
厚盛り印刷絵具及び厚盛り印刷方法並びに厚盛り印刷製品

【課題】重ね塗りをせずに良好な厚盛り印刷をすることができる厚盛り印刷絵具及び厚盛り印刷方法並びに厚盛り印刷製品を提供する。
【解決手段】無機系材料に酸窒化チタンを有する発泡性材料が0.5〜10重量%の割合で混合された厚盛り印刷用絵具を被印刷物11表面に塗布し焼付温度400〜1000℃で所定時間加熱して、厚盛り印刷用絵具の無機系材料を被印刷物11表面に融着させるとともに酸窒化チタン中の窒素をガス化発泡させて発泡印刷層21を有する印刷部20を形成することを特徴とする。
【解決手段】無機系材料に酸窒化チタンを有する発泡性材料が0.5〜10重量%の割合で混合された厚盛り印刷用絵具を被印刷物11表面に塗布し焼付温度400〜1000℃で所定時間加熱して、厚盛り印刷用絵具の無機系材料を被印刷物11表面に融着させるとともに酸窒化チタン中の窒素をガス化発泡させて発泡印刷層21を有する印刷部20を形成することを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、厚盛り印刷用絵具及び厚盛り印刷方法並びに厚盛り印刷製品に関する。
【背景技術】
【0002】
従来、陶器、磁器等の製品、琺瑯製品、ガラス製品等の窯業製品、あるいは、金属製品等の各種製品では、製品に装飾性を付与したりロゴ等を表示させるために、製品表面に様々な印刷が施される。製品(被印刷物)表面への印刷手法の一つとして、印刷部分を立体的に表現して高級感を演出する厚盛り印刷が知られている。
【0003】
厚盛り印刷では、例えば、粗いメッシュのスクリーンメッシュ用いて被印刷物表面に低膨張率インクをスクリーン印刷によって重ね塗りし、さらに透明インクを重ねて印刷して印刷部を形成する手法がある(例えば、特許文献1参照。)。この厚盛り印刷によれば、インクを重ね塗りすることによって印刷部を厚くすることができるため、印刷部にクラックが入りにくくなる。また、透明インクを重ねることにより、レンズ効果で視覚的に立体感のある印刷が可能となる。
【0004】
しかしながら、重ね塗りによる厚盛り印刷では、印刷部の厚みを増やすためにはインクを何度も重ねて印刷しなければならないため、非効率的で経済的に不利であり、印刷時の位置ずれが発生しやすい等の問題があった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2002−219850号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は前記の点に鑑みなされたものであり、重ね塗りをせずに良好な厚盛り印刷をすることができる厚盛り印刷絵具及び厚盛り印刷方法並びに厚盛り印刷製品を提供するものである。
【課題を解決するための手段】
【0007】
すなわち、請求項1の発明は、被印刷物に塗布されて焼き付けられる絵具であって、無機系材料に酸窒化チタンを有する発泡性材料が0.5〜10重量%の割合で混合されていることを特徴とする厚盛り印刷用絵具に係る。
【0008】
請求項2の発明は、前記発泡性材料の混合比が1〜5重量%である請求項1に記載の厚盛り印刷用絵具に係る。
【0009】
請求項3の発明は、前記無機系材料がセラミックカラーを含む請求項1又は2に記載の厚盛り印刷用絵具に係る。
【0010】
請求項4の発明は、請求項1ないし3のいずれか1項に記載された厚盛り印刷用絵具を前記被印刷物表面に塗布し焼付温度400〜1000℃で所定時間加熱して、前記厚盛り印刷用絵具の前記無機系材料を前記被印刷物表面に融着させるとともに前記酸窒化チタン中の窒素をガス化発泡させることを特徴とする厚盛り印刷方法に係る。
【0011】
請求項5の発明は、前記被印刷物がガラス製品からなり、前記焼付温度が400〜620℃である請求項4に記載の厚盛り印刷方法に係る。
【0012】
請求項6の発明は、請求項4又は5に記載の厚盛り印刷方法により前記被印刷物表面に前記厚盛り印刷用絵具を発泡させた発泡印刷層を有する印刷部が形成されていることを特徴とする厚盛り印刷製品に係る。
【0013】
請求項7の発明は、前記印刷部の前記発泡印刷層表面にトップコート層が形成されている請求項6に記載の厚盛り印刷製品に係る。
【0014】
請求項8の発明は、前記被印刷物がガラス製品である請求項6又は7に記載の厚盛り印刷製品に係る。
【0015】
請求項9の発明は、前記印刷部が点字部分である請求項6ないし8のいずれか1項に記載の厚盛り印刷製品に係る。
【発明の効果】
【0016】
請求項1の発明に係る厚盛り印刷用絵具は、被印刷物に塗布されて焼き付けられる絵具であって、無機系材料に酸窒化チタンを有する発泡性材料が0.5〜10重量%の割合で混合されているため、重ね塗りをせずに良好な厚盛り印刷をすることが可能な厚盛り印刷用絵具を提供することができる。
【0017】
請求項2の発明は、請求項1において、前記発泡性材料の混合比が1〜5重量%であるため、厚みをより良好に増加させることができるとともに、良好な外観性や質感を得ることができる。
【0018】
請求項3の発明は、請求項1又は2において、前記無機系材料がセラミックカラーを含むため、容易かつ良好な焼き付け印刷が可能となる。
【0019】
請求項4の発明に係る厚盛り印刷方法は、請求項1ないし3のいずれか1項に記載された厚盛り印刷用絵具を前記被印刷物表面に塗布し焼付温度400〜1000℃で所定時間加熱して、前記厚盛り印刷用絵具の前記無機系材料を前記被印刷物表面に融着させるとともに前記酸窒化チタン中の窒素をガス化発泡させるため、安全かつ容易に良好な厚盛り印刷をすることができる。
【0020】
請求項5の発明は、請求項4において、前記被印刷物がガラス製品からなり、前記焼付温度が400〜620℃であるため、厚盛り印刷用絵具をガラス製品に対して良好に焼き付けることができる。
【0021】
請求項6の発明に係る厚盛り印刷製品は、請求項4又は5に記載の厚盛り印刷方法により前記被印刷物表面に前記厚盛り印刷用絵具を発泡させた発泡印刷層を有する印刷部が形成されているため、良好な厚盛り印刷が施された製品を得ることができる。
【0022】
請求項7の発明は、請求項6において、前記印刷部の前記発泡印刷層表面にトップコート層が形成されているため、発泡印刷層を保護することができるとともに、視覚的な厚み感の表現や装飾性を向上させることができる。
【0023】
請求項8の発明は、請求項6又は7において、前記被印刷物がガラス製品であるため、製造コストや汎用性、製品流通性の面で有利である。
【0024】
請求項9の発明は、請求項6ないし8において、前記印刷部が点字部分であるため、製造コストを低減させることができるとともに生産性を向上させることができる。
【図面の簡単な説明】
【0025】
【図1】被印刷物表面に形成された印刷部の要部断面図である。
【図2】厚盛り印刷製品の斜視図である。
【発明を実施するための形態】
【0026】
本発明の一実施例に係る厚盛り印刷用絵具は、被印刷物に塗布されて焼き付けられるものであって、無機系材料に発泡性材料を混合されてなる。被印刷物としては、焼き付け印刷可能な陶器、磁器等の製品、琺瑯製品、ガラス製品等の窯業製品、あるいは、金属製品等を用いることができる。
【0027】
無機系材料は、加熱(焼き付け)により被印刷物に融着させて印刷可能な適宜の材料からなる。この無機系材料としては、低融点のガラス粉末等のフラックスと適量のワックスまたはオイルにより構成されたガラスペーストを使用することができ、特に適宜の無機系顔料が混合されてなるセラミックカラーが好適に使用される。セラミックカラーを用いることにより、容易かつ良好に焼き付け印刷することができる。
【0028】
発泡性材料は、酸窒化チタンを有する材料からなり、焼き付け印刷時に発泡することによって、被印刷物に塗布された無機系材料の厚みを増加させるように構成される。発泡性材料として酸窒化チタンを有する材料を使用することにより、発泡時に発生するガスが窒素ガスとなって有毒ガスが発生せず、安全である。
【0029】
この発泡性材料の無機系材料に対する混合比は0.5〜10重量%が好ましく、より好ましくは1〜5重量%である。混合比が0.5重量%より低い場合、発泡量が不十分であり、無機系材料の厚みを増加させることが困難である。10重量%より高い場合、無機系材料の混合比を増やしても無機系材料の厚みの増加量が変化しなくなるとともに、発泡形状が粗くなって表面の凹凸が大きくなり外観性や質感を損なう問題がある。また、特に、混合比が1〜5重量%である場合、無機系材料の厚みをより良好に増加させることができるとともに、発泡形状が安定して良好な外観性や質感(例えば柚子肌)を得ることができる。
【0030】
ここで、上記厚盛り印刷用絵具を被印刷物に厚盛り印刷する方法は、厚盛り印刷用絵具を被印刷物表面に塗布し焼付温度400〜1000℃で所定時間加熱して、厚盛り印刷用絵具の無機系材料を被印刷物表面に融着させるとともに酸窒化チタン中の窒素をガス化発泡させるように構成される。この印刷方法において、焼付温度が400℃より低い場合、無機系材料の融着が不十分となったり、酸窒化チタン中の窒素がガス化されず発泡が不十分となったりする問題がある。1000℃より高い場合、発泡させるための窒素ガスが抜けて十分な厚盛り効果を得ることができない問題がある。
【0031】
また、特に、被印刷物としてガラス製品を用いる場合、焼付温度は400〜620℃とすることが好ましい。焼付温度が620℃より高い場合、被印刷物であるガラス製品が軟化して製品の形状が崩れる等の不具合が生じる問題がある。
【0032】
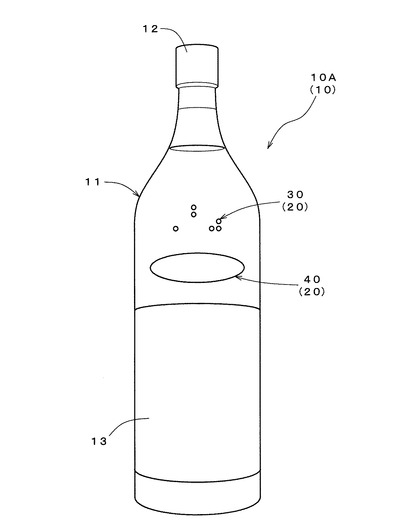
以下、上記印刷方法の好ましい実施例を、図1,2に示す厚盛り印刷製品10とともに具体的に説明する。この厚盛り印刷製品10は、被印刷物11表面に印刷部20が形成されてなる。被印刷物11としては、陶器、磁器等の製品、琺瑯製品、ガラス製品等の窯業製品、あるいは、金属製品等が対象とされるが、製造コストや汎用性、製品流通性等の観点からガラス製品が好適に使用される。図2に示す実施例の印刷製品10は、飲料水用のガラス容器10Aであって、符号12はガラス容器10Aのキャップ部、13は製品ラベル部分を表す。
【0033】
印刷部20は、厚盛り印刷用絵具を発泡させた発泡印刷層21を有する。発泡印刷層21は、被印刷物11表面に塗布された厚盛り印刷用絵具を焼付温度400〜620℃で所定時間加熱することにより、厚盛り印刷用絵具の無機系材料が被印刷物11表面に融着される際に発泡性材料が有する酸窒化チタン中の窒素がガス化発泡し、無機系材料の厚みを増加させて形成される。発泡印刷層21の厚みは、焼付温度や加熱時間に応じて適宜調整することができる。なお、図1において、符号22は発泡印刷層21中の気泡である。
【0034】
また、印刷部20では、発泡印刷層21表面にトップコート層25を形成することが好ましい。トップコート層25に使用される材料は、低融点のガラス粉末等のフラックスと適量のワックスまたはオイルにより構成されるガラスペーストが好適に使用され、必要に応じて適宜の無機系顔料を混合して着色することができる。実施例では、公知のセラミックカラーが使用される。
【0035】
このトップコート層25を設けることにより、発泡印刷層21を保護することができる。また、トップコート層25を無色透明または有色透明に構成することにより、レンズ効果で視覚的な厚み感を表現することができる。さらに、トップコート層25を着色する場合、有色透明に構成すれば発泡印刷層21の色と重なり合ってより深みのある色彩を表現することができ、発泡印刷層21と異なる不透明な色彩に構成すれば印刷部20を表側から見た場合と裏側から見た場合の色彩を異ならせることができる等、装飾性を向上させることが可能となる。
【0036】
上記厚盛り印刷製品10の印刷部20は、文字、図形、模様等の適宜の部分に形成することができる。実施例では、点字部分30とロゴ部分40が印刷部20として構成される。特に、点字部分30は、従来、被印刷物11の成形時に個別の成形型を用いて一体に形成されるものであったため、点字部分30を印刷部20とすることにより、単一の成形型を用いて被印刷物11を成形した後に任意の点字部分30を容易に形成することが可能となる。これにより、個別の成形型が不要となって製造コストを低減させることができるとともに、多様な点字部分30を容易に形成することができて生産性を向上させることができる。
【0037】
次に、本発明の厚盛り印刷絵具の具体的な実施例について説明する。以下の実施例では、無機系材料として白色系ペースト絵具(奥野製薬工業株式会社製のWS1740GO)、発泡性材料としてチタンブラック(三菱マテリアル株式会社製のTitan black 13M−C)をそれぞれ使用して試作品1〜10を得た。各試作品1〜10における発泡性材料の混合比は、試作品1が0重量%(混合せず)、試作品2が0.05重量%、試作品3が0.1重量%、試作品4が0.5重量%、試作品5が1重量%、試作品6が2重量%、試作品7が3重量%、試作品8が5重量%、試作品9が10重量%、試作品10が15重量%である。なお、発泡性材料として使用したチタンブラックは黒色の着色剤としても用いられるものであり、各試作品1〜10の色は、発泡性材料を混合していない試作品1が白色、試作品2〜10が発泡性材料の混合比に比例して濃い黒色であった。
【0038】
そこで、試作品1〜10について、公知のスクリーン印刷方法によりガラス板の表面にφ32mmの円形パターンで塗布して焼付温度約600℃で15分間加熱し、公知のダイヤルゲージを用いて印刷部の任意の5箇所の厚みを測定しその平均値を求めて試作品1の厚みに対する厚みの増加量を算出するとともに、印刷部の表面状態(色、質感)を確認した。
【0039】
【表1】

【0040】
試作品1について、厚みは19.7μmであった。試作品2について、厚みは19.2μm、増加量は−0.5μmであった。試作品3について、厚みは20.5μm、増加量は0.8μmであった。試作品4について、厚みは43.1μm、増加量は23.4μmであった。試作品5について、厚みは55.7μm、増加量は36.0μmであった。試作品6について、厚みは65.5μm、増加量は45.8μmであった。試作品7について、厚みは107.1μm、増加量は87.4μmであった。試作品8について、厚みは145.0μm、増加量は125.3μmであった。試作品9について、厚みは144.9μm、増加量は125.2μmであった。試作品10について、厚みは143.5μm、増加量は123.8μmであった。
【0041】
また、各試作品1〜10の表面状態について、試作品1では、焼き付け前の白色から変化せず、表面に艶があった。試作品2〜6では、焼き付け前の薄い黒色から薄いグレーに変化し、表面は艶がなかった。試作品7〜10では、焼き付け前の濃い黒色から濃いグレーに変化し、柚子肌の質感が得られた。
【0042】
表1の結果に示したように、試作品1〜3のように、発泡性材料の混合比が少ない場合は十分な厚みを得ることができず、試作品10のように発泡性材料の混合比が多すぎる場合は厚みの増加量が増加することがなかった。一方、試作品4〜9では十分な厚みを得ることができ、特に試作品5〜8の厚みが極めて良好であった。また、試作品2〜10のように、焼き付け前と焼き付け後で印刷部の色彩が黒色から灰色に変化しており、発泡性材料(チタンブラック)の窒素をガス化したことによって色彩を変化させることが可能であることがわかった。さらに、試作品7〜10のように、発泡性材料の混合比を調整することにより、良好な質感が得られることがわかった。
【0043】
次に、試作品7(発泡性材料の混合比が3重量%)を3つ用意し、前期と同様の印刷を行い、それぞれ焼付時間を15分間、30分間、45分間として焼付温度600℃で加熱し、公知のダイヤルゲージを用いて印刷部の任意の5箇所の厚みを測定してその平均値を求めるとともに、印刷部の表面状態(色、質感)を確認した。なお、焼き付け前(焼き付け時間0分)の場合は、厚みが40μm、色が黒色、質感がマット調である。
【0044】
【表2】
【0045】
焼付時間が15分間の場合、厚みは110μm、色は濃い灰色、質感は柚子肌であった。焼付時間が30分間の場合、厚みは160μm、色は薄い灰色、質感は柚子肌であった。焼付時間が45分間の場合、厚みは160μm、色は白色、質感は柚子肌であった。
【0046】
表2の結果に示したように、焼付時間に応じて厚みが増加するとともに色彩が変化することがわかった。また、発泡性材料中の窒素が全てガス化されて色彩が白色まで変化した場合は、それ以上厚みが変化しないことがわかった。なお、焼付時間に関わらず質感に違いは生じなかった。
【0047】
以上説明したように、本発明の厚盛り印刷用絵具では、焼き付け時に発泡性材料の酸窒化チタン中の窒素をガス化発泡させて印刷部の厚みを増加させるように構成されるため、重ね塗りをすることなく容易に厚盛り印刷することができ、印刷時の位置ずれ等の問題も防止することができる。特に、発泡性材料の混合比を0.5〜10重量%、より好ましくは、1〜5重量%とすれば、厚みを良好に増加させることができるとともに、良好な外観性や質感を得ることができる。
【0048】
なお、本発明の厚盛り用印刷絵具及び厚盛り印刷方法並びに厚盛り印刷製品は、前述の実施例のみに限定されるものではなく、発明の趣旨を逸脱しない範囲において構成の一部を適宜に変更して実施することができる。
【符号の説明】
【0049】
10 厚盛り印刷製品
11 被印刷物
20 印刷部
21 発泡印刷層
25 トップコート層
【技術分野】
【0001】
本発明は、厚盛り印刷用絵具及び厚盛り印刷方法並びに厚盛り印刷製品に関する。
【背景技術】
【0002】
従来、陶器、磁器等の製品、琺瑯製品、ガラス製品等の窯業製品、あるいは、金属製品等の各種製品では、製品に装飾性を付与したりロゴ等を表示させるために、製品表面に様々な印刷が施される。製品(被印刷物)表面への印刷手法の一つとして、印刷部分を立体的に表現して高級感を演出する厚盛り印刷が知られている。
【0003】
厚盛り印刷では、例えば、粗いメッシュのスクリーンメッシュ用いて被印刷物表面に低膨張率インクをスクリーン印刷によって重ね塗りし、さらに透明インクを重ねて印刷して印刷部を形成する手法がある(例えば、特許文献1参照。)。この厚盛り印刷によれば、インクを重ね塗りすることによって印刷部を厚くすることができるため、印刷部にクラックが入りにくくなる。また、透明インクを重ねることにより、レンズ効果で視覚的に立体感のある印刷が可能となる。
【0004】
しかしながら、重ね塗りによる厚盛り印刷では、印刷部の厚みを増やすためにはインクを何度も重ねて印刷しなければならないため、非効率的で経済的に不利であり、印刷時の位置ずれが発生しやすい等の問題があった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2002−219850号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は前記の点に鑑みなされたものであり、重ね塗りをせずに良好な厚盛り印刷をすることができる厚盛り印刷絵具及び厚盛り印刷方法並びに厚盛り印刷製品を提供するものである。
【課題を解決するための手段】
【0007】
すなわち、請求項1の発明は、被印刷物に塗布されて焼き付けられる絵具であって、無機系材料に酸窒化チタンを有する発泡性材料が0.5〜10重量%の割合で混合されていることを特徴とする厚盛り印刷用絵具に係る。
【0008】
請求項2の発明は、前記発泡性材料の混合比が1〜5重量%である請求項1に記載の厚盛り印刷用絵具に係る。
【0009】
請求項3の発明は、前記無機系材料がセラミックカラーを含む請求項1又は2に記載の厚盛り印刷用絵具に係る。
【0010】
請求項4の発明は、請求項1ないし3のいずれか1項に記載された厚盛り印刷用絵具を前記被印刷物表面に塗布し焼付温度400〜1000℃で所定時間加熱して、前記厚盛り印刷用絵具の前記無機系材料を前記被印刷物表面に融着させるとともに前記酸窒化チタン中の窒素をガス化発泡させることを特徴とする厚盛り印刷方法に係る。
【0011】
請求項5の発明は、前記被印刷物がガラス製品からなり、前記焼付温度が400〜620℃である請求項4に記載の厚盛り印刷方法に係る。
【0012】
請求項6の発明は、請求項4又は5に記載の厚盛り印刷方法により前記被印刷物表面に前記厚盛り印刷用絵具を発泡させた発泡印刷層を有する印刷部が形成されていることを特徴とする厚盛り印刷製品に係る。
【0013】
請求項7の発明は、前記印刷部の前記発泡印刷層表面にトップコート層が形成されている請求項6に記載の厚盛り印刷製品に係る。
【0014】
請求項8の発明は、前記被印刷物がガラス製品である請求項6又は7に記載の厚盛り印刷製品に係る。
【0015】
請求項9の発明は、前記印刷部が点字部分である請求項6ないし8のいずれか1項に記載の厚盛り印刷製品に係る。
【発明の効果】
【0016】
請求項1の発明に係る厚盛り印刷用絵具は、被印刷物に塗布されて焼き付けられる絵具であって、無機系材料に酸窒化チタンを有する発泡性材料が0.5〜10重量%の割合で混合されているため、重ね塗りをせずに良好な厚盛り印刷をすることが可能な厚盛り印刷用絵具を提供することができる。
【0017】
請求項2の発明は、請求項1において、前記発泡性材料の混合比が1〜5重量%であるため、厚みをより良好に増加させることができるとともに、良好な外観性や質感を得ることができる。
【0018】
請求項3の発明は、請求項1又は2において、前記無機系材料がセラミックカラーを含むため、容易かつ良好な焼き付け印刷が可能となる。
【0019】
請求項4の発明に係る厚盛り印刷方法は、請求項1ないし3のいずれか1項に記載された厚盛り印刷用絵具を前記被印刷物表面に塗布し焼付温度400〜1000℃で所定時間加熱して、前記厚盛り印刷用絵具の前記無機系材料を前記被印刷物表面に融着させるとともに前記酸窒化チタン中の窒素をガス化発泡させるため、安全かつ容易に良好な厚盛り印刷をすることができる。
【0020】
請求項5の発明は、請求項4において、前記被印刷物がガラス製品からなり、前記焼付温度が400〜620℃であるため、厚盛り印刷用絵具をガラス製品に対して良好に焼き付けることができる。
【0021】
請求項6の発明に係る厚盛り印刷製品は、請求項4又は5に記載の厚盛り印刷方法により前記被印刷物表面に前記厚盛り印刷用絵具を発泡させた発泡印刷層を有する印刷部が形成されているため、良好な厚盛り印刷が施された製品を得ることができる。
【0022】
請求項7の発明は、請求項6において、前記印刷部の前記発泡印刷層表面にトップコート層が形成されているため、発泡印刷層を保護することができるとともに、視覚的な厚み感の表現や装飾性を向上させることができる。
【0023】
請求項8の発明は、請求項6又は7において、前記被印刷物がガラス製品であるため、製造コストや汎用性、製品流通性の面で有利である。
【0024】
請求項9の発明は、請求項6ないし8において、前記印刷部が点字部分であるため、製造コストを低減させることができるとともに生産性を向上させることができる。
【図面の簡単な説明】
【0025】
【図1】被印刷物表面に形成された印刷部の要部断面図である。
【図2】厚盛り印刷製品の斜視図である。
【発明を実施するための形態】
【0026】
本発明の一実施例に係る厚盛り印刷用絵具は、被印刷物に塗布されて焼き付けられるものであって、無機系材料に発泡性材料を混合されてなる。被印刷物としては、焼き付け印刷可能な陶器、磁器等の製品、琺瑯製品、ガラス製品等の窯業製品、あるいは、金属製品等を用いることができる。
【0027】
無機系材料は、加熱(焼き付け)により被印刷物に融着させて印刷可能な適宜の材料からなる。この無機系材料としては、低融点のガラス粉末等のフラックスと適量のワックスまたはオイルにより構成されたガラスペーストを使用することができ、特に適宜の無機系顔料が混合されてなるセラミックカラーが好適に使用される。セラミックカラーを用いることにより、容易かつ良好に焼き付け印刷することができる。
【0028】
発泡性材料は、酸窒化チタンを有する材料からなり、焼き付け印刷時に発泡することによって、被印刷物に塗布された無機系材料の厚みを増加させるように構成される。発泡性材料として酸窒化チタンを有する材料を使用することにより、発泡時に発生するガスが窒素ガスとなって有毒ガスが発生せず、安全である。
【0029】
この発泡性材料の無機系材料に対する混合比は0.5〜10重量%が好ましく、より好ましくは1〜5重量%である。混合比が0.5重量%より低い場合、発泡量が不十分であり、無機系材料の厚みを増加させることが困難である。10重量%より高い場合、無機系材料の混合比を増やしても無機系材料の厚みの増加量が変化しなくなるとともに、発泡形状が粗くなって表面の凹凸が大きくなり外観性や質感を損なう問題がある。また、特に、混合比が1〜5重量%である場合、無機系材料の厚みをより良好に増加させることができるとともに、発泡形状が安定して良好な外観性や質感(例えば柚子肌)を得ることができる。
【0030】
ここで、上記厚盛り印刷用絵具を被印刷物に厚盛り印刷する方法は、厚盛り印刷用絵具を被印刷物表面に塗布し焼付温度400〜1000℃で所定時間加熱して、厚盛り印刷用絵具の無機系材料を被印刷物表面に融着させるとともに酸窒化チタン中の窒素をガス化発泡させるように構成される。この印刷方法において、焼付温度が400℃より低い場合、無機系材料の融着が不十分となったり、酸窒化チタン中の窒素がガス化されず発泡が不十分となったりする問題がある。1000℃より高い場合、発泡させるための窒素ガスが抜けて十分な厚盛り効果を得ることができない問題がある。
【0031】
また、特に、被印刷物としてガラス製品を用いる場合、焼付温度は400〜620℃とすることが好ましい。焼付温度が620℃より高い場合、被印刷物であるガラス製品が軟化して製品の形状が崩れる等の不具合が生じる問題がある。
【0032】
以下、上記印刷方法の好ましい実施例を、図1,2に示す厚盛り印刷製品10とともに具体的に説明する。この厚盛り印刷製品10は、被印刷物11表面に印刷部20が形成されてなる。被印刷物11としては、陶器、磁器等の製品、琺瑯製品、ガラス製品等の窯業製品、あるいは、金属製品等が対象とされるが、製造コストや汎用性、製品流通性等の観点からガラス製品が好適に使用される。図2に示す実施例の印刷製品10は、飲料水用のガラス容器10Aであって、符号12はガラス容器10Aのキャップ部、13は製品ラベル部分を表す。
【0033】
印刷部20は、厚盛り印刷用絵具を発泡させた発泡印刷層21を有する。発泡印刷層21は、被印刷物11表面に塗布された厚盛り印刷用絵具を焼付温度400〜620℃で所定時間加熱することにより、厚盛り印刷用絵具の無機系材料が被印刷物11表面に融着される際に発泡性材料が有する酸窒化チタン中の窒素がガス化発泡し、無機系材料の厚みを増加させて形成される。発泡印刷層21の厚みは、焼付温度や加熱時間に応じて適宜調整することができる。なお、図1において、符号22は発泡印刷層21中の気泡である。
【0034】
また、印刷部20では、発泡印刷層21表面にトップコート層25を形成することが好ましい。トップコート層25に使用される材料は、低融点のガラス粉末等のフラックスと適量のワックスまたはオイルにより構成されるガラスペーストが好適に使用され、必要に応じて適宜の無機系顔料を混合して着色することができる。実施例では、公知のセラミックカラーが使用される。
【0035】
このトップコート層25を設けることにより、発泡印刷層21を保護することができる。また、トップコート層25を無色透明または有色透明に構成することにより、レンズ効果で視覚的な厚み感を表現することができる。さらに、トップコート層25を着色する場合、有色透明に構成すれば発泡印刷層21の色と重なり合ってより深みのある色彩を表現することができ、発泡印刷層21と異なる不透明な色彩に構成すれば印刷部20を表側から見た場合と裏側から見た場合の色彩を異ならせることができる等、装飾性を向上させることが可能となる。
【0036】
上記厚盛り印刷製品10の印刷部20は、文字、図形、模様等の適宜の部分に形成することができる。実施例では、点字部分30とロゴ部分40が印刷部20として構成される。特に、点字部分30は、従来、被印刷物11の成形時に個別の成形型を用いて一体に形成されるものであったため、点字部分30を印刷部20とすることにより、単一の成形型を用いて被印刷物11を成形した後に任意の点字部分30を容易に形成することが可能となる。これにより、個別の成形型が不要となって製造コストを低減させることができるとともに、多様な点字部分30を容易に形成することができて生産性を向上させることができる。
【0037】
次に、本発明の厚盛り印刷絵具の具体的な実施例について説明する。以下の実施例では、無機系材料として白色系ペースト絵具(奥野製薬工業株式会社製のWS1740GO)、発泡性材料としてチタンブラック(三菱マテリアル株式会社製のTitan black 13M−C)をそれぞれ使用して試作品1〜10を得た。各試作品1〜10における発泡性材料の混合比は、試作品1が0重量%(混合せず)、試作品2が0.05重量%、試作品3が0.1重量%、試作品4が0.5重量%、試作品5が1重量%、試作品6が2重量%、試作品7が3重量%、試作品8が5重量%、試作品9が10重量%、試作品10が15重量%である。なお、発泡性材料として使用したチタンブラックは黒色の着色剤としても用いられるものであり、各試作品1〜10の色は、発泡性材料を混合していない試作品1が白色、試作品2〜10が発泡性材料の混合比に比例して濃い黒色であった。
【0038】
そこで、試作品1〜10について、公知のスクリーン印刷方法によりガラス板の表面にφ32mmの円形パターンで塗布して焼付温度約600℃で15分間加熱し、公知のダイヤルゲージを用いて印刷部の任意の5箇所の厚みを測定しその平均値を求めて試作品1の厚みに対する厚みの増加量を算出するとともに、印刷部の表面状態(色、質感)を確認した。
【0039】
【表1】
【0040】
試作品1について、厚みは19.7μmであった。試作品2について、厚みは19.2μm、増加量は−0.5μmであった。試作品3について、厚みは20.5μm、増加量は0.8μmであった。試作品4について、厚みは43.1μm、増加量は23.4μmであった。試作品5について、厚みは55.7μm、増加量は36.0μmであった。試作品6について、厚みは65.5μm、増加量は45.8μmであった。試作品7について、厚みは107.1μm、増加量は87.4μmであった。試作品8について、厚みは145.0μm、増加量は125.3μmであった。試作品9について、厚みは144.9μm、増加量は125.2μmであった。試作品10について、厚みは143.5μm、増加量は123.8μmであった。
【0041】
また、各試作品1〜10の表面状態について、試作品1では、焼き付け前の白色から変化せず、表面に艶があった。試作品2〜6では、焼き付け前の薄い黒色から薄いグレーに変化し、表面は艶がなかった。試作品7〜10では、焼き付け前の濃い黒色から濃いグレーに変化し、柚子肌の質感が得られた。
【0042】
表1の結果に示したように、試作品1〜3のように、発泡性材料の混合比が少ない場合は十分な厚みを得ることができず、試作品10のように発泡性材料の混合比が多すぎる場合は厚みの増加量が増加することがなかった。一方、試作品4〜9では十分な厚みを得ることができ、特に試作品5〜8の厚みが極めて良好であった。また、試作品2〜10のように、焼き付け前と焼き付け後で印刷部の色彩が黒色から灰色に変化しており、発泡性材料(チタンブラック)の窒素をガス化したことによって色彩を変化させることが可能であることがわかった。さらに、試作品7〜10のように、発泡性材料の混合比を調整することにより、良好な質感が得られることがわかった。
【0043】
次に、試作品7(発泡性材料の混合比が3重量%)を3つ用意し、前期と同様の印刷を行い、それぞれ焼付時間を15分間、30分間、45分間として焼付温度600℃で加熱し、公知のダイヤルゲージを用いて印刷部の任意の5箇所の厚みを測定してその平均値を求めるとともに、印刷部の表面状態(色、質感)を確認した。なお、焼き付け前(焼き付け時間0分)の場合は、厚みが40μm、色が黒色、質感がマット調である。
【0044】
【表2】
【0045】
焼付時間が15分間の場合、厚みは110μm、色は濃い灰色、質感は柚子肌であった。焼付時間が30分間の場合、厚みは160μm、色は薄い灰色、質感は柚子肌であった。焼付時間が45分間の場合、厚みは160μm、色は白色、質感は柚子肌であった。
【0046】
表2の結果に示したように、焼付時間に応じて厚みが増加するとともに色彩が変化することがわかった。また、発泡性材料中の窒素が全てガス化されて色彩が白色まで変化した場合は、それ以上厚みが変化しないことがわかった。なお、焼付時間に関わらず質感に違いは生じなかった。
【0047】
以上説明したように、本発明の厚盛り印刷用絵具では、焼き付け時に発泡性材料の酸窒化チタン中の窒素をガス化発泡させて印刷部の厚みを増加させるように構成されるため、重ね塗りをすることなく容易に厚盛り印刷することができ、印刷時の位置ずれ等の問題も防止することができる。特に、発泡性材料の混合比を0.5〜10重量%、より好ましくは、1〜5重量%とすれば、厚みを良好に増加させることができるとともに、良好な外観性や質感を得ることができる。
【0048】
なお、本発明の厚盛り用印刷絵具及び厚盛り印刷方法並びに厚盛り印刷製品は、前述の実施例のみに限定されるものではなく、発明の趣旨を逸脱しない範囲において構成の一部を適宜に変更して実施することができる。
【符号の説明】
【0049】
10 厚盛り印刷製品
11 被印刷物
20 印刷部
21 発泡印刷層
25 トップコート層
【特許請求の範囲】
【請求項1】
被印刷物に塗布されて焼き付けられる絵具であって、無機系材料に酸窒化チタンを有する発泡性材料が0.5〜10重量%の割合で混合されていることを特徴とする厚盛り印刷用絵具。
【請求項2】
前記発泡性材料の混合比が1〜5重量%である請求項1に記載の厚盛り印刷用絵具。
【請求項3】
前記無機系材料がセラミックカラーを含む請求項1又は2に記載の厚盛り印刷用絵具。
【請求項4】
請求項1ないし3のいずれか1項に記載された厚盛り印刷用絵具を前記被印刷物表面に塗布し焼付温度400〜1000℃で所定時間加熱して、前記厚盛り印刷用絵具の前記無機系材料を前記被印刷物表面に融着させるとともに前記酸窒化チタン中の窒素をガス化発泡させることを特徴とする厚盛り印刷方法。
【請求項5】
前記被印刷物がガラス製品からなり、前記焼付温度が400〜620℃である請求項4に記載の厚盛り印刷方法。
【請求項6】
請求項4又は5に記載の厚盛り印刷方法により前記被印刷物表面に前記厚盛り印刷用絵具を発泡させた発泡印刷層を有する印刷部が形成されていることを特徴とする厚盛り印刷製品。
【請求項7】
前記印刷部の前記発泡印刷層表面にトップコート層が形成されている請求項6に記載の厚盛り印刷製品。
【請求項8】
前記被印刷物がガラス製品である請求項6又は7に記載の厚盛り印刷製品。
【請求項9】
前記印刷部が点字部分である請求項6ないし8のいずれか1項に記載の厚盛り印刷製品。
【請求項1】
被印刷物に塗布されて焼き付けられる絵具であって、無機系材料に酸窒化チタンを有する発泡性材料が0.5〜10重量%の割合で混合されていることを特徴とする厚盛り印刷用絵具。
【請求項2】
前記発泡性材料の混合比が1〜5重量%である請求項1に記載の厚盛り印刷用絵具。
【請求項3】
前記無機系材料がセラミックカラーを含む請求項1又は2に記載の厚盛り印刷用絵具。
【請求項4】
請求項1ないし3のいずれか1項に記載された厚盛り印刷用絵具を前記被印刷物表面に塗布し焼付温度400〜1000℃で所定時間加熱して、前記厚盛り印刷用絵具の前記無機系材料を前記被印刷物表面に融着させるとともに前記酸窒化チタン中の窒素をガス化発泡させることを特徴とする厚盛り印刷方法。
【請求項5】
前記被印刷物がガラス製品からなり、前記焼付温度が400〜620℃である請求項4に記載の厚盛り印刷方法。
【請求項6】
請求項4又は5に記載の厚盛り印刷方法により前記被印刷物表面に前記厚盛り印刷用絵具を発泡させた発泡印刷層を有する印刷部が形成されていることを特徴とする厚盛り印刷製品。
【請求項7】
前記印刷部の前記発泡印刷層表面にトップコート層が形成されている請求項6に記載の厚盛り印刷製品。
【請求項8】
前記被印刷物がガラス製品である請求項6又は7に記載の厚盛り印刷製品。
【請求項9】
前記印刷部が点字部分である請求項6ないし8のいずれか1項に記載の厚盛り印刷製品。
【図1】


【図2】
【図2】
【公開番号】特開2011−195749(P2011−195749A)
【公開日】平成23年10月6日(2011.10.6)
【国際特許分類】
【出願番号】特願2010−66132(P2010−66132)
【出願日】平成22年3月23日(2010.3.23)
【出願人】(000198477)石塚硝子株式会社 (77)
【Fターム(参考)】
【公開日】平成23年10月6日(2011.10.6)
【国際特許分類】
【出願日】平成22年3月23日(2010.3.23)
【出願人】(000198477)石塚硝子株式会社 (77)
【Fターム(参考)】
[ Back to top ]