
厚鋼板の溶接方法
【課題】板厚30mm以上のUOE鋼管、スパイラル鋼管などの大径鋼管の造管溶接に用いて好適な厚鋼板の溶接方法を提供する。
【解決手段】板厚30mm以上の鋼材を両面から溶接する際、少なくとも一方の面の溶接は、多電極サブマージアーク溶接の第1電極の溶接方向前方にガスシールドアーク溶接の電極を、必要に応じて多電極溶接として、配置してハイブリッド溶接とし、前記ハイブリッド溶接において前記多電極サブマージアーク溶接は、(1)式を満足する入熱として溶接し、好ましくはガスシールドアーク溶接は(2)式を満足する入熱で溶接する。ガスシールドアーク溶接が多電極溶接の場合、第1電極に適用するワイヤ径が1.4mm以上で、電流密度が500A/mm2以上とする。0.18t−3≦QS≦0.35t−5.5(1)ここで、t:鋼材の板厚(mm)、QS:多電極サブマージアーク溶接の溶接入熱(kJ/mm)、QG≦0.17t−1.5(2)ここで、t:鋼材の板厚(mm)、QG:ガスシールドアーク溶接の溶接入熱(kJ/mm)
【解決手段】板厚30mm以上の鋼材を両面から溶接する際、少なくとも一方の面の溶接は、多電極サブマージアーク溶接の第1電極の溶接方向前方にガスシールドアーク溶接の電極を、必要に応じて多電極溶接として、配置してハイブリッド溶接とし、前記ハイブリッド溶接において前記多電極サブマージアーク溶接は、(1)式を満足する入熱として溶接し、好ましくはガスシールドアーク溶接は(2)式を満足する入熱で溶接する。ガスシールドアーク溶接が多電極溶接の場合、第1電極に適用するワイヤ径が1.4mm以上で、電流密度が500A/mm2以上とする。0.18t−3≦QS≦0.35t−5.5(1)ここで、t:鋼材の板厚(mm)、QS:多電極サブマージアーク溶接の溶接入熱(kJ/mm)、QG≦0.17t−1.5(2)ここで、t:鋼材の板厚(mm)、QG:ガスシールドアーク溶接の溶接入熱(kJ/mm)
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、板厚30mm以上の厚鋼板の溶接方法に関し、詳しくは、UOE鋼管、スパイラル鋼管などの大径鋼管の造管溶接に用いて好適なものに関する。
【背景技術】
【0002】
大径鋼管の造管溶接(シーム溶接)には2電極以上のサブマージアーク溶接が適用されている。パイプ生産能率向上の観点から鋼管の内面側を1パス、外面側を1パスで溶接する両面一層盛り溶接が一般的で、高能率な溶接施工がなされている(例えば特許文献1,2)。
【0003】
両面一層溶接では内面溶接金属と外面溶接金属が重なり未溶融部がないように十分な溶け込み深さを確保するため、1000A以上の大電流を適用して溶接を行うのが一般的で、能率と欠陥抑制を重視することで、溶接入熱が過剰となり、溶接部特に溶接熱影響部の靭性が劣化する問題がある。
【0004】
特許文献3には、溶接熱影響部の靭性劣化を防止するため、溶接入熱を低減する方法として、高電流密度でのサブマージアーク溶接方法が提案されている。
【0005】
特許文献4には、板厚30mmを超える肉厚の鋼板を溶接する際に溶接入熱を抑制するため多パス溶接とすることが提案されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平11−138266号公報
【特許文献2】特開平10−109171号公報
【特許文献3】特開2006−272377号公報
【特許文献4】特開平06−328255号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
大径鋼管のシーム溶接において溶接熱影響部の靭性劣化を抑制するためには、溶接入熱を低減することが効果的であることが知られている。しかしながら特許文献3記載の方法では一般的に板厚が15〜20mmの場合、入熱が3〜6kJ/mm程度の従来法と比べて低入熱化できるものの、板厚の大きな鋼材を溶接する際には入熱が高くなり、マイナス40℃レベルの靭性を求められる場合には溶接熱影響部の靭性を確保することができない場合があるという問題があった。また、高電流密度溶接は余盛が高くなる問題があり、例えば製管後にコーティングを施すような場合には切削の工程が必要となり能率が低下する。
【0008】
また、特許文献4記載の方法は上記問題を解決しうるものであるが、多パス溶接であるため生産能率が低下する問題があった。
【0009】
そこで、本発明は、内外面1層盛溶接で生産能率を損なうことなく、溶接入熱を従来より大きく低減し、溶接熱影響部で優れた靭性を得る厚鋼板の溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者らは、30mm以上の板厚の鋼材を対象として、内外面1層盛溶接の低入熱化の方法を種々検討した。その結果、ガスシールドアーク溶接とサブマージアーク溶接とを複合して使用し、さらにサブマージアーク溶接の入熱を適正な範囲に制御することにより、溶接入熱を従来より大きく低減し、溶接熱影響部で優れた靭性を得ることができることを見出した。
【0011】
本発明は、上述の知見に基づくものであり、その要旨は以下の通りである。
1.板厚30mm以上の鋼材を両面から溶接する厚鋼板の溶接方法であって、少なくとも一方の面の溶接は、多電極サブマージアーク溶接の第1電極の溶接方向前方にガスシールドアーク溶接の電極を配置して溶接を行い、前記多電極サブマージアーク溶接は、(1)式を満足する入熱、前記ガスシールドアーク溶接は(2)式を満足する入熱とすることを特徴とする厚鋼板の溶接方法。
【0012】
0.18t−3≦QS≦0.35t−5.5・・・・(1)
ここで、t:鋼材の板厚(mm)、QS:多電極サブマージアーク溶接の溶
接入熱(kJ/mm)
QG≦0.17t−1.5・・・・(2)
ここで、t:鋼材の板厚(mm)、QG:ガスシールドアーク溶接の溶接入
熱(kJ/mm)
2.ガスシールドアーク溶接が多電極溶接で、第1電極に適用するワイヤ径が1.4mm以上で、電流密度が500A/mm2以上であることを特徴とする1に記載の厚鋼板の溶接方法。
3.1記載の厚鋼板の溶接方法において、鋼材を両面から溶接する場合、一方がバッキング側溶接、他方がファイナル側溶接で、前記バッキング側溶接は多電極サブマージアーク溶接のみで溶接し、前記多電極サブマージアーク溶接の第1電極のワイヤ径は3.2mm以下で、前記ファイナル側溶接は、多電極サブマージアーク溶接とガスシールドアーク溶接で溶接することを特徴とする厚鋼板の溶接方法。
【発明の効果】
【0013】
本発明は、鋼板を内外面から溶接するにあたり、ガスシールドアーク溶接とサブマージアーク溶接とを複合させて使用し、さらにガスシールドアーク溶接ならびにサブマージアーク溶接の入熱を適正な範囲に制御するようにしたので、内外面1層盛溶接で生産能率を損なうことなく、溶接入熱を板厚方向に効果的に分散し、溶接熱影響部で優れた靭性を得ることが可能で、産業上極めて有用である。
【図面の簡単な説明】
【0014】
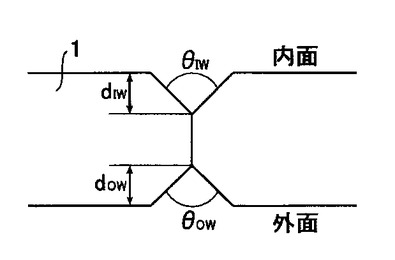
【図1】実施例に用いた開先形状を示す図。
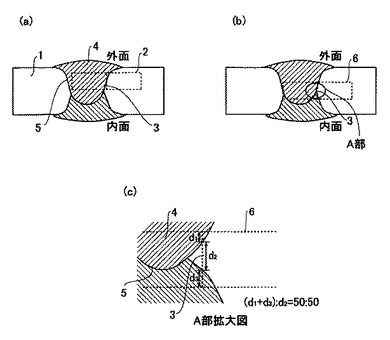
【図2】実施例に用いたシャルピー衝撃試験片の採取位置とノッチ位置を説明する図で、(a)は採取位置:外面側、(b)は採取位置:内外面会合部、(c)は(b)のシャルピー衝撃試験片のノッチ位置を説明する図。
【発明を実施するための形態】
【0015】
本発明は、板厚30mm以上の鋼材を対象とし、鋼材を両面から溶接する際、少なくとも一方の面の溶接は、ガスシールドアーク溶接と多電極サブマージアーク溶接とを組合わせたハイブリッド溶接とする。以下の説明で、内面溶接はバッキング側の溶接、外面溶接はファイナル側の溶接とする。
【0016】
多電極サブマージアーク溶接では、会合部における溶け込み不足を回避しようとすると、入熱量が大きくなるので、溶け込みの深い溶接部が得られるガスシールドアーク溶接の電極を多電極サブマージアーク溶接の第1電極の溶接線方向前方に配置する。ガスシールドアーク溶接は単電極溶接でも多電極溶接でも良いが、多電極溶接の場合は、各電極が多電極サブマージアーク溶接の第1電極の溶接線方向前方に一列となるように配置する。
【0017】
板厚30mm以上の厚鋼板を溶接する場合、ハイブリッド溶接において多電極サブマージアーク溶接は、(1)式を満足する溶接入熱とする。
【0018】
0.18t−3≦QS≦0.35t−5.5・・・・(1)
ここで、t:鋼材の板厚(mm)、QS:多電極サブマージアーク溶接の溶
接入熱(kJ/mm)
多電極サブマージアーク溶接の溶接入熱QSが0.35t−5.5を超える場合、溶接熱影響部において組織が粗大化し靭性が劣化する。一方、QSが0.18t−3を下回る場合、アンダーカットが発生しやすい。
【0019】
ガスシールドアーク溶接の溶接入熱QGは、内面溶接と外面溶接との会合部における溶接熱影響部の靭性劣化を抑制するため小さくすることが有利で、(2)式を満足するように設定することが好ましい。
【0020】
QG≦0.17t−1.5・・・・(2)
ここで、t:鋼材の板厚(mm)、QG:ガスシールドアーク溶接の溶接入
熱(kJ/mm)
ガスシールドアーク溶接を多電極溶接とすると、単電極溶接の場合と比較して溶接速度を速くなり、製造能率を向上させて好ましい。
【0021】
なお、(1)式、(2)式で規定する溶接入熱は、両溶接法が多電極溶接の場合は、それぞれの溶接法における各電極での溶接入熱の総和とする。
【0022】
外面溶接を上記ハイブリッド溶接とし、内面溶接を多電極サブマージアーク溶接とし、その第1電極のワイヤ径を3.2mm以下とすることで、内面溶接の入熱を低減することができ、内面溶接の溶接熱影響部において優れた靭性が得られる。
【0023】
本発明の実施において、多電極サブマージアーク溶接の第1電極とガスシールドアーク溶接の電極間距離、ガスシールドアーク溶接のシールドガス組成、シールドガス流量、両溶接法の溶接ワイヤ径などは良好な溶接ビード外観が得られるように適宜設定する。
【0024】
但し、入熱を板厚方向に分散させるためにはガスシールドアーク溶接において深い溶け込みを得ることが必要で、高電流・高電流密度溶接が必要となる。深い溶け込みを得るには電流値をワイヤの断面積で除した電流密度が500A/mm2以上である必要があり、実用的にはワイヤ径が1.4mm以上なければ高電流での溶接ができない。好適な範囲は1.4mmから2.4mmの範囲である。
【0025】
本発明をUOE鋼管に適用して鋼管のシーム部の開先を両面から溶接する場合、一方の面は鋼管内面側のバッキング側溶接、他方が鋼管外面側のファイナル側溶接となり、まず、バッキング側溶接を第1電極のワイヤ径を好ましくは3.2mm以下、より好ましくは1.2mm〜2.4mmとする多電極サブマージアーク溶接のみで溶接し、その後、ファイナル側溶接を、多電極サブマージアーク溶接とガスシールドアーク溶接の上記ハイブリッド溶接で溶接する。
【実施例】
【0026】
表1に示す化学組成の板厚30.2mm、33.0mm、38.1mmの鋼板に、表2および図1に示す開先を加工し、表3に示す溶接条件で内面溶接(バッキング側の溶接)を実施した後、表4および表5に示す溶接条件で外面溶接(ファイナル側の溶接)を実施した。作製した継手について、ビード外観の調査を実施した。
【0027】
さらに、溶接熱影響部から採取した試料を用いてJIS Z 2242の金属材料衝撃試験方法に準拠してシャルピー衝撃試験を行い、溶接熱影響部の靭性を評価した。シャルピー衝撃試験片(JIS Z 3111に規定する4号試験片)の採取は、試験片のノッチの方向と板厚方向が平行となるように採取し、図2(a)に示すように、外面Fusion Line(以下、FLと表記)シャルピー試験片は外面溶接側の鋼板表面下7mmの位置がシャルピー試験片中央となるよう採取し、図2(b)に示すようにルート部FL シャルピー試験片は内面溶接と外面溶接の会合部がシャルピー試験片中央となるよう採取した。図2(c)はルート部FLシャルピー試験片のノッチ位置詳細を示す。
シャルピー試験は−30℃で3本実施し、シャルピー吸収エネルギーの平均値を求めた。なお、シャルピー試験片のノッチ底における溶接金属と母材(溶接熱影響部)の比率が50%−50%になるように試験片を加工した。
【0028】
結果を表6に示す。記号1〜10は(1)式および(2)式を満たす本発明例であり、ルート部FLシャルピー試験および外面FLシャルピー試験において高い吸収エネルギーが得られた。
【0029】
記号1〜5についてはガスシールドアーク溶接が2電極以上の多電極溶接であり、第1電極に適用するワイヤ径が1.4mm以上で、電流密度が500A/mm2以上であり、表6に示すように外面溶接速度VOWを内面溶接速度VIWに対して大きく低下させずに板厚の60%以上の深い溶込みが得られた。
【0030】
一方、記号6〜8はガスシールドアーク溶接を1電極としており、外面溶接速度を内面溶接速度より30%以上低下させて深い溶込みを得た実施例である。また、記号9はガスシールドアーク溶接の第1電極のワイヤ径が1.2mmのため高電流での溶接ができず、記号1〜5に比べ溶込みが小さい実施例である。
【0031】
記号10はガスシールドアーク溶接の第1電極の電流密度が500A/mm2未満であり、記号1〜5に比べ溶込みが小さい実施例である。
【0032】
記号11〜13は(2)式を満たさず、ガスシールドアーク溶接の入熱が過大でルート部FLシャルピー試験において高い吸収エネルギーを得られなかった比較例である。また、記号14、15、17は外面サブマージアーク溶接の入熱が過小で(1)式を満たさず、アンダーカットが生じた。
【0033】
さらに記号16、18は外面サブマージアーク溶接の入熱が過大で(1)式を満たさず、外面FLシャルピー試験において高い吸収エネルギーを得られなかった。
【0034】
記号19〜21は(1)式および(2)式を満たし、さらに内面溶接を多電極サブマージアーク溶接としてその第1電極のワイヤ径を3.2mm以下とした本発明例であり、ルート部FLシャルピー試験、外面FLシャルピー試験および内面FLシャルピー試験において高い吸収エネルギーが得られた。 記号19〜21は内面サブマージアーク溶接の第1電極にワイヤ径3.2mm以下のワイヤを用いたので内面溶接速度が速くなっている。
【0035】
【表1】

【0036】
【表2】
【0037】
【表3】
【0038】
【表4】
【0039】
【表5】
【0040】
【表6】
【符号の説明】
【0041】
1 鋼板母材
2 外面Fusion Lineシャルピー試験片
3 シャルピー試験片ノッチ
4 溶接金属
5 Fusion Line
6 ルート部Fusion Lineシャルピー試験片
【技術分野】
【0001】
本発明は、板厚30mm以上の厚鋼板の溶接方法に関し、詳しくは、UOE鋼管、スパイラル鋼管などの大径鋼管の造管溶接に用いて好適なものに関する。
【背景技術】
【0002】
大径鋼管の造管溶接(シーム溶接)には2電極以上のサブマージアーク溶接が適用されている。パイプ生産能率向上の観点から鋼管の内面側を1パス、外面側を1パスで溶接する両面一層盛り溶接が一般的で、高能率な溶接施工がなされている(例えば特許文献1,2)。
【0003】
両面一層溶接では内面溶接金属と外面溶接金属が重なり未溶融部がないように十分な溶け込み深さを確保するため、1000A以上の大電流を適用して溶接を行うのが一般的で、能率と欠陥抑制を重視することで、溶接入熱が過剰となり、溶接部特に溶接熱影響部の靭性が劣化する問題がある。
【0004】
特許文献3には、溶接熱影響部の靭性劣化を防止するため、溶接入熱を低減する方法として、高電流密度でのサブマージアーク溶接方法が提案されている。
【0005】
特許文献4には、板厚30mmを超える肉厚の鋼板を溶接する際に溶接入熱を抑制するため多パス溶接とすることが提案されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平11−138266号公報
【特許文献2】特開平10−109171号公報
【特許文献3】特開2006−272377号公報
【特許文献4】特開平06−328255号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
大径鋼管のシーム溶接において溶接熱影響部の靭性劣化を抑制するためには、溶接入熱を低減することが効果的であることが知られている。しかしながら特許文献3記載の方法では一般的に板厚が15〜20mmの場合、入熱が3〜6kJ/mm程度の従来法と比べて低入熱化できるものの、板厚の大きな鋼材を溶接する際には入熱が高くなり、マイナス40℃レベルの靭性を求められる場合には溶接熱影響部の靭性を確保することができない場合があるという問題があった。また、高電流密度溶接は余盛が高くなる問題があり、例えば製管後にコーティングを施すような場合には切削の工程が必要となり能率が低下する。
【0008】
また、特許文献4記載の方法は上記問題を解決しうるものであるが、多パス溶接であるため生産能率が低下する問題があった。
【0009】
そこで、本発明は、内外面1層盛溶接で生産能率を損なうことなく、溶接入熱を従来より大きく低減し、溶接熱影響部で優れた靭性を得る厚鋼板の溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者らは、30mm以上の板厚の鋼材を対象として、内外面1層盛溶接の低入熱化の方法を種々検討した。その結果、ガスシールドアーク溶接とサブマージアーク溶接とを複合して使用し、さらにサブマージアーク溶接の入熱を適正な範囲に制御することにより、溶接入熱を従来より大きく低減し、溶接熱影響部で優れた靭性を得ることができることを見出した。
【0011】
本発明は、上述の知見に基づくものであり、その要旨は以下の通りである。
1.板厚30mm以上の鋼材を両面から溶接する厚鋼板の溶接方法であって、少なくとも一方の面の溶接は、多電極サブマージアーク溶接の第1電極の溶接方向前方にガスシールドアーク溶接の電極を配置して溶接を行い、前記多電極サブマージアーク溶接は、(1)式を満足する入熱、前記ガスシールドアーク溶接は(2)式を満足する入熱とすることを特徴とする厚鋼板の溶接方法。
【0012】
0.18t−3≦QS≦0.35t−5.5・・・・(1)
ここで、t:鋼材の板厚(mm)、QS:多電極サブマージアーク溶接の溶
接入熱(kJ/mm)
QG≦0.17t−1.5・・・・(2)
ここで、t:鋼材の板厚(mm)、QG:ガスシールドアーク溶接の溶接入
熱(kJ/mm)
2.ガスシールドアーク溶接が多電極溶接で、第1電極に適用するワイヤ径が1.4mm以上で、電流密度が500A/mm2以上であることを特徴とする1に記載の厚鋼板の溶接方法。
3.1記載の厚鋼板の溶接方法において、鋼材を両面から溶接する場合、一方がバッキング側溶接、他方がファイナル側溶接で、前記バッキング側溶接は多電極サブマージアーク溶接のみで溶接し、前記多電極サブマージアーク溶接の第1電極のワイヤ径は3.2mm以下で、前記ファイナル側溶接は、多電極サブマージアーク溶接とガスシールドアーク溶接で溶接することを特徴とする厚鋼板の溶接方法。
【発明の効果】
【0013】
本発明は、鋼板を内外面から溶接するにあたり、ガスシールドアーク溶接とサブマージアーク溶接とを複合させて使用し、さらにガスシールドアーク溶接ならびにサブマージアーク溶接の入熱を適正な範囲に制御するようにしたので、内外面1層盛溶接で生産能率を損なうことなく、溶接入熱を板厚方向に効果的に分散し、溶接熱影響部で優れた靭性を得ることが可能で、産業上極めて有用である。
【図面の簡単な説明】
【0014】
【図1】実施例に用いた開先形状を示す図。
【図2】実施例に用いたシャルピー衝撃試験片の採取位置とノッチ位置を説明する図で、(a)は採取位置:外面側、(b)は採取位置:内外面会合部、(c)は(b)のシャルピー衝撃試験片のノッチ位置を説明する図。
【発明を実施するための形態】
【0015】
本発明は、板厚30mm以上の鋼材を対象とし、鋼材を両面から溶接する際、少なくとも一方の面の溶接は、ガスシールドアーク溶接と多電極サブマージアーク溶接とを組合わせたハイブリッド溶接とする。以下の説明で、内面溶接はバッキング側の溶接、外面溶接はファイナル側の溶接とする。
【0016】
多電極サブマージアーク溶接では、会合部における溶け込み不足を回避しようとすると、入熱量が大きくなるので、溶け込みの深い溶接部が得られるガスシールドアーク溶接の電極を多電極サブマージアーク溶接の第1電極の溶接線方向前方に配置する。ガスシールドアーク溶接は単電極溶接でも多電極溶接でも良いが、多電極溶接の場合は、各電極が多電極サブマージアーク溶接の第1電極の溶接線方向前方に一列となるように配置する。
【0017】
板厚30mm以上の厚鋼板を溶接する場合、ハイブリッド溶接において多電極サブマージアーク溶接は、(1)式を満足する溶接入熱とする。
【0018】
0.18t−3≦QS≦0.35t−5.5・・・・(1)
ここで、t:鋼材の板厚(mm)、QS:多電極サブマージアーク溶接の溶
接入熱(kJ/mm)
多電極サブマージアーク溶接の溶接入熱QSが0.35t−5.5を超える場合、溶接熱影響部において組織が粗大化し靭性が劣化する。一方、QSが0.18t−3を下回る場合、アンダーカットが発生しやすい。
【0019】
ガスシールドアーク溶接の溶接入熱QGは、内面溶接と外面溶接との会合部における溶接熱影響部の靭性劣化を抑制するため小さくすることが有利で、(2)式を満足するように設定することが好ましい。
【0020】
QG≦0.17t−1.5・・・・(2)
ここで、t:鋼材の板厚(mm)、QG:ガスシールドアーク溶接の溶接入
熱(kJ/mm)
ガスシールドアーク溶接を多電極溶接とすると、単電極溶接の場合と比較して溶接速度を速くなり、製造能率を向上させて好ましい。
【0021】
なお、(1)式、(2)式で規定する溶接入熱は、両溶接法が多電極溶接の場合は、それぞれの溶接法における各電極での溶接入熱の総和とする。
【0022】
外面溶接を上記ハイブリッド溶接とし、内面溶接を多電極サブマージアーク溶接とし、その第1電極のワイヤ径を3.2mm以下とすることで、内面溶接の入熱を低減することができ、内面溶接の溶接熱影響部において優れた靭性が得られる。
【0023】
本発明の実施において、多電極サブマージアーク溶接の第1電極とガスシールドアーク溶接の電極間距離、ガスシールドアーク溶接のシールドガス組成、シールドガス流量、両溶接法の溶接ワイヤ径などは良好な溶接ビード外観が得られるように適宜設定する。
【0024】
但し、入熱を板厚方向に分散させるためにはガスシールドアーク溶接において深い溶け込みを得ることが必要で、高電流・高電流密度溶接が必要となる。深い溶け込みを得るには電流値をワイヤの断面積で除した電流密度が500A/mm2以上である必要があり、実用的にはワイヤ径が1.4mm以上なければ高電流での溶接ができない。好適な範囲は1.4mmから2.4mmの範囲である。
【0025】
本発明をUOE鋼管に適用して鋼管のシーム部の開先を両面から溶接する場合、一方の面は鋼管内面側のバッキング側溶接、他方が鋼管外面側のファイナル側溶接となり、まず、バッキング側溶接を第1電極のワイヤ径を好ましくは3.2mm以下、より好ましくは1.2mm〜2.4mmとする多電極サブマージアーク溶接のみで溶接し、その後、ファイナル側溶接を、多電極サブマージアーク溶接とガスシールドアーク溶接の上記ハイブリッド溶接で溶接する。
【実施例】
【0026】
表1に示す化学組成の板厚30.2mm、33.0mm、38.1mmの鋼板に、表2および図1に示す開先を加工し、表3に示す溶接条件で内面溶接(バッキング側の溶接)を実施した後、表4および表5に示す溶接条件で外面溶接(ファイナル側の溶接)を実施した。作製した継手について、ビード外観の調査を実施した。
【0027】
さらに、溶接熱影響部から採取した試料を用いてJIS Z 2242の金属材料衝撃試験方法に準拠してシャルピー衝撃試験を行い、溶接熱影響部の靭性を評価した。シャルピー衝撃試験片(JIS Z 3111に規定する4号試験片)の採取は、試験片のノッチの方向と板厚方向が平行となるように採取し、図2(a)に示すように、外面Fusion Line(以下、FLと表記)シャルピー試験片は外面溶接側の鋼板表面下7mmの位置がシャルピー試験片中央となるよう採取し、図2(b)に示すようにルート部FL シャルピー試験片は内面溶接と外面溶接の会合部がシャルピー試験片中央となるよう採取した。図2(c)はルート部FLシャルピー試験片のノッチ位置詳細を示す。
シャルピー試験は−30℃で3本実施し、シャルピー吸収エネルギーの平均値を求めた。なお、シャルピー試験片のノッチ底における溶接金属と母材(溶接熱影響部)の比率が50%−50%になるように試験片を加工した。
【0028】
結果を表6に示す。記号1〜10は(1)式および(2)式を満たす本発明例であり、ルート部FLシャルピー試験および外面FLシャルピー試験において高い吸収エネルギーが得られた。
【0029】
記号1〜5についてはガスシールドアーク溶接が2電極以上の多電極溶接であり、第1電極に適用するワイヤ径が1.4mm以上で、電流密度が500A/mm2以上であり、表6に示すように外面溶接速度VOWを内面溶接速度VIWに対して大きく低下させずに板厚の60%以上の深い溶込みが得られた。
【0030】
一方、記号6〜8はガスシールドアーク溶接を1電極としており、外面溶接速度を内面溶接速度より30%以上低下させて深い溶込みを得た実施例である。また、記号9はガスシールドアーク溶接の第1電極のワイヤ径が1.2mmのため高電流での溶接ができず、記号1〜5に比べ溶込みが小さい実施例である。
【0031】
記号10はガスシールドアーク溶接の第1電極の電流密度が500A/mm2未満であり、記号1〜5に比べ溶込みが小さい実施例である。
【0032】
記号11〜13は(2)式を満たさず、ガスシールドアーク溶接の入熱が過大でルート部FLシャルピー試験において高い吸収エネルギーを得られなかった比較例である。また、記号14、15、17は外面サブマージアーク溶接の入熱が過小で(1)式を満たさず、アンダーカットが生じた。
【0033】
さらに記号16、18は外面サブマージアーク溶接の入熱が過大で(1)式を満たさず、外面FLシャルピー試験において高い吸収エネルギーを得られなかった。
【0034】
記号19〜21は(1)式および(2)式を満たし、さらに内面溶接を多電極サブマージアーク溶接としてその第1電極のワイヤ径を3.2mm以下とした本発明例であり、ルート部FLシャルピー試験、外面FLシャルピー試験および内面FLシャルピー試験において高い吸収エネルギーが得られた。 記号19〜21は内面サブマージアーク溶接の第1電極にワイヤ径3.2mm以下のワイヤを用いたので内面溶接速度が速くなっている。
【0035】
【表1】
【0036】
【表2】
【0037】
【表3】
【0038】
【表4】
【0039】
【表5】
【0040】
【表6】
【符号の説明】
【0041】
1 鋼板母材
2 外面Fusion Lineシャルピー試験片
3 シャルピー試験片ノッチ
4 溶接金属
5 Fusion Line
6 ルート部Fusion Lineシャルピー試験片
【特許請求の範囲】
【請求項1】
板厚30mm以上の鋼材を両面から溶接する厚鋼板の溶接方法であって、少なくとも一方の面の溶接は、多電極サブマージアーク溶接の第1電極の溶接方向前方にガスシールドアーク溶接の電極を配置して溶接を行い、前記多電極サブマージアーク溶接は、(1)式を満足する入熱、前記ガスシールドアーク溶接は(2)式を満足する入熱とすることを特徴とする厚鋼板の溶接方法。
0.18t−3≦QS≦0.35t−5.5・・・・(1)
ここで、t:鋼材の板厚(mm)、QS:多電極サブマージアーク溶接の溶接
入熱(kJ/mm)
QG≦0.17t−1.5・・・・(2)
ここで、t:鋼材の板厚(mm)、QG:ガスシールドアーク溶接の溶接入熱 (kJ/mm)
【請求項2】
ガスシールドアーク溶接が多電極溶接で、第1電極に適用するワイヤ径が1.4mm以上で、電流密度が500A/mm2以上であることを特徴とする請求項1に記載の厚鋼板の溶接方法。
【請求項3】
請求項1記載の厚鋼板の溶接方法において、鋼材を両面から溶接する場合、一方がバッキング側溶接、他方がファイナル側溶接で、前記バッキング側溶接は多電極サブマージアーク溶接のみで溶接し、前記多電極サブマージアーク溶接の第1電極のワイヤ径は3.2mm以下で、前記ファイナル側溶接は、多電極サブマージアーク溶接とガスシールドアーク溶接で溶接することを特徴とする厚鋼板の溶接方法。
【請求項1】
板厚30mm以上の鋼材を両面から溶接する厚鋼板の溶接方法であって、少なくとも一方の面の溶接は、多電極サブマージアーク溶接の第1電極の溶接方向前方にガスシールドアーク溶接の電極を配置して溶接を行い、前記多電極サブマージアーク溶接は、(1)式を満足する入熱、前記ガスシールドアーク溶接は(2)式を満足する入熱とすることを特徴とする厚鋼板の溶接方法。
0.18t−3≦QS≦0.35t−5.5・・・・(1)
ここで、t:鋼材の板厚(mm)、QS:多電極サブマージアーク溶接の溶接
入熱(kJ/mm)
QG≦0.17t−1.5・・・・(2)
ここで、t:鋼材の板厚(mm)、QG:ガスシールドアーク溶接の溶接入熱 (kJ/mm)
【請求項2】
ガスシールドアーク溶接が多電極溶接で、第1電極に適用するワイヤ径が1.4mm以上で、電流密度が500A/mm2以上であることを特徴とする請求項1に記載の厚鋼板の溶接方法。
【請求項3】
請求項1記載の厚鋼板の溶接方法において、鋼材を両面から溶接する場合、一方がバッキング側溶接、他方がファイナル側溶接で、前記バッキング側溶接は多電極サブマージアーク溶接のみで溶接し、前記多電極サブマージアーク溶接の第1電極のワイヤ径は3.2mm以下で、前記ファイナル側溶接は、多電極サブマージアーク溶接とガスシールドアーク溶接で溶接することを特徴とする厚鋼板の溶接方法。
【図1】

【図2】
【図2】
【公開番号】特開2010−221297(P2010−221297A)
【公開日】平成22年10月7日(2010.10.7)
【国際特許分類】
【出願番号】特願2010−38571(P2010−38571)
【出願日】平成22年2月24日(2010.2.24)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成22年10月7日(2010.10.7)
【国際特許分類】
【出願日】平成22年2月24日(2010.2.24)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]