
厚膜ポリイミドフレキシブル金属積層板の製造方法
【課題】ポリイミドの厚さが増加してもキャストの作業性が良好であり、高分子フィルムと金属伝導層との接着力に優れており、寸法変化率が小さく、生産コストを下げることができるフレキシブル金属積層板の製造方法を提供する。
【解決手段】フレキシブル金属積層板の製造方法は、(a)金属層の上部に線熱膨張係数が25ppm/K以下の第1ポリイミド層を形成する段階と、(b)第1ポリイミド層の表面をプラズマ処理する段階と、(c)第1ポリイミド層の上部に線熱膨張係数が25ppm/K以下の第2ポリイミド層を形成する段階と、を含む。
【解決手段】フレキシブル金属積層板の製造方法は、(a)金属層の上部に線熱膨張係数が25ppm/K以下の第1ポリイミド層を形成する段階と、(b)第1ポリイミド層の表面をプラズマ処理する段階と、(c)第1ポリイミド層の上部に線熱膨張係数が25ppm/K以下の第2ポリイミド層を形成する段階と、を含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フレキシブル金属積層板の製造方法に関し、より詳細には、電子機器に用いられるフレキシブル回路の主材料であるフレキシブル金属積層板中のポリイミド全体の厚さが30μm以上と厚い製品を製造する場合にも製造工程での走行性が容易であり、製造された積層板で高分子フィルムと金属伝導層との接着力に優れており、寸法変化率が小さい金属積層板の製造方法に関する。
【背景技術】
【0002】
プリント回路基板(PCB;Printed Circuit Board)は、各種部品を接続させるための電気配線を回路設計によって配線図形で表現したものであり、各種部品を連結または支持する働きをする。このようなプリント回路基板は、その物理的特性によって、リジッド(rigid)プリント回路基板、フレキシブル(flexible)プリント回路基板、この二つが結合されたリジッド−フレキシブルプリント回路基板、及びリジッド−フレキシブルプリント回路基板と類似のマルチ−フレキシブルプリント回路基板に分けられる。
【0003】
フレキシブル金属積層板は、ポリマーフィルム層と金属伝導層とを積層したもので、可撓性を有することを特徴とし、柔軟性や屈曲性が求められる電子機器または電子機器の材料に主に用いられる。ここで、求められるポリマーフィルム層の厚さは用途に応じて多様に変えることができる。最近は、宇宙航空及び自動車の変速器などのように高信頼性の電気特性が求められる分野において、厚いポリマーフィルム層を有する金属積層板に対する需要が大きく増加している。
【0004】
このような技術に係る従来のフレキシブル基板用の金属積層板は、金属箔にフィルム状の熱可塑性ポリイミドをラミネートする方法、金属箔上にポリアミック酸ワニス(Polyamic acid varnish)を直接塗布して製造する方法が主に用いられる。しかし、これらの方法は両方とも長所及び欠点を有する。ラミネート方式の場合、製造過程で既に硬化されたポリイミドフィルムを用いるため、その厚さが作業性に大きな影響は与えないが、一般的に生産コストが高く、ラミネートのために線熱膨張係数が大きい熱可塑性ポリイミドを用いなければならないために、部品実装段階で高温工程を経る場合、寸法変化率が大きい。一方、ポリイミド前駆体をキャストして製造する方法は、相対的に生産コストが低く、熱膨張係数が小さい熱硬化性ポリイミドを用いても金属層との十分な接着力を維持することができるため、高温工程でも優れた寸法安定性を有することができる。しかし、ポリイミドの厚さが増加すると、ポリアミック酸ワニスに含まれた溶媒が蒸発する過程で気泡(blister)及びフィルムの反り(curl)が激しく発生するため、製造が困難であるという欠点がある。
【発明の概要】
【発明が解決しようとする課題】
【0005】
従って、本発明は上記の問題を解決する過程で導き出されたものであり、金属層上に優れた物性を有するポリマーフィルムを提供する方法において、ポリマー層全体の厚さが30μm以上と厚い場合にも、製造工程での走行性が容易であり、製造された積層板でポリマーフィルムと金属伝導層との接着力に優れており、寸法変化率が小さい、キャスト方式の金属積層板の製造方法を提供することをその目的とする。
【課題を解決するための手段】
【0006】
本発明は、上記のような課題を解決するために、厚膜フレキシブル金属積層板の製造を可能にするための製造方法を提供する。
【0007】
具体的には、本発明のフレキシブル金属積層板の製造方法は、キャスト方式を利用したフレキシブル金属積層板の製造方法であって、(a)金属層の上部に線熱膨張係数が25ppm/K以下の第1ポリイミド層を形成する段階と、(b)第1ポリイミド層の表面をプラズマ処理する段階と、(c)第1ポリイミド層の上部に線熱膨張係数が25ppm/K以下の第2ポリイミド層を形成する段階と、を含み、金属層の上部に形成されるポリイミド層全体の厚さが30μm以上のフレキシブル金属積層板の製造方法に関する。
【0008】
より具体的には、(a)金属層の上部に、一層またはそれ以上で構成されるポリアミック酸ワニスをキャストして乾燥した後、前記塗布されたポリアミック酸ワニス(以下、「第1ポリイミド前駆体層」)を硬化によってイミド化することにより、線熱膨張係数が25ppm/K以下の第1ポリイミド層を形成する段階と、(b)前記(a)段階により形成された第1ポリイミド層の表面をプラズマ処理する段階と、(c)第1ポリイミド層の上部に、一層またはそれ以上で構成されるポリアミック酸ワニスを2次キャストして乾燥した後、前記塗布された第2ポリアミック酸ワニス(以下、「第2ポリイミド前駆体層」)を硬化によってイミド化することにより、線熱膨張係数が25ppm/K以下の第2ポリイミド層を形成する段階と、を経て最終的にフレキシブル金属積層板を完成することを特徴とする。
【0009】
ここで、第1ポリイミド層及び第2ポリイミド層の線熱膨張係数は、それぞれ25ppm/K以下の低熱膨張係数であることを特徴とする。線熱膨張係数が25ppm/Kを超過する場合は、基材となる銅箔とポリイミド層との線熱膨張係数の差が大きくなり、銅箔をエッチングする際または高温工程での寸法変化率が大きくなるため好ましくない。
【0010】
また、硬化は、ポリアミック酸ワニスをイミド化工程によってポリイミドに変性させることである。硬化方法としては、通常の方法を用いることができ、熱、赤外線、紫外線などを利用して硬化することができ、これらに限定されない。
【0011】
本発明において、前記金属層の上部に形成されるポリイミド層全体の厚さは30μm以上、より具体的には30〜60μmであることが好ましい。フィルムの厚さが30μm未満であると、既存の製品より高信頼性の電気特性を実現するには足りず、フィルムの厚さが60μmを超過すると、可撓性が顕著に低下する可能性があるため、フレキシブル回路に適用するには好ましくない。
【0012】
本発明において、前記第1ポリイミド層及び第2ポリイミド層の厚さは、それぞれ30μm以下、より具体的には5〜25μmであることが、ポリイミド前駆体層の製造時にフィルムの反りが生じない範囲で本発明が目的とする厚膜を形成することができるため好ましい。もし、第1ポリイミド層または第2ポリイミド層の厚さが25μmを超過する場合、フィルムの反り(curl)によって作業性が顕著に悪くなり、溶媒を効率的に蒸発させることが困難であってポリイミドの硬化過程で気泡(blister)が発生する可能性が高くなるため好ましくない。一方、ポリイミドの一層の厚さが5μm未満である場合、これは他の層の厚さが少なくとも25μm以上にならなければならないことを意味するため好ましくない。
【0013】
また、前記第1ポリイミド層の表面にプラズマ処理した後の表面粗さは0.3〜1.5μmであることが、接着力に優れて界面剥離が発生しないため好ましい。
【0014】
また、本発明は、前記フレキシブル金属積層板の第2ポリイミド層の上部に熱可塑性ポリイミド層を積層した後、これを金属箔とラミネートする両面構造のフレキシブル金属積層板の製造方法も含む。
【0015】
また、本発明は、前記フレキシブル金属積層板における第2ポリイミド層の外層が熱可塑性ポリイミド層で構成され、これを金属箔とラミネートして得られる両面構造のフレキシブル金属積層板の製造方法も含む。
【0016】
すなわち、前記(c)段階の後に、(d)前記第2ポリイミド層の上部に熱可塑性ポリイミド層を積層する段階と、(e)前記熱可塑性ポリイミド層を金属箔とラミネートする段階と、をさらに含む両面構造のフレキシブル金属積層板の製造方法も本発明の範囲に含まれる。
【0017】
すなわち、前記(c)段階で熱可塑性ポリイミドの前駆体層が最外層に塗布、乾燥及び硬化されて、最終的に熱可塑性ポリイミド層を含む第2ポリイミド層を形成する段階の後、(d)前記熱可塑性ポリイミド層を金属箔とラミネートする段階をさらに含む両面構造のフレキシブル金属積層板の製造方法も本発明の範囲に含まれる。
【0018】
前記熱可塑性ポリイミド層は、厚さが7μm以下、より具体的には1〜7μmであり、ガラス転移温度が180℃<Tg<300℃であり、線熱膨張係数が30ppm/K以上、より具体的には30〜80ppm/Kであることが好ましい。
【0019】
前記熱可塑性ポリイミド層のガラス転移温度が180℃以下である場合、最終製品の耐熱信頼度が顕著に悪くなり、ガラス転移温度が300℃以上であるか、熱可塑性ポリイミド層の厚さが1μm以下である場合は、ラミネートした後に基材との十分な接着力を有することが困難である。また、このようなガラス転移温度を有する熱可塑性ポリイミドの線熱膨張係数は一般的に30ppm/K以上の大きい値を有するが、熱可塑性ポリイミド層の線熱膨張係数が80ppm/K以上であるか、または熱可塑性ポリイミド層の厚さが7μmより厚くなると、ポリイミド層全体の線熱膨張係数が大きくなり、最終的にポリイミドの寸法安定性が低下するため好ましくない。
【発明の効果】
【0020】
上述したように、金属層上に一定の厚さのポリイミドを形成するにあたりキャスト方式を用いることにより、高分子フィルムと金属伝導層との優れた接着力及び低い寸法変化率を維持するだけでなく、ポリアミック酸ワニスの硬化工程を2回に分けて行うことにより、ポリイミド層の厚さが増加する場合に起こる気泡(blistering)及びフィルムの反り(curl)の問題が解決される効果がある。
【0021】
また、第1ポリイミド層の表面にプラズマ(plasma)処理工程を行って粗さ(roughness)を増加させることにより、その上に新たに形成される第2ポリイミド層と十分な密着性を有することができるようになり、その結果、形成しようとするポリイミドの厚さに関わらず生産コストが低いキャスト方式の製造方法を利用することができるようになる。
【図面の簡単な説明】
【0022】
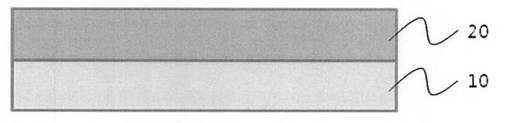
【図1】ポリアミック酸ワニスを金属層上に1次塗布した後乾燥した積層体の断面図を示したものである。
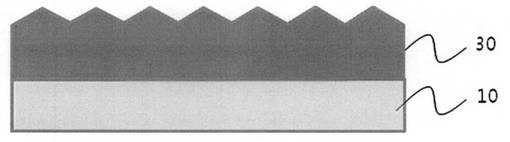
【図2】図1で乾燥されたポリイミド前駆体層をイミド化した後、プラズマ処理によって表面に粗さ(roughness)を形成した積層体の断面図を示したものである。
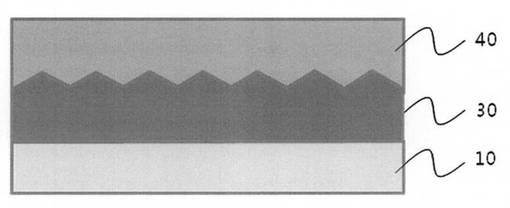
【図3】図2で形成された第1ポリイミド層上にポリアミック酸ワニスを2次塗布した後乾燥した積層体の断面図を示したものである。
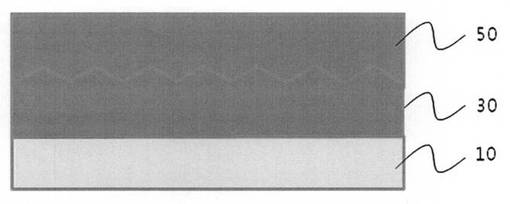
【図4】図3で乾燥されたポリイミド前駆体層をイミド化して、最終的に第1ポリイミド層上に第2ポリイミド層を形成する金属積層板の断面図を示したものである。
【発明を実施するための形態】
【0023】
以下、添付図面を参照して本発明の好ましい実施例を説明することにより、本発明を詳細に説明する。
【0024】
図1は一層またはそれ以上で構成されるポリアミック酸ワニスを金属層10の表面にキャスト工法で塗布した後、乾燥工程を経て第1ポリイミド前駆体層20を形成した積層体の断面図を示したものである。本発明に適用可能な塗布方法としては、ナイフ塗布(knife coating)、ロール塗布(roll coating)、ダイ塗布(die coating)、カーテン塗布(curtain coating)などがあり、本発明が追求する目的を満たすかぎり、その方法は制限されない。
【0025】
図2は、図1の乾燥されたポリイミド前駆体層20をイミド化工程によってポリイミド層に変性させた後、プラズマ処理によって表面粗さを増加させた第1ポリイミド層30を形成した積層体の断面図を示したものである。もし、プラズマ処理によって第1ポリイミド層の表面粗さを十分に形成しないと、後にその上に積層される第2ポリイミド層との密着性が低下し、硬化工程で剥離が生じるようになる。前記イミド化工程に用いられるエネルギーは、熱(heat)、赤外線(IR)、紫外線(UV)などを用いることができ、これらに限定されない。
【0026】
図3は、図2でプラズマ処理された第1ポリイミド層30上に、一層またはそれ以上で構成されるポリアミック酸ワニスを塗布、乾燥して製造した第2ポリイミド前駆体層40を有する積層体の断面図である。この際、塗布方式は、第1ポリイミド前駆体層の塗布方法と同様であってもよく、そうでなくてもよい。
【0027】
図4は、図3で形成された第2ポリイミド前駆体層40をイミド化することにより、最終的に第1ポリイミド層30と第2ポリイミド層50が積層されたフレキシブル金属積層板の断面図を示したものである。この際、硬化方式は、第1ポリイミド層の硬化方法と同様であってもよく、そうでなくてもよい。
【0028】
以下、本発明のより具体的な実施例と比較例を説明することにより、本発明をさらに詳細に説明する。しかし、本発明が下記実施例と比較例に限定されるものではなく、添付された特許請求の範囲内で多様な形態の実施例が具現されることができる。但し、次の実施例は、本発明の開示を完全にするとともに、当業界において通常の知識を有する者に発明の実施を容易にするためのものである。
【0029】
実施例中に用いられる略語は次のとおりである。
【0030】
DMAc:N,N−ジメチルアセトアミド(N,N−dimethylacetamide)
BPDA:3,3´,4,4´−ビフェニルテトラカルボン酸二無水物(3,3´,4,4´−biphenyltetracarboxylic acid dianhydride)
PDA:パラ−フェニレンジアミン(p−phenylenediamine)
ODA:4,4´−ジアミノジフェニルエーテル(4,4´−diaminodiphenylether)
BAPB:4,4´−ビス(4−アミノフェノキシ)ビフェニル(4,4´−bis(4−aminophenoxy)biphenyl)
【0031】
本発明において言及される物性は、次の測定法により測定した。
【0032】
1.線熱膨張係数(CTE、Coefficient of Thermal Linear Expansion)
線熱膨張係数は、TMA(Thermomechanical Analyzer)を利用して5℃/分の速度で400℃まで昇温しながら測定された熱膨張値のうち100℃〜250℃の値を平均して求めた。
【0033】
2.乾燥後のフィルムの反り(curl)
第2ポリイミド前駆体層を乾燥した後のフィルムサンプルを横及び縦がそれぞれ30cmの正方形に切断した後、円状に巻かれたフィルムの直径を測定してフィルムの反りを測定した。この際、フィルムの収縮が激しいほどその直径が小さくなり、これは反りが激しいということを意味する。
【0034】
3.ポリイミド樹脂と金属箔との接着力
ポリイミド樹脂と金属層との接着力の測定のために、積層体の金属層を1mmの幅にパターニング(patterning)した後、万能試験機(UTM、universal testing machine)を利用して180゜引きはがし強さ(peel strength)を測定した。
【0035】
4.エッチング後の寸法変化率
IPC−TM−650,2.2.4の「Method B」に従って測定した。MD及びTDがそれぞれ275X255mmである四角形の試験片の四つの頂点に位置認識のための孔を穿孔し、23℃、50%RHの恒温恒湿器に24時間保管した後、各孔間の距離を3回繰り返して測定して平均した。その後、金属箔をエッチングし、23℃、50%RHの恒温恒湿器に24時間保管した後、孔間の距離をさらに測定した。このように測定した値のMD及びTD方向への変化率を計算した。
【0036】
5.ポリイミドの粗さ
第1ポリイミド層をプラズマ処理した後、横及び縦が1cmである正方形に切断して、AFM(atomic force microscopy)を利用してその表面のRz値を測定した。
【0037】
6.ポリイミド外観の観察
積層体を横及び縦がそれぞれ30cmである正方形に切断した後、表面の形状を観察して、気泡発生(blistrering)、金属箔とポリイミド層との間またはポリイミド層間の剥離現象(delamination)などがない場合、良好であると判断した。
【0038】
[合成例1]
211,378gのDMAcに、PDA12,312g及びODA2,533gのジアミンを窒素雰囲気下で撹拌して完全に溶かした後、二無水物としてBPDA38,000gを数回に分けて添加した。その後、約24時間撹拌を続けてポリアミック酸溶液を製造した。このように製造したポリアミック酸溶液を20μmの厚さのフィルム状にキャストした後、60分間で350℃まで昇温して、30分間維持して硬化した。測定された線熱膨張係数は13.0ppm/Kであった。
【0039】
[合成例2]
117,072gのDMAcに、PDA3.063g及びODA2,431gのジアミンを窒素雰囲気下で撹拌して完全に溶かした後、二無水物としてBPDA12,000gを数回に分けて添加した。その後、約24時間撹拌を続けてポリアミック酸溶液を製造した。このように製造したポリアミック酸溶液を20μmの厚さのフィルム状にキャストした後、60分間で350℃まで昇温して、30分間維持して硬化した。測定された線熱膨張係数は25.1ppm/Kであった。
【0040】
[合成例3]
11,572gのDMAcに、BAPB948gのジアミンを窒素雰囲気下で撹拌して完全に溶かした後、二無水物としてBPDA757gを添加した。その後、約24時間撹拌を続けてポリアミック酸溶液を製造した。このように製造したポリアミック酸溶液を20μmの厚さのフィルム状にキャストした後、60分間で350℃まで昇温して、30分間維持して硬化した。測定された線熱膨張係数は65.1ppm/Kであった。
【0041】
[実施例1]
厚さ12μmの電解銅箔(Rz=2.0μm)上に、合成例1により製造されたポリアミック酸溶液を硬化後の厚さが27μmになるように塗布した後、130℃で乾燥して第1ポリイミド前駆体層を形成した。前記第1ポリイミド前駆体層を150℃から395℃まで10分間で硬化して第1ポリイミド層を形成した後、アルゴン雰囲気下で電力6kWのプラズマ処理をした。その上に、合成例1により製造されたポリアミック酸溶液を硬化後の厚さが27μmになるように、同じ条件でさらに塗布、乾燥、硬化して、最終的にポリイミド層全体の厚さが54μmの金属積層板を製造した。その結果を表1に記載した。
【0042】
[実施例2]
厚さ12μmの電解銅箔(Rz=2.0μm)上に、合成例2により製造されたポリアミック酸溶液を硬化後の厚さが4μmになるように塗布した後130℃で乾燥し、その上に、合成例1により製造されたポリアミック酸溶液を硬化後の厚さが25μmになるようにさらに塗布した後、同一の温度で乾燥して第1ポリイミド前駆体層を形成した。前記第1ポリイミド前駆体層を150℃から395℃まで10分間で硬化して第1ポリイミド層を形成した後、アルゴン雰囲気下で電力6kWのプラズマ処理をした。この際に測定された第1ポリイミド層の線熱膨張係数は16.2ppm/Kであった。その上に、合成例1により製造されたポリアミック酸溶液を硬化後の厚さが25μmになるように、同じ条件でさらに塗布、乾燥、硬化して、最終的にポリイミド層全体の厚さが54μmの金属積層板を製造した。その結果を表1に記載した。
【0043】
[実施例3]
厚さ12μmの電解銅箔(Rz=2.0μm)上に、合成例2により製造されたポリアミック酸溶液を硬化後の厚さが4μmになるように塗布して130℃で乾燥し、その上に、合成例1により製造されたポリアミック酸溶液を硬化後の厚さが23μmになるようにさらに塗布した後、同一の温度で乾燥して第1ポリイミド前駆体層を形成した。前記第1ポリイミド前駆体層を150℃から395℃まで10分間で硬化して第1ポリイミド層を形成した後、アルゴン雰囲気下で電力6kWのプラズマ処理をした。その上に、合成例1により製造されたポリアミック酸溶液を硬化後の厚さが23μmになるようにさらに塗布して130℃で乾燥し、その上に、合成例3により製造されたポリアミック酸溶液を硬化後の厚さが4μmになるようにさらに塗布した後、同一の温度で乾燥して第2ポリイミド前駆体層を形成した。これを150℃から395℃まで10分間で硬化して、最終的にポリイミド層全体の厚さが54μmの金属積層板を製造した。この際に測定された第2ポリイミド層の線熱膨張係数は19.3ppm/Kであった。これに、厚さ12μmの電解銅箔(Rz=2.0μm)を365℃、線圧150kgf/cmの条件下でラミネートして、両面金属積層板を製造した。その結果を表1に記載した。
【0044】
[実施例4]
厚さ12μmの電解銅箔(Rz=2.0μm)上に、合成例2により製造されたポリアミック酸溶液を硬化後の厚さが4μmになるように塗布した後130℃で乾燥し、その上に、合成例1により製造されたポリアミック酸溶液を硬化後の厚さが21μmになるようにさらに塗布した後、同一の温度で乾燥して第1ポリイミド前駆体層を形成した。前記第1ポリイミド前駆体層を150℃から395℃まで10分間で硬化して第1ポリイミド層を形成した後、アルゴン雰囲気下で電力6kWのプラズマ処理をした。その上に、合成例1により製造されたポリアミック酸溶液を硬化後の厚さが5μmになるように、同じ条件でさらに塗布、乾燥、硬化して、最終的にポリイミド層全体の厚さが30μmの金属積層板を製造した。その結果を表1に記載した。
【0045】
[実施例5]
厚さ12μmの電解銅箔(Rz=2.0μm)上に、合成例2により製造されたポリアミック酸溶液を硬化後の厚さが4μmになるように塗布した後130℃で乾燥し、その上に、合成例1により製造されたポリアミック酸溶液を硬化後の厚さが26μmになるようにさらに塗布した後、同一の温度で乾燥して第1ポリイミド前駆体層を形成した。前記第1ポリイミド前駆体層を150℃から395℃まで10分間で硬化して第1ポリイミド層を形成した後、アルゴン雰囲気下で電力6kWのプラズマ処理をした。
【0046】
その上に、合成例1により製造されたポリアミック酸溶液を硬化後の厚さが30μmになるように、同じ条件でさらに塗布、乾燥、硬化して、最終的にポリイミド層全体の厚さが60μmの金属積層板を製造した。その結果を表1に記載した。
【0047】
[比較例1]
厚さ12μmの電解銅箔(Rz=2.0μm)上に、合成例1により製造されたポリアミック酸溶液を硬化後の厚さが27μmになるように塗布した後、130℃で乾燥して第1ポリイミド前駆体層を形成した。前記第1ポリイミド前駆体層上に、合成例1により製造されたポリアミック酸溶液を硬化後の厚さが27μmになるように、同じ条件でさらに塗布、乾燥、硬化して、最終的にポリイミド層全体の厚さが54μmの金属積層板を製造した。その結果を表1に記載した。
【0048】
[比較例2]
厚さ12μmの電解銅箔(Rz=2.0μm)上に、合成例1により製造されたポリアミック酸溶液を硬化後の厚さが27μmになるように塗布した後130℃で乾燥し、これを150℃から395℃まで10分間で硬化して第1ポリイミド層を形成した。前記第1ポリイミド層上に、合成例1により製造されたポリアミック酸溶液を硬化後の厚さが27μmになるように、同じ条件でさらに塗布、乾燥、硬化して、最終的にポリイミド層全体の厚さが54μmの金属積層板を製造した。その結果を表1に記載した。
【0049】
[比較例3]
厚さ50μmのポリイミドフィルム(Maker:Kaneka)をプラズマ処理し、その上に、合成例3により製造されたポリアミック酸溶液を硬化後の厚さが4μmになるように塗布した後130℃で乾燥し、150℃から395℃まで10分間で硬化して4μm厚さの熱可塑性ポリイミドフィルムを形成した。これに、厚さ12μmの電解銅箔(Rz=2.0μm)を365℃、線圧150kgf/cmの条件下でラミネートして、ポリイミド層全体の厚さが54μmの金属積層板を製造した。その結果を表1に記載した。
【0050】
上述の実施例により製造されたフレキシブル金属積層板に対して、各実施例のサンプルを5個ずつ採取して物性を評価した結果を表1に記載した。
【0051】
【表1】

【0052】
前記表に示すように、本発明によるフレキシブル金属積層板は、接着力に優れており、寸法変化率が小さく、硬化後の外観が良好であるということが確認された。
【符号の説明】
【0053】
10 金属層
20 第1ポリイミド前駆体層
30 第1ポリイミド層
40 第2ポリイミド前駆体層
50 第2ポリイミド層
【技術分野】
【0001】
本発明は、フレキシブル金属積層板の製造方法に関し、より詳細には、電子機器に用いられるフレキシブル回路の主材料であるフレキシブル金属積層板中のポリイミド全体の厚さが30μm以上と厚い製品を製造する場合にも製造工程での走行性が容易であり、製造された積層板で高分子フィルムと金属伝導層との接着力に優れており、寸法変化率が小さい金属積層板の製造方法に関する。
【背景技術】
【0002】
プリント回路基板(PCB;Printed Circuit Board)は、各種部品を接続させるための電気配線を回路設計によって配線図形で表現したものであり、各種部品を連結または支持する働きをする。このようなプリント回路基板は、その物理的特性によって、リジッド(rigid)プリント回路基板、フレキシブル(flexible)プリント回路基板、この二つが結合されたリジッド−フレキシブルプリント回路基板、及びリジッド−フレキシブルプリント回路基板と類似のマルチ−フレキシブルプリント回路基板に分けられる。
【0003】
フレキシブル金属積層板は、ポリマーフィルム層と金属伝導層とを積層したもので、可撓性を有することを特徴とし、柔軟性や屈曲性が求められる電子機器または電子機器の材料に主に用いられる。ここで、求められるポリマーフィルム層の厚さは用途に応じて多様に変えることができる。最近は、宇宙航空及び自動車の変速器などのように高信頼性の電気特性が求められる分野において、厚いポリマーフィルム層を有する金属積層板に対する需要が大きく増加している。
【0004】
このような技術に係る従来のフレキシブル基板用の金属積層板は、金属箔にフィルム状の熱可塑性ポリイミドをラミネートする方法、金属箔上にポリアミック酸ワニス(Polyamic acid varnish)を直接塗布して製造する方法が主に用いられる。しかし、これらの方法は両方とも長所及び欠点を有する。ラミネート方式の場合、製造過程で既に硬化されたポリイミドフィルムを用いるため、その厚さが作業性に大きな影響は与えないが、一般的に生産コストが高く、ラミネートのために線熱膨張係数が大きい熱可塑性ポリイミドを用いなければならないために、部品実装段階で高温工程を経る場合、寸法変化率が大きい。一方、ポリイミド前駆体をキャストして製造する方法は、相対的に生産コストが低く、熱膨張係数が小さい熱硬化性ポリイミドを用いても金属層との十分な接着力を維持することができるため、高温工程でも優れた寸法安定性を有することができる。しかし、ポリイミドの厚さが増加すると、ポリアミック酸ワニスに含まれた溶媒が蒸発する過程で気泡(blister)及びフィルムの反り(curl)が激しく発生するため、製造が困難であるという欠点がある。
【発明の概要】
【発明が解決しようとする課題】
【0005】
従って、本発明は上記の問題を解決する過程で導き出されたものであり、金属層上に優れた物性を有するポリマーフィルムを提供する方法において、ポリマー層全体の厚さが30μm以上と厚い場合にも、製造工程での走行性が容易であり、製造された積層板でポリマーフィルムと金属伝導層との接着力に優れており、寸法変化率が小さい、キャスト方式の金属積層板の製造方法を提供することをその目的とする。
【課題を解決するための手段】
【0006】
本発明は、上記のような課題を解決するために、厚膜フレキシブル金属積層板の製造を可能にするための製造方法を提供する。
【0007】
具体的には、本発明のフレキシブル金属積層板の製造方法は、キャスト方式を利用したフレキシブル金属積層板の製造方法であって、(a)金属層の上部に線熱膨張係数が25ppm/K以下の第1ポリイミド層を形成する段階と、(b)第1ポリイミド層の表面をプラズマ処理する段階と、(c)第1ポリイミド層の上部に線熱膨張係数が25ppm/K以下の第2ポリイミド層を形成する段階と、を含み、金属層の上部に形成されるポリイミド層全体の厚さが30μm以上のフレキシブル金属積層板の製造方法に関する。
【0008】
より具体的には、(a)金属層の上部に、一層またはそれ以上で構成されるポリアミック酸ワニスをキャストして乾燥した後、前記塗布されたポリアミック酸ワニス(以下、「第1ポリイミド前駆体層」)を硬化によってイミド化することにより、線熱膨張係数が25ppm/K以下の第1ポリイミド層を形成する段階と、(b)前記(a)段階により形成された第1ポリイミド層の表面をプラズマ処理する段階と、(c)第1ポリイミド層の上部に、一層またはそれ以上で構成されるポリアミック酸ワニスを2次キャストして乾燥した後、前記塗布された第2ポリアミック酸ワニス(以下、「第2ポリイミド前駆体層」)を硬化によってイミド化することにより、線熱膨張係数が25ppm/K以下の第2ポリイミド層を形成する段階と、を経て最終的にフレキシブル金属積層板を完成することを特徴とする。
【0009】
ここで、第1ポリイミド層及び第2ポリイミド層の線熱膨張係数は、それぞれ25ppm/K以下の低熱膨張係数であることを特徴とする。線熱膨張係数が25ppm/Kを超過する場合は、基材となる銅箔とポリイミド層との線熱膨張係数の差が大きくなり、銅箔をエッチングする際または高温工程での寸法変化率が大きくなるため好ましくない。
【0010】
また、硬化は、ポリアミック酸ワニスをイミド化工程によってポリイミドに変性させることである。硬化方法としては、通常の方法を用いることができ、熱、赤外線、紫外線などを利用して硬化することができ、これらに限定されない。
【0011】
本発明において、前記金属層の上部に形成されるポリイミド層全体の厚さは30μm以上、より具体的には30〜60μmであることが好ましい。フィルムの厚さが30μm未満であると、既存の製品より高信頼性の電気特性を実現するには足りず、フィルムの厚さが60μmを超過すると、可撓性が顕著に低下する可能性があるため、フレキシブル回路に適用するには好ましくない。
【0012】
本発明において、前記第1ポリイミド層及び第2ポリイミド層の厚さは、それぞれ30μm以下、より具体的には5〜25μmであることが、ポリイミド前駆体層の製造時にフィルムの反りが生じない範囲で本発明が目的とする厚膜を形成することができるため好ましい。もし、第1ポリイミド層または第2ポリイミド層の厚さが25μmを超過する場合、フィルムの反り(curl)によって作業性が顕著に悪くなり、溶媒を効率的に蒸発させることが困難であってポリイミドの硬化過程で気泡(blister)が発生する可能性が高くなるため好ましくない。一方、ポリイミドの一層の厚さが5μm未満である場合、これは他の層の厚さが少なくとも25μm以上にならなければならないことを意味するため好ましくない。
【0013】
また、前記第1ポリイミド層の表面にプラズマ処理した後の表面粗さは0.3〜1.5μmであることが、接着力に優れて界面剥離が発生しないため好ましい。
【0014】
また、本発明は、前記フレキシブル金属積層板の第2ポリイミド層の上部に熱可塑性ポリイミド層を積層した後、これを金属箔とラミネートする両面構造のフレキシブル金属積層板の製造方法も含む。
【0015】
また、本発明は、前記フレキシブル金属積層板における第2ポリイミド層の外層が熱可塑性ポリイミド層で構成され、これを金属箔とラミネートして得られる両面構造のフレキシブル金属積層板の製造方法も含む。
【0016】
すなわち、前記(c)段階の後に、(d)前記第2ポリイミド層の上部に熱可塑性ポリイミド層を積層する段階と、(e)前記熱可塑性ポリイミド層を金属箔とラミネートする段階と、をさらに含む両面構造のフレキシブル金属積層板の製造方法も本発明の範囲に含まれる。
【0017】
すなわち、前記(c)段階で熱可塑性ポリイミドの前駆体層が最外層に塗布、乾燥及び硬化されて、最終的に熱可塑性ポリイミド層を含む第2ポリイミド層を形成する段階の後、(d)前記熱可塑性ポリイミド層を金属箔とラミネートする段階をさらに含む両面構造のフレキシブル金属積層板の製造方法も本発明の範囲に含まれる。
【0018】
前記熱可塑性ポリイミド層は、厚さが7μm以下、より具体的には1〜7μmであり、ガラス転移温度が180℃<Tg<300℃であり、線熱膨張係数が30ppm/K以上、より具体的には30〜80ppm/Kであることが好ましい。
【0019】
前記熱可塑性ポリイミド層のガラス転移温度が180℃以下である場合、最終製品の耐熱信頼度が顕著に悪くなり、ガラス転移温度が300℃以上であるか、熱可塑性ポリイミド層の厚さが1μm以下である場合は、ラミネートした後に基材との十分な接着力を有することが困難である。また、このようなガラス転移温度を有する熱可塑性ポリイミドの線熱膨張係数は一般的に30ppm/K以上の大きい値を有するが、熱可塑性ポリイミド層の線熱膨張係数が80ppm/K以上であるか、または熱可塑性ポリイミド層の厚さが7μmより厚くなると、ポリイミド層全体の線熱膨張係数が大きくなり、最終的にポリイミドの寸法安定性が低下するため好ましくない。
【発明の効果】
【0020】
上述したように、金属層上に一定の厚さのポリイミドを形成するにあたりキャスト方式を用いることにより、高分子フィルムと金属伝導層との優れた接着力及び低い寸法変化率を維持するだけでなく、ポリアミック酸ワニスの硬化工程を2回に分けて行うことにより、ポリイミド層の厚さが増加する場合に起こる気泡(blistering)及びフィルムの反り(curl)の問題が解決される効果がある。
【0021】
また、第1ポリイミド層の表面にプラズマ(plasma)処理工程を行って粗さ(roughness)を増加させることにより、その上に新たに形成される第2ポリイミド層と十分な密着性を有することができるようになり、その結果、形成しようとするポリイミドの厚さに関わらず生産コストが低いキャスト方式の製造方法を利用することができるようになる。
【図面の簡単な説明】
【0022】
【図1】ポリアミック酸ワニスを金属層上に1次塗布した後乾燥した積層体の断面図を示したものである。
【図2】図1で乾燥されたポリイミド前駆体層をイミド化した後、プラズマ処理によって表面に粗さ(roughness)を形成した積層体の断面図を示したものである。
【図3】図2で形成された第1ポリイミド層上にポリアミック酸ワニスを2次塗布した後乾燥した積層体の断面図を示したものである。
【図4】図3で乾燥されたポリイミド前駆体層をイミド化して、最終的に第1ポリイミド層上に第2ポリイミド層を形成する金属積層板の断面図を示したものである。
【発明を実施するための形態】
【0023】
以下、添付図面を参照して本発明の好ましい実施例を説明することにより、本発明を詳細に説明する。
【0024】
図1は一層またはそれ以上で構成されるポリアミック酸ワニスを金属層10の表面にキャスト工法で塗布した後、乾燥工程を経て第1ポリイミド前駆体層20を形成した積層体の断面図を示したものである。本発明に適用可能な塗布方法としては、ナイフ塗布(knife coating)、ロール塗布(roll coating)、ダイ塗布(die coating)、カーテン塗布(curtain coating)などがあり、本発明が追求する目的を満たすかぎり、その方法は制限されない。
【0025】
図2は、図1の乾燥されたポリイミド前駆体層20をイミド化工程によってポリイミド層に変性させた後、プラズマ処理によって表面粗さを増加させた第1ポリイミド層30を形成した積層体の断面図を示したものである。もし、プラズマ処理によって第1ポリイミド層の表面粗さを十分に形成しないと、後にその上に積層される第2ポリイミド層との密着性が低下し、硬化工程で剥離が生じるようになる。前記イミド化工程に用いられるエネルギーは、熱(heat)、赤外線(IR)、紫外線(UV)などを用いることができ、これらに限定されない。
【0026】
図3は、図2でプラズマ処理された第1ポリイミド層30上に、一層またはそれ以上で構成されるポリアミック酸ワニスを塗布、乾燥して製造した第2ポリイミド前駆体層40を有する積層体の断面図である。この際、塗布方式は、第1ポリイミド前駆体層の塗布方法と同様であってもよく、そうでなくてもよい。
【0027】
図4は、図3で形成された第2ポリイミド前駆体層40をイミド化することにより、最終的に第1ポリイミド層30と第2ポリイミド層50が積層されたフレキシブル金属積層板の断面図を示したものである。この際、硬化方式は、第1ポリイミド層の硬化方法と同様であってもよく、そうでなくてもよい。
【0028】
以下、本発明のより具体的な実施例と比較例を説明することにより、本発明をさらに詳細に説明する。しかし、本発明が下記実施例と比較例に限定されるものではなく、添付された特許請求の範囲内で多様な形態の実施例が具現されることができる。但し、次の実施例は、本発明の開示を完全にするとともに、当業界において通常の知識を有する者に発明の実施を容易にするためのものである。
【0029】
実施例中に用いられる略語は次のとおりである。
【0030】
DMAc:N,N−ジメチルアセトアミド(N,N−dimethylacetamide)
BPDA:3,3´,4,4´−ビフェニルテトラカルボン酸二無水物(3,3´,4,4´−biphenyltetracarboxylic acid dianhydride)
PDA:パラ−フェニレンジアミン(p−phenylenediamine)
ODA:4,4´−ジアミノジフェニルエーテル(4,4´−diaminodiphenylether)
BAPB:4,4´−ビス(4−アミノフェノキシ)ビフェニル(4,4´−bis(4−aminophenoxy)biphenyl)
【0031】
本発明において言及される物性は、次の測定法により測定した。
【0032】
1.線熱膨張係数(CTE、Coefficient of Thermal Linear Expansion)
線熱膨張係数は、TMA(Thermomechanical Analyzer)を利用して5℃/分の速度で400℃まで昇温しながら測定された熱膨張値のうち100℃〜250℃の値を平均して求めた。
【0033】
2.乾燥後のフィルムの反り(curl)
第2ポリイミド前駆体層を乾燥した後のフィルムサンプルを横及び縦がそれぞれ30cmの正方形に切断した後、円状に巻かれたフィルムの直径を測定してフィルムの反りを測定した。この際、フィルムの収縮が激しいほどその直径が小さくなり、これは反りが激しいということを意味する。
【0034】
3.ポリイミド樹脂と金属箔との接着力
ポリイミド樹脂と金属層との接着力の測定のために、積層体の金属層を1mmの幅にパターニング(patterning)した後、万能試験機(UTM、universal testing machine)を利用して180゜引きはがし強さ(peel strength)を測定した。
【0035】
4.エッチング後の寸法変化率
IPC−TM−650,2.2.4の「Method B」に従って測定した。MD及びTDがそれぞれ275X255mmである四角形の試験片の四つの頂点に位置認識のための孔を穿孔し、23℃、50%RHの恒温恒湿器に24時間保管した後、各孔間の距離を3回繰り返して測定して平均した。その後、金属箔をエッチングし、23℃、50%RHの恒温恒湿器に24時間保管した後、孔間の距離をさらに測定した。このように測定した値のMD及びTD方向への変化率を計算した。
【0036】
5.ポリイミドの粗さ
第1ポリイミド層をプラズマ処理した後、横及び縦が1cmである正方形に切断して、AFM(atomic force microscopy)を利用してその表面のRz値を測定した。
【0037】
6.ポリイミド外観の観察
積層体を横及び縦がそれぞれ30cmである正方形に切断した後、表面の形状を観察して、気泡発生(blistrering)、金属箔とポリイミド層との間またはポリイミド層間の剥離現象(delamination)などがない場合、良好であると判断した。
【0038】
[合成例1]
211,378gのDMAcに、PDA12,312g及びODA2,533gのジアミンを窒素雰囲気下で撹拌して完全に溶かした後、二無水物としてBPDA38,000gを数回に分けて添加した。その後、約24時間撹拌を続けてポリアミック酸溶液を製造した。このように製造したポリアミック酸溶液を20μmの厚さのフィルム状にキャストした後、60分間で350℃まで昇温して、30分間維持して硬化した。測定された線熱膨張係数は13.0ppm/Kであった。
【0039】
[合成例2]
117,072gのDMAcに、PDA3.063g及びODA2,431gのジアミンを窒素雰囲気下で撹拌して完全に溶かした後、二無水物としてBPDA12,000gを数回に分けて添加した。その後、約24時間撹拌を続けてポリアミック酸溶液を製造した。このように製造したポリアミック酸溶液を20μmの厚さのフィルム状にキャストした後、60分間で350℃まで昇温して、30分間維持して硬化した。測定された線熱膨張係数は25.1ppm/Kであった。
【0040】
[合成例3]
11,572gのDMAcに、BAPB948gのジアミンを窒素雰囲気下で撹拌して完全に溶かした後、二無水物としてBPDA757gを添加した。その後、約24時間撹拌を続けてポリアミック酸溶液を製造した。このように製造したポリアミック酸溶液を20μmの厚さのフィルム状にキャストした後、60分間で350℃まで昇温して、30分間維持して硬化した。測定された線熱膨張係数は65.1ppm/Kであった。
【0041】
[実施例1]
厚さ12μmの電解銅箔(Rz=2.0μm)上に、合成例1により製造されたポリアミック酸溶液を硬化後の厚さが27μmになるように塗布した後、130℃で乾燥して第1ポリイミド前駆体層を形成した。前記第1ポリイミド前駆体層を150℃から395℃まで10分間で硬化して第1ポリイミド層を形成した後、アルゴン雰囲気下で電力6kWのプラズマ処理をした。その上に、合成例1により製造されたポリアミック酸溶液を硬化後の厚さが27μmになるように、同じ条件でさらに塗布、乾燥、硬化して、最終的にポリイミド層全体の厚さが54μmの金属積層板を製造した。その結果を表1に記載した。
【0042】
[実施例2]
厚さ12μmの電解銅箔(Rz=2.0μm)上に、合成例2により製造されたポリアミック酸溶液を硬化後の厚さが4μmになるように塗布した後130℃で乾燥し、その上に、合成例1により製造されたポリアミック酸溶液を硬化後の厚さが25μmになるようにさらに塗布した後、同一の温度で乾燥して第1ポリイミド前駆体層を形成した。前記第1ポリイミド前駆体層を150℃から395℃まで10分間で硬化して第1ポリイミド層を形成した後、アルゴン雰囲気下で電力6kWのプラズマ処理をした。この際に測定された第1ポリイミド層の線熱膨張係数は16.2ppm/Kであった。その上に、合成例1により製造されたポリアミック酸溶液を硬化後の厚さが25μmになるように、同じ条件でさらに塗布、乾燥、硬化して、最終的にポリイミド層全体の厚さが54μmの金属積層板を製造した。その結果を表1に記載した。
【0043】
[実施例3]
厚さ12μmの電解銅箔(Rz=2.0μm)上に、合成例2により製造されたポリアミック酸溶液を硬化後の厚さが4μmになるように塗布して130℃で乾燥し、その上に、合成例1により製造されたポリアミック酸溶液を硬化後の厚さが23μmになるようにさらに塗布した後、同一の温度で乾燥して第1ポリイミド前駆体層を形成した。前記第1ポリイミド前駆体層を150℃から395℃まで10分間で硬化して第1ポリイミド層を形成した後、アルゴン雰囲気下で電力6kWのプラズマ処理をした。その上に、合成例1により製造されたポリアミック酸溶液を硬化後の厚さが23μmになるようにさらに塗布して130℃で乾燥し、その上に、合成例3により製造されたポリアミック酸溶液を硬化後の厚さが4μmになるようにさらに塗布した後、同一の温度で乾燥して第2ポリイミド前駆体層を形成した。これを150℃から395℃まで10分間で硬化して、最終的にポリイミド層全体の厚さが54μmの金属積層板を製造した。この際に測定された第2ポリイミド層の線熱膨張係数は19.3ppm/Kであった。これに、厚さ12μmの電解銅箔(Rz=2.0μm)を365℃、線圧150kgf/cmの条件下でラミネートして、両面金属積層板を製造した。その結果を表1に記載した。
【0044】
[実施例4]
厚さ12μmの電解銅箔(Rz=2.0μm)上に、合成例2により製造されたポリアミック酸溶液を硬化後の厚さが4μmになるように塗布した後130℃で乾燥し、その上に、合成例1により製造されたポリアミック酸溶液を硬化後の厚さが21μmになるようにさらに塗布した後、同一の温度で乾燥して第1ポリイミド前駆体層を形成した。前記第1ポリイミド前駆体層を150℃から395℃まで10分間で硬化して第1ポリイミド層を形成した後、アルゴン雰囲気下で電力6kWのプラズマ処理をした。その上に、合成例1により製造されたポリアミック酸溶液を硬化後の厚さが5μmになるように、同じ条件でさらに塗布、乾燥、硬化して、最終的にポリイミド層全体の厚さが30μmの金属積層板を製造した。その結果を表1に記載した。
【0045】
[実施例5]
厚さ12μmの電解銅箔(Rz=2.0μm)上に、合成例2により製造されたポリアミック酸溶液を硬化後の厚さが4μmになるように塗布した後130℃で乾燥し、その上に、合成例1により製造されたポリアミック酸溶液を硬化後の厚さが26μmになるようにさらに塗布した後、同一の温度で乾燥して第1ポリイミド前駆体層を形成した。前記第1ポリイミド前駆体層を150℃から395℃まで10分間で硬化して第1ポリイミド層を形成した後、アルゴン雰囲気下で電力6kWのプラズマ処理をした。
【0046】
その上に、合成例1により製造されたポリアミック酸溶液を硬化後の厚さが30μmになるように、同じ条件でさらに塗布、乾燥、硬化して、最終的にポリイミド層全体の厚さが60μmの金属積層板を製造した。その結果を表1に記載した。
【0047】
[比較例1]
厚さ12μmの電解銅箔(Rz=2.0μm)上に、合成例1により製造されたポリアミック酸溶液を硬化後の厚さが27μmになるように塗布した後、130℃で乾燥して第1ポリイミド前駆体層を形成した。前記第1ポリイミド前駆体層上に、合成例1により製造されたポリアミック酸溶液を硬化後の厚さが27μmになるように、同じ条件でさらに塗布、乾燥、硬化して、最終的にポリイミド層全体の厚さが54μmの金属積層板を製造した。その結果を表1に記載した。
【0048】
[比較例2]
厚さ12μmの電解銅箔(Rz=2.0μm)上に、合成例1により製造されたポリアミック酸溶液を硬化後の厚さが27μmになるように塗布した後130℃で乾燥し、これを150℃から395℃まで10分間で硬化して第1ポリイミド層を形成した。前記第1ポリイミド層上に、合成例1により製造されたポリアミック酸溶液を硬化後の厚さが27μmになるように、同じ条件でさらに塗布、乾燥、硬化して、最終的にポリイミド層全体の厚さが54μmの金属積層板を製造した。その結果を表1に記載した。
【0049】
[比較例3]
厚さ50μmのポリイミドフィルム(Maker:Kaneka)をプラズマ処理し、その上に、合成例3により製造されたポリアミック酸溶液を硬化後の厚さが4μmになるように塗布した後130℃で乾燥し、150℃から395℃まで10分間で硬化して4μm厚さの熱可塑性ポリイミドフィルムを形成した。これに、厚さ12μmの電解銅箔(Rz=2.0μm)を365℃、線圧150kgf/cmの条件下でラミネートして、ポリイミド層全体の厚さが54μmの金属積層板を製造した。その結果を表1に記載した。
【0050】
上述の実施例により製造されたフレキシブル金属積層板に対して、各実施例のサンプルを5個ずつ採取して物性を評価した結果を表1に記載した。
【0051】
【表1】
【0052】
前記表に示すように、本発明によるフレキシブル金属積層板は、接着力に優れており、寸法変化率が小さく、硬化後の外観が良好であるということが確認された。
【符号の説明】
【0053】
10 金属層
20 第1ポリイミド前駆体層
30 第1ポリイミド層
40 第2ポリイミド前駆体層
50 第2ポリイミド層
【特許請求の範囲】
【請求項1】
キャスト方式を利用したフレキシブル金属積層板の製造方法であって、
(a)金属層の上部に線熱膨張係数が25ppm/K以下の第1ポリイミド層を形成する段階と、
(b)第1ポリイミド層の表面をプラズマ処理する段階と、
(c)第1ポリイミド層の上部に線熱膨張係数が25ppm/K以下の第2ポリイミド層を形成する段階と、
を含むフレキシブル金属積層板の製造方法。
【請求項2】
金属層の上部に形成されるポリイミド層全体の厚さが30μm以上である請求項1に記載のフレキシブル金属積層板の製造方法。
【請求項3】
第1ポリイミド層及び第2ポリイミド層の厚さがそれぞれ5〜30μmである請求項2に記載のフレキシブル金属積層板の製造方法。
【請求項4】
(b)段階の後、第1ポリイミド層の表面粗さが0.3〜1.5μmである請求項1に記載のフレキシブル金属積層板の製造方法。
【請求項5】
第1ポリイミド層及び第2ポリイミド層が、それぞれ、ポリアミック酸ワニスをキャスト方式で塗布した後、硬化して形成される請求項1に記載のフレキシブル金属積層板の製造方法。
【請求項6】
第1ポリイミド層及び第2ポリイミド層が、それぞれ、一層またはそれ以上の互いに異なるポリイミド前駆体層から得られる請求項5に記載のフレキシブル金属積層板の製造方法。
【請求項7】
請求項1乃至6から選択される何れか一つに記載の製造方法により製造されるフレキシブル金属積層板。
【請求項8】
請求項7に記載のフレキシブル金属積層板の第2ポリイミド層が、最外層が熱可塑性ポリイミド層からなり、前記第2ポリイミド層を金属箔とラミネートする両面構造のフレキシブル金属積層板の製造方法。
【請求項9】
熱可塑性ポリイミド層が、厚さが7μm以下であり、ガラス転移温度が180℃<Tg<300℃であり、線熱膨張係数が30ppm/K以上である請求項8に記載の両面構造のフレキシブル金属積層板の製造方法。
【請求項10】
請求項8または9に記載の製造方法により製造される両面構造のフレキシブル金属積層板。
【請求項1】
キャスト方式を利用したフレキシブル金属積層板の製造方法であって、
(a)金属層の上部に線熱膨張係数が25ppm/K以下の第1ポリイミド層を形成する段階と、
(b)第1ポリイミド層の表面をプラズマ処理する段階と、
(c)第1ポリイミド層の上部に線熱膨張係数が25ppm/K以下の第2ポリイミド層を形成する段階と、
を含むフレキシブル金属積層板の製造方法。
【請求項2】
金属層の上部に形成されるポリイミド層全体の厚さが30μm以上である請求項1に記載のフレキシブル金属積層板の製造方法。
【請求項3】
第1ポリイミド層及び第2ポリイミド層の厚さがそれぞれ5〜30μmである請求項2に記載のフレキシブル金属積層板の製造方法。
【請求項4】
(b)段階の後、第1ポリイミド層の表面粗さが0.3〜1.5μmである請求項1に記載のフレキシブル金属積層板の製造方法。
【請求項5】
第1ポリイミド層及び第2ポリイミド層が、それぞれ、ポリアミック酸ワニスをキャスト方式で塗布した後、硬化して形成される請求項1に記載のフレキシブル金属積層板の製造方法。
【請求項6】
第1ポリイミド層及び第2ポリイミド層が、それぞれ、一層またはそれ以上の互いに異なるポリイミド前駆体層から得られる請求項5に記載のフレキシブル金属積層板の製造方法。
【請求項7】
請求項1乃至6から選択される何れか一つに記載の製造方法により製造されるフレキシブル金属積層板。
【請求項8】
請求項7に記載のフレキシブル金属積層板の第2ポリイミド層が、最外層が熱可塑性ポリイミド層からなり、前記第2ポリイミド層を金属箔とラミネートする両面構造のフレキシブル金属積層板の製造方法。
【請求項9】
熱可塑性ポリイミド層が、厚さが7μm以下であり、ガラス転移温度が180℃<Tg<300℃であり、線熱膨張係数が30ppm/K以上である請求項8に記載の両面構造のフレキシブル金属積層板の製造方法。
【請求項10】
請求項8または9に記載の製造方法により製造される両面構造のフレキシブル金属積層板。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−134478(P2012−134478A)
【公開日】平成24年7月12日(2012.7.12)
【国際特許分類】
【出願番号】特願2011−265437(P2011−265437)
【出願日】平成23年12月5日(2011.12.5)
【出願人】(508171000)エスケー イノベーション シーオー., エルティーディー. (19)
【Fターム(参考)】
【公開日】平成24年7月12日(2012.7.12)
【国際特許分類】
【出願日】平成23年12月5日(2011.12.5)
【出願人】(508171000)エスケー イノベーション シーオー., エルティーディー. (19)
【Fターム(参考)】
[ Back to top ]