
厚膜DLC被覆部材およびその製造方法
【課題】DLC膜の諸性質を、それぞれの用途における要求特性などに応じて、二次的に改質することを目的とするものである。
【解決手段】基材の表面に、膜厚3μm超の厚膜DLCを被覆してなる部材において、この厚膜DLCは、水素が13〜30原子%、残部が炭素である微粒子の堆積層からなるものであって、残留応力が1.0GPa以上、硬さ(Hv)が700〜2800の熱処理DLCの膜であることを特徴とする厚膜DLC被覆部材。
【解決手段】基材の表面に、膜厚3μm超の厚膜DLCを被覆してなる部材において、この厚膜DLCは、水素が13〜30原子%、残部が炭素である微粒子の堆積層からなるものであって、残留応力が1.0GPa以上、硬さ(Hv)が700〜2800の熱処理DLCの膜であることを特徴とする厚膜DLC被覆部材。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、厚膜DLC被覆部材とその製造方法に関し、特に、成膜後のDLC膜を熱処理することによって、このDLC膜の機械的、化学的および/または電気的諸性質を改質してなる部材と、この部材の有利な製造方法についての提案である。
【背景技術】
【0002】
近年、炭化水素系ガスを成膜材料として、主に炭素と水素とからなる硬質膜の被覆処理法が実用化され、多くの産業分野において利用されている。この炭素と水素を主成分とする硬質膜は、アモルファスながらダイヤモンド構造(SP3構造)とグラファイト構造(SP2構造)とが混在したものであって、ダイヤモンドライクカーボン、所謂、DLCと呼ばれている。
【0003】
このDLCの膜は、硬質で低い摩擦係数を有することから、当初は耐摩耗性を必要とする切削工具類や摺動部材、回転部材の表面に施工されていたが、最近では、その他の産業分野における表面処理皮膜としても採用されている。
【0004】
例えば、このDLC膜は、無気孔の状態に成膜されたものだと、酸やアルカリあるいはハロゲン化合物などに対して卓越した耐食性を発揮するため、半導体加工装置用部材の耐食性向上や、これらの部材の酸、純水による洗浄に対する良好な汚染物質の除去機能を備えた皮膜などとして利用されている(特許文献1〜7)。
【0005】
また、DLC膜のCとHからなる構造にFを結合させたCF2基およびCF3基を付与することによって、皮膜に一段と高い潤滑性と親水性を付与する技術(特許文献8〜15)が開示され、これらの技術は、磁気ディスクや医療用器材の分野で利用されている。さらに、DLC膜の優れた滑り特性は、樹脂形成用金型の表面処理のために適用されている(特許文献16、17)。
【0006】
一方、DLC膜を形成するための方法や、その装置の開発研究も精力的に行われ、最近では、イオン化蒸着法やアークイオンプレーティング法、高周波・高電圧パルス重畳型成膜法、プラズマブースター法、プラズマCVD法などのDLC膜形成方法とそのための装置が開発されている。これらの方法によって形成されるDLC膜は、アモルファス状の、硬質で耐摩耗性に優れた皮膜になる点では共通している。しかし、複雑な形状を有する被処理体に対して均一に成膜できるか否かについては差があり、課題が残っていた。ただし、これらの形成方法のうち、高周波・高電圧パルス重畳型のプラズマCVD方法は、膜厚の均等な被覆形成性能を有し、初期残留応力の小さいDLC膜の形成が可能になったことから、新しい適用分野の開拓に貢献している。
【0007】
発明者等は、高周波・高電圧パルス重畳型プラズマCVD法(以下、「プラズマCVD法と略記」する)の適用により、従来DLC皮膜の膜質や硬度、摩擦係数などの機械的特性の改良、適用範囲の拡大により、汎用的な工学分野への展開を進めてきた。その結果、上記プラズマCVD法の適用によって形成されたDLC膜は、残留応力が小さく、硬さこそ他の方法で得られるDLC膜に比較して低いものの、複雑形状の部材に対しても、均一なDLC膜を形成する上で有効である。例えば、この技術は、半導体加工装置用部材への耐食・耐プラズマ・エロージョン性(特許文献18〜20)や溶射皮膜の開口気孔への充填(特許文献21、22)、ポンプインペラー、圧縮機翼などの防食・防汚対策(特許文献23〜26)などの付与を目的とした技術に応用できる。
【0008】
次に、本発明の技術に属する他の先行特許文献としては、特許文献27に開示のものがある。この技術は、アモルファス状DLC膜の表面に存在するC−Hx結合(x=1、2、3)を、ガスイオンボンバード処理によって減少させて、摩擦係数を低減させる方法であって、DLC膜を真空中またはガス雰囲気中で熱処理することが開示されている。この技術は、DLC膜表面の摩擦抵抗の低減を目的としており、そのため、DLC膜の表面から0.01〜0.1μm程度の厚さを除去したり、DLC膜表面のC−Hx結合の減少を目的としているものである。ただし、この技術は、極めて限定されたDLC膜の改質に止まっており、DLC膜全体の機械的、電気的および化学的性質を改質するための技術ではない。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開平9−313926号公報
【特許文献2】特開2002−110655号公報
【特許文献3】特開2003−133149号公報
【特許文献4】特開2000−262989号公報
【特許文献5】特開2000−70884号公報
【特許文献6】特開2000−265945号公報
【特許文献7】特開2003−209086号公報
【特許文献8】特開平11−158361号公報
【特許文献9】特開平11−330066号公報
【特許文献10】特開平9−44841号公報
【特許文献11】特開平10−68083号公報
【特許文献12】特開平10−198953号公報
【特許文献13】特開2000−96233号公報
【特許文献14】特開2003−310744号公報
【特許文献15】特開2003−217845号公報
【特許文献16】特開2004−130775号公報
【特許文献17】特開2004−315876号公報
【特許文献18】特開2007−324353号公報
【特許文献19】特開2006−89822号公報
【特許文献20】特開2006−118053号公報
【特許文献21】特開2007−321194号公報
【特許文献22】特開2007−231781号公報
【特許文献23】特開2007−327349号公報
【特許文献24】特開2007−327350号公報
【特許文献25】特開2007−231781号公報
【特許文献26】特開2009−138674号公報
【特許文献27】特開2008−144273号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
従来のDLC膜の諸性質は、成膜プロセスや成膜条件、成膜原料である炭化水素ガスの種類によって決定されている。このため、DLC膜を形成したとしても、すべての分野、例えば、このDLC膜に何らかの加工を施すような分野においても、十分な機能を発揮するものにはなっておらず、用途によっては、多様な要求特性の一部が満足できず使用できないことがある。即ち、
(a)成膜後にDLC皮膜の残留応力を変化させたい場合、
(b)硬さに代表されるDLC皮膜の機械的性質を、成膜後に変化させたい場合、
(c)電気抵抗値で代表されるDLC膜の電気特性を変化させたい場合、
(d)DLC膜の表面摩擦抵抗値のみならず、摺動環境下における凝着特性を変化させたい場合、
(e)DLC膜の密着性を変化させたい場合、
などの要求特性を、成膜後のDLC膜を対象として、これらの要求特性を常に満足させる方法については、未だに実用化されていないのが実情である。
【0011】
そこで、本発明は、従来技術によって成膜されたDLC膜の諸性質を、それぞれの用途における要求特性などに応じて、2次的処理によって改質して用途適性を向上させてなるDLC被覆部材の提供とそれの有利な製造方法を提案することを目的とする。
【課題を解決するための手段】
【0012】
前記課題を解決するため、本発明では、所定の条件で成膜されたDLC膜に、所定の熱処理を施すことによって、DLC皮膜の特性を、2次的に改質する技術を提案するものである。
【0013】
なお、本発明では、
(1)DLC膜を、酸素ガス中、空気中、不活性ガス中または真空中のいずれか1以上の雰囲気中で熱処理する。
(2)上記熱処理を行うことによって、DLC膜を構成する主要成分の炭素と水素の結合力を増加させたり、水素ガスの離脱反応などによって誘発されるDLC膜の機械的、電気的および化学的性質を、2次的に変化させて改質する。
(3)上記熱処理は、温度が高くなればなるほど速くなって、膜の改質特性も大きく変化するが、処理温度を必要以上に高くすると、DLC本来の機能を消失するので、DLC膜の加熱温度と膜の変化を調査して、許容し得る熱処理の最高温度と処理時間を設定する。
ことなどが重要である。
【0014】
このような知見の下に開発した本発明は、基材の表面に、膜厚3μm超の厚膜DLCを被覆してなる部材において、この厚膜DLCは、水素が13〜30原子%、残部が炭素である超微粒子の堆積層からなるものであって、残留応力が1.0GPa以上、硬さ(Hv)が700〜2800の熱処理DLCの膜であることを特徴とする厚膜DLC被覆部材である。
【0015】
また、本発明は、基材の表面に形成された、膜厚が3μm超、水素が13〜30原子%で残部が炭素である超微粒子の堆積層からなる厚膜DLCを、残留応力が1.0GPa以上、硬さ(Hv)が700〜2800となるように熱処理することを特徴とする厚膜DLC被覆部材の製造方法である。
【0016】
本発明においては、特に、
(1)熱処理前の厚膜DLCは、プラズマCVD法によって形成された初期残留応力が1.0GPa未満のものであること、
(2)前記熱処理後厚膜DLCは、その表面に、レーザビーム熱源もしくは電子ビーム熱源が照射される被加工膜であること、
(3)前記基材は、金属、非金属のいずれかである無機質化合物または非金属の有機質化合物であること、
(4)DLC膜の前記熱処理は、成膜温度以上〜550℃以下の温度で、0.1〜30時間の条件で行う処理であること、
(5)厚膜DLCの前記熱処理は、酸素ガス中、空気中、不活性ガス中および真空中から選ばれるいずれか一種以上の雰囲気中で行うこと、
(6)前記熱処理後厚膜DLCは、その表面が、レーザビーム熱源もしくは電子ビーム熱源が照射されてなる被加工膜であることを特徴とする請求項5〜8のいずれか1に記載の厚膜DLC被覆部材の製造方法。
(7)前記基材は、金属・合金、非金属の無機質化合物および非金属の有機質化合物のうちから選ばれたいずれか一種以上のものからなること、
が、上記の解決手段として採用することが望ましい。
【発明の効果】
【0017】
本発明は、前記のように構成された場合、次のような効果が期待できる。
(1)成膜後の厚膜DLCを対象として所定の熱処理を行うことによって、膜の特性を被加工膜としての適性に合うように2次的に変化させることができる。即ち、成膜直後の未処理DLC被覆部材は、硬さや摩擦係数、電気的性質あるいは耐食性などの諸性質が大きく改善され、DLC被覆部材としての用途が拡がる。特に、たとえDLC膜の用途および特性が、DLC膜の製造プロセス、条件、原料などによって予め決定されているような場合であっても、本発明方法に従えば、該DLC膜の諸性質を熱処理によって大幅に変えることができるので、適用分野の拡大とともに、DLC膜の諸性質を用途に適したものに改質することができるようになる。
(2)DLC膜の熱処理は、酸素ガス中や大気中、不活性ガス中、真空中のいずれでも可能であるうえ、熱処理の温度もDLC膜の分解温度以下(約550℃)という低温下で、しかも処理時間も約30時間以内に処理することができるので、生産性に富み、経済的である。
(3)熱処理後厚膜DLCは、レーザビーム熱源によって彫刻溝とすることが容易で、耐摩耗性に優れたDLC膜の上に直接形成されたものになるため、溝が形崩れすることなく、その溝形状を長期間にわたって正確に維持し得るので、寿命の長いインプリント用部材などとして用いることが可能である。
【図面の簡単な説明】
【0018】
【図1】本発明に係るDLC膜の熱処理の工程の一例を示す模式図である。
【図2】本発明に適したDLC膜被覆形成のためのプラズマCVD装置の概略図である。
【図3】DLC膜の熱分析曲線である。
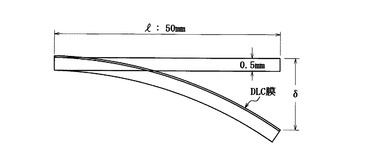
【図4】DLC膜の残留応力測定用試験片とその変位のもようを示す略線図である。
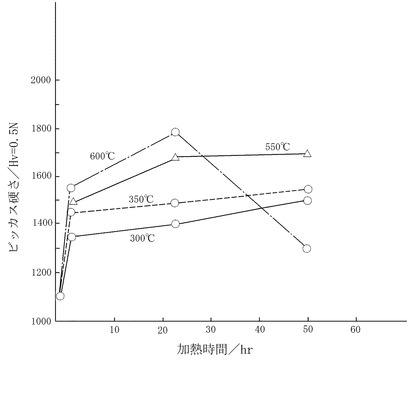
【図5】DLC膜の熱処理による加熱温度・時間と硬さとの関係を示すグラフである。
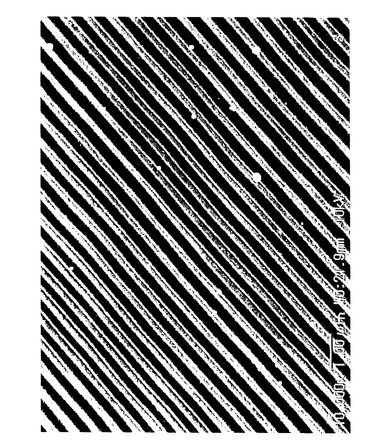
【図6】レーザビーム熱源によって彫刻加工されたDLC膜表面の拡大SEM像(線状彫刻)である。
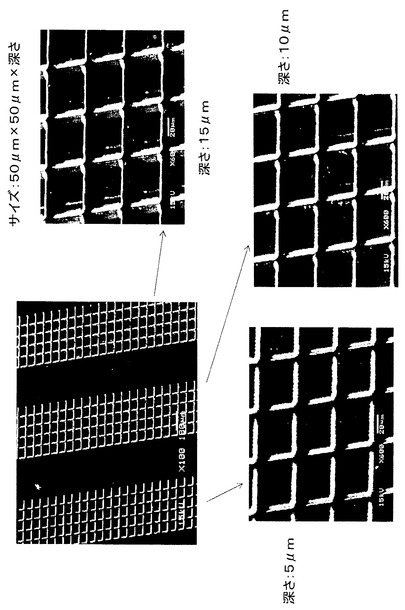
【図7】レーザビーム熱源によって彫刻加工されたDLC膜表面の拡大SEM像(ポケット型彫刻)である。
【図8】DLC膜の体積抵抗率を測定するための説明図である。
【図9】室温から160℃までの温度範囲におけるDLC膜の体積抵抗率の測定値のグラフである。
【図10】100℃〜1600℃までの温度範囲におけるDLC膜の室温状態における体積抵抗率の測定値のグラフである。
【発明を実施するための形態】
【0019】
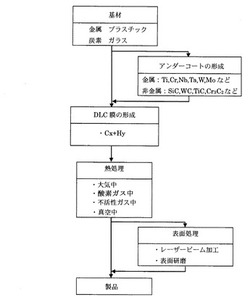
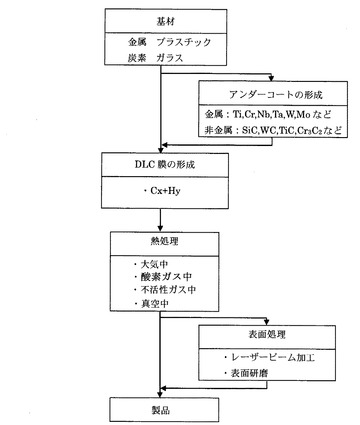
図1は、基材表面にDLC膜を直接、またはアンダーコートを介して間接的に被覆形成し、次いで、熱処理を施し、その後、皮膜表面に加工を施す一連の工程例を示したものである。以下、この工程例の順序に従って、本発明製造方法と本発明部材とを具体的に説明する。
【0020】
(1)DLC膜を被覆するための基材
DLC膜を被覆形成するための基材としては、下記のものが推奨される。
(a)金属基材:金属基材としては、普通鋼、Crを含むステンレス鋼や耐熱鋼などの特殊鋼、Ni基合金やCo基合金の他、AlやTi、Nb、Ta、Si、WならびにMoなどの金属やこれらの合金などを用いることができる。
(b)無機質の非金属基材:非金属基材としては、炭素やグラファイト、石英、ガラス、炭化物、珪化物、窒化物などの焼結体および薄膜などを用いることができる。
(c)有機質基材:有機質基材としては、フェノールやメラミン、エポキシ、ポリウレタン、シリコーンなどの熱硬化性樹脂、ポリエチレンやポリプロピレン、ポリスチレン、アクリル・ニトリル、ブタジエンなどの熱可塑性樹脂、天然および合成ゴムなどを用いることができる。
【0021】
なお、Niおよびその合金、Cuおよびその合金などの基材や非金属基材、有機質基材の一部には、DLC膜との密着性が乏しい傾向があるが、このような基材については、予め、これらの基材の表面に、アンダーコートとして、電気めっき法や化学めっき法(無電解めっき法)、CVD法、PVD法などによって、CrやNb、Ta、Siなどの金属・合金またはこれらの金属の炭化物などの薄膜を、0.1〜3μmの厚さに被覆形成することが望ましい。これらのアンダーコートは、基材と良好な密着性を発揮するとともに、アンダーコートの表面に施工するDLC膜とも強い密着性を示すからである。これらのアンダーコートの厚さは、これが0.1μmより薄いと、均等な厚さにするのが困難であり、一方、3μmより厚いアンダーコートは、長時間を必要とするうえ、余り厚くしても、その効果が飽和することになる。
【0022】
ただし、前記有機質基材については、耐熱性が低いため、後述する熱処理を200℃以上の温度で行うとき、基材自体の劣化が問題となることが考えられる。この場合でも、発明者等の知見によると、180℃以下の熱処理であれば、基材の劣化よりもDLC皮膜による改質効果の方が大きいことを知見しているので、該有機質基材を対象とする場合には、180℃以下の熱処理が推奨される。
【0023】
(2)DLC膜の被覆形成方法
基材(アンダーコートつき基材を含む)表面へのDLC膜の形成方法としては、プラズマCVD法やイオン化蒸着法、アークイオンプレーティング法、プラズマブースタ法などの方法が知られている。そして、形成されるDLC膜の性質は、被覆形成の方法やその条件によって異なるのが普通である。一般に、DLC膜は、硬さや表面摩擦係数の小さいものを製造しようとした場合、成膜時の残留応力が大きくなる傾向がある。従って、もしDLC膜を厚く成長させようとすると、皮膜内部の残留応力値が大きくなり、時として基材との接合力よりも大きくなって、皮膜が基材から剥離することがあった。発明者らの経験によると、硬質のDLC膜の最大厚さは3μm未満にとどまっている。ここで言う硬質のDLC膜の硬さは、Hv:3000以上のものである。
【0024】
しかし、水素含有量を比較的多く含有するDLC膜は、膜の硬さが若干小さくなるものの、残留応力値は抑制される傾向があり、そのため厚膜の形成が容易になる。発明者らの実験によると、水素含有量を13〜30at%の範囲に制御すると、成膜に時間がかかるものの80μm程度の厚膜の形成が可能である。そのため、こうした厚膜DLCの場合、その表面を研磨したり、レーザビーム熱源を照射して彫刻加工などを施したりすることができるようになる。なお、本発明方法は、残留応力の小さい厚膜DLCを形成する場合に好適に利用できる。
【0025】
以下、本発明に係る厚膜DLCの膜を形成するのに適した成膜方法について説明する。以下に説明する方法は、本発明者らが提案した特開2008−231520号公報に開示の方法と同種の技術であって、成膜時に素材(被処理基材)を処理容器(対極)に対して、相対的に負の電位に維持しつつ気相状態の炭化水素のラジカル、分子イオンなどの正に帯電したものを電気化学的に基材表面に引き付け、最終的には炭素と水素を主成分とするアモルファス状の固形物微粒子をその表面に析出させる技術であって、このような現象を効果的に実行するため、高周波とプラズマを重畳させる形式のプラズマCVD法と呼ばれている技術である。
【0026】
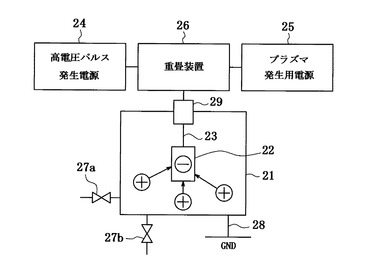
図2は、炭素と水素を主成分とするアモルファス状DLC膜を厚く被覆形成するための、プラズマCVD装置の概略構成図である。この装置は、接地された反応容器21と、この反応容器に対して、バルブ27a、バルブ27bを介して接続される成膜用の有機系ガス(主として炭化水素系ガス)導入装置(図示せず)と、反応容器を真空引きする真空ポンプ(図示せず)と、反応容器内の所定の位置に配設される被処理体である基材22に接続される導体23および導入端子29を介して高電圧パルスを印加するための高電圧パルス発生電源24と、高電圧導入部29を介して導体23に高周波を印加し、基材21の周囲にプラズマを発生させるためのプラズマ発生用電源25、ならびに、パルスおよび高周波を同時に印加するために用いられる重畳装置26とで構成されている。
【0027】
このプラズマCVD装置を用いて、被処理基材の表面にDLC膜を成膜するには、まず、基材を反応容器の所定位置に設置し、真空装置を稼動させて該反応容器内の空気を排出して脱気した後、ガス導入装置によって炭素水素系の有機ガスを該反応容器内に導入する。なお、有機ガスの導入に先駆けて、Arガス、H2ガスなどを導入した後、高周波電圧を印加して、被処理体の表面をArやHイオン衝撃(イオンボンバードメント)によって清浄化処理を施すことが好ましい。
【0028】
次いで、プラズマ発生用電源からの高周波電力を基材に印加する。なお、反応容器は、アース線28によって電気的に中性状態にあるため、基材は、相対的に負に帯電した状態となる。このため炭化水素ガスのプラズマ中に存在する正イオンは、該基材の表面全体に対して、比較的均等に発生し、DLC膜の平準化析出を促す特徴がある。
【0029】
高電圧パルス発生装置から、高電圧パルス(負の高電圧パルス)を基材に印加すると、炭化水素系ガスのプラズマ中の正イオンが、該被処理基材の表面に電気的に誘引吸着されることとなる。このような操作によって、被処理体の表面に、DLCの超微粒子が堆積して膜が形成される。即ち、反応容器21内では、炭素と水素を主成分とするアモルファス状の炭素・水素固形物を主成分とするDLCの膜が、被処理基材の表面に気相析出し、これを被覆するようにして形成されるものと推測される。
【0030】
このプラズマCVD装置の反応容器内へ導入する成膜用の炭化水素系のガスとしては、以下の(イ)〜(ロ)に示すような有機質の炭化水素ガスを単独または2種以上の混合ガスを用いる。
(イ)常温(18℃)で気相状態のもの
CH4、CH2CH2、C2H2、CH3CH2CH3、CH3CH2CH2CH3
(ロ)常温で液相状態のもの
C6H5CH3、C6H5CH2CH、C6H4(CH3)2、CH3(CH2)4CH3、C6H12、C6H4Cl
【0031】
上記の炭素水素系のガスは、常温で気相状態のものは、そのままの状態で反応容器内へ導入できるが、液相状態の化合物はこれを加熱してガス化させ、そのガス(蒸気)を反応容器内へ供給することができる。
【0032】
(3)本発明に係るDLC膜を構成する炭素と水素の含有比率
一般的なDLC膜は、成膜時に大きな残留応力が発生するため、硬く耐摩耗性に優れているものの柔軟性に欠ける特徴がある。そのため、厚膜の形成が困難で、生成したDLC膜にも局部的な多くの微小欠陥が発生しやすく、また、たとえ熱処理したとしても、基材/DLC膜の熱膨張係数の相違に起因する熱応力の発生によって、特に厚膜の場合に、剥離しやすくなる。
【0033】
この対策として、本発明では、DLC膜を形成する炭素と水素の割合に着目し、特に、水素含有量を全体の13〜30原子%に制御することによって、硬いというDLC膜本来の特性を維持しつつ、該DLC膜に柔軟性を付与することとした。具体的には、DLC膜中に含まれる水素含有量を13〜30原子%とし残部を炭素含有量とする。なお、このような組成のDLC膜を形成するには、成膜用の炭化水素系ガス中に占める炭素と水素含有比が異なる化合物を混合することによって果すことができる。
【0034】
このように、水素含有量の多いDLC膜は、その表面硬さが、マイクロビッカース硬さで、Hv:700〜2800程度となるので、工具鋼などに形成されるDLC膜に比較すると軟質であり、ある程度の変形にも耐える柔軟性がある。
【0035】
本発明方法にあって、基材表面に被覆形成されるDLC膜は、3μm超50μm以下の膜厚にする。DLCの膜厚が3μm以下では、熱処理時に膜の微小欠陥を通じて雰囲気中の酸素ガス(空気)が該皮膜の欠陥部を通って内部に侵入し、基材を酸化させ、このことによって、DLC膜を剥離させる可能性が大きい。一方、膜厚が50μmより厚くなると、成膜に長時間を要し、生産コストの上昇原因となったり、DLC膜の成長に伴う残留応力の増大による基材との接合力の低下を招く危険が考えられる。
【0036】
本発明では、基材が非電気伝導体の合成樹脂板やそのシートあるいはそのフィルムである場合、その基材の表面にDLC膜を直接被覆形成するには、これらを金属板などに取り付けて操作すれば、恰も金属電極と同じように、これらの合成樹脂体の表面にDLC膜を被覆形成することができる。また、図4に示したプラズマCVD装置において、パルスの波形を正のみに制御することによっても、非電気伝導体の表面にDLC膜を被覆形成することが可能である。
【0037】
なお、上記プラズマCVD装置では、高電圧パルス発生電源24の出力電力を下記(a)〜(d)のように変化させることによって、被処理体22に対して金属等のイオン注入を実施することができる。例えば、被処理体が金属質の場合には、TiやSi、Cr、Nb、Mo、Zr、Cなどの炭化物生成自由エネルギーの小さい金属イオンを注入すれば、その表面に被覆形成されるDLC膜の密着性を向上させることが可能である。
【0038】
(a)イオン注入を重点的に行う場合:10〜40kV
(b)イオン注入と皮膜形成の両方を行う場合:5〜20kV
(c)皮膜形成のみを行う場合:数百V〜数kV
(d)スパッタリングなどを重点的に行う場合:数百V〜数kV
(e)前記高電圧パルス発生源24では、パルス幅:1μmsec〜10msec、パルス数:1〜複数回のパルスを繰り返すことも可能である。
(f)プラズマ発生用電源25の高周波電力の出力周波数は、数十kHZから数GHzの範囲で変化させることができる。
【0039】
(4)DLC膜の熱処理
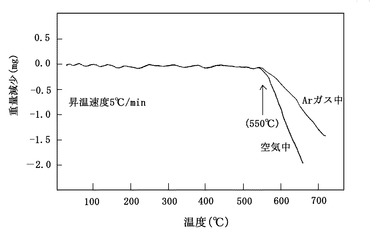
DLC膜、即ち、この膜が被覆形成されている部材の熱処理方法について説明する。DLC膜の熱処理温度は、DLC膜や基材の耐熱温度、熱処理雰囲気などによって決定される。例えば、図3は、プラズマCVD法によって形成されたDLC膜の熱分析曲線を示したものである(炭素含有量87原子%、水素含有量13原子%)。この図から明らかなように、空気中で加熱されたDLC膜は550℃までは、重量減少量が全く変化しないが、550℃を超える付近から重量の減少は顕著になる。つまり、550℃以上では、DLC膜は分解することがわかる。空気中におけるこのような変化は、DLC膜と空気中の酸素(O2)によって、次のような化学反応によって起こるものと推定される。
DLC膜中の炭素(C)+空気中の酸素(O2)→二酸化炭素(CO2)
DLC膜中の水素(H)+空気中の酸素(O2)→水蒸気(H2O)
DLC膜中の水素(H)が水素ガス(H2)となって脱離する反応
【0040】
一方、不活性ガス(Ar)中の熱分析曲線では、DLC膜の重量減少が始まる温度は、空気中での処理より幾分高温側へ移る傾向が見られるが、その差は工学的には無視できる程度である。むしろ、550℃付近から始まるDLC膜の重量減少の速度が、空気中に比較すると緩やかになる。この原因は、不活性ガス中には酸素ガスが含まれていないため、DLC膜の分解反応では、水素ガスの放出のみとなる結果、炭素成分がCO2ガスとなって消失する反応がなく、炭素成分はグラファイト化(黒鉛化)して残留するためと考えられる。
【0041】
以上の結果から、DLC膜の熱処理雰囲気は、酸素ガスを含まない雰囲気であれば、例えば、真空中であっても、不活性ガス中と同様な重量減少曲線を示すものと推定される。
【0042】
以上の説明ならびに図3に示す結果から、DLC膜の熱処理は、550℃付近を上限として行うことで、膜質の劣化を招くことなく、物理化学的特性を変化させることができる。即ち、水素含有量が13〜30原子%で残部が炭素(70〜78原子%)であるDLC膜については、熱処理を行う場合、最高温度は550℃程度、一方、最低温度は、DLC膜をプラズマCVD法によって形成する際に好適な基材の温度である80℃程度とすることが好ましい。
【0043】
次に、熱処理の時間は、DLC膜の熱分析曲線から明らかなように、温度が高くなるほど短時間で変化することから、実用的かつ安全性を考慮して、5分〜30時間程度の範囲にて変化させることが望ましい。
【0044】
(5)熱処理後DLC膜の硬さ
一般的なDLC膜と比較すると、本発明に適合するDLC膜は、比較的軟質で水素含有量が高い特徴がある。とくにプラズマCVD法により形成したものは、これを熱処理することにより、膜の硬さ(Hv)を1100〜2700程度、平均的には、図5に示すように、熱処理の温度、時間にもよるが、温度:300℃〜600℃、時間;1〜24時間で、1300〜1800程度を示すものとなり、硬さと軟らかさとを兼ね備えた被加工皮膜に改質されることがわかる。これは後述するレーザビーム照射による彫刻溝を形成する場合に好適な膜と言える。
【0045】
(6)熱処理に適したDLC膜の残留応力
気相状態の炭化水素ガスから析出する、アモルファス状炭素水素固形物微粒子の堆積層であるDLC膜は、必然的に残留応力が発生する。こうした残留応力を内蔵するDLC膜は、膜厚が大きくなればなるほど、残留応力も大きくなる。そして、最終的には、その残留応力が膜の密着強さより大きくなって、DLC膜が剥離するに至る。現在、DLC膜の被覆形成法として多くの種類の装置やプロセスが開発されているが、その適用条件の一つとして、DLC膜の残留応力によって決定される限界膜厚がある。
【0046】
とくに、本発明に従って多くの水素(13〜30原子%)を含ませることで、厚膜にしたDLC膜は、たとえ10μmを超えるような膜が形成できたとしても、熱処理をする場合、DLC膜と基材との熱膨張係数の差によって、膜に大きな熱応力が発生することになるので、この対策についての配慮が必要である。
【0047】
そこで、本発明では、熱処理を好適に実施できるDLC膜の初期残留応力(成膜時の残留応力)の許容値を、次に示すような方法によって求めた。
DLC膜の残留応力の評価は、図4に示すように、試験片の一端を固定した短冊形の薄い石英基板(寸法:幅5mm×長さ500mm×厚さ0.5mm)の一方の面に、DLC膜を形成し、成膜の前後の石英基板の変位量(δ)を測定することによって、膜の残留応力を求めるが、具体的には、下記Stoneyの式によって残留応力(σ)を計算した。
【0048】

E:基板のヤング率=76.2GPa
v:基板のポアソン比=0.14
b:基板の厚さ=0.5mm
l:DLC膜が形成された基板の長さ
δ:変位量
d:DLCの膜厚
【0049】
表1は、各種成膜プロセスによって形成されたDLC膜(水素13原子%、炭素87原子%)について、上記の方法によって初期残留応力値および熱処理後残留応力値を求めたものである。これらの結果から明らかなように、アークイオンプレーティング法、イオン化蒸着法などの方法で形成されたDLC膜の初期残留応力は13〜20GPaである。これに対し、プラズマCVD法で形成されたDLC膜の初期残留応力は0.3〜0.98GPaの範囲にある。つまり、本発明(プラズマCVD法に従う)に適合するDLC膜の初期残留応力は、1GPa以下の非常に小さい膜でなければならないことがわかる。従って、水素を多量に含む本発明に係るプラズマCVD法によるDLC膜であれば、厚膜であっても、また、その後に熱処理をするような場合でも、これらにも十分に対応することが可能であることがわかる。
【0050】
なお、表1に示すとおり、DLC膜の最大形成厚さは、水素含有量13原子%のDLC膜を形成した場合、プラズマCVD法であれば、成膜時間は長くなるものの、厚さ50μm程度の膜厚のものを得ることができたが、他の成膜方法では3μm厚さ以上の膜の形成は困難であった。
【0051】
さらに、表1に示す各DLC膜の表面硬さを測定したところ、プラズマCVD法により形成したDLCの膜は、マイクロビッカース硬さ(Hv)で700〜2800程度、平均で1100程度と低いのに対し、他の方法で形成されたDLC膜の硬さは、Hv=3000以上であり、硬いことがわかった。これらの結果から判ることは、プラズマCVD法に比べ、イオンプレーティング法やイオン化蒸着に従うDLC膜の場合、たとえ水素含有量を多くしても、DLC膜の硬さは大きく、DLC膜の成膜時における初期残留応力値もまた大きくなることが窺える。
【0052】
そこで、上記各DLC膜を熱処理を施したところ、熱処理後残留応力値は、それぞれ表1に示すとおりとなった。とくに、プラズマCVD法によって成膜したDLC膜の場合1〜5GPaであるのに対し、他の方法では、20〜35GPaである。このことから、本発明に従う方法の下に形成したDLC膜については、熱処理後残留応力は、1GPaを超えるものの、5GPa程度に抑えることが可能であり、硬度もそれほど高くならないので、厚膜DLCとしても、後述するように、これをレーザー照射や電子ビーム照射などの加工を施すのに有効である。
【0053】
【表1】
【0054】
なお、残留応力測定後の試験片を拡大鏡で観察したところ、アークイオンプレーティング法およびイオン蒸着法で形成された膜には、微小な剥離が多数発生しており、耐熱性に乏しい傾向も確認された。
【0055】
(7)被加工膜としての厚膜DLC
以上説明したような方法で基材表面に被覆形成されるDLC膜は、これを被加工膜として利用する場合、3〜50μmという厚膜に形成されることが好適である。この理由は、膜厚が3μm以下では、例えば、これをレーザビーム熱源によって彫刻加工して得られるレーザビーム彫刻溝ような場合、この溝のアスペクト比を大きくすることができなくなると共に、基材表面の“うねり”や僅かな変形の影響を受け易り、インプリント部材の溝形成に障害となるためである。また、レーザビーム熱源による彫刻加工精度の僅かな狂いやDLC膜の局部的に発生するレーザの吸収率の相違によって、レーザビーム彫刻溝がDLC膜を完全に突き切って、基材まで達するおそれがあるためである。一方、膜厚が50μmより厚く成膜するには、長時間を要して生産コストの上昇を招いたり、DLC膜の成長に伴う残留応力の増大による基材との接合力の低下の危険が考えられるからである。
【0056】
なお、膜厚の大きい(例えば10μm以上)DLC膜を形成した場合、時として、その表面に微小な円形状の凸起物(例えば、Rz≦1.0μm)が複数個生成することがある。このような場合には、必要に応じて、該円形状の凸起物を除去するためにバブ研磨(ポリッシング)などを行い、平滑な表面(例えば、Ra≦0.1μm)に仕上げることが好ましい。
【0057】
(a)レーザビーム彫刻加工の概要
この処理は、基材表面への厚膜DLC膜の被覆形成と熱処理を終えた後、その熱処理後DLC膜の表面に対し、レーザビームを直接照射することにより、工学的な模様を彫刻するものである。
【0058】
この処理でレーザ光源として用いるのは、CO2レーザ、YAGレーザ、Arレーザ、半導体レーザ、エキシマレーザなどの市販のレーザ加工用光源を用いることができる。得られる工学的模様の彫刻は、予めプログラムを組んだコンピュータによる自動操作によって行うことが推奨されるが、彫刻溝の大小(幅の深さ)の相違によっては、レーザビームの集光用レンズなどを手動によって調整しても差支えない。
【0059】
このレーザビームによる前記DLC膜への彫刻加工は、レーザビーム熱源の照射よって行われるが、その照射(加熱)が局所的に行われるため、非照射部にまで熱が伝達することがなく、照射(加熱)の局部においてのみ、DLC成分がCO2、H2Oなどの気体となって輝散することになる。その結果、DLC膜面には、とくにレーザビーム彫刻溝周辺に溶融残渣物が付着残存するようなことがなく、しかも、他の個所に影響することなく精密で正確な彫刻溝模様を形成することができる。
【0060】
図6および図7は、本発明方法によって、レーザビーム彫刻を行ったDLC膜の外観SEM像を示したものである。図示例のレーザビームの熱源としては、下記の仕様のものを用いたが、金属やセラミックスの彫刻に適用されるものに比較すると、比較的低出力のものでよい。
【0061】
レーザ出力:50W〜1KW
パルス周波数:10000Mz〜50000Hz
進行速度:0.1〜500mm/min
【実施例】
【0062】
<実施例1>
この実施例は、DLC膜の耐食性を、水素含有量の異なる膜を試料として、熱処理を施した後の、塩水噴霧試験方法によって調査した結果を報告するものである。
【0063】
(1)供試皮膜
供試皮膜として、水素含有量が13〜35原子%の範囲で異なる12μm厚さのDLC膜をSUS410鋼(寸法:50mm×50mm×3.5mm)の表面に被覆形成したものを用いた。
【0064】
(2)皮膜の熱処理条件
雰囲気:空気中
温 度:300℃、450℃、550℃、600℃
時 間:3時間
【0065】
(3)試験方法
上記熱処理を施したDLC膜をJIS2371規定の塩水噴霧試験方法により、熱処理による皮膜の耐食性定価の有無を調べた。なお、塩水噴霧試験時間は96時間である。
【0066】
(4)試験結果
試験結果を表2に要約した。この結果から明らかなように、DLC膜の水素含有量を13〜35原子%に変化させても、550℃以下の温度で加熱しても、赤さびの発生は見られず、良好な耐食性を維持しているのが確認できた。しかし、600℃に加熱したDLC膜では、供試した全皮膜とも赤さびの発生が見られるので、加熱による皮膜の欠陥の発生が考えられた。なお、水素含有量の高い試験片No.6のDLC膜では、550℃の加熱においても、赤さびらしい痕跡の発生が認められるので、皮膜に微小な欠陥の発生が推定される。水素含有量の多いDLC膜では、他のDLC膜に比較して、一般に軟質で、曲げ変形に対しては優れた柔軟性を示すものの、高温加熱条件下では、DLC膜からの水素の離脱反応による微小欠陥の発生率が高くなる傾向が窺える。
【0067】
【表2】
【0068】
<実施例2>
この実施例は、DLC膜の熱処理温度と硬さの変化について調査した結果を示すものである。
【0069】
(1)供試DLC膜
SUS304鋼(寸法 50mm×50mm×5mm)の全面に対して、厚さ10μmのDLC膜を被覆形成した。DLC膜の組成は水素20原子%、残り炭素である。
【0070】
(2)加熱条件
雰囲気:空気中
温 度:室温(20℃)、300℃、350℃、550℃、600℃
時 間:1〜60時間
【0071】
(3)硬さ試験機
マクロビッカース試験機を用い、荷重5Nの条件で1試料当り、10点測定し、その平均値を算出した。また、硬さ測定は、何れの加熱温度のものも、所定の時間加熱した後、室温にまで冷却した後、実施した。
【0072】
(4)試験結果
試験結果を図5に示した。この結果から明らかなように、供試DLC膜の室温における硬さは、Hv:1150であったものが、それぞれの温度に加熱すると、1時間程度で硬さが上昇し、その傾向は加熱温度が高くなるほど顕著となっている。しかし、600℃に加熱したDLC膜の硬さは50時間を経過すると、急激な硬度低下を示した。この原因は、加熱によるDLC膜の脱水素反応が進み、DLC膜の炭素成分がグラファイト化(黒鉛化)が起こっているものと考えられる。なお、DLC膜の加熱雰囲気をArガス中や真空中に変えても、加熱によるDLC膜の硬化現象は認められたので、熱処理によるDLC膜の硬さを調整できる見通しが得られた。
【0073】
<実施例3>
この実施例では、熱処理後DLC膜についての摩擦係数の変化を調査した。
【0074】
(1)供試DLC膜
SUS304鋼(寸法:直径50mm×厚さ6mm)の表面に、厚さ10μmのDLC膜を被覆形成させたが、その際、DLC膜中に含まれる水素含有量を13〜20原子%に変化させた。
【0075】
(2)供試皮膜の熱処理条件
雰囲気:空気中
温 度:室温(20℃)、300℃、450℃
時 間:1時間
【0076】
(3)試験方法
熱処理後DLC膜の摩擦係数の測定には、下記の装置と条件により実施した。
Ball on Disk式摩擦係数計測装置(神鋼造機(株)製 SZ−FT−93B型)
試験荷重 5N(0.5kgf)
回転速度 400r.p.m.
回転半径 5mm
試験時間 15min
摩耗相手材 Alボール(直径3/16インチ)
比較例 Crめっき
WC−12%Co溶射皮膜
SUJ2(JIS G4805、高炭素クロム軸受鋼)
【0077】
(4)試験結果
試験結果を表3に示した。この結果から明らかなように、比較例として同じ条件で摩擦係数を測定したCrめっき、WC−12%Co溶射皮膜およびSUJ2鋼板が0.3〜0.8の高い摩擦係数を示すのに対して、熱処理後DLC膜(No.1〜5)は常温はもとより、300℃、450℃に加熱した後も、0.1〜0.2の低い摩擦係数を維持しており、摺動的な摩擦に対して十分実用化できる見通しが得られた。
【0078】
【表3】
【0079】
<実施例4>
この実施例では、熱処理後DLC膜の電気特性について調査した。
【0080】
(1)供試DLC膜
供試DLC膜として、SUS304鋼(寸法:直径50mm×厚さ10mm)の表面に、水素含有量18原子%、残部炭素からなるDLC膜を18μmの厚さに形成したものを作製した。
【0081】
(2)供試皮膜の熱処理条件
供試皮膜は、体積抵抗率の測定に先駆けて、下記の条件で熱処理を行った。
雰囲気:空気中
温 度:100℃、200℃、300℃、400℃、500℃、600℃
時 間:1時間
【0082】
(3)試験方法
DLC膜の体積抵抗率は、次に示す装置と条件により実施した。
試験規格 JIS K6911に準拠
試験装置 超絶縁抵抗計 R8340A(ADVANTEST製)
デジタルマルチメータ R6441A(ADVANTEST製)
Test Fixture R12702A(ADVANTEST製)
電極の形状 主電極 φ10mm
対電極にはSUS304鋼板を使用
電極の材料 主電極:導電性ペースト
印加電圧 10V/min
試験環境 22℃/60%RH
【0083】
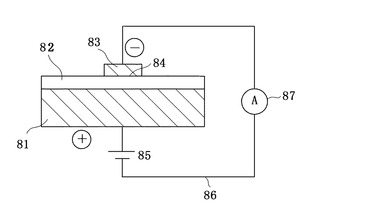
図8に、DLC膜の体積抵抗率の測定要領を示した。SUS304鋼の基材81を+極とし、その表面に形成されているDLC膜82の表面に、基材と同質のSUS304鋼(φ10mm)の−極83を導電性ペースト84を介してDLC膜に密着させる。その後、直流電源85によって、基材81と対極83を導線86によって接続させ、電極間に電圧を負荷した際に流れる電流値を電流計87によって測定し、次式から体積抵抗率を求めた。実際の測定に際しては、基材の端部からの電流を防ぐため、基材の端部にガード電極を設けたが、ここでは省略した。
【0084】
ここで、Pv:体積抵抗率(Ω・cm)
d :主電極の直径(2.54cm)
t :試験基材の厚さ(cm)
Rv:体積抵抗(Ω)
π :円周率
【0085】
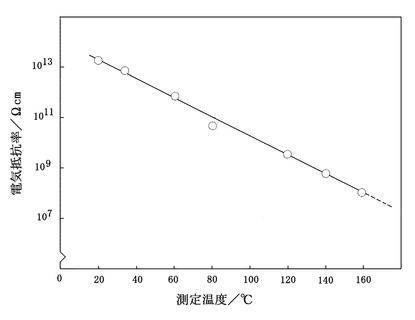
(4)試験結果
図9は、予備試験として実施した成膜直後のDLC膜の常温(20℃)〜160℃に加熱した状態における電気抵抗率を測定した結果である。この結果によると熱処理後DLC膜の電気抵抗率は、温度が上昇するほど直線的に低下することがわかる。この実験装置では、160℃以上の高温下における電気抵抗率の測定は不可能であったため、最高温度を160℃としたものである。
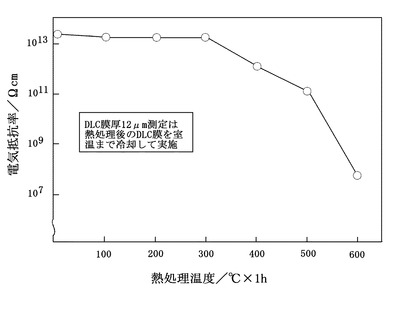
【0086】
次いで、図10は、それぞれの温度で熱処理を行った後、これを室温(20℃)まで冷却したDLC膜の電気抵抗率を測定した結果である。この測定結果によると、300℃以下の熱処理を施しても、室温まで冷却すると、初期の電気抵抗率の値に復帰するが、それ以上の高温に曝露すると、室温に冷却しても電気抵抗率は加熱前の値まで戻らず、低い電気抵抗値の状態を維持することが判明した。以上の結果から、DLC膜の熱処理は、膜の電気特性値に対して、比較的敏感に影響を与えることが確認された。特に、300℃以上に熱処理することで、熱処理前DLC膜よりも低電気抵抗率のDLC膜を提供することができることが判った。
【産業上の利用可能性】
【0087】
本発明の技術は、現行のDLC膜が利用されている分野を含む、下記の産業分野への利用が期待される。
a.機械産業では、工作機械、織機、ポンプブロワーなどの回転機械、プラスチック炭素などのフィルムシート、繊維などの製造機・装置類、カメラ、光学機器、印刷機械装置
b.電(気)機産業では、テレビ、ラジオ、洗濯機、冷蔵庫、冷暖房機などの家電製品をはじめ、パソコン、コピーなどの事務用機器、通信・受信用機器
c.半導体産業では、Si、硝子などの精密研磨および加工装置
d.バイオ、生物化学、医・薬学分野において要求される無菌および培養部材
化学プラント、石油化学、石油精製プラントなどに使用されている各種部材
以上の各種機械、装置、部材に要求されている機械的、電気的、化学的性能に応える皮膜として利用できる。
e.本発明に係るDLC膜へのレーザービーム照射による微細彫刻溝を形成する技術は、インプリント部材の製造技術の他、印刷用凹版、凸版の彫刻への応用が可能である。また、機械装置の軸受やシャフト類などの摺動部にDLC膜を被覆形成した後、この膜にレーザビーム熱源によって螺旋形の溝を加工して潤滑油の通路を形成する技術としても利用できる。
【符号の説明】
【0088】
21 反応容器
22 基材
23 導体
24 高電圧パルス発生電源
25 プラズマ発生用電源
26 重畳装置
27a バルブ
27b バルブ
28 アース
29 導入端子
81 基材(SUS304鋼)+極
82 供試DLC膜
83 対極(SUS304鋼)−極
84 導電性ペースト
85 直流電源
86 導線
87 電流計
【技術分野】
【0001】
本発明は、厚膜DLC被覆部材とその製造方法に関し、特に、成膜後のDLC膜を熱処理することによって、このDLC膜の機械的、化学的および/または電気的諸性質を改質してなる部材と、この部材の有利な製造方法についての提案である。
【背景技術】
【0002】
近年、炭化水素系ガスを成膜材料として、主に炭素と水素とからなる硬質膜の被覆処理法が実用化され、多くの産業分野において利用されている。この炭素と水素を主成分とする硬質膜は、アモルファスながらダイヤモンド構造(SP3構造)とグラファイト構造(SP2構造)とが混在したものであって、ダイヤモンドライクカーボン、所謂、DLCと呼ばれている。
【0003】
このDLCの膜は、硬質で低い摩擦係数を有することから、当初は耐摩耗性を必要とする切削工具類や摺動部材、回転部材の表面に施工されていたが、最近では、その他の産業分野における表面処理皮膜としても採用されている。
【0004】
例えば、このDLC膜は、無気孔の状態に成膜されたものだと、酸やアルカリあるいはハロゲン化合物などに対して卓越した耐食性を発揮するため、半導体加工装置用部材の耐食性向上や、これらの部材の酸、純水による洗浄に対する良好な汚染物質の除去機能を備えた皮膜などとして利用されている(特許文献1〜7)。
【0005】
また、DLC膜のCとHからなる構造にFを結合させたCF2基およびCF3基を付与することによって、皮膜に一段と高い潤滑性と親水性を付与する技術(特許文献8〜15)が開示され、これらの技術は、磁気ディスクや医療用器材の分野で利用されている。さらに、DLC膜の優れた滑り特性は、樹脂形成用金型の表面処理のために適用されている(特許文献16、17)。
【0006】
一方、DLC膜を形成するための方法や、その装置の開発研究も精力的に行われ、最近では、イオン化蒸着法やアークイオンプレーティング法、高周波・高電圧パルス重畳型成膜法、プラズマブースター法、プラズマCVD法などのDLC膜形成方法とそのための装置が開発されている。これらの方法によって形成されるDLC膜は、アモルファス状の、硬質で耐摩耗性に優れた皮膜になる点では共通している。しかし、複雑な形状を有する被処理体に対して均一に成膜できるか否かについては差があり、課題が残っていた。ただし、これらの形成方法のうち、高周波・高電圧パルス重畳型のプラズマCVD方法は、膜厚の均等な被覆形成性能を有し、初期残留応力の小さいDLC膜の形成が可能になったことから、新しい適用分野の開拓に貢献している。
【0007】
発明者等は、高周波・高電圧パルス重畳型プラズマCVD法(以下、「プラズマCVD法と略記」する)の適用により、従来DLC皮膜の膜質や硬度、摩擦係数などの機械的特性の改良、適用範囲の拡大により、汎用的な工学分野への展開を進めてきた。その結果、上記プラズマCVD法の適用によって形成されたDLC膜は、残留応力が小さく、硬さこそ他の方法で得られるDLC膜に比較して低いものの、複雑形状の部材に対しても、均一なDLC膜を形成する上で有効である。例えば、この技術は、半導体加工装置用部材への耐食・耐プラズマ・エロージョン性(特許文献18〜20)や溶射皮膜の開口気孔への充填(特許文献21、22)、ポンプインペラー、圧縮機翼などの防食・防汚対策(特許文献23〜26)などの付与を目的とした技術に応用できる。
【0008】
次に、本発明の技術に属する他の先行特許文献としては、特許文献27に開示のものがある。この技術は、アモルファス状DLC膜の表面に存在するC−Hx結合(x=1、2、3)を、ガスイオンボンバード処理によって減少させて、摩擦係数を低減させる方法であって、DLC膜を真空中またはガス雰囲気中で熱処理することが開示されている。この技術は、DLC膜表面の摩擦抵抗の低減を目的としており、そのため、DLC膜の表面から0.01〜0.1μm程度の厚さを除去したり、DLC膜表面のC−Hx結合の減少を目的としているものである。ただし、この技術は、極めて限定されたDLC膜の改質に止まっており、DLC膜全体の機械的、電気的および化学的性質を改質するための技術ではない。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開平9−313926号公報
【特許文献2】特開2002−110655号公報
【特許文献3】特開2003−133149号公報
【特許文献4】特開2000−262989号公報
【特許文献5】特開2000−70884号公報
【特許文献6】特開2000−265945号公報
【特許文献7】特開2003−209086号公報
【特許文献8】特開平11−158361号公報
【特許文献9】特開平11−330066号公報
【特許文献10】特開平9−44841号公報
【特許文献11】特開平10−68083号公報
【特許文献12】特開平10−198953号公報
【特許文献13】特開2000−96233号公報
【特許文献14】特開2003−310744号公報
【特許文献15】特開2003−217845号公報
【特許文献16】特開2004−130775号公報
【特許文献17】特開2004−315876号公報
【特許文献18】特開2007−324353号公報
【特許文献19】特開2006−89822号公報
【特許文献20】特開2006−118053号公報
【特許文献21】特開2007−321194号公報
【特許文献22】特開2007−231781号公報
【特許文献23】特開2007−327349号公報
【特許文献24】特開2007−327350号公報
【特許文献25】特開2007−231781号公報
【特許文献26】特開2009−138674号公報
【特許文献27】特開2008−144273号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
従来のDLC膜の諸性質は、成膜プロセスや成膜条件、成膜原料である炭化水素ガスの種類によって決定されている。このため、DLC膜を形成したとしても、すべての分野、例えば、このDLC膜に何らかの加工を施すような分野においても、十分な機能を発揮するものにはなっておらず、用途によっては、多様な要求特性の一部が満足できず使用できないことがある。即ち、
(a)成膜後にDLC皮膜の残留応力を変化させたい場合、
(b)硬さに代表されるDLC皮膜の機械的性質を、成膜後に変化させたい場合、
(c)電気抵抗値で代表されるDLC膜の電気特性を変化させたい場合、
(d)DLC膜の表面摩擦抵抗値のみならず、摺動環境下における凝着特性を変化させたい場合、
(e)DLC膜の密着性を変化させたい場合、
などの要求特性を、成膜後のDLC膜を対象として、これらの要求特性を常に満足させる方法については、未だに実用化されていないのが実情である。
【0011】
そこで、本発明は、従来技術によって成膜されたDLC膜の諸性質を、それぞれの用途における要求特性などに応じて、2次的処理によって改質して用途適性を向上させてなるDLC被覆部材の提供とそれの有利な製造方法を提案することを目的とする。
【課題を解決するための手段】
【0012】
前記課題を解決するため、本発明では、所定の条件で成膜されたDLC膜に、所定の熱処理を施すことによって、DLC皮膜の特性を、2次的に改質する技術を提案するものである。
【0013】
なお、本発明では、
(1)DLC膜を、酸素ガス中、空気中、不活性ガス中または真空中のいずれか1以上の雰囲気中で熱処理する。
(2)上記熱処理を行うことによって、DLC膜を構成する主要成分の炭素と水素の結合力を増加させたり、水素ガスの離脱反応などによって誘発されるDLC膜の機械的、電気的および化学的性質を、2次的に変化させて改質する。
(3)上記熱処理は、温度が高くなればなるほど速くなって、膜の改質特性も大きく変化するが、処理温度を必要以上に高くすると、DLC本来の機能を消失するので、DLC膜の加熱温度と膜の変化を調査して、許容し得る熱処理の最高温度と処理時間を設定する。
ことなどが重要である。
【0014】
このような知見の下に開発した本発明は、基材の表面に、膜厚3μm超の厚膜DLCを被覆してなる部材において、この厚膜DLCは、水素が13〜30原子%、残部が炭素である超微粒子の堆積層からなるものであって、残留応力が1.0GPa以上、硬さ(Hv)が700〜2800の熱処理DLCの膜であることを特徴とする厚膜DLC被覆部材である。
【0015】
また、本発明は、基材の表面に形成された、膜厚が3μm超、水素が13〜30原子%で残部が炭素である超微粒子の堆積層からなる厚膜DLCを、残留応力が1.0GPa以上、硬さ(Hv)が700〜2800となるように熱処理することを特徴とする厚膜DLC被覆部材の製造方法である。
【0016】
本発明においては、特に、
(1)熱処理前の厚膜DLCは、プラズマCVD法によって形成された初期残留応力が1.0GPa未満のものであること、
(2)前記熱処理後厚膜DLCは、その表面に、レーザビーム熱源もしくは電子ビーム熱源が照射される被加工膜であること、
(3)前記基材は、金属、非金属のいずれかである無機質化合物または非金属の有機質化合物であること、
(4)DLC膜の前記熱処理は、成膜温度以上〜550℃以下の温度で、0.1〜30時間の条件で行う処理であること、
(5)厚膜DLCの前記熱処理は、酸素ガス中、空気中、不活性ガス中および真空中から選ばれるいずれか一種以上の雰囲気中で行うこと、
(6)前記熱処理後厚膜DLCは、その表面が、レーザビーム熱源もしくは電子ビーム熱源が照射されてなる被加工膜であることを特徴とする請求項5〜8のいずれか1に記載の厚膜DLC被覆部材の製造方法。
(7)前記基材は、金属・合金、非金属の無機質化合物および非金属の有機質化合物のうちから選ばれたいずれか一種以上のものからなること、
が、上記の解決手段として採用することが望ましい。
【発明の効果】
【0017】
本発明は、前記のように構成された場合、次のような効果が期待できる。
(1)成膜後の厚膜DLCを対象として所定の熱処理を行うことによって、膜の特性を被加工膜としての適性に合うように2次的に変化させることができる。即ち、成膜直後の未処理DLC被覆部材は、硬さや摩擦係数、電気的性質あるいは耐食性などの諸性質が大きく改善され、DLC被覆部材としての用途が拡がる。特に、たとえDLC膜の用途および特性が、DLC膜の製造プロセス、条件、原料などによって予め決定されているような場合であっても、本発明方法に従えば、該DLC膜の諸性質を熱処理によって大幅に変えることができるので、適用分野の拡大とともに、DLC膜の諸性質を用途に適したものに改質することができるようになる。
(2)DLC膜の熱処理は、酸素ガス中や大気中、不活性ガス中、真空中のいずれでも可能であるうえ、熱処理の温度もDLC膜の分解温度以下(約550℃)という低温下で、しかも処理時間も約30時間以内に処理することができるので、生産性に富み、経済的である。
(3)熱処理後厚膜DLCは、レーザビーム熱源によって彫刻溝とすることが容易で、耐摩耗性に優れたDLC膜の上に直接形成されたものになるため、溝が形崩れすることなく、その溝形状を長期間にわたって正確に維持し得るので、寿命の長いインプリント用部材などとして用いることが可能である。
【図面の簡単な説明】
【0018】
【図1】本発明に係るDLC膜の熱処理の工程の一例を示す模式図である。
【図2】本発明に適したDLC膜被覆形成のためのプラズマCVD装置の概略図である。
【図3】DLC膜の熱分析曲線である。
【図4】DLC膜の残留応力測定用試験片とその変位のもようを示す略線図である。
【図5】DLC膜の熱処理による加熱温度・時間と硬さとの関係を示すグラフである。
【図6】レーザビーム熱源によって彫刻加工されたDLC膜表面の拡大SEM像(線状彫刻)である。
【図7】レーザビーム熱源によって彫刻加工されたDLC膜表面の拡大SEM像(ポケット型彫刻)である。
【図8】DLC膜の体積抵抗率を測定するための説明図である。
【図9】室温から160℃までの温度範囲におけるDLC膜の体積抵抗率の測定値のグラフである。
【図10】100℃〜1600℃までの温度範囲におけるDLC膜の室温状態における体積抵抗率の測定値のグラフである。
【発明を実施するための形態】
【0019】
図1は、基材表面にDLC膜を直接、またはアンダーコートを介して間接的に被覆形成し、次いで、熱処理を施し、その後、皮膜表面に加工を施す一連の工程例を示したものである。以下、この工程例の順序に従って、本発明製造方法と本発明部材とを具体的に説明する。
【0020】
(1)DLC膜を被覆するための基材
DLC膜を被覆形成するための基材としては、下記のものが推奨される。
(a)金属基材:金属基材としては、普通鋼、Crを含むステンレス鋼や耐熱鋼などの特殊鋼、Ni基合金やCo基合金の他、AlやTi、Nb、Ta、Si、WならびにMoなどの金属やこれらの合金などを用いることができる。
(b)無機質の非金属基材:非金属基材としては、炭素やグラファイト、石英、ガラス、炭化物、珪化物、窒化物などの焼結体および薄膜などを用いることができる。
(c)有機質基材:有機質基材としては、フェノールやメラミン、エポキシ、ポリウレタン、シリコーンなどの熱硬化性樹脂、ポリエチレンやポリプロピレン、ポリスチレン、アクリル・ニトリル、ブタジエンなどの熱可塑性樹脂、天然および合成ゴムなどを用いることができる。
【0021】
なお、Niおよびその合金、Cuおよびその合金などの基材や非金属基材、有機質基材の一部には、DLC膜との密着性が乏しい傾向があるが、このような基材については、予め、これらの基材の表面に、アンダーコートとして、電気めっき法や化学めっき法(無電解めっき法)、CVD法、PVD法などによって、CrやNb、Ta、Siなどの金属・合金またはこれらの金属の炭化物などの薄膜を、0.1〜3μmの厚さに被覆形成することが望ましい。これらのアンダーコートは、基材と良好な密着性を発揮するとともに、アンダーコートの表面に施工するDLC膜とも強い密着性を示すからである。これらのアンダーコートの厚さは、これが0.1μmより薄いと、均等な厚さにするのが困難であり、一方、3μmより厚いアンダーコートは、長時間を必要とするうえ、余り厚くしても、その効果が飽和することになる。
【0022】
ただし、前記有機質基材については、耐熱性が低いため、後述する熱処理を200℃以上の温度で行うとき、基材自体の劣化が問題となることが考えられる。この場合でも、発明者等の知見によると、180℃以下の熱処理であれば、基材の劣化よりもDLC皮膜による改質効果の方が大きいことを知見しているので、該有機質基材を対象とする場合には、180℃以下の熱処理が推奨される。
【0023】
(2)DLC膜の被覆形成方法
基材(アンダーコートつき基材を含む)表面へのDLC膜の形成方法としては、プラズマCVD法やイオン化蒸着法、アークイオンプレーティング法、プラズマブースタ法などの方法が知られている。そして、形成されるDLC膜の性質は、被覆形成の方法やその条件によって異なるのが普通である。一般に、DLC膜は、硬さや表面摩擦係数の小さいものを製造しようとした場合、成膜時の残留応力が大きくなる傾向がある。従って、もしDLC膜を厚く成長させようとすると、皮膜内部の残留応力値が大きくなり、時として基材との接合力よりも大きくなって、皮膜が基材から剥離することがあった。発明者らの経験によると、硬質のDLC膜の最大厚さは3μm未満にとどまっている。ここで言う硬質のDLC膜の硬さは、Hv:3000以上のものである。
【0024】
しかし、水素含有量を比較的多く含有するDLC膜は、膜の硬さが若干小さくなるものの、残留応力値は抑制される傾向があり、そのため厚膜の形成が容易になる。発明者らの実験によると、水素含有量を13〜30at%の範囲に制御すると、成膜に時間がかかるものの80μm程度の厚膜の形成が可能である。そのため、こうした厚膜DLCの場合、その表面を研磨したり、レーザビーム熱源を照射して彫刻加工などを施したりすることができるようになる。なお、本発明方法は、残留応力の小さい厚膜DLCを形成する場合に好適に利用できる。
【0025】
以下、本発明に係る厚膜DLCの膜を形成するのに適した成膜方法について説明する。以下に説明する方法は、本発明者らが提案した特開2008−231520号公報に開示の方法と同種の技術であって、成膜時に素材(被処理基材)を処理容器(対極)に対して、相対的に負の電位に維持しつつ気相状態の炭化水素のラジカル、分子イオンなどの正に帯電したものを電気化学的に基材表面に引き付け、最終的には炭素と水素を主成分とするアモルファス状の固形物微粒子をその表面に析出させる技術であって、このような現象を効果的に実行するため、高周波とプラズマを重畳させる形式のプラズマCVD法と呼ばれている技術である。
【0026】
図2は、炭素と水素を主成分とするアモルファス状DLC膜を厚く被覆形成するための、プラズマCVD装置の概略構成図である。この装置は、接地された反応容器21と、この反応容器に対して、バルブ27a、バルブ27bを介して接続される成膜用の有機系ガス(主として炭化水素系ガス)導入装置(図示せず)と、反応容器を真空引きする真空ポンプ(図示せず)と、反応容器内の所定の位置に配設される被処理体である基材22に接続される導体23および導入端子29を介して高電圧パルスを印加するための高電圧パルス発生電源24と、高電圧導入部29を介して導体23に高周波を印加し、基材21の周囲にプラズマを発生させるためのプラズマ発生用電源25、ならびに、パルスおよび高周波を同時に印加するために用いられる重畳装置26とで構成されている。
【0027】
このプラズマCVD装置を用いて、被処理基材の表面にDLC膜を成膜するには、まず、基材を反応容器の所定位置に設置し、真空装置を稼動させて該反応容器内の空気を排出して脱気した後、ガス導入装置によって炭素水素系の有機ガスを該反応容器内に導入する。なお、有機ガスの導入に先駆けて、Arガス、H2ガスなどを導入した後、高周波電圧を印加して、被処理体の表面をArやHイオン衝撃(イオンボンバードメント)によって清浄化処理を施すことが好ましい。
【0028】
次いで、プラズマ発生用電源からの高周波電力を基材に印加する。なお、反応容器は、アース線28によって電気的に中性状態にあるため、基材は、相対的に負に帯電した状態となる。このため炭化水素ガスのプラズマ中に存在する正イオンは、該基材の表面全体に対して、比較的均等に発生し、DLC膜の平準化析出を促す特徴がある。
【0029】
高電圧パルス発生装置から、高電圧パルス(負の高電圧パルス)を基材に印加すると、炭化水素系ガスのプラズマ中の正イオンが、該被処理基材の表面に電気的に誘引吸着されることとなる。このような操作によって、被処理体の表面に、DLCの超微粒子が堆積して膜が形成される。即ち、反応容器21内では、炭素と水素を主成分とするアモルファス状の炭素・水素固形物を主成分とするDLCの膜が、被処理基材の表面に気相析出し、これを被覆するようにして形成されるものと推測される。
【0030】
このプラズマCVD装置の反応容器内へ導入する成膜用の炭化水素系のガスとしては、以下の(イ)〜(ロ)に示すような有機質の炭化水素ガスを単独または2種以上の混合ガスを用いる。
(イ)常温(18℃)で気相状態のもの
CH4、CH2CH2、C2H2、CH3CH2CH3、CH3CH2CH2CH3
(ロ)常温で液相状態のもの
C6H5CH3、C6H5CH2CH、C6H4(CH3)2、CH3(CH2)4CH3、C6H12、C6H4Cl
【0031】
上記の炭素水素系のガスは、常温で気相状態のものは、そのままの状態で反応容器内へ導入できるが、液相状態の化合物はこれを加熱してガス化させ、そのガス(蒸気)を反応容器内へ供給することができる。
【0032】
(3)本発明に係るDLC膜を構成する炭素と水素の含有比率
一般的なDLC膜は、成膜時に大きな残留応力が発生するため、硬く耐摩耗性に優れているものの柔軟性に欠ける特徴がある。そのため、厚膜の形成が困難で、生成したDLC膜にも局部的な多くの微小欠陥が発生しやすく、また、たとえ熱処理したとしても、基材/DLC膜の熱膨張係数の相違に起因する熱応力の発生によって、特に厚膜の場合に、剥離しやすくなる。
【0033】
この対策として、本発明では、DLC膜を形成する炭素と水素の割合に着目し、特に、水素含有量を全体の13〜30原子%に制御することによって、硬いというDLC膜本来の特性を維持しつつ、該DLC膜に柔軟性を付与することとした。具体的には、DLC膜中に含まれる水素含有量を13〜30原子%とし残部を炭素含有量とする。なお、このような組成のDLC膜を形成するには、成膜用の炭化水素系ガス中に占める炭素と水素含有比が異なる化合物を混合することによって果すことができる。
【0034】
このように、水素含有量の多いDLC膜は、その表面硬さが、マイクロビッカース硬さで、Hv:700〜2800程度となるので、工具鋼などに形成されるDLC膜に比較すると軟質であり、ある程度の変形にも耐える柔軟性がある。
【0035】
本発明方法にあって、基材表面に被覆形成されるDLC膜は、3μm超50μm以下の膜厚にする。DLCの膜厚が3μm以下では、熱処理時に膜の微小欠陥を通じて雰囲気中の酸素ガス(空気)が該皮膜の欠陥部を通って内部に侵入し、基材を酸化させ、このことによって、DLC膜を剥離させる可能性が大きい。一方、膜厚が50μmより厚くなると、成膜に長時間を要し、生産コストの上昇原因となったり、DLC膜の成長に伴う残留応力の増大による基材との接合力の低下を招く危険が考えられる。
【0036】
本発明では、基材が非電気伝導体の合成樹脂板やそのシートあるいはそのフィルムである場合、その基材の表面にDLC膜を直接被覆形成するには、これらを金属板などに取り付けて操作すれば、恰も金属電極と同じように、これらの合成樹脂体の表面にDLC膜を被覆形成することができる。また、図4に示したプラズマCVD装置において、パルスの波形を正のみに制御することによっても、非電気伝導体の表面にDLC膜を被覆形成することが可能である。
【0037】
なお、上記プラズマCVD装置では、高電圧パルス発生電源24の出力電力を下記(a)〜(d)のように変化させることによって、被処理体22に対して金属等のイオン注入を実施することができる。例えば、被処理体が金属質の場合には、TiやSi、Cr、Nb、Mo、Zr、Cなどの炭化物生成自由エネルギーの小さい金属イオンを注入すれば、その表面に被覆形成されるDLC膜の密着性を向上させることが可能である。
【0038】
(a)イオン注入を重点的に行う場合:10〜40kV
(b)イオン注入と皮膜形成の両方を行う場合:5〜20kV
(c)皮膜形成のみを行う場合:数百V〜数kV
(d)スパッタリングなどを重点的に行う場合:数百V〜数kV
(e)前記高電圧パルス発生源24では、パルス幅:1μmsec〜10msec、パルス数:1〜複数回のパルスを繰り返すことも可能である。
(f)プラズマ発生用電源25の高周波電力の出力周波数は、数十kHZから数GHzの範囲で変化させることができる。
【0039】
(4)DLC膜の熱処理
DLC膜、即ち、この膜が被覆形成されている部材の熱処理方法について説明する。DLC膜の熱処理温度は、DLC膜や基材の耐熱温度、熱処理雰囲気などによって決定される。例えば、図3は、プラズマCVD法によって形成されたDLC膜の熱分析曲線を示したものである(炭素含有量87原子%、水素含有量13原子%)。この図から明らかなように、空気中で加熱されたDLC膜は550℃までは、重量減少量が全く変化しないが、550℃を超える付近から重量の減少は顕著になる。つまり、550℃以上では、DLC膜は分解することがわかる。空気中におけるこのような変化は、DLC膜と空気中の酸素(O2)によって、次のような化学反応によって起こるものと推定される。
DLC膜中の炭素(C)+空気中の酸素(O2)→二酸化炭素(CO2)
DLC膜中の水素(H)+空気中の酸素(O2)→水蒸気(H2O)
DLC膜中の水素(H)が水素ガス(H2)となって脱離する反応
【0040】
一方、不活性ガス(Ar)中の熱分析曲線では、DLC膜の重量減少が始まる温度は、空気中での処理より幾分高温側へ移る傾向が見られるが、その差は工学的には無視できる程度である。むしろ、550℃付近から始まるDLC膜の重量減少の速度が、空気中に比較すると緩やかになる。この原因は、不活性ガス中には酸素ガスが含まれていないため、DLC膜の分解反応では、水素ガスの放出のみとなる結果、炭素成分がCO2ガスとなって消失する反応がなく、炭素成分はグラファイト化(黒鉛化)して残留するためと考えられる。
【0041】
以上の結果から、DLC膜の熱処理雰囲気は、酸素ガスを含まない雰囲気であれば、例えば、真空中であっても、不活性ガス中と同様な重量減少曲線を示すものと推定される。
【0042】
以上の説明ならびに図3に示す結果から、DLC膜の熱処理は、550℃付近を上限として行うことで、膜質の劣化を招くことなく、物理化学的特性を変化させることができる。即ち、水素含有量が13〜30原子%で残部が炭素(70〜78原子%)であるDLC膜については、熱処理を行う場合、最高温度は550℃程度、一方、最低温度は、DLC膜をプラズマCVD法によって形成する際に好適な基材の温度である80℃程度とすることが好ましい。
【0043】
次に、熱処理の時間は、DLC膜の熱分析曲線から明らかなように、温度が高くなるほど短時間で変化することから、実用的かつ安全性を考慮して、5分〜30時間程度の範囲にて変化させることが望ましい。
【0044】
(5)熱処理後DLC膜の硬さ
一般的なDLC膜と比較すると、本発明に適合するDLC膜は、比較的軟質で水素含有量が高い特徴がある。とくにプラズマCVD法により形成したものは、これを熱処理することにより、膜の硬さ(Hv)を1100〜2700程度、平均的には、図5に示すように、熱処理の温度、時間にもよるが、温度:300℃〜600℃、時間;1〜24時間で、1300〜1800程度を示すものとなり、硬さと軟らかさとを兼ね備えた被加工皮膜に改質されることがわかる。これは後述するレーザビーム照射による彫刻溝を形成する場合に好適な膜と言える。
【0045】
(6)熱処理に適したDLC膜の残留応力
気相状態の炭化水素ガスから析出する、アモルファス状炭素水素固形物微粒子の堆積層であるDLC膜は、必然的に残留応力が発生する。こうした残留応力を内蔵するDLC膜は、膜厚が大きくなればなるほど、残留応力も大きくなる。そして、最終的には、その残留応力が膜の密着強さより大きくなって、DLC膜が剥離するに至る。現在、DLC膜の被覆形成法として多くの種類の装置やプロセスが開発されているが、その適用条件の一つとして、DLC膜の残留応力によって決定される限界膜厚がある。
【0046】
とくに、本発明に従って多くの水素(13〜30原子%)を含ませることで、厚膜にしたDLC膜は、たとえ10μmを超えるような膜が形成できたとしても、熱処理をする場合、DLC膜と基材との熱膨張係数の差によって、膜に大きな熱応力が発生することになるので、この対策についての配慮が必要である。
【0047】
そこで、本発明では、熱処理を好適に実施できるDLC膜の初期残留応力(成膜時の残留応力)の許容値を、次に示すような方法によって求めた。
DLC膜の残留応力の評価は、図4に示すように、試験片の一端を固定した短冊形の薄い石英基板(寸法:幅5mm×長さ500mm×厚さ0.5mm)の一方の面に、DLC膜を形成し、成膜の前後の石英基板の変位量(δ)を測定することによって、膜の残留応力を求めるが、具体的には、下記Stoneyの式によって残留応力(σ)を計算した。
【0048】
E:基板のヤング率=76.2GPa
v:基板のポアソン比=0.14
b:基板の厚さ=0.5mm
l:DLC膜が形成された基板の長さ
δ:変位量
d:DLCの膜厚
【0049】
表1は、各種成膜プロセスによって形成されたDLC膜(水素13原子%、炭素87原子%)について、上記の方法によって初期残留応力値および熱処理後残留応力値を求めたものである。これらの結果から明らかなように、アークイオンプレーティング法、イオン化蒸着法などの方法で形成されたDLC膜の初期残留応力は13〜20GPaである。これに対し、プラズマCVD法で形成されたDLC膜の初期残留応力は0.3〜0.98GPaの範囲にある。つまり、本発明(プラズマCVD法に従う)に適合するDLC膜の初期残留応力は、1GPa以下の非常に小さい膜でなければならないことがわかる。従って、水素を多量に含む本発明に係るプラズマCVD法によるDLC膜であれば、厚膜であっても、また、その後に熱処理をするような場合でも、これらにも十分に対応することが可能であることがわかる。
【0050】
なお、表1に示すとおり、DLC膜の最大形成厚さは、水素含有量13原子%のDLC膜を形成した場合、プラズマCVD法であれば、成膜時間は長くなるものの、厚さ50μm程度の膜厚のものを得ることができたが、他の成膜方法では3μm厚さ以上の膜の形成は困難であった。
【0051】
さらに、表1に示す各DLC膜の表面硬さを測定したところ、プラズマCVD法により形成したDLCの膜は、マイクロビッカース硬さ(Hv)で700〜2800程度、平均で1100程度と低いのに対し、他の方法で形成されたDLC膜の硬さは、Hv=3000以上であり、硬いことがわかった。これらの結果から判ることは、プラズマCVD法に比べ、イオンプレーティング法やイオン化蒸着に従うDLC膜の場合、たとえ水素含有量を多くしても、DLC膜の硬さは大きく、DLC膜の成膜時における初期残留応力値もまた大きくなることが窺える。
【0052】
そこで、上記各DLC膜を熱処理を施したところ、熱処理後残留応力値は、それぞれ表1に示すとおりとなった。とくに、プラズマCVD法によって成膜したDLC膜の場合1〜5GPaであるのに対し、他の方法では、20〜35GPaである。このことから、本発明に従う方法の下に形成したDLC膜については、熱処理後残留応力は、1GPaを超えるものの、5GPa程度に抑えることが可能であり、硬度もそれほど高くならないので、厚膜DLCとしても、後述するように、これをレーザー照射や電子ビーム照射などの加工を施すのに有効である。
【0053】
【表1】
【0054】
なお、残留応力測定後の試験片を拡大鏡で観察したところ、アークイオンプレーティング法およびイオン蒸着法で形成された膜には、微小な剥離が多数発生しており、耐熱性に乏しい傾向も確認された。
【0055】
(7)被加工膜としての厚膜DLC
以上説明したような方法で基材表面に被覆形成されるDLC膜は、これを被加工膜として利用する場合、3〜50μmという厚膜に形成されることが好適である。この理由は、膜厚が3μm以下では、例えば、これをレーザビーム熱源によって彫刻加工して得られるレーザビーム彫刻溝ような場合、この溝のアスペクト比を大きくすることができなくなると共に、基材表面の“うねり”や僅かな変形の影響を受け易り、インプリント部材の溝形成に障害となるためである。また、レーザビーム熱源による彫刻加工精度の僅かな狂いやDLC膜の局部的に発生するレーザの吸収率の相違によって、レーザビーム彫刻溝がDLC膜を完全に突き切って、基材まで達するおそれがあるためである。一方、膜厚が50μmより厚く成膜するには、長時間を要して生産コストの上昇を招いたり、DLC膜の成長に伴う残留応力の増大による基材との接合力の低下の危険が考えられるからである。
【0056】
なお、膜厚の大きい(例えば10μm以上)DLC膜を形成した場合、時として、その表面に微小な円形状の凸起物(例えば、Rz≦1.0μm)が複数個生成することがある。このような場合には、必要に応じて、該円形状の凸起物を除去するためにバブ研磨(ポリッシング)などを行い、平滑な表面(例えば、Ra≦0.1μm)に仕上げることが好ましい。
【0057】
(a)レーザビーム彫刻加工の概要
この処理は、基材表面への厚膜DLC膜の被覆形成と熱処理を終えた後、その熱処理後DLC膜の表面に対し、レーザビームを直接照射することにより、工学的な模様を彫刻するものである。
【0058】
この処理でレーザ光源として用いるのは、CO2レーザ、YAGレーザ、Arレーザ、半導体レーザ、エキシマレーザなどの市販のレーザ加工用光源を用いることができる。得られる工学的模様の彫刻は、予めプログラムを組んだコンピュータによる自動操作によって行うことが推奨されるが、彫刻溝の大小(幅の深さ)の相違によっては、レーザビームの集光用レンズなどを手動によって調整しても差支えない。
【0059】
このレーザビームによる前記DLC膜への彫刻加工は、レーザビーム熱源の照射よって行われるが、その照射(加熱)が局所的に行われるため、非照射部にまで熱が伝達することがなく、照射(加熱)の局部においてのみ、DLC成分がCO2、H2Oなどの気体となって輝散することになる。その結果、DLC膜面には、とくにレーザビーム彫刻溝周辺に溶融残渣物が付着残存するようなことがなく、しかも、他の個所に影響することなく精密で正確な彫刻溝模様を形成することができる。
【0060】
図6および図7は、本発明方法によって、レーザビーム彫刻を行ったDLC膜の外観SEM像を示したものである。図示例のレーザビームの熱源としては、下記の仕様のものを用いたが、金属やセラミックスの彫刻に適用されるものに比較すると、比較的低出力のものでよい。
【0061】
レーザ出力:50W〜1KW
パルス周波数:10000Mz〜50000Hz
進行速度:0.1〜500mm/min
【実施例】
【0062】
<実施例1>
この実施例は、DLC膜の耐食性を、水素含有量の異なる膜を試料として、熱処理を施した後の、塩水噴霧試験方法によって調査した結果を報告するものである。
【0063】
(1)供試皮膜
供試皮膜として、水素含有量が13〜35原子%の範囲で異なる12μm厚さのDLC膜をSUS410鋼(寸法:50mm×50mm×3.5mm)の表面に被覆形成したものを用いた。
【0064】
(2)皮膜の熱処理条件
雰囲気:空気中
温 度:300℃、450℃、550℃、600℃
時 間:3時間
【0065】
(3)試験方法
上記熱処理を施したDLC膜をJIS2371規定の塩水噴霧試験方法により、熱処理による皮膜の耐食性定価の有無を調べた。なお、塩水噴霧試験時間は96時間である。
【0066】
(4)試験結果
試験結果を表2に要約した。この結果から明らかなように、DLC膜の水素含有量を13〜35原子%に変化させても、550℃以下の温度で加熱しても、赤さびの発生は見られず、良好な耐食性を維持しているのが確認できた。しかし、600℃に加熱したDLC膜では、供試した全皮膜とも赤さびの発生が見られるので、加熱による皮膜の欠陥の発生が考えられた。なお、水素含有量の高い試験片No.6のDLC膜では、550℃の加熱においても、赤さびらしい痕跡の発生が認められるので、皮膜に微小な欠陥の発生が推定される。水素含有量の多いDLC膜では、他のDLC膜に比較して、一般に軟質で、曲げ変形に対しては優れた柔軟性を示すものの、高温加熱条件下では、DLC膜からの水素の離脱反応による微小欠陥の発生率が高くなる傾向が窺える。
【0067】
【表2】
【0068】
<実施例2>
この実施例は、DLC膜の熱処理温度と硬さの変化について調査した結果を示すものである。
【0069】
(1)供試DLC膜
SUS304鋼(寸法 50mm×50mm×5mm)の全面に対して、厚さ10μmのDLC膜を被覆形成した。DLC膜の組成は水素20原子%、残り炭素である。
【0070】
(2)加熱条件
雰囲気:空気中
温 度:室温(20℃)、300℃、350℃、550℃、600℃
時 間:1〜60時間
【0071】
(3)硬さ試験機
マクロビッカース試験機を用い、荷重5Nの条件で1試料当り、10点測定し、その平均値を算出した。また、硬さ測定は、何れの加熱温度のものも、所定の時間加熱した後、室温にまで冷却した後、実施した。
【0072】
(4)試験結果
試験結果を図5に示した。この結果から明らかなように、供試DLC膜の室温における硬さは、Hv:1150であったものが、それぞれの温度に加熱すると、1時間程度で硬さが上昇し、その傾向は加熱温度が高くなるほど顕著となっている。しかし、600℃に加熱したDLC膜の硬さは50時間を経過すると、急激な硬度低下を示した。この原因は、加熱によるDLC膜の脱水素反応が進み、DLC膜の炭素成分がグラファイト化(黒鉛化)が起こっているものと考えられる。なお、DLC膜の加熱雰囲気をArガス中や真空中に変えても、加熱によるDLC膜の硬化現象は認められたので、熱処理によるDLC膜の硬さを調整できる見通しが得られた。
【0073】
<実施例3>
この実施例では、熱処理後DLC膜についての摩擦係数の変化を調査した。
【0074】
(1)供試DLC膜
SUS304鋼(寸法:直径50mm×厚さ6mm)の表面に、厚さ10μmのDLC膜を被覆形成させたが、その際、DLC膜中に含まれる水素含有量を13〜20原子%に変化させた。
【0075】
(2)供試皮膜の熱処理条件
雰囲気:空気中
温 度:室温(20℃)、300℃、450℃
時 間:1時間
【0076】
(3)試験方法
熱処理後DLC膜の摩擦係数の測定には、下記の装置と条件により実施した。
Ball on Disk式摩擦係数計測装置(神鋼造機(株)製 SZ−FT−93B型)
試験荷重 5N(0.5kgf)
回転速度 400r.p.m.
回転半径 5mm
試験時間 15min
摩耗相手材 Alボール(直径3/16インチ)
比較例 Crめっき
WC−12%Co溶射皮膜
SUJ2(JIS G4805、高炭素クロム軸受鋼)
【0077】
(4)試験結果
試験結果を表3に示した。この結果から明らかなように、比較例として同じ条件で摩擦係数を測定したCrめっき、WC−12%Co溶射皮膜およびSUJ2鋼板が0.3〜0.8の高い摩擦係数を示すのに対して、熱処理後DLC膜(No.1〜5)は常温はもとより、300℃、450℃に加熱した後も、0.1〜0.2の低い摩擦係数を維持しており、摺動的な摩擦に対して十分実用化できる見通しが得られた。
【0078】
【表3】
【0079】
<実施例4>
この実施例では、熱処理後DLC膜の電気特性について調査した。
【0080】
(1)供試DLC膜
供試DLC膜として、SUS304鋼(寸法:直径50mm×厚さ10mm)の表面に、水素含有量18原子%、残部炭素からなるDLC膜を18μmの厚さに形成したものを作製した。
【0081】
(2)供試皮膜の熱処理条件
供試皮膜は、体積抵抗率の測定に先駆けて、下記の条件で熱処理を行った。
雰囲気:空気中
温 度:100℃、200℃、300℃、400℃、500℃、600℃
時 間:1時間
【0082】
(3)試験方法
DLC膜の体積抵抗率は、次に示す装置と条件により実施した。
試験規格 JIS K6911に準拠
試験装置 超絶縁抵抗計 R8340A(ADVANTEST製)
デジタルマルチメータ R6441A(ADVANTEST製)
Test Fixture R12702A(ADVANTEST製)
電極の形状 主電極 φ10mm
対電極にはSUS304鋼板を使用
電極の材料 主電極:導電性ペースト
印加電圧 10V/min
試験環境 22℃/60%RH
【0083】
図8に、DLC膜の体積抵抗率の測定要領を示した。SUS304鋼の基材81を+極とし、その表面に形成されているDLC膜82の表面に、基材と同質のSUS304鋼(φ10mm)の−極83を導電性ペースト84を介してDLC膜に密着させる。その後、直流電源85によって、基材81と対極83を導線86によって接続させ、電極間に電圧を負荷した際に流れる電流値を電流計87によって測定し、次式から体積抵抗率を求めた。実際の測定に際しては、基材の端部からの電流を防ぐため、基材の端部にガード電極を設けたが、ここでは省略した。
【0084】
ここで、Pv:体積抵抗率(Ω・cm)
d :主電極の直径(2.54cm)
t :試験基材の厚さ(cm)
Rv:体積抵抗(Ω)
π :円周率
【0085】
(4)試験結果
図9は、予備試験として実施した成膜直後のDLC膜の常温(20℃)〜160℃に加熱した状態における電気抵抗率を測定した結果である。この結果によると熱処理後DLC膜の電気抵抗率は、温度が上昇するほど直線的に低下することがわかる。この実験装置では、160℃以上の高温下における電気抵抗率の測定は不可能であったため、最高温度を160℃としたものである。
【0086】
次いで、図10は、それぞれの温度で熱処理を行った後、これを室温(20℃)まで冷却したDLC膜の電気抵抗率を測定した結果である。この測定結果によると、300℃以下の熱処理を施しても、室温まで冷却すると、初期の電気抵抗率の値に復帰するが、それ以上の高温に曝露すると、室温に冷却しても電気抵抗率は加熱前の値まで戻らず、低い電気抵抗値の状態を維持することが判明した。以上の結果から、DLC膜の熱処理は、膜の電気特性値に対して、比較的敏感に影響を与えることが確認された。特に、300℃以上に熱処理することで、熱処理前DLC膜よりも低電気抵抗率のDLC膜を提供することができることが判った。
【産業上の利用可能性】
【0087】
本発明の技術は、現行のDLC膜が利用されている分野を含む、下記の産業分野への利用が期待される。
a.機械産業では、工作機械、織機、ポンプブロワーなどの回転機械、プラスチック炭素などのフィルムシート、繊維などの製造機・装置類、カメラ、光学機器、印刷機械装置
b.電(気)機産業では、テレビ、ラジオ、洗濯機、冷蔵庫、冷暖房機などの家電製品をはじめ、パソコン、コピーなどの事務用機器、通信・受信用機器
c.半導体産業では、Si、硝子などの精密研磨および加工装置
d.バイオ、生物化学、医・薬学分野において要求される無菌および培養部材
化学プラント、石油化学、石油精製プラントなどに使用されている各種部材
以上の各種機械、装置、部材に要求されている機械的、電気的、化学的性能に応える皮膜として利用できる。
e.本発明に係るDLC膜へのレーザービーム照射による微細彫刻溝を形成する技術は、インプリント部材の製造技術の他、印刷用凹版、凸版の彫刻への応用が可能である。また、機械装置の軸受やシャフト類などの摺動部にDLC膜を被覆形成した後、この膜にレーザビーム熱源によって螺旋形の溝を加工して潤滑油の通路を形成する技術としても利用できる。
【符号の説明】
【0088】
21 反応容器
22 基材
23 導体
24 高電圧パルス発生電源
25 プラズマ発生用電源
26 重畳装置
27a バルブ
27b バルブ
28 アース
29 導入端子
81 基材(SUS304鋼)+極
82 供試DLC膜
83 対極(SUS304鋼)−極
84 導電性ペースト
85 直流電源
86 導線
87 電流計
【特許請求の範囲】
【請求項1】
基材の表面に、膜厚が3μm超の厚膜DLCを被覆してなる部材において、この厚膜DLCは、水素が13〜30原子%、残部が炭素である超微粒子の堆積層であって、残留応力が1.0GPa以上、硬さ(Hv)が700〜2800の熱処理DLCの膜であることを特徴とする厚膜DLC被覆部材。
【請求項2】
熱処理前の厚膜DLCは、プラズマCVD法によって形成され、初期残留応力が1.0GPa未満のものであることを特徴とする請求項1に記載の厚膜DLC被覆部材。
【請求項3】
前記熱処理後厚膜DLCは、その表面に、レーザビーム熱源もしくは電子ビーム熱源が照射される被加工膜であることを特徴とする請求項1または2に記載の厚膜DLC被覆部材。
【請求項4】
前記基材は、金属、非金属のいずれかである無機質化合物または非金属の有機質化合物であることを特徴とする請求項1〜3のいずれか1に記載の厚膜DLC被覆部材。
【請求項5】
基材の表面に形成された、膜厚が3μm超、水素が13〜30原子%で残部が炭素である超微粒子の堆積層からなる厚膜DLCを、残留応力が1.0GPa以上、硬さ(Hv)が700〜2800となるように熱処理することを特徴とする厚膜DLC被覆部材の製造方法。
【請求項6】
熱処理前の厚膜DLCは、プラズマCVD法によって形成され、初期残留応力が1.0GPa未満のものであることを特徴とする請求項5に記載の厚膜DLC被覆部材の製造方法。
【請求項7】
DLC膜の前記熱処理は、成膜温度以上〜550℃以下の温度で、0.1〜30時間の条件で行う処理であることを特徴とする請求項5または6に記載の厚膜DLC被覆部材の製造方法。
【請求項8】
厚膜DLCの前記熱処理は、酸素ガス中、空気中、不活性ガス中および真空中から選ばれるいずれか一種以上の雰囲気中で行うことを特徴とする請求項5〜7のいずれか1に記載の厚膜DLC被覆部材の製造方法。
【請求項9】
前記熱処理後厚膜DLCは、その表面が、レーザビーム熱源もしくは電子ビーム熱源が照射される被加工膜であることを特徴とする請求項5〜8のいずれか1に記載の厚膜DLC被覆部材の製造方法。
【請求項1】
基材の表面に、膜厚が3μm超の厚膜DLCを被覆してなる部材において、この厚膜DLCは、水素が13〜30原子%、残部が炭素である超微粒子の堆積層であって、残留応力が1.0GPa以上、硬さ(Hv)が700〜2800の熱処理DLCの膜であることを特徴とする厚膜DLC被覆部材。
【請求項2】
熱処理前の厚膜DLCは、プラズマCVD法によって形成され、初期残留応力が1.0GPa未満のものであることを特徴とする請求項1に記載の厚膜DLC被覆部材。
【請求項3】
前記熱処理後厚膜DLCは、その表面に、レーザビーム熱源もしくは電子ビーム熱源が照射される被加工膜であることを特徴とする請求項1または2に記載の厚膜DLC被覆部材。
【請求項4】
前記基材は、金属、非金属のいずれかである無機質化合物または非金属の有機質化合物であることを特徴とする請求項1〜3のいずれか1に記載の厚膜DLC被覆部材。
【請求項5】
基材の表面に形成された、膜厚が3μm超、水素が13〜30原子%で残部が炭素である超微粒子の堆積層からなる厚膜DLCを、残留応力が1.0GPa以上、硬さ(Hv)が700〜2800となるように熱処理することを特徴とする厚膜DLC被覆部材の製造方法。
【請求項6】
熱処理前の厚膜DLCは、プラズマCVD法によって形成され、初期残留応力が1.0GPa未満のものであることを特徴とする請求項5に記載の厚膜DLC被覆部材の製造方法。
【請求項7】
DLC膜の前記熱処理は、成膜温度以上〜550℃以下の温度で、0.1〜30時間の条件で行う処理であることを特徴とする請求項5または6に記載の厚膜DLC被覆部材の製造方法。
【請求項8】
厚膜DLCの前記熱処理は、酸素ガス中、空気中、不活性ガス中および真空中から選ばれるいずれか一種以上の雰囲気中で行うことを特徴とする請求項5〜7のいずれか1に記載の厚膜DLC被覆部材の製造方法。
【請求項9】
前記熱処理後厚膜DLCは、その表面が、レーザビーム熱源もしくは電子ビーム熱源が照射される被加工膜であることを特徴とする請求項5〜8のいずれか1に記載の厚膜DLC被覆部材の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2011−122226(P2011−122226A)
【公開日】平成23年6月23日(2011.6.23)
【国際特許分類】
【出願番号】特願2009−283008(P2009−283008)
【出願日】平成21年12月14日(2009.12.14)
【出願人】(000109875)トーカロ株式会社 (127)
【Fターム(参考)】
【公開日】平成23年6月23日(2011.6.23)
【国際特許分類】
【出願日】平成21年12月14日(2009.12.14)
【出願人】(000109875)トーカロ株式会社 (127)
【Fターム(参考)】
[ Back to top ]