
原子力発電プラント用炉心シュラウドの製造方法及び原子力発電プラント構造物
【課題】
本発明は、原子力発電プラントの溶接構造を有する炉心シュラウドをレーザ溶接で製造する場合に、開先部の組み立てが容易で、かつ、溶接部の凝固収縮に伴う、塑性変形領域及び残留応力が極力小さい溶接継手部が得られる原子力プラント用炉心シュラウドの製造方法及び原子力発電プラント構造物を提供するにある。
【解決手段】
炉心シュラウドを構成する複数の部材の突き合せ部を溶接するにあたり、突き合せ部には、ルート面を設け、かつルート面の長さを、前記複数の部材の突き合せ部の薄い方の板厚の25%から95%とし、ルート面以外には狭開先を設け、溶接ワイヤを用いたレーザ溶接により前記突き合せ部を溶接することを特徴とする。
本発明は、原子力発電プラントの溶接構造を有する炉心シュラウドをレーザ溶接で製造する場合に、開先部の組み立てが容易で、かつ、溶接部の凝固収縮に伴う、塑性変形領域及び残留応力が極力小さい溶接継手部が得られる原子力プラント用炉心シュラウドの製造方法及び原子力発電プラント構造物を提供するにある。
【解決手段】
炉心シュラウドを構成する複数の部材の突き合せ部を溶接するにあたり、突き合せ部には、ルート面を設け、かつルート面の長さを、前記複数の部材の突き合せ部の薄い方の板厚の25%から95%とし、ルート面以外には狭開先を設け、溶接ワイヤを用いたレーザ溶接により前記突き合せ部を溶接することを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、原子力発電プラントの炉心シュラウドの製造方法に関するものであり、特に、レーザ溶接により製造されるのに好適な溶接構造を有する原子力プラント用炉心シュラウドの製造方法及び原子力発電プラント構造物に関する。
【背景技術】
【0002】
原子力発電プラントでは高温高圧水を使用するとともに高い信頼性を要求される。従って、経年変化事象、特に応力腐食割れの防止のため、原子力発電プラントは構造物に応力腐食割れ発生の原因となる引張応力や加工歪等による残留応力の発生を極力抑制する方法で製造される。
【0003】
特許文献1には、原子力構造物を溶接対象とし、ルートフェースを持った狭開先溶接方法において、開先底面側の溶接部の残留応力を圧縮応力または小さな引張応力にする方法が開示されている。特に、ルートフェースを持った狭開先溶接方法及び溶接構造物並びにその溶接装置に関し、溶接法としてアーク溶接法を用い、開先底部の裏面側に裏ビードを形成する初層裏波溶接工程と、初層裏波溶接工程後に、特定の積層ビード高さまで、第1の入熱範囲で積層溶接する工程と、残りの部分を第2の入熱範囲で溶接する工程を備えることを特徴とした開先継手の残留応力を圧縮に改善する方法が開示されている。
【0004】
特許文献2には、原子力用極厚板の溶接方法に関し、低入熱溶接するルート面とアーク溶接で積層溶接する開先部を有する継手形状が開示されている。特に、可能な範囲を低入熱溶接で溶接し、残部をアーク溶接で溶接する極厚鋼の溶接方法が記載されている。
【0005】
特許文献3及び4には、狭開先を、レーザ溶接を用いて積層溶接する方法及び開先形状が開示されている。特許文献3には、被溶接部を狭い開先幅に設定し、フィラーワイヤを供給しつつレーザビームを前記狭い開先内に照射し、フィラーワイヤをレーザビームで溶融し、積層溶接する狭開先レーザ溶接方法が開示されている。
【0006】
特許文献4にレーザを用いて金属同士を溶接する方法及び液化ガスタンクの製造方法として、溶接対象部材同士の突き合せ部には狭開先を設けるとともに前記開先の底部には曲率を設け、かつ突き合せ部には1mm〜5mmのルートフェースを設け、溶接ビード層を積層する際には、前記溶接ビード層を構成する溶接金属の溶込み幅に対する溶込み深さの比を所定の範囲(1以上、1.4以下)とする溶接方法が開示されている。
【0007】
【特許文献1】特開2007−21516号公報
【特許文献2】特開昭58−151988号公報
【特許文献3】特開平9−201687号公報
【特許文献4】特開2007−190568号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
上記特許文献1は、片面溶接により開先底部の裏面側の残留応力を圧縮に改善するには有効であるが、開先底部の開先突き合せ面のルートフェースは約1〜2.5mmと小さいので、炉心シュラウドのような厚板大型溶接構造物の組み立て時には多量の拘束ジグ並びに架台等を用い構造物を保持して溶接開先組み立て作業を行う必要があり、非常に労力を必要とする。またこのような組立作業では、構造物に応力腐食割れ発生の原因となる損傷を与えやすくなる。さらに、開先上部積層溶接は、裏面側の残留応力の引張側への移行を抑えるため低入熱で溶接する必要があるので、溶接の能率が低い。
【0009】
上記特許文献2の溶接方法は、極厚板の溶接において溶接収縮量を低減させるには有効であるが、残部を従来のアーク溶接で溶接するので、残部が多い場合には開先の溶接収縮の低減効果が小さい。その結果、溶接部の残留応力の低減効果が充分でない可能性がある。
【0010】
特許文献3及び4は、溶接の作業効率を図るためには有効な方法であるが、特許文献1の場合と同様に、発電プラントの炉心シュラウドのような大型構造物を溶接を用いて作製する場合の開先部の組立作業を容易にする開先形状が考慮されていないので、溶接作業の組立作業に非常に労力を必要とすると共に、構造物に応力腐食割れ発生の原因となる損傷を与えやすい。また、溶接により接合する板厚に対し、フィラーワイヤを供給しつつ積層溶接する開先溝部の深さが大きいので、溶接部に高い引張の残留応力を生ずる。
【0011】
本発明は、上記に鑑みてなされたものであり、溶接構造を有する炉心シュラウドをレーザ溶接で製造する場合に、開先部の組み立てが容易で、かつ、溶接部の凝固収縮に伴う、塑性変形領域及び残留応力が極力小さい溶接継手部が得られる原子力発電プラント用炉心シュラウドの製造方法及び原子力発電プラント構造物を提供することにある。
【課題を解決するための手段】
【0012】
上記目的を達成するための本願発明は、原子力プラントの炉心シュラウドの製造方法であって、突き合せ溶接部を溶接する場合に、少なくとも一部にルート面を設けた狭開先を用いてレーザ溶接することにある。複数の部材を突き合せて一部にルート面を有する狭開先とし、突き合せ部の片面または両面からルート面をレーザにより完全溶込み溶接させ、その後狭開先部を積層溶接する。ルート面の溶接では、細く長い深溶込みビードとする。狭開先の積層溶接では溶接ワイヤを用いる。ルート面の範囲を広くして、突き合せ配置を容易とするとともに、狭開先とすることにより溶接ひずみを低減する。
【0013】
特に、本発明の原子力プラント用炉心シュラウドの製造方法は、前記原子力プラント用炉心シュラウドを構成する複数の部材の突き合せ部を溶接するにあたり、前記突き合せ部には、ルート面を設け、かつルート面の長さを、前記金属部材の突き合せ部の薄い方の板厚の25%から95%とし、ルート面以外には狭開先を設け、溶接ワイヤを用いたレーザ溶接により前記突き合せ部を溶接することを特徴とする。
【0014】
開先は、底部の幅が1mm〜4mm、開先の角度が1°〜7°の狭開先である。開先底部の端部には曲率を設けるため、開先底部の幅は開先両側面の延長線と開先底部の延長線の交点間から特定できる。ルート面には、複数の金属部材どうしを正確に組み合せるための段差或いは凹凸等が設けられる。
【0015】
溶接時には、溶融部およびその近傍を保護するシールドガスを用いる。シールドガスとしては窒素ガスが好適である。窒素ガスを用いる場合には、溶接ワイヤとしてワイヤ成分から算出されるフェライト量を14%〜20%含むオーステナイト系ステンレス鋼ワイヤを用いる。特に、原子炉内の冷却水と接する積層溶接部では上記のワイヤを用いることが好ましい。
【発明の効果】
【0016】
本発明の炉心シュラウドの製造方法によれば、複数の部材を組み合せて構成される突き合せ部の溶接開先の組み立てが容易、かつ高精度に形成できるので、製造時間の短縮が可能となると共に、組み立て時に生じやすい炉体表面への損傷を極力低減することが出来、原子力発電プラントの製造に有効である。
【発明を実施するための最良の形態】
【0017】
上述のように、原子力発電プラントでは、高温高圧水を使用するので、主要機器には耐食性の優れたオーステナイト系ステンレス鋼が用いられている。また、原子力プラント主要機器は、高温高圧水中環境下で使用されるため、応力割れ等経年変化事象の発生が懸念される。
【0018】
応力腐食割れは、材料因子,応力因子,環境因子の3因子が重畳して発生すると考えられている。このため、原子力プラント構造物の製作に当っては、この応力因子を極力排除し、構造物に応力腐食割れ発生の原因となる引張応力や加工歪が、構造物の表面並びに接合部に極力残留しないように留意する必要がある。引張応力や加工ひずみは、機械加工時や組み立て時に外力により応力が加わり硬化や変形が生じた場合や溶接によって溶融した金属が凝固時の収縮過程で発生する応力等により生ずる。このため、機械加工後には表面を研磨し、機械加工による加工変質層を除去する作業が行われている。
【0019】
また、溶接開先の組み合せ及び溶接作業等は、構造部材には損傷を与えないように最善の注意を払いながら、拘束ジグ,架台等を用い、部材を拘束して行われているが、非常に多くの労力を必要としており、溶接開先の形成が容易で、かつ残留応力の低い溶接部が得られる溶接開先形状ならびに溶接施工法が望まれている。
【0020】
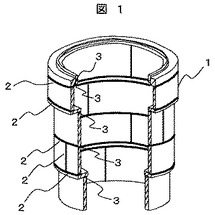
原子力発電プラント構造物の主要機器である炉心シュラウドは図1に示すように円筒状の構造物であり、鋳造或いは鍛造等により作製した厚さ30mm以上の部材1を突き合せ溶接線2の部分を溶接することによりつなぎ合わせて作製される。溶接はV型開先あるいは「狭開先」と呼ばれる開先を接合部に形成し、開先部をアーク溶接により、多層肉盛溶接して埋める方法で行っている。
【0021】
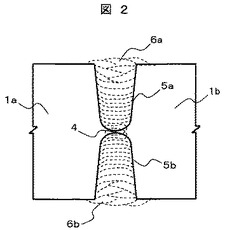
図2に従来の一例を示す。開先には接合される部材1同士を合わせるためのルートフェース4と呼ばれる突き合せ面が形成され、このルート面をアークにより完全溶融させた後、開先溝部5は肉盛多層溶接により溶接金属6で埋められる。このルートフェース面は、完全溶融し易いように1mm〜2.5mmの範囲に形成されており、また、狭開先の溝5の底部の幅は5mm〜10mmが用いられている。
【0022】
一方、本発明の原子力プラント用炉心シュラウドの製造方法は、上記の従来例の突き合せ部形状を変更し、レーザ溶接により溶接したことを特徴とする。具体的には、原子力プラント用炉心シュラウドを構成する複数の部材の突き合せ部を溶接するにあたり、前記突き合せ部にルート面を設け、ルート面以外には狭開先を設け、かつルート面の長さを前記金属部材の突き合せ部の薄い方の板厚の25%から95%とし、前記突き合せ部を、溶接ワイヤを用いたレーザ溶接により溶接する。狭開先は、開先底部の端部に曲率を有し、開先両側面の延長線と開先底部の延長線の交点間からなる開先底部の幅が1mm〜4mmであり、かつ前記開先両側面で形成される開先の角度が1°〜7°とする。原子力発電プラント構造物は、高い信頼性を必要とするため、高精度の加工・組み立てが要求される。突き合せ部に設けられたルート面には、前記複数の部材どうしを正確に組み合せるための段差或いは凹凸等を形成してもよい。
【0023】
炉心シュラウドを構成する複数の部材の突き合せ部における溶接開先のルート面の長さを金属部材の突き合せ部の薄い方の板厚の25%から95%にすることにより、溶接開先の組み立てが容易となり、多くの拘束ジグ及び架台の必要が無くなるため、作業時間が短縮されると共に、組み立て及び溶接作業時における炉体への損傷が懸念される作業付加が低減される。また、複数の部材を正確に合わせるための段差或いは凹凸等あわせ基準のルート面へ形成が容易となり、部材の組み立て精度が向上する。ルート面は、片側或いは両面から溶接し、突き合せ部を完全溶融させる必要があるが、エネルギー密度の高いレーザ溶接を用い、細く長い深溶込みビードとすることで、ルート面を片側或いは両面から完全溶込み溶接することが出来る。
【0024】
溶接は、ルート面を突き合せ,ルート面に形成された段差或いは凹凸等を合わせ基準として溶接開先を形成する工程,片面及び両面からルート面を完全溶込み溶接する工程,その後オーステナイト系ステンレス鋼溶接ワイヤを添加しながら狭開先部を積層溶接する工程を有する。このように溶接された溶接部は、板厚の25%から95%の部分に、片面或いは両面からレーザ溶接を用いて溶接された細く長い深溶込みビード部分(第1の溶接金属部分),溶接ワイヤを用いて積層溶接された部分(第2の溶接金属部分)を有する。
【0025】
特に、本発明による原子力発電プラント用炉心シュラウドの製造方法は、溶接ワイヤを用いたレーザ溶接において、溶融部およびその近傍を保護するシールドガスに窒素ガスを用い、かつ溶接ワイヤはワイヤ成分から算出されるフェライト量を14%〜20%含むオーステナイト系ステンレス鋼ワイヤを用いることが好ましい。また、本発明の溶接構造物の前記第1及び第2の溶接金属部には、溶接金属部の溶接金属中に質量割合で500〜1000ppmの窒素が含有されている。
【0026】
前記突き合せ部のルート面の長さが100%でも、大出力のレーザ溶接機を用いれば溶接は可能であるが、炉心シュラウドの構成材料であるオーステナイト系ステンレス鋼をレーザ溶接する場合には、溶接欠陥を防止するために溶融部およびその近傍を保護するシールドガスに窒素ガスを用いる必要がある。しかし、オーステナイト系ステンレス鋼を、窒素ガスを用いてレーザ溶接すると、溶接部に窒素が質量割合で500〜1000ppm吸収されるので、溶接金属部のフェライト量が5%未満となり、耐応力腐食割れの点から好ましくない。このため、少なくとも炉水と接触する側の面は、フェライト量5%以上の溶接金属で埋め戻された部分を設けることが好ましい。
【0027】
この溶接継手部は、応力割れ等経年変化事象の発生を抑制するため、少なくとも炉水と接する側の溶接金属は、オーステナイト組織中に面積あるいは体積比で5%〜14%のフェライトを含んでいる必要がある。
【0028】
窒素ガスをシールドガスとしたレーザ溶接においては、溶接ワイヤにワイヤ成分から算出されるフェライト量を14%〜20%含むオーステナイト系ステンレス鋼ワイヤを用いることにより、所定のフェライト量を確保できる。その結果、炉心シュラウドを含むオーステナイト系ステンレス鋼で構成される原子力プラント機器の溶接部のフェライト量は、耐応力腐食割れ抑制の点から5%〜14%を必要とするが、炉体表面近傍の溶接金属のフェライト量が5%以上確保でき、溶接部の残留応力の低減並びに溶接部近傍の塑性変形を受けた領域並びに加工変形量を低減できるので、実機稼動における経年劣化事象である応力腐食割れの発生を抑制でき、長寿命化に寄与する。
【0029】
前記表面近傍の埋め戻しは、溝状の開先を形成して実現されるが、炉心シュラウドの溶接部は、経年劣化の点から、引張残留応力が極力小さく、また、溶接金属の凝固収縮で溶接金属部近傍の部材に生ずる塑性変形を受けた領域が極力小さいのが望ましい。好ましくは、溶接金属部近傍の溶接金属の凝固収縮により塑性変形を受けた部分の幅は1mm以下が望ましい。
【0030】
前記埋め戻された積層溶接部分は、仮に表面にひび割れが生じた場合におけるひび割れの進展抑制を考慮すると少なくとも板厚の5%以上とすることが望ましい。また、複数部材で構成される溶接開先の組み合せ作業を考慮すると、経験上からルート面の長さは板厚の1/4以上とすることが望ましい。このため、ルートフェースの長さは板厚の25%以上で、且つ95%以下とする必要がある。
【0031】
また、炉心シュラウドのような大型構造物の組み立てにおいては、高精度に加工しても、組み立て時に若干の傾き等の補正をする必要が生ずる場合があるが、金属部材の突き合せ部に開先溝部がある方が、補正作業が容易となる。前記溝状の開先は、開先底部の端部に曲率を有し、開先両側面の延長線と開先底部の延長線の交点間からなる開先底部の幅が1mm〜4mmであり、かつ前記開先両側面で形成される開先の角度が1°〜10°の開先とするのが望ましい。
【実施例1】
【0032】
図3に本実施例の溶接構造物の形状を示す。炉心シュラウドは円筒形の部材1をつなぎ合わせて作製され、図1に示す形状をしている。各部材1は、鋳造或いは鍛造で一括製作、又は部材を溶接によりつなぎ合わせて作製される。板厚は材料/部位などにより異なるが、40〜60mm厚の部分が多い。本実施例では、図3に示す円筒形の部材1aと部材1bとの突き合せ溶接を行った。円筒部材1a,1bは直径約6m、板厚50mmのオーステナイト系ステンレス鋼SUS316L材である。
【0033】
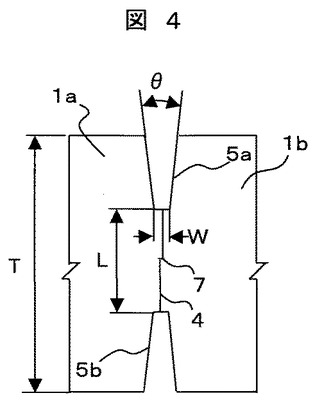
図4に突き合せ部8に形成した溶接開先の断面形状を示す。溶接開先は部材1aと1bを突き合せて形成される。溶接開先の中央部には、お互いの部材表面を合わせたルートフェース4が形成されており、その両側に開先溝部5が形成されている。ルートフェースの長さLは、20mmとした。これは、本実施例で用いたレーザ出力で、ルートフェースの突き合せ面が両面から溶接して完全に溶融できる長さである。板厚Tに対するルートフェース部の長さLは40%である。
【0034】
また、ルートフェース4には両部材を正確に併せるためのインローと呼ばれる段差7が形成されている。インロー7の段差は0.5mmである。インローの段差は合わせ作業がし易く、また、レーザ溶接により完全に溶融される高さとする必要があるので、インローの段差或いは凹凸の深さは0.3mm〜1.0mmが望ましい。また、一箇所に限定されるものでなく、複数形成しても良い。
【0035】
ルートフェース4に形成された両部材を正確に併せるためのインローと呼ばれる段差7は、本実施例では、ルートフェースの長さ方向の中央部に形成したが、この位置は限定されるものではなく、上方或いは下方に形成しても良い。ただし、前記したようにルートフェースの突き合せ部及びインロー部は、完全に溶融させる必要がある。一方、レーザ溶接部の溶込み形状は逆三角形状の形状を示すため、開先溝底部近傍が最も溶込み幅が広い。そのため、インローの形成位置は、好ましくは、開先溝底部に近い位置が望ましい。
【0036】
ルートフェース4部分以外の開先溝部5a,5bは、開先底幅Wが3mm、開先角度θが5°の狭開先である。開先の底幅Wは開先両側面の延長線と開先底部の延長線との交点間の距離である。なお、開先底面の端部は曲率を有している。開先底面端部の曲率は、曲率が小さいと底面端部に生じやすい融合不良等の溶接欠陥発生の抑止効果がない。また、曲率が大きすぎると、レーザ溶接でルートフェース4の突き合せ部を完全溶込み溶接する場合の溶込み深さに影響を及ぼす。このため、開先底面端部の曲率は、半径0.3mm〜1.0mm程度とすることが望ましい。
【0037】
溶融溶接の場合、溶接金属の周囲の熱影響部と呼ばれている母材部分は、溶融凝固時に部材(母材)が引張られ、塑性変形を生ずる。この塑性変形を受けた領域は加工歪が残っている。また、引張の残留応力生ずるので、耐応力腐食の点から、部材1aと部材1bで形成される狭開先の開先溝部5の開先底幅Wは、極力狭い方が望ましい。
【0038】
しかし、開先底幅が1mm未満であると、ルートフェース4を溶融するためのレーザ光の導光に影響を及ぼすと共に、溶込み深さが減少し、ルートフェース4の完全溶融が困難となり易い。反対に4mmを超えると、溶接ワイヤを添加しながらの積層溶接時に開先壁面に融合不良を生じやすくなる。このため、開先底幅Wは1mm〜4mmが望ましい。開先角度θは、レーザ光の開先内の導光および、溶接金属の凝固収縮に伴う開先部の変形等を考慮すると、1°〜7°が望ましい。
【0039】
溶接構造物の製作において、溶接開先組み作業は、構造物の品質を左右するので非常に重要である。本実施例の開先では、ルートフェース部が板厚比25%以上であり、また、ルートフェース面には部材1aと部材1bを正確に合わせるためのインローが形成されているので、溶接開先組み作業が容易となる。特に、本実施例のように、部材1aの上に部材1bを重ねて、溶接開先を形成する場合には、ルートフェース部が長いと部材を重ねた状態で、合わせ位置調整及び傾き補正等ができるので、組み立て及び拘束用ジグ並びに架台等の設置を簡素化が可能となり、部材に傷等の損傷を与えるリスクが軽減される。
【0040】
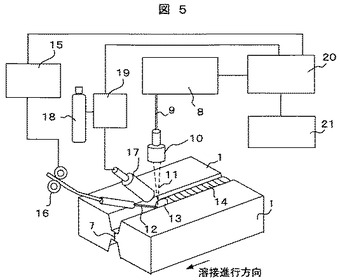
図5に本実施例の溶接装置の構成図を示す。レーザ発振器から発振されたレーザ光は光ファイバー9により伝送され加工ヘッド10に送られる。加工ヘッド10でレンズにより集光され、集光レーザビーム11は部材1aと1bにより形成された開先内に照射され、部材1及び溶接ワイヤ12を溶融し、溶融プール13形成しながら溶接を行い溶接ビード14が形成される。溶接ワイヤ12はワイヤ送給制御装置15によって制御されるワイヤ送給装置16によって、溶接方向前方から溶融プール13内に送給される。溶融プール13及びその近傍は、シールドガスノズル17から噴出されたシールドガスによりシールドされる。シールドガスはガスボンベ18からガス量制御装置19を通してシールドガスノズル17に供給される。レーザ発振器,ワイヤ送給装置16,ガス量制御装置19及び部材1を回転させるポジショナー21は溶接制御装置20に接続されており、レーザ出力,溶接速度及びワイヤ送給速度等の溶接条件並びに動作タイミング等が制御され溶接が行われる。
【0041】
溶接される図3の形状の部材は、図示していないが溶接ポジショナー21に乗っており、回転し、円周溶接が出来るように構成されている。また、溶接は横向き姿勢で図4の開先を両面から溶接した。図5の、本実施例の溶接装置の構成図では、加工ヘッド10,シールドガスノズル17,ワイヤ送給装置16等の溶接装置は1組しか図示されていないが、同様な構成の設備が反対の面にも設置されており、レーザ発振器から出力されたレーザ光を切り替え、表面方向及び裏面方向から交互に溶接を行った。本実施例の溶接対象部材は円筒物なので、表面方向が外側,裏面方向が内側である。
【0042】
レーザ発振器は、波長1030nmのレーザ光を発振させるディスクレーザ装置を用いた。レーザはCO2レーザのように発振波長の長いレーザの場合、溶接装置が大型となると共に、プラズマが発生しやすいため溶接部に欠陥を生じやすいので、本発明の対象部品である原子力プラント機器の溶接に対しては、設備の小型化が可能で、高品質の溶接部が得られ易いYAGレーザ,半導体レーザ,ファイバーレーザ,ディスクレーザ等のファイバー伝送が可能な波長が1μm程度のレーザを用いるのが好ましい。また、溶接ワイヤ送給装置16には抵抗発熱等により加熱手段を付加し、加熱された溶接ワイヤを送給する設備を用いても良い。
【0043】
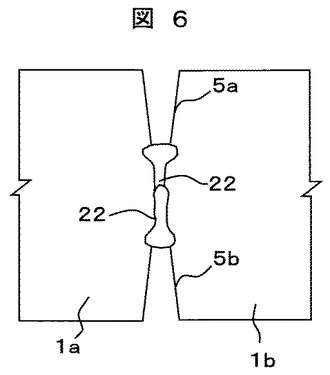
溶接は、図4の形状に開先組み立てを行った後、外側から開先溝部5aの底部の中心に集光されたレーザ光11を照射し、図6に示すような細く長い形状の溶込み22を形成し、ルートフェース4の接合された面の約60%から70%を溶融接合させ、次に反対側の内側から同様な方法でルートフェース部にルートフェース長さLの60%から70%長さの細く長い形状の溶込み22を形成させ、外側から形成した溶込みビードと内側から形成した溶込みビードをルートフェースの中央付近でラップさせるようにして、ルートフェースの部材の突き合せ部を完全溶融接合させる。なお、本実施例では、溶込み部の組織改善のため、溶接ワイヤを供給しながらルートフェース部の溶接を行ったが、溶接ワイヤを供給しないで、レーザ光照射のみで溶接してもかまわない。また、本発明の実施例では、ルートフェース部を両面から溶接したが、片面から溶接して完全溶融接合させてもよい。
【0044】
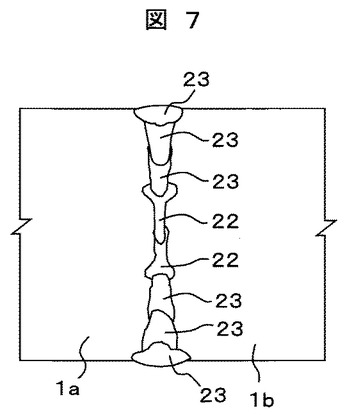
ルートフェース部を溶接後、狭開先内に溶接ワイヤ12を送給し、レーザ光でワイヤを溶融させて開先を埋める方法により、部材と部材を溶融接合させる。この開先溝部の溶接は、溶接ワイヤ及び部材の溶融により形成された積層溶接金属23の積層を繰り返すことにより行い、図7のような溶接部が形成される。この積層は、外側の開先溝部と内側の開先溝部の積層溶接を交互に繰り返して溶接を行っても、どちらか片方の開先溝部の積層を終了した後に、もう一方の開先溝部の積層溶接を行っても良い。溶接変形の点から、好ましくは、内側と外側の積層溶接を交互に行うのが望ましい。本実施例の溶接継手の溶接は、レーザ出力4〜8kW,溶接速度0.2m/min〜0.5m/minの条件で行った。また、レーザ光の焦点位置は、ルートフェースの溶接は、開先溝部の底面とし、開先溝部の積層溶接の場合には、前層の積層溶接ビード表面の上方、3mm〜30mmとした。
【0045】
ルートフェース及び開先溝部の溶接とも、溶融部及びその近傍を保護するシールドガスは窒素ガスを用いた。シールドガスに溶接金属に固溶されやすい窒素ガスを用いることにより溶接金属中に発生するポロシティと呼ばれる気孔の発生を防止することが出来る。溶接ワイヤを多量に溶融させて形成された積層溶接金属部の窒素含有量は500〜1000ppmとなる。
【0046】
一方、オーステナイトステンレス鋼に中に固溶された窒素原子はオーステナイト生成元素として作用する。通常のアーク溶接で使用されている溶接ワイヤを用いて溶接した場合には、溶接金属中のフェライト量が大幅に減少し、原子力プラント機器の応力腐食割れ抑制のために必要な管理基準のフェライト量5%以上を確保できない。
【0047】
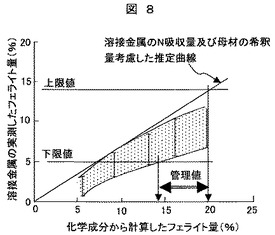
図8に化学成分から算出した溶接金属のフェライト量とその溶接ワイヤを用いてシールドガスに窒素ガスを用いて開先溝部の積層溶接を行って形成されて溶接金属中の窒素量との関係図を示す。化学成分からのフェライト量は下記の式により算出した。
【0048】
フェライト量(%)=−30.65+3.49(Cr+Mo+1.5Si)
−2.5[Ni+30(C+N)+0.5Mn]
【0049】
実測した溶接金属部のフェライト量は、溶接時に溶融される部材の希釈及び溶接金属部への含有が推定されるN量を考慮して算出した推定曲線よりいずれも実測値は小さい。これは、レーザ溶接部の溶接金属は冷却速度が比較的に速いことが起因しているものと考えられる。溶接金属部のフェライト量5%以上を確保するためには、化学成分から算出したフェライト量が14%以上の溶接ワイヤを用いる必要がある。また、フェライト量が多すぎると溶接割れを生じやすくなることから、溶接金属中のフェライト量の上限は14%を目安としている。実測値はいずれも、推定曲線より低いので、推定曲線から得られる値を上限値とすると、溶接ワイヤ組成のフェライト量の上限は20%となる。
【0050】
このため、窒素ガスをシールドガスとしてオーステナイト系ステンレス鋼を溶接する場合の溶接ワイヤとしては、材料成分から算出するフェライト量が14%〜20%の範囲を有する組成の溶接ワイヤを用いる必要がある。
【0051】
表1に本発明の実施例で使用した部材と溶接ワイヤの組成を示す。溶接ワイヤのフェライト量の計算値は17.7%である。本組成のワイヤを用いて溶接した開先溝部の溶接金属のフェライト量は7%〜12%であった。なお、溶接部のフェライト量は溶接継手部の断面組織から求めた。
【0052】
【表1】

【0053】
オーステナイト系ステンレス鋼の溶接ワイヤの組成の管理は、組成から算出されるCr当量とNi当量の比で管理される場合もあるが、材料組成から算出されるフェライト量14%〜20%が得られるCr当量/Ni当量の範囲は、下記の式によりCr当量及びNi当量を計算する場合には1.9〜2.2の範囲の組成とすることが望ましい。
【0054】
Cr当量:Cr+1.37×Mo+1.5×Si+2×Nb+3×Ti
Ni当量:Ni+0.31×Mn+22×C+14.2×N+Cu
ちなみに、表1の溶接ワイヤのCr当量/Ni当量は2.08である。
【0055】
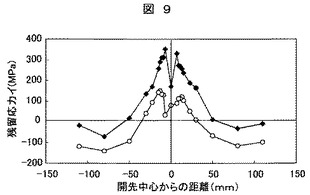
図9は本発明実施例の溶接施工後の部材の溶接継手表面の残留応力測定結果である。残留応力はX線残留応力測定装置を用いて測定した。●印は比較のための、図2の開先を用いて従来技術により溶接した溶接継手部の残留応力の測定,○印は本発明の製造方法で作製した溶接継手の残留応力の測定結果である。本発明の製造方法を用いて施工した溶接継手の最大残留応力は約170MPaであり、従来技術(360MPa)に比べ、約1/2であり、溶接部の残留応力が大幅に低減されている。
【0056】
また、溶接近傍の部材には、溶接金属の凝固収縮により生ずる塑性変形領域が生ずるが、その塑性変形領域幅の大小の指標となる溶接開先部の板厚と直行方向の収縮量を測定した結果、本発明の実施例の収縮量は約1mmであり、図2の開先で施工した従来技術での収縮量、約6mmに比べ大幅に小さく、溶接金属周辺の塑性変形受けた領域も大幅に狭小化されている。
【0057】
このように、本発明の製造方法を用いることにより、溶接金属はフェライトを5%以上含むオーステナイト組織が得られ、かつ、凝固収縮による塑性変形を受けた領域が狭く、さらに圧縮残留応力の低減された溶接継手を有する溶接構造物が得られる。
【0058】
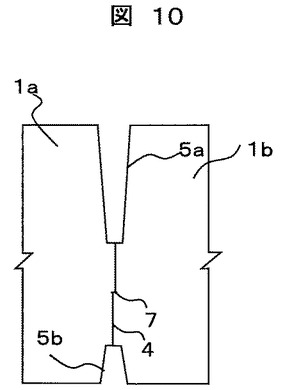
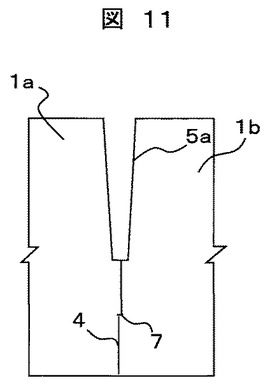
本発明の実施例では、溶接開先のルートフェース部は板厚中心部に形成したが、図10のように、表面側或いは裏面側のどちらかにずらして形成しても良い。また、図11のように開先の表面側或いは裏面側のどちらか一方によせて形成しても良い。この場合、開先溝部は、冷却水と接する側とすることが好ましい。また、本発明の実施例では円筒物の円周溶接に適用した結果について説明したが、本発明の製造方法は、これに限定されるものでない。
【0059】
本実施例では、原子力プラントのシュラウドの製造での適用例について説明したが、本発明の製造方法は、オーステナイト系ステンレス鋼を用いた原子力プラント構造物全般に適用可能である。
【産業上の利用可能性】
【0060】
本発明により、原子力発電プラント用炉心シュラウドの溶接作業工数の低減が図られると共に、炉体表面の損傷や溶接継手部の残留応力による応力腐食割れの発生が抑制された高品質な炉心シュラウドの製造が可能となった。また、本発明は構成部品がオーステナイト系ステンレス鋼からなる原子力発電プラント構造物に対して適用するのに好適である。
【図面の簡単な説明】
【0061】
【図1】炉心シュラウドの概略構成図。
【図2】従来法の溶接開先の一例の断面図。
【図3】本発明の実施例の円筒構造物の概要図。
【図4】本発明実施例の溶接開先の断面図。
【図5】本発明実施例の溶接装置の構成図。
【図6】本発明実施例のルートフェース部の溶接終了後の溶接継手部の断面図。
【図7】本発明実施例の溶接後の溶接継手部の断面図。
【図8】化学成分から計算した値と実測した溶接金属のフェライト量との関係図。
【図9】本発明実施例の溶接継手部の残留応力の測定結果。
【図10】本発明実施例の他の形状の溶接開先の断面図。
【図11】本発明実施例の他の形状の溶接開先の断面図。
【符号の説明】
【0062】
1 部材
2 溶接線
3 溶接部
4 ルートフェース
5a,5b 開先溝部
6 溶接金属
7 インロー
8 突き合せ部
9 光ファイバー
10 加工ヘッド
11 集光レーザビーム
12 溶接ワイヤ
13 溶融プール
14 溶接ビード
15 ワイヤ送給制御装置
16 溶接ワイヤ送給装置
17 シールドガスノズル
18 ガスボンベ
19 ガス量制御装置
20 溶接制御装置
21 溶接ポジショナー
22 細く長い形状の溶込み
23 積層溶接金属
【技術分野】
【0001】
本発明は、原子力発電プラントの炉心シュラウドの製造方法に関するものであり、特に、レーザ溶接により製造されるのに好適な溶接構造を有する原子力プラント用炉心シュラウドの製造方法及び原子力発電プラント構造物に関する。
【背景技術】
【0002】
原子力発電プラントでは高温高圧水を使用するとともに高い信頼性を要求される。従って、経年変化事象、特に応力腐食割れの防止のため、原子力発電プラントは構造物に応力腐食割れ発生の原因となる引張応力や加工歪等による残留応力の発生を極力抑制する方法で製造される。
【0003】
特許文献1には、原子力構造物を溶接対象とし、ルートフェースを持った狭開先溶接方法において、開先底面側の溶接部の残留応力を圧縮応力または小さな引張応力にする方法が開示されている。特に、ルートフェースを持った狭開先溶接方法及び溶接構造物並びにその溶接装置に関し、溶接法としてアーク溶接法を用い、開先底部の裏面側に裏ビードを形成する初層裏波溶接工程と、初層裏波溶接工程後に、特定の積層ビード高さまで、第1の入熱範囲で積層溶接する工程と、残りの部分を第2の入熱範囲で溶接する工程を備えることを特徴とした開先継手の残留応力を圧縮に改善する方法が開示されている。
【0004】
特許文献2には、原子力用極厚板の溶接方法に関し、低入熱溶接するルート面とアーク溶接で積層溶接する開先部を有する継手形状が開示されている。特に、可能な範囲を低入熱溶接で溶接し、残部をアーク溶接で溶接する極厚鋼の溶接方法が記載されている。
【0005】
特許文献3及び4には、狭開先を、レーザ溶接を用いて積層溶接する方法及び開先形状が開示されている。特許文献3には、被溶接部を狭い開先幅に設定し、フィラーワイヤを供給しつつレーザビームを前記狭い開先内に照射し、フィラーワイヤをレーザビームで溶融し、積層溶接する狭開先レーザ溶接方法が開示されている。
【0006】
特許文献4にレーザを用いて金属同士を溶接する方法及び液化ガスタンクの製造方法として、溶接対象部材同士の突き合せ部には狭開先を設けるとともに前記開先の底部には曲率を設け、かつ突き合せ部には1mm〜5mmのルートフェースを設け、溶接ビード層を積層する際には、前記溶接ビード層を構成する溶接金属の溶込み幅に対する溶込み深さの比を所定の範囲(1以上、1.4以下)とする溶接方法が開示されている。
【0007】
【特許文献1】特開2007−21516号公報
【特許文献2】特開昭58−151988号公報
【特許文献3】特開平9−201687号公報
【特許文献4】特開2007−190568号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
上記特許文献1は、片面溶接により開先底部の裏面側の残留応力を圧縮に改善するには有効であるが、開先底部の開先突き合せ面のルートフェースは約1〜2.5mmと小さいので、炉心シュラウドのような厚板大型溶接構造物の組み立て時には多量の拘束ジグ並びに架台等を用い構造物を保持して溶接開先組み立て作業を行う必要があり、非常に労力を必要とする。またこのような組立作業では、構造物に応力腐食割れ発生の原因となる損傷を与えやすくなる。さらに、開先上部積層溶接は、裏面側の残留応力の引張側への移行を抑えるため低入熱で溶接する必要があるので、溶接の能率が低い。
【0009】
上記特許文献2の溶接方法は、極厚板の溶接において溶接収縮量を低減させるには有効であるが、残部を従来のアーク溶接で溶接するので、残部が多い場合には開先の溶接収縮の低減効果が小さい。その結果、溶接部の残留応力の低減効果が充分でない可能性がある。
【0010】
特許文献3及び4は、溶接の作業効率を図るためには有効な方法であるが、特許文献1の場合と同様に、発電プラントの炉心シュラウドのような大型構造物を溶接を用いて作製する場合の開先部の組立作業を容易にする開先形状が考慮されていないので、溶接作業の組立作業に非常に労力を必要とすると共に、構造物に応力腐食割れ発生の原因となる損傷を与えやすい。また、溶接により接合する板厚に対し、フィラーワイヤを供給しつつ積層溶接する開先溝部の深さが大きいので、溶接部に高い引張の残留応力を生ずる。
【0011】
本発明は、上記に鑑みてなされたものであり、溶接構造を有する炉心シュラウドをレーザ溶接で製造する場合に、開先部の組み立てが容易で、かつ、溶接部の凝固収縮に伴う、塑性変形領域及び残留応力が極力小さい溶接継手部が得られる原子力発電プラント用炉心シュラウドの製造方法及び原子力発電プラント構造物を提供することにある。
【課題を解決するための手段】
【0012】
上記目的を達成するための本願発明は、原子力プラントの炉心シュラウドの製造方法であって、突き合せ溶接部を溶接する場合に、少なくとも一部にルート面を設けた狭開先を用いてレーザ溶接することにある。複数の部材を突き合せて一部にルート面を有する狭開先とし、突き合せ部の片面または両面からルート面をレーザにより完全溶込み溶接させ、その後狭開先部を積層溶接する。ルート面の溶接では、細く長い深溶込みビードとする。狭開先の積層溶接では溶接ワイヤを用いる。ルート面の範囲を広くして、突き合せ配置を容易とするとともに、狭開先とすることにより溶接ひずみを低減する。
【0013】
特に、本発明の原子力プラント用炉心シュラウドの製造方法は、前記原子力プラント用炉心シュラウドを構成する複数の部材の突き合せ部を溶接するにあたり、前記突き合せ部には、ルート面を設け、かつルート面の長さを、前記金属部材の突き合せ部の薄い方の板厚の25%から95%とし、ルート面以外には狭開先を設け、溶接ワイヤを用いたレーザ溶接により前記突き合せ部を溶接することを特徴とする。
【0014】
開先は、底部の幅が1mm〜4mm、開先の角度が1°〜7°の狭開先である。開先底部の端部には曲率を設けるため、開先底部の幅は開先両側面の延長線と開先底部の延長線の交点間から特定できる。ルート面には、複数の金属部材どうしを正確に組み合せるための段差或いは凹凸等が設けられる。
【0015】
溶接時には、溶融部およびその近傍を保護するシールドガスを用いる。シールドガスとしては窒素ガスが好適である。窒素ガスを用いる場合には、溶接ワイヤとしてワイヤ成分から算出されるフェライト量を14%〜20%含むオーステナイト系ステンレス鋼ワイヤを用いる。特に、原子炉内の冷却水と接する積層溶接部では上記のワイヤを用いることが好ましい。
【発明の効果】
【0016】
本発明の炉心シュラウドの製造方法によれば、複数の部材を組み合せて構成される突き合せ部の溶接開先の組み立てが容易、かつ高精度に形成できるので、製造時間の短縮が可能となると共に、組み立て時に生じやすい炉体表面への損傷を極力低減することが出来、原子力発電プラントの製造に有効である。
【発明を実施するための最良の形態】
【0017】
上述のように、原子力発電プラントでは、高温高圧水を使用するので、主要機器には耐食性の優れたオーステナイト系ステンレス鋼が用いられている。また、原子力プラント主要機器は、高温高圧水中環境下で使用されるため、応力割れ等経年変化事象の発生が懸念される。
【0018】
応力腐食割れは、材料因子,応力因子,環境因子の3因子が重畳して発生すると考えられている。このため、原子力プラント構造物の製作に当っては、この応力因子を極力排除し、構造物に応力腐食割れ発生の原因となる引張応力や加工歪が、構造物の表面並びに接合部に極力残留しないように留意する必要がある。引張応力や加工ひずみは、機械加工時や組み立て時に外力により応力が加わり硬化や変形が生じた場合や溶接によって溶融した金属が凝固時の収縮過程で発生する応力等により生ずる。このため、機械加工後には表面を研磨し、機械加工による加工変質層を除去する作業が行われている。
【0019】
また、溶接開先の組み合せ及び溶接作業等は、構造部材には損傷を与えないように最善の注意を払いながら、拘束ジグ,架台等を用い、部材を拘束して行われているが、非常に多くの労力を必要としており、溶接開先の形成が容易で、かつ残留応力の低い溶接部が得られる溶接開先形状ならびに溶接施工法が望まれている。
【0020】
原子力発電プラント構造物の主要機器である炉心シュラウドは図1に示すように円筒状の構造物であり、鋳造或いは鍛造等により作製した厚さ30mm以上の部材1を突き合せ溶接線2の部分を溶接することによりつなぎ合わせて作製される。溶接はV型開先あるいは「狭開先」と呼ばれる開先を接合部に形成し、開先部をアーク溶接により、多層肉盛溶接して埋める方法で行っている。
【0021】
図2に従来の一例を示す。開先には接合される部材1同士を合わせるためのルートフェース4と呼ばれる突き合せ面が形成され、このルート面をアークにより完全溶融させた後、開先溝部5は肉盛多層溶接により溶接金属6で埋められる。このルートフェース面は、完全溶融し易いように1mm〜2.5mmの範囲に形成されており、また、狭開先の溝5の底部の幅は5mm〜10mmが用いられている。
【0022】
一方、本発明の原子力プラント用炉心シュラウドの製造方法は、上記の従来例の突き合せ部形状を変更し、レーザ溶接により溶接したことを特徴とする。具体的には、原子力プラント用炉心シュラウドを構成する複数の部材の突き合せ部を溶接するにあたり、前記突き合せ部にルート面を設け、ルート面以外には狭開先を設け、かつルート面の長さを前記金属部材の突き合せ部の薄い方の板厚の25%から95%とし、前記突き合せ部を、溶接ワイヤを用いたレーザ溶接により溶接する。狭開先は、開先底部の端部に曲率を有し、開先両側面の延長線と開先底部の延長線の交点間からなる開先底部の幅が1mm〜4mmであり、かつ前記開先両側面で形成される開先の角度が1°〜7°とする。原子力発電プラント構造物は、高い信頼性を必要とするため、高精度の加工・組み立てが要求される。突き合せ部に設けられたルート面には、前記複数の部材どうしを正確に組み合せるための段差或いは凹凸等を形成してもよい。
【0023】
炉心シュラウドを構成する複数の部材の突き合せ部における溶接開先のルート面の長さを金属部材の突き合せ部の薄い方の板厚の25%から95%にすることにより、溶接開先の組み立てが容易となり、多くの拘束ジグ及び架台の必要が無くなるため、作業時間が短縮されると共に、組み立て及び溶接作業時における炉体への損傷が懸念される作業付加が低減される。また、複数の部材を正確に合わせるための段差或いは凹凸等あわせ基準のルート面へ形成が容易となり、部材の組み立て精度が向上する。ルート面は、片側或いは両面から溶接し、突き合せ部を完全溶融させる必要があるが、エネルギー密度の高いレーザ溶接を用い、細く長い深溶込みビードとすることで、ルート面を片側或いは両面から完全溶込み溶接することが出来る。
【0024】
溶接は、ルート面を突き合せ,ルート面に形成された段差或いは凹凸等を合わせ基準として溶接開先を形成する工程,片面及び両面からルート面を完全溶込み溶接する工程,その後オーステナイト系ステンレス鋼溶接ワイヤを添加しながら狭開先部を積層溶接する工程を有する。このように溶接された溶接部は、板厚の25%から95%の部分に、片面或いは両面からレーザ溶接を用いて溶接された細く長い深溶込みビード部分(第1の溶接金属部分),溶接ワイヤを用いて積層溶接された部分(第2の溶接金属部分)を有する。
【0025】
特に、本発明による原子力発電プラント用炉心シュラウドの製造方法は、溶接ワイヤを用いたレーザ溶接において、溶融部およびその近傍を保護するシールドガスに窒素ガスを用い、かつ溶接ワイヤはワイヤ成分から算出されるフェライト量を14%〜20%含むオーステナイト系ステンレス鋼ワイヤを用いることが好ましい。また、本発明の溶接構造物の前記第1及び第2の溶接金属部には、溶接金属部の溶接金属中に質量割合で500〜1000ppmの窒素が含有されている。
【0026】
前記突き合せ部のルート面の長さが100%でも、大出力のレーザ溶接機を用いれば溶接は可能であるが、炉心シュラウドの構成材料であるオーステナイト系ステンレス鋼をレーザ溶接する場合には、溶接欠陥を防止するために溶融部およびその近傍を保護するシールドガスに窒素ガスを用いる必要がある。しかし、オーステナイト系ステンレス鋼を、窒素ガスを用いてレーザ溶接すると、溶接部に窒素が質量割合で500〜1000ppm吸収されるので、溶接金属部のフェライト量が5%未満となり、耐応力腐食割れの点から好ましくない。このため、少なくとも炉水と接触する側の面は、フェライト量5%以上の溶接金属で埋め戻された部分を設けることが好ましい。
【0027】
この溶接継手部は、応力割れ等経年変化事象の発生を抑制するため、少なくとも炉水と接する側の溶接金属は、オーステナイト組織中に面積あるいは体積比で5%〜14%のフェライトを含んでいる必要がある。
【0028】
窒素ガスをシールドガスとしたレーザ溶接においては、溶接ワイヤにワイヤ成分から算出されるフェライト量を14%〜20%含むオーステナイト系ステンレス鋼ワイヤを用いることにより、所定のフェライト量を確保できる。その結果、炉心シュラウドを含むオーステナイト系ステンレス鋼で構成される原子力プラント機器の溶接部のフェライト量は、耐応力腐食割れ抑制の点から5%〜14%を必要とするが、炉体表面近傍の溶接金属のフェライト量が5%以上確保でき、溶接部の残留応力の低減並びに溶接部近傍の塑性変形を受けた領域並びに加工変形量を低減できるので、実機稼動における経年劣化事象である応力腐食割れの発生を抑制でき、長寿命化に寄与する。
【0029】
前記表面近傍の埋め戻しは、溝状の開先を形成して実現されるが、炉心シュラウドの溶接部は、経年劣化の点から、引張残留応力が極力小さく、また、溶接金属の凝固収縮で溶接金属部近傍の部材に生ずる塑性変形を受けた領域が極力小さいのが望ましい。好ましくは、溶接金属部近傍の溶接金属の凝固収縮により塑性変形を受けた部分の幅は1mm以下が望ましい。
【0030】
前記埋め戻された積層溶接部分は、仮に表面にひび割れが生じた場合におけるひび割れの進展抑制を考慮すると少なくとも板厚の5%以上とすることが望ましい。また、複数部材で構成される溶接開先の組み合せ作業を考慮すると、経験上からルート面の長さは板厚の1/4以上とすることが望ましい。このため、ルートフェースの長さは板厚の25%以上で、且つ95%以下とする必要がある。
【0031】
また、炉心シュラウドのような大型構造物の組み立てにおいては、高精度に加工しても、組み立て時に若干の傾き等の補正をする必要が生ずる場合があるが、金属部材の突き合せ部に開先溝部がある方が、補正作業が容易となる。前記溝状の開先は、開先底部の端部に曲率を有し、開先両側面の延長線と開先底部の延長線の交点間からなる開先底部の幅が1mm〜4mmであり、かつ前記開先両側面で形成される開先の角度が1°〜10°の開先とするのが望ましい。
【実施例1】
【0032】
図3に本実施例の溶接構造物の形状を示す。炉心シュラウドは円筒形の部材1をつなぎ合わせて作製され、図1に示す形状をしている。各部材1は、鋳造或いは鍛造で一括製作、又は部材を溶接によりつなぎ合わせて作製される。板厚は材料/部位などにより異なるが、40〜60mm厚の部分が多い。本実施例では、図3に示す円筒形の部材1aと部材1bとの突き合せ溶接を行った。円筒部材1a,1bは直径約6m、板厚50mmのオーステナイト系ステンレス鋼SUS316L材である。
【0033】
図4に突き合せ部8に形成した溶接開先の断面形状を示す。溶接開先は部材1aと1bを突き合せて形成される。溶接開先の中央部には、お互いの部材表面を合わせたルートフェース4が形成されており、その両側に開先溝部5が形成されている。ルートフェースの長さLは、20mmとした。これは、本実施例で用いたレーザ出力で、ルートフェースの突き合せ面が両面から溶接して完全に溶融できる長さである。板厚Tに対するルートフェース部の長さLは40%である。
【0034】
また、ルートフェース4には両部材を正確に併せるためのインローと呼ばれる段差7が形成されている。インロー7の段差は0.5mmである。インローの段差は合わせ作業がし易く、また、レーザ溶接により完全に溶融される高さとする必要があるので、インローの段差或いは凹凸の深さは0.3mm〜1.0mmが望ましい。また、一箇所に限定されるものでなく、複数形成しても良い。
【0035】
ルートフェース4に形成された両部材を正確に併せるためのインローと呼ばれる段差7は、本実施例では、ルートフェースの長さ方向の中央部に形成したが、この位置は限定されるものではなく、上方或いは下方に形成しても良い。ただし、前記したようにルートフェースの突き合せ部及びインロー部は、完全に溶融させる必要がある。一方、レーザ溶接部の溶込み形状は逆三角形状の形状を示すため、開先溝底部近傍が最も溶込み幅が広い。そのため、インローの形成位置は、好ましくは、開先溝底部に近い位置が望ましい。
【0036】
ルートフェース4部分以外の開先溝部5a,5bは、開先底幅Wが3mm、開先角度θが5°の狭開先である。開先の底幅Wは開先両側面の延長線と開先底部の延長線との交点間の距離である。なお、開先底面の端部は曲率を有している。開先底面端部の曲率は、曲率が小さいと底面端部に生じやすい融合不良等の溶接欠陥発生の抑止効果がない。また、曲率が大きすぎると、レーザ溶接でルートフェース4の突き合せ部を完全溶込み溶接する場合の溶込み深さに影響を及ぼす。このため、開先底面端部の曲率は、半径0.3mm〜1.0mm程度とすることが望ましい。
【0037】
溶融溶接の場合、溶接金属の周囲の熱影響部と呼ばれている母材部分は、溶融凝固時に部材(母材)が引張られ、塑性変形を生ずる。この塑性変形を受けた領域は加工歪が残っている。また、引張の残留応力生ずるので、耐応力腐食の点から、部材1aと部材1bで形成される狭開先の開先溝部5の開先底幅Wは、極力狭い方が望ましい。
【0038】
しかし、開先底幅が1mm未満であると、ルートフェース4を溶融するためのレーザ光の導光に影響を及ぼすと共に、溶込み深さが減少し、ルートフェース4の完全溶融が困難となり易い。反対に4mmを超えると、溶接ワイヤを添加しながらの積層溶接時に開先壁面に融合不良を生じやすくなる。このため、開先底幅Wは1mm〜4mmが望ましい。開先角度θは、レーザ光の開先内の導光および、溶接金属の凝固収縮に伴う開先部の変形等を考慮すると、1°〜7°が望ましい。
【0039】
溶接構造物の製作において、溶接開先組み作業は、構造物の品質を左右するので非常に重要である。本実施例の開先では、ルートフェース部が板厚比25%以上であり、また、ルートフェース面には部材1aと部材1bを正確に合わせるためのインローが形成されているので、溶接開先組み作業が容易となる。特に、本実施例のように、部材1aの上に部材1bを重ねて、溶接開先を形成する場合には、ルートフェース部が長いと部材を重ねた状態で、合わせ位置調整及び傾き補正等ができるので、組み立て及び拘束用ジグ並びに架台等の設置を簡素化が可能となり、部材に傷等の損傷を与えるリスクが軽減される。
【0040】
図5に本実施例の溶接装置の構成図を示す。レーザ発振器から発振されたレーザ光は光ファイバー9により伝送され加工ヘッド10に送られる。加工ヘッド10でレンズにより集光され、集光レーザビーム11は部材1aと1bにより形成された開先内に照射され、部材1及び溶接ワイヤ12を溶融し、溶融プール13形成しながら溶接を行い溶接ビード14が形成される。溶接ワイヤ12はワイヤ送給制御装置15によって制御されるワイヤ送給装置16によって、溶接方向前方から溶融プール13内に送給される。溶融プール13及びその近傍は、シールドガスノズル17から噴出されたシールドガスによりシールドされる。シールドガスはガスボンベ18からガス量制御装置19を通してシールドガスノズル17に供給される。レーザ発振器,ワイヤ送給装置16,ガス量制御装置19及び部材1を回転させるポジショナー21は溶接制御装置20に接続されており、レーザ出力,溶接速度及びワイヤ送給速度等の溶接条件並びに動作タイミング等が制御され溶接が行われる。
【0041】
溶接される図3の形状の部材は、図示していないが溶接ポジショナー21に乗っており、回転し、円周溶接が出来るように構成されている。また、溶接は横向き姿勢で図4の開先を両面から溶接した。図5の、本実施例の溶接装置の構成図では、加工ヘッド10,シールドガスノズル17,ワイヤ送給装置16等の溶接装置は1組しか図示されていないが、同様な構成の設備が反対の面にも設置されており、レーザ発振器から出力されたレーザ光を切り替え、表面方向及び裏面方向から交互に溶接を行った。本実施例の溶接対象部材は円筒物なので、表面方向が外側,裏面方向が内側である。
【0042】
レーザ発振器は、波長1030nmのレーザ光を発振させるディスクレーザ装置を用いた。レーザはCO2レーザのように発振波長の長いレーザの場合、溶接装置が大型となると共に、プラズマが発生しやすいため溶接部に欠陥を生じやすいので、本発明の対象部品である原子力プラント機器の溶接に対しては、設備の小型化が可能で、高品質の溶接部が得られ易いYAGレーザ,半導体レーザ,ファイバーレーザ,ディスクレーザ等のファイバー伝送が可能な波長が1μm程度のレーザを用いるのが好ましい。また、溶接ワイヤ送給装置16には抵抗発熱等により加熱手段を付加し、加熱された溶接ワイヤを送給する設備を用いても良い。
【0043】
溶接は、図4の形状に開先組み立てを行った後、外側から開先溝部5aの底部の中心に集光されたレーザ光11を照射し、図6に示すような細く長い形状の溶込み22を形成し、ルートフェース4の接合された面の約60%から70%を溶融接合させ、次に反対側の内側から同様な方法でルートフェース部にルートフェース長さLの60%から70%長さの細く長い形状の溶込み22を形成させ、外側から形成した溶込みビードと内側から形成した溶込みビードをルートフェースの中央付近でラップさせるようにして、ルートフェースの部材の突き合せ部を完全溶融接合させる。なお、本実施例では、溶込み部の組織改善のため、溶接ワイヤを供給しながらルートフェース部の溶接を行ったが、溶接ワイヤを供給しないで、レーザ光照射のみで溶接してもかまわない。また、本発明の実施例では、ルートフェース部を両面から溶接したが、片面から溶接して完全溶融接合させてもよい。
【0044】
ルートフェース部を溶接後、狭開先内に溶接ワイヤ12を送給し、レーザ光でワイヤを溶融させて開先を埋める方法により、部材と部材を溶融接合させる。この開先溝部の溶接は、溶接ワイヤ及び部材の溶融により形成された積層溶接金属23の積層を繰り返すことにより行い、図7のような溶接部が形成される。この積層は、外側の開先溝部と内側の開先溝部の積層溶接を交互に繰り返して溶接を行っても、どちらか片方の開先溝部の積層を終了した後に、もう一方の開先溝部の積層溶接を行っても良い。溶接変形の点から、好ましくは、内側と外側の積層溶接を交互に行うのが望ましい。本実施例の溶接継手の溶接は、レーザ出力4〜8kW,溶接速度0.2m/min〜0.5m/minの条件で行った。また、レーザ光の焦点位置は、ルートフェースの溶接は、開先溝部の底面とし、開先溝部の積層溶接の場合には、前層の積層溶接ビード表面の上方、3mm〜30mmとした。
【0045】
ルートフェース及び開先溝部の溶接とも、溶融部及びその近傍を保護するシールドガスは窒素ガスを用いた。シールドガスに溶接金属に固溶されやすい窒素ガスを用いることにより溶接金属中に発生するポロシティと呼ばれる気孔の発生を防止することが出来る。溶接ワイヤを多量に溶融させて形成された積層溶接金属部の窒素含有量は500〜1000ppmとなる。
【0046】
一方、オーステナイトステンレス鋼に中に固溶された窒素原子はオーステナイト生成元素として作用する。通常のアーク溶接で使用されている溶接ワイヤを用いて溶接した場合には、溶接金属中のフェライト量が大幅に減少し、原子力プラント機器の応力腐食割れ抑制のために必要な管理基準のフェライト量5%以上を確保できない。
【0047】
図8に化学成分から算出した溶接金属のフェライト量とその溶接ワイヤを用いてシールドガスに窒素ガスを用いて開先溝部の積層溶接を行って形成されて溶接金属中の窒素量との関係図を示す。化学成分からのフェライト量は下記の式により算出した。
【0048】
フェライト量(%)=−30.65+3.49(Cr+Mo+1.5Si)
−2.5[Ni+30(C+N)+0.5Mn]
【0049】
実測した溶接金属部のフェライト量は、溶接時に溶融される部材の希釈及び溶接金属部への含有が推定されるN量を考慮して算出した推定曲線よりいずれも実測値は小さい。これは、レーザ溶接部の溶接金属は冷却速度が比較的に速いことが起因しているものと考えられる。溶接金属部のフェライト量5%以上を確保するためには、化学成分から算出したフェライト量が14%以上の溶接ワイヤを用いる必要がある。また、フェライト量が多すぎると溶接割れを生じやすくなることから、溶接金属中のフェライト量の上限は14%を目安としている。実測値はいずれも、推定曲線より低いので、推定曲線から得られる値を上限値とすると、溶接ワイヤ組成のフェライト量の上限は20%となる。
【0050】
このため、窒素ガスをシールドガスとしてオーステナイト系ステンレス鋼を溶接する場合の溶接ワイヤとしては、材料成分から算出するフェライト量が14%〜20%の範囲を有する組成の溶接ワイヤを用いる必要がある。
【0051】
表1に本発明の実施例で使用した部材と溶接ワイヤの組成を示す。溶接ワイヤのフェライト量の計算値は17.7%である。本組成のワイヤを用いて溶接した開先溝部の溶接金属のフェライト量は7%〜12%であった。なお、溶接部のフェライト量は溶接継手部の断面組織から求めた。
【0052】
【表1】
【0053】
オーステナイト系ステンレス鋼の溶接ワイヤの組成の管理は、組成から算出されるCr当量とNi当量の比で管理される場合もあるが、材料組成から算出されるフェライト量14%〜20%が得られるCr当量/Ni当量の範囲は、下記の式によりCr当量及びNi当量を計算する場合には1.9〜2.2の範囲の組成とすることが望ましい。
【0054】
Cr当量:Cr+1.37×Mo+1.5×Si+2×Nb+3×Ti
Ni当量:Ni+0.31×Mn+22×C+14.2×N+Cu
ちなみに、表1の溶接ワイヤのCr当量/Ni当量は2.08である。
【0055】
図9は本発明実施例の溶接施工後の部材の溶接継手表面の残留応力測定結果である。残留応力はX線残留応力測定装置を用いて測定した。●印は比較のための、図2の開先を用いて従来技術により溶接した溶接継手部の残留応力の測定,○印は本発明の製造方法で作製した溶接継手の残留応力の測定結果である。本発明の製造方法を用いて施工した溶接継手の最大残留応力は約170MPaであり、従来技術(360MPa)に比べ、約1/2であり、溶接部の残留応力が大幅に低減されている。
【0056】
また、溶接近傍の部材には、溶接金属の凝固収縮により生ずる塑性変形領域が生ずるが、その塑性変形領域幅の大小の指標となる溶接開先部の板厚と直行方向の収縮量を測定した結果、本発明の実施例の収縮量は約1mmであり、図2の開先で施工した従来技術での収縮量、約6mmに比べ大幅に小さく、溶接金属周辺の塑性変形受けた領域も大幅に狭小化されている。
【0057】
このように、本発明の製造方法を用いることにより、溶接金属はフェライトを5%以上含むオーステナイト組織が得られ、かつ、凝固収縮による塑性変形を受けた領域が狭く、さらに圧縮残留応力の低減された溶接継手を有する溶接構造物が得られる。
【0058】
本発明の実施例では、溶接開先のルートフェース部は板厚中心部に形成したが、図10のように、表面側或いは裏面側のどちらかにずらして形成しても良い。また、図11のように開先の表面側或いは裏面側のどちらか一方によせて形成しても良い。この場合、開先溝部は、冷却水と接する側とすることが好ましい。また、本発明の実施例では円筒物の円周溶接に適用した結果について説明したが、本発明の製造方法は、これに限定されるものでない。
【0059】
本実施例では、原子力プラントのシュラウドの製造での適用例について説明したが、本発明の製造方法は、オーステナイト系ステンレス鋼を用いた原子力プラント構造物全般に適用可能である。
【産業上の利用可能性】
【0060】
本発明により、原子力発電プラント用炉心シュラウドの溶接作業工数の低減が図られると共に、炉体表面の損傷や溶接継手部の残留応力による応力腐食割れの発生が抑制された高品質な炉心シュラウドの製造が可能となった。また、本発明は構成部品がオーステナイト系ステンレス鋼からなる原子力発電プラント構造物に対して適用するのに好適である。
【図面の簡単な説明】
【0061】
【図1】炉心シュラウドの概略構成図。
【図2】従来法の溶接開先の一例の断面図。
【図3】本発明の実施例の円筒構造物の概要図。
【図4】本発明実施例の溶接開先の断面図。
【図5】本発明実施例の溶接装置の構成図。
【図6】本発明実施例のルートフェース部の溶接終了後の溶接継手部の断面図。
【図7】本発明実施例の溶接後の溶接継手部の断面図。
【図8】化学成分から計算した値と実測した溶接金属のフェライト量との関係図。
【図9】本発明実施例の溶接継手部の残留応力の測定結果。
【図10】本発明実施例の他の形状の溶接開先の断面図。
【図11】本発明実施例の他の形状の溶接開先の断面図。
【符号の説明】
【0062】
1 部材
2 溶接線
3 溶接部
4 ルートフェース
5a,5b 開先溝部
6 溶接金属
7 インロー
8 突き合せ部
9 光ファイバー
10 加工ヘッド
11 集光レーザビーム
12 溶接ワイヤ
13 溶融プール
14 溶接ビード
15 ワイヤ送給制御装置
16 溶接ワイヤ送給装置
17 シールドガスノズル
18 ガスボンベ
19 ガス量制御装置
20 溶接制御装置
21 溶接ポジショナー
22 細く長い形状の溶込み
23 積層溶接金属
【特許請求の範囲】
【請求項1】
原子力発電プラント用炉心シュラウドの製造方法において、
前記炉心シュラウドは突き合され溶接された複数の金属部材よりなり、
前記複数の金属部材の突き合せ部に、狭開先と、金属部材のうち薄い方の板厚の25%から95%の長さのルート面とを設け、前記突き合せ部を溶接ワイヤを用いたレーザ溶接により溶接することを特徴とする原子力発電プラント用炉心シュラウドの製造方法。
【請求項2】
請求項1に記載の原子力発電プラント用炉心シュラウドの製造方法において、
前記狭開先の開先底部の端部に曲面を設け、前記狭開先の両側の側面の延長線と開先底部の延長線の交点間からなる開先底部の幅を1mm〜4mmとし、
前記開先の両側の側面で形成される開先の角度が1°〜7°とすることを特徴とする原子力発電プラント用炉心シュラウドの製造方法。
【請求項3】
請求項1に記載の原子力発電プラント用炉心シュラウドの製造方法において、
前記ルート面に、前記金属部材を互いに組み合せる段差または凹凸を形成することを特徴とする原子力発電プラント用炉心シュラウドの製造方法。
【請求項4】
請求項1に記載の原子力発電プラント用炉心シュラウドの製造方法において、
ルート面を突き合せて溶接開先を形成する工程と、片面または両面からルート面を完全溶込み溶接する工程と、前記狭開先部を溶接ワイヤを添加しながら積層溶接する工程とを有することを特徴とする原子力発電プラント用炉心シュラウドの製造方法。
【請求項5】
請求項1に記載の原子力発電プラント用炉心シュラウドの製造方法において、
前記溶接ワイヤを用いたレーザ溶接は、窒素ガスを用いたシールドガス下で行われ、かつ、ワイヤ成分から算出されるフェライト量を14%〜20%含むオーステナイト系ステンレス鋼ワイヤを使用することを特徴とする原子力発電プラント用炉心シュラウドの製造方法。
【請求項6】
複数のオーステナイト系ステンレス鋼よりなる構成部品よりなり、前記構成部品間を溶接して形成された原子力発電プラント構造物であって、
前記溶接された溶接部は、レーザ溶接または電子ビーム溶接を用いて板厚の25%〜95%の部分に片面または両面から形成された第1の溶接金属部分と、オーステナイト系ステンレス鋼溶接ワイヤを用いて積層溶接された第2の溶接金属部分とを有することを特徴とする原子力プラント構造物。
【請求項7】
請求項6に記載の原子力プラント構造物において、
前記第1及び第2の溶接金属部分はシールドガスに窒素ガスを用いたレーザ溶接により形成されており、かつ前記第二の溶接金属部分は、ワイヤ成分から算出されるフェライト量を14%〜20%含むオーステナイト系ステンレス鋼ワイヤを用いて形成されていることを特徴とする原子力プラント構造物。
【請求項8】
請求項6に記載の原子力プラント構造物において、
前記第1及び第2の溶接金属部には、該溶接金属部の溶接金属中に質量割合で500〜1000ppmの窒素を含有することを特徴とする原子力発電プラント構造物。
【請求項9】
請求項6に記載の原子力プラント構造物において、
前記第2の溶接金属部分は、少なくとも原子炉内の冷却水と接する面に設けられていることを特徴とする原子力プラント構造物。
【請求項1】
原子力発電プラント用炉心シュラウドの製造方法において、
前記炉心シュラウドは突き合され溶接された複数の金属部材よりなり、
前記複数の金属部材の突き合せ部に、狭開先と、金属部材のうち薄い方の板厚の25%から95%の長さのルート面とを設け、前記突き合せ部を溶接ワイヤを用いたレーザ溶接により溶接することを特徴とする原子力発電プラント用炉心シュラウドの製造方法。
【請求項2】
請求項1に記載の原子力発電プラント用炉心シュラウドの製造方法において、
前記狭開先の開先底部の端部に曲面を設け、前記狭開先の両側の側面の延長線と開先底部の延長線の交点間からなる開先底部の幅を1mm〜4mmとし、
前記開先の両側の側面で形成される開先の角度が1°〜7°とすることを特徴とする原子力発電プラント用炉心シュラウドの製造方法。
【請求項3】
請求項1に記載の原子力発電プラント用炉心シュラウドの製造方法において、
前記ルート面に、前記金属部材を互いに組み合せる段差または凹凸を形成することを特徴とする原子力発電プラント用炉心シュラウドの製造方法。
【請求項4】
請求項1に記載の原子力発電プラント用炉心シュラウドの製造方法において、
ルート面を突き合せて溶接開先を形成する工程と、片面または両面からルート面を完全溶込み溶接する工程と、前記狭開先部を溶接ワイヤを添加しながら積層溶接する工程とを有することを特徴とする原子力発電プラント用炉心シュラウドの製造方法。
【請求項5】
請求項1に記載の原子力発電プラント用炉心シュラウドの製造方法において、
前記溶接ワイヤを用いたレーザ溶接は、窒素ガスを用いたシールドガス下で行われ、かつ、ワイヤ成分から算出されるフェライト量を14%〜20%含むオーステナイト系ステンレス鋼ワイヤを使用することを特徴とする原子力発電プラント用炉心シュラウドの製造方法。
【請求項6】
複数のオーステナイト系ステンレス鋼よりなる構成部品よりなり、前記構成部品間を溶接して形成された原子力発電プラント構造物であって、
前記溶接された溶接部は、レーザ溶接または電子ビーム溶接を用いて板厚の25%〜95%の部分に片面または両面から形成された第1の溶接金属部分と、オーステナイト系ステンレス鋼溶接ワイヤを用いて積層溶接された第2の溶接金属部分とを有することを特徴とする原子力プラント構造物。
【請求項7】
請求項6に記載の原子力プラント構造物において、
前記第1及び第2の溶接金属部分はシールドガスに窒素ガスを用いたレーザ溶接により形成されており、かつ前記第二の溶接金属部分は、ワイヤ成分から算出されるフェライト量を14%〜20%含むオーステナイト系ステンレス鋼ワイヤを用いて形成されていることを特徴とする原子力プラント構造物。
【請求項8】
請求項6に記載の原子力プラント構造物において、
前記第1及び第2の溶接金属部には、該溶接金属部の溶接金属中に質量割合で500〜1000ppmの窒素を含有することを特徴とする原子力発電プラント構造物。
【請求項9】
請求項6に記載の原子力プラント構造物において、
前記第2の溶接金属部分は、少なくとも原子炉内の冷却水と接する面に設けられていることを特徴とする原子力プラント構造物。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2010−149160(P2010−149160A)
【公開日】平成22年7月8日(2010.7.8)
【国際特許分類】
【出願番号】特願2008−331832(P2008−331832)
【出願日】平成20年12月26日(2008.12.26)
【出願人】(507250427)日立GEニュークリア・エナジー株式会社 (858)
【Fターム(参考)】
【公開日】平成22年7月8日(2010.7.8)
【国際特許分類】
【出願日】平成20年12月26日(2008.12.26)
【出願人】(507250427)日立GEニュークリア・エナジー株式会社 (858)
【Fターム(参考)】
[ Back to top ]