
反射防止フィルム製造用金型の製造方法
【課題】高精細かつ均一なモスアイ構造を賦形可能な反射防止フィルム製造用金型、及び、反射防止フィルム製造用金型の製造方法を提供する。
【解決手段】反射防止フィルム製造用金型は、アルミニウム合金により形成される基材部と、基材部上にアルミニウムにより形成された層であり、その表面に可視光領域の光の波長よりも短い周期で複数の微細孔が配列された酸化皮膜を有する賦形部とを備え、微細孔は、開口部から底部に向かってその径が小さくなるテーパー形状を有しているものとした。また、この反射防止フィルム製造用金型は、アルミニウム層形成工程と、微細孔形成工程を備え、微細孔形成工程は、陽極酸化工程と、第1エッチング工程と、第1エッチング工程のエッチングレートよりも高いエッチングレートでエッチングする第2エッチング工程とを備え、これらの工程を順次繰り返すものとした。
【解決手段】反射防止フィルム製造用金型は、アルミニウム合金により形成される基材部と、基材部上にアルミニウムにより形成された層であり、その表面に可視光領域の光の波長よりも短い周期で複数の微細孔が配列された酸化皮膜を有する賦形部とを備え、微細孔は、開口部から底部に向かってその径が小さくなるテーパー形状を有しているものとした。また、この反射防止フィルム製造用金型は、アルミニウム層形成工程と、微細孔形成工程を備え、微細孔形成工程は、陽極酸化工程と、第1エッチング工程と、第1エッチング工程のエッチングレートよりも高いエッチングレートでエッチングする第2エッチング工程とを備え、これらの工程を順次繰り返すものとした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フラットパネルディスプレイ等に用いられるモスアイ構造を有する反射防止フィルムの製造に用いられる反射防止フィルム製造用金型と、その反射防止フィルム製造用金型の製造方法に関するものである。
【背景技術】
【0002】
近年、パーソナルコンピューター、特に携帯用のパーソナルコンピューターの発達や、家庭用の薄型テレビの普及率も高まりに伴って、フラットパネルディスプレイの需要が増加している。このようなフラットパネルディスプレイとしては、液晶ディスプレイ、プラズマディスプレイ、さらには有機ELディスプレイ等の種々の表示方式のものが採用されており、表示品質の向上のための開発が様々になされている。
なかでも、ディスプレイ表面等における光の反射防止技術の開発に関しては、各方式のディスプレイにおいて、共通する重要な技術的課題の1つである。
【0003】
従来、このような反射防止効果を奏する部材として、例えば、低屈折率の物質からなる薄膜を単層で表面に形成することにより、単一波長の光に対して有効な反射防止効果を得るものや、低屈折率物質と高屈折率物質の薄膜を交互に形成した複数層を形成することにより、より広い波長範囲の光に対して反射防止効果を得るものが用いられてきた。
さらに、反射防止効果を奏する技術として、円錐形や四角錐形等の錐形体や円柱形を含む形状で先端が凸状である微細な凸部が配列され、この凸部による凹凸の周期が可視光の波長以下に制御された微細な凹凸パターンを表面に形成することによって反射防止を図る技術が知られている(例えば、特許文献1)。これは、いわゆるモスアイ(moth eye(蛾の目))構造の原理を利用したものであり、基板に入射した光に対する屈折率を連続的に変化させ、屈折率の不連続界面を消失させることによって光の反射を防止するものである。このようなモスアイ構造を用いた反射防止部材は、広い波長範囲の光の反射を防止できる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第4265729号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述のようなモスアイ構造は、一般的に、その微細な凹凸形状を反転させた形状を有するスタンパ(金型、鋳型等)を用いて、その凹凸の型を任意の樹脂層に転写等することによって製造される。
このようなスタンパとしては、アルミニウムの基板に、陽極酸化法によって、モスアイ構造の凹凸形状の凸部を賦形する凹状の微細孔が形成されたものが広く用いられている(特許文献1)。この陽極酸化法は、微細孔が形成される位置をランダムにすることができる点や、大面積にわたって均一な形状を有する微細孔を形成できる点等の利点を有している。
陽極酸化法に用いられる金属基体の材料としては、一般的に、アルミニウムが好適に用いられる。アルミニウムは酸化されやすく、陽極酸化による加工が容易であるからである。金属基体表面に陽極酸化法を用いて微細孔を形成する場合、微細孔は金属基体表面の状態に大きく依存するため、金属基体表面に高精細な微細孔を大面積にわたって均一に形成するためには、金属基体表面のアルミニウムの純度が高く、緻密で結晶粒が揃っており、かつ、金属基体表面が平滑な鏡面であることが要求される。
【0006】
しかし、一般的に、アルミニウムの金属基体を用いたスタンパでは、基板表面に、表面研磨時の筋状の研削痕(研磨痕)が残りやすく、また、ピットと呼ばれる微細孔よりも大きな穴が生じている場合がある。このような研削痕やピットを残したまま陽極酸化法によって微細孔を形成してスタンパとした場合、研削痕やピットによる凹凸形状を有したまま微細孔が形成されるため、このスタンパによって形成される反射防止フィルムの表面にうねりのような凹凸形状を有する形態となる。また、アルミニウムの基板表面の結晶粒子が不均一であり、異常結晶粒が存在する場合には、陽極酸化が不安定になり、形成される微細孔やこの微細孔による凹凸形状が不均一になり、モスアイ構造が不均一になる。
そして、上述のような反射防止フィルム表面のうねりやモスアイ構造の不均一性等によって、反射防止フィルムを斜め方向から見た場合に、光が一部散乱されて白っぽく観察される等といった反射防止フィルムの性能の低下や、外観不良を生じるという問題があった。また、モスアイ構造が不均一になると、反射防止フィルムの表面に負荷が掛かった場合に、均一な負荷分散ができなくなり、例えば、耐擦傷性が低下するといった反射防止フィルムの機械的強度が低下するという問題もあった。
【0007】
本発明の課題は、高精細かつ均一なモスアイ構造を賦形可能な反射防止フィルム製造用金型、及び、反射防止フィルム製造用金型の製造方法を提供することである。
【課題を解決するための手段】
【0008】
本発明は、以下のような解決手段により、前記課題を解決する。なお、理解を容易にするために、本発明の実施形態に対応する符号を付して説明するが、これに限定されるものではない。
請求項1の発明は、可視光領域の光の波長よりも短い周期で配列された凸部によって形成された微細凹凸形状を有する反射防止フィルムの前記微細凹凸形状を賦形する反射防止フィルム製造用金型であって、アルミニウム合金により形成され、この反射防止フィルム製造用金型の基材となる基材部(110)と、前記基材部上にアルミニウムにより形成された層であり、その表面に可視光領域の光の波長よりも短い周期で形成された配列された凹状の複数の微細孔(121)を有する酸化皮膜(120B)を有する賦形部(120)と、を備え、前記微細孔は、開口部(121a)から底部(121b)に向かってその径が小さくなるテーパー形状を有していること、を特徴とする反射防止フィルム製造用金型(100,200)である。
請求項2の発明は、請求項1に記載の反射防止フィルム製造用金型において、前記基材部(110)と前記賦形部(120)との間に形成された層状の中間部(230)を備えること、を特徴とする反射防止フィルム製造用金型(200)である。
請求項3の発明は、請求項2に記載の反射防止フィルム製造用金型において、前記中間部(230)は、二酸化ケイ素又は酸化タンタルにより形成されていること、を特徴とする反射防止フィルム製造用金型(200)である。
【0009】
請求項4の発明は、請求項1から請求項3までのいずれか1項に記載の反射防止フィルム製造用金型の製造方法であって、前記基材部(110)上にアルミニウム層(120A)を形成するアルミニウム層形成工程と、前記微細孔(121)を形成する微細孔形成工程を備え、前記微細孔形成工程は、陽極酸化法によって前記アルミニウム層(120A)の表面に複数の微小な孔(h)を有する酸化皮膜(120B)を形成する陽極酸化工程と、前記酸化皮膜をエッチングすることにより、前記孔の開口部にテーパー形状を形成する第1エッチング工程と、前記第1エッチング工程のエッチングレートよりも高いエッチングレートで前記酸化皮膜をエッチングすることによって、前記孔の径を拡大する第2エッチング工程と、を備え、これらの工程を順次繰り返すことにより、前記アルミニウム層の表面に可視光領域の光の波長よりも短い周期で配列された複数の前記微細孔を有する酸化皮膜(120B)を形成すること、を特徴とする反射防止フィルム製造用金型の製造方法である。
請求項5の発明は、請求項4に記載の反射防止フィルム製造用金型の製造方法において、前記第1エッチング工程は、前記陽極酸化工程の直後に、前記陽極酸化工程に用いられた電解液中において行われること、を特徴とする反射防止フィルム製造用金型の製造方法である。
【発明の効果】
【0010】
本発明によれば、微細孔を高精細にかつ均一に形成することができ、高精度なモスアイ構造を賦形可能な反射防止フィルム製造用金型とすることができる。また、高精細かつ均一な微細孔を有する反射防止フィルム製造用金型を容易に製造できる。
【図面の簡単な説明】
【0011】
【図1】第1実施形態の反射防止フィルム製造用金型100を説明する図である。
【図2】第1実施形態の反射防止フィルム製造用金型100の製造方法を説明する図である。
【図3】第2実施形態の反射防止フィルム製造用金型200を説明する図である。
【図4】第2実施形態の反射防止フィルム製造用金型200の製造方法を説明する図である。
【図5】モスアイ構造を有する反射防止フィルムの一例を説明する図である。
【発明を実施するための形態】
【0012】
以下、図面等を参照して、本発明の実施形態について説明する。なお、図1を含め、以下に示す各図は、模式的に示した図であり、各部の大きさ、形状は、理解を容易にするために、適宜誇張している。
また、板、フィルム等の言葉を使用しているが、これらは、一般的には、厚さの厚い順に、板、シート、フィルムの順で使用されており、本明細書中でもそれに倣って使用している。しかし、このような使い分けには特に技術的な意味は無い。従って、シート、板、フィルムの文言は、適宜置き換えることができるものとする。例えば、反射防止フィルムは、反射防止シートとしてもよいし、反射防止板としてもよい。
さらに、本明細書中に記載する各部材の寸法等の数値及び材料名等は、実施形態としての一例であり、これに限定されるものではなく、適宜選択して使用してよい。
【0013】
(反射防止フィルム)
まず、モスアイ構造層を備える反射防止フィルムについて説明する。
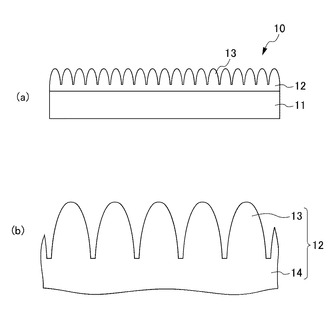
図5は、モスアイ構造を有する反射防止フィルムの一例を説明する図である。図5(a)では、反射防止フィルム10の厚み方向に平行な断面の一部を拡大して示し、図5(b)では、反射防止フィルム10の厚み方向に平行な断面におけるモスアイ構造層12をさらに拡大して示している。
反射防止フィルム10は、基材層11とモスアイ構造層12とを備え、この反射防止フィルム10に入射する光が、モスアイ構造層12と空気との界面で反射することを防止する作用を有するフィルム状の光学部材である。なお、ここでは、反射防止フィルム10は、基材層11及びモスアイ構造層12を備える例を挙げて説明するが、これに限らず、例えば、必要に応じて各種機能を有する他の層(粘着層や紫外線吸収層等)を積層する形態としてもよいし、モスアイ構造層12のみで構成してもよい。
【0014】
基材層11は、この反射防止フィルム10の基材(ベース)となる層であり、モスアイ構造層12を支持する層である。この基材層11は、光透過性を有する樹脂製のフィルム状の部材が用いられる。また、基材層11は、その屈折率が後述するモスアイ構造層12に用いられる樹脂の屈折率と同程度であることが、基材層11とモスアイ構造層12との界面に、屈折率の不連続界面が形成され、この不連続界面において光が反射されることにより、本発明の反射防止フィルムの反射防止機能が損なわれることを防止する観点から好ましい。
【0015】
基材層11を構成する材料は、例えば、アクリル系樹脂、トリアセチルセルロース(TAC)樹脂、ポリカーボネート(PC)樹脂、ポリエチレンテレフタレート(PET)樹脂、ポリエチレン、ポリプロピレン、アクリロニトリル−スチレン、ガラス(セラミックスを含む)等を挙げることができる。
また、必要に応じて、帯電防止剤(導電剤)、屈折率調整剤、レベリング剤、防汚染剤、粘着剤、紫外線・赤外線吸収剤、着色剤等の各種の添加剤を含有していてもよい。
【0016】
モスアイ構造層12は、基材層11の少なくとも片面に一体に形成された層であり、この反射防止フィルム10に反射防止機能を付与する層である。このモスアイ構造層12は、その表面に微細な凸部が複数形成された凹凸形状(すなわち、モスアイ構造)を有しており、基材層11上に形成された基底部14と、基底部14上に形成される複数の凸部13とを有する。
凸部13は、可視光領域の波長以下の周期で配列されている。この凸部は、ランダムに配列されていてもよい。凸部13は、頂部が凸曲面状であり、図5に示す断面において、頂部側の幅が基底部14側の幅よりもしだいに小さくなるテーパー形状を有するように形成されている。この凸部13は、略円錐形状(図5(b)に示す断面において、凸部13の側面が直線状であり、基材層11に対してテーパー状に立ち上がる形状)としてもよいし、凸部13の側面が凸曲線状となる釣鐘形状としてもよい。また、凸部13の基材層11の表面に平行な断面(横断面)における断面形状は、円、楕円等の他、多角形形状等としてもよい。
【0017】
モスアイ構造層12は、光透過性が高い樹脂により形成され、例えば、紫外線硬化性樹脂や電子線硬化性樹脂等の電離放射線硬化性樹脂、熱硬化性樹脂、熱可塑性樹脂等により形成される。電離放射線硬化型樹脂としては、例えば、ウレタンアクリレート、エポキシアクリレート、ポリエステルアクリレート等を挙げることができる。熱硬化性樹脂又は熱可塑性樹脂としては、例えば、アクリル樹脂、ポリエステル樹脂、エポキシ樹脂、ポリオレフィン樹脂、スチロール樹脂等を挙げることができる。なお、これらの樹脂に、必要に応じて、光開始剤、潤滑剤、消泡剤、版離型剤、帯電防止剤(導電剤)、屈折率調整剤、レベリング剤、防汚染剤、粘着剤、紫外線・赤外線吸収剤、着色剤等の各種の添加剤を添加したものを用いてもよい。
モスアイ構造層12は、基材層11に積層形成したものであってもよいし、モスアイ構造層12及び基材層11に用いられる樹脂を共押し出し形成したものでもよい。
【0018】
このような反射防止フィルム10は、例えば、熱エンボス法や、射出成形法、キャスティング法、2P法(Photo Polymer法)、共押し出し法等によって作製可能であり、モスアイ構造層12の樹脂の特性や所望する反射防止フィルム10の層構成や大きさ、光学特性等の各種条件に応じて、適宜製造方法を選択できる。
この反射防止フィルム10は、凸部13の配列される周期が、可視光領域の波長以下であり、テーパー形状を有する凸部13がランダムに複数配列されて凹凸形状を形成しているので、モスアイ構造層12と空気との界面において、屈折率が連続的に変化することとなり、反射防止効果を奏することができる。
【0019】
以下の第1実施形態及び第2実施形態に示す反射防止フィルム製造用金型100,200は、このようなモスアイ構造を備える反射防止フィルムのモスアイ構造を賦形するスタンパ(金型)である。なお、本明細書では、一例として、以下に示す各実施形態の反射防止フィルム製造用金型100,200は、不図示の2P法による反射防止フィルムの製造装置に用いる例を挙げて説明するが、これに限らず、例えば、熱エンボス法や、共押し出し成形法、射出成形法、キャスティング法等による製造装置に用いてもよい。
【0020】
(第1実施形態)
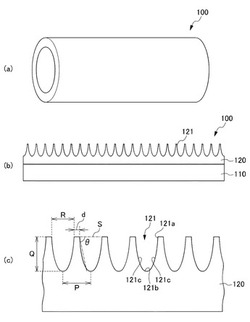
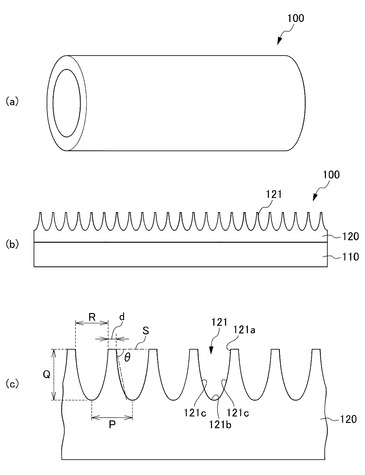
図1は、第1実施形態の反射防止フィルム製造用金型100を説明する図である。図1(a)は、反射防止フィルム製造用金型の斜視図であり、図1(b)は、反射防止フィルム製造用金型100の厚み方向に平行な断面の一部を拡大して示した図であり、図1(c)は、図1(b)に示す断面の賦形部120の一部をさらに拡大して示した図である。
本実施形態の反射防止フィルム製造用金型100は、図1(a)に示すように、円筒形状(パイプ状)であり、図1(b)に示すように、基材部110と、基材部110上に形成された賦形部120とを備え、その外周面(賦形部120表面)に微細孔121が複数形成されている。この反射防止フィルム製造用金型100は、その中空部分に不図示の軸等が取り付けられ、ロール状のスタンパとして2P法等に用いられる。
なお、本実施形態では、反射防止フィルム製造用金型100が、2P法等に用いられ、図1(a)のように円筒形状(パイプ状)である例を挙げて説明するが、これに限らず、例えば、平板形状や、スリーブ状、フィルム状等としてもよいし、熱エンボス法等、他の製造方法に用いられるものとしてもよい。
【0021】
基材部110は、反射防止フィルム製造用金型100のベースとなる部材であり、賦形部120を支持し、反射防止フィルム製造用金型100として用いることができる程度の自己支持性をする部材である。本実施形態の基材部110は、パイプ状(円筒形状)であり、その厚みは、3〜50mmの範囲とすることが好ましい。なお、基材部110の形状は、パイプ状に限らず、所望の反射防止フィルム製造用金型100の形状に合わせて、基材部110も、スリーブ状、平板形状、フィルム形状としてよい。
基材部110は、アルミニウムを主成分とするアルミニウム合金により形成されている。基材部110の材料として使用されるアルミニウム合金は、アルミニウムを97wt%以上含有するものであり、特に、アルミニウムを98wt%含有するものが好ましい。また、このアルミニウム合金は、アルミニウムを亜鉛や、ニッケル等と合金にすることが好ましく、例えば、マグネシウム、モリブデン、亜鉛、ケイ素と及びこれらの混合物と合金にしたものが好ましい。
【0022】
賦形部120は、基材部110上に形成される部分であり、その表面(基材部110とは反対側の面)に、反射防止フィルム10のモスアイ構造(微細凹凸形状)を賦形する微細孔121が複数形成されている。
この賦形部120は、アルミニウムの層によって形成されている。この賦形部120は、その厚み方向において微細孔121が形成されている部分は、アルミニウム酸化皮膜となっている。このアルミニウム酸化皮膜は、賦形部120のアルミニウム層の表面を陽極酸化して形成されている。
賦形部120を形成するアルミニウム層は、基材部110上に高い密着性を有して形成され、その表面に所望の微細孔121を形成することが可能であれば特に限定されるものではない。本実施形態の賦形部120は、スパッタ法により形成されるが、これに限らず、例えば、蒸着法、又はメッキ法等を用いて形成してもよい。
【0023】
賦形部120は、所望の微細孔121を形成することが可能な十分な厚みを有しており、具体的には、0.2〜2μmの範囲内であるが、0.5〜1μmの範囲内であることが好ましい。
なお、賦形部120の厚みが上記範囲より薄い場合は、所望の形状及び寸法の微細孔121を形成することが困難となる可能性がある。また、賦形部120の厚みが上記範囲より厚い場合は、アルミニウム層の形成に時間がかかり、製造コストも高くなる。従って、賦形部120の厚みは、上記範囲内とすることが好ましい。
【0024】
微細孔121は、賦形部120の表面に複数形成され、可視光領域の波長以下の周期でランダムに配列された微細な凹状の有底孔である。微細孔121は、開口部121aと、底部121bと、側面121cとを備える。微細孔121は、ランダムに配置されてもよいし、所定の方向に配列されていてもよい。
この微細孔121の形状は、所望の反射防止機能を有する反射防止フィルム10のモスアイ構造を賦形可能な形状であれば、特に限定されるものではないが、反射防止フィルムとしての光学的な特性や、製造の際の簡便さを考慮すると、所定の深さのテーパー形状を有することが好ましい。
【0025】
微細孔121は、図1(c)に示すように、賦形部120表面の開口部121aから基材部110側の底部121bへ向かって次第にその開口径が狭まった形状である。
本実施形態の微細孔121は、賦形部120の厚み方向に平行な断面の断面形状が、略釣鐘形状であり、賦形部120の厚み方向から見た微細孔121の開口部121aの形状が、略円形状であり、底部121bが球面状である。
なお、微細孔121の賦形部120の厚み方向に平行な断面の断面形状は、例えば、略三角形形状としてもよいし、略台形形状としてもよいし、五角形状等の多角形形状としてもよいし、放物線状やカテナリー曲線状等としてもよいし、多角形状や曲線等を適宜組み合わせた形状としてもよい。また、賦形部120の厚み方向から見た微細孔121の開口部121aの形状は、例えば、楕円形状としてもよいし、多角形形状等としてもよい。さらに、微細孔121の底部121bの形状は、尖端形状であってもよいし、凸曲面状や球形状であってもよい。本実施形態では、微細孔121の底部121bは基材部110側に凸となる球面状となっている。このような形状とすることにより、樹脂の入り込みが均一になりやすく、形状のばらつきが少なくなる。
【0026】
図1(c)に示す断面において、微細孔121の開口部121aにおいて、側面121cが開口部121aに平行な面(図1(c)に破線で示す面S)に対してなす角度をθとする。なお、本実施形態のように、微細孔121の側面121cが緩やかな凸曲面状の場合は、図1(c)に示す断面において、微細孔121の開口部121a表面の外周上の点と、微細孔121における側面121cのテーパー形状の最深部となる点を最短距離となるように選択して結んだ直線がシート面に対してなす角度とする。テーパー形状の最深部とは、その側面121cと底部121bとの境界となる点であり、側面121cの曲率が大きく変化し始める点である。
【0027】
この角度θは、テーパー角度という。このテーパー角度θの値は、本明細書では、反射防止フィルム製造用金型100の縦断面(厚み方向に平行な断面)を電子顕微鏡等により観察して任意の10個の微細孔121のテーパー角度を測定した測定値の平均値とする。テーパー角度θは、50°〜87°の範囲内であることが好ましく、55°〜85°の範囲内であることがより好ましく、55°〜82°の範囲内であることがさらに好ましい。
テーパー角度θが上記範囲よりも大きいと、微細孔121の側面がシート面に対して垂直に近い形状になり。反射防止フィルムを製造する際に、微細孔に樹脂が入り込みにくくなったり、離型の際に微細孔から樹脂が抜けにくくなったりする。一方、テーパー角度θが上記範囲よりも小さいと、この金型により賦形される得られる反射防止フィルム10のモスアイ構造による反射防止機能が不十分となったりする。従って、テーパー角度θは、上記の範囲とすることが好ましい。
【0028】
ここで、図1(c)に示すように、微細孔121の開口部121aの径をR、微細孔121の配列ピッチ(周期)をP、賦形部120の表面における微細孔121間の距離(間隔)をd、微細孔121の深さをQとする。
微細孔121の開口部121aの径Rは、5〜500nmの範囲内であることが好ましく、50〜250nmの範囲内であることがより好ましい。径Rが5nm未満の場合、この微細孔121によって賦形される反射防止フィルム10のモスアイ構造において、隣り合う凸部13(図5(b)参照)の間の寸法が大きくなる傾向を有するため、構造体を形成していない部分が多くなり、反射防止機能が悪くなる。また、径Rが500nmを超える場合、凸部13の先端が大きくなる傾向を有し、反射防止フィルム10の反射防止性能が悪くなる。従って、開口部121aの径Rは、上記範囲とすることが好ましい。
【0029】
周期Pは、この反射防止フィルム製造用金型100を用いて製造される反射防止フィルム10のモスアイ構造による反射率の波長依存性、さらには、斜めから観察したときの反射特性に影響を及ぼす。この周期Pは、長くなるほど可視光領域の短波長側の光に対する反射率が増加する傾向を有する。また、周期Pは、長くなるほど、反射防止フィルムに斜め方向から入射してくる光の反射が大きくなり、ヘイズ(HAZE)が高くなる(白っぽく見える)。一方、周期Pが60nm未満の場合には、後述する孔形成工程での陽極酸化条件の管理が難しく、孔同士がくっつき、いびつな孔を形成しやすくなる。孔同士がくっつくと、ピッチが大きくなった状態になるため、上記のような可視光領域の短波長側の光に対する反射率が増加する傾向を有し、また、反射フィルムに斜め方向から入射してくる光の反射が大きくなり、ヘイズ(HAZE)が高くなる(白っぽく見える)。
従って、周期Pは、60〜400nmの範囲内であることが好ましく、80〜300nmの範囲内であることがより好ましい。
【0030】
間隔dは、この反射防止フィルム製造用金型100を用いて製造される反射防止フィルムにおいて、モスアイ構造による可視光の全波長領域における反射率に影響を与える。間隔dは、大きくなるほど可視光の全波長領域における反射率が増加する傾向を有し、狭くなるほど可視光の全波長領域において反射率が低下する傾向を有する。従って、間隔dは、0〜100nmの範囲内であることが好ましく、5〜80nmの範囲内であることがより好ましい。
【0031】
深さQは、この反射防止フィルム製造用金型100を用いて製造される反射防止フィルムの、モスアイ構造による反射率の波長依存性に影響を及ぼす。深さQは、深くなるほど反射率を低くなる作用を有し、浅くなるほど長波長側の反射率が増加させる作用を有する。従って、深さQは、60〜2000nmの範囲内であることが好ましく、100〜800nmの範囲内であることがより好ましい。
また、深さQのばらつきは、100nm以下であることが好ましく、50nm以下であることがより好ましく、10nm以下であることがさらに好ましい。深さQのばらつきが上記範囲よりも大きいと、反射防止フィルム製造用金型100を用いて形成されるモスアイ構造が不均一となり、反射防止フィルム10の反射防止機能にムラが生じる場合がある。
【0032】
なお、本明細書において、上述の微細孔121の開口部の径R、周期P、間隔d、深さQは、すべての微細孔121において均一であることが好ましいが、均一でない場合は、賦形部120の厚み方向に平行な断面(縦断面)を電子顕微鏡により観察して微細孔121の10個分(又は10箇所)の各寸法を測定して算出した平均値とする。また、深さQのばらつきとは、微細孔121の縦断面を電子顕微鏡により観察し、任意の10個の微細孔121の深さを測定し、その測定値の最大値と最小値との差をいう。
【0033】
さらに、反射防止フィルム製造用金型100においては、隣接する微細孔121の開口部121aの表面(図1(c)に破線で示す平面S)同士の段差(以下、小さいうねりと称する。)が、150nm以下であることが好ましく、100nm以下であることがより好ましく、80nm以下であることがさらに好ましい。この小さいうねりが150nmを超えると、この反射防止フィルム製造用金型を用いて形成される反射防止フィルムの表面の傷として目視できるようになり、反射防止機能が不均一になる。
【0034】
また、反射防止フィルム製造用金型100においては、100μm以上離れた微細孔121の開口部121aの表面同士の段差(以下、大きいうねりと称する。)が、10μm以下であることが好ましく、2μm以下であることがより好ましい。100μm以上離れた2点において、大きいうねりが10μm以下であれば、この反射防止フィルム製造用金型を用いて形成される反射防止フィルムのモスアイ構造による反射防止機能に影響を与えず、かつ、そのような大きなうねりが目視してもわからない(ごまかされる)ためである。
【0035】
(第1実施形態の反射防止フィルム製造用金型の製造方法)
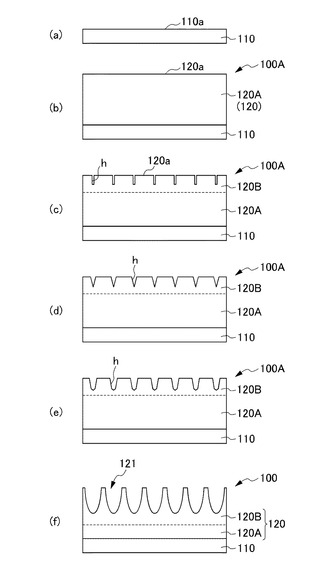
図2は、第1実施形態の反射防止フィルム製造用金型100の製造方法を説明する図である。
上述のような形状の微細孔121を有する賦形部120を備える本実施形態の反射防止フィルム製造用金型100を製造する製造方法は、基材部準備工程と、アルミニウム層形成工程と、微細孔形成工程とを備えている。この微細孔形成工程は、陽極酸化工程と、第1エッチング工程と、第2エッチング工程とを有し、これらの工程を順次繰り返し実施する。以下において、各工程について図2を参照しながら説明する。
【0036】
図2(a)に示すように、まず、基材部110を用意し、その表面110a(アルミニウム層が形成される面)を研削(研磨)し、表面110aの平滑性を向上させる基材部準備工程を行う。本実施形態のようなパイプ状の基材部110を用いる場合は、押し出し成形等によって形成されたものを用いることができ、その外周面を所定の研削具等によって研削(研磨)し、その表面を鏡面化する(表面粗さ0.15S以下)。
次に、図2(b)に示すように、基材部110の表面110a上に、賦形部120となる所定の厚さのアルミニウム層120Aを形成するアルミニウム層形成工程を行う。本実施形態では、アルミニウム層120Aは、スパッタ法により形成されるが、蒸着法やメッキ法等により形成してもよい。以下の説明において、基材部110上にアルミニウム層120Aが形成された状態を、金属基体100Aという。
【0037】
次に、図2(c)〜(d)に示すように、アルミニウム層120Aの表面120a(厚み方向において基材部110とは反対側の面)に複数の微細孔121を形成し、賦形部120を形成する微細孔形成工程を行う。
まず、金属基体100Aを所定の電解液中において、アルミニウム層120Aの表面120aを陽極酸化し、図2(c)に示すように、その表面に複数の微小な孔hを有するアルミニウム酸化皮膜120Bを形成する陽極酸化工程を行う。
この陽極酸化工程では、酸性の電解液が用いられることが好ましい。酸性の電解液を用いることにより、アルミニウム層120Aの表面に微小な孔hをランダムな位置に複数形成することができる。酸性の電解液は、例えば、硫酸水溶液、シュウ酸水溶液、及びリン酸水溶液及びこれらの混合液等を用いることができる。本実施形態では、シュウ酸水溶液を用いている。
【0038】
電解液の濃度は、0.01〜1.0mol/Lの範囲内が好ましく、より好ましくは、0.03〜0.5mol/Lの範囲内である。また、電解液の温度は、5〜40℃の範囲内、よりこの好ましくは8〜25℃の範囲内である。印加電圧は、150V以下、好ましくは100V以下である。
この陽極酸化工程において形成される微小な孔hの深さや配列態様は、陽極酸化に用いる電解液の液性等に依存する。なお、電解液としては、上述のように、酸性の電解液であることが好ましいが、形成したい微細孔121の形状等各種条件によっては、中性の電解液を用いてもよい。
【0039】
本工程における陽極酸化時間は、電解液等に応じて適宜設定され、アルミニウム層120Aの表面に所望の形状の複数の微小な孔hを有するアルミニウム酸化皮膜120Bを形成することができれば特に限定しない。
この陽極酸化工程では、アルミニウム層120Aの表面が酸化されてアルミニウム酸化皮膜120Bが形成され、かつ、このアルミニウム酸化皮膜120Bに、かつ、ポーラス状の略円柱形状の微小な孔hが形成される。この孔hは、賦形部120の微細孔121に比べて、その開口部の径や深さ等が小さい。
なお、この陽極酸化工程により形成されるアルミニウム酸化皮膜120Bの厚みは、微小な孔hを形成することができる程度であれば、特に限定しない。
【0040】
次に、図2(d)に示すように、アルミニウム酸化皮膜120Bをエッチングし、孔hの開口部にテーパー形状を形成する第1エッチング工程を行う。
アルミニウム酸化皮膜120Bに形成される孔hは、エッチング液により化学的溶解を受けるとき、内部(すなわち、孔hの底部側、基材部110側)に比べ、外部(すなわち、孔hの開口部側)の方が、エッチング液による溶解の影響が大きくなる。これは、孔hの内部に浸入したエッチング液の交換速度が外部(孔hの開口部近傍)のエッチング液の交換速度よりも遅いためである。この結果、孔hの開口部近傍の方が底部よりもエッチングされる量が多くなり、孔hは、その開口部側がテーパー状となり、開口部側の径が広く、底部側の径が小さくなる。
【0041】
本実施形態の第1エッチング工程におけるエッチング方法としては、酸性エッチング法を用いている。しかし、これに限らず、例えば、アルカリエッチング法、電解エッチング法等を用いてもよい。なお、アルカリエッチング法は、光沢や表面粗度等が大きく、エッチング面を一定の状態に維持することが難しく、遊離アルカリ濃度や浴中の溶存金属成分を常に一定範囲に管理すること等が要求されるため、本実施形態では、濃度管理等が行いやすい酸性エッチング法を用いている。
【0042】
この第1エッチング工程は、前述の陽極酸化工程の直後に、陽極酸化工程で用いられた電解液中で行われる。これにより、第1エッチング工程に用いるエッチング液を別途用意する必要がなく、生産コストを抑え、かつ、容易に孔hにテーパー形状を形成できる。
また、第1エッチング工程におけるエッチング液は、第1エッチング工程が陽極酸化工程の直後に陽極酸化工程で用いられた電解液中で行われるため、陽極酸化工程で用いられた電解液である。取り扱いや管理が容易に行えるという観点から、この電解液としては、シュウ酸水溶液を用いることが好ましく、本実施形態では、陽極酸化工程で用いられた電解液であるシュウ酸水溶液を用いている。なお、これに限らず、第1エッチング工程の電解液としては、硫酸水溶液、シュウ酸水溶液、リン酸水溶液、及びこれらの混合液等の酸性電解液を用いてもよい。
【0043】
陽極酸化工程の直後に、陽極酸化工程で用いられた電解液中で第1エッチング工程を行う時間、すなわち、陽極酸化工程により、複数の微小な孔hを有するアルミニウム酸化皮膜120Bがアルミニウム層120Aの表面に形成された金属基体100Aを、陽極酸化工程で用いられた電解液中にそのまま放置する時間は、例えば、5秒以上であることが好ましく、10秒以上であることがより好ましく、30秒以上であることがさらに好ましい。この第1エッチング工程を行う時間は、所望する微細孔121のテーパー形状によって、適宜調整可能である。
【0044】
次に、図2(e)に示すように、孔hの径を拡大する第2エッチング工程を行う。
この第2エッチング工程では、金属基体100Aを、第2エッチング工程用のエッチング液の中に入れ、アルミニウム酸化皮膜120Bを第1エッチング工程のエッチングレートよりも高いエッチングレートでエッチングすることにより、孔hの径を均等に広げる。
上述のように、第2エッチング工程は、第1エッチング工程よりもエッチングレートが高いため、エッチング速度が速くなり、孔hの底部と開口部といった場所によるエッチング液の交換速度の差が小さくなる。これにより、第2エッチング工程では、エッチングによって、孔hの開口部等にテーパー形状が形成されず、第1エッチング工程によって形成されたテーパー形状を有する孔hの径を、その孔における場所によらず、全体的に均等に大きくする。
【0045】
第2エッチング工程でのエッチングレートは、第1エッチング工程のエッチングレートに対して、1.2倍以上であることが好ましく、1.5倍以上であることがより好ましく、2.0倍以上であることがさらに好ましい。なお、第2エッチング工程でのエッチングレートが第1エッチング工程のエッチングレートの1.2倍以下では、十分に孔hの径を拡大させる効果が少なくなり、所望の形状の微細孔121が得られない。
第2エッチング工程で用いられるエッチング液としては、取り扱いや管理の面から、リン酸水溶液が好ましい。本実施形態では、リン酸水溶液を用いている。
なお、第2エッチング工程で用いられるエッチング液としては、これに限らず、例えば、硫酸水溶液、シュウ酸水溶液、リン酸水溶液、クロム酸水溶液、リン酸クロム水溶液等の酸性水溶液、及びこれらの混合液や、水酸化ナトリウム等のアルカリ水溶液を用いることができる。
【0046】
また、第2エッチング工程でのエッチング液の濃度は、例えば、0.005〜3.0Mの範囲内であることが好ましく、0.01〜2.0Mの範囲内であることがより好ましいが、エッチング液の種類等によって適宜調整してよい。第2エッチング工程のエッチング液の濃度が上記範囲よりも高いと、第2エッチング工程によりアルミニウム酸化皮膜をすべて除去してしまう場合がある。また、第2エッチング工程のエッチング液の濃度が上記範囲よりも低いと、第2エッチング工程のエッチングレートが低下し、十分な孔径拡大処理ができない。
【0047】
第2エッチング工程でのエッチング時間(第2エッチング工程用のエッチング液に浸す時間)は、例えば、1〜60分間の範囲内であることが好ましく、2〜30分間の範囲内であることがより好ましい。
第2エッチング工程のエッチング時間が上記範囲よりも長いと、第2エッチング工程によりアルミニウム酸化皮膜120Bを除去してしまい、孔hと孔hとの間の壁が薄くなって強度が弱くなり、金型とした場合に樹脂が微細孔121入り込むと破損してしまう場合がある。一方、第2エッチング工程のエッチング時間が上記範囲よりも短いと、孔hの径を十分に拡大することができず、微細孔121としての所望の形状が得られない。従って、上記の時間範囲内が好ましい。
なお、この時間は、エッチング液の特性等に応じて適宜調整してよい。
【0048】
微細孔形成工程は、陽極酸化工程(図2(c)参照)と、第1エッチング工程(図2(d)参照)と、第2エッチング工程(図2(e)参照)とを順次繰り返し実施する。これらの工程は、反射防止フィルム製造用金型100として用いることが可能な程度に均一かつ所望の形状の微細孔121ができるまで、複数回繰り返して行われる。なお、この微細孔形成工程は、所望の微細孔121が形成されれば、陽極酸化工程で終わってもよく、第1エッチング工程で終わってもよい。
【0049】
上述の微細孔形成工程を行い、賦形部120に所望の微細孔121を形成した後、必要に応じて、例えば、離型処理工程、水洗工程、乾燥工程等を行ってもよい。なお、これらの工程については、一般的な反射防止フィルム製造用金型100を製造する際に用いられる工程と同様とすることができるので、ここでの説明は省略する。
これらの工程を行うことにより、図2(f)に示すように、反射防止フィルム製造用金型100が形成される。
なお、本実施形態のように、基材部110が軸を有しないパイプ状である場合には、通常、微細孔層形成工程後に、基材部110に軸付けを行う軸付け工程が行われる。なお、軸付け工程については、一般的な方法と同様とすることができるので、ここでの説明は省略する。
また、基材部110の形状がスリーブ状である場合は、通常、微細孔層形成工程後に、嵌合用軸付きロールにスリーブを嵌合する嵌合工程が行われる。嵌合工程に用いられる嵌合方法としては、例えば、圧入方式、焼嵌め方式、冷嵌め方式、圧空交換方式等を用いることができ、特に、圧空交換方式を用いることが好ましい。嵌合方法に関しては、一般的な方法と同様とすることができるので、ここでの説明は省略する。
【0050】
(第1実施形態の実施例)
第1実施形態の実施例の1つとして、以下のような反射防止フィルム製造用金型100を作製した。
基材部110として、アルミニウム合金製(材質58D5 日本軽金属株式会社製)であり、外径300mm、内径270mm、厚さ15mm、幅1400mmのパイプ状の部材を用意し、その表面を研削(研磨)し、鏡面化した(表面粗さ0.1S)。この基材部110の外周面に、厚さ約1μmのアルミニウム層をスパッタ法により形成し、微細孔形成工程を行い、その表面に複数の微細孔121形成した。
微細孔121は、その深さQ=220nm、周期P=110nm、間隔d=5nm、テーパー角度θ=77°であり、図1(b)に示すような略釣鐘形状のものを形成した。
また、反射防止フィルム製造用金型100表面の小さいうねりは、10〜50nm程度であり、大きなうねりは、100nm程度であった。
【0051】
この実施例の反射防止フィルム製造用金型100には、不図示の水冷可能な軸が取りつけられ、この金型を用いて、2P法により、TACフィルムの基材層11上に、紫外線硬化型樹脂(アクリレート及び光開始剤)によりモスアイ構造層12を形成し、反射防止フィルム10を作製した。作製された反射防止フィルム10は、良好な反射防止機能を有し、斜め方向から見た場合にも光の散乱により局所的に白く見える部分が低減され、良好な反射防止効果が得られた。また、作製された反射防止フィルム10は、表面の摩傷性も良好であった。
【0052】
本実施形態のような反射防止フィルム製造用金型100とすることにより、以下のような効果が得られる。
従来の反射防止フィルム製造用金型のように、基材部の表面に陽極酸化及びエッチングによって微細孔を形成する場合、陽極酸化を行うために純度の高いアルミニウムを用いて基材部を形成する必要がある。そのため、基材部の硬度が低く、基材部表面に鏡面化の際の筋状の研削痕(200μmピッチ程度で発生する1μm以下の凹凸)や、ピット(穴:径10〜20μm程度)等が生じており、平滑性が低い。このような研削痕やピットを有したまま作製された反射防止フィルム製造用金型を用いて反射防止フィルムのモスアイ構造を賦形すると、反射防止フィルムを斜めから見た場合に、光が拡散されて白く見える部分が生じるという外観不良を生じる。これは、研削痕やピットのために、金型の表面にうねり(凹凸)や凹部等が生じ、金型全体としての平滑性や微細孔の形状の均一性が低下し、形成される反射防止フィルムの表面にうねり(凹凸)が生じたり、モスアイ構造の表面の高さが不均一になったり、モスアイ構造の凸部の形状が不均一になったりすることに起因している。
【0053】
また、基材部表面の異常結晶粒によっても、微細孔の形状が不均一になり、結果として、反射防止フィルムのモスアイ構造の凸部の形状が不均一になる。特に、周方向に分割された成形型を用いて押し出し成形する等によりパイプ状に基材部を成形する場合には、基材部表面にウェルドライン(継ぎ目)が生じる。このウェルドラインは異常結晶粒が生じやすく、これが、微細孔の不均一性を生じ、結果として、前述のような反射防止フィルムの外観不良や反射防止機能の低下に繋がるという問題がある。
さらに、反射防止フィルムのモスアイ構造が不均一になると、反射防止フィルムの表面に負荷が掛かった場合に、均一な負荷分散ができなくなり、耐擦傷性が低下する等といった反射防止フィルムの機械的強度の低下が生じるという問題もある。
【0054】
しかし、本実施形態によれば、賦形部120が基材部110上にアルミニウム層により形成されるので、基材部110をアルミニウム合金により形成できる。従って、従来の純度の高いアルミニウム製の基材部に比べて、硬く、研磨痕が生じにくく、基材部110表面、ひいては反射防止フィルム製造用金型100全体としての表面の平滑性が向上する。また、基材部110の上に、アルミニウム層を形成して賦形部120とするために、研磨痕やピット、異常結晶粒、ウェルドライン等の影響が低減される。しかも、本実施形態によれば、基材部110は、アルミニウム合金製であるため、賦形部120との密着性も良好である。
よって、本実施形態によれば、反射防止フィルム製造用金型100に形成される微細孔121の形状の均一性を向上させ、かつ、反射防止フィルム製造用金型100全体としての表面のうねり(凹凸)を低減できる。
【0055】
そして、以上のことから、本実施形態の反射防止フィルム製造用金型100を用いることにより、反射防止フィルムのモスアイ構造の精度を高め、均一性を向上させ、金型全体としての表面の凹凸(うねり)を低減することができ、例えば、反射防止フィルムの法線方向に対して30度をなす斜め方向等から反射防止フィルムを見た場合等に部分的に白く見えるという外観不良を改善し、反射防止フィルムの性能を向上させることができる。また、モスアイ構造の均一性が向上することで、反射防止フィルムの表面に負荷が掛かった場合に、均一な負荷分散ができるようになり、耐擦傷性等の反射防止フィルムの機械的強度が安定する。さらに、本実施形態の基材部110は、アルミニウム合金製であるので、従来のアルミニウム製の基材部に比べて硬く、基材部110の研磨が容易になり、作業性も向上できる。
【0056】
その上、本実施形態によれば、陽極酸化工程と第1エッチング工程と第2エッチング工程とを順次繰り返す微細孔形成工程により微細孔121を形成するので、所望のテーパー形状を有する微細孔121を高精細、高精度で均一に、かつ、容易に作製できる。
加えて、第1エッチング工程は、陽極酸化工程の直後に、陽極酸化工程に用いられた電解液中において行われるので、金属基体100Aを移動する等の作業が不要であり、容易に行うことができ、作業時間も短縮でき、かつ、別途第1エッチング工程用の設備等を設ける必要がなく、生産コストを低減できる。
【0057】
(第2実施形態)
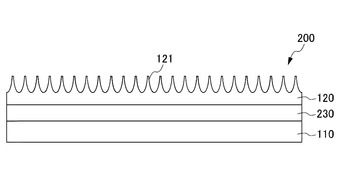
図3は、第2実施形態の反射防止フィルム製造用金型200を説明する図である。図3では、反射防止フィルム製造用金型200の厚み方向に平行な断面の一部を拡大して示している。
第2実施形態の反射防止フィルム製造用金型200は、その厚み方向において、基材部110と賦形部120との間に中間部230を有している点が異なる以外は、第1実施形態の反射防止フィルム製造用金型と略同様の形態である。従って、第1実施形態に示した反射防止フィルム製造用金型と同様の機能を有する部分には、同一の符号又は末尾に同一の符号を付して、重複する説明を適宜省略する。
本実施形態の反射防止フィルム製造用金型200は、図3に示すように、基材部110、中間部230、賦形部120を備えている。この反射防止フィルム製造用金型200は、前述の第1実施形態の反射防止フィルム製造用金型100と同様にパイプ状(円筒形状)である。この反射防止フィルム製造用金型200は、その中空部分に不図示の軸等が取り付けられ、ロール状のスタンパとして2P法等に用いられる。
【0058】
中間部230は、厚み方向において、基材部110と賦形部120との間に所定の厚さで設けられている膜状の部分である。
本実施形態の中間部230は、二酸化ケイ素(SiO2)の層であり、スパッタ法により形成されるが、これに限らず、蒸着法や、メッキ法等により形成してもよい。中間部230の厚さは、50〜2000nmの範囲内が好ましく、100〜1000nmの範囲内がより好ましい。中間部230の厚さが50nm未満の場合は、中間部としての効果が大幅に低減してしまう。中間部230の厚さが2000nmを超える場合は、中間部230の内部で剥離が発生し、密着力が弱くなり、金型として樹脂に形状を転写する際に、中間部230ごと賦形部120が剥がれてしまう。従って、中間部230は、上記の範囲とすることが好ましい。
【0059】
なお、中間部230としては、この二酸化ケイ素(SiO2)に限らず、例えば、一酸化ケイ素(SiO)、一酸化ケイ素と二酸化ケイ素の混合物、酸化タンタル(Ta2O5)、酸化チタン(TiO2、Ti3O5)、酸化錫(SnO2)、酸化アルミニウム(Al203)、酸化クロム(Cr2O3)、チタン酸バリウム(BaTiO3)、酸化インジウム(In2O3)、酸化亜鉛(ZnO、ZnO2)のような金属酸化物や、TiC、SiC、BC、WCのような炭化物や、TiN、SiN、CrN、BN、AIN、CN、ZrNのような窒化物や、フッ化バリウム(BaF2)、フッ化マグネシウム(MgF2)、酸化マグネシウム(MgO)、ダイヤモンドライクカーボン(DLC)、グラッシーカーボン等を用いることができる。
【0060】
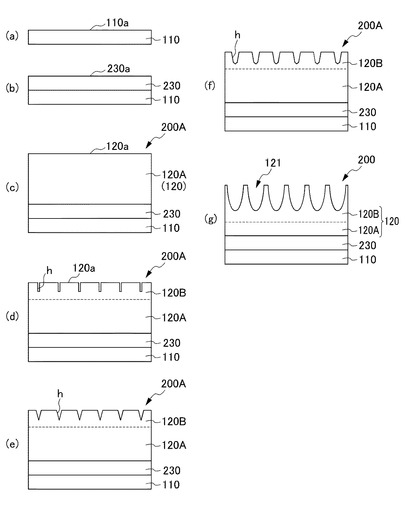
(第2実施形態の反射防止フィルム製造用金型200の製造方法)
図4は、第2実施形態の反射防止フィルム製造用金型200の製造方法を説明する図である。
なお、以下の説明において、前述の第1実施形態の反射防止フィルム製造用金型100の製造方法と重複する部分は、適宜説明を省略する。
まず、図4(a)に示すように、基材部110を形成し、その表面110aを研削(研磨)して鏡面化する基材部準備工程を行う。本実施形態では、押し出し成型等によりパイプ状に形成された基材部110を用意し、その表面を所定の研削具等で研削する。
【0061】
次に、図4(b)に示すように、基材部110の表面110aに、所定の厚さで中間部230を形成する中間部形成工程を行う。本実施形態の中間部230は、二酸化ケイ素(SiO2)の層であり、スパッタ法により形成されるが、これに限らず、例えば、蒸着法やメッキ法等により形成してもよい。
次に、図4(c)に示すように、中間部230の表面230a(基材部110とは反対側の面)に、所定の厚さでアルミニウム層120Aを形成するアルミニウム層形成工程を行う。基材部110、中間部230、アルミニウム層120Aが一体に積層されて、金属基体200Aが形成される。
【0062】
次に、図4(d)〜(f)に示すように、金属基体200Aのアルミニウム層120Aの表面に微細孔121を複数形成し、賦形部120とする微細孔形成工程を行う。
この微細孔形成工程は、第1実施形態に示した微細孔形成工程と同様の工程であり、図4(d)に示す陽極酸化工程と、図4(e)に示す第1エッチング工程と、図4(f)に示す第2エッチング工程とを備えている。微細孔形成工程は、これらの工程を複数回繰り返すことにより、賦形部120に所望する形状の微細孔121を、所定の周期で複数形成する。なお、微細孔形成工程は、前述のように、陽極酸化工程から第2エッチング工程までを1つの組み合せとして繰り返す必要はなく、微細孔121が所望の形状に形成されれば、陽極酸化工程で終了してもよいし、第1エッチング工程で終了してもよい。
上述の微細孔形成工程を行い、賦形部120に所望の微細孔121を形成した後、必要に応じて、例えば、離型処理工程、水洗工程、乾燥工程等を行ってもよい。これらの工程を行うことにより、図2(g)に示すように、反射防止フィルム製造用金型200が形成される。
【0063】
(第2実施形態の実施例1)
第2実施形態の実施例1として、以下のような反射防止フィルム製造用金型200を作製した。
基材部110として、アルミニウム合金製(材質6063 日本軽金属株式会社製)であり、外径300mm、内径280mm、厚さ10mm、幅1400mmのパイプ状の部材を用意し、その外周面を研削(研磨)し、鏡面化した(表面粗さ0.1S)。そして、この基材部110の外周面に、スパッタ法等により、二酸化ケイ素の膜を約100nmの厚さで形成し、これを中間部230とした。この中間部230の表面に、厚さ約1μmのアルミニウム層をスパッタ法により形成し、微細孔形成工程を行い、その表面に複数の微細孔121形成した。
微細孔121は、その深さQ=340nm、周期P=130nm、間隔d=5nm、テーパー角度θ=80°であり、図1(b)に示すような略釣鐘形状のものを形成した。
また、この実施例1の反射防止フィルム製造用金型200における小さいうねりは、20〜80nm程度であり、大きなうねりは、1000nm程度であった。
【0064】
(第2実施形態の実施例2)
第2実施形態の実施例として、以下のような反射防止フィルム製造用金型200を作製した。
基材部110として、アルミニウム合金製(材質6063 日本軽金属株式会社製)であり、外径300mm、内径280mm、厚さ10mm、幅1400mmのパイプ状の部材を用意し、その外周面を研削(研磨)し、鏡面化した(表面粗さ0.15S)。そして、この基材部110の外周面に、スパッタ法等により、酸化タンタルの層を約60nmの厚さで形成し、これを中間部230とした。この中間部230の表面に、厚さ約0.5μmのアルミニウム層をスパッタ法により形成し、微細孔形成工程を行い、その表面に複数の微細孔121形成した。
微細孔121は、その深さQ=340nm、周期P=130nm、間隔d=5nm、テーパー角度θ=80°であり、図1(b)に示すような略釣鐘形状のものを形成した。
また、この実施例2の反射防止フィルム製造用金型200における小さいうねりは、50〜120nm程度であり、大きなうねりは、1000nm程度であった。
【0065】
この実施例1,2の反射防止フィルム製造用金型200には、不図示の水冷可能な軸を取りつけられ、この金型を用いて、2P法により、TACフィルムの基材層11上に、紫外線硬化型樹脂(アクリレート及び光開始剤)によりモスアイ構造層12を形成し、反射防止フィルム10をそれぞれ作製した。作製された各反射防止フィルム10は、いずれも、良好な反射防止機能を有し、斜め方向から見た場合にも光の散乱により局所的に白く見える部分が大幅に低減され、良好な反射防止効果が得られた。また、実施例1,2の反射防止フィルム製造用金型200により作製された反射防止フィルム10は、いずれも、表面の耐擦傷性も良好であった。
【0066】
本実施形態によれば、前述の第1実施形態に示した効果に加えて、以下のような効果が得られる。
本実施形態によれば、基材部110と賦形部120との間に、さらに中間部230を備えているので、研磨痕や、ピット、異常結晶粒、ウェルドラインによる影響を容易に低減できる。従って、この反射防止フィルム製造用金型200を用いて作製することにより、外観不良が低減され、より光学性能の高い反射防止フィルム10を作製できる。
【0067】
また、中間部230を設けることにより、アルミニウム層120Aのスパッタのムラ等によるボイド(深い孔)を大幅に抑制できる。
通常、アルミニウム層をスパッタ法により形成した場合、スパッタムラ等により、形成される結晶粒間に微細な隙間が発生する場合がある。この隙間が生じた状態で陽極酸化を行うと、隙間部分に、陽極酸化等によって形成される孔hよりも深い孔が形成され、基材部110が陽極酸化されるような深い孔(ボイド)となる場合がある。このようなボイドを有した金型によって作製された反射防止フィルムは、ボイドによって形成された凸部により、光を散乱させ、外観不良が生じ、反射防止性能が低下する。また、モスアイ構造が不均一になると、反射防止フィルムの表面に負荷が掛かった場合に、均一な負荷分散ができなくなり、耐擦傷性が低下する等といった反射防止フィルムの機械的強度の低下が生じる場合がある。
【0068】
しかし、本実施形態によれば、中間部230を備えているので、このようなボイドを抑制することができ、微細孔121の形状の均一化をさらに高めることができる。
また、本実施形態によれば、中間部230を備えているので、上述のスパッタのムラ等によるボイド(深い孔)の抑制に加えて、研磨痕や、ピットの抑制も可能であり、微細孔121の形状の均一性の向上や、反射防止フィルム製造用金型200全体としての表面の凹凸(うねり)を低減することができる。
従って、本実施形態の反射防止フィルム製造用金型200を用いて製造することにより、反射防止フィルム10のモスアイ構造が均一かつ高精細となり、反射防止フィルム10をその法線方向に対して斜め30度をなす方向等から見た場合等に、部分的に白く見えるという外観不良を改善し、反射防止フィルムの性能を向上させることができる。
また、反射防止フィルム10のモスアイ構造の均一性が向上することにより、反射防止フィルムの表面に負荷が掛かった場合に、均一な負荷分散ができるようになり、耐擦傷性等の反射防止フィルムの機械的強度が安定する。
【0069】
さらに、一般的に、基材部110の表面を研削する場合には、研削油を用いる。この研削油は研削作業後に洗浄されるが、一部が基材部110に染みこみ、基材部110上にアルミニウム層120Aを形成した後に、基材部110とアルミニウム層120Aとの間に浮き出してくる場合がある。このような研削油の浮き出し(ブリード)によって、基材部110と賦形部120との間の密着性が失われ、賦形部120が部分的に剥離する場合がある。
しかし、本実施形態によれば、中間部230を設けているので、そのような研削油の浮き出しによる賦形部120の部分的な剥離を低減することができ、基材部110と賦形部120との密着性を高めることができる。しかも、本実施形態によれば、中間部230は、二酸化ケイ素又は酸化タンタル(Ta2O5)により形成されているので、切削油の浮き出しに対する腐食性がなく、また、酸化物であるために、金属との腐食反応が起きないため、基材部110との密着性が安定する。また、二酸化ケイ素や酸化タンタルは、比較的入手がしやすく、加工も容易であるため、生産性にも品質においても優れたものとすることができる。
【0070】
(変形形態)
以上説明した各実施形態に限定されることなく、種々の変形や変更が可能であって、それらも本発明の範囲内である。
(1)各実施形態において、基材部110は、パイプ状である例を示したが、これに限らず、例えば、スリーブ状や平板状等としてもよい。特に、スリーブ状とした場合には、厚みが薄いため、パイプ状やロール状(円柱形状)のものに比べて軽量であり、取扱いが容易となる。
【0071】
(2)各実施形態において、微細孔121の底部121bは、基材部110側に凸となる球面状である例を示したが、これに限らず、例えば、平面形状であってもよいし、一部尖っている形状や、うねり等がある形状としてもよい。また、底部121bの最深部は、微細孔121の開口部121aから見てその中心にある必要はなく、中心からずれていても性能には変化はない。なお、モスアイ構造の凸部13としては、その頂部が平面状ではない方が反射防止効果の観点から好ましいため、微細孔121の底部121bを平面状とする場合には、凸部13の頂部が平面状とならなうように、微細孔121への樹脂の充填率を適宜調整することが好ましい。
【0072】
(3)各実施形態において、反射防止フィルム製造用金型100,200は、基材部110の中間部230とは反対側に樹脂製の支持基体等を配置してもよい。また、反射防止フィルム製造用金型100,200の賦形部120は、その微細孔121が形成された凹凸形状の表面に、離型層等を設けてもよい。
【0073】
(4)各実施形態において、陽極酸化工程、第1エッチング工程、第2エッチング工程の各工程の前後には洗浄工程を入れてもよい。洗浄工程を入れることで、付着した異物の除去、エッチング反応の収束も可能となり、品質を安定化させることができる。
【0074】
なお、本実施形態及び変形形態は、適宜組み合わせて用いることもできるが、詳細な説明は省略する。また、本発明は以上説明した各実施形態によって限定されることはない。
【符号の説明】
【0075】
10 反射防止フィルム
11 基材層
12 モスアイ構造層
13 凸部
100,200 反射防止フィルム製造用金型
110 基材部
120 賦形部
121 微細孔
230 中間部
【技術分野】
【0001】
本発明は、フラットパネルディスプレイ等に用いられるモスアイ構造を有する反射防止フィルムの製造に用いられる反射防止フィルム製造用金型と、その反射防止フィルム製造用金型の製造方法に関するものである。
【背景技術】
【0002】
近年、パーソナルコンピューター、特に携帯用のパーソナルコンピューターの発達や、家庭用の薄型テレビの普及率も高まりに伴って、フラットパネルディスプレイの需要が増加している。このようなフラットパネルディスプレイとしては、液晶ディスプレイ、プラズマディスプレイ、さらには有機ELディスプレイ等の種々の表示方式のものが採用されており、表示品質の向上のための開発が様々になされている。
なかでも、ディスプレイ表面等における光の反射防止技術の開発に関しては、各方式のディスプレイにおいて、共通する重要な技術的課題の1つである。
【0003】
従来、このような反射防止効果を奏する部材として、例えば、低屈折率の物質からなる薄膜を単層で表面に形成することにより、単一波長の光に対して有効な反射防止効果を得るものや、低屈折率物質と高屈折率物質の薄膜を交互に形成した複数層を形成することにより、より広い波長範囲の光に対して反射防止効果を得るものが用いられてきた。
さらに、反射防止効果を奏する技術として、円錐形や四角錐形等の錐形体や円柱形を含む形状で先端が凸状である微細な凸部が配列され、この凸部による凹凸の周期が可視光の波長以下に制御された微細な凹凸パターンを表面に形成することによって反射防止を図る技術が知られている(例えば、特許文献1)。これは、いわゆるモスアイ(moth eye(蛾の目))構造の原理を利用したものであり、基板に入射した光に対する屈折率を連続的に変化させ、屈折率の不連続界面を消失させることによって光の反射を防止するものである。このようなモスアイ構造を用いた反射防止部材は、広い波長範囲の光の反射を防止できる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第4265729号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述のようなモスアイ構造は、一般的に、その微細な凹凸形状を反転させた形状を有するスタンパ(金型、鋳型等)を用いて、その凹凸の型を任意の樹脂層に転写等することによって製造される。
このようなスタンパとしては、アルミニウムの基板に、陽極酸化法によって、モスアイ構造の凹凸形状の凸部を賦形する凹状の微細孔が形成されたものが広く用いられている(特許文献1)。この陽極酸化法は、微細孔が形成される位置をランダムにすることができる点や、大面積にわたって均一な形状を有する微細孔を形成できる点等の利点を有している。
陽極酸化法に用いられる金属基体の材料としては、一般的に、アルミニウムが好適に用いられる。アルミニウムは酸化されやすく、陽極酸化による加工が容易であるからである。金属基体表面に陽極酸化法を用いて微細孔を形成する場合、微細孔は金属基体表面の状態に大きく依存するため、金属基体表面に高精細な微細孔を大面積にわたって均一に形成するためには、金属基体表面のアルミニウムの純度が高く、緻密で結晶粒が揃っており、かつ、金属基体表面が平滑な鏡面であることが要求される。
【0006】
しかし、一般的に、アルミニウムの金属基体を用いたスタンパでは、基板表面に、表面研磨時の筋状の研削痕(研磨痕)が残りやすく、また、ピットと呼ばれる微細孔よりも大きな穴が生じている場合がある。このような研削痕やピットを残したまま陽極酸化法によって微細孔を形成してスタンパとした場合、研削痕やピットによる凹凸形状を有したまま微細孔が形成されるため、このスタンパによって形成される反射防止フィルムの表面にうねりのような凹凸形状を有する形態となる。また、アルミニウムの基板表面の結晶粒子が不均一であり、異常結晶粒が存在する場合には、陽極酸化が不安定になり、形成される微細孔やこの微細孔による凹凸形状が不均一になり、モスアイ構造が不均一になる。
そして、上述のような反射防止フィルム表面のうねりやモスアイ構造の不均一性等によって、反射防止フィルムを斜め方向から見た場合に、光が一部散乱されて白っぽく観察される等といった反射防止フィルムの性能の低下や、外観不良を生じるという問題があった。また、モスアイ構造が不均一になると、反射防止フィルムの表面に負荷が掛かった場合に、均一な負荷分散ができなくなり、例えば、耐擦傷性が低下するといった反射防止フィルムの機械的強度が低下するという問題もあった。
【0007】
本発明の課題は、高精細かつ均一なモスアイ構造を賦形可能な反射防止フィルム製造用金型、及び、反射防止フィルム製造用金型の製造方法を提供することである。
【課題を解決するための手段】
【0008】
本発明は、以下のような解決手段により、前記課題を解決する。なお、理解を容易にするために、本発明の実施形態に対応する符号を付して説明するが、これに限定されるものではない。
請求項1の発明は、可視光領域の光の波長よりも短い周期で配列された凸部によって形成された微細凹凸形状を有する反射防止フィルムの前記微細凹凸形状を賦形する反射防止フィルム製造用金型であって、アルミニウム合金により形成され、この反射防止フィルム製造用金型の基材となる基材部(110)と、前記基材部上にアルミニウムにより形成された層であり、その表面に可視光領域の光の波長よりも短い周期で形成された配列された凹状の複数の微細孔(121)を有する酸化皮膜(120B)を有する賦形部(120)と、を備え、前記微細孔は、開口部(121a)から底部(121b)に向かってその径が小さくなるテーパー形状を有していること、を特徴とする反射防止フィルム製造用金型(100,200)である。
請求項2の発明は、請求項1に記載の反射防止フィルム製造用金型において、前記基材部(110)と前記賦形部(120)との間に形成された層状の中間部(230)を備えること、を特徴とする反射防止フィルム製造用金型(200)である。
請求項3の発明は、請求項2に記載の反射防止フィルム製造用金型において、前記中間部(230)は、二酸化ケイ素又は酸化タンタルにより形成されていること、を特徴とする反射防止フィルム製造用金型(200)である。
【0009】
請求項4の発明は、請求項1から請求項3までのいずれか1項に記載の反射防止フィルム製造用金型の製造方法であって、前記基材部(110)上にアルミニウム層(120A)を形成するアルミニウム層形成工程と、前記微細孔(121)を形成する微細孔形成工程を備え、前記微細孔形成工程は、陽極酸化法によって前記アルミニウム層(120A)の表面に複数の微小な孔(h)を有する酸化皮膜(120B)を形成する陽極酸化工程と、前記酸化皮膜をエッチングすることにより、前記孔の開口部にテーパー形状を形成する第1エッチング工程と、前記第1エッチング工程のエッチングレートよりも高いエッチングレートで前記酸化皮膜をエッチングすることによって、前記孔の径を拡大する第2エッチング工程と、を備え、これらの工程を順次繰り返すことにより、前記アルミニウム層の表面に可視光領域の光の波長よりも短い周期で配列された複数の前記微細孔を有する酸化皮膜(120B)を形成すること、を特徴とする反射防止フィルム製造用金型の製造方法である。
請求項5の発明は、請求項4に記載の反射防止フィルム製造用金型の製造方法において、前記第1エッチング工程は、前記陽極酸化工程の直後に、前記陽極酸化工程に用いられた電解液中において行われること、を特徴とする反射防止フィルム製造用金型の製造方法である。
【発明の効果】
【0010】
本発明によれば、微細孔を高精細にかつ均一に形成することができ、高精度なモスアイ構造を賦形可能な反射防止フィルム製造用金型とすることができる。また、高精細かつ均一な微細孔を有する反射防止フィルム製造用金型を容易に製造できる。
【図面の簡単な説明】
【0011】
【図1】第1実施形態の反射防止フィルム製造用金型100を説明する図である。
【図2】第1実施形態の反射防止フィルム製造用金型100の製造方法を説明する図である。
【図3】第2実施形態の反射防止フィルム製造用金型200を説明する図である。
【図4】第2実施形態の反射防止フィルム製造用金型200の製造方法を説明する図である。
【図5】モスアイ構造を有する反射防止フィルムの一例を説明する図である。
【発明を実施するための形態】
【0012】
以下、図面等を参照して、本発明の実施形態について説明する。なお、図1を含め、以下に示す各図は、模式的に示した図であり、各部の大きさ、形状は、理解を容易にするために、適宜誇張している。
また、板、フィルム等の言葉を使用しているが、これらは、一般的には、厚さの厚い順に、板、シート、フィルムの順で使用されており、本明細書中でもそれに倣って使用している。しかし、このような使い分けには特に技術的な意味は無い。従って、シート、板、フィルムの文言は、適宜置き換えることができるものとする。例えば、反射防止フィルムは、反射防止シートとしてもよいし、反射防止板としてもよい。
さらに、本明細書中に記載する各部材の寸法等の数値及び材料名等は、実施形態としての一例であり、これに限定されるものではなく、適宜選択して使用してよい。
【0013】
(反射防止フィルム)
まず、モスアイ構造層を備える反射防止フィルムについて説明する。
図5は、モスアイ構造を有する反射防止フィルムの一例を説明する図である。図5(a)では、反射防止フィルム10の厚み方向に平行な断面の一部を拡大して示し、図5(b)では、反射防止フィルム10の厚み方向に平行な断面におけるモスアイ構造層12をさらに拡大して示している。
反射防止フィルム10は、基材層11とモスアイ構造層12とを備え、この反射防止フィルム10に入射する光が、モスアイ構造層12と空気との界面で反射することを防止する作用を有するフィルム状の光学部材である。なお、ここでは、反射防止フィルム10は、基材層11及びモスアイ構造層12を備える例を挙げて説明するが、これに限らず、例えば、必要に応じて各種機能を有する他の層(粘着層や紫外線吸収層等)を積層する形態としてもよいし、モスアイ構造層12のみで構成してもよい。
【0014】
基材層11は、この反射防止フィルム10の基材(ベース)となる層であり、モスアイ構造層12を支持する層である。この基材層11は、光透過性を有する樹脂製のフィルム状の部材が用いられる。また、基材層11は、その屈折率が後述するモスアイ構造層12に用いられる樹脂の屈折率と同程度であることが、基材層11とモスアイ構造層12との界面に、屈折率の不連続界面が形成され、この不連続界面において光が反射されることにより、本発明の反射防止フィルムの反射防止機能が損なわれることを防止する観点から好ましい。
【0015】
基材層11を構成する材料は、例えば、アクリル系樹脂、トリアセチルセルロース(TAC)樹脂、ポリカーボネート(PC)樹脂、ポリエチレンテレフタレート(PET)樹脂、ポリエチレン、ポリプロピレン、アクリロニトリル−スチレン、ガラス(セラミックスを含む)等を挙げることができる。
また、必要に応じて、帯電防止剤(導電剤)、屈折率調整剤、レベリング剤、防汚染剤、粘着剤、紫外線・赤外線吸収剤、着色剤等の各種の添加剤を含有していてもよい。
【0016】
モスアイ構造層12は、基材層11の少なくとも片面に一体に形成された層であり、この反射防止フィルム10に反射防止機能を付与する層である。このモスアイ構造層12は、その表面に微細な凸部が複数形成された凹凸形状(すなわち、モスアイ構造)を有しており、基材層11上に形成された基底部14と、基底部14上に形成される複数の凸部13とを有する。
凸部13は、可視光領域の波長以下の周期で配列されている。この凸部は、ランダムに配列されていてもよい。凸部13は、頂部が凸曲面状であり、図5に示す断面において、頂部側の幅が基底部14側の幅よりもしだいに小さくなるテーパー形状を有するように形成されている。この凸部13は、略円錐形状(図5(b)に示す断面において、凸部13の側面が直線状であり、基材層11に対してテーパー状に立ち上がる形状)としてもよいし、凸部13の側面が凸曲線状となる釣鐘形状としてもよい。また、凸部13の基材層11の表面に平行な断面(横断面)における断面形状は、円、楕円等の他、多角形形状等としてもよい。
【0017】
モスアイ構造層12は、光透過性が高い樹脂により形成され、例えば、紫外線硬化性樹脂や電子線硬化性樹脂等の電離放射線硬化性樹脂、熱硬化性樹脂、熱可塑性樹脂等により形成される。電離放射線硬化型樹脂としては、例えば、ウレタンアクリレート、エポキシアクリレート、ポリエステルアクリレート等を挙げることができる。熱硬化性樹脂又は熱可塑性樹脂としては、例えば、アクリル樹脂、ポリエステル樹脂、エポキシ樹脂、ポリオレフィン樹脂、スチロール樹脂等を挙げることができる。なお、これらの樹脂に、必要に応じて、光開始剤、潤滑剤、消泡剤、版離型剤、帯電防止剤(導電剤)、屈折率調整剤、レベリング剤、防汚染剤、粘着剤、紫外線・赤外線吸収剤、着色剤等の各種の添加剤を添加したものを用いてもよい。
モスアイ構造層12は、基材層11に積層形成したものであってもよいし、モスアイ構造層12及び基材層11に用いられる樹脂を共押し出し形成したものでもよい。
【0018】
このような反射防止フィルム10は、例えば、熱エンボス法や、射出成形法、キャスティング法、2P法(Photo Polymer法)、共押し出し法等によって作製可能であり、モスアイ構造層12の樹脂の特性や所望する反射防止フィルム10の層構成や大きさ、光学特性等の各種条件に応じて、適宜製造方法を選択できる。
この反射防止フィルム10は、凸部13の配列される周期が、可視光領域の波長以下であり、テーパー形状を有する凸部13がランダムに複数配列されて凹凸形状を形成しているので、モスアイ構造層12と空気との界面において、屈折率が連続的に変化することとなり、反射防止効果を奏することができる。
【0019】
以下の第1実施形態及び第2実施形態に示す反射防止フィルム製造用金型100,200は、このようなモスアイ構造を備える反射防止フィルムのモスアイ構造を賦形するスタンパ(金型)である。なお、本明細書では、一例として、以下に示す各実施形態の反射防止フィルム製造用金型100,200は、不図示の2P法による反射防止フィルムの製造装置に用いる例を挙げて説明するが、これに限らず、例えば、熱エンボス法や、共押し出し成形法、射出成形法、キャスティング法等による製造装置に用いてもよい。
【0020】
(第1実施形態)
図1は、第1実施形態の反射防止フィルム製造用金型100を説明する図である。図1(a)は、反射防止フィルム製造用金型の斜視図であり、図1(b)は、反射防止フィルム製造用金型100の厚み方向に平行な断面の一部を拡大して示した図であり、図1(c)は、図1(b)に示す断面の賦形部120の一部をさらに拡大して示した図である。
本実施形態の反射防止フィルム製造用金型100は、図1(a)に示すように、円筒形状(パイプ状)であり、図1(b)に示すように、基材部110と、基材部110上に形成された賦形部120とを備え、その外周面(賦形部120表面)に微細孔121が複数形成されている。この反射防止フィルム製造用金型100は、その中空部分に不図示の軸等が取り付けられ、ロール状のスタンパとして2P法等に用いられる。
なお、本実施形態では、反射防止フィルム製造用金型100が、2P法等に用いられ、図1(a)のように円筒形状(パイプ状)である例を挙げて説明するが、これに限らず、例えば、平板形状や、スリーブ状、フィルム状等としてもよいし、熱エンボス法等、他の製造方法に用いられるものとしてもよい。
【0021】
基材部110は、反射防止フィルム製造用金型100のベースとなる部材であり、賦形部120を支持し、反射防止フィルム製造用金型100として用いることができる程度の自己支持性をする部材である。本実施形態の基材部110は、パイプ状(円筒形状)であり、その厚みは、3〜50mmの範囲とすることが好ましい。なお、基材部110の形状は、パイプ状に限らず、所望の反射防止フィルム製造用金型100の形状に合わせて、基材部110も、スリーブ状、平板形状、フィルム形状としてよい。
基材部110は、アルミニウムを主成分とするアルミニウム合金により形成されている。基材部110の材料として使用されるアルミニウム合金は、アルミニウムを97wt%以上含有するものであり、特に、アルミニウムを98wt%含有するものが好ましい。また、このアルミニウム合金は、アルミニウムを亜鉛や、ニッケル等と合金にすることが好ましく、例えば、マグネシウム、モリブデン、亜鉛、ケイ素と及びこれらの混合物と合金にしたものが好ましい。
【0022】
賦形部120は、基材部110上に形成される部分であり、その表面(基材部110とは反対側の面)に、反射防止フィルム10のモスアイ構造(微細凹凸形状)を賦形する微細孔121が複数形成されている。
この賦形部120は、アルミニウムの層によって形成されている。この賦形部120は、その厚み方向において微細孔121が形成されている部分は、アルミニウム酸化皮膜となっている。このアルミニウム酸化皮膜は、賦形部120のアルミニウム層の表面を陽極酸化して形成されている。
賦形部120を形成するアルミニウム層は、基材部110上に高い密着性を有して形成され、その表面に所望の微細孔121を形成することが可能であれば特に限定されるものではない。本実施形態の賦形部120は、スパッタ法により形成されるが、これに限らず、例えば、蒸着法、又はメッキ法等を用いて形成してもよい。
【0023】
賦形部120は、所望の微細孔121を形成することが可能な十分な厚みを有しており、具体的には、0.2〜2μmの範囲内であるが、0.5〜1μmの範囲内であることが好ましい。
なお、賦形部120の厚みが上記範囲より薄い場合は、所望の形状及び寸法の微細孔121を形成することが困難となる可能性がある。また、賦形部120の厚みが上記範囲より厚い場合は、アルミニウム層の形成に時間がかかり、製造コストも高くなる。従って、賦形部120の厚みは、上記範囲内とすることが好ましい。
【0024】
微細孔121は、賦形部120の表面に複数形成され、可視光領域の波長以下の周期でランダムに配列された微細な凹状の有底孔である。微細孔121は、開口部121aと、底部121bと、側面121cとを備える。微細孔121は、ランダムに配置されてもよいし、所定の方向に配列されていてもよい。
この微細孔121の形状は、所望の反射防止機能を有する反射防止フィルム10のモスアイ構造を賦形可能な形状であれば、特に限定されるものではないが、反射防止フィルムとしての光学的な特性や、製造の際の簡便さを考慮すると、所定の深さのテーパー形状を有することが好ましい。
【0025】
微細孔121は、図1(c)に示すように、賦形部120表面の開口部121aから基材部110側の底部121bへ向かって次第にその開口径が狭まった形状である。
本実施形態の微細孔121は、賦形部120の厚み方向に平行な断面の断面形状が、略釣鐘形状であり、賦形部120の厚み方向から見た微細孔121の開口部121aの形状が、略円形状であり、底部121bが球面状である。
なお、微細孔121の賦形部120の厚み方向に平行な断面の断面形状は、例えば、略三角形形状としてもよいし、略台形形状としてもよいし、五角形状等の多角形形状としてもよいし、放物線状やカテナリー曲線状等としてもよいし、多角形状や曲線等を適宜組み合わせた形状としてもよい。また、賦形部120の厚み方向から見た微細孔121の開口部121aの形状は、例えば、楕円形状としてもよいし、多角形形状等としてもよい。さらに、微細孔121の底部121bの形状は、尖端形状であってもよいし、凸曲面状や球形状であってもよい。本実施形態では、微細孔121の底部121bは基材部110側に凸となる球面状となっている。このような形状とすることにより、樹脂の入り込みが均一になりやすく、形状のばらつきが少なくなる。
【0026】
図1(c)に示す断面において、微細孔121の開口部121aにおいて、側面121cが開口部121aに平行な面(図1(c)に破線で示す面S)に対してなす角度をθとする。なお、本実施形態のように、微細孔121の側面121cが緩やかな凸曲面状の場合は、図1(c)に示す断面において、微細孔121の開口部121a表面の外周上の点と、微細孔121における側面121cのテーパー形状の最深部となる点を最短距離となるように選択して結んだ直線がシート面に対してなす角度とする。テーパー形状の最深部とは、その側面121cと底部121bとの境界となる点であり、側面121cの曲率が大きく変化し始める点である。
【0027】
この角度θは、テーパー角度という。このテーパー角度θの値は、本明細書では、反射防止フィルム製造用金型100の縦断面(厚み方向に平行な断面)を電子顕微鏡等により観察して任意の10個の微細孔121のテーパー角度を測定した測定値の平均値とする。テーパー角度θは、50°〜87°の範囲内であることが好ましく、55°〜85°の範囲内であることがより好ましく、55°〜82°の範囲内であることがさらに好ましい。
テーパー角度θが上記範囲よりも大きいと、微細孔121の側面がシート面に対して垂直に近い形状になり。反射防止フィルムを製造する際に、微細孔に樹脂が入り込みにくくなったり、離型の際に微細孔から樹脂が抜けにくくなったりする。一方、テーパー角度θが上記範囲よりも小さいと、この金型により賦形される得られる反射防止フィルム10のモスアイ構造による反射防止機能が不十分となったりする。従って、テーパー角度θは、上記の範囲とすることが好ましい。
【0028】
ここで、図1(c)に示すように、微細孔121の開口部121aの径をR、微細孔121の配列ピッチ(周期)をP、賦形部120の表面における微細孔121間の距離(間隔)をd、微細孔121の深さをQとする。
微細孔121の開口部121aの径Rは、5〜500nmの範囲内であることが好ましく、50〜250nmの範囲内であることがより好ましい。径Rが5nm未満の場合、この微細孔121によって賦形される反射防止フィルム10のモスアイ構造において、隣り合う凸部13(図5(b)参照)の間の寸法が大きくなる傾向を有するため、構造体を形成していない部分が多くなり、反射防止機能が悪くなる。また、径Rが500nmを超える場合、凸部13の先端が大きくなる傾向を有し、反射防止フィルム10の反射防止性能が悪くなる。従って、開口部121aの径Rは、上記範囲とすることが好ましい。
【0029】
周期Pは、この反射防止フィルム製造用金型100を用いて製造される反射防止フィルム10のモスアイ構造による反射率の波長依存性、さらには、斜めから観察したときの反射特性に影響を及ぼす。この周期Pは、長くなるほど可視光領域の短波長側の光に対する反射率が増加する傾向を有する。また、周期Pは、長くなるほど、反射防止フィルムに斜め方向から入射してくる光の反射が大きくなり、ヘイズ(HAZE)が高くなる(白っぽく見える)。一方、周期Pが60nm未満の場合には、後述する孔形成工程での陽極酸化条件の管理が難しく、孔同士がくっつき、いびつな孔を形成しやすくなる。孔同士がくっつくと、ピッチが大きくなった状態になるため、上記のような可視光領域の短波長側の光に対する反射率が増加する傾向を有し、また、反射フィルムに斜め方向から入射してくる光の反射が大きくなり、ヘイズ(HAZE)が高くなる(白っぽく見える)。
従って、周期Pは、60〜400nmの範囲内であることが好ましく、80〜300nmの範囲内であることがより好ましい。
【0030】
間隔dは、この反射防止フィルム製造用金型100を用いて製造される反射防止フィルムにおいて、モスアイ構造による可視光の全波長領域における反射率に影響を与える。間隔dは、大きくなるほど可視光の全波長領域における反射率が増加する傾向を有し、狭くなるほど可視光の全波長領域において反射率が低下する傾向を有する。従って、間隔dは、0〜100nmの範囲内であることが好ましく、5〜80nmの範囲内であることがより好ましい。
【0031】
深さQは、この反射防止フィルム製造用金型100を用いて製造される反射防止フィルムの、モスアイ構造による反射率の波長依存性に影響を及ぼす。深さQは、深くなるほど反射率を低くなる作用を有し、浅くなるほど長波長側の反射率が増加させる作用を有する。従って、深さQは、60〜2000nmの範囲内であることが好ましく、100〜800nmの範囲内であることがより好ましい。
また、深さQのばらつきは、100nm以下であることが好ましく、50nm以下であることがより好ましく、10nm以下であることがさらに好ましい。深さQのばらつきが上記範囲よりも大きいと、反射防止フィルム製造用金型100を用いて形成されるモスアイ構造が不均一となり、反射防止フィルム10の反射防止機能にムラが生じる場合がある。
【0032】
なお、本明細書において、上述の微細孔121の開口部の径R、周期P、間隔d、深さQは、すべての微細孔121において均一であることが好ましいが、均一でない場合は、賦形部120の厚み方向に平行な断面(縦断面)を電子顕微鏡により観察して微細孔121の10個分(又は10箇所)の各寸法を測定して算出した平均値とする。また、深さQのばらつきとは、微細孔121の縦断面を電子顕微鏡により観察し、任意の10個の微細孔121の深さを測定し、その測定値の最大値と最小値との差をいう。
【0033】
さらに、反射防止フィルム製造用金型100においては、隣接する微細孔121の開口部121aの表面(図1(c)に破線で示す平面S)同士の段差(以下、小さいうねりと称する。)が、150nm以下であることが好ましく、100nm以下であることがより好ましく、80nm以下であることがさらに好ましい。この小さいうねりが150nmを超えると、この反射防止フィルム製造用金型を用いて形成される反射防止フィルムの表面の傷として目視できるようになり、反射防止機能が不均一になる。
【0034】
また、反射防止フィルム製造用金型100においては、100μm以上離れた微細孔121の開口部121aの表面同士の段差(以下、大きいうねりと称する。)が、10μm以下であることが好ましく、2μm以下であることがより好ましい。100μm以上離れた2点において、大きいうねりが10μm以下であれば、この反射防止フィルム製造用金型を用いて形成される反射防止フィルムのモスアイ構造による反射防止機能に影響を与えず、かつ、そのような大きなうねりが目視してもわからない(ごまかされる)ためである。
【0035】
(第1実施形態の反射防止フィルム製造用金型の製造方法)
図2は、第1実施形態の反射防止フィルム製造用金型100の製造方法を説明する図である。
上述のような形状の微細孔121を有する賦形部120を備える本実施形態の反射防止フィルム製造用金型100を製造する製造方法は、基材部準備工程と、アルミニウム層形成工程と、微細孔形成工程とを備えている。この微細孔形成工程は、陽極酸化工程と、第1エッチング工程と、第2エッチング工程とを有し、これらの工程を順次繰り返し実施する。以下において、各工程について図2を参照しながら説明する。
【0036】
図2(a)に示すように、まず、基材部110を用意し、その表面110a(アルミニウム層が形成される面)を研削(研磨)し、表面110aの平滑性を向上させる基材部準備工程を行う。本実施形態のようなパイプ状の基材部110を用いる場合は、押し出し成形等によって形成されたものを用いることができ、その外周面を所定の研削具等によって研削(研磨)し、その表面を鏡面化する(表面粗さ0.15S以下)。
次に、図2(b)に示すように、基材部110の表面110a上に、賦形部120となる所定の厚さのアルミニウム層120Aを形成するアルミニウム層形成工程を行う。本実施形態では、アルミニウム層120Aは、スパッタ法により形成されるが、蒸着法やメッキ法等により形成してもよい。以下の説明において、基材部110上にアルミニウム層120Aが形成された状態を、金属基体100Aという。
【0037】
次に、図2(c)〜(d)に示すように、アルミニウム層120Aの表面120a(厚み方向において基材部110とは反対側の面)に複数の微細孔121を形成し、賦形部120を形成する微細孔形成工程を行う。
まず、金属基体100Aを所定の電解液中において、アルミニウム層120Aの表面120aを陽極酸化し、図2(c)に示すように、その表面に複数の微小な孔hを有するアルミニウム酸化皮膜120Bを形成する陽極酸化工程を行う。
この陽極酸化工程では、酸性の電解液が用いられることが好ましい。酸性の電解液を用いることにより、アルミニウム層120Aの表面に微小な孔hをランダムな位置に複数形成することができる。酸性の電解液は、例えば、硫酸水溶液、シュウ酸水溶液、及びリン酸水溶液及びこれらの混合液等を用いることができる。本実施形態では、シュウ酸水溶液を用いている。
【0038】
電解液の濃度は、0.01〜1.0mol/Lの範囲内が好ましく、より好ましくは、0.03〜0.5mol/Lの範囲内である。また、電解液の温度は、5〜40℃の範囲内、よりこの好ましくは8〜25℃の範囲内である。印加電圧は、150V以下、好ましくは100V以下である。
この陽極酸化工程において形成される微小な孔hの深さや配列態様は、陽極酸化に用いる電解液の液性等に依存する。なお、電解液としては、上述のように、酸性の電解液であることが好ましいが、形成したい微細孔121の形状等各種条件によっては、中性の電解液を用いてもよい。
【0039】
本工程における陽極酸化時間は、電解液等に応じて適宜設定され、アルミニウム層120Aの表面に所望の形状の複数の微小な孔hを有するアルミニウム酸化皮膜120Bを形成することができれば特に限定しない。
この陽極酸化工程では、アルミニウム層120Aの表面が酸化されてアルミニウム酸化皮膜120Bが形成され、かつ、このアルミニウム酸化皮膜120Bに、かつ、ポーラス状の略円柱形状の微小な孔hが形成される。この孔hは、賦形部120の微細孔121に比べて、その開口部の径や深さ等が小さい。
なお、この陽極酸化工程により形成されるアルミニウム酸化皮膜120Bの厚みは、微小な孔hを形成することができる程度であれば、特に限定しない。
【0040】
次に、図2(d)に示すように、アルミニウム酸化皮膜120Bをエッチングし、孔hの開口部にテーパー形状を形成する第1エッチング工程を行う。
アルミニウム酸化皮膜120Bに形成される孔hは、エッチング液により化学的溶解を受けるとき、内部(すなわち、孔hの底部側、基材部110側)に比べ、外部(すなわち、孔hの開口部側)の方が、エッチング液による溶解の影響が大きくなる。これは、孔hの内部に浸入したエッチング液の交換速度が外部(孔hの開口部近傍)のエッチング液の交換速度よりも遅いためである。この結果、孔hの開口部近傍の方が底部よりもエッチングされる量が多くなり、孔hは、その開口部側がテーパー状となり、開口部側の径が広く、底部側の径が小さくなる。
【0041】
本実施形態の第1エッチング工程におけるエッチング方法としては、酸性エッチング法を用いている。しかし、これに限らず、例えば、アルカリエッチング法、電解エッチング法等を用いてもよい。なお、アルカリエッチング法は、光沢や表面粗度等が大きく、エッチング面を一定の状態に維持することが難しく、遊離アルカリ濃度や浴中の溶存金属成分を常に一定範囲に管理すること等が要求されるため、本実施形態では、濃度管理等が行いやすい酸性エッチング法を用いている。
【0042】
この第1エッチング工程は、前述の陽極酸化工程の直後に、陽極酸化工程で用いられた電解液中で行われる。これにより、第1エッチング工程に用いるエッチング液を別途用意する必要がなく、生産コストを抑え、かつ、容易に孔hにテーパー形状を形成できる。
また、第1エッチング工程におけるエッチング液は、第1エッチング工程が陽極酸化工程の直後に陽極酸化工程で用いられた電解液中で行われるため、陽極酸化工程で用いられた電解液である。取り扱いや管理が容易に行えるという観点から、この電解液としては、シュウ酸水溶液を用いることが好ましく、本実施形態では、陽極酸化工程で用いられた電解液であるシュウ酸水溶液を用いている。なお、これに限らず、第1エッチング工程の電解液としては、硫酸水溶液、シュウ酸水溶液、リン酸水溶液、及びこれらの混合液等の酸性電解液を用いてもよい。
【0043】
陽極酸化工程の直後に、陽極酸化工程で用いられた電解液中で第1エッチング工程を行う時間、すなわち、陽極酸化工程により、複数の微小な孔hを有するアルミニウム酸化皮膜120Bがアルミニウム層120Aの表面に形成された金属基体100Aを、陽極酸化工程で用いられた電解液中にそのまま放置する時間は、例えば、5秒以上であることが好ましく、10秒以上であることがより好ましく、30秒以上であることがさらに好ましい。この第1エッチング工程を行う時間は、所望する微細孔121のテーパー形状によって、適宜調整可能である。
【0044】
次に、図2(e)に示すように、孔hの径を拡大する第2エッチング工程を行う。
この第2エッチング工程では、金属基体100Aを、第2エッチング工程用のエッチング液の中に入れ、アルミニウム酸化皮膜120Bを第1エッチング工程のエッチングレートよりも高いエッチングレートでエッチングすることにより、孔hの径を均等に広げる。
上述のように、第2エッチング工程は、第1エッチング工程よりもエッチングレートが高いため、エッチング速度が速くなり、孔hの底部と開口部といった場所によるエッチング液の交換速度の差が小さくなる。これにより、第2エッチング工程では、エッチングによって、孔hの開口部等にテーパー形状が形成されず、第1エッチング工程によって形成されたテーパー形状を有する孔hの径を、その孔における場所によらず、全体的に均等に大きくする。
【0045】
第2エッチング工程でのエッチングレートは、第1エッチング工程のエッチングレートに対して、1.2倍以上であることが好ましく、1.5倍以上であることがより好ましく、2.0倍以上であることがさらに好ましい。なお、第2エッチング工程でのエッチングレートが第1エッチング工程のエッチングレートの1.2倍以下では、十分に孔hの径を拡大させる効果が少なくなり、所望の形状の微細孔121が得られない。
第2エッチング工程で用いられるエッチング液としては、取り扱いや管理の面から、リン酸水溶液が好ましい。本実施形態では、リン酸水溶液を用いている。
なお、第2エッチング工程で用いられるエッチング液としては、これに限らず、例えば、硫酸水溶液、シュウ酸水溶液、リン酸水溶液、クロム酸水溶液、リン酸クロム水溶液等の酸性水溶液、及びこれらの混合液や、水酸化ナトリウム等のアルカリ水溶液を用いることができる。
【0046】
また、第2エッチング工程でのエッチング液の濃度は、例えば、0.005〜3.0Mの範囲内であることが好ましく、0.01〜2.0Mの範囲内であることがより好ましいが、エッチング液の種類等によって適宜調整してよい。第2エッチング工程のエッチング液の濃度が上記範囲よりも高いと、第2エッチング工程によりアルミニウム酸化皮膜をすべて除去してしまう場合がある。また、第2エッチング工程のエッチング液の濃度が上記範囲よりも低いと、第2エッチング工程のエッチングレートが低下し、十分な孔径拡大処理ができない。
【0047】
第2エッチング工程でのエッチング時間(第2エッチング工程用のエッチング液に浸す時間)は、例えば、1〜60分間の範囲内であることが好ましく、2〜30分間の範囲内であることがより好ましい。
第2エッチング工程のエッチング時間が上記範囲よりも長いと、第2エッチング工程によりアルミニウム酸化皮膜120Bを除去してしまい、孔hと孔hとの間の壁が薄くなって強度が弱くなり、金型とした場合に樹脂が微細孔121入り込むと破損してしまう場合がある。一方、第2エッチング工程のエッチング時間が上記範囲よりも短いと、孔hの径を十分に拡大することができず、微細孔121としての所望の形状が得られない。従って、上記の時間範囲内が好ましい。
なお、この時間は、エッチング液の特性等に応じて適宜調整してよい。
【0048】
微細孔形成工程は、陽極酸化工程(図2(c)参照)と、第1エッチング工程(図2(d)参照)と、第2エッチング工程(図2(e)参照)とを順次繰り返し実施する。これらの工程は、反射防止フィルム製造用金型100として用いることが可能な程度に均一かつ所望の形状の微細孔121ができるまで、複数回繰り返して行われる。なお、この微細孔形成工程は、所望の微細孔121が形成されれば、陽極酸化工程で終わってもよく、第1エッチング工程で終わってもよい。
【0049】
上述の微細孔形成工程を行い、賦形部120に所望の微細孔121を形成した後、必要に応じて、例えば、離型処理工程、水洗工程、乾燥工程等を行ってもよい。なお、これらの工程については、一般的な反射防止フィルム製造用金型100を製造する際に用いられる工程と同様とすることができるので、ここでの説明は省略する。
これらの工程を行うことにより、図2(f)に示すように、反射防止フィルム製造用金型100が形成される。
なお、本実施形態のように、基材部110が軸を有しないパイプ状である場合には、通常、微細孔層形成工程後に、基材部110に軸付けを行う軸付け工程が行われる。なお、軸付け工程については、一般的な方法と同様とすることができるので、ここでの説明は省略する。
また、基材部110の形状がスリーブ状である場合は、通常、微細孔層形成工程後に、嵌合用軸付きロールにスリーブを嵌合する嵌合工程が行われる。嵌合工程に用いられる嵌合方法としては、例えば、圧入方式、焼嵌め方式、冷嵌め方式、圧空交換方式等を用いることができ、特に、圧空交換方式を用いることが好ましい。嵌合方法に関しては、一般的な方法と同様とすることができるので、ここでの説明は省略する。
【0050】
(第1実施形態の実施例)
第1実施形態の実施例の1つとして、以下のような反射防止フィルム製造用金型100を作製した。
基材部110として、アルミニウム合金製(材質58D5 日本軽金属株式会社製)であり、外径300mm、内径270mm、厚さ15mm、幅1400mmのパイプ状の部材を用意し、その表面を研削(研磨)し、鏡面化した(表面粗さ0.1S)。この基材部110の外周面に、厚さ約1μmのアルミニウム層をスパッタ法により形成し、微細孔形成工程を行い、その表面に複数の微細孔121形成した。
微細孔121は、その深さQ=220nm、周期P=110nm、間隔d=5nm、テーパー角度θ=77°であり、図1(b)に示すような略釣鐘形状のものを形成した。
また、反射防止フィルム製造用金型100表面の小さいうねりは、10〜50nm程度であり、大きなうねりは、100nm程度であった。
【0051】
この実施例の反射防止フィルム製造用金型100には、不図示の水冷可能な軸が取りつけられ、この金型を用いて、2P法により、TACフィルムの基材層11上に、紫外線硬化型樹脂(アクリレート及び光開始剤)によりモスアイ構造層12を形成し、反射防止フィルム10を作製した。作製された反射防止フィルム10は、良好な反射防止機能を有し、斜め方向から見た場合にも光の散乱により局所的に白く見える部分が低減され、良好な反射防止効果が得られた。また、作製された反射防止フィルム10は、表面の摩傷性も良好であった。
【0052】
本実施形態のような反射防止フィルム製造用金型100とすることにより、以下のような効果が得られる。
従来の反射防止フィルム製造用金型のように、基材部の表面に陽極酸化及びエッチングによって微細孔を形成する場合、陽極酸化を行うために純度の高いアルミニウムを用いて基材部を形成する必要がある。そのため、基材部の硬度が低く、基材部表面に鏡面化の際の筋状の研削痕(200μmピッチ程度で発生する1μm以下の凹凸)や、ピット(穴:径10〜20μm程度)等が生じており、平滑性が低い。このような研削痕やピットを有したまま作製された反射防止フィルム製造用金型を用いて反射防止フィルムのモスアイ構造を賦形すると、反射防止フィルムを斜めから見た場合に、光が拡散されて白く見える部分が生じるという外観不良を生じる。これは、研削痕やピットのために、金型の表面にうねり(凹凸)や凹部等が生じ、金型全体としての平滑性や微細孔の形状の均一性が低下し、形成される反射防止フィルムの表面にうねり(凹凸)が生じたり、モスアイ構造の表面の高さが不均一になったり、モスアイ構造の凸部の形状が不均一になったりすることに起因している。
【0053】
また、基材部表面の異常結晶粒によっても、微細孔の形状が不均一になり、結果として、反射防止フィルムのモスアイ構造の凸部の形状が不均一になる。特に、周方向に分割された成形型を用いて押し出し成形する等によりパイプ状に基材部を成形する場合には、基材部表面にウェルドライン(継ぎ目)が生じる。このウェルドラインは異常結晶粒が生じやすく、これが、微細孔の不均一性を生じ、結果として、前述のような反射防止フィルムの外観不良や反射防止機能の低下に繋がるという問題がある。
さらに、反射防止フィルムのモスアイ構造が不均一になると、反射防止フィルムの表面に負荷が掛かった場合に、均一な負荷分散ができなくなり、耐擦傷性が低下する等といった反射防止フィルムの機械的強度の低下が生じるという問題もある。
【0054】
しかし、本実施形態によれば、賦形部120が基材部110上にアルミニウム層により形成されるので、基材部110をアルミニウム合金により形成できる。従って、従来の純度の高いアルミニウム製の基材部に比べて、硬く、研磨痕が生じにくく、基材部110表面、ひいては反射防止フィルム製造用金型100全体としての表面の平滑性が向上する。また、基材部110の上に、アルミニウム層を形成して賦形部120とするために、研磨痕やピット、異常結晶粒、ウェルドライン等の影響が低減される。しかも、本実施形態によれば、基材部110は、アルミニウム合金製であるため、賦形部120との密着性も良好である。
よって、本実施形態によれば、反射防止フィルム製造用金型100に形成される微細孔121の形状の均一性を向上させ、かつ、反射防止フィルム製造用金型100全体としての表面のうねり(凹凸)を低減できる。
【0055】
そして、以上のことから、本実施形態の反射防止フィルム製造用金型100を用いることにより、反射防止フィルムのモスアイ構造の精度を高め、均一性を向上させ、金型全体としての表面の凹凸(うねり)を低減することができ、例えば、反射防止フィルムの法線方向に対して30度をなす斜め方向等から反射防止フィルムを見た場合等に部分的に白く見えるという外観不良を改善し、反射防止フィルムの性能を向上させることができる。また、モスアイ構造の均一性が向上することで、反射防止フィルムの表面に負荷が掛かった場合に、均一な負荷分散ができるようになり、耐擦傷性等の反射防止フィルムの機械的強度が安定する。さらに、本実施形態の基材部110は、アルミニウム合金製であるので、従来のアルミニウム製の基材部に比べて硬く、基材部110の研磨が容易になり、作業性も向上できる。
【0056】
その上、本実施形態によれば、陽極酸化工程と第1エッチング工程と第2エッチング工程とを順次繰り返す微細孔形成工程により微細孔121を形成するので、所望のテーパー形状を有する微細孔121を高精細、高精度で均一に、かつ、容易に作製できる。
加えて、第1エッチング工程は、陽極酸化工程の直後に、陽極酸化工程に用いられた電解液中において行われるので、金属基体100Aを移動する等の作業が不要であり、容易に行うことができ、作業時間も短縮でき、かつ、別途第1エッチング工程用の設備等を設ける必要がなく、生産コストを低減できる。
【0057】
(第2実施形態)
図3は、第2実施形態の反射防止フィルム製造用金型200を説明する図である。図3では、反射防止フィルム製造用金型200の厚み方向に平行な断面の一部を拡大して示している。
第2実施形態の反射防止フィルム製造用金型200は、その厚み方向において、基材部110と賦形部120との間に中間部230を有している点が異なる以外は、第1実施形態の反射防止フィルム製造用金型と略同様の形態である。従って、第1実施形態に示した反射防止フィルム製造用金型と同様の機能を有する部分には、同一の符号又は末尾に同一の符号を付して、重複する説明を適宜省略する。
本実施形態の反射防止フィルム製造用金型200は、図3に示すように、基材部110、中間部230、賦形部120を備えている。この反射防止フィルム製造用金型200は、前述の第1実施形態の反射防止フィルム製造用金型100と同様にパイプ状(円筒形状)である。この反射防止フィルム製造用金型200は、その中空部分に不図示の軸等が取り付けられ、ロール状のスタンパとして2P法等に用いられる。
【0058】
中間部230は、厚み方向において、基材部110と賦形部120との間に所定の厚さで設けられている膜状の部分である。
本実施形態の中間部230は、二酸化ケイ素(SiO2)の層であり、スパッタ法により形成されるが、これに限らず、蒸着法や、メッキ法等により形成してもよい。中間部230の厚さは、50〜2000nmの範囲内が好ましく、100〜1000nmの範囲内がより好ましい。中間部230の厚さが50nm未満の場合は、中間部としての効果が大幅に低減してしまう。中間部230の厚さが2000nmを超える場合は、中間部230の内部で剥離が発生し、密着力が弱くなり、金型として樹脂に形状を転写する際に、中間部230ごと賦形部120が剥がれてしまう。従って、中間部230は、上記の範囲とすることが好ましい。
【0059】
なお、中間部230としては、この二酸化ケイ素(SiO2)に限らず、例えば、一酸化ケイ素(SiO)、一酸化ケイ素と二酸化ケイ素の混合物、酸化タンタル(Ta2O5)、酸化チタン(TiO2、Ti3O5)、酸化錫(SnO2)、酸化アルミニウム(Al203)、酸化クロム(Cr2O3)、チタン酸バリウム(BaTiO3)、酸化インジウム(In2O3)、酸化亜鉛(ZnO、ZnO2)のような金属酸化物や、TiC、SiC、BC、WCのような炭化物や、TiN、SiN、CrN、BN、AIN、CN、ZrNのような窒化物や、フッ化バリウム(BaF2)、フッ化マグネシウム(MgF2)、酸化マグネシウム(MgO)、ダイヤモンドライクカーボン(DLC)、グラッシーカーボン等を用いることができる。
【0060】
(第2実施形態の反射防止フィルム製造用金型200の製造方法)
図4は、第2実施形態の反射防止フィルム製造用金型200の製造方法を説明する図である。
なお、以下の説明において、前述の第1実施形態の反射防止フィルム製造用金型100の製造方法と重複する部分は、適宜説明を省略する。
まず、図4(a)に示すように、基材部110を形成し、その表面110aを研削(研磨)して鏡面化する基材部準備工程を行う。本実施形態では、押し出し成型等によりパイプ状に形成された基材部110を用意し、その表面を所定の研削具等で研削する。
【0061】
次に、図4(b)に示すように、基材部110の表面110aに、所定の厚さで中間部230を形成する中間部形成工程を行う。本実施形態の中間部230は、二酸化ケイ素(SiO2)の層であり、スパッタ法により形成されるが、これに限らず、例えば、蒸着法やメッキ法等により形成してもよい。
次に、図4(c)に示すように、中間部230の表面230a(基材部110とは反対側の面)に、所定の厚さでアルミニウム層120Aを形成するアルミニウム層形成工程を行う。基材部110、中間部230、アルミニウム層120Aが一体に積層されて、金属基体200Aが形成される。
【0062】
次に、図4(d)〜(f)に示すように、金属基体200Aのアルミニウム層120Aの表面に微細孔121を複数形成し、賦形部120とする微細孔形成工程を行う。
この微細孔形成工程は、第1実施形態に示した微細孔形成工程と同様の工程であり、図4(d)に示す陽極酸化工程と、図4(e)に示す第1エッチング工程と、図4(f)に示す第2エッチング工程とを備えている。微細孔形成工程は、これらの工程を複数回繰り返すことにより、賦形部120に所望する形状の微細孔121を、所定の周期で複数形成する。なお、微細孔形成工程は、前述のように、陽極酸化工程から第2エッチング工程までを1つの組み合せとして繰り返す必要はなく、微細孔121が所望の形状に形成されれば、陽極酸化工程で終了してもよいし、第1エッチング工程で終了してもよい。
上述の微細孔形成工程を行い、賦形部120に所望の微細孔121を形成した後、必要に応じて、例えば、離型処理工程、水洗工程、乾燥工程等を行ってもよい。これらの工程を行うことにより、図2(g)に示すように、反射防止フィルム製造用金型200が形成される。
【0063】
(第2実施形態の実施例1)
第2実施形態の実施例1として、以下のような反射防止フィルム製造用金型200を作製した。
基材部110として、アルミニウム合金製(材質6063 日本軽金属株式会社製)であり、外径300mm、内径280mm、厚さ10mm、幅1400mmのパイプ状の部材を用意し、その外周面を研削(研磨)し、鏡面化した(表面粗さ0.1S)。そして、この基材部110の外周面に、スパッタ法等により、二酸化ケイ素の膜を約100nmの厚さで形成し、これを中間部230とした。この中間部230の表面に、厚さ約1μmのアルミニウム層をスパッタ法により形成し、微細孔形成工程を行い、その表面に複数の微細孔121形成した。
微細孔121は、その深さQ=340nm、周期P=130nm、間隔d=5nm、テーパー角度θ=80°であり、図1(b)に示すような略釣鐘形状のものを形成した。
また、この実施例1の反射防止フィルム製造用金型200における小さいうねりは、20〜80nm程度であり、大きなうねりは、1000nm程度であった。
【0064】
(第2実施形態の実施例2)
第2実施形態の実施例として、以下のような反射防止フィルム製造用金型200を作製した。
基材部110として、アルミニウム合金製(材質6063 日本軽金属株式会社製)であり、外径300mm、内径280mm、厚さ10mm、幅1400mmのパイプ状の部材を用意し、その外周面を研削(研磨)し、鏡面化した(表面粗さ0.15S)。そして、この基材部110の外周面に、スパッタ法等により、酸化タンタルの層を約60nmの厚さで形成し、これを中間部230とした。この中間部230の表面に、厚さ約0.5μmのアルミニウム層をスパッタ法により形成し、微細孔形成工程を行い、その表面に複数の微細孔121形成した。
微細孔121は、その深さQ=340nm、周期P=130nm、間隔d=5nm、テーパー角度θ=80°であり、図1(b)に示すような略釣鐘形状のものを形成した。
また、この実施例2の反射防止フィルム製造用金型200における小さいうねりは、50〜120nm程度であり、大きなうねりは、1000nm程度であった。
【0065】
この実施例1,2の反射防止フィルム製造用金型200には、不図示の水冷可能な軸を取りつけられ、この金型を用いて、2P法により、TACフィルムの基材層11上に、紫外線硬化型樹脂(アクリレート及び光開始剤)によりモスアイ構造層12を形成し、反射防止フィルム10をそれぞれ作製した。作製された各反射防止フィルム10は、いずれも、良好な反射防止機能を有し、斜め方向から見た場合にも光の散乱により局所的に白く見える部分が大幅に低減され、良好な反射防止効果が得られた。また、実施例1,2の反射防止フィルム製造用金型200により作製された反射防止フィルム10は、いずれも、表面の耐擦傷性も良好であった。
【0066】
本実施形態によれば、前述の第1実施形態に示した効果に加えて、以下のような効果が得られる。
本実施形態によれば、基材部110と賦形部120との間に、さらに中間部230を備えているので、研磨痕や、ピット、異常結晶粒、ウェルドラインによる影響を容易に低減できる。従って、この反射防止フィルム製造用金型200を用いて作製することにより、外観不良が低減され、より光学性能の高い反射防止フィルム10を作製できる。
【0067】
また、中間部230を設けることにより、アルミニウム層120Aのスパッタのムラ等によるボイド(深い孔)を大幅に抑制できる。
通常、アルミニウム層をスパッタ法により形成した場合、スパッタムラ等により、形成される結晶粒間に微細な隙間が発生する場合がある。この隙間が生じた状態で陽極酸化を行うと、隙間部分に、陽極酸化等によって形成される孔hよりも深い孔が形成され、基材部110が陽極酸化されるような深い孔(ボイド)となる場合がある。このようなボイドを有した金型によって作製された反射防止フィルムは、ボイドによって形成された凸部により、光を散乱させ、外観不良が生じ、反射防止性能が低下する。また、モスアイ構造が不均一になると、反射防止フィルムの表面に負荷が掛かった場合に、均一な負荷分散ができなくなり、耐擦傷性が低下する等といった反射防止フィルムの機械的強度の低下が生じる場合がある。
【0068】
しかし、本実施形態によれば、中間部230を備えているので、このようなボイドを抑制することができ、微細孔121の形状の均一化をさらに高めることができる。
また、本実施形態によれば、中間部230を備えているので、上述のスパッタのムラ等によるボイド(深い孔)の抑制に加えて、研磨痕や、ピットの抑制も可能であり、微細孔121の形状の均一性の向上や、反射防止フィルム製造用金型200全体としての表面の凹凸(うねり)を低減することができる。
従って、本実施形態の反射防止フィルム製造用金型200を用いて製造することにより、反射防止フィルム10のモスアイ構造が均一かつ高精細となり、反射防止フィルム10をその法線方向に対して斜め30度をなす方向等から見た場合等に、部分的に白く見えるという外観不良を改善し、反射防止フィルムの性能を向上させることができる。
また、反射防止フィルム10のモスアイ構造の均一性が向上することにより、反射防止フィルムの表面に負荷が掛かった場合に、均一な負荷分散ができるようになり、耐擦傷性等の反射防止フィルムの機械的強度が安定する。
【0069】
さらに、一般的に、基材部110の表面を研削する場合には、研削油を用いる。この研削油は研削作業後に洗浄されるが、一部が基材部110に染みこみ、基材部110上にアルミニウム層120Aを形成した後に、基材部110とアルミニウム層120Aとの間に浮き出してくる場合がある。このような研削油の浮き出し(ブリード)によって、基材部110と賦形部120との間の密着性が失われ、賦形部120が部分的に剥離する場合がある。
しかし、本実施形態によれば、中間部230を設けているので、そのような研削油の浮き出しによる賦形部120の部分的な剥離を低減することができ、基材部110と賦形部120との密着性を高めることができる。しかも、本実施形態によれば、中間部230は、二酸化ケイ素又は酸化タンタル(Ta2O5)により形成されているので、切削油の浮き出しに対する腐食性がなく、また、酸化物であるために、金属との腐食反応が起きないため、基材部110との密着性が安定する。また、二酸化ケイ素や酸化タンタルは、比較的入手がしやすく、加工も容易であるため、生産性にも品質においても優れたものとすることができる。
【0070】
(変形形態)
以上説明した各実施形態に限定されることなく、種々の変形や変更が可能であって、それらも本発明の範囲内である。
(1)各実施形態において、基材部110は、パイプ状である例を示したが、これに限らず、例えば、スリーブ状や平板状等としてもよい。特に、スリーブ状とした場合には、厚みが薄いため、パイプ状やロール状(円柱形状)のものに比べて軽量であり、取扱いが容易となる。
【0071】
(2)各実施形態において、微細孔121の底部121bは、基材部110側に凸となる球面状である例を示したが、これに限らず、例えば、平面形状であってもよいし、一部尖っている形状や、うねり等がある形状としてもよい。また、底部121bの最深部は、微細孔121の開口部121aから見てその中心にある必要はなく、中心からずれていても性能には変化はない。なお、モスアイ構造の凸部13としては、その頂部が平面状ではない方が反射防止効果の観点から好ましいため、微細孔121の底部121bを平面状とする場合には、凸部13の頂部が平面状とならなうように、微細孔121への樹脂の充填率を適宜調整することが好ましい。
【0072】
(3)各実施形態において、反射防止フィルム製造用金型100,200は、基材部110の中間部230とは反対側に樹脂製の支持基体等を配置してもよい。また、反射防止フィルム製造用金型100,200の賦形部120は、その微細孔121が形成された凹凸形状の表面に、離型層等を設けてもよい。
【0073】
(4)各実施形態において、陽極酸化工程、第1エッチング工程、第2エッチング工程の各工程の前後には洗浄工程を入れてもよい。洗浄工程を入れることで、付着した異物の除去、エッチング反応の収束も可能となり、品質を安定化させることができる。
【0074】
なお、本実施形態及び変形形態は、適宜組み合わせて用いることもできるが、詳細な説明は省略する。また、本発明は以上説明した各実施形態によって限定されることはない。
【符号の説明】
【0075】
10 反射防止フィルム
11 基材層
12 モスアイ構造層
13 凸部
100,200 反射防止フィルム製造用金型
110 基材部
120 賦形部
121 微細孔
230 中間部
【特許請求の範囲】
【請求項1】
可視光領域の光の波長よりも短い周期で配列された凸部によって形成された微細凹凸形状を有する反射防止フィルムの前記微細凹凸形状を賦形する反射防止フィルム製造用金型であって、
アルミニウム合金により形成され、この反射防止フィルム製造用金型の基材となる基材部と、
前記基材部上にアルミニウムにより形成された層であり、その表面に可視光領域の光の波長よりも短い周期で配列された凹状の複数の微細孔を有する酸化皮膜を有する賦形部と、
を備え、
前記微細孔は、開口部から底部に向かってその径が小さくなるテーパー形状を有していること、
を特徴とする反射防止フィルム製造用金型。
【請求項2】
請求項1に記載の反射防止フィルム製造用金型において、
前記基材部と前記賦形部との間に形成された層状の中間部を備えること、
を特徴とする反射防止フィルム製造用金型。
【請求項3】
請求項2に記載の反射防止フィルム製造用金型において、
前記中間部は、二酸化ケイ素又は酸化タンタルにより形成されていること、
を特徴とする反射防止フィルム製造用金型。
【請求項4】
請求項1から請求項3までのいずれか1項に記載の反射防止フィルム製造用金型の製造方法であって、
前記基材部上にアルミニウム層を形成するアルミニウム層形成工程と、
前記微細孔を形成する微細孔形成工程を備え、
前記微細孔形成工程は、
陽極酸化法によって前記アルミニウム層の表面に複数の微小な孔を有する酸化皮膜を形成する陽極酸化工程と、
前記酸化皮膜をエッチングすることにより、前記孔の開口部にテーパー形状を形成する第1エッチング工程と、
前記第1エッチング工程のエッチングレートよりも高いエッチングレートで前記酸化皮膜をエッチングすることによって、前記孔の径を拡大する第2エッチング工程と、
を備え、これらの工程を順次繰り返すことにより、前記アルミニウム層の表面に可視光領域の光の波長よりも短い周期で配列された複数の前記微細孔を有する酸化皮膜を形成すること、
を特徴とする反射防止フィルム製造用金型の製造方法。
【請求項5】
請求項4に記載の反射防止フィルム製造用金型の製造方法において、
前記第1エッチング工程は、前記陽極酸化工程の直後に、前記陽極酸化工程に用いられた電解液中において行われること、
を特徴とする反射防止フィルム製造用金型の製造方法。
【請求項1】
可視光領域の光の波長よりも短い周期で配列された凸部によって形成された微細凹凸形状を有する反射防止フィルムの前記微細凹凸形状を賦形する反射防止フィルム製造用金型であって、
アルミニウム合金により形成され、この反射防止フィルム製造用金型の基材となる基材部と、
前記基材部上にアルミニウムにより形成された層であり、その表面に可視光領域の光の波長よりも短い周期で配列された凹状の複数の微細孔を有する酸化皮膜を有する賦形部と、
を備え、
前記微細孔は、開口部から底部に向かってその径が小さくなるテーパー形状を有していること、
を特徴とする反射防止フィルム製造用金型。
【請求項2】
請求項1に記載の反射防止フィルム製造用金型において、
前記基材部と前記賦形部との間に形成された層状の中間部を備えること、
を特徴とする反射防止フィルム製造用金型。
【請求項3】
請求項2に記載の反射防止フィルム製造用金型において、
前記中間部は、二酸化ケイ素又は酸化タンタルにより形成されていること、
を特徴とする反射防止フィルム製造用金型。
【請求項4】
請求項1から請求項3までのいずれか1項に記載の反射防止フィルム製造用金型の製造方法であって、
前記基材部上にアルミニウム層を形成するアルミニウム層形成工程と、
前記微細孔を形成する微細孔形成工程を備え、
前記微細孔形成工程は、
陽極酸化法によって前記アルミニウム層の表面に複数の微小な孔を有する酸化皮膜を形成する陽極酸化工程と、
前記酸化皮膜をエッチングすることにより、前記孔の開口部にテーパー形状を形成する第1エッチング工程と、
前記第1エッチング工程のエッチングレートよりも高いエッチングレートで前記酸化皮膜をエッチングすることによって、前記孔の径を拡大する第2エッチング工程と、
を備え、これらの工程を順次繰り返すことにより、前記アルミニウム層の表面に可視光領域の光の波長よりも短い周期で配列された複数の前記微細孔を有する酸化皮膜を形成すること、
を特徴とする反射防止フィルム製造用金型の製造方法。
【請求項5】
請求項4に記載の反射防止フィルム製造用金型の製造方法において、
前記第1エッチング工程は、前記陽極酸化工程の直後に、前記陽極酸化工程に用いられた電解液中において行われること、
を特徴とする反射防止フィルム製造用金型の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−39780(P2013−39780A)
【公開日】平成25年2月28日(2013.2.28)
【国際特許分類】
【出願番号】特願2011−179219(P2011−179219)
【出願日】平成23年8月18日(2011.8.18)
【特許番号】特許第5083438号(P5083438)
【特許公報発行日】平成24年11月28日(2012.11.28)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成25年2月28日(2013.2.28)
【国際特許分類】
【出願日】平成23年8月18日(2011.8.18)
【特許番号】特許第5083438号(P5083438)
【特許公報発行日】平成24年11月28日(2012.11.28)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]