
反射防止部材の製造方法
【課題】
支持基材上に可能な限り少ない塗工回数で、耐擦傷性、耐摩耗性、低反射率を有し、面内に均一な反射防止層が形成可能な反射防止部材の製造方法を提供する。
【解決手段】
支持基材の少なくとも片面に、屈折率の異なる2層からなる反射防止層を有する反射防止部材の製造方法であって、
該支持基材の少なくとも片面に、塗工液を1回塗工して、1層の液膜を形成する工程、該液膜を乾燥する工程をこの順に有し、
該液膜を乾燥する工程の恒率乾燥期間において、ペクレ数が1よりも小さくなる時間を7秒以上設けることを特徴とする、反射防止部材の製造方法。
支持基材上に可能な限り少ない塗工回数で、耐擦傷性、耐摩耗性、低反射率を有し、面内に均一な反射防止層が形成可能な反射防止部材の製造方法を提供する。
【解決手段】
支持基材の少なくとも片面に、屈折率の異なる2層からなる反射防止層を有する反射防止部材の製造方法であって、
該支持基材の少なくとも片面に、塗工液を1回塗工して、1層の液膜を形成する工程、該液膜を乾燥する工程をこの順に有し、
該液膜を乾燥する工程の恒率乾燥期間において、ペクレ数が1よりも小さくなる時間を7秒以上設けることを特徴とする、反射防止部材の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、反射防止部材の製造方法に関する
【背景技術】
【0002】
反射防止部材、特に反射防止フィルムは一般に、陰極管表示装置(CRT)、プラズマディスプレイパネル(PDP)や液晶表示装置(LCD)のような画像表示装置において、外光の反射によるコントラスト低下や像の映り込みを防止するために、光学干渉の原理を用いて反射率を低減するようにディスプレイの最表面に配置される。
【0003】
このような反射防止部材として、特許文献1には支持基材上に(1)ハードコート層、(2)屈折率の高い物質からなる高屈折率層、(3)屈折率の低い物質からなる低屈折率層を順に設けた3層構成、特許文献2には支持基材上に(1)ハードコート層と高屈折率層の2つの機能を兼ねた高屈折率ハードコート層、(2)低屈折率層、を順に設けた2層構成が提案されている。
【0004】
そしてさらなる製造工程の簡略化のため、特許文献3から6には、1回の塗工によって屈折率が異なる2つの層、または塗工層中に粒子の偏在部を形成する反射防止部材およびその製造方法が提案されている。
【0005】
特許文献3には「透明プラスチックフィルム基材上に、低屈折率微粒子と高屈折率微粒子とバインダーとを含有する硬化層が形成されてなり、該硬化層の表面側に低屈折率微粒子が偏在し、基材側に高屈折率微粒子が偏在していることを特徴とする光学フィルム」、が記載されている。
【0006】
特許文献4には「バインダー樹脂中に低屈折率微粒子と中乃至高屈折率微粒子が分散されているコーティング組成物を用いてワンコートにて形成された塗膜を含む反射防止積層体であって、該低屈折率微粒子としてフッ素系化合物により処理されているシリカ微粒子が用いられることにより、比重の差により塗膜の上部乃至中間部において低屈折率微粒子が偏在し、且つ中間部乃至下部において中乃至高屈折率微粒子が偏在していることを特徴とする反射防止積層体」が記載されている。
【0007】
特許文献5には「支持基材の少なくとも片面に、屈折率の異なる2層を有する反射防止フィルムの製造方法であって、塗料組成物を支持基材の少なくとも片面上に1回塗布乾燥硬化する工程を含み、該塗料組成物が2種類以上の無機粒子を含み、該2種類以上の無機粒子における少なくとも一種類の無機粒子が、フッ素化合物により表面処理された無機粒子であり、さらに金属キレート化合物を含むことを特徴とする反射防止フィルムの製造方法」が記載されている。
【0008】
特許文献6には「透明フィルム支持体上に活性エネルギー線硬化型樹脂を主成分とするハードコート層を形成し、該ハードコート層表面が微細凹凸形状を有しており、かつ該ハードコート層の微細凹凸形状表面上に低屈折率層を形成した防眩性反射防止フィルムにおいて、該低屈折率層は外殻層を有し内部が多孔質または空洞となっている中空球状のシリカ系微粒子を含有し、該中空球状のシリカ系微粒子が該低屈折率層の表面側に多く存在していることを特徴とする防眩性反射防止フィルム」が記載されている。
【0009】
一方で、光学機能層の層厚分布が一定で、反射防止性能に優れた反射防止部材の製造方法として特許文献7には「透明支持体上に該透明支持体と異なる屈折率を有する少なくとも1層の光学機能層を塗設する反射防止フィルムの製造方法において、前記光学機能層の少なくとも1層を、下記(1)及び(2)の工程を含む製造方法により製造することを特徴とする、反射防止フィルムの製造方法」が記載されている。
(1)熱および/または電離放射線硬化性化合物、無機微粒子及び有機溶媒を含有し、
固形分濃度が3〜15質量%で、25℃における粘度が0.5〜3.5mPa・sの塗布
組成物を、ウェット塗布量2.5〜5ml/m2 で塗布する工程
(2)乾燥温度15℃以上35℃未満で、乾燥速度を0.05〜1.0g/m 2 ・secとして乾燥する乾燥工程(A)と、乾燥温度50℃以上130℃以下で乾燥する乾燥工程(B)とを含む乾燥工程
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開平9−254324号公報
【特許文献2】特開平9−226062号公報
【特許文献3】特開2007−133236号公報
【特許文献4】特開2007−272132号公報
【特許文献5】特開2009−058954号公報
【特許文献6】特開2006−154200号公報
【特許文献7】特開2006−126799号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明が対象としている反射防止部材の製造方法では、低コストでの製造を可能にするため簡略化された製造工程にて製造可能であると共に、ディスプレイの最表面に配置されて直接利用者の目に触れるため、高い反射防止機能、耐擦傷性、耐摩耗性を画面全体において均一に達成することが求められる。従って、発明が解決しようとする課題は以下の2つである。
【0012】
第一課題は、支持基材上に可能な限り少ない塗工回数で面内に均一な反射防止層が形成可能な製造方法を提供することである。
【0013】
第二課題は、支持基材上に可能な限り少ない塗工回数で、耐擦傷性、耐摩耗性、低反射率を有する反射防止部材の製造方法を提供することである。
【0014】
特に第一課題に対しては、特許文献3〜6に示す1回の塗工により高屈折率層と低屈折率層を同時形成する製造方法においては、製造工程の簡略化の面でメリットがある一方で、塗工後に自発的に2つの層、または粒子の偏在部を形成させることにより反射防止機能を発現させるため、塗工された面内での層の厚み、均一さを制御するために、乾燥、硬化工程に工夫を必要とする。
【0015】
上記第一、第二課題に対し、前述の公知技術は次の状況にある。
【0016】
特許文献3では上記課題に対し、粒子の偏析を安定して起こすための製造条件として、実施例にて「搬送速度15m/分の条件で塗布し、25℃で60秒間搬送後、60℃で150秒乾燥」との記載があるが、本発明者が確認したところ、これだけの内容では十分な効果は得られず、また、反射防止機能は、450〜650nmの平均反射率が最も低いものでも1.2%程度であり、現在求められている最低反射率0.5%程度以下に対して劣っている。
【0017】
特許文献4、5は、使用に耐えうる耐擦傷性を得るため、基材上にハードコート層を設けた上にワンコート2層同時塗りにて反射防止層を設けており、この結果、支持基材上への塗布回数は合計2回になり、特許文献2に記載の手法と製造工程数は変わらず、簡略化された製造工程としての効果が低下している。
【0018】
さらに、特許文献4では、乾燥、硬化工程に関して、所望の塗工量で塗布した後、通常は、オーブン等の加熱手段で乾燥し、と記載されているのみで、本発明者が確認したところこれだけの内容では安定して均一な反射防止層を得られない。
【0019】
また、特許文献5では、二層を形成する無機粒子の移動に十分な時間を確保するため、風速が低く、できるだけ低温で乾燥することが好ましいとの記載がなされているが、それ以上の詳細は記されていない。
【0020】
特許文献6には、「中球状のシリカ系微粒子と希釈用の有機溶媒を含有した低屈折率層塗布液を塗布後、塗布面を水平方向に下面となる状態に保持して乾燥固化させることで、シリカ系微粒子の分布を重力により偏在化させることが出来、偏在化は乾燥時の温度、乾燥風量(風速)により制御が可能である」、との記載があるが、1回の塗布により得られる反射防止機能は、450〜650nmの平均反射率にて最も低いものでも1.5%程度であり、現在求められている視感反射率0.5%程度に対して劣っている。
【0021】
また、一般的な反射防止部材においても塗工された面内での層の厚み、均一さの制御について工夫がなされており、特許文献7では、塗布時の塗布液の固形分濃度、25℃の粘度、ウェット塗布量、乾燥工程の乾燥温度、乾燥速度について着目しているが、この手法では、1回の塗工により高屈折率層と低屈折率層を同時形成する製造方法においては、十分な効果は得られない、
また、特許文献3から7のいずれにおいても、後述する本発明の手法については着想に至っていない。
【課題を解決するための手段】
【0022】
上記課題を解決するために本発明者らは、鋭意研究を重ねた結果、以下の発明を完成させた。すなわち、本発明は以下の通りである。
1)支持基材の少なくとも片面に、屈折率の異なる2層からなる反射防止層を有する反射防止部材の製造方法であって、
該支持基材の少なくとも片面に、塗工液を1回塗工して、1層の液膜を形成する工程、該液膜を乾燥する工程をこの順に有し、
該液膜を乾燥する工程の恒率乾燥期間において、ペクレ数が1よりも小さくなる時間を7秒以上設けることを特徴とする、反射防止部材の製造方法。
2)前記塗工液が、少なくとも2種類以上の粒子と、少なくとも1種類以上のバインダー成分とを含み、
該2種類以上の粒子のうち少なくとも1種類の粒子が、フッ素化合物Aにより表面処理された粒子である(以後、フッ素化合物Aにより表面処理された粒子を、フッ素処理粒子とよぶ)ことを特徴とする、前記1)に記載の反射防止部材の製造方法。
3)前記反射防止層側の最表層から2層目の層の厚みが、500nm以上、2000nm以下であることを特徴とする、前記1)または2)に記載の反射防止部材の製造方法。
4)前記塗工液中での少なくとも1種類の粒子の25℃における動的光散乱法による体積基準分布のメディアン値が、50nm以下であることを特徴とする前記2)又は3)のいずれかに記載の反射防止部材の製造方法。
5)該塗工液が、フルオロアルキル基および反応性部位を有し、数平均分子量が300以上4000以下のフッ素化合物Bを含むことを特徴とする前記1)から4)のいずれかに記載の反射防止部材の製造方法。
6)前記フッ素化合物Bが、下記一般式(A)のモノマー、一般式(B)のモノマー、一般式(A)のモノマーに由来するオリゴマー、及び一般式(B)のモノマーに由来するオリゴマーからなる群より選ばれる少なくとも1つの化合物であることを特徴とする前記5)に記載の反射防止部材の製造方法。
【0023】
H2C=C(R1)−COO−R2−Rf1 ・・・一般式(A)
A−R3−Rf1 ・・・一般式(B)
(式中、R1は水素原子またはメチル基、Rf1は炭素数4〜7の直鎖状または分岐状のフルオロアルキル基、R2、R3は、炭素数1〜10のアルキル基、Aは反応性二重結合基である。)
7) 前記乾燥する工程の恒率乾燥期間の乾燥速度を 0.1g/(m2.s)以上1.4g/(m2.s)以下にすることを特徴とする前記1)〜6)のいずれかに記載の反射防止部材の製造方法。
【発明の効果】
【0024】
本発明によれば、耐擦傷性、耐摩耗性、低反射率を有し、かつ支持基材上に最小限の塗工回数で、面内に均一な反射防止性能を有する反射防止部材の製造方法を提供することができる。
【図面の簡単な説明】
【0025】
【図1】反射防止部材の例
【図2】反射防止部材の例
【図3】ペクレ数算出に用いるパラメーター算出フロー
【図4】乾燥過程におけるペクレ数変化挙動の1例
【図5】乾燥過程におけるペクレ数変化挙動の1例
【図6】乾燥過程におけるペクレ数変化挙動の1例
【発明を実施するための形態】
【0026】
初めに具体的な形態を説明する前に、本発明のメカニズムについて説明する。
【0027】
まず,公知技術に関して前述の第一から第二課題が達成できない理由を考察する。
【0028】
特許文献3にて十分な反射防止性能が得られない理由は、表面側に低屈折率粒子が偏在し、基材側に高屈折率粒子が偏在しているため、低屈折率粒子、または高屈折率粒子のみの明確な層構造を形成できずに低屈折率粒子と高屈折率粒子の偏在部の屈折率差が十分に得られていないか、低屈折率粒子と高屈折率粒子間の界面が不明瞭であるため、粒子偏在部の膜厚を一定にすることができずに光学干渉効果が得られていないためと考えられる。
【0029】
また、特許文献6にて十分な反射防止性能が得られない理由は、低屈折率粒子をハードコート層内で偏在させているのみであるため、屈折率差が小さく、効果不十分と考えられる。
【0030】
次いで、特許文献3、5、6の手法にて面内で均一な反射防止効果が得られない理由は、これら文献に記載の方法は、層構造、または偏在構造の形成を確実にするために乾燥過程の風速や温度を下げることにより乾燥速度を遅くしていると考えられるが、逆に、乾燥速度を低下させたがために、液膜表面近傍の乾燥過程での風の揺らぎや、乾燥工程内でのパスロールからの伝導伝熱などによる乾燥速度の不均一さなどの影響を受け、トレードオフの関係になっていると考えられる。
【0031】
以上の結果、公知技術では第一と第二課題のすべてを達成することはできない。
【0032】
次に、本発明が前述の第一課題と第二課題を解決可能な理由を述べる。
【0033】
本発明者らは1回の塗工により高屈折率層と低屈折率層を同時形成する製造方法にて、塗工液膜中からの層構造の形成が、乾燥過程の恒率乾燥期間における液膜中の粒子のブラウン運動の程度に依存することを見出し、その指標として乾燥過程に伴い液膜が収縮することにより発生する流動に対して、液膜中の粒子のブラウン運動が支配的になることが安定した反射防止効果の発現と対応することを発見した。そして、安定して自発的な層構造の形成を行うための指標として、恒率乾燥期間でのペクレ数が1よりも小さくなる時間に着目した。ここでブラウン運動とは、熱運動によって引き起こされる粒子の運動で、溶液中の粒子と溶媒分子がランダムな衝突によってランダムな移動が生じ、粒子は溶液中に拡散していく現象であり、ペクレ数とは、このブラウン運動と乾燥過程に伴い液膜が収縮することにより発生する流動の比を表す無次元数で、数式1により表される。
【0034】
【数1】

【0035】
数式1で、Peはペクレ数(無次元)、μは粘度(Pa.s)、Rは粒子径(m)、Eは液膜収縮速度(m/s)、Hは液膜厚み(m)、kはボルツマン定数(J/K)、Tは温度(K)を示す。これらの各パラメーターの内容、求め方については、後述する。
【0036】
液膜の乾燥過程においてこのペクレ数の値が1よりも大きい状態とは、液膜の収縮により生じる流動による粒子の運動が支配的となっている状態で、1よりも小さい状態とは液膜中でのブラウン運動による粒子の運動が支配的となっている状態を示している。
【0037】
この数式1から、ペクレ数は液膜収縮速度と液膜厚み、粒子径、温度から成り立っているため、同じペクレ数を得ようとした場合に各パラメーターが相補的な関係にある。そのため、公知技術が層構造の形成にて乾燥速度のみに頼っていたのに対して、この概念を導入することによりペクレ数を構成する他のパラメーターを用いても制御することができ、前述の公知技術のような乾燥速度の低下時に発生する乾燥速度の不均一さの影響を回避できる。この結果、1回の塗工により面内に均一な反射防止層が得られる層分離構造を形成することを可能にした。
【0038】
さらに、本発明は総塗工回数をさらに削減するため、公知技術の特許文献4と5のような、支持基材上にハードコート層を設けた上にワンコート2層同時塗りにて反射防止層を設ける構成ではなく、十分な耐傷性を有さない支持基材上にハードコート層と高屈折率層の2層の機能を1層で達成する高屈折率ハードコート層と、低屈折率層を1回の塗工で自発的な層構造を行う場合にも有効である。
【0039】
これは、厚い膜厚を必要とする高屈折率ハードコート層を用いて、1回の塗工で自発的な層構造形成を行う場合には、膜厚が厚くなることにより液膜厚みHが厚くなるため、公知技術のように層構造の形成を乾燥速度のみに依存すると層構造形成が不可能になるのに対し、本発明の製造方法を用いることにより、数式1に示すように、乾燥速度以外のパラメーターを用いて制御することができるため、例えば、粒子径Rを小さくすることや、粘度μを低下させることによって自発的な層構造形成の可能な領域を、実質的に拡大することを可能にした。
【0040】
この結果、耐傷性がない支持基材に対し、1回の塗工によって低屈折率層と高屈折率ハードコート層を、自発的に層構造形成でき、耐擦傷性、耐摩耗性、低反射率を達成しつつ、総塗工回数を減らすことができる。
【0041】
以上の結果、本発明によって、前述の第一課題と第二課題を解決可能となった。ここで、以下、本発明について実施の形態について具体的に述べる。
[反射防止部材]
本発明の対象物である反射防止部材とは、各種支持基材の少なくとも片面に、屈折率の異なる2層からなる反射防止層を有する部材である。基材がプラスチックフィルムの場合には一般に反射防止フィルムと呼ばれる。その必要性や要求される性能などは特開昭59−50401号公報に記載されている様に、好ましくは0.03以上、より好ましくは0.05以上の屈折率差を有する2層を支持基材上に積層させることで構成された様態である。また支持基材上の2層の屈折率差は5.0以下であることが好ましい。この屈折率差とは、隣接する層間の屈折率を相対的に比較した値であり、相対的に屈折率が低い層を低屈折率層と呼び、相対的に屈折率が高い層を高屈折率層と呼ぶ。そして、反射防止部材においては、反射防止層側の最表層(1層目の層)が低屈折率層であり、反射防止層側の最表層から2層目の層(つまり、1層目の層と支持基材の間の層)が高屈折率層であることで、低反射率を実現することができる。
【0042】
図1に本発明の反射防止部材の構造の1例を示す。反射防止部材1は支持基材2の片面に、屈折率の異なる2層からなる反射防止層が形成されている。反射防止層は、最表面側に低屈折率層4(前述の1層目の層)、次いで高屈折率層3(前述の反射防止層側の最表層から2層目の層)から構成される。
【0043】
さらに高屈折率層が、支持基材に高屈折率の機能の付与に加えて、耐傷性を付与する場合には、高屈折率ハードコート層と呼び、その場合の構成を図2に示す。高屈折率ハードコート層5は、支持基材2と低屈折率層4との接着を強化する機能も有してもよい。高屈折率ハードコート層の強度は、1kg荷重の鉛筆硬度で、H以上であることが好ましく、2H以上であることがさらに好ましく、3H以上であることが最も好ましい。
【0044】
反射防止部材の反射防止層側の最表層から2層目の層の厚み、つまり高屈折率層、または高屈折率ハードコート層の厚みは、好ましくは500nm以上2000nm以下、さらに好ましくは600nm以上2000nm以下、特に好ましくは600nm以上1500nm以下であることが望ましい。反射防止層側の最表層から2層目の層の厚みを500nm以上2000nm以下とすることで、耐擦傷性、耐摩耗性と、反射防止部材のカールや反射率、透過率の改善、塗膜表面のクラック発生を抑制することができるために望ましい。
【0045】
上述した反射防止部材の製造方法は、支持基材の少なくとも片面に、1層の液膜からなる塗工液を1回塗工する工程、乾燥する工程を、この順に有し、これにより支持基材上に屈折率の異なる2層からなる反射防止層を形成することができる。そして前述の塗工液は、少なくとも2種類以上の粒子と、少なくとも1種類以上のバインダー成分を含み、該2種類以上の粒子のうち少なくとも1種類の粒子が、フッ素化合物により表面処理された粒子である(以後、フッ素化合物により表面処理された粒子を、フッ素処理粒子とよぶ)ことが好ましい。なお塗工液は、当然に溶媒を含むことも可能である。本発明の製造方法によれば、耐擦傷性、耐摩耗性、反射防止性が、面内で均一な反射防止部材を製造することができる。
【0046】
ここで、塗工液を1回塗工して、1層の液膜を形成する工程とは、基材に対して1種類の塗工液を1回だけ塗工することによって、1層の液膜を形成することを指し、1回の塗工によって、複数層からなる液膜を同時に形成する多層同時塗工や、1回の塗工時に1層の液膜を複数回の塗工、乾燥する連続逐次塗工、1回の塗工時に1層の液膜を複数回塗工後に乾燥する、ウェットオンウェット塗工などを行わないことを指す。
【0047】
本発明は、前述の乾燥する工程において、恒率乾燥期間でのペクレ数が1よりも小さくなる時間を7秒以上設けることが重要である。なお恒率乾燥期間でのペクレ数は、好ましくは10秒以上、より好ましくは12秒以上確保した態様である。
【0048】
ペクレ数が1よりも小さくなる時間が7秒よりも短くなると、自発的な層構造の形成による反射防止構造の形成、特に明確な界面を面内で均一に形成することが不可能になり、反射防止部材に屈折率の異なる2層を明確に形成することができず、反射防止機能が低下する。一方、ペクレ数が1よりも小さくなる時間が7秒以上である場合には、自発的な層構造の形成には影響がないが、乾燥速度を下げることによってペクレ数を低下させた場合には、生産性の低下によるコスト上昇や、液膜表面の大気の揺らぎ、支持基材の搬送にともなる同伴気流の乱れ、基材搬送用のパスロールからの伝熱ムラ、乾燥装置内の機器からの輻射熱などのムラなどにより、乾燥速度を塗工面内で均一に保つことが難しくなり、結果として、面内で均一な反射防止性能が得られなくなる。また粒子径、粘度での調整にも限界があり、ペクレ数が1よりも小さくなる時間は現実的には60秒程度が限界と考えられる。
【0049】
ここで、ペクレ数とは前述のとおりである。また、恒率乾燥期間とは液膜の乾燥が液膜表面から大気中への溶媒の拡散律速になっている状態を指し、この過程では乾燥速度は液膜の構造によらず外部条件により支配され、この過程では一定になる。
【0050】
この恒率乾燥期間における乾燥速度は、単位時間、単位面積当たりの溶媒蒸発量を表わしたもので、g/(m2.s)の次元からなる。
【0051】
この恒率乾燥期間の乾燥速度にも好ましい範囲があり、0.1g/(m2.s)以上1.4g/(m2.s)以下であることが好ましく、0.3g/(m2.s)以上0.9g/(m2.s)以下であることがより好ましい。
【0052】
恒率乾燥期間における乾燥速度をこの範囲にすることにより、乾燥速度の不均一さに起因するムラを防ぎ、かつ自発的な層構造を起こすことに必要な時間を十分に確保することができる。
【0053】
本発明において上記塗工液を1回塗工して、1層の液膜を形成して、乾燥して、屈折率の異なる2層を構成する原理は、塗工液中の2種類以上の粒子が、液膜中をブラウン運動により運動し、気液、固液界面に到達した粒子が、表面自由エネルギー差によって、低表面エネルギー粒子は大気側へ、高表面エネルギーな粒子は基材側へ固定されることにより、自発的な層構造が形成できると考えている。
【0054】
本発明の製造方法に用いる塗工液が粒子を含有する場合において、塗工液中での少なくとも1種類の粒子の25℃における動的光散乱法による体積基準分布のメディアン値が、50nm以下であることが好ましく、より好ましくは20nmである。これは、動的光散乱法による体積基準分布のメディアン値が、50nm以下であることにより、液膜中での粒子のブラウン運動性が向上し、粒子の表面への移動が容易になるためである。より好ましくは、塗工液中での全ての種類の粒子の25℃における動的光散乱法による体積基準分布のメディアン値が、50nm以下であることが好ましく、より好ましくは20nmである。
【0055】
ここで、動的光散乱法とは、ブラウン運動中の粒子に、レーザ光を粒子群に当てその散乱光を光電子増倍管で検出することにより、散乱強度のゆらぎなどから拡散係数を測定し、さらに粒子径を求めるもので、濃厚系での数nm〜数μmの粒子の液体中での分散状態を測定するのに適した方法である。体積基準分布とは粒子径分布の表現方法の一つで、各粒子径の粒子の占める体積が、粒子の総体積に占める割合を示すものである。
【0056】
さらに、メディアン値とは、50%径または中位径ともいい、粒径分布においてある粒子径より大きい粒子径を有する粒子の個数又は質量が,全粒子のそれ(個数、又は質量)の50%をしめるときの粒子径を指す。即ち、体積基準分布のメディアン値とは、その粒子径より大きい粒子径を有する粒子の体積が、全粒子の体積の50%を占める粒子径を指す。
【0057】
一方で、体積基準分布のメディアン値が小さい分にはそれほど大きな影響はないが、粒子形成における結晶核のサイズの限界から、塗工液中での粒子の25℃における動的光散乱法による体積基準分布のメディアン値は、現実的に入手可能な粒子である5nm程度が下限となる。
【0058】
また本発明の製造方法に用いる塗工液は、フルオロアルキル基および反応性部位を有し、数平均分子量が300以上4000以下であるフッ素化合物Bを含むことが好ましい。このフッ素化合物Bは、前述のフッ素処理粒子に対して、フッ素化合物Bの有する親和力により吸着し、フッ素処理粒子同士の粒子間相互作用を抑制して塗工液の粘度を低下させ、フッ素処理粒子の運動性を確保し、自発的な層構造の形成を容易にする効果がある。
【0059】
なお、本発明でいうフルオロアルキル基とは、アルキル基が持つ全ての水素がフッ素に置き換わった置換基であり、フッ素原子と炭素原子のみから構成される置換基である。
【0060】
また、本発明でいう反応性部位とは、熱または光などの外部エネルギーにより塗料組成物中のバインダーなど他の成分と反応する部位をさす。このような反応性部位として、反応性の観点からアルコキシシリル基及びアルコキシシリル基が加水分解されたシラノール基や、カルボキシル基、水酸基、エポキシ基、ビニル基、アリル基、アクリロイル基、メタクリロイル基などが挙げられる。
【0061】
本発明の製造方法により得られる反射防止部材中の屈折率の異なる2層は、反射分光膜厚計によって、300〜800nmの範囲での反射率を測定し、該装置付属のソフトウェア[FE−Analysis]を用いて得られる屈折率が異なる2つの層をさす。
【0062】
具体的には、反射分光膜厚計(FE−3000、大塚電子株式会社製)を用いて300〜800nmの範囲で反射率を測定し、大塚電子株式会社製[膜厚測定装置 総合カタログP6(非線形最小二乗法)]に記載の方法に従い、屈折率の波長分散の近似式としてCauchyの分散式(式1)を用い最小二乗法(カーブフィッティング法)により、光学定数(C1、C2、C3)を計算することで屈折率を測定することができる。なお、屈折率は、550nmにおける値を用いた。
【0063】
【数2】
【0064】
ここで、λは波長、C1、C2、C3は光学定数を表す。
【0065】
各層の屈折率が測定可能な測定装置として、反射分光膜厚計(FE−3000 大塚電子株式会社製)、高精度屈折率測定装置(Film Teck Scientific Computing International社製)などが挙げられるが、この限りではない。
【0066】
なお、このような本発明の製造方法によって得られる反射防止部材には、屈折率の異なる2層である高屈折率層(または高屈折率ハードコート層)と低屈折率層との間には、粒子の配列による明確な界面があることが好ましい。
【0067】
本発明における明確な界面とは、1つの層と他の層とが区別可能な状態をいう。区別可能な界面とは、透過型電子顕微鏡(TEM)を用いて断面を観察することにより判断することができる界面を表し、以下の方法に従い判断することができる。
【0068】
TEMにより20万倍の倍率で撮影した画像を、ソフトウェア(EasyAccsess)にて、ホワイトバランスを最明部と最暗部が8bitのトーンカーブに収まるように調整した。さらに2種類の粒子が明確に見分けられるようにコントラストを調節した。
【0069】
このとき1つの層と他の層との界面に明確な境界を引くことができる場合を、明確な界面があるとみなした。
【0070】
反射防止部材として良好な性能を示すには、分光測定に置いて最低反射率が好ましくは0%以上1.0%以下、より好ましくは0%以上0.7%以下、さらに好ましくは0%以上0.6%以下であり、特に好ましくは0%以上0.5%以下であることが望ましい。
【0071】
また、反射防止部材として良好な性質を示すには更に、透明性が高いことが望ましい。透明性が低いと画像表示装置として用いた場合、画像彩度の低下などによる画質低下が生じるために好ましくない。本発明の製造方法により得られる反射防止部材の透明性の評価にはヘイズ値を用いることができる。ヘイズはJIS K 7136(2000)に規定された透明性材料の濁りの指標である。ヘイズは小さいほど透明性が高いことを示す。反射防止部材のヘイズ値としては、好ましくは3.0%以下であり、より好ましくは2.0%未満、更に好ましくは1.0%未満であり、値が小さいほど透明性の点で良好であるものの、0%とすることは困難であり、現実的な下限値は0.01%程度と思われる。ヘイズ値が3.0%以上であると、画像劣化が生じる可能性が高くなるため好ましくない。
【0072】
反射防止部材として良好な性質を示すには、高屈折率層、低屈折率の厚みが特定の厚みであることが望ましい。反射防止部材の反射防止層側の最表層(1層目の層)である低屈折率層の厚みは、好ましくは50nm以上200nm以下、さらに好ましくは70nm以上150nm以下であり、特に好ましくは90nm以上130nm以下であることが望ましい。低屈折率層の厚みが50nm未満であると光の干渉効果が得られず反射防止効果が得られず画像の映り込みが大きくなるために好ましくない。また反射防止部材の反射防止層側の最表層(1層目の層)である低屈折率層の厚みは、200nmを超える場合も光の干渉効果が得られなくなるため画像の映り込みが大きくなるために好ましくない。
【0073】
本発明の反射防止部材には、さらに、易接着層、防湿層、帯電防止層、シールド層、下塗り層や保護層などを設けてもよい。シールド層は、電磁波や赤外線を遮蔽するために設けられる。
[ペクレ数を構成する各パラメーターの算出方法とペクレ数の変化挙動]
ペクレ数を構成する各パラメーターは前述の数式1に記載の通りである。
【0074】
この数式1で、Peはペクレ数、μは塗工からの時間tにおける液膜の粘度(Pa.s)、Eは塗工からの時間tにおける液膜収縮速度(m/s)、Hは塗工からの時間tにおける液膜厚み(m)、Tは塗工からの時間tにおける液膜温度(K)、kはボルツマン定数(J/K)、Rは塗工液中の粒子径(m)を示す。これらの各パラメーターの算出フローを図3に示す。
【0075】
塗工からの時間tにおける液膜厚みHは、乾燥過程の各瞬間の液膜厚みを連続的に測定して求めたものである。その測定は乾燥過程での液膜厚みの変化を、塗工した液膜までの距離を非接触測定で連続的に測定することで求めてもよいし、塗工乾燥過程の質量変化を測定し、それを液膜厚みに換算して求めてもよいが、測定精度の関係から非接触測定の方が好ましい。
【0076】
塗工からの時間tにおける液膜収縮速度Eは、乾燥過程の各瞬間の液膜収縮速度を指し、数式3に示すように前述の液膜厚みHの微小時間当たりの変化から求めることができる。
【0077】
【数3】
【0078】
塗工からの時間tにおける液膜の粘度μは、乾燥過程のその各瞬間の液膜のせん断速度0.1s−1の粘度を指している。乾燥過程での各瞬間の液膜の粘度を直接計測することは現実的に難しいため、事前に溶媒量のみを変えて固形分濃度を変化させた塗工液を各温度で測定して、温度と固形分濃度に対する粘度の検量線を作成しておき、乾燥過程の各瞬間の液膜厚み変化の実測値から求めた各瞬間の液膜の固形分濃度、乾燥過程の各瞬間の膜面温度から、各瞬間の塗工液の粘度μを求めることができる。
【0079】
粘度と固形分濃度、膜面温度の検量線は次の近似式で近似することもできる
【0080】
【数4】
【0081】
数式4で、μは塗工からの時間tにおける粘度(mPa.s)、xは塗工からの時間tにおける固形分濃度(%)、Tは塗工からの時間tにおける温度(℃)、a1、a2、a3、a4、b1、b2、b3、b4 は実験により決定した温度―固形分濃度指数を示す。
【0082】
ここで必要とする乾燥過程の塗工からの時間tにおける固形分濃度xは次の式により求めることができる。
【0083】
【数5】
【0084】
数式5で、xは塗工からの時間tにおける液膜の固形分濃度(%)、x0は塗工液の固形分濃度(%)、H0は塗工直後の液膜厚み(m)、Hは時間tにおける液膜厚み(m)、dliqは塗工液の密度(kg/m3)、dsolidは反射防止層の見かけ密度(kg/m3)、dsolvは溶媒の密度(kg/m3)を示す。
【0085】
塗工液、溶媒の密度はJISK0061:2001に基づき、浮ひょうや振動式密度計等の各種液体密度測定器にて測定可能であり、反射防止層の見かけ密度は、シャーレ等に入れた塗工液を乾燥、硬化させることにより、シート状の固形物を作り、これをJISK0061:2001に基づき、比重瓶法などの固体の密度の測定器にて測定することにより求められる。
【0086】
さらに、塗工からの時間tにおける塗膜の固形分濃度から、塗工からの時間tにおける塗膜の溶媒蒸発量を求め、その微小時間当たりの変化から乾燥速度vを求めることができる。さらに恒率乾燥期間の平均乾燥速度は、この乾燥速度vを恒率乾燥期間にて平均した値である。
【0087】
【数6】
【0088】
【数7】
【0089】
数式6で、sは塗工からの時間tにおける溶媒蒸発量、H0は塗工直後の液膜厚み(m)、dliqは塗工液の密度(kg/m3)、xは塗工からの時間tにおける液膜の固形分濃度(%)、x0は塗工液の固形分濃度(%)を示す。
【0090】
数式1に記載の粒子径Rは、塗工液中の粒子の代表径を示し、具体的には塗工液の動的光散乱法による体積基準分布のメディアン値を示す。動的光散乱法、体積基準分布およびメディアン値については前述の通りである。
【0091】
温度Tは、具体的には乾燥過程での各瞬間の膜面温度を非接触温度計にて連続的に計測することができる。
【0092】
これらのパラメーターを用いて求めた乾燥過程のペクレ数変化の挙動の1例を図4に示す。
【0093】
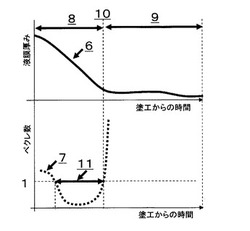
図4は、液膜厚み変化曲線6とペクレ数の変化曲線7を示す。液膜厚み変化曲線6は、前半の直線的な減少を示す区間が恒率乾燥期間8、後半の緩やかな減少を示す区間が減率乾燥期間9に、さらにその変化点が臨界乾燥点10に該当する。このときのペクレ数の変化曲線7の挙動は、塗工直後にはペクレ数の値は1よりも大きく、乾燥の進行に伴い1よりも小さくなり、さらに乾燥が進行し、恒率乾燥期間の終了と共に急激に上昇して再び1を超える。このときのペクレ数が1よりも小さくなる時間11は、図4に示すように、ペクレ数の変化曲線が1よりも小さくなっている期間に対応する。
【0094】
また、図5に乾燥速度を変化させた場合のペクレ数変化の挙動を示す。
【0095】
図5にて乾燥速度を高くすることにより、乾燥過程の液膜厚み変化が12,13,14の順で急になった場合(乾燥速度は、12<13<14、の順である。)、ペクレ数の変化曲線は15,16,17のように勾配が急になると共に(12に対応するペクレ数の変化曲線が15、13に対応するペクレ数の変化曲線が16、14に対応するペクレ数の変化曲線が17、である。)、その急激に上昇する点が移動し、ペクレ数が1よりも小さくなる期間が18、19、20の順で短くなる。
【0096】
さらに、図6に、粒子径、塗工液粘度を変化させた場合のペクレ数変化の挙動を示す。
粒子径、塗工液粘度を変化させても、乾燥速度が同じ場合に、乾燥過程の液膜厚み変化には差が現れないが、ペクレ数の変化曲線は、粒子径を小径化、または塗工液粘度を低下させることにより、ペクレ数の変化曲線は22から23のように変化し、ペクレ数が1よりも小さくなる時間が、24、25の順で長くなる。
[塗工液の構成]
本発明の製造方法に用いる塗工液は、少なくとも2種類以上の粒子を含むことが好ましい。この粒子とは、有機粒子、無機粒子のいずれでもよい。ここで、有機粒子とは有機化合物、すなわち高分子化合物により形成された粒子を指し、無機粒子とは無機化合物により形成された粒子を指す。
【0097】
粒子の種類数としては2種以上20種以下が好ましく、より好ましくは2種以上10種以下、さらに好ましくは2種以上3種以下であり、最も好ましくは2種類である。
【0098】
ここで粒子の種類とは、粒子を構成する元素の種類によって決まる。(後述するフッ素処理粒子においては、表面処理される前の粒子を構成する元素の種類によって決まる。)。例えば、酸化チタン(TiO2)と酸化チタンの酸素の一部をアニオンである窒素で置換した窒素ドープ酸化チタン(TiO2−xNx)とでは、粒子を構成する元素が異なるために、異なる種類の粒子である。また、同一の元素、例えばZn、Oのみからなる粒子(ZnO)であれば、その粒径が異なる粒子が複数存在しても、またZnとOとの組成比が異なっていても、これらは同一種類の粒子である。また酸化数の異なるZn粒子が複数存在しても、粒子を構成する元素が同一である限りは(この例ではZn以外の元素が全て同一である限りは)、これらは同一種類の粒子である。
【0099】
そして、本発明の製造方法において塗工液は、高屈折率層構成成分と、更には低屈折層構成成分とが混合されており、これにより本発明の塗工液を1回のみ塗工する工程と乾燥する工程によって、高屈折率層、低屈折率層、といった屈折率の異なる2層からなる反射防止層を支持基材上に有する反射防止部材を得ることができる。
【0100】
本発明の製造方法において用いる塗工液における、低屈折率層構成成分及び高屈折率層構成成分は、異なる種類の粒子で各々構成されることが好ましい。
[低屈折率層構成成分]
初めに低屈折率層構成成分として好適に使用される粒子に関して説明する。本発明の製造方法に用いる塗工液の、2種類以上の粒子における少なくとも1種類は、フッ素化合物Aにより表面処理された粒子(フッ素化合物Aにより表面処理された粒子をフッ素処理粒子とする)であることが重要であり、このフッ素処理粒子が低屈折率層構成成分として好適である。(フッ素化合物Aについては後述。)このフッ素処理粒子を製造する際に好適な粒子(フッ素化合物Aにより処理される前の粒子)としては、Si,Na,K,Ca,およびMgから選択される元素を含む無機粒子が好ましく挙げられ、さらに好ましくは、シリカ粒子(SiO2)、アルカリ金属フッ化物(NaF,KFなど)、およびアルカリ土類金属フッ化物(CaF2、MgF2など)から選ばれる化合物を含む無機粒子であり、耐久性、屈折率などの点からシリカ粒子が特に好ましい。なお、フッ素化合物Aにより表面処理されたシリカ粒子は、以後フッ素処理シリカ粒子とよぶ。
【0101】
フッ素処理粒子の構成材料の無機粒子として好ましく用いられるシリカ粒子とは、ケイ素化合物又は有機珪素化合物の重合(縮合)体のいずれかからなる組成物を含み成る粒子を指し、一般例として、SiO2などのケイ素化合物から導出される粒子の総称である。
【0102】
フッ素処理粒子の構成材料である粒子の、表面処理される前の形状は特に限定されるものではないが、本発明の製造方法により得られる反射防止部材に形成される反射防止層の屈折率の観点から、球状が好ましい。より好ましくは、フッ素処理粒子の構成材料である粒子がシリカ粒子であり、該シリカ粒子が中空及び/又は多孔質の形状であることが好ましい(中空シリカ粒子とは、粒子の内部に空洞を有するシリカ粒子であり、多孔質シリカ粒子とは、粒子の表面及び内部に細孔を有するシリカ粒子である。)。
【0103】
また、中空及び/又は多孔質を有するシリカ粒子などの無機粒子を用いることにより、得られる反射防止層の密度を下げる効果が得られる。特にフッ素処理粒子の構成材料である粒子として、内部に空洞を有するシリカ粒子、並びに/または、表面及び内部に細孔を有するシリカ粒子を用いることが、該フッ素処理シリカ粒子が本発明の製造方法により得られる反射防止部材の低屈折率層(反射防止層側の最表層(1層目の層)に含有されやすく、低屈折率層を好適に形成することとなるために好ましい。なお、中空及び/又は多孔質を有するシリカ粒子のことを、以下中空粒子と記載する。
【0104】
続いて、低屈折率層に好適なフッ素処理粒子の構成材料である粒子の数平均粒子径について説明する。粒子の数平均粒子径(表面処理される前の粒子の数平均粒子径)が200nmよりも大きくなると、光散乱により良好な透明性が得られなくなり好ましくない。また、粒子径が小さい分には特に影響はないが、現実的に安定して得られる粒子の数平均粒子径は1〜5nm程度が下限である。
【0105】
本発明の塗工液中の、フッ素化合物Aにより表面処理される粒子は、数平均粒子径(表面処理される前の数平均粒子径)が、好ましくは1nmから200nm、より好ましくは5nmから180nm、更に好ましくは5nmから100nmである。
【0106】
本発明における粒子の数平均粒子径とは、透過型電子顕微鏡により求めた粒子径をいう。倍率は50万倍とし、その画面に存在する10個の粒子の外径を測定しその平均値とした。
【0107】
ここで外径とは、粒子の最大の径(つまり粒子の長径であり、粒子中の最も長い径を示す)を表し、内部に空洞を有する粒子の場合も同様に、粒子の最大の径を表す。
【0108】
フッ素処理粒子は、好適に空気側(最表層)へ移動して、好適に低屈折率層を形成することができるため、塗工液に用いられる2種類以上の粒子の少なくとも1種類の粒子には、フッ素化合物Aによる表面処理がされたフッ素処理粒子であることが好ましい。なお、2種類以上の粒子の全ての粒子がフッ素処理粒子であるよりも、フッ素処理粒子と、該フッ素化合物Aによる表面処理をされていない他の粒子の両方を含む塗工液を用いる方が、屈折率差の大きい2層を得ることができるために反射防止性の点で好ましい。つまり、本発明の製造方法に用いる塗工液においては、フッ素処理粒子とフッ素処理粒子以外の他の粒子の両方を各々少なくとも1種類含むことが好ましい。
【0109】
また、フッ素化合物Aによる表面処理を施した粒子としては、中空シリカ粒子などのシリカ粒子であることが、つまりフッ素処理粒子としては、フッ素処理中空シリカ粒子であることが特に好ましい。
【0110】
中空シリカなどの粒子に対するフッ素化合物Aによる表面処理工程は、一段階で行われても良いし、多段階で行われても良い。また、複数の段階でフッ素化合物Aを用いても良いし、一つの段階のみでフッ素化合物Aを用いても良い。
【0111】
また中空シリカなどの粒子の表面処理工程にて好ましく用いられるフッ素化合物Aは、単一化合物でも良いし複数の異なる化合物を用いても良い。
【0112】
フッ素化合物Aによる表面処理とは、中空シリカ粒子などの粒子を化学的に修飾し、中空シリカ粒子などの粒子にフッ素化合物Aを導入する工程をさす。
【0113】
中空シリカ粒子などの粒子に直接フッ素化合物Aを導入する方法としては、1分子中にフッ素セグメントとシリルエーテル基(シリルエーテル基が加水分解されたシラノール基を含む)との両方を持つフルオロアルコキシシラン化合物を少なくとも1種類以上と開始剤とを共に撹拌することにより成される方法がある。しかし中空シリカ粒子などの無機粒子に直接フッ素化合物Aを導入する場合、反応性の制御が困難になったり、塗料化後塗工時に塗工斑等が発生しやすくなったりする場合がある。
【0114】
また中空シリカ粒子などの粒子を化学的に修飾して、中空シリカ粒子などの粒子にフルオロアルキル基を導入する更なる方法としては、中空シリカ粒子などの粒子を架橋成分にて処理し、フッ素化合物Aとつなぎ合わせる方法がある。官能基を有したフッ素化合物Aとしては、フルオロアルキルアルコール、フルオロアルキルエポキシド、フルオロアルキルハライド、フルオロアルキルアクリレート、フルオロアルキルメタクリレート、フルオロアルキルカルボキシレート(酸無水物及びエステル類を含む)、などを用いることができる。
【0115】
架橋成分としては、分子内にフッ素は無いが、フッ素化合物Aと反応可能な部位と、中空シリカ粒子などの粒子と反応可能な部位を少なくとも一カ所ずつ持っている化合物を指し、中空シリカ粒子などの粒子と反応可能な部位としては反応性の観点からシリルエーテル及びシリルエーテルの加水分解物であることが好ましい。これら化合物は一般的にシランカップリング剤と呼ばれ、例としては、グリシドキシアルコキシシラン類、アミノアルコキシシラン類、アクリロイルシラン類、メタクリロイルシラン類、ビニルシラン類、メルカプトシラン類、などを用いることができる。
【0116】
本発明の製造方法に用いる塗工液に好適なフッ素処理粒子のより好ましい形態は、シリカ粒子(特に中空シリカ粒子)を下記一般式(I)で示される化合物で処理し、更に下記一般式(II)で示されるフッ素化合物Aで処理した粒子である。
B−R4−SiR5n(OR6)3−n 一般式(I)
D−R7−Rf2 一般式(II)
(上記一般式中のB、Dは反応性二重結合基を示し、R4、R7は炭素数1から3のアルキレン基及びそれらから導出されるエステル構造を示し、R5、R6は水素又は炭素数が1から4のアルキル基を示し、Rf2はフルオロアルキル基を示し、nは0から2の整数を示し、それぞれ側鎖を構造中に持っても良い。)
本発明における反応性二重結合基とは、光または熱などのエネルギーをうけて発生したラジカルなどにより化学反応する官能基であり、具体例としては、ビニル基、アリル基、アクリロイル基、メタクリロイル基などが挙げられる。
【0117】
一般式(I)の具体例としては、アクリロキシエチルトリメトキシシラン、アクリロキシプロピルトリメトキシシラン、アクリロキシブチルトリメトキシシラン、アクリロキシペンチルトリメトキシシラン、アクリロキシヘキシルトリメトキシシラン、アクリロキシヘプチルトリメトキシシラン、メタクリロキシエチルトリメトキシシラン、メタクリロキシプロピルトリメトキシシラン、メタクリロキシブチルトリメトキシシラン、メタクリロキシヘキシルトリメトキシシラン、メタクリロキシヘプチルトリメトキシシラン、メタクリロキシプロピルメチルジメトキシシラン、メタクリロキシプロピルメチルジメトキシシラン及びこれら化合物中のメトキシ基が他のアルコキシル基及び水酸基に置換された化合物を含むものなどが挙げられる。
【0118】
一般式(II)の具体例としては、2,2,2−トリフルオロエチルアクリレート、2,2,3,3,3−ペンタフロオロプロピルアクリレート、2−パーフルオロブチルエチルアクリレート、3−パーフルオロブチル−2−ヒドロキシプロピルアクリレート、2−パーフルオロヘキシルエチルアクリレート、3−パーフルオロヘキシル−2−ヒドロキシプロピルアクリレート、2−パーフルオロオクチルエチルアクリレート、3−パーフルオロオクチル−2−ヒドロキシプロピルアクリレート、2−パーフルオロデシルエチルアクリレート、2−パーフルオロ−3−メチルブチルエチルアクリレート、3−パーフルオロ−3−メトキシブチル−2−ヒドロキシプロピルアクリレート、2−パーフルオロ−5−メチルヘキシルエチルアクリレート、3−パーフルオロ−5−メチルヘキシル−2−ヒドロキシプロピルアクリレート、2−パーフルオロ−7−メチルオクチル−2−ヒドロキシプロピルアクリレート、テトラフルオロプロピルアクリレート、オクタフルオロペンチルアクリレート、ドデカフルオロヘプチルアクリレート、ヘキサデカフルオロノニルアクリレート、ヘキサフルオロブチルアクリレート、2,2,2−トリフルオロエチルメタクリレート、2,2,3,3,3−ペンタフルオロプロピルメタクリレート、2−パーフルオロブチルエチルメタクリレート、3−パーフルオロブチル−2−ヒドロキシプロピルメタクリレート、2−パーフルオロオクチルエチルメタクリレート、3−パーフルオロオクチル−2−ヒドロキシプロピルメタクリレート、2−パーフルオロデシルエチルメタクリレート、2−パーフルオロ−3−メチルブチルエチルメタクリレート、3−パーフルオロ−3−メチルブチル−2−ヒドロキシプロピルメタクリレート、2−パーフルオロ−5−メチルヘキシルエチルメタクリレート、3−パーフルオロ−5−メチルヘキシル−2−ヒドロキシプロピルメタクリレート、2−パーフルオロ−7−メチルオクチルエチルメタクリレート、3−パーフルオロ−7−メチルオクチルエチルメタクリレート、テトラフルオロプロピルメタクリレート、オクタフルオロペンチルメタクリレート、オクタフルオロペンチルメタクリレート、ドデカフルオロヘプチルメタクリレート、ヘキサデカフルオロノニルメタクリレート、1−トリフルオロメチルトリフルオロエチルメタクリレート、ヘキサフルオロブチルメタクリレートなどが挙げられる。
【0119】
分子中にフルオロアルキル基Rf2を有さない一般式(I)で表される化合物を用いることにより、簡便な反応条件で、中空シリカなどのシリカ粒子表面を修飾することが可能となるばかりではなく、シリカ粒子表面に反応性を制御しやすい官能基を導入することが可能となり、その結果、反応性二重結合及びフルオロアルキル基Rf2を有するフッ素化合物Aをシリカ粒子表面で反応させることが可能になる。
【0120】
本発明の製造方法に用いる塗工液にはフッ素処理粒子を含むことが好ましい。塗工液中にフッ素化合物Aにより表面処理された粒子(フッ素処理粒子)を含むことで、これらの粒子が低屈折率層を好適に形成可能であるためである。ここで、前述したシリカ粒子及び一般式(I)で表される化合物、一般式(II)で表される化合物は、本発明で用いられる塗工液中では、シリカ粒子を一般式(I)で表される化合物と一般式(II)で表される化合物により表面処理した縮合体および/または重合体として存在していることが、低屈折率層を好適に形成可能であるため好ましい。
[高屈折率層構成成分]
続いて前記フッ素処理粒子を除いた他の粒子に関して説明する。フッ素処理粒子を除いた他の粒子は、高屈折率層構成成分として好適に用いられる。
【0121】
前記フッ素処理粒子を除いた他の粒子は、特に限定されないが、無機化合物、とくに金属、半金属酸化物、窒化物、ホウ素化物であることが好ましく、Zr,Ti,Al,In,Zn,Sb,Sn,およびCeよりなる群から選ばれる少なくとも一つの金属の酸化物粒子であることがさらに好ましい。また高屈折率層構成成分として好適に用いられる粒子としては、シリカ粒子よりも屈折率が高い粒子が好ましく、具体的には酸化ジルコニウム(ZrO2)、酸化チタン(TiO2)、酸化アルミニウム(Al2O3)、酸化インジウム(In2O3)、酸化亜鉛(ZnO)、酸化スズ(SnO2)、酸化アンチモン(Sb2O3)、およびインジウムスズ酸化物(In2O3)から選ばれる少なくとも一つの無機化合物、あるいはこれらの無機化合物間の固溶体、および一部元素を置換、侵入、欠損した固溶体であり、特に好ましくはアンチモン含有酸化スズ(ATO)や酸化チタン(TiO2)である。
【0122】
本発明においては、これらフッ素処理粒子を除いた他の粒子(無機化合物からなる粒子など)を少なくとも1種類含むことが好ましい。より好ましくはフッ素処理粒子を除いた他の粒子を1種類以上5種類以下含む態様であり、特に好ましくは1種類含む態様である。
【0123】
塗工液中の高屈折率ハードコート層構成成分として好適な粒子の数平均粒子径、特に低屈折率層構成成分として好適なシリカ粒子よりも屈折率が高い無機化合物からなる粒子の平均粒子径としては、好ましくは150nm以下、より好ましく20nm以下である。無機粒子の数平均粒子径が小さい分には問題がないが、現実的に製造可能な粒子径は1nm程度が下限である。無機粒子の数平均粒子径が20nmよりも大きくなると、乾燥過程における自発的な層構造形成が難しくなる。
【0124】
塗工液中の高屈折率層構成成分として好適な粒子の屈折率、特にシリカ粒子よりも屈折率が高い無機化合物からなる粒子の屈折率としては、好ましくは1.58〜2.80、より好ましくは1.60〜2.50である。粒子の屈折率が1.58よりも小さくなると、高屈折率ハードコート層の屈折率が低下することがあり、粒子の屈折率が2.80よりも大きくなると、高屈折率ハードコート層と支持基材との屈折率差が上昇し、良好な反射防止性能が得られなくなり、またわずかな膜厚の変化が干渉色の変化を引き起こし、これに起因する干渉縞が検知されて発生し外観が悪化することがある。
【0125】
塗工液中の高屈折率層構成成分として用いられる粒子については前述した通りだが、フッ素化合物Aによる表面処理がされた粒子がシリカ粒子の場合は、該シリカ粒子よりも屈折率が高い粒子であることが特に好ましく、このような該シリカ粒子よりも屈折率が高い粒子としては、数平均粒子径が20nm以下で、かつ屈折率が1.60から2.80の無機化合物が好ましく用いられる。そのような無機化合物の具体例としては、アンチモン含有酸化スズ(ATO)、酸化ジルコニウム(ZrO2)、及び/または酸化チタン(TiO2)が挙げられ、特に反射防止性の点から屈折率が高い酸化チタンがより好ましい。
【0126】
本発明の製造方法に用いる塗工液において、フッ素化合物Aによる表面処理がされた粒子がシリカ粒子であり、他の粒子が該シリカ粒子よりも屈折率が高い粒子である場合、支持基材の少なくとも片面上に該塗工液を1回塗工乾燥することで、フッ素処理シリカ粒子を含有した低屈折率層と、該シリカ粒子よりも屈折率が高い粒子を含有する高屈折率層を、支持基材、高屈折率層、低屈折率層の順に好適に形成できるため好ましい態様である。
[フッ素化合物B]
本発明の製造方法に用いる塗工液は、前述の2種類以上の粒子に加えて、フルオロアルキル基及び反応性部位を有し、数平均分子量が300以上4000以下であるフッ素化合物Bを含むことが好ましい。
【0127】
フッ素化合物Bを含むことにより、フッ素化合物Bの親和力により、フッ素化合物Bがフッ素処理粒子の表面に吸着し、フッ素処理粒子同士の相互作用を抑制する。その結果、塗工液の乾燥時の流動性を向上させることにより、屈折率差の大きな2層を、面内で均一な層構造として形成することが可能になり、優れた反射防止性を発現することが可能となるため、フッ素化合物Bを含むことが好ましい。
【0128】
前述のようにフッ素化合物Bの数平均分子量は、300以上4000以下であることが好ましい。フッ素化合物Bの数平均分子量を上記範囲にすることにより、液膜中での運動性と粒子間相互作用の抑制効果を両立させることができ、反射防止性を向上させることができる。
【0129】
前述の数平均分子量は、テトラヒドロフランを溶媒にし、分子量既知の単分散ポリスチレンを標準物質として用い、ゲルパーミエーションクロマトグラフ(GPC)法により測定して求めたものである。その他氷点降下、沸点上昇、浸透圧、末端基定量の蒸気圧オスモメトリーなどで求められる。また、数平均分子量とは、分子量Miの分子数をNiとした際に、Mn=ΣMiNi/ΣNiで定義されるものである。
【0130】
また本発明におけるフッ素化合物Bは、以下の一般式(A)のモノマー、一般式(B)のモノマー、一般式(A)のモノマーに由来するオリゴマー、及び一般式(B)のモノマーに由来するオリゴマーからなる群より選ばれる少なくとも1つの化合物であることがより好ましい。
H2C=C(R1)−COO−R2−Rf1 ・・・一般式(A)
A−R3−Rf1 ・・・一般式(B)
(式中、R1は水素原子またはメチル基、Rf1は炭素数4〜8の直鎖状または分岐状のフルオロアルキル基、R2は炭素数1〜10のアルキル基、R3は炭素数1〜10のアルキル基、Aは反応性二重結合基である。)
一般式(A)のモノマーの具体例としては、2,2,2−トリフルオロエチルアクリレート、2,2,3,3,3−ペンタフロオロプロピルアクリレート、2−パーフルオロブチルエチルアクリレート、3−パーフルオロブチル−2−ヒドロキシプロピルアクリレート、2−パーフルオロヘキシルエチルアクリレート、3−パーフルオロヘキシル−2−ヒドロキシプロピルアクリレート、2−パーフルオロオクチルエチルアクリレート、3−パーフルオロオクチル−2−ヒドロキシプロピルアクリレート、2−パーフルオロデシルエチルアクリレート、2−パーフルオロ−3−メチルブチルエチルアクリレート、3−パーフルオロ−3−メトキシブチル−2−ヒドロキシプロピルアクリレート、2−パーフルオロ−5−メチルヘキシルエチルアクリレート、3−パーフルオロ−5−メチルヘキシル−2−ヒドロキシプロピルアクリレート、2−パーフルオロ−7−メチルオクチル−2−ヒドロキシプロピルアクリレート、テトラフルオロプロピルアクリレート、オクタフルオロペンチルアクリレート、ドデカフルオロヘプチルアクリレート、ヘキサデカフルオロノニルアクリレート、ヘキサフルオロブチルアクリレート、2,2,2−トリフルオロエチルメタクリレート、2,2,3,3,3−ペンタフルオロプロピルメタクリレート、2−パーフルオロブチルエチルメタクリレート、3−パーフルオロブチル−2−ヒドロキシプロピルメタクリレート、2−パーフルオロオクチルエチルメタクリレート、3−パーフルオロオクチル−2−ヒドロキシプロピルメタクリレート、2−パーフルオロデシルエチルメタクリレート、2−パーフルオロ−3−メチルブチルエチルメタクリレート、3−パーフルオロ−3−メチルブチル−2−ヒドロキシプロピルメタクリレート、2−パーフルオロ−5−メチルヘキシルエチルメタクリレート、3−パーフルオロ−5−メチルヘキシル−2−ヒドロキシプロピルメタクリレート、2−パーフルオロ−7−メチルオクチルエチルメタクリレート、3−パーフルオロ−7−メチルオクチルエチルメタクリレート、テトラフルオロプロピルメタクリレート、オクタフルオロペンチルメタクリレート、オクタフルオロペンチルメタクリレート、ドデカフルオロヘプチルメタクリレート、ヘキサデカフルオロノニルメタクリレート、1−トリフルオロメチルトリフルオロエチルメタクリレート、ヘキサフルオロブチルメタクリレートなどが挙げられる。
【0131】
また一般式(A)のモノマーに由来するオリゴマーとしては、上記(A)の具体例のモノマーをラジカル重合などの高分子反応により得られる平均重合度2〜10程度の化合物をさす。
【0132】
一般式(B)のモノマーとしては、ヘプタデカフルオロデシルトリメトキシシラン(TSL8233、モメンティブ・パフォーマンス・マテリアルズ・ジャパン合同会社製)、トリデカフルオロオクチルトリメトキシシラン(TSL8257、モメンティブ・パフォーマンス・マテリアルズ・ジャパン合同会社製)などをはじめとしたフルオロアルキル基を有するフルオロアルキルシランが例示される。
【0133】
また一般式(B)のモノマーに由来するオリゴマーは、上述のフルオロアルキルシランに所定量の水を加え酸触媒の存在下にて副生するアルコールを留去しながら反応させることにより得られる化合物である。この反応により、フルオロアルキルシランの一部が加水分解し、更にこれらが縮合反応を起こしオリゴマーが得られる。加水分解率は使用する水の量によって調節することができる。加水分解に用いる水の量は、通常、シランカップリング剤に対して1.5モル倍以上である。さらに得られるオリゴマーの平均重合度は2〜10の化合物であることが好ましい。
[溶媒]
本発明の反射防止部材の製造方法に使用する塗工液は、前述の2種類以上の粒子に加えて、さらに溶媒を含むことが好ましい。ここでいう溶媒とは、塗工後の乾燥工程にてほぼ大部分を蒸発させることが可能な液体を指す。塗工液に溶媒を含むことにより、液膜の展延が容易になるため膜厚制御精度が向上し、また、フッ素処理粒子の空気側(最表面層への移動が容易になるため、反射防止性能が向上する。
【0134】
溶媒は、特に限定されるものではないが、通常、常圧での沸点が200℃以下の溶媒が好ましい。具体的には、水、アルコール類、ケトン類、エーテル類、エステル類、炭化水素類、アミド類、フッ素類等が用いられる。これらは、1種、または2種以上を組み合わせて用いることができる。具体的には、例えば、プロピレングリコールモノメチルエーテル(PGME)、シクロヘキサノン、メチルエチルケトン、メチルイソブチルケトン、メタノール、イソプロピルアルコール等が挙げられ、特に粒子の分散安定性の点からイソプロピルアルコール、プロピレングリコールなどが特に好ましい。
【0135】
アルコール類としては、例えば、メタノール、エタノール、イソプロピルアルコール、イソブタノール、n−ブタノール、tert−ブタノール、エトキシエタノール、ブトキシエタノール、ジエチレングリコールモノエチルエーテル、ベンジルアルコール、フェニチルアルコール等を挙げることができる。ケトン類としては、例えば、アセトン、メチルエチルケトン、メチルイソブチルケトン、シクロヘキサノン等を挙げることができる。エーテル類としては、例えば、ジブチルエーテル、プロピレングリコールモノエチルエーテルアセテートなどを挙げることができる。エステル類としては、例えば、酢酸エチル、酢酸ブチル、乳酸エチル、アセト酢酸メチル、アセト酢酸エチル等を挙げることができる。芳香族類としては、例えば、トルエン、キシレン等を挙げることができる。アミド類としては、例えば、N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド、N−メチルピロリドン等を挙げることができる。
[バインダー成分]
本発明の反射防止部材の製造方法に用いる塗工液は、少なくとも1種類以上のバインダー成分を含むことが望ましい。つまり、本発明の塗工液により得られる反射防止部材の低屈折率層および高屈折率層には、前記した物質以外に塗工液中のバインダー成分に由来するバインダー成分を含んでいてもよい。塗工液中のバインダー成分としては特に限定するものではないが、製造性の観点より、熱及び/または活性エネルギー線などにより、硬化可能なバインダー成分であることが好ましく、バインダー成分は一種類であっても良いし、二種類以上を混合して用いても良い。
【0136】
また、本発明における前記フッ素処理粒子や、前記フッ素処理粒子以外の他の粒子を膜中に保持する観点より、分子中にアルコキシシランやアルコキシシランの加水分解物や反応性二重結合を有しているバインダー成分であることが好ましい。またUV線により硬化する場合は、酸素阻害を防ぐことができることから酸素濃度ができるだけ低い方が好ましく、嫌気性雰囲気下で硬化する方がより好ましい。酸素濃度を下げることにより最表面の硬化状態が向上し、耐アルカリ性が良化する場合がある。このような塗工液中のバインダー成分として、多官能アクリレートを用いるのが好ましく、代表的なものを以下に例示する。1分子中に、3(より好ましくは4または5)個以上の(メタ)アクリロイルオキシ基を有する多官能アクリレートおよびその変性ポリマー、具体的な例としては、ペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールトリ(メタ)アクリレート、ジペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、ペンタエリスリトールトリアクリレートヘキサンメチレンジイソシアネートウレタンポリマーなどを用いることができる。これらの単量体は、1種または2種以上を混合して使用することができる。また、市販されている多官能アクリル系組成物としては三菱レイヨン株式会社;(商品名”ダイヤビーム”シリーズなど)、長瀬産業株式会社;(商品名”デナコール”シリーズなど)、新中村化学株式会社;(商品名”NKエステル”シリーズなど)、DIC株式会社;(商品名”UNIDIC”など)、東亜合成化学工業株式会社;(”アロニックス”シリーズなど)、日本油脂株式会社;(”ブレンマー”シリーズなど)、日本化薬株式会社;(商品名”KAYARAD”シリーズなど)、共栄社化学株式会社;(商品名”ライトエステル”シリーズなど)などを挙げることができ、これらの製品を利用することができる。
[開始剤、硬化剤、他添加剤]
本発明の反射防止部材の製造方法に用いる塗工液は、更に開始剤や硬化剤や触媒を含むことが好ましい。開始剤及び触媒は、フッ素処理粒子であるフッ素処理シリカ粒子とバインダー成分との反応を促進したり、バインダー成分間の反応を促進するために用いられる。該開始剤としては、塗工液をアニオン、カチオン、ラジカル反応等による重合および/または縮合および/または架橋反応を開始あるいは促進できるものが好ましい。
【0137】
該開始剤及び該硬化剤及び触媒は、種々のものを使用できる。また、複数の開始剤を同時に用いても良いし、単独で用いても良い。さらに、酸性触媒や、熱重合開始剤や光重合開始剤を併用しても良い。酸性触媒の例としては、塩酸水溶液、蟻酸、酢酸などが挙げられる。熱重合開始剤の例としては、過酸化物、アゾ化合物が挙げられる。また、光重合開始剤の例としては、アルキルフェノン系化合物、含硫黄系化合物、アシルホスフィンオキシド系化合物、アミン系化合物などが挙げられるがこれらに限定されるものではないが、硬化性の点から、アルキルフェノン系化合物が好ましく、具体例としては、2.2−ジメトキシ−1.2−ジフェニルエタン−1−オン、2−メチル−1−(4−メチルチオフェニル)−2−モルフォリノプロパン−1−オン、2−ベンジル−2−ジメチルアミノ−1−(4−フェニル)−1−ブタン、2−(ジメチルアミノ)−2−[(4−メチルフェニル)メチル]−1−(4−フェニル)−1−ブタン、2−ベンジル−2−ジメチルアミノ−1−(4−モルフォリノフェニル)−1−ブタン、2−(ジメチルアミノ)−2−[(4−メチルフェニル)メチル]−1−[4−(4−モルフォリニル)フェニル]−1−ブタン、1−シクロヒキシル−フェニルケトン、2−メチル−1−フェニルプロパン−1−オン、1−[4−(2−エトキシ)−フェニル]−2−ヒドロキシ−2−メチル−1−プロパン−1−オン、などが挙げられる。
【0138】
なお、該開始剤及び該硬化剤の添加割合は、塗工液中のバインダー成分量100質量部に対して0.001質量部から30質量部が好ましく、より好ましくは0.05質量部から20質量部であり更に好ましくは0.1質量部から10質量部である。
【0139】
その他として、本発明の製造方法に用いる塗工液には更に、界面活性剤、増粘剤、レベリング剤、紫外線吸収剤、酸化防止剤、重合禁止剤、pH調製剤などの添加剤を必要に応じて適宜添加しても良い。
[塗工液中の各成分の含有量]
フッ素処理粒子を除いた粒子を他の粒子とした際に、フッ素処理粒子/他の粒子の含有比率(質量比率)が、フッ素処理粒子/他の粒子=1/30〜1/1であることが好ましい。
【0140】
フッ素処理粒子/他の粒子の含有比率(質量比率)を上記範囲にすることにより、優れた反射防止性を維持しながら耐擦傷性、耐摩耗性を確保することが可能になる。
【0141】
好ましくは、本発明の塗工液100質量%において、(フッ素処理粒子を含む)全ての粒子(ここでいう全ての粒子には、フッ素化合物Aによる表面処理によって、フッ素処理粒子中の粒子と結合したフッ素化合物Aなど有機化合物も含めたフッ素処理粒子全体の質量も含める。)の合計が0.2質量%〜40質量%、有機溶媒を40〜98質量%、フッ素化合物Bを1質量%〜30質量%、バインダー成分、開始剤、硬化剤、及び触媒などのその他の成分を0.1質量%〜20質量%含む態様であり、より好ましくは、(フッ素処理無機粒子を含む)全ての粒子の合計が1質量%〜35質量%、溶媒を50〜97質量%、フッ素化合物Bを2〜25質量%、その他の成分を1〜15質量%含む態様である。
【0142】
さらに好ましい態様としては、2種類以上の粒子が無機化合物粒子とフッ素処理シリカ粒子であり、これらの合計が本発明の塗工液100質量%において2〜30質量%、有機溶媒が60〜95質量%、フッ素化合物Bを3〜20質量%、その他の成分が2〜10質量%の態様である。
【0143】
フッ素処理粒子は、これを含む塗工液を支持基材に塗工して乾燥した際に、好適に空気側(最表面層)へ固定され、好適に低屈折率層を形成することができるため、本発明の塗工液に用いられる2種類以上の粒子の少なくとも1種類の粒子(特にシリカ粒子)には、フッ素化合物Aによる表面処理がされていることが重要である。
【0144】
なお、2種類以上の粒子の全ての粒子がフッ素化合物Aによる表面処理を施された場合よりも、フッ素化合物Aによる表面処理を施された粒子(特にシリカ粒子)と該表面処理をされていない粒子(特に金属酸化物)の両方を含む塗工液を用いる方が、屈折率差の大きい2層を得ることができるために反射防止性の点で好ましい。
[支持基材]
反射防止部材をCRT画像表示面やレンズ表面に直接設ける場合を除き、反射防止部材は支持基材を有することが重要である。支持基材に特に限定はないが、ガラス板よりもプラスチックフィルムの方が好ましい。プラスチックフィルムの材料の例には、セルロースエステル(例、トリアセチルセルロース、ジアセチルセルロース、プロピオニルセルロース、ブチリルセルロース、アセチルプロピオニルセルロース、ニトロセルロース)、ポリアミド、ポリカーボネート、ポリエステル(例、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリ−1,4−シクロヘキサンジメチレンテレフタレート、ポリエチレン−1,2−ジフェノキシエタン−4,4’−ジカルボキシレート、ポリブチレンテレフタレート)、ポリスチレン(例、シンジオタクチックポリスチレン)、ポリオレフィン(例、ポリプロピレン、ポリエチレン、ポリメチルペンテン)、ポリスルホン、ポリエーテルスルホン、ポリアリレート、ポリエーテルイミド、ポリメチルメタクリレート及びポリエーテルケトンなどが含まれるが、これらの中でも得にトリアセチルセルロース、ポリカーボネート、ポリエチレンテレフタレートおよびポリエチレンナフタレートが好ましい。
【0145】
本発明の製造方法の好ましい態様では、上述のような耐擦傷性が十分でないプラスチックを直接、支持基材に使用しても、反射防止性に加えて耐擦傷性も付与できるため、公知技術のように、支持基材上にハードコート層を設ける必要はない。また上述のように、支持基材は接着層、シールド層、滑り層などの各種機能層を有するフィルムとすることもできる。
【0146】
支持基材の光透過率は、80%以上100%以下であることが好ましく、86%以上100%以下であることがさらに好ましい。ここで光透過率とは、光を照射した際に試料を透過する光の割合のことであり、JIS K 7361−1(1997)に従い測定することができる透明材料の透明性の指標である。反射防止部材の光透過率としては値が大きいほど良好であり、値が小さいとヘイズ値が上昇、画像劣化が生じる可能性が高くなるため好ましくない。ヘイズはJIS K 7136(2000)に規定された透明材料の濁りの指標である。ヘイズは小さいほど透明性が高いことを示す。
【0147】
支持基材のヘイズは、0.01%以上2.0%以下であることが好ましく、0.05%以上1.0%以下であることがさらに好ましい。
【0148】
支持基材の屈折率は、1.4〜1.7であることが好ましい。なお、ここでいう屈折率とは、光が空気中からある物質中に進む時、その界面で進行方向の角度を変える割合のことであり、JIS K 7142(1996)に規定されている方法により測定することができる。
【0149】
支持基材には、赤外線吸収剤あるいは紫外線吸収剤を添加してもよい。赤外線吸収剤の添加量は、支持基材の全成分100質量%において0.01〜20質量%であることが好ましく、0.05〜10質量%であることがさらに好ましい。滑り剤として、不活性無機化合物の粒子を支持基材に添加してもよい。無機化合物の例には、SiO2、TiO2、BaSO4、CaCO3、タルクおよびカオリンが含まれる。更に、支持基材に、表面処理を実施してもよい。
【0150】
支持基材の表面には、各種の表面処理を施すことも可能である。表面処理の例には、薬品処理、機械的処理、コロナ放電処理、火焔処理、紫外線照射処理、高周波処理、グロー放電処理、活性プラズマ処理、レーザー処理、混酸処理およびオゾン酸化処理が含まれる。これらの中でもグロー放電処理、紫外線照射処理、コロナ放電処理および火焔処理が好ましく、グロー放電処理と紫外線処理がさらに好ましい。
[本発明の塗工液を用いた反射防止部材の製造方法]
本発明の製造方法では、支持基材の少なくとも片面に、1層の液膜からなる塗工液を1回塗工する工程と乾燥する工程をこの順に行なうことにより、支持基材上に屈折率の異なる2層を同時に形成することができる。
【0151】
ここで、1層の液膜からなる塗工液を1回塗工する工程とは、基材に対して1回の塗工工程にて1種類の塗工液からなる1層の液膜を1回だけ塗工することを指し、1回の塗工工程にて複数層からなる液膜を同時に1回塗工する多層同時塗工や、1回の塗工時に1層の液膜を複数回の塗工、乾燥工程を有する連続逐次塗工、1回の塗工時に1層の液膜を複数回の塗工し、次いで乾燥する、ウェットオンウェット塗工などを行わないことを指す。
【0152】
まず、各層を形成するための成分を含有した塗工液は前述の要領で調製され、この塗工液をディップコート法、エアーナイフコート法、カーテンコート法、ローラーコート法、ワイヤーバーコート法、グラビアコート法やダイコート法(米国特許2681294号明細書参照)などにより支持基材上に塗工する。
【0153】
これらの塗工方式のうち、グラビアコート法または、ダイコート法が塗工方法として好ましい。グラビアコート法は反射防止層のような塗工量の少ない塗工液を均一な膜厚で塗工することに優れており、グラビアコート法の中でもダイレクトグラビア法で、グラビアロール直径の小さい小径グラビアロールを用いることが、メニスカス部の安定性確保の面からより好ましい。このような塗工方法としては、マイクログラビア法が提案されている。
【0154】
また、ダイコート法は、反射防止層のような塗工量の少ない場合には工夫を要するが、前計量方式のためコーティングダイへの供給液量にて膜厚の制御が可能であり、また、原理的に塗工液の滞留部、蒸発部がないため、塗工液の安定性の面からも優れている。
【0155】
次いで、支持基材上に塗工された液膜を乾燥する。得られる反射防止部材中から完全に溶媒を除去する事に加え、自発的に層構造を形成させるために液膜中での粒子の運動を促進するという観点からも、乾燥工程では液膜の加熱を伴うことが好ましい。
【0156】
この乾燥工程は一般的に、(A)恒率乾燥期間、(B)減率乾燥期間に分けられ、前者は、液膜表面において溶媒分子の大気中への拡散が乾燥の律速になっているため、乾燥速度は、この区間において一定で、乾燥速度は大気中の被蒸発溶媒分圧、風速、温度により支配され、膜面温度は熱風温度と大気中の被蒸発溶媒分圧により決まる値で一定になる。後者は、液膜中での溶媒の拡散が律速となっているため、乾燥速度はこの区間において一定値を示さず低下し続け、液膜中の溶媒の拡散係数により支配され、膜面温度は上昇する。ここで乾燥速度とは、単位時間、単位面積当たりの溶媒蒸発量を表わしたもので、g/(m2.s)の次元からなる。
【0157】
本発明の製造方法では、自発的な層構造の形成は恒率乾燥期間において発生していると推定しており、この区間における乾燥速度には、好ましい範囲があり、1.4g/(m2.s)以下であることが好ましく、0.9g/(m2.s)以下であることがより好ましく、0.1g/(m2.s)以上であることが好ましい。恒率乾燥期間における乾燥速度をこの範囲にすることにより、乾燥速度の不均一さに起因するムラを防ぎ、かつ自発的な層構造を起こすことに必要な時間を十分に確保することができる。
【0158】
0.1g/(m2.s)以上1.4g/(m2.s)以下の範囲の乾燥速度が得られるならば、特に特定の風速、温度に限定されない。
【0159】
本発明の製造方法では、減率乾燥期間では、残存溶媒の蒸発と共に、粒子の配列による層構造の緻密化が行われる。この過程においては粒子の配列のため、粒子の運動性と共に、配列のための時間を必要とするため、減率乾燥期間における膜面温度上昇速度には好ましい範囲が存在し、5℃/秒以下であることが好ましく、1℃/秒以下であることがより好ましい。
【0160】
乾燥方法については、伝熱乾燥(高熱物体への密着)、対流伝熱(熱風)、輻射伝熱(赤外線)、その他(マイクロ波、誘導加熱)などが挙げられる。この中でも、本発明の製造方法では、精密に幅方向で乾燥速度を均一にする必要から、対流伝熱、または輻射伝熱を使用した方式が好ましく、さらに恒率乾燥期間においては、幅方向で均一な乾燥速度を達成するため、対流伝熱による乾燥の場合には、制御可能な風速を維持しつつ、乾燥時の総括物質移動係数を下げることが可能な方法として、支持基材に対して平行で、基材の搬送方向に対して平行、あるいは垂直な方向に熱風を送風する方式が望ましい。
【0161】
さらに、乾燥工程後に形成された支持基材上の2層に対して、熱またはエネルギー線を照射する事によるさらなる硬化操作(硬化工程)を行ってもよい。硬化工程において、熱で硬化する場合には、室温から200℃であることが好ましく、硬化反応の活性化エネルギーの観点から、より好ましくは100℃以上200℃以下、さらに好ましくは130℃以上200℃以下である。
【0162】
また、エネルギー線により硬化する場合には汎用性の点から電子線(EB線)及び/又は紫外線(UV線)であることが好ましい。また紫外線により硬化する場合は、酸素阻害を防ぐことができることから酸素濃度ができるだけ低い方が好ましく、窒素雰囲気下(窒素パージ)で硬化する方がより好ましい。酸素濃度が高い場合には、最表面の硬化が阻害され、硬化が不十分となり、耐擦傷性、耐アルカリ性が不十分となる場合がある。また、紫外線を照射する際に用いる紫外線ランプの種類としては、例えば、放電ランプ方式、フラッシュ方式、レーザー方式、無電極ランプ方式等が挙げられる。放電ランプ方式である高圧水銀灯を用いて紫外線硬化させる場合、紫外線の照度が100〜3000mW/cm2、好ましくは200〜2000mW/cm2、さらに好ましくは300〜1500mW/cm2となる条件で紫外線照射を行うことが好ましく、紫外線の積算光量が100〜3000mJ/cm2、好ましく200〜2000mJ/cm2、さらに好ましくは300〜1500mJ/cm2となる条件で紫外線照射を行うことがより好ましい。ここで、紫外線照度とは、単位面積当たりに受ける照射強度で、ランプ出力、発光スペクトル効率、発光バルブの直径、反射鏡の設計及び被照射物との光源距離によって変化する。しかし、搬送スピードによって照度は変化しない。また、紫外線積算光量とは単位面積当たりに受ける照射エネルギーで、その表面に到達するフォトンの総量である。積算光量は、光源下を通過する照射速度に反比例し、照射回数とランプ灯数に比例する。
【0163】
硬化を熱により行う場合、乾燥工程と硬化工程とを同時におこなってもよい。
【0164】
また本発明の製法により得られた反射防止部材は、PDPなどの各種画像表示装置の視認側表面に設けることで、反射防止性に優れた画像表示装置を提供することができる。なおこの際は、反射防止部材における支持基材側を画像表示装置側として、反射防止部材などを設けることが重要である。
【実施例】
【0165】
次に、実施例に基づいて本発明を説明するが、本発明は必ずしもこれらに限定されるものではない。
【0166】
[高屈折率層構成成分(A−8)の調整]
下記材料を混合し、高屈率層構成成分(A−8)を得た。
二酸化チタン粒子分散物 72質量部
(ELCOM 日揮触媒化成株式会社製:固形分30質量%、数平均粒子径 8nm)
バインダー成分A 18質量部
(カヤラッドDPHA 日本化薬株式会社製:固形分100質量%)
2−プロパノール 1質量部
エチレングリコールモノブチルエーテル 9質量部
[高屈折率層構成成分(A−15)の調整]
前記、高屈折率層構成成分(A−8)に対し、二酸化チタン粒子分散物を下記の二酸化ジルコニウム粒子分散物に変えた以外は同様にして、高屈率層構成成分(A−15)を得た。
二酸化ジルコニウム粒子分散物
(ELCOM 日揮触媒化成株式会社製:固形分30質量%、数平均粒子径 15nm)
[高屈折率層構成成分(A−25)の調整]
前記、高屈折率層構成成分(A−8)に対し、二酸化チタン粒子分散物を下記のATO粒子分散物に変えた以外は同様にして、高屈率層構成成分(A−15)を得た。
ATO粒子分散物
(リオデュラス 東洋インキ株式会社製:固形分30質量%、数平均粒子径 25nm)
[高屈折率層構成成分(A−40)の調整]
前記、高屈折率層構成成分(A−8)に対し、二酸化チタン粒子分散物を下記のATO粒子分散物に変えた以外は同様にして、高屈率層構成成分(A−40)を得た
ATO粒子分散物
(ELCOM 日揮触媒化成株式会社製:固形分30質量%、数平均粒子径 38nm)
[高屈折率層構成成分(A−50)の調整]
下記材料を混合し、メディア分散機(直径0.1mmのジルコニアビーズ使用)を用いて、上記液中のATO粒子を分散してATO分散液を得た。
導電性微粒子ATO 20質量部
(アンチモンドープ酸化錫T−1 三菱マテリアル(株)製)
テトラアルコキシシラン 3.0質量部
メチルイソブチルケトン 77質量部
さらに、前記ATO分散液に多官能アクリレートであるカヤラッドDPHA(日本化薬株式会社製:固形分100質量%)を質量比8:2で混合して、高屈率層構成成分(A−50)を得た。
【0167】
[高屈折率層構成成分(A−70)の調整]
前記、高屈折率層構成成分(A−8)に対し、二酸化チタン粒子分散物を下記PTO粒子分散物に変えた以外は同様にして、高屈率層構成成分(A−70)を得た。
PTO粒子分散物 80質量部
(ELCOM 日揮触媒化成株式会社製:固形分30質量%、平均粒子径 70nm)
[高屈折率層構成成分(B−8)の調整]
前記、高屈折率層構成成分(A−8)に対し、バインダー成分Aを下記材料に変えた以 外は同様にして、高屈折率層構成成分(B−8)を得た。
バインダー成分B
(アロニックス M405 東亜合成株式会社製:固形分100質量%)
[高屈折率層構成成分(B−50)の調整]
前記、高屈折率層構成成分(A−50)に対し、バインダー成分Aを下記材料に変えた以外は同様にして、高屈折率層構成成分(B−50)を得た。
バインダー成分B
(アロニックス M405 東亜合成株式会社製:固形分100質量%)
[高屈折率層構成成分(B−15)の調整]
前記、高屈折率層構成成分(A−15)に対し、バインダー成分Aを下記材料に変えた以 外は同様にして、高屈折率層構成成分(B−15)を得た。
バインダー成分B
(アロニックス M405 東亜合成株式会社製:固形分100質量%)
[高屈折率層構成成分(C−15)の調整]
前記、高屈折率層構成成分(A−15)に対し、バインダー成分Aを下記材料に変えた以 外は同様にして、高屈折率層構成成分(C−15)を得た。
バインダー成分C
(アロニックス M350 東亜合成株式会社製:固形分100質量%)
[高屈折率層構成成分(X)の調整]
下記材料を混合し、高屈率層構成成分(X)を得た。
【0168】
オプスターTU4005 (JSR株式会社) 1.0質量部
2−プロパノール 1.0質量部
エチレングリコールモノブチルエーテル 0.11質量部
[低屈折率層構成成分の調整]
[低屈折率層構成成分(a)の調整]
中空シリカであるスルーリア4110(日揮触媒化成株式会社製:固形分濃度20質量%)15gに、メタクリロキシプロピルトリメトキシシラン1.37gと10質量%蟻酸水溶液0.17gを混合し、70℃にて1時間撹拌した。ついで、H2C=CH−COO−CH2−(CF2)8F 1.38g及び2,2−アゾビスイソブチロニトリル0.057gを加えた後、60分間90℃にて加熱撹拌した。その後、イソプロピルアルコールを加え希釈し、固形分14質量%の低屈折率層構成成分(a)とした。
【0169】
[低屈折率層構成成分(b)の調整]
低屈折率層構成成分(a)に対し、H2C=CH−COO−CH2−(CF2)8F をH2C=CH−COO−CH2−(CF2)6Fに置き換えた以外は同様にして、低屈折率層構成成分(b)を得た。
【0170】
[塗工液1]
下記材料を混合し塗工液1を得た。
低屈折率層構成成分(a) 7.1質量部
高屈折率層構成成分(A−25) 29質量部
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン 0.36質量部
フッ素化合物B−1 7.6質量部
(H2C=CH−COO−CH2−(CF2)8F 数平均分子量:518 )
2−プロパノール 57質量部
[塗工液2]
塗工液1に対し、高屈折率層構成成分(A−25)を 高屈折率層構成成分(A−15)に置き換えた以外は同様にして、塗工液2を得た。
【0171】
[塗工液3]
塗工液1に対し、高屈折率層構成成分(A−25)を 高屈折率層構成成分(B−15)に置き換えた以外は同様にして、塗工液3を得た。
【0172】
[塗工液4]
塗工液1に対し、高屈折率層構成成分(A−25)を 高屈折率層構成成分(C−15)に置き換えた以外は同様にして、塗工液4を得た。
【0173】
[塗工液5]
塗工液1に対し、高屈折率層構成成分(A−25)を 高屈折率層構成成分(A−8)に置き換えた以外は同様にして、塗工液5を得た。
【0174】
[塗工液6]
下記材料を混合し、塗工液6を得た。
低屈折率層構成成分(a) 7.1質量部
高屈折率層構成成分(A−15) 18質量部
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン 0.22質量部
フッ素化合物B−1 4.8質量部
(H2C=CH−COO−CH2−(CF2)8F 数平均分子量:518 )
2−プロパノール 70.3質量部
[塗工液7]
下記材料を混合し、塗工液7を得た。
低屈折率層構成成分(a) 7.1質量部
高屈折率層構成成分(A−15) 49.8質量部
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン 0.63質量部
フッ素化合物B−1 13.1質量部
(H2C=CH−COO−CH2−(CF2)8F 数平均分子量:518 )
2−プロパノール 3.00質量部
[塗工液8]
下記材料を混合し、塗工液8を得た。
低屈折率層構成成分(a) 7.1質量部
高屈折率層構成成分(A−15) 14質量部
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン 0.18質量部
フッ素化合物B−1 3.8質量部
(H2C=CH−COO−CH2−(CF2)8F 数平均分子量:518 )
2−プロパノール 7.5質量部
[塗工液9]
下記材料を混合し、塗工液9を得た。
低屈折率層構成成分(a) 7.1質量部
高屈折率層構成成分(A−15) 75質量部
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン 0.95質量部
フッ素化合物B−1 13質量部
(H2C=CH−COO−CH2−(CF2)8F 数平均分子量:518 )
2−プロパノール 5質量部
[塗工液10]
塗工液6に対し、高屈折率層構成成分(A−15)を 高屈折率層構成成分(A−40)に置き換えた以外は同様にして、塗工液10を得た。
【0175】
[塗工液11]
塗工液6に対し、高屈折率層構成成分(A−15)を 高屈折率層構成成分(B−50)に置き換えた以外は同様にして、塗工液11を得た。
【0176】
[塗工液12]
下記材料を混合し、塗工液12を得た。
低屈折率層構成成分(a) 7.1質量部
高屈折率層構成成分(B−8) 18質量部
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン 0.22質量部
ヒドロキシルプロピルアクリレート 4.8質量部
2−プロパノール 70.3質量部
[塗工液13]
下記材料を混合し、塗工液13を得た。
低屈折率層構成成分(a) 7.1質量部
高屈折率層構成成分(B−8) 18質量部
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン 0.22質量部
フッ素化合物B−2 4.8質量部
(メガファックF408 DIC株式会社)
2−プロパノール 70.3質量部
[塗工液14]
下記材料を混合し塗工液14を得た。
低屈折率層構成成分(a) 7.1質量部
高屈折率層構成成分(A−15) 29質量部
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン 0.36質量部
フッ素化合物B−3 7.6質量部
(H2C=CH−COO−CH2−(CF2)4F 数平均分子量:318 )
2−プロパノール 57質量部
[塗工液15]
下記材料を混合し塗工液15を得た。
低屈折率層構成成分(a) 7.1質量部
高屈折率層構成成分(A−15) 29質量部
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン 0.36質量部
フッ素化合物B−4 7.6質量部
(CF3(CF2)7CH2CH2Si(OH)3の7量体オリゴマー
数平均分子量:4000 )
2−プロパノール 57質量部
[塗工液16]
下記材料を混合し、塗工液16を得た。
低屈折率層構成成分(a) 7.1質量部
高屈折率層構成成分(B−8) 18質量部
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン 0.22質量部
フッ素化合物B−5 4.8質量部
(H2C=CH−COO−CH2−CF3 数平均分子量 150)
2−プロパノール 70.3質量部
[塗工液17]
下記材料を混合し、塗工液17を得た。
低屈折率層構成成分(a) 7.1質量部
高屈折率層構成成分(B−8) 18質量部
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン 0.22質量部
フッ素化合物B−6 4.8質量部
(CF3(CF2)7CH2CH2Si(OH)3の9量体オリゴマー
数平均分子量:4500 )
2−プロパノール 70.3質量部
[塗工液18]
下記材料を混合し、塗工液18を得た。
低屈折率層構成成分(a) 7.1質量部
高屈折率層構成成分(B−8) 18質量部
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン 0.22質量部
フッ素化合物B−1 4.8質量部
(H2C=CH−COO−CH2−(CF2)8F 数平均分子量:518 )
2−プロパノール 70.3質量部
[塗工液19]
下記材料を混合し塗工液19を得た。
低屈折率層構成成分(a) 7.1質量部
高屈折率層構成成分(x) 7.1質量部
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン 0.10質量部
2−プロパノール 85.8質量部
[塗工液20]
下記材料を混合し塗工液20(低屈折率層塗工液)を得た。
低屈折率層構成成分(a) 7.1質量部
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン 0.10質量部
多官能アクリレート 18質量部
(カヤラッドDPHA 日本化薬株式会社製:固形分100質量%)
2−プロパノール 65質量部
[塗工液21]
下記材料を混合し塗工液21(高屈折率層塗工液)を得た。
高屈折率層構成成分(A−25) 29質量部
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン 0.36質量部
2−プロパノール 65質量部
[塗工液22]
塗工液1対し、高屈折率層構成成分(A−25)を 高屈折率層構成成分(A−70)に置き換えた以外は同様にして、塗工液22を得た。
【0177】
[塗工液23]
下記材料を混合し、塗工液23(ハードコート塗工液)を得た。
ペンタエリスリトールトリアクリレート(PETA) 30.0質量部
イルガキュア907(商品名、チバスペシャリティケミカルズ社製) 1.5質量部
メチルイソブチルケトン 73.5質量部
[塗工液24]
塗工液5に対し、低屈折率層構成成分(a)を低屈折率層構成成分(b)に置き換えた以外は同様にして、塗工液24を得た。
【0178】
反射防止部材の作成方法
以下、反射防止部材の作成方法を示す。各サンプルの構成については、表1にまとめる。
【0179】
[反射防止部材の作製1]
支持基材としてPET樹脂フィルム上に易接着性塗料が塗工されているU46(東レフィルム株式会社製)を用いた。この支持基材の易接着塗料が塗工されている面上に、塗工液をバーコーター(#10)を用いて塗工後、液膜厚み測定用のセンサーと膜面温測定用のセンサーを取り付けた乾燥装置にて、下記に示す第一段階の乾燥を行い、次いで第二段階の乾燥を行った。
第一段階
熱風温度 25℃
熱風風速 0.5m/s
風向 塗工面に対して平行
乾燥時間 2分間
第二段階
熱風温度 130℃
熱風風速 5m/s
風向 塗工面に対して垂直
乾燥時間 2分間
なお、熱風の風速は動静圧管による測定値を使用した。
【0180】
乾燥後、160W/cmの高圧水銀灯ランプ(アイグラフィックス(株)製)を用いて、照度600W/cm2、積算光量800mJ/cm2の紫外線を、酸素濃度0.1体積%の下で照射して硬化させた。
【0181】
塗工液1、10、11、12、13、17を用い、実施例1、12、13、14,15,19の反射防止部材を作成した。
【0182】
[反射防止部材の作製2]
前記反射防止部材の作成1に対し、第一段階の乾燥条件を下記条件に変えた以外は同様にして反射防止部材を作成した。
【0183】
熱風温度 35℃
熱風風速 1m/s
風向 塗工面に対して平行
乾燥時間 1。5分間
塗工液1、2、4、6、7、8、9、14、15、16、22、24を用い、実施例2、3、6,8,9、10,11,16,17,18、22、比較例4の反射防止部材を作成した。
【0184】
[反射防止部材の作製3]
前記反射防止部材の作成1に対し、第一段階の乾燥条件を下記条件に変えた以外は同様にして、反射防止部材を作成した。
【0185】
熱風温度 40℃
熱風風速 2m/s
風向 塗工面に対して平行
乾燥時間 1分間
ここでは、塗工液2、3を用い、実施例4,5の反射防止部材を作成した。
【0186】
[反射防止部材の作製4]
前記反射防止部材の作成1に対し、第一段階の乾燥条件を下記条件に変えた以外は同様にして、反射防止部材を作成した。
【0187】
熱風温度 60℃
熱風風速 2m/s
風向 塗工面に対して平行
乾燥時間 1分間
ここでは、塗工液5を用い、実施例7の反射防止部材を作成した。
【0188】
[反射防止部材の作製5]
前記反射防止部材の作成1に対し、第一段階の乾燥条件を下記条件に変えた以外は同様にして、反射防止部材を作成した。
【0189】
熱風温度 25℃
熱風風速 0.1m/s
風向 塗工面に対して平行
乾燥時間 3分間
ここでは、塗工液2を用い、実施例20の反射防止部材を作成した。
【0190】
[反射防止部材の作製6]
前記反射防止部材の作成1に対し、第一段階の乾燥条件を下記条件に変えた以外は同様にして、反射防止部材を作成した。
【0191】
熱風温度 70℃
熱風風速 5m/s
風向 塗工面に対して平行
乾燥時間 1分間
ここでは、塗工液18を用い、実施例21の反射防止部材を作成した。
【0192】
[反射防止部材の作製7]
支持基材としてPET樹脂フィルム上に易接着性塗料が塗工されているU46(東レフィルム株式会社製)をもちいた。この支持基材の易接着塗料が塗工されている面上に、前記塗工液23(ハードコート塗工液)をバーコーター(#16)を用いて塗工後、下記に示す第一段階の乾燥を行い、次いで第二段階の乾燥を行った。
【0193】
第一段階
熱風温度 70℃
熱風風速 2m/s
風向 塗工面に対して平行
乾燥時間 1.5分間
第二段階
熱風温度 130℃
熱風風速 5m/s
風向 塗工面に対して垂直
乾燥時間 1.5分間
乾燥後、160W/cmの高圧水銀灯ランプ(アイグラフィックス(株)製)を用いて、照度600W/cm2、積算光量500mJ/cm2の紫外線を、酸素濃度0.1体積%の下で照射して硬化させた。
【0194】
次いで、このハードコート塗工液が塗工、乾燥、硬化されている面上に、塗工液19をバーコーター(#10)を用いて塗工後、液膜厚み測定用のセンサーと膜面温測定用のセンサーを取り付けた乾燥装置にて、下記に示す第一段階の乾燥を行い、次いで第二段階の乾燥を行った。
【0195】
第一段階
熱風温度 35℃
熱風風速 1m/s
風向 塗工面に対して平行
乾燥時間 1.5分間
第二段階
熱風温度 130℃
熱風風速 5m/s
風向 塗工面に対して垂直
乾燥時間 2分間
乾燥後、160W/cmの高圧水銀灯ランプ(アイグラフィックス(株)製)を用いて、照度600W/cm2、積算光量800mJ/cm2の紫外線を、酸素濃度0.1体積%の下で照射して硬化させた。これにより比較例1の反射防止部材を作成した。
【0196】
[反射防止部材の作製8]
支持基材としてPET樹脂フィルム上に易接着性塗料が塗工されているU46(東レフィルム株式会社製)をもちいた。この支持基材の易接着塗料が塗工されている面上に、塗工液21をバーコーター(#10)を用いて塗工後、液膜厚み測定用のセンサーと膜面温測定用のセンサーを取り付けた乾燥装置にて、下記条件で乾燥を行った。
【0197】
第一段階
熱風温度 35℃
熱風風速 1m/s
風向 塗工面に対して平行
乾燥時間 1.5分間
第二段階
熱風温度 130℃
熱風風速 5m/s
風向 塗工面に対して垂直
乾燥時間 2分間
乾燥後、160W/cmの高圧水銀灯ランプ(アイグラフィックス(株)製)を用いて、照度600W/cm2、積算光量800mJ/cm2の紫外線を、酸素濃度0.1体積%の下で照射して硬化させた。
【0198】
次いで、この塗工液21が塗工、乾燥、硬化されている面上に、塗工液20をバーコーター(#10)を用いて塗工後、同乾燥装置にて、下記条件で乾燥を行った。
第一段階
熱風温度 35℃
熱風風速 1m/s
風向 塗工面に対して平行
乾燥時間 1.5分間
第二段階
熱風温度 130℃
熱風風速 5m/s
風向 塗工面に対して垂直
乾燥時間 2分間
乾燥後、160W/cmの高圧水銀灯ランプ(アイグラフィックス(株)製)を用いて、照度600W/cm2、積算光量800mJ/cm2の紫外線を、酸素濃度0.1体積%の下で照射して硬化させた。これにより比較例2の反射防止部材を作成した。
【0199】
[反射防止部材の作製9]
前記反射防止部材の作成1に対し、第一段階の乾燥条件を下記条件に変えた以外は同様にして、反射防止部材を作成した
熱風温度 100℃
熱風風速 10m/s
風向 塗工面に対して垂直
乾燥時間 1分間
塗工液1を用い、比較例3の反射防止部材を作成した。
【0200】
[反射防止部材作成過程におけるパラメーター計測方法]
反射防止部材作成過程でのパラメーターについて、表1中に示す。以下、計測方法について示す。
【0201】
[塗工液中の粒子の動的光散乱法による体積基準分布のメディアン値]
塗工液中の粒子の25℃における動的光散乱法による体積基準分布のメディアン値は、動的光散乱式粒径分布測定装置(株式会社堀場製作所製 LB550)を使用して測定した。測定において必要とする塗工液のパラメーターである溶媒屈折率は、アッベ屈折率計(株式会社アタゴ製 アッベ屈折計 NAR-3T)により、25℃における測定値を求めた。また、測定において必要とする塗工液のパラメーターである粒子屈折率は、JIS K7142「プラスチックの屈折率測定方法」のうち、B法(顕微鏡を用いる液浸法(ベッケ線法))による。但し、JIS K7142で使用される浸液に代えて、島津デバイス製造社製「接触液」を使用し、温度が15〜20℃の条件で測定した。顕微鏡は、偏光顕微鏡「オプチフォト」(ニコン製)を使用した。
これらの値を用いて測定回数1000回で測定を行った。測定結果の解析は、体積基準分布モードで計算を行い、体積基準分布のメディアン値を求めた。
【0202】
[数平均分子量]
本発明における数平均分子量は、テトラヒドロフランを溶媒にし、分子量既知の単分散ポリスチレンを標準物質として用い、ゲルパーミエーションクロマトグラフ(GC−2010 株式会社島津製作所)により測定して求めた。
【0203】
[塗工からの時間tにおける液膜厚み、液膜収縮速度の測定]
液膜厚みの測定は、株式会社キーエンス製 マイクロヘッド型分光干渉レーザー変位計SI−F1000を使用した。測定は、乾燥装置内に前記レーザー変位計を設置し、センサーヘッドと塗工液膜の距離を連続的に測定することにより乾燥過程における液膜厚みを求めた。データは1KHzの周期で収集し、ノイズ除去のための平滑化処理演算後、0.1秒毎の液膜厚み変化を出力しこれを液膜厚みとした。
さらに、液膜収縮速度は前記液膜厚みの各点に対し、前後0.5秒分の液膜厚みを含めて線形近似を行い、その傾きを、各点における液膜収縮速度とした。
【0204】
[塗工液の固形分濃度、反射防止層の見かけ密度]
塗工液の固形分濃度x0は、塗工液を約20gを精秤した値(xl)と、これを80℃にて30分乾燥後、160W/cmの高圧水銀灯ランプ(アイグラフィックス(株)製)を用いて、照度600W/cm2、積算光量800mJ/cm2の紫外線を、酸素濃度0.1体積%の下で照射して硬化させて得られた固形物の質量(xs)から、数式8に従って求めた。
【0205】
【数8】
【0206】
反射防止層の見かけ密度は、上記の方法により乾燥、硬化させた固形物について、JIS K 0061(2001)に基づき、ゲーリュサック型ピクノメーターを用いて測定を行い、反射防止層の見かけ密度dsolidを求めた。
【0207】
[塗工液密度dliqの測定]
塗工液密度は、25℃の環境下にて密度比重計(京都電子工業株式会社製、DA―130N)を用いて測定し、塗工液の密度dliqを求めた。
【0208】
[膜面温度Tの測定]
膜面温度Tの測定は、Fluke社製非接触温度計を使用した。測定は、乾燥装置内に前記非接触温度計を設置し、膜面温度を連続的に測定した。データは0.1秒毎に測定した。なお、前述の液膜厚みの測定と膜面温度の測定は、両測定器をデータロガーに接続して同時にデータを収集することにより同期させた。
【0209】
[塗工からの時間tにおける液膜の粘度μの測定]
液膜の粘度は、前述のペクレ数を構成する各パラメーターの算出方法とペクレ数の変化挙動の項に記載の方法により求めた。
【0210】
この算出のため数式4に用いるパラメーターa1、a2、a3、a4、b1、b2、b3、b4は次の方法で測定した。測定装置にはティー・エイ・インスツルメント・ジャパン株式会社製レオメーターAR2000を使用し、測定用ジオメトリーには、直径40mm 角度2°のコーンアンドプレートを使用した。
【0211】
測定は、溶媒添加量(2−プロパノール添加量)を変えることにより、固形分濃度を10、20、30、40%調整した塗工液を作り、これについて25℃、35℃、45℃、55℃にて、ステップ状にせん断速度を変化させた定常流測定で行った。具体的には、せん断速度100s−1で予備せん断後、せん断速度1000s−1から0.01s−1に向けて、一桁当たり対数間隔で3点のステップで、せん断粘度の測定を行った。この結果から、各代表組成、各温度、各濃度での0.1s−1の粘度を求め、固形分濃度に対してプロットし、その結果を数式9の三次曲線で近似し、さらに各温度での測定データに対して求めた数式9のA,B,C,Dについて、温度Tに対して直線近似することによりパラメーターa1、a2、a3、a4、b1、b2、b3、b4を求めた。この結果と乾燥過程の固形分濃度x、温度Tから、塗工からの時間tにおける液膜の粘度μを求めた。
【0212】
【数9】
【0213】
【数10】
【0214】
[塗工からの時間tにおける固形分濃度x、液膜の粘度μ、ペクレ数が1より小さくなる時間、恒率乾燥期間の平均乾燥速度の測定]
前述の方法により求めた液膜厚みから、液膜厚みと時間の変化曲線を作成し、塗工から最初の変曲点が現れるまでの期間を恒率乾燥期間とした。
そして前述の液膜厚み変化の値から、前述の[ペクレ数を構成する各パラメーターの算出方法とペクレ数の変化挙動]の項に記載の方法により、塗工からの時間tにおける固形分濃度x、液膜の粘度μ、ペクレ数が1より小さくなる時間、恒率乾燥期間の平均乾燥速度を求めた。
【0215】
[反射防止部材の評価]
作製した反射防止部材について次に示す性能評価を実施し、得られた結果を表2、表3に示す。特に断りのない場合を除き、測定は各実施例・比較例において1つのサンプルについて場所を変えて3回測定を行い、その平均値を用いた。
【0216】
[反射防止層の各層の厚み]
透過型電子顕微鏡(TEM)を用いて断面を観察することにより、支持基材上の2層の各層の厚みを測定した。各層の厚みは、以下の方法に従い測定した。TEMにより20万倍の倍率で撮影した画像から各層の厚みを読み取った。合計で10点の層厚みを測定して平均値とした。
【0217】
[支持基材上の2層個々の屈折率]
本発明における支持基材上の2層個々の屈折率は、反射分光膜厚計(大塚電子製、商品名[FE−3000])により、300〜800nmの範囲での反射率を測定し、該装置付属のソフトウェア[FE−Analysis]を用い、大塚電子株式会社製[膜厚測定装置 総合カタログP6(非線形最小二乗法)]に記載の方法に従い、550nmにおける屈折率を求めた。
【0218】
屈折率の波長分散の近似式としてCauchyの分散式(式1)を用い最小二乗法(カーブフィッティング法)により、光学定数(C1、C2、C3)を計算し、550nmにおける屈折率を測定した。
【0219】
[2層の界面の形成状態]
透過型電子顕微鏡(TEM)を用いて断面を観察することにより、支持基材上の2層の界面の有無を判断した。界面の有無の判断は以下の方法に従い判断した。TEMにより20万倍の倍率で撮影した画像を、ソフトウェア(EasyAccsess)にて、ホワイトバランスを最明部と最暗部が8bitのトーンカーブに収まるように調整した。さらに2種類の粒子が明確に見分けられるようにコントラストを調節した。
このとき1つの層と他の層との界面に明確な境界を引くことができる場合を、明確な界面があるとみなした。
【0220】
明確な境界を引くことができる場合 「○」
明確な境界を引くことができない場合 「×」
[耐擦傷性]
反射防止部材に250g/cm2荷重となるスチールウール(#0000)を垂直にあて、1cmの長さを10往復した際に目視される傷の概算本数を記載し、下記のクラス分けを行い3点以上を合格とした。
【0221】
5点: 0本
4点: 1本以上 5本未満
3点: 5本以上 10本未満
2点: 10本以上 20本未満
1点: 20本以上
[耐摩耗性]
本光製作所製消しゴム摩耗試験機の先端(先端部面積 1cm2)に、白ネル〔興和(株)製〕を取り付け、500gの荷重をかけて反射防止部材上を5cm、5000回往復摩擦し、下記のクラス分けを行い3点以上を合格とした。
【0222】
5点: 以下の「1点」以外であり、傷なし
4点: 以下の「1点」以外であり、1〜10本の傷
3点: 以下の「1点」以外であり、11〜20本の傷
2点: 以下の「1点」以外であり、21本以上の傷
1点: 試験部分の反射防止層が全面剥離
[透明性]
透明性はヘイズ値を測定することにより判定した。測定はJIS K 7136(2000)に基づき、日本電色工業(株)製 ヘイズメーターを用いて、反射防止部材サンプルの支持基材とは反対側(反射防止層側)から光を透過するように装置に置いて測定を行い、ヘイズ値が2%未満を合格とした。
【0223】
[反射防止性能]
反射防止性能の評価は島津製作所製分光光度計UV−3100を用いて400nmから800nmの波長範囲にて行い、最低反射率(ボトム反射率)を測定し、0.8%未満を合格とした。
【0224】
[面内均一性の評価]
各々5枚のフィルム表面をフィルムの全幅方向に目視で観察し、面内均一性を下記5段階の評価基準でムラを見ることにより評価し、3点以上を合格とした。
【0225】
5点:全サンプルにムラが全く認められない
4点:一部サンプルにわずかにムラが認められる
3点:全サンプルにわずかにムラが認められる
2点:全サンプルにムラが認められ、一部サンプルに強いムラがある
1点:全サンプルに強いムラが認められる
[経済性]
支持基材上への塗工回数、1回の塗布に要する総乾燥時間、支持基材上への総塗工厚みの3つの観点から下記の基準に基づいて評価を行い、(総塗工厚みの評点+総乾燥時間の評点)×(塗工回数の評点)を求め、この値が6点以上を合格とした。
【0226】
総塗工厚み:1000nm以下 3点
3000nm以下 2点
それ以上 1点
総乾燥時間:3分以下 3点
4分以下 2点
それ以上 1点
塗工回数: 支持基材上への総塗工回数が2回 1点
支持基材上への総塗工回数が1回 2点
表3に反射防止部材の評価結果をまとめた。評価項目において1項目でも合格とならないものについて、課題未達成と判断した。
【0227】
表3に示すように、耐擦傷性、耐摩耗性、透明性、反射防止性能、面内均一性、経済性のいずれにおいても、実施例は合格しており、第一課題である「支持基材上に可能な限り少ない塗工回数で面内に均一な反射防止層が形成可能な製造方法を提供すること」と、第二課題である「支持基材上に可能な限り少ない塗工回数で、耐擦傷性、耐摩耗性、低反射率を有する反射防止部材の製造方法を提供すること」の両方を達成している。
【0228】
該反射防止部材の高屈折率層の厚みが、本発明の好ましい範囲より薄い実施例10の反射防止部材の製造方法では、耐擦傷性がやや劣っていたが、許容できる範囲であった。
【0229】
該反射防止部材の高屈折率層の厚みが、本発明の好ましい範囲より厚い実施例11の反射防止部材の製造方法では、面内均一性と経済性がやや劣っていたが、許容できる範囲であった。
【0230】
該塗工液の動的光散乱法による粒子の体積基準分布のメディアン値が、本発明の好ましい範囲より大きい実施例13の反射防止部材の製造方法では、反射防止性能と面内均一性がやや劣っていたが、許容できる範囲であった。
【0231】
該塗工液に本発明の好ましい様態であるフルオロアルキル基を有さない化合物、および反応性部位を有さない化合物を含有する、実施例14、15の反射防止部材の製造方法では、透明性、反射防止性能がやや劣っていたが、許容できる範囲であった。
【0232】
該塗工液に本発明の好ましい様態であるフルオロアルキル基と反応性部位を有するが数平均分子量が小さい化合物、フルオロアルキル基と反応性部位を有するが数平均分子量が大きい化合物を含有する、実施例18、19の反射防止部材の製造方法では、透明性、反射防止性能がやや劣っていたが、許容できる範囲であった。
【0233】
恒率乾燥期間の平均乾燥速度が本発明の好ましい様態である、1.0g/m2・sを超える実施例21の反射防止部材の製造方法では、透明性、反射防止性能がやや劣っていたが、許容できる範囲であった。
【0234】
恒率乾燥期間の平均乾燥速度が本発明の好ましい様態である、0.1g/m2・sを下回る実施例20の反射防止部材の製造方法では、面内均一性がやや劣っていたが、許容できる範囲であった。
【0235】
【表1】
【0236】
【表2】
【0237】
【表3】
【符号の説明】
【0238】
1 反射防止部材
2 支持基材
3 高屈折率層
4 低屈折率層
5 高屈折率ハードコート層
6、12、13、14、21 液膜厚み変化曲線
7、15、16、17、22、23 ペクレ数変化曲線
8 恒率乾燥期間
9 減率乾燥期間
10 臨界乾燥点
11、18、19、20、24、25 ペクレ数が1よりも小さくなる時間
【技術分野】
【0001】
本発明は、反射防止部材の製造方法に関する
【背景技術】
【0002】
反射防止部材、特に反射防止フィルムは一般に、陰極管表示装置(CRT)、プラズマディスプレイパネル(PDP)や液晶表示装置(LCD)のような画像表示装置において、外光の反射によるコントラスト低下や像の映り込みを防止するために、光学干渉の原理を用いて反射率を低減するようにディスプレイの最表面に配置される。
【0003】
このような反射防止部材として、特許文献1には支持基材上に(1)ハードコート層、(2)屈折率の高い物質からなる高屈折率層、(3)屈折率の低い物質からなる低屈折率層を順に設けた3層構成、特許文献2には支持基材上に(1)ハードコート層と高屈折率層の2つの機能を兼ねた高屈折率ハードコート層、(2)低屈折率層、を順に設けた2層構成が提案されている。
【0004】
そしてさらなる製造工程の簡略化のため、特許文献3から6には、1回の塗工によって屈折率が異なる2つの層、または塗工層中に粒子の偏在部を形成する反射防止部材およびその製造方法が提案されている。
【0005】
特許文献3には「透明プラスチックフィルム基材上に、低屈折率微粒子と高屈折率微粒子とバインダーとを含有する硬化層が形成されてなり、該硬化層の表面側に低屈折率微粒子が偏在し、基材側に高屈折率微粒子が偏在していることを特徴とする光学フィルム」、が記載されている。
【0006】
特許文献4には「バインダー樹脂中に低屈折率微粒子と中乃至高屈折率微粒子が分散されているコーティング組成物を用いてワンコートにて形成された塗膜を含む反射防止積層体であって、該低屈折率微粒子としてフッ素系化合物により処理されているシリカ微粒子が用いられることにより、比重の差により塗膜の上部乃至中間部において低屈折率微粒子が偏在し、且つ中間部乃至下部において中乃至高屈折率微粒子が偏在していることを特徴とする反射防止積層体」が記載されている。
【0007】
特許文献5には「支持基材の少なくとも片面に、屈折率の異なる2層を有する反射防止フィルムの製造方法であって、塗料組成物を支持基材の少なくとも片面上に1回塗布乾燥硬化する工程を含み、該塗料組成物が2種類以上の無機粒子を含み、該2種類以上の無機粒子における少なくとも一種類の無機粒子が、フッ素化合物により表面処理された無機粒子であり、さらに金属キレート化合物を含むことを特徴とする反射防止フィルムの製造方法」が記載されている。
【0008】
特許文献6には「透明フィルム支持体上に活性エネルギー線硬化型樹脂を主成分とするハードコート層を形成し、該ハードコート層表面が微細凹凸形状を有しており、かつ該ハードコート層の微細凹凸形状表面上に低屈折率層を形成した防眩性反射防止フィルムにおいて、該低屈折率層は外殻層を有し内部が多孔質または空洞となっている中空球状のシリカ系微粒子を含有し、該中空球状のシリカ系微粒子が該低屈折率層の表面側に多く存在していることを特徴とする防眩性反射防止フィルム」が記載されている。
【0009】
一方で、光学機能層の層厚分布が一定で、反射防止性能に優れた反射防止部材の製造方法として特許文献7には「透明支持体上に該透明支持体と異なる屈折率を有する少なくとも1層の光学機能層を塗設する反射防止フィルムの製造方法において、前記光学機能層の少なくとも1層を、下記(1)及び(2)の工程を含む製造方法により製造することを特徴とする、反射防止フィルムの製造方法」が記載されている。
(1)熱および/または電離放射線硬化性化合物、無機微粒子及び有機溶媒を含有し、
固形分濃度が3〜15質量%で、25℃における粘度が0.5〜3.5mPa・sの塗布
組成物を、ウェット塗布量2.5〜5ml/m2 で塗布する工程
(2)乾燥温度15℃以上35℃未満で、乾燥速度を0.05〜1.0g/m 2 ・secとして乾燥する乾燥工程(A)と、乾燥温度50℃以上130℃以下で乾燥する乾燥工程(B)とを含む乾燥工程
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開平9−254324号公報
【特許文献2】特開平9−226062号公報
【特許文献3】特開2007−133236号公報
【特許文献4】特開2007−272132号公報
【特許文献5】特開2009−058954号公報
【特許文献6】特開2006−154200号公報
【特許文献7】特開2006−126799号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明が対象としている反射防止部材の製造方法では、低コストでの製造を可能にするため簡略化された製造工程にて製造可能であると共に、ディスプレイの最表面に配置されて直接利用者の目に触れるため、高い反射防止機能、耐擦傷性、耐摩耗性を画面全体において均一に達成することが求められる。従って、発明が解決しようとする課題は以下の2つである。
【0012】
第一課題は、支持基材上に可能な限り少ない塗工回数で面内に均一な反射防止層が形成可能な製造方法を提供することである。
【0013】
第二課題は、支持基材上に可能な限り少ない塗工回数で、耐擦傷性、耐摩耗性、低反射率を有する反射防止部材の製造方法を提供することである。
【0014】
特に第一課題に対しては、特許文献3〜6に示す1回の塗工により高屈折率層と低屈折率層を同時形成する製造方法においては、製造工程の簡略化の面でメリットがある一方で、塗工後に自発的に2つの層、または粒子の偏在部を形成させることにより反射防止機能を発現させるため、塗工された面内での層の厚み、均一さを制御するために、乾燥、硬化工程に工夫を必要とする。
【0015】
上記第一、第二課題に対し、前述の公知技術は次の状況にある。
【0016】
特許文献3では上記課題に対し、粒子の偏析を安定して起こすための製造条件として、実施例にて「搬送速度15m/分の条件で塗布し、25℃で60秒間搬送後、60℃で150秒乾燥」との記載があるが、本発明者が確認したところ、これだけの内容では十分な効果は得られず、また、反射防止機能は、450〜650nmの平均反射率が最も低いものでも1.2%程度であり、現在求められている最低反射率0.5%程度以下に対して劣っている。
【0017】
特許文献4、5は、使用に耐えうる耐擦傷性を得るため、基材上にハードコート層を設けた上にワンコート2層同時塗りにて反射防止層を設けており、この結果、支持基材上への塗布回数は合計2回になり、特許文献2に記載の手法と製造工程数は変わらず、簡略化された製造工程としての効果が低下している。
【0018】
さらに、特許文献4では、乾燥、硬化工程に関して、所望の塗工量で塗布した後、通常は、オーブン等の加熱手段で乾燥し、と記載されているのみで、本発明者が確認したところこれだけの内容では安定して均一な反射防止層を得られない。
【0019】
また、特許文献5では、二層を形成する無機粒子の移動に十分な時間を確保するため、風速が低く、できるだけ低温で乾燥することが好ましいとの記載がなされているが、それ以上の詳細は記されていない。
【0020】
特許文献6には、「中球状のシリカ系微粒子と希釈用の有機溶媒を含有した低屈折率層塗布液を塗布後、塗布面を水平方向に下面となる状態に保持して乾燥固化させることで、シリカ系微粒子の分布を重力により偏在化させることが出来、偏在化は乾燥時の温度、乾燥風量(風速)により制御が可能である」、との記載があるが、1回の塗布により得られる反射防止機能は、450〜650nmの平均反射率にて最も低いものでも1.5%程度であり、現在求められている視感反射率0.5%程度に対して劣っている。
【0021】
また、一般的な反射防止部材においても塗工された面内での層の厚み、均一さの制御について工夫がなされており、特許文献7では、塗布時の塗布液の固形分濃度、25℃の粘度、ウェット塗布量、乾燥工程の乾燥温度、乾燥速度について着目しているが、この手法では、1回の塗工により高屈折率層と低屈折率層を同時形成する製造方法においては、十分な効果は得られない、
また、特許文献3から7のいずれにおいても、後述する本発明の手法については着想に至っていない。
【課題を解決するための手段】
【0022】
上記課題を解決するために本発明者らは、鋭意研究を重ねた結果、以下の発明を完成させた。すなわち、本発明は以下の通りである。
1)支持基材の少なくとも片面に、屈折率の異なる2層からなる反射防止層を有する反射防止部材の製造方法であって、
該支持基材の少なくとも片面に、塗工液を1回塗工して、1層の液膜を形成する工程、該液膜を乾燥する工程をこの順に有し、
該液膜を乾燥する工程の恒率乾燥期間において、ペクレ数が1よりも小さくなる時間を7秒以上設けることを特徴とする、反射防止部材の製造方法。
2)前記塗工液が、少なくとも2種類以上の粒子と、少なくとも1種類以上のバインダー成分とを含み、
該2種類以上の粒子のうち少なくとも1種類の粒子が、フッ素化合物Aにより表面処理された粒子である(以後、フッ素化合物Aにより表面処理された粒子を、フッ素処理粒子とよぶ)ことを特徴とする、前記1)に記載の反射防止部材の製造方法。
3)前記反射防止層側の最表層から2層目の層の厚みが、500nm以上、2000nm以下であることを特徴とする、前記1)または2)に記載の反射防止部材の製造方法。
4)前記塗工液中での少なくとも1種類の粒子の25℃における動的光散乱法による体積基準分布のメディアン値が、50nm以下であることを特徴とする前記2)又は3)のいずれかに記載の反射防止部材の製造方法。
5)該塗工液が、フルオロアルキル基および反応性部位を有し、数平均分子量が300以上4000以下のフッ素化合物Bを含むことを特徴とする前記1)から4)のいずれかに記載の反射防止部材の製造方法。
6)前記フッ素化合物Bが、下記一般式(A)のモノマー、一般式(B)のモノマー、一般式(A)のモノマーに由来するオリゴマー、及び一般式(B)のモノマーに由来するオリゴマーからなる群より選ばれる少なくとも1つの化合物であることを特徴とする前記5)に記載の反射防止部材の製造方法。
【0023】
H2C=C(R1)−COO−R2−Rf1 ・・・一般式(A)
A−R3−Rf1 ・・・一般式(B)
(式中、R1は水素原子またはメチル基、Rf1は炭素数4〜7の直鎖状または分岐状のフルオロアルキル基、R2、R3は、炭素数1〜10のアルキル基、Aは反応性二重結合基である。)
7) 前記乾燥する工程の恒率乾燥期間の乾燥速度を 0.1g/(m2.s)以上1.4g/(m2.s)以下にすることを特徴とする前記1)〜6)のいずれかに記載の反射防止部材の製造方法。
【発明の効果】
【0024】
本発明によれば、耐擦傷性、耐摩耗性、低反射率を有し、かつ支持基材上に最小限の塗工回数で、面内に均一な反射防止性能を有する反射防止部材の製造方法を提供することができる。
【図面の簡単な説明】
【0025】
【図1】反射防止部材の例
【図2】反射防止部材の例
【図3】ペクレ数算出に用いるパラメーター算出フロー
【図4】乾燥過程におけるペクレ数変化挙動の1例
【図5】乾燥過程におけるペクレ数変化挙動の1例
【図6】乾燥過程におけるペクレ数変化挙動の1例
【発明を実施するための形態】
【0026】
初めに具体的な形態を説明する前に、本発明のメカニズムについて説明する。
【0027】
まず,公知技術に関して前述の第一から第二課題が達成できない理由を考察する。
【0028】
特許文献3にて十分な反射防止性能が得られない理由は、表面側に低屈折率粒子が偏在し、基材側に高屈折率粒子が偏在しているため、低屈折率粒子、または高屈折率粒子のみの明確な層構造を形成できずに低屈折率粒子と高屈折率粒子の偏在部の屈折率差が十分に得られていないか、低屈折率粒子と高屈折率粒子間の界面が不明瞭であるため、粒子偏在部の膜厚を一定にすることができずに光学干渉効果が得られていないためと考えられる。
【0029】
また、特許文献6にて十分な反射防止性能が得られない理由は、低屈折率粒子をハードコート層内で偏在させているのみであるため、屈折率差が小さく、効果不十分と考えられる。
【0030】
次いで、特許文献3、5、6の手法にて面内で均一な反射防止効果が得られない理由は、これら文献に記載の方法は、層構造、または偏在構造の形成を確実にするために乾燥過程の風速や温度を下げることにより乾燥速度を遅くしていると考えられるが、逆に、乾燥速度を低下させたがために、液膜表面近傍の乾燥過程での風の揺らぎや、乾燥工程内でのパスロールからの伝導伝熱などによる乾燥速度の不均一さなどの影響を受け、トレードオフの関係になっていると考えられる。
【0031】
以上の結果、公知技術では第一と第二課題のすべてを達成することはできない。
【0032】
次に、本発明が前述の第一課題と第二課題を解決可能な理由を述べる。
【0033】
本発明者らは1回の塗工により高屈折率層と低屈折率層を同時形成する製造方法にて、塗工液膜中からの層構造の形成が、乾燥過程の恒率乾燥期間における液膜中の粒子のブラウン運動の程度に依存することを見出し、その指標として乾燥過程に伴い液膜が収縮することにより発生する流動に対して、液膜中の粒子のブラウン運動が支配的になることが安定した反射防止効果の発現と対応することを発見した。そして、安定して自発的な層構造の形成を行うための指標として、恒率乾燥期間でのペクレ数が1よりも小さくなる時間に着目した。ここでブラウン運動とは、熱運動によって引き起こされる粒子の運動で、溶液中の粒子と溶媒分子がランダムな衝突によってランダムな移動が生じ、粒子は溶液中に拡散していく現象であり、ペクレ数とは、このブラウン運動と乾燥過程に伴い液膜が収縮することにより発生する流動の比を表す無次元数で、数式1により表される。
【0034】
【数1】
【0035】
数式1で、Peはペクレ数(無次元)、μは粘度(Pa.s)、Rは粒子径(m)、Eは液膜収縮速度(m/s)、Hは液膜厚み(m)、kはボルツマン定数(J/K)、Tは温度(K)を示す。これらの各パラメーターの内容、求め方については、後述する。
【0036】
液膜の乾燥過程においてこのペクレ数の値が1よりも大きい状態とは、液膜の収縮により生じる流動による粒子の運動が支配的となっている状態で、1よりも小さい状態とは液膜中でのブラウン運動による粒子の運動が支配的となっている状態を示している。
【0037】
この数式1から、ペクレ数は液膜収縮速度と液膜厚み、粒子径、温度から成り立っているため、同じペクレ数を得ようとした場合に各パラメーターが相補的な関係にある。そのため、公知技術が層構造の形成にて乾燥速度のみに頼っていたのに対して、この概念を導入することによりペクレ数を構成する他のパラメーターを用いても制御することができ、前述の公知技術のような乾燥速度の低下時に発生する乾燥速度の不均一さの影響を回避できる。この結果、1回の塗工により面内に均一な反射防止層が得られる層分離構造を形成することを可能にした。
【0038】
さらに、本発明は総塗工回数をさらに削減するため、公知技術の特許文献4と5のような、支持基材上にハードコート層を設けた上にワンコート2層同時塗りにて反射防止層を設ける構成ではなく、十分な耐傷性を有さない支持基材上にハードコート層と高屈折率層の2層の機能を1層で達成する高屈折率ハードコート層と、低屈折率層を1回の塗工で自発的な層構造を行う場合にも有効である。
【0039】
これは、厚い膜厚を必要とする高屈折率ハードコート層を用いて、1回の塗工で自発的な層構造形成を行う場合には、膜厚が厚くなることにより液膜厚みHが厚くなるため、公知技術のように層構造の形成を乾燥速度のみに依存すると層構造形成が不可能になるのに対し、本発明の製造方法を用いることにより、数式1に示すように、乾燥速度以外のパラメーターを用いて制御することができるため、例えば、粒子径Rを小さくすることや、粘度μを低下させることによって自発的な層構造形成の可能な領域を、実質的に拡大することを可能にした。
【0040】
この結果、耐傷性がない支持基材に対し、1回の塗工によって低屈折率層と高屈折率ハードコート層を、自発的に層構造形成でき、耐擦傷性、耐摩耗性、低反射率を達成しつつ、総塗工回数を減らすことができる。
【0041】
以上の結果、本発明によって、前述の第一課題と第二課題を解決可能となった。ここで、以下、本発明について実施の形態について具体的に述べる。
[反射防止部材]
本発明の対象物である反射防止部材とは、各種支持基材の少なくとも片面に、屈折率の異なる2層からなる反射防止層を有する部材である。基材がプラスチックフィルムの場合には一般に反射防止フィルムと呼ばれる。その必要性や要求される性能などは特開昭59−50401号公報に記載されている様に、好ましくは0.03以上、より好ましくは0.05以上の屈折率差を有する2層を支持基材上に積層させることで構成された様態である。また支持基材上の2層の屈折率差は5.0以下であることが好ましい。この屈折率差とは、隣接する層間の屈折率を相対的に比較した値であり、相対的に屈折率が低い層を低屈折率層と呼び、相対的に屈折率が高い層を高屈折率層と呼ぶ。そして、反射防止部材においては、反射防止層側の最表層(1層目の層)が低屈折率層であり、反射防止層側の最表層から2層目の層(つまり、1層目の層と支持基材の間の層)が高屈折率層であることで、低反射率を実現することができる。
【0042】
図1に本発明の反射防止部材の構造の1例を示す。反射防止部材1は支持基材2の片面に、屈折率の異なる2層からなる反射防止層が形成されている。反射防止層は、最表面側に低屈折率層4(前述の1層目の層)、次いで高屈折率層3(前述の反射防止層側の最表層から2層目の層)から構成される。
【0043】
さらに高屈折率層が、支持基材に高屈折率の機能の付与に加えて、耐傷性を付与する場合には、高屈折率ハードコート層と呼び、その場合の構成を図2に示す。高屈折率ハードコート層5は、支持基材2と低屈折率層4との接着を強化する機能も有してもよい。高屈折率ハードコート層の強度は、1kg荷重の鉛筆硬度で、H以上であることが好ましく、2H以上であることがさらに好ましく、3H以上であることが最も好ましい。
【0044】
反射防止部材の反射防止層側の最表層から2層目の層の厚み、つまり高屈折率層、または高屈折率ハードコート層の厚みは、好ましくは500nm以上2000nm以下、さらに好ましくは600nm以上2000nm以下、特に好ましくは600nm以上1500nm以下であることが望ましい。反射防止層側の最表層から2層目の層の厚みを500nm以上2000nm以下とすることで、耐擦傷性、耐摩耗性と、反射防止部材のカールや反射率、透過率の改善、塗膜表面のクラック発生を抑制することができるために望ましい。
【0045】
上述した反射防止部材の製造方法は、支持基材の少なくとも片面に、1層の液膜からなる塗工液を1回塗工する工程、乾燥する工程を、この順に有し、これにより支持基材上に屈折率の異なる2層からなる反射防止層を形成することができる。そして前述の塗工液は、少なくとも2種類以上の粒子と、少なくとも1種類以上のバインダー成分を含み、該2種類以上の粒子のうち少なくとも1種類の粒子が、フッ素化合物により表面処理された粒子である(以後、フッ素化合物により表面処理された粒子を、フッ素処理粒子とよぶ)ことが好ましい。なお塗工液は、当然に溶媒を含むことも可能である。本発明の製造方法によれば、耐擦傷性、耐摩耗性、反射防止性が、面内で均一な反射防止部材を製造することができる。
【0046】
ここで、塗工液を1回塗工して、1層の液膜を形成する工程とは、基材に対して1種類の塗工液を1回だけ塗工することによって、1層の液膜を形成することを指し、1回の塗工によって、複数層からなる液膜を同時に形成する多層同時塗工や、1回の塗工時に1層の液膜を複数回の塗工、乾燥する連続逐次塗工、1回の塗工時に1層の液膜を複数回塗工後に乾燥する、ウェットオンウェット塗工などを行わないことを指す。
【0047】
本発明は、前述の乾燥する工程において、恒率乾燥期間でのペクレ数が1よりも小さくなる時間を7秒以上設けることが重要である。なお恒率乾燥期間でのペクレ数は、好ましくは10秒以上、より好ましくは12秒以上確保した態様である。
【0048】
ペクレ数が1よりも小さくなる時間が7秒よりも短くなると、自発的な層構造の形成による反射防止構造の形成、特に明確な界面を面内で均一に形成することが不可能になり、反射防止部材に屈折率の異なる2層を明確に形成することができず、反射防止機能が低下する。一方、ペクレ数が1よりも小さくなる時間が7秒以上である場合には、自発的な層構造の形成には影響がないが、乾燥速度を下げることによってペクレ数を低下させた場合には、生産性の低下によるコスト上昇や、液膜表面の大気の揺らぎ、支持基材の搬送にともなる同伴気流の乱れ、基材搬送用のパスロールからの伝熱ムラ、乾燥装置内の機器からの輻射熱などのムラなどにより、乾燥速度を塗工面内で均一に保つことが難しくなり、結果として、面内で均一な反射防止性能が得られなくなる。また粒子径、粘度での調整にも限界があり、ペクレ数が1よりも小さくなる時間は現実的には60秒程度が限界と考えられる。
【0049】
ここで、ペクレ数とは前述のとおりである。また、恒率乾燥期間とは液膜の乾燥が液膜表面から大気中への溶媒の拡散律速になっている状態を指し、この過程では乾燥速度は液膜の構造によらず外部条件により支配され、この過程では一定になる。
【0050】
この恒率乾燥期間における乾燥速度は、単位時間、単位面積当たりの溶媒蒸発量を表わしたもので、g/(m2.s)の次元からなる。
【0051】
この恒率乾燥期間の乾燥速度にも好ましい範囲があり、0.1g/(m2.s)以上1.4g/(m2.s)以下であることが好ましく、0.3g/(m2.s)以上0.9g/(m2.s)以下であることがより好ましい。
【0052】
恒率乾燥期間における乾燥速度をこの範囲にすることにより、乾燥速度の不均一さに起因するムラを防ぎ、かつ自発的な層構造を起こすことに必要な時間を十分に確保することができる。
【0053】
本発明において上記塗工液を1回塗工して、1層の液膜を形成して、乾燥して、屈折率の異なる2層を構成する原理は、塗工液中の2種類以上の粒子が、液膜中をブラウン運動により運動し、気液、固液界面に到達した粒子が、表面自由エネルギー差によって、低表面エネルギー粒子は大気側へ、高表面エネルギーな粒子は基材側へ固定されることにより、自発的な層構造が形成できると考えている。
【0054】
本発明の製造方法に用いる塗工液が粒子を含有する場合において、塗工液中での少なくとも1種類の粒子の25℃における動的光散乱法による体積基準分布のメディアン値が、50nm以下であることが好ましく、より好ましくは20nmである。これは、動的光散乱法による体積基準分布のメディアン値が、50nm以下であることにより、液膜中での粒子のブラウン運動性が向上し、粒子の表面への移動が容易になるためである。より好ましくは、塗工液中での全ての種類の粒子の25℃における動的光散乱法による体積基準分布のメディアン値が、50nm以下であることが好ましく、より好ましくは20nmである。
【0055】
ここで、動的光散乱法とは、ブラウン運動中の粒子に、レーザ光を粒子群に当てその散乱光を光電子増倍管で検出することにより、散乱強度のゆらぎなどから拡散係数を測定し、さらに粒子径を求めるもので、濃厚系での数nm〜数μmの粒子の液体中での分散状態を測定するのに適した方法である。体積基準分布とは粒子径分布の表現方法の一つで、各粒子径の粒子の占める体積が、粒子の総体積に占める割合を示すものである。
【0056】
さらに、メディアン値とは、50%径または中位径ともいい、粒径分布においてある粒子径より大きい粒子径を有する粒子の個数又は質量が,全粒子のそれ(個数、又は質量)の50%をしめるときの粒子径を指す。即ち、体積基準分布のメディアン値とは、その粒子径より大きい粒子径を有する粒子の体積が、全粒子の体積の50%を占める粒子径を指す。
【0057】
一方で、体積基準分布のメディアン値が小さい分にはそれほど大きな影響はないが、粒子形成における結晶核のサイズの限界から、塗工液中での粒子の25℃における動的光散乱法による体積基準分布のメディアン値は、現実的に入手可能な粒子である5nm程度が下限となる。
【0058】
また本発明の製造方法に用いる塗工液は、フルオロアルキル基および反応性部位を有し、数平均分子量が300以上4000以下であるフッ素化合物Bを含むことが好ましい。このフッ素化合物Bは、前述のフッ素処理粒子に対して、フッ素化合物Bの有する親和力により吸着し、フッ素処理粒子同士の粒子間相互作用を抑制して塗工液の粘度を低下させ、フッ素処理粒子の運動性を確保し、自発的な層構造の形成を容易にする効果がある。
【0059】
なお、本発明でいうフルオロアルキル基とは、アルキル基が持つ全ての水素がフッ素に置き換わった置換基であり、フッ素原子と炭素原子のみから構成される置換基である。
【0060】
また、本発明でいう反応性部位とは、熱または光などの外部エネルギーにより塗料組成物中のバインダーなど他の成分と反応する部位をさす。このような反応性部位として、反応性の観点からアルコキシシリル基及びアルコキシシリル基が加水分解されたシラノール基や、カルボキシル基、水酸基、エポキシ基、ビニル基、アリル基、アクリロイル基、メタクリロイル基などが挙げられる。
【0061】
本発明の製造方法により得られる反射防止部材中の屈折率の異なる2層は、反射分光膜厚計によって、300〜800nmの範囲での反射率を測定し、該装置付属のソフトウェア[FE−Analysis]を用いて得られる屈折率が異なる2つの層をさす。
【0062】
具体的には、反射分光膜厚計(FE−3000、大塚電子株式会社製)を用いて300〜800nmの範囲で反射率を測定し、大塚電子株式会社製[膜厚測定装置 総合カタログP6(非線形最小二乗法)]に記載の方法に従い、屈折率の波長分散の近似式としてCauchyの分散式(式1)を用い最小二乗法(カーブフィッティング法)により、光学定数(C1、C2、C3)を計算することで屈折率を測定することができる。なお、屈折率は、550nmにおける値を用いた。
【0063】
【数2】
【0064】
ここで、λは波長、C1、C2、C3は光学定数を表す。
【0065】
各層の屈折率が測定可能な測定装置として、反射分光膜厚計(FE−3000 大塚電子株式会社製)、高精度屈折率測定装置(Film Teck Scientific Computing International社製)などが挙げられるが、この限りではない。
【0066】
なお、このような本発明の製造方法によって得られる反射防止部材には、屈折率の異なる2層である高屈折率層(または高屈折率ハードコート層)と低屈折率層との間には、粒子の配列による明確な界面があることが好ましい。
【0067】
本発明における明確な界面とは、1つの層と他の層とが区別可能な状態をいう。区別可能な界面とは、透過型電子顕微鏡(TEM)を用いて断面を観察することにより判断することができる界面を表し、以下の方法に従い判断することができる。
【0068】
TEMにより20万倍の倍率で撮影した画像を、ソフトウェア(EasyAccsess)にて、ホワイトバランスを最明部と最暗部が8bitのトーンカーブに収まるように調整した。さらに2種類の粒子が明確に見分けられるようにコントラストを調節した。
【0069】
このとき1つの層と他の層との界面に明確な境界を引くことができる場合を、明確な界面があるとみなした。
【0070】
反射防止部材として良好な性能を示すには、分光測定に置いて最低反射率が好ましくは0%以上1.0%以下、より好ましくは0%以上0.7%以下、さらに好ましくは0%以上0.6%以下であり、特に好ましくは0%以上0.5%以下であることが望ましい。
【0071】
また、反射防止部材として良好な性質を示すには更に、透明性が高いことが望ましい。透明性が低いと画像表示装置として用いた場合、画像彩度の低下などによる画質低下が生じるために好ましくない。本発明の製造方法により得られる反射防止部材の透明性の評価にはヘイズ値を用いることができる。ヘイズはJIS K 7136(2000)に規定された透明性材料の濁りの指標である。ヘイズは小さいほど透明性が高いことを示す。反射防止部材のヘイズ値としては、好ましくは3.0%以下であり、より好ましくは2.0%未満、更に好ましくは1.0%未満であり、値が小さいほど透明性の点で良好であるものの、0%とすることは困難であり、現実的な下限値は0.01%程度と思われる。ヘイズ値が3.0%以上であると、画像劣化が生じる可能性が高くなるため好ましくない。
【0072】
反射防止部材として良好な性質を示すには、高屈折率層、低屈折率の厚みが特定の厚みであることが望ましい。反射防止部材の反射防止層側の最表層(1層目の層)である低屈折率層の厚みは、好ましくは50nm以上200nm以下、さらに好ましくは70nm以上150nm以下であり、特に好ましくは90nm以上130nm以下であることが望ましい。低屈折率層の厚みが50nm未満であると光の干渉効果が得られず反射防止効果が得られず画像の映り込みが大きくなるために好ましくない。また反射防止部材の反射防止層側の最表層(1層目の層)である低屈折率層の厚みは、200nmを超える場合も光の干渉効果が得られなくなるため画像の映り込みが大きくなるために好ましくない。
【0073】
本発明の反射防止部材には、さらに、易接着層、防湿層、帯電防止層、シールド層、下塗り層や保護層などを設けてもよい。シールド層は、電磁波や赤外線を遮蔽するために設けられる。
[ペクレ数を構成する各パラメーターの算出方法とペクレ数の変化挙動]
ペクレ数を構成する各パラメーターは前述の数式1に記載の通りである。
【0074】
この数式1で、Peはペクレ数、μは塗工からの時間tにおける液膜の粘度(Pa.s)、Eは塗工からの時間tにおける液膜収縮速度(m/s)、Hは塗工からの時間tにおける液膜厚み(m)、Tは塗工からの時間tにおける液膜温度(K)、kはボルツマン定数(J/K)、Rは塗工液中の粒子径(m)を示す。これらの各パラメーターの算出フローを図3に示す。
【0075】
塗工からの時間tにおける液膜厚みHは、乾燥過程の各瞬間の液膜厚みを連続的に測定して求めたものである。その測定は乾燥過程での液膜厚みの変化を、塗工した液膜までの距離を非接触測定で連続的に測定することで求めてもよいし、塗工乾燥過程の質量変化を測定し、それを液膜厚みに換算して求めてもよいが、測定精度の関係から非接触測定の方が好ましい。
【0076】
塗工からの時間tにおける液膜収縮速度Eは、乾燥過程の各瞬間の液膜収縮速度を指し、数式3に示すように前述の液膜厚みHの微小時間当たりの変化から求めることができる。
【0077】
【数3】
【0078】
塗工からの時間tにおける液膜の粘度μは、乾燥過程のその各瞬間の液膜のせん断速度0.1s−1の粘度を指している。乾燥過程での各瞬間の液膜の粘度を直接計測することは現実的に難しいため、事前に溶媒量のみを変えて固形分濃度を変化させた塗工液を各温度で測定して、温度と固形分濃度に対する粘度の検量線を作成しておき、乾燥過程の各瞬間の液膜厚み変化の実測値から求めた各瞬間の液膜の固形分濃度、乾燥過程の各瞬間の膜面温度から、各瞬間の塗工液の粘度μを求めることができる。
【0079】
粘度と固形分濃度、膜面温度の検量線は次の近似式で近似することもできる
【0080】
【数4】
【0081】
数式4で、μは塗工からの時間tにおける粘度(mPa.s)、xは塗工からの時間tにおける固形分濃度(%)、Tは塗工からの時間tにおける温度(℃)、a1、a2、a3、a4、b1、b2、b3、b4 は実験により決定した温度―固形分濃度指数を示す。
【0082】
ここで必要とする乾燥過程の塗工からの時間tにおける固形分濃度xは次の式により求めることができる。
【0083】
【数5】
【0084】
数式5で、xは塗工からの時間tにおける液膜の固形分濃度(%)、x0は塗工液の固形分濃度(%)、H0は塗工直後の液膜厚み(m)、Hは時間tにおける液膜厚み(m)、dliqは塗工液の密度(kg/m3)、dsolidは反射防止層の見かけ密度(kg/m3)、dsolvは溶媒の密度(kg/m3)を示す。
【0085】
塗工液、溶媒の密度はJISK0061:2001に基づき、浮ひょうや振動式密度計等の各種液体密度測定器にて測定可能であり、反射防止層の見かけ密度は、シャーレ等に入れた塗工液を乾燥、硬化させることにより、シート状の固形物を作り、これをJISK0061:2001に基づき、比重瓶法などの固体の密度の測定器にて測定することにより求められる。
【0086】
さらに、塗工からの時間tにおける塗膜の固形分濃度から、塗工からの時間tにおける塗膜の溶媒蒸発量を求め、その微小時間当たりの変化から乾燥速度vを求めることができる。さらに恒率乾燥期間の平均乾燥速度は、この乾燥速度vを恒率乾燥期間にて平均した値である。
【0087】
【数6】
【0088】
【数7】
【0089】
数式6で、sは塗工からの時間tにおける溶媒蒸発量、H0は塗工直後の液膜厚み(m)、dliqは塗工液の密度(kg/m3)、xは塗工からの時間tにおける液膜の固形分濃度(%)、x0は塗工液の固形分濃度(%)を示す。
【0090】
数式1に記載の粒子径Rは、塗工液中の粒子の代表径を示し、具体的には塗工液の動的光散乱法による体積基準分布のメディアン値を示す。動的光散乱法、体積基準分布およびメディアン値については前述の通りである。
【0091】
温度Tは、具体的には乾燥過程での各瞬間の膜面温度を非接触温度計にて連続的に計測することができる。
【0092】
これらのパラメーターを用いて求めた乾燥過程のペクレ数変化の挙動の1例を図4に示す。
【0093】
図4は、液膜厚み変化曲線6とペクレ数の変化曲線7を示す。液膜厚み変化曲線6は、前半の直線的な減少を示す区間が恒率乾燥期間8、後半の緩やかな減少を示す区間が減率乾燥期間9に、さらにその変化点が臨界乾燥点10に該当する。このときのペクレ数の変化曲線7の挙動は、塗工直後にはペクレ数の値は1よりも大きく、乾燥の進行に伴い1よりも小さくなり、さらに乾燥が進行し、恒率乾燥期間の終了と共に急激に上昇して再び1を超える。このときのペクレ数が1よりも小さくなる時間11は、図4に示すように、ペクレ数の変化曲線が1よりも小さくなっている期間に対応する。
【0094】
また、図5に乾燥速度を変化させた場合のペクレ数変化の挙動を示す。
【0095】
図5にて乾燥速度を高くすることにより、乾燥過程の液膜厚み変化が12,13,14の順で急になった場合(乾燥速度は、12<13<14、の順である。)、ペクレ数の変化曲線は15,16,17のように勾配が急になると共に(12に対応するペクレ数の変化曲線が15、13に対応するペクレ数の変化曲線が16、14に対応するペクレ数の変化曲線が17、である。)、その急激に上昇する点が移動し、ペクレ数が1よりも小さくなる期間が18、19、20の順で短くなる。
【0096】
さらに、図6に、粒子径、塗工液粘度を変化させた場合のペクレ数変化の挙動を示す。
粒子径、塗工液粘度を変化させても、乾燥速度が同じ場合に、乾燥過程の液膜厚み変化には差が現れないが、ペクレ数の変化曲線は、粒子径を小径化、または塗工液粘度を低下させることにより、ペクレ数の変化曲線は22から23のように変化し、ペクレ数が1よりも小さくなる時間が、24、25の順で長くなる。
[塗工液の構成]
本発明の製造方法に用いる塗工液は、少なくとも2種類以上の粒子を含むことが好ましい。この粒子とは、有機粒子、無機粒子のいずれでもよい。ここで、有機粒子とは有機化合物、すなわち高分子化合物により形成された粒子を指し、無機粒子とは無機化合物により形成された粒子を指す。
【0097】
粒子の種類数としては2種以上20種以下が好ましく、より好ましくは2種以上10種以下、さらに好ましくは2種以上3種以下であり、最も好ましくは2種類である。
【0098】
ここで粒子の種類とは、粒子を構成する元素の種類によって決まる。(後述するフッ素処理粒子においては、表面処理される前の粒子を構成する元素の種類によって決まる。)。例えば、酸化チタン(TiO2)と酸化チタンの酸素の一部をアニオンである窒素で置換した窒素ドープ酸化チタン(TiO2−xNx)とでは、粒子を構成する元素が異なるために、異なる種類の粒子である。また、同一の元素、例えばZn、Oのみからなる粒子(ZnO)であれば、その粒径が異なる粒子が複数存在しても、またZnとOとの組成比が異なっていても、これらは同一種類の粒子である。また酸化数の異なるZn粒子が複数存在しても、粒子を構成する元素が同一である限りは(この例ではZn以外の元素が全て同一である限りは)、これらは同一種類の粒子である。
【0099】
そして、本発明の製造方法において塗工液は、高屈折率層構成成分と、更には低屈折層構成成分とが混合されており、これにより本発明の塗工液を1回のみ塗工する工程と乾燥する工程によって、高屈折率層、低屈折率層、といった屈折率の異なる2層からなる反射防止層を支持基材上に有する反射防止部材を得ることができる。
【0100】
本発明の製造方法において用いる塗工液における、低屈折率層構成成分及び高屈折率層構成成分は、異なる種類の粒子で各々構成されることが好ましい。
[低屈折率層構成成分]
初めに低屈折率層構成成分として好適に使用される粒子に関して説明する。本発明の製造方法に用いる塗工液の、2種類以上の粒子における少なくとも1種類は、フッ素化合物Aにより表面処理された粒子(フッ素化合物Aにより表面処理された粒子をフッ素処理粒子とする)であることが重要であり、このフッ素処理粒子が低屈折率層構成成分として好適である。(フッ素化合物Aについては後述。)このフッ素処理粒子を製造する際に好適な粒子(フッ素化合物Aにより処理される前の粒子)としては、Si,Na,K,Ca,およびMgから選択される元素を含む無機粒子が好ましく挙げられ、さらに好ましくは、シリカ粒子(SiO2)、アルカリ金属フッ化物(NaF,KFなど)、およびアルカリ土類金属フッ化物(CaF2、MgF2など)から選ばれる化合物を含む無機粒子であり、耐久性、屈折率などの点からシリカ粒子が特に好ましい。なお、フッ素化合物Aにより表面処理されたシリカ粒子は、以後フッ素処理シリカ粒子とよぶ。
【0101】
フッ素処理粒子の構成材料の無機粒子として好ましく用いられるシリカ粒子とは、ケイ素化合物又は有機珪素化合物の重合(縮合)体のいずれかからなる組成物を含み成る粒子を指し、一般例として、SiO2などのケイ素化合物から導出される粒子の総称である。
【0102】
フッ素処理粒子の構成材料である粒子の、表面処理される前の形状は特に限定されるものではないが、本発明の製造方法により得られる反射防止部材に形成される反射防止層の屈折率の観点から、球状が好ましい。より好ましくは、フッ素処理粒子の構成材料である粒子がシリカ粒子であり、該シリカ粒子が中空及び/又は多孔質の形状であることが好ましい(中空シリカ粒子とは、粒子の内部に空洞を有するシリカ粒子であり、多孔質シリカ粒子とは、粒子の表面及び内部に細孔を有するシリカ粒子である。)。
【0103】
また、中空及び/又は多孔質を有するシリカ粒子などの無機粒子を用いることにより、得られる反射防止層の密度を下げる効果が得られる。特にフッ素処理粒子の構成材料である粒子として、内部に空洞を有するシリカ粒子、並びに/または、表面及び内部に細孔を有するシリカ粒子を用いることが、該フッ素処理シリカ粒子が本発明の製造方法により得られる反射防止部材の低屈折率層(反射防止層側の最表層(1層目の層)に含有されやすく、低屈折率層を好適に形成することとなるために好ましい。なお、中空及び/又は多孔質を有するシリカ粒子のことを、以下中空粒子と記載する。
【0104】
続いて、低屈折率層に好適なフッ素処理粒子の構成材料である粒子の数平均粒子径について説明する。粒子の数平均粒子径(表面処理される前の粒子の数平均粒子径)が200nmよりも大きくなると、光散乱により良好な透明性が得られなくなり好ましくない。また、粒子径が小さい分には特に影響はないが、現実的に安定して得られる粒子の数平均粒子径は1〜5nm程度が下限である。
【0105】
本発明の塗工液中の、フッ素化合物Aにより表面処理される粒子は、数平均粒子径(表面処理される前の数平均粒子径)が、好ましくは1nmから200nm、より好ましくは5nmから180nm、更に好ましくは5nmから100nmである。
【0106】
本発明における粒子の数平均粒子径とは、透過型電子顕微鏡により求めた粒子径をいう。倍率は50万倍とし、その画面に存在する10個の粒子の外径を測定しその平均値とした。
【0107】
ここで外径とは、粒子の最大の径(つまり粒子の長径であり、粒子中の最も長い径を示す)を表し、内部に空洞を有する粒子の場合も同様に、粒子の最大の径を表す。
【0108】
フッ素処理粒子は、好適に空気側(最表層)へ移動して、好適に低屈折率層を形成することができるため、塗工液に用いられる2種類以上の粒子の少なくとも1種類の粒子には、フッ素化合物Aによる表面処理がされたフッ素処理粒子であることが好ましい。なお、2種類以上の粒子の全ての粒子がフッ素処理粒子であるよりも、フッ素処理粒子と、該フッ素化合物Aによる表面処理をされていない他の粒子の両方を含む塗工液を用いる方が、屈折率差の大きい2層を得ることができるために反射防止性の点で好ましい。つまり、本発明の製造方法に用いる塗工液においては、フッ素処理粒子とフッ素処理粒子以外の他の粒子の両方を各々少なくとも1種類含むことが好ましい。
【0109】
また、フッ素化合物Aによる表面処理を施した粒子としては、中空シリカ粒子などのシリカ粒子であることが、つまりフッ素処理粒子としては、フッ素処理中空シリカ粒子であることが特に好ましい。
【0110】
中空シリカなどの粒子に対するフッ素化合物Aによる表面処理工程は、一段階で行われても良いし、多段階で行われても良い。また、複数の段階でフッ素化合物Aを用いても良いし、一つの段階のみでフッ素化合物Aを用いても良い。
【0111】
また中空シリカなどの粒子の表面処理工程にて好ましく用いられるフッ素化合物Aは、単一化合物でも良いし複数の異なる化合物を用いても良い。
【0112】
フッ素化合物Aによる表面処理とは、中空シリカ粒子などの粒子を化学的に修飾し、中空シリカ粒子などの粒子にフッ素化合物Aを導入する工程をさす。
【0113】
中空シリカ粒子などの粒子に直接フッ素化合物Aを導入する方法としては、1分子中にフッ素セグメントとシリルエーテル基(シリルエーテル基が加水分解されたシラノール基を含む)との両方を持つフルオロアルコキシシラン化合物を少なくとも1種類以上と開始剤とを共に撹拌することにより成される方法がある。しかし中空シリカ粒子などの無機粒子に直接フッ素化合物Aを導入する場合、反応性の制御が困難になったり、塗料化後塗工時に塗工斑等が発生しやすくなったりする場合がある。
【0114】
また中空シリカ粒子などの粒子を化学的に修飾して、中空シリカ粒子などの粒子にフルオロアルキル基を導入する更なる方法としては、中空シリカ粒子などの粒子を架橋成分にて処理し、フッ素化合物Aとつなぎ合わせる方法がある。官能基を有したフッ素化合物Aとしては、フルオロアルキルアルコール、フルオロアルキルエポキシド、フルオロアルキルハライド、フルオロアルキルアクリレート、フルオロアルキルメタクリレート、フルオロアルキルカルボキシレート(酸無水物及びエステル類を含む)、などを用いることができる。
【0115】
架橋成分としては、分子内にフッ素は無いが、フッ素化合物Aと反応可能な部位と、中空シリカ粒子などの粒子と反応可能な部位を少なくとも一カ所ずつ持っている化合物を指し、中空シリカ粒子などの粒子と反応可能な部位としては反応性の観点からシリルエーテル及びシリルエーテルの加水分解物であることが好ましい。これら化合物は一般的にシランカップリング剤と呼ばれ、例としては、グリシドキシアルコキシシラン類、アミノアルコキシシラン類、アクリロイルシラン類、メタクリロイルシラン類、ビニルシラン類、メルカプトシラン類、などを用いることができる。
【0116】
本発明の製造方法に用いる塗工液に好適なフッ素処理粒子のより好ましい形態は、シリカ粒子(特に中空シリカ粒子)を下記一般式(I)で示される化合物で処理し、更に下記一般式(II)で示されるフッ素化合物Aで処理した粒子である。
B−R4−SiR5n(OR6)3−n 一般式(I)
D−R7−Rf2 一般式(II)
(上記一般式中のB、Dは反応性二重結合基を示し、R4、R7は炭素数1から3のアルキレン基及びそれらから導出されるエステル構造を示し、R5、R6は水素又は炭素数が1から4のアルキル基を示し、Rf2はフルオロアルキル基を示し、nは0から2の整数を示し、それぞれ側鎖を構造中に持っても良い。)
本発明における反応性二重結合基とは、光または熱などのエネルギーをうけて発生したラジカルなどにより化学反応する官能基であり、具体例としては、ビニル基、アリル基、アクリロイル基、メタクリロイル基などが挙げられる。
【0117】
一般式(I)の具体例としては、アクリロキシエチルトリメトキシシラン、アクリロキシプロピルトリメトキシシラン、アクリロキシブチルトリメトキシシラン、アクリロキシペンチルトリメトキシシラン、アクリロキシヘキシルトリメトキシシラン、アクリロキシヘプチルトリメトキシシラン、メタクリロキシエチルトリメトキシシラン、メタクリロキシプロピルトリメトキシシラン、メタクリロキシブチルトリメトキシシラン、メタクリロキシヘキシルトリメトキシシラン、メタクリロキシヘプチルトリメトキシシラン、メタクリロキシプロピルメチルジメトキシシラン、メタクリロキシプロピルメチルジメトキシシラン及びこれら化合物中のメトキシ基が他のアルコキシル基及び水酸基に置換された化合物を含むものなどが挙げられる。
【0118】
一般式(II)の具体例としては、2,2,2−トリフルオロエチルアクリレート、2,2,3,3,3−ペンタフロオロプロピルアクリレート、2−パーフルオロブチルエチルアクリレート、3−パーフルオロブチル−2−ヒドロキシプロピルアクリレート、2−パーフルオロヘキシルエチルアクリレート、3−パーフルオロヘキシル−2−ヒドロキシプロピルアクリレート、2−パーフルオロオクチルエチルアクリレート、3−パーフルオロオクチル−2−ヒドロキシプロピルアクリレート、2−パーフルオロデシルエチルアクリレート、2−パーフルオロ−3−メチルブチルエチルアクリレート、3−パーフルオロ−3−メトキシブチル−2−ヒドロキシプロピルアクリレート、2−パーフルオロ−5−メチルヘキシルエチルアクリレート、3−パーフルオロ−5−メチルヘキシル−2−ヒドロキシプロピルアクリレート、2−パーフルオロ−7−メチルオクチル−2−ヒドロキシプロピルアクリレート、テトラフルオロプロピルアクリレート、オクタフルオロペンチルアクリレート、ドデカフルオロヘプチルアクリレート、ヘキサデカフルオロノニルアクリレート、ヘキサフルオロブチルアクリレート、2,2,2−トリフルオロエチルメタクリレート、2,2,3,3,3−ペンタフルオロプロピルメタクリレート、2−パーフルオロブチルエチルメタクリレート、3−パーフルオロブチル−2−ヒドロキシプロピルメタクリレート、2−パーフルオロオクチルエチルメタクリレート、3−パーフルオロオクチル−2−ヒドロキシプロピルメタクリレート、2−パーフルオロデシルエチルメタクリレート、2−パーフルオロ−3−メチルブチルエチルメタクリレート、3−パーフルオロ−3−メチルブチル−2−ヒドロキシプロピルメタクリレート、2−パーフルオロ−5−メチルヘキシルエチルメタクリレート、3−パーフルオロ−5−メチルヘキシル−2−ヒドロキシプロピルメタクリレート、2−パーフルオロ−7−メチルオクチルエチルメタクリレート、3−パーフルオロ−7−メチルオクチルエチルメタクリレート、テトラフルオロプロピルメタクリレート、オクタフルオロペンチルメタクリレート、オクタフルオロペンチルメタクリレート、ドデカフルオロヘプチルメタクリレート、ヘキサデカフルオロノニルメタクリレート、1−トリフルオロメチルトリフルオロエチルメタクリレート、ヘキサフルオロブチルメタクリレートなどが挙げられる。
【0119】
分子中にフルオロアルキル基Rf2を有さない一般式(I)で表される化合物を用いることにより、簡便な反応条件で、中空シリカなどのシリカ粒子表面を修飾することが可能となるばかりではなく、シリカ粒子表面に反応性を制御しやすい官能基を導入することが可能となり、その結果、反応性二重結合及びフルオロアルキル基Rf2を有するフッ素化合物Aをシリカ粒子表面で反応させることが可能になる。
【0120】
本発明の製造方法に用いる塗工液にはフッ素処理粒子を含むことが好ましい。塗工液中にフッ素化合物Aにより表面処理された粒子(フッ素処理粒子)を含むことで、これらの粒子が低屈折率層を好適に形成可能であるためである。ここで、前述したシリカ粒子及び一般式(I)で表される化合物、一般式(II)で表される化合物は、本発明で用いられる塗工液中では、シリカ粒子を一般式(I)で表される化合物と一般式(II)で表される化合物により表面処理した縮合体および/または重合体として存在していることが、低屈折率層を好適に形成可能であるため好ましい。
[高屈折率層構成成分]
続いて前記フッ素処理粒子を除いた他の粒子に関して説明する。フッ素処理粒子を除いた他の粒子は、高屈折率層構成成分として好適に用いられる。
【0121】
前記フッ素処理粒子を除いた他の粒子は、特に限定されないが、無機化合物、とくに金属、半金属酸化物、窒化物、ホウ素化物であることが好ましく、Zr,Ti,Al,In,Zn,Sb,Sn,およびCeよりなる群から選ばれる少なくとも一つの金属の酸化物粒子であることがさらに好ましい。また高屈折率層構成成分として好適に用いられる粒子としては、シリカ粒子よりも屈折率が高い粒子が好ましく、具体的には酸化ジルコニウム(ZrO2)、酸化チタン(TiO2)、酸化アルミニウム(Al2O3)、酸化インジウム(In2O3)、酸化亜鉛(ZnO)、酸化スズ(SnO2)、酸化アンチモン(Sb2O3)、およびインジウムスズ酸化物(In2O3)から選ばれる少なくとも一つの無機化合物、あるいはこれらの無機化合物間の固溶体、および一部元素を置換、侵入、欠損した固溶体であり、特に好ましくはアンチモン含有酸化スズ(ATO)や酸化チタン(TiO2)である。
【0122】
本発明においては、これらフッ素処理粒子を除いた他の粒子(無機化合物からなる粒子など)を少なくとも1種類含むことが好ましい。より好ましくはフッ素処理粒子を除いた他の粒子を1種類以上5種類以下含む態様であり、特に好ましくは1種類含む態様である。
【0123】
塗工液中の高屈折率ハードコート層構成成分として好適な粒子の数平均粒子径、特に低屈折率層構成成分として好適なシリカ粒子よりも屈折率が高い無機化合物からなる粒子の平均粒子径としては、好ましくは150nm以下、より好ましく20nm以下である。無機粒子の数平均粒子径が小さい分には問題がないが、現実的に製造可能な粒子径は1nm程度が下限である。無機粒子の数平均粒子径が20nmよりも大きくなると、乾燥過程における自発的な層構造形成が難しくなる。
【0124】
塗工液中の高屈折率層構成成分として好適な粒子の屈折率、特にシリカ粒子よりも屈折率が高い無機化合物からなる粒子の屈折率としては、好ましくは1.58〜2.80、より好ましくは1.60〜2.50である。粒子の屈折率が1.58よりも小さくなると、高屈折率ハードコート層の屈折率が低下することがあり、粒子の屈折率が2.80よりも大きくなると、高屈折率ハードコート層と支持基材との屈折率差が上昇し、良好な反射防止性能が得られなくなり、またわずかな膜厚の変化が干渉色の変化を引き起こし、これに起因する干渉縞が検知されて発生し外観が悪化することがある。
【0125】
塗工液中の高屈折率層構成成分として用いられる粒子については前述した通りだが、フッ素化合物Aによる表面処理がされた粒子がシリカ粒子の場合は、該シリカ粒子よりも屈折率が高い粒子であることが特に好ましく、このような該シリカ粒子よりも屈折率が高い粒子としては、数平均粒子径が20nm以下で、かつ屈折率が1.60から2.80の無機化合物が好ましく用いられる。そのような無機化合物の具体例としては、アンチモン含有酸化スズ(ATO)、酸化ジルコニウム(ZrO2)、及び/または酸化チタン(TiO2)が挙げられ、特に反射防止性の点から屈折率が高い酸化チタンがより好ましい。
【0126】
本発明の製造方法に用いる塗工液において、フッ素化合物Aによる表面処理がされた粒子がシリカ粒子であり、他の粒子が該シリカ粒子よりも屈折率が高い粒子である場合、支持基材の少なくとも片面上に該塗工液を1回塗工乾燥することで、フッ素処理シリカ粒子を含有した低屈折率層と、該シリカ粒子よりも屈折率が高い粒子を含有する高屈折率層を、支持基材、高屈折率層、低屈折率層の順に好適に形成できるため好ましい態様である。
[フッ素化合物B]
本発明の製造方法に用いる塗工液は、前述の2種類以上の粒子に加えて、フルオロアルキル基及び反応性部位を有し、数平均分子量が300以上4000以下であるフッ素化合物Bを含むことが好ましい。
【0127】
フッ素化合物Bを含むことにより、フッ素化合物Bの親和力により、フッ素化合物Bがフッ素処理粒子の表面に吸着し、フッ素処理粒子同士の相互作用を抑制する。その結果、塗工液の乾燥時の流動性を向上させることにより、屈折率差の大きな2層を、面内で均一な層構造として形成することが可能になり、優れた反射防止性を発現することが可能となるため、フッ素化合物Bを含むことが好ましい。
【0128】
前述のようにフッ素化合物Bの数平均分子量は、300以上4000以下であることが好ましい。フッ素化合物Bの数平均分子量を上記範囲にすることにより、液膜中での運動性と粒子間相互作用の抑制効果を両立させることができ、反射防止性を向上させることができる。
【0129】
前述の数平均分子量は、テトラヒドロフランを溶媒にし、分子量既知の単分散ポリスチレンを標準物質として用い、ゲルパーミエーションクロマトグラフ(GPC)法により測定して求めたものである。その他氷点降下、沸点上昇、浸透圧、末端基定量の蒸気圧オスモメトリーなどで求められる。また、数平均分子量とは、分子量Miの分子数をNiとした際に、Mn=ΣMiNi/ΣNiで定義されるものである。
【0130】
また本発明におけるフッ素化合物Bは、以下の一般式(A)のモノマー、一般式(B)のモノマー、一般式(A)のモノマーに由来するオリゴマー、及び一般式(B)のモノマーに由来するオリゴマーからなる群より選ばれる少なくとも1つの化合物であることがより好ましい。
H2C=C(R1)−COO−R2−Rf1 ・・・一般式(A)
A−R3−Rf1 ・・・一般式(B)
(式中、R1は水素原子またはメチル基、Rf1は炭素数4〜8の直鎖状または分岐状のフルオロアルキル基、R2は炭素数1〜10のアルキル基、R3は炭素数1〜10のアルキル基、Aは反応性二重結合基である。)
一般式(A)のモノマーの具体例としては、2,2,2−トリフルオロエチルアクリレート、2,2,3,3,3−ペンタフロオロプロピルアクリレート、2−パーフルオロブチルエチルアクリレート、3−パーフルオロブチル−2−ヒドロキシプロピルアクリレート、2−パーフルオロヘキシルエチルアクリレート、3−パーフルオロヘキシル−2−ヒドロキシプロピルアクリレート、2−パーフルオロオクチルエチルアクリレート、3−パーフルオロオクチル−2−ヒドロキシプロピルアクリレート、2−パーフルオロデシルエチルアクリレート、2−パーフルオロ−3−メチルブチルエチルアクリレート、3−パーフルオロ−3−メトキシブチル−2−ヒドロキシプロピルアクリレート、2−パーフルオロ−5−メチルヘキシルエチルアクリレート、3−パーフルオロ−5−メチルヘキシル−2−ヒドロキシプロピルアクリレート、2−パーフルオロ−7−メチルオクチル−2−ヒドロキシプロピルアクリレート、テトラフルオロプロピルアクリレート、オクタフルオロペンチルアクリレート、ドデカフルオロヘプチルアクリレート、ヘキサデカフルオロノニルアクリレート、ヘキサフルオロブチルアクリレート、2,2,2−トリフルオロエチルメタクリレート、2,2,3,3,3−ペンタフルオロプロピルメタクリレート、2−パーフルオロブチルエチルメタクリレート、3−パーフルオロブチル−2−ヒドロキシプロピルメタクリレート、2−パーフルオロオクチルエチルメタクリレート、3−パーフルオロオクチル−2−ヒドロキシプロピルメタクリレート、2−パーフルオロデシルエチルメタクリレート、2−パーフルオロ−3−メチルブチルエチルメタクリレート、3−パーフルオロ−3−メチルブチル−2−ヒドロキシプロピルメタクリレート、2−パーフルオロ−5−メチルヘキシルエチルメタクリレート、3−パーフルオロ−5−メチルヘキシル−2−ヒドロキシプロピルメタクリレート、2−パーフルオロ−7−メチルオクチルエチルメタクリレート、3−パーフルオロ−7−メチルオクチルエチルメタクリレート、テトラフルオロプロピルメタクリレート、オクタフルオロペンチルメタクリレート、オクタフルオロペンチルメタクリレート、ドデカフルオロヘプチルメタクリレート、ヘキサデカフルオロノニルメタクリレート、1−トリフルオロメチルトリフルオロエチルメタクリレート、ヘキサフルオロブチルメタクリレートなどが挙げられる。
【0131】
また一般式(A)のモノマーに由来するオリゴマーとしては、上記(A)の具体例のモノマーをラジカル重合などの高分子反応により得られる平均重合度2〜10程度の化合物をさす。
【0132】
一般式(B)のモノマーとしては、ヘプタデカフルオロデシルトリメトキシシラン(TSL8233、モメンティブ・パフォーマンス・マテリアルズ・ジャパン合同会社製)、トリデカフルオロオクチルトリメトキシシラン(TSL8257、モメンティブ・パフォーマンス・マテリアルズ・ジャパン合同会社製)などをはじめとしたフルオロアルキル基を有するフルオロアルキルシランが例示される。
【0133】
また一般式(B)のモノマーに由来するオリゴマーは、上述のフルオロアルキルシランに所定量の水を加え酸触媒の存在下にて副生するアルコールを留去しながら反応させることにより得られる化合物である。この反応により、フルオロアルキルシランの一部が加水分解し、更にこれらが縮合反応を起こしオリゴマーが得られる。加水分解率は使用する水の量によって調節することができる。加水分解に用いる水の量は、通常、シランカップリング剤に対して1.5モル倍以上である。さらに得られるオリゴマーの平均重合度は2〜10の化合物であることが好ましい。
[溶媒]
本発明の反射防止部材の製造方法に使用する塗工液は、前述の2種類以上の粒子に加えて、さらに溶媒を含むことが好ましい。ここでいう溶媒とは、塗工後の乾燥工程にてほぼ大部分を蒸発させることが可能な液体を指す。塗工液に溶媒を含むことにより、液膜の展延が容易になるため膜厚制御精度が向上し、また、フッ素処理粒子の空気側(最表面層への移動が容易になるため、反射防止性能が向上する。
【0134】
溶媒は、特に限定されるものではないが、通常、常圧での沸点が200℃以下の溶媒が好ましい。具体的には、水、アルコール類、ケトン類、エーテル類、エステル類、炭化水素類、アミド類、フッ素類等が用いられる。これらは、1種、または2種以上を組み合わせて用いることができる。具体的には、例えば、プロピレングリコールモノメチルエーテル(PGME)、シクロヘキサノン、メチルエチルケトン、メチルイソブチルケトン、メタノール、イソプロピルアルコール等が挙げられ、特に粒子の分散安定性の点からイソプロピルアルコール、プロピレングリコールなどが特に好ましい。
【0135】
アルコール類としては、例えば、メタノール、エタノール、イソプロピルアルコール、イソブタノール、n−ブタノール、tert−ブタノール、エトキシエタノール、ブトキシエタノール、ジエチレングリコールモノエチルエーテル、ベンジルアルコール、フェニチルアルコール等を挙げることができる。ケトン類としては、例えば、アセトン、メチルエチルケトン、メチルイソブチルケトン、シクロヘキサノン等を挙げることができる。エーテル類としては、例えば、ジブチルエーテル、プロピレングリコールモノエチルエーテルアセテートなどを挙げることができる。エステル類としては、例えば、酢酸エチル、酢酸ブチル、乳酸エチル、アセト酢酸メチル、アセト酢酸エチル等を挙げることができる。芳香族類としては、例えば、トルエン、キシレン等を挙げることができる。アミド類としては、例えば、N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド、N−メチルピロリドン等を挙げることができる。
[バインダー成分]
本発明の反射防止部材の製造方法に用いる塗工液は、少なくとも1種類以上のバインダー成分を含むことが望ましい。つまり、本発明の塗工液により得られる反射防止部材の低屈折率層および高屈折率層には、前記した物質以外に塗工液中のバインダー成分に由来するバインダー成分を含んでいてもよい。塗工液中のバインダー成分としては特に限定するものではないが、製造性の観点より、熱及び/または活性エネルギー線などにより、硬化可能なバインダー成分であることが好ましく、バインダー成分は一種類であっても良いし、二種類以上を混合して用いても良い。
【0136】
また、本発明における前記フッ素処理粒子や、前記フッ素処理粒子以外の他の粒子を膜中に保持する観点より、分子中にアルコキシシランやアルコキシシランの加水分解物や反応性二重結合を有しているバインダー成分であることが好ましい。またUV線により硬化する場合は、酸素阻害を防ぐことができることから酸素濃度ができるだけ低い方が好ましく、嫌気性雰囲気下で硬化する方がより好ましい。酸素濃度を下げることにより最表面の硬化状態が向上し、耐アルカリ性が良化する場合がある。このような塗工液中のバインダー成分として、多官能アクリレートを用いるのが好ましく、代表的なものを以下に例示する。1分子中に、3(より好ましくは4または5)個以上の(メタ)アクリロイルオキシ基を有する多官能アクリレートおよびその変性ポリマー、具体的な例としては、ペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールトリ(メタ)アクリレート、ジペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、ペンタエリスリトールトリアクリレートヘキサンメチレンジイソシアネートウレタンポリマーなどを用いることができる。これらの単量体は、1種または2種以上を混合して使用することができる。また、市販されている多官能アクリル系組成物としては三菱レイヨン株式会社;(商品名”ダイヤビーム”シリーズなど)、長瀬産業株式会社;(商品名”デナコール”シリーズなど)、新中村化学株式会社;(商品名”NKエステル”シリーズなど)、DIC株式会社;(商品名”UNIDIC”など)、東亜合成化学工業株式会社;(”アロニックス”シリーズなど)、日本油脂株式会社;(”ブレンマー”シリーズなど)、日本化薬株式会社;(商品名”KAYARAD”シリーズなど)、共栄社化学株式会社;(商品名”ライトエステル”シリーズなど)などを挙げることができ、これらの製品を利用することができる。
[開始剤、硬化剤、他添加剤]
本発明の反射防止部材の製造方法に用いる塗工液は、更に開始剤や硬化剤や触媒を含むことが好ましい。開始剤及び触媒は、フッ素処理粒子であるフッ素処理シリカ粒子とバインダー成分との反応を促進したり、バインダー成分間の反応を促進するために用いられる。該開始剤としては、塗工液をアニオン、カチオン、ラジカル反応等による重合および/または縮合および/または架橋反応を開始あるいは促進できるものが好ましい。
【0137】
該開始剤及び該硬化剤及び触媒は、種々のものを使用できる。また、複数の開始剤を同時に用いても良いし、単独で用いても良い。さらに、酸性触媒や、熱重合開始剤や光重合開始剤を併用しても良い。酸性触媒の例としては、塩酸水溶液、蟻酸、酢酸などが挙げられる。熱重合開始剤の例としては、過酸化物、アゾ化合物が挙げられる。また、光重合開始剤の例としては、アルキルフェノン系化合物、含硫黄系化合物、アシルホスフィンオキシド系化合物、アミン系化合物などが挙げられるがこれらに限定されるものではないが、硬化性の点から、アルキルフェノン系化合物が好ましく、具体例としては、2.2−ジメトキシ−1.2−ジフェニルエタン−1−オン、2−メチル−1−(4−メチルチオフェニル)−2−モルフォリノプロパン−1−オン、2−ベンジル−2−ジメチルアミノ−1−(4−フェニル)−1−ブタン、2−(ジメチルアミノ)−2−[(4−メチルフェニル)メチル]−1−(4−フェニル)−1−ブタン、2−ベンジル−2−ジメチルアミノ−1−(4−モルフォリノフェニル)−1−ブタン、2−(ジメチルアミノ)−2−[(4−メチルフェニル)メチル]−1−[4−(4−モルフォリニル)フェニル]−1−ブタン、1−シクロヒキシル−フェニルケトン、2−メチル−1−フェニルプロパン−1−オン、1−[4−(2−エトキシ)−フェニル]−2−ヒドロキシ−2−メチル−1−プロパン−1−オン、などが挙げられる。
【0138】
なお、該開始剤及び該硬化剤の添加割合は、塗工液中のバインダー成分量100質量部に対して0.001質量部から30質量部が好ましく、より好ましくは0.05質量部から20質量部であり更に好ましくは0.1質量部から10質量部である。
【0139】
その他として、本発明の製造方法に用いる塗工液には更に、界面活性剤、増粘剤、レベリング剤、紫外線吸収剤、酸化防止剤、重合禁止剤、pH調製剤などの添加剤を必要に応じて適宜添加しても良い。
[塗工液中の各成分の含有量]
フッ素処理粒子を除いた粒子を他の粒子とした際に、フッ素処理粒子/他の粒子の含有比率(質量比率)が、フッ素処理粒子/他の粒子=1/30〜1/1であることが好ましい。
【0140】
フッ素処理粒子/他の粒子の含有比率(質量比率)を上記範囲にすることにより、優れた反射防止性を維持しながら耐擦傷性、耐摩耗性を確保することが可能になる。
【0141】
好ましくは、本発明の塗工液100質量%において、(フッ素処理粒子を含む)全ての粒子(ここでいう全ての粒子には、フッ素化合物Aによる表面処理によって、フッ素処理粒子中の粒子と結合したフッ素化合物Aなど有機化合物も含めたフッ素処理粒子全体の質量も含める。)の合計が0.2質量%〜40質量%、有機溶媒を40〜98質量%、フッ素化合物Bを1質量%〜30質量%、バインダー成分、開始剤、硬化剤、及び触媒などのその他の成分を0.1質量%〜20質量%含む態様であり、より好ましくは、(フッ素処理無機粒子を含む)全ての粒子の合計が1質量%〜35質量%、溶媒を50〜97質量%、フッ素化合物Bを2〜25質量%、その他の成分を1〜15質量%含む態様である。
【0142】
さらに好ましい態様としては、2種類以上の粒子が無機化合物粒子とフッ素処理シリカ粒子であり、これらの合計が本発明の塗工液100質量%において2〜30質量%、有機溶媒が60〜95質量%、フッ素化合物Bを3〜20質量%、その他の成分が2〜10質量%の態様である。
【0143】
フッ素処理粒子は、これを含む塗工液を支持基材に塗工して乾燥した際に、好適に空気側(最表面層)へ固定され、好適に低屈折率層を形成することができるため、本発明の塗工液に用いられる2種類以上の粒子の少なくとも1種類の粒子(特にシリカ粒子)には、フッ素化合物Aによる表面処理がされていることが重要である。
【0144】
なお、2種類以上の粒子の全ての粒子がフッ素化合物Aによる表面処理を施された場合よりも、フッ素化合物Aによる表面処理を施された粒子(特にシリカ粒子)と該表面処理をされていない粒子(特に金属酸化物)の両方を含む塗工液を用いる方が、屈折率差の大きい2層を得ることができるために反射防止性の点で好ましい。
[支持基材]
反射防止部材をCRT画像表示面やレンズ表面に直接設ける場合を除き、反射防止部材は支持基材を有することが重要である。支持基材に特に限定はないが、ガラス板よりもプラスチックフィルムの方が好ましい。プラスチックフィルムの材料の例には、セルロースエステル(例、トリアセチルセルロース、ジアセチルセルロース、プロピオニルセルロース、ブチリルセルロース、アセチルプロピオニルセルロース、ニトロセルロース)、ポリアミド、ポリカーボネート、ポリエステル(例、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリ−1,4−シクロヘキサンジメチレンテレフタレート、ポリエチレン−1,2−ジフェノキシエタン−4,4’−ジカルボキシレート、ポリブチレンテレフタレート)、ポリスチレン(例、シンジオタクチックポリスチレン)、ポリオレフィン(例、ポリプロピレン、ポリエチレン、ポリメチルペンテン)、ポリスルホン、ポリエーテルスルホン、ポリアリレート、ポリエーテルイミド、ポリメチルメタクリレート及びポリエーテルケトンなどが含まれるが、これらの中でも得にトリアセチルセルロース、ポリカーボネート、ポリエチレンテレフタレートおよびポリエチレンナフタレートが好ましい。
【0145】
本発明の製造方法の好ましい態様では、上述のような耐擦傷性が十分でないプラスチックを直接、支持基材に使用しても、反射防止性に加えて耐擦傷性も付与できるため、公知技術のように、支持基材上にハードコート層を設ける必要はない。また上述のように、支持基材は接着層、シールド層、滑り層などの各種機能層を有するフィルムとすることもできる。
【0146】
支持基材の光透過率は、80%以上100%以下であることが好ましく、86%以上100%以下であることがさらに好ましい。ここで光透過率とは、光を照射した際に試料を透過する光の割合のことであり、JIS K 7361−1(1997)に従い測定することができる透明材料の透明性の指標である。反射防止部材の光透過率としては値が大きいほど良好であり、値が小さいとヘイズ値が上昇、画像劣化が生じる可能性が高くなるため好ましくない。ヘイズはJIS K 7136(2000)に規定された透明材料の濁りの指標である。ヘイズは小さいほど透明性が高いことを示す。
【0147】
支持基材のヘイズは、0.01%以上2.0%以下であることが好ましく、0.05%以上1.0%以下であることがさらに好ましい。
【0148】
支持基材の屈折率は、1.4〜1.7であることが好ましい。なお、ここでいう屈折率とは、光が空気中からある物質中に進む時、その界面で進行方向の角度を変える割合のことであり、JIS K 7142(1996)に規定されている方法により測定することができる。
【0149】
支持基材には、赤外線吸収剤あるいは紫外線吸収剤を添加してもよい。赤外線吸収剤の添加量は、支持基材の全成分100質量%において0.01〜20質量%であることが好ましく、0.05〜10質量%であることがさらに好ましい。滑り剤として、不活性無機化合物の粒子を支持基材に添加してもよい。無機化合物の例には、SiO2、TiO2、BaSO4、CaCO3、タルクおよびカオリンが含まれる。更に、支持基材に、表面処理を実施してもよい。
【0150】
支持基材の表面には、各種の表面処理を施すことも可能である。表面処理の例には、薬品処理、機械的処理、コロナ放電処理、火焔処理、紫外線照射処理、高周波処理、グロー放電処理、活性プラズマ処理、レーザー処理、混酸処理およびオゾン酸化処理が含まれる。これらの中でもグロー放電処理、紫外線照射処理、コロナ放電処理および火焔処理が好ましく、グロー放電処理と紫外線処理がさらに好ましい。
[本発明の塗工液を用いた反射防止部材の製造方法]
本発明の製造方法では、支持基材の少なくとも片面に、1層の液膜からなる塗工液を1回塗工する工程と乾燥する工程をこの順に行なうことにより、支持基材上に屈折率の異なる2層を同時に形成することができる。
【0151】
ここで、1層の液膜からなる塗工液を1回塗工する工程とは、基材に対して1回の塗工工程にて1種類の塗工液からなる1層の液膜を1回だけ塗工することを指し、1回の塗工工程にて複数層からなる液膜を同時に1回塗工する多層同時塗工や、1回の塗工時に1層の液膜を複数回の塗工、乾燥工程を有する連続逐次塗工、1回の塗工時に1層の液膜を複数回の塗工し、次いで乾燥する、ウェットオンウェット塗工などを行わないことを指す。
【0152】
まず、各層を形成するための成分を含有した塗工液は前述の要領で調製され、この塗工液をディップコート法、エアーナイフコート法、カーテンコート法、ローラーコート法、ワイヤーバーコート法、グラビアコート法やダイコート法(米国特許2681294号明細書参照)などにより支持基材上に塗工する。
【0153】
これらの塗工方式のうち、グラビアコート法または、ダイコート法が塗工方法として好ましい。グラビアコート法は反射防止層のような塗工量の少ない塗工液を均一な膜厚で塗工することに優れており、グラビアコート法の中でもダイレクトグラビア法で、グラビアロール直径の小さい小径グラビアロールを用いることが、メニスカス部の安定性確保の面からより好ましい。このような塗工方法としては、マイクログラビア法が提案されている。
【0154】
また、ダイコート法は、反射防止層のような塗工量の少ない場合には工夫を要するが、前計量方式のためコーティングダイへの供給液量にて膜厚の制御が可能であり、また、原理的に塗工液の滞留部、蒸発部がないため、塗工液の安定性の面からも優れている。
【0155】
次いで、支持基材上に塗工された液膜を乾燥する。得られる反射防止部材中から完全に溶媒を除去する事に加え、自発的に層構造を形成させるために液膜中での粒子の運動を促進するという観点からも、乾燥工程では液膜の加熱を伴うことが好ましい。
【0156】
この乾燥工程は一般的に、(A)恒率乾燥期間、(B)減率乾燥期間に分けられ、前者は、液膜表面において溶媒分子の大気中への拡散が乾燥の律速になっているため、乾燥速度は、この区間において一定で、乾燥速度は大気中の被蒸発溶媒分圧、風速、温度により支配され、膜面温度は熱風温度と大気中の被蒸発溶媒分圧により決まる値で一定になる。後者は、液膜中での溶媒の拡散が律速となっているため、乾燥速度はこの区間において一定値を示さず低下し続け、液膜中の溶媒の拡散係数により支配され、膜面温度は上昇する。ここで乾燥速度とは、単位時間、単位面積当たりの溶媒蒸発量を表わしたもので、g/(m2.s)の次元からなる。
【0157】
本発明の製造方法では、自発的な層構造の形成は恒率乾燥期間において発生していると推定しており、この区間における乾燥速度には、好ましい範囲があり、1.4g/(m2.s)以下であることが好ましく、0.9g/(m2.s)以下であることがより好ましく、0.1g/(m2.s)以上であることが好ましい。恒率乾燥期間における乾燥速度をこの範囲にすることにより、乾燥速度の不均一さに起因するムラを防ぎ、かつ自発的な層構造を起こすことに必要な時間を十分に確保することができる。
【0158】
0.1g/(m2.s)以上1.4g/(m2.s)以下の範囲の乾燥速度が得られるならば、特に特定の風速、温度に限定されない。
【0159】
本発明の製造方法では、減率乾燥期間では、残存溶媒の蒸発と共に、粒子の配列による層構造の緻密化が行われる。この過程においては粒子の配列のため、粒子の運動性と共に、配列のための時間を必要とするため、減率乾燥期間における膜面温度上昇速度には好ましい範囲が存在し、5℃/秒以下であることが好ましく、1℃/秒以下であることがより好ましい。
【0160】
乾燥方法については、伝熱乾燥(高熱物体への密着)、対流伝熱(熱風)、輻射伝熱(赤外線)、その他(マイクロ波、誘導加熱)などが挙げられる。この中でも、本発明の製造方法では、精密に幅方向で乾燥速度を均一にする必要から、対流伝熱、または輻射伝熱を使用した方式が好ましく、さらに恒率乾燥期間においては、幅方向で均一な乾燥速度を達成するため、対流伝熱による乾燥の場合には、制御可能な風速を維持しつつ、乾燥時の総括物質移動係数を下げることが可能な方法として、支持基材に対して平行で、基材の搬送方向に対して平行、あるいは垂直な方向に熱風を送風する方式が望ましい。
【0161】
さらに、乾燥工程後に形成された支持基材上の2層に対して、熱またはエネルギー線を照射する事によるさらなる硬化操作(硬化工程)を行ってもよい。硬化工程において、熱で硬化する場合には、室温から200℃であることが好ましく、硬化反応の活性化エネルギーの観点から、より好ましくは100℃以上200℃以下、さらに好ましくは130℃以上200℃以下である。
【0162】
また、エネルギー線により硬化する場合には汎用性の点から電子線(EB線)及び/又は紫外線(UV線)であることが好ましい。また紫外線により硬化する場合は、酸素阻害を防ぐことができることから酸素濃度ができるだけ低い方が好ましく、窒素雰囲気下(窒素パージ)で硬化する方がより好ましい。酸素濃度が高い場合には、最表面の硬化が阻害され、硬化が不十分となり、耐擦傷性、耐アルカリ性が不十分となる場合がある。また、紫外線を照射する際に用いる紫外線ランプの種類としては、例えば、放電ランプ方式、フラッシュ方式、レーザー方式、無電極ランプ方式等が挙げられる。放電ランプ方式である高圧水銀灯を用いて紫外線硬化させる場合、紫外線の照度が100〜3000mW/cm2、好ましくは200〜2000mW/cm2、さらに好ましくは300〜1500mW/cm2となる条件で紫外線照射を行うことが好ましく、紫外線の積算光量が100〜3000mJ/cm2、好ましく200〜2000mJ/cm2、さらに好ましくは300〜1500mJ/cm2となる条件で紫外線照射を行うことがより好ましい。ここで、紫外線照度とは、単位面積当たりに受ける照射強度で、ランプ出力、発光スペクトル効率、発光バルブの直径、反射鏡の設計及び被照射物との光源距離によって変化する。しかし、搬送スピードによって照度は変化しない。また、紫外線積算光量とは単位面積当たりに受ける照射エネルギーで、その表面に到達するフォトンの総量である。積算光量は、光源下を通過する照射速度に反比例し、照射回数とランプ灯数に比例する。
【0163】
硬化を熱により行う場合、乾燥工程と硬化工程とを同時におこなってもよい。
【0164】
また本発明の製法により得られた反射防止部材は、PDPなどの各種画像表示装置の視認側表面に設けることで、反射防止性に優れた画像表示装置を提供することができる。なおこの際は、反射防止部材における支持基材側を画像表示装置側として、反射防止部材などを設けることが重要である。
【実施例】
【0165】
次に、実施例に基づいて本発明を説明するが、本発明は必ずしもこれらに限定されるものではない。
【0166】
[高屈折率層構成成分(A−8)の調整]
下記材料を混合し、高屈率層構成成分(A−8)を得た。
二酸化チタン粒子分散物 72質量部
(ELCOM 日揮触媒化成株式会社製:固形分30質量%、数平均粒子径 8nm)
バインダー成分A 18質量部
(カヤラッドDPHA 日本化薬株式会社製:固形分100質量%)
2−プロパノール 1質量部
エチレングリコールモノブチルエーテル 9質量部
[高屈折率層構成成分(A−15)の調整]
前記、高屈折率層構成成分(A−8)に対し、二酸化チタン粒子分散物を下記の二酸化ジルコニウム粒子分散物に変えた以外は同様にして、高屈率層構成成分(A−15)を得た。
二酸化ジルコニウム粒子分散物
(ELCOM 日揮触媒化成株式会社製:固形分30質量%、数平均粒子径 15nm)
[高屈折率層構成成分(A−25)の調整]
前記、高屈折率層構成成分(A−8)に対し、二酸化チタン粒子分散物を下記のATO粒子分散物に変えた以外は同様にして、高屈率層構成成分(A−15)を得た。
ATO粒子分散物
(リオデュラス 東洋インキ株式会社製:固形分30質量%、数平均粒子径 25nm)
[高屈折率層構成成分(A−40)の調整]
前記、高屈折率層構成成分(A−8)に対し、二酸化チタン粒子分散物を下記のATO粒子分散物に変えた以外は同様にして、高屈率層構成成分(A−40)を得た
ATO粒子分散物
(ELCOM 日揮触媒化成株式会社製:固形分30質量%、数平均粒子径 38nm)
[高屈折率層構成成分(A−50)の調整]
下記材料を混合し、メディア分散機(直径0.1mmのジルコニアビーズ使用)を用いて、上記液中のATO粒子を分散してATO分散液を得た。
導電性微粒子ATO 20質量部
(アンチモンドープ酸化錫T−1 三菱マテリアル(株)製)
テトラアルコキシシラン 3.0質量部
メチルイソブチルケトン 77質量部
さらに、前記ATO分散液に多官能アクリレートであるカヤラッドDPHA(日本化薬株式会社製:固形分100質量%)を質量比8:2で混合して、高屈率層構成成分(A−50)を得た。
【0167】
[高屈折率層構成成分(A−70)の調整]
前記、高屈折率層構成成分(A−8)に対し、二酸化チタン粒子分散物を下記PTO粒子分散物に変えた以外は同様にして、高屈率層構成成分(A−70)を得た。
PTO粒子分散物 80質量部
(ELCOM 日揮触媒化成株式会社製:固形分30質量%、平均粒子径 70nm)
[高屈折率層構成成分(B−8)の調整]
前記、高屈折率層構成成分(A−8)に対し、バインダー成分Aを下記材料に変えた以 外は同様にして、高屈折率層構成成分(B−8)を得た。
バインダー成分B
(アロニックス M405 東亜合成株式会社製:固形分100質量%)
[高屈折率層構成成分(B−50)の調整]
前記、高屈折率層構成成分(A−50)に対し、バインダー成分Aを下記材料に変えた以外は同様にして、高屈折率層構成成分(B−50)を得た。
バインダー成分B
(アロニックス M405 東亜合成株式会社製:固形分100質量%)
[高屈折率層構成成分(B−15)の調整]
前記、高屈折率層構成成分(A−15)に対し、バインダー成分Aを下記材料に変えた以 外は同様にして、高屈折率層構成成分(B−15)を得た。
バインダー成分B
(アロニックス M405 東亜合成株式会社製:固形分100質量%)
[高屈折率層構成成分(C−15)の調整]
前記、高屈折率層構成成分(A−15)に対し、バインダー成分Aを下記材料に変えた以 外は同様にして、高屈折率層構成成分(C−15)を得た。
バインダー成分C
(アロニックス M350 東亜合成株式会社製:固形分100質量%)
[高屈折率層構成成分(X)の調整]
下記材料を混合し、高屈率層構成成分(X)を得た。
【0168】
オプスターTU4005 (JSR株式会社) 1.0質量部
2−プロパノール 1.0質量部
エチレングリコールモノブチルエーテル 0.11質量部
[低屈折率層構成成分の調整]
[低屈折率層構成成分(a)の調整]
中空シリカであるスルーリア4110(日揮触媒化成株式会社製:固形分濃度20質量%)15gに、メタクリロキシプロピルトリメトキシシラン1.37gと10質量%蟻酸水溶液0.17gを混合し、70℃にて1時間撹拌した。ついで、H2C=CH−COO−CH2−(CF2)8F 1.38g及び2,2−アゾビスイソブチロニトリル0.057gを加えた後、60分間90℃にて加熱撹拌した。その後、イソプロピルアルコールを加え希釈し、固形分14質量%の低屈折率層構成成分(a)とした。
【0169】
[低屈折率層構成成分(b)の調整]
低屈折率層構成成分(a)に対し、H2C=CH−COO−CH2−(CF2)8F をH2C=CH−COO−CH2−(CF2)6Fに置き換えた以外は同様にして、低屈折率層構成成分(b)を得た。
【0170】
[塗工液1]
下記材料を混合し塗工液1を得た。
低屈折率層構成成分(a) 7.1質量部
高屈折率層構成成分(A−25) 29質量部
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン 0.36質量部
フッ素化合物B−1 7.6質量部
(H2C=CH−COO−CH2−(CF2)8F 数平均分子量:518 )
2−プロパノール 57質量部
[塗工液2]
塗工液1に対し、高屈折率層構成成分(A−25)を 高屈折率層構成成分(A−15)に置き換えた以外は同様にして、塗工液2を得た。
【0171】
[塗工液3]
塗工液1に対し、高屈折率層構成成分(A−25)を 高屈折率層構成成分(B−15)に置き換えた以外は同様にして、塗工液3を得た。
【0172】
[塗工液4]
塗工液1に対し、高屈折率層構成成分(A−25)を 高屈折率層構成成分(C−15)に置き換えた以外は同様にして、塗工液4を得た。
【0173】
[塗工液5]
塗工液1に対し、高屈折率層構成成分(A−25)を 高屈折率層構成成分(A−8)に置き換えた以外は同様にして、塗工液5を得た。
【0174】
[塗工液6]
下記材料を混合し、塗工液6を得た。
低屈折率層構成成分(a) 7.1質量部
高屈折率層構成成分(A−15) 18質量部
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン 0.22質量部
フッ素化合物B−1 4.8質量部
(H2C=CH−COO−CH2−(CF2)8F 数平均分子量:518 )
2−プロパノール 70.3質量部
[塗工液7]
下記材料を混合し、塗工液7を得た。
低屈折率層構成成分(a) 7.1質量部
高屈折率層構成成分(A−15) 49.8質量部
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン 0.63質量部
フッ素化合物B−1 13.1質量部
(H2C=CH−COO−CH2−(CF2)8F 数平均分子量:518 )
2−プロパノール 3.00質量部
[塗工液8]
下記材料を混合し、塗工液8を得た。
低屈折率層構成成分(a) 7.1質量部
高屈折率層構成成分(A−15) 14質量部
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン 0.18質量部
フッ素化合物B−1 3.8質量部
(H2C=CH−COO−CH2−(CF2)8F 数平均分子量:518 )
2−プロパノール 7.5質量部
[塗工液9]
下記材料を混合し、塗工液9を得た。
低屈折率層構成成分(a) 7.1質量部
高屈折率層構成成分(A−15) 75質量部
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン 0.95質量部
フッ素化合物B−1 13質量部
(H2C=CH−COO−CH2−(CF2)8F 数平均分子量:518 )
2−プロパノール 5質量部
[塗工液10]
塗工液6に対し、高屈折率層構成成分(A−15)を 高屈折率層構成成分(A−40)に置き換えた以外は同様にして、塗工液10を得た。
【0175】
[塗工液11]
塗工液6に対し、高屈折率層構成成分(A−15)を 高屈折率層構成成分(B−50)に置き換えた以外は同様にして、塗工液11を得た。
【0176】
[塗工液12]
下記材料を混合し、塗工液12を得た。
低屈折率層構成成分(a) 7.1質量部
高屈折率層構成成分(B−8) 18質量部
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン 0.22質量部
ヒドロキシルプロピルアクリレート 4.8質量部
2−プロパノール 70.3質量部
[塗工液13]
下記材料を混合し、塗工液13を得た。
低屈折率層構成成分(a) 7.1質量部
高屈折率層構成成分(B−8) 18質量部
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン 0.22質量部
フッ素化合物B−2 4.8質量部
(メガファックF408 DIC株式会社)
2−プロパノール 70.3質量部
[塗工液14]
下記材料を混合し塗工液14を得た。
低屈折率層構成成分(a) 7.1質量部
高屈折率層構成成分(A−15) 29質量部
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン 0.36質量部
フッ素化合物B−3 7.6質量部
(H2C=CH−COO−CH2−(CF2)4F 数平均分子量:318 )
2−プロパノール 57質量部
[塗工液15]
下記材料を混合し塗工液15を得た。
低屈折率層構成成分(a) 7.1質量部
高屈折率層構成成分(A−15) 29質量部
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン 0.36質量部
フッ素化合物B−4 7.6質量部
(CF3(CF2)7CH2CH2Si(OH)3の7量体オリゴマー
数平均分子量:4000 )
2−プロパノール 57質量部
[塗工液16]
下記材料を混合し、塗工液16を得た。
低屈折率層構成成分(a) 7.1質量部
高屈折率層構成成分(B−8) 18質量部
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン 0.22質量部
フッ素化合物B−5 4.8質量部
(H2C=CH−COO−CH2−CF3 数平均分子量 150)
2−プロパノール 70.3質量部
[塗工液17]
下記材料を混合し、塗工液17を得た。
低屈折率層構成成分(a) 7.1質量部
高屈折率層構成成分(B−8) 18質量部
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン 0.22質量部
フッ素化合物B−6 4.8質量部
(CF3(CF2)7CH2CH2Si(OH)3の9量体オリゴマー
数平均分子量:4500 )
2−プロパノール 70.3質量部
[塗工液18]
下記材料を混合し、塗工液18を得た。
低屈折率層構成成分(a) 7.1質量部
高屈折率層構成成分(B−8) 18質量部
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン 0.22質量部
フッ素化合物B−1 4.8質量部
(H2C=CH−COO−CH2−(CF2)8F 数平均分子量:518 )
2−プロパノール 70.3質量部
[塗工液19]
下記材料を混合し塗工液19を得た。
低屈折率層構成成分(a) 7.1質量部
高屈折率層構成成分(x) 7.1質量部
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン 0.10質量部
2−プロパノール 85.8質量部
[塗工液20]
下記材料を混合し塗工液20(低屈折率層塗工液)を得た。
低屈折率層構成成分(a) 7.1質量部
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン 0.10質量部
多官能アクリレート 18質量部
(カヤラッドDPHA 日本化薬株式会社製:固形分100質量%)
2−プロパノール 65質量部
[塗工液21]
下記材料を混合し塗工液21(高屈折率層塗工液)を得た。
高屈折率層構成成分(A−25) 29質量部
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン 0.36質量部
2−プロパノール 65質量部
[塗工液22]
塗工液1対し、高屈折率層構成成分(A−25)を 高屈折率層構成成分(A−70)に置き換えた以外は同様にして、塗工液22を得た。
【0177】
[塗工液23]
下記材料を混合し、塗工液23(ハードコート塗工液)を得た。
ペンタエリスリトールトリアクリレート(PETA) 30.0質量部
イルガキュア907(商品名、チバスペシャリティケミカルズ社製) 1.5質量部
メチルイソブチルケトン 73.5質量部
[塗工液24]
塗工液5に対し、低屈折率層構成成分(a)を低屈折率層構成成分(b)に置き換えた以外は同様にして、塗工液24を得た。
【0178】
反射防止部材の作成方法
以下、反射防止部材の作成方法を示す。各サンプルの構成については、表1にまとめる。
【0179】
[反射防止部材の作製1]
支持基材としてPET樹脂フィルム上に易接着性塗料が塗工されているU46(東レフィルム株式会社製)を用いた。この支持基材の易接着塗料が塗工されている面上に、塗工液をバーコーター(#10)を用いて塗工後、液膜厚み測定用のセンサーと膜面温測定用のセンサーを取り付けた乾燥装置にて、下記に示す第一段階の乾燥を行い、次いで第二段階の乾燥を行った。
第一段階
熱風温度 25℃
熱風風速 0.5m/s
風向 塗工面に対して平行
乾燥時間 2分間
第二段階
熱風温度 130℃
熱風風速 5m/s
風向 塗工面に対して垂直
乾燥時間 2分間
なお、熱風の風速は動静圧管による測定値を使用した。
【0180】
乾燥後、160W/cmの高圧水銀灯ランプ(アイグラフィックス(株)製)を用いて、照度600W/cm2、積算光量800mJ/cm2の紫外線を、酸素濃度0.1体積%の下で照射して硬化させた。
【0181】
塗工液1、10、11、12、13、17を用い、実施例1、12、13、14,15,19の反射防止部材を作成した。
【0182】
[反射防止部材の作製2]
前記反射防止部材の作成1に対し、第一段階の乾燥条件を下記条件に変えた以外は同様にして反射防止部材を作成した。
【0183】
熱風温度 35℃
熱風風速 1m/s
風向 塗工面に対して平行
乾燥時間 1。5分間
塗工液1、2、4、6、7、8、9、14、15、16、22、24を用い、実施例2、3、6,8,9、10,11,16,17,18、22、比較例4の反射防止部材を作成した。
【0184】
[反射防止部材の作製3]
前記反射防止部材の作成1に対し、第一段階の乾燥条件を下記条件に変えた以外は同様にして、反射防止部材を作成した。
【0185】
熱風温度 40℃
熱風風速 2m/s
風向 塗工面に対して平行
乾燥時間 1分間
ここでは、塗工液2、3を用い、実施例4,5の反射防止部材を作成した。
【0186】
[反射防止部材の作製4]
前記反射防止部材の作成1に対し、第一段階の乾燥条件を下記条件に変えた以外は同様にして、反射防止部材を作成した。
【0187】
熱風温度 60℃
熱風風速 2m/s
風向 塗工面に対して平行
乾燥時間 1分間
ここでは、塗工液5を用い、実施例7の反射防止部材を作成した。
【0188】
[反射防止部材の作製5]
前記反射防止部材の作成1に対し、第一段階の乾燥条件を下記条件に変えた以外は同様にして、反射防止部材を作成した。
【0189】
熱風温度 25℃
熱風風速 0.1m/s
風向 塗工面に対して平行
乾燥時間 3分間
ここでは、塗工液2を用い、実施例20の反射防止部材を作成した。
【0190】
[反射防止部材の作製6]
前記反射防止部材の作成1に対し、第一段階の乾燥条件を下記条件に変えた以外は同様にして、反射防止部材を作成した。
【0191】
熱風温度 70℃
熱風風速 5m/s
風向 塗工面に対して平行
乾燥時間 1分間
ここでは、塗工液18を用い、実施例21の反射防止部材を作成した。
【0192】
[反射防止部材の作製7]
支持基材としてPET樹脂フィルム上に易接着性塗料が塗工されているU46(東レフィルム株式会社製)をもちいた。この支持基材の易接着塗料が塗工されている面上に、前記塗工液23(ハードコート塗工液)をバーコーター(#16)を用いて塗工後、下記に示す第一段階の乾燥を行い、次いで第二段階の乾燥を行った。
【0193】
第一段階
熱風温度 70℃
熱風風速 2m/s
風向 塗工面に対して平行
乾燥時間 1.5分間
第二段階
熱風温度 130℃
熱風風速 5m/s
風向 塗工面に対して垂直
乾燥時間 1.5分間
乾燥後、160W/cmの高圧水銀灯ランプ(アイグラフィックス(株)製)を用いて、照度600W/cm2、積算光量500mJ/cm2の紫外線を、酸素濃度0.1体積%の下で照射して硬化させた。
【0194】
次いで、このハードコート塗工液が塗工、乾燥、硬化されている面上に、塗工液19をバーコーター(#10)を用いて塗工後、液膜厚み測定用のセンサーと膜面温測定用のセンサーを取り付けた乾燥装置にて、下記に示す第一段階の乾燥を行い、次いで第二段階の乾燥を行った。
【0195】
第一段階
熱風温度 35℃
熱風風速 1m/s
風向 塗工面に対して平行
乾燥時間 1.5分間
第二段階
熱風温度 130℃
熱風風速 5m/s
風向 塗工面に対して垂直
乾燥時間 2分間
乾燥後、160W/cmの高圧水銀灯ランプ(アイグラフィックス(株)製)を用いて、照度600W/cm2、積算光量800mJ/cm2の紫外線を、酸素濃度0.1体積%の下で照射して硬化させた。これにより比較例1の反射防止部材を作成した。
【0196】
[反射防止部材の作製8]
支持基材としてPET樹脂フィルム上に易接着性塗料が塗工されているU46(東レフィルム株式会社製)をもちいた。この支持基材の易接着塗料が塗工されている面上に、塗工液21をバーコーター(#10)を用いて塗工後、液膜厚み測定用のセンサーと膜面温測定用のセンサーを取り付けた乾燥装置にて、下記条件で乾燥を行った。
【0197】
第一段階
熱風温度 35℃
熱風風速 1m/s
風向 塗工面に対して平行
乾燥時間 1.5分間
第二段階
熱風温度 130℃
熱風風速 5m/s
風向 塗工面に対して垂直
乾燥時間 2分間
乾燥後、160W/cmの高圧水銀灯ランプ(アイグラフィックス(株)製)を用いて、照度600W/cm2、積算光量800mJ/cm2の紫外線を、酸素濃度0.1体積%の下で照射して硬化させた。
【0198】
次いで、この塗工液21が塗工、乾燥、硬化されている面上に、塗工液20をバーコーター(#10)を用いて塗工後、同乾燥装置にて、下記条件で乾燥を行った。
第一段階
熱風温度 35℃
熱風風速 1m/s
風向 塗工面に対して平行
乾燥時間 1.5分間
第二段階
熱風温度 130℃
熱風風速 5m/s
風向 塗工面に対して垂直
乾燥時間 2分間
乾燥後、160W/cmの高圧水銀灯ランプ(アイグラフィックス(株)製)を用いて、照度600W/cm2、積算光量800mJ/cm2の紫外線を、酸素濃度0.1体積%の下で照射して硬化させた。これにより比較例2の反射防止部材を作成した。
【0199】
[反射防止部材の作製9]
前記反射防止部材の作成1に対し、第一段階の乾燥条件を下記条件に変えた以外は同様にして、反射防止部材を作成した
熱風温度 100℃
熱風風速 10m/s
風向 塗工面に対して垂直
乾燥時間 1分間
塗工液1を用い、比較例3の反射防止部材を作成した。
【0200】
[反射防止部材作成過程におけるパラメーター計測方法]
反射防止部材作成過程でのパラメーターについて、表1中に示す。以下、計測方法について示す。
【0201】
[塗工液中の粒子の動的光散乱法による体積基準分布のメディアン値]
塗工液中の粒子の25℃における動的光散乱法による体積基準分布のメディアン値は、動的光散乱式粒径分布測定装置(株式会社堀場製作所製 LB550)を使用して測定した。測定において必要とする塗工液のパラメーターである溶媒屈折率は、アッベ屈折率計(株式会社アタゴ製 アッベ屈折計 NAR-3T)により、25℃における測定値を求めた。また、測定において必要とする塗工液のパラメーターである粒子屈折率は、JIS K7142「プラスチックの屈折率測定方法」のうち、B法(顕微鏡を用いる液浸法(ベッケ線法))による。但し、JIS K7142で使用される浸液に代えて、島津デバイス製造社製「接触液」を使用し、温度が15〜20℃の条件で測定した。顕微鏡は、偏光顕微鏡「オプチフォト」(ニコン製)を使用した。
これらの値を用いて測定回数1000回で測定を行った。測定結果の解析は、体積基準分布モードで計算を行い、体積基準分布のメディアン値を求めた。
【0202】
[数平均分子量]
本発明における数平均分子量は、テトラヒドロフランを溶媒にし、分子量既知の単分散ポリスチレンを標準物質として用い、ゲルパーミエーションクロマトグラフ(GC−2010 株式会社島津製作所)により測定して求めた。
【0203】
[塗工からの時間tにおける液膜厚み、液膜収縮速度の測定]
液膜厚みの測定は、株式会社キーエンス製 マイクロヘッド型分光干渉レーザー変位計SI−F1000を使用した。測定は、乾燥装置内に前記レーザー変位計を設置し、センサーヘッドと塗工液膜の距離を連続的に測定することにより乾燥過程における液膜厚みを求めた。データは1KHzの周期で収集し、ノイズ除去のための平滑化処理演算後、0.1秒毎の液膜厚み変化を出力しこれを液膜厚みとした。
さらに、液膜収縮速度は前記液膜厚みの各点に対し、前後0.5秒分の液膜厚みを含めて線形近似を行い、その傾きを、各点における液膜収縮速度とした。
【0204】
[塗工液の固形分濃度、反射防止層の見かけ密度]
塗工液の固形分濃度x0は、塗工液を約20gを精秤した値(xl)と、これを80℃にて30分乾燥後、160W/cmの高圧水銀灯ランプ(アイグラフィックス(株)製)を用いて、照度600W/cm2、積算光量800mJ/cm2の紫外線を、酸素濃度0.1体積%の下で照射して硬化させて得られた固形物の質量(xs)から、数式8に従って求めた。
【0205】
【数8】
【0206】
反射防止層の見かけ密度は、上記の方法により乾燥、硬化させた固形物について、JIS K 0061(2001)に基づき、ゲーリュサック型ピクノメーターを用いて測定を行い、反射防止層の見かけ密度dsolidを求めた。
【0207】
[塗工液密度dliqの測定]
塗工液密度は、25℃の環境下にて密度比重計(京都電子工業株式会社製、DA―130N)を用いて測定し、塗工液の密度dliqを求めた。
【0208】
[膜面温度Tの測定]
膜面温度Tの測定は、Fluke社製非接触温度計を使用した。測定は、乾燥装置内に前記非接触温度計を設置し、膜面温度を連続的に測定した。データは0.1秒毎に測定した。なお、前述の液膜厚みの測定と膜面温度の測定は、両測定器をデータロガーに接続して同時にデータを収集することにより同期させた。
【0209】
[塗工からの時間tにおける液膜の粘度μの測定]
液膜の粘度は、前述のペクレ数を構成する各パラメーターの算出方法とペクレ数の変化挙動の項に記載の方法により求めた。
【0210】
この算出のため数式4に用いるパラメーターa1、a2、a3、a4、b1、b2、b3、b4は次の方法で測定した。測定装置にはティー・エイ・インスツルメント・ジャパン株式会社製レオメーターAR2000を使用し、測定用ジオメトリーには、直径40mm 角度2°のコーンアンドプレートを使用した。
【0211】
測定は、溶媒添加量(2−プロパノール添加量)を変えることにより、固形分濃度を10、20、30、40%調整した塗工液を作り、これについて25℃、35℃、45℃、55℃にて、ステップ状にせん断速度を変化させた定常流測定で行った。具体的には、せん断速度100s−1で予備せん断後、せん断速度1000s−1から0.01s−1に向けて、一桁当たり対数間隔で3点のステップで、せん断粘度の測定を行った。この結果から、各代表組成、各温度、各濃度での0.1s−1の粘度を求め、固形分濃度に対してプロットし、その結果を数式9の三次曲線で近似し、さらに各温度での測定データに対して求めた数式9のA,B,C,Dについて、温度Tに対して直線近似することによりパラメーターa1、a2、a3、a4、b1、b2、b3、b4を求めた。この結果と乾燥過程の固形分濃度x、温度Tから、塗工からの時間tにおける液膜の粘度μを求めた。
【0212】
【数9】
【0213】
【数10】
【0214】
[塗工からの時間tにおける固形分濃度x、液膜の粘度μ、ペクレ数が1より小さくなる時間、恒率乾燥期間の平均乾燥速度の測定]
前述の方法により求めた液膜厚みから、液膜厚みと時間の変化曲線を作成し、塗工から最初の変曲点が現れるまでの期間を恒率乾燥期間とした。
そして前述の液膜厚み変化の値から、前述の[ペクレ数を構成する各パラメーターの算出方法とペクレ数の変化挙動]の項に記載の方法により、塗工からの時間tにおける固形分濃度x、液膜の粘度μ、ペクレ数が1より小さくなる時間、恒率乾燥期間の平均乾燥速度を求めた。
【0215】
[反射防止部材の評価]
作製した反射防止部材について次に示す性能評価を実施し、得られた結果を表2、表3に示す。特に断りのない場合を除き、測定は各実施例・比較例において1つのサンプルについて場所を変えて3回測定を行い、その平均値を用いた。
【0216】
[反射防止層の各層の厚み]
透過型電子顕微鏡(TEM)を用いて断面を観察することにより、支持基材上の2層の各層の厚みを測定した。各層の厚みは、以下の方法に従い測定した。TEMにより20万倍の倍率で撮影した画像から各層の厚みを読み取った。合計で10点の層厚みを測定して平均値とした。
【0217】
[支持基材上の2層個々の屈折率]
本発明における支持基材上の2層個々の屈折率は、反射分光膜厚計(大塚電子製、商品名[FE−3000])により、300〜800nmの範囲での反射率を測定し、該装置付属のソフトウェア[FE−Analysis]を用い、大塚電子株式会社製[膜厚測定装置 総合カタログP6(非線形最小二乗法)]に記載の方法に従い、550nmにおける屈折率を求めた。
【0218】
屈折率の波長分散の近似式としてCauchyの分散式(式1)を用い最小二乗法(カーブフィッティング法)により、光学定数(C1、C2、C3)を計算し、550nmにおける屈折率を測定した。
【0219】
[2層の界面の形成状態]
透過型電子顕微鏡(TEM)を用いて断面を観察することにより、支持基材上の2層の界面の有無を判断した。界面の有無の判断は以下の方法に従い判断した。TEMにより20万倍の倍率で撮影した画像を、ソフトウェア(EasyAccsess)にて、ホワイトバランスを最明部と最暗部が8bitのトーンカーブに収まるように調整した。さらに2種類の粒子が明確に見分けられるようにコントラストを調節した。
このとき1つの層と他の層との界面に明確な境界を引くことができる場合を、明確な界面があるとみなした。
【0220】
明確な境界を引くことができる場合 「○」
明確な境界を引くことができない場合 「×」
[耐擦傷性]
反射防止部材に250g/cm2荷重となるスチールウール(#0000)を垂直にあて、1cmの長さを10往復した際に目視される傷の概算本数を記載し、下記のクラス分けを行い3点以上を合格とした。
【0221】
5点: 0本
4点: 1本以上 5本未満
3点: 5本以上 10本未満
2点: 10本以上 20本未満
1点: 20本以上
[耐摩耗性]
本光製作所製消しゴム摩耗試験機の先端(先端部面積 1cm2)に、白ネル〔興和(株)製〕を取り付け、500gの荷重をかけて反射防止部材上を5cm、5000回往復摩擦し、下記のクラス分けを行い3点以上を合格とした。
【0222】
5点: 以下の「1点」以外であり、傷なし
4点: 以下の「1点」以外であり、1〜10本の傷
3点: 以下の「1点」以外であり、11〜20本の傷
2点: 以下の「1点」以外であり、21本以上の傷
1点: 試験部分の反射防止層が全面剥離
[透明性]
透明性はヘイズ値を測定することにより判定した。測定はJIS K 7136(2000)に基づき、日本電色工業(株)製 ヘイズメーターを用いて、反射防止部材サンプルの支持基材とは反対側(反射防止層側)から光を透過するように装置に置いて測定を行い、ヘイズ値が2%未満を合格とした。
【0223】
[反射防止性能]
反射防止性能の評価は島津製作所製分光光度計UV−3100を用いて400nmから800nmの波長範囲にて行い、最低反射率(ボトム反射率)を測定し、0.8%未満を合格とした。
【0224】
[面内均一性の評価]
各々5枚のフィルム表面をフィルムの全幅方向に目視で観察し、面内均一性を下記5段階の評価基準でムラを見ることにより評価し、3点以上を合格とした。
【0225】
5点:全サンプルにムラが全く認められない
4点:一部サンプルにわずかにムラが認められる
3点:全サンプルにわずかにムラが認められる
2点:全サンプルにムラが認められ、一部サンプルに強いムラがある
1点:全サンプルに強いムラが認められる
[経済性]
支持基材上への塗工回数、1回の塗布に要する総乾燥時間、支持基材上への総塗工厚みの3つの観点から下記の基準に基づいて評価を行い、(総塗工厚みの評点+総乾燥時間の評点)×(塗工回数の評点)を求め、この値が6点以上を合格とした。
【0226】
総塗工厚み:1000nm以下 3点
3000nm以下 2点
それ以上 1点
総乾燥時間:3分以下 3点
4分以下 2点
それ以上 1点
塗工回数: 支持基材上への総塗工回数が2回 1点
支持基材上への総塗工回数が1回 2点
表3に反射防止部材の評価結果をまとめた。評価項目において1項目でも合格とならないものについて、課題未達成と判断した。
【0227】
表3に示すように、耐擦傷性、耐摩耗性、透明性、反射防止性能、面内均一性、経済性のいずれにおいても、実施例は合格しており、第一課題である「支持基材上に可能な限り少ない塗工回数で面内に均一な反射防止層が形成可能な製造方法を提供すること」と、第二課題である「支持基材上に可能な限り少ない塗工回数で、耐擦傷性、耐摩耗性、低反射率を有する反射防止部材の製造方法を提供すること」の両方を達成している。
【0228】
該反射防止部材の高屈折率層の厚みが、本発明の好ましい範囲より薄い実施例10の反射防止部材の製造方法では、耐擦傷性がやや劣っていたが、許容できる範囲であった。
【0229】
該反射防止部材の高屈折率層の厚みが、本発明の好ましい範囲より厚い実施例11の反射防止部材の製造方法では、面内均一性と経済性がやや劣っていたが、許容できる範囲であった。
【0230】
該塗工液の動的光散乱法による粒子の体積基準分布のメディアン値が、本発明の好ましい範囲より大きい実施例13の反射防止部材の製造方法では、反射防止性能と面内均一性がやや劣っていたが、許容できる範囲であった。
【0231】
該塗工液に本発明の好ましい様態であるフルオロアルキル基を有さない化合物、および反応性部位を有さない化合物を含有する、実施例14、15の反射防止部材の製造方法では、透明性、反射防止性能がやや劣っていたが、許容できる範囲であった。
【0232】
該塗工液に本発明の好ましい様態であるフルオロアルキル基と反応性部位を有するが数平均分子量が小さい化合物、フルオロアルキル基と反応性部位を有するが数平均分子量が大きい化合物を含有する、実施例18、19の反射防止部材の製造方法では、透明性、反射防止性能がやや劣っていたが、許容できる範囲であった。
【0233】
恒率乾燥期間の平均乾燥速度が本発明の好ましい様態である、1.0g/m2・sを超える実施例21の反射防止部材の製造方法では、透明性、反射防止性能がやや劣っていたが、許容できる範囲であった。
【0234】
恒率乾燥期間の平均乾燥速度が本発明の好ましい様態である、0.1g/m2・sを下回る実施例20の反射防止部材の製造方法では、面内均一性がやや劣っていたが、許容できる範囲であった。
【0235】
【表1】
【0236】
【表2】
【0237】
【表3】
【符号の説明】
【0238】
1 反射防止部材
2 支持基材
3 高屈折率層
4 低屈折率層
5 高屈折率ハードコート層
6、12、13、14、21 液膜厚み変化曲線
7、15、16、17、22、23 ペクレ数変化曲線
8 恒率乾燥期間
9 減率乾燥期間
10 臨界乾燥点
11、18、19、20、24、25 ペクレ数が1よりも小さくなる時間
【特許請求の範囲】
【請求項1】
支持基材の少なくとも片面に、屈折率の異なる2層からなる反射防止層を有する反射防止部材の製造方法であって、
該支持基材の少なくとも片面に、塗工液を1回塗工して、1層の液膜を形成する工程、該液膜を乾燥する工程をこの順に有し、
該液膜を乾燥する工程の恒率乾燥期間において、ペクレ数が1よりも小さくなる時間を7秒以上設けることを特徴とする、反射防止部材の製造方法。
【請求項2】
該塗工液が、少なくとも2種類以上の粒子と、少なくとも1種類以上のバインダー成分とを含み、
該2種類以上の粒子のうち少なくとも1種類の粒子が、フッ素化合物Aにより表面処理された粒子である(以後、フッ素化合物Aにより表面処理された粒子を、フッ素処理粒子とよぶ)ことを特徴とする、請求項1に記載の反射防止部材の製造方法。
【請求項3】
該反射防止層側の最表層から2層目の層の厚みが、500nm以上、2000nm以下であることを特徴とする、請求項1または2に記載の反射防止部材の製造方法。
【請求項4】
該塗工液中での少なくとも1種類の粒子の25℃における動的光散乱法による体積基準分布のメディアン値が、50nm以下であることを特徴とする請求項2または3のいずれかに記載の反射防止部材の製造方法。
【請求項5】
該塗工液が、フルオロアルキル基および反応性部位を有し、数平均分子量が300以上4000以下のフッ素化合物Bを含むことを特徴とする請求項1から4のいずれかに記載の反射防止部材の製造方法。
【請求項6】
前記フッ素化合物Bが、下記一般式(A)のモノマー、一般式(B)のモノマー、一般式(A)のモノマーに由来するオリゴマー、及び一般式(B)のモノマーに由来するオリゴマーからなる群より選ばれる少なくとも1つの化合物であることを特徴とする請求項5に記載の反射防止部材の製造方法。
H2C=C(R1)−COO−R2−Rf1 ・・・一般式(A)
A−R3−Rf1 ・・・一般式(B)
(式中、R1は水素原子またはメチル基、Rf1は炭素数4〜7の直鎖状または分岐状のフルオロアルキル基、R2、R3は、炭素数1〜10のアルキル基、Aは反応性二重結合基である。)
【請求項7】
該乾燥する工程の恒率乾燥期間の乾燥速度を 0.1g/(m2.s)以上1.4g/(m2.s)以下にすることを特徴とする請求項1〜6のいずれかに記載の反射防止部材の製造方法。
【請求項1】
支持基材の少なくとも片面に、屈折率の異なる2層からなる反射防止層を有する反射防止部材の製造方法であって、
該支持基材の少なくとも片面に、塗工液を1回塗工して、1層の液膜を形成する工程、該液膜を乾燥する工程をこの順に有し、
該液膜を乾燥する工程の恒率乾燥期間において、ペクレ数が1よりも小さくなる時間を7秒以上設けることを特徴とする、反射防止部材の製造方法。
【請求項2】
該塗工液が、少なくとも2種類以上の粒子と、少なくとも1種類以上のバインダー成分とを含み、
該2種類以上の粒子のうち少なくとも1種類の粒子が、フッ素化合物Aにより表面処理された粒子である(以後、フッ素化合物Aにより表面処理された粒子を、フッ素処理粒子とよぶ)ことを特徴とする、請求項1に記載の反射防止部材の製造方法。
【請求項3】
該反射防止層側の最表層から2層目の層の厚みが、500nm以上、2000nm以下であることを特徴とする、請求項1または2に記載の反射防止部材の製造方法。
【請求項4】
該塗工液中での少なくとも1種類の粒子の25℃における動的光散乱法による体積基準分布のメディアン値が、50nm以下であることを特徴とする請求項2または3のいずれかに記載の反射防止部材の製造方法。
【請求項5】
該塗工液が、フルオロアルキル基および反応性部位を有し、数平均分子量が300以上4000以下のフッ素化合物Bを含むことを特徴とする請求項1から4のいずれかに記載の反射防止部材の製造方法。
【請求項6】
前記フッ素化合物Bが、下記一般式(A)のモノマー、一般式(B)のモノマー、一般式(A)のモノマーに由来するオリゴマー、及び一般式(B)のモノマーに由来するオリゴマーからなる群より選ばれる少なくとも1つの化合物であることを特徴とする請求項5に記載の反射防止部材の製造方法。
H2C=C(R1)−COO−R2−Rf1 ・・・一般式(A)
A−R3−Rf1 ・・・一般式(B)
(式中、R1は水素原子またはメチル基、Rf1は炭素数4〜7の直鎖状または分岐状のフルオロアルキル基、R2、R3は、炭素数1〜10のアルキル基、Aは反応性二重結合基である。)
【請求項7】
該乾燥する工程の恒率乾燥期間の乾燥速度を 0.1g/(m2.s)以上1.4g/(m2.s)以下にすることを特徴とする請求項1〜6のいずれかに記載の反射防止部材の製造方法。
【図1】

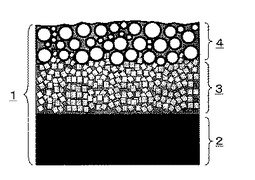
【図2】
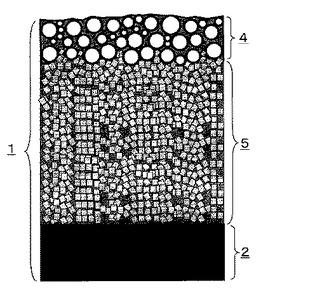
【図3】
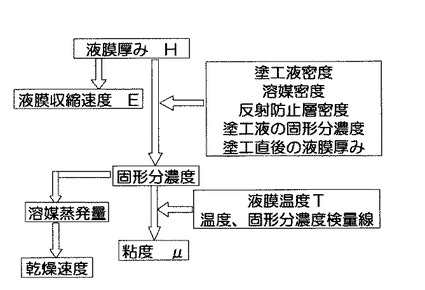
【図4】

【図5】

【図6】
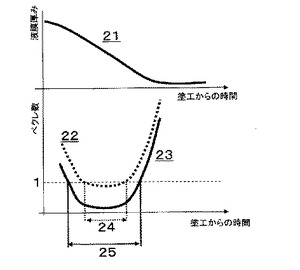
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−65028(P2011−65028A)
【公開日】平成23年3月31日(2011.3.31)
【国際特許分類】
【出願番号】特願2009−217095(P2009−217095)
【出願日】平成21年9月18日(2009.9.18)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成23年3月31日(2011.3.31)
【国際特許分類】
【出願日】平成21年9月18日(2009.9.18)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]