
反射シート
【課題】光の入射方向による全反射率の異方性が小さく、かつ高い反射率を有する反射シートであって、より軽量化された反射シートを提供すること。
【解決手段】本発明の反射シートは、少なくとも表層部及び内層部を含み、前記表層部が0.3g/m2〜20g/m2の無機粉末及びポリオレフィン系樹脂(C)を少なくとも含み、前記内層部がポリオレフィン系樹脂(A)及び前記ポリオレフィン系樹脂(A)の延伸可能な温度において前記ポリオレフィン系樹脂(A)と非相溶である樹脂(B)の少なくとも1種を含んでおり、前記表層部において、(n1−n2)/n2≧0.20(n1:無機粉末の屈折率、n2:ポリオレフィン系樹脂(C)の屈折率)を満足し、前記内層部に孔を有することを特徴とする。
【解決手段】本発明の反射シートは、少なくとも表層部及び内層部を含み、前記表層部が0.3g/m2〜20g/m2の無機粉末及びポリオレフィン系樹脂(C)を少なくとも含み、前記内層部がポリオレフィン系樹脂(A)及び前記ポリオレフィン系樹脂(A)の延伸可能な温度において前記ポリオレフィン系樹脂(A)と非相溶である樹脂(B)の少なくとも1種を含んでおり、前記表層部において、(n1−n2)/n2≧0.20(n1:無機粉末の屈折率、n2:ポリオレフィン系樹脂(C)の屈折率)を満足し、前記内層部に孔を有することを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、内部に孔を含む樹脂組成物の反射シートであって、特に液晶表示装置のバックライトなどに用いられる反射材に適した反射シートに関する。
【背景技術】
【0002】
液晶はそれ自身が発光しないため、液晶を表示装置として使用するためには光源が必要となる。液晶表示装置は、液晶、配向板、電極、偏光板などからなる液晶パネル、及び該パネルに光を照射する装置、一般にはバックライトと呼ばれる照明装置等からなり、ランプの光を画面に向けて効率よく反射させる等のために反射シートを用いている。
【0003】
液晶表示装置のバックライトは一般にエッジライト型バックライトと直下型バックライトの2種類に大きく分けられる。
【0004】
エッジライト型バックライトは、携帯電話や携帯情報端末などに用いられる小型の液晶表示装置に使用されることが多いバックライトである。エッジライト型バックライトは、発光ダイオードや冷陰極線管などの光源と、アクリル樹脂などの透明な樹脂を楔形に成形した導光板と、液晶パネルとは反対側の導光板の側面に配置される反射材とから構成されることが多い。エッジライト型バックライトでは、導光板の端面に配置された発光ダイオードや冷陰極線管などの光源からの光が導光板の端面から入射される。導光板に入射した光は導光板を通過する過程で導光板の側面から導光板の外に出る。導光板の液晶パネル側の側面から外に出た光は液晶パネルを照明するが、導光板の液晶パネル側とは反対側の側面から外に出た光は液晶パネルを照明することができないため、導光板の液晶パネル側とは反対側の側面には光を反射する反射シートを設置して、導光板の側面から外に出る光を液晶パネル側に反射させて、光源の光を有効に液晶パネルに照射させることが通常行われている。
【0005】
直下型バックライトは、液晶パネルの表示面とは反対側に冷陰極線管などの光源ランプを複数本並べて設置したバックライトであり、大型テレビジョンなどに使用される大画面の液晶表示装置に用いられる。大画面の液晶表示装置では、エッジライト型バックライトでは輝度を満足する水準にまで上げようとすると光源ランプの明るさに限界があるため、光源ランプを複数使用する直下型バックライトが通常使用されている。光源ランプの光は液晶側とは反対側にも照射されるため、光源ランプの液晶側とは反対側に反射シートを設けることによって光源の光を有効に液晶パネルに照射させることが、直下型バックライトでは一般に行われている。
【0006】
最近ではテレビジョンだけでなくパソコンでも動画を表示させることが多くなり、液晶表示装置はより明るいものが求められている。このため、液晶表示装置に使用されるバックライトでは、反射率が90%以上の反射シートが使用されることが多い。液晶表示装置をより明るくするために、冷陰極線管などの光源の出力は増加する傾向にあり、そのために使用中のバックライトの温度はより高温になる傾向が見られる。このため反射シートに使用する樹脂には、液晶物質の耐熱温度に近い概ね80℃の耐熱性が必要となっている。このため液晶表示装置のバックライトに使用される反射シートには、シートに成形しやすく耐熱性にも優れた樹脂組成物の反射シートが求められている。さらに、大型テレビジョンなどの大画面の液晶表示装置に使用されるバックライトでは、大きい面積の反射シートが長期間にわたって強い光に照らされることになる。このため反射シートには、光源の光による変色や変質が少ないことや、温度上昇や吸湿による反りなどの変形が長期間にわたって起こりにくい反射シートが求められている。
【0007】
内部に孔や気泡を含む樹脂のシートは、光を照射すると光が反射されて白く見えたり、真珠様の光沢を示したりすることはよく知られている。内部に孔や気泡を含む樹脂が光をよく反射する理由は次のように考えられる。樹脂の屈折率は概ね1.4〜1.6で、空気の屈折率は約1であるため、樹脂と空気の屈折率の差によって生じる光の反射率は1回の反射あたりでは約4%にすぎない。しかし内部に多数の孔や気泡を含む樹脂のシートでは、内部に樹脂と空気の界面が多数存在するため、シートに照射された光はシートの内部で多数回反射される。この結果、内部に多数の孔や気泡を含む樹脂のシートでは、照射された光はシートの内部で大部分が反射され、その結果、シート全体としての反射率が大きくなると考えられる。
【0008】
また、樹脂の内部に含まれる多数の孔や気泡は、各々の形状や大きさが異なる場合が多いため、孔や気泡の界面で反射される光は一つの方向にまとまって反射されることは少なく、反射する光の方向は各々の孔や気泡ごとに異なる。このため、内部に多数の孔や気泡を含む樹脂のシートに光を照射した場合の反射は、入射した光があらゆる方向に反射する拡散反射となりやすい。内部に孔や気泡を含む樹脂組成物のシートとしては、(a)無機物の粉末を添加した樹脂を延伸することによって、樹脂と無機物の粉末との界面を開裂させて、樹脂の内部に孔を形成させたものや、(b)樹脂に加圧した不活性ガスを溶解させた後、減圧して発泡させ、樹脂の内部に気泡を形成させたものが知られている。
【0009】
(a)の樹脂シートとしては、例えば、特許文献1に、微粒子炭酸カルシウムを5重量%〜30重量%含有させたポリエチレンテレフタレート樹脂を溶融押し出し二軸延伸して、ボイド率が7%〜30%である白色ポリエチレンテレフタレートのシートが開示されている。このような反射シートでは、炭酸カルシウムや硫酸バリウムなどの無機粉末が反射シート全体の数十体積%と大きい比率で含まれるため、7%〜30%のボイド率にもかかわらず、反射シートの密度が0.8g/cm3以上と高く、軽量化が望まれている。また、特許文献2に、内層部及び表層部に炭酸カルシウムを含有させる白色ポリオレフィンフィルムが開示されている。このような反射シートでは、炭酸カルシウムといった無機粉末を多量に用いることから、密度が0.7g/cm3以上と高く、また表層部の炭酸カルシウムの屈折率が低いことから、良好な反射性能が得られていない。
【0010】
(b)の樹脂シートとしては、例えば、特許文献3に、熱可塑性ポリエステルに炭酸ガスなどの不活性ガスを加圧雰囲気下で溶解させた後、常圧下で加熱して発泡させた、内部に微細気泡を含む光反射シートが開示されている。これは無機粉末を含まない樹脂の反射シートではあるが、樹脂のシートに不活性ガスを溶解させるために、加圧した不活性ガス雰囲気中に樹脂のシートを一定時間置く必要があることや、不活性ガスが溶解した樹脂のシートを取り出して常圧に戻した後に加熱して発泡させる工程が必要であるため、その製造工程は大がかりで煩雑な工程となりやすい。また、特許文献3はポリエステルの微細発泡で孔を形成している。微細発泡ではあるが、その孔径は小さくても5μm〜10μmである。高い反射性能を得るためにはこの微細気泡を多く含む必要がある。そのため、シート厚みが0.8mm〜1.2mmと厚くなる。液晶表示用としてはより薄くて反射性能に優れるシートが望まれている。
【0011】
拡散反射に対して、反射面に対して光が入射する角度と反射する角度とが対称である反射は正反射とよばれ、その反射面は鏡面状を呈する。樹脂シートで正反射するものとしては、(c)ポリエステル樹脂のシートの表面を蒸着などの方法によって銀などの反射率が大きい物質で被覆したものが知られている。
【0012】
(c)の反射シートは、樹脂のシートの表面を被覆する銀などの金属粒子が、使用中の光源ランプの熱によって凝集したり、大気中に微量含まれる酸性のガス成分によって酸化されやすく、銀などの金属の変色や反射率の低下が起こることが知られている。このため、シートの表面を被覆した銀などの金属粒子の上を、大気との接触を防ぐために樹脂で被覆することが行われており、樹脂のシートの表面に薄く金属や樹脂を複数回塗布する工程が必要となるため、その製造工程は大がかりで煩雑な工程となりやすい。この例の反射シートは、鏡面状の正反射を起こすシートであるが、大型テレビジョンなどの大画面液晶表示装置に使用される直下型バックライトでは、複数本が配置される光源ランプの光が干渉して液晶画面の明るさに斑が生じやすくなることが知られている。このために、直下型バックライトには拡散反射を起こす反射シートが使用されることが多い。
【0013】
上記の(a)と(b)の反射シートは拡散反射を起こす反射シートではあるが、(a)は上記のように反射シートに大量の無機物粒子を使用することにより高重量となる課題があり、(b)は孔径が大きくなることから、シート厚みが0.8mmから1.2mmと厚くなるという課題がある。この課題を解決した拡散反射する反射シートが望まれている。
【0014】
また、特許文献4には、ポリプロピレン樹脂50体積%以上80体積%未満と、ポリプロピレン樹脂の延伸が可能な温度でポリプロピレン樹脂と相分離する樹脂20体積%以上50体積%未満とを含む樹脂組成物からなる反射シートが開示されている。これには通常の簡便な樹脂延伸製造装置で、無機粉末を含むことなく90%以上の高い反射率を有する反射シートが提供されている。しかしながら、単層押出し成膜などの製造方法によっては、光の入射方向による全反射率の異方性が発生する場合があり、取り扱い時に反射シートの方向を管理する必要がある場合がある。
【0015】
一方、従来の反射シートは、通常平板状で使用されているが、反射効率を上げる目的で、機械的な折り曲げ加工、カット−折り曲げ加工、あるいは2次元の曲面形状に加工されて使用されるケースも多い。しかしながら、より反射性能を向上させるためには、バックライトの使用形態に合わせて反射シートを最適な形状に加工することも提案されている。例えば、発光ダイオード(LED)直下型バックライト方式の場合、反射効率を向上させるために、碁盤の目の如く多数配置されたLEDの配置に合わせて、LED直下を凹状に折り曲げ加工した反射シートも提案されている。形状を工夫し、反射方向を制御することで、反射効率が上がり、LEDなどのランプイメージが消えやすくなれば、ランプと拡散板までの距離も短くすることも可能になり、より薄いバックライトユニットを形成することも出来る。特許文献6には、凹状の反射層を有する発光体素子を備えた照明装置が開示されている。また、特許文献7には、凹状の反射シートにおいて、複数の反射面部が互いに隣接して配列され、隣接する反射面部間の表面側が稜線で連続して設けたれた反射シートが提案されている。LEDバックライト方式では、凹状に3次元加工された反射シートの上に通常は拡散板が配置されるが、反射シートの上に直接拡散板を配置する場合、特許文献6、7で提案された反射シートでは、反射シート上面の反射面同士が隣接する稜線部が拡散板に直接接することになり、この部分が陰になって、輝度ムラあるいはランプイメージ発生の原因になる。そのため、拡散板に適当な支持体を設けることなどにより反射シートと拡散板の間に適度な間隔をあけるなどの対応が必要になる。
【0016】
一方、エッジライト型バックライトは、モバイルタイプなどの小型の液晶表示装置に使用されることから、表示装置自体を薄くすることが特に求められ、シート全体を3次元加工した形状では厚くなることから好ましくない。従ってシート表面に微細な3次元構造面を設けることで、反射方向を制御する方法が提案されている。例えば、特許文献5には、導光板の裏面から斜め方向へ出射された光を、表面に金属薄膜が形成された凹凸パターンを有する光学シートに反射させて、導光板の裏面へ垂直に再入射させる光学シートが提案されている。反射方向を制御するための微細な賦形を行うには、例えば、UV硬化樹脂を使用して、基材面にこの樹脂をUV賦形する方法がある。しかしこれは煩雑であることから高価になる上に、基材面との接着性などの問題がある。容易で安価な方法として、シートを熱変形温度以上まで加熱したのち、賦形用金型によるプレス圧縮成形あるいは賦形型を有するロールによるロール圧縮成型する熱圧縮成形の方法がある。しかるに、従来の無機材料とポリプロピレンからなるシートを2軸延伸した反射シートは熱成形温度での熱収縮が大きいために、所望の形状の成形品を得ることが難しい。また圧縮成形することでシートの薄肉化、あるいは延伸によって形成された孔あるいは気泡がつぶれることによって反射性能が低下する等の問題がある。またポリエチレンテレフタレートの2軸延伸、あるいはその微細発泡によって得られた反射シートもポリエチレンテレフタレート樹脂の特性により、軟化温度まで温度を上げると、大きな変形を起こすことなどの問題から圧縮成形による表面微細加工は難しい。
【特許文献1】特公平6−89160号公報
【特許文献2】特開2005−004195号公報
【特許文献3】特許第2925745号公報
【特許文献4】国際公開第2005/096036号パンフレット
【特許文献5】特開2001−338505号公報
【特許文献6】特開2004−185972号公報
【特許文献7】特許第3928395号公報
【発明の開示】
【発明が解決しようとする課題】
【0017】
本発明はかかる点に鑑みてなされたものであり、光の入射方向による全反射率の異方性が小さく、かつ高い反射率を有する反射シートであって、より軽量化された反射シートを提供することを目的とする。また、光源の光による変色の少ない反射シートを提供することを目的とする。
【課題を解決するための手段】
【0018】
本発明の反射シートは、少なくとも表層部及び内層部を含み、前記表層部が0.3g/m2〜20g/m2の無機粉末及びポリオレフィン系樹脂(C)を少なくとも含み、前記内層部がポリオレフィン系樹脂(A)及び前記ポリオレフィン系樹脂(A)の延伸可能な温度において前記ポリオレフィン系樹脂(A)と非相溶である樹脂(B)の少なくとも1種を含んでおり、前記表層部において、(n1−n2)/n2≧0.20(n1:無機粉末の屈折率、n2:ポリオレフィン系樹脂(C)の屈折率)を満足し、前記内層部に孔を有することを特徴とする。
【発明の効果】
【0019】
本発明の反射シートは、光の入射方向による全反射率の異方性が小さく、優れた反射性能と軽量性を兼ね備えているという特徴を有する。また、反射シートの表面に微細な3次元形状を有することによって反射方向を制御し、より効果的な反射効率を提供することが出来る。また、凸部の形状を有することによってより効果的な反射効率を提供することが出来る。また、表示装置に用いた場合に、高い反射性能を発揮して、稜線領域の陰による輝度ムラあるいはランプイメージの発生を抑制し、かつ均一で高い輝度を示す表示装置を実現できる。
【発明を実施するための最良の形態】
【0020】
以下、本発明の実施の形態について、添付図面を参照して詳細に説明する。なお、厚みが200μm以下のものをフィルムといい、厚みが200μmを超えるものをシートというように用語を区別して用いるケースがあるが、本明細書においては、前記のフィルム及びシートの両者を共にシートという。
【0021】
(反射シート内層部を構成する樹脂組成物)
本発明の反射シートの内層部を構成する樹脂組成物は、ポリオレフィン系樹脂(A)と、ポリオレフィン系樹脂の延伸可能な温度でポリオレフィン系樹脂(A)と非相溶である樹脂(B)と、の少なくとも一種を含む。ポリオレフィン系樹脂とは、エチレン、プロピレン、メチルペンテンなどのオレフィン類を重合して得られるポリマーである。好ましい例としては、ポリエチレン、ポリプロピレン、ポリメチルペンテンなどが挙げられる。この中でも耐熱性、成形性の観点からポリプロピレン樹脂が特に好ましい。
【0022】
ポリプロピレン樹脂とは、プロピレンの単独重合体やプロピレンと共重合が可能なエチレンなどのモノマーとの共重合体からなるポリプロピレン樹脂をいう。ポリプロピレン樹脂は、JISK7210の方法で温度230℃、荷重21.2Nで、測定されるメルトフローレートが0.1g/分〜10g/分であるポリプロピレン樹脂であることが好ましい。メルトフローレートは、ポリプロピレン樹脂を溶融成形するときの押出機の負荷及び樹脂組成物の熱による変色の観点から、0.1g/分以上であることが好ましく、樹脂の粘度及び成形性の観点から、10g/分以下であることが好ましい。
【0023】
ポリオレフィン系樹脂(A)の延伸が可能な温度でポリオレフィン系樹脂と非相溶である樹脂(B)(以下、単に「樹脂(B)」ともいう)としては、ポリエチレン樹脂、ポリスチレン樹脂、ポリメチルメタアクリレート樹脂、ポリカーボネート樹脂、ポリメチルペンテン樹脂、ポリノルボルネン樹脂などのポリシクロオレフィン樹脂、ポリエステル樹脂、ポリアミド樹脂などが用いられる。これらの樹脂のなかでポリオレフィン系樹脂の延伸が可能な温度における弾性率が、ポリオレフィン系樹脂より高い樹脂がより好ましく、例えば、ポリカーボネート樹脂、ポリメチルペンテン樹脂、ポリノルボルネン樹脂などのポリシクロオレフィン樹脂、ポリエステル樹脂、ポリアミド樹脂などが挙げられる。これらの樹脂のなかから少なくとも1種類の樹脂をポリオレフィン系樹脂と溶融混合して用いることが好ましく、ポリカーボネート樹脂を用いることが最も好ましい。
【0024】
本発明では、内層部樹脂組成物全体の30重量%以上80重量%以下が、ポリオレフィン系樹脂(A)であることが好ましい。さらに、樹脂延伸時の張力及び延伸性の観点から、内層部樹脂組成物全体に占めるポリオレフィン系樹脂(A)の比率は30重量%以上が好ましい。一方、内層部樹脂組成物を押し出したシートを延伸してシートの内部に孔を形成させて95%以上の高い平均全反射率の反射シートを得るためには、内層部樹脂組成物全体に占めるポリオレフィン系樹脂(A)の比率は80重量%以下が好ましく、より好ましくは70重量%以下である。ここでいう平均全反射率とは、波長550nmの光についてシートのMD方向(延伸方向)とTD方向(直交方向)の各々から入射した時の全反射率を測定し、両方向の平均値をいう。樹脂(B)は、延伸張力を小さくするという観点から、内層部樹脂組成物全体の70重量%以下であることが好ましい。シートの孔数及び孔体積を多くして95%以上の高い平均全反射率を得るという観点から、樹脂(B)は内層部樹脂組成物全体の20重量%以上70重量%以下が好ましく、特に好ましくは30重量%以上60重量%以下である。内層部樹脂組成物を処方する場合、重量%と体積%の換算は、各樹脂の基本特性の密度から計算出来る。例えばポリプロピレン樹脂の密度は0.89g/cm3〜0.91g/cm3、ポリカーボネート樹脂の密度は1.2g/cm3であり、必要に応じてこれらの値から容易に換算出来る。
【0025】
本発明の反射シート内層部は、例えば、ポリオレフィン系樹脂(A)を40重量%以上80重量%以下と樹脂(B)を20重量%以上60重量%以下とを溶融混合し、ポリオレフィン系樹脂の海の中に、樹脂(B)の島が分散する、いわゆる海−島構造の内層部樹脂組成物を、シート状に押出した後、延伸、必要に応じて熱緩和処理をすることにより得られる。また、マルチマニホールドダイやフィードブロックダイを用いて、表層部と共にシート状に共押出し、延伸、必要に応じて熱緩和処理をすることにより得られる。
【0026】
ポリオレフィン系樹脂(A)や樹脂(B)のぺレットを二軸押出機などの押出機を使って溶融して押し出す場合に、ポリオレフィン系樹脂(A)よりも硬い樹脂(B)は、押出機の内部で押出機のシリンダーとスクリューの隙間やスクリュー同士の隙間などを通過するときに、スクリューの回転によるせん断力によって、通常の数mm程度の大きさの樹脂ペレットから数μm程度の大きさの分散相にまで細かく分割される。押出機のスクリューの形状やシリンダー温度やスクリューの回転数などを適切に設定することにより、樹脂(B)が分割される大きさの平均値や分布を調整することができる。
【0027】
樹脂(B)の中で、ポリオレフィン系樹脂(A)の延伸が可能な温度における弾性率がポリオレフィン系樹脂(A)より大きい樹脂が好ましい。その理由は次のように考えられる。本発明は、樹脂組成物のシートをポリオレフィン系樹脂(A)の延伸が可能な温度で延伸して、内層部樹脂組成物中の樹脂(B)相とポリオレフィン系樹脂(A)相との界面を開裂させることによってシートの内部に孔を形成させる。シートを延伸する温度で、樹脂(B)の弾性率がポリオレフィン系樹脂(A)の弾性率より大きいと、樹脂(B)相の延伸力による変形量はポリオレフィン系樹脂(A)相の変形量よりも小さいため、樹脂(B)相とポリオレフィン系樹脂(A)相との界面がより開裂しやすくなると考えられる。
【0028】
更に、樹脂(B)のポリオレフィン系樹脂の延伸が可能な温度における弾性率がポリオレフィン系樹脂より大きいことが反射シートの賦形加工性に大きく寄与していると考えられる。通常の2軸延伸ポリプロピレンはその延伸温度近傍まで温度を上げると大きな熱収縮を起こし変形するが、この延伸温度付近での弾性率がポリオレフィン系樹脂より大きい樹脂(B)が存在することで、その熱変形が抑えられ、熱成形性を向上させていると考えられる。更に樹脂(B)の存在が、反射材としての使用時の耐熱性をも向上させ、反射シートの強度アップにも寄与している。
【0029】
ここで、各樹脂の弾性率はJISK71612記載の引張特性試験により確認することができる。例えば、ポリオレフィン系樹脂(A)の中でも特に好ましいポリプロピレン樹脂の場合、150℃における引張試験特性の弾性率がポリプロピレンより大きい樹脂が好ましい。本発明の内層部はこの温度で延伸する必要は無く、樹脂(A)、樹脂(B)の配合にあわせて延伸温度を選ぶことができる。
【0030】
本発明の樹脂(B)の好ましい例であるポリカーボネート樹脂は、芳香族ポリカーボネート、直鎖状ポリカーボネート、分岐鎖状ポリカーボネートの中から単独で、又は組み合わせて使用することができる。ポリカーボネート樹脂は、JISK7210の方法で温度300℃、荷重11.8Nで測定されたメルトフローレートが0.1g/10分〜50g/10分であるポリカーボネート樹脂が好ましい。ポリオレフィン系樹脂との混合を均一にするという観点から、ポリカーボネート樹脂のメルトフローレートは0.1g/10分以上が好ましく、延伸時に孔を形成しやすいという観点から、メルトフローレートは50g/10分以下が好ましい。
【0031】
ポリカーボネート樹脂以外の樹脂(B)の例として、ポリアミド樹脂が挙げられる。ポリアミド樹脂は、ポリアミド66、ポリアミド6、ポリアミド610、ポリアミド612、ポリアミド11、ポリアミド12、芳香族ポリアミドなどのなかから単独で、又は組み合わせて使用することができる。ポリアミド樹脂は、押し出し機で押し出すときの分散性の観点から、融点が300℃で以下であるポリアミド樹脂が好ましい。
【0032】
本発明では、ポリオレフィン系樹脂(A)と樹脂(B)に加えて、ポリスチレン樹脂を使用することができる。ポリスチレン樹脂として、JISK7210の方法で温度200℃、荷重49Nで測定されるメルトフローレートが0.1g/10分〜20g/10分であるポリスチレン樹脂が好ましい。ポリスチレン樹脂を内層部樹脂組成物全体の5重量%以下添加することにより、内層部樹脂組成物全体の透明性を大きく損なうことなく、内層部樹脂組成物全体を溶融混合するための押出機の回転トルクを軽減したり、シートの内部に孔を生成させるためにシートを延伸する時の張力を低下させるなど、反射シートを製造する工程や設備をより簡潔なものにする効果を与える。押出機の回転トルクの軽減やシートの延伸張力が低下する効果を十分に得る観点から、且つ光学的に均一なシートを得るという観点から、ポリスチレン樹脂の内層部樹脂組成物全体に対する比率は5重量%以下が好ましい。
【0033】
本発明では、ポリオレフィン系樹脂(A)と樹脂(B)と必要に応じてポリスチレン樹脂とを混合した内層部樹脂組成物を使用するが、内層部樹脂組成物には必要に応じて開孔核剤、紫外線吸収剤、光安定剤、熱安定剤、造核剤、帯電防止剤、その他必要に応じて無機粉末を添加しても良い。無機粉末としては、例えば、炭酸カルシウム、炭酸マグネシウム、炭酸亜鉛、酸化チタン、酸化亜鉛、硫酸バリウム、酸化セリウム、三酸化タングステンチタン、チタン酸ストロンチウム、硫化亜鉛、塩基性炭酸鉛、雲母チタン、酸化アンチモン、酸化マグネシウム、リン酸カルシウム、シリカ、アルミナ、マイカ、タルク、カオリンなどを用いることができる。
【0034】
(反射シート表層部を構成する組成物)
本発明の反射シート表層部を構成する組成物は、0.3g/m2〜20g/m2の無機粉末、及びポリオレフィン系樹脂(C)を少なくとも含む。
【0035】
ポリオレフィン系樹脂(C)は、内層部のポリオレフィン系樹脂(A)と同じであってもよく、また、異なった種類のポリオレフィン系樹脂を用いても良い。ポリオレフィン系樹脂(C)において好ましいものの種類としては、ポリオレフィン系樹脂(A)と同じものが挙げられ、ポリプロピレン樹脂が特に好ましい。また、表層部においては、ポリオレフィン系樹脂(C)を80体積%以上含むことが好ましい。
【0036】
(反射シート表層部に用いる無機粉末)
反射シート表層部に用いる無機粉末としては、光を散乱させるため、それ自体を核として気泡を形成しうるもの、樹脂との屈折率差を有するものが好ましく、(n1−n2)/n2≧0.20(n1:無機粉末の屈折率、n2:ポリオレフィン系樹脂(C)の屈折率)を満足することが望ましい。
【0037】
ポリオレフィン系樹脂(C)の一例として、ポリプロピレン樹脂の屈折率は1.49、ポリエチレン樹脂の屈折率は1.51と便覧より各樹脂の基本特性から知ることができる。また、無機粉末の屈折率は、酸化チタンで2.7、酸化亜鉛で1.9と便覧より各無機化合物の基本特性から知ることができる。上記関係を満足する無機粉末として、より好ましくは、酸化チタン、酸化亜鉛などを用いることができる。また、ポリオレフィン系樹脂(A)〜ポリオレフィン系樹脂(C)の劣化を抑制するために、紫外線の吸収能を有する点からも酸化亜鉛、酸化チタンを含有させることが好ましい。これらの無機粉末は、1種類で用いても、2種類以上を混合して用いても良い。また、上記屈折率の関係を有する無機粉末を含有していれば、他の無機粉末と組み合わせて用いてもよい。なお、樹脂の屈折率は、プリズム屈折率計を用いて測定することができる。
【0038】
本発明における無機粉末には必要に応じて表面改質がされていてもよい。特に酸化亜鉛、酸化チタンにおいては、一般的にアルミナ、シリカなどであらかじめ表面改質がされているので、これらを用いてもよく、別途ステアリン酸、ステアリン酸亜鉛などの表面改質剤を添加しても良い。さらに、これらの無機粉末以外に、必要に応じて紫外線吸収剤や光安定剤や熱安定剤や造核剤や帯電防止剤などを添加してもよい。
【0039】
本発明における無機粉末の粒径としては、平均粒径で、10nm以上5000nm以下が好ましい。10nm以上の平均粒径があれば、反射率の向上、反射率の入射方向による異方性改善効果が得られ、5000nm以下であれば、十分な成形性、形状保持性を担保することができる。より好ましくは10nm以上3000nm以下であり、特に好ましくは15nm以上2000nm以下である。
【0040】
本発明における無機粉末の含有量は、表層部に0.05g/m2以上20g/m2以下が含まれることを特徴とする。0.05g/m2以上であれば、反射率の向上、反射率の入射方向による異方性改善効果が得られ、20g/m2以下であれば、十分な軽量性を有した反射シートを得ることができる。より好ましい範囲は0.3g/m2以上20g/m2以下、特に好ましいのは0.4g/m2以上10g/m2以下である。
【0041】
本発明における無機粉末の表層部中の濃度としては、樹脂組成物(b)に対して0.1重量%以上70重量%以下であることが好ましい。0.1重量%以上の濃度とすることで、表層部の厚くすることなく、十分な量の無機粉末を添加することができ、70重量%以下であれば、十分な成形性、形状保持性を担保することができる。また、より好ましくは、0.3重量%以上70重量%以下であり、特に好ましくは2重量%以上70重量%以下であり、最も好ましくは2重量%以上60重量%以下である。
【0042】
(反射シートの構造)
本発明の反射シートは、少なくとも表層部と内層部の2層以上から構成されればよく、例えば、表層部/内層部/表層部の3層構造でもよく、表層部表面にさらに耐光層などの層を有していても良い。また、表層部と内層部の2層から構成される場合、反射シートの光源側に用いられる層を表層部、光源と反対側に用いられる層を内層部とする。さらに、3層以上から構成される場合、3層以上の中に、本発明に記載の表層部、内層部を有していれば良く、たとえば、耐光層を最表層に付与した場合、最表層部(耐光層)/表層部/内層部という構成であってもよい。
【0043】
本発明の反射シートでは、光の反射は空気と樹脂の屈折率差を利用して、空気と樹脂の界面で起こる。樹脂の屈折率は概ね1.4〜1.6で、空気の屈折率は約1であるため、樹脂と空気の屈折率の差によって生じる光の反射率は1回の反射あたりでは高々約4%にすぎない。しかし内層部に多数の孔や気泡を含む構造にすることで、その界面を多数存在させることができる。これによってシート内層部での反射が多数回繰り返されることになり、高い反射率を得ることができる。孔や気泡を含む構造を評価する一つのパラメータとして、坪量と密度が挙げられる。
【0044】
本発明の反射シートの内層部は、内部に孔を有する構造であり、この孔構造により反射性能が発現する。内層部の孔構造としては、内層部の密度で0.1g/cm3〜0.7g/cm3であることが好ましい。0.1g/cm3以上であれは十分な強度を保持することができる。また0.7g/cm3以下であれば、微小な孔を多数有する構造を形成し、高い反射率を得ることができる。
【0045】
内層部の厚みとしては、10μm以上900μm以下であることが好ましい。10μm以上あれば、良好な反射性能を発現させることが可能となり、900μm以下であれば、良好な軽量性を担保することができる。また、より好ましくは15μm以上700μm以下であり、特に好ましくは20μm以上600μm以下である。
【0046】
本発明の反射シートの表層部は、無機粉末とポリオレフィン系樹脂(C)を少なくとも含むものであればよく、無機粉末の周囲、もしくは別に孔を有する構造であっても良い。
【0047】
本発明における表層部の厚みとしては、2μm以上90μm以下であることが好ましい。2μm以上であれば、反射率の向上、反射率の入射方向による異方性改善効果が得られ、90μm以下であれば、良好な軽量性を担保することができる。また、より好ましくは2μm以上70μm以下であり、特に好ましくは3μm以上50μm以下である。
【0048】
本発明の反射シート全体の坪量としては、10g/m2以上500g/m2以下であることが好ましい。10g/m2以上あれば、良好な反射性能を発現させることが可能となり、500g/m2以下であれば、良好な軽量性を担保することができる。また、より好ましくは20g/m2以上400g/m2以下であり、特に好ましくは40g/m2以上300g/m2以下である。
【0049】
本発明における反射シートは、表層部、内層部を含めた全体の密度が0.1g/cm3以上0.75g/cm3以下であることが好ましい。0.1g/cm3以上であれは反射シートとして十分な強度を保持することができると共に、樹脂量が十分であるので、熱成形時に一部に熱溶融が発生することがなく熱成形が容易となる。また0.75g/cm3以下であれば、微小な孔を多数有する構造を形成し、高い反射率を得るとともに、良好な軽量性を担保することができる。より好ましくは0.15g/cm3以上0.5g/cm3以下であり、特に好ましくは0.2g/cm3以上0.45g/cm3以下である。
【0050】
本発明の反射シートは、波長が550nmの光を入射したときの平均全反射率が90%以上であることが好ましい。90%以上であれば、液晶用バックライトに搭載したときに、十分な輝度が得られるからである。より好ましくは95%以上である。ここでいう平均全反射率とは、波長550nmの光についてシートのMD方向とTD方向の各々から入射した時の全反射率を測定し、両方向の平均値をいう。
【0051】
本発明の反射シートは、150℃/30分での熱収縮率がMD、TDのいずれの方向も15%以下であることが好ましい。より好ましくはその収縮率が14%以下であり、特に好ましくは13%以下である。
【0052】
本発明者らは、シートの両方向の熱収縮率を前記の特定の値以下に抑えることにより、反射シートの反射率が同等の坪量、密度を有する反射シートに比べてさらに0.5%〜1%高くなることを見出した。そして、反射シートの技術分野においてはこの程度の反射率の向上は実用上では極めて意味のある特性上の差異である。
【0053】
本発明の反射シートは、波長が550nmの光を入射したときの全反射率の入射方向による異方性が2%以下であることが好ましい。すなわち、最も全反射率が大きくなる方向における全反射率をR1とし、その方向に直交する方向の全反射率をR2としたとき、R1とR2との間の差が2.0%以下である。この反射率の異方性が2%以下であれば、どの方向で液晶バックライトに反射シートを搭載しても、輝度の違いはなく、シートの向きを気にすることなく搭載することが可能となる。より好ましくは1%以下、特に好ましくは0.6%以下である。
【0054】
本発明の反射シートは、高圧水銀ランプ耐光性試験で黄変度が10以下であることが好ましい。ここで高圧水銀ランプ耐光性試験は、照射量100mW/cm2で500秒間暴露し、照射前後のシートの黄変度により求めることが出来る。より好ましくは黄変度が8以下であり、特に好ましくは黄変度が6以下である。
【0055】
本発明における反射シートは表層部と内層部の2層以上であることを特徴とするが、表層部と内層部は接着されて一体化していても、別のシートを重ね合わせたものであっても良い。一体化したこれら2層以上の反射シートの作製方法としては、例えば、表層部、内層部を別途押出し成膜し、ラミネートさせる作製方法、内層部作製後、表層部を塗工により形成する作製方法、表層部、内層部を共押出しにより一体的に成膜し、その後延伸開孔させる作製方法が挙げられる。
【0056】
この中でも、表層部、内層部を共押出しにより一体的に成膜し、その後延伸開孔させる作製方法が好ましい。特に、共押出しをする際、表層部/内層部/表層部の3層以上で共押出しするとすることが好ましい。3層以上とすることで、より、反りがなく、ハンドリング性が良好なシートを作製することができる。ここで、各表層部の組成は同じであっても、異なっていてもよい。一例として、共押出しによる表層部/内層部/表層部の2種3層反射シートの作製方法を以下に説明する。
【0057】
共押出しによる作製方法としては、上述した表層部及び内層部の各原料を共押出しする。この際、押出し機で溶融混合された原料樹脂組成物を押出し機の先端に取り付けたダイからシート状に押出すが、押出される樹脂組成物の量を安定させるために押出し機とダイとの間にギヤポンプを使用しても良い。内層部の押出しには樹脂の混練性、分散性などから2軸押出機が好ましい。内層部用に主押出機、表層部用に副押出機を用いた共押出法が好ましく採用される。本発明においては、押し出される樹脂の温度が200℃〜300℃の範囲になるように押出機やダイの運転条件を設定することが好ましい。
【0058】
押出しダイには、Tダイやフィッシュテールダイなどのシート成形の積層ダイが使用される。ここで積層ダイは、フィードブロックダイ、マルチマニホールドダイなどの一般的な積層ダイを使用することができる。ダイの中で内層部と表層部とが積層されて押出される。副押出機は単軸押出機、2軸押出機のいずれでもいいが、内層部の組成、押出適性などを考慮して選ばれる。ここで、ダイの温度を適切に調整することによって、内層部のポリオレフィン系樹脂(A)の海に樹脂(B)が島状に分散させた海島構造をとらせることができる。
【0059】
例えば、本発明の反射シートは、ポリオレフィン系樹脂(A)、及び前記ポリオレフィン系樹脂(A)の延伸可能な温度で前記ポリオレフィン系樹脂(A)と非相溶である樹脂(B)の少なくとも1種を含んでなる樹脂組成物(a)と、ポリオレフィン系樹脂(C)及び無機粉末を少なくとも含む樹脂組成物(b)と、を共押出しする工程(i)と、前記工程(i)によって得られたシートを2軸延伸し、開孔させる工程(ii)と、により製造することができる。この場合において、反射シートが3層構造のときには、前記表層部の原料として前記樹脂組成物(b)をダイに供給し、前記内層部の原料として前記樹脂組成物(a)をダイに供給し、共押出しすることが好ましい。
【0060】
本発明において、共押出しする際の押出し時の表層部の厚みは10μm以上400μm以下が好ましい。ここで、表層部の厚みは、表層部/内層部/表層部の3層の場合、片側の厚みである。10μm以上であれば内層部の厚みにかかわらず安定に共押出しすることが可能である。400μm以下であれば軽量性を有する反射シートを得ることができる。より好ましくは10μm以上300μm以下であり、特に好ましくは20μm以上300μm以下である。また、3層の場合には必要に応じて各表層部の厚みは同じであっても、異なっていてもよい。
【0061】
本発明において、共押出しする際の押出し時の内層部の厚みは50μm以上4000μm以下が好ましい。50μm以上であれば、その後の2軸延伸により高い反射性能を有する反射シートを作製できる。4000μm以下であれば、その後の2軸延伸時にシートの均一な温度管理、延伸性を担保できる。より好ましくは100μm以上3000μm以下であり、特に好ましくは100μm以上2500μm以下である。
【0062】
本発明において、共押出しする際の表層部の厚みは、表層部及び内層部を含めた共押出しシート全体の厚みの1%以上20%以下であることが好ましい。ここで、表層部の厚みは、表層部/内層部/表層部の3層の場合、片側の厚みである。表層部の厚みを全体の20%以下に抑えることにより、延伸開孔される内層部の比率が増大し、より軽量、低密度の反射シートの作製が可能となる。また、より安定した押出し、その後の延伸を可能とするために、表層部の厚みは全体の1%以上あることが好ましい。より好ましくは、2%以上15%以下であり、特に好ましくは、3%以上10%以下である。
【0063】
本発明においては、上述した共押出し後のシートを2軸延伸して開孔させることを特徴とする。ここで、ダイから押出されたシートを冷却ローラーなどで冷却固化させた後、延伸機で延伸することが好ましい。延伸工程では、シートの内層部に孔を生成させるために、できるだけ低温で延伸を行うことが好ましい。高い温度で延伸を行う場合には、低温で延伸する場合と比べて内層部シート内部に孔の生成が起こりにくい傾向がみられるので、延伸倍率を低温で延伸する場合より大きくすることが好ましい。また、表層部は開孔させる必要はなく、内層部を開孔できればよい。
【0064】
本発明では、通常の2軸延伸法が採用出来る。即ち、縦横逐次2軸延伸、横縦逐次2軸延伸、同時2軸延伸、さらにこれらの2軸延伸の後に、縦横いずれかあるいは両方の方向に再延伸することも出来る。好ましくは、縦横逐次2軸延伸、あるいは同時2軸延伸である。縦横逐次2軸延伸は、速度差をつけた複数のローラーの間をシートを通過させてMD方向にシートを延伸する縦延伸工程と、クリップテンターなどを使用してシートのTD方向に延伸する横延伸工程からなる。また同時2軸延伸は、パンタグラフ延伸機などを使用してMD方向とTD方向を同時に延伸する方法である。より好ましくは最も汎用的な縦横逐次2軸延伸法である。
【0065】
2軸延伸の延伸倍率は、MD方向及びTD方向各々1.5倍以上であって、且つ面積延伸倍率が3倍以上50倍以下が好ましい。より好ましくは、延伸倍率がMD方向及びTD方向各々2倍以上、面積倍率が4倍以上30倍以下である。また、必要に応じて、延伸後に熱収縮処理を行っても良い。
【0066】
本発明においては、共押出し後の組成物シートを2軸延伸して孔を形成した後、縦方向と横方向の両方向、あるいは縦方向と横方向のいずれか一方向に10%以上の熱収縮を行うことが好ましい。より好ましくは15%以上の熱収縮を行い、特に好ましくは20%以上の熱収縮を行う。
【0067】
ここで、熱収縮率を低減させるために、2軸延伸後のシートに上記のような熱収縮を行わせるには、例えば以下の(1)〜(4)に示すような緩和熱処理方法を実施すればよい。
【0068】
(1)シートの端部を拘束せずに、適当な温度のオーブン中で熱収縮させる。この時の温度は130℃〜170℃である。この場合の温度と時間は樹脂組成物の種類、組成割合、成形条件(特に延伸条件)によって設定される。処理温度が低いとその効果は小さい。また処理温度が高過ぎるとポリオレフィン系樹脂が大きく収縮、あるいは軟化溶融することで、逆に反射率が低下する。従って、好ましくは、140℃〜160℃、より好ましくは145℃〜155℃であり、またその処理時間は処理温度によって異なるが、5秒〜1時間である。処理時間が短いと効果が小さく、長すぎると反射率の低下、あるいは工業的には不利であり、好ましくは10秒〜10分である。
【0069】
(2)シートの端部を拘束して、適当な収縮比になるまで、特定条件で拘束しながら収縮させる。この方法が熱処理後のシートの平面性等で均一なものが得られる点で好ましい。条件は上記(1)と同じである。この場合、シートの拘束方向は縦方向のみ、あるいは横方向のみ、あるいは縦横両方であってもよい。縦方向の拘束では、低速ロールと高速ロールからなるロール縦延伸機を用いて、延伸とは逆に高速ロールを低速ロールより遅くすることで出来る。また横方向の拘束ではテンター横延伸機を用いて、テンタークリップ間をテンター走行とともに縮めることで出来る。更に、縦横両方の拘束では、テンター式同時2軸延伸機を用いてテンター走行とともに縦横を同時に縮めることで出来る。
【0070】
またこの緩和熱処理は2軸延伸後、一度ある温度まで冷却して行ってもいいし、冷却せずにそのまま連続的に行ってもいい。冷却する場合の冷却温度は特に限定はしないが、室温からPPの結晶化温度の範囲内で選ぶことが効果的である。冷却せずにそのまま連続的に行う方法としては、テンター横延伸機を用いて横延伸後の熱処理ゾーンを利用してテンタークリップ間をテンター走行とともに縮めることで出来る。
【0071】
(3)2軸延伸方法との組み合わせにおいて、縦横逐次2軸延伸後に同テンター内で、連続的に横方向拘束緩和熱処理する。この方法は好ましい方法である。緩和熱処理前に冷却する場合は、テンター内で、延伸ゾーンと緩和熱処理ゾーンの間に、冷却ゾーンを設けることで出来る。
【0072】
(4)2軸延伸が縦横逐次2軸延伸法であって、MD、TDの延伸倍率の関係がMD≦TDであって、横延伸したのち、横延伸温度近傍の温度で横延伸倍率に対し横方向に10%以上(好ましくは15%以上、より好ましくは20%以上)の熱収縮を行う緩和熱処理を施す。例えば、縦方向に3倍、横方向に4倍〜5倍延伸した後、横方向に10%以上の緩和熱処理を行う。
【0073】
(微細3次元構造面)
本発明の反射シートは表層部に微細な3次元構造面を有してもよい。この際、微細構造面を効率的に施すために、表層部のポリオレフィン系樹脂(C)は、シャープな形状が得やすいという観点から、アイソタクチックインデックス(mmmmペンタッド%)が55モル%〜85モル%のポリプロピレン樹脂が好ましい。より好ましくは60モル%〜70モル%である。アイソタクチックインデックス(mmmmペンタッド%)とは、A.ZambelliらによってMacromolecules,6,925(1973)に発表された方法に従い、同位体炭素による核磁気共鳴スペクトル(13C−NMR)を使用して測定されるポリプロピレン分子鎖中のペンタッド単位でのアイソタクティック分率である。換言すれば、プロピレンモノマー単位が5個連続してメソ結合したプロピレンモノマー単位の分率である。本発明の表層部のポリプロピレン樹脂(A)の好ましい具体例としては(株)プライムポリマー社製「プライムTPO」の透明タイプ等が挙げられる。
【0074】
表層部の厚みは微細構造面の形状によって決めることができる。深みの大きい形状では表層部の厚みを大きくとる。表層部の厚みより深い形状の場合、内層部までその形状が及ぶこともあるが、実質的に反射性能に大きく影響を与えなく使用上に問題がなければ特に差し支えない。しかしながら、成形加工性と形状の均一性、均一な反射能を得るためには、内層部までその形状が及ぶことなく、表層部の樹脂で、所望の形状が形成されることが好ましく、微細賦形前の反射シートの表層部の厚みは、それが賦形される形状から適正な値に決められる。即ち、成形前の表層部の厚み(h1)が成形後の賦形部分の平均厚み(h2)以上(h1≧h2)であることが好ましい。この関係を図1に示した。賦形部分の平均厚み(h2)とは、賦形による凸凹を平坦にならしたときの厚みをいう。図1において、(a)は成形前の形状を示し、図1(b)は成形後の形状を示す。同図において、参照符号1が表層部を示し、参照符号2が内層部を示す。
【0075】
微細構造の形状は、この微細構造面が光の反射方向を制御するための反射面であれば特に限定されるものではない。例示すれば、微細構造面を構成する1つの構造の頂点を含む断面の形状が例えば、実質的に三角形、半円形、円弧状などがある。また構造の1つの要素が例えば図2に例示した四角錐であって、これがシート面に規則的に配置されて一つの微細構造面を形成する構造があげられる。この場合、四角錐が円錐形であっても良く、三角錐、五角錐、六角錐の様な多角錐であってもよい。また、図3のように、頂点を含む断面の形状が例えば三角形であって、面内の一方向に同一な形状でこの形状が面内に規則的に配置された形状であっても良い。更に、以上に例示した各形状が組み合わされて一つの構造面を形成しても良い。また、断面がのこぎり形状の集合体からなるフレネルレンズ状の構造面も光の反射方向を制御するという点で好ましい。
【0076】
本発明で好ましい微細構造面の形状は、微細構造面を構成する1つの構造の頂点を含む断面が実質的に三角形であって、その頂角が30°〜150°である。実質的三角形の意味は、成形加工上、三角形の頂点がある程度の丸みを帯びることがあるが、これも実質的三角形に含まれる。三角形の形状は、目的に応じて、二等辺三角形、直角三角形が選ばれる。より好ましくは50°〜120°である。この場合の三角形の底辺の長さは、拡散反射能、微細形状による効果を考慮して、10μm〜1000μmであることが好ましい。より好ましくは30μm〜500μmである。三角形の高さは、反射性能などを考慮して、10μm〜150μmが好ましい。より好ましくは30μm〜100μmである。
【0077】
(微細構造面の成形加工の方法)
2軸延伸されたシートは、熱寸法安定性付与のために必要に応じて熱処理などの後処理が施された後、微細構造面が成形される。この成形には、好ましくはプレス成形あるいはロール成形などの熱成形が採用される。これらの成形は枚葉タイプからのバッチ成形、ロール形状から繰り出す連続成形のいずれも対応出来る。
【0078】
プレス成形では、微細構造面が形成された金型をプレス面の片方に固定し、上記シートを金型面上にセットした後、圧縮加工される。この場合のプレス温度は140℃〜160℃、プレス時間は1秒〜10分、プレス圧力は1kg/cm2〜100kg/cm2であって、これら成形条件は、試料の厚み、成形速度、金型形状、プレス後の冷却方法などから適切な条件に設定される。また、金型がセットされたプレス面を成形温度に加熱し、もう一方のプレス面を冷却しておくと、シートの裏面は冷却状態が保持されるので、プレス後の冷却が速くなり、成形速度を速くすることが出来る上に、プレス加工時の内層部の熱変形を抑えることが出来るという観点から好ましい。
【0079】
図4、図5にロール成形方法の例を示した。図4に示す例において、表面に微細形状が付与され成形温度まで加熱されたロール12と冷却用のロール13とからなる一対のロールの間にシート11を通すことで、ロール面の形状がシートに圧縮熱転写される。転写されたシートはさらにロール14で冷却される。冷却ロールは金属あるいは弾性のあるゴムロールであっても良い。図5に示す例においては、冷却ロール13,14,15に冷却用の金属ベルトを通して、この金属ベルト16によって、冷却と圧縮を行う。この方法は冷却と圧縮がロール面に渡って行われるので、より効率よく成形を行うことが出来る。ロール温度、ロール速度、及び圧縮圧力は試料の厚み、金型形状、圧縮後の冷却方法などから適切な条件に設定される。
【0080】
(凹凸を有する反射シートの形状、物性)
本発明の反射シートは表面(少なくとも一方の主面)に凸部を有してもよい。この凸部の形状はシート面に対して3次元的に凸状の形状であれば特に限定されるものではなく、四角柱、六角柱等の多角柱;円柱、半円球等の球状の一部;三角錐、四角錐等の多角錐形状;半円球等の球状の一部、多角錐の形状であって、その頂部を平坦あるいは円弧状にした形状等の構造などが挙げられる。成形加工性、反射方向の均一性、効率性の観点から好ましい構造は、半円球等の球状の一部、多角錐形状、及び半円球等の球状の一部、多角錐の形状であって、その頂部を平坦あるいは円弧状にした形状であり、より好ましい構造は半円球等の球状の一部、及び半円球等の球状の一部、多角錐の形状であって、その頂部を平坦あるいは円弧状にした形状である。特に好ましい構造は半円球等の球状の一部、多角錐の頂部を円弧状に丸くした形状である。
【0081】
上記形状において、凸部の大きさをその底面部の長手方向とこれと直角な方向で示すと、長手方向、その直角方向で各々1mm〜50mm、好ましくは10mm〜30mmである。また凸部の高さは0.5mm〜20mm、好ましくは1mm〜10mmである。これらの大きさと高さは使用されるバックライトの種類、その個数と配置などにより決められるが、上記の範囲を超えるとその形状の効果が小さいか、あるいは凸部の形状部の反射率自体が低下し、所望の効果が得られない。
【0082】
また、シートの厚さは凸部を有している点と有していない点において、反射率に大きな差異がないならば、一定であっても一定でなくても構わない。また、本発明は凸部を有することを特徴とするが、使用形態によってはシートの表裏を逆にして反射面を凹部にして使用することもできる。LEDをバックライト光源として、本発明の反射シートをその反射材に使用する場合、LEDが配置される位置は、その反射効率の観点からその最適な位置が選ばれる。例えば、図6に示すように、反射シート21の凸部22を反射面とし、凸部22の形状が、球状又は多角錐形状の少なくとも一部の形状である場合、各形状から等距離にある平坦部の位置に、LEDが配置される穴23を開け、ここにLEDを配置する。また、反射面を凹部とする場合は、凹部の中心部にLED用の穴を開け、ここにLEDを配置するなどが例示できる。さらには、形状として平坦部に対して凸部と凹部の両方を有する形状であっても良い。この場合、凸部と凹部の両方を反射面とすることもできる。
【0083】
また、LED光源をバックライトに対して横向きに配設する場合には図7に示すような形状に反射シートの凹凸を成形して、図8に示すように反射シートの凹部24の片側側面24aにLED25を配設してもよい。この場合、LED25からの光は画面に対して横向きに出光し反射シートにあたり反射して画面側に出光する。
【0084】
(凸部の形成方法)
2軸延伸されたシートに、熱寸法安定性付与のために必要に応じて熱処理などの後処理を施した後、凸部を形成する。この成形には通常の真空成形、圧空成形あるいは熱圧縮成形などの通常の熱成形手法を適用することが出来る。本発明ではその成形方法については特に限定はしないが、生産性、成形加工性、成形後の厚みの均一性などの点から真空成形法、圧空成形法が好ましい方法として推奨される。
【0085】
真空成形とは、シート状の樹脂を加熱し軟化させ、それを所望の形状の金型に密着させ、シートと金型の間の空気を金型の下部に設けた吸引口から減圧吸引することで真空に近い状態を作り出し、型の形状にシートを密着させることで、意図する形状を作り出す成形法である。本発明の成形品は枚葉タイプからのバッチ成形、ロール形状から繰り出す連続成形のいずれも対応出来る。
【0086】
圧空成形とは、加熱軟化させたシートを、1kg/cm〜5kg/cmの圧縮空気により、型に密着させ、所定の形状を得る方法であり、金型に接触する面を製品の表面にすることで、射出成形と同等のシャープなデザインと表面性を表現できる、また真空成形に比べ高い圧力で成形が出来るなどの特徴がある。本発明の成形品は枚葉タイプからのバッチ成形、ロール形状から繰り出す連続成形のいずれも対応出来る。従って、金型面の表面性を重視する場合、あるいは高い圧力で成形する必要がある場合は、この圧空成形が用いられるが、それほどこれらを重要視しない場合は真空成形の方が生産性、操作性などの点で推奨される。
【0087】
(複数の凹部と発光体を露出させる穴部を持つ反射シートの形状)
本発明の反射シートは、必要に応じて、複数の凹部と、前記凹部間の稜線と、を有し、前記凹部は、発光体を露出させる穴部を持つ底面と、前記底面と前記稜線とを連接する反射面と、を有し、前記稜線上に複数の膨出部を有していてもよい。
【0088】
稜線(尾根)とは、凹部間に存在する領域であって、平坦面を構成する領域をいう。反射面とは、発光体(光源)からの光を反射する性能を持つ面をいう。発光体とは、スポット状光源を有するものであり、実用上の観点からLEDが挙げられる。
【0089】
図9は、複数の凹部と発光体を露出させる穴部を持つ反射シートの実施の形態に係る反射シートを備えた照明装置であるバックライトユニットの一部を示す側面図である。図9に示すバックライトユニット31は、所定の間隔をおいて実装された発光体である発光ダイオード(LED)32を有する配線基板33と、LED32が露出するように(後述する穴部を介して露出するように)配線基板33上に配設された反射シート34と、反射シート34上に配設された拡散板35とから主に構成されている。
【0090】
反射シート34は、シート状体であって、複数の凹部34aと、凹部34a間に存在する稜線34bとを含む。また、凹部34aにおいては、LED32を露出させる穴部34cを持つ底面34dと、底面34dと稜線34bとを連接する反射面34eとを有する。また、反射シート34においては、稜線34b上に複数の膨出部34fを有する。図9においては、稜線34bの一つおきに膨出部34fが設けられている。また、拡散板35は、この膨出部34fで接し、この膨出部34fによって、反射シート34と拡散板35とが一定の間隔で隔てられている。
【0091】
膨出部34fの形状は、拡散板との接触面積をできるだけ小さくできる点を考慮すると、先端部が尖っている角錐形状、円錐形状、半球、球、又は楕円球の一部であることがから好ましく、強度面、成形性の点を考慮すると、半球、球、又は楕円球の一部であることがより好ましい。膨出部34fの高さHは、輝度ムラあるいはランプイメージ低減の面から適宜設定することが好ましい。膨出部34fの高さHは、ランプイメージの発生の抑制及び反射シート34の強度の観点より、凹部34aの深さの1/20〜1/2であることが好ましく、1/10〜1/3がより好ましい。膨出部34fの幅は、膨出部34fの画像への影響をできるだけ抑えるという点から、配置される位置の稜線34bの幅を超えないことが好ましい。また、膨出部34fが配置される位置は、画像への膨出部34fの影響が最も少ない反射面34e同士が連接する、稜線34bが交差する位置に配置することが好ましい。このように、膨出部34fを設けることにより、反射面34eで反射された光がさらに膨出部34fで反射されることになる。このため、高い反射性能を発揮して、稜線領域の陰による輝度ムラあるいはランプイメージの発生を抑制し、かつ均一で高い輝度を示すことができる。
【0092】
図10は、本発明の実施の形態に係る反射シートを示す斜視図である。図10に示す反射シートは、平面視において凹部34aの形状が多角形、具体的には四角形である。また、図10に示す反射シート34においては、稜線34bが交差する位置34gに膨出部34fが設けられている。なお、膨出部34fの配置位置や、配置個数については特に制限されない。例えば、図11に示すように、膨出部34fを稜線34bの交差位置の一つおきに設けても良く、バックライトユニットの大きさ、形状、あるいは反射面の形状、大きさ、個数などにより適宜決定することができる。また、平面視において凹部34aの形状については特に制限されない。平面視において凹部34aの形状を多角形とすることが好ましく行われ、例えば、図12に示すように、六角形としても良く、LEDの配置状態などにより適宜決定することができる。
【0093】
図13は反射シートの凹部を示す図である。凹部34aは、LED32を露出させる穴部34cを持つ底面34dと、底面34dと稜線34bとを連接する反射面34eとを有する。稜線34bの交差位置34gに膨出部が設けられる。底面34dは、LED32を露出させるために円形あるいは四角形状の穴部34cが設けられる。この穴部の形状、大きさは、用いるLED32によって適宜変更することができる。稜線34bは、その交差する位置34gに膨出部を設けることから、ある幅をもった平坦面であることが好ましい。なお、稜線34bについては、陰になることを極力抑えるためにできるだけ狭い幅であることが好ましい。稜線34bの幅は、凹部34aの最大幅(ここでは四角形の対角線)の1/100〜1/5であることが好ましく、1/50〜1/10であることがより好ましい。
【0094】
稜線34bの交差する位置34gは、この位置に膨出部を設けることから平坦面であることが好ましい。通常この部分は、図10、図12、図13に示すように、稜線34bの一部として特定されても良く、膨出部を設けること、あるいは強度、成形性などを考慮して、この部分を任意の形状にしても良い。図14においては、稜線34bの幅よりも大きい辺を有する四角形としている。この部分については、四角形以外の多角形や円形であっても良い。なお、膨出部の幅は、輝度ムラ抑制の観点から、最大幅で稜線34bの幅の3倍を超えないことが好ましい。
【0095】
反射面34eは、図13において平面であるが、曲面であってもいい。その曲率も含めて反射面34eの形状は、LEDの発光特性や用いる反射シートの反射特性によって適宜決定することができる。また、反射面34eの厚みは、材料の種類、機械特性、構造体として必要な自立強度、反射特性からの必要厚みなどから適宜決定することができる。例えば、シート状体の反射シートである場合は、通常0.1mm〜2mmの厚みのシートが用いられる。
【0096】
(複数の凹部と発光体を露出させる穴部を持つ反射シートの成形方法)
複数の凹部と発光体を露出させる穴部を持つ反射シートは、樹脂材料を用いて各種の方法で成形することができる。例えば、シート状材料からの熱成形で成形することができる。シート材料の熱成形では、真空成形、圧空成形あるいは熱圧縮成形などの通常の熱成形手法を適用することができる。各成形方法において、膨出部は、射出成形などにより別途成形しておき、反射面を成形した後に反射面に固定しても良く、あるいは金型に膨出部形状を設けておき、反射面の成形と同時に一体的に成形しても良い。生産性を考慮すると、反射面の成形と同時に膨出部を一体的に成形する方法が好ましい。また、大画面への対応、生産性、経済性、薄肉・軽量化への対応のし易さなどの面から、シート状材料を熱成形して反射シートを得ることが好ましく、より好ましくは真空成形法、圧空成形法あるいは両者を組み合わせた方法で反射シートを得ることが好ましい。
【0097】
真空成形と圧空成形を組み合わせた方法とは、真空成形した後、その加熱状態を保ったまま連続的に圧空成形を行うことであり、複雑な形状、成形応力の高い材料の成形には通常この方法が採用される。
【0098】
次に、本発明の効果を明確にするために行った実施例について説明する。
<評価方法>
反射シートについて評価する物性の項目及びその評価方法についてまず説明する。
【0099】
(1)厚み
反射シートの厚みは、ピーコック社製厚み計を使用して測定した。また、共押出しにより作製した反射シートはキーエンス社製デジタル顕微鏡による断面観察により、各層の厚みを測定した。
【0100】
(2)全反射率・平均全反射率
反射シートの全反射率は、島津製作所製分光光度計UV−3150と積分球試料台(島津製作所製MPC2200)を使用して入射角8度で測定した。ポリテトラフルオロエチレンの標準白板(ラボスフェア社製スペクトラロン)の反射率を100%とした相対反射率を波長400nm〜700nmの範囲で測定し、波長550nmの光について、シートのMD方向とTD方向の各々から入射した時の測定値を全反射率とし、両者の平均値を平均全反射率とした。また、MD方向の全反射率とTD方向の全反射率の差を反射率異方性の値とした。
【0101】
(3)坪量
シートを50mm角に切り出し、その重量を測定することで求めた。
【0102】
(4)密度
シートを50mm角に切り出し、その重量と中心部と各辺の中央部の計5点の厚みの平均値求め、密度を計算した。
【0103】
(5)耐光性試験
シートを50mm角に切り出し、高圧水銀ランプ(SEIMYUNGVACTRON社製SMTD51H−1)にて、照射量100mW/cm2で500秒間暴露し、照射前後のシートの黄変度より耐光性の確認を行った。
【0104】
(6)黄変度
分光測色計(コニカミノルタ社製CM−2600d)にて測色し、JISZ8722、JISK7105に則り、黄色度を算出した。上記耐光性試験前後の黄色度の差より黄変度を算出した。
【0105】
(7)延伸性試験
共押出ししたシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸して得られたシートを、MD方向長さに3mサンプリングし、横延伸前シートとした。横延伸前シートを155℃で所定の延伸倍率(4倍、6倍、各条件n=5)で横延伸(TD方向への延伸)を行い、破断の有無により延伸性を確認した。
【0106】
(8)熱収縮率
シートを150mm角に切り出し、加熱オーブンに入れ、150℃で30分間加熱した後取り出し、加熱前後の寸法変化から求めた。
【0107】
(9)屈折率測定
樹脂の屈折率測定方法としては25℃の恒温室に設置したメトリコン社製モデル2010プリズムカップラーを使用して求めた。サンプルは一昼夜測定を実施する25℃の恒温室で養生したものを使用した。同装置により波長532nm、632.8nm、824nmの測定結果からコーシーの式を利用して屈折率の波長分散図を求め、波長589nmの屈折率を求め、樹脂の屈折率とした。無機粉末の屈折率は便覧に記載の値を用いた。
【0108】
その結果、本実施例の表層に用いたポリプロピレン樹脂(プライムポリマー社E−105GM)の屈折率は1.49であった。また、本実施例の表層に用いた無機粉末の屈折率は、酸化チタンの屈折率が2.7、酸化亜鉛の屈折率が1.9、炭酸カルシウムの屈折率が1.6であった。
【0109】
(10)内層部の坪量(実施例17、18、比較例2、3)
シートを50mm角に切り出し、先ずその重量を測定する。次いで、表層部の厚み、構成する樹脂、添加剤の種類、量から表層部の重量を計算し、全体の重量からこの表層部の重量を引いて、内層部の坪量を計算により求めた。
【0110】
(11)内層部の密度(実施例17、18、比較例2、3)
上記の内層部の坪量を求めたサンプルから内層部の厚みを求め、内層部の体積を計算する。この体積と上記の坪量から密度を計算により求めた。
【0111】
(12)凸部を有する反射シートの坪量
シートから凸部を0.5g〜1g程度になるように、必要なら複数の構造部を切り出し、重量を測定する。次いで、切り出した総ての凸部の表面及び裏面の各々の面積の総和をその形状の寸法から計算により求め、表面と裏面の相加平均値を反射シートの面積とし、先に求めた重量をこの面積で除して、本発明の凸部の坪量とした。本発明の構造体が表層部を有する積層構造の場合は、表層部を構成する樹脂、添加剤の種類、量から表層部の重量を計算し、全体の坪量からこの表層部の部分の坪量を引いて、反射シートの坪量とした。
【0112】
(13)凸部を有する反射シートの密度
(12)で切り出した凸部の各構造部について、均等に3点の厚みを測定し、3点の厚みの相加平均を該構造部の厚みとする。これに(12)と同じ方法で該構造部の面積の平均値を求め、これに厚みを乗じて体積を求め、該構造部の重量をこの体積で除して、密度を算出する。この計算を切り出した総ての凸部の各々について行い、それらの相加平均値を算出し、本発明の反射シートの密度とした。本発明の構造体が保護層を有する積層構造の場合は、全体の厚みから、表層部部分の厚みの平均値(上記同様に3点の平均値)を引いて、反射シートの厚みを求め、これに(12)と同じ方法で求めた面積を乗じて体積とし、(12)で求めた方法で表層部部分を除いた重量を求め、この重量を体積で除して密度とした。
【0113】
(参考例1)
ポリプロピレン樹脂(プライムポリマー社E−105GM)を62体積%(55重量%)、ポリカーボネート樹脂(旭美化成社ワンダーライトPC110)を38体積%(45重量%)混合した原料樹脂を、シリンダー口径が25mmでシリンダーと口径の比が48の同方向回転2軸押出機を使って、シリンダー温度を250℃、スクリューの回転数が100rpmの運転条件で溶融し、温度を250℃に調整したギヤポンプを介して、リップの巾が400mmでクリアランスが1.6mであるシートダイから押し出した。押し出された溶融樹脂を80℃に設定した一対のピンチローラーで引き取り、押出方向に溶融樹脂を引っ張りながら樹脂を冷却固化させて厚みが1.4mmのシートを作製した。
【0114】
得られたシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向(横方向)に温度が155℃で3倍延伸し、厚み430μmの内層部シートを得た。この内層部シートの厚み、坪量、及び密度は、それぞれ430μm、190g/m2、0.44g/cm3であった。この内層部シートのMD全反射率とTD全反射率は、それぞれ99.2%、93.4%であり、平均全反射率は96.3%、反射率異方性は5.8%であった。また、耐光性試験による黄変度は15であった。この内層部シートをMD方向と垂直に断面を切断し、SEM観察を行ったところ、内部に孔を有する構造であった(図15)。
【0115】
(実施例1)
ポリプロピレン樹脂(プライムポリマー社E−105GM)を97重量%と、無機粉末として、酸化チタン(テイカ社、JR600A、平均粒径250nm)を3重量%を混合した混合物を、ラボプラストミルで210℃、40rpmで10分間混練し、得られたコンパウンドを、210℃プレスにより成膜し37μm程度、無機粉末量が1.11g/m2の表層部シートを得た。参考例1に記載の内層部シートの上に、この表層部シートを重ね合わせて、重ね合わせ2層反射シートを得た。得られた2層反射シートの厚み、坪量、及び密度は、それぞれ467μm、225g/m2、0.48g/cm3であった。この2層反射シートのMD全反射率とTD全反射率は、それぞれ99.0%、98.8%であり、平均全反射率は98.9%、反射率異方性は0.2%であった。また、耐光性試験による黄変度は4であった。また、本実施例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.81(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0116】
(実施例2)
無機粉末として、酸化チタン(テイカ社、MT500SAS、平均粒径35nm)を用いて、実施例1と同様にして、33μm厚、無機粉末量が0.99g/m2の表層部シートを得た。参考例1に記載の内層部シートの上に、この表層部シートを重ね合わせて、重ね合わせ2層反射シートを得た。得られた2層反射シートの厚み、坪量、及び密度は、それぞれ463μm、221g/m2、0.48g/cm3であった。この2層反射シートのMD全反射率とTD全反射率は、それぞれ98.7%、98.4%であり、平均全反射率は98.6%、反射率異方性は0.3%であった。また、耐光性試験による黄変度は1であった。また、本実施例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.81(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0117】
(実施例3)
無機粉末として、酸化亜鉛(堺化学社、NAnofine50SD、平均粒径20nm)を用いて、実施例1と同様にして、34μm厚、無機粉末量が1.02g/m2の表層部シートを得た。参考例1に記載の内層部シートの上に、この表層部シートを重ね合わせて、重ね合わせ2層反射シートを得た。得られた2層反射シートの厚み、坪量、及び密度は、それぞれ464μm、222g/m2、0.48g/cm3であった。この2層反射シートのMD全反射率とTD全反射率は、それぞれ98.6%、95.5%であり、平均全反射率は97.1%、反射率異方性は3.1%であった。また、耐光性試験による黄変度は4であった。また、本実施例では表層部の樹脂にポリプロピレン、無機粉末に酸化亜鉛を用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.31(n1:酸化亜鉛の屈折率、n2:ポリプロピレンの屈折率)であった。
【0118】
(参考例2)
表層部に無機粉末を用いずに、実施例1と同様にして、38μm厚の表層部シートを得た。参考例1に記載の内層部シートの上に、この表層部シートを重ね合わせて、重ね合わせ2層反射シートを得た。得られた2層反射シートの厚み、坪量、及び密度は、それぞれ468μm、224g/m2、0.48g/cm3であった。この2層反射シートのMD全反射率とTD全反射率は、それぞれ98.8%、93.7%であり、平均全反射率は96.3%、反射率異方性は5.1%であった。また、耐光性試験による黄変度は15であった。
【0119】
上記、実施例1〜実施例3、及び参考例1、参考例2で得られた結果を下記表1に示す。重ね合わせ構造においても表層部に無機粉末を含有させることにより、平均全反射率が向上し、反射率異方性が大幅に改善していることがわかる。また、耐光性も飛躍的に向上していることがわかる。
【表1】

【0120】
(実施例4)
内層部原料として、ポリプロピレン樹脂(プライムポリマー社E−105GM)を62体積%(55重量%)、ポリカーボネート樹脂(旭美化成社ワンダーライトPC110)を38体積%(45重量%)混合した原料樹脂を用いた。この原料樹脂をシリンダー口径が25mmでシリンダーと口径の比が48の同方向回転2軸押出機を使って、シリンダー温度を250℃、スクリューの回転数が100rpmの運転条件で溶融し、温度を250℃に調整したギヤポンプを介して、マルチマニホールドダイに供給した。また、表層部原料として、ポリプロピレン樹脂(プライムポリマー社E−105GM)を95重量%と、無機粉末として、酸化チタン(テイカ社、JR600A、平均粒径250nm)を5重量%を混合した混合物を用いた。この混合物をシリンダー口径が32mmでシリンダーと口径の比が24の単軸押出機を使って、シリンダー温度を210℃、スクリューの回転数が100rpmの運転条件で溶融し、マルチマニホールドダイに供給した。ここで、マルチマニホールドダイには、表層部/内層部/表層部比が1/6/1となるように各原料を供給し、合流させ、リップ巾が400mmでクリアランスが1.9mmで押し出した。押し出された溶融樹脂を80℃に設定した一対のピンチローラーで引き取り、MD方向に溶融樹脂を引っ張りながら樹脂を冷却固化させて厚みが約1.8mmの2種3層共押出しシートを得た。得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸したシートから、横延伸前シートを切り出し、延伸性試験を行った。結果、4倍延伸、6倍延伸において、延伸合格率はいずれも100%であった。
【0121】
また、共押出しにより得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向(横方向)に温度が155℃で3倍延伸し、内部層に孔を有する無機粉末量が1.85g/m2の2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ409μm、234g/m2、0.57g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ98.6%、98.4%であり、平均全反射率は98.5%、反射率異方性は0.2%であった。また、耐光性試験による黄変度は2であった。この2種3層反射シートをMD方向と垂直に断面を切断し、SEM観察を行ったところ、内層部の内部に孔を有する構造であった(図16)。また、本実施例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.81(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0122】
(実施例5)
無機粉末として、酸化チタン(テイカ社、MT500SAS、平均粒径35nm)を10重量%用いて、実施例4と同様にして、2種3層共押出しシートを得た。得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸したシートから、横延伸前シートを切り出し、延伸性試験を行った。その結果、4倍延伸、6倍延伸において、延伸合格率はいずれも100%であった。
【0123】
また、共押出しにより得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向(横方向)に温度が155℃で3倍延伸し、無機粉末量が4.2g/m2の2種3層共押出し反射シートを得た。得られた2種3層共押出しシートの厚み、坪量と密度は、それぞれ433μm、241g/m2、0.56g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ97.9%、97.7%であり、平均全反射率は97.8%、反射率異方性は0.2%であった。また、耐光性試験による黄変度は1であった。また、本実施例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.81(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0124】
(実施例6)
無機粉末として、酸化亜鉛(堺化学社、Nanofine50SD、平均粒径20nm)5重量%を用いて、実施例4と同様にして、2種3層共押出しシートを得た。得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸したシートから、横延伸前シートを切り出し、延伸性試験を行った。その結果、4倍延伸、6倍延伸において、延伸合格率はいずれも100%であった。
【0125】
また、共押出しにより得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向(横方向)に温度が155℃で3倍延伸し、無機粉末量が1.9g/m2の2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ453μm、268g/m2、0.59g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ99.1%、95.8%であり、平均全反射率は97.5%、反射率異方性は3.3%であった。また、耐光性試験による黄変度は2であった。また、本実施例では表層部の樹脂にポリプロピレン、無機粉末に酸化亜鉛を用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.31(n1:酸化亜鉛の屈折率、n2:ポリプロピレンの屈折率)であった。
【0126】
(参考例3)
表層部に無機粉末を添加せずに、実施例4と同様にして、2種3層共押出しシートを得た。得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸したシートから、横延伸前シートを切り出し、延伸性試験を行った。その結果、4倍延伸、6倍延伸において、延伸合格率はいずれも100%であった。
【0127】
また、共押出しにより得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向(横方向)に温度が155℃で3倍延伸し、2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ414μm、227g/m2、0.55g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ99.6%、94.5%であり、平均全反射率は97.1%、反射率異方性は5.1%であった。また、耐光性試験による黄変度は14であった。
【0128】
(実施例7)
共押出しにおいてマルチマニホールドダイではなく、フィードブロックダイを用いて、実施例4と同じ組成で、共押出しシートを作製した。得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸したシートから、横延伸前シートを切り出し、延伸性試験を行った。その結果、4倍延伸、6倍延伸において、延伸合格率はいずれも100%であった。
【0129】
また、共押出しにより得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向(横方向)に温度が155℃で3倍延伸し、無機粉末量が1.45g/m2の2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ389μm、217g/m2、0.56g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ99.1%、98.7%であり、平均全反射率は98.9%、反射率異方性は0.4%であった。また、耐光性試験による黄変度は3であった。また、本実施例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.81(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0130】
(参考例4)
表層部に無機粉末を添加せずに、実施例7と同様にして、2種3層共押出しシートを得た。得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸したシートから、横延伸前シートを切り出し、延伸性試験を行った。結果、4倍延伸、6倍延伸において、延伸合格率はいずれも100%であった。
【0131】
また、共押出しにより得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向(横方向)に温度が155℃で3倍延伸し、2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ415μm、225g/m2、0.54g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ99.0%、96.5%であり、平均全反射率は97.8%、反射率異方性は2.5%であった。また、耐光性試験による黄変度は13であった。
【0132】
(参考例5)
ポリプロピレン樹脂(プライムポリマー社E−105GM)を62体積%(55重量%)、ポリカーボネート樹脂(旭美化成社ワンダーライトPC110)を38体積%(45重量%)混合した原料樹脂を、シリンダー口径が25mmでシリンダーと口径の比が48の同方向回転2軸押出機を使って、シリンダー温度を250℃、スクリューの回転数が100rpmの運転条件で溶融し、温度を250℃に調整したギヤポンプを介して、リップの巾が400mmでクリアランスが1.6mmである単層シートダイから押し出した。押し出された溶融樹脂を80℃に設定した一対のピンチローラーで引き取り、MD方向に溶融樹脂を引っ張りながら樹脂を冷却固化させて厚みが約1.4mmの単層シートを作製した。得られた単層押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸したシートから、横延伸前シートを切り出し、延伸性試験を行った。結果、4倍延伸、6倍延伸において、延伸合格率はそれぞれ20%、0%であった。
【0133】
また、単層押出しにより得られた単層押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向(横方向)に温度が155℃で3倍延伸し、単層押出し反射シートを得た。得られた単層押出し反射シートの厚み、坪量と密度は、それぞれ430μm、190g/m2、0.44g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ99.2%、93.4%であり、平均全反射率は96.3%、反射率異方性は5.8%であった。また、耐光性試験による黄変度は15であった。
【0134】
(参考例6)
参考例5の単層押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸し、縦延伸後のシートから両端30mmずつカットし、310mm幅の横延伸前シートを作製した。この横延伸前シートの延伸性試験を行った。結果、4倍延伸、6倍延伸において、延伸合格率はそれぞれ100%、80%であった。単層押出しシートにおいて、延伸性を保持するためには、両端部分のカットが必要であることがわかる。それに対し、共押出しシートにおいては、両端部分をカットすることなく高倍率の横延伸が可能であり、大幅な収率の向上が可能である。
【0135】
(実施例8)
無機粉末として、酸化チタン(テイカ社、JR600A、平均粒径250nm)を9.2重量%を用いて、実施例4と同様にして、2種3層共押出しシートを得た。この際、表層部/内層部/表層部比が1/10/1となるように各原料を供給し、共押出しシートを作製した。得られたシートの上面側の表層部の厚みは全体の厚みの7.1%であった。得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸したシートから、横延伸前シートを切り出し、延伸性試験を行った。その結果、4倍延伸、6倍延伸において、延伸合格率はいずれも100%であった。
【0136】
また、共押出しにより得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向(横方向)に温度が155℃で3倍延伸し、無機粉末量が1.47g/m2の2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ411μm、201g/m2、0.49g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ98.6%、98.4%であり、平均全反射率は98.5%、反射率異方性は0.2%であった。また、耐光性試験による黄変度は2であった。また、本実施例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.81(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0137】
(実施例9)
実施例8で得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向(横方向)に温度が155℃で6倍延伸し、無機粉末量が0.83g/m2の2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ275μm、112g/m2、0.41g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ98.2%、98.1%であり、平均全反射率は98.2%、反射率異方性は0.1%であった。また、耐光性試験による黄変度は5であった。また、本実施例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.81(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0138】
(実施例10)
無機粉末として酸化チタン(テイカ社、JR600A、平均粒径250nm)を15重量%用いること以外実施例8と同様にして、2種3層共押出しシートを得た。この際、表層部/内層部/表層部比が1/12/1となるように各原料を供給し、共押出しシートを作製した。得られたシートの上面側の表層部の厚みは全体の厚みの6.1%であった。得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸したシートから、横延伸前シートを切り出し、延伸性試験を行った。その結果、4倍延伸、6倍延伸において、延伸合格率はいずれも100%であった。
【0139】
また、共押出しにより得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向(横方向)に温度が155℃で3倍延伸し、無機粉末量が2.40g/m2の2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ446μm、211g/m2、0.47g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ98.6%、98.4%であり、平均全反射率は98.5%、反射率異方性は0.2%であった。また、耐光性試験による黄変度は1であった。また、本実施例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.81(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0140】
(実施例11)
実施例10で得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向(横方向)に温度が155℃で5倍延伸し、無機粉末量が1.50g/m2の2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ351μm、142g/m2、0.40g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ98.5%、98.4%であり、平均全反射率は98.5%、反射率異方性は0.1%であった。また、耐光性試験による黄変度は2であった。また、本実施例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.81(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0141】
(実施例12)
実施例10で得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向(横方向)に温度が155℃で7倍延伸し、無機粉末量が1.05g/m2の2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ264μm、92g/m2、0.35g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ98.4%、98.3%であり、平均全反射率は98.4%、反射率異方性は0.1%であった。また、耐光性試験による黄変度は3であった。また、本実施例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.81(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0142】
(参考例7)
無機粉末として、酸化チタン(テイカ社、JR600A、平均粒径250nm)を1.0重量%を用いて、実施例4と同様にして、2種3層共押出しシートを得た。この際、表層部/内層部/表層部比が1/10/1となるように各原料を供給し、共押出しシートを作製した。得られたシートの上面側の表層部の厚みは全体の厚みの7.1%であった。得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸したシートから、横延伸前シートを切り出し、延伸性試験を行った。その結果、4倍延伸、6倍延伸において、延伸合格率はいずれも100%であった。
【0143】
また、共押出しにより得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向(横方向)に温度が155℃で3倍延伸し、無機粉末量が0.17g/m2の2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ431μm、211g/m2、0.49g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ98.9%、94.1%であり、平均全反射率は96.5%、反射率異方性は4.8%であった。また、耐光性試験による黄変度は11であった。また、本参考例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.81(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0144】
(参考例8)
無機粉末として、酸化チタン(テイカ社、JR600A、平均粒径250nm)を50.0重量%を用いて、実施例4と同様にして、2種3層共押出しシートを得た。この際、表層部/内層部/表層部比が1/3/1となるように各原料を供給し、共押出しシートを作製した。得られたシートの上面側の表層部の厚みは全体の厚みの20.6%であった。得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸したシートから、横延伸前シートを切り出し、延伸性試験を行った。その結果、4倍延伸、6倍延伸において、延伸合格率は20%、20%であった。
【0145】
また、共押出しにより得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向(横方向)に温度が155℃で3倍延伸し、無機粉末量が23.0g/m2の2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ389μm、298g/m2、0.77g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ95.6%、95.7%であり、平均全反射率は95.7%、反射率異方性は−0.1%であった。また、耐光性試験による黄変度は0であった。また、本参考例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.81(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0146】
(比較例1)
無機粉末として、炭酸カルシウム(白石カルシウム、ソフトン3200、平均粒径0.7μm)を10.0重量%を用いて、実施例4と同様にして、2種3層共押出しシートを得た。この際、表層部/内層部/表層部比が1/10/1となるように各原料を供給し、共押出しシートを作製した。得られたシートの上面側の表層部の厚みは全体の厚みの7.0%であった。得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸したシートから、横延伸前シートを切り出し、延伸性試験を行った。その結果、4倍延伸、6倍延伸において、延伸合格率は40%、20%であった。
【0147】
また、共押出しにより得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向(横方向)に温度が155℃で3倍延伸し、無機粉末量が1.50g/m2の2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ413μm、200g/m2、0.48g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ98.2%、94.6%であり、平均全反射率は96.4%、反射率異方性は3.6%であった。また、耐光性試験による黄変度は13であった。また、本比較例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.06(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0148】
上記、実施例4〜実施例12、参考例3〜参考例8、比較例1で得られた結果、及び、本検討での未延伸での内層部及び表層部の厚みなど、得られた結果を併せて下記表2、表3に示す。共押出しとすることにより、延伸性が向上することがわかる。また、共押出しで、表層部に(n1(無機)−n2(樹脂))/n2(樹脂)≧0.20となる無機粉末を0.3g/m2〜20g/m2含有させることにより、反射性能が向上し、反射率異方性や耐光性が大幅に改善されることがわかる。
【表2】
【表3】
【0149】
(実施例13)
内層部原料として、ポリプロピレン樹脂(プライムポリマー社E−105GM)を62体積%(55重量%)、ポリカーボネート樹脂(旭美化成社ワンダーライトPC110)を38体積%(45重量%)混合した原料樹脂を用いた。この原料樹脂をシリンダー口径が25mmでシリンダーと口径の比が48の同方向回転2軸押出機を使って、シリンダー温度を250℃、スクリューの回転数が100rpmの運転条件で溶融し、温度を250℃に調整したギヤポンプを介して、マルチマニホールドダイに供給した。また、表層部原料として、ポリプロピレン樹脂(プライムポリマー社E−105GM)を85重量%と、無機粉末として、酸化チタン(テイカ社、JR600A、平均粒径250nm)を15重量%を混合した混合物を用いた。この混合物をシリンダー口径が32mmでシリンダーと口径の比が24の単軸押出機を使って、シリンダー温度を210℃、スクリューの回転数が100rpmの運転条件で溶融し、マルチマニホールドダイに供給した。ここで、マルチマニホールドダイには、表層部/内層部/表層部比が1/15/1となるように各原料を供給し、合流させ、リップ巾が400mmでクリアランスが2.0mmで押し出した。押し出された溶融樹脂を80℃に設定した一対のピンチローラーで引き取り、MD方向に溶融樹脂を引っ張りながら樹脂を冷却固化させて厚みが約1.9mmの2種3層共押出しシートを得た。
【0150】
得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3.0倍延伸した。次に、テンター横延伸機を使ってTD方向(横方向)に温度が155℃で4.0倍延伸した後、同テンター内後部の熱処理ゾーンで、テンター出口倍が3.0倍になるようにクリップ間を設定、即ち横方向で25%収縮させて緩和熱処理を施すようにセットして、横延伸を行った。結果、内部層に孔を有する、無機粉末量が2.2g/m2の2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ502μm、231g/m2、0.46g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ99.3%、99.0%であり、平均全反射率は99.2%、反射率異方性は0.3%であった。また、耐光性試験による黄変度は1であった。この反射シートの熱収縮率を測定したところ、MD方向で12%、TD方向で6%であった。また、本実施例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.81(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0151】
(実施例14)
実施例13で作製した2種3層共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3.0倍延伸し、次に、テンター横延伸機を使ってTD方向(横方向)に温度が155℃で5.0倍延伸した後、同テンター内後部の熱処理ゾーンで、テンター出口倍が4.0倍になるようにクリップ間を設定、即ち横方向で20%収縮させて緩和熱処理を施すようにセットして、横延伸を行った。結果、内部層に孔を有する、無機粉末量が1.8g/m2の2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ426μm、174g/m2、0.41g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ99.0%、98.7%であり、平均全反射率は98.9%、反射率異方性は0.3%であった。また、耐光性試験による黄変度は1であった。この反射シートの熱収縮率を測定したところ、MD方向で11%、TD方向で11%であった。また、本実施例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.81(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0152】
(参考例9)
内層部原料として、ポリプロピレン樹脂(プライムポリマー社E−105GM)を62体積%(55重量%)、ポリカーボネート樹脂(旭美化成社ワンダーライトPC110)を38体積%(45重量%)混合した原料樹脂を用いた。この原料樹脂をシリンダー口径が25mmでシリンダーと口径の比が48の同方向回転2軸押出機を使って、シリンダー温度を250℃、スクリューの回転数が100rpmの運転条件で溶融し、温度を250℃に調整したギヤポンプを介して、マルチマニホールドダイに供給した。また、表層部原料には、無機粉末を添加せず、ポリプロピレン樹脂(プライムポリマー社E−105GM)を100重量%を用いた。このポリプロピレン樹脂をシリンダー口径が32mmでシリンダーと口径の比が24の単軸押出機を使って、シリンダー温度を210℃、スクリューの回転数が100rpmの運転条件で溶融し、マルチマニホールドダイに供給した。ここで、マルチマニホールドダイには、表層部/内層部/表層部比が1/6/1となるように各原料を供給し、合流させ、リップ巾が400mmでクリアランスが2.0mmで押し出した。押し出された溶融樹脂を80℃に設定した一対のピンチローラーで引き取り、MD方向に溶融樹脂を引っ張りながら樹脂を冷却固化させて厚みが約1.7mmの2種3層共押出しシートを得た。
【0153】
得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3.0倍延伸した。次に、テンター横延伸機を使ってTD方向(横方向)に温度が155℃で4.0倍延伸した後、同テンター内後部の熱処理ゾーンで、テンター出口倍が3.0倍になるようにクリップ間を設定、即ち横方向で25%収縮させて緩和熱処理を施すようにセットして、横延伸を行った。結果、内部層に孔を有する2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ424μm、215g/m2、0.51g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ99.8%、95.2%であり、平均全反射率は97.5%、反射率異方性は4.6%であった。また、耐光性試験による黄変度は15であった。この反射シートの熱収縮率を測定したところ、MD方向で12%、TD方向で7%であった。
【0154】
(実施例15)
実施例13で作製した2種3層共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3.0倍延伸し、次に、テンター横延伸機を使ってTD方向(横方向)に温度が155℃で3.0倍延伸した後、緩和熱処理を施さずに反射シートを作製した。結果、内部層に孔を有する、無機粉末量が4.5g/m2の2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ507μm、242g/m2、0.48g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ98.6%、98.2%であり、平均全反射率は98.4%、反射率異方性は0.4%であった。また、耐光性試験による黄変度は1であった。この反射シートの熱収縮率を測定したところ、MD方向で11%、TD方向で21%であった。ほぼ同様の厚み、坪量を有する実施例13と比較した場合、熱緩和処理を施すことにより、熱収縮率が15%も低減でき、また、平均全反射率が0.8%も向上できることがわかる。また、本実施例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.81(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0155】
(実施例16)
実施例13で作製した2種3層共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3.0倍延伸し、次に、テンター横延伸機を使ってTD方向(横方向)に温度が155℃で4.0倍延伸した後、緩和熱処理を施さずに反射シートを作製した。結果、内部層に孔を有する、無機粉末量が3.5g/m2の2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ429μm、183g/m2、0.43g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ98.4%、98.1%であり、平均全反射率は98.3%、反射率異方性は0.3%であった。また、耐光性試験による黄変度は1であった。この反射シートの熱収縮率を測定したところ、MD方向で11%、TD方向で25%であった。ほぼ同様の厚み、坪量を有する実施例14と比較した場合、熱緩和処理を施すことにより、熱収縮率が14%も低減でき、また、平均全反射率が0.6%も向上できることがわかる。また、本実施例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.81(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0156】
(参考例10)
参考例9で作製した2種3層共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3.0倍延伸し、次に、テンター横延伸機を使ってTD方向(横方向)に温度が155℃で3.0倍延伸した後、緩和熱処理を施さずに反射シートを作製した。結果、内部層に孔を有する2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ414μm、227g/m2、0.55g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ99.6%、94.5%であり、平均全反射率は97.1%、反射率異方性は5.1%であった。また、耐光性試験による黄変度は14であった。この反射シートの熱収縮率を測定したところ、MD方向で12%、TD方向で22%であった。ほぼ同様の厚み、坪量を有する参考例9と比較した場合、熱緩和処理を施すことにより、熱収縮率が15%も低減でき、また、平均全反射率が0.4%も向上できることがわかる。
【0157】
(参考例11)
ポリプロピレン樹脂(プライムポリマー社E−105GM)を62体積%(55重量%)、ポリカーボネート樹脂(旭美化成社ワンダーライトPC110)を38体積%(45重量%)混合した原料樹脂を、シリンダー口径が25mmでシリンダーと口径の比が48の同方向回転2軸押出機を使って、シリンダー温度を250℃、スクリューの回転数が100rpmの運転条件で溶融し、温度を250℃に調整したギヤポンプを介して、リップの巾が400mmでクリアランスが1.6mである単層シートダイから押し出した。押し出された溶融樹脂を80℃に設定した一対のピンチローラーで引き取り、MD方向に溶融樹脂を引っ張りながら樹脂を冷却固化させて厚みが約1.4mmの単層シートを作製した。
【0158】
得られた単層シートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3.0倍延伸した。次に、テンター横延伸機を使ってTD方向(横方向)に温度が155℃で4.0倍延伸した後、同テンター内後部の熱処理ゾーンで、テンター出口倍が3.0倍になるようにクリップ間を設定、即ち横方向で25%収縮させて緩和熱処理を施すようにセットして、横延伸を行った。結果、内部層に孔を有する単層反射シートを得た。得られた単層反射シートの厚み、坪量と密度は、それぞれ444μm、182g/m2、0.41g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ99.8%、94.4%であり、平均全反射率は97.1%、反射率異方性は5.4%であった。また、耐光性試験による黄変度は15であった。この反射シートの熱収縮率を測定したところ、MD方向で11%、TD方向で7%であった。
【0159】
(参考例12)
参考例11で作製した単層シートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3.0倍延伸し、次に、テンター横延伸機を使ってTD方向(横方向)に温度が155℃で3.0倍延伸した後、緩和熱処理を施さずに反射シートを作製した。結果、内部層に孔を有する単層反射シートを得た。得られた単層反射シートの厚み、坪量と密度は、それぞれ430μm、190g/m2、0.44g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ99.2%、93.4%であり、平均全反射率は96.3%、反射率異方性は5.8%であった。また、耐光性試験による黄変度は15であった。この反射シートの熱収縮率を測定したところ、MD方向で10%、TD方向で22%であった。ほぼ同様の厚み、坪量を有する参考例11と比較した場合、熱緩和処理を施すことにより、熱収縮率が15%も低減でき、また、平均全反射率が0.8%も向上できることがわかる。
【0160】
上記実施例13〜実施例16、及び参考例9〜参考例12で得られた結果の他、未延伸での内層部及び表層部の厚みなど、得られた結果を併せて下記表4に示す。これらの結果から、熱緩和処理を施すことで、寸法安定性が飛躍的に向上すると共に、同程度の厚み、坪量の反射シートと比べて反射性能が大きく向上することがわかる。また、共押出しで、表層部に(n1(無機)−n2(樹脂))/n2(樹脂)≧0.20となる無機粉末を0.3g/m2〜20g/m2含有させることにより、反射性能が向上し、反射率異方性や耐光性が大幅に改善されることがわかる。
【表4】
【0161】
<微細構造面の成形加工で使用した金型及びプレス成形方法>
参考例13、実施例17、比較例2、比較例3において微細構造面の成形加工で使用した金型及びプレス成形方法について説明する。
【0162】
図17は、本実施例で使用した成形用金型の断面を示す概略図である。賦形面の形状は、図3に示すように、頂点を含む断面形状が頂角63°、底辺の長さ100μm、高さ50μmの三角形であって、この形状が面内の一方向に同一な形状で、面内に規則的にプリズム状に配置されたものである。金型には、賦形面が100mm×100mmである平板形状を用いた。
【0163】
プレス面が30cm角の圧縮成形機を用いて、上プレス面を25℃に冷却状態にし、下プレス面を150℃に加熱した。下プレス面に上記成形用金型を設置し、プレス面の熱で充分に予熱した後、金型面に120mm×120mmにカットされた成形前の反射シートをセットし圧縮した。圧縮成形は、圧縮時間は5分、圧縮圧力50kg/cm2の条件で行った。
【0164】
(参考例13)
内層部として、ポリプロピレン樹脂(プライムポリマー社E−105GM)62体積%(55重量%)と、ポリカーボネート樹脂(旭美化成社ワンダーライトPC110)38体積%(45重量%)とを混合した原料樹脂を、シリンダー口径が25mmでシリンダーと口径の比が48の同方向回転2軸押出機を使って、シリンダー温度を250℃、スクリューの回転数が100rpmの運転条件で溶融し、温度を250℃に調整したギヤポンプを介して、リップの巾が400mmの2種3層積層ダイに導入し、表層部として、ポリプロピレン樹脂(プライムポリマー社プライムTPO樹脂E−2900)をシリンダー口径30mmの単軸押出機を使って、シリンダー210℃で溶融し、温度を210℃に調整したギヤポンプを介して、上記の2種3層積層ダイに導入した。積層ダイでは2種類の樹脂が積層され、リップクリアランスが2.0mmであるシートダイから押し出された。押し出された溶融積層樹脂を80℃に設定した一対の冷却用ピンチローラーで引き取り、押出方向に溶融樹脂を引っ張りながら樹脂を冷却固化させて厚みが1.9mmの積層原反シートを作製した。得られた積層シートは、内層部が1.4mm、表層部が表裏各々0.25mmの3層積層シートであった。なお、表層部に使用したポリプロピレン樹脂の13C−NMR測定によるアイソタクチックインデックス(mmmmペンタッド%)は66モル%であった。
【0165】
得られたシートを、ロール縦延伸機を使って押し出し方向(MD方向)に温度155℃で3倍延伸した後、テンター横延伸を使って巾方向(TD方向)に温度155℃で3倍延伸し、3×3倍に延伸された白色のシートを得た。この白色シートの平均全反射率は97.0%、内層部の坪量と密度は、それぞれ175g/m2、0.46g/cm3であった。表層部を含む全厚みは440μmであり、各層の厚みは、表層部33μm、内層部380μm、裏面表層部27μmであった。
【0166】
得られた白色シートを、120mm×120mm角にカットし、図17に示すような賦形面の金型により圧縮賦形を行い、表層部に賦形面が転写された反射シートを得た。得られた成形品は金型形状通りの成形斑のない均一な成形品であった。
【0167】
得られた成形品の内層部の坪量は175g/m2であり、密度は0.65g/cm3であり、賦形面側の平均全反射率は96.7%であり、賦形成形後も反射シートとして高い反射率を有していた。また、変角高速分光光度計による入射光に対する反射光の反射角度を測定すると、賦形面の形状に沿った方向に強い反射光が観測され、この微細賦形によって反射光の方向制御が出来ることが分かった。
【0168】
(実施例17)
参考例13で、表層部として、ポリプロピレン樹脂(プライムポリマー社プライムTPO樹脂E−2900)に酸化チタン(テイカ社、MT500SAS、平均粒径35nm)を5重量%添加して、予めペレット化しておいた樹脂を使用した以外は参考例13と同様にして、縦方向と横方向に延伸して3×3倍に延伸された白色のシートを得た。この白色シートの平均全反射率は98.4%、内層部の坪量と密度は、それぞれ178g/m2、0.46g/cm3であった。表層部を含む全厚みは445μmであり、各層の厚みは、表層部32μm、内層部390μm、裏面表層部23μmであった。なお、表層部には1.6g/m2の酸化チタンが含まれていた。
【0169】
得られた白色シートを、同様に120mm×120mm角にカットし、図17の賦形面の金型により圧縮賦形を行い、表層部に賦形面が転写された反射シートを得た。得られた成形品は金型形状通りの成形斑のない均一な成形品であった。
【0170】
得られた成形品の内層部の坪量は175g/m2、密度は0.66g/cm3であり、賦形面側の平均全反射率は98.0%であり、賦形成形後も反射シートとして高い反射率を有していた上に、表層部に酸化チタンを含むことで平均全反射率が1.3%向上した。また、同様に変角高速分光光度計による入射光に対する反射光の反射角度を測定すると、賦形面の形状に沿った方向に強い反射光が観測された。
【0171】
(比較例2)
参考例13の反射シートの内層部と同じポリマー及び組成で、層構成を内層部のみとした厚み1.7mmの原反シートを作製した。次いで、参考例13と同様にして、縦方向と横方向に延伸して3×3倍に延伸された白色のシートを得た。この白色シートの平均全反射率は97.5%、厚みは470μm、坪量と密度は、それぞれ220g/m2、0.47g/cm3であった。
【0172】
得られた白色シートを、同様に120mm×120mm角にカットし、図17に示すような賦形面の金型により圧縮賦形を行い、表層部に賦形面が転写された反射シートを得た。得られた成形品は概略金型形状通りの賦形面であったが、樹脂の流れが不十分で、三角形の頂角の周辺が丸みをおび、各辺も一部曲線状になる等がみられ全体に不均一な成形品であった。
【0173】
なお、得られた成形品の坪量は220g/m2、密度は0.7g/cm3であり、賦形面側の平均全反射率は97.0%であり、賦形成形後も反射率としては高い値を有していた。
【0174】
(比較例3)
参考例13において、内層部にポリプロピレン樹脂(プライムポリマー社E−105GM)83.4体積%(50重量%)と、平均粒径0.8μmの硫酸バリウム(真比重4.5)16.6体積%(50重量%)とを混合した樹脂を用い、表層部は実施例1と同じにして、実施例1と同じく厚みが1.9mmの積層原反シートを得た。得られた積層シートは、内層部が1.4mm、表層部が表裏各々0.25mmの3層積層シートであった。
【0175】
次いで、参考例13と同様にして、縦方向と横方向に延伸して3×3倍に延伸された白色のシートを得た。この白色シートの平均全反射率は95.2%であった。
【0176】
得られた白色シートを、同様に120mm×120mm角にカットし、図17に示すような賦形面の金型により圧縮賦形を行い、表層部に賦形面が転写された反射シートを得た。得られた賦形面は比較的良好な成形面であったが、内部の空孔がつぶれたことによって圧縮が大きく、成形後のシートの厚み220μmであった。また一部熱収縮により皺の発生、賦形面にも一部に不均一な部分もみられた。成形品の賦形面側の平均全反射率は91.5%であり、反射率は大きく低下していた。
【0177】
<凹凸を有する反射シートの作製で使用した金型>
参考例14、参考例15、実施例18、比較例4において凹凸を有する反射シートの作製で使用した金型について説明する。
【0178】
図18に本実施例で使用した真空成形用金型の概略図を示した。各円弧状の凹部には真空成形用に吸引口が設けられている。a−a’断面とb−b’断面において、各円弧の配置、形状は同じである。
【0179】
(参考例14)
ポリプロピレン樹脂(プライムポリマー社E−105GM)を62体積%(55重量%)、ポリカーボネート樹脂(旭美化成社ワンダーライトPC110)を38体積%(45重量%)混合した原料樹脂を、シリンダー口径が25mmでシリンダーと口径の比が48の同方向回転2軸押出機を使って、シリンダー温度を250℃、スクリューの回転数が100rpmの運転条件で溶融し、温度を250℃に調整したギヤポンプを介して、リップの巾が400mmでクリアランスが1.7mmであるシートダイから押し出した。押し出された溶融樹脂を80℃に設定した一対の冷却用ピンチローラーで引き取り、押出方向に溶融樹脂を引っ張りながら樹脂を冷却固化させて厚みが1.5mmの原反シートを作製した。
【0180】
得られたシートを、ロール縦延伸機を使って押し出し方向(MD方向)に温度155℃で3倍延伸した後、テンター横延伸を使って巾方向(TD方向)に温度155℃で3倍延伸し、3×3倍に延伸された白色のシートを得た。この白色シートの平均全反射率は97.0%、坪量と密度は、それぞれ220g/m2、0.48g/cm3であり、厚みは460μmであった。
【0181】
得られた白色シートを、350mm×250mm角にカットし、各辺を金枠で固定し、155℃に加熱された図18に示す真空成形用の金型上にセットした。金型上に12秒間シートをセットした後、155℃のオーブンに移し、10秒後に真空弁を開け真空成形を行った。15秒後オーブンから金型を取り出し、エアーガンで成形品を急冷した後、成形品を金型から取り出した。得られた成形品は金型形状通りの半円球状の凸部を有する皺のない均一な成形品であった。
【0182】
得られた成形品の坪量は200g/m2、密度は0.44g/cm3であり、シートの平均全反射率は凸面側で96.8%、凹面側で96.6%であった。凸部付与後もシートとして高い反射率を維持していることが分かった。
【0183】
図19は本実施例で得られた反射シートの凸部の断面中央部のSEM写真である。写真では、空洞、及び棒状に分散して島相を形成しているポリカーボネート樹脂とその周囲を取り囲むように海相を形成しているポリプロピレン樹脂が観察された。
【0184】
(参考例15)
参考例14で得られた原反シートを同じくロール縦延伸機を使ってMD方向に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向に温度155℃で6倍延伸し、3×6倍に延伸された白色のシートを得た。この白色シートの平均全反射率は96.5%、坪量と密度は、それぞれ95g/m2、0.50g/cm3であり、厚みは190μmであった。
【0185】
得られた白色シートを、参考例14と同様に350mm×250mm角にカットし、同じ金型で真空成形を行った。得られた成形品は金型形状通りの半円球状の凸部を有する皺のない均一な成形品であった。
【0186】
得られた成形品の坪量は90g/m2、密度は0.55g/cm3であり、シートの平均全反射率は凸面側で95.7%、凹面側で96.0%であった。凸部付与後もシートとして高い反射率を維持していることが分かった。
【0187】
(実施例18)
参考例14の押出機を主押出機として参考例14と同じ組成の樹脂を使用した。副押出機として、シリンダー口径が32mmでシリンダーと口径の比が24の単軸押出機を使用して、ポリプロピレン樹脂(プライムポリマー社E−105GM)を98体積%(90重量%)、酸化亜鉛粉末(堺化学社製、商品名Nanofine-50SD)を2体積%(10重量%)を予めペレタイズしておいた混合樹脂を用いて共押出を行った。副押出機のシリンダー温度は210℃、スクリュー回転数は60rpmで行った。積層ダイは2種3層のフィードブロックタイプを使用し、ダイ出口のリップの巾300mmでクリアランスが2.0mmであった。ダイから押し出された溶融樹脂を同じく80℃に設定した冷却用ピンチローラーで引き取り、全厚みが1.8mmの積層原反シートを作製した。得られた原反シートの層構成は、反射シートであるコア層が1340μm、表層部が表裏面各々230μmであった。
【0188】
得られた積層シートを、ロール縦延伸機を使って押し出し方向(MD方向)に温度155℃で3倍延伸した後、テンター横延伸を使って巾方向(TD方向)に温度155℃で3倍延伸し、3×3倍に延伸された白色のシートを得た。この白色シートの平均全反射率は96.8%、反射シートであるコア層の厚みは390μm、表層部は表裏各々25μmであった。反射シートの坪量と密度は、それぞれ180g/m2、0.46g/cm3であった。
【0189】
得られた白色シートを、参考例14と同様に350mm×250mm角にカットし、同じ金型で真空成形を行った。得られた成形品は金型形状通りの皺のない均一な成形品であった。
【0190】
得られた成形品の坪量は175g/m2、密度は0.50g/cm3であり、シートの平均全反射率は凸面側で96.1%、凹面側で96.4%であった。凸部付与後もシートとして高い反射率を維持していることが分かった。
【0191】
(比較例4)
ポリプロピレン樹脂(プライムポリマー社E−105GM)を83.4体積%(50重量%)、平均粒径0.8μmの硫酸バリウム(真比重4.5)16.6体積%(50重量%)混合した原料樹脂を、実施例1の2軸押出機を使って、シリンダー温度を250℃、スクリューの回転数が100rpmの運転条件で溶融し、温度を250℃に調整したギヤポンプを介して、リップの巾が400mmでクリアランスが1.7mである単層ダイから押し出した。押し出された溶融樹脂を同様に80℃に設定したピンチローラーで引き取り、冷却固化させて厚みが1.5mmのシートを作成した。
【0192】
得られたシートを、ロール縦延伸機を使って押し出し方向(MD方向)に温度155℃で3倍延伸した後、テンター横延伸を使って巾方向(TD方向)に温度155℃で3倍延伸し、3×3倍に延伸された白色のシートを得た。この白色シートの平均全反射率は95.0%、坪量と密度は、それぞれ410g/m2、1.24g/cm3であり、厚みは330μmであった。
【0193】
得られた白色シートを、参考例14と同様に350mm×250mm角にカットし、同じ金型を用いて成形温度を150℃にした以外は同様の操作により真空成形を行った。得られた成形品は、一部に皺の発生がみられるとともに、凸部が薄く伸ばされ、透明性が明らかに増しており、平坦部に比べ反射性能が明らかに低下していることが分かった。
【0194】
<複数の凹部と発光体を露出させる穴部を持つ反射シートの作製で使用した金型>
図20に本実施例で使用した真空成形用金型の概略図を示す。各開口部は1辺25mmの4角形で、底面は1辺8mmの4角形で、横方向に12個、縦方向に8個の開口部からなる。稜線の幅は総て1.2mm。稜線が交差する位置には一つおきに底面が直径1.6mm、高さが1.6mmの半楕円状の膨出部が設けられている。凹部の反射面の各側面と底面には真空成形用に吸引口が設けられている。なお、比較のために、膨出部がない以外は全く寸法が同じ金型も用意した。
【0195】
<複数の凹部と発光体を露出させる穴部を持つ反射シートの実施で使用したLEDバックライト>
RGBが1つのパッケージになっているOPTEKテクノロジー社製LEDランプ12×8個を、上記金型においてLEDが配置される位置に実装したLEDバックバックライトを使用した。
【0196】
(参考例16)
ポリプロピレン樹脂(プライムポリマー社E−105GM)を62体積%(55重量%)、ポリカーボネート樹脂(旭美化成社ワンダーライトPC110)を38体積%(45重量%)混合した原料樹脂を、シリンダー口径が25mmでシリンダーと口径の比が48の同方向回転2軸押出機を使って、シリンダー温度を250℃、スクリューの回転数が100rpmの運転条件で溶融し、温度を250℃に調整したギヤポンプを介して、リップの巾が400mmでクリアランスが1.7mmであるシートダイから押し出した。押し出された溶融樹脂を80℃に設定した一対の冷却用ピンチローラーで引き取り、押出方向に溶融樹脂を引っ張りながら樹脂を冷却固化させて厚みが1.5mmの原反シートを作製した。
【0197】
得られたシートを、ロール縦延伸機を使って押し出し方向(MD方向)に温度155℃で3倍延伸した後、テンター横延伸を使って巾方向(TD方向)に温度155℃で3倍延伸し、3×3倍に延伸された白色のシートを得た。この白色シートの平均全反射率は97.0%、坪量と密度は、それぞれ220g/m2、0.48g/cm3であり、厚みは460μmであった。この白色シートをMD方向と垂直に断面を切断し、SEM観察を行ったところ、内部に穴部を有する構造であった(図21)。
【0198】
得られた白色シートを、400mm×300mm角にカットし、各辺を金枠で固定し、155℃に加熱された図20に示す真空成形用の金型上にセットした。金型上に12秒間シートをセットした後、155℃のオーブンに移し、10秒後に真空弁を開け真空成形を行った。15秒後オーブンから金型を取り出し、エアーガンで成形品を急冷した後、成形品を金型から取り出した。得られた成形品は金型形状通りの皺、破れのない均一な成形品であった。
【0199】
得られた賦形品の各凹型の底面中央部にLEDランプのための7.5mm×7.5mmの四角形の孔を打ち抜き、これをLEDバックライト上にセットした。さらにこの賦形品の上に、市販の液晶表示装置に使用されている厚さ2mmの拡散板を重ねた。ランプ点灯後、拡散板を通した光はほぼ均一に拡散され、ランプ像は全く見えず、反射シートの格子状の稜線及び膨出部の像は大幅に低減され、ほとんど気ならない程度まで抑制されていた。
【0200】
(比較例5)
参考例16で得られたシートを同じく400mm×300mm角にカットして、比較のために用意した膨出部のない金型を用いて、同様に真空成形を実施し、膨出部のない良好な賦形品を得た。
【0201】
同様にLEDランプように穴を打ち抜き、LEDバックライト上にセットした。さらにこの賦形品の上に、同じく厚さ2mmの拡散板を重ねた。ランプ点灯後、拡散板を通した光はほぼ均一に拡散され、ランプ像もほとんど見えないレベルまでになっていたが、反射シートの格子状の稜線の像が明確に観察され、この稜線が陰となっていることが観察された。
【0202】
(実施例19)
参考例16の押出機を主押出機として参考例14と同じ組成の樹脂を使用した。副押出機として、シリンダー口径が32mmでシリンダーと口径の比が24の単軸押出機を使用して、ポリプロピレン樹脂(プライムポリマー社E−105GM)を98体積%(90重量%)、酸化チタン粉末(テイカ社(株)製、商品名JR600−A、粒子径250nm、真比重4.2)を2体積%(10重量%)を予めペレタイズしておいた混合樹脂を用いて共押出を行った。副押出機のシリンダー温度は210℃、スクリュー回転数は60rpmで行った。積層ダイは2種3層のフィードブロックタイプを使用し、ダイ出口のリップの巾300mmでクリアランスが2.0mmであった。ダイから押し出された溶融樹脂を同じく80℃に設定した冷却用ピンチローラーで引き取り、全厚みが1.8mmの積層原反シートを作製した。得られた原反シートの層構成は、反射シートであるコア層が1340μm、表層部が表裏面各々230μmであった。
【0203】
得られた積層シートを、ロール縦延伸機を使って押し出し方向(MD方向)に温度155℃で3倍延伸した後、テンター横延伸を使って巾方向(TD方向)に温度155℃で3倍延伸し、3×3倍に延伸された白色のシートを得た。この白色シートの平均全反射率は98.8%、コア層の厚みは390μm、表層部は表裏各々20μmであった。シートの坪量と密度は、それぞれ180g/m2、0.46g/cm3であった。
【0204】
得られた白色シートを、参考例16と同様に400mm×300mm角にカットし、各辺を金枠で固定し、155℃に加熱された図20に示す真空成形用の金型上にセットした。金型上に12秒間シートをセットした後、155℃のオーブンに移し、10秒後に真空弁を開け真空成形を行った。15秒後オーブンから金型を取り出し、エアーガンで成形品を急冷した後、成形品を金型から取り出した。得られた成形品は金型形状通りの皺、破れのない均一な成形品であった。
【0205】
得られた賦形品の各凹型の底面中央部に実施例19と同様にLEDランプのための7.5mm×7.5mmの四角形の穴を打ち抜き、これをLEDバックライト上にセットした。さらにこの賦形品の上に、市販の液晶表示装置に使用されている厚さ2mmの拡散板を重ねた。ランプ点灯後、拡散板を通した光はほぼ均一に拡散され、ランプ像は全く見えず、反射シートの格子状の稜部及び膨出部の像は大幅に低減され、ほとんど気にならない程度まで抑制されていた。
【産業上の利用可能性】
【0206】
本発明の反射シートは、反射率の異方性を抑えかつ高い反射率を示す上に、光による黄変が少ない。また軽量化がはかれるので、液晶表示装置のバックライトとして好適に使用できる。
【図面の簡単な説明】
【0207】
【図1】本発明の成形前後の表層部の厚さの関係を示す図であり、(a)は成形前を示す図であり、(b)は成形後のシートの断面図である。
【図2】本発明の3次元微細構造の形状の例を示す図である。
【図3】本発明の3次元微細構造の形状の例を示す図である。
【図4】本発明の反射シートを製造するためのロール成形法の例を示す図である。
【図5】本発明の反射シートを製造するためのロール成形法の例を示す図である。
【図6】LEDが配置される際の反射シートの例を示す図である。
【図7】LEDが配置される際の反射シートの他の例を示す平面図である。
【図8】図7に示す反射シートの斜視図である。
【図9】本発明の実施の形態に係る反射シートを備えた照明装置であるバックライトユニットの一部を示す側面図である。
【図10】本発明の実施の形態に係る反射シートを示す斜視図である。
【図11】本発明の実施の形態に係る反射シートにおける膨出部の配置場所を示す概略図である。
【図12】本発明の実施の形態に係る反射シートの他の例を示す平面図である。
【図13】本発明の実施の形態に係る反射シートの凹部を示す斜視図である。
【図14】本発明の実施の形態に係る反射シートの他の例を示す平面図である。
【図15】本発明の内層部のシートのMD方向に垂直な断面図である。
【図16】本発明の内層部のシートのMD方向に垂直な別の断面図である。
【図17】実施例において本発明の賦形成形に使用した金型の断面を示す図である。
【図18】参考例14で本発明の反射シート成形品作製に使用した金型の形状及び構造を示す概略図である。
【図19】参考例14で得られた反射シートの凸部の断面中央部のSEM写真である。
【図20】本発明に係る反射シートの成形に使用した金型の概略図である。
【図21】参考例16の白色シート断面のSEM写真である。
【符号の説明】
【0208】
1 表層部
2 内層部
11 シート
12 ロール
13,14,15 冷却ロール
16 金属ベルト
21,34 反射シート
22 凸部
23 穴
24 凹部
24a 片側側面
25,32 LED
31 バックライトユニット
33 配線基板
35 拡散板
【技術分野】
【0001】
本発明は、内部に孔を含む樹脂組成物の反射シートであって、特に液晶表示装置のバックライトなどに用いられる反射材に適した反射シートに関する。
【背景技術】
【0002】
液晶はそれ自身が発光しないため、液晶を表示装置として使用するためには光源が必要となる。液晶表示装置は、液晶、配向板、電極、偏光板などからなる液晶パネル、及び該パネルに光を照射する装置、一般にはバックライトと呼ばれる照明装置等からなり、ランプの光を画面に向けて効率よく反射させる等のために反射シートを用いている。
【0003】
液晶表示装置のバックライトは一般にエッジライト型バックライトと直下型バックライトの2種類に大きく分けられる。
【0004】
エッジライト型バックライトは、携帯電話や携帯情報端末などに用いられる小型の液晶表示装置に使用されることが多いバックライトである。エッジライト型バックライトは、発光ダイオードや冷陰極線管などの光源と、アクリル樹脂などの透明な樹脂を楔形に成形した導光板と、液晶パネルとは反対側の導光板の側面に配置される反射材とから構成されることが多い。エッジライト型バックライトでは、導光板の端面に配置された発光ダイオードや冷陰極線管などの光源からの光が導光板の端面から入射される。導光板に入射した光は導光板を通過する過程で導光板の側面から導光板の外に出る。導光板の液晶パネル側の側面から外に出た光は液晶パネルを照明するが、導光板の液晶パネル側とは反対側の側面から外に出た光は液晶パネルを照明することができないため、導光板の液晶パネル側とは反対側の側面には光を反射する反射シートを設置して、導光板の側面から外に出る光を液晶パネル側に反射させて、光源の光を有効に液晶パネルに照射させることが通常行われている。
【0005】
直下型バックライトは、液晶パネルの表示面とは反対側に冷陰極線管などの光源ランプを複数本並べて設置したバックライトであり、大型テレビジョンなどに使用される大画面の液晶表示装置に用いられる。大画面の液晶表示装置では、エッジライト型バックライトでは輝度を満足する水準にまで上げようとすると光源ランプの明るさに限界があるため、光源ランプを複数使用する直下型バックライトが通常使用されている。光源ランプの光は液晶側とは反対側にも照射されるため、光源ランプの液晶側とは反対側に反射シートを設けることによって光源の光を有効に液晶パネルに照射させることが、直下型バックライトでは一般に行われている。
【0006】
最近ではテレビジョンだけでなくパソコンでも動画を表示させることが多くなり、液晶表示装置はより明るいものが求められている。このため、液晶表示装置に使用されるバックライトでは、反射率が90%以上の反射シートが使用されることが多い。液晶表示装置をより明るくするために、冷陰極線管などの光源の出力は増加する傾向にあり、そのために使用中のバックライトの温度はより高温になる傾向が見られる。このため反射シートに使用する樹脂には、液晶物質の耐熱温度に近い概ね80℃の耐熱性が必要となっている。このため液晶表示装置のバックライトに使用される反射シートには、シートに成形しやすく耐熱性にも優れた樹脂組成物の反射シートが求められている。さらに、大型テレビジョンなどの大画面の液晶表示装置に使用されるバックライトでは、大きい面積の反射シートが長期間にわたって強い光に照らされることになる。このため反射シートには、光源の光による変色や変質が少ないことや、温度上昇や吸湿による反りなどの変形が長期間にわたって起こりにくい反射シートが求められている。
【0007】
内部に孔や気泡を含む樹脂のシートは、光を照射すると光が反射されて白く見えたり、真珠様の光沢を示したりすることはよく知られている。内部に孔や気泡を含む樹脂が光をよく反射する理由は次のように考えられる。樹脂の屈折率は概ね1.4〜1.6で、空気の屈折率は約1であるため、樹脂と空気の屈折率の差によって生じる光の反射率は1回の反射あたりでは約4%にすぎない。しかし内部に多数の孔や気泡を含む樹脂のシートでは、内部に樹脂と空気の界面が多数存在するため、シートに照射された光はシートの内部で多数回反射される。この結果、内部に多数の孔や気泡を含む樹脂のシートでは、照射された光はシートの内部で大部分が反射され、その結果、シート全体としての反射率が大きくなると考えられる。
【0008】
また、樹脂の内部に含まれる多数の孔や気泡は、各々の形状や大きさが異なる場合が多いため、孔や気泡の界面で反射される光は一つの方向にまとまって反射されることは少なく、反射する光の方向は各々の孔や気泡ごとに異なる。このため、内部に多数の孔や気泡を含む樹脂のシートに光を照射した場合の反射は、入射した光があらゆる方向に反射する拡散反射となりやすい。内部に孔や気泡を含む樹脂組成物のシートとしては、(a)無機物の粉末を添加した樹脂を延伸することによって、樹脂と無機物の粉末との界面を開裂させて、樹脂の内部に孔を形成させたものや、(b)樹脂に加圧した不活性ガスを溶解させた後、減圧して発泡させ、樹脂の内部に気泡を形成させたものが知られている。
【0009】
(a)の樹脂シートとしては、例えば、特許文献1に、微粒子炭酸カルシウムを5重量%〜30重量%含有させたポリエチレンテレフタレート樹脂を溶融押し出し二軸延伸して、ボイド率が7%〜30%である白色ポリエチレンテレフタレートのシートが開示されている。このような反射シートでは、炭酸カルシウムや硫酸バリウムなどの無機粉末が反射シート全体の数十体積%と大きい比率で含まれるため、7%〜30%のボイド率にもかかわらず、反射シートの密度が0.8g/cm3以上と高く、軽量化が望まれている。また、特許文献2に、内層部及び表層部に炭酸カルシウムを含有させる白色ポリオレフィンフィルムが開示されている。このような反射シートでは、炭酸カルシウムといった無機粉末を多量に用いることから、密度が0.7g/cm3以上と高く、また表層部の炭酸カルシウムの屈折率が低いことから、良好な反射性能が得られていない。
【0010】
(b)の樹脂シートとしては、例えば、特許文献3に、熱可塑性ポリエステルに炭酸ガスなどの不活性ガスを加圧雰囲気下で溶解させた後、常圧下で加熱して発泡させた、内部に微細気泡を含む光反射シートが開示されている。これは無機粉末を含まない樹脂の反射シートではあるが、樹脂のシートに不活性ガスを溶解させるために、加圧した不活性ガス雰囲気中に樹脂のシートを一定時間置く必要があることや、不活性ガスが溶解した樹脂のシートを取り出して常圧に戻した後に加熱して発泡させる工程が必要であるため、その製造工程は大がかりで煩雑な工程となりやすい。また、特許文献3はポリエステルの微細発泡で孔を形成している。微細発泡ではあるが、その孔径は小さくても5μm〜10μmである。高い反射性能を得るためにはこの微細気泡を多く含む必要がある。そのため、シート厚みが0.8mm〜1.2mmと厚くなる。液晶表示用としてはより薄くて反射性能に優れるシートが望まれている。
【0011】
拡散反射に対して、反射面に対して光が入射する角度と反射する角度とが対称である反射は正反射とよばれ、その反射面は鏡面状を呈する。樹脂シートで正反射するものとしては、(c)ポリエステル樹脂のシートの表面を蒸着などの方法によって銀などの反射率が大きい物質で被覆したものが知られている。
【0012】
(c)の反射シートは、樹脂のシートの表面を被覆する銀などの金属粒子が、使用中の光源ランプの熱によって凝集したり、大気中に微量含まれる酸性のガス成分によって酸化されやすく、銀などの金属の変色や反射率の低下が起こることが知られている。このため、シートの表面を被覆した銀などの金属粒子の上を、大気との接触を防ぐために樹脂で被覆することが行われており、樹脂のシートの表面に薄く金属や樹脂を複数回塗布する工程が必要となるため、その製造工程は大がかりで煩雑な工程となりやすい。この例の反射シートは、鏡面状の正反射を起こすシートであるが、大型テレビジョンなどの大画面液晶表示装置に使用される直下型バックライトでは、複数本が配置される光源ランプの光が干渉して液晶画面の明るさに斑が生じやすくなることが知られている。このために、直下型バックライトには拡散反射を起こす反射シートが使用されることが多い。
【0013】
上記の(a)と(b)の反射シートは拡散反射を起こす反射シートではあるが、(a)は上記のように反射シートに大量の無機物粒子を使用することにより高重量となる課題があり、(b)は孔径が大きくなることから、シート厚みが0.8mmから1.2mmと厚くなるという課題がある。この課題を解決した拡散反射する反射シートが望まれている。
【0014】
また、特許文献4には、ポリプロピレン樹脂50体積%以上80体積%未満と、ポリプロピレン樹脂の延伸が可能な温度でポリプロピレン樹脂と相分離する樹脂20体積%以上50体積%未満とを含む樹脂組成物からなる反射シートが開示されている。これには通常の簡便な樹脂延伸製造装置で、無機粉末を含むことなく90%以上の高い反射率を有する反射シートが提供されている。しかしながら、単層押出し成膜などの製造方法によっては、光の入射方向による全反射率の異方性が発生する場合があり、取り扱い時に反射シートの方向を管理する必要がある場合がある。
【0015】
一方、従来の反射シートは、通常平板状で使用されているが、反射効率を上げる目的で、機械的な折り曲げ加工、カット−折り曲げ加工、あるいは2次元の曲面形状に加工されて使用されるケースも多い。しかしながら、より反射性能を向上させるためには、バックライトの使用形態に合わせて反射シートを最適な形状に加工することも提案されている。例えば、発光ダイオード(LED)直下型バックライト方式の場合、反射効率を向上させるために、碁盤の目の如く多数配置されたLEDの配置に合わせて、LED直下を凹状に折り曲げ加工した反射シートも提案されている。形状を工夫し、反射方向を制御することで、反射効率が上がり、LEDなどのランプイメージが消えやすくなれば、ランプと拡散板までの距離も短くすることも可能になり、より薄いバックライトユニットを形成することも出来る。特許文献6には、凹状の反射層を有する発光体素子を備えた照明装置が開示されている。また、特許文献7には、凹状の反射シートにおいて、複数の反射面部が互いに隣接して配列され、隣接する反射面部間の表面側が稜線で連続して設けたれた反射シートが提案されている。LEDバックライト方式では、凹状に3次元加工された反射シートの上に通常は拡散板が配置されるが、反射シートの上に直接拡散板を配置する場合、特許文献6、7で提案された反射シートでは、反射シート上面の反射面同士が隣接する稜線部が拡散板に直接接することになり、この部分が陰になって、輝度ムラあるいはランプイメージ発生の原因になる。そのため、拡散板に適当な支持体を設けることなどにより反射シートと拡散板の間に適度な間隔をあけるなどの対応が必要になる。
【0016】
一方、エッジライト型バックライトは、モバイルタイプなどの小型の液晶表示装置に使用されることから、表示装置自体を薄くすることが特に求められ、シート全体を3次元加工した形状では厚くなることから好ましくない。従ってシート表面に微細な3次元構造面を設けることで、反射方向を制御する方法が提案されている。例えば、特許文献5には、導光板の裏面から斜め方向へ出射された光を、表面に金属薄膜が形成された凹凸パターンを有する光学シートに反射させて、導光板の裏面へ垂直に再入射させる光学シートが提案されている。反射方向を制御するための微細な賦形を行うには、例えば、UV硬化樹脂を使用して、基材面にこの樹脂をUV賦形する方法がある。しかしこれは煩雑であることから高価になる上に、基材面との接着性などの問題がある。容易で安価な方法として、シートを熱変形温度以上まで加熱したのち、賦形用金型によるプレス圧縮成形あるいは賦形型を有するロールによるロール圧縮成型する熱圧縮成形の方法がある。しかるに、従来の無機材料とポリプロピレンからなるシートを2軸延伸した反射シートは熱成形温度での熱収縮が大きいために、所望の形状の成形品を得ることが難しい。また圧縮成形することでシートの薄肉化、あるいは延伸によって形成された孔あるいは気泡がつぶれることによって反射性能が低下する等の問題がある。またポリエチレンテレフタレートの2軸延伸、あるいはその微細発泡によって得られた反射シートもポリエチレンテレフタレート樹脂の特性により、軟化温度まで温度を上げると、大きな変形を起こすことなどの問題から圧縮成形による表面微細加工は難しい。
【特許文献1】特公平6−89160号公報
【特許文献2】特開2005−004195号公報
【特許文献3】特許第2925745号公報
【特許文献4】国際公開第2005/096036号パンフレット
【特許文献5】特開2001−338505号公報
【特許文献6】特開2004−185972号公報
【特許文献7】特許第3928395号公報
【発明の開示】
【発明が解決しようとする課題】
【0017】
本発明はかかる点に鑑みてなされたものであり、光の入射方向による全反射率の異方性が小さく、かつ高い反射率を有する反射シートであって、より軽量化された反射シートを提供することを目的とする。また、光源の光による変色の少ない反射シートを提供することを目的とする。
【課題を解決するための手段】
【0018】
本発明の反射シートは、少なくとも表層部及び内層部を含み、前記表層部が0.3g/m2〜20g/m2の無機粉末及びポリオレフィン系樹脂(C)を少なくとも含み、前記内層部がポリオレフィン系樹脂(A)及び前記ポリオレフィン系樹脂(A)の延伸可能な温度において前記ポリオレフィン系樹脂(A)と非相溶である樹脂(B)の少なくとも1種を含んでおり、前記表層部において、(n1−n2)/n2≧0.20(n1:無機粉末の屈折率、n2:ポリオレフィン系樹脂(C)の屈折率)を満足し、前記内層部に孔を有することを特徴とする。
【発明の効果】
【0019】
本発明の反射シートは、光の入射方向による全反射率の異方性が小さく、優れた反射性能と軽量性を兼ね備えているという特徴を有する。また、反射シートの表面に微細な3次元形状を有することによって反射方向を制御し、より効果的な反射効率を提供することが出来る。また、凸部の形状を有することによってより効果的な反射効率を提供することが出来る。また、表示装置に用いた場合に、高い反射性能を発揮して、稜線領域の陰による輝度ムラあるいはランプイメージの発生を抑制し、かつ均一で高い輝度を示す表示装置を実現できる。
【発明を実施するための最良の形態】
【0020】
以下、本発明の実施の形態について、添付図面を参照して詳細に説明する。なお、厚みが200μm以下のものをフィルムといい、厚みが200μmを超えるものをシートというように用語を区別して用いるケースがあるが、本明細書においては、前記のフィルム及びシートの両者を共にシートという。
【0021】
(反射シート内層部を構成する樹脂組成物)
本発明の反射シートの内層部を構成する樹脂組成物は、ポリオレフィン系樹脂(A)と、ポリオレフィン系樹脂の延伸可能な温度でポリオレフィン系樹脂(A)と非相溶である樹脂(B)と、の少なくとも一種を含む。ポリオレフィン系樹脂とは、エチレン、プロピレン、メチルペンテンなどのオレフィン類を重合して得られるポリマーである。好ましい例としては、ポリエチレン、ポリプロピレン、ポリメチルペンテンなどが挙げられる。この中でも耐熱性、成形性の観点からポリプロピレン樹脂が特に好ましい。
【0022】
ポリプロピレン樹脂とは、プロピレンの単独重合体やプロピレンと共重合が可能なエチレンなどのモノマーとの共重合体からなるポリプロピレン樹脂をいう。ポリプロピレン樹脂は、JISK7210の方法で温度230℃、荷重21.2Nで、測定されるメルトフローレートが0.1g/分〜10g/分であるポリプロピレン樹脂であることが好ましい。メルトフローレートは、ポリプロピレン樹脂を溶融成形するときの押出機の負荷及び樹脂組成物の熱による変色の観点から、0.1g/分以上であることが好ましく、樹脂の粘度及び成形性の観点から、10g/分以下であることが好ましい。
【0023】
ポリオレフィン系樹脂(A)の延伸が可能な温度でポリオレフィン系樹脂と非相溶である樹脂(B)(以下、単に「樹脂(B)」ともいう)としては、ポリエチレン樹脂、ポリスチレン樹脂、ポリメチルメタアクリレート樹脂、ポリカーボネート樹脂、ポリメチルペンテン樹脂、ポリノルボルネン樹脂などのポリシクロオレフィン樹脂、ポリエステル樹脂、ポリアミド樹脂などが用いられる。これらの樹脂のなかでポリオレフィン系樹脂の延伸が可能な温度における弾性率が、ポリオレフィン系樹脂より高い樹脂がより好ましく、例えば、ポリカーボネート樹脂、ポリメチルペンテン樹脂、ポリノルボルネン樹脂などのポリシクロオレフィン樹脂、ポリエステル樹脂、ポリアミド樹脂などが挙げられる。これらの樹脂のなかから少なくとも1種類の樹脂をポリオレフィン系樹脂と溶融混合して用いることが好ましく、ポリカーボネート樹脂を用いることが最も好ましい。
【0024】
本発明では、内層部樹脂組成物全体の30重量%以上80重量%以下が、ポリオレフィン系樹脂(A)であることが好ましい。さらに、樹脂延伸時の張力及び延伸性の観点から、内層部樹脂組成物全体に占めるポリオレフィン系樹脂(A)の比率は30重量%以上が好ましい。一方、内層部樹脂組成物を押し出したシートを延伸してシートの内部に孔を形成させて95%以上の高い平均全反射率の反射シートを得るためには、内層部樹脂組成物全体に占めるポリオレフィン系樹脂(A)の比率は80重量%以下が好ましく、より好ましくは70重量%以下である。ここでいう平均全反射率とは、波長550nmの光についてシートのMD方向(延伸方向)とTD方向(直交方向)の各々から入射した時の全反射率を測定し、両方向の平均値をいう。樹脂(B)は、延伸張力を小さくするという観点から、内層部樹脂組成物全体の70重量%以下であることが好ましい。シートの孔数及び孔体積を多くして95%以上の高い平均全反射率を得るという観点から、樹脂(B)は内層部樹脂組成物全体の20重量%以上70重量%以下が好ましく、特に好ましくは30重量%以上60重量%以下である。内層部樹脂組成物を処方する場合、重量%と体積%の換算は、各樹脂の基本特性の密度から計算出来る。例えばポリプロピレン樹脂の密度は0.89g/cm3〜0.91g/cm3、ポリカーボネート樹脂の密度は1.2g/cm3であり、必要に応じてこれらの値から容易に換算出来る。
【0025】
本発明の反射シート内層部は、例えば、ポリオレフィン系樹脂(A)を40重量%以上80重量%以下と樹脂(B)を20重量%以上60重量%以下とを溶融混合し、ポリオレフィン系樹脂の海の中に、樹脂(B)の島が分散する、いわゆる海−島構造の内層部樹脂組成物を、シート状に押出した後、延伸、必要に応じて熱緩和処理をすることにより得られる。また、マルチマニホールドダイやフィードブロックダイを用いて、表層部と共にシート状に共押出し、延伸、必要に応じて熱緩和処理をすることにより得られる。
【0026】
ポリオレフィン系樹脂(A)や樹脂(B)のぺレットを二軸押出機などの押出機を使って溶融して押し出す場合に、ポリオレフィン系樹脂(A)よりも硬い樹脂(B)は、押出機の内部で押出機のシリンダーとスクリューの隙間やスクリュー同士の隙間などを通過するときに、スクリューの回転によるせん断力によって、通常の数mm程度の大きさの樹脂ペレットから数μm程度の大きさの分散相にまで細かく分割される。押出機のスクリューの形状やシリンダー温度やスクリューの回転数などを適切に設定することにより、樹脂(B)が分割される大きさの平均値や分布を調整することができる。
【0027】
樹脂(B)の中で、ポリオレフィン系樹脂(A)の延伸が可能な温度における弾性率がポリオレフィン系樹脂(A)より大きい樹脂が好ましい。その理由は次のように考えられる。本発明は、樹脂組成物のシートをポリオレフィン系樹脂(A)の延伸が可能な温度で延伸して、内層部樹脂組成物中の樹脂(B)相とポリオレフィン系樹脂(A)相との界面を開裂させることによってシートの内部に孔を形成させる。シートを延伸する温度で、樹脂(B)の弾性率がポリオレフィン系樹脂(A)の弾性率より大きいと、樹脂(B)相の延伸力による変形量はポリオレフィン系樹脂(A)相の変形量よりも小さいため、樹脂(B)相とポリオレフィン系樹脂(A)相との界面がより開裂しやすくなると考えられる。
【0028】
更に、樹脂(B)のポリオレフィン系樹脂の延伸が可能な温度における弾性率がポリオレフィン系樹脂より大きいことが反射シートの賦形加工性に大きく寄与していると考えられる。通常の2軸延伸ポリプロピレンはその延伸温度近傍まで温度を上げると大きな熱収縮を起こし変形するが、この延伸温度付近での弾性率がポリオレフィン系樹脂より大きい樹脂(B)が存在することで、その熱変形が抑えられ、熱成形性を向上させていると考えられる。更に樹脂(B)の存在が、反射材としての使用時の耐熱性をも向上させ、反射シートの強度アップにも寄与している。
【0029】
ここで、各樹脂の弾性率はJISK71612記載の引張特性試験により確認することができる。例えば、ポリオレフィン系樹脂(A)の中でも特に好ましいポリプロピレン樹脂の場合、150℃における引張試験特性の弾性率がポリプロピレンより大きい樹脂が好ましい。本発明の内層部はこの温度で延伸する必要は無く、樹脂(A)、樹脂(B)の配合にあわせて延伸温度を選ぶことができる。
【0030】
本発明の樹脂(B)の好ましい例であるポリカーボネート樹脂は、芳香族ポリカーボネート、直鎖状ポリカーボネート、分岐鎖状ポリカーボネートの中から単独で、又は組み合わせて使用することができる。ポリカーボネート樹脂は、JISK7210の方法で温度300℃、荷重11.8Nで測定されたメルトフローレートが0.1g/10分〜50g/10分であるポリカーボネート樹脂が好ましい。ポリオレフィン系樹脂との混合を均一にするという観点から、ポリカーボネート樹脂のメルトフローレートは0.1g/10分以上が好ましく、延伸時に孔を形成しやすいという観点から、メルトフローレートは50g/10分以下が好ましい。
【0031】
ポリカーボネート樹脂以外の樹脂(B)の例として、ポリアミド樹脂が挙げられる。ポリアミド樹脂は、ポリアミド66、ポリアミド6、ポリアミド610、ポリアミド612、ポリアミド11、ポリアミド12、芳香族ポリアミドなどのなかから単独で、又は組み合わせて使用することができる。ポリアミド樹脂は、押し出し機で押し出すときの分散性の観点から、融点が300℃で以下であるポリアミド樹脂が好ましい。
【0032】
本発明では、ポリオレフィン系樹脂(A)と樹脂(B)に加えて、ポリスチレン樹脂を使用することができる。ポリスチレン樹脂として、JISK7210の方法で温度200℃、荷重49Nで測定されるメルトフローレートが0.1g/10分〜20g/10分であるポリスチレン樹脂が好ましい。ポリスチレン樹脂を内層部樹脂組成物全体の5重量%以下添加することにより、内層部樹脂組成物全体の透明性を大きく損なうことなく、内層部樹脂組成物全体を溶融混合するための押出機の回転トルクを軽減したり、シートの内部に孔を生成させるためにシートを延伸する時の張力を低下させるなど、反射シートを製造する工程や設備をより簡潔なものにする効果を与える。押出機の回転トルクの軽減やシートの延伸張力が低下する効果を十分に得る観点から、且つ光学的に均一なシートを得るという観点から、ポリスチレン樹脂の内層部樹脂組成物全体に対する比率は5重量%以下が好ましい。
【0033】
本発明では、ポリオレフィン系樹脂(A)と樹脂(B)と必要に応じてポリスチレン樹脂とを混合した内層部樹脂組成物を使用するが、内層部樹脂組成物には必要に応じて開孔核剤、紫外線吸収剤、光安定剤、熱安定剤、造核剤、帯電防止剤、その他必要に応じて無機粉末を添加しても良い。無機粉末としては、例えば、炭酸カルシウム、炭酸マグネシウム、炭酸亜鉛、酸化チタン、酸化亜鉛、硫酸バリウム、酸化セリウム、三酸化タングステンチタン、チタン酸ストロンチウム、硫化亜鉛、塩基性炭酸鉛、雲母チタン、酸化アンチモン、酸化マグネシウム、リン酸カルシウム、シリカ、アルミナ、マイカ、タルク、カオリンなどを用いることができる。
【0034】
(反射シート表層部を構成する組成物)
本発明の反射シート表層部を構成する組成物は、0.3g/m2〜20g/m2の無機粉末、及びポリオレフィン系樹脂(C)を少なくとも含む。
【0035】
ポリオレフィン系樹脂(C)は、内層部のポリオレフィン系樹脂(A)と同じであってもよく、また、異なった種類のポリオレフィン系樹脂を用いても良い。ポリオレフィン系樹脂(C)において好ましいものの種類としては、ポリオレフィン系樹脂(A)と同じものが挙げられ、ポリプロピレン樹脂が特に好ましい。また、表層部においては、ポリオレフィン系樹脂(C)を80体積%以上含むことが好ましい。
【0036】
(反射シート表層部に用いる無機粉末)
反射シート表層部に用いる無機粉末としては、光を散乱させるため、それ自体を核として気泡を形成しうるもの、樹脂との屈折率差を有するものが好ましく、(n1−n2)/n2≧0.20(n1:無機粉末の屈折率、n2:ポリオレフィン系樹脂(C)の屈折率)を満足することが望ましい。
【0037】
ポリオレフィン系樹脂(C)の一例として、ポリプロピレン樹脂の屈折率は1.49、ポリエチレン樹脂の屈折率は1.51と便覧より各樹脂の基本特性から知ることができる。また、無機粉末の屈折率は、酸化チタンで2.7、酸化亜鉛で1.9と便覧より各無機化合物の基本特性から知ることができる。上記関係を満足する無機粉末として、より好ましくは、酸化チタン、酸化亜鉛などを用いることができる。また、ポリオレフィン系樹脂(A)〜ポリオレフィン系樹脂(C)の劣化を抑制するために、紫外線の吸収能を有する点からも酸化亜鉛、酸化チタンを含有させることが好ましい。これらの無機粉末は、1種類で用いても、2種類以上を混合して用いても良い。また、上記屈折率の関係を有する無機粉末を含有していれば、他の無機粉末と組み合わせて用いてもよい。なお、樹脂の屈折率は、プリズム屈折率計を用いて測定することができる。
【0038】
本発明における無機粉末には必要に応じて表面改質がされていてもよい。特に酸化亜鉛、酸化チタンにおいては、一般的にアルミナ、シリカなどであらかじめ表面改質がされているので、これらを用いてもよく、別途ステアリン酸、ステアリン酸亜鉛などの表面改質剤を添加しても良い。さらに、これらの無機粉末以外に、必要に応じて紫外線吸収剤や光安定剤や熱安定剤や造核剤や帯電防止剤などを添加してもよい。
【0039】
本発明における無機粉末の粒径としては、平均粒径で、10nm以上5000nm以下が好ましい。10nm以上の平均粒径があれば、反射率の向上、反射率の入射方向による異方性改善効果が得られ、5000nm以下であれば、十分な成形性、形状保持性を担保することができる。より好ましくは10nm以上3000nm以下であり、特に好ましくは15nm以上2000nm以下である。
【0040】
本発明における無機粉末の含有量は、表層部に0.05g/m2以上20g/m2以下が含まれることを特徴とする。0.05g/m2以上であれば、反射率の向上、反射率の入射方向による異方性改善効果が得られ、20g/m2以下であれば、十分な軽量性を有した反射シートを得ることができる。より好ましい範囲は0.3g/m2以上20g/m2以下、特に好ましいのは0.4g/m2以上10g/m2以下である。
【0041】
本発明における無機粉末の表層部中の濃度としては、樹脂組成物(b)に対して0.1重量%以上70重量%以下であることが好ましい。0.1重量%以上の濃度とすることで、表層部の厚くすることなく、十分な量の無機粉末を添加することができ、70重量%以下であれば、十分な成形性、形状保持性を担保することができる。また、より好ましくは、0.3重量%以上70重量%以下であり、特に好ましくは2重量%以上70重量%以下であり、最も好ましくは2重量%以上60重量%以下である。
【0042】
(反射シートの構造)
本発明の反射シートは、少なくとも表層部と内層部の2層以上から構成されればよく、例えば、表層部/内層部/表層部の3層構造でもよく、表層部表面にさらに耐光層などの層を有していても良い。また、表層部と内層部の2層から構成される場合、反射シートの光源側に用いられる層を表層部、光源と反対側に用いられる層を内層部とする。さらに、3層以上から構成される場合、3層以上の中に、本発明に記載の表層部、内層部を有していれば良く、たとえば、耐光層を最表層に付与した場合、最表層部(耐光層)/表層部/内層部という構成であってもよい。
【0043】
本発明の反射シートでは、光の反射は空気と樹脂の屈折率差を利用して、空気と樹脂の界面で起こる。樹脂の屈折率は概ね1.4〜1.6で、空気の屈折率は約1であるため、樹脂と空気の屈折率の差によって生じる光の反射率は1回の反射あたりでは高々約4%にすぎない。しかし内層部に多数の孔や気泡を含む構造にすることで、その界面を多数存在させることができる。これによってシート内層部での反射が多数回繰り返されることになり、高い反射率を得ることができる。孔や気泡を含む構造を評価する一つのパラメータとして、坪量と密度が挙げられる。
【0044】
本発明の反射シートの内層部は、内部に孔を有する構造であり、この孔構造により反射性能が発現する。内層部の孔構造としては、内層部の密度で0.1g/cm3〜0.7g/cm3であることが好ましい。0.1g/cm3以上であれは十分な強度を保持することができる。また0.7g/cm3以下であれば、微小な孔を多数有する構造を形成し、高い反射率を得ることができる。
【0045】
内層部の厚みとしては、10μm以上900μm以下であることが好ましい。10μm以上あれば、良好な反射性能を発現させることが可能となり、900μm以下であれば、良好な軽量性を担保することができる。また、より好ましくは15μm以上700μm以下であり、特に好ましくは20μm以上600μm以下である。
【0046】
本発明の反射シートの表層部は、無機粉末とポリオレフィン系樹脂(C)を少なくとも含むものであればよく、無機粉末の周囲、もしくは別に孔を有する構造であっても良い。
【0047】
本発明における表層部の厚みとしては、2μm以上90μm以下であることが好ましい。2μm以上であれば、反射率の向上、反射率の入射方向による異方性改善効果が得られ、90μm以下であれば、良好な軽量性を担保することができる。また、より好ましくは2μm以上70μm以下であり、特に好ましくは3μm以上50μm以下である。
【0048】
本発明の反射シート全体の坪量としては、10g/m2以上500g/m2以下であることが好ましい。10g/m2以上あれば、良好な反射性能を発現させることが可能となり、500g/m2以下であれば、良好な軽量性を担保することができる。また、より好ましくは20g/m2以上400g/m2以下であり、特に好ましくは40g/m2以上300g/m2以下である。
【0049】
本発明における反射シートは、表層部、内層部を含めた全体の密度が0.1g/cm3以上0.75g/cm3以下であることが好ましい。0.1g/cm3以上であれは反射シートとして十分な強度を保持することができると共に、樹脂量が十分であるので、熱成形時に一部に熱溶融が発生することがなく熱成形が容易となる。また0.75g/cm3以下であれば、微小な孔を多数有する構造を形成し、高い反射率を得るとともに、良好な軽量性を担保することができる。より好ましくは0.15g/cm3以上0.5g/cm3以下であり、特に好ましくは0.2g/cm3以上0.45g/cm3以下である。
【0050】
本発明の反射シートは、波長が550nmの光を入射したときの平均全反射率が90%以上であることが好ましい。90%以上であれば、液晶用バックライトに搭載したときに、十分な輝度が得られるからである。より好ましくは95%以上である。ここでいう平均全反射率とは、波長550nmの光についてシートのMD方向とTD方向の各々から入射した時の全反射率を測定し、両方向の平均値をいう。
【0051】
本発明の反射シートは、150℃/30分での熱収縮率がMD、TDのいずれの方向も15%以下であることが好ましい。より好ましくはその収縮率が14%以下であり、特に好ましくは13%以下である。
【0052】
本発明者らは、シートの両方向の熱収縮率を前記の特定の値以下に抑えることにより、反射シートの反射率が同等の坪量、密度を有する反射シートに比べてさらに0.5%〜1%高くなることを見出した。そして、反射シートの技術分野においてはこの程度の反射率の向上は実用上では極めて意味のある特性上の差異である。
【0053】
本発明の反射シートは、波長が550nmの光を入射したときの全反射率の入射方向による異方性が2%以下であることが好ましい。すなわち、最も全反射率が大きくなる方向における全反射率をR1とし、その方向に直交する方向の全反射率をR2としたとき、R1とR2との間の差が2.0%以下である。この反射率の異方性が2%以下であれば、どの方向で液晶バックライトに反射シートを搭載しても、輝度の違いはなく、シートの向きを気にすることなく搭載することが可能となる。より好ましくは1%以下、特に好ましくは0.6%以下である。
【0054】
本発明の反射シートは、高圧水銀ランプ耐光性試験で黄変度が10以下であることが好ましい。ここで高圧水銀ランプ耐光性試験は、照射量100mW/cm2で500秒間暴露し、照射前後のシートの黄変度により求めることが出来る。より好ましくは黄変度が8以下であり、特に好ましくは黄変度が6以下である。
【0055】
本発明における反射シートは表層部と内層部の2層以上であることを特徴とするが、表層部と内層部は接着されて一体化していても、別のシートを重ね合わせたものであっても良い。一体化したこれら2層以上の反射シートの作製方法としては、例えば、表層部、内層部を別途押出し成膜し、ラミネートさせる作製方法、内層部作製後、表層部を塗工により形成する作製方法、表層部、内層部を共押出しにより一体的に成膜し、その後延伸開孔させる作製方法が挙げられる。
【0056】
この中でも、表層部、内層部を共押出しにより一体的に成膜し、その後延伸開孔させる作製方法が好ましい。特に、共押出しをする際、表層部/内層部/表層部の3層以上で共押出しするとすることが好ましい。3層以上とすることで、より、反りがなく、ハンドリング性が良好なシートを作製することができる。ここで、各表層部の組成は同じであっても、異なっていてもよい。一例として、共押出しによる表層部/内層部/表層部の2種3層反射シートの作製方法を以下に説明する。
【0057】
共押出しによる作製方法としては、上述した表層部及び内層部の各原料を共押出しする。この際、押出し機で溶融混合された原料樹脂組成物を押出し機の先端に取り付けたダイからシート状に押出すが、押出される樹脂組成物の量を安定させるために押出し機とダイとの間にギヤポンプを使用しても良い。内層部の押出しには樹脂の混練性、分散性などから2軸押出機が好ましい。内層部用に主押出機、表層部用に副押出機を用いた共押出法が好ましく採用される。本発明においては、押し出される樹脂の温度が200℃〜300℃の範囲になるように押出機やダイの運転条件を設定することが好ましい。
【0058】
押出しダイには、Tダイやフィッシュテールダイなどのシート成形の積層ダイが使用される。ここで積層ダイは、フィードブロックダイ、マルチマニホールドダイなどの一般的な積層ダイを使用することができる。ダイの中で内層部と表層部とが積層されて押出される。副押出機は単軸押出機、2軸押出機のいずれでもいいが、内層部の組成、押出適性などを考慮して選ばれる。ここで、ダイの温度を適切に調整することによって、内層部のポリオレフィン系樹脂(A)の海に樹脂(B)が島状に分散させた海島構造をとらせることができる。
【0059】
例えば、本発明の反射シートは、ポリオレフィン系樹脂(A)、及び前記ポリオレフィン系樹脂(A)の延伸可能な温度で前記ポリオレフィン系樹脂(A)と非相溶である樹脂(B)の少なくとも1種を含んでなる樹脂組成物(a)と、ポリオレフィン系樹脂(C)及び無機粉末を少なくとも含む樹脂組成物(b)と、を共押出しする工程(i)と、前記工程(i)によって得られたシートを2軸延伸し、開孔させる工程(ii)と、により製造することができる。この場合において、反射シートが3層構造のときには、前記表層部の原料として前記樹脂組成物(b)をダイに供給し、前記内層部の原料として前記樹脂組成物(a)をダイに供給し、共押出しすることが好ましい。
【0060】
本発明において、共押出しする際の押出し時の表層部の厚みは10μm以上400μm以下が好ましい。ここで、表層部の厚みは、表層部/内層部/表層部の3層の場合、片側の厚みである。10μm以上であれば内層部の厚みにかかわらず安定に共押出しすることが可能である。400μm以下であれば軽量性を有する反射シートを得ることができる。より好ましくは10μm以上300μm以下であり、特に好ましくは20μm以上300μm以下である。また、3層の場合には必要に応じて各表層部の厚みは同じであっても、異なっていてもよい。
【0061】
本発明において、共押出しする際の押出し時の内層部の厚みは50μm以上4000μm以下が好ましい。50μm以上であれば、その後の2軸延伸により高い反射性能を有する反射シートを作製できる。4000μm以下であれば、その後の2軸延伸時にシートの均一な温度管理、延伸性を担保できる。より好ましくは100μm以上3000μm以下であり、特に好ましくは100μm以上2500μm以下である。
【0062】
本発明において、共押出しする際の表層部の厚みは、表層部及び内層部を含めた共押出しシート全体の厚みの1%以上20%以下であることが好ましい。ここで、表層部の厚みは、表層部/内層部/表層部の3層の場合、片側の厚みである。表層部の厚みを全体の20%以下に抑えることにより、延伸開孔される内層部の比率が増大し、より軽量、低密度の反射シートの作製が可能となる。また、より安定した押出し、その後の延伸を可能とするために、表層部の厚みは全体の1%以上あることが好ましい。より好ましくは、2%以上15%以下であり、特に好ましくは、3%以上10%以下である。
【0063】
本発明においては、上述した共押出し後のシートを2軸延伸して開孔させることを特徴とする。ここで、ダイから押出されたシートを冷却ローラーなどで冷却固化させた後、延伸機で延伸することが好ましい。延伸工程では、シートの内層部に孔を生成させるために、できるだけ低温で延伸を行うことが好ましい。高い温度で延伸を行う場合には、低温で延伸する場合と比べて内層部シート内部に孔の生成が起こりにくい傾向がみられるので、延伸倍率を低温で延伸する場合より大きくすることが好ましい。また、表層部は開孔させる必要はなく、内層部を開孔できればよい。
【0064】
本発明では、通常の2軸延伸法が採用出来る。即ち、縦横逐次2軸延伸、横縦逐次2軸延伸、同時2軸延伸、さらにこれらの2軸延伸の後に、縦横いずれかあるいは両方の方向に再延伸することも出来る。好ましくは、縦横逐次2軸延伸、あるいは同時2軸延伸である。縦横逐次2軸延伸は、速度差をつけた複数のローラーの間をシートを通過させてMD方向にシートを延伸する縦延伸工程と、クリップテンターなどを使用してシートのTD方向に延伸する横延伸工程からなる。また同時2軸延伸は、パンタグラフ延伸機などを使用してMD方向とTD方向を同時に延伸する方法である。より好ましくは最も汎用的な縦横逐次2軸延伸法である。
【0065】
2軸延伸の延伸倍率は、MD方向及びTD方向各々1.5倍以上であって、且つ面積延伸倍率が3倍以上50倍以下が好ましい。より好ましくは、延伸倍率がMD方向及びTD方向各々2倍以上、面積倍率が4倍以上30倍以下である。また、必要に応じて、延伸後に熱収縮処理を行っても良い。
【0066】
本発明においては、共押出し後の組成物シートを2軸延伸して孔を形成した後、縦方向と横方向の両方向、あるいは縦方向と横方向のいずれか一方向に10%以上の熱収縮を行うことが好ましい。より好ましくは15%以上の熱収縮を行い、特に好ましくは20%以上の熱収縮を行う。
【0067】
ここで、熱収縮率を低減させるために、2軸延伸後のシートに上記のような熱収縮を行わせるには、例えば以下の(1)〜(4)に示すような緩和熱処理方法を実施すればよい。
【0068】
(1)シートの端部を拘束せずに、適当な温度のオーブン中で熱収縮させる。この時の温度は130℃〜170℃である。この場合の温度と時間は樹脂組成物の種類、組成割合、成形条件(特に延伸条件)によって設定される。処理温度が低いとその効果は小さい。また処理温度が高過ぎるとポリオレフィン系樹脂が大きく収縮、あるいは軟化溶融することで、逆に反射率が低下する。従って、好ましくは、140℃〜160℃、より好ましくは145℃〜155℃であり、またその処理時間は処理温度によって異なるが、5秒〜1時間である。処理時間が短いと効果が小さく、長すぎると反射率の低下、あるいは工業的には不利であり、好ましくは10秒〜10分である。
【0069】
(2)シートの端部を拘束して、適当な収縮比になるまで、特定条件で拘束しながら収縮させる。この方法が熱処理後のシートの平面性等で均一なものが得られる点で好ましい。条件は上記(1)と同じである。この場合、シートの拘束方向は縦方向のみ、あるいは横方向のみ、あるいは縦横両方であってもよい。縦方向の拘束では、低速ロールと高速ロールからなるロール縦延伸機を用いて、延伸とは逆に高速ロールを低速ロールより遅くすることで出来る。また横方向の拘束ではテンター横延伸機を用いて、テンタークリップ間をテンター走行とともに縮めることで出来る。更に、縦横両方の拘束では、テンター式同時2軸延伸機を用いてテンター走行とともに縦横を同時に縮めることで出来る。
【0070】
またこの緩和熱処理は2軸延伸後、一度ある温度まで冷却して行ってもいいし、冷却せずにそのまま連続的に行ってもいい。冷却する場合の冷却温度は特に限定はしないが、室温からPPの結晶化温度の範囲内で選ぶことが効果的である。冷却せずにそのまま連続的に行う方法としては、テンター横延伸機を用いて横延伸後の熱処理ゾーンを利用してテンタークリップ間をテンター走行とともに縮めることで出来る。
【0071】
(3)2軸延伸方法との組み合わせにおいて、縦横逐次2軸延伸後に同テンター内で、連続的に横方向拘束緩和熱処理する。この方法は好ましい方法である。緩和熱処理前に冷却する場合は、テンター内で、延伸ゾーンと緩和熱処理ゾーンの間に、冷却ゾーンを設けることで出来る。
【0072】
(4)2軸延伸が縦横逐次2軸延伸法であって、MD、TDの延伸倍率の関係がMD≦TDであって、横延伸したのち、横延伸温度近傍の温度で横延伸倍率に対し横方向に10%以上(好ましくは15%以上、より好ましくは20%以上)の熱収縮を行う緩和熱処理を施す。例えば、縦方向に3倍、横方向に4倍〜5倍延伸した後、横方向に10%以上の緩和熱処理を行う。
【0073】
(微細3次元構造面)
本発明の反射シートは表層部に微細な3次元構造面を有してもよい。この際、微細構造面を効率的に施すために、表層部のポリオレフィン系樹脂(C)は、シャープな形状が得やすいという観点から、アイソタクチックインデックス(mmmmペンタッド%)が55モル%〜85モル%のポリプロピレン樹脂が好ましい。より好ましくは60モル%〜70モル%である。アイソタクチックインデックス(mmmmペンタッド%)とは、A.ZambelliらによってMacromolecules,6,925(1973)に発表された方法に従い、同位体炭素による核磁気共鳴スペクトル(13C−NMR)を使用して測定されるポリプロピレン分子鎖中のペンタッド単位でのアイソタクティック分率である。換言すれば、プロピレンモノマー単位が5個連続してメソ結合したプロピレンモノマー単位の分率である。本発明の表層部のポリプロピレン樹脂(A)の好ましい具体例としては(株)プライムポリマー社製「プライムTPO」の透明タイプ等が挙げられる。
【0074】
表層部の厚みは微細構造面の形状によって決めることができる。深みの大きい形状では表層部の厚みを大きくとる。表層部の厚みより深い形状の場合、内層部までその形状が及ぶこともあるが、実質的に反射性能に大きく影響を与えなく使用上に問題がなければ特に差し支えない。しかしながら、成形加工性と形状の均一性、均一な反射能を得るためには、内層部までその形状が及ぶことなく、表層部の樹脂で、所望の形状が形成されることが好ましく、微細賦形前の反射シートの表層部の厚みは、それが賦形される形状から適正な値に決められる。即ち、成形前の表層部の厚み(h1)が成形後の賦形部分の平均厚み(h2)以上(h1≧h2)であることが好ましい。この関係を図1に示した。賦形部分の平均厚み(h2)とは、賦形による凸凹を平坦にならしたときの厚みをいう。図1において、(a)は成形前の形状を示し、図1(b)は成形後の形状を示す。同図において、参照符号1が表層部を示し、参照符号2が内層部を示す。
【0075】
微細構造の形状は、この微細構造面が光の反射方向を制御するための反射面であれば特に限定されるものではない。例示すれば、微細構造面を構成する1つの構造の頂点を含む断面の形状が例えば、実質的に三角形、半円形、円弧状などがある。また構造の1つの要素が例えば図2に例示した四角錐であって、これがシート面に規則的に配置されて一つの微細構造面を形成する構造があげられる。この場合、四角錐が円錐形であっても良く、三角錐、五角錐、六角錐の様な多角錐であってもよい。また、図3のように、頂点を含む断面の形状が例えば三角形であって、面内の一方向に同一な形状でこの形状が面内に規則的に配置された形状であっても良い。更に、以上に例示した各形状が組み合わされて一つの構造面を形成しても良い。また、断面がのこぎり形状の集合体からなるフレネルレンズ状の構造面も光の反射方向を制御するという点で好ましい。
【0076】
本発明で好ましい微細構造面の形状は、微細構造面を構成する1つの構造の頂点を含む断面が実質的に三角形であって、その頂角が30°〜150°である。実質的三角形の意味は、成形加工上、三角形の頂点がある程度の丸みを帯びることがあるが、これも実質的三角形に含まれる。三角形の形状は、目的に応じて、二等辺三角形、直角三角形が選ばれる。より好ましくは50°〜120°である。この場合の三角形の底辺の長さは、拡散反射能、微細形状による効果を考慮して、10μm〜1000μmであることが好ましい。より好ましくは30μm〜500μmである。三角形の高さは、反射性能などを考慮して、10μm〜150μmが好ましい。より好ましくは30μm〜100μmである。
【0077】
(微細構造面の成形加工の方法)
2軸延伸されたシートは、熱寸法安定性付与のために必要に応じて熱処理などの後処理が施された後、微細構造面が成形される。この成形には、好ましくはプレス成形あるいはロール成形などの熱成形が採用される。これらの成形は枚葉タイプからのバッチ成形、ロール形状から繰り出す連続成形のいずれも対応出来る。
【0078】
プレス成形では、微細構造面が形成された金型をプレス面の片方に固定し、上記シートを金型面上にセットした後、圧縮加工される。この場合のプレス温度は140℃〜160℃、プレス時間は1秒〜10分、プレス圧力は1kg/cm2〜100kg/cm2であって、これら成形条件は、試料の厚み、成形速度、金型形状、プレス後の冷却方法などから適切な条件に設定される。また、金型がセットされたプレス面を成形温度に加熱し、もう一方のプレス面を冷却しておくと、シートの裏面は冷却状態が保持されるので、プレス後の冷却が速くなり、成形速度を速くすることが出来る上に、プレス加工時の内層部の熱変形を抑えることが出来るという観点から好ましい。
【0079】
図4、図5にロール成形方法の例を示した。図4に示す例において、表面に微細形状が付与され成形温度まで加熱されたロール12と冷却用のロール13とからなる一対のロールの間にシート11を通すことで、ロール面の形状がシートに圧縮熱転写される。転写されたシートはさらにロール14で冷却される。冷却ロールは金属あるいは弾性のあるゴムロールであっても良い。図5に示す例においては、冷却ロール13,14,15に冷却用の金属ベルトを通して、この金属ベルト16によって、冷却と圧縮を行う。この方法は冷却と圧縮がロール面に渡って行われるので、より効率よく成形を行うことが出来る。ロール温度、ロール速度、及び圧縮圧力は試料の厚み、金型形状、圧縮後の冷却方法などから適切な条件に設定される。
【0080】
(凹凸を有する反射シートの形状、物性)
本発明の反射シートは表面(少なくとも一方の主面)に凸部を有してもよい。この凸部の形状はシート面に対して3次元的に凸状の形状であれば特に限定されるものではなく、四角柱、六角柱等の多角柱;円柱、半円球等の球状の一部;三角錐、四角錐等の多角錐形状;半円球等の球状の一部、多角錐の形状であって、その頂部を平坦あるいは円弧状にした形状等の構造などが挙げられる。成形加工性、反射方向の均一性、効率性の観点から好ましい構造は、半円球等の球状の一部、多角錐形状、及び半円球等の球状の一部、多角錐の形状であって、その頂部を平坦あるいは円弧状にした形状であり、より好ましい構造は半円球等の球状の一部、及び半円球等の球状の一部、多角錐の形状であって、その頂部を平坦あるいは円弧状にした形状である。特に好ましい構造は半円球等の球状の一部、多角錐の頂部を円弧状に丸くした形状である。
【0081】
上記形状において、凸部の大きさをその底面部の長手方向とこれと直角な方向で示すと、長手方向、その直角方向で各々1mm〜50mm、好ましくは10mm〜30mmである。また凸部の高さは0.5mm〜20mm、好ましくは1mm〜10mmである。これらの大きさと高さは使用されるバックライトの種類、その個数と配置などにより決められるが、上記の範囲を超えるとその形状の効果が小さいか、あるいは凸部の形状部の反射率自体が低下し、所望の効果が得られない。
【0082】
また、シートの厚さは凸部を有している点と有していない点において、反射率に大きな差異がないならば、一定であっても一定でなくても構わない。また、本発明は凸部を有することを特徴とするが、使用形態によってはシートの表裏を逆にして反射面を凹部にして使用することもできる。LEDをバックライト光源として、本発明の反射シートをその反射材に使用する場合、LEDが配置される位置は、その反射効率の観点からその最適な位置が選ばれる。例えば、図6に示すように、反射シート21の凸部22を反射面とし、凸部22の形状が、球状又は多角錐形状の少なくとも一部の形状である場合、各形状から等距離にある平坦部の位置に、LEDが配置される穴23を開け、ここにLEDを配置する。また、反射面を凹部とする場合は、凹部の中心部にLED用の穴を開け、ここにLEDを配置するなどが例示できる。さらには、形状として平坦部に対して凸部と凹部の両方を有する形状であっても良い。この場合、凸部と凹部の両方を反射面とすることもできる。
【0083】
また、LED光源をバックライトに対して横向きに配設する場合には図7に示すような形状に反射シートの凹凸を成形して、図8に示すように反射シートの凹部24の片側側面24aにLED25を配設してもよい。この場合、LED25からの光は画面に対して横向きに出光し反射シートにあたり反射して画面側に出光する。
【0084】
(凸部の形成方法)
2軸延伸されたシートに、熱寸法安定性付与のために必要に応じて熱処理などの後処理を施した後、凸部を形成する。この成形には通常の真空成形、圧空成形あるいは熱圧縮成形などの通常の熱成形手法を適用することが出来る。本発明ではその成形方法については特に限定はしないが、生産性、成形加工性、成形後の厚みの均一性などの点から真空成形法、圧空成形法が好ましい方法として推奨される。
【0085】
真空成形とは、シート状の樹脂を加熱し軟化させ、それを所望の形状の金型に密着させ、シートと金型の間の空気を金型の下部に設けた吸引口から減圧吸引することで真空に近い状態を作り出し、型の形状にシートを密着させることで、意図する形状を作り出す成形法である。本発明の成形品は枚葉タイプからのバッチ成形、ロール形状から繰り出す連続成形のいずれも対応出来る。
【0086】
圧空成形とは、加熱軟化させたシートを、1kg/cm〜5kg/cmの圧縮空気により、型に密着させ、所定の形状を得る方法であり、金型に接触する面を製品の表面にすることで、射出成形と同等のシャープなデザインと表面性を表現できる、また真空成形に比べ高い圧力で成形が出来るなどの特徴がある。本発明の成形品は枚葉タイプからのバッチ成形、ロール形状から繰り出す連続成形のいずれも対応出来る。従って、金型面の表面性を重視する場合、あるいは高い圧力で成形する必要がある場合は、この圧空成形が用いられるが、それほどこれらを重要視しない場合は真空成形の方が生産性、操作性などの点で推奨される。
【0087】
(複数の凹部と発光体を露出させる穴部を持つ反射シートの形状)
本発明の反射シートは、必要に応じて、複数の凹部と、前記凹部間の稜線と、を有し、前記凹部は、発光体を露出させる穴部を持つ底面と、前記底面と前記稜線とを連接する反射面と、を有し、前記稜線上に複数の膨出部を有していてもよい。
【0088】
稜線(尾根)とは、凹部間に存在する領域であって、平坦面を構成する領域をいう。反射面とは、発光体(光源)からの光を反射する性能を持つ面をいう。発光体とは、スポット状光源を有するものであり、実用上の観点からLEDが挙げられる。
【0089】
図9は、複数の凹部と発光体を露出させる穴部を持つ反射シートの実施の形態に係る反射シートを備えた照明装置であるバックライトユニットの一部を示す側面図である。図9に示すバックライトユニット31は、所定の間隔をおいて実装された発光体である発光ダイオード(LED)32を有する配線基板33と、LED32が露出するように(後述する穴部を介して露出するように)配線基板33上に配設された反射シート34と、反射シート34上に配設された拡散板35とから主に構成されている。
【0090】
反射シート34は、シート状体であって、複数の凹部34aと、凹部34a間に存在する稜線34bとを含む。また、凹部34aにおいては、LED32を露出させる穴部34cを持つ底面34dと、底面34dと稜線34bとを連接する反射面34eとを有する。また、反射シート34においては、稜線34b上に複数の膨出部34fを有する。図9においては、稜線34bの一つおきに膨出部34fが設けられている。また、拡散板35は、この膨出部34fで接し、この膨出部34fによって、反射シート34と拡散板35とが一定の間隔で隔てられている。
【0091】
膨出部34fの形状は、拡散板との接触面積をできるだけ小さくできる点を考慮すると、先端部が尖っている角錐形状、円錐形状、半球、球、又は楕円球の一部であることがから好ましく、強度面、成形性の点を考慮すると、半球、球、又は楕円球の一部であることがより好ましい。膨出部34fの高さHは、輝度ムラあるいはランプイメージ低減の面から適宜設定することが好ましい。膨出部34fの高さHは、ランプイメージの発生の抑制及び反射シート34の強度の観点より、凹部34aの深さの1/20〜1/2であることが好ましく、1/10〜1/3がより好ましい。膨出部34fの幅は、膨出部34fの画像への影響をできるだけ抑えるという点から、配置される位置の稜線34bの幅を超えないことが好ましい。また、膨出部34fが配置される位置は、画像への膨出部34fの影響が最も少ない反射面34e同士が連接する、稜線34bが交差する位置に配置することが好ましい。このように、膨出部34fを設けることにより、反射面34eで反射された光がさらに膨出部34fで反射されることになる。このため、高い反射性能を発揮して、稜線領域の陰による輝度ムラあるいはランプイメージの発生を抑制し、かつ均一で高い輝度を示すことができる。
【0092】
図10は、本発明の実施の形態に係る反射シートを示す斜視図である。図10に示す反射シートは、平面視において凹部34aの形状が多角形、具体的には四角形である。また、図10に示す反射シート34においては、稜線34bが交差する位置34gに膨出部34fが設けられている。なお、膨出部34fの配置位置や、配置個数については特に制限されない。例えば、図11に示すように、膨出部34fを稜線34bの交差位置の一つおきに設けても良く、バックライトユニットの大きさ、形状、あるいは反射面の形状、大きさ、個数などにより適宜決定することができる。また、平面視において凹部34aの形状については特に制限されない。平面視において凹部34aの形状を多角形とすることが好ましく行われ、例えば、図12に示すように、六角形としても良く、LEDの配置状態などにより適宜決定することができる。
【0093】
図13は反射シートの凹部を示す図である。凹部34aは、LED32を露出させる穴部34cを持つ底面34dと、底面34dと稜線34bとを連接する反射面34eとを有する。稜線34bの交差位置34gに膨出部が設けられる。底面34dは、LED32を露出させるために円形あるいは四角形状の穴部34cが設けられる。この穴部の形状、大きさは、用いるLED32によって適宜変更することができる。稜線34bは、その交差する位置34gに膨出部を設けることから、ある幅をもった平坦面であることが好ましい。なお、稜線34bについては、陰になることを極力抑えるためにできるだけ狭い幅であることが好ましい。稜線34bの幅は、凹部34aの最大幅(ここでは四角形の対角線)の1/100〜1/5であることが好ましく、1/50〜1/10であることがより好ましい。
【0094】
稜線34bの交差する位置34gは、この位置に膨出部を設けることから平坦面であることが好ましい。通常この部分は、図10、図12、図13に示すように、稜線34bの一部として特定されても良く、膨出部を設けること、あるいは強度、成形性などを考慮して、この部分を任意の形状にしても良い。図14においては、稜線34bの幅よりも大きい辺を有する四角形としている。この部分については、四角形以外の多角形や円形であっても良い。なお、膨出部の幅は、輝度ムラ抑制の観点から、最大幅で稜線34bの幅の3倍を超えないことが好ましい。
【0095】
反射面34eは、図13において平面であるが、曲面であってもいい。その曲率も含めて反射面34eの形状は、LEDの発光特性や用いる反射シートの反射特性によって適宜決定することができる。また、反射面34eの厚みは、材料の種類、機械特性、構造体として必要な自立強度、反射特性からの必要厚みなどから適宜決定することができる。例えば、シート状体の反射シートである場合は、通常0.1mm〜2mmの厚みのシートが用いられる。
【0096】
(複数の凹部と発光体を露出させる穴部を持つ反射シートの成形方法)
複数の凹部と発光体を露出させる穴部を持つ反射シートは、樹脂材料を用いて各種の方法で成形することができる。例えば、シート状材料からの熱成形で成形することができる。シート材料の熱成形では、真空成形、圧空成形あるいは熱圧縮成形などの通常の熱成形手法を適用することができる。各成形方法において、膨出部は、射出成形などにより別途成形しておき、反射面を成形した後に反射面に固定しても良く、あるいは金型に膨出部形状を設けておき、反射面の成形と同時に一体的に成形しても良い。生産性を考慮すると、反射面の成形と同時に膨出部を一体的に成形する方法が好ましい。また、大画面への対応、生産性、経済性、薄肉・軽量化への対応のし易さなどの面から、シート状材料を熱成形して反射シートを得ることが好ましく、より好ましくは真空成形法、圧空成形法あるいは両者を組み合わせた方法で反射シートを得ることが好ましい。
【0097】
真空成形と圧空成形を組み合わせた方法とは、真空成形した後、その加熱状態を保ったまま連続的に圧空成形を行うことであり、複雑な形状、成形応力の高い材料の成形には通常この方法が採用される。
【0098】
次に、本発明の効果を明確にするために行った実施例について説明する。
<評価方法>
反射シートについて評価する物性の項目及びその評価方法についてまず説明する。
【0099】
(1)厚み
反射シートの厚みは、ピーコック社製厚み計を使用して測定した。また、共押出しにより作製した反射シートはキーエンス社製デジタル顕微鏡による断面観察により、各層の厚みを測定した。
【0100】
(2)全反射率・平均全反射率
反射シートの全反射率は、島津製作所製分光光度計UV−3150と積分球試料台(島津製作所製MPC2200)を使用して入射角8度で測定した。ポリテトラフルオロエチレンの標準白板(ラボスフェア社製スペクトラロン)の反射率を100%とした相対反射率を波長400nm〜700nmの範囲で測定し、波長550nmの光について、シートのMD方向とTD方向の各々から入射した時の測定値を全反射率とし、両者の平均値を平均全反射率とした。また、MD方向の全反射率とTD方向の全反射率の差を反射率異方性の値とした。
【0101】
(3)坪量
シートを50mm角に切り出し、その重量を測定することで求めた。
【0102】
(4)密度
シートを50mm角に切り出し、その重量と中心部と各辺の中央部の計5点の厚みの平均値求め、密度を計算した。
【0103】
(5)耐光性試験
シートを50mm角に切り出し、高圧水銀ランプ(SEIMYUNGVACTRON社製SMTD51H−1)にて、照射量100mW/cm2で500秒間暴露し、照射前後のシートの黄変度より耐光性の確認を行った。
【0104】
(6)黄変度
分光測色計(コニカミノルタ社製CM−2600d)にて測色し、JISZ8722、JISK7105に則り、黄色度を算出した。上記耐光性試験前後の黄色度の差より黄変度を算出した。
【0105】
(7)延伸性試験
共押出ししたシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸して得られたシートを、MD方向長さに3mサンプリングし、横延伸前シートとした。横延伸前シートを155℃で所定の延伸倍率(4倍、6倍、各条件n=5)で横延伸(TD方向への延伸)を行い、破断の有無により延伸性を確認した。
【0106】
(8)熱収縮率
シートを150mm角に切り出し、加熱オーブンに入れ、150℃で30分間加熱した後取り出し、加熱前後の寸法変化から求めた。
【0107】
(9)屈折率測定
樹脂の屈折率測定方法としては25℃の恒温室に設置したメトリコン社製モデル2010プリズムカップラーを使用して求めた。サンプルは一昼夜測定を実施する25℃の恒温室で養生したものを使用した。同装置により波長532nm、632.8nm、824nmの測定結果からコーシーの式を利用して屈折率の波長分散図を求め、波長589nmの屈折率を求め、樹脂の屈折率とした。無機粉末の屈折率は便覧に記載の値を用いた。
【0108】
その結果、本実施例の表層に用いたポリプロピレン樹脂(プライムポリマー社E−105GM)の屈折率は1.49であった。また、本実施例の表層に用いた無機粉末の屈折率は、酸化チタンの屈折率が2.7、酸化亜鉛の屈折率が1.9、炭酸カルシウムの屈折率が1.6であった。
【0109】
(10)内層部の坪量(実施例17、18、比較例2、3)
シートを50mm角に切り出し、先ずその重量を測定する。次いで、表層部の厚み、構成する樹脂、添加剤の種類、量から表層部の重量を計算し、全体の重量からこの表層部の重量を引いて、内層部の坪量を計算により求めた。
【0110】
(11)内層部の密度(実施例17、18、比較例2、3)
上記の内層部の坪量を求めたサンプルから内層部の厚みを求め、内層部の体積を計算する。この体積と上記の坪量から密度を計算により求めた。
【0111】
(12)凸部を有する反射シートの坪量
シートから凸部を0.5g〜1g程度になるように、必要なら複数の構造部を切り出し、重量を測定する。次いで、切り出した総ての凸部の表面及び裏面の各々の面積の総和をその形状の寸法から計算により求め、表面と裏面の相加平均値を反射シートの面積とし、先に求めた重量をこの面積で除して、本発明の凸部の坪量とした。本発明の構造体が表層部を有する積層構造の場合は、表層部を構成する樹脂、添加剤の種類、量から表層部の重量を計算し、全体の坪量からこの表層部の部分の坪量を引いて、反射シートの坪量とした。
【0112】
(13)凸部を有する反射シートの密度
(12)で切り出した凸部の各構造部について、均等に3点の厚みを測定し、3点の厚みの相加平均を該構造部の厚みとする。これに(12)と同じ方法で該構造部の面積の平均値を求め、これに厚みを乗じて体積を求め、該構造部の重量をこの体積で除して、密度を算出する。この計算を切り出した総ての凸部の各々について行い、それらの相加平均値を算出し、本発明の反射シートの密度とした。本発明の構造体が保護層を有する積層構造の場合は、全体の厚みから、表層部部分の厚みの平均値(上記同様に3点の平均値)を引いて、反射シートの厚みを求め、これに(12)と同じ方法で求めた面積を乗じて体積とし、(12)で求めた方法で表層部部分を除いた重量を求め、この重量を体積で除して密度とした。
【0113】
(参考例1)
ポリプロピレン樹脂(プライムポリマー社E−105GM)を62体積%(55重量%)、ポリカーボネート樹脂(旭美化成社ワンダーライトPC110)を38体積%(45重量%)混合した原料樹脂を、シリンダー口径が25mmでシリンダーと口径の比が48の同方向回転2軸押出機を使って、シリンダー温度を250℃、スクリューの回転数が100rpmの運転条件で溶融し、温度を250℃に調整したギヤポンプを介して、リップの巾が400mmでクリアランスが1.6mであるシートダイから押し出した。押し出された溶融樹脂を80℃に設定した一対のピンチローラーで引き取り、押出方向に溶融樹脂を引っ張りながら樹脂を冷却固化させて厚みが1.4mmのシートを作製した。
【0114】
得られたシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向(横方向)に温度が155℃で3倍延伸し、厚み430μmの内層部シートを得た。この内層部シートの厚み、坪量、及び密度は、それぞれ430μm、190g/m2、0.44g/cm3であった。この内層部シートのMD全反射率とTD全反射率は、それぞれ99.2%、93.4%であり、平均全反射率は96.3%、反射率異方性は5.8%であった。また、耐光性試験による黄変度は15であった。この内層部シートをMD方向と垂直に断面を切断し、SEM観察を行ったところ、内部に孔を有する構造であった(図15)。
【0115】
(実施例1)
ポリプロピレン樹脂(プライムポリマー社E−105GM)を97重量%と、無機粉末として、酸化チタン(テイカ社、JR600A、平均粒径250nm)を3重量%を混合した混合物を、ラボプラストミルで210℃、40rpmで10分間混練し、得られたコンパウンドを、210℃プレスにより成膜し37μm程度、無機粉末量が1.11g/m2の表層部シートを得た。参考例1に記載の内層部シートの上に、この表層部シートを重ね合わせて、重ね合わせ2層反射シートを得た。得られた2層反射シートの厚み、坪量、及び密度は、それぞれ467μm、225g/m2、0.48g/cm3であった。この2層反射シートのMD全反射率とTD全反射率は、それぞれ99.0%、98.8%であり、平均全反射率は98.9%、反射率異方性は0.2%であった。また、耐光性試験による黄変度は4であった。また、本実施例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.81(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0116】
(実施例2)
無機粉末として、酸化チタン(テイカ社、MT500SAS、平均粒径35nm)を用いて、実施例1と同様にして、33μm厚、無機粉末量が0.99g/m2の表層部シートを得た。参考例1に記載の内層部シートの上に、この表層部シートを重ね合わせて、重ね合わせ2層反射シートを得た。得られた2層反射シートの厚み、坪量、及び密度は、それぞれ463μm、221g/m2、0.48g/cm3であった。この2層反射シートのMD全反射率とTD全反射率は、それぞれ98.7%、98.4%であり、平均全反射率は98.6%、反射率異方性は0.3%であった。また、耐光性試験による黄変度は1であった。また、本実施例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.81(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0117】
(実施例3)
無機粉末として、酸化亜鉛(堺化学社、NAnofine50SD、平均粒径20nm)を用いて、実施例1と同様にして、34μm厚、無機粉末量が1.02g/m2の表層部シートを得た。参考例1に記載の内層部シートの上に、この表層部シートを重ね合わせて、重ね合わせ2層反射シートを得た。得られた2層反射シートの厚み、坪量、及び密度は、それぞれ464μm、222g/m2、0.48g/cm3であった。この2層反射シートのMD全反射率とTD全反射率は、それぞれ98.6%、95.5%であり、平均全反射率は97.1%、反射率異方性は3.1%であった。また、耐光性試験による黄変度は4であった。また、本実施例では表層部の樹脂にポリプロピレン、無機粉末に酸化亜鉛を用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.31(n1:酸化亜鉛の屈折率、n2:ポリプロピレンの屈折率)であった。
【0118】
(参考例2)
表層部に無機粉末を用いずに、実施例1と同様にして、38μm厚の表層部シートを得た。参考例1に記載の内層部シートの上に、この表層部シートを重ね合わせて、重ね合わせ2層反射シートを得た。得られた2層反射シートの厚み、坪量、及び密度は、それぞれ468μm、224g/m2、0.48g/cm3であった。この2層反射シートのMD全反射率とTD全反射率は、それぞれ98.8%、93.7%であり、平均全反射率は96.3%、反射率異方性は5.1%であった。また、耐光性試験による黄変度は15であった。
【0119】
上記、実施例1〜実施例3、及び参考例1、参考例2で得られた結果を下記表1に示す。重ね合わせ構造においても表層部に無機粉末を含有させることにより、平均全反射率が向上し、反射率異方性が大幅に改善していることがわかる。また、耐光性も飛躍的に向上していることがわかる。
【表1】
【0120】
(実施例4)
内層部原料として、ポリプロピレン樹脂(プライムポリマー社E−105GM)を62体積%(55重量%)、ポリカーボネート樹脂(旭美化成社ワンダーライトPC110)を38体積%(45重量%)混合した原料樹脂を用いた。この原料樹脂をシリンダー口径が25mmでシリンダーと口径の比が48の同方向回転2軸押出機を使って、シリンダー温度を250℃、スクリューの回転数が100rpmの運転条件で溶融し、温度を250℃に調整したギヤポンプを介して、マルチマニホールドダイに供給した。また、表層部原料として、ポリプロピレン樹脂(プライムポリマー社E−105GM)を95重量%と、無機粉末として、酸化チタン(テイカ社、JR600A、平均粒径250nm)を5重量%を混合した混合物を用いた。この混合物をシリンダー口径が32mmでシリンダーと口径の比が24の単軸押出機を使って、シリンダー温度を210℃、スクリューの回転数が100rpmの運転条件で溶融し、マルチマニホールドダイに供給した。ここで、マルチマニホールドダイには、表層部/内層部/表層部比が1/6/1となるように各原料を供給し、合流させ、リップ巾が400mmでクリアランスが1.9mmで押し出した。押し出された溶融樹脂を80℃に設定した一対のピンチローラーで引き取り、MD方向に溶融樹脂を引っ張りながら樹脂を冷却固化させて厚みが約1.8mmの2種3層共押出しシートを得た。得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸したシートから、横延伸前シートを切り出し、延伸性試験を行った。結果、4倍延伸、6倍延伸において、延伸合格率はいずれも100%であった。
【0121】
また、共押出しにより得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向(横方向)に温度が155℃で3倍延伸し、内部層に孔を有する無機粉末量が1.85g/m2の2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ409μm、234g/m2、0.57g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ98.6%、98.4%であり、平均全反射率は98.5%、反射率異方性は0.2%であった。また、耐光性試験による黄変度は2であった。この2種3層反射シートをMD方向と垂直に断面を切断し、SEM観察を行ったところ、内層部の内部に孔を有する構造であった(図16)。また、本実施例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.81(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0122】
(実施例5)
無機粉末として、酸化チタン(テイカ社、MT500SAS、平均粒径35nm)を10重量%用いて、実施例4と同様にして、2種3層共押出しシートを得た。得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸したシートから、横延伸前シートを切り出し、延伸性試験を行った。その結果、4倍延伸、6倍延伸において、延伸合格率はいずれも100%であった。
【0123】
また、共押出しにより得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向(横方向)に温度が155℃で3倍延伸し、無機粉末量が4.2g/m2の2種3層共押出し反射シートを得た。得られた2種3層共押出しシートの厚み、坪量と密度は、それぞれ433μm、241g/m2、0.56g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ97.9%、97.7%であり、平均全反射率は97.8%、反射率異方性は0.2%であった。また、耐光性試験による黄変度は1であった。また、本実施例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.81(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0124】
(実施例6)
無機粉末として、酸化亜鉛(堺化学社、Nanofine50SD、平均粒径20nm)5重量%を用いて、実施例4と同様にして、2種3層共押出しシートを得た。得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸したシートから、横延伸前シートを切り出し、延伸性試験を行った。その結果、4倍延伸、6倍延伸において、延伸合格率はいずれも100%であった。
【0125】
また、共押出しにより得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向(横方向)に温度が155℃で3倍延伸し、無機粉末量が1.9g/m2の2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ453μm、268g/m2、0.59g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ99.1%、95.8%であり、平均全反射率は97.5%、反射率異方性は3.3%であった。また、耐光性試験による黄変度は2であった。また、本実施例では表層部の樹脂にポリプロピレン、無機粉末に酸化亜鉛を用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.31(n1:酸化亜鉛の屈折率、n2:ポリプロピレンの屈折率)であった。
【0126】
(参考例3)
表層部に無機粉末を添加せずに、実施例4と同様にして、2種3層共押出しシートを得た。得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸したシートから、横延伸前シートを切り出し、延伸性試験を行った。その結果、4倍延伸、6倍延伸において、延伸合格率はいずれも100%であった。
【0127】
また、共押出しにより得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向(横方向)に温度が155℃で3倍延伸し、2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ414μm、227g/m2、0.55g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ99.6%、94.5%であり、平均全反射率は97.1%、反射率異方性は5.1%であった。また、耐光性試験による黄変度は14であった。
【0128】
(実施例7)
共押出しにおいてマルチマニホールドダイではなく、フィードブロックダイを用いて、実施例4と同じ組成で、共押出しシートを作製した。得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸したシートから、横延伸前シートを切り出し、延伸性試験を行った。その結果、4倍延伸、6倍延伸において、延伸合格率はいずれも100%であった。
【0129】
また、共押出しにより得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向(横方向)に温度が155℃で3倍延伸し、無機粉末量が1.45g/m2の2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ389μm、217g/m2、0.56g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ99.1%、98.7%であり、平均全反射率は98.9%、反射率異方性は0.4%であった。また、耐光性試験による黄変度は3であった。また、本実施例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.81(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0130】
(参考例4)
表層部に無機粉末を添加せずに、実施例7と同様にして、2種3層共押出しシートを得た。得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸したシートから、横延伸前シートを切り出し、延伸性試験を行った。結果、4倍延伸、6倍延伸において、延伸合格率はいずれも100%であった。
【0131】
また、共押出しにより得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向(横方向)に温度が155℃で3倍延伸し、2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ415μm、225g/m2、0.54g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ99.0%、96.5%であり、平均全反射率は97.8%、反射率異方性は2.5%であった。また、耐光性試験による黄変度は13であった。
【0132】
(参考例5)
ポリプロピレン樹脂(プライムポリマー社E−105GM)を62体積%(55重量%)、ポリカーボネート樹脂(旭美化成社ワンダーライトPC110)を38体積%(45重量%)混合した原料樹脂を、シリンダー口径が25mmでシリンダーと口径の比が48の同方向回転2軸押出機を使って、シリンダー温度を250℃、スクリューの回転数が100rpmの運転条件で溶融し、温度を250℃に調整したギヤポンプを介して、リップの巾が400mmでクリアランスが1.6mmである単層シートダイから押し出した。押し出された溶融樹脂を80℃に設定した一対のピンチローラーで引き取り、MD方向に溶融樹脂を引っ張りながら樹脂を冷却固化させて厚みが約1.4mmの単層シートを作製した。得られた単層押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸したシートから、横延伸前シートを切り出し、延伸性試験を行った。結果、4倍延伸、6倍延伸において、延伸合格率はそれぞれ20%、0%であった。
【0133】
また、単層押出しにより得られた単層押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向(横方向)に温度が155℃で3倍延伸し、単層押出し反射シートを得た。得られた単層押出し反射シートの厚み、坪量と密度は、それぞれ430μm、190g/m2、0.44g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ99.2%、93.4%であり、平均全反射率は96.3%、反射率異方性は5.8%であった。また、耐光性試験による黄変度は15であった。
【0134】
(参考例6)
参考例5の単層押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸し、縦延伸後のシートから両端30mmずつカットし、310mm幅の横延伸前シートを作製した。この横延伸前シートの延伸性試験を行った。結果、4倍延伸、6倍延伸において、延伸合格率はそれぞれ100%、80%であった。単層押出しシートにおいて、延伸性を保持するためには、両端部分のカットが必要であることがわかる。それに対し、共押出しシートにおいては、両端部分をカットすることなく高倍率の横延伸が可能であり、大幅な収率の向上が可能である。
【0135】
(実施例8)
無機粉末として、酸化チタン(テイカ社、JR600A、平均粒径250nm)を9.2重量%を用いて、実施例4と同様にして、2種3層共押出しシートを得た。この際、表層部/内層部/表層部比が1/10/1となるように各原料を供給し、共押出しシートを作製した。得られたシートの上面側の表層部の厚みは全体の厚みの7.1%であった。得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸したシートから、横延伸前シートを切り出し、延伸性試験を行った。その結果、4倍延伸、6倍延伸において、延伸合格率はいずれも100%であった。
【0136】
また、共押出しにより得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向(横方向)に温度が155℃で3倍延伸し、無機粉末量が1.47g/m2の2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ411μm、201g/m2、0.49g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ98.6%、98.4%であり、平均全反射率は98.5%、反射率異方性は0.2%であった。また、耐光性試験による黄変度は2であった。また、本実施例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.81(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0137】
(実施例9)
実施例8で得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向(横方向)に温度が155℃で6倍延伸し、無機粉末量が0.83g/m2の2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ275μm、112g/m2、0.41g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ98.2%、98.1%であり、平均全反射率は98.2%、反射率異方性は0.1%であった。また、耐光性試験による黄変度は5であった。また、本実施例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.81(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0138】
(実施例10)
無機粉末として酸化チタン(テイカ社、JR600A、平均粒径250nm)を15重量%用いること以外実施例8と同様にして、2種3層共押出しシートを得た。この際、表層部/内層部/表層部比が1/12/1となるように各原料を供給し、共押出しシートを作製した。得られたシートの上面側の表層部の厚みは全体の厚みの6.1%であった。得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸したシートから、横延伸前シートを切り出し、延伸性試験を行った。その結果、4倍延伸、6倍延伸において、延伸合格率はいずれも100%であった。
【0139】
また、共押出しにより得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向(横方向)に温度が155℃で3倍延伸し、無機粉末量が2.40g/m2の2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ446μm、211g/m2、0.47g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ98.6%、98.4%であり、平均全反射率は98.5%、反射率異方性は0.2%であった。また、耐光性試験による黄変度は1であった。また、本実施例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.81(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0140】
(実施例11)
実施例10で得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向(横方向)に温度が155℃で5倍延伸し、無機粉末量が1.50g/m2の2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ351μm、142g/m2、0.40g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ98.5%、98.4%であり、平均全反射率は98.5%、反射率異方性は0.1%であった。また、耐光性試験による黄変度は2であった。また、本実施例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.81(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0141】
(実施例12)
実施例10で得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向(横方向)に温度が155℃で7倍延伸し、無機粉末量が1.05g/m2の2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ264μm、92g/m2、0.35g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ98.4%、98.3%であり、平均全反射率は98.4%、反射率異方性は0.1%であった。また、耐光性試験による黄変度は3であった。また、本実施例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.81(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0142】
(参考例7)
無機粉末として、酸化チタン(テイカ社、JR600A、平均粒径250nm)を1.0重量%を用いて、実施例4と同様にして、2種3層共押出しシートを得た。この際、表層部/内層部/表層部比が1/10/1となるように各原料を供給し、共押出しシートを作製した。得られたシートの上面側の表層部の厚みは全体の厚みの7.1%であった。得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸したシートから、横延伸前シートを切り出し、延伸性試験を行った。その結果、4倍延伸、6倍延伸において、延伸合格率はいずれも100%であった。
【0143】
また、共押出しにより得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向(横方向)に温度が155℃で3倍延伸し、無機粉末量が0.17g/m2の2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ431μm、211g/m2、0.49g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ98.9%、94.1%であり、平均全反射率は96.5%、反射率異方性は4.8%であった。また、耐光性試験による黄変度は11であった。また、本参考例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.81(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0144】
(参考例8)
無機粉末として、酸化チタン(テイカ社、JR600A、平均粒径250nm)を50.0重量%を用いて、実施例4と同様にして、2種3層共押出しシートを得た。この際、表層部/内層部/表層部比が1/3/1となるように各原料を供給し、共押出しシートを作製した。得られたシートの上面側の表層部の厚みは全体の厚みの20.6%であった。得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸したシートから、横延伸前シートを切り出し、延伸性試験を行った。その結果、4倍延伸、6倍延伸において、延伸合格率は20%、20%であった。
【0145】
また、共押出しにより得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向(横方向)に温度が155℃で3倍延伸し、無機粉末量が23.0g/m2の2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ389μm、298g/m2、0.77g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ95.6%、95.7%であり、平均全反射率は95.7%、反射率異方性は−0.1%であった。また、耐光性試験による黄変度は0であった。また、本参考例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.81(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0146】
(比較例1)
無機粉末として、炭酸カルシウム(白石カルシウム、ソフトン3200、平均粒径0.7μm)を10.0重量%を用いて、実施例4と同様にして、2種3層共押出しシートを得た。この際、表層部/内層部/表層部比が1/10/1となるように各原料を供給し、共押出しシートを作製した。得られたシートの上面側の表層部の厚みは全体の厚みの7.0%であった。得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸したシートから、横延伸前シートを切り出し、延伸性試験を行った。その結果、4倍延伸、6倍延伸において、延伸合格率は40%、20%であった。
【0147】
また、共押出しにより得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向(横方向)に温度が155℃で3倍延伸し、無機粉末量が1.50g/m2の2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ413μm、200g/m2、0.48g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ98.2%、94.6%であり、平均全反射率は96.4%、反射率異方性は3.6%であった。また、耐光性試験による黄変度は13であった。また、本比較例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.06(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0148】
上記、実施例4〜実施例12、参考例3〜参考例8、比較例1で得られた結果、及び、本検討での未延伸での内層部及び表層部の厚みなど、得られた結果を併せて下記表2、表3に示す。共押出しとすることにより、延伸性が向上することがわかる。また、共押出しで、表層部に(n1(無機)−n2(樹脂))/n2(樹脂)≧0.20となる無機粉末を0.3g/m2〜20g/m2含有させることにより、反射性能が向上し、反射率異方性や耐光性が大幅に改善されることがわかる。
【表2】
【表3】
【0149】
(実施例13)
内層部原料として、ポリプロピレン樹脂(プライムポリマー社E−105GM)を62体積%(55重量%)、ポリカーボネート樹脂(旭美化成社ワンダーライトPC110)を38体積%(45重量%)混合した原料樹脂を用いた。この原料樹脂をシリンダー口径が25mmでシリンダーと口径の比が48の同方向回転2軸押出機を使って、シリンダー温度を250℃、スクリューの回転数が100rpmの運転条件で溶融し、温度を250℃に調整したギヤポンプを介して、マルチマニホールドダイに供給した。また、表層部原料として、ポリプロピレン樹脂(プライムポリマー社E−105GM)を85重量%と、無機粉末として、酸化チタン(テイカ社、JR600A、平均粒径250nm)を15重量%を混合した混合物を用いた。この混合物をシリンダー口径が32mmでシリンダーと口径の比が24の単軸押出機を使って、シリンダー温度を210℃、スクリューの回転数が100rpmの運転条件で溶融し、マルチマニホールドダイに供給した。ここで、マルチマニホールドダイには、表層部/内層部/表層部比が1/15/1となるように各原料を供給し、合流させ、リップ巾が400mmでクリアランスが2.0mmで押し出した。押し出された溶融樹脂を80℃に設定した一対のピンチローラーで引き取り、MD方向に溶融樹脂を引っ張りながら樹脂を冷却固化させて厚みが約1.9mmの2種3層共押出しシートを得た。
【0150】
得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3.0倍延伸した。次に、テンター横延伸機を使ってTD方向(横方向)に温度が155℃で4.0倍延伸した後、同テンター内後部の熱処理ゾーンで、テンター出口倍が3.0倍になるようにクリップ間を設定、即ち横方向で25%収縮させて緩和熱処理を施すようにセットして、横延伸を行った。結果、内部層に孔を有する、無機粉末量が2.2g/m2の2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ502μm、231g/m2、0.46g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ99.3%、99.0%であり、平均全反射率は99.2%、反射率異方性は0.3%であった。また、耐光性試験による黄変度は1であった。この反射シートの熱収縮率を測定したところ、MD方向で12%、TD方向で6%であった。また、本実施例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.81(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0151】
(実施例14)
実施例13で作製した2種3層共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3.0倍延伸し、次に、テンター横延伸機を使ってTD方向(横方向)に温度が155℃で5.0倍延伸した後、同テンター内後部の熱処理ゾーンで、テンター出口倍が4.0倍になるようにクリップ間を設定、即ち横方向で20%収縮させて緩和熱処理を施すようにセットして、横延伸を行った。結果、内部層に孔を有する、無機粉末量が1.8g/m2の2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ426μm、174g/m2、0.41g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ99.0%、98.7%であり、平均全反射率は98.9%、反射率異方性は0.3%であった。また、耐光性試験による黄変度は1であった。この反射シートの熱収縮率を測定したところ、MD方向で11%、TD方向で11%であった。また、本実施例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.81(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0152】
(参考例9)
内層部原料として、ポリプロピレン樹脂(プライムポリマー社E−105GM)を62体積%(55重量%)、ポリカーボネート樹脂(旭美化成社ワンダーライトPC110)を38体積%(45重量%)混合した原料樹脂を用いた。この原料樹脂をシリンダー口径が25mmでシリンダーと口径の比が48の同方向回転2軸押出機を使って、シリンダー温度を250℃、スクリューの回転数が100rpmの運転条件で溶融し、温度を250℃に調整したギヤポンプを介して、マルチマニホールドダイに供給した。また、表層部原料には、無機粉末を添加せず、ポリプロピレン樹脂(プライムポリマー社E−105GM)を100重量%を用いた。このポリプロピレン樹脂をシリンダー口径が32mmでシリンダーと口径の比が24の単軸押出機を使って、シリンダー温度を210℃、スクリューの回転数が100rpmの運転条件で溶融し、マルチマニホールドダイに供給した。ここで、マルチマニホールドダイには、表層部/内層部/表層部比が1/6/1となるように各原料を供給し、合流させ、リップ巾が400mmでクリアランスが2.0mmで押し出した。押し出された溶融樹脂を80℃に設定した一対のピンチローラーで引き取り、MD方向に溶融樹脂を引っ張りながら樹脂を冷却固化させて厚みが約1.7mmの2種3層共押出しシートを得た。
【0153】
得られた共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3.0倍延伸した。次に、テンター横延伸機を使ってTD方向(横方向)に温度が155℃で4.0倍延伸した後、同テンター内後部の熱処理ゾーンで、テンター出口倍が3.0倍になるようにクリップ間を設定、即ち横方向で25%収縮させて緩和熱処理を施すようにセットして、横延伸を行った。結果、内部層に孔を有する2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ424μm、215g/m2、0.51g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ99.8%、95.2%であり、平均全反射率は97.5%、反射率異方性は4.6%であった。また、耐光性試験による黄変度は15であった。この反射シートの熱収縮率を測定したところ、MD方向で12%、TD方向で7%であった。
【0154】
(実施例15)
実施例13で作製した2種3層共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3.0倍延伸し、次に、テンター横延伸機を使ってTD方向(横方向)に温度が155℃で3.0倍延伸した後、緩和熱処理を施さずに反射シートを作製した。結果、内部層に孔を有する、無機粉末量が4.5g/m2の2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ507μm、242g/m2、0.48g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ98.6%、98.2%であり、平均全反射率は98.4%、反射率異方性は0.4%であった。また、耐光性試験による黄変度は1であった。この反射シートの熱収縮率を測定したところ、MD方向で11%、TD方向で21%であった。ほぼ同様の厚み、坪量を有する実施例13と比較した場合、熱緩和処理を施すことにより、熱収縮率が15%も低減でき、また、平均全反射率が0.8%も向上できることがわかる。また、本実施例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.81(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0155】
(実施例16)
実施例13で作製した2種3層共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3.0倍延伸し、次に、テンター横延伸機を使ってTD方向(横方向)に温度が155℃で4.0倍延伸した後、緩和熱処理を施さずに反射シートを作製した。結果、内部層に孔を有する、無機粉末量が3.5g/m2の2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ429μm、183g/m2、0.43g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ98.4%、98.1%であり、平均全反射率は98.3%、反射率異方性は0.3%であった。また、耐光性試験による黄変度は1であった。この反射シートの熱収縮率を測定したところ、MD方向で11%、TD方向で25%であった。ほぼ同様の厚み、坪量を有する実施例14と比較した場合、熱緩和処理を施すことにより、熱収縮率が14%も低減でき、また、平均全反射率が0.6%も向上できることがわかる。また、本実施例では表層部の樹脂にポリプロピレン、無機粉末に酸化チタンを用いており、屈折率の関係は(n1(無機)−n2(樹脂))/n2(樹脂)=0.81(n1:酸化チタンの屈折率、n2:ポリプロピレンの屈折率)であった。
【0156】
(参考例10)
参考例9で作製した2種3層共押出しシートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3.0倍延伸し、次に、テンター横延伸機を使ってTD方向(横方向)に温度が155℃で3.0倍延伸した後、緩和熱処理を施さずに反射シートを作製した。結果、内部層に孔を有する2種3層共押出し反射シートを得た。得られた2種3層反射シートの厚み、坪量と密度は、それぞれ414μm、227g/m2、0.55g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ99.6%、94.5%であり、平均全反射率は97.1%、反射率異方性は5.1%であった。また、耐光性試験による黄変度は14であった。この反射シートの熱収縮率を測定したところ、MD方向で12%、TD方向で22%であった。ほぼ同様の厚み、坪量を有する参考例9と比較した場合、熱緩和処理を施すことにより、熱収縮率が15%も低減でき、また、平均全反射率が0.4%も向上できることがわかる。
【0157】
(参考例11)
ポリプロピレン樹脂(プライムポリマー社E−105GM)を62体積%(55重量%)、ポリカーボネート樹脂(旭美化成社ワンダーライトPC110)を38体積%(45重量%)混合した原料樹脂を、シリンダー口径が25mmでシリンダーと口径の比が48の同方向回転2軸押出機を使って、シリンダー温度を250℃、スクリューの回転数が100rpmの運転条件で溶融し、温度を250℃に調整したギヤポンプを介して、リップの巾が400mmでクリアランスが1.6mである単層シートダイから押し出した。押し出された溶融樹脂を80℃に設定した一対のピンチローラーで引き取り、MD方向に溶融樹脂を引っ張りながら樹脂を冷却固化させて厚みが約1.4mmの単層シートを作製した。
【0158】
得られた単層シートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3.0倍延伸した。次に、テンター横延伸機を使ってTD方向(横方向)に温度が155℃で4.0倍延伸した後、同テンター内後部の熱処理ゾーンで、テンター出口倍が3.0倍になるようにクリップ間を設定、即ち横方向で25%収縮させて緩和熱処理を施すようにセットして、横延伸を行った。結果、内部層に孔を有する単層反射シートを得た。得られた単層反射シートの厚み、坪量と密度は、それぞれ444μm、182g/m2、0.41g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ99.8%、94.4%であり、平均全反射率は97.1%、反射率異方性は5.4%であった。また、耐光性試験による黄変度は15であった。この反射シートの熱収縮率を測定したところ、MD方向で11%、TD方向で7%であった。
【0159】
(参考例12)
参考例11で作製した単層シートを、ロール縦延伸機を使ってMD方向(縦方向)に温度155℃で3.0倍延伸し、次に、テンター横延伸機を使ってTD方向(横方向)に温度が155℃で3.0倍延伸した後、緩和熱処理を施さずに反射シートを作製した。結果、内部層に孔を有する単層反射シートを得た。得られた単層反射シートの厚み、坪量と密度は、それぞれ430μm、190g/m2、0.44g/cm3であった。この反射シートのMD全反射率とTD全反射率は、それぞれ99.2%、93.4%であり、平均全反射率は96.3%、反射率異方性は5.8%であった。また、耐光性試験による黄変度は15であった。この反射シートの熱収縮率を測定したところ、MD方向で10%、TD方向で22%であった。ほぼ同様の厚み、坪量を有する参考例11と比較した場合、熱緩和処理を施すことにより、熱収縮率が15%も低減でき、また、平均全反射率が0.8%も向上できることがわかる。
【0160】
上記実施例13〜実施例16、及び参考例9〜参考例12で得られた結果の他、未延伸での内層部及び表層部の厚みなど、得られた結果を併せて下記表4に示す。これらの結果から、熱緩和処理を施すことで、寸法安定性が飛躍的に向上すると共に、同程度の厚み、坪量の反射シートと比べて反射性能が大きく向上することがわかる。また、共押出しで、表層部に(n1(無機)−n2(樹脂))/n2(樹脂)≧0.20となる無機粉末を0.3g/m2〜20g/m2含有させることにより、反射性能が向上し、反射率異方性や耐光性が大幅に改善されることがわかる。
【表4】
【0161】
<微細構造面の成形加工で使用した金型及びプレス成形方法>
参考例13、実施例17、比較例2、比較例3において微細構造面の成形加工で使用した金型及びプレス成形方法について説明する。
【0162】
図17は、本実施例で使用した成形用金型の断面を示す概略図である。賦形面の形状は、図3に示すように、頂点を含む断面形状が頂角63°、底辺の長さ100μm、高さ50μmの三角形であって、この形状が面内の一方向に同一な形状で、面内に規則的にプリズム状に配置されたものである。金型には、賦形面が100mm×100mmである平板形状を用いた。
【0163】
プレス面が30cm角の圧縮成形機を用いて、上プレス面を25℃に冷却状態にし、下プレス面を150℃に加熱した。下プレス面に上記成形用金型を設置し、プレス面の熱で充分に予熱した後、金型面に120mm×120mmにカットされた成形前の反射シートをセットし圧縮した。圧縮成形は、圧縮時間は5分、圧縮圧力50kg/cm2の条件で行った。
【0164】
(参考例13)
内層部として、ポリプロピレン樹脂(プライムポリマー社E−105GM)62体積%(55重量%)と、ポリカーボネート樹脂(旭美化成社ワンダーライトPC110)38体積%(45重量%)とを混合した原料樹脂を、シリンダー口径が25mmでシリンダーと口径の比が48の同方向回転2軸押出機を使って、シリンダー温度を250℃、スクリューの回転数が100rpmの運転条件で溶融し、温度を250℃に調整したギヤポンプを介して、リップの巾が400mmの2種3層積層ダイに導入し、表層部として、ポリプロピレン樹脂(プライムポリマー社プライムTPO樹脂E−2900)をシリンダー口径30mmの単軸押出機を使って、シリンダー210℃で溶融し、温度を210℃に調整したギヤポンプを介して、上記の2種3層積層ダイに導入した。積層ダイでは2種類の樹脂が積層され、リップクリアランスが2.0mmであるシートダイから押し出された。押し出された溶融積層樹脂を80℃に設定した一対の冷却用ピンチローラーで引き取り、押出方向に溶融樹脂を引っ張りながら樹脂を冷却固化させて厚みが1.9mmの積層原反シートを作製した。得られた積層シートは、内層部が1.4mm、表層部が表裏各々0.25mmの3層積層シートであった。なお、表層部に使用したポリプロピレン樹脂の13C−NMR測定によるアイソタクチックインデックス(mmmmペンタッド%)は66モル%であった。
【0165】
得られたシートを、ロール縦延伸機を使って押し出し方向(MD方向)に温度155℃で3倍延伸した後、テンター横延伸を使って巾方向(TD方向)に温度155℃で3倍延伸し、3×3倍に延伸された白色のシートを得た。この白色シートの平均全反射率は97.0%、内層部の坪量と密度は、それぞれ175g/m2、0.46g/cm3であった。表層部を含む全厚みは440μmであり、各層の厚みは、表層部33μm、内層部380μm、裏面表層部27μmであった。
【0166】
得られた白色シートを、120mm×120mm角にカットし、図17に示すような賦形面の金型により圧縮賦形を行い、表層部に賦形面が転写された反射シートを得た。得られた成形品は金型形状通りの成形斑のない均一な成形品であった。
【0167】
得られた成形品の内層部の坪量は175g/m2であり、密度は0.65g/cm3であり、賦形面側の平均全反射率は96.7%であり、賦形成形後も反射シートとして高い反射率を有していた。また、変角高速分光光度計による入射光に対する反射光の反射角度を測定すると、賦形面の形状に沿った方向に強い反射光が観測され、この微細賦形によって反射光の方向制御が出来ることが分かった。
【0168】
(実施例17)
参考例13で、表層部として、ポリプロピレン樹脂(プライムポリマー社プライムTPO樹脂E−2900)に酸化チタン(テイカ社、MT500SAS、平均粒径35nm)を5重量%添加して、予めペレット化しておいた樹脂を使用した以外は参考例13と同様にして、縦方向と横方向に延伸して3×3倍に延伸された白色のシートを得た。この白色シートの平均全反射率は98.4%、内層部の坪量と密度は、それぞれ178g/m2、0.46g/cm3であった。表層部を含む全厚みは445μmであり、各層の厚みは、表層部32μm、内層部390μm、裏面表層部23μmであった。なお、表層部には1.6g/m2の酸化チタンが含まれていた。
【0169】
得られた白色シートを、同様に120mm×120mm角にカットし、図17の賦形面の金型により圧縮賦形を行い、表層部に賦形面が転写された反射シートを得た。得られた成形品は金型形状通りの成形斑のない均一な成形品であった。
【0170】
得られた成形品の内層部の坪量は175g/m2、密度は0.66g/cm3であり、賦形面側の平均全反射率は98.0%であり、賦形成形後も反射シートとして高い反射率を有していた上に、表層部に酸化チタンを含むことで平均全反射率が1.3%向上した。また、同様に変角高速分光光度計による入射光に対する反射光の反射角度を測定すると、賦形面の形状に沿った方向に強い反射光が観測された。
【0171】
(比較例2)
参考例13の反射シートの内層部と同じポリマー及び組成で、層構成を内層部のみとした厚み1.7mmの原反シートを作製した。次いで、参考例13と同様にして、縦方向と横方向に延伸して3×3倍に延伸された白色のシートを得た。この白色シートの平均全反射率は97.5%、厚みは470μm、坪量と密度は、それぞれ220g/m2、0.47g/cm3であった。
【0172】
得られた白色シートを、同様に120mm×120mm角にカットし、図17に示すような賦形面の金型により圧縮賦形を行い、表層部に賦形面が転写された反射シートを得た。得られた成形品は概略金型形状通りの賦形面であったが、樹脂の流れが不十分で、三角形の頂角の周辺が丸みをおび、各辺も一部曲線状になる等がみられ全体に不均一な成形品であった。
【0173】
なお、得られた成形品の坪量は220g/m2、密度は0.7g/cm3であり、賦形面側の平均全反射率は97.0%であり、賦形成形後も反射率としては高い値を有していた。
【0174】
(比較例3)
参考例13において、内層部にポリプロピレン樹脂(プライムポリマー社E−105GM)83.4体積%(50重量%)と、平均粒径0.8μmの硫酸バリウム(真比重4.5)16.6体積%(50重量%)とを混合した樹脂を用い、表層部は実施例1と同じにして、実施例1と同じく厚みが1.9mmの積層原反シートを得た。得られた積層シートは、内層部が1.4mm、表層部が表裏各々0.25mmの3層積層シートであった。
【0175】
次いで、参考例13と同様にして、縦方向と横方向に延伸して3×3倍に延伸された白色のシートを得た。この白色シートの平均全反射率は95.2%であった。
【0176】
得られた白色シートを、同様に120mm×120mm角にカットし、図17に示すような賦形面の金型により圧縮賦形を行い、表層部に賦形面が転写された反射シートを得た。得られた賦形面は比較的良好な成形面であったが、内部の空孔がつぶれたことによって圧縮が大きく、成形後のシートの厚み220μmであった。また一部熱収縮により皺の発生、賦形面にも一部に不均一な部分もみられた。成形品の賦形面側の平均全反射率は91.5%であり、反射率は大きく低下していた。
【0177】
<凹凸を有する反射シートの作製で使用した金型>
参考例14、参考例15、実施例18、比較例4において凹凸を有する反射シートの作製で使用した金型について説明する。
【0178】
図18に本実施例で使用した真空成形用金型の概略図を示した。各円弧状の凹部には真空成形用に吸引口が設けられている。a−a’断面とb−b’断面において、各円弧の配置、形状は同じである。
【0179】
(参考例14)
ポリプロピレン樹脂(プライムポリマー社E−105GM)を62体積%(55重量%)、ポリカーボネート樹脂(旭美化成社ワンダーライトPC110)を38体積%(45重量%)混合した原料樹脂を、シリンダー口径が25mmでシリンダーと口径の比が48の同方向回転2軸押出機を使って、シリンダー温度を250℃、スクリューの回転数が100rpmの運転条件で溶融し、温度を250℃に調整したギヤポンプを介して、リップの巾が400mmでクリアランスが1.7mmであるシートダイから押し出した。押し出された溶融樹脂を80℃に設定した一対の冷却用ピンチローラーで引き取り、押出方向に溶融樹脂を引っ張りながら樹脂を冷却固化させて厚みが1.5mmの原反シートを作製した。
【0180】
得られたシートを、ロール縦延伸機を使って押し出し方向(MD方向)に温度155℃で3倍延伸した後、テンター横延伸を使って巾方向(TD方向)に温度155℃で3倍延伸し、3×3倍に延伸された白色のシートを得た。この白色シートの平均全反射率は97.0%、坪量と密度は、それぞれ220g/m2、0.48g/cm3であり、厚みは460μmであった。
【0181】
得られた白色シートを、350mm×250mm角にカットし、各辺を金枠で固定し、155℃に加熱された図18に示す真空成形用の金型上にセットした。金型上に12秒間シートをセットした後、155℃のオーブンに移し、10秒後に真空弁を開け真空成形を行った。15秒後オーブンから金型を取り出し、エアーガンで成形品を急冷した後、成形品を金型から取り出した。得られた成形品は金型形状通りの半円球状の凸部を有する皺のない均一な成形品であった。
【0182】
得られた成形品の坪量は200g/m2、密度は0.44g/cm3であり、シートの平均全反射率は凸面側で96.8%、凹面側で96.6%であった。凸部付与後もシートとして高い反射率を維持していることが分かった。
【0183】
図19は本実施例で得られた反射シートの凸部の断面中央部のSEM写真である。写真では、空洞、及び棒状に分散して島相を形成しているポリカーボネート樹脂とその周囲を取り囲むように海相を形成しているポリプロピレン樹脂が観察された。
【0184】
(参考例15)
参考例14で得られた原反シートを同じくロール縦延伸機を使ってMD方向に温度155℃で3倍延伸した後、テンター横延伸を使ってTD方向に温度155℃で6倍延伸し、3×6倍に延伸された白色のシートを得た。この白色シートの平均全反射率は96.5%、坪量と密度は、それぞれ95g/m2、0.50g/cm3であり、厚みは190μmであった。
【0185】
得られた白色シートを、参考例14と同様に350mm×250mm角にカットし、同じ金型で真空成形を行った。得られた成形品は金型形状通りの半円球状の凸部を有する皺のない均一な成形品であった。
【0186】
得られた成形品の坪量は90g/m2、密度は0.55g/cm3であり、シートの平均全反射率は凸面側で95.7%、凹面側で96.0%であった。凸部付与後もシートとして高い反射率を維持していることが分かった。
【0187】
(実施例18)
参考例14の押出機を主押出機として参考例14と同じ組成の樹脂を使用した。副押出機として、シリンダー口径が32mmでシリンダーと口径の比が24の単軸押出機を使用して、ポリプロピレン樹脂(プライムポリマー社E−105GM)を98体積%(90重量%)、酸化亜鉛粉末(堺化学社製、商品名Nanofine-50SD)を2体積%(10重量%)を予めペレタイズしておいた混合樹脂を用いて共押出を行った。副押出機のシリンダー温度は210℃、スクリュー回転数は60rpmで行った。積層ダイは2種3層のフィードブロックタイプを使用し、ダイ出口のリップの巾300mmでクリアランスが2.0mmであった。ダイから押し出された溶融樹脂を同じく80℃に設定した冷却用ピンチローラーで引き取り、全厚みが1.8mmの積層原反シートを作製した。得られた原反シートの層構成は、反射シートであるコア層が1340μm、表層部が表裏面各々230μmであった。
【0188】
得られた積層シートを、ロール縦延伸機を使って押し出し方向(MD方向)に温度155℃で3倍延伸した後、テンター横延伸を使って巾方向(TD方向)に温度155℃で3倍延伸し、3×3倍に延伸された白色のシートを得た。この白色シートの平均全反射率は96.8%、反射シートであるコア層の厚みは390μm、表層部は表裏各々25μmであった。反射シートの坪量と密度は、それぞれ180g/m2、0.46g/cm3であった。
【0189】
得られた白色シートを、参考例14と同様に350mm×250mm角にカットし、同じ金型で真空成形を行った。得られた成形品は金型形状通りの皺のない均一な成形品であった。
【0190】
得られた成形品の坪量は175g/m2、密度は0.50g/cm3であり、シートの平均全反射率は凸面側で96.1%、凹面側で96.4%であった。凸部付与後もシートとして高い反射率を維持していることが分かった。
【0191】
(比較例4)
ポリプロピレン樹脂(プライムポリマー社E−105GM)を83.4体積%(50重量%)、平均粒径0.8μmの硫酸バリウム(真比重4.5)16.6体積%(50重量%)混合した原料樹脂を、実施例1の2軸押出機を使って、シリンダー温度を250℃、スクリューの回転数が100rpmの運転条件で溶融し、温度を250℃に調整したギヤポンプを介して、リップの巾が400mmでクリアランスが1.7mである単層ダイから押し出した。押し出された溶融樹脂を同様に80℃に設定したピンチローラーで引き取り、冷却固化させて厚みが1.5mmのシートを作成した。
【0192】
得られたシートを、ロール縦延伸機を使って押し出し方向(MD方向)に温度155℃で3倍延伸した後、テンター横延伸を使って巾方向(TD方向)に温度155℃で3倍延伸し、3×3倍に延伸された白色のシートを得た。この白色シートの平均全反射率は95.0%、坪量と密度は、それぞれ410g/m2、1.24g/cm3であり、厚みは330μmであった。
【0193】
得られた白色シートを、参考例14と同様に350mm×250mm角にカットし、同じ金型を用いて成形温度を150℃にした以外は同様の操作により真空成形を行った。得られた成形品は、一部に皺の発生がみられるとともに、凸部が薄く伸ばされ、透明性が明らかに増しており、平坦部に比べ反射性能が明らかに低下していることが分かった。
【0194】
<複数の凹部と発光体を露出させる穴部を持つ反射シートの作製で使用した金型>
図20に本実施例で使用した真空成形用金型の概略図を示す。各開口部は1辺25mmの4角形で、底面は1辺8mmの4角形で、横方向に12個、縦方向に8個の開口部からなる。稜線の幅は総て1.2mm。稜線が交差する位置には一つおきに底面が直径1.6mm、高さが1.6mmの半楕円状の膨出部が設けられている。凹部の反射面の各側面と底面には真空成形用に吸引口が設けられている。なお、比較のために、膨出部がない以外は全く寸法が同じ金型も用意した。
【0195】
<複数の凹部と発光体を露出させる穴部を持つ反射シートの実施で使用したLEDバックライト>
RGBが1つのパッケージになっているOPTEKテクノロジー社製LEDランプ12×8個を、上記金型においてLEDが配置される位置に実装したLEDバックバックライトを使用した。
【0196】
(参考例16)
ポリプロピレン樹脂(プライムポリマー社E−105GM)を62体積%(55重量%)、ポリカーボネート樹脂(旭美化成社ワンダーライトPC110)を38体積%(45重量%)混合した原料樹脂を、シリンダー口径が25mmでシリンダーと口径の比が48の同方向回転2軸押出機を使って、シリンダー温度を250℃、スクリューの回転数が100rpmの運転条件で溶融し、温度を250℃に調整したギヤポンプを介して、リップの巾が400mmでクリアランスが1.7mmであるシートダイから押し出した。押し出された溶融樹脂を80℃に設定した一対の冷却用ピンチローラーで引き取り、押出方向に溶融樹脂を引っ張りながら樹脂を冷却固化させて厚みが1.5mmの原反シートを作製した。
【0197】
得られたシートを、ロール縦延伸機を使って押し出し方向(MD方向)に温度155℃で3倍延伸した後、テンター横延伸を使って巾方向(TD方向)に温度155℃で3倍延伸し、3×3倍に延伸された白色のシートを得た。この白色シートの平均全反射率は97.0%、坪量と密度は、それぞれ220g/m2、0.48g/cm3であり、厚みは460μmであった。この白色シートをMD方向と垂直に断面を切断し、SEM観察を行ったところ、内部に穴部を有する構造であった(図21)。
【0198】
得られた白色シートを、400mm×300mm角にカットし、各辺を金枠で固定し、155℃に加熱された図20に示す真空成形用の金型上にセットした。金型上に12秒間シートをセットした後、155℃のオーブンに移し、10秒後に真空弁を開け真空成形を行った。15秒後オーブンから金型を取り出し、エアーガンで成形品を急冷した後、成形品を金型から取り出した。得られた成形品は金型形状通りの皺、破れのない均一な成形品であった。
【0199】
得られた賦形品の各凹型の底面中央部にLEDランプのための7.5mm×7.5mmの四角形の孔を打ち抜き、これをLEDバックライト上にセットした。さらにこの賦形品の上に、市販の液晶表示装置に使用されている厚さ2mmの拡散板を重ねた。ランプ点灯後、拡散板を通した光はほぼ均一に拡散され、ランプ像は全く見えず、反射シートの格子状の稜線及び膨出部の像は大幅に低減され、ほとんど気ならない程度まで抑制されていた。
【0200】
(比較例5)
参考例16で得られたシートを同じく400mm×300mm角にカットして、比較のために用意した膨出部のない金型を用いて、同様に真空成形を実施し、膨出部のない良好な賦形品を得た。
【0201】
同様にLEDランプように穴を打ち抜き、LEDバックライト上にセットした。さらにこの賦形品の上に、同じく厚さ2mmの拡散板を重ねた。ランプ点灯後、拡散板を通した光はほぼ均一に拡散され、ランプ像もほとんど見えないレベルまでになっていたが、反射シートの格子状の稜線の像が明確に観察され、この稜線が陰となっていることが観察された。
【0202】
(実施例19)
参考例16の押出機を主押出機として参考例14と同じ組成の樹脂を使用した。副押出機として、シリンダー口径が32mmでシリンダーと口径の比が24の単軸押出機を使用して、ポリプロピレン樹脂(プライムポリマー社E−105GM)を98体積%(90重量%)、酸化チタン粉末(テイカ社(株)製、商品名JR600−A、粒子径250nm、真比重4.2)を2体積%(10重量%)を予めペレタイズしておいた混合樹脂を用いて共押出を行った。副押出機のシリンダー温度は210℃、スクリュー回転数は60rpmで行った。積層ダイは2種3層のフィードブロックタイプを使用し、ダイ出口のリップの巾300mmでクリアランスが2.0mmであった。ダイから押し出された溶融樹脂を同じく80℃に設定した冷却用ピンチローラーで引き取り、全厚みが1.8mmの積層原反シートを作製した。得られた原反シートの層構成は、反射シートであるコア層が1340μm、表層部が表裏面各々230μmであった。
【0203】
得られた積層シートを、ロール縦延伸機を使って押し出し方向(MD方向)に温度155℃で3倍延伸した後、テンター横延伸を使って巾方向(TD方向)に温度155℃で3倍延伸し、3×3倍に延伸された白色のシートを得た。この白色シートの平均全反射率は98.8%、コア層の厚みは390μm、表層部は表裏各々20μmであった。シートの坪量と密度は、それぞれ180g/m2、0.46g/cm3であった。
【0204】
得られた白色シートを、参考例16と同様に400mm×300mm角にカットし、各辺を金枠で固定し、155℃に加熱された図20に示す真空成形用の金型上にセットした。金型上に12秒間シートをセットした後、155℃のオーブンに移し、10秒後に真空弁を開け真空成形を行った。15秒後オーブンから金型を取り出し、エアーガンで成形品を急冷した後、成形品を金型から取り出した。得られた成形品は金型形状通りの皺、破れのない均一な成形品であった。
【0205】
得られた賦形品の各凹型の底面中央部に実施例19と同様にLEDランプのための7.5mm×7.5mmの四角形の穴を打ち抜き、これをLEDバックライト上にセットした。さらにこの賦形品の上に、市販の液晶表示装置に使用されている厚さ2mmの拡散板を重ねた。ランプ点灯後、拡散板を通した光はほぼ均一に拡散され、ランプ像は全く見えず、反射シートの格子状の稜部及び膨出部の像は大幅に低減され、ほとんど気にならない程度まで抑制されていた。
【産業上の利用可能性】
【0206】
本発明の反射シートは、反射率の異方性を抑えかつ高い反射率を示す上に、光による黄変が少ない。また軽量化がはかれるので、液晶表示装置のバックライトとして好適に使用できる。
【図面の簡単な説明】
【0207】
【図1】本発明の成形前後の表層部の厚さの関係を示す図であり、(a)は成形前を示す図であり、(b)は成形後のシートの断面図である。
【図2】本発明の3次元微細構造の形状の例を示す図である。
【図3】本発明の3次元微細構造の形状の例を示す図である。
【図4】本発明の反射シートを製造するためのロール成形法の例を示す図である。
【図5】本発明の反射シートを製造するためのロール成形法の例を示す図である。
【図6】LEDが配置される際の反射シートの例を示す図である。
【図7】LEDが配置される際の反射シートの他の例を示す平面図である。
【図8】図7に示す反射シートの斜視図である。
【図9】本発明の実施の形態に係る反射シートを備えた照明装置であるバックライトユニットの一部を示す側面図である。
【図10】本発明の実施の形態に係る反射シートを示す斜視図である。
【図11】本発明の実施の形態に係る反射シートにおける膨出部の配置場所を示す概略図である。
【図12】本発明の実施の形態に係る反射シートの他の例を示す平面図である。
【図13】本発明の実施の形態に係る反射シートの凹部を示す斜視図である。
【図14】本発明の実施の形態に係る反射シートの他の例を示す平面図である。
【図15】本発明の内層部のシートのMD方向に垂直な断面図である。
【図16】本発明の内層部のシートのMD方向に垂直な別の断面図である。
【図17】実施例において本発明の賦形成形に使用した金型の断面を示す図である。
【図18】参考例14で本発明の反射シート成形品作製に使用した金型の形状及び構造を示す概略図である。
【図19】参考例14で得られた反射シートの凸部の断面中央部のSEM写真である。
【図20】本発明に係る反射シートの成形に使用した金型の概略図である。
【図21】参考例16の白色シート断面のSEM写真である。
【符号の説明】
【0208】
1 表層部
2 内層部
11 シート
12 ロール
13,14,15 冷却ロール
16 金属ベルト
21,34 反射シート
22 凸部
23 穴
24 凹部
24a 片側側面
25,32 LED
31 バックライトユニット
33 配線基板
35 拡散板
【特許請求の範囲】
【請求項1】
少なくとも表層部及び内層部を含み、前記表層部が0.3g/m2〜20g/m2の無機粉末及びポリオレフィン系樹脂(C)を少なくとも含み、前記内層部がポリオレフィン系樹脂(A)及び前記ポリオレフィン系樹脂(A)の延伸可能な温度において前記ポリオレフィン系樹脂(A)と非相溶である樹脂(B)の少なくとも1種を含んでおり、前記表層部において、(n1−n2)/n2≧0.20(n1:無機粉末の屈折率、n2:ポリオレフィン系樹脂(C)の屈折率)を満足し、前記内層部に孔を有することを特徴とする反射シート。
【請求項2】
前記無機粉末が、酸化亜鉛及び/又は酸化チタンを含むことを特徴とする請求項1に記載の反射シート。
【請求項3】
前記樹脂(B)の弾性率が前記ポリオレフィン系樹脂(A)の弾性率より大きいことを特徴とする請求項1又は請求項2に記載の反射シート。
【請求項4】
前記樹脂(B)がポリカーボネート樹脂を含むことを特徴とする請求項1から請求項3のいずれかに記載の反射シート。
【請求項5】
前記ポリオレフィン系樹脂(A)がポリプロピレン樹脂であることを特徴とする請求項1から請求項4のいずれかに記載の反射シート。
【請求項6】
前記ポリオレフィン系樹脂(C)がポリプロピレン樹脂であることを特徴とする請求項1から請求項5のいずれかに記載の反射シート。
【請求項7】
前記内層部における前記ポリオレフィン系樹脂(A)の割合が30重量%〜80重量%であり、前記内層部における前記樹脂(B)の割合が20重量%〜70重量%であることを特徴とする請求項1から請求項6のいずれかに記載の反射シート。
【請求項8】
前記表層部が前記ポリオレフィン系樹脂(C)を80体積%以上含むことを特徴とする請求項1から請求項7のいずれかに記載の反射シート。
【請求項9】
密度が0.1g/cm3〜0.75g/cm3であることを特徴とする請求項1から請求項8のいずれかに記載の反射シート。
【請求項10】
密度が0.15g/cm3〜0.5g/cm3であることを特徴とする請求項9に記載の反射シート。
【請求項11】
平均全反射率が90%以上であり、かつ、最も全反射率が大きくなる方向における全反射率をR1とし、その方向に直交する方向の全反射率をR2としたとき、R1とR2との間の差が2.0%以下である全反射率の異方性を有することを特徴とする請求項1から請求項10のいずれかに記載の反射シート
【請求項12】
前記平均全反射率が95%以上であることを特徴とする請求項11に記載の反射シート。
【請求項13】
前記反射シートの構造が、表層部/内層部/表層部の3層構造であることを特徴とする請求項1から請求項12のいずれかに記載の反射シート。
【請求項14】
前記反射シートの全体の坪量が、10g/m2〜500g/m2であることを特徴とする請求項1から請求項13のいずれかに記載の反射シート。
【請求項15】
前記表層部の厚みが2μm〜90μmであることを特徴とする請求項1から請求項14のいずれかに記載の反射シート。
【請求項16】
高圧水銀ランプ耐光性試験で黄変度が10以下であることを特徴とする請求項1から請求項15のいずれかに記載の反射シート。
【請求項17】
ポリオレフィン系樹脂(A)、及び前記ポリオレフィン系樹脂(A)の延伸可能な温度で前記ポリオレフィン系樹脂(A)と非相溶である樹脂(B)の少なくとも1種を含んでなる樹脂組成物(a)と、ポリオレフィン系樹脂(C)及び無機粉末を少なくとも含む樹脂組成物(b)と、を共押出しする工程(i)と、前記工程(i)によって得られたシートを2軸延伸し、開孔させる工程(ii)と、を具備する少なくとも表層部及び内層部を有する反射シートの製造方法であって、(n1−n2)/n2≧0.20(n1:無機粉末の屈折率、n2:ポリオレフィン系樹脂(C)の屈折率)を満足することを特徴とする反射シートの製造方法。
【請求項18】
3層構造を有しており、前記表層部の原料として前記樹脂組成物(b)をダイに供給し、前記内層部の原料として前記樹脂組成物(a)をダイに供給し、共押出しすることを特徴とする請求項17に記載の反射シートの製造方法。
【請求項19】
前記表層部において、前記樹脂組成物(b)に対して2重量%〜70重量%の前記無機粉末を含有することを特徴とする請求項17又は請求項18に記載の反射シートの製造方法。
【請求項20】
前記無機粉末は、酸化亜鉛及び/又は酸化チタンを含むことを特徴とする請求項17から19のいずれかに記載の反射シートの製造方法。
【請求項21】
前記樹脂(B)の弾性率が前記ポリオレフィン系樹脂(A)の弾性率より大きいことを特徴とする請求項17から請求項20のいずれかに記載の反射シートの製造方法。
【請求項22】
前記樹脂(B)がポリカーボネート樹脂であることを特徴とする請求項17から請求項21のいずれかに記載の反射シートの製造方法。
【請求項23】
前記ポリオレフィン系樹脂(A)がポリプロピレン樹脂であることを特徴とする請求項17から請求項22のいずれかに記載の反射シート。
【請求項24】
前記ポリオレフィン系樹脂(C)がポリプロピレン樹脂であることを特徴とする請求項17から請求項23のいずれかに記載の反射シート。
【請求項25】
前記樹脂組成物(a)において30重量%以上80重量%以下がポリオレフィン系樹脂(A)であることを特徴とする請求項17から請求項24に記載の反射シートの製造方法。
【請求項26】
前記工程(i)によって得られるシートの前記表層部の厚みが10μm〜400μmであり、前記内層部の厚みが50μm〜4000μmであることを特徴とする請求項17から請求項25のいずれかに記載の反射シートの製造方法。
【請求項27】
前記工程(i)によって得られるシートの前記表層部の厚みが、前記工程(i)によって得られるシートの厚みの1%以上20%以下であることを特徴とする請求項17から請求項26のいずれかに記載の反射シートの製造方法。
【請求項28】
前記2軸延伸の延伸倍率が、MD方向及びTD方向各々1.5倍以上であって、かつ面積延伸倍率が3倍以上50倍以下であることを特徴とする請求項17から請求項27のいずれかに記載の反射シートの製造方法。
【請求項29】
請求項17から請求項28のいずれかに記載の製造方法で得られることを特徴とする反射シート。
【請求項1】
少なくとも表層部及び内層部を含み、前記表層部が0.3g/m2〜20g/m2の無機粉末及びポリオレフィン系樹脂(C)を少なくとも含み、前記内層部がポリオレフィン系樹脂(A)及び前記ポリオレフィン系樹脂(A)の延伸可能な温度において前記ポリオレフィン系樹脂(A)と非相溶である樹脂(B)の少なくとも1種を含んでおり、前記表層部において、(n1−n2)/n2≧0.20(n1:無機粉末の屈折率、n2:ポリオレフィン系樹脂(C)の屈折率)を満足し、前記内層部に孔を有することを特徴とする反射シート。
【請求項2】
前記無機粉末が、酸化亜鉛及び/又は酸化チタンを含むことを特徴とする請求項1に記載の反射シート。
【請求項3】
前記樹脂(B)の弾性率が前記ポリオレフィン系樹脂(A)の弾性率より大きいことを特徴とする請求項1又は請求項2に記載の反射シート。
【請求項4】
前記樹脂(B)がポリカーボネート樹脂を含むことを特徴とする請求項1から請求項3のいずれかに記載の反射シート。
【請求項5】
前記ポリオレフィン系樹脂(A)がポリプロピレン樹脂であることを特徴とする請求項1から請求項4のいずれかに記載の反射シート。
【請求項6】
前記ポリオレフィン系樹脂(C)がポリプロピレン樹脂であることを特徴とする請求項1から請求項5のいずれかに記載の反射シート。
【請求項7】
前記内層部における前記ポリオレフィン系樹脂(A)の割合が30重量%〜80重量%であり、前記内層部における前記樹脂(B)の割合が20重量%〜70重量%であることを特徴とする請求項1から請求項6のいずれかに記載の反射シート。
【請求項8】
前記表層部が前記ポリオレフィン系樹脂(C)を80体積%以上含むことを特徴とする請求項1から請求項7のいずれかに記載の反射シート。
【請求項9】
密度が0.1g/cm3〜0.75g/cm3であることを特徴とする請求項1から請求項8のいずれかに記載の反射シート。
【請求項10】
密度が0.15g/cm3〜0.5g/cm3であることを特徴とする請求項9に記載の反射シート。
【請求項11】
平均全反射率が90%以上であり、かつ、最も全反射率が大きくなる方向における全反射率をR1とし、その方向に直交する方向の全反射率をR2としたとき、R1とR2との間の差が2.0%以下である全反射率の異方性を有することを特徴とする請求項1から請求項10のいずれかに記載の反射シート
【請求項12】
前記平均全反射率が95%以上であることを特徴とする請求項11に記載の反射シート。
【請求項13】
前記反射シートの構造が、表層部/内層部/表層部の3層構造であることを特徴とする請求項1から請求項12のいずれかに記載の反射シート。
【請求項14】
前記反射シートの全体の坪量が、10g/m2〜500g/m2であることを特徴とする請求項1から請求項13のいずれかに記載の反射シート。
【請求項15】
前記表層部の厚みが2μm〜90μmであることを特徴とする請求項1から請求項14のいずれかに記載の反射シート。
【請求項16】
高圧水銀ランプ耐光性試験で黄変度が10以下であることを特徴とする請求項1から請求項15のいずれかに記載の反射シート。
【請求項17】
ポリオレフィン系樹脂(A)、及び前記ポリオレフィン系樹脂(A)の延伸可能な温度で前記ポリオレフィン系樹脂(A)と非相溶である樹脂(B)の少なくとも1種を含んでなる樹脂組成物(a)と、ポリオレフィン系樹脂(C)及び無機粉末を少なくとも含む樹脂組成物(b)と、を共押出しする工程(i)と、前記工程(i)によって得られたシートを2軸延伸し、開孔させる工程(ii)と、を具備する少なくとも表層部及び内層部を有する反射シートの製造方法であって、(n1−n2)/n2≧0.20(n1:無機粉末の屈折率、n2:ポリオレフィン系樹脂(C)の屈折率)を満足することを特徴とする反射シートの製造方法。
【請求項18】
3層構造を有しており、前記表層部の原料として前記樹脂組成物(b)をダイに供給し、前記内層部の原料として前記樹脂組成物(a)をダイに供給し、共押出しすることを特徴とする請求項17に記載の反射シートの製造方法。
【請求項19】
前記表層部において、前記樹脂組成物(b)に対して2重量%〜70重量%の前記無機粉末を含有することを特徴とする請求項17又は請求項18に記載の反射シートの製造方法。
【請求項20】
前記無機粉末は、酸化亜鉛及び/又は酸化チタンを含むことを特徴とする請求項17から19のいずれかに記載の反射シートの製造方法。
【請求項21】
前記樹脂(B)の弾性率が前記ポリオレフィン系樹脂(A)の弾性率より大きいことを特徴とする請求項17から請求項20のいずれかに記載の反射シートの製造方法。
【請求項22】
前記樹脂(B)がポリカーボネート樹脂であることを特徴とする請求項17から請求項21のいずれかに記載の反射シートの製造方法。
【請求項23】
前記ポリオレフィン系樹脂(A)がポリプロピレン樹脂であることを特徴とする請求項17から請求項22のいずれかに記載の反射シート。
【請求項24】
前記ポリオレフィン系樹脂(C)がポリプロピレン樹脂であることを特徴とする請求項17から請求項23のいずれかに記載の反射シート。
【請求項25】
前記樹脂組成物(a)において30重量%以上80重量%以下がポリオレフィン系樹脂(A)であることを特徴とする請求項17から請求項24に記載の反射シートの製造方法。
【請求項26】
前記工程(i)によって得られるシートの前記表層部の厚みが10μm〜400μmであり、前記内層部の厚みが50μm〜4000μmであることを特徴とする請求項17から請求項25のいずれかに記載の反射シートの製造方法。
【請求項27】
前記工程(i)によって得られるシートの前記表層部の厚みが、前記工程(i)によって得られるシートの厚みの1%以上20%以下であることを特徴とする請求項17から請求項26のいずれかに記載の反射シートの製造方法。
【請求項28】
前記2軸延伸の延伸倍率が、MD方向及びTD方向各々1.5倍以上であって、かつ面積延伸倍率が3倍以上50倍以下であることを特徴とする請求項17から請求項27のいずれかに記載の反射シートの製造方法。
【請求項29】
請求項17から請求項28のいずれかに記載の製造方法で得られることを特徴とする反射シート。
【図1】

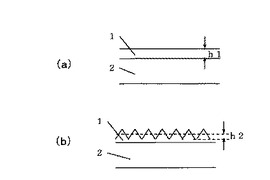
【図2】
【図3】
【図4】
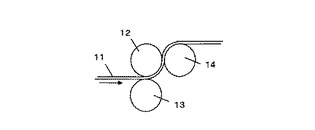
【図5】
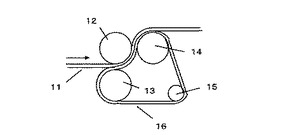
【図6】
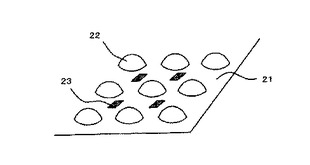
【図7】
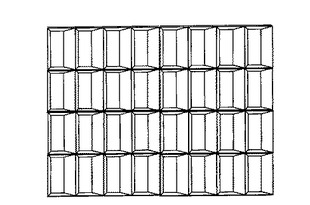
【図8】
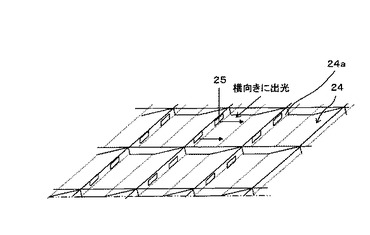
【図9】
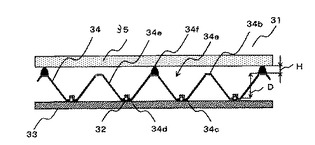
【図10】
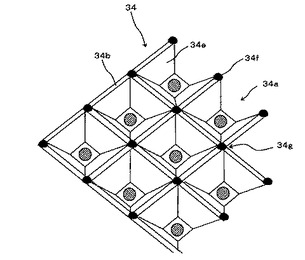
【図11】
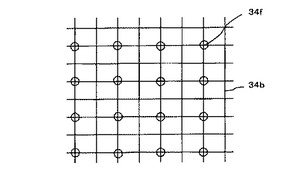
【図12】
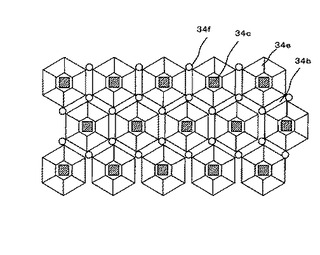
【図13】
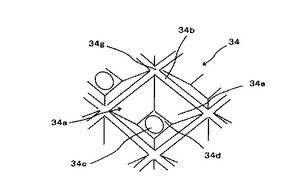
【図14】
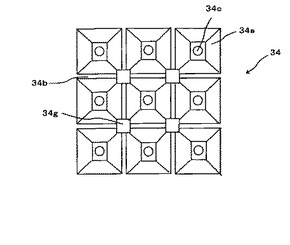
【図17】
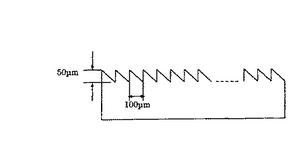
【図18】
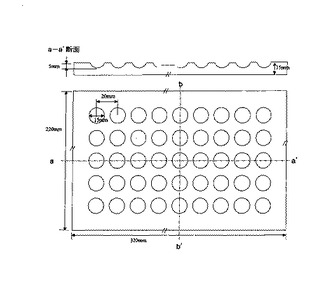
【図20】
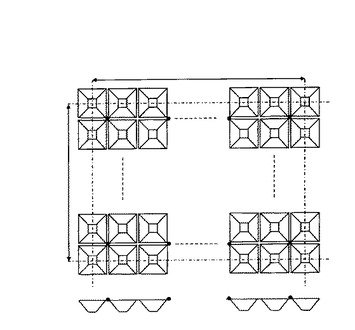
【図15】
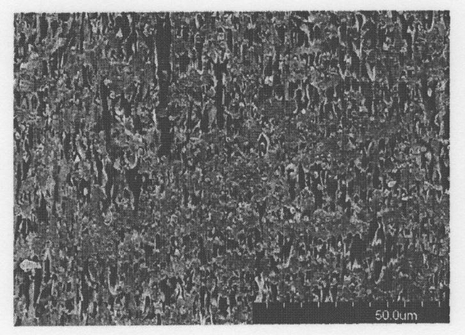
【図16】
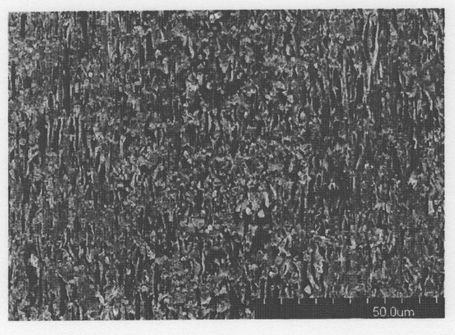
【図19】
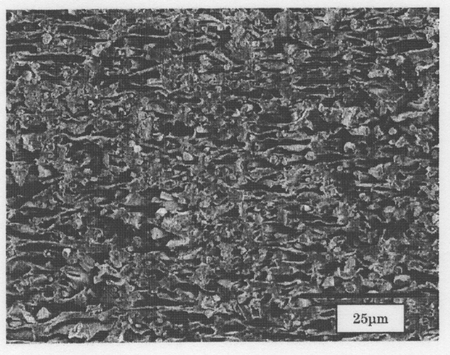
【図21】
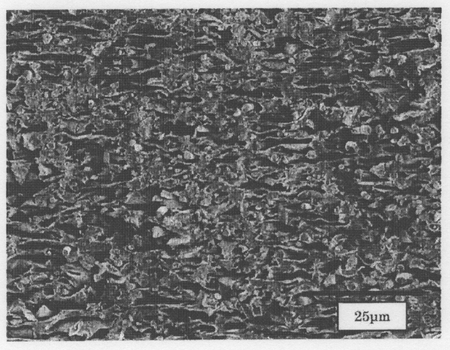
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図17】
【図18】
【図20】
【図15】
【図16】
【図19】
【図21】
【公開番号】特開2009−258575(P2009−258575A)
【公開日】平成21年11月5日(2009.11.5)
【国際特許分類】
【出願番号】特願2008−148351(P2008−148351)
【出願日】平成20年6月5日(2008.6.5)
【特許番号】特許第4257928号(P4257928)
【特許公報発行日】平成21年4月30日(2009.4.30)
【出願人】(000000033)旭化成株式会社 (901)
【Fターム(参考)】
【公開日】平成21年11月5日(2009.11.5)
【国際特許分類】
【出願日】平成20年6月5日(2008.6.5)
【特許番号】特許第4257928号(P4257928)
【特許公報発行日】平成21年4月30日(2009.4.30)
【出願人】(000000033)旭化成株式会社 (901)
【Fターム(参考)】
[ Back to top ]