
取扱治具、脱離治具、被粘着物の脱離方法及び被粘着物の製造方法
【課題】被粘着物のほとんどすべてを取り外すことができ、生産性及びリサイクル性に優れた取扱治具及びこの取扱治具が備える脱離治具、並びに、被粘着物のほとんどすべてを取り外すことができる被粘着物の脱離方法及びこの被粘着物の脱離方法を含む被粘着物の製造方法を提供すること。
【解決手段】粘着性表面を有する弾性部材を備えた保持治具9と、非粘着性表面21を有し、この非粘着性表面21が弾性部材9Bに隣接するように着脱可能に装着される脱離治具5とを備えて成る取扱治具1、並びに、脱離治具5を保持治具9の弾性部材9Bに非粘着性表面21が隣接するように配置する工程と、脱離具8を脱離治具5に向かって弾性部材9Bの粘着性表面に沿って相対的に移動させる工程とを有する被粘着物の脱離方法、及び、この被粘着物の脱離方法を含む被粘着物の製造方法。
【解決手段】粘着性表面を有する弾性部材を備えた保持治具9と、非粘着性表面21を有し、この非粘着性表面21が弾性部材9Bに隣接するように着脱可能に装着される脱離治具5とを備えて成る取扱治具1、並びに、脱離治具5を保持治具9の弾性部材9Bに非粘着性表面21が隣接するように配置する工程と、脱離具8を脱離治具5に向かって弾性部材9Bの粘着性表面に沿って相対的に移動させる工程とを有する被粘着物の脱離方法、及び、この被粘着物の脱離方法を含む被粘着物の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、取扱治具、脱離治具、被粘着物の脱離方法及び被粘着物の製造方法に関し、さらに詳しくは、被粘着物のほとんどすべてを取り外すことができ、生産性とリサイクル性とに優れた取扱治具及びこの取扱治具が備える脱離治具、並びに、被粘着物のほとんどすべてを取り外すことができる被粘着物の脱離方法及びこの被粘着物の脱離方法を含む被粘着物の製造方法に関する。
【背景技術】
【0002】
従来、例えば、チップコンデンサ等の小型部品等を製造する際等に、この小型部品等を製造可能な小型部品用部材等をその表面に粘着保持可能な保持治具が用いられている。例えば、特許文献1に記載の保持治具は「少なくとも表面部が粘着性を有するゴム弾性材で形成され、その粘着力により小型部品をその弾性材表面において密着保持可能であることを特徴とする」(特許文献1の請求項1参照)。また、特許文献2の電子部品の保持治具は「支持平板と、前記支持平板の主面に設けられ、電子部品を粘着させた状態で保持する粘着材層と、前記粘着材層の周縁部に設けられた非粘着部分又は粘着材層よりも粘着力の小さい低粘着部分と、を備え、前記粘着剤層と前記低粘着部分との間には、前記電子部品が隠れない大きさの段差が設けられている又は段差が存在しないことを特徴とする」(特許文献2の請求項1参照。)。
【0003】
このような保持治具を用いて小型部品等を製造等するには、小型部品は被粘着物として保持治具に粘着保持された状態で各種の製造工程等に供される。そして、保持治具に粘着保持された状態で製造等された小型部品等は保持治具から取り外される。
【0004】
保持治具から小型部品等を取り外す方法として、例えば、掻取り手段を弾性材表面上に摺動させて粘着保持された小型部品等を取り外す方法がある。このような方法として、具体的には、特許文献2には「粘着材層と、非粘着部分又は粘着材層よりも粘着力の小さい低粘着部分とを備える保持手段を準備するステップと、前記保持手段の粘着材層に電子部品の一端面を粘着させて該電子部品を保持するステップと、掻取り手段を前記粘着材層の表面に沿って、かつ、前記非粘着部分又は前記低粘着部分が移動方向終端にくるような方向に移動させ、電子部品を粘着材層から掻き取るステップと、を備え、前記粘着剤層と前記低粘着部分との間には、前記電子部品が隠れない大きさの段差が設けられている又は段差が存在しないことを特徴とする電子部品の取扱い方法」が記載されている(請求項9等参照。)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特公平07−93247号公報
【特許文献2】特許第4186611号明細書
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、特許文献2の電子部品の保持治具においては、非粘着部分又は低粘着部分は、例えば、粘着剤層に非粘着材料又は低粘着材料をコーティングすることにより(請求項3)、粘着材層を部分的に加熱処理することにより(請求項4)、又は、記粘着材層と共に異なる材料を同時に充填することにより(請求項5)、粘着剤層と共に予め支持平板の主面に設けられている。したがって、特許文献2の電子部品の保持治具は、支持平板の主面に粘着材層と非粘着部分又は低粘着部分とを設ける必要があり、その製造工程が煩雑になる。また、特許文献2の保持治具においては、電子部品の保持治具の粘着材層及び非粘着部分又は低粘着部分のいずれか一方が損傷すると電子部品の保持治具全体を交換する必要が生じる。特に、近年は被粘着物の1つである小型部品等がより一層小型化されているので、より一層小型化された被粘着物を確実に取り外す目的で、掻取り手段を粘着剤層の表面上に強く押し当てて摺動させ、又は、掻取り手段を勢いよく粘着剤層の表面上を摺動させると、掻取り手段の摺動によって粘着剤層の表面が損傷しやすくなり、電子部品の保持治具の交換頻度が高くなることがある。
【0007】
この発明は、被粘着物のほとんどすべてを取り外すことができ、生産性及びリサイクル性に優れた取扱治具及びこの取扱治具が備える脱離治具を提供することを、目的とする。
【0008】
また、この発明は、被粘着物のほとんどすべてを取り外すことができる被粘着物の脱離方法及びこの被粘着物の脱離方法を含む被粘着物の製造方法を提供することを、目的とする。
【課題を解決するための手段】
【0009】
前記課題を解決するための手段として、
請求項1は、粘着性表面を有する弾性部材を備えた保持治具と、非粘着性表面を有し、この非粘着性表面が前記弾性部材に隣接するように着脱可能に装着される脱離治具とを備えて成る取扱治具であり、
請求項2は、前記保持治具は粘着性表面を有する第1弾性部材を備えた第1保持治具と、粘着性表面を有する第2弾性部材を備えた第2保持治具とを少なくとも含み、前記脱離治具は第2保持治具に着脱可能に装着される請求項1に記載の取扱治具であり、
請求項3は、前記粘着性表面に沿って相対的に移動して粘着保持された被粘着物を脱離させる脱離具を備えて成る請求項1又は2に記載の取扱治具であり、
請求項4は、粘着性表面を有する弾性部材を備えて成る保持治具に着脱可能に装着され、非粘着性表面を有する脱離治具であり、
請求項5は、被粘着物を弾性部材に粘着した保持治具に非粘着性表面を有する脱離治具を前記弾性部材に前記非粘着性表面が隣接するように配置する工程と、脱離具を前記脱離治具に向かって前記弾性部材の粘着性表面に沿って相対的に移動させる工程とを有する被粘着物の脱離方法であり、
請求項6は、請求項5に記載の被粘着物の脱離方法を含む被粘着物の製造方法である。
【発明の効果】
【0010】
この発明に係る取扱治具は、それぞれ別体に形成された前記保持治具と前記脱離治具とを備えて成るから、弾性部材と非粘着性表面を有する脱離治具とを同一部材上に設ける必要がなく生産性に優れ、かつ損傷した一方のみを交換して他方を再利用できてリサイクル性に優れるうえ、脱離治具が弾性部材に隣接するように装着されて粘着保持されたほとんどすべての被粘着物を取り外すことができる。また、この発明に係る脱離治具はこの発明に係る取扱治具を構成する。したがって、この発明によれば、被粘着物のほとんどすべてを取り外すことができ、生産性及びリサイクル性に優れた取扱治具及びこの取扱治具が備える脱離治具を提供できる。
【0011】
また、この発明に係る被粘着物の脱離方法は、前記配置する工程と前記移動させる工程とを有しているから、弾性部材に粘着保持された被粘着物のほとんどすべてを取り外すことができる。また、この発明に係る被粘着物の製造方法はこの発明に係る被粘着物の脱離方法を含んでいる。したがって、この発明によれば、被粘着物のほとんどすべてを取り外すことのできる被粘着物の脱離方法及びこの被粘着物の脱離方法を含む被粘着物の製造方法を提供できる。
【図面の簡単な説明】
【0012】
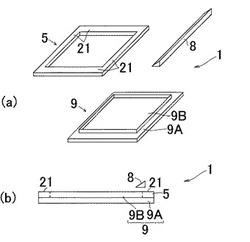
【図1】図1は、この発明に係る脱離治具及び取扱治具の一例である脱離治具及び取扱治具をそれぞれ示す概略図であり、図1(a)はこの発明に係る脱離治具及び取扱治具の一例である脱離治具及び取扱治具をそれぞれ示す概略斜視図であり、図1(b)はこの発明に係る脱離治具を保持治具に装着した状態にあるこの発明に係る取扱治具の一例である取扱治具を示す概略側面図である。
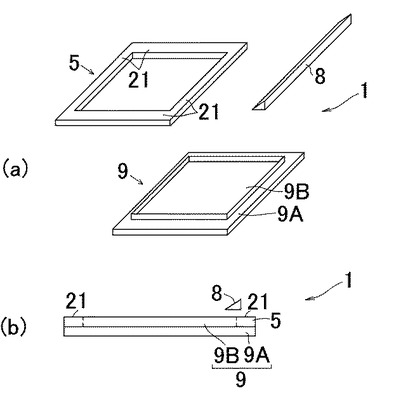
【図2】図2は、この発明に係る脱離治具及び取扱治具の別の一例である脱離治具及び取扱治具をそれぞれ示す概略図であり、図2(a)はこの発明に係る脱離治具及び取扱治具の別の一例である脱離治具及び取扱治具をそれぞれ示す概略斜視図であり、図2(b)はこの発明に係る脱離治具を保持治具に装着した状態にあるこの発明に係る取扱治具の別の一例である取扱治具を示す概略側面図である。
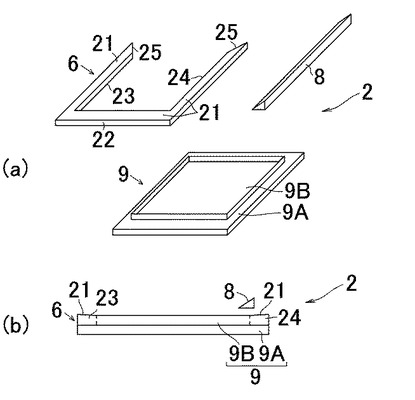
【図3】図3は、この発明に係る取扱治具のまた別の一例である取扱治具を示す概略斜視図である。
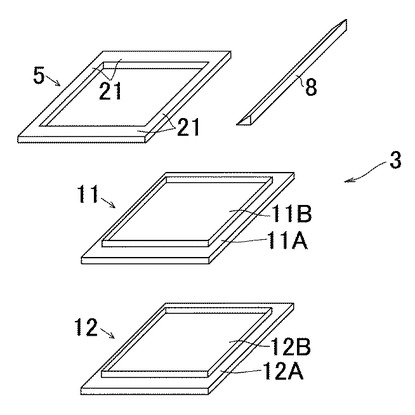
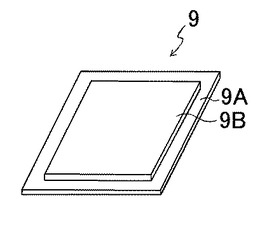
【図4】図4は、この発明に係る取扱治具に含まれる保持治具の一例である保持治具を示す概略説明図である。
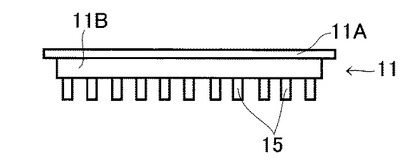
【図5】図5は、この発明に係る被粘着物の製造方法を説明する説明図であり、この発明に係る被粘着物の製造方法において第1保持治具にチップコンデンサ本体を懸垂保持した状態を示す概略図である。
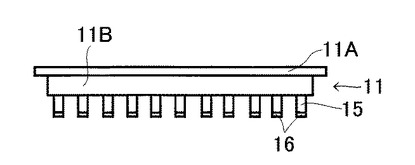
【図6】図6は、この発明に係る被粘着物の製造方法を説明する説明図であり、この発明に係る被粘着物の製造方法において第1保持治具に電極が形成されたチップコンデンサ本体を懸垂保持した状態を示す概略説明図である。
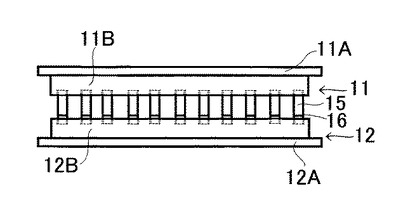
【図7】図7は、この発明に係る被粘着物の製造方法を説明する説明図であり、この発明に係る被粘着物の製造方法において第1保持治具に懸垂保持されたチップコンデンサ本体を第2保持治具に押圧した状態を示す概略説明図である。
【図8】図8は、この発明に係る被粘着物の製造方法を説明する説明図であり、この発明に係る被粘着物の製造方法において両端部に電極を塗設して成るチップコンデンサが第2保持治具に懸垂保持された状態を示す概略説明図である。
【発明を実施するための形態】
【0013】
この発明に係る取扱治具は、粘着性表面を有する弾性部材を備えた保持治具と、非粘着性表面を有し、この非粘着性表面が前記弾性部材に隣接するように着脱可能に装着される脱離治具とを備えてなる。この脱離治具は、保持治具に粘着保持された被粘着物を取り外す際に保持治具の弾性部材に隣接するように着脱可能に装着される。
【0014】
この発明に係る取扱治具に含まれる保持治具は、被粘着物を粘着保持可能な粘着性表面を有する弾性部材を有していればよく、その一例を示すと、例えば、図4に示される保持治具9が挙げられる。この保持治具9は治具本体9Aと治具本体9Aの表面に設けられた弾性部材9Bとを備え、この発明に係る取扱治具に含まれる脱離治具(以下、この発明に係る脱離治具と称する。)に相当する非粘着性表面を有する部材を治具本体9A上であって弾性部材9Bの周囲に備えていない。
【0015】
治具本体9Aは、図4に示されるように、後述する弾性部材9Bを支持する。この治具本体9Aは、平滑な表面を有していればよく、弾性部材9Bを支持することができる限り種々の設計変更に基づく各種の形態にすることができる。例えば、この治具本体9Aは、図4に示されるように、その端縁近傍が弾性部材9Bの端縁から突出するように、換言すると、この発明に係る脱離治具が弾性部材9Bに隣接して装着可能となるように、弾性部材9Bよりも大きな寸法を有する盤状薄葉体に形成されている。
【0016】
治具本体9Aは、弾性部材9Bを支持可能な材料で形成されていればよく、例えば、ステンレス鋼及びアルミニウム等の金属製プレート、アルミニウム箔及び銅箔等の金属箔、ポリエステル、ポリテトラフルオロエチレン、ポリイミド、ポリフェニレンスルフィド、ポリアミド、ポリカーボネート、ポリスチレン、ポリプロピレン、ポリエチレン及びポリ塩化ビニル等の樹脂フィルム又は樹脂板等を挙げることができる。さらに、治具本体9Aはシート状物を複数積層して成る積層体とすることもできる。
【0017】
弾性部材9Bは、被粘着物の一平面に接して多数の被粘着物を粘着により保持することができるように設計され、例えば、図4に示されるように、治具本体9Aの表面に治具本体9Aよりも一回り小さな方形を成す盤状体に成形されている。この弾性部材9Bは、例えば、後述する粘着力を有する粘着性材料又はこの粘着性材料の硬化物で形成されており、表面全体が被粘着物を粘着保持可能な粘着性表面になっている。
【0018】
弾性部材9Bの粘着性表面は、被粘着物の表面に接触して被粘着物を粘着保持するから被粘着物を粘着保持することのできる粘着力を有している。具体的には、弾性部材9Bは、通常、1〜60g/mm2の粘着力を有しているのがよく、7〜60g/mm2の粘着力を有しているのがよい。弾性部材9Bの粘着力は下記「信越ポリマー法」によって測定された値である。この方法においては、弾性部材9Bを水平に固定する吸着固定装置(例えば、商品名:電磁チャック、KET−1530B、カネテック(株)製)又は真空吸引チャックプレート等と、測定部先端に、直径10mmの円柱を成したステンレス鋼(SUS304)製の接触子を取り付けたデジタルフォースゲージ(商品名:ZP−50N、(株)イマダ製)とを備えた荷重測定装置を用意し、この荷重測定装置における吸着固定装置又は真空吸引チャックプレート上に弾性部材9Bを固定し、測定環境を21±1℃、湿度50±5%に設定する。次いで、20mm/minの速度で弾性部材9Bの被測定部位に接触するまで前記荷重測定装置に取り付けられた前記接触子を下降させ、次いで、この接触子を被測定部位に所定の荷重で被測定部に対して垂直に3秒間押圧する。ここで、前記所定の荷重を25g/mm2に設定する。次いで、180mm/minの速度で前記接触子を被測定部位から引き離し、このときに前記デジタルフォースゲージにより測定される引き離し荷重を読み取る。この操作を、被測定部位の複数箇所で行い、得られる複数の引き離し荷重を算術平均し、得られる算術平均値を弾性部材9Bの粘着力とする。
【0019】
弾性部材9Bは、その粘着性表面の硬度(JIS K6253[デュロメータA])が5〜50であるのが好ましく、30〜50であるのが特に好ましい。粘着性表面が前記硬度の範囲内にあると、粘着性表面に被粘着物を押圧して粘着保持させるときに粘着性表面が弾性変形して、被粘着物の接触面がより強固に密着されるうえ被粘着物の損傷及び破損等を防止できる。なお、弾性部材9Bの硬度は、弾性部材9Bを形成する粘着剤材料に含有される成分の含有比を変えること等によって調整することができる。
【0020】
弾性部材9Bは、その粘着性表面が平滑であるのが好ましく、具体的には、例えば、粘着性表面の十点平均粗さRz(JIS B 0601−1994)が5μm以下であるのが好ましい。十点平均粗さRzは、カットオフ0.8mm、測定長さ2.4mm等の条件で測定する。粘着性表面の十点平均粗さRzは、例えば、弾性部材9Bを形成する際に用いる金型における製品部形成面のブラスト処理等により調整することができる。
【0021】
弾性部材9Bは0.05〜5mm程度の厚さを有しているのが好ましい。弾性部材9Bの厚さが0.05〜5mm程度であると弾性部材9Bの機械的強度が高く、被粘着物の取り外しが容易となる。
【0022】
弾性部材9Bは、接着剤層若しくはプライマー層によって、弾性部材9Bの粘着力によって、又は、固定具等によって、治具本体9Aの表面に固定されていればよく、保持治具9において、弾性部材9Bは接着剤層若しくはプライマー層を介して治具本体9Aの表面に固定されている。
【0023】
弾性部材9Bは、前記粘着力を発揮することのできる粘着性材料又はこの粘着性材料の硬化物で形成されていればよく、粘着材料として、例えば、フッ素系樹脂又はフッ素系ゴム、フッ素系樹脂又はフッ素系ゴムを含有するフッ素系組成物、シリコーン樹脂又はシリコーンゴム、シリコーン樹脂又はシリコーンゴムを含有するシリコーン組成物、ウレタン系エラストマー、天然ゴム、スチレン−ブタジエン共重合エラストマー等の各種エラストマー等が挙げられる。この中でも、シリコーンゴム、及び/又は、シリコーンゴムを含有する付加反応硬化型粘着性シリコーン組成物及び過酸化物硬化型粘着性シリコーン組成物が好ましい。前記付加反応硬化型粘着性シリコーン組成物としては、例えば、特開2008−091659号公報に記載の、シリコーン生ゴム(a)と架橋成分(b)と粘着力向上剤(c)と触媒(d)とシリカ系充填材(e)とを含有する粘着性組成物を挙げることができる。前記過酸化物硬化型粘着性シリコーン組成物としては、例えば、特開2008−091659号公報に記載の、シリコーン生ゴム(a)と粘着力向上剤(c)とシリカ系充填材(e)と有機過酸化物(f)とを含有する粘着性組成物を挙げることができる。
【0024】
このように保持治具9は治具本体9A上に弾性部材9Bが形成され、この発明に係る脱離治具に相当する非粘着性表面を有する部材が治具本体9A上に弾性部材9Bと共に形成される必要がないから、保持治具9の生産性に優れる。
【0025】
この発明に係る脱離治具は、このような保持治具の弾性部材に、通常、弾性部材における、後述する脱離具の移動方向下流側に隣接するように着脱可能に装着される。したがって、この発明に係る脱離治具は装着される保持治具の弾性部材の少なくとも1端縁に隣接するように、好ましくは弾性部材の少なくとも1端縁の端縁形状に一致するように形成されている。この発明に係る脱離治具は、このように形成されていればよく、保持治具の装着位置精度、装着容易性並びに後述する脱離具の移動方向の自由度等を考慮すると、弾性部材の少なくとも2端縁に隣接するように形成されているのがより一層好ましく、弾性部材の3端縁に隣接するように、又は、4端縁以上に隣接例えば弾性部材を囲繞するように形成されているのが特に好ましい。例えば、この発明に係る脱離治具が保持治具9に装着される場合には、弾性部材9Bの1端縁に隣接するように柱状態又は棒状に形成されていればよく、好ましくは弾性部材9Bの2端縁に隣接するように略L字状又は楔形に形成され、特に好ましくは弾性部材9Bの3端縁に隣接するように略U字状又は略コの字状に形成され、又は、弾性部材9Bを囲繞するように矩形の枠状に形成される。
【0026】
この発明に係る脱離治具は、その表面に被粘着物が接触することによって被粘着物を取り外す機能を奏するので、その表面は被粘着物を粘着保持できない程度の低粘着性又は非粘着性を有している。ここで、被粘着物を粘着保持できない程度の低粘着性とは、例えば、前記信越ポリマー法における粘着力が0g/mm2超1g/mm2以下であり、非粘着性とは、例えば、前記信越ポリマー法における粘着力が0g/mm2である。なお、この発明において、低粘着性及び非粘着性を纏めて「非粘着性」と称することがあり、したがって、この発明に係る脱離治具は非粘着性表面を有している。
【0027】
この発明に係る脱離治具は、保持治具に装着されたときに、弾性部材の粘着性表面、通常、弾性部材における、後述する脱離具の移動方向下流側の粘着性表面に連続する表面が少なくとも非粘着性表面であればよく、その全体が非粘着性表面を有していてもいなくてもよい。ここで、脱離具の移動方向は被粘着物を脱離させるときに被粘着物を押圧、押進又は押動する方向である。
【0028】
この発明に係る脱離治具は、保持治具に装着可能な寸法を有していればよく、例えば、保持治具に装着したときに外縁が治具本体と一致しても治具本体よりも小さくてもよい。
【0029】
この発明に係る脱離治具における弾性部材の1端縁に沿う長さは、被粘着物の粘着保持数及び粘着配列に影響されず、ほとんどすべての被粘着物を取り外すことができる点で、弾性部材の1端縁全体に隣接するように少なくとも弾性部材の1端縁の長さ以上であるのが好ましいが、被粘着物の粘着保持数及び粘着配列によっては弾性部材の1端縁の長さよりも短くてもよい。
【0030】
また、この発明に係る脱離治具の高さは、装着される保持治具における弾性部材の高さと同一であるのが好ましい。この発明に係る脱離治具の高さが弾性部材の高さよりも低いと、この発明に係る脱離治具と弾性部材との境界における弾性部材の側面に被粘着物が再粘着されることがあり、ほとんどすべての被粘着物を取り外すことができないことがある。この発明に係る脱離治具、特に弾性部材の3端縁又は4端縁以上に隣接する脱離治具である場合には、この脱離治具の高さは弾性部材の高さよりも僅かに、例えば、0.02〜0.1mm高いのが好ましい。この脱離治具の高さがこのように設定されていると、後述する脱離具を弾性部材に接触させることなくこの脱離治具上を摺動させることができ、その結果、弾性部材をほぼ損傷させることなくほとんどすべての被粘着物を取り外すことができる。したがって、弾性部材の高さよりも高い高さを有する、この発明に係る脱離治具は、弾性部材をほぼ損傷させることなくほとんどすべての被粘着物を取り外すことができ、生産性及びリサイクル性に優れる。また、脱離具をこの発明に係る脱離治具上を摺動させることができるから、弾性部材9Bに粘着保持された被粘着物を取り外す際に脱離具が移動する弾性部材9B上からの位置を厳密に調整する作業が不要になる。なお、この発明に係る脱離治具は、ほぼ水平な頂面を有していてもよく、1端縁から他端縁に向かって傾斜した傾斜面を有していてもよく、また、断面円形又は楕円形の湾曲面を有していてもよい。この発明に係る脱離治具が傾斜面又は湾曲面を有している場合におけるこの発明に係る脱離治具の高さは弾性部材に隣接すなわち接触する端縁の高さである。
【0031】
この発明に係る脱離治具は、金属、樹脂又はゴムで形成され、剛性のある金属又は樹脂で内部芯材が形成され、少なくとも内部芯材の表面が樹脂又はゴムで形成されるのが、取扱性がよく被粘着物の損傷を防止できる点で好ましい。金属は治具本体9Aで例示した金属等が挙げられる。また、この発明に係る脱離治具は、前記粘着性材料で形成され、その表面が非粘着処理されて製造されてもよく、その全体が非粘着性材料で形成されてもよい。粘着性材料としては、例えば、弾性部材9Bで例示した粘着材料等が挙げられる。非粘着性材料として、例えば、ポリエステル、フッ素樹脂(例えば、ポリテトラフルオロエチレン)、ポリイミド、ポリフェニレンスルフィド、ポリアミド、ポリカーボネート、ポリスチレン等の樹脂又はゴム、ステンレス、アルミニウム等の金属が挙げられる。非粘着処理は、例えば、粗面化処理、紫外線照射、被粘着材料の被覆処理等が挙げられる。
【0032】
このように、この発明に係る脱離治具は、保持治具と別体として形成され、保持治具の治具本体上に形成される必要がないから、この発明に係る脱離治具の生産性に優れる。
【0033】
このような構成を有するこの発明に係る脱離治具は、保持治具に粘着保持された被粘着物を取り外す際に、保持治具の弾性部材に隣接するように着脱可能に装着される。そして、この発明に係る脱離治具は、その非粘着性表面に例えば後述する脱離具で粘着保持された被粘着物が移動されて接触すると、その非粘着性で被粘着物を保持治具から脱離させる。このようにして、この発明に係る脱離治具は粘着保持されている被粘着物のほとんどすべてを弾性部材から容易に取り外すことができる。
【0034】
前記保持治具とこの発明に係る脱離治具とを備えてなる、この発明に係る取扱治具は、保持治具及びこの発明に係る脱離治具共に生産性に優れているから、全体としての生産性にも優れている。また、この発明に係る取扱治具は、保持治具とこの発明に係る脱離治具とが別体として形成されているから、保持治具及びこの発明に係る脱離治具のうち損傷した方のみを交換して、損傷してない他方はそのまま使用でき、リサイクル性に優れる。例えば、保持治具特に弾性部材が損傷した場合には保持治具を交換すればよく、一方、この発明に係る脱離治具が損傷した場合にはこの発明に係る脱離治具を交換すればよい。
【0035】
この発明に係る取扱治具は、前記保持治具及びこの発明に係る脱離治具に加えて脱離具を備えていてもよい。この脱離具は、保持治具の弾性部材の粘着性表面に沿って保持治具に対して相対的に移動して弾性部材に粘着保持された被粘着物をこの発明に係る脱離治具に到達させることによって、この保持治具に粘着保持された被粘着物を脱離させることができる形態を有していればよく、例えば、保持治具に粘着保持された被粘着物に衝突してこの被粘着物を押圧することができる被衝突部を有する脱離具が好適に挙げられる。このような脱離具として、例えば、その先端が前記被衝突部として機能するように配置された三角柱状のブレードであってもよく、また、自身が前記被衝突部として機能するワイヤー等であってもよい。この脱離具は、保持治具における弾性部材の粘着性表面に接触状態又は非接触状態で相対的に移動し、好ましくは非接触状態で相対的に移動する。脱離具は、その延在方向の長さが、弾性部材に一列に粘着保持された複数の被粘着物を一挙に脱離させることができる点で、弾性部材の長さよりも長くなっているのがよい。なお、脱離具の先端は被粘着物に衝突する被衝突部として機能するから、被粘着物への傷付き防止等を目的として弾性材料で形成又は被覆されてもよい。
【0036】
この発明に係る取扱治具に粘着保持される被粘着物、並びに、この発明に係る被粘着物の脱離方法及び被粘着物の製造方法において脱離又は製造される被粘着物は、取扱治具に粘着保持される必要性のある被粘着物、又はこれらの方法によって脱離又は製造される被粘着物を製造可能な被粘着物用部材、例えば、小型器具用部材、小型機械要素用部材及び小型電子部品用部材等が挙げられる。また、被粘着物の製造には被粘着物の搬送工程等も含まれるから、被粘着物は、被粘着物そのもの、例えば、小型器具、小型機械要素及び小型電子部品等も含まれる。したがって、この発明においては、被粘着物と被粘着物用部材とは明確に区別される必要はない。これら被粘着物の中でも、この発明に係る取扱治具に粘着保持されるのに好適な被粘着物、並びに、この発明に係る被粘着物の脱離方法及び被粘着物の製造方法において脱離又は製造される被粘着物として、小型電子部品及び/又は小型電子部品用部材等が挙げられる。小型電子部品及び小型電子部品用部材としては、例えば、コンデンサチップ(チップコンデンサとも称されることがある。)、インダクタチップ、抵抗体チップ、FPC、ウエハー等の完成品若しくは未完成品等、及び/又は、これらを製造可能な例えば、角柱体若しくは円柱体、一端部に鍔を有する角柱体若しくは円柱体、両端部に鍔を有する角柱体若しくは円柱体等が挙げられる。
【0037】
この発明に係る脱離治具及び取扱治具の一例である脱離治具及び取扱治具を、図面を参照して、説明する。この取扱治具1は、図1に示されるように、保持治具9と脱離治具5と脱離具8とを備えている。この取扱治具1は、例えば、複数の被粘着物を製造、搬送、収納又は検査等するために一旦粘着保持し、その後、粘着保持された被粘着物を取り外すときに、好適に使用される。この取扱治具1における保持治具9は前記した通りである。
【0038】
この脱離治具5は、図1(a)及び図1(b)に示されるように、矩形の枠状に形成され、その表面全体が平坦な非粘着性表面21、すなわち、前記信越ポリマー法における粘着力が0g/mm2の平坦面になっている。脱離治具5は、外縁寸法が保持治具9の治具本体9Aと略同寸になっており、内縁寸法すなわち開口寸法が保持治具9の弾性部材9Bと略同寸になっている。また、脱離治具5の高さは弾性部材の高さと同一になっている。したがって、脱離治具5を保持治具9に装着すると、図1(b)に示されるように、弾性部材9Bと共に面一の板状体になり、その外縁は治具本体9Aと同寸になる。
【0039】
このように形成された脱離治具5は、保持治具9から被粘着物を取り外す際に保持治具9に着脱自在に装着され、具体的には、保持治具9の治具本体9A上に弾性部材9Bを囲繞した状態に装着され、脱離治具5の非粘着性表面21が弾性部材9Bのすべての端縁に隣接するように配置される。したがって、脱離治具5の非粘着性表面21は弾性部材9Bにおける後述する脱離具の移動方向下流側に隣接しており、このように配置された脱離治具5はほとんどすべての被粘着物を弾性部材9Bから取り外すことができ、生産性及びリサイクル性にも優れている。
【0040】
この取扱治具1における脱離具8は、図1に示されるように、転倒配置された三角柱状を成し、その先端が前記被衝突部として機能するブレードである。この脱離具8の延在方向の長さ、すなわち、三角柱の高さは弾性部材9Bの長さよりも長くなっており、脱離具8の先端は弾性材料で形成又は被覆されている。
【0041】
この発明に係る脱離治具及び取扱治具の別の一例である脱離治具及び取扱治具を、図面を参照して、説明する。この取扱治具2は、図2(a)及び図2(b)に示されるように、保持治具9と脱離治具6と脱離具8とを備えている。この取扱治具2は、例えば、複数の被粘着物を製造、搬送、収納又は検査等するために一旦粘着保持し、その後、粘着保持された被粘着物を取り外すときに、好適に使用される。この取扱治具2における保持治具9及び脱離具8は取扱治具1における保持治具9及び脱離具8と基本的に同様である。
【0042】
この脱離治具6は、図2(a)に示されるように、一方向に延在する基部22と、基部22の両端から略垂直な同方向に並行に延在する第1側部23及び第2側部24とを有する略U字状又は略コの字状に形成されている。脱離治具6は、その表面全体が平坦な非粘着性表面21、すなわち、前記信越ポリマー法における粘着力が0g/mm2の平坦面になっている。基部22の延在方向の長さは治具本体9Aの長さと略同寸であり、その幅は弾性部材9Bが形成されていない治具本体9Aの周縁部の幅と略同寸となっている。第1側部23及び第2側部24は、略同一形状の板状に形成され、その先端には外側から内側に向かって端面が傾斜状に設けられたテーパ状案内部25を有している。このテーパ状案内部25は外側に向かって開いており、弾性部材9Bの周囲への脱離治具6の挿入を案内する。第1側部23及び第2側部24は、同寸になっており、それらの延在方向の最長長さすなわち外側長さは、治具本体9Aの長さと略同寸であり、また、延在方向の最短長さすなわち内側長さは、弾性部材9Bの長さと略同寸になっている。さらに、第1側部23及び第2側部24の幅は弾性部材9Bが形成されていない治具本体9Aの周縁部の幅と略同寸となっている。したがって、基部22、第1側部23及び第2側部24で形成される空間は弾性部材9Bと略同寸になっている。第1側部23及び第2側部24は、図2(b)に明確に示されるように、その外側端縁から内側端縁に向かって低くなるように高さが漸次減少する傾斜状の頂面を有し、内側端縁の高さすなわち最低高さが弾性部材の高さと同一であり、外側端縁の高さすなわち最高高さが弾性部材の高さよりも僅かに、例えば0.1mm高くなっている。したがって、この脱離治具6は脱離具8がその粘着性表面21上を摺動することによって弾性部材9Bをほぼ損傷させることなくほとんどすべての被粘着物を弾性部材9Bから取り外すことができ、生産性及びリサイクル性にも優れている。
【0043】
このように形成された脱離治具6は、保持治具9から被粘着物を取り外す際に保持治具9に着脱自在に装着され、具体的には、保持治具9の治具本体9A上に弾性部材9Bを3方向から囲繞した状態に装着され、脱離治具6の非粘着性表面21が弾性部材9Bの3つの端縁に隣接するように配置される。したがって、脱離治具6の非粘着性表面21は弾性部材9Bにおける後述する脱離具の移動方向下流側に隣接している。この脱離治具6は前記のように構成されているから、テーパ状案内部25で案内されつつ保持治具9の側方から弾性部材9Bを挟むようにして挿入又は治具本体9A上を摺動させて弾性部材9Bを3方向から囲繞するように保持治具9に装着できるから、保持治具9への着脱性に優れる。
【0044】
この発明に係る脱離治具及び取扱治具のまた別の一例である取扱治具を、図面を参照して、説明する。この取扱治具3は、図3に示されるように、第1保持治具11と第2保持治具12と脱離治具5と脱離具8とを備えている。この取扱治具3は、例えば、複数の被粘着物の両端部に順次所定の処理を施して被粘着物を製造等するために、一方の保持治具に粘着保持した被粘着物を他方の保持治具に移し替えた後、移し替えた被粘着物を取り外すときに、好適に使用される。この取扱治具3における脱離治具5及び脱離具8は取扱治具1における脱離治具5及び脱離具8と基本的に同様であり、脱離治具5は第2保持治具12に着脱可能に装着されるように形成されている。
【0045】
第1保持治具11は第1治具本体11Aと第1治具本体11Aの表面に設けられ、被粘着物を粘着保持可能な第1弾性部材11Bとを備えて成り、第2保持治具12は第2治具本体12Aと第2治具本体12Aの表面に設けられ、被粘着物を粘着保持可能な第2弾性部材12Bとを備えて成り、第2弾性部材12Bは第1弾性部材11Bの粘着力よりも大きな粘着力を有している。この取扱治具3において第1保持治具11及び第2保持治具12は粘着力以外は基本的に保持治具9と同様に構成されている。
【0046】
第1保持治具11及び第2保持治具12において、第1弾性部材11Bと第2弾性部材12Bとは、被粘着物を粘着保持することのできる粘着力、通常、1〜60g/mm2の粘着力(前記「信越ポリマー法」による)を有しているのがよく、7〜60g/mm2の粘着力を有しているのがよい。そして、第2弾性部材12Bは第1弾性部材11Bの粘着力よりも大きな粘着力を有している。第1弾性部材11B及び第2弾性部材12Bがこのような粘着力の関係を有することにより、第1保持治具11における第1弾性部材11Bから第2保持治具12における第2弾性部材12Bに被粘着物を移し替えることができる。第1弾性部材11Bから第2弾性部材12Bに被粘着物を脱落することなくスムーズに移し替えることができる点で、第1弾性部材11Bと第2弾性部材12Bとの粘着力(前記「信越ポリマー法」による)の差は15〜43g/mm2であるのが好ましく、18〜35g/mm2であるより一層好ましく、20〜30g/mm2であるのが特に好ましい。各弾性部材11B及び12Bの粘着力は粘着力向上剤の含有量等によって調整することができる。
【0047】
取扱治具3において、脱離治具5は第2保持治具12に着脱自在に装着されるが、第1保持治具11から被粘着物を取り外す必要がある場合には第1保持治具11に着脱自在に装着されることもある。
【0048】
この発明に係る被粘着物の脱離方法を説明する。この発明に係る被粘着物の脱離方法は、被粘着物を弾性部材に粘着した保持治具に非粘着性表面を有する脱離治具を弾性部材に非粘着性表面が隣接するように配置する工程と、脱離具を脱離治具に向かって弾性部材の粘着性表面に沿って相対的に移動させる工程とを有している。すなわち、この発明に係る被粘着物の脱離方法は粘着保持された被粘着物を取り外す方法である。
【0049】
この発明に係る被粘着物の脱離方法の一例(以下、一脱離方法と称することがある。)を、この発明に係る取扱治具の一例の取扱治具1を用いて具体的に説明する。
【0050】
一脱離方法においては、まず、保持治具9に被粘着物を粘着保持させる。被粘着物の保持治具9への粘着工程は被粘着物を弾性部材9Bの粘着性表面に押圧して粘着保持させる工程である。取扱治具1の保持治具9に被粘着物を起立状態に保持するには、弾性部材9B上に複数の被粘着物を起立状態で所定のパターンに配列し、その底面を保持治具9における弾性部材9Bの粘着性表面に押圧する。そうすると、被粘着物の底面が粘着性表面に圧接して粘着性表面の粘着力で複数の被粘着物が弾性部材9Bに粘着保持される。被粘着物をこのようにして粘着保持する方法として、例えば特開2008−091659号公報に記載された方法等が挙げられる。具体的には、被粘着物の軸線長さよりも薄い厚さを有し、被粘着物が通過可能な複数の配設孔が形成された立設配置板を弾性部材9Bに載置した状態で配設孔に被粘着物を挿入し、次いで、例えば平坦な板状部材等を用いて、この被粘着物の自由端を弾性部材9Bに向けて押圧すると被粘着物が弾性部材9Bに粘着保持される。
【0051】
この第一取扱方法において、保持治具9に粘着保持された被粘着物を取り外すには、まず、被粘着物を弾性部材9Bに粘着した保持治具9に、非粘着性表面21を有する脱離治具5を、弾性部材9Bに非粘着性表面21が隣接するように配置する。具体的には、図1(b)に示されるように、枠状の非粘着性表面21が弾性部材9Bを囲繞するように保持治具9の治具本体9A上に脱離治具5を配置して装着する。そうすると、脱離治具5の非粘着性表面21が弾性部材9Bのすべての端縁に隣接するように配置され、後述する脱離具8をいずれの方向に移動させても、脱離治具5の非粘着性表面21は弾性部材9Bにおける脱離具8の移動方向下流側に隣接することになる。
【0052】
この第一取扱方法においては、このようにして脱離治具5を保持治具9に装着した後に、保持治具9の粘着性表面に沿って、脱離治具5の粘着性表面21に向かって、すなわち、脱離治具5の非粘着性表面21が脱離具8の移動方向終端になる方向に向かって、脱離具8を相対的に移動させて被粘着物を側方に押圧する。具体的には、脱離具8を保持治具9の粘着性表面近傍に非接触となるように配置する。このとき、脱離具8は保持治具9の粘着性表面に接触させなくても、この発明に係る取扱治具であれば被粘着物を所望のように脱離させることができる。このように配置された脱離具8を粘着性表面に沿って相対的に移動させる。そうすると、脱離具8は、その先端が被粘着物の側面に当接して被粘着物を同方向すなわち非粘着性表面21に向かって押し進める。脱離具8で押進される被粘着物は弾性部材9B上にあるときは弾性部材9Bに粘着保持されているが、脱離具8によってさらに押進されて脱離治具5の非粘着性表面21に到達すると、その非粘着性表面21によって粘着保持されることなく、弾性部材9B及び脱離治具5から脱離する。このようにして、脱離治具5が装着された保持治具9すなわち取扱治具1によれば粘着保持した被粘着物のほとんどすべてを脱離させることができる。
【0053】
この発明に係る被粘着物の脱離方法の別の一例(以下、第二脱離方法と称することがある。)を、この発明に係る取扱治具の一例の取扱治具2を用いて具体的に説明する。第二脱離方法は第一脱離方法と基本的に同様であるが、脱離具8が脱離治具6上を摺動する点において相違する。すなわち、第一脱離方法においては、脱離治具5と弾性部材9Bとが面一になっているので脱離具8を弾性部材9Bに非接触となるように配置するには脱離具8の配置位置を設定する必要があるが、第二脱離方法においては、脱離治具6における第1側部23及び第2側部24の外側端縁の高さが弾性部材9Bの高さよりも僅かに高くなっているので、脱離具8を第1側部23及び第2側部24の延在方向に沿って移動させる場合には、脱離具8を第1側部23及び第2側部24上に配置して基部22に向かって第1側部23及び第2側部24上を摺動させることができる。したがって、弾性部材9B上を移動する脱離具8の高さすなわち配置位置を特別に設定しなくても均一にできるから殆どすべての被粘着物をほぼ均一に押進させることができ、脱離具8は弾性部材9Bの粘着性表面に非接触の状態で移動するから弾性部材9Bをほぼ損傷させることなく被粘着物を容易に脱離させることができる。
【0054】
このように、第一脱離方法及び第二脱離方法は、脱離具8の相対的な移動によって被粘着物を脱離治具5に到達させて保持治具に粘着保持された被粘着物のほとんどすべてを容易に脱離させることができる。したがって、この発明に係る被粘着物の脱離方法である第一脱離方法及び第二脱離方法は、例えば、被粘着物の製造工程、散在した被粘着物の回収等に好適に用いられる。なお、この発明に係る取扱治具の一例の取扱治具3を用いても同様の効果が得られる。
【0055】
この発明に係る被粘着物の製造方法を説明する。この発明に係る被粘着物の製造方法は、この発明に係る被粘着物の脱離方法を含む。すなわち、この発明に係る被粘着物の製造方法は、保持治具に粘着保持された状態で作製された被粘着物を保持治具から取り外して被粘着物を製造する方法である。したがって、この発明に係る被粘着物の製造方法は、保持治具に粘着保持された状態で被粘着物を作製する工程と、被粘着物を弾性部材に粘着した保持治具に非粘着性表面を有する脱離治具を弾性部材に非粘着性表面が隣接するように配置する工程と、脱離具を脱離治具に向かって弾性部材の粘着性表面に沿って相対的に移動させる工程とを有している。
【0056】
この発明に係る被粘着物の製造方法の一例(以下、一製造方法と称することがある。)として、この発明に係る取扱治具の一例の取扱治具3を用いて、小型電子部品用部材の一つであるチップコンデンサ本体に電極を形成して小型電子部品であるチップコンデンサを製造する方法を、具体的に説明する。図5に示されるように、このチップコンデンサ本体15は四角柱体を成し、例えば図8に示されるように、チップコンデンサ17はこのチップコンデンサ本体15の両端部それぞれに電極16が形成されて成る。
【0057】
一製造方法において、取扱治具3を用いてチップコンデンサ本体15に電極16を形成するには、先ず、第1保持治具11の第1弾性部材11Bにチップコンデンサ本体15を粘着保持する。具体的には、この発明に係る被粘着物の脱離方法と同様にして、起立状態に配列した多数のチップコンデンサ本体15を第1弾性部材11Bに押圧し、その粘着性表面に粘着保持させる。
【0058】
一製造方法においては、このようにしてチップコンデンサ本体15を粘着保持した後に、図5に示されるように、第1保持治具11を回転させて第1弾性部材11Bに多数のチップコンデンサ本体15が懸垂保持された状態にする。懸垂保持されたチップコンデンサ本体15を導電ペースト浴(図示せず。)の上方に配置して第1保持治具11を下方に移動させてチップコンデンサ本体15の下端部を導電ペースト浴に浸漬させる。しばらくの後に第1保持治具11を上方に移動させてチップコンデンサ本体15に塗布された導電ペーストを乾燥させる。そうすると、図6に示されるように、第1弾性部材11Bに懸垂保持された各チップコンデンサ本体15の下端部にほぼ均等な大きさの電極16が形成される。このとき、チップコンデンサ本体15は第1弾性部材11Bに所望のように粘着保持されているから、導電性ペーストに浸漬中及び導電性ペーストから引上げるときに、第1弾性部材11Bから脱落することも傾斜することもない。
【0059】
一製造方法において、次いで、図7に示されるように、第2保持治具12に対面配置された第1保持治具11を第2保持治具12に向かって降下させて、第1保持治具11に粘着保持されたチップコンデンサ本体15の下端部を第2保持治具12の第2弾性部材12Bに圧接させる。そうすると、第2弾性部材12Bは第1弾性部材11Bよりも大きな粘着力を発揮するから、第1弾性部材11Bに粘着保持されていたチップコンデンサ本体15は第2弾性部材12Bに粘着される。次いで、第1保持治具11を第2保持治具12から引き離すと、第2弾性部材12Bは第1弾性部材11Bとの粘着力よりも大きな粘着力を有しているから、チップコンデンサ本体15は電極16を介して第2弾性部材12Bに強固に粘着されており、第1保持治具11における第1弾性部材11Bにチップコンデンサ本体15がほとんど残存することなく脱離する。このようにして、第1保持治具11から第2保持治具12に多数のチップコンデンサ本体15を脱落することも転倒することもなく所望のように移し替えることができる。
【0060】
一製造方法において、第2保持治具12を回転させて第2保持治具12にチップコンデンサ本体15が懸垂保持された状態にする。その後、前記と同様にして懸垂保持されたチップコンデンサ本体15の下端部に導電ペーストを塗布して乾燥させて電極16を形成する。
【0061】
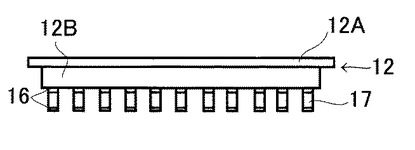
一製造方法においては、このようにして第2保持治具12の第2弾性部材12Bには、図8に示されるように、チップコンデンサ本体15それぞれの両端部にほぼ均等な大きさの電極16が形成されて成るチップコンデンサ17が懸垂された状態で粘着保持されている。
【0062】
一製造方法において、次いで、第一取扱方法と基本的に同様にして、チップコンデンサ17を第2弾性部材12Bに粘着保持した第2保持治具12に、非粘着性表面21を有する脱離治具5を、第2弾性部材12Bに非粘着性表面21が隣接するように配置する。具体的には、第2弾性部材12Bの下方から懸垂保持されたチップコンデンサ17が脱離治具5の開口を貫通するようにして、第2弾性部材12Bの下方から脱離治具5を第2弾性部材12Bの周囲に配置する。
【0063】
一製造方法において、次いで、第一取扱方法と基本的に同様にして、第2保持治具12の粘着性表面に沿って、脱離治具5の粘着性表面21に向かって、すなわち、脱離治具5の非粘着性表面21が脱離具8の移動方向終端になる方向に向かって、脱離具8を相対的に移動させてチップコンデンサ17を側方に押し進める。脱離具8によって押進されたチップコンデンサ17が脱離治具5の非粘着性表面21に到達すると脱落する。このようにして、脱離治具5が装着された第2保持治具12からチップコンデンサ17のほとんどすべてを脱離させることができる。
【0064】
一製造方法においては、このようにして脱落したチップコンデンサ17を収集してチップコンデンサ17の製造が完了する。
【0065】
このように、一製造方法は、ほとんどすべてのチップコンデンサ17を起立状態のまま第1保持治具11から第2保持治具12に移し替えることができると共に、脱離具8の相対的な移動によって被粘着物を脱離治具5に到達させて第2保持治具12に強固に粘着保持されたチップコンデンサ17のほとんどすべてを容易に脱離させることができる。したがって、この発明に係る被粘着物の製造方法である一製造方法は、例えば、複数の被粘着物の両端部に順次所定の処理を施して被粘着物を製造等する際に好適に使用される。なお、一製造方法において、取扱治具3に代えて取扱治具1を用いても一製造方法と同様の効果が得られ、取扱治具3に代えて取扱治具2を用いると一製造方法の効果に加えて弾性部材9Bの損傷を実質的に防止できるという効果が得られる。
【0066】
この発明に係る脱離治具及び取扱治具は、前記例に限定されることはなく、本願発明の目的を達成することができる範囲において、種々の変更が可能である。例えば、脱離治具5はその表面全体が非粘着性表面21となっているが、この発明において、脱離治具は装着された保持治具の弾性部材に隣接する表面のみが非粘着性表面となっていればよい。
【0067】
前記取扱治具1〜3はいずれも保持治具及び脱離具を備えて成るが、この発明において、取扱治具は、これら以外の部材又は要素、例えば、被粘着物の収納部材、脱離具の配置位置調整手段、脱離具の駆動手段、他の保持治具、また、特開2008−091659号公報に記載された立設配置板例えば前記立設配置板、及び、立設配置板の配設孔に挿入された被粘着物を保持治具に向けて押圧するプレス板等を備えていてもよい。
【0068】
前記取扱治具1〜3において、各弾性部材9B、11B及び12Bは、その表面全体が粘着性表面となっているが、この発明において、弾性部材は自身の表面の少なくとも一部が粘着性表面になっていればよい。
【0069】
前記取扱治具1〜3において、各治具本体9A、11A及び12A並びに各弾性部材9B、11B及び12Bはいずれも矩形に形成されているが、この発明において、治具本体及び弾性部材は小型部品の製造に適した形状であればよく、被粘着物の形状、被粘着物保持装置の形状、製造工程、作業性等に応じて、任意の形状とされる。例えば、治具本体及び弾性部材すなわち保持治具は、正方形、長方形、五角形、六角形等の多角形、円形、楕円形、不定形、又は、これらを組み合わせた形状等の板状体が挙げられる。また、各治具本体9A、11A及び12Aにおける各弾性部材9B、11B及び12Bが形成されない一方の面側は、平面形状であっても、半円筒体等の立体形状であってもよい。
【0070】
この発明に係る被粘着物の脱離方法及び被粘着物の製造方法は、前記第一脱離方法及び第二脱離方法並びに一製造方法に限定されることはなく、本願発明の目的を達成することができる範囲において、種々の変更が可能である。
【0071】
例えば、前記第二脱離方法においては、脱離具8を第1側部23及び第2側部24の延在方向に沿う方向に相対的に移動させているが、この発明において、脱離具は基部の延在方向に沿う方向に相対的に移動させてもよい。
【0072】
また、前記一製造方法においては、チップコンデンサ本体15の両端部に電極16を形成してチップコンデンサ17を製造する方法を例にして説明したが、この発明に係る被粘着物の製造方法において製造される被粘着物は、その両端部に同一の処理が施され、同一部材が形成される必要はなく、被粘着物の両端部それぞれに異なる処理が施され、異なる部材が形成されてもよい。
【符号の説明】
【0073】
1、2、 取扱治具
5、6 脱離治具
8 脱離具
9 保持治具
9A 治具本体
9B 弾性部材
11 第1保持治具
11A 第1治具本体
11B 第1弾性部材
12 第2保持治具
12A 第2治具本体
12B 第2弾性部材
15 チップコンデンサ本体
16 電極
17 チップコンデンサ
21 非粘着性表面
22 基部
23 第1側部
24 第2側部
25 テーパ状案内部
【技術分野】
【0001】
この発明は、取扱治具、脱離治具、被粘着物の脱離方法及び被粘着物の製造方法に関し、さらに詳しくは、被粘着物のほとんどすべてを取り外すことができ、生産性とリサイクル性とに優れた取扱治具及びこの取扱治具が備える脱離治具、並びに、被粘着物のほとんどすべてを取り外すことができる被粘着物の脱離方法及びこの被粘着物の脱離方法を含む被粘着物の製造方法に関する。
【背景技術】
【0002】
従来、例えば、チップコンデンサ等の小型部品等を製造する際等に、この小型部品等を製造可能な小型部品用部材等をその表面に粘着保持可能な保持治具が用いられている。例えば、特許文献1に記載の保持治具は「少なくとも表面部が粘着性を有するゴム弾性材で形成され、その粘着力により小型部品をその弾性材表面において密着保持可能であることを特徴とする」(特許文献1の請求項1参照)。また、特許文献2の電子部品の保持治具は「支持平板と、前記支持平板の主面に設けられ、電子部品を粘着させた状態で保持する粘着材層と、前記粘着材層の周縁部に設けられた非粘着部分又は粘着材層よりも粘着力の小さい低粘着部分と、を備え、前記粘着剤層と前記低粘着部分との間には、前記電子部品が隠れない大きさの段差が設けられている又は段差が存在しないことを特徴とする」(特許文献2の請求項1参照。)。
【0003】
このような保持治具を用いて小型部品等を製造等するには、小型部品は被粘着物として保持治具に粘着保持された状態で各種の製造工程等に供される。そして、保持治具に粘着保持された状態で製造等された小型部品等は保持治具から取り外される。
【0004】
保持治具から小型部品等を取り外す方法として、例えば、掻取り手段を弾性材表面上に摺動させて粘着保持された小型部品等を取り外す方法がある。このような方法として、具体的には、特許文献2には「粘着材層と、非粘着部分又は粘着材層よりも粘着力の小さい低粘着部分とを備える保持手段を準備するステップと、前記保持手段の粘着材層に電子部品の一端面を粘着させて該電子部品を保持するステップと、掻取り手段を前記粘着材層の表面に沿って、かつ、前記非粘着部分又は前記低粘着部分が移動方向終端にくるような方向に移動させ、電子部品を粘着材層から掻き取るステップと、を備え、前記粘着剤層と前記低粘着部分との間には、前記電子部品が隠れない大きさの段差が設けられている又は段差が存在しないことを特徴とする電子部品の取扱い方法」が記載されている(請求項9等参照。)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特公平07−93247号公報
【特許文献2】特許第4186611号明細書
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、特許文献2の電子部品の保持治具においては、非粘着部分又は低粘着部分は、例えば、粘着剤層に非粘着材料又は低粘着材料をコーティングすることにより(請求項3)、粘着材層を部分的に加熱処理することにより(請求項4)、又は、記粘着材層と共に異なる材料を同時に充填することにより(請求項5)、粘着剤層と共に予め支持平板の主面に設けられている。したがって、特許文献2の電子部品の保持治具は、支持平板の主面に粘着材層と非粘着部分又は低粘着部分とを設ける必要があり、その製造工程が煩雑になる。また、特許文献2の保持治具においては、電子部品の保持治具の粘着材層及び非粘着部分又は低粘着部分のいずれか一方が損傷すると電子部品の保持治具全体を交換する必要が生じる。特に、近年は被粘着物の1つである小型部品等がより一層小型化されているので、より一層小型化された被粘着物を確実に取り外す目的で、掻取り手段を粘着剤層の表面上に強く押し当てて摺動させ、又は、掻取り手段を勢いよく粘着剤層の表面上を摺動させると、掻取り手段の摺動によって粘着剤層の表面が損傷しやすくなり、電子部品の保持治具の交換頻度が高くなることがある。
【0007】
この発明は、被粘着物のほとんどすべてを取り外すことができ、生産性及びリサイクル性に優れた取扱治具及びこの取扱治具が備える脱離治具を提供することを、目的とする。
【0008】
また、この発明は、被粘着物のほとんどすべてを取り外すことができる被粘着物の脱離方法及びこの被粘着物の脱離方法を含む被粘着物の製造方法を提供することを、目的とする。
【課題を解決するための手段】
【0009】
前記課題を解決するための手段として、
請求項1は、粘着性表面を有する弾性部材を備えた保持治具と、非粘着性表面を有し、この非粘着性表面が前記弾性部材に隣接するように着脱可能に装着される脱離治具とを備えて成る取扱治具であり、
請求項2は、前記保持治具は粘着性表面を有する第1弾性部材を備えた第1保持治具と、粘着性表面を有する第2弾性部材を備えた第2保持治具とを少なくとも含み、前記脱離治具は第2保持治具に着脱可能に装着される請求項1に記載の取扱治具であり、
請求項3は、前記粘着性表面に沿って相対的に移動して粘着保持された被粘着物を脱離させる脱離具を備えて成る請求項1又は2に記載の取扱治具であり、
請求項4は、粘着性表面を有する弾性部材を備えて成る保持治具に着脱可能に装着され、非粘着性表面を有する脱離治具であり、
請求項5は、被粘着物を弾性部材に粘着した保持治具に非粘着性表面を有する脱離治具を前記弾性部材に前記非粘着性表面が隣接するように配置する工程と、脱離具を前記脱離治具に向かって前記弾性部材の粘着性表面に沿って相対的に移動させる工程とを有する被粘着物の脱離方法であり、
請求項6は、請求項5に記載の被粘着物の脱離方法を含む被粘着物の製造方法である。
【発明の効果】
【0010】
この発明に係る取扱治具は、それぞれ別体に形成された前記保持治具と前記脱離治具とを備えて成るから、弾性部材と非粘着性表面を有する脱離治具とを同一部材上に設ける必要がなく生産性に優れ、かつ損傷した一方のみを交換して他方を再利用できてリサイクル性に優れるうえ、脱離治具が弾性部材に隣接するように装着されて粘着保持されたほとんどすべての被粘着物を取り外すことができる。また、この発明に係る脱離治具はこの発明に係る取扱治具を構成する。したがって、この発明によれば、被粘着物のほとんどすべてを取り外すことができ、生産性及びリサイクル性に優れた取扱治具及びこの取扱治具が備える脱離治具を提供できる。
【0011】
また、この発明に係る被粘着物の脱離方法は、前記配置する工程と前記移動させる工程とを有しているから、弾性部材に粘着保持された被粘着物のほとんどすべてを取り外すことができる。また、この発明に係る被粘着物の製造方法はこの発明に係る被粘着物の脱離方法を含んでいる。したがって、この発明によれば、被粘着物のほとんどすべてを取り外すことのできる被粘着物の脱離方法及びこの被粘着物の脱離方法を含む被粘着物の製造方法を提供できる。
【図面の簡単な説明】
【0012】
【図1】図1は、この発明に係る脱離治具及び取扱治具の一例である脱離治具及び取扱治具をそれぞれ示す概略図であり、図1(a)はこの発明に係る脱離治具及び取扱治具の一例である脱離治具及び取扱治具をそれぞれ示す概略斜視図であり、図1(b)はこの発明に係る脱離治具を保持治具に装着した状態にあるこの発明に係る取扱治具の一例である取扱治具を示す概略側面図である。
【図2】図2は、この発明に係る脱離治具及び取扱治具の別の一例である脱離治具及び取扱治具をそれぞれ示す概略図であり、図2(a)はこの発明に係る脱離治具及び取扱治具の別の一例である脱離治具及び取扱治具をそれぞれ示す概略斜視図であり、図2(b)はこの発明に係る脱離治具を保持治具に装着した状態にあるこの発明に係る取扱治具の別の一例である取扱治具を示す概略側面図である。
【図3】図3は、この発明に係る取扱治具のまた別の一例である取扱治具を示す概略斜視図である。
【図4】図4は、この発明に係る取扱治具に含まれる保持治具の一例である保持治具を示す概略説明図である。
【図5】図5は、この発明に係る被粘着物の製造方法を説明する説明図であり、この発明に係る被粘着物の製造方法において第1保持治具にチップコンデンサ本体を懸垂保持した状態を示す概略図である。
【図6】図6は、この発明に係る被粘着物の製造方法を説明する説明図であり、この発明に係る被粘着物の製造方法において第1保持治具に電極が形成されたチップコンデンサ本体を懸垂保持した状態を示す概略説明図である。
【図7】図7は、この発明に係る被粘着物の製造方法を説明する説明図であり、この発明に係る被粘着物の製造方法において第1保持治具に懸垂保持されたチップコンデンサ本体を第2保持治具に押圧した状態を示す概略説明図である。
【図8】図8は、この発明に係る被粘着物の製造方法を説明する説明図であり、この発明に係る被粘着物の製造方法において両端部に電極を塗設して成るチップコンデンサが第2保持治具に懸垂保持された状態を示す概略説明図である。
【発明を実施するための形態】
【0013】
この発明に係る取扱治具は、粘着性表面を有する弾性部材を備えた保持治具と、非粘着性表面を有し、この非粘着性表面が前記弾性部材に隣接するように着脱可能に装着される脱離治具とを備えてなる。この脱離治具は、保持治具に粘着保持された被粘着物を取り外す際に保持治具の弾性部材に隣接するように着脱可能に装着される。
【0014】
この発明に係る取扱治具に含まれる保持治具は、被粘着物を粘着保持可能な粘着性表面を有する弾性部材を有していればよく、その一例を示すと、例えば、図4に示される保持治具9が挙げられる。この保持治具9は治具本体9Aと治具本体9Aの表面に設けられた弾性部材9Bとを備え、この発明に係る取扱治具に含まれる脱離治具(以下、この発明に係る脱離治具と称する。)に相当する非粘着性表面を有する部材を治具本体9A上であって弾性部材9Bの周囲に備えていない。
【0015】
治具本体9Aは、図4に示されるように、後述する弾性部材9Bを支持する。この治具本体9Aは、平滑な表面を有していればよく、弾性部材9Bを支持することができる限り種々の設計変更に基づく各種の形態にすることができる。例えば、この治具本体9Aは、図4に示されるように、その端縁近傍が弾性部材9Bの端縁から突出するように、換言すると、この発明に係る脱離治具が弾性部材9Bに隣接して装着可能となるように、弾性部材9Bよりも大きな寸法を有する盤状薄葉体に形成されている。
【0016】
治具本体9Aは、弾性部材9Bを支持可能な材料で形成されていればよく、例えば、ステンレス鋼及びアルミニウム等の金属製プレート、アルミニウム箔及び銅箔等の金属箔、ポリエステル、ポリテトラフルオロエチレン、ポリイミド、ポリフェニレンスルフィド、ポリアミド、ポリカーボネート、ポリスチレン、ポリプロピレン、ポリエチレン及びポリ塩化ビニル等の樹脂フィルム又は樹脂板等を挙げることができる。さらに、治具本体9Aはシート状物を複数積層して成る積層体とすることもできる。
【0017】
弾性部材9Bは、被粘着物の一平面に接して多数の被粘着物を粘着により保持することができるように設計され、例えば、図4に示されるように、治具本体9Aの表面に治具本体9Aよりも一回り小さな方形を成す盤状体に成形されている。この弾性部材9Bは、例えば、後述する粘着力を有する粘着性材料又はこの粘着性材料の硬化物で形成されており、表面全体が被粘着物を粘着保持可能な粘着性表面になっている。
【0018】
弾性部材9Bの粘着性表面は、被粘着物の表面に接触して被粘着物を粘着保持するから被粘着物を粘着保持することのできる粘着力を有している。具体的には、弾性部材9Bは、通常、1〜60g/mm2の粘着力を有しているのがよく、7〜60g/mm2の粘着力を有しているのがよい。弾性部材9Bの粘着力は下記「信越ポリマー法」によって測定された値である。この方法においては、弾性部材9Bを水平に固定する吸着固定装置(例えば、商品名:電磁チャック、KET−1530B、カネテック(株)製)又は真空吸引チャックプレート等と、測定部先端に、直径10mmの円柱を成したステンレス鋼(SUS304)製の接触子を取り付けたデジタルフォースゲージ(商品名:ZP−50N、(株)イマダ製)とを備えた荷重測定装置を用意し、この荷重測定装置における吸着固定装置又は真空吸引チャックプレート上に弾性部材9Bを固定し、測定環境を21±1℃、湿度50±5%に設定する。次いで、20mm/minの速度で弾性部材9Bの被測定部位に接触するまで前記荷重測定装置に取り付けられた前記接触子を下降させ、次いで、この接触子を被測定部位に所定の荷重で被測定部に対して垂直に3秒間押圧する。ここで、前記所定の荷重を25g/mm2に設定する。次いで、180mm/minの速度で前記接触子を被測定部位から引き離し、このときに前記デジタルフォースゲージにより測定される引き離し荷重を読み取る。この操作を、被測定部位の複数箇所で行い、得られる複数の引き離し荷重を算術平均し、得られる算術平均値を弾性部材9Bの粘着力とする。
【0019】
弾性部材9Bは、その粘着性表面の硬度(JIS K6253[デュロメータA])が5〜50であるのが好ましく、30〜50であるのが特に好ましい。粘着性表面が前記硬度の範囲内にあると、粘着性表面に被粘着物を押圧して粘着保持させるときに粘着性表面が弾性変形して、被粘着物の接触面がより強固に密着されるうえ被粘着物の損傷及び破損等を防止できる。なお、弾性部材9Bの硬度は、弾性部材9Bを形成する粘着剤材料に含有される成分の含有比を変えること等によって調整することができる。
【0020】
弾性部材9Bは、その粘着性表面が平滑であるのが好ましく、具体的には、例えば、粘着性表面の十点平均粗さRz(JIS B 0601−1994)が5μm以下であるのが好ましい。十点平均粗さRzは、カットオフ0.8mm、測定長さ2.4mm等の条件で測定する。粘着性表面の十点平均粗さRzは、例えば、弾性部材9Bを形成する際に用いる金型における製品部形成面のブラスト処理等により調整することができる。
【0021】
弾性部材9Bは0.05〜5mm程度の厚さを有しているのが好ましい。弾性部材9Bの厚さが0.05〜5mm程度であると弾性部材9Bの機械的強度が高く、被粘着物の取り外しが容易となる。
【0022】
弾性部材9Bは、接着剤層若しくはプライマー層によって、弾性部材9Bの粘着力によって、又は、固定具等によって、治具本体9Aの表面に固定されていればよく、保持治具9において、弾性部材9Bは接着剤層若しくはプライマー層を介して治具本体9Aの表面に固定されている。
【0023】
弾性部材9Bは、前記粘着力を発揮することのできる粘着性材料又はこの粘着性材料の硬化物で形成されていればよく、粘着材料として、例えば、フッ素系樹脂又はフッ素系ゴム、フッ素系樹脂又はフッ素系ゴムを含有するフッ素系組成物、シリコーン樹脂又はシリコーンゴム、シリコーン樹脂又はシリコーンゴムを含有するシリコーン組成物、ウレタン系エラストマー、天然ゴム、スチレン−ブタジエン共重合エラストマー等の各種エラストマー等が挙げられる。この中でも、シリコーンゴム、及び/又は、シリコーンゴムを含有する付加反応硬化型粘着性シリコーン組成物及び過酸化物硬化型粘着性シリコーン組成物が好ましい。前記付加反応硬化型粘着性シリコーン組成物としては、例えば、特開2008−091659号公報に記載の、シリコーン生ゴム(a)と架橋成分(b)と粘着力向上剤(c)と触媒(d)とシリカ系充填材(e)とを含有する粘着性組成物を挙げることができる。前記過酸化物硬化型粘着性シリコーン組成物としては、例えば、特開2008−091659号公報に記載の、シリコーン生ゴム(a)と粘着力向上剤(c)とシリカ系充填材(e)と有機過酸化物(f)とを含有する粘着性組成物を挙げることができる。
【0024】
このように保持治具9は治具本体9A上に弾性部材9Bが形成され、この発明に係る脱離治具に相当する非粘着性表面を有する部材が治具本体9A上に弾性部材9Bと共に形成される必要がないから、保持治具9の生産性に優れる。
【0025】
この発明に係る脱離治具は、このような保持治具の弾性部材に、通常、弾性部材における、後述する脱離具の移動方向下流側に隣接するように着脱可能に装着される。したがって、この発明に係る脱離治具は装着される保持治具の弾性部材の少なくとも1端縁に隣接するように、好ましくは弾性部材の少なくとも1端縁の端縁形状に一致するように形成されている。この発明に係る脱離治具は、このように形成されていればよく、保持治具の装着位置精度、装着容易性並びに後述する脱離具の移動方向の自由度等を考慮すると、弾性部材の少なくとも2端縁に隣接するように形成されているのがより一層好ましく、弾性部材の3端縁に隣接するように、又は、4端縁以上に隣接例えば弾性部材を囲繞するように形成されているのが特に好ましい。例えば、この発明に係る脱離治具が保持治具9に装着される場合には、弾性部材9Bの1端縁に隣接するように柱状態又は棒状に形成されていればよく、好ましくは弾性部材9Bの2端縁に隣接するように略L字状又は楔形に形成され、特に好ましくは弾性部材9Bの3端縁に隣接するように略U字状又は略コの字状に形成され、又は、弾性部材9Bを囲繞するように矩形の枠状に形成される。
【0026】
この発明に係る脱離治具は、その表面に被粘着物が接触することによって被粘着物を取り外す機能を奏するので、その表面は被粘着物を粘着保持できない程度の低粘着性又は非粘着性を有している。ここで、被粘着物を粘着保持できない程度の低粘着性とは、例えば、前記信越ポリマー法における粘着力が0g/mm2超1g/mm2以下であり、非粘着性とは、例えば、前記信越ポリマー法における粘着力が0g/mm2である。なお、この発明において、低粘着性及び非粘着性を纏めて「非粘着性」と称することがあり、したがって、この発明に係る脱離治具は非粘着性表面を有している。
【0027】
この発明に係る脱離治具は、保持治具に装着されたときに、弾性部材の粘着性表面、通常、弾性部材における、後述する脱離具の移動方向下流側の粘着性表面に連続する表面が少なくとも非粘着性表面であればよく、その全体が非粘着性表面を有していてもいなくてもよい。ここで、脱離具の移動方向は被粘着物を脱離させるときに被粘着物を押圧、押進又は押動する方向である。
【0028】
この発明に係る脱離治具は、保持治具に装着可能な寸法を有していればよく、例えば、保持治具に装着したときに外縁が治具本体と一致しても治具本体よりも小さくてもよい。
【0029】
この発明に係る脱離治具における弾性部材の1端縁に沿う長さは、被粘着物の粘着保持数及び粘着配列に影響されず、ほとんどすべての被粘着物を取り外すことができる点で、弾性部材の1端縁全体に隣接するように少なくとも弾性部材の1端縁の長さ以上であるのが好ましいが、被粘着物の粘着保持数及び粘着配列によっては弾性部材の1端縁の長さよりも短くてもよい。
【0030】
また、この発明に係る脱離治具の高さは、装着される保持治具における弾性部材の高さと同一であるのが好ましい。この発明に係る脱離治具の高さが弾性部材の高さよりも低いと、この発明に係る脱離治具と弾性部材との境界における弾性部材の側面に被粘着物が再粘着されることがあり、ほとんどすべての被粘着物を取り外すことができないことがある。この発明に係る脱離治具、特に弾性部材の3端縁又は4端縁以上に隣接する脱離治具である場合には、この脱離治具の高さは弾性部材の高さよりも僅かに、例えば、0.02〜0.1mm高いのが好ましい。この脱離治具の高さがこのように設定されていると、後述する脱離具を弾性部材に接触させることなくこの脱離治具上を摺動させることができ、その結果、弾性部材をほぼ損傷させることなくほとんどすべての被粘着物を取り外すことができる。したがって、弾性部材の高さよりも高い高さを有する、この発明に係る脱離治具は、弾性部材をほぼ損傷させることなくほとんどすべての被粘着物を取り外すことができ、生産性及びリサイクル性に優れる。また、脱離具をこの発明に係る脱離治具上を摺動させることができるから、弾性部材9Bに粘着保持された被粘着物を取り外す際に脱離具が移動する弾性部材9B上からの位置を厳密に調整する作業が不要になる。なお、この発明に係る脱離治具は、ほぼ水平な頂面を有していてもよく、1端縁から他端縁に向かって傾斜した傾斜面を有していてもよく、また、断面円形又は楕円形の湾曲面を有していてもよい。この発明に係る脱離治具が傾斜面又は湾曲面を有している場合におけるこの発明に係る脱離治具の高さは弾性部材に隣接すなわち接触する端縁の高さである。
【0031】
この発明に係る脱離治具は、金属、樹脂又はゴムで形成され、剛性のある金属又は樹脂で内部芯材が形成され、少なくとも内部芯材の表面が樹脂又はゴムで形成されるのが、取扱性がよく被粘着物の損傷を防止できる点で好ましい。金属は治具本体9Aで例示した金属等が挙げられる。また、この発明に係る脱離治具は、前記粘着性材料で形成され、その表面が非粘着処理されて製造されてもよく、その全体が非粘着性材料で形成されてもよい。粘着性材料としては、例えば、弾性部材9Bで例示した粘着材料等が挙げられる。非粘着性材料として、例えば、ポリエステル、フッ素樹脂(例えば、ポリテトラフルオロエチレン)、ポリイミド、ポリフェニレンスルフィド、ポリアミド、ポリカーボネート、ポリスチレン等の樹脂又はゴム、ステンレス、アルミニウム等の金属が挙げられる。非粘着処理は、例えば、粗面化処理、紫外線照射、被粘着材料の被覆処理等が挙げられる。
【0032】
このように、この発明に係る脱離治具は、保持治具と別体として形成され、保持治具の治具本体上に形成される必要がないから、この発明に係る脱離治具の生産性に優れる。
【0033】
このような構成を有するこの発明に係る脱離治具は、保持治具に粘着保持された被粘着物を取り外す際に、保持治具の弾性部材に隣接するように着脱可能に装着される。そして、この発明に係る脱離治具は、その非粘着性表面に例えば後述する脱離具で粘着保持された被粘着物が移動されて接触すると、その非粘着性で被粘着物を保持治具から脱離させる。このようにして、この発明に係る脱離治具は粘着保持されている被粘着物のほとんどすべてを弾性部材から容易に取り外すことができる。
【0034】
前記保持治具とこの発明に係る脱離治具とを備えてなる、この発明に係る取扱治具は、保持治具及びこの発明に係る脱離治具共に生産性に優れているから、全体としての生産性にも優れている。また、この発明に係る取扱治具は、保持治具とこの発明に係る脱離治具とが別体として形成されているから、保持治具及びこの発明に係る脱離治具のうち損傷した方のみを交換して、損傷してない他方はそのまま使用でき、リサイクル性に優れる。例えば、保持治具特に弾性部材が損傷した場合には保持治具を交換すればよく、一方、この発明に係る脱離治具が損傷した場合にはこの発明に係る脱離治具を交換すればよい。
【0035】
この発明に係る取扱治具は、前記保持治具及びこの発明に係る脱離治具に加えて脱離具を備えていてもよい。この脱離具は、保持治具の弾性部材の粘着性表面に沿って保持治具に対して相対的に移動して弾性部材に粘着保持された被粘着物をこの発明に係る脱離治具に到達させることによって、この保持治具に粘着保持された被粘着物を脱離させることができる形態を有していればよく、例えば、保持治具に粘着保持された被粘着物に衝突してこの被粘着物を押圧することができる被衝突部を有する脱離具が好適に挙げられる。このような脱離具として、例えば、その先端が前記被衝突部として機能するように配置された三角柱状のブレードであってもよく、また、自身が前記被衝突部として機能するワイヤー等であってもよい。この脱離具は、保持治具における弾性部材の粘着性表面に接触状態又は非接触状態で相対的に移動し、好ましくは非接触状態で相対的に移動する。脱離具は、その延在方向の長さが、弾性部材に一列に粘着保持された複数の被粘着物を一挙に脱離させることができる点で、弾性部材の長さよりも長くなっているのがよい。なお、脱離具の先端は被粘着物に衝突する被衝突部として機能するから、被粘着物への傷付き防止等を目的として弾性材料で形成又は被覆されてもよい。
【0036】
この発明に係る取扱治具に粘着保持される被粘着物、並びに、この発明に係る被粘着物の脱離方法及び被粘着物の製造方法において脱離又は製造される被粘着物は、取扱治具に粘着保持される必要性のある被粘着物、又はこれらの方法によって脱離又は製造される被粘着物を製造可能な被粘着物用部材、例えば、小型器具用部材、小型機械要素用部材及び小型電子部品用部材等が挙げられる。また、被粘着物の製造には被粘着物の搬送工程等も含まれるから、被粘着物は、被粘着物そのもの、例えば、小型器具、小型機械要素及び小型電子部品等も含まれる。したがって、この発明においては、被粘着物と被粘着物用部材とは明確に区別される必要はない。これら被粘着物の中でも、この発明に係る取扱治具に粘着保持されるのに好適な被粘着物、並びに、この発明に係る被粘着物の脱離方法及び被粘着物の製造方法において脱離又は製造される被粘着物として、小型電子部品及び/又は小型電子部品用部材等が挙げられる。小型電子部品及び小型電子部品用部材としては、例えば、コンデンサチップ(チップコンデンサとも称されることがある。)、インダクタチップ、抵抗体チップ、FPC、ウエハー等の完成品若しくは未完成品等、及び/又は、これらを製造可能な例えば、角柱体若しくは円柱体、一端部に鍔を有する角柱体若しくは円柱体、両端部に鍔を有する角柱体若しくは円柱体等が挙げられる。
【0037】
この発明に係る脱離治具及び取扱治具の一例である脱離治具及び取扱治具を、図面を参照して、説明する。この取扱治具1は、図1に示されるように、保持治具9と脱離治具5と脱離具8とを備えている。この取扱治具1は、例えば、複数の被粘着物を製造、搬送、収納又は検査等するために一旦粘着保持し、その後、粘着保持された被粘着物を取り外すときに、好適に使用される。この取扱治具1における保持治具9は前記した通りである。
【0038】
この脱離治具5は、図1(a)及び図1(b)に示されるように、矩形の枠状に形成され、その表面全体が平坦な非粘着性表面21、すなわち、前記信越ポリマー法における粘着力が0g/mm2の平坦面になっている。脱離治具5は、外縁寸法が保持治具9の治具本体9Aと略同寸になっており、内縁寸法すなわち開口寸法が保持治具9の弾性部材9Bと略同寸になっている。また、脱離治具5の高さは弾性部材の高さと同一になっている。したがって、脱離治具5を保持治具9に装着すると、図1(b)に示されるように、弾性部材9Bと共に面一の板状体になり、その外縁は治具本体9Aと同寸になる。
【0039】
このように形成された脱離治具5は、保持治具9から被粘着物を取り外す際に保持治具9に着脱自在に装着され、具体的には、保持治具9の治具本体9A上に弾性部材9Bを囲繞した状態に装着され、脱離治具5の非粘着性表面21が弾性部材9Bのすべての端縁に隣接するように配置される。したがって、脱離治具5の非粘着性表面21は弾性部材9Bにおける後述する脱離具の移動方向下流側に隣接しており、このように配置された脱離治具5はほとんどすべての被粘着物を弾性部材9Bから取り外すことができ、生産性及びリサイクル性にも優れている。
【0040】
この取扱治具1における脱離具8は、図1に示されるように、転倒配置された三角柱状を成し、その先端が前記被衝突部として機能するブレードである。この脱離具8の延在方向の長さ、すなわち、三角柱の高さは弾性部材9Bの長さよりも長くなっており、脱離具8の先端は弾性材料で形成又は被覆されている。
【0041】
この発明に係る脱離治具及び取扱治具の別の一例である脱離治具及び取扱治具を、図面を参照して、説明する。この取扱治具2は、図2(a)及び図2(b)に示されるように、保持治具9と脱離治具6と脱離具8とを備えている。この取扱治具2は、例えば、複数の被粘着物を製造、搬送、収納又は検査等するために一旦粘着保持し、その後、粘着保持された被粘着物を取り外すときに、好適に使用される。この取扱治具2における保持治具9及び脱離具8は取扱治具1における保持治具9及び脱離具8と基本的に同様である。
【0042】
この脱離治具6は、図2(a)に示されるように、一方向に延在する基部22と、基部22の両端から略垂直な同方向に並行に延在する第1側部23及び第2側部24とを有する略U字状又は略コの字状に形成されている。脱離治具6は、その表面全体が平坦な非粘着性表面21、すなわち、前記信越ポリマー法における粘着力が0g/mm2の平坦面になっている。基部22の延在方向の長さは治具本体9Aの長さと略同寸であり、その幅は弾性部材9Bが形成されていない治具本体9Aの周縁部の幅と略同寸となっている。第1側部23及び第2側部24は、略同一形状の板状に形成され、その先端には外側から内側に向かって端面が傾斜状に設けられたテーパ状案内部25を有している。このテーパ状案内部25は外側に向かって開いており、弾性部材9Bの周囲への脱離治具6の挿入を案内する。第1側部23及び第2側部24は、同寸になっており、それらの延在方向の最長長さすなわち外側長さは、治具本体9Aの長さと略同寸であり、また、延在方向の最短長さすなわち内側長さは、弾性部材9Bの長さと略同寸になっている。さらに、第1側部23及び第2側部24の幅は弾性部材9Bが形成されていない治具本体9Aの周縁部の幅と略同寸となっている。したがって、基部22、第1側部23及び第2側部24で形成される空間は弾性部材9Bと略同寸になっている。第1側部23及び第2側部24は、図2(b)に明確に示されるように、その外側端縁から内側端縁に向かって低くなるように高さが漸次減少する傾斜状の頂面を有し、内側端縁の高さすなわち最低高さが弾性部材の高さと同一であり、外側端縁の高さすなわち最高高さが弾性部材の高さよりも僅かに、例えば0.1mm高くなっている。したがって、この脱離治具6は脱離具8がその粘着性表面21上を摺動することによって弾性部材9Bをほぼ損傷させることなくほとんどすべての被粘着物を弾性部材9Bから取り外すことができ、生産性及びリサイクル性にも優れている。
【0043】
このように形成された脱離治具6は、保持治具9から被粘着物を取り外す際に保持治具9に着脱自在に装着され、具体的には、保持治具9の治具本体9A上に弾性部材9Bを3方向から囲繞した状態に装着され、脱離治具6の非粘着性表面21が弾性部材9Bの3つの端縁に隣接するように配置される。したがって、脱離治具6の非粘着性表面21は弾性部材9Bにおける後述する脱離具の移動方向下流側に隣接している。この脱離治具6は前記のように構成されているから、テーパ状案内部25で案内されつつ保持治具9の側方から弾性部材9Bを挟むようにして挿入又は治具本体9A上を摺動させて弾性部材9Bを3方向から囲繞するように保持治具9に装着できるから、保持治具9への着脱性に優れる。
【0044】
この発明に係る脱離治具及び取扱治具のまた別の一例である取扱治具を、図面を参照して、説明する。この取扱治具3は、図3に示されるように、第1保持治具11と第2保持治具12と脱離治具5と脱離具8とを備えている。この取扱治具3は、例えば、複数の被粘着物の両端部に順次所定の処理を施して被粘着物を製造等するために、一方の保持治具に粘着保持した被粘着物を他方の保持治具に移し替えた後、移し替えた被粘着物を取り外すときに、好適に使用される。この取扱治具3における脱離治具5及び脱離具8は取扱治具1における脱離治具5及び脱離具8と基本的に同様であり、脱離治具5は第2保持治具12に着脱可能に装着されるように形成されている。
【0045】
第1保持治具11は第1治具本体11Aと第1治具本体11Aの表面に設けられ、被粘着物を粘着保持可能な第1弾性部材11Bとを備えて成り、第2保持治具12は第2治具本体12Aと第2治具本体12Aの表面に設けられ、被粘着物を粘着保持可能な第2弾性部材12Bとを備えて成り、第2弾性部材12Bは第1弾性部材11Bの粘着力よりも大きな粘着力を有している。この取扱治具3において第1保持治具11及び第2保持治具12は粘着力以外は基本的に保持治具9と同様に構成されている。
【0046】
第1保持治具11及び第2保持治具12において、第1弾性部材11Bと第2弾性部材12Bとは、被粘着物を粘着保持することのできる粘着力、通常、1〜60g/mm2の粘着力(前記「信越ポリマー法」による)を有しているのがよく、7〜60g/mm2の粘着力を有しているのがよい。そして、第2弾性部材12Bは第1弾性部材11Bの粘着力よりも大きな粘着力を有している。第1弾性部材11B及び第2弾性部材12Bがこのような粘着力の関係を有することにより、第1保持治具11における第1弾性部材11Bから第2保持治具12における第2弾性部材12Bに被粘着物を移し替えることができる。第1弾性部材11Bから第2弾性部材12Bに被粘着物を脱落することなくスムーズに移し替えることができる点で、第1弾性部材11Bと第2弾性部材12Bとの粘着力(前記「信越ポリマー法」による)の差は15〜43g/mm2であるのが好ましく、18〜35g/mm2であるより一層好ましく、20〜30g/mm2であるのが特に好ましい。各弾性部材11B及び12Bの粘着力は粘着力向上剤の含有量等によって調整することができる。
【0047】
取扱治具3において、脱離治具5は第2保持治具12に着脱自在に装着されるが、第1保持治具11から被粘着物を取り外す必要がある場合には第1保持治具11に着脱自在に装着されることもある。
【0048】
この発明に係る被粘着物の脱離方法を説明する。この発明に係る被粘着物の脱離方法は、被粘着物を弾性部材に粘着した保持治具に非粘着性表面を有する脱離治具を弾性部材に非粘着性表面が隣接するように配置する工程と、脱離具を脱離治具に向かって弾性部材の粘着性表面に沿って相対的に移動させる工程とを有している。すなわち、この発明に係る被粘着物の脱離方法は粘着保持された被粘着物を取り外す方法である。
【0049】
この発明に係る被粘着物の脱離方法の一例(以下、一脱離方法と称することがある。)を、この発明に係る取扱治具の一例の取扱治具1を用いて具体的に説明する。
【0050】
一脱離方法においては、まず、保持治具9に被粘着物を粘着保持させる。被粘着物の保持治具9への粘着工程は被粘着物を弾性部材9Bの粘着性表面に押圧して粘着保持させる工程である。取扱治具1の保持治具9に被粘着物を起立状態に保持するには、弾性部材9B上に複数の被粘着物を起立状態で所定のパターンに配列し、その底面を保持治具9における弾性部材9Bの粘着性表面に押圧する。そうすると、被粘着物の底面が粘着性表面に圧接して粘着性表面の粘着力で複数の被粘着物が弾性部材9Bに粘着保持される。被粘着物をこのようにして粘着保持する方法として、例えば特開2008−091659号公報に記載された方法等が挙げられる。具体的には、被粘着物の軸線長さよりも薄い厚さを有し、被粘着物が通過可能な複数の配設孔が形成された立設配置板を弾性部材9Bに載置した状態で配設孔に被粘着物を挿入し、次いで、例えば平坦な板状部材等を用いて、この被粘着物の自由端を弾性部材9Bに向けて押圧すると被粘着物が弾性部材9Bに粘着保持される。
【0051】
この第一取扱方法において、保持治具9に粘着保持された被粘着物を取り外すには、まず、被粘着物を弾性部材9Bに粘着した保持治具9に、非粘着性表面21を有する脱離治具5を、弾性部材9Bに非粘着性表面21が隣接するように配置する。具体的には、図1(b)に示されるように、枠状の非粘着性表面21が弾性部材9Bを囲繞するように保持治具9の治具本体9A上に脱離治具5を配置して装着する。そうすると、脱離治具5の非粘着性表面21が弾性部材9Bのすべての端縁に隣接するように配置され、後述する脱離具8をいずれの方向に移動させても、脱離治具5の非粘着性表面21は弾性部材9Bにおける脱離具8の移動方向下流側に隣接することになる。
【0052】
この第一取扱方法においては、このようにして脱離治具5を保持治具9に装着した後に、保持治具9の粘着性表面に沿って、脱離治具5の粘着性表面21に向かって、すなわち、脱離治具5の非粘着性表面21が脱離具8の移動方向終端になる方向に向かって、脱離具8を相対的に移動させて被粘着物を側方に押圧する。具体的には、脱離具8を保持治具9の粘着性表面近傍に非接触となるように配置する。このとき、脱離具8は保持治具9の粘着性表面に接触させなくても、この発明に係る取扱治具であれば被粘着物を所望のように脱離させることができる。このように配置された脱離具8を粘着性表面に沿って相対的に移動させる。そうすると、脱離具8は、その先端が被粘着物の側面に当接して被粘着物を同方向すなわち非粘着性表面21に向かって押し進める。脱離具8で押進される被粘着物は弾性部材9B上にあるときは弾性部材9Bに粘着保持されているが、脱離具8によってさらに押進されて脱離治具5の非粘着性表面21に到達すると、その非粘着性表面21によって粘着保持されることなく、弾性部材9B及び脱離治具5から脱離する。このようにして、脱離治具5が装着された保持治具9すなわち取扱治具1によれば粘着保持した被粘着物のほとんどすべてを脱離させることができる。
【0053】
この発明に係る被粘着物の脱離方法の別の一例(以下、第二脱離方法と称することがある。)を、この発明に係る取扱治具の一例の取扱治具2を用いて具体的に説明する。第二脱離方法は第一脱離方法と基本的に同様であるが、脱離具8が脱離治具6上を摺動する点において相違する。すなわち、第一脱離方法においては、脱離治具5と弾性部材9Bとが面一になっているので脱離具8を弾性部材9Bに非接触となるように配置するには脱離具8の配置位置を設定する必要があるが、第二脱離方法においては、脱離治具6における第1側部23及び第2側部24の外側端縁の高さが弾性部材9Bの高さよりも僅かに高くなっているので、脱離具8を第1側部23及び第2側部24の延在方向に沿って移動させる場合には、脱離具8を第1側部23及び第2側部24上に配置して基部22に向かって第1側部23及び第2側部24上を摺動させることができる。したがって、弾性部材9B上を移動する脱離具8の高さすなわち配置位置を特別に設定しなくても均一にできるから殆どすべての被粘着物をほぼ均一に押進させることができ、脱離具8は弾性部材9Bの粘着性表面に非接触の状態で移動するから弾性部材9Bをほぼ損傷させることなく被粘着物を容易に脱離させることができる。
【0054】
このように、第一脱離方法及び第二脱離方法は、脱離具8の相対的な移動によって被粘着物を脱離治具5に到達させて保持治具に粘着保持された被粘着物のほとんどすべてを容易に脱離させることができる。したがって、この発明に係る被粘着物の脱離方法である第一脱離方法及び第二脱離方法は、例えば、被粘着物の製造工程、散在した被粘着物の回収等に好適に用いられる。なお、この発明に係る取扱治具の一例の取扱治具3を用いても同様の効果が得られる。
【0055】
この発明に係る被粘着物の製造方法を説明する。この発明に係る被粘着物の製造方法は、この発明に係る被粘着物の脱離方法を含む。すなわち、この発明に係る被粘着物の製造方法は、保持治具に粘着保持された状態で作製された被粘着物を保持治具から取り外して被粘着物を製造する方法である。したがって、この発明に係る被粘着物の製造方法は、保持治具に粘着保持された状態で被粘着物を作製する工程と、被粘着物を弾性部材に粘着した保持治具に非粘着性表面を有する脱離治具を弾性部材に非粘着性表面が隣接するように配置する工程と、脱離具を脱離治具に向かって弾性部材の粘着性表面に沿って相対的に移動させる工程とを有している。
【0056】
この発明に係る被粘着物の製造方法の一例(以下、一製造方法と称することがある。)として、この発明に係る取扱治具の一例の取扱治具3を用いて、小型電子部品用部材の一つであるチップコンデンサ本体に電極を形成して小型電子部品であるチップコンデンサを製造する方法を、具体的に説明する。図5に示されるように、このチップコンデンサ本体15は四角柱体を成し、例えば図8に示されるように、チップコンデンサ17はこのチップコンデンサ本体15の両端部それぞれに電極16が形成されて成る。
【0057】
一製造方法において、取扱治具3を用いてチップコンデンサ本体15に電極16を形成するには、先ず、第1保持治具11の第1弾性部材11Bにチップコンデンサ本体15を粘着保持する。具体的には、この発明に係る被粘着物の脱離方法と同様にして、起立状態に配列した多数のチップコンデンサ本体15を第1弾性部材11Bに押圧し、その粘着性表面に粘着保持させる。
【0058】
一製造方法においては、このようにしてチップコンデンサ本体15を粘着保持した後に、図5に示されるように、第1保持治具11を回転させて第1弾性部材11Bに多数のチップコンデンサ本体15が懸垂保持された状態にする。懸垂保持されたチップコンデンサ本体15を導電ペースト浴(図示せず。)の上方に配置して第1保持治具11を下方に移動させてチップコンデンサ本体15の下端部を導電ペースト浴に浸漬させる。しばらくの後に第1保持治具11を上方に移動させてチップコンデンサ本体15に塗布された導電ペーストを乾燥させる。そうすると、図6に示されるように、第1弾性部材11Bに懸垂保持された各チップコンデンサ本体15の下端部にほぼ均等な大きさの電極16が形成される。このとき、チップコンデンサ本体15は第1弾性部材11Bに所望のように粘着保持されているから、導電性ペーストに浸漬中及び導電性ペーストから引上げるときに、第1弾性部材11Bから脱落することも傾斜することもない。
【0059】
一製造方法において、次いで、図7に示されるように、第2保持治具12に対面配置された第1保持治具11を第2保持治具12に向かって降下させて、第1保持治具11に粘着保持されたチップコンデンサ本体15の下端部を第2保持治具12の第2弾性部材12Bに圧接させる。そうすると、第2弾性部材12Bは第1弾性部材11Bよりも大きな粘着力を発揮するから、第1弾性部材11Bに粘着保持されていたチップコンデンサ本体15は第2弾性部材12Bに粘着される。次いで、第1保持治具11を第2保持治具12から引き離すと、第2弾性部材12Bは第1弾性部材11Bとの粘着力よりも大きな粘着力を有しているから、チップコンデンサ本体15は電極16を介して第2弾性部材12Bに強固に粘着されており、第1保持治具11における第1弾性部材11Bにチップコンデンサ本体15がほとんど残存することなく脱離する。このようにして、第1保持治具11から第2保持治具12に多数のチップコンデンサ本体15を脱落することも転倒することもなく所望のように移し替えることができる。
【0060】
一製造方法において、第2保持治具12を回転させて第2保持治具12にチップコンデンサ本体15が懸垂保持された状態にする。その後、前記と同様にして懸垂保持されたチップコンデンサ本体15の下端部に導電ペーストを塗布して乾燥させて電極16を形成する。
【0061】
一製造方法においては、このようにして第2保持治具12の第2弾性部材12Bには、図8に示されるように、チップコンデンサ本体15それぞれの両端部にほぼ均等な大きさの電極16が形成されて成るチップコンデンサ17が懸垂された状態で粘着保持されている。
【0062】
一製造方法において、次いで、第一取扱方法と基本的に同様にして、チップコンデンサ17を第2弾性部材12Bに粘着保持した第2保持治具12に、非粘着性表面21を有する脱離治具5を、第2弾性部材12Bに非粘着性表面21が隣接するように配置する。具体的には、第2弾性部材12Bの下方から懸垂保持されたチップコンデンサ17が脱離治具5の開口を貫通するようにして、第2弾性部材12Bの下方から脱離治具5を第2弾性部材12Bの周囲に配置する。
【0063】
一製造方法において、次いで、第一取扱方法と基本的に同様にして、第2保持治具12の粘着性表面に沿って、脱離治具5の粘着性表面21に向かって、すなわち、脱離治具5の非粘着性表面21が脱離具8の移動方向終端になる方向に向かって、脱離具8を相対的に移動させてチップコンデンサ17を側方に押し進める。脱離具8によって押進されたチップコンデンサ17が脱離治具5の非粘着性表面21に到達すると脱落する。このようにして、脱離治具5が装着された第2保持治具12からチップコンデンサ17のほとんどすべてを脱離させることができる。
【0064】
一製造方法においては、このようにして脱落したチップコンデンサ17を収集してチップコンデンサ17の製造が完了する。
【0065】
このように、一製造方法は、ほとんどすべてのチップコンデンサ17を起立状態のまま第1保持治具11から第2保持治具12に移し替えることができると共に、脱離具8の相対的な移動によって被粘着物を脱離治具5に到達させて第2保持治具12に強固に粘着保持されたチップコンデンサ17のほとんどすべてを容易に脱離させることができる。したがって、この発明に係る被粘着物の製造方法である一製造方法は、例えば、複数の被粘着物の両端部に順次所定の処理を施して被粘着物を製造等する際に好適に使用される。なお、一製造方法において、取扱治具3に代えて取扱治具1を用いても一製造方法と同様の効果が得られ、取扱治具3に代えて取扱治具2を用いると一製造方法の効果に加えて弾性部材9Bの損傷を実質的に防止できるという効果が得られる。
【0066】
この発明に係る脱離治具及び取扱治具は、前記例に限定されることはなく、本願発明の目的を達成することができる範囲において、種々の変更が可能である。例えば、脱離治具5はその表面全体が非粘着性表面21となっているが、この発明において、脱離治具は装着された保持治具の弾性部材に隣接する表面のみが非粘着性表面となっていればよい。
【0067】
前記取扱治具1〜3はいずれも保持治具及び脱離具を備えて成るが、この発明において、取扱治具は、これら以外の部材又は要素、例えば、被粘着物の収納部材、脱離具の配置位置調整手段、脱離具の駆動手段、他の保持治具、また、特開2008−091659号公報に記載された立設配置板例えば前記立設配置板、及び、立設配置板の配設孔に挿入された被粘着物を保持治具に向けて押圧するプレス板等を備えていてもよい。
【0068】
前記取扱治具1〜3において、各弾性部材9B、11B及び12Bは、その表面全体が粘着性表面となっているが、この発明において、弾性部材は自身の表面の少なくとも一部が粘着性表面になっていればよい。
【0069】
前記取扱治具1〜3において、各治具本体9A、11A及び12A並びに各弾性部材9B、11B及び12Bはいずれも矩形に形成されているが、この発明において、治具本体及び弾性部材は小型部品の製造に適した形状であればよく、被粘着物の形状、被粘着物保持装置の形状、製造工程、作業性等に応じて、任意の形状とされる。例えば、治具本体及び弾性部材すなわち保持治具は、正方形、長方形、五角形、六角形等の多角形、円形、楕円形、不定形、又は、これらを組み合わせた形状等の板状体が挙げられる。また、各治具本体9A、11A及び12Aにおける各弾性部材9B、11B及び12Bが形成されない一方の面側は、平面形状であっても、半円筒体等の立体形状であってもよい。
【0070】
この発明に係る被粘着物の脱離方法及び被粘着物の製造方法は、前記第一脱離方法及び第二脱離方法並びに一製造方法に限定されることはなく、本願発明の目的を達成することができる範囲において、種々の変更が可能である。
【0071】
例えば、前記第二脱離方法においては、脱離具8を第1側部23及び第2側部24の延在方向に沿う方向に相対的に移動させているが、この発明において、脱離具は基部の延在方向に沿う方向に相対的に移動させてもよい。
【0072】
また、前記一製造方法においては、チップコンデンサ本体15の両端部に電極16を形成してチップコンデンサ17を製造する方法を例にして説明したが、この発明に係る被粘着物の製造方法において製造される被粘着物は、その両端部に同一の処理が施され、同一部材が形成される必要はなく、被粘着物の両端部それぞれに異なる処理が施され、異なる部材が形成されてもよい。
【符号の説明】
【0073】
1、2、 取扱治具
5、6 脱離治具
8 脱離具
9 保持治具
9A 治具本体
9B 弾性部材
11 第1保持治具
11A 第1治具本体
11B 第1弾性部材
12 第2保持治具
12A 第2治具本体
12B 第2弾性部材
15 チップコンデンサ本体
16 電極
17 チップコンデンサ
21 非粘着性表面
22 基部
23 第1側部
24 第2側部
25 テーパ状案内部
【特許請求の範囲】
【請求項1】
粘着性表面を有する弾性部材を備えた保持治具と、非粘着性表面を有し、この非粘着性表面が前記弾性部材に隣接するように着脱可能に装着される脱離治具とを備えて成る取扱治具。
【請求項2】
前記保持治具は、粘着性表面を有する第1弾性部材を備えた第1保持治具と、粘着性表面を有する第2弾性部材を備えた第2保持治具とを少なくとも含み、
前記脱離治具は、第2保持治具に着脱可能に装着される請求項1に記載の取扱治具。
【請求項3】
前記粘着性表面に沿って相対的に移動して粘着保持された被粘着物を脱離させる脱離具を備えて成る請求項1又は2に記載の取扱治具。
【請求項4】
粘着性表面を有する弾性部材を備えて成る保持治具に着脱可能に装着され、非粘着性表面を有する脱離治具。
【請求項5】
被粘着物を弾性部材に粘着した保持治具に、非粘着性表面を有する脱離治具を、前記弾性部材に前記非粘着性表面が隣接するように配置する工程と、
脱離具を前記脱離治具に向かって前記弾性部材の粘着性表面に沿って相対的に移動させる工程とを有する被粘着物の脱離方法。
【請求項6】
請求項5に記載の被粘着物の脱離方法を含む被粘着物の製造方法。
【請求項1】
粘着性表面を有する弾性部材を備えた保持治具と、非粘着性表面を有し、この非粘着性表面が前記弾性部材に隣接するように着脱可能に装着される脱離治具とを備えて成る取扱治具。
【請求項2】
前記保持治具は、粘着性表面を有する第1弾性部材を備えた第1保持治具と、粘着性表面を有する第2弾性部材を備えた第2保持治具とを少なくとも含み、
前記脱離治具は、第2保持治具に着脱可能に装着される請求項1に記載の取扱治具。
【請求項3】
前記粘着性表面に沿って相対的に移動して粘着保持された被粘着物を脱離させる脱離具を備えて成る請求項1又は2に記載の取扱治具。
【請求項4】
粘着性表面を有する弾性部材を備えて成る保持治具に着脱可能に装着され、非粘着性表面を有する脱離治具。
【請求項5】
被粘着物を弾性部材に粘着した保持治具に、非粘着性表面を有する脱離治具を、前記弾性部材に前記非粘着性表面が隣接するように配置する工程と、
脱離具を前記脱離治具に向かって前記弾性部材の粘着性表面に沿って相対的に移動させる工程とを有する被粘着物の脱離方法。
【請求項6】
請求項5に記載の被粘着物の脱離方法を含む被粘着物の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−138444(P2012−138444A)
【公開日】平成24年7月19日(2012.7.19)
【国際特許分類】
【出願番号】特願2010−289229(P2010−289229)
【出願日】平成22年12月27日(2010.12.27)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成24年7月19日(2012.7.19)
【国際特許分類】
【出願日】平成22年12月27日(2010.12.27)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]