
印刷表示層を備えた調理用容器
【課題】印刷過程において細密で精巧な印刷表示層を形成することができると共に、仕上げ処理を施した後においても、印刷表示層を鮮明に視認することが可能な印刷表示層を備えた調理用容器の提供。
【解決手段】基材110の上に、プライマー層120と、ミッド層130と、トップ層140とを順次積層して形成される多層コーティング膜100においてミッド層130の上面に設けられる印刷表示層150を備えた調理用容器1であって、印刷表示層150は、5000乃至7000cpsの粘度を有し、青色顔料又はダイヤモンド粒子の少なくとも一方を含有するフッ化炭素樹脂により形成される。
【解決手段】基材110の上に、プライマー層120と、ミッド層130と、トップ層140とを順次積層して形成される多層コーティング膜100においてミッド層130の上面に設けられる印刷表示層150を備えた調理用容器1であって、印刷表示層150は、5000乃至7000cpsの粘度を有し、青色顔料又はダイヤモンド粒子の少なくとも一方を含有するフッ化炭素樹脂により形成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、印刷表示層を備えた調理用容器に係り、特に、多層コーティング膜の一部を構成する印刷表示層において、滲み等を生じることなく印刷することができ、且つ、仕上げ処理後においても良好に視認することが可能な印刷表示層を備えた調理用容器に関する。
【背景技術】
【0002】
一般に、アルミニウム等により形成される調理用容器は、その内面に、フッ化炭素樹脂(PolyTetraFluoroEthylene:PTFE)を主成分とするコーティング液を塗布してコーティング膜を形成することにより、熱的安定性および耐摩耗性を向上させている。
【0003】
現在、このような調理用容器は、塗布されるコーティング液に含有される成分の比率を変化させたり、コーティング膜の構造を異ならせる等、様々な製造方法を採用して製造されている。中でも、調理用容器の内面に、コーティング膜であるプライマーコート(primercoat)、ミッドコート(midcoat)及びトップコート(topcoat)を順次積層して多層コーティング膜を形成する方法が主流となっている。
【0004】
従来から、このような調理用容器に水位計や目盛り等(以下、「模様」という)を施す技術として、多層コーティング膜の一部を構成するコーティング膜(例えば、ミッドコート)の上面に、スクリーン印刷やパッド印刷等により印刷表示層を形成する技術が知られている。(特許文献1参照)
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−036377号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記スクリーン印刷やパッド印刷等による印刷方式では、粘度の低いフッ化炭素樹脂を主成分とする印刷液を用いて印刷表示層を形成しているため、印刷過程において印刷液の滲み等が生じ、鮮明且つ精巧(細密で精巧)な印刷表示層を形成することができないという問題があった。
【0007】
また、一般に、多層コーティング膜を構成する各コーティング膜は、黒色又は濃い灰色を基調としているので、模様を鮮明に表示させるためには、黒色又は濃い灰色と対照的な色である白色で表示することが好ましい。しかし、単に、フッ化炭素樹脂に白色の顔料を含有させて印刷表示層を形成した場合において、その上面に黒色又は濃い灰色を基調とするコーティング膜(例えば、トップコート)を積層すると、このコーティング膜を介して肉眼で視認される印刷表示層が黄色っぽく見えてしまい、印刷された模様が見づらくなるという問題があった。
【0008】
本発明は、上記不都合を解決するためになされたものであり、その目的は、印刷過程において細密で精巧な印刷表示層を形成することができると共に、仕上げ処理を施した後においても、印刷表示層を鮮明に視認することが可能な印刷表示層を備えた調理用容器を提供する。
【課題を解決するための手段】
【0009】
前記課題は、基材の上に、プライマー層と、ミッド層と、トップ層とを順次積層して形成される多層コーティング膜において、ミッド層又はトップ層の少なくとも一方の上面に設けられる印刷表示層を備えた調理用容器であって、印刷表示層は、5000乃至7000cpsの粘度を有し、青色顔料又はダイヤモンド粒子の少なくとも一方を含有するフッ化炭素樹脂により形成されている、ことにより解決される。
【0010】
以上のように、上記構成では、多層コーティング膜の一部を構成する印刷表示層は、5000乃至7000cpsの粘度を有するフッ化炭素樹脂により形成される。ここで、フッ化炭素樹脂の粘度を5000cps未満とした場合には、フッ化炭素樹脂が軟液状態から液状態へと移行してしまい、例えば、このようなフッ化炭素樹脂を用いてパッド印刷を行った場合には、フッ化炭素樹脂がパッド面に付着されにくくなり、鮮明且つ精巧な色相や模様等を形成することが困難となる。また、スクリーン印刷においても、印刷過程において滲み等が生じ、良好な印刷を行うことが困難となる。
【0011】
一方、フッ化炭素樹脂の粘度が7000cpsを越えるような場合には、フッ化炭素樹脂が高い粘着性を帯びる傾向があり、このようなフッ化炭素樹脂を用いてパッド印刷を行うと、フッ化炭素樹脂がパッド面に不均一に付着されるケースがある。このような場合、フッ化炭素樹脂がミッド層又はトップ層に対して部分的に付着されるため、良好な印刷を行うことが困難となる。また、スクリーン印刷においても同様に、フッ化炭素樹脂が不均一に付着され、良好な印刷を行うことが困難となる。
【0012】
従って、フッ化炭素樹脂の粘度を5000乃至7000cpsの範囲内となるように調整することで、ミッド層やトップ層の上面に細密で精巧な印刷表示層を形成することが可能となる。
【0013】
また、多層コーティング膜の一部を構成する印刷表示層が、耐久性及び耐磨耗性を有するフッ化炭素樹脂により形成されているため、調理用容器全体の耐久性及び耐磨耗性を向上させることができる。
【0014】
上記構成では、印刷表示層を形成するフッ化炭素樹脂には、青色顔料又はダイヤモンド粒子の少なくとも一方が含有される。このため、白色を基調とするフッ化炭素樹脂に青色顔料を含有させた場合には、フッ化炭素樹脂全体の色を薄青色に変色させることができる。このように着色されたフッ化炭素樹脂の上面に、黒色又は濃い灰色を基調とするコーティング膜を積層すると、薄青色と黒色又は濃い灰色との色配合により、コーティング膜を介して肉眼で視認される印刷表示層の表示色を略白色に見せることが可能となる。従って、ミッド層やトップ層の上面に施された印刷表示層を鮮明に視認することが可能なため、調理用容器の美感(視覚的効果)を確実に向上させることができる。
【0015】
一方、フッ化炭素樹脂にダイヤモンド粒子を含有させた場合には、ダイヤモンド粒子のもつ熱伝導特性により、火等の加熱源から調理面への熱伝達を向上させることができる。
【0016】
このとき、青色顔料は、フッ化炭素樹脂の全質量に対して3乃至5質量%含有されていると好適である。なお、「質量%」とは、フッ化炭素樹脂全体の質量に対する含有物質の質量の比率をパーセント化した値である。
ここで、青色顔料がフッ化炭素樹脂の全質量に対して3質量%未満であると、フッ化炭素樹脂に対する青色顔料の含有量が微小であるために、白色を基調とするフッ化炭素樹脂の色にほとんど影響を及ぼさず、依然としてフッ化炭素樹脂の色が略白色を示すことになる。このため、上述したように、コーティング膜を介して印刷表示層を肉眼で視たときに、黄色っぽく見えてしまい、印刷表示層が見づらい状態となる。他方、青色顔料の含有量がフッ化炭素樹脂の全質量に対して5質量%を越えていると、フッ化炭素樹脂の青色の度合いが強くなりすぎてしまい、コーティング膜を介して印刷表示層を肉眼で視たときに、そのまま青色に見えてしまう。この場合、黒色又は濃い灰色を基調とするコーティング膜との色対比において差異がほとんどないため、印刷表示層が見づらい状態となる。従って、フッ化炭素樹脂の青色顔料の含有量をフッ化炭素樹脂の全質量に対して3乃至5質量%の範囲内となるように調整することで、ミッド層やトップ層の上面に施された模様をより鮮明に視認することが可能なため、調理用容器の美感をさらに向上させることできる。
【0017】
また、ダイヤモンド粒子は、フッ化炭素樹脂の全質量に対して0.2乃至0.5質量%含有されていると好適である。ここで、ダイヤモンド粒子がフッ化炭素樹脂の全質量に対して0.2質量%未満であると、フッ化炭素樹脂に対するダイヤモンド粒子の含有量が微小であるために、ダイヤモンド粒子の持つ熱伝導特性を効果的に発揮することが困難である。他方、ダイヤモンド粒子の含有量がフッ化炭素樹脂の全質量に対して0.5質量%を越えていると、フッ化炭素樹脂中にダイヤモンド粒子が多く含まれる結果、印刷表示層と、ミッド層やトップ層等との密着性が低下する。従って、フッ化炭素樹脂のダイヤモンド粒子の含有量を、フッ化炭素樹脂の全質量に対して0.2乃至0.5質量%の範囲内となるように調整することで、ミッド層又はトップ層との密着性を維持しつつ、加熱源から調理面への熱伝達を確実に向上させることができる。
【0018】
さらに、フッ化炭素樹脂は、平均粒子径が200乃至300μmである粒子から構成されていると好適である。ここで、平均粒子径が200μm未満であると、例えば、このようなフッ化炭素樹脂を用いてスクリーン印刷を行った場合には、印刷表示層が必要以上に厚く形成されてしまい、ミッド層又はトップ層に対する印刷表示層の接着強度が低下する。一方、平均粒子径を300μmよりも大きくすると、スクリーン印刷において、印刷自体行うことができない傾向にあり、仮に、ミッド層又はトップ層の上面に印刷表示層を形成することができたとしても、印刷表示層の輪郭部分を鮮明に形成することができず、調理用容器の品質の低下を招く。さらに、平均粒子径が300μmよりも大きい場合には、印刷表示層が薄く形成される傾向がある。すなわち、多層コーティング膜中にこのような印刷表示層を形成しても、多層コーティング膜全体の厚さに影響を及ぼさないため、多層コーティング膜全体の耐久性及び耐摩耗性の向上を図ることが困難である。従って、フッ化炭素樹脂の平均粒子径を200乃至300μmの範囲内となるように調整することで、ミッド層又はトップ層に対する接着強度を維持しつつ、その輪郭部分が鮮明な印刷表示層を形成することが可能となり、より良好な印刷を行うことができる。
【0019】
印刷表示層は、パッド印刷又はスクリーン印刷により形成されていると好適である。このように構成すれば、ミッド層又はトップ層の上面に印刷表示層を容易に形成することができる。
【0020】
さらに、多層コーティング膜は、トップ層及び該トップ層の上面に設けられる印刷表示層のそれぞれに積層される仕上げ層を含むと好適である。このように構成すれば、多層コーティング膜全体の厚さが増大するため、多層コーティング膜の耐久性及び耐磨耗性を確実に向上させることができる。
【0021】
また、フッ化炭素樹脂には、セラミック粒子が含有されていると好適である。このように構成すれば、セラミック粒子はモース硬度が大きいため、フッ化炭素樹脂にセラミック粒子を所定量含有させた場合には、印刷表示層の強度を向上させることが可能となる。従って、多層コーティング膜全体の耐摩耗性を向上させることができる。
【発明の効果】
【0022】
以上のように、本発明に係る印刷表示層を備えた調理用容器によれば、印刷過程において印刷表示層を良好に形成することができ、仕上げ処理を施した後においても印刷表示層を鮮明に視認することができるため、調理用容器の美感(視覚的効果)を確実に向上させることできる。
また、フッ化炭素樹脂にダイヤモンド粒子を含有させた場合には、火等の加熱源から調理面への熱伝達を確実に向上させることができる。
【図面の簡単な説明】
【0023】
【図1】本発明の実施形態に係る多層コーティング膜が施された調理用容器の断面図である。
【図2】図1の変形例を示す多層コーティング膜が施された調理用容器の断面図である。
【図3】第2の実施形態に係る多層コーティング膜が施された調理用容器の断面図である。
【図4】図3の変形例を示す調理用容器の断面図である。
【発明を実施するための形態】
【実施例】
【0024】
以下、本発明に係る第1の実施形態について、図1及び図2を参照して説明する。なお、以下に説明する部材、配置等は、本発明を限定するものではなく、本発明の趣旨に沿って各種改変することができることは勿論である。
図は、本発明の実施形態を示すものであり、図1及び図2は、本発明に係る印刷表示層を備えた調理用容器を説明するものである。図1は多層コーティング膜が施された調理用容器の断面図、図2は図1の変形例を示す印刷表示層を備えた調理用容器の断面図である。
【0025】
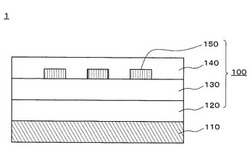
図1に示すように、本実施形態に係る調理用容器1は、炊飯器等の内釜、鍋、フライパン、ホットプレート等の食材等を調理するために用いられる容器であり、基材110と、基材110の上面に形成される多層コーティング膜100とを備えている。
【0026】
基材110は、例えば、アルミニウム又はこれを含む合金から形成され、その表面は、予めグラインディング、エッチング、サンディング等により粗面化されている。これにより、基材110の表面積が増大されるため、後述するプライマー層120の基材110に対する接着力を増大させることができる。なお、上記基材110の粗面化は、板金等の加工成形前の状態で行ってもよく、加工成形後に行ってもよい。
【0027】
多層コーティング膜100は、例えば、調理用容器1の調理面側に形成され、基材110の上面に積層されるプライマー層120と、プライマー層120の上面に積層されるミッド層130と、ミッド層130の上面に形成される印刷表示層150と、ミッド層130及び印刷表示層150のそれぞれの上面に積層されるトップ層140とを備えている。これら各層は、いずれもフッ化炭素樹脂(Polytetralfluoroethylene:PTFE)を主成分とする材料を用いて形成されている。
【0028】
プライマー層120は、多層コーティング膜100の最下層を構成し、基材110の表面と直接接着されるように形成されたコーティング膜である。すなわち、プライマー層120は、火等の加熱源より熱せられた基材110からの熱が最初に伝達されるコーティング膜である。このため、プライマー層120は、熱的安定性に優れた成分を含有するフッ化炭素樹脂により形成することが好ましい。
【0029】
プライマー層120は、基材110を加工成形する前の平板状の状態では、例えば、スピン、ローラー、エアープレスコーティング等により形成することができ、他方、基材110が特定の形態に加工成形された後では、例えば、スプレー等によるコーティング方法を用いて形成することができる。
【0030】
ミッド層130は、多層コーティング膜100の中間層として構成されるコーティング膜であり、上記プライマー層120と同様に、基材110を加工成形する前の平板状の状態では、例えば、スピン、ローラー、エアープレスコーティング等により形成することができ、他方、基材110が特定の形態に加工成形された後では、例えば、スプレー等によるコーティング方法を用いて形成することができる。このとき、ミッド層130の厚さを、プライマー層120の厚さと略同一の厚さに形成することが望ましい。
【0031】
印刷表示層150は、調理用容器1の所定位置に目盛、文字、模様等を表示するために形成されるものであり、5000乃至7000cpsの粘度を有する軟液性のフッ化炭素樹脂により形成されている。上述したように、フッ化炭素樹脂の粘度を5000乃至7000cpsに調整することにより、例えば、パッド印刷やスクリーン印刷により印刷表示層150を形成した場合においても、ミッド層130の上面に鮮明且つ精巧な印刷表示層150を確実に形成することができる。なお、このような粘度は、例えば、ブルックフィールド粘度計により測定することが可能である。
【0032】
また、このフッ化炭素樹脂は、その平均粒子径が200乃至300μmからなる粒子により構成されている。上述したように、フッ化炭素樹脂の平均粒子径を200乃至300μmに調整することにより、ミッド層130に対する接着強度を維持しつつ、その輪郭部分が鮮明な印刷表示層150を形成することができる。
【0033】
この印刷表示層150を形成するフッ化炭素樹脂には、フタロシアニンブルー等の青色顔料がフッ化炭素樹脂の全質量に対して3乃至5質量%含有されていると共に、工業用ダイヤモンド等によるダイヤモンド粒子がフッ化炭素樹脂の全質量に対して0.2乃至0.5質量%含有されている。上述したように、青色顔料の含有量をフッ化炭素樹脂の全質量に対して3乃至5質量%に調整することにより、トップ層140を介して肉眼で視認される印刷表示層150の表示色を略白色として見せることができる。
【0034】
また、上述したように、ダイヤモンド粒子の含有量をフッ化炭素樹脂の全質量に対して0.2乃至0.5質量%に調整することにより、ミッド層130に対する密着性を維持しつつ、火等の加熱源から調理面への熱伝達を向上させることができる。
【0035】
このような印刷表示層150は、上記のようにスクリーン印刷又はパッド印刷により形成することできる。
【0036】
スクリーン印刷は、柔軟性を有する刷版に開口部を形成し、この開口部に上記軟液性のフッ化炭素樹脂を擦り付けて調理用容器1に印刷する方式である。
【0037】
パッド印刷は、略平板形状の刷版に塗布された上記フッ化炭素樹脂を、柔軟性を有するパッド面上に転移させ、このパッド面を調理用容器1の所望の部分に押し付けて、調理用容器1に印刷する方式である。一般に、上記刷版は、例えば、銅板等により形成され、その表面には、印刷表示層150を形成するためのエッチング溝(腐食層)が20乃至100μmの深さで形成される。
【0038】
ここで、エッチング溝を含めた刷版は、上記粘液性のフッ化炭素樹脂によって腐食する可能性があるため、少なくともエッチング溝には、例えば、厚さが20μm以下となるように無電解ニッケル等によるめっきを施すことが好ましい。このようなめっきを施すことにより、エッチング溝の腐食が防止される他、エッチング溝自体の強度も増大される。このため、パッド印刷により繰り返し印刷を行った場合においても、エッチング溝の深さをある程度維持することが可能となる。さらに、外部から衝撃を受けたときに生じるエッチング溝の縁の破損や変形等をも抑制することができる。このため、特に、上記めっきが施された刷版を用いることにより、模様の輪郭部分を鮮明に印刷することが可能となる。
【0039】
なお、本実施形態では、印刷表示層150を構成するフッ化炭素樹脂に、青色顔料及びダイヤモンド粒子の両方を含有させたが、これに限られず、何れか一方のみをフッ化炭素樹脂に含有させることも可能である。
【0040】
トップ層140は、多層コーティング膜100の最上層として形成されるコーティング膜であり、プライマー層120やミッド層130と同様に、基材110を加工成形する前の平板状の状態では、例えば、スピン、ローラー、エアープレスコーティング等により形成され、他方、基材110が特定な形態に加工成形された後では、例えば、スプレー等によるコーティング方法により形成される。
【0041】
また、トップ層140では、このようなコーティング方法によるコーティング処理を行った後に、焼成及び冷却処理が行われる。これにより、トップ層140は、強固且つ安定した状態で永久変形され、ミッド層130及び印刷表示層150のそれぞれの上面においてフィルム(薄膜)状に形成することができる。なお、プライマー層120及びミッド層130では、コーティング処理のみ行ったが、トップ層140と同様に、コーティング処理を行った後に、熱処理及び冷却処理を行ってもよい。
【0042】
トップ層140は、ミッド層130及び印刷表示層150のそれぞれの上面に対して密着固定され、その外面が、調理用容器1の内面形状に沿って略平坦に形成される。このように、トップ層140の外面形状を略平坦にした場合には、印刷表示層150が形成された全領域に亘ってトップ層140の厚みを厚く形成する必要がある。すなわち、必然的に多層コーティング膜100全体の厚みも増大するため、多層コーティング膜100の耐久性及び耐摩耗性を向上させることができる。
【0043】
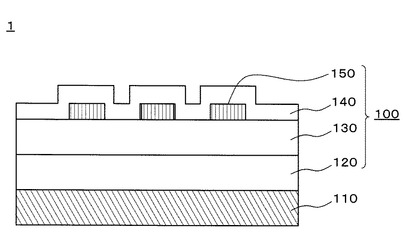
なお、トップ層140は、その外面を略平坦に形成する場合に限られず、例えば、図2に示すように、ミッド層130の上面から上方に突出して形成される印刷表示層150の外面形状に沿って、凹凸状に形成することも可能である。
【0044】
このように、印刷表示層150が形成される部位に対応して、トップ層140の外面を凹凸形状とすることにより、単に、目盛、文字、模様等が肉眼で見えるだけではなく、直接手で触れることもできるため、使用者の触感(手触り感)をも満足させる調理用容器1とすることが可能となる。なお、調理用容器1のうち、頻繁に使用される部分、すなわち、多層コーティング膜100の磨耗の激しい部分に、印刷表示層150を形成すると共に、印刷表示層150の外面形状に沿ってトップ層140の外面形状を凹凸状に形成することも可能である。これにより、多層コーティング膜100のうち、磨耗の激しい部分のみの厚さを、その他の部分よりも相対的に増大させることができるため、トップ層140に使用されるフッ化炭素樹脂の使用量を抑えつつ、多層コーティング膜100の耐久性及び耐摩耗性を向上させることができる。
【0045】
なお、最上層であるトップ層140の外面形状は、図1及び図2に示すような外面形状に限られず、トップ層140を形成する際に採用されるコーティング方法を変更したり、コーティング液の量を加減等することにより様々な形状とすることも可能である。
【0046】
以上のように、本実施形態に係る印刷表示層を備えた調理用容器によれば、多層コーティング膜100の一部を構成する印刷表示層150は、5000乃至7000cpsの粘度を有するフッ化炭素樹脂により形成される。上述したように、フッ化炭素樹脂の粘度を5000乃至7000cpsに調整することにより、パッド印刷やスクリーン印刷により印刷表示層150を形成した場合においても、ミッド層130の上面に鮮明且つ精巧な印刷表示層150を確実に形成することができ、仕上がりの綺麗な印刷を行うことができる。また、印刷表示層が、耐久性及び耐磨耗性を有するフッ化炭素樹脂により形成されているため、多層コーティング膜100全体の耐久性及び耐磨耗性を向上させることができる。
【0047】
また、印刷表示層150を形成するフッ化炭素樹脂には、青色顔料がフッ化炭素樹脂の全質量に対して3乃至5質量%含有されているため、トップ層140を介して肉眼で視認される印刷表示層150の表示色を略白色として見ることができる。従って、ミッド層130の上面に施された模様を鮮明に表示することが可能なため、調理用容器の美感(視覚的効果)を確実に向上させることができる。
【0048】
さらに、印刷表示層150を形成するフッ化炭素樹脂には、ダイヤモンド粒子がフッ化炭素樹脂の全質量に対して0.2乃至0.5質量%含有されているため、ミッド層130に対する密着性を維持しつつ、火等の加熱源から調理面への熱伝達を向上させることができる。すなわち、例えば、水を入れた調理用容器1を加熱源により熱すると、過熱源により直接熱せられる領域において沸騰した後、比較的短い期間でその周囲の他の領域において沸騰させることができる。このように、ダイヤモンド粒子の含有量を調整することにより、調理時間の短縮を図ることができる。
【0049】
印刷表示層150を形成するフッ化炭素樹脂は、その平均粒子径が200乃至300μmである粒子から構成されているため、上述したように、ミッド層130への接着強度を維持しつつ、その輪郭部分が鮮明な印刷表示層150を形成することができる。
【0050】
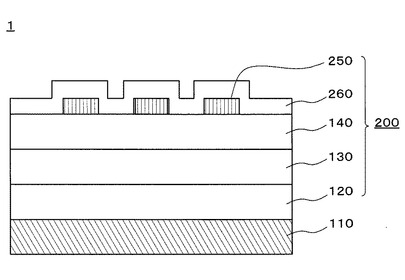
次に、本発明に係る第2の実施形態について図3及び図4に基づいて説明する。図3は第2の実施形態に係る多層コーティング膜が施された調理用容器の断面図、図4は図3の変形例を示す調理用容器の断面図である。なお、図3及び図4に示す第2の実施形態は、第1の実施形態との対比において、印刷表示層がトップ層の上面に形成されている点、及びトップ層及び印刷表示層のそれぞれの上面に仕上げ層が積層されている点のみが異なり、それ以外の構成は第1の実施形態と同様な構成であるため、同一番号を付して重複する説明を省略する。
【0051】
図3に示すように、基材110の上面に形成される多層コーティング膜200は、プライマー層120と、ミッド層130と、トップ層140と、トップ層140の上面に形成される印刷表示層250と、トップ層140及び印刷表示層250のそれぞれの上面に積層される仕上げ層260とを備えている。
【0052】
印刷表示層250は、第1の実施形態において詳述した印刷表示層150と同様に、5000乃至7000cpsの粘度を有するフッ化炭素樹脂により形成されており、このフッ化炭素樹脂は、その平均粒子径が200乃至300μmからなる粒子により構成されている(図1及び図2参照)。また、このフッ化炭素樹脂には、青色顔料がフッ化炭素樹脂の全質量に対して3乃至5質量%含有されていると共に、ダイヤモンド粒子がフッ化炭素樹脂の全質量に対して0.2乃至0.5質量%含有されている。なお、上述した第1の実施形態と同様に、印刷表示層250を構成するフッ化炭素樹脂に、青色顔料及びダイヤモンド粒子の何れか一方のみを含有させることも可能である。
【0053】
仕上げ層260は、多層コーティング膜200の最上層として形成されるコーティング膜であり、基材110が加工成形される前の平板状の状態では、例えば、スピン、ローラー、エアープレスコーティング等により形成され、他方、基材110が特定の形態に加工成形された後では、例えば、スプレー等によるコーティング方法により形成される。
【0054】
仕上げ層260は、トップ層140及び印刷表示層250のそれぞれの上面に対して密着固定され、その外面が、調理用容器1の内面形状に沿って略平坦に形成される。
【0055】
なお、仕上げ層260は、その外面を略平坦に形成する場合に限られず、図4に示すように、トップ層140の上面から上方に突出して形成される印刷表示層250の外面形状に沿って、凹凸状に形成することも可能である。
【0056】
このように、本実施形態によれば、印刷表示層250をトップ層140の上面に形成すると共に、トップ層140及び印刷表示層250のそれぞれの上面に追加的に仕上げ層260を形成することによって、多層コーティング膜200全体の厚さを厚くすることができる。このため、第1の実施形態との対比において、多層コーティング膜200の厚みが増加されるため、多層コーティング膜200の耐久性及び耐磨耗性をさらに向上させることができる。
【0057】
なお、上述した実施形態では、印刷表示層150、250を形成するフッ化炭素樹脂に、青色顔料やダイヤモンド粒子を所定量含有させたが、例えば、セラミック粒子等その他の成分を含有させることも可能である。ここで、セラミック粒子は、モース硬度が大きいため、フッ化炭素樹脂にセラミック粒子を所定量含有させた場合には、印刷表示層150、250の強度を向上させることが可能となり、結果として、多層コーティング膜100、200全体の耐摩耗性を向上させることができる。
【産業上の利用可能性】
【0058】
本発明によれば、印刷過程において綺麗に印刷することができると共に、仕上げ処理を施した後においても印刷された表示を鮮明に視認することができるので、多層コーティング膜の一部を構成する印刷表示層を備えた様々な調理用容器に利用することができる。
【符号の説明】
【0059】
1 調理用容器
100、200 多層コーティング膜
110 基材
120 プライマー層
130 ミッド層
140 トップ層
150、250 印刷表示層
260 仕上げ層
【技術分野】
【0001】
本発明は、印刷表示層を備えた調理用容器に係り、特に、多層コーティング膜の一部を構成する印刷表示層において、滲み等を生じることなく印刷することができ、且つ、仕上げ処理後においても良好に視認することが可能な印刷表示層を備えた調理用容器に関する。
【背景技術】
【0002】
一般に、アルミニウム等により形成される調理用容器は、その内面に、フッ化炭素樹脂(PolyTetraFluoroEthylene:PTFE)を主成分とするコーティング液を塗布してコーティング膜を形成することにより、熱的安定性および耐摩耗性を向上させている。
【0003】
現在、このような調理用容器は、塗布されるコーティング液に含有される成分の比率を変化させたり、コーティング膜の構造を異ならせる等、様々な製造方法を採用して製造されている。中でも、調理用容器の内面に、コーティング膜であるプライマーコート(primercoat)、ミッドコート(midcoat)及びトップコート(topcoat)を順次積層して多層コーティング膜を形成する方法が主流となっている。
【0004】
従来から、このような調理用容器に水位計や目盛り等(以下、「模様」という)を施す技術として、多層コーティング膜の一部を構成するコーティング膜(例えば、ミッドコート)の上面に、スクリーン印刷やパッド印刷等により印刷表示層を形成する技術が知られている。(特許文献1参照)
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−036377号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記スクリーン印刷やパッド印刷等による印刷方式では、粘度の低いフッ化炭素樹脂を主成分とする印刷液を用いて印刷表示層を形成しているため、印刷過程において印刷液の滲み等が生じ、鮮明且つ精巧(細密で精巧)な印刷表示層を形成することができないという問題があった。
【0007】
また、一般に、多層コーティング膜を構成する各コーティング膜は、黒色又は濃い灰色を基調としているので、模様を鮮明に表示させるためには、黒色又は濃い灰色と対照的な色である白色で表示することが好ましい。しかし、単に、フッ化炭素樹脂に白色の顔料を含有させて印刷表示層を形成した場合において、その上面に黒色又は濃い灰色を基調とするコーティング膜(例えば、トップコート)を積層すると、このコーティング膜を介して肉眼で視認される印刷表示層が黄色っぽく見えてしまい、印刷された模様が見づらくなるという問題があった。
【0008】
本発明は、上記不都合を解決するためになされたものであり、その目的は、印刷過程において細密で精巧な印刷表示層を形成することができると共に、仕上げ処理を施した後においても、印刷表示層を鮮明に視認することが可能な印刷表示層を備えた調理用容器を提供する。
【課題を解決するための手段】
【0009】
前記課題は、基材の上に、プライマー層と、ミッド層と、トップ層とを順次積層して形成される多層コーティング膜において、ミッド層又はトップ層の少なくとも一方の上面に設けられる印刷表示層を備えた調理用容器であって、印刷表示層は、5000乃至7000cpsの粘度を有し、青色顔料又はダイヤモンド粒子の少なくとも一方を含有するフッ化炭素樹脂により形成されている、ことにより解決される。
【0010】
以上のように、上記構成では、多層コーティング膜の一部を構成する印刷表示層は、5000乃至7000cpsの粘度を有するフッ化炭素樹脂により形成される。ここで、フッ化炭素樹脂の粘度を5000cps未満とした場合には、フッ化炭素樹脂が軟液状態から液状態へと移行してしまい、例えば、このようなフッ化炭素樹脂を用いてパッド印刷を行った場合には、フッ化炭素樹脂がパッド面に付着されにくくなり、鮮明且つ精巧な色相や模様等を形成することが困難となる。また、スクリーン印刷においても、印刷過程において滲み等が生じ、良好な印刷を行うことが困難となる。
【0011】
一方、フッ化炭素樹脂の粘度が7000cpsを越えるような場合には、フッ化炭素樹脂が高い粘着性を帯びる傾向があり、このようなフッ化炭素樹脂を用いてパッド印刷を行うと、フッ化炭素樹脂がパッド面に不均一に付着されるケースがある。このような場合、フッ化炭素樹脂がミッド層又はトップ層に対して部分的に付着されるため、良好な印刷を行うことが困難となる。また、スクリーン印刷においても同様に、フッ化炭素樹脂が不均一に付着され、良好な印刷を行うことが困難となる。
【0012】
従って、フッ化炭素樹脂の粘度を5000乃至7000cpsの範囲内となるように調整することで、ミッド層やトップ層の上面に細密で精巧な印刷表示層を形成することが可能となる。
【0013】
また、多層コーティング膜の一部を構成する印刷表示層が、耐久性及び耐磨耗性を有するフッ化炭素樹脂により形成されているため、調理用容器全体の耐久性及び耐磨耗性を向上させることができる。
【0014】
上記構成では、印刷表示層を形成するフッ化炭素樹脂には、青色顔料又はダイヤモンド粒子の少なくとも一方が含有される。このため、白色を基調とするフッ化炭素樹脂に青色顔料を含有させた場合には、フッ化炭素樹脂全体の色を薄青色に変色させることができる。このように着色されたフッ化炭素樹脂の上面に、黒色又は濃い灰色を基調とするコーティング膜を積層すると、薄青色と黒色又は濃い灰色との色配合により、コーティング膜を介して肉眼で視認される印刷表示層の表示色を略白色に見せることが可能となる。従って、ミッド層やトップ層の上面に施された印刷表示層を鮮明に視認することが可能なため、調理用容器の美感(視覚的効果)を確実に向上させることができる。
【0015】
一方、フッ化炭素樹脂にダイヤモンド粒子を含有させた場合には、ダイヤモンド粒子のもつ熱伝導特性により、火等の加熱源から調理面への熱伝達を向上させることができる。
【0016】
このとき、青色顔料は、フッ化炭素樹脂の全質量に対して3乃至5質量%含有されていると好適である。なお、「質量%」とは、フッ化炭素樹脂全体の質量に対する含有物質の質量の比率をパーセント化した値である。
ここで、青色顔料がフッ化炭素樹脂の全質量に対して3質量%未満であると、フッ化炭素樹脂に対する青色顔料の含有量が微小であるために、白色を基調とするフッ化炭素樹脂の色にほとんど影響を及ぼさず、依然としてフッ化炭素樹脂の色が略白色を示すことになる。このため、上述したように、コーティング膜を介して印刷表示層を肉眼で視たときに、黄色っぽく見えてしまい、印刷表示層が見づらい状態となる。他方、青色顔料の含有量がフッ化炭素樹脂の全質量に対して5質量%を越えていると、フッ化炭素樹脂の青色の度合いが強くなりすぎてしまい、コーティング膜を介して印刷表示層を肉眼で視たときに、そのまま青色に見えてしまう。この場合、黒色又は濃い灰色を基調とするコーティング膜との色対比において差異がほとんどないため、印刷表示層が見づらい状態となる。従って、フッ化炭素樹脂の青色顔料の含有量をフッ化炭素樹脂の全質量に対して3乃至5質量%の範囲内となるように調整することで、ミッド層やトップ層の上面に施された模様をより鮮明に視認することが可能なため、調理用容器の美感をさらに向上させることできる。
【0017】
また、ダイヤモンド粒子は、フッ化炭素樹脂の全質量に対して0.2乃至0.5質量%含有されていると好適である。ここで、ダイヤモンド粒子がフッ化炭素樹脂の全質量に対して0.2質量%未満であると、フッ化炭素樹脂に対するダイヤモンド粒子の含有量が微小であるために、ダイヤモンド粒子の持つ熱伝導特性を効果的に発揮することが困難である。他方、ダイヤモンド粒子の含有量がフッ化炭素樹脂の全質量に対して0.5質量%を越えていると、フッ化炭素樹脂中にダイヤモンド粒子が多く含まれる結果、印刷表示層と、ミッド層やトップ層等との密着性が低下する。従って、フッ化炭素樹脂のダイヤモンド粒子の含有量を、フッ化炭素樹脂の全質量に対して0.2乃至0.5質量%の範囲内となるように調整することで、ミッド層又はトップ層との密着性を維持しつつ、加熱源から調理面への熱伝達を確実に向上させることができる。
【0018】
さらに、フッ化炭素樹脂は、平均粒子径が200乃至300μmである粒子から構成されていると好適である。ここで、平均粒子径が200μm未満であると、例えば、このようなフッ化炭素樹脂を用いてスクリーン印刷を行った場合には、印刷表示層が必要以上に厚く形成されてしまい、ミッド層又はトップ層に対する印刷表示層の接着強度が低下する。一方、平均粒子径を300μmよりも大きくすると、スクリーン印刷において、印刷自体行うことができない傾向にあり、仮に、ミッド層又はトップ層の上面に印刷表示層を形成することができたとしても、印刷表示層の輪郭部分を鮮明に形成することができず、調理用容器の品質の低下を招く。さらに、平均粒子径が300μmよりも大きい場合には、印刷表示層が薄く形成される傾向がある。すなわち、多層コーティング膜中にこのような印刷表示層を形成しても、多層コーティング膜全体の厚さに影響を及ぼさないため、多層コーティング膜全体の耐久性及び耐摩耗性の向上を図ることが困難である。従って、フッ化炭素樹脂の平均粒子径を200乃至300μmの範囲内となるように調整することで、ミッド層又はトップ層に対する接着強度を維持しつつ、その輪郭部分が鮮明な印刷表示層を形成することが可能となり、より良好な印刷を行うことができる。
【0019】
印刷表示層は、パッド印刷又はスクリーン印刷により形成されていると好適である。このように構成すれば、ミッド層又はトップ層の上面に印刷表示層を容易に形成することができる。
【0020】
さらに、多層コーティング膜は、トップ層及び該トップ層の上面に設けられる印刷表示層のそれぞれに積層される仕上げ層を含むと好適である。このように構成すれば、多層コーティング膜全体の厚さが増大するため、多層コーティング膜の耐久性及び耐磨耗性を確実に向上させることができる。
【0021】
また、フッ化炭素樹脂には、セラミック粒子が含有されていると好適である。このように構成すれば、セラミック粒子はモース硬度が大きいため、フッ化炭素樹脂にセラミック粒子を所定量含有させた場合には、印刷表示層の強度を向上させることが可能となる。従って、多層コーティング膜全体の耐摩耗性を向上させることができる。
【発明の効果】
【0022】
以上のように、本発明に係る印刷表示層を備えた調理用容器によれば、印刷過程において印刷表示層を良好に形成することができ、仕上げ処理を施した後においても印刷表示層を鮮明に視認することができるため、調理用容器の美感(視覚的効果)を確実に向上させることできる。
また、フッ化炭素樹脂にダイヤモンド粒子を含有させた場合には、火等の加熱源から調理面への熱伝達を確実に向上させることができる。
【図面の簡単な説明】
【0023】
【図1】本発明の実施形態に係る多層コーティング膜が施された調理用容器の断面図である。
【図2】図1の変形例を示す多層コーティング膜が施された調理用容器の断面図である。
【図3】第2の実施形態に係る多層コーティング膜が施された調理用容器の断面図である。
【図4】図3の変形例を示す調理用容器の断面図である。
【発明を実施するための形態】
【実施例】
【0024】
以下、本発明に係る第1の実施形態について、図1及び図2を参照して説明する。なお、以下に説明する部材、配置等は、本発明を限定するものではなく、本発明の趣旨に沿って各種改変することができることは勿論である。
図は、本発明の実施形態を示すものであり、図1及び図2は、本発明に係る印刷表示層を備えた調理用容器を説明するものである。図1は多層コーティング膜が施された調理用容器の断面図、図2は図1の変形例を示す印刷表示層を備えた調理用容器の断面図である。
【0025】
図1に示すように、本実施形態に係る調理用容器1は、炊飯器等の内釜、鍋、フライパン、ホットプレート等の食材等を調理するために用いられる容器であり、基材110と、基材110の上面に形成される多層コーティング膜100とを備えている。
【0026】
基材110は、例えば、アルミニウム又はこれを含む合金から形成され、その表面は、予めグラインディング、エッチング、サンディング等により粗面化されている。これにより、基材110の表面積が増大されるため、後述するプライマー層120の基材110に対する接着力を増大させることができる。なお、上記基材110の粗面化は、板金等の加工成形前の状態で行ってもよく、加工成形後に行ってもよい。
【0027】
多層コーティング膜100は、例えば、調理用容器1の調理面側に形成され、基材110の上面に積層されるプライマー層120と、プライマー層120の上面に積層されるミッド層130と、ミッド層130の上面に形成される印刷表示層150と、ミッド層130及び印刷表示層150のそれぞれの上面に積層されるトップ層140とを備えている。これら各層は、いずれもフッ化炭素樹脂(Polytetralfluoroethylene:PTFE)を主成分とする材料を用いて形成されている。
【0028】
プライマー層120は、多層コーティング膜100の最下層を構成し、基材110の表面と直接接着されるように形成されたコーティング膜である。すなわち、プライマー層120は、火等の加熱源より熱せられた基材110からの熱が最初に伝達されるコーティング膜である。このため、プライマー層120は、熱的安定性に優れた成分を含有するフッ化炭素樹脂により形成することが好ましい。
【0029】
プライマー層120は、基材110を加工成形する前の平板状の状態では、例えば、スピン、ローラー、エアープレスコーティング等により形成することができ、他方、基材110が特定の形態に加工成形された後では、例えば、スプレー等によるコーティング方法を用いて形成することができる。
【0030】
ミッド層130は、多層コーティング膜100の中間層として構成されるコーティング膜であり、上記プライマー層120と同様に、基材110を加工成形する前の平板状の状態では、例えば、スピン、ローラー、エアープレスコーティング等により形成することができ、他方、基材110が特定の形態に加工成形された後では、例えば、スプレー等によるコーティング方法を用いて形成することができる。このとき、ミッド層130の厚さを、プライマー層120の厚さと略同一の厚さに形成することが望ましい。
【0031】
印刷表示層150は、調理用容器1の所定位置に目盛、文字、模様等を表示するために形成されるものであり、5000乃至7000cpsの粘度を有する軟液性のフッ化炭素樹脂により形成されている。上述したように、フッ化炭素樹脂の粘度を5000乃至7000cpsに調整することにより、例えば、パッド印刷やスクリーン印刷により印刷表示層150を形成した場合においても、ミッド層130の上面に鮮明且つ精巧な印刷表示層150を確実に形成することができる。なお、このような粘度は、例えば、ブルックフィールド粘度計により測定することが可能である。
【0032】
また、このフッ化炭素樹脂は、その平均粒子径が200乃至300μmからなる粒子により構成されている。上述したように、フッ化炭素樹脂の平均粒子径を200乃至300μmに調整することにより、ミッド層130に対する接着強度を維持しつつ、その輪郭部分が鮮明な印刷表示層150を形成することができる。
【0033】
この印刷表示層150を形成するフッ化炭素樹脂には、フタロシアニンブルー等の青色顔料がフッ化炭素樹脂の全質量に対して3乃至5質量%含有されていると共に、工業用ダイヤモンド等によるダイヤモンド粒子がフッ化炭素樹脂の全質量に対して0.2乃至0.5質量%含有されている。上述したように、青色顔料の含有量をフッ化炭素樹脂の全質量に対して3乃至5質量%に調整することにより、トップ層140を介して肉眼で視認される印刷表示層150の表示色を略白色として見せることができる。
【0034】
また、上述したように、ダイヤモンド粒子の含有量をフッ化炭素樹脂の全質量に対して0.2乃至0.5質量%に調整することにより、ミッド層130に対する密着性を維持しつつ、火等の加熱源から調理面への熱伝達を向上させることができる。
【0035】
このような印刷表示層150は、上記のようにスクリーン印刷又はパッド印刷により形成することできる。
【0036】
スクリーン印刷は、柔軟性を有する刷版に開口部を形成し、この開口部に上記軟液性のフッ化炭素樹脂を擦り付けて調理用容器1に印刷する方式である。
【0037】
パッド印刷は、略平板形状の刷版に塗布された上記フッ化炭素樹脂を、柔軟性を有するパッド面上に転移させ、このパッド面を調理用容器1の所望の部分に押し付けて、調理用容器1に印刷する方式である。一般に、上記刷版は、例えば、銅板等により形成され、その表面には、印刷表示層150を形成するためのエッチング溝(腐食層)が20乃至100μmの深さで形成される。
【0038】
ここで、エッチング溝を含めた刷版は、上記粘液性のフッ化炭素樹脂によって腐食する可能性があるため、少なくともエッチング溝には、例えば、厚さが20μm以下となるように無電解ニッケル等によるめっきを施すことが好ましい。このようなめっきを施すことにより、エッチング溝の腐食が防止される他、エッチング溝自体の強度も増大される。このため、パッド印刷により繰り返し印刷を行った場合においても、エッチング溝の深さをある程度維持することが可能となる。さらに、外部から衝撃を受けたときに生じるエッチング溝の縁の破損や変形等をも抑制することができる。このため、特に、上記めっきが施された刷版を用いることにより、模様の輪郭部分を鮮明に印刷することが可能となる。
【0039】
なお、本実施形態では、印刷表示層150を構成するフッ化炭素樹脂に、青色顔料及びダイヤモンド粒子の両方を含有させたが、これに限られず、何れか一方のみをフッ化炭素樹脂に含有させることも可能である。
【0040】
トップ層140は、多層コーティング膜100の最上層として形成されるコーティング膜であり、プライマー層120やミッド層130と同様に、基材110を加工成形する前の平板状の状態では、例えば、スピン、ローラー、エアープレスコーティング等により形成され、他方、基材110が特定な形態に加工成形された後では、例えば、スプレー等によるコーティング方法により形成される。
【0041】
また、トップ層140では、このようなコーティング方法によるコーティング処理を行った後に、焼成及び冷却処理が行われる。これにより、トップ層140は、強固且つ安定した状態で永久変形され、ミッド層130及び印刷表示層150のそれぞれの上面においてフィルム(薄膜)状に形成することができる。なお、プライマー層120及びミッド層130では、コーティング処理のみ行ったが、トップ層140と同様に、コーティング処理を行った後に、熱処理及び冷却処理を行ってもよい。
【0042】
トップ層140は、ミッド層130及び印刷表示層150のそれぞれの上面に対して密着固定され、その外面が、調理用容器1の内面形状に沿って略平坦に形成される。このように、トップ層140の外面形状を略平坦にした場合には、印刷表示層150が形成された全領域に亘ってトップ層140の厚みを厚く形成する必要がある。すなわち、必然的に多層コーティング膜100全体の厚みも増大するため、多層コーティング膜100の耐久性及び耐摩耗性を向上させることができる。
【0043】
なお、トップ層140は、その外面を略平坦に形成する場合に限られず、例えば、図2に示すように、ミッド層130の上面から上方に突出して形成される印刷表示層150の外面形状に沿って、凹凸状に形成することも可能である。
【0044】
このように、印刷表示層150が形成される部位に対応して、トップ層140の外面を凹凸形状とすることにより、単に、目盛、文字、模様等が肉眼で見えるだけではなく、直接手で触れることもできるため、使用者の触感(手触り感)をも満足させる調理用容器1とすることが可能となる。なお、調理用容器1のうち、頻繁に使用される部分、すなわち、多層コーティング膜100の磨耗の激しい部分に、印刷表示層150を形成すると共に、印刷表示層150の外面形状に沿ってトップ層140の外面形状を凹凸状に形成することも可能である。これにより、多層コーティング膜100のうち、磨耗の激しい部分のみの厚さを、その他の部分よりも相対的に増大させることができるため、トップ層140に使用されるフッ化炭素樹脂の使用量を抑えつつ、多層コーティング膜100の耐久性及び耐摩耗性を向上させることができる。
【0045】
なお、最上層であるトップ層140の外面形状は、図1及び図2に示すような外面形状に限られず、トップ層140を形成する際に採用されるコーティング方法を変更したり、コーティング液の量を加減等することにより様々な形状とすることも可能である。
【0046】
以上のように、本実施形態に係る印刷表示層を備えた調理用容器によれば、多層コーティング膜100の一部を構成する印刷表示層150は、5000乃至7000cpsの粘度を有するフッ化炭素樹脂により形成される。上述したように、フッ化炭素樹脂の粘度を5000乃至7000cpsに調整することにより、パッド印刷やスクリーン印刷により印刷表示層150を形成した場合においても、ミッド層130の上面に鮮明且つ精巧な印刷表示層150を確実に形成することができ、仕上がりの綺麗な印刷を行うことができる。また、印刷表示層が、耐久性及び耐磨耗性を有するフッ化炭素樹脂により形成されているため、多層コーティング膜100全体の耐久性及び耐磨耗性を向上させることができる。
【0047】
また、印刷表示層150を形成するフッ化炭素樹脂には、青色顔料がフッ化炭素樹脂の全質量に対して3乃至5質量%含有されているため、トップ層140を介して肉眼で視認される印刷表示層150の表示色を略白色として見ることができる。従って、ミッド層130の上面に施された模様を鮮明に表示することが可能なため、調理用容器の美感(視覚的効果)を確実に向上させることができる。
【0048】
さらに、印刷表示層150を形成するフッ化炭素樹脂には、ダイヤモンド粒子がフッ化炭素樹脂の全質量に対して0.2乃至0.5質量%含有されているため、ミッド層130に対する密着性を維持しつつ、火等の加熱源から調理面への熱伝達を向上させることができる。すなわち、例えば、水を入れた調理用容器1を加熱源により熱すると、過熱源により直接熱せられる領域において沸騰した後、比較的短い期間でその周囲の他の領域において沸騰させることができる。このように、ダイヤモンド粒子の含有量を調整することにより、調理時間の短縮を図ることができる。
【0049】
印刷表示層150を形成するフッ化炭素樹脂は、その平均粒子径が200乃至300μmである粒子から構成されているため、上述したように、ミッド層130への接着強度を維持しつつ、その輪郭部分が鮮明な印刷表示層150を形成することができる。
【0050】
次に、本発明に係る第2の実施形態について図3及び図4に基づいて説明する。図3は第2の実施形態に係る多層コーティング膜が施された調理用容器の断面図、図4は図3の変形例を示す調理用容器の断面図である。なお、図3及び図4に示す第2の実施形態は、第1の実施形態との対比において、印刷表示層がトップ層の上面に形成されている点、及びトップ層及び印刷表示層のそれぞれの上面に仕上げ層が積層されている点のみが異なり、それ以外の構成は第1の実施形態と同様な構成であるため、同一番号を付して重複する説明を省略する。
【0051】
図3に示すように、基材110の上面に形成される多層コーティング膜200は、プライマー層120と、ミッド層130と、トップ層140と、トップ層140の上面に形成される印刷表示層250と、トップ層140及び印刷表示層250のそれぞれの上面に積層される仕上げ層260とを備えている。
【0052】
印刷表示層250は、第1の実施形態において詳述した印刷表示層150と同様に、5000乃至7000cpsの粘度を有するフッ化炭素樹脂により形成されており、このフッ化炭素樹脂は、その平均粒子径が200乃至300μmからなる粒子により構成されている(図1及び図2参照)。また、このフッ化炭素樹脂には、青色顔料がフッ化炭素樹脂の全質量に対して3乃至5質量%含有されていると共に、ダイヤモンド粒子がフッ化炭素樹脂の全質量に対して0.2乃至0.5質量%含有されている。なお、上述した第1の実施形態と同様に、印刷表示層250を構成するフッ化炭素樹脂に、青色顔料及びダイヤモンド粒子の何れか一方のみを含有させることも可能である。
【0053】
仕上げ層260は、多層コーティング膜200の最上層として形成されるコーティング膜であり、基材110が加工成形される前の平板状の状態では、例えば、スピン、ローラー、エアープレスコーティング等により形成され、他方、基材110が特定の形態に加工成形された後では、例えば、スプレー等によるコーティング方法により形成される。
【0054】
仕上げ層260は、トップ層140及び印刷表示層250のそれぞれの上面に対して密着固定され、その外面が、調理用容器1の内面形状に沿って略平坦に形成される。
【0055】
なお、仕上げ層260は、その外面を略平坦に形成する場合に限られず、図4に示すように、トップ層140の上面から上方に突出して形成される印刷表示層250の外面形状に沿って、凹凸状に形成することも可能である。
【0056】
このように、本実施形態によれば、印刷表示層250をトップ層140の上面に形成すると共に、トップ層140及び印刷表示層250のそれぞれの上面に追加的に仕上げ層260を形成することによって、多層コーティング膜200全体の厚さを厚くすることができる。このため、第1の実施形態との対比において、多層コーティング膜200の厚みが増加されるため、多層コーティング膜200の耐久性及び耐磨耗性をさらに向上させることができる。
【0057】
なお、上述した実施形態では、印刷表示層150、250を形成するフッ化炭素樹脂に、青色顔料やダイヤモンド粒子を所定量含有させたが、例えば、セラミック粒子等その他の成分を含有させることも可能である。ここで、セラミック粒子は、モース硬度が大きいため、フッ化炭素樹脂にセラミック粒子を所定量含有させた場合には、印刷表示層150、250の強度を向上させることが可能となり、結果として、多層コーティング膜100、200全体の耐摩耗性を向上させることができる。
【産業上の利用可能性】
【0058】
本発明によれば、印刷過程において綺麗に印刷することができると共に、仕上げ処理を施した後においても印刷された表示を鮮明に視認することができるので、多層コーティング膜の一部を構成する印刷表示層を備えた様々な調理用容器に利用することができる。
【符号の説明】
【0059】
1 調理用容器
100、200 多層コーティング膜
110 基材
120 プライマー層
130 ミッド層
140 トップ層
150、250 印刷表示層
260 仕上げ層
【特許請求の範囲】
【請求項1】
基材の上に、プライマー層と、ミッド層と、トップ層とを順次積層して形成される多層コーティング膜において、前記ミッド層又は前記トップ層の少なくとも一方の上面に設けられる印刷表示層を備えた調理用容器であって、
前記印刷表示層は、5000乃至7000cpsの粘度を有し、青色顔料又はダイヤモンド粒子の少なくとも一方を含有するフッ化炭素樹脂により形成されていることを特徴とする印刷表示層を備えた調理用容器。
【請求項2】
前記青色顔料は、前記フッ化炭素樹脂の全質量に対して3乃至5質量%含有されていることを特徴とする請求項1に記載の印刷表示層を備えた調理用容器。
【請求項3】
前記ダイヤモンド粒子は、前記フッ化炭素樹脂の全質量に対して0.2乃至0.5質量%含有されていることを特徴とする請求項1に記載の印刷表示層を備えた調理用容器。
【請求項4】
前記フッ化炭素樹脂には、前記ダイヤモンド粒子が前記フッ化炭素樹脂の全質量に対して0.2乃至0.5質量%含有されていることを特徴とする請求項2に記載の印刷表示層を備えた調理用容器。
【請求項5】
前記フッ化炭素樹脂は、平均粒子径が200乃至300μmである粒子から構成されていることを特徴とする請求項1乃至4の何れか1項に記載の印刷表示層を備えた調理用容器。
【請求項6】
前記印刷表示層は、パッド印刷又はスクリーン印刷により形成されることを特徴とする請求項1乃至5の何れか1項に記載の印刷表示層を備えた調理用容器。
【請求項7】
前記多層コーティング膜は、前記トップ層及び該トップ層の上面に設けられる前記印刷表示層のそれぞれに積層される仕上げ層を含むことを特徴とする請求項1乃至6の何れか1項に記載の印刷表示層を備えた調理用容器。
【請求項8】
前記フッ化炭素樹脂には、セラミック粒子が含有されていることを特徴とする請求項1乃至7の何れか1項に記載の印刷表示層を備えた調理用容器。
【請求項1】
基材の上に、プライマー層と、ミッド層と、トップ層とを順次積層して形成される多層コーティング膜において、前記ミッド層又は前記トップ層の少なくとも一方の上面に設けられる印刷表示層を備えた調理用容器であって、
前記印刷表示層は、5000乃至7000cpsの粘度を有し、青色顔料又はダイヤモンド粒子の少なくとも一方を含有するフッ化炭素樹脂により形成されていることを特徴とする印刷表示層を備えた調理用容器。
【請求項2】
前記青色顔料は、前記フッ化炭素樹脂の全質量に対して3乃至5質量%含有されていることを特徴とする請求項1に記載の印刷表示層を備えた調理用容器。
【請求項3】
前記ダイヤモンド粒子は、前記フッ化炭素樹脂の全質量に対して0.2乃至0.5質量%含有されていることを特徴とする請求項1に記載の印刷表示層を備えた調理用容器。
【請求項4】
前記フッ化炭素樹脂には、前記ダイヤモンド粒子が前記フッ化炭素樹脂の全質量に対して0.2乃至0.5質量%含有されていることを特徴とする請求項2に記載の印刷表示層を備えた調理用容器。
【請求項5】
前記フッ化炭素樹脂は、平均粒子径が200乃至300μmである粒子から構成されていることを特徴とする請求項1乃至4の何れか1項に記載の印刷表示層を備えた調理用容器。
【請求項6】
前記印刷表示層は、パッド印刷又はスクリーン印刷により形成されることを特徴とする請求項1乃至5の何れか1項に記載の印刷表示層を備えた調理用容器。
【請求項7】
前記多層コーティング膜は、前記トップ層及び該トップ層の上面に設けられる前記印刷表示層のそれぞれに積層される仕上げ層を含むことを特徴とする請求項1乃至6の何れか1項に記載の印刷表示層を備えた調理用容器。
【請求項8】
前記フッ化炭素樹脂には、セラミック粒子が含有されていることを特徴とする請求項1乃至7の何れか1項に記載の印刷表示層を備えた調理用容器。
【図1】



【図2】
【図3】

【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−125319(P2010−125319A)
【公開日】平成22年6月10日(2010.6.10)
【国際特許分類】
【出願番号】特願2009−151281(P2009−151281)
【出願日】平成21年6月25日(2009.6.25)
【出願人】(303013693)
【出願人】(597148264)株式会社タイエイジャパン (2)
【Fターム(参考)】
【公開日】平成22年6月10日(2010.6.10)
【国際特許分類】
【出願日】平成21年6月25日(2009.6.25)
【出願人】(303013693)
【出願人】(597148264)株式会社タイエイジャパン (2)
【Fターム(参考)】
[ Back to top ]