
受光素子、受光素子アレイおよびそれらの製造方法
【課題】 近赤外域に受光感度を有し、良好な結晶性を得やすく、かつ、その一次元または二次元アレイを、高精度で形成しやすく、暗電流を低くできる受光素子、受光素子アレイ、およびそれらの製造方法を提供する。
【解決手段】 pn接合15を受光層3に含むIII−V族化合物半導体積層構造の受光素子であって、受光層がIII−V族化合物半導体の多重量子井戸構造を有し、pn接合15は、不純物元素が、受光層内に選択拡散されて形成されており、受光層における不純物濃度が、5×1016cm−3以下であることを特徴とする。
【解決手段】 pn接合15を受光層3に含むIII−V族化合物半導体積層構造の受光素子であって、受光層がIII−V族化合物半導体の多重量子井戸構造を有し、pn接合15は、不純物元素が、受光層内に選択拡散されて形成されており、受光層における不純物濃度が、5×1016cm−3以下であることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、受光素子、受光素子アレイおよびそれらの製造方法に関し、より具体的には、光通信用、撮像装置、センサー等に用いることができる、近赤外域に受光感度を有する受光素子、受光素子アレイおよびそれらの製造方法に関するものである。
【背景技術】
【0002】
InP基板を用いたIII−V族化合物半導体は、バンドギャップエネルギが近赤外域に対応するため、通信用、生体検査用、夜間撮像用などを目的に、多くの研究が進行している。この中で特に注力されているのは、InP基板上に、バンドギャップエネルギがより小さいIII−V族化合物半導体結晶層、およびこれら結晶層に複数個が配列されて受光単位となる受光素子を、いかに結晶性のよい状態で形成するかという研究である。
【0003】
たとえば、III族中の、Gaの比率を下げてInの比率を上げてバンドギャップをより狭くした(格子定数をより大きくした)In0.82Ga0.18Asを受光層に用いることで受光感度域の長波長化をはかった受光素子の試作結果が発表された(非特許文献1)。In比率を上記のように高くするとInGaAsの格子定数は大きくなり、InP基板との格子不整合が拡大するという問題を、上記の受光素子では、InP基板と、高In比率InGaAs受光層との間に、(As/P)比率を受光層に向けて段階的に増やしたInAsPグレーディッド層を12〜20層設けることで、解決しようとした。格子不整合の拡大は、格子欠陥密度の増大を伴い、必然的に暗電流の増大を招くが、上記のグレーディッドバッファ層を介在させることによって、暗電流は20μA〜35μAになる。しかし、この電流値は、InGaAs受光層を備える光通信用のフォトダイオードの暗電流より3桁も高い値である。また、多数のグレーディッド層をエピタキシャル成長させることは容易ではなく、かつ製造コストも増大する。
【0004】
また、InGaAsにおいて、V族元素にさらにNを加えてGaInNAsとして、Nによるバンドギャップ狭小化作用を用いた4元系III−V族化合物半導体の提案がなされている(特許文献1)。しかし、GaInNAsの結晶成長は技術的に大変難しい。とくに波長3μmまで受光感度を持ち、InP基板と格子整合するためには窒素を10%(V族元素内の原子%)程度まで増やす必要があるが、窒素を10%程度にして良好な結晶性を得ることは非常に困難である。しかも受光素子として高感度を実現するためには、上記窒素を高濃度に含むGaInNAs層の厚みを2μm以上にする必要があるが、このような厚みの上記窒素含有結晶層を結晶性よく成長することはさらに困難である。
【0005】
また、InGaAs−GaAsSbのタイプ2型量子井戸構造を用い、p型またはn型のエピタキシャル層によるpn接合の形成によってカットオフ波長2.39μmのフォトダイオードの作製結果の報告がなされた(非特許文献2)。同文献において、上記カットオフ波長よりさらに長波長化するには、歪み補償が必要であるとして、InGaAs−GaAsSbの歪み補償量子井戸構造による、カットオフ波長2μm〜5μmのフォトディテクタの提案がなされた。
【0006】
ところで、受光素子は複数個が二次元または一次元に配列されて、撮像装置等に用いられるが、個々の受光素子間の分離を確実にしないと、暗電流、クロストーク等を生じて鮮明な画像を得ることができない。フォトダイオードはpn接合を必ず備えるが、上記のフォトダイオードでは、p型半導体層またはn型半導体層上への相手方の極性の半導体層をエピタキシャル成長することで、このpn接合が形成される。この場合、面状に広く形成されたpn接合を個々の受光素子のpn接合に分けるために、個々の受光素子に区分けする溝を設ける。このような溝は、素子分離溝と呼ばれ、面状のpn接合を形成した後、メサエッチングにより形成される。InP基板を用いた近赤外域用フォトダイオードの素子分離溝の形成には、InPおよびInGaAsについて選択性のあるエッチング液を用いることで、各層の境界でウェットエッチングを停止させることができる(特許文献2)。
【0007】
上記のウェットエッチング法では、しかしながら、区分けされる各受光素子の形状を高精度に制御することが困難である。たとえば、各受光素子において縦断面に台形状にテーパがついたり、積層体の側面に半導体層に応じて出入り(凹凸)が生じたり、隣り合う受光素子の間にエッチング液が順次入り込まず、完全な溝が形成されず、途中で止まるものなどができる。このような素子分離溝の不完全性を根絶することは、非常に困難である。また、ドライエッチング法を用いた場合には、エッチング時のダメージ発生が起こり、安定して暗電流の低いフォトダイオードを製造することが困難であり、歩留りが低下し、製造コストを上昇させる。
【0008】
上記の受光素子の複数個の配列構造の形成、すなわちアレイ化についていえば、上記各引用文献に提案された受光素子は、非特許文献1を除いてそのpn接合は、p型層およびn型層のエピタキシャル層間に形成されており、受光素子の一次元または二次元配列は、素子分離溝によって行うことになる。したがって、上記した素子分離溝の形成に伴う問題が伴うことになる。
【非特許文献1】T.Murakami, H.Takahashi, M.Nakayama, Y.Miura, K.Takemoto, D.Hara,"InxGa1-xAs/InAsyP1-y detector for near infrared(1-2.6μm)", Conference Proceedings of Indium Phosphide and Related Materials 1995, May, Sapporo, pp.528-531
【非特許文献2】R.Sidhu,"A Long-Wavelength Photodiode on InP Using Lattice-Matched GaInAs-GaAsSb Type-II Quantum Wells, IEEE Photonics Technology Letters, Vol.17, No.12(2005), pp.2715-2717
【特許文献1】特開平9−219563号公報
【特許文献2】特開2001−144278号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
近赤外域の長波長側に受光感度を有する受光素子および受光素子アレイは、上記のように候補はいくつかあるが、結晶性の低さ、高い暗電流、製造の困難性等に阻まれ、実用上克服すべき困難な課題が多く、開発途上にある。このような状況下、本発明は、近赤外域に受光感度を有し、良好な結晶性を得やすく、かつ、その一次元または二次元アレイを、高精度で形成しやすく、暗電流を低くできる受光素子、当該受光素子が配列された受光素子アレイ、およびそれらの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の受光素子は、pn接合を受光層に含むIII−V族化合物半導体積層構造の受光素子である。この受光素子では、受光層がIII−V族化合物半導体の多重量子井戸構造を有し、pn接合は、不純物元素を受光層内に選択拡散して形成したものであり、受光層における不純物濃度が、5×1016/cm3(5E16cm−3)以下であることを特徴とする。
【0011】
上記の構成によって、近赤外域に対応したバンドギャップエネルギを有する多重量子井戸構造を、不純物濃度を5×1016cm−3以下に低くすることにより多重量子井戸構造を破壊されず、すなわち結晶性を損なわずに、形成することができる。そして、受光素子のpn接合形成のための不純物が選択拡散され、すなわち周縁部から内側に平面的に周囲限定されて、個々の受光素子に分離されるように導入される。このため、各受光素子を高精度で形成しやすく、素子分離溝を設ける必要がないので、暗電流の低い受光素子を形成することができる。なお、上記のpn接合は、次のように、広く解釈されるべきである。受光層内において、不純物元素が選択拡散で導入される側と反対の面側の領域の不純物濃度が、真性半導体とみなせるほど低い不純物領域(i領域と呼ばれる)であり、上記拡散導入された不純物領域と当該i領域との間に形成される接合をも含むものである。すなわち上記のpn接合は、pi接合またはni接合などであってもよく、さらに、これらpi接合またはni接合におけるp濃度またはn濃度が非常に低い場合も含むものである。
【0012】
上記のIII−V族化合物半導体積層構造はIII−V族化合物半導体基板上に形成されたものであり、基板と反対側の受光層の面に接して、III−V族化合物半導体の拡散濃度分布調整層を備え、その拡散濃度分布調整層のバンドギャップエネルギを、前記III−V族化合物半導体基板のバンドギャップエネルギより小さくするのがよい。これによって、拡散濃度分布調整層の受光層側の厚み範囲の不純物濃度を低くしても、バンドギャップエネルギが小さいために電気抵抗がIII−V族化合物半導体基板のバンドギャップエネルギをもつ材料を用いた場合よりも大きくならないようにできる。
【0013】
ここで、基板のバンドギャップエネルギより小さいバンドギャップエネルギの拡散濃度分布調整層のより具体的な特性およびその特性とした理由は、次のとおりである。
(1)III−V族化合物半導体により近赤外域用の受光層を形成したとき、その受光層のバンドギャップエネルギより大きいバンドギャップエネルギを窓層に用いる場合があり、その場合、格子整合性等も考慮して、半導体基板と同じ材料が用いられることが多い。近赤外域のカットオフ波長に対応するバンドギャップエネルギは、0.7〜0.8eVである。拡散濃度分布調整層のバンドギャップエネルギは、窓層のバンドギャップエネルギより小さく、受光層のバンドギャップエネルギより大きいことを前提としている。受光層のバンドギャップエネルギと重なり、または近接しすぎる場合には、エピタキシャル層表面を入射面とする構造を採用したとき、受光層の受光対象とする光を吸収し、受光層の受光感度を低下させるからである。
(2)窓層に通常用いられる大きなバンドギャップエネルギの材料よりも小さいバンドギャップエネルギの材料を用いることにより、不純物濃度を低くしても電気抵抗増大の程度、または電気伝導度の低下の程度を小さくすることができる。この結果、上記のように電圧印加状態において応答速度の低下を抑制できる。
【0014】
上記の拡散濃度分布調整層内において、不純物元素の濃度を、受光層と接する面と反対の面側における1×1018/cm3〜9.9×1018/cm3から受光層側における5×1016cm−3以下に低下するようにできる。これによって、表面トップ側に位置する電極の界面抵抗を抑えながら、またはオーミック接触を可能にしながら、かつ多重量子井戸構造の良好な結晶性を確保することができる。拡散濃度分布調整層内の部分における低い不純物濃度に起因する電気抵抗の増大または電気伝導度の低下の問題は、上記のように、InP相当のバンドギャップエネルギより小さいバンドギャップエネルギにより軽減することができる。
【0015】
上記の多重量子井戸構造をタイプ2の量子井戸構造とすることができる。これにより、近赤外域の長波長側に受光感度を持つ受光素子を、適切な2つのIII−V族化合物半導体材料を選ぶことによって、実現することが容易化される可能性が出る。
【0016】
III−V族化合物半導体積層構造はInP基板上に形成しており、受光層をInGaAs/GaAsSb多重量子井戸構造、またはGaInNAs/GaAsSb多重量子井戸構造とし、不純物元素を亜鉛(Zn)とすることができる。これにより、これまで蓄積した材料および技術を用いて、容易に、結晶性に優れ、暗電流の低い受光素子を得ることができる。
【0017】
上記の拡散濃度分布調整層をInGaAsで形成することができる。これにより、電気抵抗の不純物濃度依存性が小さく、不純物濃度が低くても電気抵抗はそれほど高くならない材料で、拡散濃度分布調整層を形成することができる。このため量子井戸構造を有する受光層内に、高い不純物濃度の領域を形成しないようにするために、拡散濃度分布調整層内で、拡散導入側の上側で高い濃度の不純物を、受光層側の下側で低い濃度としながら、その下側での電気抵抗を高めないようにできる。この結果、応答性を低下させずに、結晶性の良好な量子井戸構造の受光素子を得ることができる。なお、InGaAsのバンドギャップエネルギは0.75eVである。
【0018】
上記の拡散濃度分布調整層上にInP窓層を備え、当該拡散濃度分布調整層とInP窓層との境界部に、Sbのパイルアップ(集積)がないようにできる。これによって、表面が平坦な拡散濃度分布調整層および窓層を得て、暗電流の増大を防止することができる。また、受光層を形成するInGaAs/GaAsSb等の多重量子井戸構造からのSbの脱漏を防止して、結晶性の良好な受光層を得ることができる。さらに、Sb富化層に起因する予期せぬトラブルを排除することができる。
【0019】
拡散濃度分布調整層上にInP窓層を備え、当該拡散濃度分布調整層およびInP窓層において、Sb濃度を1×1018/cm3以下とすることができる。すなわち、拡散濃度分布調整層およびInP窓層のどこも、Sb濃度1×1018/cm3を超える箇所をないようにできる。これによって暗電流の増大の防止など、上記Sbのパイルアップ(集積)がない場合と同様の作用を得ることができる。
【0020】
拡散濃度分布調整層の上にInP窓層を備え、該拡散濃度分布調整層とInP窓層との境界部に、酸素(O)、炭素(C)、水素(H)、珪素(Si)のうちの少なくとも1つがパイルアップ(集積)された異成分パイルアップ層(集積層)を有することができる。これによって、たとえばMBE成膜法で拡散濃度分布調整層を成膜した後、MBEの成膜室から大気に取り出して、低温域でのInP層の成膜に適した成膜法の成膜室へと移動させることができる。InP層の成膜は、一般的にMBE法では難しい。吸湿性の高い燐が成膜室内壁に付着して、わずかの水分でも存在すると結晶の純度を低下させる不純物として作用するためである。
上記の構成により、受光層の良好な結晶性を確保しながら、InP窓層を得ることができる。上記の異成分は、大気に暴露された結果、表面に付着する大気中の成分である。また、InPによる窓層の形成は、内部の半導体積層構造の結晶性を損なわないことから、エピタキシャル層を入射面側とする構造を採用した場合、受光層より入射側での近赤外光の吸収などを防止しながら、暗電流の抑制にも有効に作用する。また、InPの結晶表面にパッシベーション膜を形成する技術は、他の結晶表面に形成する場合、たとえばInGaAsの表面にパッシベーション膜を形成する技術よりも蓄積があり、技術的に確立されており、表面での電流リークを容易に抑制することができる。
【0021】
本発明の受光素子アレイは、上記のいずれかの受光素子が、半導体積層構造を共通にし、かつ不純物元素が受光素子ごとに受光層内に選択拡散されて形成されており、一次元または二次元配列されていることを特徴とする。
【0022】
上記の構成によれば、受光素子が個々の不純物拡散領域で形成されるため、素子分離溝を設ける必要がない。このため、高精度で形成しやすく、暗電流を低くできる受光素子アレイを形成することができる。
【0023】
本発明の受光素子の製造方法は、III−V族化合物半導体の積層構造を有し、該積層構造内の受光層にpn接合を有する受光素子の製造方法である。この方法は、InP基板上に受光層を多重量子井戸構造で形成する工程と、受光層の上に、該受光層内の不純物濃度を低く調整するために、InP相当のバンドギャップエネルギより小さいバンドギャップエネルギを有する拡散濃度分布調整層を形成する工程と、 前記拡散濃度分布調整層を通して該受光層内に不純物元素を選択拡散し、該受光層内の前記不純物濃度を5×1016cm−3以下とする工程とを備えることを特徴とする。
【0024】
上記の受光素子の製造方法によって、近赤外域に対応したバンドギャップエネルギを有する多重量子井戸構造を、不純物濃度を低くすることにより破壊されず、すなわち結晶性を損なわずに、形成することができる。受光素子のpn接合形成のための不純物が選択拡散され、すなわち周縁部から内側に平面的に周囲限定されて、周囲から分離されるように導入される。このため、受光素子を高精度で形成しやすいので、暗電流の低い受光素子を形成することができる。また、拡散濃度分布調整層を通して不純物を選択拡散するので、多重量子井戸構造内の不純物濃度を容易に低く調整することができる。拡散濃度分布調整層は、InP相当のバンドギャップエネルギより小さくしたので、受光層側の厚み範囲に低い不純物濃度範囲が生じても、電圧印加状態における応答速度を低下させないようにできる。
【0025】
InP基板上に受光層を、少なくとも1つの層にSbを含む多重量子井戸構造で形成した後、拡散濃度分布調整層を形成する前に、積層構造を300℃以下まで冷却することができる。これによって、多重量子井戸構造中のSbが、成膜中の表面へと順次移動する状態を打ち切り、Sbの表面パイルアップに起因する、拡散濃度分布調整層の表面の粗面化を防ぐことができる。この結果、粗面に起因する暗電流増大を防止することができる。上記の積層構造を冷却する温度は、好ましくは200℃以下、より好ましくは100℃とするのがよい。
【0026】
InP基板上に受光層を形成した後、拡散濃度分布調整層を形成する前に、前記積層構造を、前記受光層を形成した成膜室から、当該成膜室につながった待機室に移動して、300℃以下まで冷却することができる。これによって、Sbの表面富化を防止した上で、拡散濃度分布調整層と受光層との境界部に大気からの不純物付着層を形成することなく、結晶性に優れたエピタキシャル積層体を得ることができる。上記の積層構造を冷却する温度は、好ましくは200℃以下、より好ましくは100℃とするのがよい。
【0027】
InP基板上に受光層を形成した後、冷却する前に、受光層の成膜温度より10℃から50℃高い範囲の温度に、10分間以上30分間以下の時間保持し、その後、冷却ないし移動して冷却することができる。これによって、サーファクタント効果で受光層の表面に集積しているSbを熱脱離させて除去することができる。10分間未満の保持では熱処理の効果が不十分であり、また30分間を超えると熱ダメージを受けて結晶表面が劣化する。
【0028】
InP基板上に受光層および拡散濃度分布調整層を、分子線エピタキシャル成長(MBE)法により550℃以下で成膜し、その後、該拡散濃度分布調整層上に、InP窓層を、全有機金属気相エピタキシ(全有機MOVPE)法により550℃以下で成膜することができる。ここで全有機MOVPE法とは、InPの燐原料に有機燐原料TBP(ターシャリーブチルホスフィン)を用い、III族原料もV族原料も共に有機原料を用いるMOVPE法をさす。通常のMOVPE法では、燐原料にPH3(ホスフィン)を用いる方法も含まれるが、PH3の熱分解温度は高く、550℃以下でのInPの低温成長は困難である。
上記の製造方法による効果は次の2点である。
(1)MBE法は数百ペアの多重量子井戸構造を、複数のるつぼと成膜基板との間に位置するシャッタの交互の開閉により、急峻な組成変化の界面としながら、簡単に得ることができる。このため、多重量子井戸構造の形成に特に適した成膜法である。しかし、MBE法で高純度のInPを成膜することは難しい。吸湿性の高い燐が成膜室内壁に付着して、わずかの水分でも存在すると結晶の純度を低下させる不純物として作用するためである。
全有機MOVPE法においても、InPのようにリンを含む層の形成においては、PやP化合物が成膜室の内壁に付着して堆積してゆく。PまたはP化合物は空気中の酸素と反応して発火するものもある。MBE法による成膜では、原料を補充するにも成膜室を大気開放する必要があり、また些細なメンテナンスを行うにも大気開放が必要となる。そのため、成膜室内壁に付着した燐が大気中の水分を吸い(上記(1)の原因)、または酸素と反応して発火する確率が高くなる。これに対して全有機MOVPE(通常のMOVPEでも同様)では、成膜室が大気に開放されることは滅多にない。成膜室を閉じた状態で外部から原料を流すので、当然ながら、原料補充で成膜室が大気にさらされることはない。このため、上記燐に関連する、吸湿の問題および発火のトラブルも起こりにくくなる。さらに全有機MOVPE法に特有のことであるが、TBPが熱分解してできた燐または燐化合物は、大気に触れても非常に燃えにくいことが分かっている。
(2)さらに、全有機MOVPE法では、InPの成膜原料に、TBP(ターシャリーブチルホスフィン)、TMI(トリメチルインジウム)などの有機化合物のみを用いるので、熱分解しやすく、成膜温度を550℃以下、とくに500℃以下にすることができる。このため、InP窓層のみを全有機MOVPE法で成膜することで、結晶性の良好な、多重量子井戸層(受光層)/拡散濃度分布調整層を維持しながら、InP窓層を形成することができる。
【0029】
上記のMBE法によりInP基板上に受光層および拡散濃度分布調整層を成膜した後、積層構造を大気にさらし、次いで、MOVPEの成膜室に装入して、InP窓層を成膜することができる。これによって、真空搬送装置などを用意することなく、簡単に、MBE成膜装置から、中間製品の基板を外気に取り出して、MOVPE成膜装置に装入することができる。
【0030】
本発明の受光素子アレイの製造方法では、受光素子が複数配列された受光素子アレイを製造するために、III−V族化合物半導体の積層構造を共通にして、複数の受光素子に上記のいずれかひとつの受光素子の製造方法を適用する。そして、不純物の選択拡散工程では、拡散濃度分布調整層を通して該受光層内に、複数の受光素子が分離されるように、受光素子ごとに不純物元素を選択拡散し、各受光素子の受光層内の不純物濃度を5×1016/cm3以下とすることを特徴とする。
【0031】
上記の受光素子アレイの製造方法によって、近赤外域に対応したバンドギャップエネルギを有する多重量子井戸構造を、不純物濃度を低くすることにより破壊されず、すなわち結晶性を損なわずに、形成することができる。各受光素子のpn接合形成のための不純物が選択拡散され、すなわち各受光素子の周縁部から内側に平面的に周囲限定されて、個々の受光素子に分離されるように導入される。このため、各受光素子を高精度で形成しやすく、素子分離溝を設ける必要がないので、暗電流の低い受光素子アレイを形成することができる。また、拡散濃度分布調整層を通して不純物を選択拡散するので、多重量子井戸構造内の不純物濃度を容易に低く調整することができる。拡散濃度分布調整層は、InP相当のバンドギャップエネルギより小さくしたので、受光層側の厚み範囲に低い不純物濃度範囲が生じても、電圧印加状態における応答速度を低下させないようにできる。
【発明の効果】
【0032】
本発明によれば、近赤外域に受光感度を有し、良好な結晶性を得やすく、かつ、その一次元または二次元アレイを、高精度で形成しやすく、暗電流を低くできる受光素子および当該受光素子が配列された受光素子アレイを提供することを目的とする。
【発明を実施するための最良の形態】
【0033】
(実施の形態1−半導体積層構造およびpn接合の態様−)
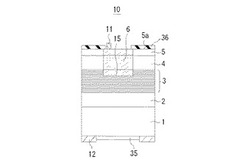
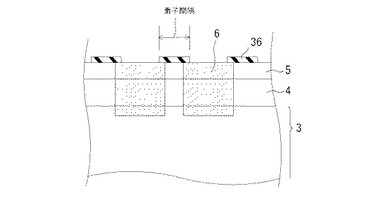
図1は、本発明の実施の形態における受光素子10を示す断面図である。図1によれば、受光素子10は、InP基板1の上に次の構成のIII−V族化合物半導体積層構造(エピタキシャルウエハ)を有する。
(InP基板1/バッファ層2/InGaAsまたはGaInNAsとGaAsSbとの多重量子井戸構造の受光層3/InGaAs拡散濃度分布調整層4/InP窓層5)
InP窓層5から多重量子井戸構造の受光層3にまで届くように位置するp型領域6は、SiN膜の選択拡散マスクパターン36の開口部から、p型不純物のZnが選択拡散されることで形成される。受光素子10の周縁部の内側に、平面的に周囲限定されて拡散導入されるということは、上記SiN膜の選択拡散マスクパターン36を用いて拡散することによって達せられる。
【0034】
p型領域6にはAuZnによるp側電極11が、またInP基板1の裏面にはAuGeNiのn側電極12が、それぞれオーミック接触するように設けられている。この場合、InP基板1にはn型不純物がドープされ、所定レベルの導電性を確保されている。InP基板1の裏面には、またSiONの反射防止膜35を設け、InP基板裏面側を入射面とする裏面入射型で使う場合に、光の反射を防止する。
【0035】
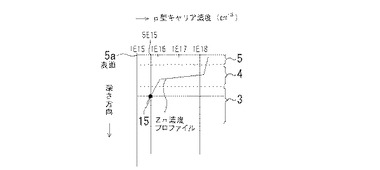
多重量子井戸構造の受光層3には、上記のp型領域6の境界フロントに対応する位置にpn接合が形成され、上記のp側電極11およびn側電極12間に逆バイアス電圧を印加することにより、n型不純物濃度が低い側(n型不純物バックグラウンド)により広く空乏層を生じる。多重量子井戸構造の受光層3におけるバックグラウンドは、n型不純物濃度(キャリア濃度)で5×1015cm−3程度またはそれ以下である。そして、pn接合の位置15は、多重量子井戸の受光層3のバックグラウンド(n型キャリア濃度)と、p型不純物のZnの濃度プロファイルとの交点で決まる。すなわち図2に示す位置となる。
【0036】
拡散濃度分布調整層4内では、InP窓層5の表面5aから選択拡散されたp型不純物の濃度が、InP窓層側における高濃度領域から受光層側にかけて急峻に低下している。このため、受光層3内では、Zn濃度は5×1016cm−3以下の不純物濃度を容易に実現することができる。図2では、受光層3内のZn濃度は、より低い1×1016cm−3程度以下が実現されている。
【0037】
本発明が対象とする受光素子10は、近赤外域からその長波長側に受光感度を有することを追求するので、窓層には、受光層3のバンドギャップエネルギより大きいバンドギャップエネルギの材料を用いるのが好ましい。このため、窓層には、通常、受光層よりもバンドギャップエネルギが大きく、格子整合の良い材料であるInPが用いられる。InPとほぼ同じバンドギャップエネルギを有するInAlAsを用いてもよい。
【0038】
(実施の形態におけるポイント)
本実施の形態における特徴は、次の要素で構成される点にある。
1.多重量子井戸構造は、選択拡散で不純物を高濃度に導入した場合、その構造が破壊されるため、選択拡散による不純物導入を低く抑える必要がある。通常、上記の拡散導入するp型不純物の濃度を5×1016/cm3以下とする必要がある。
【0039】
2.上記の低いp型不純物の濃度を、実生産上、再現性よく安定して得るために、InGaAsによる拡散濃度分布調整層4を、受光層3の上に設ける。この拡散濃度分布調整層4において、受光層側の厚み範囲が、上記のような低い不純物濃度になると、その低い不純物濃度の範囲の電気伝導性は低下し、または電気抵抗は増大する。拡散濃度分布調整層4における低不純物濃度範囲の電気伝導性が低下すると、応答性が低下して、たとえば良好な動画を得ることができない。しかしながら、InP相当のバンドギャップエネルギより小さいバンドギャップエネルギの材料、具体的には1.34eV未満のバンドギャップエネルギを持つIII−V族化合物半導体材料によって拡散濃度分布調整層を形成した場合には、不純物濃度が低くても、絶対零度で使用するわけではないので、電気伝導性は非常に大幅には低下しない。上記拡散濃度分布調整層の要件を満たすIII−V族化合物半導体材料として、たとえばInGaAs、GaAsなどを挙げることができる。
受光層の不純物濃度を5×1016/cm3以下とする理由をさらに詳しく説明する。p型不純物(Zn)の選択拡散の深さが深くなるなどして受光層3内におけるZn濃度が1×1017cm−3を超えると、超えた高濃度部分では量子井戸層を構成するInGaAsとGaAsSbの原子が相互に入り乱れ超格子構造が破壊される。破壊された部分の結晶品質は低下し、暗電流が増加するなど素子特性を劣化させる。ここで、Zn濃度は通常はSIMS分析法(Secondary Ion Mass Spectroscopy:二次イオン質量分析法)で測定するが、1017cm−3台あるいは1016cm−3台の濃度の分析は難しく、比較的大きな測定誤差が発生する。上記の詳細説明は、Zn濃度について倍または半分の精度での議論であるが、それはこの測定精度のあらさからきている。したがって、たとえば5×1016/cm3と、6×1016/cm3との相違を議論するのは、測定精度上、難しく、またそれほど大きな意味がない。
【0040】
拡散濃度分布調整層にバンドギャップエネルギの狭い材料を用いると、不純物濃度が低くても電気抵抗の増加を抑制することができる。逆バイアス電圧印加等に対する応答速度は、容量および電気抵抗によるCR時定数で決まると考えられるので、電気抵抗Rの増大を、上記のように抑制することにより応答速度を短くすることができる。
【0041】
3.本実施の形態では、多重量子井戸構造をタイプ2とする。タイプ1の量子井戸構造では、バンドギャップエネルギの小さい半導体層を、バンドギャップエネルギの大きい半導体層で挟みながら、近赤外域に受光感度を持たせる受光素子の場合、小さいバンドギャップエネルギの半導体層のバンドギャップにより受光感度の波長上限(カットオフ波長)が定まる。すなわち、光による電子または正孔の遷移は、小さいバンドギャップエネルギの半導体層内で行われる(直接遷移)。この場合、カットオフ波長をより長波長域まで拡大する材料は、III−V族化合物半導体内で、非常に限定される。これに対して、タイプ2の量子井戸構造では、フェルミエネルギを共通にして異なる2種の半導体層が交互に積層されたとき、第1の半導体の伝導帯と、第2の半導体の価電子帯とのエネルギ差が、受光感度の波長上限(カットオフ波長)を決める。すなわち、光による電子または正孔の遷移は、第2の半導体の価電子帯と、第1の半導体の伝導帯との間で行われる(間接遷移)。このため、第2の半導体の価電子帯のエネルギを、第1の半導体の価電子帯より高くし、かつ第1の半導体の伝導帯のエネルギを、第2の半導体の伝導帯のエネルギより低くすることにより、1つの半導体内の直接遷移による場合よりも、受光感度の長波長化を実現しやすい。
【0042】
4.上述のように、選択拡散マスクパターンを用いて選択拡散により、受光素子の周縁部より内側に、平面的に周囲限定してp型不純物を拡散導入するので、上記のpn接合は受光素子の端面に露出しない。この結果、光電流のリークは抑制される。
【0043】
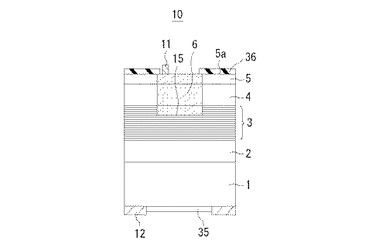
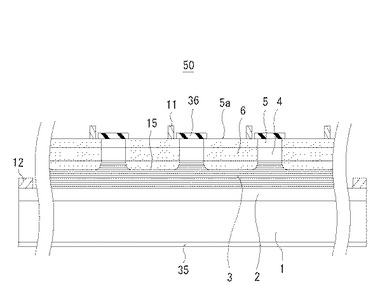
図3は、上記の受光素子10を、共通のInP基板を含むエピタキシャルウエハに複数個配列した受光素子アレイ50を示す断面図である。受光素子10が複数個、素子分離溝なしに配列されている点に特徴を持つ。上述の4.で述べたように、各受光素子の内側にp型領域6が限定され、隣接する受光素子とは、確実に区分けされている。受光層3が多重量子井戸構造で形成されており、受光層3の上に拡散濃度分布調整層4が配置されて、受光層3内のp型不純物濃度が5×1016cm−3以下にされている点などは、図1の受光素子10と同じである。
【0044】
次に、図1に示す受光素子10の製造方法について説明する。n型InP基板1上に、バッファ層2を成膜する。バッファ層2は、2μm厚みのInPもしくはInAlAsとするか、または0.15μm厚みのInGaAsとするのがよい。次いで、(InGaAs/GaAsSb)または(GaInNAs/GaAsSb)の多重量子井戸構造の受光層3を形成する。単位量子井戸構造を形成するGaInNAs層またはGaAsSb層の厚みは5nmであり、ペア数(単位量子井戸の繰り返し数)は300である。次いで、受光層3の上に、Zn拡散導入の際の拡散濃度分布調整層4として、厚み1μmのInGaAs層をエピタキシャル成長し、次いで、最後に厚み1μmのInP窓層5をエピタキシャル成長する。上記の受光層3および拡散濃度分布調整層4は、ともにMBE(Molecular
Beam Epitaxy)法によってエピタキシャル成長するのがよい。また、InP窓層5は、MBE法でエピタキシャル成長してもよいし、拡散濃度調整層4を成長させた後、MBE装置から取り出して、MOVPE(Metal
Organic Vapor Phase Epitaxy)法によってエピタキシャル成長してもよい。
【0045】
InPバッファ層2もしくはInAlAsバッファ層2、またはInGaAsバッファ層2は、ノンドープでもよいし、Siなどn型ドーパントを1×1017cm−3程度ドーピングしてもよい。GaInNAs/GaAsSbの多重量子井戸構造の受光層3、InGaAsの拡散濃度分布調整層4、およびInP窓層5は、ノンドープが望ましいが、Siなどn型ドーパントを極微量(たとえば2×1015cm−3程度)ドーピングしてもよい。また、バッファ層上にn側電極を形成するためにバッファ層2に、n型ドーパントを1×1018cm−3程度ドープしてもよい。その際InP基板1は、Feドープの半絶縁性InP基板であってもよい。
【0046】
上述のInP基板1を含む積層構造(エピタキシャルウエハ)を用いて、光デバイスを製造する。InP窓層5の表面5aに形成したSiNマスクパターン36を用いて、その開口部からZnを選択拡散して(GaInNAs/GaAsSb)多重量子井戸構造の受光層3内に届くようにp型領域6を形成する。p型領域6のフロント先端部がpn接合15を形成する。このとき、Zn濃度が1×1018cm−3程度以上の高濃度領域は、InGaAs拡散濃度分布調整層4内に限定される。すなわち、上記高濃度不純物分布は、InP窓層5の表面5aから深さ方向に、InGaAs拡散濃度分布調整層4内にまで連続し、さらに拡散濃度分布調整層4内のより深い位置で5×1016cm−3以下に低下する。そして、pn接合15の近傍におけるZn濃度分布は、傾斜型接合を示すような分布になっている。
【0047】
受光素子10の一次元または二次元配列、すなわち図3に示す受光素子アレイは、素子分離用のメサエッチングをすることなくZnの選択拡散(受光素子の周縁部の内側になるように平面的に周囲限定した拡散)によって、隣り合う受光素子どうし分離する。すなわち、Zn選択拡散領域6が1つの受光素子10の主要部となり、1つの画素を形成するが、Znが拡散していない領域が、各画素を分離する。このため、メサエッチングに付随する結晶の損傷などを受けることがなく、暗電流を抑制することができる。
【0048】
不純物の選択拡散によってpn接合を形成する場合、拡散が深さ方向だけでなく横方向(深さ直交方向)にも進行するので、素子間隔を一定以上、狭くすることができない懸念が、上記特許文献2に表明されている。しかしながら、実際にZnの選択拡散を行ってみると、最表面にInP窓層5があり、その下にInGaAs拡散濃度分布調整層4が配置された構造では、横方向の拡散は、深さ方向と同程度またはそれ以下に収まることが確認された。すなわち、Znの選択拡散において、Znはマスクパターンの開口径よりも横方向に広がるが、その程度は小さく、図1、図3などに模式的に示すように、マスクパターン開口部よりも少し広がるだけである。
【0049】
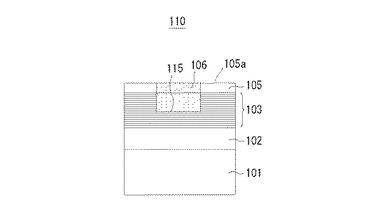
図4は、本発明とは異なる参考例1における受光素子110を示す断面図である。参考例1の受光素子110では、次の積層構造を有する。
(InP基板101/InPもしくはInAlAs、またはInGaAsバッファ層102/(GaInNAs/GaAsSb)多重量子井戸構造の受光層103/InP窓層105)
本発明の実施の形態における積層構造と比較して、拡散濃度分布調整層がないことが相違点である。すなわち、InP窓層105の直下に、多重量子井戸構造の受光層103が配置されている。
【0050】
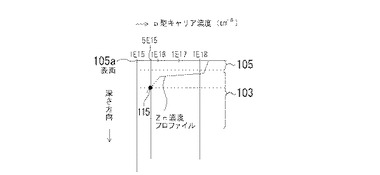
拡散濃度分布調整層がないと、図5に示すように、たとえばZn濃度分布は多重量子井戸構造の受光層103まで高い濃度となる。すなわち、多重量子井戸構造内において、5×1016cm−3を超えて1×1018cm−3の高い不純物濃度領域が形成される。多重量子井戸構造に高濃度不純物が導入されると、その構造が破壊され、暗電流が大きく増大する。逆に、このような高濃度不純物領域が、多重量子井戸構造内に形成されないようにするために、拡散濃度分布調整層を設けて選択拡散を行うのである。
【0051】
しかしながら、Znの選択拡散において、次のような考え方が成立する余地がある。
(1)拡散導入時間を短時間に限定して、高濃度領域が多重量子井戸構造103内にかからないようにする。
(2)InP窓層105の厚みを厚くして、拡散濃度分布調整層の役割をInP窓層105に分担させる。
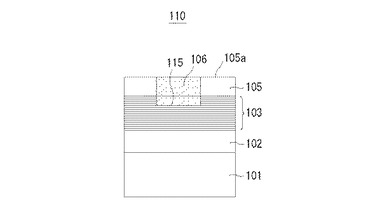
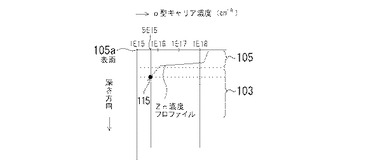
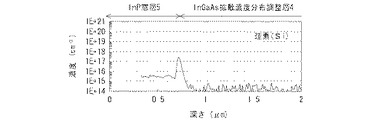
図6は、上記の(1)および(2)の場合を検討するための参考例2における受光素子110を示す断面図である。参考例2の受光素子110では、参考例1の受光素子とほぼ同じ積層構造を有するが、InP窓層105の厚みは、参考例1よりも厚くしており、上記(2)の場合に対応するが、(1)の場合も検討することは可能である。図6の積層構造において、多重量子井戸構造103内にZnの高濃度領域を形成しないように選択拡散を行った結果、得られたのが図7に示すZn濃度分布である。図7に示すZn濃度分布の場合、InP窓層105内において、Zn濃度は、高濃度から低濃度へと急峻に低下し、受光層側のInP窓層105内において、1×1016cm−3程度の低濃度不純物領域が形成される。
【0052】
InP窓層105内において、1×1016cm−3程度の低濃度不純物領域が形成されると、その領域では、繰り返し説明してきたように電気抵抗が高くなり、応答速度が低下する。このため、窓層を形成するほどバンドギャップエネルギが大きい材料に、具体的にはその典型材料であるInP窓層105に、拡散濃度分布調整層の役割を果たさせることはできない。このことは、上記(1)および(2)の場合について同じである。よって、拡散濃度調整層には、バンドギャップエネルギがInP相当以下、具体的には1.34eV未満を満たす材料を用いるのがよい。すなわち、低濃度不純物領域でも、電気伝導度の低下が比較的小さく、電気抵抗の増加が比較的小さいInGaAsのような材料を用いる必要がある。
【0053】
(実施の形態2−Sbの表面集積の防止−)
Sbは、シリコン等の半導体材料中でサーファクタント(surfactant)効果を示す元素として知られている。サーファクタント効果を示す元素は、理由は未解明のところがあるが、半導体材料の表面に集積する傾向が強い。
実施の形態1に示す受光素子10は、(InGaAs/GaAsSb)または(GaInNAs/GaAsSb)の多重量子井戸構造の受光層3を備えており、Sbが含まれる。このため、何も対策をとらなければ、Sbは、受光層3に続く拡散濃度分布調整層4の成膜中、成長途中の当該拡散濃度分布調整層の表面に、順次、集積してゆき、成膜終了後の表面にも集積する。このときの問題は、結晶表面が粗くなり、表面が粗い箇所ではリーク電流が増え、その結果、暗電流が増大する点にある。さらに、Sbが集積したInGaAs拡散濃度分布調整層4を形成後に、その上に、たとえばInP窓層5を形成すると、拡散濃度分布調整層4内のSbが、InP窓層5と拡散濃度分布調整4との界面に吸引されて、Sb富化層が形成される。
【0054】
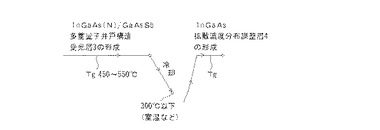
図8は、本発明の実施の形態2における、InGaAs(N)/GaAsSbの多重量子井戸構造の受光層3およびInGaAs拡散濃度分布調整層4を形成する方法を示す図である。上記のように多重量子井戸構造の受光層3は、組成界面を急峻に変化させることができるMBE法により成膜するのがよく、その成膜温度Tgは450℃〜550℃の範囲内で行う。同一温度に維持したまま、受光層3上にInGaAs拡散濃度分布調整層4を形成すると、上述のように、Sbが受光層3から移動して拡散濃度分布調整層4上に集積(パイルアップ)してゆく。本実施の形態の受光素子の製造方法では、受光層3を形成後に、一旦、300℃以下に、好ましくは200℃以下、さらに好ましくは100℃以下に冷却する。これによって、Sbは表面集積するために内部から拡散してゆく拡散速度を保持できなくなり、厚さを増してゆく拡散濃度分布調整層4によって蓋をされる。これに対して、受光層3での成膜温度を維持したまま連続してInGaAs拡散濃度分布調整層4を成膜すると、Sbは、受光層3から湧き出るように、順次、成長表面に集積してゆく。しかし、受光層3の形成後、一旦、たとえば100℃に冷却すると、Sbは、GaAsSbの結晶構造内に落ち着き、原子間力がSbを安定位置に維持し、かつ受光層3の上層部分およびInGaAs拡散濃度分布調整層4が蓋の作用を奏する、と考えられる。
【0055】
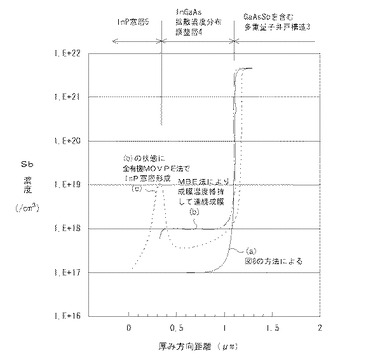
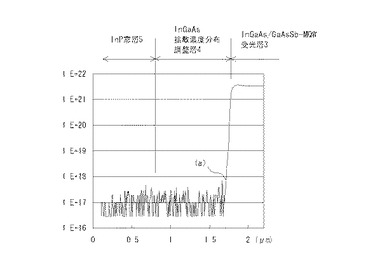
図9は、Sb濃度分布を示す模式図であり、詳細な実測データは、実施例2において示される。図8に示す本実施の形態の製造方法によるSb濃度分布(a)では、拡散濃度分布調整層4およびInP窓層5において、Sb濃度は1×1018/cm3以下に保たれる。これに対して、受光層の成膜温度を維持したまま拡散濃度分布調整層4を形成すると、当該拡散濃度分布調整層4のSb濃度は1×1018/cm3程度と高くなる。拡散濃度分布調整層4内での高いSb濃度分布が形成されてしまうと、これを一旦外気にさらして冷却しても、全有機MOVPE法でInP窓層5を成膜した場合、InP窓層5/InGaAs拡散濃度分布調整層4の界面に、Sb集積層(パイルアップ層)が生成する。このSb集積層は、InGaAs拡散濃度分布調整層4から移動していったSbによって形成される。さらに、GaAsSbを含む多重量子井戸構造3からもSbは移動しているように見える。
上記のとおり、図8の方法を適用することで、受光層3から拡散濃度分布調整層4へと、受光層での成膜温度を維持したまま連続して成膜した場合に比べて、拡散濃度分布調整層4内のSb濃度を下げることができる。そして、InP窓層5を形成するとき、InP窓層5/InGaAs拡散濃度分布調整層4の境界にSb集積層が生成することもない。受光層3から拡散濃度分布調整層4へとSbが移動すると、Sbの抜け穴があくためと思われるが、表面は粗くなり、結晶品質が劣化する。これによってリーク電流が増大し、暗電流の増大が生じる。図8の方法によれば、結晶表面が粗くなることは防止され、暗電流の増大も防止される。また、Sbの脱漏防止により、受光層3におけるSbの組成ずれを抑制することができる。
【0056】
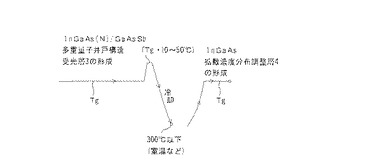
図10は、図8の方法の変形例であり、本発明の実施の形態の一例を示す図である。図10に示す方法では、GaAsSbを含む多重量子井戸構造3を形成後に、冷却する前に、加熱して、成膜温度Tgより10℃から50℃高い範囲の温度に10分間〜30分間保持する。この加熱は、多重量子井戸構造の表面に集積したSbを熱脱離させて除去することを意図している。この加熱の後、300℃以下、たとえば100℃以下に冷却して、Sbを受光層のあるべきGaAsSb結晶構造内に落ち着かせる。図10に示す方法によっても、図9に示す(a)のSb濃度分布を得ることができる。
【0057】
(実施の形態3−ハイブリッド成長法(InP窓層の成膜)−)
タイプ2のInGaAs(N)/GaAsSb多重量子井戸構造の受光層において、受光効率を高めるためには、InGaAs(N)とGaAsSbとのペア数を100以上とする必要がある。仮にMOVPE法により、この多重量子井戸構造を形成する場合、原料ガスを切り替えながら上記のペアを形成してゆくが、原料ガスが成膜室に残留するので、層界面で組成が急峻に変化するペアを得ることができない。一方、MBE法では、上述のようにシャッタの切り替えにより界面で組成が急峻に変化するペアを積層することができる。このため多重量子井戸構造の受光層3の形成は、MBE法によって行うのがよい。
一方、InP窓層5をMBE法で成長する場合、次の問題を生じる。
(P1)MBE法で高純度のInPを成膜することは難しい。吸湿性の高い燐が成膜室内壁に付着して、わずかの水分でも存在すると結晶の純度を低下させる不純物として作用するためである。
(P2)InPのようにリンを含む層の形成においては、上述のように、PやP化合物が成膜室の内壁に付着して堆積してゆく。PまたはP化合物は空気中の酸素と反応して発火するものもある。MBE法による成膜では原料を補充するにも成膜室を大気開放する必要があり、また些細なメンテナンスを行うにも大気開放が必要となる。そのため、成膜室内壁に付着した燐が、上述のように水分を吸うだけでなく、酸素と反応して発火するトラブルを発生する確率が高くなる。
【0058】
全有機MOVPE法は、上記の問題(P1)および(P2)を共に回避することができる。InP窓層5を全有機MOVPE法で成長する利点は、次のとおりである。
(1)全有機MOVPE(通常のMOVPEでも同様)では、成膜室が大気に開放されることは滅多にない。当然ながら、原料補充で成膜室が大気にさらされることはない。このため、上記燐に関連する吸湿の問題および発火等の問題を生じにくい。さらに全有機MOVPE法に特有のことであるが、TBPが熱分解してできた燐または燐化合物は、大気に触れても非常に燃えにくいことが分かっている。
(2)全有機MOVPE法では、InPの成膜原料に、TBP(ターシャリーブチルホスフィン)、およびTMI(トリメチルインジウム)の有機化合物のみを用いる。このため、熱分解しやすく、成膜温度を550℃以下、とくに500℃以下にすることができる。燐原料としての無機物のPH3は、熱分解温度を目的とする低温度にできない。InP窓層を全有機MOVPE法で成膜することで、結晶性の良好な、多重量子井戸層(受光層)/拡散濃度分布調整層を維持しながら、InP窓層を形成することができる。InP窓層5を形成するために、基板を、600℃以上に加熱すると、InGaAs(N)/GaAsSb多重量子井戸構造の結晶性が劣化する、という問題がある。全有機MOVPE法でInP窓層5を形成するとき、上記のように、原料は有機化合物のみを用いるため、原料は、低い温度、たとえば500℃以下で熱分解し、その熱分解温度でInP層を成長させることができる。低い温度でInP窓層5を成長させるという点において、全有機MOVPE法は他の方法に卓越している。
【0059】
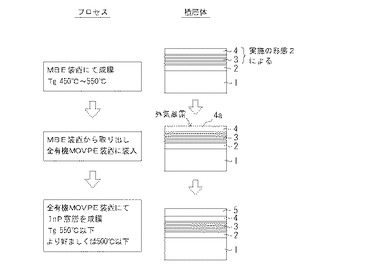
図11は、本発明の実施の形態3における受光素子の製造方法を説明するための図である。図11において、(InP基板1/InGaAsもしくはInAlAsまたはInPバッファ層2/InGaAs(N)/GaAsSb多重量子井戸構造の受光層3/InGaAs拡散濃度分布調整層4)で構成される積層体は、MBE法により成長する。成膜温度Tgは450℃〜550℃であるが、受光層3を形成した後、InGaAs拡散濃度分布調整層4を形成する前に、一旦300℃以下、好ましくは100℃以下に冷却するのがよい(実施の形態2)。拡散濃度分布調整層4を、実施の形態2の方法によりMBE装置で成膜したあと、ウエハまたは中間製品の基板(積層体)をMBE装置から取り出し、MOVPE装置に装入する。このとき、拡散濃度分布調整層4の表面4aは、外気に暴露される。次いで、全有機MOVPE装置内で、基板温度550℃以下、より好ましくは500℃以下にして、InP窓層5を成膜する。MBE法での成膜の後、全有機MOVPE法によりInP層を成膜する、ということで、図11に示す成膜法を、本説明ではハイブリッド成長法と呼ぶ。
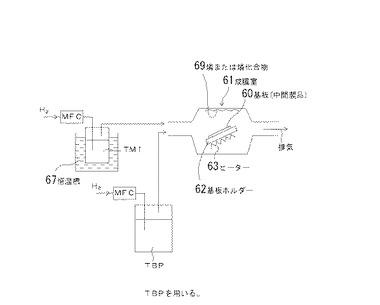
図12は、全有機MOVPE法でInP層5を形成する場合の装置の概要を示す図である。全有機MOVPE法における成膜室は、上述のとおり、石英管またはステンレススティール管の成膜室61である。ウエハまたは中間製品の基板60は基板ホルダー62に取り付けられる。ヒーター63により、基板ホルダー62ごと基板60を加熱して、成膜温度または基板温度を550℃以下、好ましくは500℃以下に保ち、結晶性の良好なInP窓層5を成長させる。全有機MOVPE法では、InP成長のための原料は、MFC(Mass Flow Controller)で流量を制御された水素を搬送ガスとする、In原料のTMIおよびP原料のTBPである。PH3は、分解温度が高いので用いない。
TMIは固体のままで原料とするが、昇華圧を一定に保つために恒温槽67で恒温に維持される。これらの原料は有機化合物であり、成膜室61に搬送されて基板60上で基板温度に触れて分解し、基板60上にInPを成長させる。
【0060】
図12に示す全有機MOVPE装置について重要な点をまとめると次の2点である。
(1)燐または燐化合物69が成膜室61の内壁に付着するが、成膜室61を開放することは滅多にない。このため、燐または燐化合物による吸湿の問題および酸素との反応(発火)の問題が生じにくい。
(2)InPの原料は、In(III族)もP(V族)も共に有機化合物であり、基板60の温度を550℃以下、とくに500℃以下にして、InP層5を成長することができる。本実施の形態のハイブリッド成長法によれば、MBE法により、界面で組成が急峻に変化する多重量子井戸構造の受光層3を得て、次いで全有機MOVPE法により、その多重量子井戸構造の受光層3の良好な結晶性を維持する温度域で、成膜室内壁に付着した燐等による問題を避けながら、良好な結晶性のInP窓層5を得ることができる。
【実施例】
【0061】
(実施例1−画素ピッチおよびZn拡散濃度分布の検証−)
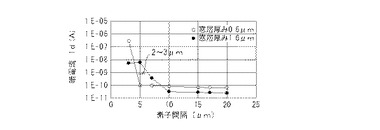
本発明の受光素子アレイの素子間隔または画素ピッチをどの程度まで小さくできるか、図3に示す受光素子アレイを用いた実施例によって検証した。受光素子間隔または画素ピッチは、図13に示すように、SiN選択拡散マスクパターン36の非開口部の幅である。Znの選択拡散の後に、p側電極11はAuZnにより、またn側電極12はAuGeNiにより、それぞれ形成した。図3の場合、InP基板1にFeドープの半絶縁性基板を用いているので、高濃度不純物のバッファ層2にn側電極12を設けているが、図1に示すようにn型InP基板を用いる場合には、基板裏面にn側電極を設けてもよいし、または基板表面側に基板と隣接するn型半導体層(たとえばバッファ層2)にn側電極を設けてもよい。本実施例では、図3の受光素子アレイのp側電極11とn側電極12との間に5Vの逆バイアス電圧を印加して、暗電流を測定した。InP窓層5の厚みは0.6μmと1.6μmの2種類について、また素子間隔は3μm〜20μmの範囲にわたって7種類の素子間隔について、それぞれ受光素子アレイを製造して、暗電流を測定した。拡散濃度分布調整層4の厚みは1μmとした。
【0062】
結果を図14に示す。図14によれば、InP窓層5の厚みが0.6μmと薄い場合、素子間隔または画素ピッチを5μmまで小さくしても、暗電流は1×10−10A(アンペア)とすることができる。InP窓層5の厚みが1.6μmの場合には、上述したように、横方向へのZnの拡散が広がり、素子間隔7μmを超えないと、1×10−10Aとすることができない。しかし、本実施例によって、InP窓層5の厚みを0.6μmと薄くし、かつ拡散濃度分布調整層を配置することによって、素子間隔5μmとすることができることを確認した。
【0063】
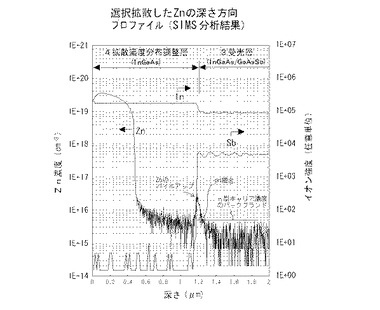
拡散濃度分布調整層4の作用については、Znの深さ方向濃度分布をSIMS分析によって検証した。図15に、Znの深さ方向濃度分布を示す。図15によれば、InGaAs拡散濃度分布調整層4と受光層3との界面において、Znのパイルアップのピーク値は5×1016cm-3以下に抑制されている。このため、受光層3のn型キャリア濃度のバックグラウンドと、Zn濃度との交差位置(図中○印)に形成されるpn接合において、Zn濃度は確実に低くすることができ、結晶性等の劣化を防止することができる。そして、この拡散濃度分布調整層4の配置によって、受光層の多重量子井戸構造にその本来の作用を奏させることが可能になる。
【0064】
(実施例2−Sbの表面集積防止の検証−)
本発明の実施の形態2で説明した図8に示す方法の効果について、実施例により検証を行った。試験体は、本発明例A1、比較例B1である。
(本発明例A1):SドープInP基板1の上に、MBE法でSiドープInGaAsバッファ層2(n型キャリア濃度1×1017/cm3、厚さ0.1μm)を成膜し、続いて、(ノンドープInGaAs/ノンドープGaAsSb)をペアとする多重量子井戸構造を、基板温度480℃で積層した。それぞれの厚さは5nmであり、ペア厚み10nmとした。ペア数は250とした。格子定数については、InGaAsも、またGaAsSbも、InPに対して−0.3%〜+0.3%の範囲内で格子整合している。多重量子井戸構造の受光層3を形成した後、結晶成長を中断して、ウエハを冷却して、MBE成長室とゲートバルブを介して連続する待機室に入れた。ここで室温まで冷却された。その後、ウエハをMBE成長室に戻して、ノンドープInGaAs拡散濃度分布調整層4(厚み1μm)を成膜した。その後、MBE装置からウエハを取り出して、全有機MOVPE装置に装入し、全有機MOVPE法によりInP窓層5を成膜した。
(比較例B1):本発明例A1と同じ構成の多重量子井戸構造(ノンドープInGaAs/ノンドープGaAsSb:ペア厚み10nm、250ペア)の受光層を形成した。そのまま、基板温度480℃を維持したまま連続して、厚み1μmのノンドープInGaAs拡散濃度分布調整層4を成膜した。この段階で、一度、Sb濃度分布を測定した。次いで、全有機MOVPE装置に装入して、InP窓層5を成膜した。
評価は、SIMS分析により、厚み方向にSb濃度を測定することで行った。
【0065】
本発明例A1の測定結果を図16に、また比較例B1の測定結果を図17に示す。比較例B1では、InP窓層を積層しない状態では、InGaAs拡散濃度分布調整層4において、5×1017/cm3を超え、1×1018/cm3に届く高いSb濃度を示す。また、MOVPE法によりInP窓層を形成した後では、InP窓層5とInGaAs拡散濃度分布調整層4との境界に、ピーク値が1×1019/cm3に届くSb富化層が出現した。このSb富化層は、InGaAs拡散濃度分布調整層4から誘引されて集積した結果、生成したものである。多重量子井戸構造3からも誘引されているようにも見える。そして、比較例B1でとくに強調すべきは、InP窓層5の結晶表面が粗くなったことである。走査型電子顕微鏡等によって調査したところ、InGaAs拡散濃度分布調整層4の表面に無数の穴が生じており、この穴はSbが抜けた箇所とおもわれる。Sbが抜けて穴があいた箇所では電流のリークが生じ、暗電流が増大する。
これに比して、図16に示すように、本発明例A1では、InGaAs拡散濃度分布調整層4でもInP窓層5でも、Sb濃度は1×1017/cm3程度であり、Sbの表面集積は防止されている。InP窓層5の表面は平滑で、粗くなっていなかった。本実施の形態2に示した方法によれば、Sbの表面集積またはSbの抜け、に起因する暗電流の増大を避けることができる。
【0066】
(実施例3−ハイブリッド成長法−)
ハイブリッド成長法によって、多重量子井戸構造3が良好な結晶性を保ち、かつ良好な結晶のInP窓層5を得ること、ならびに拡散濃度分布調整層4の表面4aに外気に起因する異成分集積層が形成されること、を検証した。用いた試験体は、つぎの本発明例A2,A3である。
(本発明例A2):Sドープ(001)InP基板1に、MBE法により、図11の最上図に示すエピタキシャル積層体を形成した。エピタキシャル積層体は、InP基板1、バッファ層2、受光層3および拡散濃度分布調整層4からなる。バッファ層2にはSiドープInxGa1−xAsを用いた。膜厚は0.15μmとし、成長時にSiを供給して、キャリア濃度5×1016/cm3のn導電型とした。In組成x=0.531とした。受光層3として、InxGa1−xAs/GaAs1−ySbyをペアとするタイプ2量子井戸構造とした。InxGa1−xAsおよびGaAs1−ySbyの厚みをそれぞれ5nm、ペア厚みを10nmとして、ペア数は250とした。多重量子井戸のInxGa1−xAsのIn組成xを0.531とし、GaAs1−ySbyのSb組成yを0.487とした。この多重量子井戸構造の受光層3の上に、さらに膜厚1μmのノンドープInzGa1−zAs拡散濃度分布調整層4を成長した。In組成zは0.531とした。MBE法により、拡散濃度分布調整層4まで成長した後、一旦、中間製品の基板をMBE装置から外気に取り出し、MOVPE装置に装入した。MOVPE装置において、SiドープInP窓層5を成長した。原料は、TMIとTBPを用い、キャリアガスには水素を用いた。基板温度Tgは480℃とした。InP窓層5の膜厚は0.8μmで、Siドーピング密度は3×1015/cm3とした。
(比較例B2):本発明例A2と同じ構造のエピタキシャル積層体を作製した。ただし、InP窓層5をMOVPE法で成膜するとき、原料にはPH3とTMIを用いた。MOVPE成膜における基板温度は620℃とした。ホスフィンの分解温度は、TBPのそれより高く、その点が、本発明例A2と比較例B2との違いである。
評価は、比較例B2について、SIMS分析により不純物の深さ方向分布を測定した。また、多重量子井戸構造の受光層については、これまでの加熱実験の実績から、MOVPE成膜における基板温度により判断が可能である。すなわち620℃で成膜の結果、InP窓層の表面は粗く、また、受光層等について良好な結晶性を維持することが難しい。
【0067】
本発明例A2では、P原料にTBPを用いることで、480℃という低い温度でInPの成膜が可能であることを示した。この結果、ハイブリッド成長法によって、燐化合物の成膜室内壁への付着などの問題を克服しながら、InGaAs(N)/GaAsSbのタイプ2の量子井戸構造の品質劣化の防止が可能なことを確認することができた。
このハイブリッド成長法においては、当該成長法に特徴的な痕跡を積層体内に残す。InP窓層5とInGaAs拡散濃度分布調整層4との界面において、ピーク値4×1017/cm3の酸素O(図18)、ピーク値2.8×1016/cm3の炭素C(図19)、ピーク値2.7×1017/cm3の珪素Si(図20)の富化層が検出された。これは、InGaAs拡散濃度分布調整層4をMBE装置で成長後に、外気に取り出した際に、結晶表面に不純物が付着したことによる。ハイブリッド成長法が用いられたことを特定する一つの特徴といえる。
【0068】
(他の実施の形態について)
上記の実施の形態では、拡散濃度分布調整層を備えた受光素子または受光素子アレイについて説明したが、最も広くは、受光素子は拡散濃度分布調整層を備えなくても、多重量子井戸構造内の不純物濃度が5×1016cm−3以下であり、当該不純物が選択拡散で導入されていればよい。
【0069】
上記において、本発明の実施の形態および実施例について説明を行ったが、上記に開示された本発明の実施の形態および実施例は、あくまで例示であって、本発明の範囲はこれら発明の実施の形態に限定されない。本発明の範囲は、特許請求の範囲の記載によって示され、さらに特許請求の範囲の記載と均等の意味および範囲内でのすべての変更を含むものである。
【産業上の利用可能性】
【0070】
本発明によれば、近赤外域に受光感度を有し、良好な結晶性を得やすく、かつ、その一次元または二次元アレイを、高精度で形成しやすく、暗電流を低くできる受光素子、当該受光素子が配列された受光素子アレイを得ることができる。
【図面の簡単な説明】
【0071】
【図1】本発明の実施の形態1における受光素子を示す断面図である。
【図2】図1の受光素子におけるZn濃度分布を示す図である。
【図3】本発明の実施の形態1における受光素子アレイを示す断面図である。
【図4】本発明と異なる参考例1の受光素子の断面図である。
【図5】図4の受光素子におけるZn濃度分布を示す図である。
【図6】本発明と異なる参考例2の受光素子の断面図である。
【図7】図6の受光素子におけるZn濃度分布を示す図である。
【図8】本発明の実施の形態2における受光素子アレイのエピタキシャル積層体の作製方法を説明するための図である。
【図9】Sbの深さ方向の濃度分布を説明するための模式図である。
【図10】本発明の実施の形態の一例であり、図8の製造方法の変形例を示す図である。
【図11】本発明の実施の形態3における受光素子アレイのエピタキシャル積層体の作製方法(ハイブリッド成長法)を説明するための図である。
【図12】InP窓層をMOVPE法で成膜する装置の概要を示す図である。
【図13】実施例1に用いた受光素子アレイの部分断面図である。
【図14】実施例1において測定した暗電流と素子間隔との関係を示す図である。
【図15】実施例1におけるZnの深さ方向濃度分布を示す図である。
【図16】実施例2における本発明例A1のSbの深さ方向の濃度分布を示す図である。
【図17】実施例2における比較例B1のSbの深さ方向の濃度分布を示す図である。
【図18】実施例3における本発明例A3の酸素の深さ方向の濃度分布を示す図である。
【図19】実施例3における本発明例A3の炭素の深さ方向の濃度分布を示す図である。
【図20】実施例3における本発明例A3の珪素の深さ方向の濃度分布を示す図である。
【符号の説明】
【0072】
1 InP基板、2 バッファ層、3 多重量子井戸構造の受光層、4 拡散濃度分布調整層、5 InP窓層、5a 窓層の表面、6 p型領域、10 受光素子、11 p側電極、12 n側電極、15 pn接合、35 反射防止膜、36 選択拡散マスクパターン、60 中間製品の基板(ウエハ)、61 成膜室、62 基板ホルダー、63 ヒーター、67 恒温槽、69 付着した燐または燐化合物。
【技術分野】
【0001】
本発明は、受光素子、受光素子アレイおよびそれらの製造方法に関し、より具体的には、光通信用、撮像装置、センサー等に用いることができる、近赤外域に受光感度を有する受光素子、受光素子アレイおよびそれらの製造方法に関するものである。
【背景技術】
【0002】
InP基板を用いたIII−V族化合物半導体は、バンドギャップエネルギが近赤外域に対応するため、通信用、生体検査用、夜間撮像用などを目的に、多くの研究が進行している。この中で特に注力されているのは、InP基板上に、バンドギャップエネルギがより小さいIII−V族化合物半導体結晶層、およびこれら結晶層に複数個が配列されて受光単位となる受光素子を、いかに結晶性のよい状態で形成するかという研究である。
【0003】
たとえば、III族中の、Gaの比率を下げてInの比率を上げてバンドギャップをより狭くした(格子定数をより大きくした)In0.82Ga0.18Asを受光層に用いることで受光感度域の長波長化をはかった受光素子の試作結果が発表された(非特許文献1)。In比率を上記のように高くするとInGaAsの格子定数は大きくなり、InP基板との格子不整合が拡大するという問題を、上記の受光素子では、InP基板と、高In比率InGaAs受光層との間に、(As/P)比率を受光層に向けて段階的に増やしたInAsPグレーディッド層を12〜20層設けることで、解決しようとした。格子不整合の拡大は、格子欠陥密度の増大を伴い、必然的に暗電流の増大を招くが、上記のグレーディッドバッファ層を介在させることによって、暗電流は20μA〜35μAになる。しかし、この電流値は、InGaAs受光層を備える光通信用のフォトダイオードの暗電流より3桁も高い値である。また、多数のグレーディッド層をエピタキシャル成長させることは容易ではなく、かつ製造コストも増大する。
【0004】
また、InGaAsにおいて、V族元素にさらにNを加えてGaInNAsとして、Nによるバンドギャップ狭小化作用を用いた4元系III−V族化合物半導体の提案がなされている(特許文献1)。しかし、GaInNAsの結晶成長は技術的に大変難しい。とくに波長3μmまで受光感度を持ち、InP基板と格子整合するためには窒素を10%(V族元素内の原子%)程度まで増やす必要があるが、窒素を10%程度にして良好な結晶性を得ることは非常に困難である。しかも受光素子として高感度を実現するためには、上記窒素を高濃度に含むGaInNAs層の厚みを2μm以上にする必要があるが、このような厚みの上記窒素含有結晶層を結晶性よく成長することはさらに困難である。
【0005】
また、InGaAs−GaAsSbのタイプ2型量子井戸構造を用い、p型またはn型のエピタキシャル層によるpn接合の形成によってカットオフ波長2.39μmのフォトダイオードの作製結果の報告がなされた(非特許文献2)。同文献において、上記カットオフ波長よりさらに長波長化するには、歪み補償が必要であるとして、InGaAs−GaAsSbの歪み補償量子井戸構造による、カットオフ波長2μm〜5μmのフォトディテクタの提案がなされた。
【0006】
ところで、受光素子は複数個が二次元または一次元に配列されて、撮像装置等に用いられるが、個々の受光素子間の分離を確実にしないと、暗電流、クロストーク等を生じて鮮明な画像を得ることができない。フォトダイオードはpn接合を必ず備えるが、上記のフォトダイオードでは、p型半導体層またはn型半導体層上への相手方の極性の半導体層をエピタキシャル成長することで、このpn接合が形成される。この場合、面状に広く形成されたpn接合を個々の受光素子のpn接合に分けるために、個々の受光素子に区分けする溝を設ける。このような溝は、素子分離溝と呼ばれ、面状のpn接合を形成した後、メサエッチングにより形成される。InP基板を用いた近赤外域用フォトダイオードの素子分離溝の形成には、InPおよびInGaAsについて選択性のあるエッチング液を用いることで、各層の境界でウェットエッチングを停止させることができる(特許文献2)。
【0007】
上記のウェットエッチング法では、しかしながら、区分けされる各受光素子の形状を高精度に制御することが困難である。たとえば、各受光素子において縦断面に台形状にテーパがついたり、積層体の側面に半導体層に応じて出入り(凹凸)が生じたり、隣り合う受光素子の間にエッチング液が順次入り込まず、完全な溝が形成されず、途中で止まるものなどができる。このような素子分離溝の不完全性を根絶することは、非常に困難である。また、ドライエッチング法を用いた場合には、エッチング時のダメージ発生が起こり、安定して暗電流の低いフォトダイオードを製造することが困難であり、歩留りが低下し、製造コストを上昇させる。
【0008】
上記の受光素子の複数個の配列構造の形成、すなわちアレイ化についていえば、上記各引用文献に提案された受光素子は、非特許文献1を除いてそのpn接合は、p型層およびn型層のエピタキシャル層間に形成されており、受光素子の一次元または二次元配列は、素子分離溝によって行うことになる。したがって、上記した素子分離溝の形成に伴う問題が伴うことになる。
【非特許文献1】T.Murakami, H.Takahashi, M.Nakayama, Y.Miura, K.Takemoto, D.Hara,"InxGa1-xAs/InAsyP1-y detector for near infrared(1-2.6μm)", Conference Proceedings of Indium Phosphide and Related Materials 1995, May, Sapporo, pp.528-531
【非特許文献2】R.Sidhu,"A Long-Wavelength Photodiode on InP Using Lattice-Matched GaInAs-GaAsSb Type-II Quantum Wells, IEEE Photonics Technology Letters, Vol.17, No.12(2005), pp.2715-2717
【特許文献1】特開平9−219563号公報
【特許文献2】特開2001−144278号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
近赤外域の長波長側に受光感度を有する受光素子および受光素子アレイは、上記のように候補はいくつかあるが、結晶性の低さ、高い暗電流、製造の困難性等に阻まれ、実用上克服すべき困難な課題が多く、開発途上にある。このような状況下、本発明は、近赤外域に受光感度を有し、良好な結晶性を得やすく、かつ、その一次元または二次元アレイを、高精度で形成しやすく、暗電流を低くできる受光素子、当該受光素子が配列された受光素子アレイ、およびそれらの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の受光素子は、pn接合を受光層に含むIII−V族化合物半導体積層構造の受光素子である。この受光素子では、受光層がIII−V族化合物半導体の多重量子井戸構造を有し、pn接合は、不純物元素を受光層内に選択拡散して形成したものであり、受光層における不純物濃度が、5×1016/cm3(5E16cm−3)以下であることを特徴とする。
【0011】
上記の構成によって、近赤外域に対応したバンドギャップエネルギを有する多重量子井戸構造を、不純物濃度を5×1016cm−3以下に低くすることにより多重量子井戸構造を破壊されず、すなわち結晶性を損なわずに、形成することができる。そして、受光素子のpn接合形成のための不純物が選択拡散され、すなわち周縁部から内側に平面的に周囲限定されて、個々の受光素子に分離されるように導入される。このため、各受光素子を高精度で形成しやすく、素子分離溝を設ける必要がないので、暗電流の低い受光素子を形成することができる。なお、上記のpn接合は、次のように、広く解釈されるべきである。受光層内において、不純物元素が選択拡散で導入される側と反対の面側の領域の不純物濃度が、真性半導体とみなせるほど低い不純物領域(i領域と呼ばれる)であり、上記拡散導入された不純物領域と当該i領域との間に形成される接合をも含むものである。すなわち上記のpn接合は、pi接合またはni接合などであってもよく、さらに、これらpi接合またはni接合におけるp濃度またはn濃度が非常に低い場合も含むものである。
【0012】
上記のIII−V族化合物半導体積層構造はIII−V族化合物半導体基板上に形成されたものであり、基板と反対側の受光層の面に接して、III−V族化合物半導体の拡散濃度分布調整層を備え、その拡散濃度分布調整層のバンドギャップエネルギを、前記III−V族化合物半導体基板のバンドギャップエネルギより小さくするのがよい。これによって、拡散濃度分布調整層の受光層側の厚み範囲の不純物濃度を低くしても、バンドギャップエネルギが小さいために電気抵抗がIII−V族化合物半導体基板のバンドギャップエネルギをもつ材料を用いた場合よりも大きくならないようにできる。
【0013】
ここで、基板のバンドギャップエネルギより小さいバンドギャップエネルギの拡散濃度分布調整層のより具体的な特性およびその特性とした理由は、次のとおりである。
(1)III−V族化合物半導体により近赤外域用の受光層を形成したとき、その受光層のバンドギャップエネルギより大きいバンドギャップエネルギを窓層に用いる場合があり、その場合、格子整合性等も考慮して、半導体基板と同じ材料が用いられることが多い。近赤外域のカットオフ波長に対応するバンドギャップエネルギは、0.7〜0.8eVである。拡散濃度分布調整層のバンドギャップエネルギは、窓層のバンドギャップエネルギより小さく、受光層のバンドギャップエネルギより大きいことを前提としている。受光層のバンドギャップエネルギと重なり、または近接しすぎる場合には、エピタキシャル層表面を入射面とする構造を採用したとき、受光層の受光対象とする光を吸収し、受光層の受光感度を低下させるからである。
(2)窓層に通常用いられる大きなバンドギャップエネルギの材料よりも小さいバンドギャップエネルギの材料を用いることにより、不純物濃度を低くしても電気抵抗増大の程度、または電気伝導度の低下の程度を小さくすることができる。この結果、上記のように電圧印加状態において応答速度の低下を抑制できる。
【0014】
上記の拡散濃度分布調整層内において、不純物元素の濃度を、受光層と接する面と反対の面側における1×1018/cm3〜9.9×1018/cm3から受光層側における5×1016cm−3以下に低下するようにできる。これによって、表面トップ側に位置する電極の界面抵抗を抑えながら、またはオーミック接触を可能にしながら、かつ多重量子井戸構造の良好な結晶性を確保することができる。拡散濃度分布調整層内の部分における低い不純物濃度に起因する電気抵抗の増大または電気伝導度の低下の問題は、上記のように、InP相当のバンドギャップエネルギより小さいバンドギャップエネルギにより軽減することができる。
【0015】
上記の多重量子井戸構造をタイプ2の量子井戸構造とすることができる。これにより、近赤外域の長波長側に受光感度を持つ受光素子を、適切な2つのIII−V族化合物半導体材料を選ぶことによって、実現することが容易化される可能性が出る。
【0016】
III−V族化合物半導体積層構造はInP基板上に形成しており、受光層をInGaAs/GaAsSb多重量子井戸構造、またはGaInNAs/GaAsSb多重量子井戸構造とし、不純物元素を亜鉛(Zn)とすることができる。これにより、これまで蓄積した材料および技術を用いて、容易に、結晶性に優れ、暗電流の低い受光素子を得ることができる。
【0017】
上記の拡散濃度分布調整層をInGaAsで形成することができる。これにより、電気抵抗の不純物濃度依存性が小さく、不純物濃度が低くても電気抵抗はそれほど高くならない材料で、拡散濃度分布調整層を形成することができる。このため量子井戸構造を有する受光層内に、高い不純物濃度の領域を形成しないようにするために、拡散濃度分布調整層内で、拡散導入側の上側で高い濃度の不純物を、受光層側の下側で低い濃度としながら、その下側での電気抵抗を高めないようにできる。この結果、応答性を低下させずに、結晶性の良好な量子井戸構造の受光素子を得ることができる。なお、InGaAsのバンドギャップエネルギは0.75eVである。
【0018】
上記の拡散濃度分布調整層上にInP窓層を備え、当該拡散濃度分布調整層とInP窓層との境界部に、Sbのパイルアップ(集積)がないようにできる。これによって、表面が平坦な拡散濃度分布調整層および窓層を得て、暗電流の増大を防止することができる。また、受光層を形成するInGaAs/GaAsSb等の多重量子井戸構造からのSbの脱漏を防止して、結晶性の良好な受光層を得ることができる。さらに、Sb富化層に起因する予期せぬトラブルを排除することができる。
【0019】
拡散濃度分布調整層上にInP窓層を備え、当該拡散濃度分布調整層およびInP窓層において、Sb濃度を1×1018/cm3以下とすることができる。すなわち、拡散濃度分布調整層およびInP窓層のどこも、Sb濃度1×1018/cm3を超える箇所をないようにできる。これによって暗電流の増大の防止など、上記Sbのパイルアップ(集積)がない場合と同様の作用を得ることができる。
【0020】
拡散濃度分布調整層の上にInP窓層を備え、該拡散濃度分布調整層とInP窓層との境界部に、酸素(O)、炭素(C)、水素(H)、珪素(Si)のうちの少なくとも1つがパイルアップ(集積)された異成分パイルアップ層(集積層)を有することができる。これによって、たとえばMBE成膜法で拡散濃度分布調整層を成膜した後、MBEの成膜室から大気に取り出して、低温域でのInP層の成膜に適した成膜法の成膜室へと移動させることができる。InP層の成膜は、一般的にMBE法では難しい。吸湿性の高い燐が成膜室内壁に付着して、わずかの水分でも存在すると結晶の純度を低下させる不純物として作用するためである。
上記の構成により、受光層の良好な結晶性を確保しながら、InP窓層を得ることができる。上記の異成分は、大気に暴露された結果、表面に付着する大気中の成分である。また、InPによる窓層の形成は、内部の半導体積層構造の結晶性を損なわないことから、エピタキシャル層を入射面側とする構造を採用した場合、受光層より入射側での近赤外光の吸収などを防止しながら、暗電流の抑制にも有効に作用する。また、InPの結晶表面にパッシベーション膜を形成する技術は、他の結晶表面に形成する場合、たとえばInGaAsの表面にパッシベーション膜を形成する技術よりも蓄積があり、技術的に確立されており、表面での電流リークを容易に抑制することができる。
【0021】
本発明の受光素子アレイは、上記のいずれかの受光素子が、半導体積層構造を共通にし、かつ不純物元素が受光素子ごとに受光層内に選択拡散されて形成されており、一次元または二次元配列されていることを特徴とする。
【0022】
上記の構成によれば、受光素子が個々の不純物拡散領域で形成されるため、素子分離溝を設ける必要がない。このため、高精度で形成しやすく、暗電流を低くできる受光素子アレイを形成することができる。
【0023】
本発明の受光素子の製造方法は、III−V族化合物半導体の積層構造を有し、該積層構造内の受光層にpn接合を有する受光素子の製造方法である。この方法は、InP基板上に受光層を多重量子井戸構造で形成する工程と、受光層の上に、該受光層内の不純物濃度を低く調整するために、InP相当のバンドギャップエネルギより小さいバンドギャップエネルギを有する拡散濃度分布調整層を形成する工程と、 前記拡散濃度分布調整層を通して該受光層内に不純物元素を選択拡散し、該受光層内の前記不純物濃度を5×1016cm−3以下とする工程とを備えることを特徴とする。
【0024】
上記の受光素子の製造方法によって、近赤外域に対応したバンドギャップエネルギを有する多重量子井戸構造を、不純物濃度を低くすることにより破壊されず、すなわち結晶性を損なわずに、形成することができる。受光素子のpn接合形成のための不純物が選択拡散され、すなわち周縁部から内側に平面的に周囲限定されて、周囲から分離されるように導入される。このため、受光素子を高精度で形成しやすいので、暗電流の低い受光素子を形成することができる。また、拡散濃度分布調整層を通して不純物を選択拡散するので、多重量子井戸構造内の不純物濃度を容易に低く調整することができる。拡散濃度分布調整層は、InP相当のバンドギャップエネルギより小さくしたので、受光層側の厚み範囲に低い不純物濃度範囲が生じても、電圧印加状態における応答速度を低下させないようにできる。
【0025】
InP基板上に受光層を、少なくとも1つの層にSbを含む多重量子井戸構造で形成した後、拡散濃度分布調整層を形成する前に、積層構造を300℃以下まで冷却することができる。これによって、多重量子井戸構造中のSbが、成膜中の表面へと順次移動する状態を打ち切り、Sbの表面パイルアップに起因する、拡散濃度分布調整層の表面の粗面化を防ぐことができる。この結果、粗面に起因する暗電流増大を防止することができる。上記の積層構造を冷却する温度は、好ましくは200℃以下、より好ましくは100℃とするのがよい。
【0026】
InP基板上に受光層を形成した後、拡散濃度分布調整層を形成する前に、前記積層構造を、前記受光層を形成した成膜室から、当該成膜室につながった待機室に移動して、300℃以下まで冷却することができる。これによって、Sbの表面富化を防止した上で、拡散濃度分布調整層と受光層との境界部に大気からの不純物付着層を形成することなく、結晶性に優れたエピタキシャル積層体を得ることができる。上記の積層構造を冷却する温度は、好ましくは200℃以下、より好ましくは100℃とするのがよい。
【0027】
InP基板上に受光層を形成した後、冷却する前に、受光層の成膜温度より10℃から50℃高い範囲の温度に、10分間以上30分間以下の時間保持し、その後、冷却ないし移動して冷却することができる。これによって、サーファクタント効果で受光層の表面に集積しているSbを熱脱離させて除去することができる。10分間未満の保持では熱処理の効果が不十分であり、また30分間を超えると熱ダメージを受けて結晶表面が劣化する。
【0028】
InP基板上に受光層および拡散濃度分布調整層を、分子線エピタキシャル成長(MBE)法により550℃以下で成膜し、その後、該拡散濃度分布調整層上に、InP窓層を、全有機金属気相エピタキシ(全有機MOVPE)法により550℃以下で成膜することができる。ここで全有機MOVPE法とは、InPの燐原料に有機燐原料TBP(ターシャリーブチルホスフィン)を用い、III族原料もV族原料も共に有機原料を用いるMOVPE法をさす。通常のMOVPE法では、燐原料にPH3(ホスフィン)を用いる方法も含まれるが、PH3の熱分解温度は高く、550℃以下でのInPの低温成長は困難である。
上記の製造方法による効果は次の2点である。
(1)MBE法は数百ペアの多重量子井戸構造を、複数のるつぼと成膜基板との間に位置するシャッタの交互の開閉により、急峻な組成変化の界面としながら、簡単に得ることができる。このため、多重量子井戸構造の形成に特に適した成膜法である。しかし、MBE法で高純度のInPを成膜することは難しい。吸湿性の高い燐が成膜室内壁に付着して、わずかの水分でも存在すると結晶の純度を低下させる不純物として作用するためである。
全有機MOVPE法においても、InPのようにリンを含む層の形成においては、PやP化合物が成膜室の内壁に付着して堆積してゆく。PまたはP化合物は空気中の酸素と反応して発火するものもある。MBE法による成膜では、原料を補充するにも成膜室を大気開放する必要があり、また些細なメンテナンスを行うにも大気開放が必要となる。そのため、成膜室内壁に付着した燐が大気中の水分を吸い(上記(1)の原因)、または酸素と反応して発火する確率が高くなる。これに対して全有機MOVPE(通常のMOVPEでも同様)では、成膜室が大気に開放されることは滅多にない。成膜室を閉じた状態で外部から原料を流すので、当然ながら、原料補充で成膜室が大気にさらされることはない。このため、上記燐に関連する、吸湿の問題および発火のトラブルも起こりにくくなる。さらに全有機MOVPE法に特有のことであるが、TBPが熱分解してできた燐または燐化合物は、大気に触れても非常に燃えにくいことが分かっている。
(2)さらに、全有機MOVPE法では、InPの成膜原料に、TBP(ターシャリーブチルホスフィン)、TMI(トリメチルインジウム)などの有機化合物のみを用いるので、熱分解しやすく、成膜温度を550℃以下、とくに500℃以下にすることができる。このため、InP窓層のみを全有機MOVPE法で成膜することで、結晶性の良好な、多重量子井戸層(受光層)/拡散濃度分布調整層を維持しながら、InP窓層を形成することができる。
【0029】
上記のMBE法によりInP基板上に受光層および拡散濃度分布調整層を成膜した後、積層構造を大気にさらし、次いで、MOVPEの成膜室に装入して、InP窓層を成膜することができる。これによって、真空搬送装置などを用意することなく、簡単に、MBE成膜装置から、中間製品の基板を外気に取り出して、MOVPE成膜装置に装入することができる。
【0030】
本発明の受光素子アレイの製造方法では、受光素子が複数配列された受光素子アレイを製造するために、III−V族化合物半導体の積層構造を共通にして、複数の受光素子に上記のいずれかひとつの受光素子の製造方法を適用する。そして、不純物の選択拡散工程では、拡散濃度分布調整層を通して該受光層内に、複数の受光素子が分離されるように、受光素子ごとに不純物元素を選択拡散し、各受光素子の受光層内の不純物濃度を5×1016/cm3以下とすることを特徴とする。
【0031】
上記の受光素子アレイの製造方法によって、近赤外域に対応したバンドギャップエネルギを有する多重量子井戸構造を、不純物濃度を低くすることにより破壊されず、すなわち結晶性を損なわずに、形成することができる。各受光素子のpn接合形成のための不純物が選択拡散され、すなわち各受光素子の周縁部から内側に平面的に周囲限定されて、個々の受光素子に分離されるように導入される。このため、各受光素子を高精度で形成しやすく、素子分離溝を設ける必要がないので、暗電流の低い受光素子アレイを形成することができる。また、拡散濃度分布調整層を通して不純物を選択拡散するので、多重量子井戸構造内の不純物濃度を容易に低く調整することができる。拡散濃度分布調整層は、InP相当のバンドギャップエネルギより小さくしたので、受光層側の厚み範囲に低い不純物濃度範囲が生じても、電圧印加状態における応答速度を低下させないようにできる。
【発明の効果】
【0032】
本発明によれば、近赤外域に受光感度を有し、良好な結晶性を得やすく、かつ、その一次元または二次元アレイを、高精度で形成しやすく、暗電流を低くできる受光素子および当該受光素子が配列された受光素子アレイを提供することを目的とする。
【発明を実施するための最良の形態】
【0033】
(実施の形態1−半導体積層構造およびpn接合の態様−)
図1は、本発明の実施の形態における受光素子10を示す断面図である。図1によれば、受光素子10は、InP基板1の上に次の構成のIII−V族化合物半導体積層構造(エピタキシャルウエハ)を有する。
(InP基板1/バッファ層2/InGaAsまたはGaInNAsとGaAsSbとの多重量子井戸構造の受光層3/InGaAs拡散濃度分布調整層4/InP窓層5)
InP窓層5から多重量子井戸構造の受光層3にまで届くように位置するp型領域6は、SiN膜の選択拡散マスクパターン36の開口部から、p型不純物のZnが選択拡散されることで形成される。受光素子10の周縁部の内側に、平面的に周囲限定されて拡散導入されるということは、上記SiN膜の選択拡散マスクパターン36を用いて拡散することによって達せられる。
【0034】
p型領域6にはAuZnによるp側電極11が、またInP基板1の裏面にはAuGeNiのn側電極12が、それぞれオーミック接触するように設けられている。この場合、InP基板1にはn型不純物がドープされ、所定レベルの導電性を確保されている。InP基板1の裏面には、またSiONの反射防止膜35を設け、InP基板裏面側を入射面とする裏面入射型で使う場合に、光の反射を防止する。
【0035】
多重量子井戸構造の受光層3には、上記のp型領域6の境界フロントに対応する位置にpn接合が形成され、上記のp側電極11およびn側電極12間に逆バイアス電圧を印加することにより、n型不純物濃度が低い側(n型不純物バックグラウンド)により広く空乏層を生じる。多重量子井戸構造の受光層3におけるバックグラウンドは、n型不純物濃度(キャリア濃度)で5×1015cm−3程度またはそれ以下である。そして、pn接合の位置15は、多重量子井戸の受光層3のバックグラウンド(n型キャリア濃度)と、p型不純物のZnの濃度プロファイルとの交点で決まる。すなわち図2に示す位置となる。
【0036】
拡散濃度分布調整層4内では、InP窓層5の表面5aから選択拡散されたp型不純物の濃度が、InP窓層側における高濃度領域から受光層側にかけて急峻に低下している。このため、受光層3内では、Zn濃度は5×1016cm−3以下の不純物濃度を容易に実現することができる。図2では、受光層3内のZn濃度は、より低い1×1016cm−3程度以下が実現されている。
【0037】
本発明が対象とする受光素子10は、近赤外域からその長波長側に受光感度を有することを追求するので、窓層には、受光層3のバンドギャップエネルギより大きいバンドギャップエネルギの材料を用いるのが好ましい。このため、窓層には、通常、受光層よりもバンドギャップエネルギが大きく、格子整合の良い材料であるInPが用いられる。InPとほぼ同じバンドギャップエネルギを有するInAlAsを用いてもよい。
【0038】
(実施の形態におけるポイント)
本実施の形態における特徴は、次の要素で構成される点にある。
1.多重量子井戸構造は、選択拡散で不純物を高濃度に導入した場合、その構造が破壊されるため、選択拡散による不純物導入を低く抑える必要がある。通常、上記の拡散導入するp型不純物の濃度を5×1016/cm3以下とする必要がある。
【0039】
2.上記の低いp型不純物の濃度を、実生産上、再現性よく安定して得るために、InGaAsによる拡散濃度分布調整層4を、受光層3の上に設ける。この拡散濃度分布調整層4において、受光層側の厚み範囲が、上記のような低い不純物濃度になると、その低い不純物濃度の範囲の電気伝導性は低下し、または電気抵抗は増大する。拡散濃度分布調整層4における低不純物濃度範囲の電気伝導性が低下すると、応答性が低下して、たとえば良好な動画を得ることができない。しかしながら、InP相当のバンドギャップエネルギより小さいバンドギャップエネルギの材料、具体的には1.34eV未満のバンドギャップエネルギを持つIII−V族化合物半導体材料によって拡散濃度分布調整層を形成した場合には、不純物濃度が低くても、絶対零度で使用するわけではないので、電気伝導性は非常に大幅には低下しない。上記拡散濃度分布調整層の要件を満たすIII−V族化合物半導体材料として、たとえばInGaAs、GaAsなどを挙げることができる。
受光層の不純物濃度を5×1016/cm3以下とする理由をさらに詳しく説明する。p型不純物(Zn)の選択拡散の深さが深くなるなどして受光層3内におけるZn濃度が1×1017cm−3を超えると、超えた高濃度部分では量子井戸層を構成するInGaAsとGaAsSbの原子が相互に入り乱れ超格子構造が破壊される。破壊された部分の結晶品質は低下し、暗電流が増加するなど素子特性を劣化させる。ここで、Zn濃度は通常はSIMS分析法(Secondary Ion Mass Spectroscopy:二次イオン質量分析法)で測定するが、1017cm−3台あるいは1016cm−3台の濃度の分析は難しく、比較的大きな測定誤差が発生する。上記の詳細説明は、Zn濃度について倍または半分の精度での議論であるが、それはこの測定精度のあらさからきている。したがって、たとえば5×1016/cm3と、6×1016/cm3との相違を議論するのは、測定精度上、難しく、またそれほど大きな意味がない。
【0040】
拡散濃度分布調整層にバンドギャップエネルギの狭い材料を用いると、不純物濃度が低くても電気抵抗の増加を抑制することができる。逆バイアス電圧印加等に対する応答速度は、容量および電気抵抗によるCR時定数で決まると考えられるので、電気抵抗Rの増大を、上記のように抑制することにより応答速度を短くすることができる。
【0041】
3.本実施の形態では、多重量子井戸構造をタイプ2とする。タイプ1の量子井戸構造では、バンドギャップエネルギの小さい半導体層を、バンドギャップエネルギの大きい半導体層で挟みながら、近赤外域に受光感度を持たせる受光素子の場合、小さいバンドギャップエネルギの半導体層のバンドギャップにより受光感度の波長上限(カットオフ波長)が定まる。すなわち、光による電子または正孔の遷移は、小さいバンドギャップエネルギの半導体層内で行われる(直接遷移)。この場合、カットオフ波長をより長波長域まで拡大する材料は、III−V族化合物半導体内で、非常に限定される。これに対して、タイプ2の量子井戸構造では、フェルミエネルギを共通にして異なる2種の半導体層が交互に積層されたとき、第1の半導体の伝導帯と、第2の半導体の価電子帯とのエネルギ差が、受光感度の波長上限(カットオフ波長)を決める。すなわち、光による電子または正孔の遷移は、第2の半導体の価電子帯と、第1の半導体の伝導帯との間で行われる(間接遷移)。このため、第2の半導体の価電子帯のエネルギを、第1の半導体の価電子帯より高くし、かつ第1の半導体の伝導帯のエネルギを、第2の半導体の伝導帯のエネルギより低くすることにより、1つの半導体内の直接遷移による場合よりも、受光感度の長波長化を実現しやすい。
【0042】
4.上述のように、選択拡散マスクパターンを用いて選択拡散により、受光素子の周縁部より内側に、平面的に周囲限定してp型不純物を拡散導入するので、上記のpn接合は受光素子の端面に露出しない。この結果、光電流のリークは抑制される。
【0043】
図3は、上記の受光素子10を、共通のInP基板を含むエピタキシャルウエハに複数個配列した受光素子アレイ50を示す断面図である。受光素子10が複数個、素子分離溝なしに配列されている点に特徴を持つ。上述の4.で述べたように、各受光素子の内側にp型領域6が限定され、隣接する受光素子とは、確実に区分けされている。受光層3が多重量子井戸構造で形成されており、受光層3の上に拡散濃度分布調整層4が配置されて、受光層3内のp型不純物濃度が5×1016cm−3以下にされている点などは、図1の受光素子10と同じである。
【0044】
次に、図1に示す受光素子10の製造方法について説明する。n型InP基板1上に、バッファ層2を成膜する。バッファ層2は、2μm厚みのInPもしくはInAlAsとするか、または0.15μm厚みのInGaAsとするのがよい。次いで、(InGaAs/GaAsSb)または(GaInNAs/GaAsSb)の多重量子井戸構造の受光層3を形成する。単位量子井戸構造を形成するGaInNAs層またはGaAsSb層の厚みは5nmであり、ペア数(単位量子井戸の繰り返し数)は300である。次いで、受光層3の上に、Zn拡散導入の際の拡散濃度分布調整層4として、厚み1μmのInGaAs層をエピタキシャル成長し、次いで、最後に厚み1μmのInP窓層5をエピタキシャル成長する。上記の受光層3および拡散濃度分布調整層4は、ともにMBE(Molecular
Beam Epitaxy)法によってエピタキシャル成長するのがよい。また、InP窓層5は、MBE法でエピタキシャル成長してもよいし、拡散濃度調整層4を成長させた後、MBE装置から取り出して、MOVPE(Metal
Organic Vapor Phase Epitaxy)法によってエピタキシャル成長してもよい。
【0045】
InPバッファ層2もしくはInAlAsバッファ層2、またはInGaAsバッファ層2は、ノンドープでもよいし、Siなどn型ドーパントを1×1017cm−3程度ドーピングしてもよい。GaInNAs/GaAsSbの多重量子井戸構造の受光層3、InGaAsの拡散濃度分布調整層4、およびInP窓層5は、ノンドープが望ましいが、Siなどn型ドーパントを極微量(たとえば2×1015cm−3程度)ドーピングしてもよい。また、バッファ層上にn側電極を形成するためにバッファ層2に、n型ドーパントを1×1018cm−3程度ドープしてもよい。その際InP基板1は、Feドープの半絶縁性InP基板であってもよい。
【0046】
上述のInP基板1を含む積層構造(エピタキシャルウエハ)を用いて、光デバイスを製造する。InP窓層5の表面5aに形成したSiNマスクパターン36を用いて、その開口部からZnを選択拡散して(GaInNAs/GaAsSb)多重量子井戸構造の受光層3内に届くようにp型領域6を形成する。p型領域6のフロント先端部がpn接合15を形成する。このとき、Zn濃度が1×1018cm−3程度以上の高濃度領域は、InGaAs拡散濃度分布調整層4内に限定される。すなわち、上記高濃度不純物分布は、InP窓層5の表面5aから深さ方向に、InGaAs拡散濃度分布調整層4内にまで連続し、さらに拡散濃度分布調整層4内のより深い位置で5×1016cm−3以下に低下する。そして、pn接合15の近傍におけるZn濃度分布は、傾斜型接合を示すような分布になっている。
【0047】
受光素子10の一次元または二次元配列、すなわち図3に示す受光素子アレイは、素子分離用のメサエッチングをすることなくZnの選択拡散(受光素子の周縁部の内側になるように平面的に周囲限定した拡散)によって、隣り合う受光素子どうし分離する。すなわち、Zn選択拡散領域6が1つの受光素子10の主要部となり、1つの画素を形成するが、Znが拡散していない領域が、各画素を分離する。このため、メサエッチングに付随する結晶の損傷などを受けることがなく、暗電流を抑制することができる。
【0048】
不純物の選択拡散によってpn接合を形成する場合、拡散が深さ方向だけでなく横方向(深さ直交方向)にも進行するので、素子間隔を一定以上、狭くすることができない懸念が、上記特許文献2に表明されている。しかしながら、実際にZnの選択拡散を行ってみると、最表面にInP窓層5があり、その下にInGaAs拡散濃度分布調整層4が配置された構造では、横方向の拡散は、深さ方向と同程度またはそれ以下に収まることが確認された。すなわち、Znの選択拡散において、Znはマスクパターンの開口径よりも横方向に広がるが、その程度は小さく、図1、図3などに模式的に示すように、マスクパターン開口部よりも少し広がるだけである。
【0049】
図4は、本発明とは異なる参考例1における受光素子110を示す断面図である。参考例1の受光素子110では、次の積層構造を有する。
(InP基板101/InPもしくはInAlAs、またはInGaAsバッファ層102/(GaInNAs/GaAsSb)多重量子井戸構造の受光層103/InP窓層105)
本発明の実施の形態における積層構造と比較して、拡散濃度分布調整層がないことが相違点である。すなわち、InP窓層105の直下に、多重量子井戸構造の受光層103が配置されている。
【0050】
拡散濃度分布調整層がないと、図5に示すように、たとえばZn濃度分布は多重量子井戸構造の受光層103まで高い濃度となる。すなわち、多重量子井戸構造内において、5×1016cm−3を超えて1×1018cm−3の高い不純物濃度領域が形成される。多重量子井戸構造に高濃度不純物が導入されると、その構造が破壊され、暗電流が大きく増大する。逆に、このような高濃度不純物領域が、多重量子井戸構造内に形成されないようにするために、拡散濃度分布調整層を設けて選択拡散を行うのである。
【0051】
しかしながら、Znの選択拡散において、次のような考え方が成立する余地がある。
(1)拡散導入時間を短時間に限定して、高濃度領域が多重量子井戸構造103内にかからないようにする。
(2)InP窓層105の厚みを厚くして、拡散濃度分布調整層の役割をInP窓層105に分担させる。
図6は、上記の(1)および(2)の場合を検討するための参考例2における受光素子110を示す断面図である。参考例2の受光素子110では、参考例1の受光素子とほぼ同じ積層構造を有するが、InP窓層105の厚みは、参考例1よりも厚くしており、上記(2)の場合に対応するが、(1)の場合も検討することは可能である。図6の積層構造において、多重量子井戸構造103内にZnの高濃度領域を形成しないように選択拡散を行った結果、得られたのが図7に示すZn濃度分布である。図7に示すZn濃度分布の場合、InP窓層105内において、Zn濃度は、高濃度から低濃度へと急峻に低下し、受光層側のInP窓層105内において、1×1016cm−3程度の低濃度不純物領域が形成される。
【0052】
InP窓層105内において、1×1016cm−3程度の低濃度不純物領域が形成されると、その領域では、繰り返し説明してきたように電気抵抗が高くなり、応答速度が低下する。このため、窓層を形成するほどバンドギャップエネルギが大きい材料に、具体的にはその典型材料であるInP窓層105に、拡散濃度分布調整層の役割を果たさせることはできない。このことは、上記(1)および(2)の場合について同じである。よって、拡散濃度調整層には、バンドギャップエネルギがInP相当以下、具体的には1.34eV未満を満たす材料を用いるのがよい。すなわち、低濃度不純物領域でも、電気伝導度の低下が比較的小さく、電気抵抗の増加が比較的小さいInGaAsのような材料を用いる必要がある。
【0053】
(実施の形態2−Sbの表面集積の防止−)
Sbは、シリコン等の半導体材料中でサーファクタント(surfactant)効果を示す元素として知られている。サーファクタント効果を示す元素は、理由は未解明のところがあるが、半導体材料の表面に集積する傾向が強い。
実施の形態1に示す受光素子10は、(InGaAs/GaAsSb)または(GaInNAs/GaAsSb)の多重量子井戸構造の受光層3を備えており、Sbが含まれる。このため、何も対策をとらなければ、Sbは、受光層3に続く拡散濃度分布調整層4の成膜中、成長途中の当該拡散濃度分布調整層の表面に、順次、集積してゆき、成膜終了後の表面にも集積する。このときの問題は、結晶表面が粗くなり、表面が粗い箇所ではリーク電流が増え、その結果、暗電流が増大する点にある。さらに、Sbが集積したInGaAs拡散濃度分布調整層4を形成後に、その上に、たとえばInP窓層5を形成すると、拡散濃度分布調整層4内のSbが、InP窓層5と拡散濃度分布調整4との界面に吸引されて、Sb富化層が形成される。
【0054】
図8は、本発明の実施の形態2における、InGaAs(N)/GaAsSbの多重量子井戸構造の受光層3およびInGaAs拡散濃度分布調整層4を形成する方法を示す図である。上記のように多重量子井戸構造の受光層3は、組成界面を急峻に変化させることができるMBE法により成膜するのがよく、その成膜温度Tgは450℃〜550℃の範囲内で行う。同一温度に維持したまま、受光層3上にInGaAs拡散濃度分布調整層4を形成すると、上述のように、Sbが受光層3から移動して拡散濃度分布調整層4上に集積(パイルアップ)してゆく。本実施の形態の受光素子の製造方法では、受光層3を形成後に、一旦、300℃以下に、好ましくは200℃以下、さらに好ましくは100℃以下に冷却する。これによって、Sbは表面集積するために内部から拡散してゆく拡散速度を保持できなくなり、厚さを増してゆく拡散濃度分布調整層4によって蓋をされる。これに対して、受光層3での成膜温度を維持したまま連続してInGaAs拡散濃度分布調整層4を成膜すると、Sbは、受光層3から湧き出るように、順次、成長表面に集積してゆく。しかし、受光層3の形成後、一旦、たとえば100℃に冷却すると、Sbは、GaAsSbの結晶構造内に落ち着き、原子間力がSbを安定位置に維持し、かつ受光層3の上層部分およびInGaAs拡散濃度分布調整層4が蓋の作用を奏する、と考えられる。
【0055】
図9は、Sb濃度分布を示す模式図であり、詳細な実測データは、実施例2において示される。図8に示す本実施の形態の製造方法によるSb濃度分布(a)では、拡散濃度分布調整層4およびInP窓層5において、Sb濃度は1×1018/cm3以下に保たれる。これに対して、受光層の成膜温度を維持したまま拡散濃度分布調整層4を形成すると、当該拡散濃度分布調整層4のSb濃度は1×1018/cm3程度と高くなる。拡散濃度分布調整層4内での高いSb濃度分布が形成されてしまうと、これを一旦外気にさらして冷却しても、全有機MOVPE法でInP窓層5を成膜した場合、InP窓層5/InGaAs拡散濃度分布調整層4の界面に、Sb集積層(パイルアップ層)が生成する。このSb集積層は、InGaAs拡散濃度分布調整層4から移動していったSbによって形成される。さらに、GaAsSbを含む多重量子井戸構造3からもSbは移動しているように見える。
上記のとおり、図8の方法を適用することで、受光層3から拡散濃度分布調整層4へと、受光層での成膜温度を維持したまま連続して成膜した場合に比べて、拡散濃度分布調整層4内のSb濃度を下げることができる。そして、InP窓層5を形成するとき、InP窓層5/InGaAs拡散濃度分布調整層4の境界にSb集積層が生成することもない。受光層3から拡散濃度分布調整層4へとSbが移動すると、Sbの抜け穴があくためと思われるが、表面は粗くなり、結晶品質が劣化する。これによってリーク電流が増大し、暗電流の増大が生じる。図8の方法によれば、結晶表面が粗くなることは防止され、暗電流の増大も防止される。また、Sbの脱漏防止により、受光層3におけるSbの組成ずれを抑制することができる。
【0056】
図10は、図8の方法の変形例であり、本発明の実施の形態の一例を示す図である。図10に示す方法では、GaAsSbを含む多重量子井戸構造3を形成後に、冷却する前に、加熱して、成膜温度Tgより10℃から50℃高い範囲の温度に10分間〜30分間保持する。この加熱は、多重量子井戸構造の表面に集積したSbを熱脱離させて除去することを意図している。この加熱の後、300℃以下、たとえば100℃以下に冷却して、Sbを受光層のあるべきGaAsSb結晶構造内に落ち着かせる。図10に示す方法によっても、図9に示す(a)のSb濃度分布を得ることができる。
【0057】
(実施の形態3−ハイブリッド成長法(InP窓層の成膜)−)
タイプ2のInGaAs(N)/GaAsSb多重量子井戸構造の受光層において、受光効率を高めるためには、InGaAs(N)とGaAsSbとのペア数を100以上とする必要がある。仮にMOVPE法により、この多重量子井戸構造を形成する場合、原料ガスを切り替えながら上記のペアを形成してゆくが、原料ガスが成膜室に残留するので、層界面で組成が急峻に変化するペアを得ることができない。一方、MBE法では、上述のようにシャッタの切り替えにより界面で組成が急峻に変化するペアを積層することができる。このため多重量子井戸構造の受光層3の形成は、MBE法によって行うのがよい。
一方、InP窓層5をMBE法で成長する場合、次の問題を生じる。
(P1)MBE法で高純度のInPを成膜することは難しい。吸湿性の高い燐が成膜室内壁に付着して、わずかの水分でも存在すると結晶の純度を低下させる不純物として作用するためである。
(P2)InPのようにリンを含む層の形成においては、上述のように、PやP化合物が成膜室の内壁に付着して堆積してゆく。PまたはP化合物は空気中の酸素と反応して発火するものもある。MBE法による成膜では原料を補充するにも成膜室を大気開放する必要があり、また些細なメンテナンスを行うにも大気開放が必要となる。そのため、成膜室内壁に付着した燐が、上述のように水分を吸うだけでなく、酸素と反応して発火するトラブルを発生する確率が高くなる。
【0058】
全有機MOVPE法は、上記の問題(P1)および(P2)を共に回避することができる。InP窓層5を全有機MOVPE法で成長する利点は、次のとおりである。
(1)全有機MOVPE(通常のMOVPEでも同様)では、成膜室が大気に開放されることは滅多にない。当然ながら、原料補充で成膜室が大気にさらされることはない。このため、上記燐に関連する吸湿の問題および発火等の問題を生じにくい。さらに全有機MOVPE法に特有のことであるが、TBPが熱分解してできた燐または燐化合物は、大気に触れても非常に燃えにくいことが分かっている。
(2)全有機MOVPE法では、InPの成膜原料に、TBP(ターシャリーブチルホスフィン)、およびTMI(トリメチルインジウム)の有機化合物のみを用いる。このため、熱分解しやすく、成膜温度を550℃以下、とくに500℃以下にすることができる。燐原料としての無機物のPH3は、熱分解温度を目的とする低温度にできない。InP窓層を全有機MOVPE法で成膜することで、結晶性の良好な、多重量子井戸層(受光層)/拡散濃度分布調整層を維持しながら、InP窓層を形成することができる。InP窓層5を形成するために、基板を、600℃以上に加熱すると、InGaAs(N)/GaAsSb多重量子井戸構造の結晶性が劣化する、という問題がある。全有機MOVPE法でInP窓層5を形成するとき、上記のように、原料は有機化合物のみを用いるため、原料は、低い温度、たとえば500℃以下で熱分解し、その熱分解温度でInP層を成長させることができる。低い温度でInP窓層5を成長させるという点において、全有機MOVPE法は他の方法に卓越している。
【0059】
図11は、本発明の実施の形態3における受光素子の製造方法を説明するための図である。図11において、(InP基板1/InGaAsもしくはInAlAsまたはInPバッファ層2/InGaAs(N)/GaAsSb多重量子井戸構造の受光層3/InGaAs拡散濃度分布調整層4)で構成される積層体は、MBE法により成長する。成膜温度Tgは450℃〜550℃であるが、受光層3を形成した後、InGaAs拡散濃度分布調整層4を形成する前に、一旦300℃以下、好ましくは100℃以下に冷却するのがよい(実施の形態2)。拡散濃度分布調整層4を、実施の形態2の方法によりMBE装置で成膜したあと、ウエハまたは中間製品の基板(積層体)をMBE装置から取り出し、MOVPE装置に装入する。このとき、拡散濃度分布調整層4の表面4aは、外気に暴露される。次いで、全有機MOVPE装置内で、基板温度550℃以下、より好ましくは500℃以下にして、InP窓層5を成膜する。MBE法での成膜の後、全有機MOVPE法によりInP層を成膜する、ということで、図11に示す成膜法を、本説明ではハイブリッド成長法と呼ぶ。
図12は、全有機MOVPE法でInP層5を形成する場合の装置の概要を示す図である。全有機MOVPE法における成膜室は、上述のとおり、石英管またはステンレススティール管の成膜室61である。ウエハまたは中間製品の基板60は基板ホルダー62に取り付けられる。ヒーター63により、基板ホルダー62ごと基板60を加熱して、成膜温度または基板温度を550℃以下、好ましくは500℃以下に保ち、結晶性の良好なInP窓層5を成長させる。全有機MOVPE法では、InP成長のための原料は、MFC(Mass Flow Controller)で流量を制御された水素を搬送ガスとする、In原料のTMIおよびP原料のTBPである。PH3は、分解温度が高いので用いない。
TMIは固体のままで原料とするが、昇華圧を一定に保つために恒温槽67で恒温に維持される。これらの原料は有機化合物であり、成膜室61に搬送されて基板60上で基板温度に触れて分解し、基板60上にInPを成長させる。
【0060】
図12に示す全有機MOVPE装置について重要な点をまとめると次の2点である。
(1)燐または燐化合物69が成膜室61の内壁に付着するが、成膜室61を開放することは滅多にない。このため、燐または燐化合物による吸湿の問題および酸素との反応(発火)の問題が生じにくい。
(2)InPの原料は、In(III族)もP(V族)も共に有機化合物であり、基板60の温度を550℃以下、とくに500℃以下にして、InP層5を成長することができる。本実施の形態のハイブリッド成長法によれば、MBE法により、界面で組成が急峻に変化する多重量子井戸構造の受光層3を得て、次いで全有機MOVPE法により、その多重量子井戸構造の受光層3の良好な結晶性を維持する温度域で、成膜室内壁に付着した燐等による問題を避けながら、良好な結晶性のInP窓層5を得ることができる。
【実施例】
【0061】
(実施例1−画素ピッチおよびZn拡散濃度分布の検証−)
本発明の受光素子アレイの素子間隔または画素ピッチをどの程度まで小さくできるか、図3に示す受光素子アレイを用いた実施例によって検証した。受光素子間隔または画素ピッチは、図13に示すように、SiN選択拡散マスクパターン36の非開口部の幅である。Znの選択拡散の後に、p側電極11はAuZnにより、またn側電極12はAuGeNiにより、それぞれ形成した。図3の場合、InP基板1にFeドープの半絶縁性基板を用いているので、高濃度不純物のバッファ層2にn側電極12を設けているが、図1に示すようにn型InP基板を用いる場合には、基板裏面にn側電極を設けてもよいし、または基板表面側に基板と隣接するn型半導体層(たとえばバッファ層2)にn側電極を設けてもよい。本実施例では、図3の受光素子アレイのp側電極11とn側電極12との間に5Vの逆バイアス電圧を印加して、暗電流を測定した。InP窓層5の厚みは0.6μmと1.6μmの2種類について、また素子間隔は3μm〜20μmの範囲にわたって7種類の素子間隔について、それぞれ受光素子アレイを製造して、暗電流を測定した。拡散濃度分布調整層4の厚みは1μmとした。
【0062】
結果を図14に示す。図14によれば、InP窓層5の厚みが0.6μmと薄い場合、素子間隔または画素ピッチを5μmまで小さくしても、暗電流は1×10−10A(アンペア)とすることができる。InP窓層5の厚みが1.6μmの場合には、上述したように、横方向へのZnの拡散が広がり、素子間隔7μmを超えないと、1×10−10Aとすることができない。しかし、本実施例によって、InP窓層5の厚みを0.6μmと薄くし、かつ拡散濃度分布調整層を配置することによって、素子間隔5μmとすることができることを確認した。
【0063】
拡散濃度分布調整層4の作用については、Znの深さ方向濃度分布をSIMS分析によって検証した。図15に、Znの深さ方向濃度分布を示す。図15によれば、InGaAs拡散濃度分布調整層4と受光層3との界面において、Znのパイルアップのピーク値は5×1016cm-3以下に抑制されている。このため、受光層3のn型キャリア濃度のバックグラウンドと、Zn濃度との交差位置(図中○印)に形成されるpn接合において、Zn濃度は確実に低くすることができ、結晶性等の劣化を防止することができる。そして、この拡散濃度分布調整層4の配置によって、受光層の多重量子井戸構造にその本来の作用を奏させることが可能になる。
【0064】
(実施例2−Sbの表面集積防止の検証−)
本発明の実施の形態2で説明した図8に示す方法の効果について、実施例により検証を行った。試験体は、本発明例A1、比較例B1である。
(本発明例A1):SドープInP基板1の上に、MBE法でSiドープInGaAsバッファ層2(n型キャリア濃度1×1017/cm3、厚さ0.1μm)を成膜し、続いて、(ノンドープInGaAs/ノンドープGaAsSb)をペアとする多重量子井戸構造を、基板温度480℃で積層した。それぞれの厚さは5nmであり、ペア厚み10nmとした。ペア数は250とした。格子定数については、InGaAsも、またGaAsSbも、InPに対して−0.3%〜+0.3%の範囲内で格子整合している。多重量子井戸構造の受光層3を形成した後、結晶成長を中断して、ウエハを冷却して、MBE成長室とゲートバルブを介して連続する待機室に入れた。ここで室温まで冷却された。その後、ウエハをMBE成長室に戻して、ノンドープInGaAs拡散濃度分布調整層4(厚み1μm)を成膜した。その後、MBE装置からウエハを取り出して、全有機MOVPE装置に装入し、全有機MOVPE法によりInP窓層5を成膜した。
(比較例B1):本発明例A1と同じ構成の多重量子井戸構造(ノンドープInGaAs/ノンドープGaAsSb:ペア厚み10nm、250ペア)の受光層を形成した。そのまま、基板温度480℃を維持したまま連続して、厚み1μmのノンドープInGaAs拡散濃度分布調整層4を成膜した。この段階で、一度、Sb濃度分布を測定した。次いで、全有機MOVPE装置に装入して、InP窓層5を成膜した。
評価は、SIMS分析により、厚み方向にSb濃度を測定することで行った。
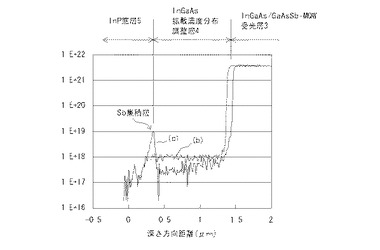
【0065】
本発明例A1の測定結果を図16に、また比較例B1の測定結果を図17に示す。比較例B1では、InP窓層を積層しない状態では、InGaAs拡散濃度分布調整層4において、5×1017/cm3を超え、1×1018/cm3に届く高いSb濃度を示す。また、MOVPE法によりInP窓層を形成した後では、InP窓層5とInGaAs拡散濃度分布調整層4との境界に、ピーク値が1×1019/cm3に届くSb富化層が出現した。このSb富化層は、InGaAs拡散濃度分布調整層4から誘引されて集積した結果、生成したものである。多重量子井戸構造3からも誘引されているようにも見える。そして、比較例B1でとくに強調すべきは、InP窓層5の結晶表面が粗くなったことである。走査型電子顕微鏡等によって調査したところ、InGaAs拡散濃度分布調整層4の表面に無数の穴が生じており、この穴はSbが抜けた箇所とおもわれる。Sbが抜けて穴があいた箇所では電流のリークが生じ、暗電流が増大する。
これに比して、図16に示すように、本発明例A1では、InGaAs拡散濃度分布調整層4でもInP窓層5でも、Sb濃度は1×1017/cm3程度であり、Sbの表面集積は防止されている。InP窓層5の表面は平滑で、粗くなっていなかった。本実施の形態2に示した方法によれば、Sbの表面集積またはSbの抜け、に起因する暗電流の増大を避けることができる。
【0066】
(実施例3−ハイブリッド成長法−)
ハイブリッド成長法によって、多重量子井戸構造3が良好な結晶性を保ち、かつ良好な結晶のInP窓層5を得ること、ならびに拡散濃度分布調整層4の表面4aに外気に起因する異成分集積層が形成されること、を検証した。用いた試験体は、つぎの本発明例A2,A3である。
(本発明例A2):Sドープ(001)InP基板1に、MBE法により、図11の最上図に示すエピタキシャル積層体を形成した。エピタキシャル積層体は、InP基板1、バッファ層2、受光層3および拡散濃度分布調整層4からなる。バッファ層2にはSiドープInxGa1−xAsを用いた。膜厚は0.15μmとし、成長時にSiを供給して、キャリア濃度5×1016/cm3のn導電型とした。In組成x=0.531とした。受光層3として、InxGa1−xAs/GaAs1−ySbyをペアとするタイプ2量子井戸構造とした。InxGa1−xAsおよびGaAs1−ySbyの厚みをそれぞれ5nm、ペア厚みを10nmとして、ペア数は250とした。多重量子井戸のInxGa1−xAsのIn組成xを0.531とし、GaAs1−ySbyのSb組成yを0.487とした。この多重量子井戸構造の受光層3の上に、さらに膜厚1μmのノンドープInzGa1−zAs拡散濃度分布調整層4を成長した。In組成zは0.531とした。MBE法により、拡散濃度分布調整層4まで成長した後、一旦、中間製品の基板をMBE装置から外気に取り出し、MOVPE装置に装入した。MOVPE装置において、SiドープInP窓層5を成長した。原料は、TMIとTBPを用い、キャリアガスには水素を用いた。基板温度Tgは480℃とした。InP窓層5の膜厚は0.8μmで、Siドーピング密度は3×1015/cm3とした。
(比較例B2):本発明例A2と同じ構造のエピタキシャル積層体を作製した。ただし、InP窓層5をMOVPE法で成膜するとき、原料にはPH3とTMIを用いた。MOVPE成膜における基板温度は620℃とした。ホスフィンの分解温度は、TBPのそれより高く、その点が、本発明例A2と比較例B2との違いである。
評価は、比較例B2について、SIMS分析により不純物の深さ方向分布を測定した。また、多重量子井戸構造の受光層については、これまでの加熱実験の実績から、MOVPE成膜における基板温度により判断が可能である。すなわち620℃で成膜の結果、InP窓層の表面は粗く、また、受光層等について良好な結晶性を維持することが難しい。
【0067】
本発明例A2では、P原料にTBPを用いることで、480℃という低い温度でInPの成膜が可能であることを示した。この結果、ハイブリッド成長法によって、燐化合物の成膜室内壁への付着などの問題を克服しながら、InGaAs(N)/GaAsSbのタイプ2の量子井戸構造の品質劣化の防止が可能なことを確認することができた。
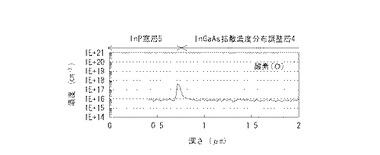
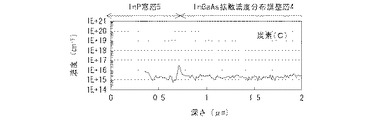
このハイブリッド成長法においては、当該成長法に特徴的な痕跡を積層体内に残す。InP窓層5とInGaAs拡散濃度分布調整層4との界面において、ピーク値4×1017/cm3の酸素O(図18)、ピーク値2.8×1016/cm3の炭素C(図19)、ピーク値2.7×1017/cm3の珪素Si(図20)の富化層が検出された。これは、InGaAs拡散濃度分布調整層4をMBE装置で成長後に、外気に取り出した際に、結晶表面に不純物が付着したことによる。ハイブリッド成長法が用いられたことを特定する一つの特徴といえる。
【0068】
(他の実施の形態について)
上記の実施の形態では、拡散濃度分布調整層を備えた受光素子または受光素子アレイについて説明したが、最も広くは、受光素子は拡散濃度分布調整層を備えなくても、多重量子井戸構造内の不純物濃度が5×1016cm−3以下であり、当該不純物が選択拡散で導入されていればよい。
【0069】
上記において、本発明の実施の形態および実施例について説明を行ったが、上記に開示された本発明の実施の形態および実施例は、あくまで例示であって、本発明の範囲はこれら発明の実施の形態に限定されない。本発明の範囲は、特許請求の範囲の記載によって示され、さらに特許請求の範囲の記載と均等の意味および範囲内でのすべての変更を含むものである。
【産業上の利用可能性】
【0070】
本発明によれば、近赤外域に受光感度を有し、良好な結晶性を得やすく、かつ、その一次元または二次元アレイを、高精度で形成しやすく、暗電流を低くできる受光素子、当該受光素子が配列された受光素子アレイを得ることができる。
【図面の簡単な説明】
【0071】
【図1】本発明の実施の形態1における受光素子を示す断面図である。
【図2】図1の受光素子におけるZn濃度分布を示す図である。
【図3】本発明の実施の形態1における受光素子アレイを示す断面図である。
【図4】本発明と異なる参考例1の受光素子の断面図である。
【図5】図4の受光素子におけるZn濃度分布を示す図である。
【図6】本発明と異なる参考例2の受光素子の断面図である。
【図7】図6の受光素子におけるZn濃度分布を示す図である。
【図8】本発明の実施の形態2における受光素子アレイのエピタキシャル積層体の作製方法を説明するための図である。
【図9】Sbの深さ方向の濃度分布を説明するための模式図である。
【図10】本発明の実施の形態の一例であり、図8の製造方法の変形例を示す図である。
【図11】本発明の実施の形態3における受光素子アレイのエピタキシャル積層体の作製方法(ハイブリッド成長法)を説明するための図である。
【図12】InP窓層をMOVPE法で成膜する装置の概要を示す図である。
【図13】実施例1に用いた受光素子アレイの部分断面図である。
【図14】実施例1において測定した暗電流と素子間隔との関係を示す図である。
【図15】実施例1におけるZnの深さ方向濃度分布を示す図である。
【図16】実施例2における本発明例A1のSbの深さ方向の濃度分布を示す図である。
【図17】実施例2における比較例B1のSbの深さ方向の濃度分布を示す図である。
【図18】実施例3における本発明例A3の酸素の深さ方向の濃度分布を示す図である。
【図19】実施例3における本発明例A3の炭素の深さ方向の濃度分布を示す図である。
【図20】実施例3における本発明例A3の珪素の深さ方向の濃度分布を示す図である。
【符号の説明】
【0072】
1 InP基板、2 バッファ層、3 多重量子井戸構造の受光層、4 拡散濃度分布調整層、5 InP窓層、5a 窓層の表面、6 p型領域、10 受光素子、11 p側電極、12 n側電極、15 pn接合、35 反射防止膜、36 選択拡散マスクパターン、60 中間製品の基板(ウエハ)、61 成膜室、62 基板ホルダー、63 ヒーター、67 恒温槽、69 付着した燐または燐化合物。
【特許請求の範囲】
【請求項1】
pn接合を受光層に含むIII−V族化合物半導体積層構造の受光素子であって、
前記受光層がIII−V族化合物半導体の多重量子井戸構造を有し、
前記pn接合は、不純物元素を受光層内に選択拡散して形成したものであり、
前記受光層における前記不純物濃度が、5×1016/cm3以下であることを特徴とする、受光素子。
【請求項2】
前記III−V族化合物半導体積層構造はIII−V族化合物半導体基板上に形成されたものであり、前記基板と反対側の前記受光層の面に接して、III−V族化合物半導体の拡散濃度分布調整層を備え、その拡散濃度分布調整層のバンドギャップエネルギが、前記III−V族化合物半導体基板のバンドギャップエネルギより小さいことを特徴とする、請求項1に記載の受光素子。
【請求項3】
前記拡散濃度分布調整層内において、前記不純物元素の濃度が、前記受光層と接する面と反対の面側における1×1018/cm3〜9.9×1018/cm3から前記受光層側における5×1016/cm3以下に低下することを特徴とする、請求項2に記載の受光素子。
【請求項4】
前記多重量子井戸構造がタイプ2の量子井戸構造であることを特徴とする、請求項1〜3のいずれかひとつに記載の受光素子。
【請求項5】
前記III−V族化合物半導体積層構造はInP基板上に形成されており、前記受光層がInGaAs/GaAsSb多重量子井戸構造、またはGaInNAs/GaAsSb多重量子井戸構造であり、不純物元素がZnであることを特徴とする、請求項4に記載の受光素子。
【請求項6】
前記拡散濃度分布調整層がInGaAsから形成されていることを特徴とする、請求項2〜5のいずれかひとつに記載の受光素子。
【請求項7】
前記拡散濃度分布調整層上にInP窓層を備え、当該拡散濃度分布調整層とInP窓層との境界部に、Sbのパイルアップがないことを特徴とする、請求項5または6に記載の受光素子。
【請求項8】
前記拡散濃度分布調整層上にInP窓層を備え、当該拡散濃度分布調整層およびInP窓層において、Sb濃度が1×1018/cm3以下であることを特徴とする、請求項5〜7のいずれかひとつに記載の受光素子。
【請求項9】
前記拡散濃度分布調整層の上にInP窓層を備え、該拡散濃度分布調整層とInP窓層との境界部に、酸素(O)、炭素(C)、水素(H)、珪素(Si)のうちの少なくとも1つがパイルアップされた異成分パイルアップ層があることを特徴とする、請求項5〜8のいずれかひとつに記載の受光素子。
【請求項10】
請求項1〜9のいずれかひとつに記載の受光素子が、前記半導体積層構造を共通にし、かつ前記不純物元素が受光素子ごとに前記受光層内に選択拡散されて形成されており、一次元または二次元配列されていることを特徴とする、受光素子アレイ。
【請求項11】
III−V族化合物半導体の積層構造を有し、該積層構造内の受光層にpn接合を有する受光素子の製造方法であって、
InP基板上に前記受光層を多重量子井戸構造で形成する工程と、
前記受光層の上に、該受光層内の不純物濃度を低く調整するために、InP相当のバンドギャップエネルギより小さいバンドギャップエネルギを有する拡散濃度分布調整層を形成する工程と、
前記拡散濃度分布調整層を通して該受光層内に不純物元素を選択拡散し、該受光層内の前記不純物濃度を5×1016/cm3以下とする工程とを備えることを特徴とする、受光素子の製造方法。
【請求項12】
前記InP基板上に前記受光層を、少なくとも1つの層にSbを含む多重量子井戸構造で形成した後、前記拡散濃度分布調整層を形成する前に、前記積層構造を300℃以下まで冷却することを特徴とする、請求項11に記載の受光素子の製造方法。
【請求項13】
前記InP基板上に前記受光層を形成した後、前記拡散濃度分布調整層を形成する前に、前記積層構造を、前記受光層を形成した成膜室から、当該成膜室につながった待機室に移動して、300℃以下まで冷却することを特徴とする、請求項11または12に記載の受光素子の製造方法。
【請求項14】
前記InP基板上に前記受光層を形成した後、前記冷却する前に、受光層の成膜温度より10℃から50℃高い範囲の温度に、10分間以上30分間以下の時間保持し、その後、前記冷却ないし移動して冷却することを特徴とする、請求項12または13に記載の受光素子の製造方法。
【請求項15】
前記InP基板上に前記受光層および拡散濃度分布調整層を、分子線エピタキシャル成長(MBE)法により550℃以下で成膜し、その後、該拡散濃度分布調整層上に、InP窓層を、全有機金属気相エピタキシ(全有機MOVPE)法により550℃以下で成膜することを特徴とする、請求項11〜14のいずれかひとつに記載の受光素子の製造方法。
【請求項16】
前記MBE法により前記InP基板上に前記受光層および前記拡散濃度分布調整層を成膜した後、前記積層構造を大気にさらし、次いで、MOVPEの成膜室に装入して、前記InP窓層を成膜することを特徴とする、請求項15に記載の受光素子の製造方法。
【請求項17】
前記受光素子が複数配列された受光素子アレイを製造するために、前記III−V族化合物半導体の積層構造を共通にして、前記複数の受光素子に請求項11〜16のいずれかひとつに記載の受光素子の製造方法を適用し、前記不純物の選択拡散工程では、前記拡散濃度分布調整層を通して該受光層内に、前記複数の受光素子が分離されるように、受光素子ごとに不純物元素を選択拡散し、各受光素子の前記受光層内の前記不純物濃度を5×1016/cm3以下とすることを特徴とする、受光素子アレイの製造方法。
【請求項1】
pn接合を受光層に含むIII−V族化合物半導体積層構造の受光素子であって、
前記受光層がIII−V族化合物半導体の多重量子井戸構造を有し、
前記pn接合は、不純物元素を受光層内に選択拡散して形成したものであり、
前記受光層における前記不純物濃度が、5×1016/cm3以下であることを特徴とする、受光素子。
【請求項2】
前記III−V族化合物半導体積層構造はIII−V族化合物半導体基板上に形成されたものであり、前記基板と反対側の前記受光層の面に接して、III−V族化合物半導体の拡散濃度分布調整層を備え、その拡散濃度分布調整層のバンドギャップエネルギが、前記III−V族化合物半導体基板のバンドギャップエネルギより小さいことを特徴とする、請求項1に記載の受光素子。
【請求項3】
前記拡散濃度分布調整層内において、前記不純物元素の濃度が、前記受光層と接する面と反対の面側における1×1018/cm3〜9.9×1018/cm3から前記受光層側における5×1016/cm3以下に低下することを特徴とする、請求項2に記載の受光素子。
【請求項4】
前記多重量子井戸構造がタイプ2の量子井戸構造であることを特徴とする、請求項1〜3のいずれかひとつに記載の受光素子。
【請求項5】
前記III−V族化合物半導体積層構造はInP基板上に形成されており、前記受光層がInGaAs/GaAsSb多重量子井戸構造、またはGaInNAs/GaAsSb多重量子井戸構造であり、不純物元素がZnであることを特徴とする、請求項4に記載の受光素子。
【請求項6】
前記拡散濃度分布調整層がInGaAsから形成されていることを特徴とする、請求項2〜5のいずれかひとつに記載の受光素子。
【請求項7】
前記拡散濃度分布調整層上にInP窓層を備え、当該拡散濃度分布調整層とInP窓層との境界部に、Sbのパイルアップがないことを特徴とする、請求項5または6に記載の受光素子。
【請求項8】
前記拡散濃度分布調整層上にInP窓層を備え、当該拡散濃度分布調整層およびInP窓層において、Sb濃度が1×1018/cm3以下であることを特徴とする、請求項5〜7のいずれかひとつに記載の受光素子。
【請求項9】
前記拡散濃度分布調整層の上にInP窓層を備え、該拡散濃度分布調整層とInP窓層との境界部に、酸素(O)、炭素(C)、水素(H)、珪素(Si)のうちの少なくとも1つがパイルアップされた異成分パイルアップ層があることを特徴とする、請求項5〜8のいずれかひとつに記載の受光素子。
【請求項10】
請求項1〜9のいずれかひとつに記載の受光素子が、前記半導体積層構造を共通にし、かつ前記不純物元素が受光素子ごとに前記受光層内に選択拡散されて形成されており、一次元または二次元配列されていることを特徴とする、受光素子アレイ。
【請求項11】
III−V族化合物半導体の積層構造を有し、該積層構造内の受光層にpn接合を有する受光素子の製造方法であって、
InP基板上に前記受光層を多重量子井戸構造で形成する工程と、
前記受光層の上に、該受光層内の不純物濃度を低く調整するために、InP相当のバンドギャップエネルギより小さいバンドギャップエネルギを有する拡散濃度分布調整層を形成する工程と、
前記拡散濃度分布調整層を通して該受光層内に不純物元素を選択拡散し、該受光層内の前記不純物濃度を5×1016/cm3以下とする工程とを備えることを特徴とする、受光素子の製造方法。
【請求項12】
前記InP基板上に前記受光層を、少なくとも1つの層にSbを含む多重量子井戸構造で形成した後、前記拡散濃度分布調整層を形成する前に、前記積層構造を300℃以下まで冷却することを特徴とする、請求項11に記載の受光素子の製造方法。
【請求項13】
前記InP基板上に前記受光層を形成した後、前記拡散濃度分布調整層を形成する前に、前記積層構造を、前記受光層を形成した成膜室から、当該成膜室につながった待機室に移動して、300℃以下まで冷却することを特徴とする、請求項11または12に記載の受光素子の製造方法。
【請求項14】
前記InP基板上に前記受光層を形成した後、前記冷却する前に、受光層の成膜温度より10℃から50℃高い範囲の温度に、10分間以上30分間以下の時間保持し、その後、前記冷却ないし移動して冷却することを特徴とする、請求項12または13に記載の受光素子の製造方法。
【請求項15】
前記InP基板上に前記受光層および拡散濃度分布調整層を、分子線エピタキシャル成長(MBE)法により550℃以下で成膜し、その後、該拡散濃度分布調整層上に、InP窓層を、全有機金属気相エピタキシ(全有機MOVPE)法により550℃以下で成膜することを特徴とする、請求項11〜14のいずれかひとつに記載の受光素子の製造方法。
【請求項16】
前記MBE法により前記InP基板上に前記受光層および前記拡散濃度分布調整層を成膜した後、前記積層構造を大気にさらし、次いで、MOVPEの成膜室に装入して、前記InP窓層を成膜することを特徴とする、請求項15に記載の受光素子の製造方法。
【請求項17】
前記受光素子が複数配列された受光素子アレイを製造するために、前記III−V族化合物半導体の積層構造を共通にして、前記複数の受光素子に請求項11〜16のいずれかひとつに記載の受光素子の製造方法を適用し、前記不純物の選択拡散工程では、前記拡散濃度分布調整層を通して該受光層内に、前記複数の受光素子が分離されるように、受光素子ごとに不純物元素を選択拡散し、各受光素子の前記受光層内の前記不純物濃度を5×1016/cm3以下とすることを特徴とする、受光素子アレイの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【公開番号】特開2009−206499(P2009−206499A)
【公開日】平成21年9月10日(2009.9.10)
【国際特許分類】
【出願番号】特願2008−334907(P2008−334907)
【出願日】平成20年12月26日(2008.12.26)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
【公開日】平成21年9月10日(2009.9.10)
【国際特許分類】
【出願日】平成20年12月26日(2008.12.26)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
[ Back to top ]