
厚み測定装置及び厚み測定方法
【課題】基準ローラの回転軸の振動に由来する誤差を取り除く。
【解決手段】不可避的に振動する回転軸24に沿って設けられていて、回転軸とともに回転する基準ローラ12と、基準ローラの周面12aに押圧されることにより、基準ローラの回転に従動して回転する検知ローラ14と、基準ローラ及び検知ローラの当接部Tに搬送される被測定媒体Pの厚みと回転軸の振動とに由来する検知ローラの位置変位を生データとして測定する検知部16と、回転軸の振動のみに由来する検知ローラごとの位置変位を、1個の規格化ローラ124の振動により生じた位置変位で規格化した振動規格化データを予め記憶している記憶部18と、被測定媒体の厚みの測定時に得られる検知ローラごとの生データを、記憶部から読み出された振動規格化データに測定時の規格化ローラの位置変位を乗じた補正値で補正する補正部20とを備える。
【解決手段】不可避的に振動する回転軸24に沿って設けられていて、回転軸とともに回転する基準ローラ12と、基準ローラの周面12aに押圧されることにより、基準ローラの回転に従動して回転する検知ローラ14と、基準ローラ及び検知ローラの当接部Tに搬送される被測定媒体Pの厚みと回転軸の振動とに由来する検知ローラの位置変位を生データとして測定する検知部16と、回転軸の振動のみに由来する検知ローラごとの位置変位を、1個の規格化ローラ124の振動により生じた位置変位で規格化した振動規格化データを予め記憶している記憶部18と、被測定媒体の厚みの測定時に得られる検知ローラごとの生データを、記憶部から読み出された振動規格化データに測定時の規格化ローラの位置変位を乗じた補正値で補正する補正部20とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、紙幣等の被測定媒体の厚みを測定する厚み測定装置及び厚み測定方法に関する。
【背景技術】
【0002】
現金自動預払機(ATM)、現金自動支払い機(CD)には、破損した紙幣をテープ等で補修した補修紙幣(以下、損券と称する。)が投入される場合がある。この損券は、預入される紙幣又は支払われる紙幣の枚数確定並びに紙幣金種及び真偽の判定を行う上で障害となることがある。そのため、損券を判別して取り除く必要がある。
【0003】
そこで、ATMやCDの紙幣搬送路の途中に、搬送される紙幣の厚みを検出する厚み検出手段を設け、その出力値から紙幣の厚みを検知して、損券を判別することが広く行われている(例えば、特許文献1参照)。
【0004】
特許文献1に記載の厚み測定装置は、シャフトに固定された基準ローラと、この基準ローラに当接して従動する検出ローラとを備えていて、基準ローラと検出ローラの間を搬送される被測定媒体としての紙幣の厚みを、検出ローラの位置変位から算出するものである。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−226859号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載の技術では、紙幣等を基準ローラと検出ローラとの間に搬送すると、紙幣の厚みのために、シャフトが撓んで振動してしまうことがあった。シャフトの振動は、基準ローラを介して検出ローラを振動させる。その結果、この振動の分だけ、測定される検出ローラの位置変位に誤差が含まれてしまう。結果として、紙幣等の厚みが真値からずれて評価されてしまうという問題点があった。
【0007】
この発明の発明者は鋭意検討の結果、規格化ローラとして選定された基準ローラ又は検出ローラの位置変位により規格化されたシャフトの振動を振動規格化データとして予め記憶しておき、実際の被測定媒体の測定に当たっては、この振動規格化データと規格化ローラの位置変位とを用いることによりシャフトの振動の影響を除去できることに想到した。
【0008】
この発明は、上述した問題点に鑑みなされたものである。従って、この発明の目的は、基準ローラの回転軸の振動に由来する誤差を取り除き、紙幣の厚みの測定精度をより高めることができる厚み測定装置及び厚み測定方法を提供することにある。
【課題を解決するための手段】
【0009】
上述した目的の達成を図るために、この発明の厚み測定装置は、基準ローラと、検知ローラと、検知部と、記憶部と、補正部とを備えている。
【0010】
基準ローラは、被測定媒体の厚みの評価時に不可避的に振動する回転軸に沿って、複数設けられていて、回転軸とともに回転する。
【0011】
検知ローラは、基準ローラのそれぞれに対応して設けられていて、基準ローラの周面に押圧されることにより、基準ローラの回転に従動して回転する。
【0012】
検知部は、基準ローラ及び検知ローラの当接部に搬送される被測定媒体の厚みと回転軸の振動とに由来する検知ローラの位置変位を生データとして測定する。
【0013】
記憶部は、回転軸の振動のみに由来する検知ローラごとの位置変位を、規格化ローラとして選定された1個の基準ローラ及び被測定媒体が非通過の1個の検知ローラのいずれか一方のローラの振動により生じた位置変位で規格化した振動規格化データを予め記憶している。
【0014】
補正部は、被測定媒体の厚みの測定時に得られる検知ローラごとの生データを、記憶部から読み出された振動規格化データに測定時の規格化ローラの位置変位を乗じた補正値で補正して得られた補正後生データを被測定媒体の厚みとして出力する。
【0015】
この厚み測定装置の好適な一実施態様として、規格化ローラが基準ローラであるとともに、回転軸の振動の振幅を基準ローラの位置変位として測定する振動評価部を備えていて、補正後生データを、補正値と生データとの加算値とするのがよい。
【0016】
この厚み測定装置の別の好適な一実施態様として、規格化ローラが、検知ローラであるともに、補正後生データを、生データからの補正値の減算値とするのがよい。
【0017】
この発明の厚み測定方法は、被測定媒体の厚みの評価時に不可避的に振動する回転軸に沿って設けられていて、回転軸とともに回転する複数の基準ローラと、基準ローラのそれぞれに対応して設けられていて、基準ローラの周面に押圧されることにより、基準ローラの回転に従動して回転する検知ローラと、基準ローラ及び検知ローラの当接部に搬送される被測定媒体の厚みと回転軸の振動とに由来する検知ローラの位置変位を生データとして測定する検知部とを備えた厚み測定装置を用いて被測定媒体の厚みを測定するに当たり、回転軸の振動のみに由来する検知ローラごとの位置変位を、規格化ローラとして選定された1個の基準ローラ及び被測定媒体が非通過の1個の検知ローラのいずれか一方のローラの振動により生じた位置変位で規格化した振動規格化データを予め記憶部に記憶しておき、被測定媒体の厚みの測定時に得られる検知ローラごとの生データを、記憶部から読み出された振動規格化データに測定時の規格化ローラの位置変位を乗じた補正値で補正して、被測定媒体の厚みを出力する。
【発明の効果】
【0018】
この発明の厚み測定装置によれば、基準ローラの回転軸の振動に由来する誤差を取り除き、紙幣の厚みの測定精度をより高めることができる。
【図面の簡単な説明】
【0019】
【図1】被測定媒体が搬送された状態における典型装置の構成を模式的に示す正面図である。
【図2】図1をA−A線で切断した切断端面図である。
【図3】回転軸の振動の様子の説明に供する模式図である。
【図4】位置変位センサから出力される位置変位の時間変化を示す特性図である。
【図5】実施形態1の厚み測定装置の構成を概略的に示す正面図である。
【図6】図5をA−A線で切断した切断端面図である。
【図7】回転軸変位と生データとの関係を示す特性図である。
【図8】(A)〜(C)は、振動規格化データの説明に供する特性図である。
【図9】実施形態2の厚み測定装置の構成を概略的に示す正面図である。
【図10】図9をA−A線で切断した切断端面図である。
【発明を実施するための形態】
【0020】
以下、図面を参照して、この発明の実施形態について説明する。なお、各図は、各構成要素の形状、大きさ及び配置関係について、この発明の実施形態が理解できる程度に概略的に示してある。また、以下、この発明の実施形態の好適な構成例について説明するが、各構成要素の材質及び数値的条件などは、単なる好適例にすぎない。従って、この発明は、以下の実施の形態に何ら限定されない。また、各図において、共通する構成要素には同符号を付し、その説明を省略することもある。
【0021】
(厚み測定時における誤差)
まず始めに、図1〜図4を参照して、典型的な厚み測定装置(以下、「典型装置」と称する。)において、厚み測定の際に回転軸の振動に由来して生じる誤差について説明する。
【0022】
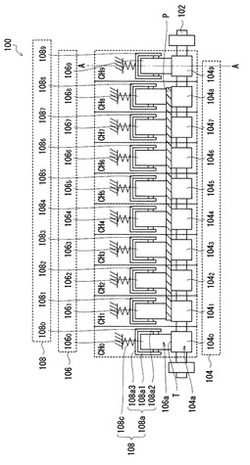
図1は、被測定媒体が搬送された状態における典型装置の構成を模式的に示す正面図である。図2は、図1をA−A線で切断した切断端面図である。図3は、回転軸の振動の様子の説明に供する模式図である。図4は、位置変位センサから出力される位置変位の時間変化を示す特性図である。
【0023】
まず、図1及び図2を参照して、典型装置100の構成及び動作について簡単に説明する。
【0024】
典型装置100は、回転軸102と、基準ローラ104と、検知ローラ106と、検知部108とを備えている。
【0025】
回転軸102は、金属製の円柱であり、両端部が図示しない典型装置100の本体(以下、単に「本体」とも称する。)に軸受を介して回転自在に支持されている。また、回転軸102は、本体に設けられた不図示の回転駆動装置に接続されており、この回転駆動装置からの駆動力が伝達されて能動的に回転する。
【0026】
基準ローラ104は、回転軸102を構成する材料と同じ材料を用いて、回転軸102と一体に形成されている。基準ローラ104は、回転軸102に沿って、等間隔に10個設けられている。以下、特に必要がある場合は、これらの10個の基準ローラを1040〜1049と区別して説明する。
【0027】
検知ローラ106は、基準ローラ104のそれぞれに対応して設けられたローラであり、基準ローラ104の周面104aに押圧されることにより、基準ローラ104の回転に従動して回転する。より詳細には、個々の検知ローラ106の周面106aは、当接部Tにおいて、基準ローラ104の周面104aにそれぞれ押圧されている。図1に示すように、被検知媒体Pの厚みの測定時には、この当接部Tの間を被検知媒体Pが通過する。以下、特に必要がある場合は、これらの10個の検知ローラ106を1060〜1069と区別して説明する。
【0028】
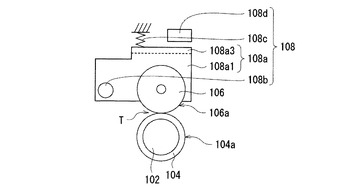
検知部108は、上述の検知ローラ106ごとに設けられていて、ブラケット108aと、揺動軸108bと、スプリング108cと、位置変位センサ108dとを備えている。以下、特に必要がある場合は、これらの10個の検知部108を1080〜1089と区別する。
【0029】
ブラケット108aは、全体が金属板で形成されており、2個の側板108a1及び108a2と、両側板を接続する上板108a3とから構成されている。両側板108a1及び108a2には、検知ローラ106の回転軸が軸受を介して回転自在に取り付けられている。また、ブラケット108aの回転軸とは反対側の端部には、揺動軸108bが設けられている。この揺動軸108bは、図示しない本体に軸受を介して揺動自在に支持されている。その結果、被検知媒体Pの厚みの測定時には、被測定媒体Pの厚みに応じて、ブラケット108a全体が揺動軸108bを中心として上下に揺動する。
【0030】
ブラケット108aの上板108a3と本体との間には、収縮したスプリング108cが介在されている。このスプリング108cの弾発力により、ブラケット108aは、基準ローラ104方向に付勢される。その結果、ブラケット108aに支持されている検知ローラ106が基準ローラ104へと押圧される。
【0031】
本体の、ブラケット108aの上板108a3に臨む位置には、渦電流センサからなる位置変位センサ108dが設けられている(図2)。被検知媒体Pの厚みの測定時には、位置変位センサ108dは、揺動するブラケット108aの位置変位、すなわち検知ローラ106の位置変位を、上板108a3の上下動の大きさとして検知する。典型装置100は、位置変位センサ108dで検出された位置変位を用いて、被測定媒体Pの厚みを求める。
【0032】
以降、互いに対応する位置に存在し、被検知媒体Pの厚み測定における測定単位ユニットである一組みの基準ローラ104,検知ローラ106及び検知部108を「CH(チャンネル)」と称する。つまり、基準ローラ1040,検知ローラ1060及び検知部1080の組を「CH0」と称する。また、基準ローラ1041,検知ローラ1061及び検知部1081の組を「CH1」と称する。また、基準ローラ1042,検知ローラ1062及び検知部1082の組を「CH2」と称する。また、基準ローラ1043,検知ローラ1063及び検知部1083の組を「CH3」と称する。また、基準ローラ1044,検知ローラ1064及び検知部1084の組を「CH4」と称する。また、基準ローラ1045,検知ローラ1065及び検知部1085の組を「CH5」と称する。また、基準ローラ1046,検知ローラ1066及び検知部1086の組を「CH6」と称する。また、基準ローラ1047,検知ローラ1067及び検知部1087の組を「CH7」と称する。また、基準ローラ1048,検知ローラ1068及び検知部1088の組を「CH8」と称する。また、基準ローラ1049,検知ローラ1069及び検知部1089の組を「CH9」と称する。
【0033】
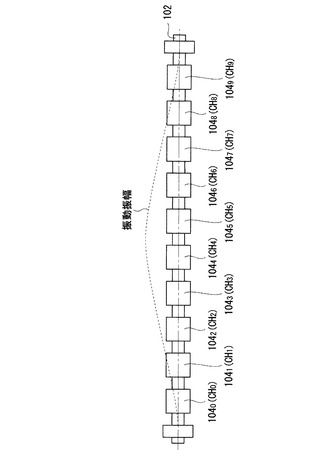
ところで、(1)回転軸102が金属製すなわち剛体であること、及び(2)被測定媒体Pの搬送速度が速いことの2つの理由により、被測定媒体Pが当接部Tへと突入すると、回転軸102は、被測定媒体Pの厚みのために、湾曲して、振動する。図3には、回転軸102の振動の振幅の様子を模式的に点線で示している。回転軸102の振動の振幅は、本体に固定された両端部に近いCH0及びCH9では小さく、回転軸102の中央部、例えばCH4及びCH5に近づくほど大きくなっている。本発明者の評価によれば、回転軸102の振動は、回転軸102の固有値である1次の振動モードが支配的であることが明らかとなった。
【0034】
従って、検知部108の位置変位センサ108dが検知する生データとしての位置変位には、(1)被測定媒体Pの厚みに由来するものと、(2)回転軸102の振動に由来するものとが重畳されている。
【0035】
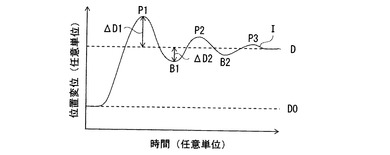
図4にその様子を模式的に示す。図4は、位置変位センサ108dから出力される位置変位の時間変化を示す特性図である。図4の縦軸は位置変位センサ108dの位置変位の大きさ(任意単位)を示し、横軸は時間(任意単位)を示す。
【0036】
図4に描かれた曲線Iは、回転軸102の振動の影響がほぼ最大であるCH4における位置変位センサ108dの位置変位の時間変化を示している。また、図4には、位置変位センサ108dが出力する位置変位の初期値をD0(=0)として示している。つまりD0は、基準ローラ1044と検知ローラ1064との間に被測定媒体Pが介在していない状態、つまり、位置変位=0の状態における位置変位センサ108dの出力値である。さらに、図4には、被測定媒体Pの厚みの真値をDとして示している。
【0037】
曲線Iを参照すると、CH4における位置変位は、被測定媒体Pが当接部Tに突入した瞬間に初期値D0から増加する。そして、ピークP1→ボトムB1→ピークP2→ボトムB2→ピークP3と被測定媒体Pの厚みDの周りで時間と共に振幅を小さくしながら振動し、やがて厚みDへと収束していく。このように、回転軸102が振動すると、例えばピークP1においては、CH4で検出される生データ(位置変位)は、実際の被測定媒体Pの厚みDよりも見かけ上ΔD1だけ大きくなってしまう。同様に、例えばボトムB1においては、CH4で検出される生データ(位置変位)は、実際の被測定媒体Pの厚みDよりも見かけ上ΔD2だけ小さくなってしまう。
【0038】
これが、被測定媒体Pの厚み測定時において、回転軸102の振動により検知部108で測定される生データに導入される誤差である。
【0039】
(実施形態1)
以下、図面を参照して、この実施形態の厚み測定装置及び厚み測定方法の一例について説明する。
【0040】
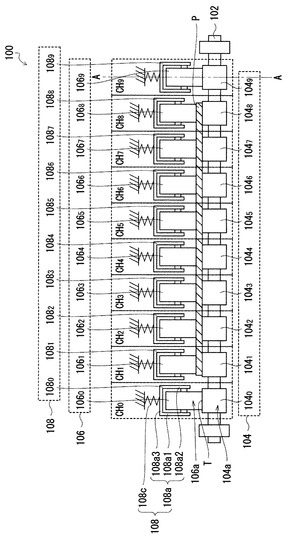
図5は、この実施形態の厚み測定装置の構成を概略的に示す正面図である。図6は、図5をA−A線で切断した切断端面図である。図7は、回転軸変位と生データとの関係を示す特性図である。図8(A)〜(C)は、振動規格化データの説明に供する特性図である。
【0041】
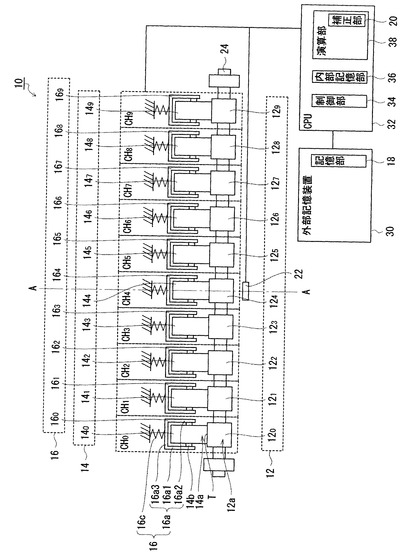
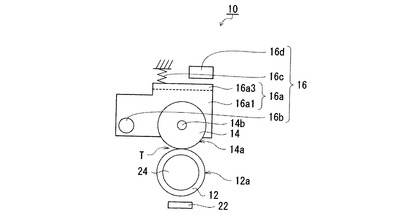
図5及び図6を参照すると、厚み測定装置10は、基準ローラ12と、検知ローラ14と、検知部16と、記憶部18と、補正部20と、振動評価部22とを備えている。
【0042】
基準ローラ12は、被測定媒体Pの厚みの評価時に不可避的に振動する回転軸24に沿って等間隔で複数個設けられている。
【0043】
回転軸24は、金属を材料として形成された円柱であり、両端部に設けられた軸受を介して、不図示の厚み測定装置10の本体(以下、単に「装置本体」とも称する。)に回転可能に支持されている。また、回転軸24は、装置本体に設けられた駆動装置(不図示)に接続されており、この駆動装置から回転駆動力が伝達されて能動的に回転する。
【0044】
基準ローラ12は、回転軸24よりも直径が大きく短尺な円柱状の部品であり、この実施の形態に示す例では、回転軸24を構成する材料と同じ材料を用いて、回転軸24と一体に形成されている。この実施の形態に示す例では、基準ローラ12は、回転軸24に沿って、一定の間隔を空けて10個設けられている。以下、特に必要がある場合は、これらの10個の基準ローラ12を120〜129と区別する。なお、後述するように、これらの基準ローラ120〜129のうち1個を全ての基準ローラから得られる各振動データを規格化するための規格化ローラとして選定することができる。
【0045】
検知ローラ14は、基準ローラ12のそれぞれに対応して設けられたローラであり、基準ローラ12の周面12aに押圧されることにより、基準ローラ12の回転に従動して回転する。
【0046】
より詳細には、検知ローラ14は、金属を材料として形成された短尺な円柱状の部品である。個々の検知ローラ14の周面14aは、当接部Tにおいて、基準ローラ12の周面12aにそれぞれ押圧されている。そして、被検知媒体Pの厚みの測定時には、この当接部Tの間を、例えば紙等の葉状体の被検知媒体Pが通過する。
【0047】
検知ローラ14は、この実施の形態に示す例では、基準ローラ12とほぼ等しい直径に形成されている。また、検知ローラ14の周面14aの幅も、基準ローラ12の周面12aの幅とほぼ等しく形成されている。
【0048】
検知ローラ14は、後述する検知部16に取り付けられている。より詳細には、検知ローラ14の回転中心としての第1回転軸14bは、検知部16のブラケット16aの両側板16a1及び16a2に軸受を介して回転自在に支持されている。詳しくは後述するが、検知部16のブラケット16aには、一端が本体に固定されたスプリング16cが取り付けられており、このスプリング16cの弾発力により、検知ローラ14の周面14aは基準ローラ12の周面12aに押圧される。その結果、両周面12a及び14aの間の摩擦力が増大し、検知ローラ14は、基準ローラ12の能動回転に従動して回転する。以下、特に必要がある場合は、これらの10個の検知ローラ14を140〜149と区別する。なお、後述するように、これら検知ローラ140〜149のうち1個を全ての検知ローラから得られる各振動データを規格化するための規格化ローラとして選定することができ、従って、基準ローラ又は検知ローラのどちらかを規格化ローラとして選定するかは、設計に応じて決めればよい。
【0049】
検知部16は、基準ローラ12及び検知ローラ14の当接部Tに搬送される被測定媒体Pの厚みと回転軸24の振動とに由来する検知ローラ14の位置変位を生データとして測定する。以下、特に必要がある場合は、これらの10個の検知部を160〜169と区別する。
【0050】
より詳細には、検知部16は、検知ローラ14ごとに設けられていて、ブラケット16aと、揺動軸16bと、スプリング16cと、位置変位センサ16dとを備えている。
【0051】
ブラケット16aは、金属製の板材を用いて形成されていて、互いに平行に対向する2個の側板16a1及び16a2と、両側板16a1及び16a2の上端部同士を接続する上板16a3とから構成された、断面“コ”字状の部品である。両側板16a1及び16a2には、上述のように検知ローラ14の第1回転軸14bが取り付けられている。
【0052】
また、ブラケット16aの両側板16a1及び16a2において、第1回転軸14bが設けられた端部と反対側の端部付近には揺動軸16bが設けられている。この揺動軸16bは、装置本体に軸受を介して揺動自在に支持されている。その結果、被検知媒体Pの厚みの測定時には、被測定媒体Pの厚みに応じて、揺動軸16bを中心としてブラケット16a全体が、上下方向、すなわち回転軸24の延在方向に直交する方向に沿って揺動する。
【0053】
ブラケット16aの上板16a3と装置本体との間には、収縮したスプリング16cが介在している。つまり、スプリング16cの一端は装置本体に固定されており、他端はブラケット16aの上板16a3に固定されている。その結果、スプリング16cの弾発力により、ブラケット16aは基準ローラ12方向に常に付勢される。つまり、ブラケット16aに支持されている検知ローラ14が基準ローラ12へと押圧される。
【0054】
ブラケット16aの上板16a3に対向して、装置本体には、例えば渦電流センサからなる位置変位センサ16dが設けられている。被検知媒体Pの厚みの測定時には、位置変位センサ16dは、上下に揺動するブラケット16aの上板16a3と位置変位センサ16dとの間の距離、すなわち検知ローラ14の上下動の大きさを位置変位として計測する。
【0055】
以降、互いに対応する位置に存在し、被検知媒体Pの厚み測定における測定単位ユニットである一組みの基準ローラ12,検知ローラ14及び検知部16を「CH(チャンネル)」と称する。つまり、基準ローラ120,検知ローラ140及び検知部160の組を「CH0」と、及びCH0から得られた生データをRD0と称する。また、基準ローラ121,検知ローラ141及び検知部161の組を「CH1」と、及びCH1から得られた生データをRD1と称する。また、基準ローラ122,検知ローラ142及び検知部162の組を「CH2」と、及びCH2から得られた生データをRD2と称する。また、基準ローラ123,検知ローラ143及び検知部163の組を「CH3」と、及びCH3から得られた生データをRD3と称する。また、基準ローラ124,検知ローラ144及び検知部164の組を「CH4」と、及びCH4から得られた生データをRD4と称する。また、基準ローラ125,検知ローラ145及び検知部165の組を「CH5」と、及びCH5から得られた生データをRD5と称する。また、基準ローラ126,検知ローラ146及び検知部166の組を「CH6」と、及びCH6から得られた生データをRD6と称する。また、基準ローラ127,検知ローラ147及び検知部167の組を「CH7」と、及びCH7から得られた生データをRD7と称する。また、基準ローラ128,検知ローラ148及び検知部168の組を「CH8」と、及びCH8から得られた生データをRD8と称する。また、基準ローラ129,検知ローラ149及び検知部169の組を「CH9」と、及びCH9から得られた生データをRD9と称する。
【0056】
振動評価部22は、回転軸24の振動の振幅を基準ローラ124の位置変位として測定する位置変位センサとして構成されている。
【0057】
振動評価部22は、基準ローラ124の位置において、回転軸24を挟んで、検知ローラ144の反対側の装置本体に設けられている。振動評価部22は、例えば渦電流センサとする。なお、振動評価部22が設けられた基準ローラ124を、以降、「規格化ローラ124」と称することもある。また、被測定媒体Pの厚み測定時に、振動評価部22が出力する基準ローラ124の位置変位を、特に「回転軸変位」と称する。
【0058】
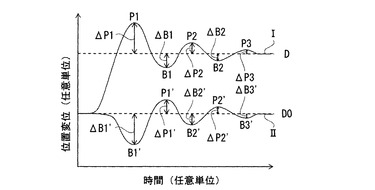
ここで、図7を用いて、振動評価部22が出力する回転軸変位と、検知部16が出力する位置変位、すなわち生データRD4との関係について説明する。図7は、回転軸変位と生データRD4との関係を示す特性図である。図7において、縦軸は位置変位の大きさ(任意単位)を示し、横軸は時間(任意単位)を示す。
【0059】
図7には、2本の曲線I及びIIが描かれている。曲線Iは生データRD4の時間変化を示している。曲線IIは回転軸変位の時間変化を示している。
【0060】
図7を参照すると明らかなように、曲線Iは、既に説明した図4と同様に、被測定媒体Pが当接部Tに突入した瞬間に初期値D0(=0)から増加し、ピークP1→ボトムB1→ピークP2→ボトムB2→ピークP3と被測定媒体Pの厚みDの周りで時間と共に振幅を小さくしながら振動し、やがて厚みDへと収束していく。ここで、ピークP1と厚みDとの間の差分をΔP1(=P1−D)とする。同様に。ボトムB1と厚みDとの差分をΔB1(=B1−D)とする。また、ピークP2と厚みDとの間の差分をΔP2(=P2−D)とする。また、ボトムB2と厚みDとの差分をΔB2(=B2−D)とする。また、ピークP3と厚みDとの間の差分をΔP3(=P3−D)とする。
【0061】
それに対し、曲線IIは、ボトムB1’→ピークP1’→ボトムB2’→ピークP2’→ボトムB3’と初期値D0の周りで時間と共に振幅を小さくしながら振動し、やがて初期値D0へと収束していく。ここで、ボトムB1’と初期値D0との間の差分をΔB1’(=B1’−D0)とする。また、ピークP1’と初期値D0との間の差分をΔP1’(=P1’−D0)とする。また、ボトムB2’とD0との間の差分をΔB2’(=B2’−D0)とする。また、ピークP2’とD0との間の差分をΔP2’(=P2’−D0)とする。また、ボトムB3’とD0との間の差分をΔB3’(=B3’−D0)とする。
【0062】
曲線Iと曲線IIとを比較すると、曲線Iと曲線IIとは、振動の位相が逆転していることが分かる。つまり、曲線Iがピークを取るときに曲線IIはボトムを取り、曲線Iがボトムを取るときに曲線IIはピークを取る。
【0063】
また、曲線I及びIIにおいて対応するピークとボトムの基準値からのズレを比較すると、両者は、絶対値が等しく符号が反転している。つまり、ΔP1+ΔB1’=0、ΔB1+ΔP1’=0、ΔP2+ΔB2’=0、ΔB2+ΔP2’=0及びΔP3+ΔB3’=0という関係が成り立っている。
【0064】
回転軸変位と生データRD4とがこのような関係を示すのは、振動評価部22が設けられた位置に関係している。上述のように振動評価部22は、回転軸24を挟んで、検知ローラ144の反対側、つまり検知部164の位置変位センサ16dの反対側に設けられている。つまり、振動評価部22と検知部164の位置変位センサ16dとは、回転軸24の振動をそれぞれ逆の方向から測定している。その結果、振動評価部22から出力される回転軸変位は、検知部164が出力する生データRD4と大きさが等しく、位相が反転することとなる。
【0065】
記憶部18は、従来公知の外部記憶装置30、例えばROM(Read only memory)やHDD(Hard disk drive)の一部として構成されており、情報の送受信が可能なように後述するCPU32に接続されている。
【0066】
ここで、外部記憶装置30について簡単に説明する。外部記憶装置30には、後述するCPU32の制御部34が実行するアプリケーションプログラムが予め記憶されている。また、外部記憶装置30には、厚み測定装置10の測定した生データRD0〜9や、回転軸24の振動補正後の被測定媒体Pの厚みや、補正時の計算過程で発生する中間データなどの各種のデータが記憶される。また、外部記憶装置30には、予め、補正に必要な演算式(後述する(1)〜(3)式や、(2’)式や(3’)式)を読み出し自在に記憶させておく。これらは、後述する機能手段としての補正部20の指令により、必要に応じて入出力される。
【0067】
記憶部18は、回転軸24の振動のみに由来する検知ローラ14ごとの位置変位を、規格化ローラとして選定された1個の基準ローラ124の振動により生じた位置変位で規格化した振動規格化データN0〜9を予め記憶している。そして、記憶部18は、後述する補正部20からの指令に従って、記憶している振動規格化データN0〜9を補正部20へと送信する。
【0068】
ここで、振動規格化データN0〜9についてより詳細に説明する。
【0069】
振動規格化データN0〜9は、各CH0〜9において測定される未補正状態の位置変位である生データRD0〜9から、回転軸24の振動に由来する位置変位を除去するために用いられる。振動規格化データN0〜9は、厚み測定装置10の初回使用時よりも以前に作成されて、記憶部18に従来公知の方法で予め記憶されている。
【0070】
振動規格化データN0〜9は、回転軸24の振動のみに由来するCH0〜9ごとの位置変位(以下、「振動由来変位」と称する。)と、振動由来変位と同時に振動評価部22で測定される回転軸変位とを用いて作成される。
【0071】
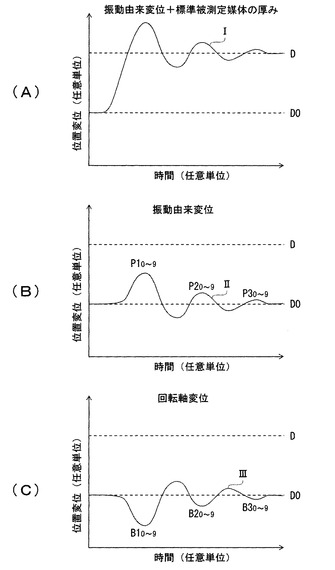
具体的には、まず、既知の均一な厚みを有する被測定媒体P(以下、「標準被測定媒体」と称する。)を通常の方法により厚み測定装置10で測定する。これにより、CH0〜9のそれぞれについて、図8(A)の曲線Iに示したような、位置変位の時間変化を表わすデータが得られる。このデータは、振動由来変位と標準被測定媒体の厚みに由来する位置変位とが重畳されたものである。
【0072】
そこで、次に、このデータから、標準被測定媒体の厚みに由来する位置変位を差し引く。すると、図8(B)の曲線IIに示すように、CH0〜9のそれぞれについて、回転軸24の振動のみに由来する位置変位、つまり振動由来変位が得られる。
【0073】
次に、上述の過程で得られた振動由来変位を用いて、振動規格化データN0〜9を作成する。
【0074】
具体的には、標準被測定媒体Pの各CH0〜9での測定と同時に振動評価部22において測定されていた規格化ローラ124の回転軸変位を用いる。回転軸変位の特性図を図8(C)の曲線IIIに示す。上述したように、この回転軸変位は、標準被測定媒体の厚みは含まれておらず、純粋に回転軸24の振動のみを反映したものである。
【0075】
続いて、各CH0〜9の振動由来変位を、回転軸変位で規格化する。具体的には、図8(B)に示した振動由来変位の各ピークP10〜9,P20〜9及びP30〜9の値を、図8(C)に示した回転軸変位の、各ピークP10〜9,P20〜9及びP30〜9に対応するボトムB1,B2及びB3の値で除する。つまり、P10〜9/B1、P20〜9/B2及びP30〜9/B3という値を、CH0〜9のそれぞれについて作成する。
【0076】
そして、CH0〜9ごとに、これらの値の単純平均を作成し、得られた結果を振動規格化データN0〜9とする。つまり、以下の(1)式に従って振動規格化データN0〜9を作成する。
【0077】
振動規格化データN0〜9=(P10〜9/B1+P20〜9/B2+P30〜9/B3)/3・・・(1)
(1)式より明らかなように、振動規格化データN0〜9は、言わば、規格化ローラ124の位置、つまりCH4における回転軸24の振動の振幅を1としたときに、各CH0〜9における回転軸24の振動の振幅の比率を表わす数値である。
【0078】
なお、既に説明したように、回転軸由来変位は、振動由来変位と振動の位相が逆転している。そのため、回転軸由来変位のボトムB1,B2及びB3は負(マイナス)の値となる。その結果、得られた振動規格化データN0〜9も負(マイナス)の値となる。
【0079】
このようにして得られたCH0〜9ごとの振動規格化データN0〜9は、記憶部18に記憶される。
【0080】
補正部20は、予め組み込まれたアプリケーションプログラムを実行することによりCPU32で達成される機能手段である。
【0081】
ここで、CPU32について簡単に説明する。
【0082】
CPU32は、制御部34と、内部記憶部36と、演算部38とを備えている。CPU32は、データバスにより、外部記憶装置30に接続されており、これらは例えば一台のコンピュータ(図示せず)を構成していて、図示されないが、キーボードやマウス等の入力手段、ディスプレイ等の表示手段、及びプリンタ等の出力手段を備えている。
【0083】
制御部34は、外部記憶装置30から読み込まれたアプリケーションプログラムにしたがって厚み測定装置10の動作全体を制御する。内部記憶部36は、CPU32の動作時に発生した情報などを一時的に格納する。演算部38は、アプリケーションプログラムの実行などのCPU32の動作に当たり、各種の機能手段として作用する。これらの機能手段の一つが上述した補正部20である。
【0084】
機能手段としての補正部20は、被測定媒体Pの厚みの測定時に得られる検知ローラ14ごとの生データRD0〜9を、記憶部18から読み出された振動規格化データN0〜9に測定時の規格化ローラ124の位置変位を乗じた補正値C0〜9で補正して、被測定媒体Pの厚みを出力する。
【0085】
以下、補正部20の動作について具体的に説明する。
【0086】
被測定媒体Pの厚み測定が行われると、CH0〜9ごとの生データRD0〜9と、振動評価部22で測定された規格化ローラ124の位置変位(以降、「参照振動データNref」と称する。)とが得られ、これらは、外部記憶装置30に記憶される。ここで、参照振動データNrefは、被測定媒体Pの厚み測定時において、CH4の位置での回転軸24の振動の振幅を表わすデータである。
【0087】
補正部20は、生データRD0〜9の補正に当たり、まず、生データRD0〜9と参照振動データNrefを外部記憶装置30から読み出す。
【0088】
すなわち、補正部20は、生データ読み出し命令を外部記憶装置30に送信する。すると、外部記憶装置30は、この命令に応じて各CH0〜9ごとの生データRD0〜9を補正部20に向けて出力する。同様に補正部20は、参照振動データ読み出し命令を外部記憶装置30に送信する。すると、外部記憶装置30は、この命令に応じて参照振動データNrefを補正部20に向けて出力する。
【0089】
さらに補正部20は、振動規格化データ読み出し命令を記憶部18に送信する。すると、記憶部18は、この命令に応じて振動規格化データN0〜9を補正部20に向けて出力する。
【0090】
続いて、補正部20は、以下の(2)式に示す演算を行い、CH0〜9ごとの補正値C0〜9を求める。
【0091】
C0〜9=N0〜9×Nref・・・(2)
上述のように振動規格化データN0〜9は、CH4における回転軸24の振動の振幅に対する、各CH0〜9における振動の振幅の比率である。従って、振動規格化データN0〜9にCH4の位置で得られた参照振動データNrefを乗じた補正値C0〜9は、被測定媒体Pの厚みの測定時に発生していた各基準ローラ120〜9の位置における回転軸24の振動の振幅を表わすこととなる。
【0092】
このようにして、求められた補正値C0〜9は、外部記憶装置30に出力され、一時的に記憶される。
【0093】
続いて補正部20は、補正値読み出し命令を外部記憶装置30に送信する。すると、外部記憶装置30は、この命令に応じて補正値C0〜9を補正部20に向けて送信する。補正値C0〜9を受信した補正部20は、生データRD0〜9を補正値C0〜9で補正して、最終結果としての補正後生データD0〜9を得る。具体的には、下記(3)式に示す演算を行う。
【0094】
D0〜9=RD0〜9+C0〜9・・・(3)
なお、(3)式において、生データRD0〜9に補正値C0〜9を加えるのは、上述したように、補正値C0〜9が負(マイナス)の大きさだからである。
【0095】
補正部20は、上述の過程で得られた補正後生データD0〜9により紙幣に貼られたテープなどを検出する。
【0096】
このように、この実施形態の厚み測定装置10では、回転軸24の振動の回転軸変位に対する比率としての振動規格化データN0〜9をCH0〜9ごとに記憶している。さらに、被測定媒体の実際の厚み測定に当たって、振動規格化データN0〜9に参照振動データNrefを乗じて得られた補正値C0〜9により、その厚み測定時に発生していた回転軸24の振動の振幅を推定する。そして、この補正値C0〜9により生データRD0〜9を補正する。結果として、この実施形態の厚み測定装置10では、回転軸24の振動の影響が除かれるので、従来以上に精度良く被測定媒体Pの厚み測定が可能となる。
【0097】
なお、この実施形態においては、10個の基準ローラ120〜9を用いた例について説明したが、基準ローラの個数は10個には限定されない。被測定媒体Pの大きさや、厚み測定の位置分解能などを考慮して設計に応じた個数とすることができる。
【0098】
また、この実施形態においては、振動評価部22をCH4の位置に設けた例について説明した。しかし、振動評価部22を設ける位置は、CH4には限定されない、厚み測定装置内部の部品の配置状況などを考慮して、設計に応じて任意好適なCHに設けることができる。
【0099】
(実施形態2)
次に、図9及び10を参照して、実施形態2の厚み測定装置について説明する。
【0100】
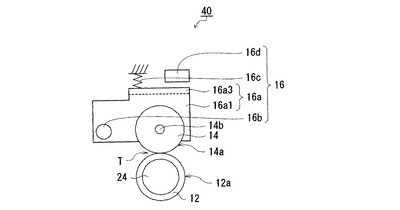
図9は、実施形態2の厚み測定装置40の構成を概略的に示す正面図である。図10は、図9をA−A線に沿って切断した切断端面図である。
【0101】
図9及び図10を参照すると、この厚み測定装置40は、振動評価部22が設けられていない点を除き、実施形態1の厚み測定装置10と同様に構成されている。従って、以下の記載では、実施形態1との重複説明を省略し、主に、上述の相違点について説明する。
【0102】
実施形態1の厚み測定装置10においては、規格化ローラとして基準ローラ124を採用し、この規格化ローラの位置変位を振動評価部22で測定することにより、被測定媒体Pの厚み測定時における回転軸24の振動を評価していた。しかし、この実施形態の厚み測定装置40は、規格化ローラとして被測定媒体Pが非通過の1個の検知ローラ140又は149を採用している。
【0103】
一般に、厚み測定装置では、媒体搬送時のスキュー、横ズレ等に対応するために、被測定媒体の幅よりも大きな幅の測定領域が設けられている。つまり、厚み測定装置が備える複数のCHは、被測定媒体の幅よりも大きな幅領域にわたって設けられている。その結果、被測定媒体の厚み測定時に、被測定媒体が通過しないCH(以下、「非通過CH」と称する。)が存在することとなる。
【0104】
図9に示すように、この実施形態の厚み測定装置40では、回転軸24の両端部に最も近いCHであるCH0とCH9とが非通過CHに対応する。非通過CHから得られる生データは、回転軸24の振動を直接表わしている。なぜなら、非通過CHにおいては、被測定媒体Pの厚みが0(ゼロ)だからである。
【0105】
よって、非通過CHに対応する検知ローラ140又は149を規格化ローラとすれば、実施形態1と同様の手順で振動規格化データN’0〜9を作成することができる。さらに、被検知媒体Pの厚み測定時に非通過CHから得られた生データを参照振動データN’refとすることにより、実施形態1の場合と同様に補正値C’0〜9を作成することが可能となる。
【0106】
以下、この点についてより詳細に説明する。
【0107】
まず、始めに、振動規格化データN’0〜9を作成する。すなわち、実施形態1の場合と同様に、標準被測定媒体の厚み測定を行い、各CH0〜9において位置変位の時間変化を表わすデータを測定し、このデータから標準被測定媒体の厚みに由来する位置変位を差し引き、CH0〜9ごとの振動由来変位を作成する。
【0108】
そして、(1)式の場合と同様にして、この振動由来変位を回転軸変位で規格化する。すなわち、規格化ローラ140又は149(CH0又はCH9)から得られた位置変位としての回転軸変位の各ピーク値及びボトム値で、振動由来変位の対応するピーク値及びボトム値を除した値を作成し、この値を単純平均する。これにより、振動規格化データN’0〜9が得られる。
【0109】
なお、実施形態1においては、振動規格化データN0〜9は負(マイナス)の値であったが、この実施形態における振動規格化データN’0〜9は正(プラス)の値となる。なぜなら、規格化ローラ140又は149(CH0又はCH9)に設けられた検知部160又は169と、その他のCH1〜8に設けられた検知部161〜8とは、回転軸24の振動を同じ方向から測定しており、回転軸24の振動の位相が等しいからである。
【0110】
このようにして作成された振動規格化データN’0〜9は、実施形態1の場合と同様に、記憶部18に予め記憶される。
【0111】
続いて、振動規格化データN’0〜9を用いた補正の手順について説明する。
【0112】
被測定媒体Pの厚み測定が行われると、CH0〜9ごとの生データRD’0〜9が得られ、これらは、外部記憶装置30に記憶される。
【0113】
補正部20は、実施形態1の場合と同様にして、外部記憶装置30から生データRD’0〜9を、及び、記憶部18から振動規格化データN’0〜9をそれぞれ読み出す。そして、規格化ローラ140又は149に対応する生データRD’0又はRD’9を参照振動データN’refと置く。
【0114】
続いて、補正部20は、生データRD’ 0〜9は、以下の(2’)式に示す演算を行い、CH0〜9ごとの補正値C’0〜9を求める。
【0115】
C’0〜9=N’0〜9×N’ref・・・(2’)
続いて、補正部20は、実施形態1の場合と同様にして、補正値C’0〜9を用いて生データを補正して、補正後生データD’0〜9を作成する。すなわち、補正部20は、以下の(3’)式に示す演算を行う。
【0116】
D’0〜9=RD’0〜9−C’0〜9・・・(3’)
これにより、回転軸24の振動の影響が除去された補正後生データD’0〜9が得られる。
【0117】
このように、この実施形態の厚み測定装置40では、回転軸24の振動の振幅の回転軸変位に対する比率としての振動規格化データN’0〜9をCH0〜9ごとに記憶している。さらに、被測定媒体の実際の厚み測定に当たって、振動規格化データN’0〜9に参照振動データN’refを乗じて得られた補正値C’0〜9により、その厚み測定時に発生していた回転軸24の振動の振幅を推定する。そして、この補正値C’0〜9により生データRD’0〜9を補正する。結果として、この実施形態の厚み測定装置40では、回転軸24の振動の影響が除かれるので、従来以上に精度良く被測定媒体Pの厚み測定が可能となる。
【0118】
この実施の形態では、規格化ローラとして検知ローラ140又は149のどちらかを使用する場合について説明している。なお、検知ローラ140又は149の使い分けは、被測定媒体Pの通過の有無により決定すればよい。すなわち、厚み測定装置40に設けられている撮像装置により、被測定媒体Pが非通過となる検知ローラが140であるか、又は149であるかは、予め知ることができる。この撮像装置の撮像データを利用して、検知ローラ140及び149のどちらを規格化ローラとするかを決定すればよい。
【0119】
この場合、どちらの検知ローラ140及び149が規格化ローラとして採用されても良いように、振動規格化データは、検知ローラ140及び149のそれぞれについて作成し、記憶部18に記憶しておくことが好ましい。
【符号の説明】
【0120】
10,40 厚み測定装置
100 厚み測定装置(典型装置)
24,102 回転軸
12,120〜9,104,1040〜9 基準ローラ
12a,14a,104a,106a 周面
14,140〜9,106,1060〜9 検知ローラ
14b 第1回転軸
16,160〜9,108,1080〜9 検知部
16a,108a ブラケット
16a1,16a2,108a1,108a2 側板
16a3,108a3 上板
16b,108b 揺動軸
16c,108c スプリング
16d,108d 位置変位センサ
18 記憶部
20 補正部
22 振動評価部
30 外部記憶装置
32 CPU
34 制御部
36 内部記憶部
38 演算部
【技術分野】
【0001】
この発明は、紙幣等の被測定媒体の厚みを測定する厚み測定装置及び厚み測定方法に関する。
【背景技術】
【0002】
現金自動預払機(ATM)、現金自動支払い機(CD)には、破損した紙幣をテープ等で補修した補修紙幣(以下、損券と称する。)が投入される場合がある。この損券は、預入される紙幣又は支払われる紙幣の枚数確定並びに紙幣金種及び真偽の判定を行う上で障害となることがある。そのため、損券を判別して取り除く必要がある。
【0003】
そこで、ATMやCDの紙幣搬送路の途中に、搬送される紙幣の厚みを検出する厚み検出手段を設け、その出力値から紙幣の厚みを検知して、損券を判別することが広く行われている(例えば、特許文献1参照)。
【0004】
特許文献1に記載の厚み測定装置は、シャフトに固定された基準ローラと、この基準ローラに当接して従動する検出ローラとを備えていて、基準ローラと検出ローラの間を搬送される被測定媒体としての紙幣の厚みを、検出ローラの位置変位から算出するものである。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−226859号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載の技術では、紙幣等を基準ローラと検出ローラとの間に搬送すると、紙幣の厚みのために、シャフトが撓んで振動してしまうことがあった。シャフトの振動は、基準ローラを介して検出ローラを振動させる。その結果、この振動の分だけ、測定される検出ローラの位置変位に誤差が含まれてしまう。結果として、紙幣等の厚みが真値からずれて評価されてしまうという問題点があった。
【0007】
この発明の発明者は鋭意検討の結果、規格化ローラとして選定された基準ローラ又は検出ローラの位置変位により規格化されたシャフトの振動を振動規格化データとして予め記憶しておき、実際の被測定媒体の測定に当たっては、この振動規格化データと規格化ローラの位置変位とを用いることによりシャフトの振動の影響を除去できることに想到した。
【0008】
この発明は、上述した問題点に鑑みなされたものである。従って、この発明の目的は、基準ローラの回転軸の振動に由来する誤差を取り除き、紙幣の厚みの測定精度をより高めることができる厚み測定装置及び厚み測定方法を提供することにある。
【課題を解決するための手段】
【0009】
上述した目的の達成を図るために、この発明の厚み測定装置は、基準ローラと、検知ローラと、検知部と、記憶部と、補正部とを備えている。
【0010】
基準ローラは、被測定媒体の厚みの評価時に不可避的に振動する回転軸に沿って、複数設けられていて、回転軸とともに回転する。
【0011】
検知ローラは、基準ローラのそれぞれに対応して設けられていて、基準ローラの周面に押圧されることにより、基準ローラの回転に従動して回転する。
【0012】
検知部は、基準ローラ及び検知ローラの当接部に搬送される被測定媒体の厚みと回転軸の振動とに由来する検知ローラの位置変位を生データとして測定する。
【0013】
記憶部は、回転軸の振動のみに由来する検知ローラごとの位置変位を、規格化ローラとして選定された1個の基準ローラ及び被測定媒体が非通過の1個の検知ローラのいずれか一方のローラの振動により生じた位置変位で規格化した振動規格化データを予め記憶している。
【0014】
補正部は、被測定媒体の厚みの測定時に得られる検知ローラごとの生データを、記憶部から読み出された振動規格化データに測定時の規格化ローラの位置変位を乗じた補正値で補正して得られた補正後生データを被測定媒体の厚みとして出力する。
【0015】
この厚み測定装置の好適な一実施態様として、規格化ローラが基準ローラであるとともに、回転軸の振動の振幅を基準ローラの位置変位として測定する振動評価部を備えていて、補正後生データを、補正値と生データとの加算値とするのがよい。
【0016】
この厚み測定装置の別の好適な一実施態様として、規格化ローラが、検知ローラであるともに、補正後生データを、生データからの補正値の減算値とするのがよい。
【0017】
この発明の厚み測定方法は、被測定媒体の厚みの評価時に不可避的に振動する回転軸に沿って設けられていて、回転軸とともに回転する複数の基準ローラと、基準ローラのそれぞれに対応して設けられていて、基準ローラの周面に押圧されることにより、基準ローラの回転に従動して回転する検知ローラと、基準ローラ及び検知ローラの当接部に搬送される被測定媒体の厚みと回転軸の振動とに由来する検知ローラの位置変位を生データとして測定する検知部とを備えた厚み測定装置を用いて被測定媒体の厚みを測定するに当たり、回転軸の振動のみに由来する検知ローラごとの位置変位を、規格化ローラとして選定された1個の基準ローラ及び被測定媒体が非通過の1個の検知ローラのいずれか一方のローラの振動により生じた位置変位で規格化した振動規格化データを予め記憶部に記憶しておき、被測定媒体の厚みの測定時に得られる検知ローラごとの生データを、記憶部から読み出された振動規格化データに測定時の規格化ローラの位置変位を乗じた補正値で補正して、被測定媒体の厚みを出力する。
【発明の効果】
【0018】
この発明の厚み測定装置によれば、基準ローラの回転軸の振動に由来する誤差を取り除き、紙幣の厚みの測定精度をより高めることができる。
【図面の簡単な説明】
【0019】
【図1】被測定媒体が搬送された状態における典型装置の構成を模式的に示す正面図である。
【図2】図1をA−A線で切断した切断端面図である。
【図3】回転軸の振動の様子の説明に供する模式図である。
【図4】位置変位センサから出力される位置変位の時間変化を示す特性図である。
【図5】実施形態1の厚み測定装置の構成を概略的に示す正面図である。
【図6】図5をA−A線で切断した切断端面図である。
【図7】回転軸変位と生データとの関係を示す特性図である。
【図8】(A)〜(C)は、振動規格化データの説明に供する特性図である。
【図9】実施形態2の厚み測定装置の構成を概略的に示す正面図である。
【図10】図9をA−A線で切断した切断端面図である。
【発明を実施するための形態】
【0020】
以下、図面を参照して、この発明の実施形態について説明する。なお、各図は、各構成要素の形状、大きさ及び配置関係について、この発明の実施形態が理解できる程度に概略的に示してある。また、以下、この発明の実施形態の好適な構成例について説明するが、各構成要素の材質及び数値的条件などは、単なる好適例にすぎない。従って、この発明は、以下の実施の形態に何ら限定されない。また、各図において、共通する構成要素には同符号を付し、その説明を省略することもある。
【0021】
(厚み測定時における誤差)
まず始めに、図1〜図4を参照して、典型的な厚み測定装置(以下、「典型装置」と称する。)において、厚み測定の際に回転軸の振動に由来して生じる誤差について説明する。
【0022】
図1は、被測定媒体が搬送された状態における典型装置の構成を模式的に示す正面図である。図2は、図1をA−A線で切断した切断端面図である。図3は、回転軸の振動の様子の説明に供する模式図である。図4は、位置変位センサから出力される位置変位の時間変化を示す特性図である。
【0023】
まず、図1及び図2を参照して、典型装置100の構成及び動作について簡単に説明する。
【0024】
典型装置100は、回転軸102と、基準ローラ104と、検知ローラ106と、検知部108とを備えている。
【0025】
回転軸102は、金属製の円柱であり、両端部が図示しない典型装置100の本体(以下、単に「本体」とも称する。)に軸受を介して回転自在に支持されている。また、回転軸102は、本体に設けられた不図示の回転駆動装置に接続されており、この回転駆動装置からの駆動力が伝達されて能動的に回転する。
【0026】
基準ローラ104は、回転軸102を構成する材料と同じ材料を用いて、回転軸102と一体に形成されている。基準ローラ104は、回転軸102に沿って、等間隔に10個設けられている。以下、特に必要がある場合は、これらの10個の基準ローラを1040〜1049と区別して説明する。
【0027】
検知ローラ106は、基準ローラ104のそれぞれに対応して設けられたローラであり、基準ローラ104の周面104aに押圧されることにより、基準ローラ104の回転に従動して回転する。より詳細には、個々の検知ローラ106の周面106aは、当接部Tにおいて、基準ローラ104の周面104aにそれぞれ押圧されている。図1に示すように、被検知媒体Pの厚みの測定時には、この当接部Tの間を被検知媒体Pが通過する。以下、特に必要がある場合は、これらの10個の検知ローラ106を1060〜1069と区別して説明する。
【0028】
検知部108は、上述の検知ローラ106ごとに設けられていて、ブラケット108aと、揺動軸108bと、スプリング108cと、位置変位センサ108dとを備えている。以下、特に必要がある場合は、これらの10個の検知部108を1080〜1089と区別する。
【0029】
ブラケット108aは、全体が金属板で形成されており、2個の側板108a1及び108a2と、両側板を接続する上板108a3とから構成されている。両側板108a1及び108a2には、検知ローラ106の回転軸が軸受を介して回転自在に取り付けられている。また、ブラケット108aの回転軸とは反対側の端部には、揺動軸108bが設けられている。この揺動軸108bは、図示しない本体に軸受を介して揺動自在に支持されている。その結果、被検知媒体Pの厚みの測定時には、被測定媒体Pの厚みに応じて、ブラケット108a全体が揺動軸108bを中心として上下に揺動する。
【0030】
ブラケット108aの上板108a3と本体との間には、収縮したスプリング108cが介在されている。このスプリング108cの弾発力により、ブラケット108aは、基準ローラ104方向に付勢される。その結果、ブラケット108aに支持されている検知ローラ106が基準ローラ104へと押圧される。
【0031】
本体の、ブラケット108aの上板108a3に臨む位置には、渦電流センサからなる位置変位センサ108dが設けられている(図2)。被検知媒体Pの厚みの測定時には、位置変位センサ108dは、揺動するブラケット108aの位置変位、すなわち検知ローラ106の位置変位を、上板108a3の上下動の大きさとして検知する。典型装置100は、位置変位センサ108dで検出された位置変位を用いて、被測定媒体Pの厚みを求める。
【0032】
以降、互いに対応する位置に存在し、被検知媒体Pの厚み測定における測定単位ユニットである一組みの基準ローラ104,検知ローラ106及び検知部108を「CH(チャンネル)」と称する。つまり、基準ローラ1040,検知ローラ1060及び検知部1080の組を「CH0」と称する。また、基準ローラ1041,検知ローラ1061及び検知部1081の組を「CH1」と称する。また、基準ローラ1042,検知ローラ1062及び検知部1082の組を「CH2」と称する。また、基準ローラ1043,検知ローラ1063及び検知部1083の組を「CH3」と称する。また、基準ローラ1044,検知ローラ1064及び検知部1084の組を「CH4」と称する。また、基準ローラ1045,検知ローラ1065及び検知部1085の組を「CH5」と称する。また、基準ローラ1046,検知ローラ1066及び検知部1086の組を「CH6」と称する。また、基準ローラ1047,検知ローラ1067及び検知部1087の組を「CH7」と称する。また、基準ローラ1048,検知ローラ1068及び検知部1088の組を「CH8」と称する。また、基準ローラ1049,検知ローラ1069及び検知部1089の組を「CH9」と称する。
【0033】
ところで、(1)回転軸102が金属製すなわち剛体であること、及び(2)被測定媒体Pの搬送速度が速いことの2つの理由により、被測定媒体Pが当接部Tへと突入すると、回転軸102は、被測定媒体Pの厚みのために、湾曲して、振動する。図3には、回転軸102の振動の振幅の様子を模式的に点線で示している。回転軸102の振動の振幅は、本体に固定された両端部に近いCH0及びCH9では小さく、回転軸102の中央部、例えばCH4及びCH5に近づくほど大きくなっている。本発明者の評価によれば、回転軸102の振動は、回転軸102の固有値である1次の振動モードが支配的であることが明らかとなった。
【0034】
従って、検知部108の位置変位センサ108dが検知する生データとしての位置変位には、(1)被測定媒体Pの厚みに由来するものと、(2)回転軸102の振動に由来するものとが重畳されている。
【0035】
図4にその様子を模式的に示す。図4は、位置変位センサ108dから出力される位置変位の時間変化を示す特性図である。図4の縦軸は位置変位センサ108dの位置変位の大きさ(任意単位)を示し、横軸は時間(任意単位)を示す。
【0036】
図4に描かれた曲線Iは、回転軸102の振動の影響がほぼ最大であるCH4における位置変位センサ108dの位置変位の時間変化を示している。また、図4には、位置変位センサ108dが出力する位置変位の初期値をD0(=0)として示している。つまりD0は、基準ローラ1044と検知ローラ1064との間に被測定媒体Pが介在していない状態、つまり、位置変位=0の状態における位置変位センサ108dの出力値である。さらに、図4には、被測定媒体Pの厚みの真値をDとして示している。
【0037】
曲線Iを参照すると、CH4における位置変位は、被測定媒体Pが当接部Tに突入した瞬間に初期値D0から増加する。そして、ピークP1→ボトムB1→ピークP2→ボトムB2→ピークP3と被測定媒体Pの厚みDの周りで時間と共に振幅を小さくしながら振動し、やがて厚みDへと収束していく。このように、回転軸102が振動すると、例えばピークP1においては、CH4で検出される生データ(位置変位)は、実際の被測定媒体Pの厚みDよりも見かけ上ΔD1だけ大きくなってしまう。同様に、例えばボトムB1においては、CH4で検出される生データ(位置変位)は、実際の被測定媒体Pの厚みDよりも見かけ上ΔD2だけ小さくなってしまう。
【0038】
これが、被測定媒体Pの厚み測定時において、回転軸102の振動により検知部108で測定される生データに導入される誤差である。
【0039】
(実施形態1)
以下、図面を参照して、この実施形態の厚み測定装置及び厚み測定方法の一例について説明する。
【0040】
図5は、この実施形態の厚み測定装置の構成を概略的に示す正面図である。図6は、図5をA−A線で切断した切断端面図である。図7は、回転軸変位と生データとの関係を示す特性図である。図8(A)〜(C)は、振動規格化データの説明に供する特性図である。
【0041】
図5及び図6を参照すると、厚み測定装置10は、基準ローラ12と、検知ローラ14と、検知部16と、記憶部18と、補正部20と、振動評価部22とを備えている。
【0042】
基準ローラ12は、被測定媒体Pの厚みの評価時に不可避的に振動する回転軸24に沿って等間隔で複数個設けられている。
【0043】
回転軸24は、金属を材料として形成された円柱であり、両端部に設けられた軸受を介して、不図示の厚み測定装置10の本体(以下、単に「装置本体」とも称する。)に回転可能に支持されている。また、回転軸24は、装置本体に設けられた駆動装置(不図示)に接続されており、この駆動装置から回転駆動力が伝達されて能動的に回転する。
【0044】
基準ローラ12は、回転軸24よりも直径が大きく短尺な円柱状の部品であり、この実施の形態に示す例では、回転軸24を構成する材料と同じ材料を用いて、回転軸24と一体に形成されている。この実施の形態に示す例では、基準ローラ12は、回転軸24に沿って、一定の間隔を空けて10個設けられている。以下、特に必要がある場合は、これらの10個の基準ローラ12を120〜129と区別する。なお、後述するように、これらの基準ローラ120〜129のうち1個を全ての基準ローラから得られる各振動データを規格化するための規格化ローラとして選定することができる。
【0045】
検知ローラ14は、基準ローラ12のそれぞれに対応して設けられたローラであり、基準ローラ12の周面12aに押圧されることにより、基準ローラ12の回転に従動して回転する。
【0046】
より詳細には、検知ローラ14は、金属を材料として形成された短尺な円柱状の部品である。個々の検知ローラ14の周面14aは、当接部Tにおいて、基準ローラ12の周面12aにそれぞれ押圧されている。そして、被検知媒体Pの厚みの測定時には、この当接部Tの間を、例えば紙等の葉状体の被検知媒体Pが通過する。
【0047】
検知ローラ14は、この実施の形態に示す例では、基準ローラ12とほぼ等しい直径に形成されている。また、検知ローラ14の周面14aの幅も、基準ローラ12の周面12aの幅とほぼ等しく形成されている。
【0048】
検知ローラ14は、後述する検知部16に取り付けられている。より詳細には、検知ローラ14の回転中心としての第1回転軸14bは、検知部16のブラケット16aの両側板16a1及び16a2に軸受を介して回転自在に支持されている。詳しくは後述するが、検知部16のブラケット16aには、一端が本体に固定されたスプリング16cが取り付けられており、このスプリング16cの弾発力により、検知ローラ14の周面14aは基準ローラ12の周面12aに押圧される。その結果、両周面12a及び14aの間の摩擦力が増大し、検知ローラ14は、基準ローラ12の能動回転に従動して回転する。以下、特に必要がある場合は、これらの10個の検知ローラ14を140〜149と区別する。なお、後述するように、これら検知ローラ140〜149のうち1個を全ての検知ローラから得られる各振動データを規格化するための規格化ローラとして選定することができ、従って、基準ローラ又は検知ローラのどちらかを規格化ローラとして選定するかは、設計に応じて決めればよい。
【0049】
検知部16は、基準ローラ12及び検知ローラ14の当接部Tに搬送される被測定媒体Pの厚みと回転軸24の振動とに由来する検知ローラ14の位置変位を生データとして測定する。以下、特に必要がある場合は、これらの10個の検知部を160〜169と区別する。
【0050】
より詳細には、検知部16は、検知ローラ14ごとに設けられていて、ブラケット16aと、揺動軸16bと、スプリング16cと、位置変位センサ16dとを備えている。
【0051】
ブラケット16aは、金属製の板材を用いて形成されていて、互いに平行に対向する2個の側板16a1及び16a2と、両側板16a1及び16a2の上端部同士を接続する上板16a3とから構成された、断面“コ”字状の部品である。両側板16a1及び16a2には、上述のように検知ローラ14の第1回転軸14bが取り付けられている。
【0052】
また、ブラケット16aの両側板16a1及び16a2において、第1回転軸14bが設けられた端部と反対側の端部付近には揺動軸16bが設けられている。この揺動軸16bは、装置本体に軸受を介して揺動自在に支持されている。その結果、被検知媒体Pの厚みの測定時には、被測定媒体Pの厚みに応じて、揺動軸16bを中心としてブラケット16a全体が、上下方向、すなわち回転軸24の延在方向に直交する方向に沿って揺動する。
【0053】
ブラケット16aの上板16a3と装置本体との間には、収縮したスプリング16cが介在している。つまり、スプリング16cの一端は装置本体に固定されており、他端はブラケット16aの上板16a3に固定されている。その結果、スプリング16cの弾発力により、ブラケット16aは基準ローラ12方向に常に付勢される。つまり、ブラケット16aに支持されている検知ローラ14が基準ローラ12へと押圧される。
【0054】
ブラケット16aの上板16a3に対向して、装置本体には、例えば渦電流センサからなる位置変位センサ16dが設けられている。被検知媒体Pの厚みの測定時には、位置変位センサ16dは、上下に揺動するブラケット16aの上板16a3と位置変位センサ16dとの間の距離、すなわち検知ローラ14の上下動の大きさを位置変位として計測する。
【0055】
以降、互いに対応する位置に存在し、被検知媒体Pの厚み測定における測定単位ユニットである一組みの基準ローラ12,検知ローラ14及び検知部16を「CH(チャンネル)」と称する。つまり、基準ローラ120,検知ローラ140及び検知部160の組を「CH0」と、及びCH0から得られた生データをRD0と称する。また、基準ローラ121,検知ローラ141及び検知部161の組を「CH1」と、及びCH1から得られた生データをRD1と称する。また、基準ローラ122,検知ローラ142及び検知部162の組を「CH2」と、及びCH2から得られた生データをRD2と称する。また、基準ローラ123,検知ローラ143及び検知部163の組を「CH3」と、及びCH3から得られた生データをRD3と称する。また、基準ローラ124,検知ローラ144及び検知部164の組を「CH4」と、及びCH4から得られた生データをRD4と称する。また、基準ローラ125,検知ローラ145及び検知部165の組を「CH5」と、及びCH5から得られた生データをRD5と称する。また、基準ローラ126,検知ローラ146及び検知部166の組を「CH6」と、及びCH6から得られた生データをRD6と称する。また、基準ローラ127,検知ローラ147及び検知部167の組を「CH7」と、及びCH7から得られた生データをRD7と称する。また、基準ローラ128,検知ローラ148及び検知部168の組を「CH8」と、及びCH8から得られた生データをRD8と称する。また、基準ローラ129,検知ローラ149及び検知部169の組を「CH9」と、及びCH9から得られた生データをRD9と称する。
【0056】
振動評価部22は、回転軸24の振動の振幅を基準ローラ124の位置変位として測定する位置変位センサとして構成されている。
【0057】
振動評価部22は、基準ローラ124の位置において、回転軸24を挟んで、検知ローラ144の反対側の装置本体に設けられている。振動評価部22は、例えば渦電流センサとする。なお、振動評価部22が設けられた基準ローラ124を、以降、「規格化ローラ124」と称することもある。また、被測定媒体Pの厚み測定時に、振動評価部22が出力する基準ローラ124の位置変位を、特に「回転軸変位」と称する。
【0058】
ここで、図7を用いて、振動評価部22が出力する回転軸変位と、検知部16が出力する位置変位、すなわち生データRD4との関係について説明する。図7は、回転軸変位と生データRD4との関係を示す特性図である。図7において、縦軸は位置変位の大きさ(任意単位)を示し、横軸は時間(任意単位)を示す。
【0059】
図7には、2本の曲線I及びIIが描かれている。曲線Iは生データRD4の時間変化を示している。曲線IIは回転軸変位の時間変化を示している。
【0060】
図7を参照すると明らかなように、曲線Iは、既に説明した図4と同様に、被測定媒体Pが当接部Tに突入した瞬間に初期値D0(=0)から増加し、ピークP1→ボトムB1→ピークP2→ボトムB2→ピークP3と被測定媒体Pの厚みDの周りで時間と共に振幅を小さくしながら振動し、やがて厚みDへと収束していく。ここで、ピークP1と厚みDとの間の差分をΔP1(=P1−D)とする。同様に。ボトムB1と厚みDとの差分をΔB1(=B1−D)とする。また、ピークP2と厚みDとの間の差分をΔP2(=P2−D)とする。また、ボトムB2と厚みDとの差分をΔB2(=B2−D)とする。また、ピークP3と厚みDとの間の差分をΔP3(=P3−D)とする。
【0061】
それに対し、曲線IIは、ボトムB1’→ピークP1’→ボトムB2’→ピークP2’→ボトムB3’と初期値D0の周りで時間と共に振幅を小さくしながら振動し、やがて初期値D0へと収束していく。ここで、ボトムB1’と初期値D0との間の差分をΔB1’(=B1’−D0)とする。また、ピークP1’と初期値D0との間の差分をΔP1’(=P1’−D0)とする。また、ボトムB2’とD0との間の差分をΔB2’(=B2’−D0)とする。また、ピークP2’とD0との間の差分をΔP2’(=P2’−D0)とする。また、ボトムB3’とD0との間の差分をΔB3’(=B3’−D0)とする。
【0062】
曲線Iと曲線IIとを比較すると、曲線Iと曲線IIとは、振動の位相が逆転していることが分かる。つまり、曲線Iがピークを取るときに曲線IIはボトムを取り、曲線Iがボトムを取るときに曲線IIはピークを取る。
【0063】
また、曲線I及びIIにおいて対応するピークとボトムの基準値からのズレを比較すると、両者は、絶対値が等しく符号が反転している。つまり、ΔP1+ΔB1’=0、ΔB1+ΔP1’=0、ΔP2+ΔB2’=0、ΔB2+ΔP2’=0及びΔP3+ΔB3’=0という関係が成り立っている。
【0064】
回転軸変位と生データRD4とがこのような関係を示すのは、振動評価部22が設けられた位置に関係している。上述のように振動評価部22は、回転軸24を挟んで、検知ローラ144の反対側、つまり検知部164の位置変位センサ16dの反対側に設けられている。つまり、振動評価部22と検知部164の位置変位センサ16dとは、回転軸24の振動をそれぞれ逆の方向から測定している。その結果、振動評価部22から出力される回転軸変位は、検知部164が出力する生データRD4と大きさが等しく、位相が反転することとなる。
【0065】
記憶部18は、従来公知の外部記憶装置30、例えばROM(Read only memory)やHDD(Hard disk drive)の一部として構成されており、情報の送受信が可能なように後述するCPU32に接続されている。
【0066】
ここで、外部記憶装置30について簡単に説明する。外部記憶装置30には、後述するCPU32の制御部34が実行するアプリケーションプログラムが予め記憶されている。また、外部記憶装置30には、厚み測定装置10の測定した生データRD0〜9や、回転軸24の振動補正後の被測定媒体Pの厚みや、補正時の計算過程で発生する中間データなどの各種のデータが記憶される。また、外部記憶装置30には、予め、補正に必要な演算式(後述する(1)〜(3)式や、(2’)式や(3’)式)を読み出し自在に記憶させておく。これらは、後述する機能手段としての補正部20の指令により、必要に応じて入出力される。
【0067】
記憶部18は、回転軸24の振動のみに由来する検知ローラ14ごとの位置変位を、規格化ローラとして選定された1個の基準ローラ124の振動により生じた位置変位で規格化した振動規格化データN0〜9を予め記憶している。そして、記憶部18は、後述する補正部20からの指令に従って、記憶している振動規格化データN0〜9を補正部20へと送信する。
【0068】
ここで、振動規格化データN0〜9についてより詳細に説明する。
【0069】
振動規格化データN0〜9は、各CH0〜9において測定される未補正状態の位置変位である生データRD0〜9から、回転軸24の振動に由来する位置変位を除去するために用いられる。振動規格化データN0〜9は、厚み測定装置10の初回使用時よりも以前に作成されて、記憶部18に従来公知の方法で予め記憶されている。
【0070】
振動規格化データN0〜9は、回転軸24の振動のみに由来するCH0〜9ごとの位置変位(以下、「振動由来変位」と称する。)と、振動由来変位と同時に振動評価部22で測定される回転軸変位とを用いて作成される。
【0071】
具体的には、まず、既知の均一な厚みを有する被測定媒体P(以下、「標準被測定媒体」と称する。)を通常の方法により厚み測定装置10で測定する。これにより、CH0〜9のそれぞれについて、図8(A)の曲線Iに示したような、位置変位の時間変化を表わすデータが得られる。このデータは、振動由来変位と標準被測定媒体の厚みに由来する位置変位とが重畳されたものである。
【0072】
そこで、次に、このデータから、標準被測定媒体の厚みに由来する位置変位を差し引く。すると、図8(B)の曲線IIに示すように、CH0〜9のそれぞれについて、回転軸24の振動のみに由来する位置変位、つまり振動由来変位が得られる。
【0073】
次に、上述の過程で得られた振動由来変位を用いて、振動規格化データN0〜9を作成する。
【0074】
具体的には、標準被測定媒体Pの各CH0〜9での測定と同時に振動評価部22において測定されていた規格化ローラ124の回転軸変位を用いる。回転軸変位の特性図を図8(C)の曲線IIIに示す。上述したように、この回転軸変位は、標準被測定媒体の厚みは含まれておらず、純粋に回転軸24の振動のみを反映したものである。
【0075】
続いて、各CH0〜9の振動由来変位を、回転軸変位で規格化する。具体的には、図8(B)に示した振動由来変位の各ピークP10〜9,P20〜9及びP30〜9の値を、図8(C)に示した回転軸変位の、各ピークP10〜9,P20〜9及びP30〜9に対応するボトムB1,B2及びB3の値で除する。つまり、P10〜9/B1、P20〜9/B2及びP30〜9/B3という値を、CH0〜9のそれぞれについて作成する。
【0076】
そして、CH0〜9ごとに、これらの値の単純平均を作成し、得られた結果を振動規格化データN0〜9とする。つまり、以下の(1)式に従って振動規格化データN0〜9を作成する。
【0077】
振動規格化データN0〜9=(P10〜9/B1+P20〜9/B2+P30〜9/B3)/3・・・(1)
(1)式より明らかなように、振動規格化データN0〜9は、言わば、規格化ローラ124の位置、つまりCH4における回転軸24の振動の振幅を1としたときに、各CH0〜9における回転軸24の振動の振幅の比率を表わす数値である。
【0078】
なお、既に説明したように、回転軸由来変位は、振動由来変位と振動の位相が逆転している。そのため、回転軸由来変位のボトムB1,B2及びB3は負(マイナス)の値となる。その結果、得られた振動規格化データN0〜9も負(マイナス)の値となる。
【0079】
このようにして得られたCH0〜9ごとの振動規格化データN0〜9は、記憶部18に記憶される。
【0080】
補正部20は、予め組み込まれたアプリケーションプログラムを実行することによりCPU32で達成される機能手段である。
【0081】
ここで、CPU32について簡単に説明する。
【0082】
CPU32は、制御部34と、内部記憶部36と、演算部38とを備えている。CPU32は、データバスにより、外部記憶装置30に接続されており、これらは例えば一台のコンピュータ(図示せず)を構成していて、図示されないが、キーボードやマウス等の入力手段、ディスプレイ等の表示手段、及びプリンタ等の出力手段を備えている。
【0083】
制御部34は、外部記憶装置30から読み込まれたアプリケーションプログラムにしたがって厚み測定装置10の動作全体を制御する。内部記憶部36は、CPU32の動作時に発生した情報などを一時的に格納する。演算部38は、アプリケーションプログラムの実行などのCPU32の動作に当たり、各種の機能手段として作用する。これらの機能手段の一つが上述した補正部20である。
【0084】
機能手段としての補正部20は、被測定媒体Pの厚みの測定時に得られる検知ローラ14ごとの生データRD0〜9を、記憶部18から読み出された振動規格化データN0〜9に測定時の規格化ローラ124の位置変位を乗じた補正値C0〜9で補正して、被測定媒体Pの厚みを出力する。
【0085】
以下、補正部20の動作について具体的に説明する。
【0086】
被測定媒体Pの厚み測定が行われると、CH0〜9ごとの生データRD0〜9と、振動評価部22で測定された規格化ローラ124の位置変位(以降、「参照振動データNref」と称する。)とが得られ、これらは、外部記憶装置30に記憶される。ここで、参照振動データNrefは、被測定媒体Pの厚み測定時において、CH4の位置での回転軸24の振動の振幅を表わすデータである。
【0087】
補正部20は、生データRD0〜9の補正に当たり、まず、生データRD0〜9と参照振動データNrefを外部記憶装置30から読み出す。
【0088】
すなわち、補正部20は、生データ読み出し命令を外部記憶装置30に送信する。すると、外部記憶装置30は、この命令に応じて各CH0〜9ごとの生データRD0〜9を補正部20に向けて出力する。同様に補正部20は、参照振動データ読み出し命令を外部記憶装置30に送信する。すると、外部記憶装置30は、この命令に応じて参照振動データNrefを補正部20に向けて出力する。
【0089】
さらに補正部20は、振動規格化データ読み出し命令を記憶部18に送信する。すると、記憶部18は、この命令に応じて振動規格化データN0〜9を補正部20に向けて出力する。
【0090】
続いて、補正部20は、以下の(2)式に示す演算を行い、CH0〜9ごとの補正値C0〜9を求める。
【0091】
C0〜9=N0〜9×Nref・・・(2)
上述のように振動規格化データN0〜9は、CH4における回転軸24の振動の振幅に対する、各CH0〜9における振動の振幅の比率である。従って、振動規格化データN0〜9にCH4の位置で得られた参照振動データNrefを乗じた補正値C0〜9は、被測定媒体Pの厚みの測定時に発生していた各基準ローラ120〜9の位置における回転軸24の振動の振幅を表わすこととなる。
【0092】
このようにして、求められた補正値C0〜9は、外部記憶装置30に出力され、一時的に記憶される。
【0093】
続いて補正部20は、補正値読み出し命令を外部記憶装置30に送信する。すると、外部記憶装置30は、この命令に応じて補正値C0〜9を補正部20に向けて送信する。補正値C0〜9を受信した補正部20は、生データRD0〜9を補正値C0〜9で補正して、最終結果としての補正後生データD0〜9を得る。具体的には、下記(3)式に示す演算を行う。
【0094】
D0〜9=RD0〜9+C0〜9・・・(3)
なお、(3)式において、生データRD0〜9に補正値C0〜9を加えるのは、上述したように、補正値C0〜9が負(マイナス)の大きさだからである。
【0095】
補正部20は、上述の過程で得られた補正後生データD0〜9により紙幣に貼られたテープなどを検出する。
【0096】
このように、この実施形態の厚み測定装置10では、回転軸24の振動の回転軸変位に対する比率としての振動規格化データN0〜9をCH0〜9ごとに記憶している。さらに、被測定媒体の実際の厚み測定に当たって、振動規格化データN0〜9に参照振動データNrefを乗じて得られた補正値C0〜9により、その厚み測定時に発生していた回転軸24の振動の振幅を推定する。そして、この補正値C0〜9により生データRD0〜9を補正する。結果として、この実施形態の厚み測定装置10では、回転軸24の振動の影響が除かれるので、従来以上に精度良く被測定媒体Pの厚み測定が可能となる。
【0097】
なお、この実施形態においては、10個の基準ローラ120〜9を用いた例について説明したが、基準ローラの個数は10個には限定されない。被測定媒体Pの大きさや、厚み測定の位置分解能などを考慮して設計に応じた個数とすることができる。
【0098】
また、この実施形態においては、振動評価部22をCH4の位置に設けた例について説明した。しかし、振動評価部22を設ける位置は、CH4には限定されない、厚み測定装置内部の部品の配置状況などを考慮して、設計に応じて任意好適なCHに設けることができる。
【0099】
(実施形態2)
次に、図9及び10を参照して、実施形態2の厚み測定装置について説明する。
【0100】
図9は、実施形態2の厚み測定装置40の構成を概略的に示す正面図である。図10は、図9をA−A線に沿って切断した切断端面図である。
【0101】
図9及び図10を参照すると、この厚み測定装置40は、振動評価部22が設けられていない点を除き、実施形態1の厚み測定装置10と同様に構成されている。従って、以下の記載では、実施形態1との重複説明を省略し、主に、上述の相違点について説明する。
【0102】
実施形態1の厚み測定装置10においては、規格化ローラとして基準ローラ124を採用し、この規格化ローラの位置変位を振動評価部22で測定することにより、被測定媒体Pの厚み測定時における回転軸24の振動を評価していた。しかし、この実施形態の厚み測定装置40は、規格化ローラとして被測定媒体Pが非通過の1個の検知ローラ140又は149を採用している。
【0103】
一般に、厚み測定装置では、媒体搬送時のスキュー、横ズレ等に対応するために、被測定媒体の幅よりも大きな幅の測定領域が設けられている。つまり、厚み測定装置が備える複数のCHは、被測定媒体の幅よりも大きな幅領域にわたって設けられている。その結果、被測定媒体の厚み測定時に、被測定媒体が通過しないCH(以下、「非通過CH」と称する。)が存在することとなる。
【0104】
図9に示すように、この実施形態の厚み測定装置40では、回転軸24の両端部に最も近いCHであるCH0とCH9とが非通過CHに対応する。非通過CHから得られる生データは、回転軸24の振動を直接表わしている。なぜなら、非通過CHにおいては、被測定媒体Pの厚みが0(ゼロ)だからである。
【0105】
よって、非通過CHに対応する検知ローラ140又は149を規格化ローラとすれば、実施形態1と同様の手順で振動規格化データN’0〜9を作成することができる。さらに、被検知媒体Pの厚み測定時に非通過CHから得られた生データを参照振動データN’refとすることにより、実施形態1の場合と同様に補正値C’0〜9を作成することが可能となる。
【0106】
以下、この点についてより詳細に説明する。
【0107】
まず、始めに、振動規格化データN’0〜9を作成する。すなわち、実施形態1の場合と同様に、標準被測定媒体の厚み測定を行い、各CH0〜9において位置変位の時間変化を表わすデータを測定し、このデータから標準被測定媒体の厚みに由来する位置変位を差し引き、CH0〜9ごとの振動由来変位を作成する。
【0108】
そして、(1)式の場合と同様にして、この振動由来変位を回転軸変位で規格化する。すなわち、規格化ローラ140又は149(CH0又はCH9)から得られた位置変位としての回転軸変位の各ピーク値及びボトム値で、振動由来変位の対応するピーク値及びボトム値を除した値を作成し、この値を単純平均する。これにより、振動規格化データN’0〜9が得られる。
【0109】
なお、実施形態1においては、振動規格化データN0〜9は負(マイナス)の値であったが、この実施形態における振動規格化データN’0〜9は正(プラス)の値となる。なぜなら、規格化ローラ140又は149(CH0又はCH9)に設けられた検知部160又は169と、その他のCH1〜8に設けられた検知部161〜8とは、回転軸24の振動を同じ方向から測定しており、回転軸24の振動の位相が等しいからである。
【0110】
このようにして作成された振動規格化データN’0〜9は、実施形態1の場合と同様に、記憶部18に予め記憶される。
【0111】
続いて、振動規格化データN’0〜9を用いた補正の手順について説明する。
【0112】
被測定媒体Pの厚み測定が行われると、CH0〜9ごとの生データRD’0〜9が得られ、これらは、外部記憶装置30に記憶される。
【0113】
補正部20は、実施形態1の場合と同様にして、外部記憶装置30から生データRD’0〜9を、及び、記憶部18から振動規格化データN’0〜9をそれぞれ読み出す。そして、規格化ローラ140又は149に対応する生データRD’0又はRD’9を参照振動データN’refと置く。
【0114】
続いて、補正部20は、生データRD’ 0〜9は、以下の(2’)式に示す演算を行い、CH0〜9ごとの補正値C’0〜9を求める。
【0115】
C’0〜9=N’0〜9×N’ref・・・(2’)
続いて、補正部20は、実施形態1の場合と同様にして、補正値C’0〜9を用いて生データを補正して、補正後生データD’0〜9を作成する。すなわち、補正部20は、以下の(3’)式に示す演算を行う。
【0116】
D’0〜9=RD’0〜9−C’0〜9・・・(3’)
これにより、回転軸24の振動の影響が除去された補正後生データD’0〜9が得られる。
【0117】
このように、この実施形態の厚み測定装置40では、回転軸24の振動の振幅の回転軸変位に対する比率としての振動規格化データN’0〜9をCH0〜9ごとに記憶している。さらに、被測定媒体の実際の厚み測定に当たって、振動規格化データN’0〜9に参照振動データN’refを乗じて得られた補正値C’0〜9により、その厚み測定時に発生していた回転軸24の振動の振幅を推定する。そして、この補正値C’0〜9により生データRD’0〜9を補正する。結果として、この実施形態の厚み測定装置40では、回転軸24の振動の影響が除かれるので、従来以上に精度良く被測定媒体Pの厚み測定が可能となる。
【0118】
この実施の形態では、規格化ローラとして検知ローラ140又は149のどちらかを使用する場合について説明している。なお、検知ローラ140又は149の使い分けは、被測定媒体Pの通過の有無により決定すればよい。すなわち、厚み測定装置40に設けられている撮像装置により、被測定媒体Pが非通過となる検知ローラが140であるか、又は149であるかは、予め知ることができる。この撮像装置の撮像データを利用して、検知ローラ140及び149のどちらを規格化ローラとするかを決定すればよい。
【0119】
この場合、どちらの検知ローラ140及び149が規格化ローラとして採用されても良いように、振動規格化データは、検知ローラ140及び149のそれぞれについて作成し、記憶部18に記憶しておくことが好ましい。
【符号の説明】
【0120】
10,40 厚み測定装置
100 厚み測定装置(典型装置)
24,102 回転軸
12,120〜9,104,1040〜9 基準ローラ
12a,14a,104a,106a 周面
14,140〜9,106,1060〜9 検知ローラ
14b 第1回転軸
16,160〜9,108,1080〜9 検知部
16a,108a ブラケット
16a1,16a2,108a1,108a2 側板
16a3,108a3 上板
16b,108b 揺動軸
16c,108c スプリング
16d,108d 位置変位センサ
18 記憶部
20 補正部
22 振動評価部
30 外部記憶装置
32 CPU
34 制御部
36 内部記憶部
38 演算部
【特許請求の範囲】
【請求項1】
被測定媒体の厚みの評価時に不可避的に振動する回転軸に沿って設けられていて、該回転軸とともに回転する複数の基準ローラと、
前記基準ローラのそれぞれに対応して設けられていて、前記基準ローラの周面に押圧されることにより、前記基準ローラの回転に従動して回転する検知ローラと、
前記基準ローラ及び前記検知ローラの当接部に搬送される前記被測定媒体の厚みと前記回転軸の振動とに由来する当該検知ローラの位置変位を生データとして測定する検知部と、
前記回転軸の振動のみに由来する前記検知ローラごとの位置変位を、規格化ローラとして選定された1個の基準ローラ及び前記被測定媒体が非通過の1個の検知ローラのいずれか一方のローラの当該振動により生じた位置変位で規格化した振動規格化データを予め記憶している記憶部と、
前記被測定媒体の厚みの測定時に得られる前記検知ローラごとの前記生データを、前記記憶部から読み出された振動規格化データに当該測定時の前記規格化ローラの位置変位を乗じた補正値で補正して得られた補正後生データを前記被測定媒体の前記厚みとして出力する補正部と
を備えることを特徴とする厚み測定装置。
【請求項2】
前記規格化ローラが基準ローラであるとともに、前記回転軸の振動の振幅を前記基準ローラの位置変位として測定する振動評価部を備えていて、
前記補正後生データが、前記補正値と前記生データとの加算値であることを特徴とする請求項1に記載の厚み測定装置。
【請求項3】
前記規格化ローラが、検知ローラであるともに、前記補正後生データが、前記生データからの前記補正値の減算値であることを特徴とする請求項1に記載の厚み測定装置。
【請求項4】
被測定媒体の厚みの評価時に不可避的に振動する回転軸に沿って設けられていて、該回転軸とともに回転する複数の基準ローラと、
前記基準ローラのそれぞれに対応して設けられていて、前記基準ローラの周面に押圧されることにより、前記基準ローラの回転に従動して回転する検知ローラと、
前記基準ローラ及び前記検知ローラの当接部に搬送される前記被測定媒体の厚みと前記回転軸の振動とに由来する当該検知ローラの位置変位を生データとして測定する検知部とを備えた厚み測定装置を用いて被測定媒体の厚みを測定するに当たり、
前記回転軸の振動のみに由来する前記検知ローラごとの位置変位を、規格化ローラとして選定された1個の基準ローラ及び前記被測定媒体が非通過の1個の検知ローラのいずれか一方のローラの当該振動により生じた位置変位で規格化した振動規格化データを予め記憶部に記憶しておき、
前記被測定媒体の厚みの測定時に得られる前記検知ローラごとの前記生データを、前記記憶部から読み出された振動規格化データに当該測定時の前記規格化ローラの位置変位を乗じた補正値で補正して、前記被測定媒体の前記厚みを出力することを特徴とする厚み測定方法。
【請求項1】
被測定媒体の厚みの評価時に不可避的に振動する回転軸に沿って設けられていて、該回転軸とともに回転する複数の基準ローラと、
前記基準ローラのそれぞれに対応して設けられていて、前記基準ローラの周面に押圧されることにより、前記基準ローラの回転に従動して回転する検知ローラと、
前記基準ローラ及び前記検知ローラの当接部に搬送される前記被測定媒体の厚みと前記回転軸の振動とに由来する当該検知ローラの位置変位を生データとして測定する検知部と、
前記回転軸の振動のみに由来する前記検知ローラごとの位置変位を、規格化ローラとして選定された1個の基準ローラ及び前記被測定媒体が非通過の1個の検知ローラのいずれか一方のローラの当該振動により生じた位置変位で規格化した振動規格化データを予め記憶している記憶部と、
前記被測定媒体の厚みの測定時に得られる前記検知ローラごとの前記生データを、前記記憶部から読み出された振動規格化データに当該測定時の前記規格化ローラの位置変位を乗じた補正値で補正して得られた補正後生データを前記被測定媒体の前記厚みとして出力する補正部と
を備えることを特徴とする厚み測定装置。
【請求項2】
前記規格化ローラが基準ローラであるとともに、前記回転軸の振動の振幅を前記基準ローラの位置変位として測定する振動評価部を備えていて、
前記補正後生データが、前記補正値と前記生データとの加算値であることを特徴とする請求項1に記載の厚み測定装置。
【請求項3】
前記規格化ローラが、検知ローラであるともに、前記補正後生データが、前記生データからの前記補正値の減算値であることを特徴とする請求項1に記載の厚み測定装置。
【請求項4】
被測定媒体の厚みの評価時に不可避的に振動する回転軸に沿って設けられていて、該回転軸とともに回転する複数の基準ローラと、
前記基準ローラのそれぞれに対応して設けられていて、前記基準ローラの周面に押圧されることにより、前記基準ローラの回転に従動して回転する検知ローラと、
前記基準ローラ及び前記検知ローラの当接部に搬送される前記被測定媒体の厚みと前記回転軸の振動とに由来する当該検知ローラの位置変位を生データとして測定する検知部とを備えた厚み測定装置を用いて被測定媒体の厚みを測定するに当たり、
前記回転軸の振動のみに由来する前記検知ローラごとの位置変位を、規格化ローラとして選定された1個の基準ローラ及び前記被測定媒体が非通過の1個の検知ローラのいずれか一方のローラの当該振動により生じた位置変位で規格化した振動規格化データを予め記憶部に記憶しておき、
前記被測定媒体の厚みの測定時に得られる前記検知ローラごとの前記生データを、前記記憶部から読み出された振動規格化データに当該測定時の前記規格化ローラの位置変位を乗じた補正値で補正して、前記被測定媒体の前記厚みを出力することを特徴とする厚み測定方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】

【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2011−53089(P2011−53089A)
【公開日】平成23年3月17日(2011.3.17)
【国際特許分類】
【出願番号】特願2009−202342(P2009−202342)
【出願日】平成21年9月2日(2009.9.2)
【出願人】(000000295)沖電気工業株式会社 (6,645)
【Fターム(参考)】
【公開日】平成23年3月17日(2011.3.17)
【国際特許分類】
【出願日】平成21年9月2日(2009.9.2)
【出願人】(000000295)沖電気工業株式会社 (6,645)
【Fターム(参考)】
[ Back to top ]