
収納体、キャリアテープの製造方法及びその製造装置
【課題】異物の発生や被収納物品の損傷を防止し、被収納物品に粘着材が転写・付着するおそれを低減できる収納体、キャリアテープの製造方法及びその製造装置を提供する。
【解決手段】テープ本体1と、テープ本体1に並べて形成され、半導体チップ10を収納する複数のポケット穴20と、テープ本体1に剥離可能に粘着されて複数のポケット穴20を覆うカバーテープ30とを備え、各ポケット穴20の底面に、半導体チップ10を着脱自在に弱粘着する粘着層40を粘着し、粘着層40を、半導体チップ10の弱粘着時に半導体チップ10から食み出さない大きさとし、粘着層40の厚さと半導体チップ10の厚さの合計値をポケット穴20の深さ以下の値とする。ポケット穴20に半導体チップ10を粘着層40を介して収納するので、振動、衝撃で半導体チップ10が上下前後左右に動き回り、ポケット穴20の周壁やカバーテープ30に衝突等することがない。
【解決手段】テープ本体1と、テープ本体1に並べて形成され、半導体チップ10を収納する複数のポケット穴20と、テープ本体1に剥離可能に粘着されて複数のポケット穴20を覆うカバーテープ30とを備え、各ポケット穴20の底面に、半導体チップ10を着脱自在に弱粘着する粘着層40を粘着し、粘着層40を、半導体チップ10の弱粘着時に半導体チップ10から食み出さない大きさとし、粘着層40の厚さと半導体チップ10の厚さの合計値をポケット穴20の深さ以下の値とする。ポケット穴20に半導体チップ10を粘着層40を介して収納するので、振動、衝撃で半導体チップ10が上下前後左右に動き回り、ポケット穴20の周壁やカバーテープ30に衝突等することがない。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、半導体チップや電子部品の収納、搬送、保管等に使用される収納体、キャリアテープの製造方法及びその製造装置に関するものである。
【背景技術】
【0002】
半導体チップの収納、搬送、保管等には様々な包装材料が使用されているが、その一つとしてキャリアテープがあげられる。この種のキャリアテープは、図示しないリールに巻回されるテープ本体と、このテープ本体に並べて形成され、ダイシングされたシャープエッジの半導体チップを収納する複数のポケット穴と、テープ本体に剥離可能に粘着されて複数のポケット穴を覆うカバーテープとを備えて形成されている(特許文献1、2、3、4参照)。
【0003】
ところで、キャリアテープのポケット穴にはシャープエッジの半導体チップが収納されるが、半導体チップの単なる収納では、搬送や輸送時の振動、衝撃でシャープエッジの半導体チップが上下前後左右に動き回り、ポケット穴の周壁やカバーテープに衝突したり、擦れてしまい、異物の発生や半導体チップの欠け、割れを招くという問題が生じる。そこで従来においては、上記問題を解消するため、リブ構造を設けたり、ポケット穴に半導体チップを粘着材により収納する方法が提案されている。
【特許文献1】特開2005−170511号公報
【特許文献2】実開平5−77075号公報
【特許文献3】特開平5−21510号公報
【特許文献4】特開2005−320037号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、リブ構造を設ける方法では、リブ構造にシャープエッジの半導体チップが衝突したり、擦れて切削し、異物の発生や半導体チップの欠け、割れを招くおそれがある。また、ポケット穴に半導体チップを粘着材により収納する方法では、異物の発生や半導体チップの欠け、割れ等を排除することができるものの、半導体チップに粘着材が転写・付着してしまい、後の工程に支障を来たすという問題が新たに生じることとなる。
本発明は上記に鑑みなされたもので、異物の発生や被収納物品の損傷を防止し、被収納物品に粘着材が転写・付着するおそれを低減することのできる収納体、キャリアテープの製造方法及びその製造装置を提供することを目的としている。
【課題を解決するための手段】
【0005】
本発明においては上記課題を解決するため、凹部に小型の被収納物品を収納するものであって、
凹部に、被収納物品を着脱自在に粘着する粘着層を設け、この粘着層を、被収納物品の粘着時に被収納物品から食み出さない大きさとし、粘着層の厚さと被収納物品の厚さとの合計値を凹部の深さ以下の値としたことを特徴としている。
【0006】
なお、凹部をキャリアテープのポケット穴とするとともに、小型の被収納物品を半導体チップと電子部品のいずれかとし、ポケット穴を剥離可能なカバーテープにより被覆することができる。
また、凹部を透明に形成し、粘着層の粘着力を紫外線の照射により低減することができる。
【0007】
また、粘着層の粘着力を0.1MPa未満とすることが好ましい。
また、被収納物品を略水平に安定して粘着可能な形に粘着層を形成することが好ましい。
【0008】
また、本発明においては上記課題を解決するため、小型の被収納物品を収納するテープ本体のポケット穴に、被収納物品を着脱自在に粘着する粘着層を形成し、この粘着層を、被収納物品の粘着時に被収納物品から食み出さない大きさとし、粘着層の厚さと被収納物品の厚さとの合計値をポケット穴の深さ以下の値とするものの製造方法であって、
テープ本体のポケット穴に粘着剤を供給し、この粘着剤に型を接触させて被収納物品を略水平に安定して粘着可能な形に粘着層を形成することを特徴としている。
なお、粘着剤を紫外線硬化型とするとともに、型に透明性を付与し、粘着剤に型を接触させる際に粘着剤に紫外線を照射して硬化させると良い。
【0009】
また、本発明においては上記課題を解決するため、小型の被収納物品を収納するテープ本体のポケット穴に、被収納物品を着脱自在に粘着する粘着層を形成し、この粘着層を、被収納物品の粘着時に被収納物品から食み出さない大きさとし、粘着層の厚さと被収納物品の厚さとの合計値をポケット穴の深さ以下の値とするものであって、
テープ本体のポケット穴に粘着剤を供給する供給装置と、ポケット穴に供給された粘着剤に接触し、この粘着剤を粘着層に形成する型とを含み、この型の接触により、被収納物品を略水平に安定して粘着可能な形に粘着層を形成するようにしたことを特徴としている。
【0010】
なお、粘着剤を紫外線硬化型とするとともに、型に透明性を付与することができる。
また、粘着剤に型が接触する際、粘着剤に紫外線を照射して硬化させる紫外線照射装置を含むことができる。
【0011】
ここで、特許請求の範囲における凹部やパッケージ穴は、平面矩形、多角形、円形、楕円形等いずれの形状でも良く、単数複数を特に問うものではない。この凹部やパッケージ穴は、紫外線照射される場合には、透明でも半透明でも良い。また、小型の被収納物品には、少なくとも半導体チップ、半導体パッケージ(BGA、QFP、SOJ等)、各種の電子部品(コンデンサやトランジスタ等)、表面実装用部品等が含まれる。
【0012】
粘着層は、平面矩形、多角形、円形、楕円形等いずれの形状でも良く、単数複数を問わない。この粘着層は、被収納物品との粘着時に弱粘着するものであれば良く、被収納物品との非粘着時には強粘着性を有していても良い。粘着層は、被収納物品を略水平に安定して粘着可能な形に形成されることがあるが、この場合には、例えば断面略M字形、略台形、略柱形、略ドーナツ等に形成される。さらに、収納体には、少なくとも半導体、電気、電子の分野で使用されるキャリアテープ(エンボスキャリアテープ)、チップトレイ、部品トレイ等が含まれる。
【0013】
本発明によれば、凹部に被収納物品を粘着層により着脱自在に粘着収納するので、搬送や輸送時等の振動、衝撃で被収納物品が動いてずれ、凹部に衝突したり、擦れてしまうことが少ない。また、被収納物品の面積よりも粘着層の面積が小さく、被収納物品から粘着層が食み出すことがないので、被収納物品に粘着材が付着等することが少ない。
【0014】
また、本発明によれば、粘着層を備えたキャリアテープを製造する場合には、先ず、キャリアテープの任意のポケット穴に供給装置が粘着剤を供給し、粘着剤が球状又は略半球状となる。供給装置が粘着剤を供給したら、キャリアテープが所定のピッチ繰り出されて粘着剤の供給されたポケット穴を型に対向させ、ポケット穴の粘着剤に型が接触し、粘着剤が粘着層に、すなわち小型の被収納物品を略水平に安定して粘着可能な形に形成される。この粘着剤に型が接触する際、粘着剤が紫外線硬化型の場合には、少なくとも粘着剤に紫外線照射装置が紫外線を照射し、この紫外線の照射により、粘着層が硬化する。
【発明の効果】
【0015】
本発明によれば、異物の発生や被収納物品の損傷を防止し、しかも、被収納物品に粘着材が転写・付着するおそれを低減することができるという効果がある。
また、凹部を透明に形成し、粘着層の粘着力を紫外線の照射により低減するようにすれば、必要に応じ、紫外線を照射して粘着層の粘着力を低減し、粘着層から被収納物品を選択的に取り外すことができる。
【0016】
また、粘着層の粘着力を0.1MPa未満とすれば、粘着層の粘着力が弱粘着性になるので、被収納物品の吸着や取り出しが困難になることがない。
また、粘着剤を紫外線硬化型とすれば、粘着速度、安全性、可使寿命(pot life)が長くなり、しかも、省スペースや省コスト等をも実現することができる。
さらに、被収納物品を略水平に安定して粘着可能な形に粘着層を形成すれば、半導体チップ等からなる被収納物品が上下前後左右に傾いたり、後から粘着されるポケット穴用の被覆テープ等に触れることが少ない。
【発明を実施するための最良の形態】
【0017】
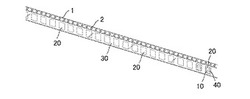
以下、図面を参照して本発明に係る収納体の好ましい実施形態を説明すると、本実施形態における収納体は、図1ないし図3に示すように、可撓性のテープ本体1と、このテープ本体1に配列形成され、ダイシングにより個片化されたシャープエッジの半導体チップ10を収納する複数のポケット穴20と、テープ本体1に粘着されて複数のポケット穴20を覆うカバーテープ30とを備えたキャリアテープであり、各ポケット穴20に、半導体チップ10用の小型の粘着層40を設けるようにしている。
【0018】
テープ本体1は、例えばPS、PC、PET、PVC製のシートの押出成形や真空成形により厚さ0.3mm程度の細長い長尺の帯形に形成され、長手方向の一側部には、供給用の係止孔2が所定のピッチで配列して穿孔形成されており、各ポケット穴20にベアチップと呼ばれる小さな半導体チップ10が収納されるとともに、複数のポケット穴20がカバーテープ30に被覆された後、図示しないリールに巻回される。このテープ本体1の成形材料には、静電気に伴う塵埃付着等の不都合を回避するため、帯電防止剤が適宜添加される。
【0019】
複数のポケット穴20は、テープ本体1の長手方向に間隔をおき一列に並べて凹み形成され、各ポケット穴20が底の浅い平面矩形、断面略ハット形に形成されており、このポケット穴20にシャープエッジの半導体チップ10が上方から嵌入して収納される。
【0020】
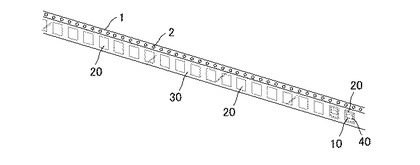
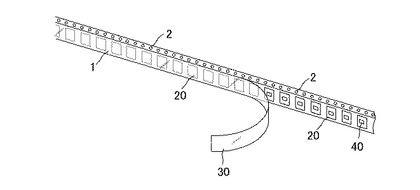
カバーテープ30は、例えばテープ本体1に対応する細長い透明の帯形に形成され、テープ本体1の表面に剥離可能に粘着されており、複数のポケット穴20を被覆してその中の半導体チップ10を保護するよう機能する(図2参照)。
【0021】
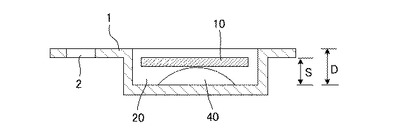
粘着層40は、例えば滴下される略球形あるいは略半球形でアクリル系の粘着剤等からなり、半導体チップ10のシャープな周縁部等に粘着材が転写・付着することのないよう、半導体チップ10の周縁部から食み出さない大きさに形成されており、各ポケット穴20の底面に部分的に粘着されて半導体チップ10を着脱自在に粘着する。
【0022】
粘着層40の厚さと半導体チップ10の厚さとの合計値Sは、半導体チップ10の適切な保護を図るため、ポケット穴20の深さD以下の値とされる(図3参照)。また、粘着層40の粘着力は、強粘着性ではなく、半導体チップ10の真空吸着や取り出しが容易になるよう当初から弱粘着性の0.1MPa未満とされる。
【0023】
上記によれば、テープ本体1のポケット穴20に半導体チップ10を直接収納するのではなく、粘着層40を介して粘着収納するので、搬送や輸送時の振動、衝撃でシャープエッジの半導体チップ10が上下前後左右に動き回り、ポケット穴20の周壁やカバーテープ30に衝突したり、擦れてしまうことがない。したがって、異物の発生や半導体チップ10の欠け、割れを招くことがない。
【0024】
また、半導体チップ10の面積よりも略半球形の粘着層40の面積が小さく、半導体チップ10から粘着層40が食み出すことがないので、半導体チップ10のシャープエッジに粘着剤が転写・付着したり、後の工程に支障を来たすことを防ぐことができる。また、粘着層40の粘着力が弱粘着性の0.1MPa未満であるから、ポケット穴20の半導体チップ10の真空吸着に何ら支障を来たすことがない。さらに、粘着層40の厚さと半導体チップ10の厚さとの合計値Sがポケット穴20の深さD以下の値なので、カバーテープ30の粘着面に半導体チップ10が粘着する不都合を容易に回避することができる。
【0025】
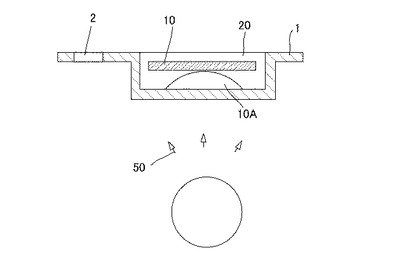
次に、図4は本発明の第2の実施形態を示すもので、この場合には、テープ本体1や複数のポケット穴20を透明に形成し、このポケット穴20の底面に粘着層40Aを部分的に粘着するとともに、この粘着層40Aの粘着力を当初からの弱粘着性ではなく、紫外線50の照射により低減するようにしている。
【0026】
テープ本体1や複数のポケット穴20は透明とされるが、ここでいう透明には、紫外線50の透過に支障を来たさない限り、半透明が含まれる。また、粘着層40Aは、例えばアクリルコポリマー粘着剤と紫外線硬化ウレタンアクリレートオリゴマーとのブレンド品で、紫外線照射装置からの紫外線50の下方からの照射により弾性率が向上して粘着性を低下させ、剥離が容易になるタイプがあげられる。その他の部分については、上記実施形態と同様であるので説明を省略する。
【0027】
本実施形態においても上記実施形態と同様の作用効果が期待でき、しかも、当初から弱粘着性の粘着層40を使用できない場合にきわめて有意義なのは明らかである。
【0028】
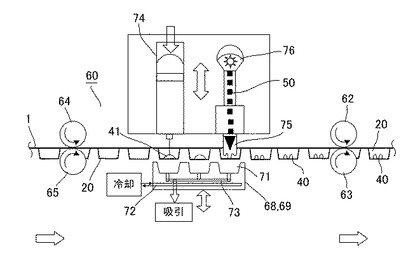
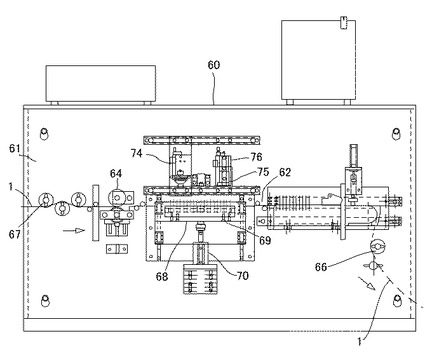
次に、本発明の第2、第3の発明の好ましい実施形態を説明すると、本実施形態におけるキャリアテープの製造装置60は、図5ないし図10に示すように、半導体チップ10を収納するキャリアテープのポケット穴20に、半導体チップ10を着脱自在に粘着する粘着層40を形成し、この粘着層40を、半導体チップ10の粘着時に半導体チップ10から食み出さない大きさとし、粘着層40の厚さと半導体チップ10の厚さとの合計値をポケット穴20の深さ以下の値とする製造装置であって、昇降可能な位置決め装置68、供給装置74、昇降可能な成形型である凸型75、及び紫外線照射装置76を備えるようにしている。
【0029】
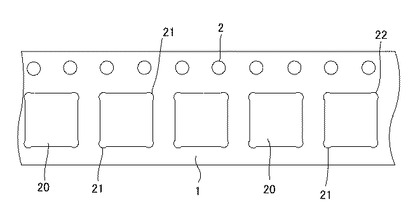
キャリアテープは、図5ないし図8に示すように、可撓性を有する細長い帯形のテープ本体1を備え、このテープ本体1の長手方向に浅く凹んだ複数のポケット穴20が配列成形されており、各ポケット穴20の四隅部には、半導体チップ10との干渉を回避する平面略半円形の面取り溝21がそれぞれ外方向に向け選択的に膨出形成される。このキャリアテープのテープ本体1は、間隔をおいて相対向する一対のリール間に巻架され、この一対のリールが製造装置60を構成する架台61の上流側(図5や図9の左側)立面と下流側(図5や図9の右側)立面とにそれぞれ回転可能に軸支される。
【0030】
このようなキャリアテープのテープ本体1は、係る一対のリールが製造装置60の架台61に軸支され、架台61の下流側のピンロール駆動ユニット62と上流側のテンションロールユニット64の回転可能な複数のロール63・65にそれぞれ挟持されるとともに、張力を一定に保持する複数のダンサー66やロール67に巻きかけられることにより、架台61の上流側と下流側との間に張架され、かつ架台61の中流部で水平に繰り出される(図5、図9参照)。
【0031】
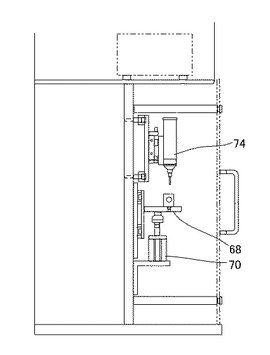
位置決め装置68は、図5、図9、図10に示すように、テープ本体1の複数のポケット穴20に下方から嵌合する位置決めユニット69を備え、この位置決めユニット69がシリンダ70の昇降するピストンの先端部に水平に接続されており、このシリンダ70が架台61の中流部、すなわち略中央部下方に取付ブラケットを介し起立した状態で設置される。
【0032】
位置決めユニット69は、表面にポケット穴20の形に対応する凹部71が複数並べて形成され、内部には、冷却水用の流通路72と複数の排気路73とがそれぞれ穿孔されるとともに、この複数の排気路73が製造装置60の外部のバキューム装置に接続されており、このバキューム装置の駆動により、複数の凹部71にポケット穴20がそれぞれ真空吸着して位置決め固定される。また、シリンダ70としては、特に限定されるものではないが、例えばクリーンなエアシリンダや高信頼性の油圧シリンダが適宜用いられる。
【0033】
供給装置74は、図5や図9に示すように、例えばディスペンサ装置からなり、架台61の中流部、すなわち略中央部上方に設置されて下方の位置決め装置68に上方から対向しており、位置決め装置68に位置決めされた複数のポケット穴20の略中央部に紫外線硬化型の粘着剤41を上方から順次滴下するよう機能する。紫外線硬化型の粘着剤41は、アクリレート系、チオール系、エポキシ系、シリコーン系等を特に問うものではない。
【0034】
凸型75は、図5や図9に示すように、例えば透明性、耐久性、耐衝撃性に優れる軽量のPMMA等の材料を使用して透明に形成され、例えばシリンダの昇降するピストンの先端部に水平に接続されており、このシリンダが架台61の中流部、すなわち略中央部上方に昇降可能に設置されて下方の位置決め装置68に成形型として上方から対向する。このような凸型75は、供給装置74の下流に隣接して位置し、ポケット穴20の略中央部に滴下された粘着剤41に上方から圧接し、この粘着剤41を粘着層40に成形するよう機能する。
【0035】
シリンダとしては、例えばクリーンなエアシリンダや高信頼性の油圧シリンダが適宜使用される。また、粘着剤41は、凸型75の圧接により、滴下された球状あるいは略半球状の状態から半導体チップ10を略水平に安定して粘着可能な略M字形に成形される。
【0036】
紫外線照射装置76は、図5に示すように、架台61の中流部、すなわち略中央部に設置されて凸型75の上方に位置し、粘着剤41に凸型75が圧接する際、すなわち、粘着剤41に凸型75が圧接した時、あるいは粘着剤41に凸型75が圧接した後に粘着剤41に紫外線50を水銀キセノンランプや光ファイバ等を用いて照射・硬化させる。
【0037】
上記において、粘着層40を備えたキャリアテープを製造する場合には、上流側のリールから下流側のリールに緊張したキャリアテープを連続して順次繰り出せば良い。すると、位置決め装置68の位置決めユニット69が基準位置からガイドに案内されつつ上昇してテープ本体1の複数のポケット穴20に下方から嵌合・位置決めし、この位置決めされた複数のポケット穴20中、上流のポケット穴20に対向する供給装置74が粘着剤41を上方から滴下し、粘着剤41がその表面張力により球状あるいは略半球状を呈する。
【0038】
こうして供給装置74が粘着剤41を滴下したら、位置決め装置68の位置決めユニット69が元の基準位置にガイドに案内されつつ下降してテープ本体1の繰り出しを許容し、停止していたテープ本体1が所定ピッチ繰り出されて粘着剤41の滴下されたポケット穴20を凸型75に対向させ、位置決めユニット69が再度上昇してテープ本体1の複数のポケット穴20を下方から嵌合・位置決めする。
【0039】
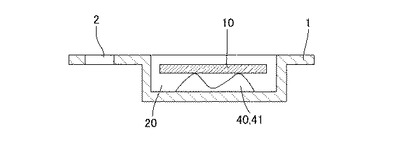
そして、位置決めされたポケット穴10の粘着剤41に凸型75が下降して圧接し、粘着剤41が粘着層40に、すなわち半導体チップ10を略水平に安定して粘着可能な平面略ドーナツ形、略M字形に成形され、その後、粘着層40の平坦な表面に半導体チップ10が略水平に安定して粘着され、テープ本体1の複数のポケット穴20がカバーテープ30に被覆される。
【0040】
係る粘着剤41に凸型75が圧接する際、粘着剤41や凸型75に紫外線照射装置76が200〜400nmの波長域の紫外線50を照射し、粘着層40が短時間で三次元架橋、硬化する。その他の部分については、上記第1の発明の実施形態と同様であるので説明を省略する。
【0041】
上記構成によれば、粘着層40の丸まった表面に半導体チップ10が不安定に搭載支持されるのではなく、半導体チップ10を略水平に安定して粘着可能な表面の粘着層40に半導体チップ10が線接触状態で搭載支持されるので、半導体チップ10が上下前後左右に傾いたり、後から粘着されるカバーテープ30に触れることがない。したがって、搬送や輸送時の振動、衝撃でシャープエッジの半導体チップ10が上下前後左右に動き回り、ポケット穴20の周壁やカバーテープ30に衝突したり、擦れてしまうことがなく、異物の発生や半導体チップ10の欠け、割れを抑制防止することができる。
【0042】
また、半導体チップ10の面積よりも粘着層40の面積が小さく、半導体チップ10から粘着層40が食み出すことがないので、半導体チップ10のシャープエッジに粘着剤41が転写・付着したり、後の工程に支障を来たすことを防ぐことができる。また、粘着層40の粘着力が弱粘着性の0.1MPa未満であるから、ポケット穴20の半導体チップ10の真空吸着に何ら支障を来たすことがない。さらに、粘着層40の厚さと半導体チップ10の厚さとの合計値Sがポケット穴20の深さD以下の値なので、カバーテープ30の粘着面に半導体チップ10が粘着する不都合を容易に回避することが可能になる。
【0043】
なお、本発明に係る収納体は、上記実施形態に何ら限定されるものではない。例えば、上記実施形態ではテープ本体1の長手方向一側部に複数の係止孔2を所定のピッチで配列したが、テープ本体1の長手方向両側部に供給用の係止孔2を所定のピッチでそれぞれ配列形成しても良い。また、ポケット穴20の面取り溝21は省略しても良い。また、不透明のカバーテープ30を使用しても良い。
【0044】
また、半導体チップ10から食み出さない大きさであれば、各ポケット穴20に単一の粘着層40・40Aを設けても良いし、複数の粘着層40・40Aを設けても良い。また、キャリアテープではなく、トレイの複数のポケット穴に半導体チップ10用の小型の粘着層40・40Aをそれぞれ粘着することも可能である。また、紫外線50を透過するのであれば、キャリアテープの製造装置60の凸型75を透明の他、半透明に形成することも可能である。さらに、凸型75の直上に紫外線照射装置76を一体的に配備しても良いが、斜め上方に配備したり、別々に配備することも可能である。
【図面の簡単な説明】
【0045】
【図1】本発明に係る収納体の実施形態を模式的に示す斜視説明図である。
【図2】本発明に係る収納体の実施形態におけるカバーテープの一部剥離状態を模式的に示す斜視説明図である。
【図3】本発明に係る収納体の実施形態を模式的に示す要部断面説明図である。
【図4】本発明に係る収納体の第2の実施形態を模式的に示す要部断面説明図である。
【図5】本発明に係るキャリアテープの製造方法及びその製造装置の実施形態を模式的に示す要部説明図である。
【図6】本発明に係るキャリアテープの製造方法及びその製造装置の実施形態におけるキャリアテープを模式的に示す断面説明図である。
【図7】本発明に係るキャリアテープの製造方法及びその製造装置の実施形態におけるキャリアテープを模式的に示す平面説明図である。
【図8】本発明に係るキャリアテープの製造方法及びその製造装置の実施形態におけるキャリアテープを模式的に示す断面説明図である。
【図9】本発明に係るキャリアテープの製造装置の実施形態を模式的に示す正面説明図である。
【図10】本発明に係るキャリアテープの製造装置の実施形態を模式的に示す側面説明図である。
【符号の説明】
【0046】
1 テープ本体
10 半導体チップ(被収納物品)
20 ポケット穴(凹部)
30 カバーテープ
40 粘着層
40A 粘着層
41 粘着剤
50 紫外線
60 製造装置
61 架台
62 ピンロール駆動ユニット
64 テンションロールユニット
68 位置決め装置
69 位置決めユニット
74 供給装置
75 凸型(型)
76 紫外線照射装置
D ポケット穴の深さ
S 粘着層の厚さと半導体チップの厚さとの合計値
【技術分野】
【0001】
本発明は、半導体チップや電子部品の収納、搬送、保管等に使用される収納体、キャリアテープの製造方法及びその製造装置に関するものである。
【背景技術】
【0002】
半導体チップの収納、搬送、保管等には様々な包装材料が使用されているが、その一つとしてキャリアテープがあげられる。この種のキャリアテープは、図示しないリールに巻回されるテープ本体と、このテープ本体に並べて形成され、ダイシングされたシャープエッジの半導体チップを収納する複数のポケット穴と、テープ本体に剥離可能に粘着されて複数のポケット穴を覆うカバーテープとを備えて形成されている(特許文献1、2、3、4参照)。
【0003】
ところで、キャリアテープのポケット穴にはシャープエッジの半導体チップが収納されるが、半導体チップの単なる収納では、搬送や輸送時の振動、衝撃でシャープエッジの半導体チップが上下前後左右に動き回り、ポケット穴の周壁やカバーテープに衝突したり、擦れてしまい、異物の発生や半導体チップの欠け、割れを招くという問題が生じる。そこで従来においては、上記問題を解消するため、リブ構造を設けたり、ポケット穴に半導体チップを粘着材により収納する方法が提案されている。
【特許文献1】特開2005−170511号公報
【特許文献2】実開平5−77075号公報
【特許文献3】特開平5−21510号公報
【特許文献4】特開2005−320037号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、リブ構造を設ける方法では、リブ構造にシャープエッジの半導体チップが衝突したり、擦れて切削し、異物の発生や半導体チップの欠け、割れを招くおそれがある。また、ポケット穴に半導体チップを粘着材により収納する方法では、異物の発生や半導体チップの欠け、割れ等を排除することができるものの、半導体チップに粘着材が転写・付着してしまい、後の工程に支障を来たすという問題が新たに生じることとなる。
本発明は上記に鑑みなされたもので、異物の発生や被収納物品の損傷を防止し、被収納物品に粘着材が転写・付着するおそれを低減することのできる収納体、キャリアテープの製造方法及びその製造装置を提供することを目的としている。
【課題を解決するための手段】
【0005】
本発明においては上記課題を解決するため、凹部に小型の被収納物品を収納するものであって、
凹部に、被収納物品を着脱自在に粘着する粘着層を設け、この粘着層を、被収納物品の粘着時に被収納物品から食み出さない大きさとし、粘着層の厚さと被収納物品の厚さとの合計値を凹部の深さ以下の値としたことを特徴としている。
【0006】
なお、凹部をキャリアテープのポケット穴とするとともに、小型の被収納物品を半導体チップと電子部品のいずれかとし、ポケット穴を剥離可能なカバーテープにより被覆することができる。
また、凹部を透明に形成し、粘着層の粘着力を紫外線の照射により低減することができる。
【0007】
また、粘着層の粘着力を0.1MPa未満とすることが好ましい。
また、被収納物品を略水平に安定して粘着可能な形に粘着層を形成することが好ましい。
【0008】
また、本発明においては上記課題を解決するため、小型の被収納物品を収納するテープ本体のポケット穴に、被収納物品を着脱自在に粘着する粘着層を形成し、この粘着層を、被収納物品の粘着時に被収納物品から食み出さない大きさとし、粘着層の厚さと被収納物品の厚さとの合計値をポケット穴の深さ以下の値とするものの製造方法であって、
テープ本体のポケット穴に粘着剤を供給し、この粘着剤に型を接触させて被収納物品を略水平に安定して粘着可能な形に粘着層を形成することを特徴としている。
なお、粘着剤を紫外線硬化型とするとともに、型に透明性を付与し、粘着剤に型を接触させる際に粘着剤に紫外線を照射して硬化させると良い。
【0009】
また、本発明においては上記課題を解決するため、小型の被収納物品を収納するテープ本体のポケット穴に、被収納物品を着脱自在に粘着する粘着層を形成し、この粘着層を、被収納物品の粘着時に被収納物品から食み出さない大きさとし、粘着層の厚さと被収納物品の厚さとの合計値をポケット穴の深さ以下の値とするものであって、
テープ本体のポケット穴に粘着剤を供給する供給装置と、ポケット穴に供給された粘着剤に接触し、この粘着剤を粘着層に形成する型とを含み、この型の接触により、被収納物品を略水平に安定して粘着可能な形に粘着層を形成するようにしたことを特徴としている。
【0010】
なお、粘着剤を紫外線硬化型とするとともに、型に透明性を付与することができる。
また、粘着剤に型が接触する際、粘着剤に紫外線を照射して硬化させる紫外線照射装置を含むことができる。
【0011】
ここで、特許請求の範囲における凹部やパッケージ穴は、平面矩形、多角形、円形、楕円形等いずれの形状でも良く、単数複数を特に問うものではない。この凹部やパッケージ穴は、紫外線照射される場合には、透明でも半透明でも良い。また、小型の被収納物品には、少なくとも半導体チップ、半導体パッケージ(BGA、QFP、SOJ等)、各種の電子部品(コンデンサやトランジスタ等)、表面実装用部品等が含まれる。
【0012】
粘着層は、平面矩形、多角形、円形、楕円形等いずれの形状でも良く、単数複数を問わない。この粘着層は、被収納物品との粘着時に弱粘着するものであれば良く、被収納物品との非粘着時には強粘着性を有していても良い。粘着層は、被収納物品を略水平に安定して粘着可能な形に形成されることがあるが、この場合には、例えば断面略M字形、略台形、略柱形、略ドーナツ等に形成される。さらに、収納体には、少なくとも半導体、電気、電子の分野で使用されるキャリアテープ(エンボスキャリアテープ)、チップトレイ、部品トレイ等が含まれる。
【0013】
本発明によれば、凹部に被収納物品を粘着層により着脱自在に粘着収納するので、搬送や輸送時等の振動、衝撃で被収納物品が動いてずれ、凹部に衝突したり、擦れてしまうことが少ない。また、被収納物品の面積よりも粘着層の面積が小さく、被収納物品から粘着層が食み出すことがないので、被収納物品に粘着材が付着等することが少ない。
【0014】
また、本発明によれば、粘着層を備えたキャリアテープを製造する場合には、先ず、キャリアテープの任意のポケット穴に供給装置が粘着剤を供給し、粘着剤が球状又は略半球状となる。供給装置が粘着剤を供給したら、キャリアテープが所定のピッチ繰り出されて粘着剤の供給されたポケット穴を型に対向させ、ポケット穴の粘着剤に型が接触し、粘着剤が粘着層に、すなわち小型の被収納物品を略水平に安定して粘着可能な形に形成される。この粘着剤に型が接触する際、粘着剤が紫外線硬化型の場合には、少なくとも粘着剤に紫外線照射装置が紫外線を照射し、この紫外線の照射により、粘着層が硬化する。
【発明の効果】
【0015】
本発明によれば、異物の発生や被収納物品の損傷を防止し、しかも、被収納物品に粘着材が転写・付着するおそれを低減することができるという効果がある。
また、凹部を透明に形成し、粘着層の粘着力を紫外線の照射により低減するようにすれば、必要に応じ、紫外線を照射して粘着層の粘着力を低減し、粘着層から被収納物品を選択的に取り外すことができる。
【0016】
また、粘着層の粘着力を0.1MPa未満とすれば、粘着層の粘着力が弱粘着性になるので、被収納物品の吸着や取り出しが困難になることがない。
また、粘着剤を紫外線硬化型とすれば、粘着速度、安全性、可使寿命(pot life)が長くなり、しかも、省スペースや省コスト等をも実現することができる。
さらに、被収納物品を略水平に安定して粘着可能な形に粘着層を形成すれば、半導体チップ等からなる被収納物品が上下前後左右に傾いたり、後から粘着されるポケット穴用の被覆テープ等に触れることが少ない。
【発明を実施するための最良の形態】
【0017】
以下、図面を参照して本発明に係る収納体の好ましい実施形態を説明すると、本実施形態における収納体は、図1ないし図3に示すように、可撓性のテープ本体1と、このテープ本体1に配列形成され、ダイシングにより個片化されたシャープエッジの半導体チップ10を収納する複数のポケット穴20と、テープ本体1に粘着されて複数のポケット穴20を覆うカバーテープ30とを備えたキャリアテープであり、各ポケット穴20に、半導体チップ10用の小型の粘着層40を設けるようにしている。
【0018】
テープ本体1は、例えばPS、PC、PET、PVC製のシートの押出成形や真空成形により厚さ0.3mm程度の細長い長尺の帯形に形成され、長手方向の一側部には、供給用の係止孔2が所定のピッチで配列して穿孔形成されており、各ポケット穴20にベアチップと呼ばれる小さな半導体チップ10が収納されるとともに、複数のポケット穴20がカバーテープ30に被覆された後、図示しないリールに巻回される。このテープ本体1の成形材料には、静電気に伴う塵埃付着等の不都合を回避するため、帯電防止剤が適宜添加される。
【0019】
複数のポケット穴20は、テープ本体1の長手方向に間隔をおき一列に並べて凹み形成され、各ポケット穴20が底の浅い平面矩形、断面略ハット形に形成されており、このポケット穴20にシャープエッジの半導体チップ10が上方から嵌入して収納される。
【0020】
カバーテープ30は、例えばテープ本体1に対応する細長い透明の帯形に形成され、テープ本体1の表面に剥離可能に粘着されており、複数のポケット穴20を被覆してその中の半導体チップ10を保護するよう機能する(図2参照)。
【0021】
粘着層40は、例えば滴下される略球形あるいは略半球形でアクリル系の粘着剤等からなり、半導体チップ10のシャープな周縁部等に粘着材が転写・付着することのないよう、半導体チップ10の周縁部から食み出さない大きさに形成されており、各ポケット穴20の底面に部分的に粘着されて半導体チップ10を着脱自在に粘着する。
【0022】
粘着層40の厚さと半導体チップ10の厚さとの合計値Sは、半導体チップ10の適切な保護を図るため、ポケット穴20の深さD以下の値とされる(図3参照)。また、粘着層40の粘着力は、強粘着性ではなく、半導体チップ10の真空吸着や取り出しが容易になるよう当初から弱粘着性の0.1MPa未満とされる。
【0023】
上記によれば、テープ本体1のポケット穴20に半導体チップ10を直接収納するのではなく、粘着層40を介して粘着収納するので、搬送や輸送時の振動、衝撃でシャープエッジの半導体チップ10が上下前後左右に動き回り、ポケット穴20の周壁やカバーテープ30に衝突したり、擦れてしまうことがない。したがって、異物の発生や半導体チップ10の欠け、割れを招くことがない。
【0024】
また、半導体チップ10の面積よりも略半球形の粘着層40の面積が小さく、半導体チップ10から粘着層40が食み出すことがないので、半導体チップ10のシャープエッジに粘着剤が転写・付着したり、後の工程に支障を来たすことを防ぐことができる。また、粘着層40の粘着力が弱粘着性の0.1MPa未満であるから、ポケット穴20の半導体チップ10の真空吸着に何ら支障を来たすことがない。さらに、粘着層40の厚さと半導体チップ10の厚さとの合計値Sがポケット穴20の深さD以下の値なので、カバーテープ30の粘着面に半導体チップ10が粘着する不都合を容易に回避することができる。
【0025】
次に、図4は本発明の第2の実施形態を示すもので、この場合には、テープ本体1や複数のポケット穴20を透明に形成し、このポケット穴20の底面に粘着層40Aを部分的に粘着するとともに、この粘着層40Aの粘着力を当初からの弱粘着性ではなく、紫外線50の照射により低減するようにしている。
【0026】
テープ本体1や複数のポケット穴20は透明とされるが、ここでいう透明には、紫外線50の透過に支障を来たさない限り、半透明が含まれる。また、粘着層40Aは、例えばアクリルコポリマー粘着剤と紫外線硬化ウレタンアクリレートオリゴマーとのブレンド品で、紫外線照射装置からの紫外線50の下方からの照射により弾性率が向上して粘着性を低下させ、剥離が容易になるタイプがあげられる。その他の部分については、上記実施形態と同様であるので説明を省略する。
【0027】
本実施形態においても上記実施形態と同様の作用効果が期待でき、しかも、当初から弱粘着性の粘着層40を使用できない場合にきわめて有意義なのは明らかである。
【0028】
次に、本発明の第2、第3の発明の好ましい実施形態を説明すると、本実施形態におけるキャリアテープの製造装置60は、図5ないし図10に示すように、半導体チップ10を収納するキャリアテープのポケット穴20に、半導体チップ10を着脱自在に粘着する粘着層40を形成し、この粘着層40を、半導体チップ10の粘着時に半導体チップ10から食み出さない大きさとし、粘着層40の厚さと半導体チップ10の厚さとの合計値をポケット穴20の深さ以下の値とする製造装置であって、昇降可能な位置決め装置68、供給装置74、昇降可能な成形型である凸型75、及び紫外線照射装置76を備えるようにしている。
【0029】
キャリアテープは、図5ないし図8に示すように、可撓性を有する細長い帯形のテープ本体1を備え、このテープ本体1の長手方向に浅く凹んだ複数のポケット穴20が配列成形されており、各ポケット穴20の四隅部には、半導体チップ10との干渉を回避する平面略半円形の面取り溝21がそれぞれ外方向に向け選択的に膨出形成される。このキャリアテープのテープ本体1は、間隔をおいて相対向する一対のリール間に巻架され、この一対のリールが製造装置60を構成する架台61の上流側(図5や図9の左側)立面と下流側(図5や図9の右側)立面とにそれぞれ回転可能に軸支される。
【0030】
このようなキャリアテープのテープ本体1は、係る一対のリールが製造装置60の架台61に軸支され、架台61の下流側のピンロール駆動ユニット62と上流側のテンションロールユニット64の回転可能な複数のロール63・65にそれぞれ挟持されるとともに、張力を一定に保持する複数のダンサー66やロール67に巻きかけられることにより、架台61の上流側と下流側との間に張架され、かつ架台61の中流部で水平に繰り出される(図5、図9参照)。
【0031】
位置決め装置68は、図5、図9、図10に示すように、テープ本体1の複数のポケット穴20に下方から嵌合する位置決めユニット69を備え、この位置決めユニット69がシリンダ70の昇降するピストンの先端部に水平に接続されており、このシリンダ70が架台61の中流部、すなわち略中央部下方に取付ブラケットを介し起立した状態で設置される。
【0032】
位置決めユニット69は、表面にポケット穴20の形に対応する凹部71が複数並べて形成され、内部には、冷却水用の流通路72と複数の排気路73とがそれぞれ穿孔されるとともに、この複数の排気路73が製造装置60の外部のバキューム装置に接続されており、このバキューム装置の駆動により、複数の凹部71にポケット穴20がそれぞれ真空吸着して位置決め固定される。また、シリンダ70としては、特に限定されるものではないが、例えばクリーンなエアシリンダや高信頼性の油圧シリンダが適宜用いられる。
【0033】
供給装置74は、図5や図9に示すように、例えばディスペンサ装置からなり、架台61の中流部、すなわち略中央部上方に設置されて下方の位置決め装置68に上方から対向しており、位置決め装置68に位置決めされた複数のポケット穴20の略中央部に紫外線硬化型の粘着剤41を上方から順次滴下するよう機能する。紫外線硬化型の粘着剤41は、アクリレート系、チオール系、エポキシ系、シリコーン系等を特に問うものではない。
【0034】
凸型75は、図5や図9に示すように、例えば透明性、耐久性、耐衝撃性に優れる軽量のPMMA等の材料を使用して透明に形成され、例えばシリンダの昇降するピストンの先端部に水平に接続されており、このシリンダが架台61の中流部、すなわち略中央部上方に昇降可能に設置されて下方の位置決め装置68に成形型として上方から対向する。このような凸型75は、供給装置74の下流に隣接して位置し、ポケット穴20の略中央部に滴下された粘着剤41に上方から圧接し、この粘着剤41を粘着層40に成形するよう機能する。
【0035】
シリンダとしては、例えばクリーンなエアシリンダや高信頼性の油圧シリンダが適宜使用される。また、粘着剤41は、凸型75の圧接により、滴下された球状あるいは略半球状の状態から半導体チップ10を略水平に安定して粘着可能な略M字形に成形される。
【0036】
紫外線照射装置76は、図5に示すように、架台61の中流部、すなわち略中央部に設置されて凸型75の上方に位置し、粘着剤41に凸型75が圧接する際、すなわち、粘着剤41に凸型75が圧接した時、あるいは粘着剤41に凸型75が圧接した後に粘着剤41に紫外線50を水銀キセノンランプや光ファイバ等を用いて照射・硬化させる。
【0037】
上記において、粘着層40を備えたキャリアテープを製造する場合には、上流側のリールから下流側のリールに緊張したキャリアテープを連続して順次繰り出せば良い。すると、位置決め装置68の位置決めユニット69が基準位置からガイドに案内されつつ上昇してテープ本体1の複数のポケット穴20に下方から嵌合・位置決めし、この位置決めされた複数のポケット穴20中、上流のポケット穴20に対向する供給装置74が粘着剤41を上方から滴下し、粘着剤41がその表面張力により球状あるいは略半球状を呈する。
【0038】
こうして供給装置74が粘着剤41を滴下したら、位置決め装置68の位置決めユニット69が元の基準位置にガイドに案内されつつ下降してテープ本体1の繰り出しを許容し、停止していたテープ本体1が所定ピッチ繰り出されて粘着剤41の滴下されたポケット穴20を凸型75に対向させ、位置決めユニット69が再度上昇してテープ本体1の複数のポケット穴20を下方から嵌合・位置決めする。
【0039】
そして、位置決めされたポケット穴10の粘着剤41に凸型75が下降して圧接し、粘着剤41が粘着層40に、すなわち半導体チップ10を略水平に安定して粘着可能な平面略ドーナツ形、略M字形に成形され、その後、粘着層40の平坦な表面に半導体チップ10が略水平に安定して粘着され、テープ本体1の複数のポケット穴20がカバーテープ30に被覆される。
【0040】
係る粘着剤41に凸型75が圧接する際、粘着剤41や凸型75に紫外線照射装置76が200〜400nmの波長域の紫外線50を照射し、粘着層40が短時間で三次元架橋、硬化する。その他の部分については、上記第1の発明の実施形態と同様であるので説明を省略する。
【0041】
上記構成によれば、粘着層40の丸まった表面に半導体チップ10が不安定に搭載支持されるのではなく、半導体チップ10を略水平に安定して粘着可能な表面の粘着層40に半導体チップ10が線接触状態で搭載支持されるので、半導体チップ10が上下前後左右に傾いたり、後から粘着されるカバーテープ30に触れることがない。したがって、搬送や輸送時の振動、衝撃でシャープエッジの半導体チップ10が上下前後左右に動き回り、ポケット穴20の周壁やカバーテープ30に衝突したり、擦れてしまうことがなく、異物の発生や半導体チップ10の欠け、割れを抑制防止することができる。
【0042】
また、半導体チップ10の面積よりも粘着層40の面積が小さく、半導体チップ10から粘着層40が食み出すことがないので、半導体チップ10のシャープエッジに粘着剤41が転写・付着したり、後の工程に支障を来たすことを防ぐことができる。また、粘着層40の粘着力が弱粘着性の0.1MPa未満であるから、ポケット穴20の半導体チップ10の真空吸着に何ら支障を来たすことがない。さらに、粘着層40の厚さと半導体チップ10の厚さとの合計値Sがポケット穴20の深さD以下の値なので、カバーテープ30の粘着面に半導体チップ10が粘着する不都合を容易に回避することが可能になる。
【0043】
なお、本発明に係る収納体は、上記実施形態に何ら限定されるものではない。例えば、上記実施形態ではテープ本体1の長手方向一側部に複数の係止孔2を所定のピッチで配列したが、テープ本体1の長手方向両側部に供給用の係止孔2を所定のピッチでそれぞれ配列形成しても良い。また、ポケット穴20の面取り溝21は省略しても良い。また、不透明のカバーテープ30を使用しても良い。
【0044】
また、半導体チップ10から食み出さない大きさであれば、各ポケット穴20に単一の粘着層40・40Aを設けても良いし、複数の粘着層40・40Aを設けても良い。また、キャリアテープではなく、トレイの複数のポケット穴に半導体チップ10用の小型の粘着層40・40Aをそれぞれ粘着することも可能である。また、紫外線50を透過するのであれば、キャリアテープの製造装置60の凸型75を透明の他、半透明に形成することも可能である。さらに、凸型75の直上に紫外線照射装置76を一体的に配備しても良いが、斜め上方に配備したり、別々に配備することも可能である。
【図面の簡単な説明】
【0045】
【図1】本発明に係る収納体の実施形態を模式的に示す斜視説明図である。
【図2】本発明に係る収納体の実施形態におけるカバーテープの一部剥離状態を模式的に示す斜視説明図である。
【図3】本発明に係る収納体の実施形態を模式的に示す要部断面説明図である。
【図4】本発明に係る収納体の第2の実施形態を模式的に示す要部断面説明図である。
【図5】本発明に係るキャリアテープの製造方法及びその製造装置の実施形態を模式的に示す要部説明図である。
【図6】本発明に係るキャリアテープの製造方法及びその製造装置の実施形態におけるキャリアテープを模式的に示す断面説明図である。
【図7】本発明に係るキャリアテープの製造方法及びその製造装置の実施形態におけるキャリアテープを模式的に示す平面説明図である。
【図8】本発明に係るキャリアテープの製造方法及びその製造装置の実施形態におけるキャリアテープを模式的に示す断面説明図である。
【図9】本発明に係るキャリアテープの製造装置の実施形態を模式的に示す正面説明図である。
【図10】本発明に係るキャリアテープの製造装置の実施形態を模式的に示す側面説明図である。
【符号の説明】
【0046】
1 テープ本体
10 半導体チップ(被収納物品)
20 ポケット穴(凹部)
30 カバーテープ
40 粘着層
40A 粘着層
41 粘着剤
50 紫外線
60 製造装置
61 架台
62 ピンロール駆動ユニット
64 テンションロールユニット
68 位置決め装置
69 位置決めユニット
74 供給装置
75 凸型(型)
76 紫外線照射装置
D ポケット穴の深さ
S 粘着層の厚さと半導体チップの厚さとの合計値
【特許請求の範囲】
【請求項1】
凹部に小型の被収納物品を収納する収納体であって、凹部に、被収納物品を着脱自在に粘着する粘着層を設け、この粘着層を、被収納物品の粘着時に被収納物品から食み出さない大きさとし、粘着層の厚さと被収納物品の厚さとの合計値を凹部の深さ以下の値としたことを特徴とする収納体。
【請求項2】
凹部をキャリアテープのポケット穴とするとともに、小型の被収納物品を半導体チップと電子部品のいずれかとし、ポケット穴を剥離可能なカバーテープにより被覆した請求項1記載の収納体。
【請求項3】
凹部を透明に形成し、粘着層の粘着力を紫外線の照射により低減するようにした請求項1又は2記載の収納体。
【請求項4】
粘着層の粘着力を0.1MPa未満とした請求項1、2、又は3記載の収納体。
【請求項5】
被収納物品を略水平に安定して粘着可能な形に粘着層を形成した請求項1ないし4いずれかに記載の収納体。
【請求項6】
小型の被収納物品を収納するテープ本体のポケット穴に、被収納物品を着脱自在に粘着する粘着層を形成し、この粘着層を、被収納物品の粘着時に被収納物品から食み出さない大きさとし、粘着層の厚さと被収納物品の厚さとの合計値をポケット穴の深さ以下の値とするキャリアテープの製造方法であって、
テープ本体のポケット穴に粘着剤を供給し、この粘着剤に型を接触させて被収納物品を略水平に安定して粘着可能な形に粘着層を形成することを特徴とするキャリアテープの製造方法。
【請求項7】
粘着剤を紫外線硬化型とするとともに、型に透明性を付与し、粘着剤に型を接触させる際に粘着剤に紫外線を照射して硬化させる請求項6記載のキャリアテープの製造方法。
【請求項8】
小型の被収納物品を収納するテープ本体のポケット穴に、被収納物品を着脱自在に粘着する粘着層を形成し、この粘着層を、被収納物品の粘着時に被収納物品から食み出さない大きさとし、粘着層の厚さと被収納物品の厚さとの合計値をポケット穴の深さ以下の値とするキャリアテープの製造装置であって、
テープ本体のポケット穴に粘着剤を供給する供給装置と、ポケット穴に供給された粘着剤に接触し、この粘着剤を粘着層に形成する型とを含み、この型の接触により、被収納物品を略水平に安定して粘着可能な形に粘着層を形成するようにしたことを特徴とするキャリアテープの製造装置。
【請求項9】
粘着剤を紫外線硬化型とするとともに、型に透明性を付与した請求項8記載のキャリアテープの製造装置。
【請求項10】
粘着剤に型が接触する際、粘着剤に紫外線を照射して硬化させる紫外線照射装置を含んでなる請求項9記載のキャリアテープの製造装置。
【請求項1】
凹部に小型の被収納物品を収納する収納体であって、凹部に、被収納物品を着脱自在に粘着する粘着層を設け、この粘着層を、被収納物品の粘着時に被収納物品から食み出さない大きさとし、粘着層の厚さと被収納物品の厚さとの合計値を凹部の深さ以下の値としたことを特徴とする収納体。
【請求項2】
凹部をキャリアテープのポケット穴とするとともに、小型の被収納物品を半導体チップと電子部品のいずれかとし、ポケット穴を剥離可能なカバーテープにより被覆した請求項1記載の収納体。
【請求項3】
凹部を透明に形成し、粘着層の粘着力を紫外線の照射により低減するようにした請求項1又は2記載の収納体。
【請求項4】
粘着層の粘着力を0.1MPa未満とした請求項1、2、又は3記載の収納体。
【請求項5】
被収納物品を略水平に安定して粘着可能な形に粘着層を形成した請求項1ないし4いずれかに記載の収納体。
【請求項6】
小型の被収納物品を収納するテープ本体のポケット穴に、被収納物品を着脱自在に粘着する粘着層を形成し、この粘着層を、被収納物品の粘着時に被収納物品から食み出さない大きさとし、粘着層の厚さと被収納物品の厚さとの合計値をポケット穴の深さ以下の値とするキャリアテープの製造方法であって、
テープ本体のポケット穴に粘着剤を供給し、この粘着剤に型を接触させて被収納物品を略水平に安定して粘着可能な形に粘着層を形成することを特徴とするキャリアテープの製造方法。
【請求項7】
粘着剤を紫外線硬化型とするとともに、型に透明性を付与し、粘着剤に型を接触させる際に粘着剤に紫外線を照射して硬化させる請求項6記載のキャリアテープの製造方法。
【請求項8】
小型の被収納物品を収納するテープ本体のポケット穴に、被収納物品を着脱自在に粘着する粘着層を形成し、この粘着層を、被収納物品の粘着時に被収納物品から食み出さない大きさとし、粘着層の厚さと被収納物品の厚さとの合計値をポケット穴の深さ以下の値とするキャリアテープの製造装置であって、
テープ本体のポケット穴に粘着剤を供給する供給装置と、ポケット穴に供給された粘着剤に接触し、この粘着剤を粘着層に形成する型とを含み、この型の接触により、被収納物品を略水平に安定して粘着可能な形に粘着層を形成するようにしたことを特徴とするキャリアテープの製造装置。
【請求項9】
粘着剤を紫外線硬化型とするとともに、型に透明性を付与した請求項8記載のキャリアテープの製造装置。
【請求項10】
粘着剤に型が接触する際、粘着剤に紫外線を照射して硬化させる紫外線照射装置を含んでなる請求項9記載のキャリアテープの製造装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2008−273620(P2008−273620A)
【公開日】平成20年11月13日(2008.11.13)
【国際特許分類】
【出願番号】特願2007−214304(P2007−214304)
【出願日】平成19年8月21日(2007.8.21)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成20年11月13日(2008.11.13)
【国際特許分類】
【出願日】平成19年8月21日(2007.8.21)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]