が被印刷表面16に接触する圧力を増加させることも有利である場合がある。発泡薄フィルム上に印刷品質を向上させることが観察されている別の尺度は、プリント板30上で硬度の低い材料を用いることである。
【0026】
例えば、1つの試験では、約50%〜60%の点百分率を有する網点プリンタ板30を用いて、約20%樹脂を減少させて、40μmの発泡薄フィルム上に許容可能な品質の印が印刷された。同じキャリパーの非発泡薄フィルムで用いられる圧力に比べて、印刷シリンダーに対する圧力は20μ増加し、アニロックスローラに対する圧力は10μ増加した。非発泡薄フィルムで用いたインクに比べてインク粘度が20秒増加したインクを用いた。この構成から、発泡薄フィルム上に十分な水準のインクの被覆範囲が生じる。網点プリンタ板の使用を補うために、約30〜50%インクの強度を上昇させることが有利である場合もある。インクの強度は、インクの色の強度の指標である。以下の表に、非発泡薄フィルム上への印刷の印刷パラメータと比べた、発泡フィルム上への直接フレキソ印刷の印刷パラメータを要約する。
【0027】
【表1】
【0028】
70%以下の点百分率を有する網点又は網版輪転グラビアプリント板を用いると、発泡薄フィルム10上をインク15で完全に被覆する領域の印刷に有効であるとも考えられている。粘度及びインクの強度の増加は、発泡薄フィルム上の印の印刷品質に有益な効果をもたらすことも予想される。
【0029】
本発明は、その実施形態の記載によって説明され、実施形態は、かなり詳細に記載されたが、これによって添付の特許請求の範囲の範囲をこうした詳細に制限する又はいかなる方法においても限定することは出願人の意図ではない。さらなる利点及び修正が当業者には容易に明らかであろう。そのため、本発明は、そのより広い観点において、示された及び記載された特別な詳細、代表的な系、及び説明に役立つ実例に限定されない。それ故に、出願人の一般的な発明の概念の趣旨又は範囲から逸脱することなくこうした詳細からの逸脱がなされてもよい。
【0030】
本明細書に開示される寸法及び値は、列挙された正確な数値に厳しく制限されるものとして理解されるべきでない。それよりむしろ、特に指定されない限り、各こうした寸法は、列挙された値とその値周辺の機能的に同等の範囲の両方を意味することを意図する。例えば、「40mm」として開示された寸法は、「約40mm」を意味することを意図する。
【0031】
相互参照される又は関連するあらゆる特許又は出願書類を含め、本明細書において引用されるすべての文献は、明示的に除外ないしは制限されない限り、その全体を参考として本明細書に組み込まれる。いかなる文献の引用も、それが本明細書において開示され請求されるいずれかの発明に関する先行技術であること、又はそれが単独で若しくは他のいかなる参照とのいかなる組み合わせにおいても、このような発明を教示する、提案する、又は開示することを認めるものではない。更に、本書における用語のいずれかの意味又は定義が、参考として組み込まれた文献における同一の用語のいずれかの意味又は定義と相反する限りにおいて、本書においてその用語に与えられた定義又は意味が適用されるものとする。
【0032】
本発明の特定の実施形態について説明し記載したが、本発明の趣旨及び範囲から逸脱することなく他の様々な変更及び修正が可能であることが当業者には自明である。したがって、本発明の範囲内にあるそのようなすべての変更及び修正を、添付の書類名特許請求の範囲で扱うものとする。
【技術分野】
【0001】
本発明は、発泡フィルム層を含むパッケージの分野に関する。
【背景技術】
【0002】
ポリオレフィンフィルムを用いて、消費財を保持する袋及びポーチ等の広範なパッケージが構築される。例えば、使い捨ておむつ又は衛生物品の積み重ね体を保持する袋、お手拭き用ポーチ、及び顆粒状洗濯洗剤を収容する袋は、プラスチックフィルムから作製されることが多い。パッケージを形成するプラスチックフィルムは、単層フィルム(モノフィルムと呼ばれる)、共押出された層の組み合わせ、又は互いに接着している別個に製造された層の積層体であってもよい。事実上全てのパッケージでは、何かしらの印がプラスチックフィルム上に印刷される。
【0003】
プラスチックフィルムに刻印するために利用されることが多い2種の印刷は、フレキソ印刷及び輪転グラビア印刷である。フレキソ印刷は、可溶性エラストマー材料から作製される可撓性印刷板を使用する。パッケージ上に印刷される印の浮き出しレリーフ像が、可撓性プリンタ板上に存在する。レリーフ像はインクで被覆され、次いでプラスチックフィルムに押しつけられる。しばしば、1つ以上のフレキソプリンタ板が、フィルムが印字ホイールの真下に移動するときフィルムのシート上に印刷する回転印刷シリンダー上に位置する。各板は、異なる種類又は色のインクを運ぶことができる。輪転グラビア印刷は、彫刻レリーフ像を有するプリンタ板を使用する。プリンタ板は、通常金属で作製され、円筒形印刷ロールを形成することが多い。インクが彫刻像に引き込まれ、プラスチックフィルムに移る。フレキソ印刷及び輪転グラビア印刷は両方共、プラスチックフィルムの表面をレリーフ像と接触させ、インクをフィルムに移すことを含むため、プラスチックフィルムの表面の質感の変化は印刷品質に影響を与える。輪転グラビアプレスは複数の印刷ロールを有してもよく、一方各印刷ロールは異なる種類又は色のインクを運ぶことができる。
【0004】
プラスチックフィルムに関するコストの多くは、フィルムを作製するために用いられるプラスチック樹脂のコストである。近年の技術開発により、上記パッケージの種類に好適な厚さ(10〜250マイクロメートル)及び強度の発泡ポリオレフィンフィルムを作製することが実現可能になった。パッケージに好適な幾つかの例示的な発泡ポリオレフィンフィルムは、欧州特許第1 646 677号に記載されている。発泡薄フィルムを使用して、樹脂の一部(例えば5〜50重量%)を、発泡プロセス中フィルム内に形成される又は取り込まれるガス状泡に置換することが可能になる。泡により残された空隙又は気泡が以前樹脂が充填されていた体積を占有するため、発泡フィルムにより一般にフィルムのキャリパーと呼ばれるフィルム厚さが対応して減少することなく樹脂を減少させることができる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】欧州特許第1 646 677号
【発明の概要】
【発明が解決しようとする課題】
【0006】
発泡薄フィルムのある顕著な特徴は、同キャリパーの非発泡フィルムと比べて粗い表面質感んを有することである。フィルム中の空隙の存在により生じる粗い質感により、フレキソ印刷又は輪転グラビア印刷を用いて発泡薄フィルム上に直接印刷することが困難になる。粗い質感は、プリント板に接触しない表面の凹部によりインクの被覆範囲にすき間を生じさせる傾向がある。パッケージの外観並びにその画像及び文章が損なわれることに加えて、これらインクの被覆範囲のすき間は、バーコードリーダーがバーコードを解読できない程バーコードの画質を低下させる恐れがある。
【課題を解決するための手段】
【0007】
許容可能な品質の印刷された印を有するパッケージを構築する方法は、発泡薄フィルムの層が10〜250マイクロメートルのキャリパーを有し、実質的に同じキャリパー及び組成の非発泡薄フィルムと比べて5%〜50%密度が低い、少なくとも1層の発泡薄フィルムを提供することを含む。少なくとも1層の発泡薄フィルムの第1表面は、パッケージの被印刷表面である。印は、インクをプリンタ表面に塗布し、被印刷表面をインクの付いたプリンタ表面に接触させ、被印刷表面をインクで被覆することにより被印刷表面に印刷される。プリンタ表面は、被印刷表面に接触して被印刷表面上に印を刻印するよう構成された上面を有する複数の隆起点を備える。隆起点は、約70%以下の割合の点を有し、幾つかの実施形態では点の割合は50%〜60%である。
【0008】
幾つかの実施形態では、インクは、実質的に同じキャリパー及び組成の非発泡薄フィルムの印刷表面上に実質的に同じ印を印刷するために選択されるインクと比べて、約20秒高い粘度を有するよう選択してもよい。インクは、実質的に同じキャリパー及び組成の非発泡薄フィルムの印刷表面上に実質的に同じ印を印刷するために選択されるインクの強度より約30%〜50%高い強度を有するよう選択してもよい。被印刷表面は、実質的に同じキャリパー及び組成の非発泡薄フィルムの印刷表面上に実質的に同じ印を印刷するために用いられるプリンタ圧より高い圧力でインクの付いたプリンタ表面に接触してもよい。
【0009】
パッケージは、発泡薄フィルムの層が10〜250マイクロメートルのキャリパーを有し、実質的に同じキャリパー及び組成の非発泡薄フィルムと比べて5%〜50%密度が低い、少なくとも1層の発泡薄フィルムを含む。パッケージはまた、パッケージの被印刷表面上に印刷された、許容可能な品質の印刷された印を有する。少なくとも1層の発泡薄フィルムの第1表面は、パッケージの被印刷表面である。幾つかの実施形態では、パッケージは、被印刷表面を含む発泡薄フィルムを含む上層を有する発泡薄フィルム共押出品で作製される。他の実施形態では、パッケージは、被印刷表面を含む発泡薄フィルムを含む上層を有する発泡薄フィルム積層体を含む。
【図面の簡単な説明】
【0010】
【図1】本発明の実施形態に従って印の印刷された発泡薄フィルムの平面図。
【図2】本発明の実施形態に従って図1の発泡薄フィルム上に作用するプリンタ板の断面図。
【図3】図2のプリンタ板の平面図。
【図4】印の印刷された非発泡フィルム上に作用する先行技術のプリンタ板の断面図。
【発明を実施するための形態】
【0011】
発泡フィルム
本明細書で使用するとき、「薄フィルム」という用語は、例えば約10〜250マイクロメートルのフィルムキャリパー等の、消費財用袋及びポーチ等のパッケージで用いるのに好適なキャリパーを有するフィルムを指す。
【0012】
本明細書で使用するとき、「発泡薄フィルム」という用語は、ガス状泡又は空隙体積又は気泡を含む10〜250マイクロメートルのキャリパーを有する少なくとも1層を含むフィルムであって、前記層が、ガス状泡又は空隙体積又は気泡を含まない同じ厚さのフィルムに対して少なくとも5%(ASTM D4321により測定されたとき)密度が低下しているフィルムを指す。
【0013】
本明細書で使用するとき、「許容可能な品質の印刷された印」という用語は、消費者包装上の印刷の明瞭さ及び密度の工業規格を満たす文字、画像、及び色領域等の印を意味する。印が許容可能な品質であるかどうかを決定するある非公式な方法は、領域のインク中の空隙を通して下層の発泡フィルムを肉眼で見ることができるかどうかである。
【0014】
バーコードの印が許容可能な品質であるかどうかを測定するために用いられる2つの工業的に既知の試験は、ISO/IEC 15415バーコード印刷品質試験仕様及びバーコードの可読性を「4A」(最良)〜「0F」(最悪)に格付けするISO/IEC 15416である。ISO/IEC 15416により測定されるとき2Cのバーコード可読性は、一般に業界において許容可能な品質であると見なされる。画像及び色領域が許容可能な品質であるかどうかを決定する別の例示的な方法は、密度計で被印刷領域の密度を測定することである。多くの例では、特定の試験パターンを印刷し、ASTM F 2036を用いて測定することができる。白色の紙に印刷された固体黒色領域の1.1〜1.8の密度単位の密度は、一般に業界において許容可能な品質であると見なされる。
【0015】
図1は、印15を有する発泡薄フィルム10の平面図である。発泡薄フィルム10を用いてパッケージを作製できる。発泡薄フィルム10は、典型的には約10〜250マイクロメートルのキャリパー(厚さ)を有し、発泡ポリオレフィン樹脂で作製される。成分の多くの異なるブレンドを、ポリオレフィン並びに強度及び不透明度等の種々の特性で選択された成分で用いることができる。ポリエチレン(例えば低密度ポリエチレンLDPE、線状低密度ポリエチレンLLDPE、高密度ポリエチレンHDPE、中密度ポリエチレンMDPE、メタロセンポリエチレンmPE、エチルビニルアセテートEVA、及びこれらの混合物)及びポリプロピレン、並びにこれらのブレンドは、発泡薄フィルム10の製造で用いられることの多い材料の例示的な種類である。図1に示す薄フィルム10は、単層から成るためモノフィルムと呼ばれる。
【0016】
図2で最も良く分かるように、発泡薄モノフィルム10は、ガス状泡14により残された空隙を有する、例えばポリオレフィン等の樹脂12で構成される。発泡モノフィルム10を作製する1つの方法は、例えば炭酸水素ナトリウム粉末及び酸性化剤等の1種以上の化学発泡剤を加熱前に樹脂12のマスターバッチに添加することである。加熱すると、化学発泡剤は二酸化炭素を放出する。二酸化炭素は膨張し、その後の加工工程でモノフィルム10中に泡14を形成する。発泡剤の二酸化炭素への変化を表す1つの例示的化学式は、
NaHCO3(炭酸水素ナトリウム粉末)+H+(酸性化剤)→Na++CO2+H2O
二酸化炭素の泡14の一部は溶融樹脂12から逃れるが、一部は冷却中樹脂12内に捕捉されて樹脂が固化した後も保たれる空隙を形成する。樹脂中で反応して泡14を生成させる化学発泡剤の使用の代替は、フィルム製造中例えば二酸化炭素等のガスをプラスチック押出成形機に注入することである。図2に示す泡14は、一般に葉巻形状であるが、他の形状も考えられる。泡14は、一般に葉巻形状であり、フィルムが押し出される方向に配向される。40マイクロメートルのキャリパーを有する発泡薄ポリエチレンモノフィルムでは、典型的な葉巻形状泡は直径10マイクロメートル、長さ50〜300マイクロメートルであってもよい。発泡薄モノフィルム10の発泡体構造は、表面に近接する実質的に全ての泡14が閉じているように、一般に表面に向かって閉じられている。泡14は非発泡薄フィルムでは樹脂12に占有されている体積を占有する空隙を作製するため、発泡薄モノフィルム10は、実質的に同じキャリパーを維持しながら非発泡相当物より用いられる樹脂12が少ない(例えば図4の非発泡薄フィルム120を参照)。泡は典型的には閉じられているが、表面の凸凹(例えば窪み又は凹み)をもたらす場合がある開放泡が存在してもよい。
【0017】
モノフィルム10はまた、発泡薄フィルム共押出品(図示せず)又は発泡薄フィルム積層体(図示せず)の最上層又は被印刷層であってもよい。各層の組成は得られるパッケージに所望の品質を付与するよう選択することができるため、多くのフィルムパッケージは薄フィルム共押出成形品又は積層体を用いる。薄フィルム共押出品を作製するために、溶融している間に各層の樹脂を共押出し、一緒に冷却させて層状薄フィルム共押出品を形成する。したがって、発泡薄フィルム共押出品は、互いに直接隣接する各種の樹脂の層を含む。発泡薄フィルム共押出品は、例えば強度、不透明度、印刷品質、及び水分耐性を提供するよう選択される層を含んでもよい。
【0018】
発泡薄フィルム積層体は、薄フィルム共押出品に類似している。なぜならば、両方共得られるパッケージに所望の品質を付与するよう選択される異なる種類の層を含むためである。しかし、溶融形態で組み合わせるのではなく、薄フィルム積層体の層は別個に形成され冷却される。積層体は、例えばプラスチック層に比べて著しく異なる加工技術を必要とする金属化層等の、1層以上の層が共押出品にそれ程好適ではないときに用いられることが多い。次いで例えば接着剤等を用いて別個の層が互いに固定される。本発明によれば、発泡薄フィルム共押出品及び積層体は、発泡最上層を有する。パッケージの印は、この最上層上に印刷される。更に、少なくとも1層が、異なる層と共に後に被覆押出成形される既に形成されている基材であってもよく、被覆押出成形層であってもよい発泡層である場合、被覆押出成形(coat-extruded)積層体も想到される。発泡層が異なる層と共に後に被覆押出成形される既に形成されている基材である場合、発泡層は、被覆押出成形加工前、中、又は後に印刷されてもよい。発泡層が被覆押出成形層である場合、被覆押出成形加工後、層が印刷のために十分冷却されればいつでも印刷される。
【0019】
被印刷発泡層がモノフィルムであるか多層構造の層であるかにかかわらず、発泡フィルム層は任意の好適な時点で印刷され得る。片面に印刷してもよく、両面に印刷してもよく、また両面に同時に印刷しても順番に印刷してもよい。発泡薄フィルム又は発泡フィルム層は、フレキソ印刷及び輪転グラビア印刷のうち一方又は両方により印刷され得る。
【0020】
発泡薄フィルムへの印刷
フレキソ印刷は、ゴム又は感光性樹脂の板における弾性レリーフ像を用いて、パッケージを作製するために用いられるプラスチックフィルム上に印を印刷する直接回転印刷法である。多くの場合、板は回転可能な印刷シリンダー上に設置され、印刷シリンダーの真下を通過するときプラスチックフィルムの連続シート上に印刷される。図4は、(図1に示す印15のような)印が刻印される先行技術の非発泡薄フィルム120の断面図である。例えばフレキソ板等のプリンタ板100のプリンタ表面112は、非発泡薄フィルム120の被印刷表面122に接触する。図6から分かるように、プリンタ表面112は実質的に平面であり、被印刷表面上がインクで完全に覆われる。
【0021】
発泡薄フィルム(例えば発泡薄フィルム10)上に印刷するためにプリンタ表面112等の平坦なフレキソプリンタ表面を用いると印刷される印が許容可能な品質を満たさないことが分かっている。インク中の空隙が肉眼で視認可能であると、印刷品質が多くの包装用途では許容できないものになる。発泡薄フィルム上のインクの被覆範囲を許容可能な水準にしようとする試みにおいて、非発泡薄フィルムを用いて行われるフレキソ印刷加工に種々の調節がなされてきた。例えば、発泡薄フィルム10の粗表面の沈下した外形をより良好に充填するための努力の一環として、プリンタ表面112が発泡薄フィルム上の被印刷表面と接触する圧力を増加させ、インクの粘度を低下させてきた。これら2つのアプローチはいずれも発泡薄フィルム上に許容可能な品質の印を印刷することはできなかった。
【0022】
発泡薄フィルム上に対する許容可能な印刷を実現することの困難さを考慮に入れて、発泡薄フィルムを有する被印刷パッケージを作製する1つの方法は、例えば共押出層又は積層等の印刷可能な非発泡層で発泡薄フィルムを覆うことである。しかし、発泡薄フィルム上に特殊な印刷層を含むと、発泡薄フィルムの使用により実現されたコスト削減の多くを相殺することになる。したがって、発泡薄フィルムが後にモノフィルムを含もうと、多層構造の1層として用いられようと、発泡薄フィルム上に直接印刷する方法を開発することが望ましい。
【0023】
図2は、発泡薄フィルム10上に印15(図1)を刻印するために用いられる網点又は網版フレキソプリンタ板30を示す。網点プリンタ板30は、複数の隆起点32を有するプリンタ表面31を備える。隆起点32は、発泡薄フィルム上に許容可能な品質の印(例えば印15)を印刷するための発泡薄フィルム10の被印刷表面16に接触する上面(図3では35)を有する。網点又は網版プリンタ板30は、画像に陰影を付けるために多くの基材上で現在用いられている。この陰影は、点が全体で被印刷領域を完全には被覆しないように、それらの間に空間を有する印刷点により得られる。点の上面により被覆される印刷領域と印刷される表面積全体との比は、点百分率として業界で知られている。
【0024】
図3は、網点フレキソプリンタ板30の平面図である。印15(図1)のレリーフ像39は隆起点32により画定される。隆起点32の上面35が被印刷表面16(図2)に接触すると、印15は被覆範囲に視認可能な空隙が存在することなしみ被印刷表面16上に刻印される。約70%以下の点百分率を有する網点プリンタ板30を用いると、発泡薄フィルム10上に許容可能な品質の印(例えば印15)が印刷される。
【0025】
驚くべきことに、印刷品質は、インク中の空隙が視認可能になると70%超の点百分率において低下するように思われる。網点プリント板が発泡薄フィルム10上の固体プリント板より良好に機能する場合がある理由の1つは、可撓性隆起点32が移動し、発泡薄フィルム10の粗被印刷表面16の凹部領域等の粗表面に一致することができることである可能性がある。また驚くべきことに、非発泡薄フィルム上で用いられるインクの粘度に対して、例えば粘度の20秒増加のようにインクの粘度が増加すると、網点プリント板30に加えて用いられるときインクの品質を向上させる。幾つかの状況では、プリンタ表面31が被印刷表面16に接触する圧力を増加させることも有利である場合がある。発泡薄フィルム上に印刷品質を向上させることが観察されている別の尺度は、プリント板30上で硬度の低い材料を用いることである。
【0026】
例えば、1つの試験では、約50%〜60%の点百分率を有する網点プリンタ板30を用いて、約20%樹脂を減少させて、40μmの発泡薄フィルム上に許容可能な品質の印が印刷された。同じキャリパーの非発泡薄フィルムで用いられる圧力に比べて、印刷シリンダーに対する圧力は20μ増加し、アニロックスローラに対する圧力は10μ増加した。非発泡薄フィルムで用いたインクに比べてインク粘度が20秒増加したインクを用いた。この構成から、発泡薄フィルム上に十分な水準のインクの被覆範囲が生じる。網点プリンタ板の使用を補うために、約30〜50%インクの強度を上昇させることが有利である場合もある。インクの強度は、インクの色の強度の指標である。以下の表に、非発泡薄フィルム上への印刷の印刷パラメータと比べた、発泡フィルム上への直接フレキソ印刷の印刷パラメータを要約する。
【0027】
【表1】
【0028】
70%以下の点百分率を有する網点又は網版輪転グラビアプリント板を用いると、発泡薄フィルム10上をインク15で完全に被覆する領域の印刷に有効であるとも考えられている。粘度及びインクの強度の増加は、発泡薄フィルム上の印の印刷品質に有益な効果をもたらすことも予想される。
【0029】
本発明は、その実施形態の記載によって説明され、実施形態は、かなり詳細に記載されたが、これによって添付の特許請求の範囲の範囲をこうした詳細に制限する又はいかなる方法においても限定することは出願人の意図ではない。さらなる利点及び修正が当業者には容易に明らかであろう。そのため、本発明は、そのより広い観点において、示された及び記載された特別な詳細、代表的な系、及び説明に役立つ実例に限定されない。それ故に、出願人の一般的な発明の概念の趣旨又は範囲から逸脱することなくこうした詳細からの逸脱がなされてもよい。
【0030】
本明細書に開示される寸法及び値は、列挙された正確な数値に厳しく制限されるものとして理解されるべきでない。それよりむしろ、特に指定されない限り、各こうした寸法は、列挙された値とその値周辺の機能的に同等の範囲の両方を意味することを意図する。例えば、「40mm」として開示された寸法は、「約40mm」を意味することを意図する。
【0031】
相互参照される又は関連するあらゆる特許又は出願書類を含め、本明細書において引用されるすべての文献は、明示的に除外ないしは制限されない限り、その全体を参考として本明細書に組み込まれる。いかなる文献の引用も、それが本明細書において開示され請求されるいずれかの発明に関する先行技術であること、又はそれが単独で若しくは他のいかなる参照とのいかなる組み合わせにおいても、このような発明を教示する、提案する、又は開示することを認めるものではない。更に、本書における用語のいずれかの意味又は定義が、参考として組み込まれた文献における同一の用語のいずれかの意味又は定義と相反する限りにおいて、本書においてその用語に与えられた定義又は意味が適用されるものとする。
【0032】
本発明の特定の実施形態について説明し記載したが、本発明の趣旨及び範囲から逸脱することなく他の様々な変更及び修正が可能であることが当業者には自明である。したがって、本発明の範囲内にあるそのようなすべての変更及び修正を、添付の書類名特許請求の範囲で扱うものとする。
【特許請求の範囲】
【請求項1】
被印刷表面上に存在する許容可能な品質の印刷された印を有するパッケージを構築する方法であって、
発泡薄フィルムの層が10〜250マイクロメートルのキャリパーを有し、実質的に同じキャリパー及び組成の非発泡薄フィルムと比べて5%〜50%密度が低い、少なくとも1層の発泡薄フィルムを提供する工程であって、前記発泡薄フィルムの少なくとも1層の第1の表面がパッケージの被印刷表面である工程と、
インクをプリンタ表面に塗布し、前記被印刷表面をインクの付いた前記プリンタ表面に接触させ、前記被印刷表面をインクで被覆することにより前記被印刷表面に前記印を印刷する工程と、を含み、
前記プリンタ表面が複数の隆起点を含み、前記隆起点が、前記被印刷表面に接触して前記被印刷表面上に前記印を刻印するよう構成された上面を有し、前記隆起点が約70%以下の点百分率を有する、方法。
【請求項2】
前記隆起点が、約50〜60%の点百分率を有する、請求項1に記載の方法。
【請求項3】
前記隆起点が、約70%の点百分率を有する、請求項1に記載の方法。
【請求項4】
前記インクが、実質的に同じキャリパー及び組成の非発泡薄フィルムの印刷表面上に実質的に同じ印を印刷するために選択されるインクと比べて、約20秒高い粘度を有するよう選択される、請求項1〜3のいずれか一項に記載の方法。
【請求項5】
前記インクが、実質的に同じキャリパー及び組成の非発泡薄フィルムの印刷表面上に実質的に同じ印を印刷するために選択されるインクの強度より約30%〜50%高い強度を有するよう選択される、請求項1〜4のいずれか一項に記載の方法。
【請求項6】
前記被印刷表面が、実質的に同じキャリパー及び組成の非発泡薄フィルムの印刷表面上に実質的に同じ印を印刷するために用いられるプリンタ圧より高い圧力でインクの付いたプリンタ表面に接触する、請求項1〜5のいずれか一項に記載の方法。
【請求項1】
被印刷表面上に存在する許容可能な品質の印刷された印を有するパッケージを構築する方法であって、
発泡薄フィルムの層が10〜250マイクロメートルのキャリパーを有し、実質的に同じキャリパー及び組成の非発泡薄フィルムと比べて5%〜50%密度が低い、少なくとも1層の発泡薄フィルムを提供する工程であって、前記発泡薄フィルムの少なくとも1層の第1の表面がパッケージの被印刷表面である工程と、
インクをプリンタ表面に塗布し、前記被印刷表面をインクの付いた前記プリンタ表面に接触させ、前記被印刷表面をインクで被覆することにより前記被印刷表面に前記印を印刷する工程と、を含み、
前記プリンタ表面が複数の隆起点を含み、前記隆起点が、前記被印刷表面に接触して前記被印刷表面上に前記印を刻印するよう構成された上面を有し、前記隆起点が約70%以下の点百分率を有する、方法。
【請求項2】
前記隆起点が、約50〜60%の点百分率を有する、請求項1に記載の方法。
【請求項3】
前記隆起点が、約70%の点百分率を有する、請求項1に記載の方法。
【請求項4】
前記インクが、実質的に同じキャリパー及び組成の非発泡薄フィルムの印刷表面上に実質的に同じ印を印刷するために選択されるインクと比べて、約20秒高い粘度を有するよう選択される、請求項1〜3のいずれか一項に記載の方法。
【請求項5】
前記インクが、実質的に同じキャリパー及び組成の非発泡薄フィルムの印刷表面上に実質的に同じ印を印刷するために選択されるインクの強度より約30%〜50%高い強度を有するよう選択される、請求項1〜4のいずれか一項に記載の方法。
【請求項6】
前記被印刷表面が、実質的に同じキャリパー及び組成の非発泡薄フィルムの印刷表面上に実質的に同じ印を印刷するために用いられるプリンタ圧より高い圧力でインクの付いたプリンタ表面に接触する、請求項1〜5のいずれか一項に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公表番号】特表2011−525851(P2011−525851A)
【公表日】平成23年9月29日(2011.9.29)
【国際特許分類】
【出願番号】特願2011−514881(P2011−514881)
【出願日】平成21年6月22日(2009.6.22)
【国際出願番号】PCT/US2009/048113
【国際公開番号】WO2009/155588
【国際公開日】平成21年12月23日(2009.12.23)
【出願人】(590005058)ザ プロクター アンド ギャンブル カンパニー (2,280)
【Fターム(参考)】
【公表日】平成23年9月29日(2011.9.29)
【国際特許分類】
【出願日】平成21年6月22日(2009.6.22)
【国際出願番号】PCT/US2009/048113
【国際公開番号】WO2009/155588
【国際公開日】平成21年12月23日(2009.12.23)
【出願人】(590005058)ザ プロクター アンド ギャンブル カンパニー (2,280)
【Fターム(参考)】
[ Back to top ]