
取付け用マットおよびそれを使用した汚染制御機器
生体溶解性繊維、繊維の全重量を基準にして約67wt%(pbw)を超えるシリカ含量を有する加熱処理シリカ繊維、および膨張性材料、および任意成分のバインダー構成成分を含む汚染制御機器のための取付け材料が開示されている。その材料の製造方法および使用方法もまた開示されている。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、汚染制御機器において使用するのに好適な材料、特に、汚染制御要素を汚染制御機器の中に取付けるためのマット、さらに詳しくは、そのような材料を含む汚染制御機器に関する。
【背景技術】
【0002】
汚染制御機器は、大気汚染を低減させるために、自動車に使用される。そのような汚染制御機器には、ハウジングの中に取付けられた1種または複数の汚染制御要素が含まれる。現在のところ、二つのタイプの機器、すなわち触媒コンバーターおよびディーゼル排気微粒子フィルターまたはトラップが広く使用されている。触媒コンバーターには1種または複数の触媒が使用され、それらは典型的には、モノリシック構造の基材の上にコーティングされている。そのモノリシック構造は典型的にはセラミックであるが、金属製のモノリスも使用されてきた。その(1種または複数の)触媒が、排気ガス中の一酸化炭素および炭化水素を酸化させるか、窒素の酸化物を還元させるか、またはそれらの両方を行う。ディーゼル排気微粒子フィルターまたはトラップには典型的には、多孔質の結晶質セラミック材料から製造されたハニカム化モノリシック構造の形態の、ウォールフローフィルター要素が含まれている。最新の構成のそれらの汚染制御機器では、それぞれのタイプのモノリシック構造が一つのハウジングの中に組み入れられている。
【0003】
典型的なモノリシック汚染制御要素は一般に、比較的薄い壁面を有して、大量の表面積が得られるようになっている。そのため、その構造は比較的脆く、破損しやすい。セラミック材料から形成された典型的なモノリシック汚染制御要素は、その中にその要素が組み入れられている金属(通常はステンレス鋼)製のハウジングまたは缶よりも、1桁低い熱膨張率を有していることが多い。典型的には、膨張性または非膨張性マットのような保護パッキンまたは取付け材料が、セラミック製のモノリスと金属製のハウジングとの間に充填されていて、たとえば道路からのショックや振動が原因のモノリスの損傷を防ぎ、熱膨張の差を補償し、排気ガスがモノリスと金属ハウジングとの間を通過することを防いでいる。そのような取付け材料を配置または挿入するプロセスは「キャンニング(canning)」と呼ばれていて、それには、モノリスと金属ハウジングとの隙間にペーストを注入したり、モノリスの周りをシート材料(すなわち、取付け用マット)でくるみ、そのくるんだモノリスをハウジングの中に挿入したりするプロセスが含まれる。
【0004】
従来からの取付け材料を形成するために使用される組成物としては、高温耐久性、良好な取扱性、弾力性、屈曲性、強度などの性質を与えることが可能な耐火性セラミック繊維が含まれていた。高温で体積が膨張する、膨張性材料もまた使用されてきた。そのような膨張は、高温における使用時に、モノリスを所定の位置に保持するのに役立つ。汚染制御機器のハウジングの中に汚染制御要素を取付けるために使用されてきた材料は、たとえば以下の特許に記載されている:独国特許出願公開第19858025号明細書(アスグラオ(Asglawo));ならびに米国特許第3,916,057号明細書(ハッチ(Hatch)ら);米国特許第4,305,992号明細書(ランガー(Langer)ら);米国特許第4,385,135号明細書(ランガー(Langer)ら);米国特許第5,254,410号明細書(ランガー(Langer)ら);および米国特許第5,242,871号明細書(ハシモト(Hashimoto)ら)。
【0005】
比較的に細い耐火性セラミック繊維、すなわち直径が約5〜6マイクロメートル未満の繊維が、マット組成物の重要な構成成分となっていた。しかしながら、細い繊維は場合によっては、問題を引き起こす可能性がある。細い繊維は、呼吸で吸い込まれる可能性があるとみなされ、通常は、生理学的流体、特に肺流体において耐久性がある。そのため、耐久性があり、呼吸で吸い込まれる可能性がある耐火性繊維を使用せずにすむ取付け用マット組成物が望まれている。しかしながら、この構成成分を使用せずに受容可能な取付け用マットを製造するということは、大きな工学的課題であった。
【0006】
生理学的流体中で非耐久性である繊維については、たとえば、米国特許第5,874,375号明細書およびその中に記載された引用文献なども含め、多くの文献が記述されてきた。そのような繊維を吸入したときには、それらが体液中で分解する。残念なことに、それ自体可溶性の無機繊維は、耐火性繊維の実用的な代替物とはならない。このように代替となることが不能であるということは、可溶性の無機繊維という難題にその原因が求められる。そのような繊維は、典型的な触媒コンバーターの中で発生する極端な高温にさらされると、過度の収縮を示す傾向がある。マットが収縮すると、脆い触媒コンバーター要素をそのハウジングの中で緩く保持していることになり、その結果、モノリス、ひいてはその汚染制御機器に損傷を与える可能性がある。
【発明の開示】
【発明が解決しようとする課題】
【0007】
そのような取付け用マット組成物の改良が、引き続き求められている。本発明はそのように改良された組成物を提供する。
【課題を解決するための手段】
【0008】
公知のいくつかの取付け材料は、比較的に高い操作温度(すなわち、約700℃〜約950℃)においてのみ、所望の取付け性能を示すということが見出された。それと同じ取付け材料は、比較的中間の操作温度(すなわち、約400℃〜約600℃)および/または比較的低い操作温度(すなわち、約400℃未満)では、望んでいる程の取付け性能は示さない。本発明の発明者らは、そのような比較的高い操作温度だけでなく、比較的中間の操作温度、および/または比較的低い操作温度においても、所望の取付け性能を示すことが可能である、互いに働いて相乗的な効果のある取付け材料の組合せを見出した。したがって、本発明は、より汎用性のある取付け材料のためのニーズに応えるものである。本発明はさらに、呼吸で吸い込まれる可能性があり、非分解性の耐火性繊維を使用せずにすむ、取付け材料のニーズにも応えることができる。
【0009】
本発明の一つの態様においては、たとえば、汚染制御機器の中に汚染制御要素を取付けるための取付け材料として使用することが可能な組成物が提供される。具体的には、それらの組成物には、生体溶解性繊維、繊維の全重量を基準にして約67wt%(pbw)を超えるシリカ含量を有する加熱処理シリカ繊維、および膨張性材料が含まれる。いくつかの実施態様においては、その組成物にはさらに有機バインダーが含まれていてもよい。そのような組成物は、シート材料の形態、またはペーストもしくはスラリーの形態で提供することができる。それらの材料は、たとえば、汚染制御機器の末端のコーン状領域の一方または両方に位置させる断熱材料としても有用となりうるであろう。
【0010】
本発明のまた別な態様においては、そのような組成物を使用して製造された取付け用マットが提供される。
【0011】
本発明のさらに別な態様においては、ハウジング、そのハウジングの中に配された汚染制御要素、およびそのような組成物を含む汚染制御機器が提供される。その組成物は、ハウジングの少なくとも一部と汚染制御要素との間の隙間に配される取付け材料として使用することが可能である。取付け材料は典型的には、ペーストまたはシート材料の形態であるが、それには、生体溶解性繊維、繊維の全重量を基準にして約67wt%(pbw)を超えるシリカ含量を有する加熱処理シリカ繊維、膨張性材料、および場合によっては有機バインダーが含まれる。取付け材料は、脆い汚染制御要素をたとえば道路からのショックや振動が原因の損傷から防ぐこと、汚染制御要素とハウジングとの間の熱膨張の差を補償すること、排気ガスがその汚染制御要素をバイパスするのを防ぐこと、あるいはそれらを組合せて実施することが可能である。その組成物はさらに、汚染制御機器における(たとえば、末端コーン領域における)断熱材料としても有用である。
【0012】
本発明のさらなる態様においては、汚染制御要素、ハウジングおよび取付け材料を含む汚染制御機器を製造するための方法が提供される。その方法には以下の工程が含まれる:生体溶解性繊維、繊維の全重量を基準にして約67wt%(pbw)を超えるシリカ含量を有する加熱処理シリカ繊維、膨張性材料、および任意成分の有機バインダーを含む取付け材料を調製する工程;ハウジングの中に汚染制御要素を置く工程;および、取付け材料を、ハウジングの少なくとも一部と汚染制御要素との間に位置させる工程。その取付け材料は、シート材料の形態であってもペーストの形態であってもよい。
【0013】
上述の本発明についての概要は、本発明の開示実施態様の各々や、すべての実施を記述しようとしたものではない。図面および以下に記述する詳細な説明により、本発明のある種の実施態様が明らかとなるであろう。
【0014】
以下において、添付の図面と関連づけて、本発明の各種の実施態様の詳細な説明を読むことによって、本発明がより完全に理解されるであろう。
【0015】
本発明は、各種の修正および変更した形態とすることが容易であるので、その特性を図面に例示し、詳細に説明する。しかしながらこれらは、記述された特定の実施態様に本発明を限定しようと意図するものではないことは理解されたい。それとは逆に、本発明の趣旨と範囲に包含される、各種の修正、等価物、および代替物をすべて網羅することを意図している。
【発明を実施するための最良の形態】
【0016】
本発明の原理の理解を深める目的で、本発明の具体的な実施態様を以下に記述し、具体的な用語を用いて具体的な実施態様を記述する。しかしながら、具体的な用語を用いたからといって、本発明の範囲を限定しようとする意図があるわけではないということは理解されたい。変更、さらなる修正、および説明された本発明の原理のさらなる応用は、本発明が関わる当業者ならば当然に考えつくであろうと思われる。
【0017】
本発明は、汚染制御機器における取付け材料として使用することが可能な組成物を目的としている。具体的には、その組成物には、生体溶解性繊維、繊維の全重量を基準にして約67wt%(pbw)を超えるシリカ含量を有する加熱処理シリカ繊維、膨張性材料、および1種または複数の任意成分としてのバインダーが含まれる。その組成物は、たとえばペーストの形態であってもよいが、シート材料の形態であるのが好ましい。
【0018】
その取付け材料組成物は、たとえば、汚染制御要素の脆いモノリス構造と汚染制御機器のハウジングとの間に使用することができる。すなわち、その組成物は、汚染制御要素と汚染制御機器のハウジングとの隙間に配することができる。その組成物は、たとえばペーストまたはシート材料の形態であってよい。一つの実施態様においては、シート材料が取付け用マットの形態であって、それで、汚染制御要素の少なくとも一部の周りを包み込む。その包み込まれた汚染制御要素を、汚染制御機器のハウジングの中に置く。また別な実施態様においては、その組成物がペーストの形態である。そのようなペーストは、汚染制御機器の中の、汚染制御要素の少なくとも一部とハウジングとの間の隙間に、注入するかまたはその他の方法で挿入してもよい。たとえば、ペーストを予備成形(たとえば、型成形)して所望の隙間の形状としてから、それを隙間に挿入してもよい。
【0019】
本発明の組成物はさらに、汚染制御機器の中で断熱材料として使用することも可能である。たとえば、その組成物を、汚染制御機器の入口または出口領域(すなわち、末端コーン領域)に位置させてもよい。たとえば、入口および/または出口領域はそれぞれ、内側末端コーンハウジングと、外側末端コーンハウジングによって画定され、本発明の組成物をその内側と外側の末端コーンハウジングの間に配置する。その組成物を、使用時に遭遇する高温から、排気系の残りの部分さらにはエンジンを断熱するのにも使用してよい。たとえば、排気パイプの一つまたは複数の部分を二重壁構成(すなわち、内壁および外壁)として、本発明の組成物をその二つの壁の間に配する。
【0020】
組成物がシート材料の形態の場合には、そのシート材料を切断するかまたは他の方法で形を整えて、所望の、汚染制御機器のための取付け用マットまたは断熱成分(たとえば、末端コーン)を形成させることができる。別な方法として、その組成物を成形することにより、所望の中間形状または最終形状としてもよい。たとえば、本発明の組成物を成形して所望の最終寸法を有するフラットなシート材料とし、次いでそれを所望の最終形状に変形させてもよい。たとえば、成形したフラットな取付け用マットで汚染制御要素の周りを包み込んでから、それを汚染制御機器の中に取り付けてもよい。さらに、成形したフラットな末端コーン断熱シートで内側の末端コーンハウジングを包み込んでから、それを外側末端コーンハウジングの中に配置してもよい。
【0021】
図1に、触媒コンバーター10の形態とした、汚染制御機器の一例を示す。触媒コンバーター10には一般に、触媒コンバーター要素20を囲んでいるハウジング11が含まれる。そのハウジング11には入口12と出口13があり、それを通して、触媒コンバーター10に排気ガスの流れがそれぞれ、流入および流出する。ハウジング11は、缶またはケーシングとも呼ばれるが、当業者には公知の、そのような用途に適した材料から作ることができる。典型的にはハウジング11には、1種または複数の金属、金属合金および/または金属間化合物組成物(以後、まとめて「金属」と呼ぶ)が含まれる。たとえば、ハウジング11をステンレス鋼とすることができる。
【0022】
モノリスと呼ばれることもある、適切な触媒コンバーター要素は当業者には公知であって、金属、金属酸化物、セラミック、またはその他の材料から作られたものが含まれる。多くの製造業者から、各種のセラミック触媒コンバーター要素が市販されている。たとえば、ハニカムセラミック触媒コンバーター要素がコーニング・インコーポレーテッド(Corning Inc.)により商品名「セルコール(CELCOR)」として上市されているし、他のものとしては、エヌ・ジー・ケー・インシュレーテッド・リミテッド(NGK Insulated Ltd.)により商品名「ハニセラム(HONEYCERAM)」として上市されている。金属触媒コンバーター要素は、ドイツ国ローマル(Lohmar,Germany)のエミテック・GmbH・アンド・カンパニー(Emitec GmbH and Co.)から市販されている。
【0023】
慣用される実施方法に従えば、触媒コンバーター要素20の上に1種または複数の触媒材料をコーティングすることができる。触媒コンバーター要素20において使用される触媒は、典型的には、1種または複数の金属(たとえば、ルテニウム、オスミウム、ロジウム、イリジウム、ニッケル、パラジウム、および白金)および/または金属酸化物(たとえば、五酸化バナジウムおよび二酸化チタン)である。最も一般的には、それらの触媒は、排気ガスの汚染物質、たとえば一酸化炭素および炭化水素を酸化するか、またはその他の方法で除去する働きをする。そのような触媒はさらに、エンジン排気ガス中の窒素の酸化物の量を減少させる役目を果たすことも可能である。
【0024】
大きな表面積を得るために、触媒コンバーター要素20の実施態様には、極めて薄い壁を有している。その壁が薄いことが、触媒コンバーター要素20が脆くなって、壊れやすい原因となっている。さらに、いくつかの実施態様においては、触媒コンバーター要素20の熱膨張率がハウジング11の熱膨張率よりも、約1桁小さいということもあり得る。ハウジング11が金属(通常はステンレス鋼)であり、要素20がセラミックであるような場合には、特にこのことが起きる。熱的な性質に差があることによって、温度の変化に伴って触媒コンバーター要素20が破損を受ける危険性にさらされる。ハウジング11と要素20との間に配された、取付け用マットまたはシート材料30が、たとえば道路からのショックおよび振動および/または熱膨張差から要素20を保護するのに役立つ。取付け用マットまたはシート材料30はさらに、排気ガスが要素20と金属ハウジング11の間を通り抜けるのを防ぐ役割も果たす。
【0025】
図2に、ディーゼル排気微粒子フィルター40の形態の汚染制御機器の代表例を示す。ディーゼル排気微粒子フィルターまたはトラップ40は、束になった管または通路を有するモノリシック構造を有するハニカム化フィルター要素42を含む、壁面流動フィルターである。そのようなディーゼル排気微粒子フィルター要素は、多くの製造業者、たとえばニューヨーク州カミング(Coming,NY)のカミング・インコーポレーテッド(Coming Inc.)および日本国名古屋のエヌ・ジー・ケー・インシュレーター・リミテッド(NGK Insulator Ltd.)から市販されている。有用なディーゼル排気微粒子フィルター要素については、「セルラー・セラミック・ディーゼル・パーティキュレート・フィルター(Cellular Ceramic Diesel Particulate Filter)」(ハウイット(Howitt)ら、ペーパーNo.810114、エス・エー・イー・テクニカル・ペーパー・シリーズ(SAE Technical Paper Series)、1981年))に報告がある。
【0026】
ディーゼル排気微粒子フィルター40の上に搭載したフィルター構造42の上に、触媒をコーティングしてもよい。ディーゼル排気微粒子フィルター40には、入口46および出口48を有するハウジング44が含まれる。ハウジング44が、微粒子フィルター要素42(モノリスまたはモノリシック構造とも呼ばれる)を囲んでいる。取付け用マットまたはシート材料50が、フィルター要素42と金属ハウジング44との間に配されていて、図1の取付けシート30と同様の効果をもたらしている。
【0027】
比較的小さな耐火性セラミック繊維、すなわち、平均直径が約5〜6マイクロメートル未満で長さが約5マイクロメートルを超えるものが、汚染制御機器のための公知の取付け用マット組成物の重要な構成成分となっていた。しかしながら、このサイズ範囲の繊維は、呼吸で吸い込まれる可能性があり、多くの場合、生理学的流体、特に肺の流体中で耐久性がある。したがって、耐久性があり呼吸で吸い込まれる可能性がある耐火性セラミック繊維ではない、取付け材料組成物が望まれている。しかしながら、耐久性があり呼吸で吸い込まれる可能性がある耐火性セラミック繊維を用いることなく、たとえば汚染制御機器のための取付けマットのような、受容可能なシート材料を製造することは、大きな工学的課題であった。さらに、セラミック繊維組成物単独では、良好な耐高温性は有してはいるものの、適切な弾力性を有することができず、また、それ未満では膨張性構成成分によって充分な保持力が発生するような温度において、受容可能な耐久性を与えることが困難である。
【0028】
本明細書で使用するとき、「繊維」という用語は、その幅または直径よりも大きな長さを有する材料を指す。いくつかの実施態様においては、その長さは、その幅または直径の少なくとも10倍、少なくとも100倍、または少なくとも1000倍である。
【0029】
本明細書で使用するとき、「呼吸で吸い込まれる可能性がある(respirable)」という用語は、動物によってその動物の肺にまで吸引されることが可能な繊維を指す。典型的には、呼吸で吸い込まれる可能性がある繊維は、約5マイクロメートル未満の平均直径を有する。いくつかの実施態様においては、呼吸で吸い込まれる可能性がある繊維は、約3マイクロメートル未満の平均直径を有する。逆に、本明細書で使用するとき、「呼吸で吸い込まれる可能性がない(non−respirable)」という用語は、動物によってその動物の肺にまで吸引されることが不可能な繊維を指す。典型的には、呼吸で吸い込まれる可能性がない繊維は、少なくとも約3マイクロメートルの平均直径を有する。いくつかの実施態様においては、呼吸で吸い込まれる可能性がない繊維は、少なくとも約5マイクロメートルの平均直径を有する。
【0030】
I.組成物
本発明の組成物には複数の構成成分が含まれていて、得られる製品に所望の特性を与えている。さらに、本発明の組成物は構造的な形状を有していて、それが、得られる製品に所望の特性をさらに与えている。組成物の構成成分および構造的な形状について、以下に説明する。
【0031】
A.組成物の構成成分
本発明の組成物には、膨張性材料、生体溶解性繊維、加熱処理シリカ繊維が含まれ、さらに、1種または複数の任意成分としての繊維、バインダーおよびその他の添加物が含まれていてもよい。それぞれのタイプの構成成分について、以下に説明する。
【0032】
1.膨張性材料
本発明の組成物には、1種または複数の膨張性材料が含まれる。1種または複数の膨張性材料を含む組成物は、加熱されると膨張することができ、取付け材料として用いた場合、典型的には、汚染制御要素と汚染制御機器のハウジングとの間に充分な圧力を与えて、支持的で保護的なシールを形成することができる。いくつかの実施態様においては、そのような組成物は弾性的に圧縮可能な状態にとどまっていて、物理的ショックに対して、その汚染制御要素にとってクッションの役目を果たすことができる。
【0033】
好適な膨張性材料としては以下のものが挙げられる:未膨張のバーミキュライト、バーミキュライト鉱石、ハイドロバイオタイト、水膨潤性合成テトラケイ酸フッ素(tetrasilicic fluorine)タイプの雲母(米国特許第3,001,571号明細書(ハッチ(Hatch))に記載)、ケイ酸アルカリ金属顆粒(たとえば、米国特許第4,521,333号明細書(グラハム(Graham)ら)に記載されているようなもの)、膨張性グラファイト、それらの組合せなど。その他好適な膨張性材料としては、たとえばスリー・エム(3M)(ミネソタ州セントポール(St.Paul,MN))から商品名「エクスパントロール(EXPANTROL)4BW」として販売されている顆粒が挙げられる。それらの膨張性材料のいくつかは、約200℃または約300℃超の温度に加熱した場合、厚み方向に10パーセントを超える自由膨張を示すことができる。さらに、それらの膨張性材料のいくつかは、加熱した場合に、約50パーセントを超える自由膨張を示すことができる。
【0034】
本発明において使用される膨張性材料は、約300マイクロメートル(μm)を超える平均粒径を有しているのが好ましい。いくつかの実施態様においては、膨張性材料の一部が、300μm未満ではあるが150μmを超える粒径を有していてもよい(すなわち、それらの粒子は100メッシュのスクリーンを通過しない)。典型的には、膨張性材料は、約300μmより大きく約2000μmまでの範囲の平均粒径を有している。一つの望ましい実施態様においては、本発明において使用される膨張性材料が、約300μmより大きく約800μmまでの範囲の平均粒径を有している。
【0035】
組成物中に含まれる膨張性材料の量は、広い範囲で変化させることができる。典型的には、膨張性材料は組成物中に、組成物の全乾燥重量を基準にして、約80wt%(pbw)まで(または、約70、60、50、40、30、20、もしくは10pbwまで)の量で存在させる。一つの例示的な実施態様においては、組成物に、その組成物の全乾燥重量を基準にして0超〜約80pbwまで、約10〜約70pbw、約25〜約60pbw、または約35〜約50pbwの1種または複数の膨張性材料が含まれる。
【0036】
2.繊維
本発明の組成物には、以下において説明するような1種または複数のタイプの繊維が含まれる。
【0037】
a.生体溶解性繊維
本発明の組成物には生体溶解性繊維が含まれる。本明細書で使用するとき、「生体溶解性繊維(biosoluble fiber)」という用語は、生理学的媒体または模擬的な生理学的媒体の中で分解すること可能な繊維を指す。生理学的媒体としては、典型的には気道、たとえば動物またはヒトの肺に見出される体液のようなものが挙げられるが、これに限定される訳ではない。本明細書で使用するとき、「耐久性がある(durable)」という用語は、生体溶解性ではない繊維を指す。
【0038】
生体溶解性は、繊維を試験動物に直接植え込んで観察するか、あるいは、繊維に暴露されたことがある動物またはヒトを検査することによって、評価することができる。生体溶解性はさらに、模擬的な生理学的媒体たとえば生理食塩液、緩衝生理食塩液などの中で、時間の関数として繊維の溶解性を測定することによっても評価することができる。溶解性を測定するそのような方法の一つが、米国特許第5,874,375号明細書(ゾイタス(Zoitas)ら)に記載されている。
【0039】
典型的には、生体溶解性繊維は、約1年以内に生理学的媒体の中に溶解するか、実質的に溶解する。本明細書で使用するとき、「実質的に溶解する」という用語は、少なくとも約75wt%が溶解する繊維を指す。いくつかの実施態様においては、約6ヶ月以内に、繊維の少なくとも約50%が生理学的媒体の中に溶解する。また別な実施態様においては、約3ヶ月以内に、繊維の少なくとも約50%が生理学的流体の中に溶解する。さらにまた別な実施態様においては、少なくとも約40日以内に、生体溶解性繊維の少なくとも約50%が生理学的流体の中に溶解する。たとえば、繊維は、ラットにおいて、気管内に点滴注入した後に、高温断熱繊維の生体残留性(biopersistence)試験に合格するかどうか(すなわち、その繊維の半減期が40日未満である)のフラウンホーファー・インスティチュート(Fraunhofer Institut)によって証明することができる。
【0040】
繊維の生体溶解性を評価するためのさらに別なアプローチ方法としては、繊維の組成を基準としたものがある。たとえば、ドイツ国では、発ガン性指数(carcingenicity index、KI値(KI value))を基準にして、呼吸で吸い込まれる可能性がある無機酸化物繊維を分類している。KI値は、無機酸化物繊維の中のアルカリ金属酸化物およびアルカリ土類金属酸化物のwt%を合計したものから、酸化アルミニウムのwt%を2倍したものを引き算することにより計算する。生体溶解性である無機繊維は、典型的には、約40以上のKI値を有している。
【0041】
本発明の一つの望ましい実施態様においては、生体溶解性繊維には生体溶解性無機繊維が含まれる。本発明において使用するのに適した生体溶解性無機繊維には、典型的には、シリカと併せて、無機酸化物たとえば、Na2O、K2O、CaO、MgO、P2O5、Li2O、BaO、またはそれらの組合せが含まれるが、これらに限定される訳ではない。生体溶解性無機繊維の中にはその他の金属酸化物やその他のセラミック構成成分が含まれていてもよいが、ただし、それらの構成成分自体は所望の溶解性は有していないが、存在量が充分に低く、そのため繊維が全体として、生理学的媒体の中で依然として分解可能であるという条件下においてである。そのような金属酸化物としては、たとえば、Al2O3、TiO2、ZrO2、B2O3、および酸化鉄が挙げられる。生体溶解性無機繊維にはさらに、その繊維が生理学的媒体または模擬的な生理学的媒体の中で分解可能であるというレベルで、金属構成成分が含まれていてもよい。
【0042】
一つの実施態様においては、生体溶解性無機繊維には、シリカ、マグネシウム、およびカルシウムの酸化物が含まれる。これらのタイプの繊維は、典型的にはケイ酸マグネシウムカルシウム繊維と呼ばれる。ケイ酸マグネシウムカルシウム繊維には通常、約10wt%未満の酸化アルミニウムが含まれる。いくつかの実施態様においては、その繊維には、約45〜約90wt%のSiO2、約45wt%までのCaO、約35wt%までのMgO、および約10wt%未満のAl2O3が含まれる。たとえば、その繊維には、約55〜約75wt%のSiO2、約25〜約45wt%のCaO、約1〜約10wt%のMgO、および約5wt%未満のAl2O3が含まれていてもよい。
【0043】
さらなる実施態様においては、その生体溶解性無機繊維にシリカおよびマグネシアの酸化物が含まれる。これらのタイプの繊維は、典型的にはケイ酸マグネシウム繊維と呼ばれる。そのケイ酸マグネシウム繊維には通常、約60〜約90wt%のSiO2、約35wt%までのMgO(典型的には、約15〜約30wt%のMgO)、および約5wt%未満のAl2O3が含まれる。たとえば、その繊維には、約70〜約80wt%のSiO2、約18〜約27wt%のMgO、および約4wt%未満の他の微量元素が含まれていてもよい。
【0044】
好適な生体溶解性無機酸化物繊維は、下記の特許に記載されている:米国特許第5,332,699号明細書(オールズ(Olds)ら);米国特許第5,585,312号明細書(テン・アイク(Ten Eyck)ら);米国特許第5,714,421号明細書(オールズ(Olds)ら);米国特許第5,874,375号明細書(ゾイタス(Zoitas)ら);および欧州特許出願第02078103.5号明細書(出願日2002年7月31日)。生体溶解性無機繊維を形成するためには各種の方法が使用でき、そのような方法としてはたとえば、ゾルゲル形成法、結晶成長法、溶融成形法たとえば紡糸またはブロー成形などが挙げられるが、これらに限定される訳ではない。
【0045】
生体溶解性繊維は、ユニフラックス・コーポレーション(Unifrax Corporation)(ニューヨーク州ナイヤガラ・フォールズ(Niagara Falls,NY))から、商品名「アイソフラックス(ISOFRAX)」および「インサルフラックス(INSULFRAX)」として市販されている。その他の生体溶解性繊維が、サーマル・セラミックス(Thermal Ceramics)(所在地、ジョージア州オーガスタ(Augusta,GA))から、商品名「スーパーウール(SUPERWOOL)」として販売されている。たとえば、スーパーウール(SUPERWOOL)607には、60〜70wt%のSiO2、25〜35wt%のCaO、4〜7wt%のMgO、および微量のAl2O3が含まれている。スーパーウール(SUPERWOOL)607MAXは、すこし高めの温度で使用することが可能であり、それには、60〜70wt%のSiO2、16〜22wt%のCaO、12〜19wt%のMgO、および微量のAl2O3が含まれている。
【0046】
本発明において使用するのに好適な生体溶解性無機繊維は、広い範囲の平均直径および平均長さをとることができる。平均繊維直径が約0.05マイクロメートル〜約15マイクロメートルの範囲の生体溶解性無機繊維が市販されている。いくつかの実施態様においては、生体溶解性無機繊維が約0.1マイクロメートル〜約5マイクロメートルの範囲の平均繊維直径を有している(すなわち、その繊維は呼吸で吸い込まれる可能性がある繊維である)。生体溶解性無機繊維の平均直径が小さくなるにつれて、一定の容積のシート材料の中に組み入れられる繊維の量が増加していく。繊維の密度が高くなるようにして調製したシート材料ほど、弾力性と屈曲性に優れている傾向がある。別な実施態様においては、その生体溶解性無機繊維が約3.0マイクロメートル超、あるいは約5マイクロメートル超の平均繊維直径を有している(すなわち、その繊維は呼吸で吸い込まれる可能性がない繊維である)。さらに他の実施態様においては、所定の組成物を形成するのに使用される生体溶解性無機繊維が、呼吸で吸い込まれる可能性がない繊維と、呼吸で吸い込まれる可能性がある繊維との混合物を含む。
【0047】
生体溶解性無機繊維は、典型的には、約0.1センチメートル〜約3センチメートルの範囲の平均繊維長さを有している。一般的に、生体溶解性無機繊維の長さはさほど重要ではないが、それは、選択されたいかなる繊維も、製造プロセスの過程で、所望により破断させてより短いものとすることが可能であるからである。
【0048】
本発明の組成物には、組成物の全乾燥重量を基準にして、少なくとも約10wt%、そして多くとも90wt%の生体溶解性繊維を含んでいるのが望ましい。典型的には、本発明の組成物には、組成物の全乾燥重量を基準にして、約16〜約80wt%(または約20〜約80wt%、約30〜約60wt%、約40〜約50wt%)の生体溶解性繊維を含む。一つの望ましい実施態様においては、本発明の組成物には、組成物の全乾燥重量を基準にして、約20〜約60wt%の生体溶解性繊維を含む。
【0049】
b.加熱処理シリカ繊維
本発明の組成物にはさらに、加熱処理シリカ繊維が含まれる。本明細書で使用するとき、「加熱処理シリカ繊維」という用語は、(i)繊維の全重量を基準にして、約67wt%(pbw)より高いシリカ含量を有し、そして(ii)少なくとも約400℃の加熱処理温度に少なくとも約5分間の熱処理時間をかけて繊維を暴露させることを含む熱処理に暴露させた、シリカ繊維を指す。本発明において使用される加熱処理シリカ繊維は、繊維の全重量を基準にして、約67pbwより多く、最高99.9pbwものシリカを含んでいてもよい。典型的には、加熱処理シリカ繊維には、繊維の全重量を基準にして、約67pbwより多く、最高95.0pbwものシリカを含む。一つの望ましい実施態様においては、本発明の加熱処理シリカ繊維には、繊維の全重量を基準にして、約92.0pbw〜約95.0pbwのシリカと約8.0pbw〜約5.0pbwのアルミナとが含まれる。
【0050】
さらに、本発明において使用される加熱処理シリカ繊維は、少なくとも約400℃または500℃(あるいは、600℃、700℃、800℃、900℃もしくは1000℃、またはそれ以上)の加熱処理温度で、少なくとも約5分間(10分間、15分間、20分間、25分間、30分間、もしくは5分刻みで約60分間まで、またはそれ以上)の加熱処理時間をかけて繊維を暴露することにより、加熱処理してもよい。一つの例示的実施態様においては、本発明において使用される加熱処理シリカ繊維は、(i)繊維を、室温から約600℃〜約1100℃の範囲の最高加熱処理温度まで加熱し、(ii)その最大加熱処理温度で約5〜約60分間(より典型的には約60分間)の加熱処理時間維持し、そして、(iii)その繊維を放冷して室温とする、ことにより加熱処理する。一つの望ましい実施態様においては、本発明において使用される加熱処理シリカ繊維は、(i)繊維を、室温から少なくとも約850℃(望ましくは約850℃〜約1050℃)の最高加熱処理温度まで加熱し、(ii)その最高加熱処理温度で少なくとも約60分間(典型的には約60分間)の加熱処理時間維持し、そして(iii)その繊維を放冷して室温とする、ことにより加熱処理する。
【0051】
膨張性材料と上述の生体溶解性繊維とだけを含む(すなわち、加熱処理シリカ繊維は含まない)組成物は、取付け材料として使用したときに、高温(すなわち、約600℃〜約950℃)における所望の取付け性能を示すことが可能であるが、その組成物は、中間的な温度(すなわち、約400℃〜約600℃)および低温(すなわち、約400℃未満)では、同じような性能を示さない、ということが見出された。加熱処理シリカ繊維を加えることによって、中間的な温度および低温であっても、汚染制御機器の内部における汚染制御要素の位置を保持する、その組成物の性能が改良されることが見出されたが、これについては以下の実施例で示す。
【0052】
加熱処理シリカ繊維を形成させるためには各種の方法が利用できるが、そのようなものとしては、浸出法たとえば、米国特許第2,624,658号明細書、米国特許第2,718,461号明細書、および米国特許第6,468,932号明細書に開示されている方法;および加熱処理法、たとえば米国特許第3,498,774号明細書、および米国特許第4,038,214号明細書に開示されている方法などが挙げられるが、これらに限定される訳ではない(これらの特許のすべての主題は、そのすべてを参照により本明細書に援用する)。
【0053】
加熱処理された高シリカ含量繊維の例としては、ヒトコ・カーボン・コンポジッツ・インコーポレーテッド(Hitco Carbon Composites,Inc.)(カリフォルニア州ガーディーナ(Gardena,CA))から、商品名レフラジル(REFRASIL)(登録商標)、およびベルケム・ファイバー・マテリアルズ・GmbH(belChem Fiber Materials GmbH)(独国フライベルク(Freiberg,GERMANY))から商品名ベルコテックス(BELCOTEX)(登録商標)として市販されているものがある。たとえば、レフラジル(REFRASIL)(登録商標)F100繊維には約96〜99wt%のSiO2が含まれているのに対して、ベルコテックス(BELCOTEX)(登録商標)繊維には約94.5wt%のSiO2が含まれている。
【0054】
本発明において使用するのに好適な加熱処理シリカ繊維は、広い範囲の平均直径および平均長さをとることができる。平均繊維直径が約0.05マイクロメートル〜約15マイクロメートルの範囲の加熱処理シリカ繊維が市販されている。いくつかの実施態様においては、その加熱処理シリカ繊維は、約5.0マイクロメートル〜約10.0マイクロメートルの平均繊維直径を有している(すなわち、その繊維は呼吸で吸い込まれる可能性がない繊維である)。しかしながら、別な実施態様においては、その加熱処理シリカ繊維が約5.0マイクロメートル未満の範囲の平均繊維直径を有している(すなわち、その繊維は呼吸で吸い込まれる可能性がある繊維である)。加熱処理シリカ繊維の平均直径が小さくなるにつれて、一定の容積のシート材料の中に組み入れられる繊維の量が増加していく。繊維の密度が高くなるようにして調製したシート材料ほど、弾力性と屈曲性に優れている傾向がある。さらに他の実施態様においては、所定の組成物を形成するのに使用される加熱処理シリカ繊維が、呼吸で吸い込まれる可能性がない繊維と、呼吸で吸い込まれる可能性がある繊維との混合物を含む。
【0055】
加熱処理シリカ繊維は、典型的には、約0.1センチメートル〜約3センチメートルの範囲の平均繊維長さを有している。一般的に、加熱処理シリカ繊維の長さはさほど重要ではないが、それは、選択されたいかなる繊維も、製造プロセスの過程で、所望により破断させてより短いものとすることが可能であるからである。
【0056】
本発明の組成物には、組成物の全乾燥重量を基準にして、0wt%を超え、99wt%までの加熱処理シリカ繊維を含む。典型的には、その組成物には、組成物の全乾燥重量を基準にして、少なくとも約4.0wt%で多くとも90wt%(または、約10〜約90wt%、約20〜約80wt%、約30〜約60wt%、約40〜約50wt%)の加熱処理シリカ繊維を含む。本発明の組成物には、組成物の全乾燥重量を基準にして、望ましくは約5.0〜約40wt%、より望ましくは約8.0〜約20wt%の加熱処理シリカ繊維を含む。
【0057】
c.任意成分の追加の繊維
組成物には場合によっては、上述の繊維に加えてその他の無機繊維が含まれていてもよい。存在させるならば、その追加の無機繊維が呼吸で吸い込まれる可能性がない繊維であるのが望ましいが、呼吸で吸い込まれる可能性がある繊維を追加として使用することも可能ではある。好適な追加の繊維としては、セラミック材料たとえば、セラミック酸化物、セラミック窒化物、ガラス材料、またはそれらの組合せから形成された繊維が挙げられるが、これらに限定される訳ではない。本明細書で使用するとき、「ガラス」という用語は、結晶相の明確な線や他の徴候が少なくとも実質的に存在しない、ぼやけたX線回折パターンを有する酸化物のような、非晶質の無機材料を指す。
【0058】
追加の無機繊維を存在させる場合、組成物中に組み入れるその量は、広い範囲で変化させることができる。典型的には、本発明の組成物には、組成物の全乾燥重量を基準にして、約15wt%までの追加の無機繊維を含んでいてもよい。いくつかの実施態様においては、その組成物には、組成物の全乾燥重量を基準にして、約10wt%まで、約5wt%まで、または約3wt%までの追加の無機繊維を含んでいる。
【0059】
追加の無機繊維は、上述の生体溶解性繊維および加熱処理シリカ繊維の繊維長さと同程度の繊維長さを有していてもよい。望む供給源から追加の無機繊維を入手したときに、それが所望の長さよりも長かったような場合には、繊維を刻んだり、切断したり、あるいはその他の方法で、所望の繊維長さにまで短くすることができる。追加の無機繊維は、典型的には、約0.1cm〜約1cmの範囲の平均長さを有する。
【0060】
3.バインダー
本発明の組成物には、1種または複数のバインダーが含まれていてもよい。好適なバインダーとしては有機バインダーが挙げられるが、無機バインダーまたはそれらの組合せが含まれていてもよい。
【0061】
本発明の一つの例示的な実施態様においては、組成物に、1種または複数のポリマーまたは有機バインダーを含む。そのようなバインダーを使用することにより、その組成物の成形時および取扱時における弾力性および屈曲性を向上させることができる。たとえば、組成物がシート材料たとえば汚染制御機器のための取付け用マットの形状である場合には、汚染制御要素のまわりをその取付け用マットで、より容易に包み込むことができる。そのような機器において遭遇する操作温度では、典型的には、有機成分は分解するか、燃え尽きるか、あるいはその他の形で消失する。したがって、その有機成分は典型的には、組成物の恒久的構成成分というよりは、一時的な成分である。
【0062】
その取付け用マットが湿式レイド法または改良製紙法を用いて製造されている場合には、ポリマー系またはその他の有機バインダーが特に有用であるが、乾式レイド法で製造されたマットでも、そのようなバインダーを組み入れればメリットがある。1種または複数の有機バインダーを、マットの本体の中に組み入れてもよいし、および/またはマットのためのコーティングとして使用してもよい。マットには、極めて少量の有機バインダー(1wt%未満)を含んでいてもよいし、有機バインダーをまったく含んでいなくてもよい。
【0063】
好適なポリマーバインダーは熱可塑性であっても熱硬化性であってもよく、また、各種の形態の固形物として使用してもよいし、あるいは固形分含量100パーセントの組成物を含む液状物、溶液、分散液、ラテックス、エマルション、それらの組合せなどとして使用してもよい。いくつかの実施態様においては、そのポリマーバインダーがエラストマーである。好適なポリマーとしては以下のようなものが挙げられるが、これらに限定される訳ではない:天然ゴム、スチレンおよびブタジエンを含めた2種以上の共重合性化学種のコポリマー、ブタジエンおよびアクリロニトリルを含めた2種以上の共重合性化学種のコポリマー、(メタ)アクリレートポリマーおよびコポリマー、ポリウレタン、シリコーン、ポリエステル、ポリアミド、セルロース系ポリマー、その他のエラストマーポリマー、またはそれらの組合せ。
【0064】
組成物には、乾燥重量基準で、約0.1〜約15wt%、約0.5〜約12wt%、または約1〜約10wt%の有機バインダーが含まれていてよい。
【0065】
いくつかの実施態様においては、そのポリマーバインダーが、アクリル含有および/またはメタクリレート含有ラテックス組成物である。そのようなラテックス組成物は、クリーンに燃焼して、望ましくない量の毒性または腐食性の副生物を発生しない傾向がある。好適なアクリル系エマルションの例としては以下のものが挙げられるが、これらに限定される訳ではない:ローム・アンド・ハース(Rohm & Haas)(ペンシルバニア州フィラデルフィア(Philadelphia,PA)から商品名「ロープレックス(RHOPLEX)HA−8」(固形分44.5wt%の、アクリル系コポリマーの水性エマルション)として市販されているもの、およびエア・プロダクツ(Air Products)(ペンシルバニア州アレンタウン(Allentown,PA))から商品名「エアフレックス(AIRFLEX)600BP」(固形分55%のエチレン酢酸ビニルコポリマー)として市販されているもの。
【0066】
搭載された汚染制御要素(たとえば、モノリシック触媒要素またはキャリヤー)を、その汚染制御機器(たとえば、触媒コンバーター)の長さ方向の軸に沿って移動させるのに必要な力の大きさは、その汚染制御要素の上の取付け用マットによって発揮される保持力に直接関連する。本発明の取付け用マットの配合を用いた場合、その汚染制御機器の高い操作温度で容易には燃えないようなバインダー(たとえば、シリコーンラテックスバインダー)を、その温度で容易に燃焼するバインダー(たとえば、アクリル系ラテックスバインダー)に代えて使用することによって、取付け用マットによって発揮される保持力が顕著に増大する。このような方法によって、その要素を軸に沿って移動させるのに必要となる力の大きさを顕著に増やすことが可能である。
【0067】
いかなる理論にも必然的に拘束されることを望むものではないが、この挙動における違いは、少なくとも部分的には、高温に暴露させたときに、ほとんどが燃え尽きてしまうラテックスバインダーの場合よりも、シリコーンバインダーを用いると、シリコーンが固体のSiO2となることが可能であるために、その重量損失が少なくてすむことの結果であろうと考えられる。さらに、典型的には、シリコーンバインダーを燃焼させるには、より高い温度が必要である。たとえば、シリコーンラテックスバインダーは一般に約200℃までは安定であるが、アクリル系ラテックスバインダーは一般に約150℃までしか安定でない。取付け材料の損失が少ないので、汚染制御機器を運転した後では、典型的には、その取付け材料が原因の圧力損失がより少ない。
【0068】
たとえば、空気中またはN2ガス雰囲気のいずれにおいても、高温に暴露させると、ダウ・コーニング(Dow Corning)のDC85シリコーンバインダーは、エアフレックス(Airflex)600BPアクリル系ラテックスバインダーよりもずっと後に燃え尽きるということが見出された。ディーゼルエンジン用途およびいくつかの直接噴射ガソリンエンジン用途においては、取付け用マットバインダーは、典型的には、約200℃〜約300℃の範囲の操作温度に暴露される。そのような比較的低い温度では、有機バインダー、特にシリコーンバインダーの燃焼/分解はかなり遅い。シリコーンバインダーの少なくとも約30%までが、その取付け材料の中に残り(すなわち、燃え尽きない)、そのためにバインダーの損失が原因の体積減少がすくなくなることが見出された。
【0069】
ポリマー繊維もまた、取扱い性、屈曲性、弾力性、またはそれらの性質を組み合わせて改良するための、組成物の中のバインダー構成成分として使用することもできる。その組成物がシート材料の形態の場合、ポリマー繊維は、そのシート材料の加工性を向上させ、湿時強度を改良する傾向がある。ポリマーバインダーの場合と同様に、ポリマー繊維も、その組成物を汚染制御機器において使用した場合には、1回または複数の加熱サイクルの後には燃え尽きる(すなわち、分解するかまたは消失する)傾向がある。
【0070】
ポリマー繊維は、ポリマーバインダーに関して先に述べた各種のポリマーから形成させることができる。組成物には、乾燥重量基準で、約5wt%までのポリマー繊維が含まれていてもよい。いくつかの実施態様においては、組成物には約2wt%まで、または約1wt%までのポリマー繊維が含まれる。たとえば、組成物には乾燥重量基準で、約0.1〜約2wt%、または約0.2〜約1.0wt%のポリマー繊維が含まれていてもよい。そのポリマー繊維は、ステープル繊維であってもよいし、あるいはフィブリル化繊維であってもよい。一つの実施態様においては、そのポリマー繊維が、約0.5〜約5デニールの範囲のステープル繊維である。
【0071】
好適なポリマーバインダーを単独で使用してもよいし、あるいは、追加の構成成分と組み合わせて使用してもよい。追加の構成成分としては、モノマー、可塑剤、充填剤、粘着付与剤、界面活性剤、またはその他の変性剤が挙げられるが、これらに限定される訳ではない。
【0072】
好適な無機バインダー材料としては以下のものが挙げられるが、これらに限定される訳ではない:コロイド粒子;スリー・エム・イノベーティブ・プロパティーズ・カンパニー(3M Innovative Properties Company)(ミネソタ州セントポール(St.Paul,MN))に譲渡された国際公開第03/031368号パンフレットに開示されているような無機マイカ系バインダー(その特許の主題のすべてを、参照により本明細書に援用する);およびアール・ティー・ヴァンダービルト・カンパニー・インコーポレーテッド(R.T.Vanderbilt Company,Inc.)(コネチカット州ノーウォーク(Norwalk,CT))から市販されている、ディキシー・クレー(DIXIE CLAY)(登録商標)製品。本発明の組成物中に存在させる場合には、国際公開第03/031368号パンフレットに記載のマイカ系バインダーは、マットの全乾燥重量を基準にして、約5.0wt%未満の量で存在させる。典型的には、マイカ系バインダーは、マットの全乾燥重量を基準にして、約2.0wt%未満または1.0wt%未満の量で存在させる。本発明のほとんどの実施態様においては、その組成物にはマイカ系バインダー材料を全く含まない。
【0073】
4.添加物
本発明のマットには、得られた製品に所望の特性を付与するための、1種または複数の添加物が含まれていてもよい。好適な添加物としては以下のものが挙げられるが、これらに限定される訳ではない:可塑剤、湿潤剤、消泡剤、ラテックス凝固剤、クレー、軽量充填剤、耐火性充填剤、金属繊維、またはそれらの組合せ。
【0074】
いくつかの実施態様においては、その組成物がシート材料の形態であり、そのシート材料には、そのシート材料のエッジへのエロージョンを最小とするためのエッジ保護材が含まれる。そのようなエロージョンは、そのシート材料を汚染制御機器に使用した場合なら、たとえば排気ガスが原因となりうる。好適なエッジ保護材としては、たとえば、シートのエッジの上に設けた金属製金網や、米国特許第6,245,301号明細書(ストルーム(Stroom)ら)に開示されているような、バインダーとガラスの混合物を挙げることができる。当業者公知のその他のエッジ保護材を使用することもできる。
【0075】
B.組成物の構造的な形状
上述の本発明における組成物の構成成分は、単一のシートの形状としてもよいし、あるいは、多層物品の1層または複数の層を形成していてもよい。本発明の一つの望ましい実施態様においては、その組成物が、1種または複数の上述の組成物構成成分を含む、単一のシート材料の形態である。単一のシート材料として存在させる場合には、その組成物は、典型的には、約10cm(4インチ)まで、より典型的には約4cm(1.57インチ)までの平均シート厚みを有している。
【0076】
本発明の他の実施態様においては、その組成物を、2層以上の明白な層を含む多層構成の形態とすることも可能である。それぞれの層は独立して、類似の組成を有するか、あるいは他の層、コーティング、膜、または各種その他の層とは異なったシート組成を有するシート材料の形態であってもよい。一つの例示的な実施態様においては、その多層物品には、上述の組成物構成成分の1種または複数またはすべてを含む第一のシート材料と、その第一のシート材料に貼り付けられた第二のシート材料とが含まれ、ここで、その第二のシート材料には、セラミック繊維(たとえば、多結晶セラミック繊維など)またはガラス繊維(たとえば、S2ガラス繊維、Rガラス繊維、Eガラス繊維など)の不織マットまたは層が含まれる。特に、その第一のシート材料が高温に暴露されるような場合(たとえば、その汚染制御機器の中に入ってくるガスの温度が約900℃を超えるような場合)には、セラミック繊維の層を、汚染制御要素(たとえば、触媒要素)と第一のシート材料との間に位置させるのが望ましい。このようにすることで、セラミック繊維の層が、第一のシート材料を断熱して、有害な高温(たとえば、膨張性材料が繰り返して膨張できる性能を破壊するような温度)に暴露されることから保護することができる。さらに、特にその第一のシート材料が比較的低い温度に暴露されるような場合(たとえば、汚染制御機器の中に入ってくるガスの温度が約600℃未満であるような場合)には、ガラス繊維および/またはセラミック繊維の層を、第一のシート材料と汚染制御機器のハウジングとの間に位置するようにさせるのが望ましい。このようにすることで、ガラス繊維および/またはセラミック繊維の層が、第一のシート材料の温度を充分高く保って、その第一のシート材料の中の膨張性材料が少なくとも部分的に活性化される(すなわち、膨張する)様に機能することが可能となる。別な方法として、第一のシート材料が第二のシート材料の層の間に挟み込まれているのも望ましい。たとえば、セラミック繊維の層を汚染制御要素(たとえば、触媒要素)と第一のシート材料との間に位置させることができるし、また、ガラス繊維および/またはセラミック繊維の層を第一のシート材料と汚染制御機器のハウジングとの間に位置させることもできる。そのようなサンドイッチ構成は、第一のシート材料が比較的中間的な温度に暴露される場合(たとえば、汚染制御機器の中に入ってくるガスの温度が、約600℃〜約900℃の範囲であるような場合)には望ましいものとなるであろう。
【0077】
本発明の別な実施態様においては、三次元形状を有する物体に組成物を成形することもできる。三次元形状を有する好適な物体としては、押出し物品、ダイキャスト物品、および金型成形物品などが挙げられるが、これらに限定される訳ではない。
【0078】
II.組成物を製造するための方法
本発明はさらに、上述の組成物を製造するための方法も目的としている。組成物は、各種の慣用される製作技術により形成させることが可能である。代表的な一つの製作方法としては、上述の組成物の個々のシートを成形することが挙げられる。シート材料の複数の層を、必要があれば接着剤材料(または、存在させるのならば、ポリマーバインダー材料)を使用して、交互に積層してもよい。多層シート材料は、米国特許第5,853,675号明細書(ハワース(Howorth))の記載に従って、成形することも可能である。別な方法として、米国特許第6,051,193号明細書(ランガー(Langer)ら)の記載に従って、それらの層を互いの上に積み重ねていくことにより成形することも可能である。
【0079】
本発明の組成物から調製されたシート材料は、たとえば、製紙プロセスのような各種適切な技術などを使用して、成形することができる。製紙で使用される方法の一つの実施態様においては、バインダー材料を水に添加することによって、無機またはポリマーバインダーを調製する。その濃度と温度はいずれも、広い範囲で変化させることができる。いくつかの実施態様においては、温水、たとえば温度約30℃〜約75℃の水を使用して、スラリーを調製する。たとえば、その水の温度は約35℃〜約45℃とすることもできる。
【0080】
バインダー材料に水を添加して、希釈したスラリーを調製することも可能である。生体溶解性繊維および加熱処理シリカ繊維をそのスラリーに添加することができる。そのバインダー材料と繊維とを分散させるためには、いかなる剪断力をかけてもよい。いくつかの実施態様においては、低〜中程度の剪断力を、比較的短時間たとえば、1秒〜10分間、または約3〜80秒間かけて、繊維を分散させることができる。スラリーを中程度の速度で混合して、固形成分を懸濁状態に保ってもよい。他の成分、たとえば消泡剤およびポリマーバインダーを添加することもできる。
【0081】
たとえば酸性化剤のような、適切な凝固剤を添加することもできる。他の凝固剤、たとえば塩基の手段により凝固を起こさせるものを、慣用される方法に従って使用してもよい。凝固の際には、典型的には、(存在すれば)ポリマーバインダーのより大きな粒子が形成される。組成物中に存在する粒子状物質はいずれも、バインダーに結合して、繊維マトリックスの中にトラップされる傾向がある。すなわち、粒子状物質が、濾過のために使用されるスクリーンの目詰まりを起こすことはない。粒子状物質を繊維マトリックスに結合させることにより、スラリーからの水の抜き出しが容易となり、シート材料を調製するために必要な加工時間を短縮することが可能となる。
【0082】
膨張性材料(望ましくは、平均粒径が約300マイクロメートルより大のもの)は典型的には、凝固の後に添加する。添加順を特にこのようにすることで、スラリー中での固形物の分散やスラリーからの水の除去が容易とすることができる。しかしながら、この添加順は絶対というほどのものではなく、他の添加順も可能である。
【0083】
得られたスラリー組成物は、適切なスクリーンの上にキャスティングし、水を切り、加圧することができる。別な方法として、スラリーをワイヤメッシュまたはスクリーンの上に真空キャスティングすることによって層を形成させることもできる。得られた加圧シート材料を、各種適切な方法たとえば、空気乾燥またはオーブン乾燥により乾燥させることができる。採用可能な、標準的な製紙技術についての詳細は、たとえば、米国特許第3,458,329号明細書(オーエンス(Owens)ら)を参照されたい。
【0084】
シート材料を切断して、所望の形状、たとえば、取付け用マットとしての使用、または汚染制御機器の末端コーン領域における熱バリヤー(すなわち、断熱材料)としての使用に適した形状とすることができる。切断は、たとえば打抜きプロセスにより実施することができる。本発明の組成物から調製されたシート材料は、再現性よく切断されて、厳しい寸法公差を満たすことができる。それらのシート材料は、好適な取扱い特性を示すことが可能であり、手の中で砕けるほどには脆くない。たとえば、それらのシート材料は、ばらばらになることなく、汚染制御要素のまわりに容易かつしなやかに沿わせることが可能で、汚染制御機器の中で、弾力性があり、保護作用を有する担持的シールを形成する。
【0085】
本発明の組成物はさらに、ペーストの形状で調製することも可能である。ペーストを調製するためには、典型的には、全固形分を約30パーセントより高くする。いくつかの実施態様においては、固形分が約30〜約60パーセントである。ペーストは、典型的には、たとえば汚染制御要素と汚染制御機器のハウジングとの間の隙間に注入することが可能であるような、稠度と粘度とを有している。米国特許第5,736,109号明細書(ハワース(Howorth))に、ペーストを製造するために適したプロセスの記載がある。最初にスラリーを形成させ、次いでその水の幾分かを除去して固形分パーセントを上げることによって、ペーストを形成させることも可能である。さらに、そのペーストを使用して、シート材料や三次元物体を形成させることも可能である。シート材料または三次元物体を形成させるためには、その組成物を、三次元ダイにキャスティングするか、金型注入するか、またはダイを通して押出し加工する。
【0086】
本発明のさらなる実施態様においては、組成物が上述の膨張性材料と共に、ドライレイされる。
【0087】
公知の技術を用いて、シート材料の形態の中の1層または複数の単一層の組成物を他の同一、類似または異なった層と組み合わせて、多層物品を形成させてもよい。たとえば、そのシート材料の外側面の上に追加の層をコーティングしてもよい。さらに、先にも述べたように、任意成分の接着剤を使用して、シート材料の複数の層または他の層を交互に積層してもよい。材料の複数の層を組み合わせて多層物品を形成させるその他の機械的な方法としては、ニードルパンチ法やステッチ法などが上げられるが、それらに限定される訳ではない。
【0088】
以下の実施例を用いて本発明をさらに説明するが、いかなる点においても、それらの実施例が本発明の範囲を限定すると受け取ってはならない。それとは逆に、本明細書を読んだ後では、本発明の趣旨および/または添付の特許請求の範囲から逸脱することなく、当業者にとって自明となるであろう各種その他の実施態様、修正、および等価物の手段を取りうるということは明瞭に理解するべきである。
【実施例】
【0089】
模擬的な操作条件下における、汚染制御機器たとえば触媒コンバーター組立物における取付け用マットの耐久性および性能は、たとえば、エス・エー・イー・報文(SAE Paper)2004−01−0146、ナタン・ブルンナー(Nathan Brunner)「キャタリティック・コンバーター・ホット・バイブレーション・テスト・メソッズ・アト・スリー・エム・カンパニー(Catalytic Converter Hot Vibration Test Methods at 3M Company)」に記載の試験方法に従って測定することができる。そのエス・エー・イー・報文のすべてを、参照により本明細書に援用する。
【0090】
そのような試験方法に従って、それぞれ実施例1〜3による取付け用マットを、概略直径4.7インチ(約119.4mm)、長さ約3インチ(約76.2mm)、重量約260グラムの円筒状のコーディエライトモノリスの周りに巻き付ける。その巻き付けられたモノリスを、触媒コンバーターハウジングの中に、実施例で規定された搭載密度で詰めて、ガス入口温度500℃で加熱振動試験にかける。そのコンバーター集合体を、加熱入口ガスを用いての2時間の加熱と1時間の冷却とのサイクル5回により、熱的にコンディショニングさせる。コンディショニングをさせた後、2.7グラム−12dB(デシベル)の振動をかけながら、加熱入口ガスを用いて温度500℃で3時間の、計4時間のサイクルを用いた試験を開始する。一つのサイクルは1時間の冷却で終わるが、その際には集合体はほぼ周囲温度まで冷却する。第二の4時間サイクルを−9dBで開始、第三のサイクルは−6dBで開始というようにして、0dBになるまで続ける。その集合体がまだ完全であるようならば、その試験を0dBの4時間サイクルで、異常(failure)が起きるか、または所定の時間(典型的には72時間または96時間)に達するまで続ける。
【0091】
実施例1:
細断したシリカ繊維(直径7ミクロン、長さ6mmのベルコテックス(BELCOTEX)(登録商標)繊維、独国フライベルク(Freiberg,Germany)のベルケム・ファイバー・マテリアルズ・GmbH(belChem fiber materials GmbH)から入手可能)を熱処理するために、周囲温度の炉の中にその繊維を置いた。温度調節器の設定を950℃として、炉に電源を入れた。炉内の温度が950℃に達したら、繊維を1時間灼熱させておいてから、炉の電源を切断した。炉を周囲温度まで冷却し、繊維を取り出して、シートにした。
【0092】
27wt%の上述の加熱処理シリカ繊維、27wt%の生体溶解性繊維(スーパーウール(SUPERWOOL)607(ジョージア州オーガスタ(Augusta,GA))のサーマル・セラミック(Thermal Ceramic)から入手可能)、8wt%の酢酸ビニルラテックス固形分(エアフレックス(AIRFLEX)600BP、固形分約55%の酢酸ビニルラテックス、ペンシルバニア州アレンタウン(Allentown,PA)のエア・プロダクツ・ポリマーズ・エル・ピー(Air Products Polymers L.P.)から入手可能)、および38wt%の未膨張バーミキュライトの乾燥組成を有する、マットを調製した。
【0093】
ブレンダーに40℃に加温した3000mLの水道水を入れ、加熱処理シリカ繊維を加えて10秒間混合させることにより、スラリーを調製した。生体溶解性繊維を加え、低速度で5秒間混合した。そのスラリーを大きな混合容器に移し、ブレンダーからの繊維を、1000mLの40℃の水道水を用いて洗い、そのスラリーを容器に加えた。そのスラリーを、プロペラブレードミキサーを用いて中間速度で撹拌しながら、3滴の消泡剤(フォーマスター(FOAMASTER)111消泡剤)および酢酸ビニルラテックスを添加した。分散ができたら、11.4グラムの50wt%ミョウバン溶液(ゼネラル・ケミカルズ(General Chemicals))を加え、約2分間混合した。次いで未膨張バーミキュライトを加え、2分間混合した。そのスラリーを、80メッシュのスクリーンを有する寸法20.3mm×20.3mmのシートモールドの中に迅速に注入し、脱水させた。モールドを開き、その脱水させたシートの上に吸取り紙を置いて、めん棒を用いて8回ロールがけした。新しい吸取り紙を、シートの両面に置き、それを2枚の粗いスクリーンの間にはさんで、約414kPa〜552kPaの間の圧力で5分間加圧した。シートを取り出し、110℃の炉に入れ、約60分間かけて乾燥させた。シートを炉から取り出し、周囲温度および湿度で一夜コンディショニングさせた。
【0094】
得られたマットを、0.76g/ccの搭載密度になるように詰めて、前述のような加熱振動試験にかけた。試験は0dBレベルに達し、試験は72時間後まで継続された。マットおよび詰められた集合体には、何の異常も認められなかった。
【0095】
同様にして調製した、54wt%の生体溶解性繊維(スーパーウール(SUPERWOOL)607)、8wt%の乾燥ラテックス固形分(エアフレックス(AIRFLEX)600BP)、および38wt%の未膨張バーミキュライトからなるマットを、搭載密度1.01g/ccになるように詰めた。その詰め込まれた集合体について、堅牢性の試験を行ったところ、6.72時間後に−6dBレベルで異常が認められた。
【0096】
実施例2:
生体溶解性繊維(アイソフラックス(ISOFRAX)、ユニフラックス(Unifrax)から入手可能)を、約40℃に加温した水中、固形分約1.05wt%で、60秒間ずつ2回、パルプ化させた。そのスラリーを保持タンクにポンプ輸送し、希釈して固形分約0.84%とした。その希釈スラリーを、サイクロンセパレーターを通して第二の保持タンクにポンプ輸送すると、ショットが20%低下していた。前述のようにして加熱処理したシリカ繊維(ベルコテックス(BELCOTEX)(登録商標))を、固形分約0.37wt%で3分間かけてパルプ化し、生体溶解性繊維の入っているタンクに移して、そのスラリーをさらに希釈して固形分約0.35wt%とした。その希釈されたスラリーを加熱して40℃とし、ラテックス(エアフレックス(AIRFLEX)600BP)およびアルミン酸ナトリウム(繊維重量の1.18%)を加えたが、その間混合をして、スラリーを懸濁状態に維持した。約3分間後に、水中50wt%ミョウバン溶液(全スラリー重量を基準にして、ミョウバン0.18wt%)を添加して、ラテックスと繊維を沈降させた。次いで、スラリーをタンクの中に連続的にポンプ輸送し、そのスラリーに定量フィードされる未膨張のバーミキュライトと混合した。マニフォールドを通して、得られたスラリーをメッシュベルトの上にポンプ輸送した。真空を用いてそのスラリーを脱水し、約30〜40wt%の水を含むマットを形成させた。そのマットをローラーを用いて加圧し、一連のスチーム加熱回転缶を通過させて乾燥させると、31.1wt%の生体溶解性繊維、20.7wt%の加熱処理シリカ繊維、8.2wt%のラテックス固形分、および40wt%の未膨張バーミキュライトからなる乾燥組成物を含むマットが形成された。
【0097】
そのマットを、約0.70g/ccの搭載密度になるように詰めて、前述のようにして、入口ガス温度500℃で加熱振動試験にかけた。その試験は0dBレベルに達し、96時間(24回の完全サイクル)後に終了させた。マットおよび詰められた集合体における異常は、何も認められなかった。
【0098】
実施例3:
下記の点を除き、実施例2と同様にしてマットを調製した。生体溶解性繊維(アイソフラックス(ISOFRAX))は、固形分1.68wt%でパルプ化した。ショット除去のための水を用いた第一回目の希釈のあと、スラリーの固形分は約1.05wt%であった。加熱処理したシリカ繊維を、固形分0.32wt%でパルプ化すると、最終のスラリーは約0.629wt%の固形分を有していた。アルミン酸ナトリウムを、全乾燥繊維重量の1.15wt%のレベルで添加した。
【0099】
得られたマットは、39.6wt%の生体溶解性繊維、9.9wt%の加熱処理シリカ繊維、10.3wt%のラテックス固形分、および40.2wt%の未膨張バーミキュライトの乾燥組成を有していた。そのマットを、0.70g/ccの搭載密度で詰め込み、加熱ガス入口温度500℃を用いて、加熱振動試験にかけた。試験は0dBレベルに達し、試験は96時間後まで継続された。マットおよび詰められた集合体には、何の異常も認められなかった。
【0100】
実施例4
下記の点を除き、実施例3と同様にしてマットを調製した。ベルコテックス(BELCOTEX)(登録商標)高シリカ含量繊維を、900℃で加熱処理した。得られた取付け用マットは、約10.2wt%のベルコテックス(BELCOTEX)(登録商標)高シリカ含量繊維、約40.8wt%のアイソフラックス(ISOFRAX)1260生体溶解性繊維、約40wt%の未膨張バーミキュライト(ニューヨーク州ニューヨークのワン・ペン・プラザ(One Penn Plaza,New York,NY)にある、コメタルズ(Cometals)からのもの)、および約9wt%のエアフレックス(AIRFLEX)600BPアクリル系ラテックスバインダー、の乾燥組成を有していた。
【0101】
実施例5
上述の実施例4の記載に従い、それにおけるのと同じ構成成分を用いて、また別な取付け用マット材料を構成したが、ただし、アクリル系ラテックスバインダーを、同量のダウ・コーニング(Dow Corning)DC85シリコーンバインダーに置き換えた。
【0102】
ここに例示した取付け材料に対しては、各種の修正が可能であると考えられる。たとえば一般的には、本発明の取付け材料において使用される有機バインダーは、たとえば、アクリル系ラテックスバインダー、シリコーンバインダーまたはそれらの組合せを含むか、それらからなるか、またはそれらから実質的になっていてよい。
【0103】
本発明の取付け材料の乾燥重量組成は、次の範囲までは変更可能であると考えられる:(a)約2%〜約80wt%の範囲の加熱処理高シリカ含量繊維、(b)少なくとも最高約75wt%までの生体溶解性セラミック繊維、(c)約10%〜約75wt%の範囲の膨張性材料(たとえば、未膨張バーミキュライト)、および(d)約1%〜約15wt%の範囲の有機バインダー。全繊維含量(すなわち、シリカ繊維と生体溶解性繊維を合わせたもの)が少なくとも約10wt%となるようにするべきである。
【0104】
本発明による望ましい取付け材料の乾燥重量組成は以下のように変化させることが可能であると考えられる:(a)約5%〜約50wt%の範囲の加熱処理高シリカ含量繊維、(b)約10%〜約60wt%の範囲の生体溶解性セラミック繊維、(c)約20%〜約70wt%の範囲の膨張性材料(たとえば、未膨張バーミキュライト)、および(d)約2%〜約12wt%の範囲の有機バインダー。全繊維含量(すなわち、シリカ繊維と生体溶解性繊維を合わせたもの)が少なくとも約15wt%とすることができる。
【0105】
本発明の取付け材料の好適な乾燥重量組成は以下のように変化させることが可能である:(a)約5%〜約25wt%の範囲の加熱処理高シリカ含量繊維、(b)約20%〜約50wt%の範囲の生体溶解性セラミック繊維、(c)約25%〜約60wt%の範囲の膨張性材料(たとえば、未膨張バーミキュライト)、および(d)約4%〜約11wt%の範囲の有機バインダー。全繊維含量(すなわち、シリカ繊維と生体溶解性繊維を合わせたもの)が少なくとも約30wt%とすることができる。
【0106】
本明細書では、その特定の実施態様について詳しく記述してきたが、当業者ならば、上述のことを理解すれば、それらの実施態様に対する変更、変法、および等価物を容易に考案することが可能であるということは理解されたい。たとえば、本発明の組成物は、熱バリヤー(すなわち、断熱材料)、火災バリヤーまたは火災防壁、またはそれらの組合せとしても有用である。たとえば、本発明の組成物を、パイプ、加熱装置、または構造要素たとえばビルディングサポート(building support)などの周りを包み込んだり、他の方法で周りに置くことも有用である。本発明の組成物は、燃料電池のモノリシック構造の周辺でも有用である。したがって、本発明の範囲は、添付の特許請求の範囲およびその各種等価物の範囲として評価されるべきである。
【図面の簡単な説明】
【0107】
【図1】本発明の実施態様を取り入れた触媒コンバーターを、分解した形で示す斜視図である。
【図2】本発明の実施態様を取り入れたディーゼル排気微粒子フィルターの、中央部分長さ方向の断面図である。
【技術分野】
【0001】
本発明は、汚染制御機器において使用するのに好適な材料、特に、汚染制御要素を汚染制御機器の中に取付けるためのマット、さらに詳しくは、そのような材料を含む汚染制御機器に関する。
【背景技術】
【0002】
汚染制御機器は、大気汚染を低減させるために、自動車に使用される。そのような汚染制御機器には、ハウジングの中に取付けられた1種または複数の汚染制御要素が含まれる。現在のところ、二つのタイプの機器、すなわち触媒コンバーターおよびディーゼル排気微粒子フィルターまたはトラップが広く使用されている。触媒コンバーターには1種または複数の触媒が使用され、それらは典型的には、モノリシック構造の基材の上にコーティングされている。そのモノリシック構造は典型的にはセラミックであるが、金属製のモノリスも使用されてきた。その(1種または複数の)触媒が、排気ガス中の一酸化炭素および炭化水素を酸化させるか、窒素の酸化物を還元させるか、またはそれらの両方を行う。ディーゼル排気微粒子フィルターまたはトラップには典型的には、多孔質の結晶質セラミック材料から製造されたハニカム化モノリシック構造の形態の、ウォールフローフィルター要素が含まれている。最新の構成のそれらの汚染制御機器では、それぞれのタイプのモノリシック構造が一つのハウジングの中に組み入れられている。
【0003】
典型的なモノリシック汚染制御要素は一般に、比較的薄い壁面を有して、大量の表面積が得られるようになっている。そのため、その構造は比較的脆く、破損しやすい。セラミック材料から形成された典型的なモノリシック汚染制御要素は、その中にその要素が組み入れられている金属(通常はステンレス鋼)製のハウジングまたは缶よりも、1桁低い熱膨張率を有していることが多い。典型的には、膨張性または非膨張性マットのような保護パッキンまたは取付け材料が、セラミック製のモノリスと金属製のハウジングとの間に充填されていて、たとえば道路からのショックや振動が原因のモノリスの損傷を防ぎ、熱膨張の差を補償し、排気ガスがモノリスと金属ハウジングとの間を通過することを防いでいる。そのような取付け材料を配置または挿入するプロセスは「キャンニング(canning)」と呼ばれていて、それには、モノリスと金属ハウジングとの隙間にペーストを注入したり、モノリスの周りをシート材料(すなわち、取付け用マット)でくるみ、そのくるんだモノリスをハウジングの中に挿入したりするプロセスが含まれる。
【0004】
従来からの取付け材料を形成するために使用される組成物としては、高温耐久性、良好な取扱性、弾力性、屈曲性、強度などの性質を与えることが可能な耐火性セラミック繊維が含まれていた。高温で体積が膨張する、膨張性材料もまた使用されてきた。そのような膨張は、高温における使用時に、モノリスを所定の位置に保持するのに役立つ。汚染制御機器のハウジングの中に汚染制御要素を取付けるために使用されてきた材料は、たとえば以下の特許に記載されている:独国特許出願公開第19858025号明細書(アスグラオ(Asglawo));ならびに米国特許第3,916,057号明細書(ハッチ(Hatch)ら);米国特許第4,305,992号明細書(ランガー(Langer)ら);米国特許第4,385,135号明細書(ランガー(Langer)ら);米国特許第5,254,410号明細書(ランガー(Langer)ら);および米国特許第5,242,871号明細書(ハシモト(Hashimoto)ら)。
【0005】
比較的に細い耐火性セラミック繊維、すなわち直径が約5〜6マイクロメートル未満の繊維が、マット組成物の重要な構成成分となっていた。しかしながら、細い繊維は場合によっては、問題を引き起こす可能性がある。細い繊維は、呼吸で吸い込まれる可能性があるとみなされ、通常は、生理学的流体、特に肺流体において耐久性がある。そのため、耐久性があり、呼吸で吸い込まれる可能性がある耐火性繊維を使用せずにすむ取付け用マット組成物が望まれている。しかしながら、この構成成分を使用せずに受容可能な取付け用マットを製造するということは、大きな工学的課題であった。
【0006】
生理学的流体中で非耐久性である繊維については、たとえば、米国特許第5,874,375号明細書およびその中に記載された引用文献なども含め、多くの文献が記述されてきた。そのような繊維を吸入したときには、それらが体液中で分解する。残念なことに、それ自体可溶性の無機繊維は、耐火性繊維の実用的な代替物とはならない。このように代替となることが不能であるということは、可溶性の無機繊維という難題にその原因が求められる。そのような繊維は、典型的な触媒コンバーターの中で発生する極端な高温にさらされると、過度の収縮を示す傾向がある。マットが収縮すると、脆い触媒コンバーター要素をそのハウジングの中で緩く保持していることになり、その結果、モノリス、ひいてはその汚染制御機器に損傷を与える可能性がある。
【発明の開示】
【発明が解決しようとする課題】
【0007】
そのような取付け用マット組成物の改良が、引き続き求められている。本発明はそのように改良された組成物を提供する。
【課題を解決するための手段】
【0008】
公知のいくつかの取付け材料は、比較的に高い操作温度(すなわち、約700℃〜約950℃)においてのみ、所望の取付け性能を示すということが見出された。それと同じ取付け材料は、比較的中間の操作温度(すなわち、約400℃〜約600℃)および/または比較的低い操作温度(すなわち、約400℃未満)では、望んでいる程の取付け性能は示さない。本発明の発明者らは、そのような比較的高い操作温度だけでなく、比較的中間の操作温度、および/または比較的低い操作温度においても、所望の取付け性能を示すことが可能である、互いに働いて相乗的な効果のある取付け材料の組合せを見出した。したがって、本発明は、より汎用性のある取付け材料のためのニーズに応えるものである。本発明はさらに、呼吸で吸い込まれる可能性があり、非分解性の耐火性繊維を使用せずにすむ、取付け材料のニーズにも応えることができる。
【0009】
本発明の一つの態様においては、たとえば、汚染制御機器の中に汚染制御要素を取付けるための取付け材料として使用することが可能な組成物が提供される。具体的には、それらの組成物には、生体溶解性繊維、繊維の全重量を基準にして約67wt%(pbw)を超えるシリカ含量を有する加熱処理シリカ繊維、および膨張性材料が含まれる。いくつかの実施態様においては、その組成物にはさらに有機バインダーが含まれていてもよい。そのような組成物は、シート材料の形態、またはペーストもしくはスラリーの形態で提供することができる。それらの材料は、たとえば、汚染制御機器の末端のコーン状領域の一方または両方に位置させる断熱材料としても有用となりうるであろう。
【0010】
本発明のまた別な態様においては、そのような組成物を使用して製造された取付け用マットが提供される。
【0011】
本発明のさらに別な態様においては、ハウジング、そのハウジングの中に配された汚染制御要素、およびそのような組成物を含む汚染制御機器が提供される。その組成物は、ハウジングの少なくとも一部と汚染制御要素との間の隙間に配される取付け材料として使用することが可能である。取付け材料は典型的には、ペーストまたはシート材料の形態であるが、それには、生体溶解性繊維、繊維の全重量を基準にして約67wt%(pbw)を超えるシリカ含量を有する加熱処理シリカ繊維、膨張性材料、および場合によっては有機バインダーが含まれる。取付け材料は、脆い汚染制御要素をたとえば道路からのショックや振動が原因の損傷から防ぐこと、汚染制御要素とハウジングとの間の熱膨張の差を補償すること、排気ガスがその汚染制御要素をバイパスするのを防ぐこと、あるいはそれらを組合せて実施することが可能である。その組成物はさらに、汚染制御機器における(たとえば、末端コーン領域における)断熱材料としても有用である。
【0012】
本発明のさらなる態様においては、汚染制御要素、ハウジングおよび取付け材料を含む汚染制御機器を製造するための方法が提供される。その方法には以下の工程が含まれる:生体溶解性繊維、繊維の全重量を基準にして約67wt%(pbw)を超えるシリカ含量を有する加熱処理シリカ繊維、膨張性材料、および任意成分の有機バインダーを含む取付け材料を調製する工程;ハウジングの中に汚染制御要素を置く工程;および、取付け材料を、ハウジングの少なくとも一部と汚染制御要素との間に位置させる工程。その取付け材料は、シート材料の形態であってもペーストの形態であってもよい。
【0013】
上述の本発明についての概要は、本発明の開示実施態様の各々や、すべての実施を記述しようとしたものではない。図面および以下に記述する詳細な説明により、本発明のある種の実施態様が明らかとなるであろう。
【0014】
以下において、添付の図面と関連づけて、本発明の各種の実施態様の詳細な説明を読むことによって、本発明がより完全に理解されるであろう。
【0015】
本発明は、各種の修正および変更した形態とすることが容易であるので、その特性を図面に例示し、詳細に説明する。しかしながらこれらは、記述された特定の実施態様に本発明を限定しようと意図するものではないことは理解されたい。それとは逆に、本発明の趣旨と範囲に包含される、各種の修正、等価物、および代替物をすべて網羅することを意図している。
【発明を実施するための最良の形態】
【0016】
本発明の原理の理解を深める目的で、本発明の具体的な実施態様を以下に記述し、具体的な用語を用いて具体的な実施態様を記述する。しかしながら、具体的な用語を用いたからといって、本発明の範囲を限定しようとする意図があるわけではないということは理解されたい。変更、さらなる修正、および説明された本発明の原理のさらなる応用は、本発明が関わる当業者ならば当然に考えつくであろうと思われる。
【0017】
本発明は、汚染制御機器における取付け材料として使用することが可能な組成物を目的としている。具体的には、その組成物には、生体溶解性繊維、繊維の全重量を基準にして約67wt%(pbw)を超えるシリカ含量を有する加熱処理シリカ繊維、膨張性材料、および1種または複数の任意成分としてのバインダーが含まれる。その組成物は、たとえばペーストの形態であってもよいが、シート材料の形態であるのが好ましい。
【0018】
その取付け材料組成物は、たとえば、汚染制御要素の脆いモノリス構造と汚染制御機器のハウジングとの間に使用することができる。すなわち、その組成物は、汚染制御要素と汚染制御機器のハウジングとの隙間に配することができる。その組成物は、たとえばペーストまたはシート材料の形態であってよい。一つの実施態様においては、シート材料が取付け用マットの形態であって、それで、汚染制御要素の少なくとも一部の周りを包み込む。その包み込まれた汚染制御要素を、汚染制御機器のハウジングの中に置く。また別な実施態様においては、その組成物がペーストの形態である。そのようなペーストは、汚染制御機器の中の、汚染制御要素の少なくとも一部とハウジングとの間の隙間に、注入するかまたはその他の方法で挿入してもよい。たとえば、ペーストを予備成形(たとえば、型成形)して所望の隙間の形状としてから、それを隙間に挿入してもよい。
【0019】
本発明の組成物はさらに、汚染制御機器の中で断熱材料として使用することも可能である。たとえば、その組成物を、汚染制御機器の入口または出口領域(すなわち、末端コーン領域)に位置させてもよい。たとえば、入口および/または出口領域はそれぞれ、内側末端コーンハウジングと、外側末端コーンハウジングによって画定され、本発明の組成物をその内側と外側の末端コーンハウジングの間に配置する。その組成物を、使用時に遭遇する高温から、排気系の残りの部分さらにはエンジンを断熱するのにも使用してよい。たとえば、排気パイプの一つまたは複数の部分を二重壁構成(すなわち、内壁および外壁)として、本発明の組成物をその二つの壁の間に配する。
【0020】
組成物がシート材料の形態の場合には、そのシート材料を切断するかまたは他の方法で形を整えて、所望の、汚染制御機器のための取付け用マットまたは断熱成分(たとえば、末端コーン)を形成させることができる。別な方法として、その組成物を成形することにより、所望の中間形状または最終形状としてもよい。たとえば、本発明の組成物を成形して所望の最終寸法を有するフラットなシート材料とし、次いでそれを所望の最終形状に変形させてもよい。たとえば、成形したフラットな取付け用マットで汚染制御要素の周りを包み込んでから、それを汚染制御機器の中に取り付けてもよい。さらに、成形したフラットな末端コーン断熱シートで内側の末端コーンハウジングを包み込んでから、それを外側末端コーンハウジングの中に配置してもよい。
【0021】
図1に、触媒コンバーター10の形態とした、汚染制御機器の一例を示す。触媒コンバーター10には一般に、触媒コンバーター要素20を囲んでいるハウジング11が含まれる。そのハウジング11には入口12と出口13があり、それを通して、触媒コンバーター10に排気ガスの流れがそれぞれ、流入および流出する。ハウジング11は、缶またはケーシングとも呼ばれるが、当業者には公知の、そのような用途に適した材料から作ることができる。典型的にはハウジング11には、1種または複数の金属、金属合金および/または金属間化合物組成物(以後、まとめて「金属」と呼ぶ)が含まれる。たとえば、ハウジング11をステンレス鋼とすることができる。
【0022】
モノリスと呼ばれることもある、適切な触媒コンバーター要素は当業者には公知であって、金属、金属酸化物、セラミック、またはその他の材料から作られたものが含まれる。多くの製造業者から、各種のセラミック触媒コンバーター要素が市販されている。たとえば、ハニカムセラミック触媒コンバーター要素がコーニング・インコーポレーテッド(Corning Inc.)により商品名「セルコール(CELCOR)」として上市されているし、他のものとしては、エヌ・ジー・ケー・インシュレーテッド・リミテッド(NGK Insulated Ltd.)により商品名「ハニセラム(HONEYCERAM)」として上市されている。金属触媒コンバーター要素は、ドイツ国ローマル(Lohmar,Germany)のエミテック・GmbH・アンド・カンパニー(Emitec GmbH and Co.)から市販されている。
【0023】
慣用される実施方法に従えば、触媒コンバーター要素20の上に1種または複数の触媒材料をコーティングすることができる。触媒コンバーター要素20において使用される触媒は、典型的には、1種または複数の金属(たとえば、ルテニウム、オスミウム、ロジウム、イリジウム、ニッケル、パラジウム、および白金)および/または金属酸化物(たとえば、五酸化バナジウムおよび二酸化チタン)である。最も一般的には、それらの触媒は、排気ガスの汚染物質、たとえば一酸化炭素および炭化水素を酸化するか、またはその他の方法で除去する働きをする。そのような触媒はさらに、エンジン排気ガス中の窒素の酸化物の量を減少させる役目を果たすことも可能である。
【0024】
大きな表面積を得るために、触媒コンバーター要素20の実施態様には、極めて薄い壁を有している。その壁が薄いことが、触媒コンバーター要素20が脆くなって、壊れやすい原因となっている。さらに、いくつかの実施態様においては、触媒コンバーター要素20の熱膨張率がハウジング11の熱膨張率よりも、約1桁小さいということもあり得る。ハウジング11が金属(通常はステンレス鋼)であり、要素20がセラミックであるような場合には、特にこのことが起きる。熱的な性質に差があることによって、温度の変化に伴って触媒コンバーター要素20が破損を受ける危険性にさらされる。ハウジング11と要素20との間に配された、取付け用マットまたはシート材料30が、たとえば道路からのショックおよび振動および/または熱膨張差から要素20を保護するのに役立つ。取付け用マットまたはシート材料30はさらに、排気ガスが要素20と金属ハウジング11の間を通り抜けるのを防ぐ役割も果たす。
【0025】
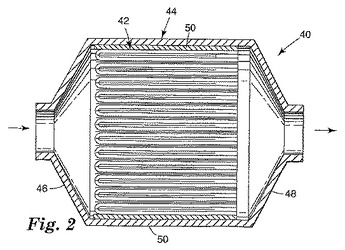
図2に、ディーゼル排気微粒子フィルター40の形態の汚染制御機器の代表例を示す。ディーゼル排気微粒子フィルターまたはトラップ40は、束になった管または通路を有するモノリシック構造を有するハニカム化フィルター要素42を含む、壁面流動フィルターである。そのようなディーゼル排気微粒子フィルター要素は、多くの製造業者、たとえばニューヨーク州カミング(Coming,NY)のカミング・インコーポレーテッド(Coming Inc.)および日本国名古屋のエヌ・ジー・ケー・インシュレーター・リミテッド(NGK Insulator Ltd.)から市販されている。有用なディーゼル排気微粒子フィルター要素については、「セルラー・セラミック・ディーゼル・パーティキュレート・フィルター(Cellular Ceramic Diesel Particulate Filter)」(ハウイット(Howitt)ら、ペーパーNo.810114、エス・エー・イー・テクニカル・ペーパー・シリーズ(SAE Technical Paper Series)、1981年))に報告がある。
【0026】
ディーゼル排気微粒子フィルター40の上に搭載したフィルター構造42の上に、触媒をコーティングしてもよい。ディーゼル排気微粒子フィルター40には、入口46および出口48を有するハウジング44が含まれる。ハウジング44が、微粒子フィルター要素42(モノリスまたはモノリシック構造とも呼ばれる)を囲んでいる。取付け用マットまたはシート材料50が、フィルター要素42と金属ハウジング44との間に配されていて、図1の取付けシート30と同様の効果をもたらしている。
【0027】
比較的小さな耐火性セラミック繊維、すなわち、平均直径が約5〜6マイクロメートル未満で長さが約5マイクロメートルを超えるものが、汚染制御機器のための公知の取付け用マット組成物の重要な構成成分となっていた。しかしながら、このサイズ範囲の繊維は、呼吸で吸い込まれる可能性があり、多くの場合、生理学的流体、特に肺の流体中で耐久性がある。したがって、耐久性があり呼吸で吸い込まれる可能性がある耐火性セラミック繊維ではない、取付け材料組成物が望まれている。しかしながら、耐久性があり呼吸で吸い込まれる可能性がある耐火性セラミック繊維を用いることなく、たとえば汚染制御機器のための取付けマットのような、受容可能なシート材料を製造することは、大きな工学的課題であった。さらに、セラミック繊維組成物単独では、良好な耐高温性は有してはいるものの、適切な弾力性を有することができず、また、それ未満では膨張性構成成分によって充分な保持力が発生するような温度において、受容可能な耐久性を与えることが困難である。
【0028】
本明細書で使用するとき、「繊維」という用語は、その幅または直径よりも大きな長さを有する材料を指す。いくつかの実施態様においては、その長さは、その幅または直径の少なくとも10倍、少なくとも100倍、または少なくとも1000倍である。
【0029】
本明細書で使用するとき、「呼吸で吸い込まれる可能性がある(respirable)」という用語は、動物によってその動物の肺にまで吸引されることが可能な繊維を指す。典型的には、呼吸で吸い込まれる可能性がある繊維は、約5マイクロメートル未満の平均直径を有する。いくつかの実施態様においては、呼吸で吸い込まれる可能性がある繊維は、約3マイクロメートル未満の平均直径を有する。逆に、本明細書で使用するとき、「呼吸で吸い込まれる可能性がない(non−respirable)」という用語は、動物によってその動物の肺にまで吸引されることが不可能な繊維を指す。典型的には、呼吸で吸い込まれる可能性がない繊維は、少なくとも約3マイクロメートルの平均直径を有する。いくつかの実施態様においては、呼吸で吸い込まれる可能性がない繊維は、少なくとも約5マイクロメートルの平均直径を有する。
【0030】
I.組成物
本発明の組成物には複数の構成成分が含まれていて、得られる製品に所望の特性を与えている。さらに、本発明の組成物は構造的な形状を有していて、それが、得られる製品に所望の特性をさらに与えている。組成物の構成成分および構造的な形状について、以下に説明する。
【0031】
A.組成物の構成成分
本発明の組成物には、膨張性材料、生体溶解性繊維、加熱処理シリカ繊維が含まれ、さらに、1種または複数の任意成分としての繊維、バインダーおよびその他の添加物が含まれていてもよい。それぞれのタイプの構成成分について、以下に説明する。
【0032】
1.膨張性材料
本発明の組成物には、1種または複数の膨張性材料が含まれる。1種または複数の膨張性材料を含む組成物は、加熱されると膨張することができ、取付け材料として用いた場合、典型的には、汚染制御要素と汚染制御機器のハウジングとの間に充分な圧力を与えて、支持的で保護的なシールを形成することができる。いくつかの実施態様においては、そのような組成物は弾性的に圧縮可能な状態にとどまっていて、物理的ショックに対して、その汚染制御要素にとってクッションの役目を果たすことができる。
【0033】
好適な膨張性材料としては以下のものが挙げられる:未膨張のバーミキュライト、バーミキュライト鉱石、ハイドロバイオタイト、水膨潤性合成テトラケイ酸フッ素(tetrasilicic fluorine)タイプの雲母(米国特許第3,001,571号明細書(ハッチ(Hatch))に記載)、ケイ酸アルカリ金属顆粒(たとえば、米国特許第4,521,333号明細書(グラハム(Graham)ら)に記載されているようなもの)、膨張性グラファイト、それらの組合せなど。その他好適な膨張性材料としては、たとえばスリー・エム(3M)(ミネソタ州セントポール(St.Paul,MN))から商品名「エクスパントロール(EXPANTROL)4BW」として販売されている顆粒が挙げられる。それらの膨張性材料のいくつかは、約200℃または約300℃超の温度に加熱した場合、厚み方向に10パーセントを超える自由膨張を示すことができる。さらに、それらの膨張性材料のいくつかは、加熱した場合に、約50パーセントを超える自由膨張を示すことができる。
【0034】
本発明において使用される膨張性材料は、約300マイクロメートル(μm)を超える平均粒径を有しているのが好ましい。いくつかの実施態様においては、膨張性材料の一部が、300μm未満ではあるが150μmを超える粒径を有していてもよい(すなわち、それらの粒子は100メッシュのスクリーンを通過しない)。典型的には、膨張性材料は、約300μmより大きく約2000μmまでの範囲の平均粒径を有している。一つの望ましい実施態様においては、本発明において使用される膨張性材料が、約300μmより大きく約800μmまでの範囲の平均粒径を有している。
【0035】
組成物中に含まれる膨張性材料の量は、広い範囲で変化させることができる。典型的には、膨張性材料は組成物中に、組成物の全乾燥重量を基準にして、約80wt%(pbw)まで(または、約70、60、50、40、30、20、もしくは10pbwまで)の量で存在させる。一つの例示的な実施態様においては、組成物に、その組成物の全乾燥重量を基準にして0超〜約80pbwまで、約10〜約70pbw、約25〜約60pbw、または約35〜約50pbwの1種または複数の膨張性材料が含まれる。
【0036】
2.繊維
本発明の組成物には、以下において説明するような1種または複数のタイプの繊維が含まれる。
【0037】
a.生体溶解性繊維
本発明の組成物には生体溶解性繊維が含まれる。本明細書で使用するとき、「生体溶解性繊維(biosoluble fiber)」という用語は、生理学的媒体または模擬的な生理学的媒体の中で分解すること可能な繊維を指す。生理学的媒体としては、典型的には気道、たとえば動物またはヒトの肺に見出される体液のようなものが挙げられるが、これに限定される訳ではない。本明細書で使用するとき、「耐久性がある(durable)」という用語は、生体溶解性ではない繊維を指す。
【0038】
生体溶解性は、繊維を試験動物に直接植え込んで観察するか、あるいは、繊維に暴露されたことがある動物またはヒトを検査することによって、評価することができる。生体溶解性はさらに、模擬的な生理学的媒体たとえば生理食塩液、緩衝生理食塩液などの中で、時間の関数として繊維の溶解性を測定することによっても評価することができる。溶解性を測定するそのような方法の一つが、米国特許第5,874,375号明細書(ゾイタス(Zoitas)ら)に記載されている。
【0039】
典型的には、生体溶解性繊維は、約1年以内に生理学的媒体の中に溶解するか、実質的に溶解する。本明細書で使用するとき、「実質的に溶解する」という用語は、少なくとも約75wt%が溶解する繊維を指す。いくつかの実施態様においては、約6ヶ月以内に、繊維の少なくとも約50%が生理学的媒体の中に溶解する。また別な実施態様においては、約3ヶ月以内に、繊維の少なくとも約50%が生理学的流体の中に溶解する。さらにまた別な実施態様においては、少なくとも約40日以内に、生体溶解性繊維の少なくとも約50%が生理学的流体の中に溶解する。たとえば、繊維は、ラットにおいて、気管内に点滴注入した後に、高温断熱繊維の生体残留性(biopersistence)試験に合格するかどうか(すなわち、その繊維の半減期が40日未満である)のフラウンホーファー・インスティチュート(Fraunhofer Institut)によって証明することができる。
【0040】
繊維の生体溶解性を評価するためのさらに別なアプローチ方法としては、繊維の組成を基準としたものがある。たとえば、ドイツ国では、発ガン性指数(carcingenicity index、KI値(KI value))を基準にして、呼吸で吸い込まれる可能性がある無機酸化物繊維を分類している。KI値は、無機酸化物繊維の中のアルカリ金属酸化物およびアルカリ土類金属酸化物のwt%を合計したものから、酸化アルミニウムのwt%を2倍したものを引き算することにより計算する。生体溶解性である無機繊維は、典型的には、約40以上のKI値を有している。
【0041】
本発明の一つの望ましい実施態様においては、生体溶解性繊維には生体溶解性無機繊維が含まれる。本発明において使用するのに適した生体溶解性無機繊維には、典型的には、シリカと併せて、無機酸化物たとえば、Na2O、K2O、CaO、MgO、P2O5、Li2O、BaO、またはそれらの組合せが含まれるが、これらに限定される訳ではない。生体溶解性無機繊維の中にはその他の金属酸化物やその他のセラミック構成成分が含まれていてもよいが、ただし、それらの構成成分自体は所望の溶解性は有していないが、存在量が充分に低く、そのため繊維が全体として、生理学的媒体の中で依然として分解可能であるという条件下においてである。そのような金属酸化物としては、たとえば、Al2O3、TiO2、ZrO2、B2O3、および酸化鉄が挙げられる。生体溶解性無機繊維にはさらに、その繊維が生理学的媒体または模擬的な生理学的媒体の中で分解可能であるというレベルで、金属構成成分が含まれていてもよい。
【0042】
一つの実施態様においては、生体溶解性無機繊維には、シリカ、マグネシウム、およびカルシウムの酸化物が含まれる。これらのタイプの繊維は、典型的にはケイ酸マグネシウムカルシウム繊維と呼ばれる。ケイ酸マグネシウムカルシウム繊維には通常、約10wt%未満の酸化アルミニウムが含まれる。いくつかの実施態様においては、その繊維には、約45〜約90wt%のSiO2、約45wt%までのCaO、約35wt%までのMgO、および約10wt%未満のAl2O3が含まれる。たとえば、その繊維には、約55〜約75wt%のSiO2、約25〜約45wt%のCaO、約1〜約10wt%のMgO、および約5wt%未満のAl2O3が含まれていてもよい。
【0043】
さらなる実施態様においては、その生体溶解性無機繊維にシリカおよびマグネシアの酸化物が含まれる。これらのタイプの繊維は、典型的にはケイ酸マグネシウム繊維と呼ばれる。そのケイ酸マグネシウム繊維には通常、約60〜約90wt%のSiO2、約35wt%までのMgO(典型的には、約15〜約30wt%のMgO)、および約5wt%未満のAl2O3が含まれる。たとえば、その繊維には、約70〜約80wt%のSiO2、約18〜約27wt%のMgO、および約4wt%未満の他の微量元素が含まれていてもよい。
【0044】
好適な生体溶解性無機酸化物繊維は、下記の特許に記載されている:米国特許第5,332,699号明細書(オールズ(Olds)ら);米国特許第5,585,312号明細書(テン・アイク(Ten Eyck)ら);米国特許第5,714,421号明細書(オールズ(Olds)ら);米国特許第5,874,375号明細書(ゾイタス(Zoitas)ら);および欧州特許出願第02078103.5号明細書(出願日2002年7月31日)。生体溶解性無機繊維を形成するためには各種の方法が使用でき、そのような方法としてはたとえば、ゾルゲル形成法、結晶成長法、溶融成形法たとえば紡糸またはブロー成形などが挙げられるが、これらに限定される訳ではない。
【0045】
生体溶解性繊維は、ユニフラックス・コーポレーション(Unifrax Corporation)(ニューヨーク州ナイヤガラ・フォールズ(Niagara Falls,NY))から、商品名「アイソフラックス(ISOFRAX)」および「インサルフラックス(INSULFRAX)」として市販されている。その他の生体溶解性繊維が、サーマル・セラミックス(Thermal Ceramics)(所在地、ジョージア州オーガスタ(Augusta,GA))から、商品名「スーパーウール(SUPERWOOL)」として販売されている。たとえば、スーパーウール(SUPERWOOL)607には、60〜70wt%のSiO2、25〜35wt%のCaO、4〜7wt%のMgO、および微量のAl2O3が含まれている。スーパーウール(SUPERWOOL)607MAXは、すこし高めの温度で使用することが可能であり、それには、60〜70wt%のSiO2、16〜22wt%のCaO、12〜19wt%のMgO、および微量のAl2O3が含まれている。
【0046】
本発明において使用するのに好適な生体溶解性無機繊維は、広い範囲の平均直径および平均長さをとることができる。平均繊維直径が約0.05マイクロメートル〜約15マイクロメートルの範囲の生体溶解性無機繊維が市販されている。いくつかの実施態様においては、生体溶解性無機繊維が約0.1マイクロメートル〜約5マイクロメートルの範囲の平均繊維直径を有している(すなわち、その繊維は呼吸で吸い込まれる可能性がある繊維である)。生体溶解性無機繊維の平均直径が小さくなるにつれて、一定の容積のシート材料の中に組み入れられる繊維の量が増加していく。繊維の密度が高くなるようにして調製したシート材料ほど、弾力性と屈曲性に優れている傾向がある。別な実施態様においては、その生体溶解性無機繊維が約3.0マイクロメートル超、あるいは約5マイクロメートル超の平均繊維直径を有している(すなわち、その繊維は呼吸で吸い込まれる可能性がない繊維である)。さらに他の実施態様においては、所定の組成物を形成するのに使用される生体溶解性無機繊維が、呼吸で吸い込まれる可能性がない繊維と、呼吸で吸い込まれる可能性がある繊維との混合物を含む。
【0047】
生体溶解性無機繊維は、典型的には、約0.1センチメートル〜約3センチメートルの範囲の平均繊維長さを有している。一般的に、生体溶解性無機繊維の長さはさほど重要ではないが、それは、選択されたいかなる繊維も、製造プロセスの過程で、所望により破断させてより短いものとすることが可能であるからである。
【0048】
本発明の組成物には、組成物の全乾燥重量を基準にして、少なくとも約10wt%、そして多くとも90wt%の生体溶解性繊維を含んでいるのが望ましい。典型的には、本発明の組成物には、組成物の全乾燥重量を基準にして、約16〜約80wt%(または約20〜約80wt%、約30〜約60wt%、約40〜約50wt%)の生体溶解性繊維を含む。一つの望ましい実施態様においては、本発明の組成物には、組成物の全乾燥重量を基準にして、約20〜約60wt%の生体溶解性繊維を含む。
【0049】
b.加熱処理シリカ繊維
本発明の組成物にはさらに、加熱処理シリカ繊維が含まれる。本明細書で使用するとき、「加熱処理シリカ繊維」という用語は、(i)繊維の全重量を基準にして、約67wt%(pbw)より高いシリカ含量を有し、そして(ii)少なくとも約400℃の加熱処理温度に少なくとも約5分間の熱処理時間をかけて繊維を暴露させることを含む熱処理に暴露させた、シリカ繊維を指す。本発明において使用される加熱処理シリカ繊維は、繊維の全重量を基準にして、約67pbwより多く、最高99.9pbwものシリカを含んでいてもよい。典型的には、加熱処理シリカ繊維には、繊維の全重量を基準にして、約67pbwより多く、最高95.0pbwものシリカを含む。一つの望ましい実施態様においては、本発明の加熱処理シリカ繊維には、繊維の全重量を基準にして、約92.0pbw〜約95.0pbwのシリカと約8.0pbw〜約5.0pbwのアルミナとが含まれる。
【0050】
さらに、本発明において使用される加熱処理シリカ繊維は、少なくとも約400℃または500℃(あるいは、600℃、700℃、800℃、900℃もしくは1000℃、またはそれ以上)の加熱処理温度で、少なくとも約5分間(10分間、15分間、20分間、25分間、30分間、もしくは5分刻みで約60分間まで、またはそれ以上)の加熱処理時間をかけて繊維を暴露することにより、加熱処理してもよい。一つの例示的実施態様においては、本発明において使用される加熱処理シリカ繊維は、(i)繊維を、室温から約600℃〜約1100℃の範囲の最高加熱処理温度まで加熱し、(ii)その最大加熱処理温度で約5〜約60分間(より典型的には約60分間)の加熱処理時間維持し、そして、(iii)その繊維を放冷して室温とする、ことにより加熱処理する。一つの望ましい実施態様においては、本発明において使用される加熱処理シリカ繊維は、(i)繊維を、室温から少なくとも約850℃(望ましくは約850℃〜約1050℃)の最高加熱処理温度まで加熱し、(ii)その最高加熱処理温度で少なくとも約60分間(典型的には約60分間)の加熱処理時間維持し、そして(iii)その繊維を放冷して室温とする、ことにより加熱処理する。
【0051】
膨張性材料と上述の生体溶解性繊維とだけを含む(すなわち、加熱処理シリカ繊維は含まない)組成物は、取付け材料として使用したときに、高温(すなわち、約600℃〜約950℃)における所望の取付け性能を示すことが可能であるが、その組成物は、中間的な温度(すなわち、約400℃〜約600℃)および低温(すなわち、約400℃未満)では、同じような性能を示さない、ということが見出された。加熱処理シリカ繊維を加えることによって、中間的な温度および低温であっても、汚染制御機器の内部における汚染制御要素の位置を保持する、その組成物の性能が改良されることが見出されたが、これについては以下の実施例で示す。
【0052】
加熱処理シリカ繊維を形成させるためには各種の方法が利用できるが、そのようなものとしては、浸出法たとえば、米国特許第2,624,658号明細書、米国特許第2,718,461号明細書、および米国特許第6,468,932号明細書に開示されている方法;および加熱処理法、たとえば米国特許第3,498,774号明細書、および米国特許第4,038,214号明細書に開示されている方法などが挙げられるが、これらに限定される訳ではない(これらの特許のすべての主題は、そのすべてを参照により本明細書に援用する)。
【0053】
加熱処理された高シリカ含量繊維の例としては、ヒトコ・カーボン・コンポジッツ・インコーポレーテッド(Hitco Carbon Composites,Inc.)(カリフォルニア州ガーディーナ(Gardena,CA))から、商品名レフラジル(REFRASIL)(登録商標)、およびベルケム・ファイバー・マテリアルズ・GmbH(belChem Fiber Materials GmbH)(独国フライベルク(Freiberg,GERMANY))から商品名ベルコテックス(BELCOTEX)(登録商標)として市販されているものがある。たとえば、レフラジル(REFRASIL)(登録商標)F100繊維には約96〜99wt%のSiO2が含まれているのに対して、ベルコテックス(BELCOTEX)(登録商標)繊維には約94.5wt%のSiO2が含まれている。
【0054】
本発明において使用するのに好適な加熱処理シリカ繊維は、広い範囲の平均直径および平均長さをとることができる。平均繊維直径が約0.05マイクロメートル〜約15マイクロメートルの範囲の加熱処理シリカ繊維が市販されている。いくつかの実施態様においては、その加熱処理シリカ繊維は、約5.0マイクロメートル〜約10.0マイクロメートルの平均繊維直径を有している(すなわち、その繊維は呼吸で吸い込まれる可能性がない繊維である)。しかしながら、別な実施態様においては、その加熱処理シリカ繊維が約5.0マイクロメートル未満の範囲の平均繊維直径を有している(すなわち、その繊維は呼吸で吸い込まれる可能性がある繊維である)。加熱処理シリカ繊維の平均直径が小さくなるにつれて、一定の容積のシート材料の中に組み入れられる繊維の量が増加していく。繊維の密度が高くなるようにして調製したシート材料ほど、弾力性と屈曲性に優れている傾向がある。さらに他の実施態様においては、所定の組成物を形成するのに使用される加熱処理シリカ繊維が、呼吸で吸い込まれる可能性がない繊維と、呼吸で吸い込まれる可能性がある繊維との混合物を含む。
【0055】
加熱処理シリカ繊維は、典型的には、約0.1センチメートル〜約3センチメートルの範囲の平均繊維長さを有している。一般的に、加熱処理シリカ繊維の長さはさほど重要ではないが、それは、選択されたいかなる繊維も、製造プロセスの過程で、所望により破断させてより短いものとすることが可能であるからである。
【0056】
本発明の組成物には、組成物の全乾燥重量を基準にして、0wt%を超え、99wt%までの加熱処理シリカ繊維を含む。典型的には、その組成物には、組成物の全乾燥重量を基準にして、少なくとも約4.0wt%で多くとも90wt%(または、約10〜約90wt%、約20〜約80wt%、約30〜約60wt%、約40〜約50wt%)の加熱処理シリカ繊維を含む。本発明の組成物には、組成物の全乾燥重量を基準にして、望ましくは約5.0〜約40wt%、より望ましくは約8.0〜約20wt%の加熱処理シリカ繊維を含む。
【0057】
c.任意成分の追加の繊維
組成物には場合によっては、上述の繊維に加えてその他の無機繊維が含まれていてもよい。存在させるならば、その追加の無機繊維が呼吸で吸い込まれる可能性がない繊維であるのが望ましいが、呼吸で吸い込まれる可能性がある繊維を追加として使用することも可能ではある。好適な追加の繊維としては、セラミック材料たとえば、セラミック酸化物、セラミック窒化物、ガラス材料、またはそれらの組合せから形成された繊維が挙げられるが、これらに限定される訳ではない。本明細書で使用するとき、「ガラス」という用語は、結晶相の明確な線や他の徴候が少なくとも実質的に存在しない、ぼやけたX線回折パターンを有する酸化物のような、非晶質の無機材料を指す。
【0058】
追加の無機繊維を存在させる場合、組成物中に組み入れるその量は、広い範囲で変化させることができる。典型的には、本発明の組成物には、組成物の全乾燥重量を基準にして、約15wt%までの追加の無機繊維を含んでいてもよい。いくつかの実施態様においては、その組成物には、組成物の全乾燥重量を基準にして、約10wt%まで、約5wt%まで、または約3wt%までの追加の無機繊維を含んでいる。
【0059】
追加の無機繊維は、上述の生体溶解性繊維および加熱処理シリカ繊維の繊維長さと同程度の繊維長さを有していてもよい。望む供給源から追加の無機繊維を入手したときに、それが所望の長さよりも長かったような場合には、繊維を刻んだり、切断したり、あるいはその他の方法で、所望の繊維長さにまで短くすることができる。追加の無機繊維は、典型的には、約0.1cm〜約1cmの範囲の平均長さを有する。
【0060】
3.バインダー
本発明の組成物には、1種または複数のバインダーが含まれていてもよい。好適なバインダーとしては有機バインダーが挙げられるが、無機バインダーまたはそれらの組合せが含まれていてもよい。
【0061】
本発明の一つの例示的な実施態様においては、組成物に、1種または複数のポリマーまたは有機バインダーを含む。そのようなバインダーを使用することにより、その組成物の成形時および取扱時における弾力性および屈曲性を向上させることができる。たとえば、組成物がシート材料たとえば汚染制御機器のための取付け用マットの形状である場合には、汚染制御要素のまわりをその取付け用マットで、より容易に包み込むことができる。そのような機器において遭遇する操作温度では、典型的には、有機成分は分解するか、燃え尽きるか、あるいはその他の形で消失する。したがって、その有機成分は典型的には、組成物の恒久的構成成分というよりは、一時的な成分である。
【0062】
その取付け用マットが湿式レイド法または改良製紙法を用いて製造されている場合には、ポリマー系またはその他の有機バインダーが特に有用であるが、乾式レイド法で製造されたマットでも、そのようなバインダーを組み入れればメリットがある。1種または複数の有機バインダーを、マットの本体の中に組み入れてもよいし、および/またはマットのためのコーティングとして使用してもよい。マットには、極めて少量の有機バインダー(1wt%未満)を含んでいてもよいし、有機バインダーをまったく含んでいなくてもよい。
【0063】
好適なポリマーバインダーは熱可塑性であっても熱硬化性であってもよく、また、各種の形態の固形物として使用してもよいし、あるいは固形分含量100パーセントの組成物を含む液状物、溶液、分散液、ラテックス、エマルション、それらの組合せなどとして使用してもよい。いくつかの実施態様においては、そのポリマーバインダーがエラストマーである。好適なポリマーとしては以下のようなものが挙げられるが、これらに限定される訳ではない:天然ゴム、スチレンおよびブタジエンを含めた2種以上の共重合性化学種のコポリマー、ブタジエンおよびアクリロニトリルを含めた2種以上の共重合性化学種のコポリマー、(メタ)アクリレートポリマーおよびコポリマー、ポリウレタン、シリコーン、ポリエステル、ポリアミド、セルロース系ポリマー、その他のエラストマーポリマー、またはそれらの組合せ。
【0064】
組成物には、乾燥重量基準で、約0.1〜約15wt%、約0.5〜約12wt%、または約1〜約10wt%の有機バインダーが含まれていてよい。
【0065】
いくつかの実施態様においては、そのポリマーバインダーが、アクリル含有および/またはメタクリレート含有ラテックス組成物である。そのようなラテックス組成物は、クリーンに燃焼して、望ましくない量の毒性または腐食性の副生物を発生しない傾向がある。好適なアクリル系エマルションの例としては以下のものが挙げられるが、これらに限定される訳ではない:ローム・アンド・ハース(Rohm & Haas)(ペンシルバニア州フィラデルフィア(Philadelphia,PA)から商品名「ロープレックス(RHOPLEX)HA−8」(固形分44.5wt%の、アクリル系コポリマーの水性エマルション)として市販されているもの、およびエア・プロダクツ(Air Products)(ペンシルバニア州アレンタウン(Allentown,PA))から商品名「エアフレックス(AIRFLEX)600BP」(固形分55%のエチレン酢酸ビニルコポリマー)として市販されているもの。
【0066】
搭載された汚染制御要素(たとえば、モノリシック触媒要素またはキャリヤー)を、その汚染制御機器(たとえば、触媒コンバーター)の長さ方向の軸に沿って移動させるのに必要な力の大きさは、その汚染制御要素の上の取付け用マットによって発揮される保持力に直接関連する。本発明の取付け用マットの配合を用いた場合、その汚染制御機器の高い操作温度で容易には燃えないようなバインダー(たとえば、シリコーンラテックスバインダー)を、その温度で容易に燃焼するバインダー(たとえば、アクリル系ラテックスバインダー)に代えて使用することによって、取付け用マットによって発揮される保持力が顕著に増大する。このような方法によって、その要素を軸に沿って移動させるのに必要となる力の大きさを顕著に増やすことが可能である。
【0067】
いかなる理論にも必然的に拘束されることを望むものではないが、この挙動における違いは、少なくとも部分的には、高温に暴露させたときに、ほとんどが燃え尽きてしまうラテックスバインダーの場合よりも、シリコーンバインダーを用いると、シリコーンが固体のSiO2となることが可能であるために、その重量損失が少なくてすむことの結果であろうと考えられる。さらに、典型的には、シリコーンバインダーを燃焼させるには、より高い温度が必要である。たとえば、シリコーンラテックスバインダーは一般に約200℃までは安定であるが、アクリル系ラテックスバインダーは一般に約150℃までしか安定でない。取付け材料の損失が少ないので、汚染制御機器を運転した後では、典型的には、その取付け材料が原因の圧力損失がより少ない。
【0068】
たとえば、空気中またはN2ガス雰囲気のいずれにおいても、高温に暴露させると、ダウ・コーニング(Dow Corning)のDC85シリコーンバインダーは、エアフレックス(Airflex)600BPアクリル系ラテックスバインダーよりもずっと後に燃え尽きるということが見出された。ディーゼルエンジン用途およびいくつかの直接噴射ガソリンエンジン用途においては、取付け用マットバインダーは、典型的には、約200℃〜約300℃の範囲の操作温度に暴露される。そのような比較的低い温度では、有機バインダー、特にシリコーンバインダーの燃焼/分解はかなり遅い。シリコーンバインダーの少なくとも約30%までが、その取付け材料の中に残り(すなわち、燃え尽きない)、そのためにバインダーの損失が原因の体積減少がすくなくなることが見出された。
【0069】
ポリマー繊維もまた、取扱い性、屈曲性、弾力性、またはそれらの性質を組み合わせて改良するための、組成物の中のバインダー構成成分として使用することもできる。その組成物がシート材料の形態の場合、ポリマー繊維は、そのシート材料の加工性を向上させ、湿時強度を改良する傾向がある。ポリマーバインダーの場合と同様に、ポリマー繊維も、その組成物を汚染制御機器において使用した場合には、1回または複数の加熱サイクルの後には燃え尽きる(すなわち、分解するかまたは消失する)傾向がある。
【0070】
ポリマー繊維は、ポリマーバインダーに関して先に述べた各種のポリマーから形成させることができる。組成物には、乾燥重量基準で、約5wt%までのポリマー繊維が含まれていてもよい。いくつかの実施態様においては、組成物には約2wt%まで、または約1wt%までのポリマー繊維が含まれる。たとえば、組成物には乾燥重量基準で、約0.1〜約2wt%、または約0.2〜約1.0wt%のポリマー繊維が含まれていてもよい。そのポリマー繊維は、ステープル繊維であってもよいし、あるいはフィブリル化繊維であってもよい。一つの実施態様においては、そのポリマー繊維が、約0.5〜約5デニールの範囲のステープル繊維である。
【0071】
好適なポリマーバインダーを単独で使用してもよいし、あるいは、追加の構成成分と組み合わせて使用してもよい。追加の構成成分としては、モノマー、可塑剤、充填剤、粘着付与剤、界面活性剤、またはその他の変性剤が挙げられるが、これらに限定される訳ではない。
【0072】
好適な無機バインダー材料としては以下のものが挙げられるが、これらに限定される訳ではない:コロイド粒子;スリー・エム・イノベーティブ・プロパティーズ・カンパニー(3M Innovative Properties Company)(ミネソタ州セントポール(St.Paul,MN))に譲渡された国際公開第03/031368号パンフレットに開示されているような無機マイカ系バインダー(その特許の主題のすべてを、参照により本明細書に援用する);およびアール・ティー・ヴァンダービルト・カンパニー・インコーポレーテッド(R.T.Vanderbilt Company,Inc.)(コネチカット州ノーウォーク(Norwalk,CT))から市販されている、ディキシー・クレー(DIXIE CLAY)(登録商標)製品。本発明の組成物中に存在させる場合には、国際公開第03/031368号パンフレットに記載のマイカ系バインダーは、マットの全乾燥重量を基準にして、約5.0wt%未満の量で存在させる。典型的には、マイカ系バインダーは、マットの全乾燥重量を基準にして、約2.0wt%未満または1.0wt%未満の量で存在させる。本発明のほとんどの実施態様においては、その組成物にはマイカ系バインダー材料を全く含まない。
【0073】
4.添加物
本発明のマットには、得られた製品に所望の特性を付与するための、1種または複数の添加物が含まれていてもよい。好適な添加物としては以下のものが挙げられるが、これらに限定される訳ではない:可塑剤、湿潤剤、消泡剤、ラテックス凝固剤、クレー、軽量充填剤、耐火性充填剤、金属繊維、またはそれらの組合せ。
【0074】
いくつかの実施態様においては、その組成物がシート材料の形態であり、そのシート材料には、そのシート材料のエッジへのエロージョンを最小とするためのエッジ保護材が含まれる。そのようなエロージョンは、そのシート材料を汚染制御機器に使用した場合なら、たとえば排気ガスが原因となりうる。好適なエッジ保護材としては、たとえば、シートのエッジの上に設けた金属製金網や、米国特許第6,245,301号明細書(ストルーム(Stroom)ら)に開示されているような、バインダーとガラスの混合物を挙げることができる。当業者公知のその他のエッジ保護材を使用することもできる。
【0075】
B.組成物の構造的な形状
上述の本発明における組成物の構成成分は、単一のシートの形状としてもよいし、あるいは、多層物品の1層または複数の層を形成していてもよい。本発明の一つの望ましい実施態様においては、その組成物が、1種または複数の上述の組成物構成成分を含む、単一のシート材料の形態である。単一のシート材料として存在させる場合には、その組成物は、典型的には、約10cm(4インチ)まで、より典型的には約4cm(1.57インチ)までの平均シート厚みを有している。
【0076】
本発明の他の実施態様においては、その組成物を、2層以上の明白な層を含む多層構成の形態とすることも可能である。それぞれの層は独立して、類似の組成を有するか、あるいは他の層、コーティング、膜、または各種その他の層とは異なったシート組成を有するシート材料の形態であってもよい。一つの例示的な実施態様においては、その多層物品には、上述の組成物構成成分の1種または複数またはすべてを含む第一のシート材料と、その第一のシート材料に貼り付けられた第二のシート材料とが含まれ、ここで、その第二のシート材料には、セラミック繊維(たとえば、多結晶セラミック繊維など)またはガラス繊維(たとえば、S2ガラス繊維、Rガラス繊維、Eガラス繊維など)の不織マットまたは層が含まれる。特に、その第一のシート材料が高温に暴露されるような場合(たとえば、その汚染制御機器の中に入ってくるガスの温度が約900℃を超えるような場合)には、セラミック繊維の層を、汚染制御要素(たとえば、触媒要素)と第一のシート材料との間に位置させるのが望ましい。このようにすることで、セラミック繊維の層が、第一のシート材料を断熱して、有害な高温(たとえば、膨張性材料が繰り返して膨張できる性能を破壊するような温度)に暴露されることから保護することができる。さらに、特にその第一のシート材料が比較的低い温度に暴露されるような場合(たとえば、汚染制御機器の中に入ってくるガスの温度が約600℃未満であるような場合)には、ガラス繊維および/またはセラミック繊維の層を、第一のシート材料と汚染制御機器のハウジングとの間に位置するようにさせるのが望ましい。このようにすることで、ガラス繊維および/またはセラミック繊維の層が、第一のシート材料の温度を充分高く保って、その第一のシート材料の中の膨張性材料が少なくとも部分的に活性化される(すなわち、膨張する)様に機能することが可能となる。別な方法として、第一のシート材料が第二のシート材料の層の間に挟み込まれているのも望ましい。たとえば、セラミック繊維の層を汚染制御要素(たとえば、触媒要素)と第一のシート材料との間に位置させることができるし、また、ガラス繊維および/またはセラミック繊維の層を第一のシート材料と汚染制御機器のハウジングとの間に位置させることもできる。そのようなサンドイッチ構成は、第一のシート材料が比較的中間的な温度に暴露される場合(たとえば、汚染制御機器の中に入ってくるガスの温度が、約600℃〜約900℃の範囲であるような場合)には望ましいものとなるであろう。
【0077】
本発明の別な実施態様においては、三次元形状を有する物体に組成物を成形することもできる。三次元形状を有する好適な物体としては、押出し物品、ダイキャスト物品、および金型成形物品などが挙げられるが、これらに限定される訳ではない。
【0078】
II.組成物を製造するための方法
本発明はさらに、上述の組成物を製造するための方法も目的としている。組成物は、各種の慣用される製作技術により形成させることが可能である。代表的な一つの製作方法としては、上述の組成物の個々のシートを成形することが挙げられる。シート材料の複数の層を、必要があれば接着剤材料(または、存在させるのならば、ポリマーバインダー材料)を使用して、交互に積層してもよい。多層シート材料は、米国特許第5,853,675号明細書(ハワース(Howorth))の記載に従って、成形することも可能である。別な方法として、米国特許第6,051,193号明細書(ランガー(Langer)ら)の記載に従って、それらの層を互いの上に積み重ねていくことにより成形することも可能である。
【0079】
本発明の組成物から調製されたシート材料は、たとえば、製紙プロセスのような各種適切な技術などを使用して、成形することができる。製紙で使用される方法の一つの実施態様においては、バインダー材料を水に添加することによって、無機またはポリマーバインダーを調製する。その濃度と温度はいずれも、広い範囲で変化させることができる。いくつかの実施態様においては、温水、たとえば温度約30℃〜約75℃の水を使用して、スラリーを調製する。たとえば、その水の温度は約35℃〜約45℃とすることもできる。
【0080】
バインダー材料に水を添加して、希釈したスラリーを調製することも可能である。生体溶解性繊維および加熱処理シリカ繊維をそのスラリーに添加することができる。そのバインダー材料と繊維とを分散させるためには、いかなる剪断力をかけてもよい。いくつかの実施態様においては、低〜中程度の剪断力を、比較的短時間たとえば、1秒〜10分間、または約3〜80秒間かけて、繊維を分散させることができる。スラリーを中程度の速度で混合して、固形成分を懸濁状態に保ってもよい。他の成分、たとえば消泡剤およびポリマーバインダーを添加することもできる。
【0081】
たとえば酸性化剤のような、適切な凝固剤を添加することもできる。他の凝固剤、たとえば塩基の手段により凝固を起こさせるものを、慣用される方法に従って使用してもよい。凝固の際には、典型的には、(存在すれば)ポリマーバインダーのより大きな粒子が形成される。組成物中に存在する粒子状物質はいずれも、バインダーに結合して、繊維マトリックスの中にトラップされる傾向がある。すなわち、粒子状物質が、濾過のために使用されるスクリーンの目詰まりを起こすことはない。粒子状物質を繊維マトリックスに結合させることにより、スラリーからの水の抜き出しが容易となり、シート材料を調製するために必要な加工時間を短縮することが可能となる。
【0082】
膨張性材料(望ましくは、平均粒径が約300マイクロメートルより大のもの)は典型的には、凝固の後に添加する。添加順を特にこのようにすることで、スラリー中での固形物の分散やスラリーからの水の除去が容易とすることができる。しかしながら、この添加順は絶対というほどのものではなく、他の添加順も可能である。
【0083】
得られたスラリー組成物は、適切なスクリーンの上にキャスティングし、水を切り、加圧することができる。別な方法として、スラリーをワイヤメッシュまたはスクリーンの上に真空キャスティングすることによって層を形成させることもできる。得られた加圧シート材料を、各種適切な方法たとえば、空気乾燥またはオーブン乾燥により乾燥させることができる。採用可能な、標準的な製紙技術についての詳細は、たとえば、米国特許第3,458,329号明細書(オーエンス(Owens)ら)を参照されたい。
【0084】
シート材料を切断して、所望の形状、たとえば、取付け用マットとしての使用、または汚染制御機器の末端コーン領域における熱バリヤー(すなわち、断熱材料)としての使用に適した形状とすることができる。切断は、たとえば打抜きプロセスにより実施することができる。本発明の組成物から調製されたシート材料は、再現性よく切断されて、厳しい寸法公差を満たすことができる。それらのシート材料は、好適な取扱い特性を示すことが可能であり、手の中で砕けるほどには脆くない。たとえば、それらのシート材料は、ばらばらになることなく、汚染制御要素のまわりに容易かつしなやかに沿わせることが可能で、汚染制御機器の中で、弾力性があり、保護作用を有する担持的シールを形成する。
【0085】
本発明の組成物はさらに、ペーストの形状で調製することも可能である。ペーストを調製するためには、典型的には、全固形分を約30パーセントより高くする。いくつかの実施態様においては、固形分が約30〜約60パーセントである。ペーストは、典型的には、たとえば汚染制御要素と汚染制御機器のハウジングとの間の隙間に注入することが可能であるような、稠度と粘度とを有している。米国特許第5,736,109号明細書(ハワース(Howorth))に、ペーストを製造するために適したプロセスの記載がある。最初にスラリーを形成させ、次いでその水の幾分かを除去して固形分パーセントを上げることによって、ペーストを形成させることも可能である。さらに、そのペーストを使用して、シート材料や三次元物体を形成させることも可能である。シート材料または三次元物体を形成させるためには、その組成物を、三次元ダイにキャスティングするか、金型注入するか、またはダイを通して押出し加工する。
【0086】
本発明のさらなる実施態様においては、組成物が上述の膨張性材料と共に、ドライレイされる。
【0087】
公知の技術を用いて、シート材料の形態の中の1層または複数の単一層の組成物を他の同一、類似または異なった層と組み合わせて、多層物品を形成させてもよい。たとえば、そのシート材料の外側面の上に追加の層をコーティングしてもよい。さらに、先にも述べたように、任意成分の接着剤を使用して、シート材料の複数の層または他の層を交互に積層してもよい。材料の複数の層を組み合わせて多層物品を形成させるその他の機械的な方法としては、ニードルパンチ法やステッチ法などが上げられるが、それらに限定される訳ではない。
【0088】
以下の実施例を用いて本発明をさらに説明するが、いかなる点においても、それらの実施例が本発明の範囲を限定すると受け取ってはならない。それとは逆に、本明細書を読んだ後では、本発明の趣旨および/または添付の特許請求の範囲から逸脱することなく、当業者にとって自明となるであろう各種その他の実施態様、修正、および等価物の手段を取りうるということは明瞭に理解するべきである。
【実施例】
【0089】
模擬的な操作条件下における、汚染制御機器たとえば触媒コンバーター組立物における取付け用マットの耐久性および性能は、たとえば、エス・エー・イー・報文(SAE Paper)2004−01−0146、ナタン・ブルンナー(Nathan Brunner)「キャタリティック・コンバーター・ホット・バイブレーション・テスト・メソッズ・アト・スリー・エム・カンパニー(Catalytic Converter Hot Vibration Test Methods at 3M Company)」に記載の試験方法に従って測定することができる。そのエス・エー・イー・報文のすべてを、参照により本明細書に援用する。
【0090】
そのような試験方法に従って、それぞれ実施例1〜3による取付け用マットを、概略直径4.7インチ(約119.4mm)、長さ約3インチ(約76.2mm)、重量約260グラムの円筒状のコーディエライトモノリスの周りに巻き付ける。その巻き付けられたモノリスを、触媒コンバーターハウジングの中に、実施例で規定された搭載密度で詰めて、ガス入口温度500℃で加熱振動試験にかける。そのコンバーター集合体を、加熱入口ガスを用いての2時間の加熱と1時間の冷却とのサイクル5回により、熱的にコンディショニングさせる。コンディショニングをさせた後、2.7グラム−12dB(デシベル)の振動をかけながら、加熱入口ガスを用いて温度500℃で3時間の、計4時間のサイクルを用いた試験を開始する。一つのサイクルは1時間の冷却で終わるが、その際には集合体はほぼ周囲温度まで冷却する。第二の4時間サイクルを−9dBで開始、第三のサイクルは−6dBで開始というようにして、0dBになるまで続ける。その集合体がまだ完全であるようならば、その試験を0dBの4時間サイクルで、異常(failure)が起きるか、または所定の時間(典型的には72時間または96時間)に達するまで続ける。
【0091】
実施例1:
細断したシリカ繊維(直径7ミクロン、長さ6mmのベルコテックス(BELCOTEX)(登録商標)繊維、独国フライベルク(Freiberg,Germany)のベルケム・ファイバー・マテリアルズ・GmbH(belChem fiber materials GmbH)から入手可能)を熱処理するために、周囲温度の炉の中にその繊維を置いた。温度調節器の設定を950℃として、炉に電源を入れた。炉内の温度が950℃に達したら、繊維を1時間灼熱させておいてから、炉の電源を切断した。炉を周囲温度まで冷却し、繊維を取り出して、シートにした。
【0092】
27wt%の上述の加熱処理シリカ繊維、27wt%の生体溶解性繊維(スーパーウール(SUPERWOOL)607(ジョージア州オーガスタ(Augusta,GA))のサーマル・セラミック(Thermal Ceramic)から入手可能)、8wt%の酢酸ビニルラテックス固形分(エアフレックス(AIRFLEX)600BP、固形分約55%の酢酸ビニルラテックス、ペンシルバニア州アレンタウン(Allentown,PA)のエア・プロダクツ・ポリマーズ・エル・ピー(Air Products Polymers L.P.)から入手可能)、および38wt%の未膨張バーミキュライトの乾燥組成を有する、マットを調製した。
【0093】
ブレンダーに40℃に加温した3000mLの水道水を入れ、加熱処理シリカ繊維を加えて10秒間混合させることにより、スラリーを調製した。生体溶解性繊維を加え、低速度で5秒間混合した。そのスラリーを大きな混合容器に移し、ブレンダーからの繊維を、1000mLの40℃の水道水を用いて洗い、そのスラリーを容器に加えた。そのスラリーを、プロペラブレードミキサーを用いて中間速度で撹拌しながら、3滴の消泡剤(フォーマスター(FOAMASTER)111消泡剤)および酢酸ビニルラテックスを添加した。分散ができたら、11.4グラムの50wt%ミョウバン溶液(ゼネラル・ケミカルズ(General Chemicals))を加え、約2分間混合した。次いで未膨張バーミキュライトを加え、2分間混合した。そのスラリーを、80メッシュのスクリーンを有する寸法20.3mm×20.3mmのシートモールドの中に迅速に注入し、脱水させた。モールドを開き、その脱水させたシートの上に吸取り紙を置いて、めん棒を用いて8回ロールがけした。新しい吸取り紙を、シートの両面に置き、それを2枚の粗いスクリーンの間にはさんで、約414kPa〜552kPaの間の圧力で5分間加圧した。シートを取り出し、110℃の炉に入れ、約60分間かけて乾燥させた。シートを炉から取り出し、周囲温度および湿度で一夜コンディショニングさせた。
【0094】
得られたマットを、0.76g/ccの搭載密度になるように詰めて、前述のような加熱振動試験にかけた。試験は0dBレベルに達し、試験は72時間後まで継続された。マットおよび詰められた集合体には、何の異常も認められなかった。
【0095】
同様にして調製した、54wt%の生体溶解性繊維(スーパーウール(SUPERWOOL)607)、8wt%の乾燥ラテックス固形分(エアフレックス(AIRFLEX)600BP)、および38wt%の未膨張バーミキュライトからなるマットを、搭載密度1.01g/ccになるように詰めた。その詰め込まれた集合体について、堅牢性の試験を行ったところ、6.72時間後に−6dBレベルで異常が認められた。
【0096】
実施例2:
生体溶解性繊維(アイソフラックス(ISOFRAX)、ユニフラックス(Unifrax)から入手可能)を、約40℃に加温した水中、固形分約1.05wt%で、60秒間ずつ2回、パルプ化させた。そのスラリーを保持タンクにポンプ輸送し、希釈して固形分約0.84%とした。その希釈スラリーを、サイクロンセパレーターを通して第二の保持タンクにポンプ輸送すると、ショットが20%低下していた。前述のようにして加熱処理したシリカ繊維(ベルコテックス(BELCOTEX)(登録商標))を、固形分約0.37wt%で3分間かけてパルプ化し、生体溶解性繊維の入っているタンクに移して、そのスラリーをさらに希釈して固形分約0.35wt%とした。その希釈されたスラリーを加熱して40℃とし、ラテックス(エアフレックス(AIRFLEX)600BP)およびアルミン酸ナトリウム(繊維重量の1.18%)を加えたが、その間混合をして、スラリーを懸濁状態に維持した。約3分間後に、水中50wt%ミョウバン溶液(全スラリー重量を基準にして、ミョウバン0.18wt%)を添加して、ラテックスと繊維を沈降させた。次いで、スラリーをタンクの中に連続的にポンプ輸送し、そのスラリーに定量フィードされる未膨張のバーミキュライトと混合した。マニフォールドを通して、得られたスラリーをメッシュベルトの上にポンプ輸送した。真空を用いてそのスラリーを脱水し、約30〜40wt%の水を含むマットを形成させた。そのマットをローラーを用いて加圧し、一連のスチーム加熱回転缶を通過させて乾燥させると、31.1wt%の生体溶解性繊維、20.7wt%の加熱処理シリカ繊維、8.2wt%のラテックス固形分、および40wt%の未膨張バーミキュライトからなる乾燥組成物を含むマットが形成された。
【0097】
そのマットを、約0.70g/ccの搭載密度になるように詰めて、前述のようにして、入口ガス温度500℃で加熱振動試験にかけた。その試験は0dBレベルに達し、96時間(24回の完全サイクル)後に終了させた。マットおよび詰められた集合体における異常は、何も認められなかった。
【0098】
実施例3:
下記の点を除き、実施例2と同様にしてマットを調製した。生体溶解性繊維(アイソフラックス(ISOFRAX))は、固形分1.68wt%でパルプ化した。ショット除去のための水を用いた第一回目の希釈のあと、スラリーの固形分は約1.05wt%であった。加熱処理したシリカ繊維を、固形分0.32wt%でパルプ化すると、最終のスラリーは約0.629wt%の固形分を有していた。アルミン酸ナトリウムを、全乾燥繊維重量の1.15wt%のレベルで添加した。
【0099】
得られたマットは、39.6wt%の生体溶解性繊維、9.9wt%の加熱処理シリカ繊維、10.3wt%のラテックス固形分、および40.2wt%の未膨張バーミキュライトの乾燥組成を有していた。そのマットを、0.70g/ccの搭載密度で詰め込み、加熱ガス入口温度500℃を用いて、加熱振動試験にかけた。試験は0dBレベルに達し、試験は96時間後まで継続された。マットおよび詰められた集合体には、何の異常も認められなかった。
【0100】
実施例4
下記の点を除き、実施例3と同様にしてマットを調製した。ベルコテックス(BELCOTEX)(登録商標)高シリカ含量繊維を、900℃で加熱処理した。得られた取付け用マットは、約10.2wt%のベルコテックス(BELCOTEX)(登録商標)高シリカ含量繊維、約40.8wt%のアイソフラックス(ISOFRAX)1260生体溶解性繊維、約40wt%の未膨張バーミキュライト(ニューヨーク州ニューヨークのワン・ペン・プラザ(One Penn Plaza,New York,NY)にある、コメタルズ(Cometals)からのもの)、および約9wt%のエアフレックス(AIRFLEX)600BPアクリル系ラテックスバインダー、の乾燥組成を有していた。
【0101】
実施例5
上述の実施例4の記載に従い、それにおけるのと同じ構成成分を用いて、また別な取付け用マット材料を構成したが、ただし、アクリル系ラテックスバインダーを、同量のダウ・コーニング(Dow Corning)DC85シリコーンバインダーに置き換えた。
【0102】
ここに例示した取付け材料に対しては、各種の修正が可能であると考えられる。たとえば一般的には、本発明の取付け材料において使用される有機バインダーは、たとえば、アクリル系ラテックスバインダー、シリコーンバインダーまたはそれらの組合せを含むか、それらからなるか、またはそれらから実質的になっていてよい。
【0103】
本発明の取付け材料の乾燥重量組成は、次の範囲までは変更可能であると考えられる:(a)約2%〜約80wt%の範囲の加熱処理高シリカ含量繊維、(b)少なくとも最高約75wt%までの生体溶解性セラミック繊維、(c)約10%〜約75wt%の範囲の膨張性材料(たとえば、未膨張バーミキュライト)、および(d)約1%〜約15wt%の範囲の有機バインダー。全繊維含量(すなわち、シリカ繊維と生体溶解性繊維を合わせたもの)が少なくとも約10wt%となるようにするべきである。
【0104】
本発明による望ましい取付け材料の乾燥重量組成は以下のように変化させることが可能であると考えられる:(a)約5%〜約50wt%の範囲の加熱処理高シリカ含量繊維、(b)約10%〜約60wt%の範囲の生体溶解性セラミック繊維、(c)約20%〜約70wt%の範囲の膨張性材料(たとえば、未膨張バーミキュライト)、および(d)約2%〜約12wt%の範囲の有機バインダー。全繊維含量(すなわち、シリカ繊維と生体溶解性繊維を合わせたもの)が少なくとも約15wt%とすることができる。
【0105】
本発明の取付け材料の好適な乾燥重量組成は以下のように変化させることが可能である:(a)約5%〜約25wt%の範囲の加熱処理高シリカ含量繊維、(b)約20%〜約50wt%の範囲の生体溶解性セラミック繊維、(c)約25%〜約60wt%の範囲の膨張性材料(たとえば、未膨張バーミキュライト)、および(d)約4%〜約11wt%の範囲の有機バインダー。全繊維含量(すなわち、シリカ繊維と生体溶解性繊維を合わせたもの)が少なくとも約30wt%とすることができる。
【0106】
本明細書では、その特定の実施態様について詳しく記述してきたが、当業者ならば、上述のことを理解すれば、それらの実施態様に対する変更、変法、および等価物を容易に考案することが可能であるということは理解されたい。たとえば、本発明の組成物は、熱バリヤー(すなわち、断熱材料)、火災バリヤーまたは火災防壁、またはそれらの組合せとしても有用である。たとえば、本発明の組成物を、パイプ、加熱装置、または構造要素たとえばビルディングサポート(building support)などの周りを包み込んだり、他の方法で周りに置くことも有用である。本発明の組成物は、燃料電池のモノリシック構造の周辺でも有用である。したがって、本発明の範囲は、添付の特許請求の範囲およびその各種等価物の範囲として評価されるべきである。
【図面の簡単な説明】
【0107】
【図1】本発明の実施態様を取り入れた触媒コンバーターを、分解した形で示す斜視図である。
【図2】本発明の実施態様を取り入れたディーゼル排気微粒子フィルターの、中央部分長さ方向の断面図である。
【特許請求の範囲】
【請求項1】
取付け用マットであって:
(a)生体溶解性繊維、
(b)繊維の全重量を基準にして約67wt%(pbw)を超えるシリカ含量を有する加熱処理シリカ繊維、および
(c)膨張性材料、
を含むマット。
【請求項2】
前記マットが、マットの全乾燥重量を基準にして:
(a)約16〜約80wt%の生体溶解性繊維、
(b)約4〜約80wt%の加熱処理シリカ繊維、および
(c)約10〜約80wt%の膨張性材料、
を含む、請求項1に記載のマット。
【請求項3】
前記生体溶解性繊維が、Na2O、K2O、CaO、MgO、P2O5、Li2O、BaO、またはそれらの組合せを含む、請求項1または2に記載のマット。
【請求項4】
前記加熱処理シリカ繊維が、前記繊維を、少なくとも約5分間の加熱処理時間少なくとも約400℃の加熱処理温度に暴露させることを含む加熱処理に予め暴露されている、請求項1〜3のいずれか一項に記載のマット。
【請求項5】
前記加熱処理シリカ繊維が、前記繊維を、少なくとも約60分間の加熱処理時間少なくとも約850℃の加熱処理温度に暴露させることを含む加熱処理に予め暴露されている、請求項1〜3のいずれか一項に記載のマット。
【請求項6】
前記加熱処理シリカ繊維が、繊維の全重量を基準にして、約67pbw〜約99.9pbwの範囲のシリカ含量を有している、請求項1〜5のいずれか一項に記載のマット。
【請求項7】
前記膨張性材料が、未膨張バーミキュライト、膨張性グラファイト、またはそれらの組合せを含む、請求項1〜6のいずれか一項に記載のマット。
【請求項8】
前記膨張性材料が未膨張バーミキュライトを含む、請求項1〜6のいずれか一項に記載のマット。
【請求項9】
前記マットが、マットの全乾燥重量を基準にして、約5wt%までのマイカ系バインダー材料を含む、請求項1〜8のいずれか一項に記載のマット。
【請求項10】
前記マットが、マットの全乾燥重量を基準にして、約1wt%未満のマイカ系バインダー材料を含む、請求項1〜8のいずれか一項に記載のマット。
【請求項11】
前記マットが、マイカ系バインダー材料を一切含まない、請求項1〜8のいずれか一項に記載のマット。
【請求項12】
有機バインダーをさらに含む、請求項1〜11のいずれか一項に記載のマット。
【請求項13】
前記有機バインダーが、アクリル系ラテックスバインダーを含む、請求項12に記載のマット。
【請求項14】
前記加熱処理シリカ繊維が、呼吸で吸い込まれる可能性がない繊維である、請求項1〜13のいずれか一項に記載のマット。
【請求項15】
シート材料またはペーストの形態である、請求項1〜14のいずれか一項に記載のマット。
【請求項16】
請求項1〜15のいずれか一項に記載のマットを含む、汚染制御機器。
【請求項17】
前記マットが、ハウジングと、前記ハウジングの内部に位置する汚染制御要素との間に位置している、請求項16に記載の汚染制御機器。
【請求項18】
前記汚染制御要素が触媒コンバーターを含む、請求項16または17に記載の汚染制御機器。
【請求項19】
前記汚染制御要素がフィルター要素を含む、請求項16または17に記載の汚染制御機器。
【請求項20】
前記汚染制御要素と前記マットとの間に位置する第一の層、もしくは前記マットと前記ハウジングとの間に位置する第二の層、またはその両方をさらに含み、
ここで、前記第一の層がセラミック繊維を含み、前記第二の層がセラミック繊維、ガラス繊維、またはセラミック繊維とガラス繊維の両方を含む、
請求項16〜19のいずれか一項に記載の汚染制御機器。
【請求項1】
取付け用マットであって:
(a)生体溶解性繊維、
(b)繊維の全重量を基準にして約67wt%(pbw)を超えるシリカ含量を有する加熱処理シリカ繊維、および
(c)膨張性材料、
を含むマット。
【請求項2】
前記マットが、マットの全乾燥重量を基準にして:
(a)約16〜約80wt%の生体溶解性繊維、
(b)約4〜約80wt%の加熱処理シリカ繊維、および
(c)約10〜約80wt%の膨張性材料、
を含む、請求項1に記載のマット。
【請求項3】
前記生体溶解性繊維が、Na2O、K2O、CaO、MgO、P2O5、Li2O、BaO、またはそれらの組合せを含む、請求項1または2に記載のマット。
【請求項4】
前記加熱処理シリカ繊維が、前記繊維を、少なくとも約5分間の加熱処理時間少なくとも約400℃の加熱処理温度に暴露させることを含む加熱処理に予め暴露されている、請求項1〜3のいずれか一項に記載のマット。
【請求項5】
前記加熱処理シリカ繊維が、前記繊維を、少なくとも約60分間の加熱処理時間少なくとも約850℃の加熱処理温度に暴露させることを含む加熱処理に予め暴露されている、請求項1〜3のいずれか一項に記載のマット。
【請求項6】
前記加熱処理シリカ繊維が、繊維の全重量を基準にして、約67pbw〜約99.9pbwの範囲のシリカ含量を有している、請求項1〜5のいずれか一項に記載のマット。
【請求項7】
前記膨張性材料が、未膨張バーミキュライト、膨張性グラファイト、またはそれらの組合せを含む、請求項1〜6のいずれか一項に記載のマット。
【請求項8】
前記膨張性材料が未膨張バーミキュライトを含む、請求項1〜6のいずれか一項に記載のマット。
【請求項9】
前記マットが、マットの全乾燥重量を基準にして、約5wt%までのマイカ系バインダー材料を含む、請求項1〜8のいずれか一項に記載のマット。
【請求項10】
前記マットが、マットの全乾燥重量を基準にして、約1wt%未満のマイカ系バインダー材料を含む、請求項1〜8のいずれか一項に記載のマット。
【請求項11】
前記マットが、マイカ系バインダー材料を一切含まない、請求項1〜8のいずれか一項に記載のマット。
【請求項12】
有機バインダーをさらに含む、請求項1〜11のいずれか一項に記載のマット。
【請求項13】
前記有機バインダーが、アクリル系ラテックスバインダーを含む、請求項12に記載のマット。
【請求項14】
前記加熱処理シリカ繊維が、呼吸で吸い込まれる可能性がない繊維である、請求項1〜13のいずれか一項に記載のマット。
【請求項15】
シート材料またはペーストの形態である、請求項1〜14のいずれか一項に記載のマット。
【請求項16】
請求項1〜15のいずれか一項に記載のマットを含む、汚染制御機器。
【請求項17】
前記マットが、ハウジングと、前記ハウジングの内部に位置する汚染制御要素との間に位置している、請求項16に記載の汚染制御機器。
【請求項18】
前記汚染制御要素が触媒コンバーターを含む、請求項16または17に記載の汚染制御機器。
【請求項19】
前記汚染制御要素がフィルター要素を含む、請求項16または17に記載の汚染制御機器。
【請求項20】
前記汚染制御要素と前記マットとの間に位置する第一の層、もしくは前記マットと前記ハウジングとの間に位置する第二の層、またはその両方をさらに含み、
ここで、前記第一の層がセラミック繊維を含み、前記第二の層がセラミック繊維、ガラス繊維、またはセラミック繊維とガラス繊維の両方を含む、
請求項16〜19のいずれか一項に記載の汚染制御機器。
【図1】


【図2】
【図2】
【公表番号】特表2008−523267(P2008−523267A)
【公表日】平成20年7月3日(2008.7.3)
【国際特許分類】
【出願番号】特願2007−546715(P2007−546715)
【出願日】平成17年11月30日(2005.11.30)
【国際出願番号】PCT/US2005/043265
【国際公開番号】WO2006/065534
【国際公開日】平成18年6月22日(2006.6.22)
【出願人】(599056437)スリーエム イノベイティブ プロパティズ カンパニー (1,802)
【Fターム(参考)】
【公表日】平成20年7月3日(2008.7.3)
【国際特許分類】
【出願日】平成17年11月30日(2005.11.30)
【国際出願番号】PCT/US2005/043265
【国際公開番号】WO2006/065534
【国際公開日】平成18年6月22日(2006.6.22)
【出願人】(599056437)スリーエム イノベイティブ プロパティズ カンパニー (1,802)
【Fターム(参考)】
[ Back to top ]