
反りを防止した成型ベルト、及びこの成型ベルトの製造方法

【課題】加硫成型後の加硫ゴム層の収縮に起因する凹反りを低減させる。
【解決手段】成型ベルト70は、収縮済帆布180と、加硫ゴム層181とを有する。収縮済帆布180は合成樹脂繊維から形成され、ベルト幅方向に熱収縮可能な未収縮帆布が加硫成型工程で所定温度以上に加熱されて収縮されたものである。加硫ゴム層181は、未加硫ゴムシートが加硫成型工程で加熱され、加硫されることにより得られたものである。所定温度に加熱されたときの、未収縮帆布の幅方向収縮率と、加硫ゴム層181のゴム膨張率との差は2%以内であって、または幅方向収縮率がゴム膨張率より高い。
【解決手段】成型ベルト70は、収縮済帆布180と、加硫ゴム層181とを有する。収縮済帆布180は合成樹脂繊維から形成され、ベルト幅方向に熱収縮可能な未収縮帆布が加硫成型工程で所定温度以上に加熱されて収縮されたものである。加硫ゴム層181は、未加硫ゴムシートが加硫成型工程で加熱され、加硫されることにより得られたものである。所定温度に加熱されたときの、未収縮帆布の幅方向収縮率と、加硫ゴム層181のゴム膨張率との差は2%以内であって、または幅方向収縮率がゴム膨張率より高い。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、幅方向の反りが低減された成型ベルト、及びこの成型ベルトの製造方法に関する。
【背景技術】
【0002】
従来、加硫ゴム層に帆布が積層されて構成される搬送用平ベルトが広く知られており、このベルトの製造方法としては、いわゆるワンポット式の加硫成型装置を用い、帆布と加硫ゴム層を一体加硫成型することが知られている。この方法で製造された搬送用平ベルトは、一般的にベルトの幅方向において反りが顕著に発生する。
【0003】
他の平ベルトの製造方法としては、それぞれ別個に加硫成型した複数の長尺のゴム層を、貼り合わせるとともに、その端部同士を継ぎ合わせ、ベルトを成形する方法が知られている。この方法においては、加硫済みのベルトにゴム層が張り合わされている為、一体成型時の様に各材料の収縮と膨張の影響を受けることが無く、ベルトに反りが生じることは無い。しかし、ベルト端部同士は接着剤等で継ぎ合わせられるため、継ぎ目部分の磨耗性や硬度等が他の部分と異なるから、ベルト性能には問題があり、複数の工程を必要とする為、効率性、作業性にも問題がある。
【0004】
一体加硫成型により製造されるベルトの反り発生を防止する方法としては、特許文献1に記載されるように、搬送ベルトを3層構造にするとともに、3層の両外面を同材料にすることが知られている。また、別の反り発生を防止する方法としては、特許文献2に記載されるように、ポリイミド系樹脂を主体とするとともに導電性物質を含有し、相対的に表面抵抗値が低い外層と、ポリイミド系樹脂を主体とし、相対的に表面抵抗値が高い内層とを有するシームレスベルトにおいて、内層の線膨張係数を外層より大きくすることが知られている。
【特許文献1】特開2002−12334号公報
【特許文献2】特開2002−365927号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1に記載される方法では、ベルトの層構造が限定されるために、適用できる用途が限定されるという問題がある。また、特許文献2のように、各層の線膨張係数を調整することにより反り量を制御する方法は、帆布とゴム層から構成されるベルトには、帆布とゴム層の線膨張係数が極端に異なるため、適用することはできない。
【0006】
本発明は、上記問題点に鑑みて成されたものであり、ゴム層と帆布が積層されて構成される成型ベルトにおいて、幅方向の反りを抑制することを目的としたものである。
【0007】
発明者らは、ゴム層と帆布とが積層されて構成される成型ベルトを、一体加硫成型により製造した場合の反りの発生原因について検討したところ、従来の成型ベルトにおいては、加熱時ゴム層は熱膨張するが、帆布の熱収縮はゴム層の熱膨張率より小さいことを発見した。また帆布はゴム層の加硫前に収縮してしまっており、帆布収縮後も更にゴム層が膨張および加硫する為に反りが防止できていないことを発見した。そして、成型後の冷却工程において、ゴム層は熱膨張した分だけ幅方向に収縮しようとするが、帆布はほとんど収縮しないので、この収縮量の違いにより、成型ベルトに反りが発生することを見出した。
【課題を解決するための手段】
【0008】
そこで、発明者らは、成型ベルトにおいて、帆布に熱収縮可能な未収縮帆布を用いるととともに、加硫成型工程において、帆布を積極的に収縮させ、ゴム層の収縮に起因するベルトの反りを低減させた。
【0009】
すなわち、本発明に係る成型ベルトは、合成樹脂繊維から形成され、ベルト幅方向に熱収縮可能な未収縮帆布と、未加硫ゴムから形成される未加硫ゴム層とが積層された積層体が加熱され、これにより、未収縮帆布がベルト幅方向に熱収縮されて収縮済帆布になるとともに、未加硫ゴム層が加硫されて加硫ゴム層となり、かつこれら収縮済帆布と加硫ゴム層とが一体的に成型されて得られた成型ベルトである。そして、上記積層体が加熱されるとき、少なくとも未収縮帆布が所定温度以上に加熱され、所定温度に加熱したときの、未収縮帆布のベルト幅方向における幅方向収縮率と、加硫ゴム層のゴム膨張率との差が2%以内であり、または幅方向収縮率がゴム膨張率より高いこと特徴とする。
【0010】
上記幅方向収縮率は、ゴム膨張率より高いことが好ましい。そして、幅方向収縮率は、例えば3〜9%であるとともに、ゴム膨張率は例えば0〜6%である。また、未収縮帆布のベルト長手方向における長手方向収縮率は、幅方向収縮率より低いことが好ましい。
【0011】
本発明に係るベルトの製造方法は、合成樹脂繊維から形成され、ベルト幅方向に熱収縮可能な未収縮帆布と、未加硫ゴムから形成される未加硫ゴム層とが積層された積層体を加熱し、これにより、未加硫ゴム層を加硫し、膨張させて加硫ゴム層にするとともに、未収縮帆布をベルト幅方向に収縮させ収縮済帆布とし、かつ加硫ゴム層と収縮済帆布とを一体成型し、ベルトスラブを得る加硫成型工程と、ベルトスラブを冷却させるとともに所定幅に切断し、これにより、膨張された加硫ゴム層がベルトの幅方向に収縮された、成型ベルトを得る冷却工程とを備える。そして、上記加硫成型工程では、少なくとも未収縮帆布を所定温度以上に加熱し、ベルト幅方向における未収縮帆布の収縮により、加硫ゴム層の収縮に起因する成型ベルトの幅方向の反りを低減させる。ここで、所定温度に加熱したときの、未収縮帆布のベルト幅方向における幅方向収縮率と、加硫ゴム層のゴム膨張率との差は2%以内、または幅方向収縮率がゴム膨張率より高く設定される。
【0012】
上記加硫成型工程では、積層体を未収縮帆布側及び未加硫ゴム層側から挟圧することが好ましい。例えば柱状の内型の外周面に少なくとも未収縮帆布、未加硫ゴム層をこの順に巻き付け筒状の積層体を内型に装着するとともに、積層体が装着された内型を囲むように外型を配置し、上記加硫成型工程において、積層体を内型及び外型によって挟圧することが好ましい。
【0013】
上記加硫成型工程は、積層体を、未収縮帆布側及びゴム層側から第1の温度で加熱する第1加熱工程と、積層体を、未収縮帆布側から第1の温度と異なる第2の温度で加熱する第2加熱工程を含み、上記第2の温度は所定温度より高いことが好ましい。
【発明の効果】
【0014】
以上のように、ゴム層と帆布を備え一体的に成型された成型ベルトにおいて、加硫成型工程時、帆布を積極的に収縮させ、その収縮率をゴム層の膨張率に近似させることにより、ゴム層の熱膨張に起因する成型ベルトの幅方向の反りを低減させることができるので、反り量の少ない成型ベルトを得ることができる。
【発明を実施するための最良の形態】
【0015】
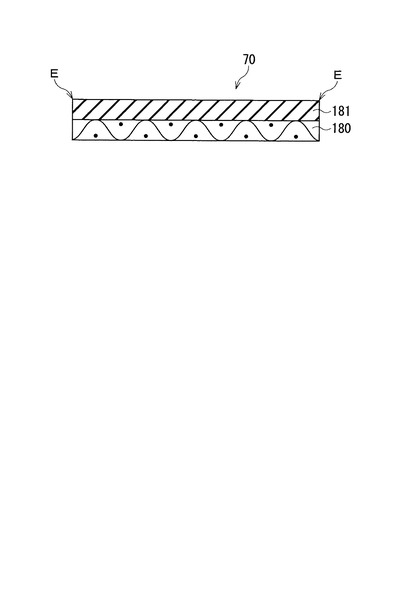
以下、本発明の実施形態を図面を参照して説明する。図1は、第1の実施形態に係る成型ベルト70を示す。成型ベルト70は例えば搬送用に使用される無端状の平ベルトである。成型ベルト70は加硫ゴム層181の下面に、収縮済帆布180が加硫接着されて構成される。成型ベルト70は収縮済帆布180の下面側がプーリ(不図示)に接するようにプーリに掛け回されて使用され、加硫ゴム層181の上面は、被搬送物を搬送するための搬送面と成る。
【0016】
成型ベルト70は、後述する未加硫ゴムシート81(図3参照)と、未収縮帆布80(図3参照)とが積層された積層体30(図3参照)が加圧・加熱され、これにより未収縮帆布80が熱収縮されて収縮済帆布180になるとともに、未加硫ゴムシート81が加硫されて加硫ゴム層181となり、かつこれら収縮済帆布180と加硫ゴム層181とが一体的に成型されて得られたものである。なお、積層体30が加硫成型により加熱されるとき、収縮済帆布180は少なくとも所定温度T(例えば160℃)以上に加熱されることにより、収縮されている。
【0017】
加硫ゴム層181のゴム成分としては、ニトリルゴム、クロロプレンゴム、ポリブタジエンゴム、EPDM(エチレン−プロピレン−ジエン共重合体)、水素添加ニトリルゴム、スチレンブタジエンゴム、フッ素ゴム、シリコンゴム、天然ゴム、及びポリウレタンゴムより選択される少なくとも1種のものが使用される。加硫ゴム層181は、加熱により膨張し、加硫ゴム層181を25℃から所定温度T(例えば160℃)まで加熱したときの加硫ゴム層181の体積膨張率(以下、「ゴム膨張率ET」という)は、例えば0〜6%である。なお、ゴム膨張率ETとは、加硫ゴム層181を25℃から所定温度Tまで加熱したときの、25℃における加硫ゴム層181の体積に対する、所定温度Tにおける加硫ゴム層181の体積増加率を%で表したものである。なお、ゴム膨張率の測定方法の詳細は実施例で説明する。
【0018】
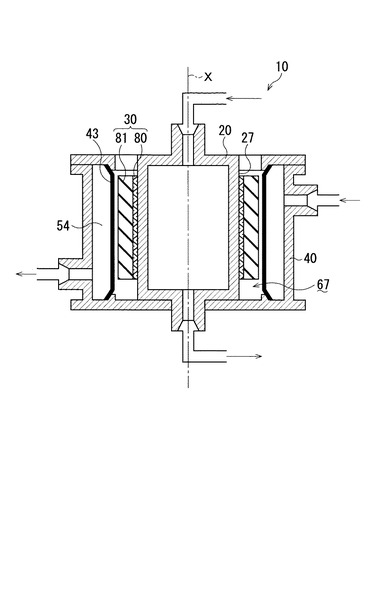
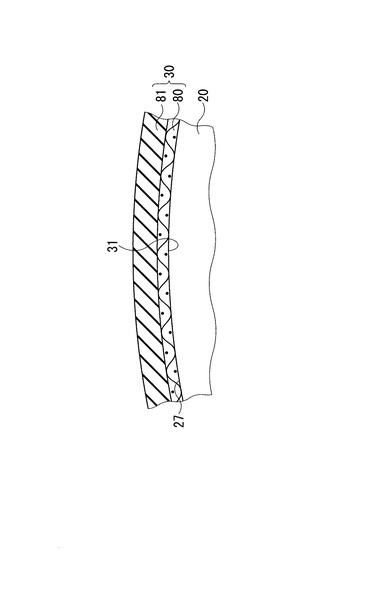
次に、図2、3を用いて第1の実施形態に係る成型ベルトの製造方法について説明する。図2は本実施形態に使用される加硫成型装置10を示す。加硫成型装置10は、内型20と、内型20を内部に収納する外型40を有する。略円筒形に形成された外型40は内部に略円筒状のゴムジャケット43が設けられ、ゴムジャケット43と外型40の内周面72の間には、密閉空間54が形成される。ゴムジャケット43の内部は、内型20を収納するための収納室67として形成される。収納室67には、図3に示すように外周面27に、未収縮帆布80および未加硫ゴムシート(未加硫ゴム層)81がこの順に巻き付けられた内型20が配置される。
【0019】
本実施形態における未加硫ゴムシート81は前述するように加硫成型され、成型ベルト70(図1参照)において、加硫ゴム層181と成る。
【0020】
未収縮帆布80は、例えば合成樹脂繊維によって織られ又は編まれて形成され、例えば内型20の軸X方向(すなわち、ベルトの幅方向)に延在する第1の糸と、内型20の周方向(すなわち、ベルトの長手方向)に延在する第2の糸とによって織られている。なお、例えば第1の糸には織物構造としての経糸が用いられると共に、第2の糸には緯糸が用いられる。
【0021】
未収縮帆布80において、軸方向Xに延在する第1の糸は、熱収縮可能なものが使用され、例えば、120℃における乾熱収縮率が3〜35%のものが使用され、好ましくは15〜20%のものが使用される。乾熱収縮率はJIS L1042に基づいて測定されたものである。
【0022】
従来の成型ベルトの帆布に使用される糸は、予め熱処理が施され、加硫成型工程での加熱による熱収縮は抑えられている。しかし、本実施形態で使用される第1の糸としては、例えば熱処理が施されていない糸が使用され、加硫成型工程における加熱により、比較的大きく熱収縮される。
【0023】
第2の糸は、例えば予め熱処理が施され、加硫成型工程で実質的に熱収縮されない糸であって、ベルト加硫温度での熱収縮率が第1の糸に比べて低い。第1及び第2の糸に使用される繊維は特に限定されず、例えばPET、PBT、PTTである。
【0024】
以上のような第1の糸が使用されることにより、本実施形態における未収縮帆布80は、加熱により充分にベルトの幅方向に収縮される帆布であって、25℃から所定温度T(例えば160℃)に加熱されたときの収縮率(幅方向収縮率WT)は、3%以上であって、好ましくは3〜9%に設定される。一方、第2の糸には収縮性が低い糸が用いられるため、未収縮帆布80のベルト長手方向の収縮率(以下、長手方向収縮率LTという)は、上記幅方向収縮率WTより低くなる。なお、幅方向収縮率WTの測定方法は、実施例で詳述すると共に、長手方向収縮率LTは幅方向収縮率WTと同様の条件で測定される。
【0025】
また、未収縮帆布80は、高温加熱時、低温加熱時に比べ顕著に収縮し、25℃から所定温度(160℃)に加熱されたときの幅方向収縮率WTは、25℃から120℃に加熱されたときの幅方向収縮率W120の2倍以上となる。
【0026】
未収縮帆布80は、幅方向収縮率WTが従来の帆布に比べて高いものが使用され、これにより、加硫ゴム層181のゴム膨張率ETとの差が例えば2%以内、または加硫ゴム層181のゴム膨張率ETより高く設定される。そして、好ましくは、幅方向収縮率WTがゴム膨張率ETより高い場合、その差は3%以内に設定される。幅方向収縮率WTと、ゴム膨張率ETとがこのように設定されることにより、反りが少ない成型ベルト70が得られる。反りが少ない成型ベルト70は、平面性に優れ、搬送機能が良好になる。
【0027】
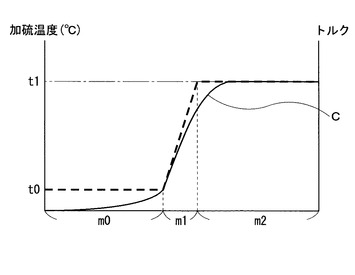
次に、本実施形態における積層体30の加硫成型方法について図2、4を用いて説明する。本実施形態においては、内型20が外型40内に収納された状態において、外型40に設けられた密閉空間54に初期温度t0に加熱された圧力媒体が供給され、ゴムジャケット43がその径方向内側に膨張させられ、積層体30は、ゴムジャケット43と内型20とによって挟圧され所定圧力が付勢される。初期温度t0の圧力媒体の供給は、期間m0において継続され、ゴムジャケット43と内型20の間に内在する空気は収納室67の外部に押し出される。また、期間m0では、内型20内部にも初期温度t0の熱媒体が供給され、すなわち積層体30は、内型20の外周面27と、外型40の内周面から初期温度t0で加熱される。初期温度t0は未加硫ゴムシート81が加硫される温度、すなわち加硫温度には到達していないので、期間m0においては、未加硫ゴムシートの加硫度を示すトルクはわずかに上昇するのみである。
【0028】
なお、加硫度を示すトルクとは各時間におけるゴムシート81にねじり振動を与えたときに測定されたトルクであって、図4及び後述する図5、6ではそのトルクを結んでキュラストカーブCとして実線で記載する。一方、温度推移は、点線で記載される。なお、内型20と外型40の挟圧により積層体30には期間m0〜期間m2に亘って、一定圧力が付与され続ける。
【0029】
期間m0経過後、圧力媒体の温度は期間m1において、初期温度t0から第1の温度t1まで上昇させられる。内型20内部に供給される熱媒体も同様に期間m1の間に、第1の温度t1まで上昇させられる。第1の温度t1に加熱された圧力媒体及び熱媒体によって、積層体30は、ゴムジャケット43の内周面(すなわち未加硫ゴムシート81側)及び内型20の外周面27(すなわち未収縮帆布80側)から加熱され、この加熱は図4に示すように期間m2の間継続される。
【0030】
期間m0〜m2における加熱により、未加硫ゴムシート81は熱膨張すると共に、積層体30は加硫成型され、未加硫ゴムシート81のキュラストカーブCは加熱温度の上昇と共に上昇する。そして、期間m2中の所定時間経過した時点でキュラストカーブCの上昇は実質的に終了させられる。すなわち、積層体30は期間m2において、未加硫ゴムシート81の加硫が終了するとともに、未加硫ゴムシート81に未収縮帆布80が加硫接着され、加硫ゴム層181(図1参照)と収縮済帆布180(図1参照)とが一体的に成型されたベルトスラブが得られる。なお、第1の温度t1は上記した所定温度T以上の温度である。
【0031】
期間m2における加熱が終了すると、内型20及び外型40への熱媒体及び圧力媒体の供給が停止されるとともに、内型20が収納室67から取り出される。取り出された内型20はベルトスラブと共に例えば室温(25℃程度)まで冷却され、略円筒形を呈するベルトスラブは内型20から離脱された後、周方向に沿って切断され、これにより所定幅を有する成型ベルト70が得られる。成型ベルト70は上述したように加硫ゴム層181の下面に収縮済帆布180が密着積層されて構成される無端状の平ベルトである。
【0032】
本実施形態おいて第2の温度t1は所定温度Tより高温に設定されており、加硫ゴム層181は、加硫終了時、所定温度T以上に加熱された状態にあり、加硫ゴム層181はゴム膨張率ETと同等、若しくはゴム膨張率ET以上に膨張させられている。したがって、加硫ゴム層181が冷却されると、その膨張させられた分だけその周方向(ベルトの長手方向)、軸方向(ベルトの幅方向)、及び径方向(ベルトの厚さ方向)に収縮しようとする力(収縮力)が作用される。
【0033】
一方、未収縮帆布80は、上述したように、軸X方向に熱収縮する帆布であって、加硫成型工程の期間m0〜m2において、軸X方向に所定の収縮率で収縮させられ、収縮済帆布180となる。しかし、収縮済帆布180は、第1の温度t1から室温(25℃)まで冷却されるとき、実質的に膨張及び収縮させられることはない。したがって、積層体30の軸X方向の両端には、加硫成型工程において、未収縮帆布80の収縮により、径方向内側に反るように未収縮帆布80から力(収縮力)が作用され、その力は冷却された後においても、継続してベルトスラブに作用される。
【0034】
一般的に、上記加硫ゴム層181の収縮力により、ベルトスラブは、その幅方向(軸方向)の長さが切断されて短くされるとき、幅方向に凹反りが発生する。すなわち、ベルトスラブが切断されて短くされるとき、収縮力は開放されてベルトの幅方向に作用され、これによりベルト幅方向には大きな反り力が作用される。この反り力は、図1において、成型ベルト70の幅方向における両端部Eを上方に反り上げる力である。
【0035】
しかし、本実施形態では、ゴムシート81の収縮により発生する反り力は、上述した未収縮帆布80の収縮により発生した力(収縮力)によって打ち消されているので、幅方向における反りの発生が防止させられる。特に本実施形態では、収縮済帆布180の所定温度T(すなわち、温度t1以下の温度)の収縮率は、ベルト幅方向において高く、未収縮帆布80の幅方向収縮率WTと加硫ゴム層180のゴム膨張率ETとの差が2%以内に設定され、または幅方向収縮率WTがゴム膨張率ETより高く設定され、反りの発生が有効に抑制される。
【0036】
また、未収縮帆布80は、低温(例えば120℃)における幅方向収縮率E120が低いので、期間m1において低温(第1の温度t1未満)で加熱されるとき、熱収縮量は相対的に小さい。しかし、未収縮帆布80の所定温度T(例えば、160℃)における熱収縮率WTが高く、未収縮帆布80は、期間m2において所定温度Tより高く加熱されるとき、相対的に大きく収縮させられる。
【0037】
一方、未加硫ゴムシート81は、キュラストカーブCが示すように、期間m1において、未収縮帆布80に加硫接着される。すなわち、未収縮帆布80は、ゴムシート81に加硫接着された後、大きく熱収縮させられるので、未収縮帆布80の収縮力はベルトスラブに効果的に作用させられる。なお、ベルトの反りを顕著に防止するためには、未収縮帆布の収縮力は高い方が好ましく、未収縮帆布80の所定温度Tにおける幅方向収縮率WTは、ゴム膨張率ETより高い方が良い。
【0038】
以上説明したように、従来、未加硫ゴム層と帆布が積層された積層体を加硫成型する場合、未加硫ゴム層は加硫成型において膨張した後、冷却するとき収縮させられ、この収縮により成型ベルトには凹反りが生じていた。しかし本実施形態では、ベルトの加硫成型工程において、帆布を積極的に熱収縮させることにより、上記凹反りを減少させることができる。
【0039】
次に第2の実施形態について説明する。第2の実施形態と第1の実施形態の相違点は、積層体30の加熱方法である。以下図5を用いて第2の実施形態における加熱方法について説明する。
【0040】
積層体30は第1の実施形態と同様に、期間m0において、外型40及び内型20に供給される初期温度t0の圧力媒体、熱媒体で加熱される。そして、この期間m0終了後、期間m1において、上記圧力媒体、熱媒体は、第1の温度t1まで上昇させられる。なお、内型20と外型40の挟圧により積層体30には期間m0〜期間m2’に亘って、一定圧力が付与され続ける。
【0041】
積層体30は、第1の温度t1に加熱された圧力媒体及び熱媒体によって、ゴムジャケット43の内周面(すなわちゴムシート81側)及び内型20の外周面27(すなわち未収縮帆布80側)から加熱され、この加熱は図5に示すように期間m2の間継続される。
【0042】
期間m1、m2における加熱により、ゴムシート81の加硫度は加熱温度の上昇と共に上昇し(図5のキュラストカーブ参照)、期間m2中の所定時間経過した時点でその上昇は実質的に終了させられる。すなわち、積層体30は期間m1、m2において、ゴムシート81の加硫が終了されるとともに、加硫ゴム層181に収縮済帆布180が加硫接着してベルトスラブ(不図示)が得られる。
【0043】
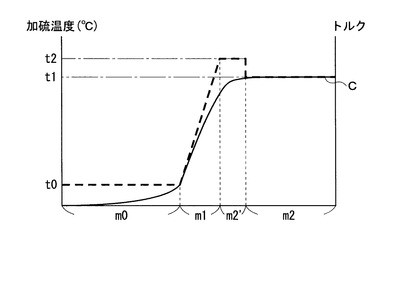
期間m2経過後、内型20に供給される熱媒体の温度は第2の温度t2に上昇させられ、その熱媒体は期間m2’において第2の温度t2に維持される。一方、期間m2’において、外型40の密閉空間54に供給される圧力媒体の温度は第1の温度t1に維持されたままである。すなわち、期間m2’において、積層体30は内型20側から第2の温度t2で加熱されるとともに、外型40側から第1の温度t1で加熱される。ここで、第2の温度は上記した所定温度Tよりも高い温度である。
【0044】
期間m2’経過後、内型20及び外型40への熱媒体及び圧力媒体の供給が停止されるとともに、内型20が収納室67から取り出される。取り出された内型20はベルトスラブ(不図示)と共に例えば室温(25℃程度)まで冷却され、略円筒形を呈するベルトスラブ(不図示)は内型20から離脱された後、周方向に沿うように切断され、これにより所定幅を有する成型ベルト(平ベルト)70が成形される。
【0045】
本実施形態においても、未収縮帆布80及び未加硫ゴムシート81は第1の実施形態と同様のものが使用され、すなわち未収縮帆布80は所定温度T(例えば160℃)において充分に熱収縮される帆布であって、未収縮帆布80の幅方向収縮率WTと、加硫ゴム層181のゴム膨張率ETとの差が2%以内であり、または幅方向収縮率WTがゴム膨張率ETより高く設定される。
【0046】
本実施形態では、期間m2において、未収縮帆布80は熱収縮されるが、第1の実施形態と同様に、未収縮帆布80は低温加熱時、その幅方向収縮率は相対的に低く、期間m2における加熱のみでは未収縮帆布80を充分に収縮させることができない。
【0047】
そこで、本実施形態では、未収縮帆布80を、期間m2終了後、期間m2’において、第1の温度t1より高い第2の温度t2で加熱している。ここで、第2の温度t2は、上記した所定温度Tより高く、未収縮帆布80は、期間m2’において充分に収縮されることになる。すなわち、本実施形態においても、未収縮帆布80は、少なくとも所定温度T以上に加熱され、これにより効果的に未収縮帆布は熱収縮される。
【0048】
期間m2’においてゴムシート81側の加熱温度は、第1の温度t1に設定されたままなので、ゴムシート81に余計な熱履歴が加えられることはない。同様に、本実施形態では、期間m2’により帆布81を積極的に収縮させているので、期間m2において、帆布81を収縮させる必要はないので、期間m2の温度(第1の温度t1)を低く設定することができる。したがって、期間m2において、未加硫ゴムシート81に余計な熱履歴が加えられることが回避されるので、加硫ゴム層181の加熱による分解及び余計な膨張が抑制される。なお、第1の温度t1は所定温度Tより低くても良いが高くても良い。
【0049】
さらに本実施形態では、加硫成型工程の開始直後において、キュラストカーブCが示すように、未加硫ゴムシート81は、加硫され、未収縮帆布80に加硫接着される一方、加硫成型工程の後半で未収縮帆布80が大きく収縮させられる。すなわち、本実施形態では、未収縮帆布80は、ゴムシート81に加硫接着させられた後に、大きく収縮させられるので、未収縮帆布80の収縮により積層体30の反りが効果的に低減される。
【0050】
未収縮帆布80は、期間m2’における加熱により、その厚みが薄く熱伝導率が相体的に高いので、短時間の間に第2の温度t2まで上昇する。しかし、ゴムシート81(加硫ゴム層181)は、外型40から第1の温度t1で加熱されるとともに、内型20側から第2の温度t2で加熱されるが、熱伝導率が低いので、期間m2’において、一部が第2の温度t2まで加熱されるが、その全体が第2の温度t2まで加熱されることはない。
【0051】
すなわち、本実施形態では、未収縮帆布80は所定温度T以上に加熱されるが、加熱終了時に加硫ゴム層は所定温度Tまで加熱されていないこともある。しかし、加硫ゴム層181のゴム膨張率は、加硫温度(例えば100〜180℃程度)において、温度変動に依存して大きく変動することはない。したがって、加硫ゴム層181の所定温度Tにおけるゴム膨張率ETと、未収縮帆布80の幅方向収縮率WTとの差を2%以内にし、又は幅方向収縮率WTをゴム膨張率ETより大きくすれば、本実施形態においても、成型ベルトの反りを防止することができる。
【0052】
次に第3の本実施形態について説明する。第3の実施形態と第1の実施形態の相違点は、積層体30の加熱方法のみであるので以下図6を用いて加熱方法について説明する。
【0053】
積層体30は第1の実施形態と同様に、期間m0において、外型40及び内型20に供給される初期温度t0の圧力媒体、熱媒体で加熱される。なお、内型20と外型40の挟圧により積層体30には期間m0〜期間m2に亘って、一定圧力が付与され続ける。
【0054】
期間m0経過後、内型20に供給される熱媒体の温度は第2の温度t2に上昇させられ、その熱媒体は期間m2’において第2の温度t2に維持される。一方、外型40に供給される圧力媒体は、期間m1において第1の温度t1まで上昇させられ、期間m2’において、その圧力媒体の温度は第1の温度t1に維持される。すなわち、期間m2’において、積層体30は内型20側から第2の温度t2で加熱されるとともに、外型40側から第1の温度t1で加熱される。第2の実施形態と同様に、第1の温度t1は所定温度Tより高くても良いが低くても良い。一方、第2の温度t2は所定温度Tより高く設定される。
【0055】
期間m2’が経過すると、内型20内部に供給される熱媒体の温度が第1の温度t1まで低下させられ、期間m2では内型20内部に供給される熱媒体及び外型54に供給される圧力媒体の温度が共に第1の温度t1に設定される。なお、キュラストカーブCで確認できるように、加硫度の上昇は、期間m2中の所定時間経過した時点で実質的に終了し、期間m2においてゴムシート81の加硫が終了し、内型20の外周面にはベルトスラブが成形される。
【0056】
期間m2における加熱が終了すると、内型20及び外型40への熱媒体及び圧力媒体の供給が停止されるとともに、内型20が収納室67から取り出される。取り出された内型20はベルトスラブと共に例えば室温(25℃程度)まで冷却され、ベルトスラブは内型20から離脱された後、周方向に沿うように切断され、これにより所定幅を有する成型ベルト70が得られる。
【0057】
本実施形態においても、未収縮帆布80及び未加硫ゴムシート81は第1の実施形態と同様のものが使用される。すなわち未収縮帆布80は所定温度T(例えば160℃)において充分に熱収縮される帆布であって、未収縮帆布80の幅方向収縮率WTと、加硫ゴム層181のゴム膨張率ETとの差が2%以内であり、または幅方向収縮率WTがゴム膨張率ETより高く設定される。このような構成を有する未収縮帆布80は、第1及び第2の実施形態と同様に、加硫成型工程で所定温度以上に加熱されることにより、充分に熱収縮するので、ベルト幅方向の反りの発生が防止される。
【0058】
なお、本実施形態でも期間m2’において、内型20側から未収縮帆布80を積極的に第2の温度t2に加熱されるので、未収縮帆布80はその加熱により充分に収縮することができる。一方、期間m2’においては、外型40側の温度は、第2の温度t1より低い第1の温度t1に設定されているので、ゴムシート81には余計な熱履歴が加えられない。
【0059】
第2及び第3の実施形態において、第1の温度(加硫加熱温度)t1は、例えば120〜170℃、第2の温度(帆布収縮温度)t2は、例えば150〜180℃に設定され、第2の温度t2は第1の温度t1より高温に設定される。また、期間(加硫期間)m2は例えば20〜40分間に設定されると共に、期間(帆布収縮期間)m2’は、例えば3〜10分間に設定され、期間m2より短い。
【0060】
成型ベルト70の構成は上述の構成に限定されず、第1乃至第3の変形例に示す構成を有していても良い。図7は、第1の変形例の成型ベルト70を示す。図7に示すように、第1の変形例の成型ベルト70は、第1の帆布180Aと、第1の帆布180Aの上面に積層された第2の帆布180Bと、第2の帆布180Bの上面に積層されたゴム層181から構成される。
【0061】
この成型ベルト70が製造されるとき、内型20には、第1の帆布、第2の帆布、及び未加硫ゴムシートがこの順で巻き付けられる。ここで、第1及び第2の帆布のうち少なくともいずか一方の帆布は、本実施形態における未収縮帆布80と同一の構成を有する。
【0062】
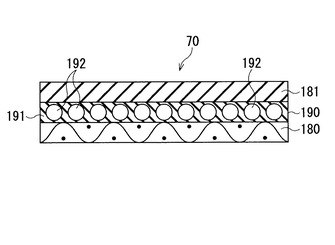
図8は第2の変形例を示す。図8に示すように、第2の変形例の成型ベルト70は、収縮済帆布180と、収縮済帆布180の上面に積層された補強層190と、補強層190の上面に積層されたゴム層181から構成される。補強層190は、プライマー層191内に、長手方向に延在する心線192が埋設されて構成される。
【0063】
この成型ベルト70が製造されるとき、内型20には、まず予めプライマーが塗布された未収縮帆布が、プライマーの塗布された面が外周に向くように巻き付けられる。次にそのプライマーの上に心線が螺旋状に巻かれ、その心線の上にはさらに未加硫ゴムシートが巻き付けられる。ここでゴムシート、未収縮帆布の構成は本実施形態における構成と同一である。プライマーは、ゴムまたは合成樹脂から形成され、ゴム成分としてはニトリルゴム、クロロプレンゴム、ポリブタジエンゴム、EPDM(エチレン−プロピレン−ジエン共重合体)、水素添加ニトリルゴム、スチレンブタジエンゴム、フッ素ゴム、シリコンゴム、天然ゴム、及びポリウレタンゴムより選択される少なくとも1種のものが使用される。また、合成樹脂としては、ポリアミド、ポリウレタン、塩化ビニル、フェノールレジン、ポリイミド、ポリエステル、フッ素樹脂等が使用される。
【0064】
図9は本実施形態の第3の変形例を示す。図9に示すように、第3の変形例の成型ベルト70は、第1の帆布180Aと、第1の帆布180Aの上面に積層された補強層190と、補強層190の上面に積層された第2の帆布180Bと、第2の帆布180Bの上面に積層されたゴム層181から構成される。なお、第1及び第2の帆布180A、180Bは第1の変形例と同様の構成を有するとともに、補強層190は第2の変形例と同様の構成を有するため、これらの説明は省略する。
【0065】
勿論、成型ベルト70の層構成は、加硫ゴム層181及び帆布(収縮済帆布180)が積層されていれば上述の構成に限定されない。ただし、帆布(未収縮帆布)は、内型20又は外型40によって加熱されやすいように、内型20及び外型40に近接し、又は接するように巻き付けられていたほうが良い。
【0066】
なお、第1乃至第3の実施形態においては、未収縮帆布80には、上記プライマーに使用されるゴム、合成樹脂によって含浸処理が施されていても良い。
【実施例】
【0067】
次に、本発明について実施例を用いてさらに詳細に説明するが、本発明は以下に示す実施例に限定されるものではない。
【0068】
[実施例1]
実施例1は、第2の実施形態の加硫成型方法に倣って、収縮済帆布、補強層、加硫ゴム層が積層されて構成される第2の変形例に示す平ベルト(図8参照)を製造した。実施例1では、未収縮帆布の一面に、ゴム成分が天然ゴムであるプライマーゴムが塗布されており、その未収縮帆布が内型に巻き付けられ、その未収縮帆布の上に、心線、及び未加硫ゴムシートが巻き付けられた。ここで、未加硫ゴムシートの厚さは10mmであり、ゴム成分としては天然ゴムが使用された。
【0069】
第1の糸に使用される糸は、140dtexの糸であると共に、第2の糸に使用される糸は110dtexの糸であって、第1及び第2の糸に使用される繊維はPETであった。実施例1で使用された帆布は幅方向に高い収縮性を有する帆布であって、表1に示す幅方向収縮率を有していた。
【0070】
未収縮帆布、心線、及び未加硫ゴムシートから成る積層体を、図5に示すように、30分間(期間m0+期間m1)かけて、内型の熱媒体及び外型の圧力媒体の温度を145℃(第1の温度t1)まで上昇させた。その後、内型の熱媒体及び外型の圧力媒体の温度を145℃(第1の温度t1)で30分間(期間m2)維持し、積層体を加熱した。次いで、内型の熱媒体の温度のみを、所定温度T(160℃)以上の温度である165℃(第2の温度t2)まで上昇させ、内型の熱媒体の温度を165℃、外型の熱媒体の温度を145℃に維持して、積層体を5分間(期間m2’)加熱した。これら加熱により、積層体は、図8に示すような収縮済帆布、補強層、加硫ゴム層が一体的に積層されたベルトスラブとなった。
【0071】
期間m2’の加熱が終了すると、内型を外型から取り出すと共に、ベルトスラブを内型と共に室温(25℃)まで冷却し、幅35mmに切断して実施例1の平ベルトを得た。
【0072】
[比較例1]
比較例1は、未収縮帆布の構成、並びに内型及び外型に供給される熱媒体及び圧力媒体の加熱温度と加熱時間以外の条件は実施例1と同様にして実施した。すなわち、比較例1では、第1の糸に使用される糸は、140dtexの糸であり、第2の糸に使用される糸は110dtexの糸であった。比較例1で使用された帆布は幅方向の収縮性が低く、表1に示す幅方向収縮率を有していた。なお、第1及び第2の糸に使用される繊維はPETであった。未加硫ゴムシートには実施例1と同様の配合を有する天然ゴムを用いると共に、未収縮帆布には実施例1と同様にプライマーゴムを塗付した。
【0073】
比較例1においては、内型の熱媒体及び外型の圧力媒体の温度を165℃まで上昇させた後、165℃で30分間維持し、これにより、未収縮帆布、心線、及びゴムシートから成る積層体を加硫成型し、ベルトスラブを得た。その後、ベルトスラブは室温(25℃)まで冷却し、幅35mmに切断して平ベルトを得た。
【0074】
[収縮済帆布の幅方向収縮率の測定]
実施例1及び比較例1の未収縮帆布と同一の素材から成る帆布サンプルを用意した。実施例1及び比較例1の帆布サンプルは、長さ900mm、幅35mmであって、帆布サンプルにおいて、第1の糸(ベルト幅方向の糸)が長手方向に延在し、第2の糸(ベルト長手方向の糸)が幅方向に延在しており、すなわち、実施例1の帆布サンプルは長手方向に熱収縮可能な未収縮帆布であった。なお、上記帆布サンプルの長さ、幅は室温雰囲気下(25℃)で測定された。
【0075】
上記実施例1の帆布サンプルを複数用意し、それぞれ加熱オーブンで120℃、150℃、160℃の雰囲気下で30分間加熱した。各温度雰囲気下で加熱した各帆布サンプルは、それぞれ加熱オーブンから取り出した後、長さを測定した。そして、加熱前の(25℃における)帆布サンプルの長さに対する、加熱後の帆布サンプルの長さの増加率を%で表したものを、25℃から各温度それぞれまで加熱したときの、未収縮帆布の幅方向収縮率とした。同様に、比較例1の帆布サンプルに関しても、25℃から160℃に加熱したときの、未収縮帆布の幅方向収縮率を測定した。
【0076】
[加硫ゴム層のゴム膨張率]
実施例1の平ベルトの加硫ゴム層から、厚さ10mm、幅35mm、長さ900mmの直方体のベルトゴム体を複数採取した。なお、上記厚さ、幅、長さの測定値は、25℃におけるものであった。上記ベルトゴム体それぞれを、120℃、150℃、160℃の雰囲気下にある加熱オーブン内で30分間加熱した。30分間の加熱後、その加熱温度の雰囲気下にある加熱オーブン内において、ベルトゴム体の厚さ、幅、及び長さを測定し、加熱後のベルトゴム体の体積を算出した。なお、各ベルトゴム体について、幅、長さ、厚さを積算したものを、そのベルトゴム体の体積とした。加熱前のベルトゴム体の体積に対する、加熱後のベルトゴム体の体積の増加率を%で表したものを、25℃から各温度まで加熱したときのゴム膨張率とした。なお、同様の方法により、比較例1についても25℃から160℃まで加熱したときのゴム膨張率E160を測定した。
【0077】
[ベルトの反り量測定]
実施例1及び比較例1の無端状平ベルトを、帆布側が内周側となるように、2つのプーリに取付伸張率0.5%で取り付け、レーザー変位計を用いて反り量を測定した。すなわち、ベルトの外周面における、ベルト幅方向の両縁部、中央部、並びに各縁部と中央部の中間位置の5点に、レーザー照射を行い、これら5点の位置を測定した。そして、ベルトの厚さ方向における、各点の位置の差を算出し、その最大値をベルトの反り量とした。
【0078】
【表1】

【0079】
表1から明らかなように、実施例1の未収縮帆布は、低温(120℃)に加熱した場合、収縮率はそれほど高くない。一方、高温(150℃以上)に加熱した場合、その幅方向収縮率は高くなり、特に所定温度T(160℃以上)に加熱した場合、低温加熱時の2倍上になることが理解できる。すなわち、本実施例で使用された未収縮帆布は高温下で収縮率が顕著に高いことが理解できる。一方、実施例1に係るゴム膨張率は、低温・高温下いずれにおいてもほぼ一定であることが理解できる。
【0080】
また、実施例1では、160℃(所定温度T)に加熱したときの未収縮帆布の幅方向収縮率WTが、同温度に加熱したときの加硫ゴム層のゴム膨張率ETより高く、かつゴム膨張率ETとの差が3%以内であった。そして、実施例1では加硫成型工程において、未収縮帆布は所定温度T(160℃)より高温(165℃)に加熱されていた。したがって、加硫成型工程において、未収縮帆布は十分に収縮し、加硫ゴム層の収縮に起因するベルト反りを十分に低減することができたので、反り量/ベルト幅は相対的に小さな値になった。一方、比較例1においては、加硫成型工程において、帆布が十分に収縮しなかったため、加硫ゴム層の収縮に起因するベルト反りを十分に低減することができず、反り量/ベルト幅は相対的に大きな値になった。なお、本実施例1では、幅方向収縮率W120とゴム収縮率E120の差、及び幅方向収縮率W150とゴム収縮率E150の差も2%以内となるので、所定温度Tは120℃、又は150℃としても良い。
【図面の簡単な説明】
【0081】
【図1】第1の実施形態に係る成型ベルトを示すための断面図である。
【図2】加硫成型装置を示す断面図である。
【図3】積層体の模式的な断面図である。
【図4】第1の実施形態における、内型内に供給される熱媒体の温度推移、及び加硫度の推移を模式的に示すグラフである。
【図5】第2の実施形態における、内型内に供給される熱媒体の温度推移、及び加硫度の推移を模式的に示すグラフである。
【図6】第3の実施形態における、内型内に供給される熱媒体の温度推移、及び加硫度の推移を模式的に示すグラフである。
【図7】第1の変形例に係る成型ベルトを示すための断面図である。
【図8】第2の変形例に係る成型ベルトを示すための断面図である。
【図9】第3の変形例に係る成型ベルトを示すための断面図である。
【符号の説明】
【0082】
10 加硫成型装置
20 内型
27 外周面
30 積層体
40 外型
70 平ベルト(成型ベルト)
80 未収縮帆布
81 未加硫ゴムシート(未加硫ゴム層)
180 収縮済帆布
181 加硫ゴム層
t0 初期温度
t1 第1の温度
t2 第2の温度
【技術分野】
【0001】
本発明は、幅方向の反りが低減された成型ベルト、及びこの成型ベルトの製造方法に関する。
【背景技術】
【0002】
従来、加硫ゴム層に帆布が積層されて構成される搬送用平ベルトが広く知られており、このベルトの製造方法としては、いわゆるワンポット式の加硫成型装置を用い、帆布と加硫ゴム層を一体加硫成型することが知られている。この方法で製造された搬送用平ベルトは、一般的にベルトの幅方向において反りが顕著に発生する。
【0003】
他の平ベルトの製造方法としては、それぞれ別個に加硫成型した複数の長尺のゴム層を、貼り合わせるとともに、その端部同士を継ぎ合わせ、ベルトを成形する方法が知られている。この方法においては、加硫済みのベルトにゴム層が張り合わされている為、一体成型時の様に各材料の収縮と膨張の影響を受けることが無く、ベルトに反りが生じることは無い。しかし、ベルト端部同士は接着剤等で継ぎ合わせられるため、継ぎ目部分の磨耗性や硬度等が他の部分と異なるから、ベルト性能には問題があり、複数の工程を必要とする為、効率性、作業性にも問題がある。
【0004】
一体加硫成型により製造されるベルトの反り発生を防止する方法としては、特許文献1に記載されるように、搬送ベルトを3層構造にするとともに、3層の両外面を同材料にすることが知られている。また、別の反り発生を防止する方法としては、特許文献2に記載されるように、ポリイミド系樹脂を主体とするとともに導電性物質を含有し、相対的に表面抵抗値が低い外層と、ポリイミド系樹脂を主体とし、相対的に表面抵抗値が高い内層とを有するシームレスベルトにおいて、内層の線膨張係数を外層より大きくすることが知られている。
【特許文献1】特開2002−12334号公報
【特許文献2】特開2002−365927号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1に記載される方法では、ベルトの層構造が限定されるために、適用できる用途が限定されるという問題がある。また、特許文献2のように、各層の線膨張係数を調整することにより反り量を制御する方法は、帆布とゴム層から構成されるベルトには、帆布とゴム層の線膨張係数が極端に異なるため、適用することはできない。
【0006】
本発明は、上記問題点に鑑みて成されたものであり、ゴム層と帆布が積層されて構成される成型ベルトにおいて、幅方向の反りを抑制することを目的としたものである。
【0007】
発明者らは、ゴム層と帆布とが積層されて構成される成型ベルトを、一体加硫成型により製造した場合の反りの発生原因について検討したところ、従来の成型ベルトにおいては、加熱時ゴム層は熱膨張するが、帆布の熱収縮はゴム層の熱膨張率より小さいことを発見した。また帆布はゴム層の加硫前に収縮してしまっており、帆布収縮後も更にゴム層が膨張および加硫する為に反りが防止できていないことを発見した。そして、成型後の冷却工程において、ゴム層は熱膨張した分だけ幅方向に収縮しようとするが、帆布はほとんど収縮しないので、この収縮量の違いにより、成型ベルトに反りが発生することを見出した。
【課題を解決するための手段】
【0008】
そこで、発明者らは、成型ベルトにおいて、帆布に熱収縮可能な未収縮帆布を用いるととともに、加硫成型工程において、帆布を積極的に収縮させ、ゴム層の収縮に起因するベルトの反りを低減させた。
【0009】
すなわち、本発明に係る成型ベルトは、合成樹脂繊維から形成され、ベルト幅方向に熱収縮可能な未収縮帆布と、未加硫ゴムから形成される未加硫ゴム層とが積層された積層体が加熱され、これにより、未収縮帆布がベルト幅方向に熱収縮されて収縮済帆布になるとともに、未加硫ゴム層が加硫されて加硫ゴム層となり、かつこれら収縮済帆布と加硫ゴム層とが一体的に成型されて得られた成型ベルトである。そして、上記積層体が加熱されるとき、少なくとも未収縮帆布が所定温度以上に加熱され、所定温度に加熱したときの、未収縮帆布のベルト幅方向における幅方向収縮率と、加硫ゴム層のゴム膨張率との差が2%以内であり、または幅方向収縮率がゴム膨張率より高いこと特徴とする。
【0010】
上記幅方向収縮率は、ゴム膨張率より高いことが好ましい。そして、幅方向収縮率は、例えば3〜9%であるとともに、ゴム膨張率は例えば0〜6%である。また、未収縮帆布のベルト長手方向における長手方向収縮率は、幅方向収縮率より低いことが好ましい。
【0011】
本発明に係るベルトの製造方法は、合成樹脂繊維から形成され、ベルト幅方向に熱収縮可能な未収縮帆布と、未加硫ゴムから形成される未加硫ゴム層とが積層された積層体を加熱し、これにより、未加硫ゴム層を加硫し、膨張させて加硫ゴム層にするとともに、未収縮帆布をベルト幅方向に収縮させ収縮済帆布とし、かつ加硫ゴム層と収縮済帆布とを一体成型し、ベルトスラブを得る加硫成型工程と、ベルトスラブを冷却させるとともに所定幅に切断し、これにより、膨張された加硫ゴム層がベルトの幅方向に収縮された、成型ベルトを得る冷却工程とを備える。そして、上記加硫成型工程では、少なくとも未収縮帆布を所定温度以上に加熱し、ベルト幅方向における未収縮帆布の収縮により、加硫ゴム層の収縮に起因する成型ベルトの幅方向の反りを低減させる。ここで、所定温度に加熱したときの、未収縮帆布のベルト幅方向における幅方向収縮率と、加硫ゴム層のゴム膨張率との差は2%以内、または幅方向収縮率がゴム膨張率より高く設定される。
【0012】
上記加硫成型工程では、積層体を未収縮帆布側及び未加硫ゴム層側から挟圧することが好ましい。例えば柱状の内型の外周面に少なくとも未収縮帆布、未加硫ゴム層をこの順に巻き付け筒状の積層体を内型に装着するとともに、積層体が装着された内型を囲むように外型を配置し、上記加硫成型工程において、積層体を内型及び外型によって挟圧することが好ましい。
【0013】
上記加硫成型工程は、積層体を、未収縮帆布側及びゴム層側から第1の温度で加熱する第1加熱工程と、積層体を、未収縮帆布側から第1の温度と異なる第2の温度で加熱する第2加熱工程を含み、上記第2の温度は所定温度より高いことが好ましい。
【発明の効果】
【0014】
以上のように、ゴム層と帆布を備え一体的に成型された成型ベルトにおいて、加硫成型工程時、帆布を積極的に収縮させ、その収縮率をゴム層の膨張率に近似させることにより、ゴム層の熱膨張に起因する成型ベルトの幅方向の反りを低減させることができるので、反り量の少ない成型ベルトを得ることができる。
【発明を実施するための最良の形態】
【0015】
以下、本発明の実施形態を図面を参照して説明する。図1は、第1の実施形態に係る成型ベルト70を示す。成型ベルト70は例えば搬送用に使用される無端状の平ベルトである。成型ベルト70は加硫ゴム層181の下面に、収縮済帆布180が加硫接着されて構成される。成型ベルト70は収縮済帆布180の下面側がプーリ(不図示)に接するようにプーリに掛け回されて使用され、加硫ゴム層181の上面は、被搬送物を搬送するための搬送面と成る。
【0016】
成型ベルト70は、後述する未加硫ゴムシート81(図3参照)と、未収縮帆布80(図3参照)とが積層された積層体30(図3参照)が加圧・加熱され、これにより未収縮帆布80が熱収縮されて収縮済帆布180になるとともに、未加硫ゴムシート81が加硫されて加硫ゴム層181となり、かつこれら収縮済帆布180と加硫ゴム層181とが一体的に成型されて得られたものである。なお、積層体30が加硫成型により加熱されるとき、収縮済帆布180は少なくとも所定温度T(例えば160℃)以上に加熱されることにより、収縮されている。
【0017】
加硫ゴム層181のゴム成分としては、ニトリルゴム、クロロプレンゴム、ポリブタジエンゴム、EPDM(エチレン−プロピレン−ジエン共重合体)、水素添加ニトリルゴム、スチレンブタジエンゴム、フッ素ゴム、シリコンゴム、天然ゴム、及びポリウレタンゴムより選択される少なくとも1種のものが使用される。加硫ゴム層181は、加熱により膨張し、加硫ゴム層181を25℃から所定温度T(例えば160℃)まで加熱したときの加硫ゴム層181の体積膨張率(以下、「ゴム膨張率ET」という)は、例えば0〜6%である。なお、ゴム膨張率ETとは、加硫ゴム層181を25℃から所定温度Tまで加熱したときの、25℃における加硫ゴム層181の体積に対する、所定温度Tにおける加硫ゴム層181の体積増加率を%で表したものである。なお、ゴム膨張率の測定方法の詳細は実施例で説明する。
【0018】
次に、図2、3を用いて第1の実施形態に係る成型ベルトの製造方法について説明する。図2は本実施形態に使用される加硫成型装置10を示す。加硫成型装置10は、内型20と、内型20を内部に収納する外型40を有する。略円筒形に形成された外型40は内部に略円筒状のゴムジャケット43が設けられ、ゴムジャケット43と外型40の内周面72の間には、密閉空間54が形成される。ゴムジャケット43の内部は、内型20を収納するための収納室67として形成される。収納室67には、図3に示すように外周面27に、未収縮帆布80および未加硫ゴムシート(未加硫ゴム層)81がこの順に巻き付けられた内型20が配置される。
【0019】
本実施形態における未加硫ゴムシート81は前述するように加硫成型され、成型ベルト70(図1参照)において、加硫ゴム層181と成る。
【0020】
未収縮帆布80は、例えば合成樹脂繊維によって織られ又は編まれて形成され、例えば内型20の軸X方向(すなわち、ベルトの幅方向)に延在する第1の糸と、内型20の周方向(すなわち、ベルトの長手方向)に延在する第2の糸とによって織られている。なお、例えば第1の糸には織物構造としての経糸が用いられると共に、第2の糸には緯糸が用いられる。
【0021】
未収縮帆布80において、軸方向Xに延在する第1の糸は、熱収縮可能なものが使用され、例えば、120℃における乾熱収縮率が3〜35%のものが使用され、好ましくは15〜20%のものが使用される。乾熱収縮率はJIS L1042に基づいて測定されたものである。
【0022】
従来の成型ベルトの帆布に使用される糸は、予め熱処理が施され、加硫成型工程での加熱による熱収縮は抑えられている。しかし、本実施形態で使用される第1の糸としては、例えば熱処理が施されていない糸が使用され、加硫成型工程における加熱により、比較的大きく熱収縮される。
【0023】
第2の糸は、例えば予め熱処理が施され、加硫成型工程で実質的に熱収縮されない糸であって、ベルト加硫温度での熱収縮率が第1の糸に比べて低い。第1及び第2の糸に使用される繊維は特に限定されず、例えばPET、PBT、PTTである。
【0024】
以上のような第1の糸が使用されることにより、本実施形態における未収縮帆布80は、加熱により充分にベルトの幅方向に収縮される帆布であって、25℃から所定温度T(例えば160℃)に加熱されたときの収縮率(幅方向収縮率WT)は、3%以上であって、好ましくは3〜9%に設定される。一方、第2の糸には収縮性が低い糸が用いられるため、未収縮帆布80のベルト長手方向の収縮率(以下、長手方向収縮率LTという)は、上記幅方向収縮率WTより低くなる。なお、幅方向収縮率WTの測定方法は、実施例で詳述すると共に、長手方向収縮率LTは幅方向収縮率WTと同様の条件で測定される。
【0025】
また、未収縮帆布80は、高温加熱時、低温加熱時に比べ顕著に収縮し、25℃から所定温度(160℃)に加熱されたときの幅方向収縮率WTは、25℃から120℃に加熱されたときの幅方向収縮率W120の2倍以上となる。
【0026】
未収縮帆布80は、幅方向収縮率WTが従来の帆布に比べて高いものが使用され、これにより、加硫ゴム層181のゴム膨張率ETとの差が例えば2%以内、または加硫ゴム層181のゴム膨張率ETより高く設定される。そして、好ましくは、幅方向収縮率WTがゴム膨張率ETより高い場合、その差は3%以内に設定される。幅方向収縮率WTと、ゴム膨張率ETとがこのように設定されることにより、反りが少ない成型ベルト70が得られる。反りが少ない成型ベルト70は、平面性に優れ、搬送機能が良好になる。
【0027】
次に、本実施形態における積層体30の加硫成型方法について図2、4を用いて説明する。本実施形態においては、内型20が外型40内に収納された状態において、外型40に設けられた密閉空間54に初期温度t0に加熱された圧力媒体が供給され、ゴムジャケット43がその径方向内側に膨張させられ、積層体30は、ゴムジャケット43と内型20とによって挟圧され所定圧力が付勢される。初期温度t0の圧力媒体の供給は、期間m0において継続され、ゴムジャケット43と内型20の間に内在する空気は収納室67の外部に押し出される。また、期間m0では、内型20内部にも初期温度t0の熱媒体が供給され、すなわち積層体30は、内型20の外周面27と、外型40の内周面から初期温度t0で加熱される。初期温度t0は未加硫ゴムシート81が加硫される温度、すなわち加硫温度には到達していないので、期間m0においては、未加硫ゴムシートの加硫度を示すトルクはわずかに上昇するのみである。
【0028】
なお、加硫度を示すトルクとは各時間におけるゴムシート81にねじり振動を与えたときに測定されたトルクであって、図4及び後述する図5、6ではそのトルクを結んでキュラストカーブCとして実線で記載する。一方、温度推移は、点線で記載される。なお、内型20と外型40の挟圧により積層体30には期間m0〜期間m2に亘って、一定圧力が付与され続ける。
【0029】
期間m0経過後、圧力媒体の温度は期間m1において、初期温度t0から第1の温度t1まで上昇させられる。内型20内部に供給される熱媒体も同様に期間m1の間に、第1の温度t1まで上昇させられる。第1の温度t1に加熱された圧力媒体及び熱媒体によって、積層体30は、ゴムジャケット43の内周面(すなわち未加硫ゴムシート81側)及び内型20の外周面27(すなわち未収縮帆布80側)から加熱され、この加熱は図4に示すように期間m2の間継続される。
【0030】
期間m0〜m2における加熱により、未加硫ゴムシート81は熱膨張すると共に、積層体30は加硫成型され、未加硫ゴムシート81のキュラストカーブCは加熱温度の上昇と共に上昇する。そして、期間m2中の所定時間経過した時点でキュラストカーブCの上昇は実質的に終了させられる。すなわち、積層体30は期間m2において、未加硫ゴムシート81の加硫が終了するとともに、未加硫ゴムシート81に未収縮帆布80が加硫接着され、加硫ゴム層181(図1参照)と収縮済帆布180(図1参照)とが一体的に成型されたベルトスラブが得られる。なお、第1の温度t1は上記した所定温度T以上の温度である。
【0031】
期間m2における加熱が終了すると、内型20及び外型40への熱媒体及び圧力媒体の供給が停止されるとともに、内型20が収納室67から取り出される。取り出された内型20はベルトスラブと共に例えば室温(25℃程度)まで冷却され、略円筒形を呈するベルトスラブは内型20から離脱された後、周方向に沿って切断され、これにより所定幅を有する成型ベルト70が得られる。成型ベルト70は上述したように加硫ゴム層181の下面に収縮済帆布180が密着積層されて構成される無端状の平ベルトである。
【0032】
本実施形態おいて第2の温度t1は所定温度Tより高温に設定されており、加硫ゴム層181は、加硫終了時、所定温度T以上に加熱された状態にあり、加硫ゴム層181はゴム膨張率ETと同等、若しくはゴム膨張率ET以上に膨張させられている。したがって、加硫ゴム層181が冷却されると、その膨張させられた分だけその周方向(ベルトの長手方向)、軸方向(ベルトの幅方向)、及び径方向(ベルトの厚さ方向)に収縮しようとする力(収縮力)が作用される。
【0033】
一方、未収縮帆布80は、上述したように、軸X方向に熱収縮する帆布であって、加硫成型工程の期間m0〜m2において、軸X方向に所定の収縮率で収縮させられ、収縮済帆布180となる。しかし、収縮済帆布180は、第1の温度t1から室温(25℃)まで冷却されるとき、実質的に膨張及び収縮させられることはない。したがって、積層体30の軸X方向の両端には、加硫成型工程において、未収縮帆布80の収縮により、径方向内側に反るように未収縮帆布80から力(収縮力)が作用され、その力は冷却された後においても、継続してベルトスラブに作用される。
【0034】
一般的に、上記加硫ゴム層181の収縮力により、ベルトスラブは、その幅方向(軸方向)の長さが切断されて短くされるとき、幅方向に凹反りが発生する。すなわち、ベルトスラブが切断されて短くされるとき、収縮力は開放されてベルトの幅方向に作用され、これによりベルト幅方向には大きな反り力が作用される。この反り力は、図1において、成型ベルト70の幅方向における両端部Eを上方に反り上げる力である。
【0035】
しかし、本実施形態では、ゴムシート81の収縮により発生する反り力は、上述した未収縮帆布80の収縮により発生した力(収縮力)によって打ち消されているので、幅方向における反りの発生が防止させられる。特に本実施形態では、収縮済帆布180の所定温度T(すなわち、温度t1以下の温度)の収縮率は、ベルト幅方向において高く、未収縮帆布80の幅方向収縮率WTと加硫ゴム層180のゴム膨張率ETとの差が2%以内に設定され、または幅方向収縮率WTがゴム膨張率ETより高く設定され、反りの発生が有効に抑制される。
【0036】
また、未収縮帆布80は、低温(例えば120℃)における幅方向収縮率E120が低いので、期間m1において低温(第1の温度t1未満)で加熱されるとき、熱収縮量は相対的に小さい。しかし、未収縮帆布80の所定温度T(例えば、160℃)における熱収縮率WTが高く、未収縮帆布80は、期間m2において所定温度Tより高く加熱されるとき、相対的に大きく収縮させられる。
【0037】
一方、未加硫ゴムシート81は、キュラストカーブCが示すように、期間m1において、未収縮帆布80に加硫接着される。すなわち、未収縮帆布80は、ゴムシート81に加硫接着された後、大きく熱収縮させられるので、未収縮帆布80の収縮力はベルトスラブに効果的に作用させられる。なお、ベルトの反りを顕著に防止するためには、未収縮帆布の収縮力は高い方が好ましく、未収縮帆布80の所定温度Tにおける幅方向収縮率WTは、ゴム膨張率ETより高い方が良い。
【0038】
以上説明したように、従来、未加硫ゴム層と帆布が積層された積層体を加硫成型する場合、未加硫ゴム層は加硫成型において膨張した後、冷却するとき収縮させられ、この収縮により成型ベルトには凹反りが生じていた。しかし本実施形態では、ベルトの加硫成型工程において、帆布を積極的に熱収縮させることにより、上記凹反りを減少させることができる。
【0039】
次に第2の実施形態について説明する。第2の実施形態と第1の実施形態の相違点は、積層体30の加熱方法である。以下図5を用いて第2の実施形態における加熱方法について説明する。
【0040】
積層体30は第1の実施形態と同様に、期間m0において、外型40及び内型20に供給される初期温度t0の圧力媒体、熱媒体で加熱される。そして、この期間m0終了後、期間m1において、上記圧力媒体、熱媒体は、第1の温度t1まで上昇させられる。なお、内型20と外型40の挟圧により積層体30には期間m0〜期間m2’に亘って、一定圧力が付与され続ける。
【0041】
積層体30は、第1の温度t1に加熱された圧力媒体及び熱媒体によって、ゴムジャケット43の内周面(すなわちゴムシート81側)及び内型20の外周面27(すなわち未収縮帆布80側)から加熱され、この加熱は図5に示すように期間m2の間継続される。
【0042】
期間m1、m2における加熱により、ゴムシート81の加硫度は加熱温度の上昇と共に上昇し(図5のキュラストカーブ参照)、期間m2中の所定時間経過した時点でその上昇は実質的に終了させられる。すなわち、積層体30は期間m1、m2において、ゴムシート81の加硫が終了されるとともに、加硫ゴム層181に収縮済帆布180が加硫接着してベルトスラブ(不図示)が得られる。
【0043】
期間m2経過後、内型20に供給される熱媒体の温度は第2の温度t2に上昇させられ、その熱媒体は期間m2’において第2の温度t2に維持される。一方、期間m2’において、外型40の密閉空間54に供給される圧力媒体の温度は第1の温度t1に維持されたままである。すなわち、期間m2’において、積層体30は内型20側から第2の温度t2で加熱されるとともに、外型40側から第1の温度t1で加熱される。ここで、第2の温度は上記した所定温度Tよりも高い温度である。
【0044】
期間m2’経過後、内型20及び外型40への熱媒体及び圧力媒体の供給が停止されるとともに、内型20が収納室67から取り出される。取り出された内型20はベルトスラブ(不図示)と共に例えば室温(25℃程度)まで冷却され、略円筒形を呈するベルトスラブ(不図示)は内型20から離脱された後、周方向に沿うように切断され、これにより所定幅を有する成型ベルト(平ベルト)70が成形される。
【0045】
本実施形態においても、未収縮帆布80及び未加硫ゴムシート81は第1の実施形態と同様のものが使用され、すなわち未収縮帆布80は所定温度T(例えば160℃)において充分に熱収縮される帆布であって、未収縮帆布80の幅方向収縮率WTと、加硫ゴム層181のゴム膨張率ETとの差が2%以内であり、または幅方向収縮率WTがゴム膨張率ETより高く設定される。
【0046】
本実施形態では、期間m2において、未収縮帆布80は熱収縮されるが、第1の実施形態と同様に、未収縮帆布80は低温加熱時、その幅方向収縮率は相対的に低く、期間m2における加熱のみでは未収縮帆布80を充分に収縮させることができない。
【0047】
そこで、本実施形態では、未収縮帆布80を、期間m2終了後、期間m2’において、第1の温度t1より高い第2の温度t2で加熱している。ここで、第2の温度t2は、上記した所定温度Tより高く、未収縮帆布80は、期間m2’において充分に収縮されることになる。すなわち、本実施形態においても、未収縮帆布80は、少なくとも所定温度T以上に加熱され、これにより効果的に未収縮帆布は熱収縮される。
【0048】
期間m2’においてゴムシート81側の加熱温度は、第1の温度t1に設定されたままなので、ゴムシート81に余計な熱履歴が加えられることはない。同様に、本実施形態では、期間m2’により帆布81を積極的に収縮させているので、期間m2において、帆布81を収縮させる必要はないので、期間m2の温度(第1の温度t1)を低く設定することができる。したがって、期間m2において、未加硫ゴムシート81に余計な熱履歴が加えられることが回避されるので、加硫ゴム層181の加熱による分解及び余計な膨張が抑制される。なお、第1の温度t1は所定温度Tより低くても良いが高くても良い。
【0049】
さらに本実施形態では、加硫成型工程の開始直後において、キュラストカーブCが示すように、未加硫ゴムシート81は、加硫され、未収縮帆布80に加硫接着される一方、加硫成型工程の後半で未収縮帆布80が大きく収縮させられる。すなわち、本実施形態では、未収縮帆布80は、ゴムシート81に加硫接着させられた後に、大きく収縮させられるので、未収縮帆布80の収縮により積層体30の反りが効果的に低減される。
【0050】
未収縮帆布80は、期間m2’における加熱により、その厚みが薄く熱伝導率が相体的に高いので、短時間の間に第2の温度t2まで上昇する。しかし、ゴムシート81(加硫ゴム層181)は、外型40から第1の温度t1で加熱されるとともに、内型20側から第2の温度t2で加熱されるが、熱伝導率が低いので、期間m2’において、一部が第2の温度t2まで加熱されるが、その全体が第2の温度t2まで加熱されることはない。
【0051】
すなわち、本実施形態では、未収縮帆布80は所定温度T以上に加熱されるが、加熱終了時に加硫ゴム層は所定温度Tまで加熱されていないこともある。しかし、加硫ゴム層181のゴム膨張率は、加硫温度(例えば100〜180℃程度)において、温度変動に依存して大きく変動することはない。したがって、加硫ゴム層181の所定温度Tにおけるゴム膨張率ETと、未収縮帆布80の幅方向収縮率WTとの差を2%以内にし、又は幅方向収縮率WTをゴム膨張率ETより大きくすれば、本実施形態においても、成型ベルトの反りを防止することができる。
【0052】
次に第3の本実施形態について説明する。第3の実施形態と第1の実施形態の相違点は、積層体30の加熱方法のみであるので以下図6を用いて加熱方法について説明する。
【0053】
積層体30は第1の実施形態と同様に、期間m0において、外型40及び内型20に供給される初期温度t0の圧力媒体、熱媒体で加熱される。なお、内型20と外型40の挟圧により積層体30には期間m0〜期間m2に亘って、一定圧力が付与され続ける。
【0054】
期間m0経過後、内型20に供給される熱媒体の温度は第2の温度t2に上昇させられ、その熱媒体は期間m2’において第2の温度t2に維持される。一方、外型40に供給される圧力媒体は、期間m1において第1の温度t1まで上昇させられ、期間m2’において、その圧力媒体の温度は第1の温度t1に維持される。すなわち、期間m2’において、積層体30は内型20側から第2の温度t2で加熱されるとともに、外型40側から第1の温度t1で加熱される。第2の実施形態と同様に、第1の温度t1は所定温度Tより高くても良いが低くても良い。一方、第2の温度t2は所定温度Tより高く設定される。
【0055】
期間m2’が経過すると、内型20内部に供給される熱媒体の温度が第1の温度t1まで低下させられ、期間m2では内型20内部に供給される熱媒体及び外型54に供給される圧力媒体の温度が共に第1の温度t1に設定される。なお、キュラストカーブCで確認できるように、加硫度の上昇は、期間m2中の所定時間経過した時点で実質的に終了し、期間m2においてゴムシート81の加硫が終了し、内型20の外周面にはベルトスラブが成形される。
【0056】
期間m2における加熱が終了すると、内型20及び外型40への熱媒体及び圧力媒体の供給が停止されるとともに、内型20が収納室67から取り出される。取り出された内型20はベルトスラブと共に例えば室温(25℃程度)まで冷却され、ベルトスラブは内型20から離脱された後、周方向に沿うように切断され、これにより所定幅を有する成型ベルト70が得られる。
【0057】
本実施形態においても、未収縮帆布80及び未加硫ゴムシート81は第1の実施形態と同様のものが使用される。すなわち未収縮帆布80は所定温度T(例えば160℃)において充分に熱収縮される帆布であって、未収縮帆布80の幅方向収縮率WTと、加硫ゴム層181のゴム膨張率ETとの差が2%以内であり、または幅方向収縮率WTがゴム膨張率ETより高く設定される。このような構成を有する未収縮帆布80は、第1及び第2の実施形態と同様に、加硫成型工程で所定温度以上に加熱されることにより、充分に熱収縮するので、ベルト幅方向の反りの発生が防止される。
【0058】
なお、本実施形態でも期間m2’において、内型20側から未収縮帆布80を積極的に第2の温度t2に加熱されるので、未収縮帆布80はその加熱により充分に収縮することができる。一方、期間m2’においては、外型40側の温度は、第2の温度t1より低い第1の温度t1に設定されているので、ゴムシート81には余計な熱履歴が加えられない。
【0059】
第2及び第3の実施形態において、第1の温度(加硫加熱温度)t1は、例えば120〜170℃、第2の温度(帆布収縮温度)t2は、例えば150〜180℃に設定され、第2の温度t2は第1の温度t1より高温に設定される。また、期間(加硫期間)m2は例えば20〜40分間に設定されると共に、期間(帆布収縮期間)m2’は、例えば3〜10分間に設定され、期間m2より短い。
【0060】
成型ベルト70の構成は上述の構成に限定されず、第1乃至第3の変形例に示す構成を有していても良い。図7は、第1の変形例の成型ベルト70を示す。図7に示すように、第1の変形例の成型ベルト70は、第1の帆布180Aと、第1の帆布180Aの上面に積層された第2の帆布180Bと、第2の帆布180Bの上面に積層されたゴム層181から構成される。
【0061】
この成型ベルト70が製造されるとき、内型20には、第1の帆布、第2の帆布、及び未加硫ゴムシートがこの順で巻き付けられる。ここで、第1及び第2の帆布のうち少なくともいずか一方の帆布は、本実施形態における未収縮帆布80と同一の構成を有する。
【0062】
図8は第2の変形例を示す。図8に示すように、第2の変形例の成型ベルト70は、収縮済帆布180と、収縮済帆布180の上面に積層された補強層190と、補強層190の上面に積層されたゴム層181から構成される。補強層190は、プライマー層191内に、長手方向に延在する心線192が埋設されて構成される。
【0063】
この成型ベルト70が製造されるとき、内型20には、まず予めプライマーが塗布された未収縮帆布が、プライマーの塗布された面が外周に向くように巻き付けられる。次にそのプライマーの上に心線が螺旋状に巻かれ、その心線の上にはさらに未加硫ゴムシートが巻き付けられる。ここでゴムシート、未収縮帆布の構成は本実施形態における構成と同一である。プライマーは、ゴムまたは合成樹脂から形成され、ゴム成分としてはニトリルゴム、クロロプレンゴム、ポリブタジエンゴム、EPDM(エチレン−プロピレン−ジエン共重合体)、水素添加ニトリルゴム、スチレンブタジエンゴム、フッ素ゴム、シリコンゴム、天然ゴム、及びポリウレタンゴムより選択される少なくとも1種のものが使用される。また、合成樹脂としては、ポリアミド、ポリウレタン、塩化ビニル、フェノールレジン、ポリイミド、ポリエステル、フッ素樹脂等が使用される。
【0064】
図9は本実施形態の第3の変形例を示す。図9に示すように、第3の変形例の成型ベルト70は、第1の帆布180Aと、第1の帆布180Aの上面に積層された補強層190と、補強層190の上面に積層された第2の帆布180Bと、第2の帆布180Bの上面に積層されたゴム層181から構成される。なお、第1及び第2の帆布180A、180Bは第1の変形例と同様の構成を有するとともに、補強層190は第2の変形例と同様の構成を有するため、これらの説明は省略する。
【0065】
勿論、成型ベルト70の層構成は、加硫ゴム層181及び帆布(収縮済帆布180)が積層されていれば上述の構成に限定されない。ただし、帆布(未収縮帆布)は、内型20又は外型40によって加熱されやすいように、内型20及び外型40に近接し、又は接するように巻き付けられていたほうが良い。
【0066】
なお、第1乃至第3の実施形態においては、未収縮帆布80には、上記プライマーに使用されるゴム、合成樹脂によって含浸処理が施されていても良い。
【実施例】
【0067】
次に、本発明について実施例を用いてさらに詳細に説明するが、本発明は以下に示す実施例に限定されるものではない。
【0068】
[実施例1]
実施例1は、第2の実施形態の加硫成型方法に倣って、収縮済帆布、補強層、加硫ゴム層が積層されて構成される第2の変形例に示す平ベルト(図8参照)を製造した。実施例1では、未収縮帆布の一面に、ゴム成分が天然ゴムであるプライマーゴムが塗布されており、その未収縮帆布が内型に巻き付けられ、その未収縮帆布の上に、心線、及び未加硫ゴムシートが巻き付けられた。ここで、未加硫ゴムシートの厚さは10mmであり、ゴム成分としては天然ゴムが使用された。
【0069】
第1の糸に使用される糸は、140dtexの糸であると共に、第2の糸に使用される糸は110dtexの糸であって、第1及び第2の糸に使用される繊維はPETであった。実施例1で使用された帆布は幅方向に高い収縮性を有する帆布であって、表1に示す幅方向収縮率を有していた。
【0070】
未収縮帆布、心線、及び未加硫ゴムシートから成る積層体を、図5に示すように、30分間(期間m0+期間m1)かけて、内型の熱媒体及び外型の圧力媒体の温度を145℃(第1の温度t1)まで上昇させた。その後、内型の熱媒体及び外型の圧力媒体の温度を145℃(第1の温度t1)で30分間(期間m2)維持し、積層体を加熱した。次いで、内型の熱媒体の温度のみを、所定温度T(160℃)以上の温度である165℃(第2の温度t2)まで上昇させ、内型の熱媒体の温度を165℃、外型の熱媒体の温度を145℃に維持して、積層体を5分間(期間m2’)加熱した。これら加熱により、積層体は、図8に示すような収縮済帆布、補強層、加硫ゴム層が一体的に積層されたベルトスラブとなった。
【0071】
期間m2’の加熱が終了すると、内型を外型から取り出すと共に、ベルトスラブを内型と共に室温(25℃)まで冷却し、幅35mmに切断して実施例1の平ベルトを得た。
【0072】
[比較例1]
比較例1は、未収縮帆布の構成、並びに内型及び外型に供給される熱媒体及び圧力媒体の加熱温度と加熱時間以外の条件は実施例1と同様にして実施した。すなわち、比較例1では、第1の糸に使用される糸は、140dtexの糸であり、第2の糸に使用される糸は110dtexの糸であった。比較例1で使用された帆布は幅方向の収縮性が低く、表1に示す幅方向収縮率を有していた。なお、第1及び第2の糸に使用される繊維はPETであった。未加硫ゴムシートには実施例1と同様の配合を有する天然ゴムを用いると共に、未収縮帆布には実施例1と同様にプライマーゴムを塗付した。
【0073】
比較例1においては、内型の熱媒体及び外型の圧力媒体の温度を165℃まで上昇させた後、165℃で30分間維持し、これにより、未収縮帆布、心線、及びゴムシートから成る積層体を加硫成型し、ベルトスラブを得た。その後、ベルトスラブは室温(25℃)まで冷却し、幅35mmに切断して平ベルトを得た。
【0074】
[収縮済帆布の幅方向収縮率の測定]
実施例1及び比較例1の未収縮帆布と同一の素材から成る帆布サンプルを用意した。実施例1及び比較例1の帆布サンプルは、長さ900mm、幅35mmであって、帆布サンプルにおいて、第1の糸(ベルト幅方向の糸)が長手方向に延在し、第2の糸(ベルト長手方向の糸)が幅方向に延在しており、すなわち、実施例1の帆布サンプルは長手方向に熱収縮可能な未収縮帆布であった。なお、上記帆布サンプルの長さ、幅は室温雰囲気下(25℃)で測定された。
【0075】
上記実施例1の帆布サンプルを複数用意し、それぞれ加熱オーブンで120℃、150℃、160℃の雰囲気下で30分間加熱した。各温度雰囲気下で加熱した各帆布サンプルは、それぞれ加熱オーブンから取り出した後、長さを測定した。そして、加熱前の(25℃における)帆布サンプルの長さに対する、加熱後の帆布サンプルの長さの増加率を%で表したものを、25℃から各温度それぞれまで加熱したときの、未収縮帆布の幅方向収縮率とした。同様に、比較例1の帆布サンプルに関しても、25℃から160℃に加熱したときの、未収縮帆布の幅方向収縮率を測定した。
【0076】
[加硫ゴム層のゴム膨張率]
実施例1の平ベルトの加硫ゴム層から、厚さ10mm、幅35mm、長さ900mmの直方体のベルトゴム体を複数採取した。なお、上記厚さ、幅、長さの測定値は、25℃におけるものであった。上記ベルトゴム体それぞれを、120℃、150℃、160℃の雰囲気下にある加熱オーブン内で30分間加熱した。30分間の加熱後、その加熱温度の雰囲気下にある加熱オーブン内において、ベルトゴム体の厚さ、幅、及び長さを測定し、加熱後のベルトゴム体の体積を算出した。なお、各ベルトゴム体について、幅、長さ、厚さを積算したものを、そのベルトゴム体の体積とした。加熱前のベルトゴム体の体積に対する、加熱後のベルトゴム体の体積の増加率を%で表したものを、25℃から各温度まで加熱したときのゴム膨張率とした。なお、同様の方法により、比較例1についても25℃から160℃まで加熱したときのゴム膨張率E160を測定した。
【0077】
[ベルトの反り量測定]
実施例1及び比較例1の無端状平ベルトを、帆布側が内周側となるように、2つのプーリに取付伸張率0.5%で取り付け、レーザー変位計を用いて反り量を測定した。すなわち、ベルトの外周面における、ベルト幅方向の両縁部、中央部、並びに各縁部と中央部の中間位置の5点に、レーザー照射を行い、これら5点の位置を測定した。そして、ベルトの厚さ方向における、各点の位置の差を算出し、その最大値をベルトの反り量とした。
【0078】
【表1】
【0079】
表1から明らかなように、実施例1の未収縮帆布は、低温(120℃)に加熱した場合、収縮率はそれほど高くない。一方、高温(150℃以上)に加熱した場合、その幅方向収縮率は高くなり、特に所定温度T(160℃以上)に加熱した場合、低温加熱時の2倍上になることが理解できる。すなわち、本実施例で使用された未収縮帆布は高温下で収縮率が顕著に高いことが理解できる。一方、実施例1に係るゴム膨張率は、低温・高温下いずれにおいてもほぼ一定であることが理解できる。
【0080】
また、実施例1では、160℃(所定温度T)に加熱したときの未収縮帆布の幅方向収縮率WTが、同温度に加熱したときの加硫ゴム層のゴム膨張率ETより高く、かつゴム膨張率ETとの差が3%以内であった。そして、実施例1では加硫成型工程において、未収縮帆布は所定温度T(160℃)より高温(165℃)に加熱されていた。したがって、加硫成型工程において、未収縮帆布は十分に収縮し、加硫ゴム層の収縮に起因するベルト反りを十分に低減することができたので、反り量/ベルト幅は相対的に小さな値になった。一方、比較例1においては、加硫成型工程において、帆布が十分に収縮しなかったため、加硫ゴム層の収縮に起因するベルト反りを十分に低減することができず、反り量/ベルト幅は相対的に大きな値になった。なお、本実施例1では、幅方向収縮率W120とゴム収縮率E120の差、及び幅方向収縮率W150とゴム収縮率E150の差も2%以内となるので、所定温度Tは120℃、又は150℃としても良い。
【図面の簡単な説明】
【0081】
【図1】第1の実施形態に係る成型ベルトを示すための断面図である。
【図2】加硫成型装置を示す断面図である。
【図3】積層体の模式的な断面図である。
【図4】第1の実施形態における、内型内に供給される熱媒体の温度推移、及び加硫度の推移を模式的に示すグラフである。
【図5】第2の実施形態における、内型内に供給される熱媒体の温度推移、及び加硫度の推移を模式的に示すグラフである。
【図6】第3の実施形態における、内型内に供給される熱媒体の温度推移、及び加硫度の推移を模式的に示すグラフである。
【図7】第1の変形例に係る成型ベルトを示すための断面図である。
【図8】第2の変形例に係る成型ベルトを示すための断面図である。
【図9】第3の変形例に係る成型ベルトを示すための断面図である。
【符号の説明】
【0082】
10 加硫成型装置
20 内型
27 外周面
30 積層体
40 外型
70 平ベルト(成型ベルト)
80 未収縮帆布
81 未加硫ゴムシート(未加硫ゴム層)
180 収縮済帆布
181 加硫ゴム層
t0 初期温度
t1 第1の温度
t2 第2の温度
【特許請求の範囲】
【請求項1】
合成樹脂繊維から形成され、ベルト幅方向に熱収縮可能な未収縮帆布と、未加硫ゴムから形成される未加硫ゴム層とが積層された積層体が加熱され、
これにより、前記未収縮帆布がベルト幅方向に熱収縮されて収縮済帆布になるとともに、前記未加硫ゴム層が加硫ゴム層となり、かつこれら収縮済帆布と加硫ゴム層とが一体的に成型されて得られた成型ベルトであって、
前記積層体が加熱されるとき、少なくとも前記未収縮帆布が所定温度以上に加熱され、
前記所定温度に加熱したときの、前記未収縮帆布のベルト幅方向における幅方向収縮率と、前記加硫ゴム層のゴム膨張率との差が2%以内であり、または前記幅方向収縮率が前記ゴム膨張率より高いことを特徴とする成型ベルト。
【請求項2】
前記幅方向収縮率は、前記ゴム膨張率より高いことを特徴とする請求項1に記載の成型ベルト。
【請求項3】
前記所定温度に加熱したときの、前記未収縮帆布のベルト長手方向における長手方向収縮率は、前記幅方向収縮率より低いことを特徴とする請求項1に記載の成型ベルト。
【請求項4】
合成樹脂繊維から形成され、ベルト幅方向に熱収縮可能な未収縮帆布と、未加硫ゴムから形成される未加硫ゴム層とが積層された積層体を加熱し、これにより、前記未加硫ゴム層を加硫し、膨張させて加硫ゴム層にするとともに、前記未収縮帆布をベルト幅方向に収縮させ収縮済帆布とし、かつ加硫ゴム層と前記収縮済帆布とを一体成型し、ベルトスラブを得る加硫成型工程と、
前記ベルトスラブを冷却させるとともに所定幅に切断し、これにより、膨張された前記加硫ゴム層がベルトの幅方向に収縮された、成型ベルトを得る冷却工程とを備え、
前記加硫成型工程において、少なくとも前記未収縮帆布を所定温度以上に加熱し、
前記ベルト幅方向における前記未収縮帆布の収縮により、前記加硫ゴム層の収縮に起因する成型ベルトの幅方向の反りを低減させ、
前記所定温度に加熱したときの、前記未収縮帆布のベルト幅方向における幅方向収縮率と、前記加硫ゴム層のゴム膨張率との差が2%以内であり、または前記幅方向収縮率が前記ゴム膨張率より高いことを特徴とするベルトの製造方法。
【請求項5】
柱状の内型の外周面に少なくとも前記未収縮帆布、前記未加硫ゴム層をこの順に巻き付け筒状の前記積層体を内型に装着するとともに、前記積層体が装着された内型を囲むように外型を配置し、前記加硫成型工程において、前記積層体を前記内型及び前記外型によって挟圧すること特徴とする請求項4に記載のベルトの製造方法。
【請求項6】
前記加硫成型工程は、前記積層体を、前記未収縮帆布側及びゴム層側から第1の温度で加熱する第1加熱工程と、
前記積層体を、前記未収縮帆布側から前記第1の温度と異なる第2の温度で加熱する第2加熱工程を含み、
前記第2の温度が前記所定温度より高いこと特徴とする請求項4に記載のベルトの製造方法。
【請求項1】
合成樹脂繊維から形成され、ベルト幅方向に熱収縮可能な未収縮帆布と、未加硫ゴムから形成される未加硫ゴム層とが積層された積層体が加熱され、
これにより、前記未収縮帆布がベルト幅方向に熱収縮されて収縮済帆布になるとともに、前記未加硫ゴム層が加硫ゴム層となり、かつこれら収縮済帆布と加硫ゴム層とが一体的に成型されて得られた成型ベルトであって、
前記積層体が加熱されるとき、少なくとも前記未収縮帆布が所定温度以上に加熱され、
前記所定温度に加熱したときの、前記未収縮帆布のベルト幅方向における幅方向収縮率と、前記加硫ゴム層のゴム膨張率との差が2%以内であり、または前記幅方向収縮率が前記ゴム膨張率より高いことを特徴とする成型ベルト。
【請求項2】
前記幅方向収縮率は、前記ゴム膨張率より高いことを特徴とする請求項1に記載の成型ベルト。
【請求項3】
前記所定温度に加熱したときの、前記未収縮帆布のベルト長手方向における長手方向収縮率は、前記幅方向収縮率より低いことを特徴とする請求項1に記載の成型ベルト。
【請求項4】
合成樹脂繊維から形成され、ベルト幅方向に熱収縮可能な未収縮帆布と、未加硫ゴムから形成される未加硫ゴム層とが積層された積層体を加熱し、これにより、前記未加硫ゴム層を加硫し、膨張させて加硫ゴム層にするとともに、前記未収縮帆布をベルト幅方向に収縮させ収縮済帆布とし、かつ加硫ゴム層と前記収縮済帆布とを一体成型し、ベルトスラブを得る加硫成型工程と、
前記ベルトスラブを冷却させるとともに所定幅に切断し、これにより、膨張された前記加硫ゴム層がベルトの幅方向に収縮された、成型ベルトを得る冷却工程とを備え、
前記加硫成型工程において、少なくとも前記未収縮帆布を所定温度以上に加熱し、
前記ベルト幅方向における前記未収縮帆布の収縮により、前記加硫ゴム層の収縮に起因する成型ベルトの幅方向の反りを低減させ、
前記所定温度に加熱したときの、前記未収縮帆布のベルト幅方向における幅方向収縮率と、前記加硫ゴム層のゴム膨張率との差が2%以内であり、または前記幅方向収縮率が前記ゴム膨張率より高いことを特徴とするベルトの製造方法。
【請求項5】
柱状の内型の外周面に少なくとも前記未収縮帆布、前記未加硫ゴム層をこの順に巻き付け筒状の前記積層体を内型に装着するとともに、前記積層体が装着された内型を囲むように外型を配置し、前記加硫成型工程において、前記積層体を前記内型及び前記外型によって挟圧すること特徴とする請求項4に記載のベルトの製造方法。
【請求項6】
前記加硫成型工程は、前記積層体を、前記未収縮帆布側及びゴム層側から第1の温度で加熱する第1加熱工程と、
前記積層体を、前記未収縮帆布側から前記第1の温度と異なる第2の温度で加熱する第2加熱工程を含み、
前記第2の温度が前記所定温度より高いこと特徴とする請求項4に記載のベルトの製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】

【図6】
【図7】

【図8】
【図9】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2008−156111(P2008−156111A)
【公開日】平成20年7月10日(2008.7.10)
【国際特許分類】
【出願番号】特願2006−350384(P2006−350384)
【出願日】平成18年12月26日(2006.12.26)
【出願人】(000111085)ニッタ株式会社 (588)
【Fターム(参考)】
【公開日】平成20年7月10日(2008.7.10)
【国際特許分類】
【出願日】平成18年12月26日(2006.12.26)
【出願人】(000111085)ニッタ株式会社 (588)
【Fターム(参考)】
[ Back to top ]